ГОСТ 28844-90
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОКРЫТИЯ ГАЗОТЕРМИЧЕСКИЕ
УПРОЧНЯЮЩИЕ
И ВОССТАНАВЛИВАЮЩИЕ
ОБЩИЕ ТРЕБОВАНИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПОКРЫТИЯ
ГАЗОТЕРМИЧЕСКИЕ УПРОЧНЯЮЩИЕ Общие требования Thermal sprayed coatings for
strengthening and reduction. |
ГОСТ |
Дата введения 01.01.92
Настоящий стандарт распространяется на газотермические покрытия, предназначенные для упрочнения вновь изготовляемых и восстановления деталей и изделий машиностроительного назначения, и устанавливает общие требования к поверхности основного металла (детали, изделия), применяемым материалам и покрытиям.
Требования распространяются на газотермические покрытия, напыляемые газопламенным, плазменным, электродуговым методами.
1. КЛАССИФИКАЦИЯ И ОБОЗНАЧЕНИЕ
1.1. В зависимости от назначения газотермические покрытия могут быть однослойные или многослойные, состоящие из двух или более последовательно напыленных слоев, отличающихся по составу.
1.2. Покрытия в зависимости от метода напыления подразделяют на разновидности (виды): газопламенные (Пл), плазменные (П), электродуговые (Э).
1.3. В обозначении покрытий, получаемых газотермическим напылением, указывают:
1 - обозначение метода напыления покрытия;
2 - вид покрытия;
3 - обозначение марки напыляемого материала по нормативно-технической документации, в том числе каждого слоя многослойного покрытия;
4 - толщину покрытия в мм;
5 - вид обработки покрытия.
1.4. В зависимости от вида дополнительной обработки покрытия подразделяют по виду обработки (см. табл. 1):
Таблица 1
|
Дополнительная обработка покрытий |
|
|
1 |
Без дополнительной обработки |
|
2 |
Нанесение лакокрасочного или полимерного покрытия |
|
3 |
Пластическая деформация |
|
4 |
Термообработка |
|
5 |
Пропитка |
|
6 |
Химико-термическая обработка |
|
7 |
Механическая обработка (шлифование, точение, фрезерование, строгание, хонингование, сверление, слесарная опиловка, шабрение, анодно-механическая и электроискровая обработка) |
1.5. Схема записи обозначения газотермических покрытий принимается следующая:
![]() (См. п. 1.3).
(См. п. 1.3).
Например, покрытие, наносимое газотермическим напылением, плазменное, из оксида алюминия, толщиной 0,12 мм и подвергаемое пропитке, обозначают:
Покрытие ГТН.П.Г-00.0,12-5.
Покрытие, наносимое газотермическим напылением, газопламенное, из порошка на никелевой основе ПГ-12Н-02, толщиной 0,5 мм, подвергаемое термической обработке, обозначают:
Покрытие ГТН.Пл.ПГ-12Н-02.0,5-4.
1.6. В обозначении многослойных покрытий, состоящих из нескольких различных материалов, указывают материал слоев и толщину в порядке их напыления.
Например, покрытие, наносимое газотермическим напылением, плазменное, из порошка на никелевой основе ПС-12НВК-01, толщиной 2 мм, по подслою композиционного порошка ПТ-НА-01, толщиной 0,15 мм, с последующим шлифованием, обозначают:
Покрытие ГТН.П.ПТ-НА-01.0,15 + ПС-12НВК-01.2,00-7.
1.7. В обозначении покрытий, напыляемых из механической смеси различных порошков, в скобках указывают напыляемую смесь - процент первого компонента, марку (обозначение материала) порошка (проволоки), плюс процент следующего компонента, марку порошка (проволоки), скобка закрывается.
Например, покрытие, наносимое газотермическим напылением, плазменное, из механической смеси 35 % карбида вольфрама и 65 % никельхромборкремниевого сплава СНГН-55, толщиной 0,8 мм, с последующим шлифованием, обозначают:
Покрытие ГТН.П.(35WC + 65.СНГН-55).0,80-7.
