ГОСТ 26016-83
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ФРЕЗЕРНЫЕ
ШИРОКОУНИВЕРСАЛЬНЫЕ
ИНСТРУМЕНТАЛЬНЫЕ
НОРМЫ ТОЧНОСТИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАНКИ ФРЕЗЕРНЫЕ ШИРОКОУНИВЕРСАЛЬНЫЕ Нормы точности Universal tool milling machines. Standards of accuracy |
ГОСТ |
Дата введения 01.01.86
Настоящий стандарт распространяется на фрезерные широкоуниверсальные инструментальные станки, а также на сверлильно-фрезерно-расточные станки той же компоновки классов точности П, В и А, в том числе на станки с программным управлением, изготовляемые для нужд народного хозяйства и экспорта.
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям станков - по ГОСТ 8.
Схемы и способы измерений геометрических параметров - по ГОСТ 22267.
1.2. Нормы точности станков классов точности П, В и А не должны превышать значений, указанных в пп. 1.3 - 1.25.
|
|
|
|
|
Черт. 1 |
Черт. 2 |
Черт. 3 |



Таблица 1
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 400 |
12 |
8 |
6 |
|
Св. 400 до 630 |
16 |
10 |
8 |
|
» 630 » 1000 |
20 |
12 |
10 |
|
» 1000 » 1600 |
25 |
16 |
12 |
|
Выпуклость не допускается |
|||
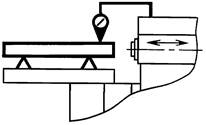
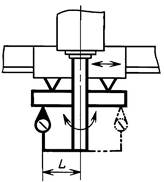
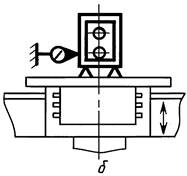
Измерения - по ГОСТ 22267, разд. 4, методы 2 и 3 (черт. 1, 2) не менее чем в двух продольных, трех поперечных и двух диагональных сечениях стола (черт. 3).
1.4. Параллельность рабочей поверхности вертикального стола траектории его продольного и вертикального перемещений
|
|
|
|
Черт. 4 |
Черт. 5 |


Таблица 2
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
12 |
8 |
6 |
|
Св. 250 до 400 |
16 |
10 |
8 |
|
» 400 » 630 |
20 |
12 |
10 |
|
» 630 » 1000 |
25 |
16 |
12 |
|
Наклон верхней кромки стола в сторону от станины не допускается |
|||
Измерение - по ГОСТ 22267, разд. 6, метод 1а (черт. 4, 5).
Стол устанавливают в среднее положение и закрепляют. Линейку устанавливают в середине стола.
Стол перемещают на всю длину перемещения.
1.5. Параллельность рабочей поверхности углового горизонтального стола траектории продольного перемещения вертикального стола

Черт. 6
Таблица 3
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
12 |
8 |
6 |
|
Св. 250 до 400 |
16 |
10 |
8 |
|
» 400 » 630 |
20 |
12 |
10 |
|
» 630 » 1000 |
25 |
16 |
12 |
Примечание. Для поворотных столов станков с программным управлением допуск увеличивают в 1,25 раза.
Измерение - по ГОСТ 22267, разд. 6, метод 1а (черт. 6).
Вертикальный стол устанавливают в среднее положение в вертикальной плоскости и закрепляют.
Линейку устанавливают в середине стола. Стол перемещают на всю длину перемещения.
Черт. 7
Таблица 4
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 400 |
12 |
8 |
6 |
|
Св. 400 до 630 |
16 |
10 |
8 |
|
Наклон верхней кромки стола в сторону от станины не допускается |
|||
Примечание. Для поворотных столов станков с программным управлением допуск увеличивают в 1,25 раза.
Измерение - по ГОСТ 22267, разд. 6, метод 2а (черт. 7).
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют.
Шпиндельную бабку перемещают на всю длину перемещения.
1.7. Параллельность боковых сторон направляющего паза (контрольной кромки) вертикального стола и углового горизонтального стола траектории продольного перемещения вертикального стола

Черт. 8
Таблица 5
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
12 |
8 |
6 |
|
Св. 250 до 400 |
16 |
10 |
8 |
|
» 400 » 630 |
20 |
12 |
10 |
|
» 630 » 1000 |
25 |
16 |
12 |
Вертикальный стол закрепляют в вертикальной плоскости.
На неподвижной части станка укрепляют показывающий измерительный прибор* 2 (черт. 8) так, чтобы его измерительный наконечник касался проверяемой поверхности.
____________
* Далее - измерительный прибор.
Стол 1 перемещают на всю длину перемещения, но не более чем на длину паза.
Параллельность измеряют по обеим боковым сторонам направляющего паза стола.
Допускается при измерении между проверяемой поверхностью и измерительным прибором располагать специальный сухарь или линейку.
Отклонение от параллельности траектории перемещения равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения.
Примечание. Для вертикального стола допускается проверять только нижнюю сторону паза.

