
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ГОЛОВКИ СИЛОВЫЕ С ВЫДВИЖНОЙ
ПИНОЛЬЮ АГРЕГАТНЫХ СТАНКОВ
ОСНОВНЫЕ РАЗМЕРЫ. НОРМЫ ТОЧНОСТИ
ГОСТ 25427-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ГОЛОВКИ
СИЛОВЫЕ С ВЫДВИЖНОЙ Основные размеры. Нормы точности Quill spindle units for
modular-type machine tools. |
ГОСТ |
Дата введения 01.07.92
Настоящий стандарт распространяется на унифицированные силовые головки классов точности Н и П с выдвижной пинолью с кулачковым и гидравлическим или другими приводами подачи пиноли, предназначенные для выполнения сверлильно-расточных, резьбонарезных и фрезерных операций при одно- и многошпиндельной обработке деталей на агрегатных станках, устанавливаемых отдельно и встраиваемых в линии.
Требования настоящего стандарта являются обязательными.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Силовые головки с выдвижной пинолью изготовляются исполнений:
1 - с концом шпинделя под регулируемые переходные втулки по ГОСТ 13876:
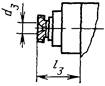
2 - с торцевой шпонкой на конце приводного вала под насадки;
3 - с наружным конусом на конце приводного вала;
4 - с концом шпинделя под цангу по ГОСТ 13876.
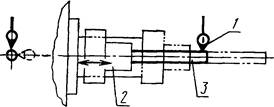
1.2. Основные размеры силовых головок, с кулачковым приводом должны соответствовать указанным на черт. 1 и 2 и в табл. 1, с гидравлическим приводом - на черт. 3 и в табл. 2.
Примечание. Черт. 1, 2, 3 не определяют конструкцию головок.
Силовые головки с кулачковым приводом
|
Исполнение 1 |
Исполнение 2 |
|
|
|


______________
* l3 (расстояние между крепежными отверстиями) - через 25 мм или кратно 25 мм. Допуск между крайними отверстиями ±0,2 мм.
Черт. 1
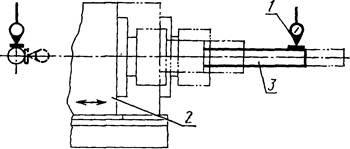
Силовые головки с кулачковым приводом с направляющей плитой для ручных установочных перемещений
Исполнение 1

Исполнение 2

Исполнение 3

Черт. 2
______________
* l7 - (расстояние между крепежными отверстиями) - через 25 мм или кратно 25 мм. Допуск между крайними отверстиями 0,2 мм.
Таблица 1
мм
|
В1 ±0,2 |
d (H7) |
d1 |
d2 |
Н |
h |
L |
l |
l1 |
l2 |
Наибольший ход пиноли S, не менее |
|
|
160* |
135* |
16*; 20 |
25* |
М8*; М10 |
220 |
200 |
400 |
280* |
125* |
60* |
50* |
|
200* |
170* |
20*; 28 |
32* |
М10* |
250 |
220 |
450 |
320* |
140* |
70* |
63* |
|
250* |
220* |
20; 28*; 36 |
40* |
М10*; М12 |
280 |
250 |
500 |
360*; 400 |
160*; 250 |
80* |
80* |
|
320* |
280* |
36*; 48 |
50* |
M12*; M16 |
320 |
280 |
560 |
400* |
180* |
90* |
100* |
______________
* Соответствуют ИСО 3590, разд. 4.
Силовые головки с гидравлическим приводом
Исполнение 1