2. ТРЕБОВАНИЯ К КОНСТРУКЦИИ И МАТЕРИАЛУ ДЕТАЛЕЙ (ИЗДЕЛИЙ)
2.1. Детали, предназначенные для газотермического напыления, должны быть изготовлены в соответствии с требованиями конструкторской документации с учетом толщины газотермического покрытия и не должны иметь глубоких отверстий и узких зазоров. Отношение диаметра или ширины к глубине должно быть не менее 2.
2.2. Форма деталей должна позволять производить напыление покрытия под углом 60 - 90° к поверхности детали. При напылении труднодоступных мест на детали допускается уменьшать угол до 45°.
2.3. Твердость поверхности деталей, подлежащих восстановлению газотермическим напылением, не должна быть более 50HRCэ. В обоснованных случаях при восстановлении деталей возможно проводить нормализацию запыленных деталей.
2.4. Радиусы закруглений на острых кромках поверхности детали должны быть не менее 1 мм.
2.5. На поверхностях деталей, предназначенных для напыления, не должно быть сварочных брызг, раковин, трещин, остатков флюсов, заусенцев, окалины, прижогов, ржавчины, обнаруживаемых визуально без применения увеличительных средств.
2.6. Во избежание возникновения контактной коррозии между материалами детали, подслоя и покрытия допустимы сочетания материалов при напылении в соответствии с ГОСТ 9.005.
2.7. Отверстия на поверхности деталей, не подлежащие напылению, должны быть изолированы винтами или заглушками.
3. ТРЕБОВАНИЯ К ПРИМЕНЯЕМЫМ МАТЕРИАЛАМ
3.1. Требования к порошкам и проволокам, используемым для напыления покрытий
3.1.1. Перечень порошков и проволок для газотермического напыления и их рекомендуемое назначение приведены в приложениях 1 и 2.
3.1.2. Порошки и проволоки, используемые при технологическом процессе напыления, должны пройти входной контроль и соответствовать нормативно-технической документации на применяемый материал.
3.1.3. Порошки должны соответствовать паспортным данным по гранулометрическому, химическому составу и физико-химическим свойствам. Материалы должны храниться в соответствии с нормативно-технической документацией на каждый конкретный материал.
3.1.4. Перед напылением все порошки просушивают при температуре 120 °С - 200 °С, а порошки оксидов при температуре 600 °С - 1100 °С.
Конкретные значения гранулометрического состава порошков устанавливают в зависимости от способа (плазменный, газоплазменный) напыления покрытий, а также конструктивных и технологических особенностей изделий и требований к покрытию.
3.1.5. Проволока для напыления должна быть чистой и гладкой без видимых невооруженным глазом следов коррозии, вмятин, резких перегибов, заусенцев и расслоений. Допустимы дефекты проволоки, не влияющие на стабильность работы оборудования и технологический процесс напыления.
3.1.6. При необходимости проволока перед распылением должна быть расконсервирована по ГОСТ 9.014 или обезжирена моющими средствами или органическими растворителями по ГОСТ 9.402. Применяемые моющие растворы не должны вызывать травление и коррозию проволоки.
3.2. Требования к материалам для струйно-абразивной обработки
3.2.1. Для струйно-абразивной обработки деталей и изделий используют острогранные сухие без следов масла, грязи, ржавчины, смолистых загрязнений, абразивные материалы.
3.2.2. В качестве абразива можно использовать металлическую колотую дробь ДСК и ДЧК (стальную, чугунную) номеров 01; 02; 03; 05; 08; 1; 1,4 по ГОСТ 11964, карбид кремния и электрокорунд зернистостью 40, 50, 63, 80, 100, 125, 150 по ГОСТ 3647 или эльбор (нитрид бора) зернистостью 40, 50, 63, 80, 100, 125, 160. Металлическую дробь не следует использовать при обработке деталей, изготовленных из материалов с высокой вязкостью и твердостью более 40HRCэ.
3.3. Требования к газам
3.3.1. В качестве рабочих газов при напылении покрытий можно использовать газы: азот технический или особой чистоты по ГОСТ 9293, аргон по ГОСТ 10157, аммиак жидкий по ГОСТ 6221, ацетилен по ГОСТ 5457, водород технический по ГОСТ 3022, гелий, кислород по ГОСТ 5583, пропан-бутан по ГОСТ 20448, углекислый газ по ГОСТ 8050, сжатый воздух по ГОСТ 17433 или их смеси.
