ГОСТ 30249-97
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОЛОДКИ ТОРМОЗНЫЕ ЧУГУННЫЕ
ДЛЯ ЛОКОМОТИВОВ
Технические условия
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом железнодорожного транспорта (ВНИИЖТ), МТК 120 «Чугун, сталь, прокат»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 12-97 от 21 ноября 1997 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 10 июня 1998 г. № 246 межгосударственный стандарт ГОСТ 30249-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1999 г.
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Июнь 2005 г.
СОДЕРЖАНИЕ
ГОСТ 30249-97
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КОЛОДКИ ТОРМОЗНЫЕ ЧУГУННЫЕ ДЛЯ ЛОКОМОТИВОВ Технические условия Cast iron brake blocks for locomotives. Specifications |
Дата введения 1999-07-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на гребневые чугунные тормозные колодки, предназначенные для установки на локомотивы магистральных железных дорог колеи 1520 мм.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.014-78 ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 15.001-88* Продукция производственно-технического назначения. Система разработки и постановки продукции на производство
__________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000.
ГОСТ 103-76 Полоса стальная горячекатаная. Сортамент
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 3443-87 Отливки из чугуна с различней формой графита. Методы определения структуры
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ГОСТ 27208-87 Отливки из чугуна. Методы механических испытаний
3 ОБОЗНАЧЕНИЕ
Условное обозначение тормозных чугунных колодок для локомотивов:
Колодки чугунные типа М ГОСТ 30249-97
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Тормозные колодки должны изготавливаться в соответствии с требованиями настоящего стандарта и нормативными документами, утвержденными в установленном порядке. Точность отливки 10-7-0-10 - по ГОСТ 26645. Формовочные уклоны - по ГОСТ 3212.
4.2 Колодки изготавливают из чугуна марок, химический состав которых должен соответствовать нормам, указанным в табл. 1.
Таблица 1
|
Массовая доля элементов, % |
|||||||
|
С |
Si |
Mn |
Р |
S, не более |
Ва |
Са |
|
|
М |
2,7 - 3,4 |
0,7 - 1,0 |
0,4 - 0,9 |
0,4 - 0,9 |
0,20 |
0,05 - 0,2 |
0,05 - 0,15 |
|
Р |
2,5 - 3,6 |
1,3 - 2,0 |
0,3 - 0,9 |
2,5 - 3,5 |
0,20 |
- |
- |
4.3 В чугуне тормозных колодок при условии обеспечения механических свойств и выполнения других требований стандарта допускаются отклонения от норм по содержанию элементов.
Допускаемые отклонения приведены в таблице 2.
Таблица 2
|
Допускаемое отклонение, %, для колодок из чугуна марок |
||
|
М |
Р |
|
|
Углерод (С) |
± 0,1 |
± 0,1 |
|
Кремний (Si) |
± 0,2 |
± 0,2 |
|
Марганец (Мn) |
± 0,1 |
± 0,1 |
|
Фосфор (Р) |
-0,1 |
+0,2 |
|
Сера (S) |
+0,02 |
+0,02 |
4.4 Твердость тормозной колодки должна соответствовать:
229 - 302 НВ - для чугуна марки М;
217 - 303 НВ - для чугуна марки Р.
4.5 Номинальная масса тормозной колодки должна соответствовать:
14,7 кг - для чугуна марки М;
15,8 кг - для чугуна марки Р.
4.6 Микроструктура чугуна тормозных колодок должна соответствовать требованиям, указанным в таблице 3.
Таблица 3
|
Шкала |
Обозначение микроструктуры для чугуна марок |
||
|
М |
Р |
||
|
1 Графит: |
|||
|
- форма включений |
1А |
ПГф1, ПГф2, ПГф4 |
ПГф1, ПГф2, ПГф4 |
|
- длина включений |
1Б |
ПГд45 - ПГд350 |
ПГд45 - ПГд180 |
|
- распределение включений |
1В |
ПГр1, ПГр3, ПГр6, ПГр7, ПГр9 |
ПГр1, ПГр3, ПГр6, ПГр7, ПГр9 |
|
- количество включений |
1Г |
ПГ2 - ПГ6 |
ПГ2 - ПГ6 |
|
2 Перлит: |
|||
|
- вид структуры |
5 |
Пт1, Пт2 |
Пт1, Пт2 |
|
- содержание |
6А |
П(Ф0) - П96(Ф4) |
П96(Ф4) - П92(Ф8) |
|
- дисперсность |
8 |
Пд0,3 - Пд1,4 |
Пд0,3 - Пд1,4 |
|
3 Фосфидная эвтектика: |
|||
|
- строение |
9А |
ФЭ3, ФЭ4 |
ФЭ3, ФЭ4 |
|
- площадь включений |
9Г |
Фэп6000 |
ФЭп6000 - ФЭп25000 |
|
- распределение |
9Б |
ФЭр1,ФЭр2 |
ФЭр2, ФЭр3 |
|
4 Цементит: |
|||
|
- содержание |
10А |
Ц2, Ц4 |
Ц2, Ц4 |
|
- площадь включений |
10Б |
Цп2000 |
Цп2000 |
4.7 Каркас (спинка) и скоба колодки должны изготавливаться из полос по ГОСТ 103 и ленты по ГОСТ 503 или листов по ГОСТ 19903 и ГОСТ 14637 следующих марок стали: Ст0, Ст1, Ст2, Ст3, БСт3 по ГОСТ 380 и 05кп, 08кп по ГОСТ 1050.
