
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
МОДУЛИ ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ
И СТАНКИ МНОГОЦЕЛЕВЫЕ
СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ.
ГОСТ 27491-87
(СТ СЭВ 6204-88)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
МОДУЛИ ГИБКИЕ
ПРОИЗВОДСТВЕННЫЕ И СТАНКИ Основные параметры и размеры Drilling-milling-boring
flexible manufacturing modules and machining centres. |
ГОСТ (СТ СЭВ 6204-88) |
Дата введения 01.01.89
Настоящий стандарт распространяется на сверлильно-фрезерно-расточные гибкие производственные модули (ГПМ) и многоцелевые станки (МС) для обработки корпусных и плоских (призматических) заготовок, эксплуатируемые автономно или в гибких производственных системах (ГПС), изготовляемые для нужд народного хозяйства и экспорта.
Основные и присоединительные размеры столов-спутников - по ГОСТ 27218-87.
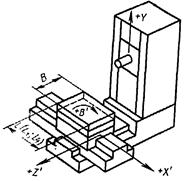
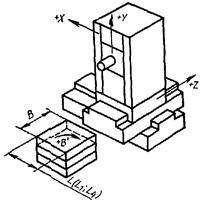
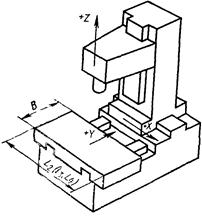
1. Обозначение и положительное направление осей координат должны соответствовать ГОСТ 23597-79; для ГПМ и МС с вертикальной рабочей поверхностью стола-спутника (стола) рекомендуется ось координат X выбирать так, чтобы она была расположена параллельно указанной поверхности.
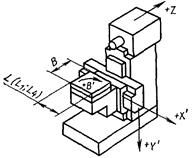
2. Основные параметры и размеры должны соответствовать указанным на черт. 1 и 2 и в таблице.
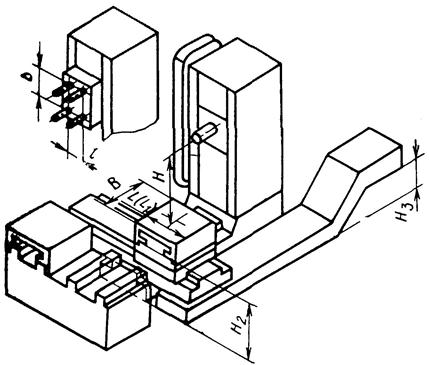
Черт. 1
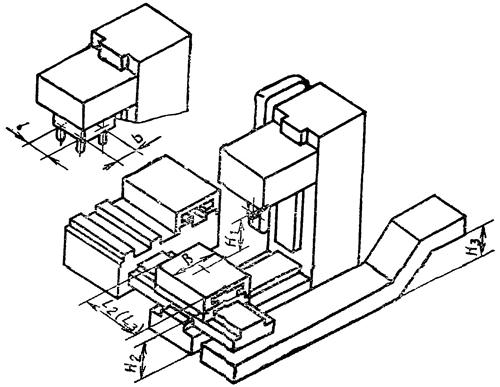
Черт. 2
Размеры в мм
|
Наименование параметра или размера |
Обозначение |
Значение |
||||||||||||
|
Ширина рабочей поверхности стола-спутника по ГОСТ 27218-87 (для ГПМ и МС) или стола при отсутствии столов-спутников (для МС) |
В |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500** |
|
|
Длина рабочей поверхности стола-спутника типов 1 и 3 по ГОСТ 27218-87 (для ГПМ и МС) |
L |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500** |
|
|
L1 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
|||
|
Длина рабочей поверхности стола-спутника типов 2 и 4 по ГОСТ 27218-87 (для ГПМ и МС) |
L2 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
- |
- |
|
|
L3 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
|||||
|
Длина рабочей поверхности стола при отсутствии столов-спутников (для МС) |
L4 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
|
|
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
|||
|
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
|||
|
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
5000 |
|||
|
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
5000 |
6300 |
|||
|
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
5000 |
6300 |
8000 |
||||
|
4000 |
5000 |
6300 |
8000 |
10000 |
||||||||||
|
- |
- |
- |
- |
- |
- |
- |
- |
6300 |
8000 |
10000 |
12500 |
|||
|
Размеры Т-образных пазов стола при отсутствии столов-спутников |
ширина по ГОСТ 1574-75 |
- |
12; 14 |
14; 18 |
18; 22 |
22; 28 |
28; 36 |
|||||||
|
расстояние между пазами по ГОСТ 6569-75 |
- |
40 |
40**; 50 |
50; 63 |
50; 80 |
63**; 100 |
100; 125 |
100; 160 |
100; 125** |
100; 160** |
160; 200 |
200 |
200; 250 |
|
|
Наибольшее рабочее перемещение по оси координат, не менее |
