
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В МАШИНОСТРОЕНИИ И ПРИБОРОСТРОЕНИИ
ОСНОВНЫЕ ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ
ГОСТ 23004-78
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
МОСКВА - 1978
РАЗРАБОТАН
Уфимским авиационным институтом им. Орджоникидзе (УАИ им. Орджоникидзе)
Проректор УАИ по НИР проф., д-р техн. наук А.Д. Макаров
Руководитель темы и отв. исполнитель проф., д-р техн. наук В.Т. Полуянов
Исполнители: канд. техн. наук В.А. Малых, канд. техн. наук С.Г. Селиванов, Р.Г. Касимов, В.В. Набиуллин, Л.Я. Гетке
Всесоюзным научно-исследовательским институтом технической информации, классификации и кодирования (ВНИИКИ)
Зам. директора по научной работе канд. техн. наук А.А. Саков
Руководитель темы канд. техн. наук Н.К. Сухов
Отв. исполнитель канд. техн. наук В.П. Никифоров
Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Зам. директора по научной работе канд. техн. наук Н.Н. Герасимов
Исполнитель А.А. Сахранова
ВНЕСЕН Министерством Высшего и среднего специального образования РСФСР
Зам. министра А.М. Кутепов
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом технической информации, классификации и кодировании (ВНИИКИ)
Директор М.А. Довбенко
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 9 марта 1978 г. № 634
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В МАШИНОСТРОЕНИИ И ПРИБОРОСТРОЕНИИ Основные термины, определения и обозначения Mechanization and automation of manufacturing processes in machine and instrument production. Basic terms, definitions and symbols |
ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 9 марта 1978 г. № 634 срок введения установлен
с 01.01. 1979 г.
Настоящий стандарт устанавливает применяемые в науке и технике термины, определения и обозначения основных понятий механизации и автоматизации технологических процессов изготовления и ремонта изделий, применяемых в машиностроении и приборостроении.
Термины и обозначения, установленные настоящим стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Стандарт может применяться в других отраслях народного хозяйства, в которых структура и оценка состояния технологических процессов аналогичны принятым в машиностроении и приборостроении.
Приведенные определения можно при необходимости изменять по форме изложения, не допуская нарушения границ понятий.
Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены «Ндп».
Для отдельных стандартизованных терминов в стандарте приведены их краткие формы, которые разрешается применять в случаях, исключающих возможность их различного толкования.
Стандартизованные термины набраны полужирным шрифтом, их краткие формы - светлым, а недопустимые термины-синонимы - курсивом.
В справочном приложении даны пояснения к некоторым терминам.
|
Термин |
Обозначение |
Определение |
|
ОБЩИЕ ПОНЯТИЯ |
||
|
1. Механизация технологического процесса Механизация процесса |
Применение энергии неживой природы в технологическом процессе или его составных частях, полностью управляемых людьми, осуществляемое в целях сокращения трудовых затрат, улучшения условий производства, повышения объема выпуска и качества продукции. Примечания: 1. Составные части технологического процесса по ГОСТ 3.1109-73. 2. Механизация и автоматизация технологического процесса распространяются на средства технологического оснащения и людей |
|
|
2. Автоматизация технологического процесса Автоматизация процесса |
Применение энергии неживой природы в технологическом процессе или его составных частях для их выполнения и управления ими без непосредственного участия людей, осуществляемое в целях сокращения трудовых затрат, улучшения условий производства, повышения объема выпуска и качества продукции |
|
|
3. Механизация средств технологического оснащения Механизация СТО |
Применение энергии неживой природы в средствах технологического оснащения при механизации технологического процесса |
|
|
4. Автоматизация средств технологического оснащения Автоматизация СТО |
Применение энергии неживой природы в средствах технологического оснащения при автоматизации технологического процесса |
|
|
Механизация труда |
Применение энергии неживой природы в технологическом процессе, обеспечивающее исключение людей из его выполнения или облегчение их труда при сохранении за ними управления этим процессом |
|
|
Автоматизация труда |
Применение энергии неживой природы в технологическом процессе, обеспечивающее исключение участия людей в выполнении процесса и управления им |
|
|
7. Качество механизации (автоматизации) технологического процесса* Качество механизации (автоматизации) процесса |
Совокупность свойств механизации (автоматизации) технологического процесса, определяющая ее пригодность для заданного технологического процесса. Примечание. Свойства механизации (автоматизации) технологического процесса характеризуются значениями параметров средств технологического оснащения и трудозатрат людей после выполнения механизации (автоматизации) |