3.3.2. Сжатый воздух, предназначенный для струйно-абразивной обработки деталей и напыления покрытий, должен соответствовать нечетному или нулевому классу загрязненности, но не выше 9-го класса по ГОСТ 17433.
Методы измерения загрязненности сжатого воздуха - по ГОСТ 24484.
4. ОБЩИЕ ТРЕБОВАНИЯ К ГАЗОТЕРМИЧЕСКОМУ НАПЫЛЕНИЮ
4.1. Подготовку поверхностей деталей к напылению, хранению и транспортированию подготовленных деталей необходимо проводить в помещении при температуре воздуха не ниже 16 °С и относительной влажности не выше 75 %. Наличие в воздухе коррозионно-активных веществ, вызывающих коррозию деталей, не допускается.
4.2. Перед струйно-абразивной обработкой поверхности деталей должны быть обезжирены моющими составами или органическими растворителями по ГОСТ 9.402 и ГОСТ 9.305. Детали из пористых материалов перед обезжириванием, в случае необходимости, подвергают термическому обжигу.
Степень обезжиривания поверхности деталей должна соответствовать первой по ГОСТ 9.402.
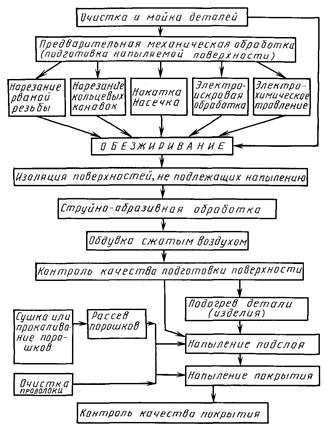
4.3. Предварительная подготовка поверхности детали, изделия (основного металла) к напылению, а также сам процесс напыления, может предусматривать выполнение целого ряда операций (табл. 2). Обязательность выполнения каждой операции определяют в зависимости от материала детали, его геометрии, назначения покрытия и указывают в нормативно-технической документации.
4.4. При напылении покрытий большой толщины (более 1,0 мм), подвергаемых высоким нагрузкам или в обоснованных случаях, возможна специальная механическая обработка основного металла вместо струйно-абразивной (насечка, накатка, рваная резьба, электроискровая обработка и т.п.).
4.5. Перед напылением поверхность деталей необходимо подвергнуть струйно-абразивной обработке.
Таблица 2
4.6. Поверхности деталей, не предназначенные к напылению, должны быть защищены экранами или накладками, а отверстия изолированы винтами или заглушками от воздействия абразивного материала при подготовке поверхности струйно-абразивным методом и от напыления.
Обрабатываемая струйно-абразивным методом поверхность должна быть больше зоны напыления в соответствии с технологическими требованиями.
4.7. Струйно-абразивную обработку проводят при давлении сжатого воздуха 0,2 - 0,57 МПа (2 - 6 атм) в зависимости от материала и толщины детали.
4.8. Расстояние от среза сопла струйно-абразивного пистолета до обрабатываемой поверхности должно быть 90 - 150 мм, угол наклона 45 - 90°.
4.9. После струйно-абразивной обработки поверхность деталей должна быть обдута сжатым воздухом не ниже первого класса загрязненности по ГОСТ 17433.
4.10. Параметры шероховатости Rz поверхностей деталей, подготовленных под напыление, должны соответствовать значениям от 20 до 160 мкм по ГОСТ 2789. В обоснованных случаях могут устанавливаться и другие значения шероховатости поверхности.
4.11. Промежуток времени между струйно-абразивной обработкой или другими видами обработки, для придания шероховатости и активации поверхности, до напыления покрытий должен быть минимальным - составлять не более 3 ч и устанавливаться в зависимости от категории размещения деталей по ГОСТ 15150 в нормативно-технической документации на конкретное изделие.
4.12. Угол наклона напыляющего устройства к поверхности напыления должен быть не менее 45°.
4.13. Дистанция напыления должна быть от 50 до 250 мм в зависимости от способа газотермического напыления, размеров, формы, материала деталей и материала напыления.
