ГОСТ 27218-87
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ
МОДУЛИ И МНОГОЦЕЛЕВЫЕ СТАНКИ.
СТОЛЫ-СПУТНИКИ ДЛЯ КРЕПЛЕНИЯ
ОБРАБАТЫВАЕМОЙ ЗАГОТОВКИ
ОСНОВНЫЕ И ПРИСОЕДИНИТЕЛЬНЫЕ РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ МОДУЛИ Основные и присоединительные размеры Flexible manufacturing
modules and machining centres. |
ГОСТ |
Дата введения 01.01.89
Настоящий стандарт распространяется на столы-спутники для крепления обрабатываемых заготовок корпусных и плоских (призматических) заготовок или технологической оснастки (ТО), применяемые на многоцелевых станках (МС), в гибких производственных модулях (ГПМ), и гибких производственных системах (ГПС), изготавливаемые для потребностей экономики страны и экспорта.
Стандарт не распространяется на столы-спутники для МС, ГПМ и ГПС, разработанные до 01.07.86.
1. Основные поверхности столов-спутников указаны на черт. 1.
2. Столы-спутники должны изготавливаться типов:
1 - с одной Т-образной направляющей поверхностью, шириной В от 200 мм до 800 мм и отношением длины к ширине равным 1 или 1,25 (черт. 2).
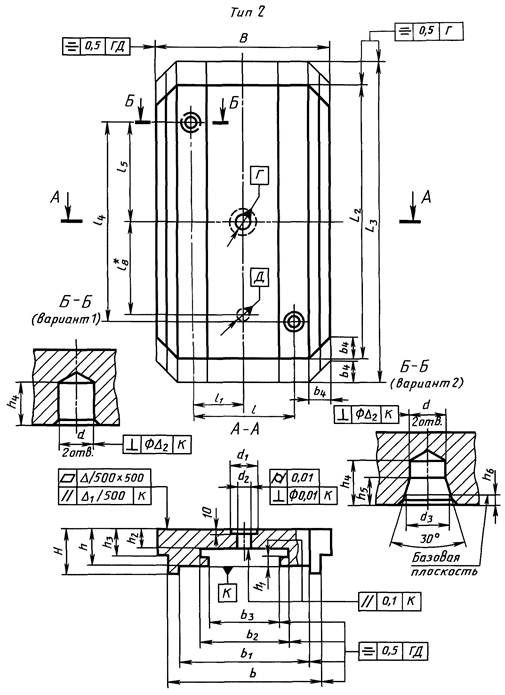
2 - с одной Т-образной направляющей поверхностью, шириной В от 200 до 800 мм и отношением длины к ширине равным 1,6 или 2 (черт. 3).
3 - с двумя Т-образными направляющими поверхностями, шириной В от 1000 до 2000 мм и отношением длины к ширине равным 1 или 1,25 (черт. 4).
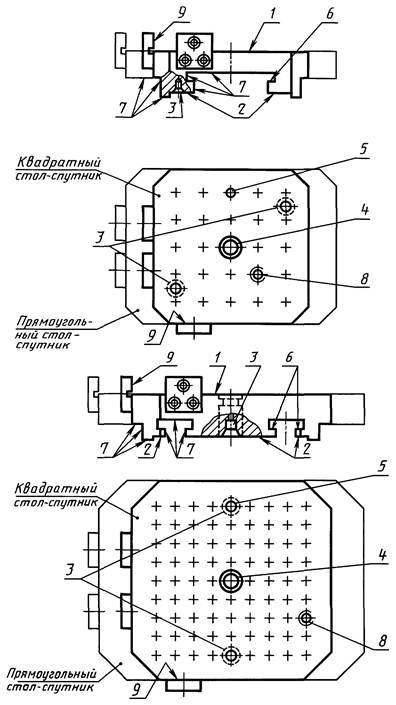
1 - рабочая поверхность для установки и закрепления заготовок или ТО; 2 - базовые плоскости для базирования стола-спутника на станке; 3 - базовые отверстия для ориентации стола-спутника на станке с помощью фиксирующих штырей; 4 - центрирующее отверстие для ориентации ТО на столе-спутнике; 5 - поверочное отверстие для выверки столов-спутников и ТО на них; 6 - зажимные поверхности для контакта зажимных устройств станка со столом-спутником; 7 - направляющие поверхности для ориентации и направления стола-спутника на устройстве автоматической смены столов-спутников и в накопителе; 8 - крепежные отверстия для крепления обрабатываемой заготовки или ТО; 9 - установочные поверхности упорных планок для базирования обрабатываемых заготовок
Черт. 1

______________
* l7 - по табл. 2.