|
Исполнение 2 |
Исполнение 4 |
|
|
|

______________
* l4 (расстояние между крепежными отверстиями) - через 25 мм или кратно 25 мм. Допуск между крайними отверстиями ±0,2 мм
Черт. 3
Таблица 2
мм
|
B1 |
d (H7) |
d1 |
d2 |
d3 |
h |
l, не более |
l1 |
l2 |
l3 |
Наибольший ход пиноли S, не менее |
|
|
63 |
50 |
12 |
- |
M8 |
9 |
55 |
250 |
90 |
- |
70 |
50 |
|
80 |
65 |
12 |
- |
M8 |
12 |
65 |
320 |
100 |
50 |
85 |
63 |
|
100 |
80 |
12, 16 |
25 |
M8 |
15 |
75 |
360 |
110; 125 |
55 |
100 |
80 |
|
125 |
100 |
16; 20 |
25 |
М8; М10 |
- |
90 |
500 |
125 |
60 |
- |
100 |
|
160* |
135* |
20; 28 |
32 |
М10; M12 |
- |
110 |
500 |
140 |
70 |
- |
125 |
|
200* |
170* |
28; 36 |
40 |
M10*; M14 |
- |
140 |
630 |
160 |
80 |
- |
160 |
|
250* |
220* |
36; 50 |
50 |
M12; M16 |
- |
180 |
710 |
180 |
90 |
- |
200 |
______________
* Соответствуют ИСО 3590, разд. 4.
1.4. Присоединительные размеры приводного вала с наружным конусом должны соответствовать указанным на черт. 2 и в табл. 3.
1.5. Присоединительные размеры приводного вала с торцевой шпонкой под насадку должны соответствовать указанным на черт. 2 и в табл. 4.
Таблица 3
мм
|
d3 |
d8 |
l4 |
l5 |
l6 |
|
|
250 |
40 |
18 |
66 |
27 |
22 |
|
320 |
50 |
25 |
76 |
28 |
33 |
Таблица 4
мм
|
b h6 |
d1 |
d4 h6 |
d5 |
d6 |
d7 под винт |
l3 |
|
|
100 |
8 |
22 |
75 |
90 |
112 |
М8 |
6 |
|
125 |
8 |
25; 32 |
80; 90 |
95; 105 |
112, 125 |
М8 |
6 |
|
160 |
8 |
25; 32 |
80; 90 |
95; 105 |
112; 125 |
М8 |
6 |
|
200 |
8 |
32 |
80; 90 |
95; 105 |
112; 125 |
М8 |
6 |
|
250 |
12 |
40 |
100 |
120 |
140 |
М10 |
10 |
|
320 |
12 |
50 |
103 |
120 |
140 |
М10 |
10 |
2. ТОЧНОСТЬ СИЛОВЫХ ГОЛОВОК
2.1. Общие требования к испытаниям на точность - по ГОСТ 8.
2.2. При приемке головок не всегда необходимо проводить все проверки, указанные в настоящем стандарте.
По согласованию с изготовителем потребитель может выбрать проверки, которые характеризуют интересующие его свойства, но эти проверки должны быть четко определены при заказе головок.
2.3. Нормы точности головок не должны превышать значений, указанных в пп. 2.4 - 2.12.
2.4. Радиальное биение внутренней базирующей поверхности шпинделя:

Рис. 4
Таблица 5
|
Ширина основания силовой головки В, мм |
Номер проверки |
L, мм |
Допуск, мкм, для головок класса точности |
|
|
Н |
П |
|||
|
50; 63 |
- |
8 |
5 |
|
|
50 |
10 |
6 |
||
|
80; 100 |
- |
10 |
6 |
|
|
75 |
12 |
8 |
||
|
125; 160 |
- |
12 |
8 |
|
|
75 |
16 |
10 |
||
|
200; 250 |
- |
16 |
10 |
|
|
100 |
20 |
12 |
||
|
320; 400 |
- |
20 |
12 |
|
|
150 |
25 |
16 |
||
Измерения - по ГОСТ 22267, разд. 15, метод 2.
2.5. Симметричность боковых сторон торцовой шпонки относительно оси приводного вала

Черт. 5
Таблица 6
|
Ширина основания силовой головки в, мм |
Допуск, мкм, для головок класса точности Н |
|
50; 63 |
20 |
|
80; 100 |
25 |
|
125; 160 |
30 |
|
200; 250 |
40 |
|
320; 400 |
50 |
Измерительный прибор 1 укрепляют так, чтобы его измерительный наконечник касался боковой стороны торцовой шпонки 2 и был направлен перпендикулярно к ней. Приводной вал устанавливают в такое угловое положение, чтобы показания измерительного прибора на концах шпонки были одинаковы.
Приводной вал поворачивают на 180° и повторяют его установку до получения одинаковых показаний измерительного прибора на концах шпонки.
Отклонение равно алгебраической полуразности показаний измерительного прибора.

Черт. 6
Таблица 7
|
Ширина основания силовой головки В, мм |
Допуск, мкм, для головок класса точности |
|
|
Н |
П |
|
|
50; 63 |
6 |
4 |
|
80; 100 |
8 |
5 |
|
125; 160 |
10 |
6 |
|
200; 250 |
12 |
8 |
|
320; 400 |
16 |
10 |
Измерения - по ГОСТ 22267, разд. 17, метод 1.
2.7. Параллельность оси шпинделя плоскости основания головки или направляющей плиты