4.14. При механизированном способе напыления (газопламенном, плазменном, электродуговом) покрытия наносят параллельными перекрывающимися полосами, со смещением начального положения напыляющего устройства на расстояние, обеспечивающее минимальную разнотолщинность слоя, до заданного значения толщины покрытия.
При ручном способе напыления каждый слой напыляют перекрывающимися параллельными полосами. Величина перекрытия должна составлять одну треть от полосы напыления. Для уменьшения разнотолщинности покрытия каждый последующий слой наносится перпендикулярно к полосам напыления предыдущего.
Толщина каждого слоя напыления за один проход должна быть не более 0,15 мм.
4.15. Для увеличения прочности сцепления покрытия с основным металлом детали проводят напыление подслоя.
Толщина подслоя при газотермическом напылении должна быть не менее 0,15 мм.
4.16. Максимально допустимая толщина напыленного покрытия при упрочнении и восстановлении поверхностей деталей не должна превышать:
- для плазменных покрытий: металлических - 2,5 мм, керамических - 1,0 мм;
- для газопламенных покрытий - 1,5 мм;
- для газопламенных покрытий с последующим оплавлением - 4,0 мм;
- для детонационных покрытий - 2,0 мм;
- для электродуговых покрытий - 3,0 мм.
4.17. При напылении покрытий температура деталей не должна превышать 200 °С - 300 °С, а температура термообработанных и упрочненных деталей не более 100 °С.
Для охлаждения деталей от перегрева (в случае напыления покрытий толщиной более 0,75 мм и деталей небольших размеров) их необходимо обдувать сжатым воздухом, инертным газом или применить другую охлаждающую среду со стороны поверхности, обратной поверхности напыления.
5. ТРЕБОВАНИЯ К ПОКРЫТИЮ
5.1. Покрытие должно быть равномерным по толщине, сплошным, без частиц нерасплавленного материала, без трещин, отслоений (вздутий), сколов и следов местной коррозии. Цветовую гамму покрытия в случае необходимости указывают в нормативно-технической документации на конкретные детали или изделия.
5.3. Контроль качества покрытий по показателям п. 5.2 должен проводиться на готовых деталях (изделиях) или образцах-свидетелях, изготовленных из того же материала, с такими же свойствами, что и деталь, при тех же параметрах технологического процесса подготовки поверхности детали и напыления покрытия, что и контролируемая деталь (изделие).
5.4. Толщину покрытия на деталях необходимо устанавливать с учетом допуска на механическую обработку (точение, шлифование, полирование и т.п.) для обеспечения необходимых размеров и чистоты обработки поверхности.
6. МЕТОДЫ КОНТРОЛЯ
6.1. Внешний вид покрытия контролируют визуально на 100 % деталей по п. 5.1. Контроль проводят на рабочих местах с освещенностью не менее 300 лк при освещении люминесцентными лампами и не менее 150 лк при освещении лампами накаливания. Необходимость использования оптических приборов для оценки внешнего вида указывают в нормативно-технической документации на изделие с покрытием.
Толщину покрытий на изделиях из чугуна, углеродистой и низкоуглеродистой стали, с большой площадью поверхности, контролируют по ГОСТ 9.304.
Для деталей сложной конфигурации, где невозможно использование измерительного инструмента, рекомендуется толщину покрытия контролировать металлографическим методом на образцах-свидетелях по ГОСТ 9.304.
6.3. Микротвердость покрытий определяют по ГОСТ 9450, а твердость по Виккерсу - по ГОСТ 2999.
6.4. Износостойкость покрытий определяют по ГОСТ 17367.
6.5. Пористость покрытий определяют методом гидростатического взвешивания по ГОСТ 18898 и ГОСТ 9.304.
6.6. Прочность сцепления покрытия с основным металлом (деталью) на отрыв, определяют клеевым методом по ГОСТ 9.304 или штифтовым методом на образцах-свидетелях.
6.7. Испытания покрытий на коррозионную стойкость определяют по ГОСТ 9.308 или другим методом ускоренных испытаний.