горизонтальные |
X |
L (L1, L2, L3, L4) |
|||||||||||
|
вертикальные |
X |
0,8L (L1, L2, L3, L4)* |
||||||||||||
|
Y |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
||
|
Z |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
|||
|
Наибольшее расстояние от оси шпинделя до рабочей поверхности стола-спутника или стола, не менее |
Н |
250 |
320 |
400 |
500 |
560 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
|
|
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола-спутника или стола, не менее |
H1 |
400 |
450 |
500 |
560 |
630 |
710 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
|
|
Конец шпинделя по ГОСТ 24644-81 с конусом 7:24 |
- |
30; 40 |
40; 45; 50 |
50; 60 |
||||||||||
|
Расстояние между осями крайних шпинделей многошпиндельной коробки, не более |
по ширине |
b |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
|||||
|
по длине |
l |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
||||||
|
Высота загрузки стола спутника от основания станины до базовой поверхности установки столов-спутников на ГПМ (МС), не более |
H2 |
1060 |
1060; 1250** |
1250 |
||||||||||
Размеры в мм
|
Наименование параметра или размера |
Обозначение |
Значение |
|||||
|
Высота от уровня пола до отводящей ветви транспортера для размещения тары под стружку, не менее |
H3 |
560 |
750 |
1000 |
|||
|
Количество единичных автоматически сменяемых инструментов***, шт., не менее |
горизонтальные |
- |
40 |
60 |
|||
|
вертикальные |
- |
20 |
30 |
||||
|
Количество автоматически сменяемых столов-спутников в накопителе***, шт., не менее |
горизонтальные |
- |
6 |
4 |
2 |
||
|
вертикальные |
- |
10 |
8 |
6 |
4 |
2 |
|
* Принимают ближайшее значение из ряда Ra 10 по ГОСТ 6636-69.
** По согласованию с заказчиком.
*** Для автономно эксплуатируемых ГПМ.
Основные и присоединительные размеры столов-спутников - по ГОСТ 27218-87.
3. При наличии нескольких рабочих органов, подвижных по одной оси координат, наибольшее рабочее перемещение каждого из них следует выбирать из ряда Ra 20 по ГОСТ 6636-69, причем суммарное перемещение, например Z + W, также выбирается из этого ряда и должно быть не менее значений, указанных в таблице.
4. Для одностоечных ГПМ и МС наибольшие рабочие перемещения по осям координат, увеличенные по сравнению с указанным в таблице, следует выбирать из ряда Ra 20 по ГОСТ 6636-69.
2 - 4. (Измененная редакция, Изм. № 1).
5. Размеры Н и H1 увеличенные, а размеры b и l, уменьшенные по сравнению с указанными в таблице следует выбирать из ряда Ra 20 по ГОСТ 6636-69.
6. Допускается:
6.1. Округлять размер L4 свыше 3000 мм до величин, кратных 1000;
6.2. Уменьшать наибольшие рабочие перемещения по осям координат X и Y в 1,25 раза по сравнению с указанными в таблице - для вертикальных ГПМ и МС с крестовым столом класса точности С по ГОСТ 8-82;
6.3. Уменьшать наибольшее рабочее перемещение по оси координат Z и размер H1 не более чем в 3,2 раза по сравнению с указанными в таблице, выбирая их значения из ряда Ra 20 по ГОСТ 6636-69 - для вертикальных двухстоечных ГПМ и МС с неподвижной поперечиной;
6.4. Увеличивать размер l не более чем в 1,6 раза по сравнению с указанным в таблице, выбирая его значения из ряда Ra 10 по ГОСТ 6636-69 - для вертикальных ГПМ и МС.