Сетка объемного каркаса для колодок из чугуна марки Р должна изготавливаться из ленты по ГОСТ 503 или листов по ГОСТ 19903 следующих марок стали: Ст0, Ст1 - по ГОСТ 380 или 05кп, 08кп - по ГОСТ 1050.
4.8 Стальная спинка и сетка объемного каркаса перед заливкой в тело колодки должны быть освобождены от ржавчины, обезжирены и изолированы от науглероживания специальной обмазкой.
Состав, технология приготовления и способ нанесения обмазок для защиты элементов каркаса от науглероживания должны соответствовать нормативным документам предприятия-изготовителя.
а) залив скобы с внешней стороны и местные заливы металлической спинки толщиной до 2,0 мм при условии прохождения шаблона под скобу;
б) местные просветы между шаблонами и телом колодки в местах прилегания башмака к спинке колодки и по кругу катания (на рабочей поверхности) до 2,0 мм;
в) сколы углов гребня длиной до 30 мм и высотой до 10 мм. Отколы прочих мест колодки длиной до 15 мм. Число колодок с отколами не должно превышать 15 % предъявляемой партии;
г) смещение колодки по разъему формы до 2 мм в соответствии с ГОСТ 26645;
д) число листов в объемном каркасе, расстояние между листами и расположение их в теле колодки определяются нормативными документами предприятия-изготовителя, согласованными с заказчиком. Распределение листов сетки объемного каркаса по поперечному сечению колодки должно быть равномерным. Смещение сетки объемного каркаса от номинального положения - не более 3 мм;
е) местные поверхностные утяжины (не более трех) по кругу катания глубиной до 4 мм и наибольшей протяженностью каждой из них до 25 мм или одну поверхностную утяжину общей протяженностью до 100 мм.
Под отверстием для чеки допускается утяжина или газовая раковина до 5 мм и наибольшей протяженностью по поверхности до 25 мм;
ж) отдельные раковины глубиной до 4 мм, диаметром до 10 мм (не более пяти) или одну раковину в месте подвода металла и не более трех раковин в окнах спинки глубиной до 10 мм и длиной до 15 мм;
з) усадочные раковины в отливках колодок, не выходящие на рабочую поверхность, глубиной не более 5 мм и протяженностью не более 30 мм;
и) раковины и сколы на нерабочих поверхностях колодки, имеющие размеры более предусмотренных в 4.10в и 4.10ж, исправленные после разделки заваркой чугунным электродом без подогрева колодки.
Чистые газовые раковины допускается заваривать без разделки. Общий объем заваренных раковин не должен превышать 1 % объема колодки. Твердость наплавленного металла не должна превышать 302 НВ.
4.11 Тормозные колодки не должны иметь трещин.
4.12 Стальная спинка колодки должна быть залита в уровень с поверхностью колодки, сопрягаемой с башмаком, и быть видна. Допускаются местные заливы спинки, не превышающие по площади 20 %.
4.14 На поверхности излома тормозной колодки, испытанной по 4.13, допускаются отдельные дефекты: раковины (не более одной) диаметром не более 10 мм, расположенные не ближе 20 мм от спинки, и раковины (не более трех) диаметром не более 5 мм, равномерно распределенные по поверхности излома.
4.16 Место, размеры и способы нанесения маркировки с учетом сохранности маркировки в продолжении всего срока службы колодок должны быть указаны в конструкторском чертеже.