6.8. Специальные свойства покрытий в зависимости от их назначения следует контролировать по стандартам и методикам, оговоренным в нормативно-технической документации.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ПЕРЕЧЕНЬ ПОРОШКОВ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ
Таблица 3
|
Наименование материала |
Марка материала |
Обозначение НТД |
Назначение покрытий: защита от износа - 1; защита от коррозии - 2; жаростойкость - 3; теплозащита - 4; восстановление - 5; подслой - 6; специальные свойства - 7 |
|
Алюминий |
АСД-Т |
2, 5 |
|
|
ПАД |
ТУ 48-01-82 |
2, 5 |
|
|
АСД-2 |
ТУ 6-02-848 |
1, 2, 5, 7 |
|
|
Вольфрам |
ПВП-1, ПВП-2 |
ТУ 48-19-71 |
3, 6 |
|
Кобальт |
ПК-1, ПК-2 |
5 |
|
|
Медь |
ПМС-В, ПМС-Ву |
7, 6 |
|
|
Молибден |
ТУ 88УССР147.016 |
1, 3, 6 |
|
|
Никель |
ПНЭ1, ПНЭ2 |
2, 5, 6 |
|
|
Титан |
ПТС |
ТУ 15-1958 |
5 |
|
Хром |
ПХ1, ПХ2 |
ТУ 14-274 |
1, 2 |
|
Нихром |
ПХ20Н80 |
3, 6 |
|
|
Никельхромборкремниевые самофлюсующиеся сплавы |
ПГ-СР2, ПГ-СР3 |
1, 2, 3 |
|
|
ПГ-СР4 |
1, 2, 3 |
||
|
СНГН-50 |
ТУ 48-19-212 |
1, 2 |
|
|
СНГН-55 |
1, 2 |
||
|
СНГН-60 |
1, 2 |
||
|
ПГ-Ж 14 |
ТУ 19 4206-139 |
1, 5 |
|
|
ПГ-10Н-01, |
ТУ 48-19-383 |
1, 2, 5 |
|
|
ПГ-10Н-02, |
1, 2, 5 |
||
|
ПГ-12Н-01, |
1, 2 |
||
|
ПГ-12Н-02, |
1, 2 |
||
|
ПГ-12Н-03, |
1, 2, 5, 6 |
||
|
ПГ-19Н-01 |
1, 2, 5, 6 |
||
|
ИПФ-1 |
ТУ 48-19-142 |
1 |
|
|
ПН80Х13С2Р |
ТУ 14-1-3785 |
1, 2, 7 |
|
|
ПН77Х15С3Р2 |
1, 2, 7 |
||
|
ПН73Х16С3Р3 |
1, 2, 7 |
||
|
ПН7СХ17С4Р4 |
ТУ 14-1-3784 |
1, 2, 7 |
|
|
ПН65Х25С3Р3 |
1, 2, 7 |
||
|
ПН68Х21С5Р |
1, 2, 7 |
||
|
Никельборкремниевые сплавы |
ПГ-АН7 |
ТУ ИЭС 316 |
1 |
|
НПЧ-1, НПЧ-2 |
ТУ 48-19-40 |
1 |
|
|
НПЧ-3 |
1 |
||
|
ПГ-10Н-03 |
ТУ 48-19-383 |
1, 2, 5, 6 |
|
|
ПГ-10Н-04 |
1, 2, 6 |
||
|
Никельалюминиевые сплавы |
ПН70Ю30 |
ТУ 14-1-3282 |
1, 2, 3, 5 |
|
ПН85Ю15 |
1, 2, 3, 5 |
||
|
Никельтитановые сплавы |
ПН55Т45 |
ТУ 14-1-3282 |
1, 2, 5 |
|
ПН12Т88 |
1, 2, 5 |
||
|
Кобальтовый сплав |
ПГ-10К-01 |
ТУ 48-4206-156 |
1, 2, 3, 4, 5 |
|
Стали высоколегированные |
ПР-Х18Н9 |
1, 2 |
|
|
ПР-Х23Н28М3Д3Т |
ТУ 14-127-171 |
2 |
|
|
ВТН-26 |
1, 2 |
||
|
ХТН-23 |
1, 2 |
||
|
ФТВ-69 |
1, 2 |
||
|
ХВС-3 |
1, 2 |
||
|
ХВС-7 |
1, 2 |
||
