
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СКОБЫ ЯКОРНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 765-85
ИПК ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СКОБЫ ЯКОРНЫЕ Технические условия Anchor shackles. Specifications |
ГОСТ
|
Дата введения 01.01.87
Настоящий стандарт распространяется на якорные скобы, предназначенные для соединения судовых якорей с якорными цепями, применяемыми на кораблях, судах и плавучих средствах.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры и масса якорных скоб должны соответствовать приведенным на чертеже и в табл. 1.
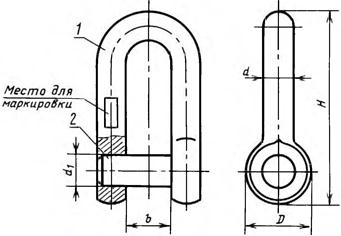
1 - скоба; 2 - штырь
Таблица 1
Размеры, мм
|
b |
D |
d |
d1 (штырь) |
Н |
Масса якорной скобы, кг |
||
|
Номин. |
Пред. откл. |
||||||
|
14´22 |
22 |
+1 |
32 |
14 |
16 |
95 |
0,4 |
|
16´26 |
26 |
36 |
16 |
18 |
110 |
0,6 |
|
|
20´32 |
32 |
+2 |
45 |
20 |
22 |
135 |
1,1 |
|
22´36 |
36 |
50 |
22 |
25 |
150 |
1,5 |
|
|
24´40 |
40 |
54 |
24 |
27 |
170 |
1,9 |
|
|
26´45 |
45 |
+3 |
60 |
26 |
30 |
185 |
2,5 |
|
28´48 |
48 |
64 |
28 |
32 |
200 |
3,1 |
|
|
30´53 |
53 |
68 |
30 |
34 |
215 |
3,8 |
|
|
34´58 |
58 |
78 |
34 |
38 |
240 |
5,6 |
|
|
38´65 |
65 |
86 |
38 |
43 |
285 |
8,0 |
|
|
42´72 |
72 |
95 |
42 |
48 |
300 |
10,4 |
|
|
46´78 |
78 |
105 |
46 |
52 |
320 |
14,0 |
|
|
54´82 |
82 |
122 |
54 |
60 |
375 |
21,2 |
|
|
56´96 |
96 |
126 |
56 |
65 |
410 |
25,0 |
|
|
64´102 |
102 |
+4 |
144 |
64 |
72 |
450 |
35,9 |
|
70´110 |
110 |
158 |
70 |
80 |
495 |
47,3 |
|
|
78´123 |
123 |
176 |
78 |
90 |
570 |
66,6 |
|
|
90´133 |
133 |
205 |
90 |
105 |
620 |
99,0 |
|
|
100´145 |
145 |
225 |
100 |
115 |
685 |
133,4 |
|
|
110´160 |
160 |
250 |
110 |
125 |
760 |
179,6 |
|
|
125´175 |
175 |
280 |
125 |
140 |
775 |
241,8 |
|
|
135´185 |
185 |
305 |
135 |
150 |
810 |
299,4 |
|
|
145´195 |
195 |
+5 |
330 |
145 |
160 |
870 |
371,9 |
|
155´205 |
205 |
350 |
155 |
170 |
930 |
450,0 |
|
|
170´230 |
230 |
385 |
170 |
190 |
1020 |
598,6 |
|
|
180´240 |
240 |
405 |
180 |
200 |
1080 |
704,9 |
|
|
190´260 |
260 |
430 |
190 |
210 |
1140 |
834,0 |
|
|
205´280 |
280 |
460 |
205 |
230 |
1230 |
1044,0 |
|
Пример условного обозначения якорной скобы с ветвью диаметром 125 мм и шириной проема в свету 175 мм (типоразмера 125´175):
Скоба Я 125´175 ГОСТ 765-85
(Измененная редакция, Изм. № 2).
1.2. Обозначения рабочих чертежей и коды ОКП приведены в справочном приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Якорные скобы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Способы изготовления якорных скоб и штырей и марки стали, из которых они изготовлены, должны соответствовать приведенным в табл. 2.
Таблица 2
|
Типоразмер якорной скобы |
Способы изготовления |
Марка стали |
|
|
Скоба |
От 14´22 до 70´110 |
Поковка (штамповка) |
35 ГОСТ 1050 |
|
От 56´96 до 205´280 |
Литье |
30ГСЛ ГОСТ 977 |
|
|
Штырь |
От 14´22 до 205´280 |
Прокат, поковка |
25 ГОСТ 1050 |
Примечание. Допускается для изготовления деталей якорных скоб типоразмеров от 14´22 до 70´110, предназначенных для якорей судов внутреннего плавания, применять сталь 20 по ГОСТ 1050 с КП 215 группы IV по ГОСТ 8479, а для якорей Холла и адмиралтейских - стали Ст3сп по ГОСТ 380 с КП 195 группы IV по ГОСТ 8479.