4.17 Тормозные колодки, отправляемые потребителю, должны иметь сопроводительные документы, удостоверяющие соответствие поставляемых колодок требованиям настоящего стандарта и включающие:
- наименование предприятия-поставщика и его товарный знак или условный номер предприятия-изготовителя;
- дату выпуска;
- число отгруженных колодок;
- результаты определения твердости и химического состава;
- обозначение настоящего стандарта.
4.18 Предприятие-изготовитель представляет разработчикам стандарта один раз в квартал результаты испытаний колодок для всех плавок.
5 ПРИЕМКА
5.1 Для проверки соответствия колодок требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные и периодические испытания.
5.2 Приемо-сдаточные испытания проводят по: химическому составу колодки, твердости, прочности колодки на излом, надежности стальной спинки, массе колодки, внешнему виду в части наличия допускаемых и недопускаемых дефектов и проверке мест сопряжения.
5.3 Колодки предъявляют к приемке партиями. За партию принимают тормозные колодки, отлитые в течение одной смены, но не более 500 шт.
5.4 Химический состав чугуна колодок должен соответствовать требованиям 4.2 и определяться на пробах, отбираемых в начале, середине и конце смены, или пробе, залитой в середине плавки. Наличие в чугуне колодок бария или кальция обеспечивается модификаторами при введении их на жолоб или ковш, поэтому определение их содержания в химическом составе чугуна не обязательно.
Если хотя бы один из трех химических анализов не соответствует требованиям 4.2 настоящего стандарта, проводят повторное испытание на вновь отобранных пробах.
При получении неудовлетворительных результатов повторного испытания все колодки данной партии считают несоответствующими требованиям настоящего стандарта.
В случае отклонения от заданной минимальной твердости в одной из точек допускается проведение повторного испытания в стороне от этой точки на расстоянии 10 мм. При неудовлетворительных результатах проводят повторное испытание твердости на удвоенном числе колодок.
При неудовлетворительных результатах повторной проверки разрешается сдача предъявленной партии с измерением твердости каждой колодки поштучно, или вся партия бракуется.
5.6 Для оценки надежности стальной спинки, качества отливки колодки (4.13) и конструкционной прочности отбираются три колодки от партии. Испытание на излом колодки под прессом проводят с приложением нагрузки к ушку. Колодка на столе пресса устанавливается ушком вверх.
При неудовлетворительных результатах проверки на излом производят повторное испытание на удвоенном количестве тормозных колодок. Если при этом хотя бы одна колодка покажет неудовлетворительный результат, то вся партия бракуется.
Примечание - Если суточное производство колодок не превышает 500 шт., для испытания на излом отбирают три колодки.
5.7 Проверку массы (4.5) тормозной колодки проводят произвольно на 2 % от партии, предъявляемой к сдаче.
5.8 Внешний вид каждой колодки проверяют визуально на отсутствие недопустимых дефектов и соответствие 4.9, 4.10 (кроме б), 4.11.
5.9 Проверку профиля мест сопряжения по 4.10б проводят на колодках, отобранных для испытания на твердость.
5.10 При получении неудовлетворительных результатов проверки профиля мест сопряжения (4.10б) контролю подвергают 100 % отлитых колодок. Колодки, не соответствующие требованиям 4.2, 4.11, 4.15, а также имеющие дефекты свыше разрешенных в 4.10 настоящего стандарта, бракуются.
5.11 Периодические испытания проводят не реже одного раза в год. Испытаниям подвергают 2 % изделий от партии, но не менее трех штук.
5.12 Периодические испытания отливок тормозных колодок проводят в объеме приемо-сдаточных испытаний с дополнительными проверками на соответствие требованиям по микроструктуре на шлифах, макроструктуре изломов и твердости по сечению колодок.
5.13 Оценку микроструктуры чугуна (4.6) и макроструктуры изломов (4.14) проводят на колодках, отобранных для испытания на излом (4.13). На этих же колодках оценивают твердость (4.4) по сечению.
5.14 Оценку микроструктуры и твердости по сечению проводят на двух поперечных темплетах, вырезанных из колодок по схеме, приведенной на рисунке 1. Темплеты предварительно шлифуют до Rz 6,3 мкм.
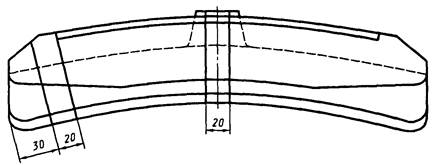
Рисунок 1
5.15 Твердость по сечению колодки определяют в двенадцати точках согласно схеме, представленной на рисунке 2. Твердость по всем измеренным точкам должна соответствовать требованиям 4.4.