Черт. 9
Таблица 6
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
8 |
5 |
4 |
|
300 |
16 |
10 |
8 |
Измерение - по ГОСТ 22267, разд. 8, метод 1 (черт. 9).
Вертикальный стол устанавливают в среднее положение в вертикальной плоскости и закрепляют.
Допускается устанавливать угольник на рабочую поверхность углового горизонтального стола.
1.9. Осевое биение вертикального и горизонтального шпинделей

Черт. 10
Таблица 7
|
Обозначение конуса по ГОСТ 15945 |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
30; 40 |
6 |
5 |
4 |
|
50 |
8 |
6 |
5 |
Измерение - по ГОСТ 22267, разд. 17, метод 1 (черт. 10).
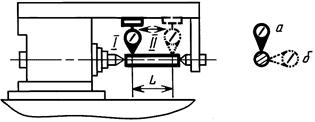
1.10. Радиальное биение конического отверстия вертикального и горизонтального шпинделей:
а) у торца шпинделя;
б) на расстоянии L

Черт. 11
Таблица 8
|
Обозначение конуса по ГОСТ 15945 |
Номер проверки |
L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|||
|
30; 40 |
1.10а 1.10б |
- 150 |
6 10 |
5 8 |
4 6 |
|
50 |
1.10а 1.10б |
- 300 |
8 16 |
6 12 |
5 10 |
Измерение - по ГОСТ 22267, разд. 15, метод 2 (черт. 11).
1.11. Перпендикулярность оси вращения горизонтального шпинделя направлению продольного перемещения вертикального стола
Черт. 12
Таблица 9
|
Длина измерения 2L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
8 |
5 |
4 |
|
300 |
16 |
10 |
8 |
Измерение - по ГОСТ 22267, разд. 9, метод 3 (черт. 12).
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют.
1.12. Параллельность оси вращения горизонтального шпинделя направлению перемещения шпиндельной бабки

Черт. 13
Таблица 10
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
16 |
10 |
8 |
|
Св. 250 до 400 |
20 |
12 |
10 |
|
» 400 » 630 |
25 |
16 |
12 |
|
Отклонение шпинделя вверх не допускается |
|||
Измерение - по ГОСТ 22267, разд. 6, метод 3б (черт. 13).
1.13. Перпендикулярность рабочей поверхности углового горизонтального стола траектории вертикального перемещения вертикального стола:
а) в поперечной плоскости;
б) в продольной плоскости
|
|
|
|
Черт. 14 |
Черт. 15 |

Допуск, мкм, на длине перемещения 300 мм для станков классов точности:
П.......................................................... а) 12; б) 20
В.......................................................... а) 8; б) 12
А.......................................................... а) 6; б) 10
Примечания:
1. Для поворотных столов станков с программным управлением допуск увеличивают в 1,25 раза.
2. В поперечной плоскости наклон стола в сторону от станины не допускается.
Измерение - по ГОСТ 22267, разд. 9, метод 1а (черт. 14, 15).
Вертикальный стол устанавливают в среднее положение в вертикальном и горизонтальном направлениях и закрепляют.
(Измененная редакция, Изм. № 1).
1.14. Перпендикулярность направления перемещения шпиндельной бабки направлению вертикального перемещения вертикального стола

Черт. 16
Таблица 11
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
8 |
5 |
4 |
|
300 |
16 |
10 |
8 |
Измерение - по ГОСТ 22267, разд. 8, метод 1 или 2 (черт. 16).
Вертикальный стол устанавливают в среднее положение в горизонтальной плоскости и закрепляют.
Допускается устанавливать угольник на рабочую поверхность углового горизонтального стола.
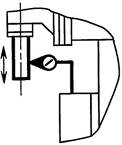
1.15. Параллельность направляющих хобота оси вращения шпинделя в вертикальной и горизонтальной плоскостях

Черт. 17
Допуск, мкм, на длине перемещения L = 150 мм для станков классов точности:
П....................................... 12
В........................................ 10
А....................................... 8
Отклонение хобота вверх не допускается.
Измерение - по ГОСТ 22267, разд. 7, метод 2 (черт. 17).
Ползушку с измерительным прибором перемещают по направляющим хобота на расстояние L.
Хобот закрепляют в крайнем переднем положении.
В каждой из плоскостей измерение проводят по двум диаметрально противоположным образующим при повороте шпинделя на 180°.
Отклонение от параллельности в каждой плоскости равно алгебраической полусумме двух алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, а затем по противоположной (при повороте шпинделя на 180°).
1.16. Соосность отверстия серьги (подвески) и горизонтального шпинделя