|
|
* Здесь и в дальнейшем слова и выражения, заключенные в скобки, относятся к терминам и определениям понятий автоматизации. При этом соответствующие им слова или выражения, находящиеся перед скобками, опускаются. |
||
|
8. Состояние механизации (автоматизации) технологического процесса Состояние механизации (автоматизации) |
Качество механизации (автоматизации) технологического процесса, определяемое в некоторый момент времени совокупностью значений характеристик, установленных в нормативно-технической или технической документации |
|
|
9. Ручной метод выполнения технологического процесса Ручной метод |
Метод выполнения технологического процесса, при котором используется энергия людей без применения средств технологического оснащения |
|
|
10. Кооперированно-ручной метод выполнения технологического процесса Кооперированно-ручной метод |
Метод выполнения технологического процесса, при котором применяются средства технологического оснащения, функционирующие при помощи энергии людей или животных |
|
|
11. Механизированно-ручной (автоматизированно-ручной) метод выполнения технологического процесса Механизированно-ручной (автоматизированно-ручной) метод |
Метод выполнения технологического процесса, при котором одновременно применяется энергия людей и неживой природы, а управление выполняется людьми (частично без участия людей) |
|
|
12. Механизированный (автоматизированный) метод выполнения технологического процесса Механизированный (автоматизированный) метод |
Метод выполнения технологического процесса, при котором применяется энергия неживой природы, а управление выполняется людьми (частично без участия людей) |
|
|
13. Автоматический метод выполнения технологического процесса Автоматический метод |
Метод выполнения технологического процесса и управления им без непосредственного участия людей Примечание. В технологических процессах и операциях могут применяться один или несколько методов механизации (автоматизации) |
|
|
ВИДЫ МЕХАНИЗАЦИИ (АВТОМАТИЗАЦИИ) |
||
|
14. Частичная механизация (автоматизация) технологических процессов Частичная механизация (автоматизация) |
Механизация (автоматизация) технологических процессов или их систем, при которой часть затрат энергии людей заменена затратами энергии неживой природы, исключая (включая) управление |
|
|
15. Полная механизация (автоматизация) технологических процессов Полная механизация (автоматизация) |
Механизация (автоматизация) технологических процессов или их систем, при которой все затраты энергии людей заменены затратами энергии неживой природы, исключая (включая) управление |
|
|
16. Единичная механизация (автоматизация) технологических процессов Единичная механизация (автоматизация) |
Частичная или полная механизация (автоматизация) одной первичной составной части технологического процесса или системы технологических процессов, исключая (включая) управление. Примечание. Содержание первичной части определяется первым делением объекта механизации (автоматизации) на составные части. Например, для системы технологических процессов первичными составными частями являются отдельные технологические процессы, для технологических процессов - технологические операции, для технологических операций - технологические и вспомогательные переходы и т.д. |
|
|
17. Комплексная механизация (автоматизация) технологических процессов Комплексная механизация (автоматизация) |
Частичная или полная механизация (автоматизация) двух или более первичных составных частей технологического процесса или системы технологических процессов, исключая (включая) управление |
|
|
18. Первичная механизация (автоматизация) технологических процессов Первичная механизация (автоматизация) |
Механизация (автоматизация) технологических процессов или их систем, в которых до ее проведения использовалась только энергия людей |
|
|
19. Вторичная механизация (автоматизация) технологических процессов Вторичная механизация (автоматизация) |
Механизация (автоматизация) технологических процессов или их систем, в которых до ее проведения использовалась энергия людей и неживой природы (только неживой природы) |
|
|
ШТУЧНОЕ ВРЕМЯ И ЕГО СОСТАВНЫЕ ЧАСТИ ПРИ МЕХАНИЗАЦИИ (АВТОМАТИЗАЦИИ) |
||
|
Тш |
Интервал времени, определяемый отношением цикла технологической операции к числу изделий, одновременно изготовляемых или ремонтируемых на одном рабочем месте. Примечание. Цикл технологической операции - по ГОСТ 3.1109-73 |
|
|
Тр |
Часть штучного времени, затрачиваемая людьми при выполнении технологической операции без применения средств технологического оснащения |
|
|
Ткр |