Черт. 7
Таблица 8
|
Ширина основания силовой головки В, мм |
L, мм |
Допуск, мкм, для головок класса точности |
|
|
Н |
П |
||
|
50; 63 |
50 |
8 |
5 |
|
80; 100 |
75 |
10 |
6 |
|
125; 160 |
75 |
12 |
8 |
|
200; 250 |
100 |
16 |
10 |
|
320; 400 |
150 |
25 |
16 |
Измерения - по ГОСТ 22267, разд. 7, метод 2.
Измерения проводят в крайних положениях (у торца шпинделя и на длине L).
Отклонение равно алгебраической полусумме двух алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, затем по противоположной (при повороте шпинделя на 180°).
2.8. Параллельность оси шпинделя направлению оси пиноли
Черт. 8
Таблица 9
|
Ширина основания головки В, мм |
Кулачковый привод |
Гидравлический привод |
||||
|
Ход пиноли, мм |
Допуск, мкм, для класса точности |
Ход пиноли, мм |
Допуск, мкм, для класса точности |
|||
|
Н |
П |
н |
п |
|||
|
До 100 |
- |
- |
- |
80 |
16 |
10 |
|
Св. 100 до 160 |
50 |
16 |
10 |
125 |
20 |
12 |
|
» 160 » 250 |
80 |
20 |
12 |
200 |
25 |
16 |
|
» 250 » 400 |
100 |
25 |
16 |
|||
Измерения - по ГОСТ 22267, разд. 6, метод 3б.
Измерения проводят на всей длине рабочего хода пиноли в вертикальной и горизонтальной плоскостях.
2.9. Параллельность оси шпинделя направлению перемещения корпуса (для головок с направляющей пинолью)
Черт. 9
Таблица 10
|
Длина перемещения корпуса, мм |
Допуск, мкм, для головок класса точности |
|
|
Н |
П |
|
|
Св. 100 до 100 |
25 |
16 |
|
На длине 150 мм на любом участке перемещения |
||
Измерения - по ГОСТ 22267, разд. 6, метод 3б.
Измерения проводят в вертикальной и горизонтальной плоскостях.
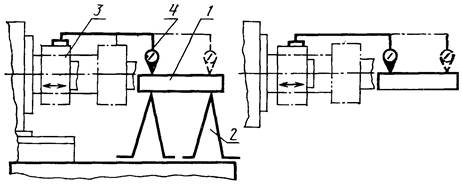
2.10. Параллельность оси пиноли базовой плоскости основания головки (для головок с приводным валом)

Черт. 10
Таблица 11
|
Длина хода пиноли, мм |
Допуск, мкм, для головок класса точности Н |
|
Для головок с гидравлическим приводом |
|
|
До 100 |
16 |
|
Св. 100 » 250 |
25 |
|
Для головок с плоскокулачковым приводом |
|
|
До 63 |
25 |
|
Св. 63 » 100 |
30 |
|
» 100 » 160 |
40 |
|
» 160 » 250 |
50 |
|
» 250 » 400 |
60 |
Измерительный прибор 3 укрепляют на пиноли 2 так, чтобы его измерительный наконечник касался и был перпендикулярен рабочей поверхности поверочной линейки 4, установленной на контрольной плите 1 на двух опорах 5 (плоскопараллельных концевых мерах длины) так, чтобы ее рабочая поверхность располагалась параллельно базовой плоскости основания головки на высоте оси пиноли. Пиноль перемещают на всю длину хода.
Измерения проводят в крайних положениях пиноли.
Отклонение от параллельности равно наибольшей алгебраической разности показаний измерительного прибора.
2.11. Прямолинейность перемещения пиноли
Черт. 11
Таблица 12
|
Длина хода пиноли, мм |
Допуск, мкм, для головок класса точности |
|
|
н |
п |
|
|
До 63 |
10 |
6 |
|
Св. 63 » 100 |
12 |
8 |
|
» 100 » 160 |
16 |
10 |
|
» 160 » 250 |
20 |
12 |
|
» 250 » 400 |
25 |
16 |
Измерения - по ГОСТ 22267, разд. 3, метод 1а.
Пиноль перемещают на всю длину рабочего хода.
Для головок с приводным валом проверку проводить только по классу точности Н.

Черт. 12
Таблица 13
|
Ширина основания силовых головок В, мм |
L, мм |
Допуск, мкм, для силовых головок класса точности |
|
|
Н |
П |
||
|
До 80 |
75 |
12 |
8 |
|
Св. 80 » 160 |
100 |
16 |
10 |
Ось шпинделя воспроизводят контрольной оправкой 3. В направляющий паз корпуса головки вставляют специальную планку 1, на которой укреплен показывающий прибор 2 так, чтобы его измерительный наконечник касался образующей оправки у торца шпинделя и был перпендикулярен ей в плоскости измерения.
Специальную планку перемещают на заданную длину измерения, после чего шпиндель поворачивают на 180°, повторяя измерения.
Отклонение от параллельности равно алгебраической полусумме двух алгебраических разностей показаний измерительного прибора в диаметрально противоположных точках.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н. Банков, Ю.А. Архипов, Ю.С. Николаев, В.Н. Кустовский, А.Р. Чеховский, И.И. Мурев, Т.А. Телегина, Ю.Д. Паргина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.04.91 № 575
3. Срок проверки - 1996 г.
4. Стандарт соответствует международному стандарту ИСО 3590-76 разд. 4 в части основных размеров
5. Стандарт соответствует СТ СЭВ 2151-80 в части основных размеров
6. ВЗАМЕН ГОСТ 25305-82 и ГОСТ 25427-82
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на которые дана ссылка |
Номер пункта |
СОДЕРЖАНИЕ