Черт. 18
Таблица 12
|
L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
16 |
12 |
10 |
|
300 |
30 |
25 |
20 |
Хобот закрепляют в крайнем выдвинутом положении. Серьгу (подвеску) закрепляют в хоботе.
В отверстие шпинделя 3 (черт. 18) устанавливают оправку 4 с цилиндрической рабочей поверхностью. В отверстие серьги (подвески) 1 устанавливают контрольную оправку 5, диаметр d которой равен диаметру отверстия серьги (подвески), а длина выступающей из серьги (подвески) части оправки равна 2d.
На оправке 4 укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки 5 вблизи ее конца на расстоянии L от торца шпинделя. Шпиндель вместе с прибором поворачивают вокруг оправки.
Отклонение равно половине наибольшей алгебраической разности показаний прибора.
Черт. 19
Таблица 13
|
Длина измерения L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
12 |
8 |
6 |
|
300 |
20 |
12 |
10 |
Измерение - по ГОСТ 22267, разд. 6, метод 3а (черт. 19).
1.18. Параллельность траектории перемещения гильзы к оси вертикального шпинделя
Черт. 20
Допуск, мкм, на длине перемещения гильзы для станков классов точности:
П.......................................................... 16
В.......................................................... 10
А.......................................................... 8
Отклонение нижнего торца гильзы от станины не допускается.
Измерение - по ГОСТ 22267, разд. 6, метод 3б (черт. 20).
1.19. Перпендикулярность оси вращения вертикального шпинделя рабочей поверхности углового горизонтального стола в поперечной плоскости
Черт. 21
Таблица 14
|
Длина измерения 2L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
16 |
12 |
10 |
|
300 |
20 |
16 |
12 |
|
Отклонение оси шпинделя от станины не допускается |
|||
Примечание. Для поворотных столов станков с программным управлением допуски увеличивают в 1,25 раза.
Измерение - по ГОСТ 22267, разд. 10, метод 1 (черт. 21).
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют. Перед измерением шпиндельная бабка должна быть зажата.
Черт. 22
Таблица 15
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
16 |
10 |
8 |
|
Св. 250 до 400 |
20 |
12 |
10 |
|
» 400 » 630 |
25 |
16 |
12 |
|
» 630 » 1000 |
30 |
20 |
16 |
Измерение - по ГОСТ 22267, разд. 6, метод 2а (черт. 22).
Вертикальный стол устанавливают в среднее положение и закрепляют.
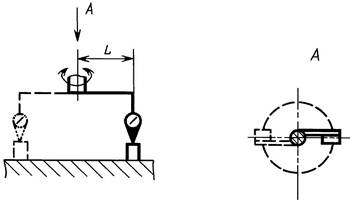
1.21. Параллельность плоскости поворота вертикальной головки рабочей поверхности вертикального стола

Черт. 23
Допуск, мкм, на длине измерения 300 мм для станков классов точности:
П....................................... 16
В........................................ 10
А....................................... 8
Коленчатую оправку 1 с измерительным прибором 2 укрепляют на вертикальной головке 3 станка (черт. 23) так, чтобы его измерительный наконечник касался рабочей поверхности специальной линейки 4.
Специальную поверочную линейку устанавливают на рабочей поверхности вертикального стола 5.
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют. Шпиндельная бабка зажата. Вертикальную головку вместе с оправкой и измерительным прибором поворачивают на заданный угол.
Отклонение от параллельности плоскости поворота вертикальной головки равно алгебраической разности показаний измерительного прибора на длине измерения.
Примечание. Допускается проводить проверку параллельности плоскости поворота вертикальной головки к продольному и вертикальному перемещениям вертикального стола.
(Измененная редакция, Изм. № 2).
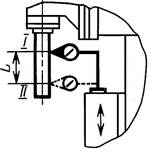
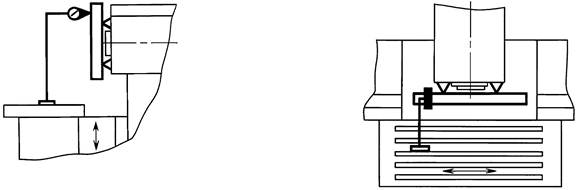
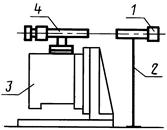
1.22. Параллельность оси вращения вертикального шпинделя плоскости крепления вертикальной головки

Черт. 24
Таблица 16
|
Длина измерения L, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
150 |
10 |
6 |
5 |
|
200 |
12 |
8 |
6 |
Вертикальную головку 1 (черт. 24) устанавливают плоскостью крепления на поверочную плиту 2. Проверяемую ось воспроизводят контрольной оправкой 3.
На неподвижной части станка (стенда) устанавливают измерительный прибор 4 так, чтобы его измерительный наконечник касался образующей оправки в двух крайних точках I и II, отстоящих друг от друга на расстоянии L, и был перпендикулярен ей в плоскости измерения.
Отклонение от параллельности оси вращения шпинделя плоскости крепления равно алгебраической разности показаний измерительного прибора на длине измерения L в точках I и II.
Для исключения из результатов измерения погрешности установки контрольной оправки и плоскости поверочной плиты контрольную оправку поворачивают на 180°. Для каждого положения оправки (до и после поворота на 180°) определяют алгебраическую разность показаний измерительного прибора в точках I и II на длине измерения L.
Отклонение от параллельности оси вращения шпинделя плоскости крепления равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных при измерениях до и после поворота оправки.
|
|
|
|
|
Черт. 25 |
Черт. 26 |
Черт. 27 |