Черт. 2
______________
* l8 - по табл. 2.
Черт. 3
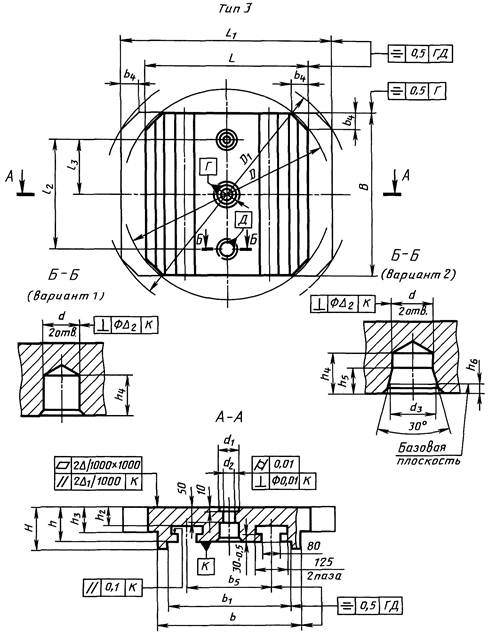
Черт. 4
4 - с двумя Т-образными направляющими поверхностями, шириной В от 1000 до 2000 мм и отношением длины к ширине равным 1,6 или 2 (черт. 5).
3. Основные размеры столов-спутников должны соответствовать указанным на черт. 2 - 5 и в табл. 1.
Допускается по согласованию с заказчиком уменьшать размер L2 в 1,25 раза и увеличивать размер L3 в 1,25 раза по сравнению с указанными в табл. 1, выбирая их значения из ряда Ra 10 по ГОСТ 6636.
Примечание. Основные размеры столов-спутников с шириной В - 200 мм и 250 мм являются рекомендуемыми.
2, 3. (Измененная редакция, Изм. № 1).
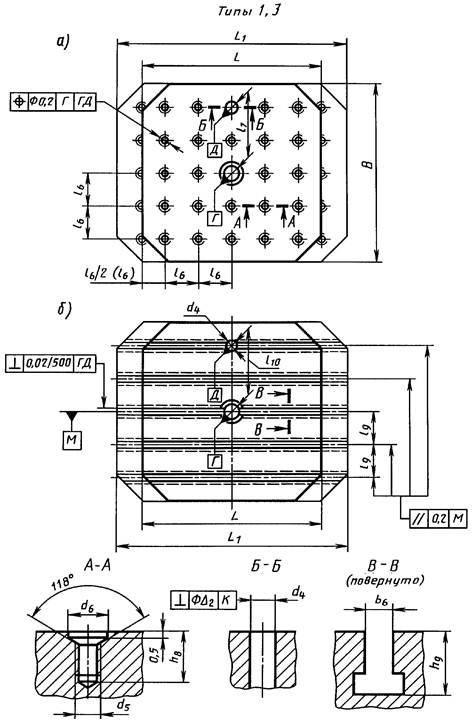
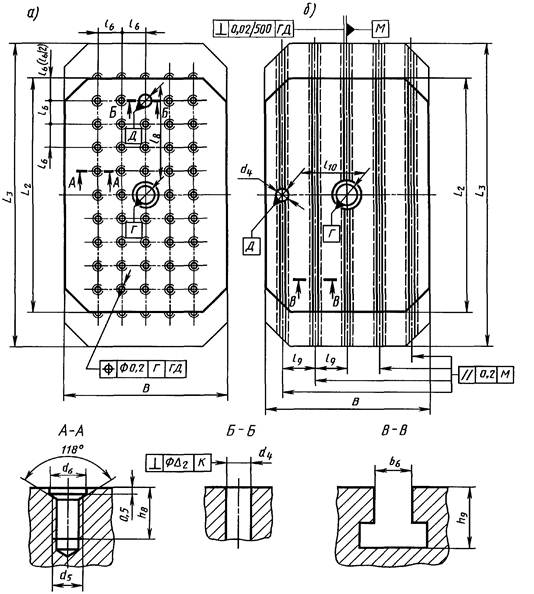
резьбовых отверстий (черт. 6а, 7а, табл. 2) - код 1;
Т-образных пазов (черт. 6б, 7б, табл. 2) - код 2;
Т-образных пазов и поперечных направляющих пазов (черт. 8а, табл. 2) - код 3;
Т-образных пазов и двух взаимно-перпендикулярных направляющих пазов (черт. 8б, табл. 2) - код 4;
крепежных и фиксирующих отверстий по ГОСТ 31.121.41 и ГОСТ 31.121.42 - код 5; упорных планок - код 6;
произвольных крепежных элементов (для крепления переходных плит или другой ТО) - код 7.