|
Чугун высоколегированный |
ПР-Н17Д7СХ |
ТУ 14-127-204 |
1, 2 |
|
ПР-4Ю220Г |
1, 2, 3 |
||
|
ПГ-С27 |
1 |
||
|
ПГ-С1, ПГ |
1 |
||
|
ПГ-ФБХ6-2 |
1 |
||
|
Бронза |
БрА-10 |
ТУ ИЭС 316 |
1, 5 |
|
Бр0Ф-8-0,3 |
1, 5 |
||
|
Бр0Ф-10-1 |
1, 5 |
||
|
ПР-19М-01 |
ТУ 48-4206-156 |
1, 5 |
|
|
Алюминиевые сплавы |
САС-1 |
ТУ 48-21-447 |
5 |
|
САС-2 |
5 |
||
|
Ti-Al сплав |
ПТ651-035 |
ТУ 14-1-3282 |
3, 5 |
|
КОМПОЗИЦИОННЫЕ ПОРОШКИ |
|||
|
Никелевые сплавы |
ПТ-НА-01 |
ТУ 48-19-383 |
6 |
|
ПТ-19 НВК-01 |
1, 2 |
||
|
ПТ-19Н-01 |
1, 2, 5, 6 |
||
|
ПНА-75, ПНА-80 |
ТУ 48-3-92/0 |
3, 5 |
|
|
ПНА-95 |
3, 5, 6 |
||
|
Нихром-алюминий |
ПН74Х191-05-К |
ТУ 174-10 |
2, 3, 5, 6 |
|
ПН62Х161-020-К |
2, 3 |
||
|
Карбид вольфрама-никель |
ВНП-15 |
ТУ 01-1996 |
1, 2 |
|
ПКВН-20, |
ТУ 48-3-107/0 |
1, 2 |
|
|
ПКВН-30, |
1, 2 |
||
|
ПКВН-40, |
1, 2 |
||
|
ПКВН-50 |
1, 2 |
||
|
Никель-графит |
ПНГ-80 |
ТУ 48-3-93/0 |
7 |
|
Никелевый самофлюсующийся карбид вольфрама |
ВСНГН-80 |
ТУ 48-19-214 |
1, 2 |
|
ВСНГН |
1, 2 |
||
|
ПС-10НВК-01 |
ТУ 48-4206-156 |
1, 2, 5, 6 |
|
|
ПС-12НВК-01 |
1, 5, 6 |
||
|
ВСНГН-88 |
ТУ 48-19-213 |
1, 5 |
|
|
ВК-25 |
ТУ 48-19-381 |
1, 2 |
|
|
КХН-30, КХН-15 |
1 |
||
|
ОКСИДЫ |
|||
|
Оксид алюминия |
Г-0, Г-00 |
1, 2, 4 |
|
|
Электрокорунд |
23А, 24А |
ОСТ 2-МТ793 |
1, 2, 4 |
|
14А, 15А |
ОСТ 2-МТ715 |
1, 2, 4, 7 |
|
|
Диоксид циркония |
ПЦП-40, ПЦП-63 |
ТУ 14-8-88 |
4 |
|
ПЦП-71, ПЦП-90 |
4 |
||
|
ПЦП-100 |
4 |
||
|
Шпинель |
ПШП, ПШПК |
ТУ 14-8-306 |
5 |
|
ПШНШ |
ТУ 14-8-85 |
5 |
|
|
Оксид хрома |
ОХН |
ТУ 113-12-11/020 |
1, 2 |
|
ПАВН-23 |
ТУ 48-3-106/0 |
1 |
|
|
ПДЦН-20 |
ТУ 48-3-104/0 |
1 |
|
|
ПДЦН-40 |
1 |
||
|
ПДЦН-60 |
1 |
||
|
ТУГОПЛАВКИЕ БЕСКИСЛОРОДНЫЕ СОЕДИНЕНИЯ И ТВЕРДЫЕ СПЛАВЫ |
|||
|
Карбид хрома |
- |
Т 48-42-34 |
1 |
|
Карбид титана |
КТ |
ТУ 88УССР147.012 |
1 |
|
Карбид хрома-оксид алюминия |
ХА-1к, ХА-1М |
1, 2 |
|
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПЕРЕЧЕНЬ ПРОВОЛОК ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ
Таблица 4
|
Наименование материала |
Марка материала |
Обозначение стандарта и НТД |
Назначение покрытий: защита от износа - 1; защита от коррозии - 2; жаростойкость - 3; теплозащита - 4; восстановление - 5; подслой - 6; специальные свойства - 7 |