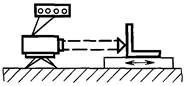
Таблица 17
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 250 |
20 |
10 |
7 |
|
Св. 250 до 400 |
25 |
12 |
8 |
|
» 400 » 630 |
30 |
16 |
10 |
|
» 630 » 1000 |
40 |
20 |
12 |
Измерение - по ГОСТ 22267, разд. 19, метод 1 (черт. 25), метод 2 (черт. 26) или метод 3 (черт. 27).
(Измененная редакция, Изм. № 2).
1.24. Точность линейного позиционирования вертикального стола и шпиндельной бабки (для станков с программным управлением):
а) точность одностороннего позиционирования А и А¯;
б) повторяемость одностороннего позиционирования R и R¯;
в) точность двустороннего позиционирования А;
г) максимальная зона нечувствительности Bmax (только для станков с контурной или универсальной системами программного управления)
|
|
|
|
Черт. 28 |
Черт. 29 |
|
|
|
|
Черт. 30 |
Черт. 30а |
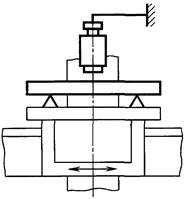

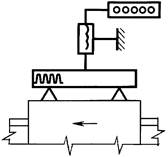

Таблица 18
|
Допуск (А и A¯; R и R¯; А; Вmax), мкм, для станков класса точности |
||||||||||||
|
П |
В |
А |
||||||||||
|
А A¯ |
R R¯ |
А |
Bmax |
А A¯ |
R R¯ |
А |
Bmax |
А A¯ |
R R¯ |
А |
Bmax |
|
|
До 400 |
30 |
16 |
40 |
10 |
16 |
8 |
20 |
6 |
10 |
5 |
14 |
5 |
|
Св. 400 до 630 |
40 |
20 |
50 |
12 |
20 |
10 |
25 |
8 |
12 |
6 |
16 |
6 |
|
» 630 » 1000 |
50 |
25 |
60 |
16 |
25 |
12 |
30 |
10 |
16 |
8 |
20 |
8 |
Примечания:
1. При отсутствии возможности введения коррекции с помощью устройства ЧПУ допуски могут быть увеличены по сравнению с указанными в табл. 18, но не более чем в два раза.
2. Допуски для станков классов точности П и В, оснащенных измерительными системами косвенного измерения положения рабочих органов при использовании винтов класса точности 3, увеличивают по сравнению с указанными в табл. 18 в два раза.
3. Допуски по оси Y (вертикальное направление) в технически обоснованных случаях могут быть увеличены по сравнению с указанными в табл. 18, но не более чем в 1,25 раза с учетом примечаний 1 и 2.
Измерение - по ГОСТ 27843, разд. 3, метод 1 или 3, или 4 (черт. 28 - 30а).
Измерение проводят по каждой координате на всей длине хода проверяемых узлов станка.
Интервалы между точками измерения примерно равны 0,08 длины измеряемого перемещения и не кратны шагу измерительных устройств станка. Крайние точки измерения располагают от начала и конца измеряемого перемещения на расстоянии примерно равном 0,25 от величины интервала между точками измерения.
(Измененная редакция, Изм. № 1, 2).
|
|
|
|
Черт. 31 |
Черт. 32 |


Таблица 19
|
Обозначение конуса по ГОСТ 15945 |
Допуск Rи max, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
30 |
8 |
5 |
3 |
|
40 |
10 |
6 |
4 |
|
50 |
12 |
8 |
5 |
Измерение проводят по каждой координате на всей длине хода проверяемых узлов станка.
Интервалы между точками измерения примерно равны 0,08 длины измеряемого перемещения и не кратны шагу измерительных устройств станка. Крайние точки измерения располагают от начала и конца измеряемого перемещения на расстоянии примерно равном 0,25 от величины интервала между точками измерения.
При измерении стабильности установки инструмента в шпиндель в отверстие шпинделя устанавливают контрольную оправку 1 (черт. 31, 32). Измерительный прибор 2 устанавливают на шпиндельной бабке так, чтобы измерительный наконечник измерительного прибора касался образующей контрольной оправки (измерительного фланца) и был перпендикулярен ей.
Вращая шпиндель с контрольной оправкой 1, определяют разность наибольшего и наименьшего начальных показаний измерительного прибора 2.
Шпиндельную бабку устанавливают в положение смены инструмента, контрольную оправку переносят в инструментальный магазин, а затем устанавливают в отверстие шпинделя и вновь проводят измерение. Число повторных измерений - не менее пяти.
Отклонение контрольной оправки при i-м измерении определяют по формуле
![]()
где Pi - разность наибольшего и наименьшего показаний измерительного прибора 2 при i-м измерении;
Р0 - разность наибольшего и наименьшего показаний измерительного прибора 2 при начальном измерении.
Повторяемость установки инструмента определяют как наибольшую разность отклонений (размаха) положений оправки для числа повторных измерений, равного пяти,
![]()
(Измененная редакция, Изм. № 2).
2. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
2.1. Нормы точности образца-изделия для станков классов точности П, В и А не должны превышать значений, указанных в пп. 2.2 - 2.15.
В1 ≥ 0,5В, но не более 160 мм;
L2 ≥ 0,5L1, но не более 360 мм;
h ≥ 0,25Н1, но не более 150 мм,
b ≥ 16 мм,
где В - ширина вертикального стола;
L1 - наибольшее продольное перемещение стола;
Н1 - наибольшее расстояние от оси (торца) шпинделя до стола.
Форма и размеры образца-изделия