Рисунок 2
5.16 Микроструктуру чугуна определяют на шлифах 20´20 мм, вырезанных из поперечных темплетов после испытания твердости по сечению. Место вырезки микрошлифов показано на рисунках 1 и 2.
5.17 При неудовлетворительных результатах периодических испытаний колодок, хотя бы по одному из показателей, по этому показателю проводят повторный контроль на удвоенном количестве изделий, взятых из той же партии. При получении неудовлетворительных результатов повторных испытаний все изделия данной партии считают несоответствующими требованиям настоящего стандарта. Производство и приемка колодок должны быть приостановлены до установления причин образования дефектов и корректировки технологического процесса.
5.18 Заказчику предоставляется право контрольной выборочной проверки колодок на предприятии-изготовителе для оценки их соответствия требованиям настоящего стандарта.
5.19 При освоении производства тормозных колодок предприятие-изготовитель обязано осуществить мероприятия - по ГОСТ 15.001 и получить разрешение государственного органа управления железными дорогами на поставку тормозных колодок железнодорожному транспорту.
5.20 В период освоения производства тормозных колодок или изменения технологии приемосдаточные испытания проводят по программе периодических испытаний.
5.21 Предприятие-изготовитель обязано проводить периодические испытания по программе квалификационных испытаний по ГОСТ 15.001 после выпуска 500 тысяч колодок, но не реже чем один раз в три года.
6 МЕТОДЫ ИСПЫТАНИЙ
6.1 Определение химического состава чугуна колодок (4.2) - в соответствии с ГОСТ 22536.0, ГОСТ 22536.1, ГОСТ 22536.3, ГОСТ 22536.4, ГОСТ 22536.5.
6.2 Профиль мест сопряжения колодок проверяют шаблонами, отверстие в ушке под скобу (4.10а) - проходным шаблоном - прямоугольной призмой с номинальными размерами сечения 0,018´0,028 м2 (18´28 мм2).
Место прилегания башмака к спинке колодки (4.10б) проверяют шаблоном, построенным по номинальным размерам, приведенным на рисунке 3.
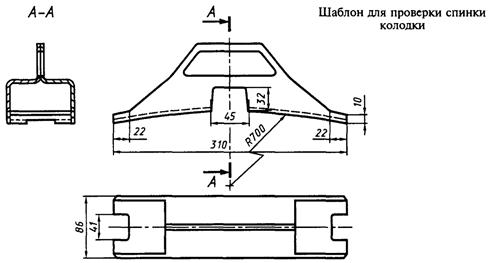
Рисунок 3
Качество прилегания шаблона к спинке колодки проверяют с помощью набора щупов. Размеры литейных дефектов измеряют штангенциркулем и линейкой.
6.3 Твердость тормозной колодки (5.5, 5.15) определяют по Бринеллю шариком диаметром 10 мм при нагрузке 30 кН (3 тс) в соответствии с ГОСТ 9012, ГОСТ 27208 и ГОСТ 23677.
6.4 Прочность металлической спинки (5.6) проверяют путем излома колодки под прессом усилием не менее 300 кН (30 тс).
6.5 Массу тормозных колодок (5.7) определяют с погрешностью не более ± 0,2 кг.
6.6 Микроструктуру чугуна колодок (4.6) определяют в соответствии с ГОСТ 3443.
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1 Колодки транспортируют навалом в контейнерах железнодорожным или автомобильным транспортом в открытых или закрытых транспортных средствах.
В процессе погрузки или разгрузки колодки оберегают от соударений, вызывающих появление в них трещин и сколов.
Подробно о правилах перевозки колодок - в специальной документации.
7.2 Условия консервации и хранения - по ГОСТ 9.014.
Колодки, собранные в штабеля, хранят на открытых и закрытых площадках. Срок хранения колодок на открытых площадках - два года; на закрытых площадках - пять лет.
8 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1 Предприятие-изготовитель гарантирует соответствие тормозных колодок требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
8.2 При обнаружении скрытых дефектов, снижающих срок службы и требования безопасности движения при условии соблюдения правил транспортирования и разгрузки, тормозные колодки бракуют и предъявляют предприятию-изготовителю в сроки, установленные правилами поставок.
8.3 При выявлении нарушений технологии производства колодок в период эксплуатации, наносящих серьезный материальный ущерб железнодорожному транспорту, предприятие-изготовитель несет ответственность в соответствии с действующим законодательством, а также обязано провести внеочередные квалификационные испытания колодок.
Ключевые слова: тормозные колодки, марка чугуна, химический состав, твердость, геометрический размер, внешний вид, стальная спинка и объемный каркас