|
Сталь наплавочная |
Нп-Х20Н80Т |
1, 2, 3, 4, 5 |
|
|
Нп-65Г |
1, 5 |
||
|
Нп-30Х13 |
|||
|
Нп-40Х13 |
1, 5 |
||
|
Нп-105Х |
1, 5 |
||
|
Нп-12Х18НТ |
1, 5 |
||
|
Сталь сварочная |
Св-10Х17Т |
||
|
Св-13Х25Т |
|||
|
Св-20Х13 |
1, 2, 5 |
||
|
Св-06Х19Н9Т |
1, 2, 3, 4, 5 |
||
|
Сталь нержавеющая |
ОХ18Н10Т |
||
|
Сталь инструментальная |
У8Г |
1, 5 |
|
|
У12, У12А |
1, 5 |
||
|
65ГА |
1, 5 |
||
|
Бронза |
БрАМц9-2 |
1, 2, 5, 7 |
|
|
БрАЖМц10-3-1,5 |
ГОСТ 16160 |
1, 2, 5, 7 |
|
|
Бр0Ф6,5-0,15 |
1, 2, 5 |
||
|
Молибден |
МЧ-1 |
1 |
|
|
Алюминий |
СвА97, СвА5 |
2 |
|
|
AM, АПТ, ПТ |
ТУ 16.1271-088 |
2 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по управлению качеством продукции и стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.12.90 № 3566
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
Приложение 2 |
|
|
Приложение 2 |
|
|
Приложение 2 |
|
|
Приложение 1 |
|
|
Приложение 1 |
|
|
Приложение 2 |
|
|
Приложение 1 |
|
|
Приложение 1 |
|
|
Приложение 2 |
|
|
Приложение 1 |
|
|
Приложение 2 |
|
|
Приложение 2 |
|
|
Приложение 2 |
|
|
Приложение 1 |
|
|
ОСТ 2-МТ 715-78 |
Приложение 1 |
|
ОСТ 2-МТ 793-80 |
То же |
|
ТУ 6-02-848-74 |
» » |
|
ТУ 14-1-3282-81 |
» » |
|
ТУ 14-1-3784-84 |
» » |
|
ТУ 14-1-3785-84 |
» » |
|
ТУ 14-8-85-73 |
» » |
|
ТУ 14-8-88-73 |
» » |
|
ТУ 14-8-306-79 |
» » |
|
ТУ 14-127-171-80 |
» » |
|
ТУ 14-127-204-82 |
» » |
|
ТУ 14-274-75 |
» » |
|
ТУ 15-1958-74 |
» » |
|
ТУ 19-4206-139-81 |
» » |
|
ТУ 48-01-82-71 |
» » |
|
ТУ 48-3-92/0-84 |
» » |
|
ТУ 48-3-93/0-80 |
» » |
|
ТУ 48-3-107/0-84 |
» » |
|
ТУ 48-3-105/0-81 |
» » |
|
ТУ 48-3-106/0-81 |
» » |
|
ТУ 48-19-40-73 |
» » |
|
ТУ 48-19-71-78 |
» » |
|
ТУ 48-19-142-75 |
» » |
|
ТУ 48-19-212-76 |
» » |
|
ТУ 48-19-213-76 |
» » |
|
ТУ 48-19-214-76 |
» » |
|
ТУ 48-19-381-83 |
» » |
|
ТУ 48-19-383-84 |
» » |
|
ТУ 48-21-447-75 |
» » |
|
ТУ 48-42-34-70 |
» » |
|
ТУ 48-4206-156-82 |
» » |
|
ТУ 174-10-82 |
» » |
|
ТУ ИЭС 316-81 |
» » |
|
ТУ 88УССР 147.012-77 |
» » |
|
ТУ 88УССР 147.016-78 |
» » |
|
ТУ 16.1271-088-90 |
Приложение 2 |
5. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ПЕРЕИЗДАНИЕ. Ноябрь 2004 г.
СОДЕРЖАНИЕ