Черт. 33
Поверхность 5 (черт. 33) образца-изделия обработана окончательно. Остальные - предварительно.
Образец закрепляют в середине стола. Поверхности 2, 3 и 4 обрабатывают горизонтальным шпинделем, поверхность 1 - вертикальным шпинделем. Обработку всех поверхностей проводят за одну установку образца. Каждую поверхность обрабатывают за два прохода.
Поверхность 2 обрабатывают с перекрытием 5 - 15 мм.
Все перемещаемые узлы, не участвующие в работе, зажимают.
Образцы-изделия: по черт. 33, 38 - для станков с ручным управлением и с цифровой индикацией (проверки 2.2 - 2.6); по черт. 33, 38, 40 - для станков с позиционной системой программного управления (проверки 2.2 - 2.6 и 2.15); по черт. 39, 40 - для станков с контурной и универсальной системами программного управления (проверки 2.7 - 2.15).
(Измененная редакция, Изм. № 2).
2.2. Плоскостность поверхности 2 (черт. 33)
|
|
|
|
Черт. 34 |
Черт. 35 |


Таблица 20
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 160 |
10 |
6 |
5 |
|
Св. 160 до 250 |
12 |
8 |
6 |
|
» 250 » 400 |
16 |
10 |
8 |
Измерения - по ГОСТ 22267, разд. 4, методы 2 и 3 (черт. 34, 35) не менее чем в двух продольных, трех поперечных и двух диагональных сечениях.
2.3. Параллельность верхней поверхности 1 образца-изделия его основанию 5 (черт. 33)

Черт. 36
Таблица 21
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 160 |
12 |
8 |
6 |
|
Св. 160 до 250 |
16 |
10 |
8 |
|
» 250 » 400 |
20 |
12 |
10 |
Образец-изделие 1 (черт. 36) устанавливают на поверочную плиту 4 или в специальное приспособление. Проверяют при помощи измерительного прибора 2 и поверочной линейки 3 или плоскопараллельной концевой меры.
Отклонение от параллельности верхней поверхности основанию равно наибольшей алгебраической разности показаний измерительного прибора на длине измерения.
2.4. Перпендикулярность обработанных поверхностей образца-изделия 1 к 2, 1 к 3, 1 к 4, 2 к 3, 2 к 4 (черт. 33)
|
1 к 2 |
1 к 3; 1 к 4 |
2 к 3; 2 к 4 |
|
|
|
|



Черт. 37
Таблица 22
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 160 |
16 |
10 |
8 |
|
Св. 160 до 250 |
20 |
12 |
10 |
Измерение проводят при помощи угольника 1, плоскопараллельных концевых мер длины 2 и измерительного прибора 3 или специального приспособления (черт. 37).
Отклонение от перпендикулярности обработанных поверхностей равно наибольшей алгебраической разности показаний измерительного прибора в пределах длины измерения.
2.5. Прямолинейность и параллельность стенок паза 6 (черт. 33)
Таблица 23
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 160 |
16 |
10 |
8 |
|
Св. 160 до 250 |
20 |
12 |
10 |
|
» 250 » 400 |
25 |
16 |
12 |
Образец-изделие устанавливают на поверочную плиту. Измерение проводят при помощи измерительного прибора.
Отклонение от прямолинейности и параллельности стенок паза равно наибольшей алгебраической разности показаний измерительного прибора на длине измерения.
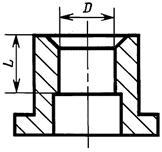
2.6. Точность геометрической формы отверстия:
а) круглость;
б) профиль продольного сечения;
в) перпендикулярность оси отверстия к основанию
Черт. 38
Таблица 24
Для проверки используют образец диаметром D = (0,15 - 0,2)В и длиной L ≥ 1,1D (черт. 38), где В - ширина вертикального стола.
Образец предварительно обработан; отверстие диаметром D обработано с точностью, отвечающей требованиям последующей чистовой обработки. Основание образца обработано окончательно.
Образец укрепляют в средней части стола и проводят предварительную и чистовую обработку отверстия диаметром D.
Круглость образца измеряют с помощью кругломера, профиль продольного сечения - с помощью прибора для измерения отверстий, перпендикулярность оси отверстия к основанию - с помощью угольника и плоскопараллельных концевых мер.
Допускается вместо проверки круглости проводить проверку постоянства диаметра по ГОСТ 25889.4, с увеличением допускаемых отклонений в два раза по сравнению с указанными в табл. 24.
Формы и размеры образца-изделия для станков с контурной или универсальной системой программного управления