Часть штучного времени, затрачиваемая людьми при выполнении технологической операции с применением средств технологического оснащения, приводимых в действие энергией людей или животных |
|
|
|
Часть штучного времени, определяемая суммой ручного и кооперированно-ручного времени |
|
|
Тмр |
Часть штучного времени, затрачиваемая при одновременном применении энергии людей и неживой природы. Примечание. «Машинно-ручное время» (п. 24), «неперекрытое машинное время» (п. 26) и «полное машинное время» (п. 27) имеют место как при механизации, так и автоматизации технологических процессов. Они применяются при использовании любых средств технологического оснащения, приводимых в действие энергией неживой природы |
|
|
|
Часть штучного времени, затрачиваемая людьми при выполнении технологической операции и определяемая, в общем случае, суммой ручного, кооперированно-ручного и машинно-ручного времени |
|
|
|
Часть штучного времени, равная времени функционирования средств технологического оснащения при использовании только энергии неживой природы. Примечание. Часть неперекрытого машинного времени, не используемая для выполнения технологического процесса и управления им, называется свободным производственным временем Тс |
|
|
Машинное время |
Тм |
Часть штучного времени, равная времени функционирования средств технологического оснащения при использовании энергии неживой природы совместно с энергией людей и без нее |
|
Ту |
Время, затрачиваемое людьми при наблюдении за технологической операцией и воздействиях на средства управления для обеспечения их правильного функционирования |
|
|
Тп. у |
Время, периодически затрачиваемое людьми при воздействиях на средства управления технологической операцией |
|
|
Тн. у |
Время, непрерывно затрачиваемое людьми при воздействиях на средства управления технологической операцией |
|
|
ХАРАКТЕРИСТИКИ МЕХАНИЗАЦИИ (АВТОМАТИЗАЦИИ) |
||
|
31. Характеристика механизации (автоматизации) технологических процессов Характеристика механизации (автоматизации) |
Описание количественного или качественного признака механизации (автоматизации) технологических процессов, используемое при ее оценке |
|
|
32. Система характеристик механизации (автоматизации) технологических процессов Система характеристик механизации (автоматизации) |
Совокупность качественных и количественных характеристик механизации (автоматизации) технологических процессов, необходимая и достаточная для оценки и анализа ее состояния в соответствии с требованиями нормативно-технической или технической документации |
|
|
33. Подсистема качественных характеристик механизации (автоматизации) технологических процессов Подсистема качественных характеристик механизации (автоматизации) |
Совокупность качественных характеристик механизации (автоматизации) технологических процессов, используемая в системе характеристик механизации (автоматизации) |
|
|
34. Подсистема количественных характеристик механизации (автоматизации) технологических процессов Подсистема количественных характеристик механизации (автоматизации) |
Совокупность количественных характеристик механизации (автоматизации) технологических процессов, используемая в системе характеристик механизации (автоматизации) |
|
|
35. Показатель механизации (автоматизации) технологических процессов Показатель механизации (автоматизации) |
Количественная характеристика механизации (автоматизации) технологических процессов, устанавливаемая в соответствии с условиями ее применения |
|
|
36. Основной показатель механизации (автоматизации) технологических процессов Основной показатель механизации (автоматизации) |
Показатель механизации (автоматизации) технологических процессов для обобщенной оценки качества механизации (автоматизации) на определенном этапе ее проведения, установленный в нормативно-технической документации |
|
|
37. Дополнительный показатель механизации (автоматизации) технологических процессов Дополнительный показатель механизации (автоматизации) |
Показатель механизации (автоматизации) технологических процессов для анализа качества механизации (автоматизации) на определенном этапе ее проведения, установленный в технической документации |
|
|
КАЧЕСТВЕННЫЕ ХАРАКТЕРИСТИКИ СОСТОЯНИЯ МЕХАНИЗАЦИИ (АВТОМАТИЗАЦИИ) |
||
|
38. Ступень механизации (автоматизации) технологических процессов Ступень механизации (автоматизации) |
Качественная характеристика состояния механизации (автоматизации) технологических процессов или их систем, определяемая областью применения, которая может изменяться от технологической операции до системы технологических процессов всех отраслей машиностроения и приборостроения |
|
|
39. Определитель комплексности механизации (автоматизации) технологических процессов Определитель комплексности механизации (автоматизации) |