5. Основные размеры и расположение поверочного и резьбовых отверстий, Т-образных и прямоугольных пазов должны соответствовать указанным на черт. 6 - 8 и в табл. 2, упорных планок - на черт. 9 и в табл. 2. Неуказанные размеры Т-образных пазов - по ГОСТ 1574.
(Измененная редакция, Изм. № 1).
6. Рекомендуемые зоны расположения захватных элементов для стыковки с устройством автоматической смены столов-спутников за пределами габаритных размеров столов-спутников и резьбовые отверстия для крепления этих элементов должны соответствовать указанным на черт. 10 и в табл. 3.
Тип 4

Черт. 5
Черт. 6
Таблица 1
мм
|
L |
L1 |
L2 |
L3 |
b |
b1 |
b2 |
b3 +0,5 |
b4 |
b ± 0,5 |
D |
D1 |
d |
d1 |
||||
|
Пред. откл. +1,0 +0,5 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Пред. откл. -5 |
||||||||||
|
200 |
200 |
250 |
320 |
400 |
190 |
-0,5 |
175 |
+0,5 |
135 |
+1,0 |
100 |
25 |
- |
250 |
291,5 |
15 |
30 |
|
250 |
250 |
320 |
400 |
500 |
230 |
210 |
170 |
130 |
320 |
377 |
|||||||
|
320 |
320 |
400 |
500 |
630 |
290 |
272 |
200 |
160 |
40 |
400 |
466,5 |
25 |
55 |
||||
|
400 |
400 |
500 |
630 |
800 |
340 |
300 |
200 |
160 |
50 |
500 |
583 |
||||||
|
500 |
500 |
630 |
800 |
1000 |
430 |
380 |
260 |
+1,6 |
220 |
60 |
630 |
736 |
|||||
|
630 |
630 |
800 |
1000 |
1250 |
540 |
480 |
340 |
300 |
70 |
800 |
938 |
35 |
|||||
|
800 |
800 |
1000 |
1250 |
1600 |
670 |
600 |
420 |
380 |
100 |
1000 |
1166 |
||||||
|
1000 |
1000 |
1250 |
1600 |
2000 |
900 |
840 |
+1,0 |
- |
- |
- |
125 |
630 |
1250 |
1458 |
50 |
110 |
|
|
1250 |
1250 |
1600 |
2000 |
2500 |
1110 |
1030 |
800 |
1600 |
1886 |
||||||||
|
1600 |
1600 |
2000 |
2500 |
- |
1400 |
1300 |
200 |
1000 |
2000 |
2332 |
|||||||
|
2000 |
2000 |
2500 |
- |
- |
1700 |
1580 |
250 |
1250 |
2500 |
2916 |
|||||||
Продолжение табл. 1
|
d2 |
d3 |
Н ±0,5 |
h |
h1 0,25 |
h2 |
h3 |
h4 +1 |
h5 |
h6 ±0,2 |
l |
l1 |
l2 |
l3 |
l4 |
l5 |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||
|
25 |
18 |
80 |
75 |
D3 |
20 |
30 |
-0,25 |
50 |
-0,25 |
18 |
8 |
2,40 |
150 |
75 |
150 |
75 |
250 |
125 |
|
85 |
80 |
35 |
55 |
20 |
185 |
92,5 |
185 |
92,5 |
320 |
160 |
||||||||
|
50 |
29 |
95 |
90 |
45 |
65 |
10 |
2,54 |
236 |
118 |
236 |
118 |
420 |
210 |
|||||
|
115 |
105 |
25 |
50 |
70 |
25 |
250 |
125 |
250 |
125 |
540 |
270 |
|||||||
|
125 |
115 |
60 |
80 |
320 |
160 |
320 |
160 |
640 |
320 |
|||||||||
|
40 |
150 |
140 |
30 |
75 |
-0,5 |
95 |
-0,5 |