Черт. 39
Примечания:
1. Штрих-пунктирной линией показаны контуры заготовки, несовпадающие с контурами окончательно обработанного образца-изделия.
2. Отверстие d3 должно быть предварительно выполнено в заготовке.
3. Допускается выполнение на образце-изделии крепежных отверстий (пазов).
Таблица 25
мм
|
Ширина вертикального стола |
b1 |
b2 = d2 |
h |
h1 |
h2 |
h3 |
d |
d1 |
d3 |
|
До 400 |
140 |
100 |
80 |
25 |
15 |
50 |
45 |
50 |
60 |
|
Св. 400 до 630 |
200 |
160 |
100 |
30 |
20 |
60 |
60 |
70 |
80 |
|
Допускаемые отклонения размеров от номинального значения ±10 %. |
|||||||||
Для обработки используют предварительно обработанный образец-изделие (черт. 39) из чугуна, стали или алюминиевого сплава. Поверхности, используемые как технологические или контрольные базы, должны быть обработаны окончательно.
(Измененная редакция, Изм. № 2).
Таблица 26
|
Ширина вертикального стола, мм |
Допуск, мкм, для станков класса точности |
|||
|
П |
В |
А |
||
|
а) круглость |
До 630 |
а) 8 |
а) 6 |
а) 5 |
|
б) профиль продольного сечения |
б) 12 |
б) 10 |
б) 8 |
|
|
2.8. Плоскостность торцовой поверхности повернутого параллелепипеда: |
До 400 |
а) 12 б) 10 |
а) 8 б) 6 |
а) 6 б) 5 |
|
а) общая |
Св. 400 до 630 |
а) 16 |
а) 10 |
а) 8 |
|
б) перепад между полосами от проходов фрезы |
б) 12 |
б) 8 |
б) 6 |
|
|
2.9. Параллельность торцовой поверхности повернутого параллелепипеда к основанию образца-изделия |
До 400 |
12 |
8 |
6 |
|
Св. 400 до 630 |
16 |
10 |
8 |
|
|
2.10. Прямолинейность боковых поверхностей повернутого параллелепипеда |
До 400 |
16 |
10 |
8 |
|
Св. 400 до 630 |
20 |
12 |
10 |
|
|
2.11. Перпендикулярность боковых поверхностей повернутого параллелепипеда |
До 400 |
25 |
16 |
12 |
|
Св. 400 до 630 |
30 |
20 |
16 |
|
|
До 400 |
25 |
16 |
12 |
|
|
Св. 400 до 630 |
30 |
20 |
16 |
|
|
2.13. Круглость наружной цилиндрической поверхности |
До 400 |
50 |
30 |
25 |
|
Св. 400 до 630 |
60 |
40 |
30 |
|
|
2.14. Соосность отверстий d и d1 |
До 400 |
25 |
16 |
12 |
|
Св. 400 до 630 |
30 |
20 |
16 |
|
Примечания:
1. Допускается проводить измерение по 2.7 на отдельном образце-изделии, и вместо проверки круглости проводить проверку постоянства диаметра по ГОСТ 25889.4, с увеличением допускаемых отклонений в два раза по сравнению с указанными в табл. 26.
2. В случае увеличения допусков согласно примечаниям 1 и 2 к измерению 1.24 допуски по проверкам 2.9 - 2.13 увеличивают во столько же раз.
3. Проверку 2.14 проводят для станков с автоматической сменой инструмента.
Образец-изделие с окончательно обработанными базовыми поверхностями устанавливают на столе или в приспособлении, установленном на столе. Обработку проводят по контрольной программе в следующем порядке:
1) черновое фрезерование до получения окончательной формы образца-изделия с припуском до 1 мм на обрабатываемых поверхностях;
2) сверление, рассверливание и предварительное растачивание (расфрезеровка) отверстий d и d1;
3) чистовое растачивание отверстия d;
4) чистовое фрезерование торцовой поверхности повернутого под углом 20° параллелепипеда в три прохода с обеспечением ширины фрезерования (полос) примерно равной 0,3 стороны торцовой поверхности и с перекрытием между проходами не более 15 мм;
5) чистовое фрезерование боковых поверхностей повернутого параллелепипеда;
6) чистовое фрезерование наружной цилиндрической поверхности диаметром d2;
7) чистовое фрезерование двух боковых поверхностей параллелепипеда со стороной b2 и поверхностей, параллельных основанию образца-изделия;