Качественная характеристика состояния механизации (автоматизации) технологических процессов или их систем, определяющая наличие одной или более механизированных (автоматизированных) первичных составных частей |
|
|
40. Категория механизации (автоматизации) технологических процессов Категория механизации (автоматизации) |
Качественная характеристика состояния механизации (автоматизации) технологических процессов или их систем, определяемая интервалом значений основного показателя механизации (автоматизации), установленным в нормативно-технической документации |
|
|
41. Обобщенная характеристика состояния механизации (автоматизации) технологических процессов Обобщенная характеристика состояния механизации (автоматизации) |
Характеристика состояния механизации (автоматизации) технологических процессов или их систем, определяемая ступенью, комплексностью и категорией механизации (автоматизации) |
|
|
Количественные характеристики механизации (автоматизации)* |
||
|
ОСНОВНЫЕ ПОКАЗАТЕЛИ |
||
|
Показатели состояния |
||
|
* Здесь и в дальнейшем показатели состояния механизации (автоматизации) технологических процессов рассматриваются на определенных ступенях механизации (автоматизации), установленных в нормативно-технической документации. |
||
|
42. Временной уровень механизации (автоматизации) живого труда Временной уровень механизации (автоматизации) труда |
dт |
Отношение неперекрытого машинного времени к штучному времени |
|
43. Временной уровень механизации (автоматизации) средств технологического оснащения Временной уровень механизации (автоматизации) СТО |
dп |
Отношение полного машинного времени к штучному времени |
|
44. Энергетический уровень механизации (автоматизации) живого труда Энергетический уровень механизации (автоматизации) труда |
Wт |
Отношение полезных затрат энергии неживой природы в течение неперекрытого машинного времени к сумме полезных затрат энергии неживой природы и людей в течение штучного времени. Примечание. При оценке состояния автоматизации технологических процессов показатели Wт и Wп применяются в качестве дополнительных показателей |
|
45. Энергетический уровень механизации (автоматизации) средств технологического оснащения Энергетический уровень механизации (автоматизации) СТО |
Wп |
Отношение полезных затрат энергии неживой природы в течение полного машинного времени к сумме полезных затрат энергии неживой природы и людей в течение штучного времени |
|
ДОПОЛНИТЕЛЬНЫЕ ПОКАЗАТЕЛИ |
||
|
Показатели состояния |
||
|
46. Уровень полного ручного времени Уровень ручного времени |
dр |
Отношение полного ручного времени к штучному времени. Примечание. Сумма временного уровня механизации (автоматизации) живого труда и уровня полного ручного времени равняется единице |
|
47. Степень охвата механизацией (автоматизацией) первичных частей технологического процесса Степень охвата механизацией (автоматизацией) |
do |
Отношение механизируемых (автоматизируемых) первичных частей к общему числу первичных частей технологического процесса |
|
X |
Отношение полного ручного времени к неперекрытому машинному времени |
|
|
X¢ |
Отношение полного ручного времени к полному машинному времени |
|
|
Kн |
Отношение неперекрытого машинного времени к полному машинному времени |
|
|
51. Коэффициент структуры мощностей при механизации (автоматизации) технологических процессов Коэффициент структуры мощностей при механизации (автоматизации) |
a |
Отношение средней мощности живого труда к средней мощности средств технологического оснащения на одном рабочем месте |
|
52. Коэффициент связи уровней механизации средств технологического оснащения Коэффициент связи уровней механизации СТО |
n |
Отношение энергетического уровня механизации средств технологического оснащения к временному уровню их механизации |
|
Показатели изменения состояния |
||
|
53. Коэффициент изменения временного уровня механизации (автоматизации) живого труда Коэффициент изменения временного уровня механизации (автоматизации) труда |
Kт |
Отношение значения временного уровня механизации (автоматизации) живого труда после проведения механизации (автоматизации) технологических процессов или их систем к его значению в начальном состоянии |
|
Kr |
Отношение значения уровня полного ручного времени после проведения механизации или автоматизации живого труда к его значению в начальном состоянии |
|
|
55. Коэффициент изменения полного ручного времени Коэффициент изменения ручного времени |
V |
Отношение значения полного ручного времени в начальном состоянии к его значению после проведения механизации или автоматизации живого труда |
|
m |
Отношение значения неперекрытого машинного времени в начальном состоянии к его значению после проведения механизации или автоматизации живого труда |
|
|
q |