30 |
12 |
2,67 |
400 |
200 |
400 |
200 |
800 |
400 |
||
|
170 |
160 |
95 |
115 |
500 |
250 |
500 |
250 |
1000 |
500 |
|||||||||
|
100 |
55 |
200 |
190 |
- |
125 |
140 |
40 |
- |
- |
800 |
400 |
1400 |
700 |
|||||
|
230 |
220 |
1,5D3 |
155 |
170 |
1000 |
500 |
1800 |
900 |
||||||||||
|
260 |
250 |
2D3 |
185 |
200 |
1400 |
700 |
2000 |
1000 |
||||||||||
|
290 |
280 |
215 |
230 |
1800 |
900 |
- |
- |
|||||||||||
Типы 2, 4
Черт. 7

Черт. 8

Черт. 9

Черт. 10
Таблица 2
|
L |
L1 |
L2 |
L3 |
b6 |
d4 |
d5 |
d6 |
d7 |
d8 |
d9 |
h8 |
h9 |
h10 |
h11 |
h12 |
h13 |
|
|
Пред. откл. +1,0 +0,5 |
Пред. откл. +1,0 |
||||||||||||||||
|
200 |
200 |
250 |
320 |
400 |
12 |
15 |
M10 |
11 |
11 |
17,5 |
M10 |
20 |
20 |
6 |
65 |
15 |
10,5 |
|
250 |
250 |
320 |
400 |
500 |
70 |
22 |
|||||||||||
|
320 |
320 |
400 |
500 |
630 |
20 |
8 |
80 |
||||||||||
|
400 |
400 |
500 |
630 |
800 |
14 |
M12 |
13,5 |
14 |
20 |
M12 |
22 |
23 |
13 |
||||
|
500 |
500 |
630 |
800 |
1000 |
|||||||||||||
|
630 |
630 |
800 |
1000 |
1250 |
18 |
25 |
M16 |
17,5 |
18 |
26 |
M16 |
30 |
30 |
90 |
27 |
17 |
|
|
800 |
800 |
1000 |
1250 |
1600 |
|||||||||||||
|
1000 |
1000 |
1250 |
1600 |
2000 |
22 |
M20 |
22 |
22 |
33 |
M20 |
35 |
38 |
10 |
100 |
30 |
21 |
|
|
1250 |
1250 |
1600 |
2000 |
2500 |
|||||||||||||
|
1600 |
1600 |
2000 |
2500 |
- |
28 |
M24 |
26 |
26 |
36 |
M24 |
40 |
48 |
120 |
35 |
25 |
||
|
2000 |
2000 |
2500 |
- |
- |
|||||||||||||
Продолжение табл. 2
|
l6** |
l7 |
l7 |
l9 |
l10 |
l11 |
l12 |
l13 |
l14 |
l15 |
S |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||
|
40 |
80 |
±0,015 |
120 |
±0,015 |
40 |
80 |
25 |
55 |
25 |
48 |
50 |
15 |
|
50 |
100 |
150 |
50 |
100 |
35 |
75 |
50 |
63 |
||||
|
50* 63 |
100* 126 |
189 200* |
50* 63 |
100* 126 |
55 |
100 |
||||||
|
50* 80 |
150* 160 |
240 250* |
50* 80 |
150* 160 |
60 |
115 |
40 |
80 |
80 |
20 |
||
|
100 |
200 |
300 |
100 |
200 |
85 |
160 |
125 |
25 |
||||
|
100* 125 |
200* 250 |
375 400* |
100* 125 |
200* 250 |
115 |
210 |
160 |
30 |
||||
|
100 160* |
300 320* |
480* 500 |
100 160* |
300 320* |
160 |
270 |
200 |
|||||
|
100 |
400 |
±0,025 |
700 |
±0,025 |
100 |
400 |
200 |
350 |
50 |
98 |
250 |
38 |
|
100* 125 |
500 |
875 900* |
100* 125 |
500 |
250 |
450 |
315 |
|||||
|
160 200* |
640 600* |
960 1000* |
160 200* |
640 600* |
315 |
570 |
55 |
108 |
400 |
45 |
||
|
200 |
800 |
- |
200 |
800 |
400 |
- |
500 |
|||||
* Размеры по заказу потребителя.