(Измененная редакция, Изм. № 1, 2).
2.3. Штыри якорных скоб должны изготовляться из горячекатаной круглой стали по ГОСТ 2590.
2.5. Требования к поковкам деталей якорных скоб - для группы IV с КП 275 по ГОСТ 8479.
2.6. Качество материала отливок - для группы III по ГОСТ 977.
2.7. Класс точности размеров и масс отливок в зависимости от типоразмера якорной скобы - по ГОСТ 26645.
Предельные отклонения:
размеров поковок - по технической документации, утвержденной в установленном порядке;
массы поковок - ±4 %;
размеров
деталей, обрабатываемых резанием: Н14, h14,
остальных - ![]() по ГОСТ
25347.
по ГОСТ
25347.
(Новая редакция, Изм. № 2).
2.8. Якорные скобы не должны иметь трещин и внутренних дефектов, влияющих на их прочность.
2.9. На поверхности литых якорных скоб не допускаются:
пологие вмятины и шероховатости глубиной более 3 % толщины тела отливки, но не более 5 мм;
земляные, шлаковые и газовые раковины диаметром более 2 мм, глубиной более 5 % толщины тела отливки, но не более 5 мм; при этом число дефектов не должно быть более трех на площади 100 см2, а их общая суммарная площадь не должна превышать 5 % всей площади поверхности.
2.10. Дефекты, превышающие допустимые значения, должны быть устранены сваркой. Необходимость термообработки якорной скобы после устранения дефектов устанавливает предприятие-изготовитель.
2.11. Якорные скобы после испытаний и нанесения маркировки должны быть окрашены каменноугольным лаком марки А по ГОСТ 1709 в два слоя. Требования к качеству покрытия - по VII классу ГОСТ 9.032.
По согласованию с заказчиком допускается якорные скобы не окрашивать.
2.12. Назначенный срок службы якорных скоб до списания - 25 лет.
(Новая редакция, Изм. № 1).
3. КОМПЛЕКТНОСТЬ
3.1. Якорные скобы должны поставляться комплектно. В комплект поставки должны входить скоба и штырь.
4. ПРИЕМКА
4.1. Якорные скобы следует подвергать приемо-сдаточным испытаниям.
4.2. Якорные скобы предъявляют партиями. Партией литых якорных скоб считают отливки, изготовленные из стали одной марки, одной плавки, а кованых (штампованных) - поковки (штамповки), изготовленные из стали одной марки, прошедшие термическую обработку в одной садке или разных садках, но по одному и тому же режиму, при этом регистрация температур автоматическими приборами обязательна.
4.3. Якорные скобы для приемки предъявляют в неокрашенном виде.
4.4. При приемке якорные скобы должны быть подвергнуты сплошному контролю на соответствие требованиям пп. 1.1 (размеры b и d), 2.1 - 2.3; 2.8 - 2.11.
(Измененная редакция, Изм. № 2).
4.5. Для проверки якорных скоб на соответствие п. 1.1 (кроме размеров b и d) отбирают 5 % якорных скоб из партии, но не менее 2 шт.
4.6. Проверка механических характеристик материала поковок - по ГОСТ 8479, отливок - по ГОСТ 977.
4.7. Для проверки соответствия требованиям п. 2.8 следует каждую литую якорную скобу испытывать пробной нагрузкой. Скобы типоразмеров 180´240; 190´260; 205´280 до испытания пробной нагрузкой должны быть испытаны сбрасыванием на стальную плиту.
Кованые (штампованные) якорные скобы испытывают пробной нагрузкой совместно с якорем Холла или адмиралтейским - по ГОСТ 766, с якорем Матросова - по ГОСТ 8497, якорем ПДС - по ГОСТ 25496.
(Измененная редакция, Изм. № 2).
4.8. По согласованию с органами надзора допускается проводить выборочные испытания 5 % якорных скоб от каждой партии, но не менее 2 шт.
4.9. Соответствие требованиям, установленным в пп. 2.5 - 2.7, проверяют при проведении операционного контроля.
4.10. Если при сплошном контроле будут обнаружены якорные скобы, не соответствующие требованиям настоящего стандарта, то их бракуют, а при выборочном контроле - партию возвращают для разбраковывания.
После разбраковывания партию предъявляют на повторный контроль.
Результаты повторного контроля являются окончательными и распространяются на всю партию.
При неудовлетворительных результатах повторного контроля всю партию бракуют.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Конструкцию и размеры якорных скоб проверяют сличением с чертежами и при помощи измерительных инструментов, обеспечивающих требуемую в чертежах точность.
5.2. Марки материалов, из которых изготовлены якорные скобы, и их механические свойства должны быть подтверждены сертификатами или данными лабораторных анализов.