Отношение значения штучного времени в начальном состоянии к его значению после проведения механизации или автоматизации технологических процессов или их систем |
|
|
58. Коэффициент изменения состояния механизации (автоматизации) технологического процесса Коэффициент изменения состояния механизации (автоматизации) |
|
Отношение коэффициента изменения неперекрытого машинного времени к коэффициенту изменения полного ручного времени |
|
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ ПРИ МЕХАНИЗАЦИИ (АВТОМАТИЗАЦИИ) |
||
|
59. Ручное техническое устройство Ручное устройство |
Техническое устройство, функционирующее и управляемое при участии людей, без использования энергии неживой природы. Примечания: 1. Техническим устройством называется изделие машиностроения или приборостроения для преобразования, добычи, перемещения, контроля объектов или управления ими. К техническим устройствам относят машины, инструменты, приспособления и т.д. 2. Объектами воздействий технических устройств могут быть материалы, заготовки, изделия, энергия, информация, ископаемые, растения и т.д. 3. Функционирование технического устройства представляет выполнение технологической операции по установленному алгоритму |
|
|
60. Механизированно-ручное (автоматизированно-ручное) техническое устройство Механизированно-ручное (автоматизированно-ручное) устройство |
Техническое устройство, функционирующее при одновременном применении энергии людей и неживой природы, которое управляется людьми без использования (с частичным использованием) энергии неживой природы |
|
|
61. Механизированное (автоматизированное) техническое устройство Механизированное (автоматизированное) устройство |
Техническое устройство, функционирующее при последовательном применении энергии людей и неживой природы, которое управляется людьми без использования (с частичным использованием) энергии неживой природы |
|
|
62. Автоматическое техническое устройство Автоматическое устройство |
Техническое устройство, функционирующее и управляемое по заданному алгоритму с использованием энергии неживой природы, без непосредственного участия людей |
|
|
Ндп. Ручная машина |
Машина, являющаяся ручным техническим устройством. Примечание. Машиной называется отдельное техническое устройство, состоящее, в общем случае, из энергетической, передаточной, исполнительной и управляющей составных частей и выполняющее механические движения для непосредственного преобразования состояния материалов, энергии или информации |
|
|
64. Механизированно-ручная (автоматизированно-ручная) машина |
Машина, в которой движение инструмента происходит при помощи энергии неживой природы, перемещение объекта обработки относительно инструмента выполняется людьми, которые полностью (частично) осуществляют управление |
|
|
Машина, являющаяся механизированным техническим устройством, в котором люди, кроме установки и съема объектов обработки, могут выполнять подачу инструмента |
||
|
Полуавтомат |
Машина, выполняющая с помощью энергии неживой природы заданный алгоритм функционирования при участии людей в загрузке и выгрузке или установке и съеме объектов обработки и периодическом включении машины |
|
|
Автомат |
Машина, являющаяся автоматическим техническим устройством |
|
|
68. Ручной инструмент |
Инструмент, являющийся ручным техническим устройством. Примечания: 1. Инструментом называется техническое устройство, используемое в качестве орудия машины или человека для непосредственного изменения или определения состояния или для установки другого орудия в машине. 2. При восстановлении рабочих свойств ручного, механизированно-ручного или механизированного инструмента и их установке в рабочее положение, кроме труда людей, может применяться энергия неживой природы |
|
|
Инструмент, главное движение которого осуществляется энергией неживой природы, а подача и управление выполняются людьми. Примечание. Восстановление инструмента - см. примечание 2 к п. 68 |
||
|
Инструмент, все движения которого осуществляются энергией неживой природы, а управление - людьми. Примечание. Восстановление инструмента - см. примечание 2 к п. 68 |
||
|
71. Автоматически используемый инструмент Автоматический инструмент |
Инструмент, приводимый в действие и управляемый с помощью энергии неживой природы, который используется в машинах-автоматах или полуавтоматах, снабженных специальным устройством для периодического восстановления рабочих свойств инструмента и его установки в рабочее положение без участия людей |
|
|
Приспособление, являющееся ручным техническим устройством. Примечание. Приспособлением называется техническое устройство, присоединяемое к машине или используемое самостоятельно для базирования и, при необходимости, закрепления предметов производства при выполнении технологических операций |
||
|