** При использовании оснастки типа УСПО размер l6 - по ГОСТ 31.121.41 и ГОСТ 31.121.42.
Таблица 3
|
d10 |
h14 |
l16 |
l17 |
l18 |
S1 |
|
|
200 |
М10 |
15 |
40 |
20 |
150 |
25 |
|
250 |
200 |
35 |
||||
|
320 |
М12 |
22 |
50 |
25 |
240 |
40 |
|
400 |
300 |
50 |
||||
|
500 |
380 |
65 |
||||
|
630 |
490 |
85 |
||||
|
800 |
600 |
100 |
||||
|
1000 |
М20 |
60 |
100 |
50 |
750 |
125 |
|
1250 |
1000 |
175 |
||||
|
1600 |
М24 |
90 |
150 |
75 |
1200 |
200 |
|
2000 |
1500 |
250 |
выполнять рабочую поверхность столов-спутников типов 1 и 3 с радиальными Т-образными пазами и двойными радиальными Т-образными пазами,
выполнять столы-спутники типа 1 с шириной В, равной 200 и 250 мм, с базовой поверхностью в виде конуса инструментальной оправки с конусностью 7:24 по ГОСТ 24644,
изготовлять столы-спутники типов 1 и 3 с фаской или диаметром D (D1); типов 2 и 4 - без фасок b4,
выполнять базовые отверстия цилиндрическими (d) или коническими (d3),
выполнять отверстия d и d4 сквозными или глухими,
выполнять по согласованию с заказчиком крепежные отверстия d5 с размерами на одну ступень больше, чем указано в табл. 4,
выполнять только необходимые из указанных резьбовых отверстий d10,
выполнять глубину Т-образного паза h9 наименьшего допустимого значения по ГОСТ 1574,
выполнять столы-спутники без поверочного отверстия при наличии упорных планок.
Таблица 4
Нормы точности на изготовление столов-спутников для МС и ГПМ
|
Допуск в мм для станка класса точности |
|||
|
Наименование |
Обозначение |
П |
А |
|
Отклонение от плоскостности рабочей поверхности |
D |
0,015 (в сторону вогнутости) |
0,01 |
|
Отклонение от параллельности рабочей поверхности относительно базовой плоскости |
D1 |
0,01 |
0,006 |
|
Отклонение от перпендикулярности оси отверстий d1, d2, d3 относительно базовой плоскости |
D2 |
0,01 |
0,006 |
|
Отклонение размера h |
D3 |
±0,02 |
±0,01 |
|
Отклонение размеров цилиндрических отверстий d, d2 и сквозных или глухих отв. d1 (на глубину не менее 1,5d4) |
D4 |
Поле допуска Н7 |
Поле допуска Н6 |
|
Отклонение размеров l, l1, l2, l3, l4, l5 |
D5 |
±0,01 на длине до 500 мм; ±0,015 на длине от 500 до 1000 мм; ±0,02 на длине от 1000 до 2000 мм |
±0,006 на длине до 500 мм; ±0,008 на длине от 500 до 1000 мм; ±0,01 на длине от 1000 до 2000 мм |
|
Отклонение относительно базирующих планок размеров |
D6* |
±0,01 |
±0,006 |
|
Отклонение размера ширины пазов: |
|||
|
направляющих |
D7 |
Поле допуска Н7 |
|
|
остальных |
Поле допуска Н12 |
||
______________
*D6 - для столов-спутников на черт. 9
8. Требования к изготовлению столов-спутников приведены в табл. 4.
7, 8. (Измененная редакция, Изм, № 1).
9. Неуказанные предельные
отклонения размеров: Н14, h14, ![]() .
.
10. Допускается в комплекте
столов-спутников, предназначенных для оснащения конкретных МС, ГПМ, ГПС выполнять
размер h с предельным отклонением по ![]() при обеспечении его
разноразмерности, равной предельному отклонению размера h в соответствии с табл. 1.
при обеспечении его
разноразмерности, равной предельному отклонению размера h в соответствии с табл. 1.
ПРИЛОЖЕНИЕ
Справочное
УСЛОВНОЕ ОБОЗНАЧЕНИЕ СТОЛА-СПУТНИКА ПРИ ЗАКАЗЕ
В обозначении стола-спутника указывается:
наименование;
номинальный размер рабочей поверхности;
код типа элементов закрепления обрабатываемой заготовки на рабочей поверхности (в соответствии с п. 4);
шаг Т-образных пазов или резьбовых отверстий
способ базирования на станке (Ц - на цилиндрические отверстия, К - на конические);
класс точности;
обозначение настоящего стандарта
Пример условного обозначения стола-спутника с размерами рабочей поверхности 320´320 мм, с Т-образными пазами с шагом 50 мм, с базированием на цилиндрические отверстия класса точности П:
Стол-спутник 320´320-2-50-Ц-П ГОСТ 27218-87
То же с размерами рабочей поверхности 400´500 мм, с резьбовыми отверстиями с базированием на конические отверстия класса точности А:
Стол-спутник 400´500-1-50-К-А ГОСТ 27218-87
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.03.87 № 818
3. Стандарт соответствует международным стандартам ИСО 8526-1, ИСО 8526-2
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, |
Номер пункта |
Обозначение НТД, |
Номер пункта |
|
ГОСТ 27218-87 |
Приложение |
6. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
7. ИЗДАНИЕ (май 2001 г.) с Изменением № 1, утвержденным в августе 1988 г. (ИУС 12-88)