5.3. Массу якорных скоб проверяют взвешиванием на весах с погрешностью не более ±1 %.
5.4. Испытания якорных скоб на соответствие требованиям п. 2.8 проводят до нанесения защитного покрытия.
5.5. При испытаниях якорные скобы сбрасывают с высоты 4 м на стальную плиту толщиной не менее 100 мм, лежащую на утрамбованном грунте. Температура якорных скоб при испытании не должна быть ниже 0 °С.
5.6. Испытания литых якорных скоб пробной нагрузкой проводят на цепопробном стане при воздействии нагрузки в течение не менее 5 мин.
Значения пробной нагрузки должны соответствовать приведенным в табл. 3.
При испытаниях скобы штырь должен быть заменен технологическим приспособлением.
5.7. После испытаний якорную скобу подвешивают и обстукивают молотком массой не менее 3 кг для выявления трещин и пустот. Чистый металлический звук свидетельствует об отсутствии дефектов. В противном случае дефект должен быть выявлен и устранен.
После устранения дефекта должно быть проведено повторное испытание, результаты которого считают окончательными.
5.8. Требования безопасности при проведении испытаний - по ГОСТ 12.3.002.
Таблица 3
|
56´96 |
64´102 |
70´110 |
78´123 |
90´133 |
100´145 |
110´160 |
125´175 |
135´185 |
145´195 |
155´205 |
170´230 |
180´240 |
190´260 |
205´280 |
|
|
Пробная нагрузка, кН (тс) |
556,0 (55,6) |
698,0 (69,8) |
828,0 (82,8) |
1056,0 (105,6) |
1244,0 (124,4) |
1470,0 (147,0) |
1754,0 (175,4) |
2023,0 (202,3) |
2220,0 (222,0) |
2420,0 (242,0) |
2733,0 (273,3) |
3065,0 (306,5) |
3440,0 (344,0) |
3800,0 (380,0) |
4140,0 (414,0) |
Примечание. Пробные нагрузки приняты по максимальной массе якоря, приведенной в табл. 4.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Каждая якорная скоба должна иметь маркировку, содержащую:
наименование или товарный знак предприятия-изготовителя;
типоразмер якорной скобы;
номер якорной скобы по системе предприятия-изготовителя;
обозначение настоящего стандарта.
(Измененная редакция, Изм. № 2).
6.2. На якорных скобах, поставляемых в сборе с якорями, допускается не наносить наименование или товарный знак предприятия-изготовителя.
6.3. Маркирование якорных скоб типоразмеров от 14´22 до 38´65 следует выполнять на ярлыках, а типоразмеров свыше 38´65 - на ветви скобы.
6.4. Маркирование следует выполнять ударным способом или литьем.
6.5. Якорные скобы следует транспортировать железнодорожным или автомобильным транспортом. При транспортировании якорных скоб штырь должен быть прихвачен к скобе электросваркой. При отправке якорных скоб железнодорожным транспортом упакованные в тару скобы следует перевозить в крытых вагонах, а без упаковки в тару на открытом подвижном составе.
6.6. Якорные скобы массой до 50 кг следует транспортировать в деревянных ящиках типов II-1, II-2, V-1, V-2 по ГОСТ 2991. Крепление якорных скоб в ящиках должно исключать возможность их смещения. Якорные скобы массой свыше 50 кг транспортируют без упаковки в тару. При погрузке якорных скоб на железнодорожный подвижной состав поставщик должен соблюдать требования ГОСТ 22235.
6.5, 6.6 (Измененная редакция, Изм. № 2).
6.7. Транспортная маркировка - по ГОСТ 14192.
6.8. Якорные скобы следует хранить под навесом на площадках с твердым покрытием или на настилах.
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7.1. Комплектование якорей скобами в зависимости от их типоразмера - в соответствии с требованиями табл. 4.