8) чистовое фрезерование двух боковых поверхностей параллелепипеда со стороной b2 и поверхностей, наклонных под углом 5° к основанию образца-изделия;
9) работа на холостом ходу с периодическим включением перемещений рабочих органов и непрерывным вращением шпинделя с частотой вращения, равной половине максимальной частоты вращения, в течение не менее 1 ч (с учетом времени обработки);
10) чистовое растачивание отверстия d1.
Измерение образца-изделия проводят:
- по проверкам 2.7 и 2.13 - с использованием кругломеров и универсальных средств для измерения диаметров отверстий;
- по проверке 2.8 - по ГОСТ 22267, разд. 4, метод 3 - в трех продольных (перпендикулярно направлению проходов при фрезеровании) и двух диагональных сечениях;
- по проверке 2.9 - на поверочной плите с использованием измерительного прибора в трех продольных (параллельно направлению проходов при фрезеровании) и двух диагональных сечениях;
- по проверке 2.10 - с использованием измерительного прибора, установленного так, чтобы его измерительный наконечник касался проверяемой поверхности повернутого параллелепипеда (в среднем сечении) и перемещающегося по поверочной линейке, установленной так, чтобы показания измерительного прибора были одинаковыми на концах проверяемой боковой поверхности;
- по проверке 2.11 - с использованием поверочного угольника и измерительного прибора в среднем сечении боковых поверхностей повернутого параллелепипеда;
- по проверке 2.12 - на поверочной плите с использованием универсальных измерительных средств либо специального контрольного приспособления путем определения отклонения от расчетной разновысотности точек, расположенных на расстоянии 5 мм от края среднего сечения наклонной поверхности;
- по проверке 2.14 - с использованием кругломеров либо специального контрольного приспособления.
Допускается для измерений использовать координатно-измерительную машину.
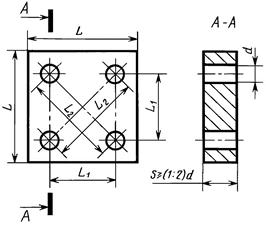
Черт. 40
Таблица 27
мм
|
Ширина рабочей поверхности стола |
L, не менее |
L1 |
L2 |
d |
|
До 400 |
125 |
80 |
113, 138 |
12 - 20 |
|
Св. 400 до 630 |
160 |
100 |
141, 422 |
20 - 30 |
Для проверки используют образец-изделие в виде пластины прямоугольной формы (черт. 40) из чугуна или стали.
Образец предварительно обработан. Поверхности, используемые как технологические или контрольные базы, должны быть обработаны окончательно.
Таблица 28
|
Наибольшая длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
П |
В |
А |
|
|
До 125 |
25 |
12 |
8 |
|
Св. 125 до 160 |
30 |
16 |
10 |
Примечание. В случае увеличения допусков согласно примечаниям 1 и 2 к измерению 1.24 допуски увеличивают во столько же раз.
Образец устанавливают в средней части стола симметрично его средней линии и проводят обработку каждого отверстия.
Измерение проводят с использованием координатно-измерительной машины, микроскопа или специального приспособления, предназначенного для измерения межосевых расстояний.
Погрешность межосевых расстояний равна разности заданного и фактического расстояний между осями любых двух отверстий.
(Измененная редакция, Изм. № 2).
3. ТОЧНОСТЬ ПРИСПОСОБЛЕНИЙ
3.1. Нормы точности приспособлений классов точности П и В не должны превышать значений, указанных в пп. 3.2 - 3.5.
Проверки по пп. 3.2 - 3.5 - рекомендуемые.
(Измененная редакция, Изм. № 2).
3.2. Круглый поворотный стол
3.2.1. Нормы точности круглого поворотного стола класса точности П - по ГОСТ 16935, класса точности В с допусками, равными 0,6 от допусков класса точности П.
3.3. Делительная головка
3.3.1. Радиальное биение конического отверстия шпинделя делительной головки:
а) у торца шпинделя;
б) на расстоянии L