7. Допускается по согласованию с заказчиком:
7.1. Уменьшать размер L2 в 1,25 раза и увеличивать размер L3 в 1,25 раза по сравнению с указанными в таблице; выбирая их значения из ряда Ra 10 по ГОСТ 6636-69;
7.2. Использовать столы-спутники типов 1 и 3 - для вертикальных ГПМ и МС, эксплуатируемых в составе ГПС;
7.3. Увеличивать размер L4 по сравнению с указанным в таблице, выбирая его значения из ряда Ra 10 по ГОСТ 6636-69;
7.4. Уменьшать размер H3 по сравнению с указанным в таблице, выбирая его значения из ряда Ra 10 по ГОСТ 6636-69 - для ГПМ, эксплуатируемых в составе ГПС;
7.5. Изготовлять автономно эксплуатируемые ГПМ с шириной стола не менее 1600 мм без устройства автоматической смены столов-спутников;
(Измененная редакция, Изм. № 1).
7.6. Устанавливать количества единичных автоматически сменяемых инструментов и столов-спутников менее указанных в таблице.
8. Неуказанные предельные
отклонения размеров: отверстий Н14; валов h14, прочих ![]() .
.
9. Примеры распространенных компоновок станочной части ГПМ и МС приведены в приложении. ГПМ и МС компоновок, отличных от приведенных в приложении, следует изготовлять с основными параметрами и размерами, указанными в таблице.
ПРИЛОЖЕНИЕ
Рекомендуемое
КОМПОНОВКИ СТАНОЧНОЙ ЧАСТИ ГПМ И МС СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫХ
1. Примеры распространенных компоновок станочной части ГПМ и МС сверлильно-фрезерно-расточных приведены на черт. 3 - 12.
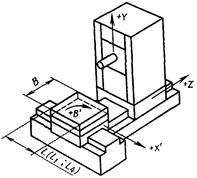
2. Расширение технологических возможностей ГПМ и МС сверлильно-фрезерно-расточных может осуществляться путем создания модификаций компоновок с использованием наклонно-поворотных столов, наклоняемых шпиндельных бабок, оснащения несколькими шпиндельными бабками или столами, многошпиндельными коробками и т.д., а также путем введения дополнительных формообразующих или вспомогательных перемещений рабочих органов.
|
Горизонтальная с крестовым поворотным столом |
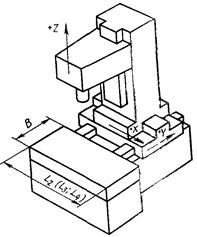
Горизонтальная с крестовой стойкой |
|
|
|
|
Черт. 3 |
Черт. 4 |
|
Вертикальная с продольно-подвижным стадом |
Горизонтальная с поворотным столом на крестовом суппорте |
|
|
|
|
Черт. 5 |
Черт. 6 |
|
Горизонтальная с поперечно-подвижным поворотным столом с вертикальным расположением поверхности крепления заготовки |
Вертикальная с крестовым столом |
|
|
|
|
Черт. 7 |
Черт. 8 |
|
Горизонтальная с поперечно-подвижным поворотным столом |
Вертикальная с крестовой стойкой |
|
|
|
|
Черт. 9 |
Черт. 10 |
Вертикальная двухстоечная с подвижным столом
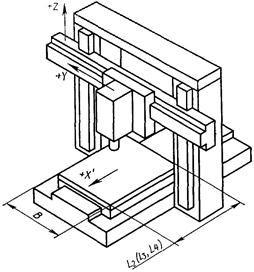
Черт. 11
Вертикальная двухстоечная с подвижным порталом
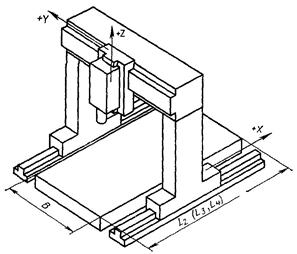
Черт. 12
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Л.М. Кордыш, канд. техн. наук (руководитель темы); В.С. Васильев, д-р техн. наук; А.Н. Байков, канд. техн. наук; Д.А. Ныс, канд. техн. наук; С.С. Кедров, канд. техн. наук; Л.Т. Ставцева; Н.П. Семченкова; П.А. Шалаев, канд. техн. наук; Л.К. Гирин; С.Д. Вайс, канд. техн. наук; О.А. Барский; Е.Ю. Лобынцева.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.11.87 № 4300
3. Срок первой проверки - 1994 г.; периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНО-НОРМАТИВНЫЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 1574-75 |
|
|
ГОСТ 6569-75 |
|