Таблица 4
|
Масса якоря, кг |
||||
|
Холла по ГОСТ 761 |
адмиралтейского по ГОСТ 760 |
Матросова по ГОСТ 8497 |
ПДС по ГОСТ 25496 |
|
|
14´22 |
- |
10; 15 |
5; 10 |
- |
|
16´26 |
- |
20 |
15 |
- |
|
20´32 |
50 |
30 |
25 |
- |
|
22´36 |
75 |
50 |
35 |
15; 30 |
|
24´40 |
100 |
75; 100 |
50 |
45 |
|
26´45 |
150 |
125; 150 |
75; 100; 125 |
60; 75 90; 105 |
|
28´48 |
200 |
200 |
150; 200 |
125; 135 |
|
30´53 |
250 |
250 |
250 |
150; 180 |
|
34´58 |
300; 350 |
300 |
300 |
225 |
|
38´65 |
400; 450 |
400 |
400 |
270; 315 |
|
42´72 |
500; 600 |
500 |
500 |
360 |
|
46´78 |
700; 800 |
700 |
750 |
430; 495; 585 |
|
54´82 |
900; 1000 |
1000 |
- |
675 |
|
56´96 |
1250; 1500 |
1250, 1500 |
1000; 1250 |
765; 855; 970; 1080 |
|
64´102 |
1750; 2000 |
2000 |
1500 |
1200 |
|
70´110 |
2250; 2500 |
- |
- |
1305; 1440 1575; 1710 1845 |
|
78´123 |
3000; 3500 |
3000 |
- |
1980; 2140 2295; 2475 |
|
90´133 |
4000; 4500 |
- |
- |
2655; 2835 3040; 3240 |
|
100´145 |
5000; 6000 |
- |
- |
3440; 3670 3940; 4260 |
|
110´160 |
7000; 8000 |
- |
- |
4500; 4840 5175; 5510 5850 |
|
125´175 |
9000; 10000 |
- |
- |
6225; 6520 6975; 7425 |
|
135´185 |
11000; 12000 |
- |
- |
7875; 8325 8775 |
|
145´195 |
13000; 14000 |
- |
- |
9225; 9675 10125 |
|
155´205 |
15000; 16000 |
- |
- |
10575; 11025 11550; 12000 12675 |
|
170´230 |
18000; 20000 |
- |
- |
13350; 14100 15000 |
|
180´240 |
22000; 24000 |
- |
- |
16125; 17250 |
|
190´260 |
26000; 28000 |
- |
- |
18375; 19500 20625 |
|
205´280 |
30000; 32000 |
- |
- |
- |
(Измененная редакция, Изм. № 2).
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель гарантирует соответствие якорных скоб требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации, транспортирования и хранения, установленных стандартом.
8.2. Гарантийный срок эксплуатации - 2 года со дня сдачи судна в эксплуатацию.
ПРИЛОЖЕНИЕ
Справочное
Обозначения рабочих чертежей якорных скоб и коды ОКП
|
Обозначения рабочих чертежей |
Код ОКП |
|
|
14´22 |
211-99.5840 |
64 1111 6137 03 |
|
16´26 |
211-99.5840-01 |
64 1111 6138 02 |
|
20´32 |
211-99.5840-02 |
64 1111 6139 01 |
|
22´36 |
211-99.5840-03 |
64 1111 6140 08 |
|
24´40 |
211-99.5840-04 |
64 1111 6141 07 |
|
26´45 |
211-99.5840-05 |
64 1111 6142 06 |
|
28´48 |
211-99.5840-06 |
64 1111 6143 05 |
|
30´53 |
211-99.5840-07 |
64 1111 6144 04 |
|
34´58 |
211-99.5840-08 |
64 1111 6145 03 |
|
38´65 |
211-99.5840-09 |
64 1111 6146 02 |
|
42´72 |
211-99.5840-10 |
64 1111 6147 01 |
|
46´78 |
211-99.5840-11 |
64 1111 6148 00 |
|
54´82 |
211-99.5840-12 |
64 1111 6149 10 |
|
56´96 |
211-99.5840-13 |
64 1111 6150 06 |
|
64´102 |
211-99.5840-14 |
64 1111 6151 05 |
|
70´110 |
211-99.5840-15 |
64 1111 6152 04 |
|
78´123 |
211-99.5840-16 |
64 1111 6153 03 |
|
90´133 |
211-99.5840-17 |
64 1111 6154 02 |
|
100´145 |
211-99.5840-18 |
64 1111 6155 01 |
|
110´160 |
211-99.5840-19 |
64 1111 6156 00 |
|
125´175 |
211-99.5840-20 |
64 1111 6157 10 |
|
135´185 |
211-99.5840-21 |
64 1111 6158 09 |
|
145´195 |
211-99.5840-22 |
64 1111 6159 08 |
|
155´205 |
211-99.5840-23 |
64 1111 6160 04 |
|
170´230 |
211-99.5840-24 |
64 1111 6161 03 |
|
180´240 |
211-99.5840-25 |
64 1111 6162 02 |
|
190´260 |
211-99.5840-26 |
64 1111 6163 01 |
|
205´280 |
211-99.5840-27 |
64 1111 6164 00 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. Разработчики
Г.И. Владинец, канд. техн. наук (руководитель тем ы) В.А. Беспалов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.02.85 № 381
3. Взамен ГОСТ 765-74
4. Срок проверки - 1995 г.,
периодичность проверки - 5 лет
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД,на который дана ссылка |
Номер пункта |
6. Ограничение срока действия снято по Протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
7. ПЕРЕИЗДАНИЕ (ноябрь 1997 г.) с Изменениями № 1, 2, утвержденными в октябре 1987 г., апреле 1989 г. (ИУС 1-88, 7-89)