Черт. 41
Таблица 29
|
Конус шпинделя Морзе |
Номер проверки |
L, мм |
Допуск, мкм, для головок класса точности |
|
|
П |
В |
|||
|
До 3 |
- 150 |
8 12 |
6 10 |
|
|
4 и 5 |
- 200 |
10 20 |
8 12 |
|
Измерение - по ГОСТ 22267, разд. 15, метод 2 (черт. 41).
3.3.2. Осевое биение шпинделя делительной головки

Черт. 42
Допуск, мкм, для головок классов точности:
П...................................... 10
В...................................... 6
Измерение - по ГОСТ 22267, разд. 17, метод 1 (черт. 42).
3.3.3. Радиальное биение наружной поверхности шпинделя, центрирующей патрон

Черт. 43
Допуск, мкм, для головок классов точности:
П...................................... 10
В...................................... 6
Измерение - по ГОСТ 22267, разд. 15, метод 1 (черт. 43).
Черт. 44
Допуск, мкм, для станков с конусом шпинделя Морзе до 5 на длине L = 150 мм для головок классов точности:
П....................................... 16
В........................................ 10
Измерение - по ГОСТ 22267, разд. 7, метод 2 (черт. 44).
В каждой из плоскостей измерение проводят по двум диаметрально противоположным образующим оправки при ее повороте на 180°.
Отклонение от параллельности определяют по ГОСТ 22267, разд. 7, метод 1.
3.3.5. Точность делительной цепи головки:
а) точность деления за один оборот шпинделя;
б) точность деления за один оборот шпинделя с учетом отклонения червяка и делительной головки
Черт. 45
Допуск для головок классов точности:
П........... а) ±50"; б) ±65"
В........... а) ±40"; б) ±50"
Коллиматор 1 (черт. 45) на стойке 2 устанавливают рядом с делительной головкой 3.
Теодолит 4 устанавливают соосно шпинделю делительной головки и наводят на коллиматор.
а) Делительную головку настраивают так, чтобы за один оборот делительной рукоятки шпиндель повернулся на 1/N оборота. Делительной рукоятке сообщают последовательно n оборотов (принимают n = N, где N - кинематическая характеристика головки).
Точность деления определяют разностью между показаниями теодолита и теоретическим углом поворота шпинделя.
б) Делительной рукоятке сообщают ряд последовательных поворотов с интервалом в 30° в пределах оборота червяка.
Отклонение определяют в пределах оборота червяка таким же образом как указано в п. 3.3.5а.
Измерение проводят не менее чем в трех положениях червяка по окружности червячного колеса.
Суммарное отклонение определяют суммированием результатов измерений по п. 3.3.5а и б.
3.4. Быстроходная головка
3.4.1. Осевое биение шпинделя быстроходной головки
Черт. 46
Допуск, мкм, для головок классов точности:
П............................. 6
В............................. 5
Измерение - по ГОСТ 22267, разд. 17, метод 1 (черт. 46).
3.4.2. Радиальное биение конического отверстия шпинделя быстроходной головки:
а) у торца шпинделя;
б) на расстоянии L

Черт. 47
Таблица 30
|
Обозначение конуса по ГОСТ 15945 |
Номер проверки |
L, мм |
Допуск, мкм, для головок класса точности |
|
|
П |
В |
|||
|
30; 40 |
- 150 |
6 10 |
5 8 |
|
|
50 |
- 300 |
8 16 |
6 12 |
|
Измерение - по ГОСТ 22267, разд. 15, метод 2 (черт. 47).
3.4.3. Параллельность оси вращения шпинделя быстроходной головки плоскости ее крепления
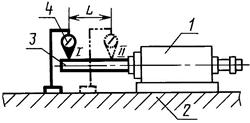
Черт. 48
Таблица 31
|
Длина измерения L, мм |
Допуск, мкм, для головок класса точности |
|
|
П |
В |
|
|
150 |
10 |
6 |
|
200 |
12 |
8 |
Быстроходную головку 1 (черт. 48) устанавливают плоскостью крепления на поверочную плиту 2. Проверяемую ось воспроизводят контрольной оправкой 3.
На стенде устанавливают измерительный прибор 4 так, чтобы его измерительный наконечник касался образующей оправки в двух крайних точках I и II, отстоящих друг от друга на расстоянии L и был перпендикулярен ей в плоскости измерения.
Отклонение от параллельности оси вращения шпинделя плоскости крепления равно алгебраической разности показаний измерительного прибора на длине измерения L в точках I и II.
Для исключения из результатов измерения отклонения от соосности оси оправки с проверяемой осью контрольную оправку поворачивают на 180°. Для каждого положения оправки (до и после поворота на 180°) определяют алгебраическую разность показаний измерительного прибора в точках I и II на длине измерения L.
Отклонение от параллельности оси вращения шпинделя плоскости крепления равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных при измерениях до и после поворота оправки.
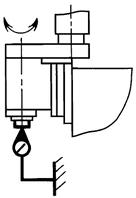
3.5.1. Параллельность направления перемещения ползуна долбежной головки плоскости ее крепления

Черт. 49
Допуск на длине перемещения ползуна для головок классов точности П и В - 25 мкм.
Измерения - по ГОСТ 22267, разд. 6, метод 2а (черт. 49).
ПРИЛОЖЕНИЕ. (Исключено, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.12.83 № 6087
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
1.1, 1.3 - 1.6, 1.8 - 1.15, 1.17 - 1.20, 1.23, 2.2, 2.6, 3.3.1 - 3.3.4, 3.4.1, 3.4.2, 3.5.1 |
|
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ (ноябрь 2001 г.) с Изменениями № 1, 2, утвержденными в мае 1986 г., июне 1990 г. (ИУС 8-86, 9-90)
СОДЕРЖАНИЕ