Приспособление, в котором закрепление и раскрепление предметов производства выполняется при помощи энергии неживой природы, а остальные действия - людьми |
||
|
Приспособление, являющееся автоматизированным техническим устройством, которое выполняет заданный алгоритм функционирования частично с участием людей |
||
|
Приспособление, являющееся автоматическим техническим устройством |
||
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ
Автомат 67
Автоматизация живого труда 6
Автоматизация процесса 2
Автоматизация средств технологического оснащения 4
Автоматизация СТО 4
Автоматизация технологического процесса 2
Автоматизация труда 6
Время кооперированно-ручное 22
Время машинное 27
Время машинное неперекрытое 26
Время машинное полное 27
Время машинно-ручное 24
Время непрерывного управления 30
Время периодического управления 29
Время ручное 21
Время ручное неперекрытое 23
Время ручное полное 25
Время управления 28
Время штучное 20
Инструмент автоматически используемый 71
Инструмент автоматический 71
Инструмент механизированно-ручной 69
Инструмент механизированный 70
Инструмент ручной 68
Категория механизации (автоматизации) 40
Категория механизации (автоматизации) технологических процессов 40
Качество механизации (автоматизации) процесса 7
Качество механизации (автоматизации) технологического процесса 7
Коэффициент изменения временного уровня механизации (автоматизации)
живого труда 53
Коэффициент изменения временного уровня механизации (автоматизации)
труда 53
Коэффициент изменения уровня полного ручного времени 54
Коэффициент изменения неперекрытого машинного времени 56
Коэффициент изменения полного ручного времени 55
Коэффициент изменения ручного времени 55
Коэффициент изменения состояния механизации (автоматизации) 58
Коэффициент изменения состояния механизации (автоматизации)
технологического процесса 58
Коэффициент изменения штучного времени 57
Коэффициент неперекрытия машинного времени 50
Коэффициент связи уровней механизации средств технологического
оснащения 52
Коэффициент связи уровней механизации СТО 52
Коэффициент состава штучного времени 49
Коэффициент структуры мощностей при механизации (автоматизации) 51
Коэффициент структуры мощностей при механизации
(автоматизации) технологических процессов 51
Коэффициент структуры штучного времени 48
Машина-автомат 67
Машина механизированная 65
Машина механизированно-ручная (автоматизированно-ручная) 64
Машина-полуавтомат 66
Машина ручная 63
Машина ручного действия 63
Метод автоматический 13
Метод выполнения технологического процесса автоматический 13
Метод выполнения технологического процесса кооперированно-ручной 10
Метод выполнения технологического процесса
механизированно-ручной (автоматизированно-ручной) 11
Метод выполнения технологического процесса
механизированный (автоматизированный) 12
Метод выполнения технологического процесса ручной 9
Метод кооперированно-ручной 10
Метод механизированно-ручной (автоматизированно-ручной) 11
Метод механизированный (автоматизированный) 12
Метод ручной 9
Механизация (автоматизация) вторичная 19
Механизация (автоматизация) единичная 16
Механизация (автоматизация) комплексная 17
Механизация (автоматизация) первичная 18
Механизация (автоматизация) полная 15
Механизация (автоматизация) технологических процессов вторичная 19
Механизация (автоматизация) технологических процессов единичная 16
Механизация (автоматизация) технологических процессов комплексная 17
Механизация (автоматизация) технологических процессов первичная 18
Механизация (автоматизация) технологических процессов полная 15
Механизация (автоматизация) технологических процессов частичная 14
Механизация (автоматизация) частичная 14
Механизация живого труда 5
Механизация процесса 1
Механизация средств технологического оснащения 3
Механизация СТО 3
Механизация технологического процесса 1
Механизация труда 5
Определитель комплексности механизации (автоматизации) 39
Определитель комплексности механизации (автоматизации)
технологических процессов 39
Подсистема качественных характеристик механизации (автоматизации) 33
Подсистема качественных характеристик механизации
(автоматизации) технологических процессов 33
Подсистема количественных характеристик механизации (автоматизации) 34
Подсистема количественных характеристик механизации
(автоматизации) технологических процессов 34
Показатель механизации (автоматизации) 35
Показатель механизации (автоматизации) дополнительный 37
Показатель механизации (автоматизации) основной 36
Показатель механизации (автоматизации) технологических процессов 35
Показатель механизации (автоматизации) технологических
процессов дополнительный 37
Показатель механизации (автоматизации) технологических процессов
основной 36
Полуавтомат 66
Приспособление автоматическое 75
Приспособление полуавтоматическое 74
Приспособление механизированное 73
Приспособление ручное 72
Система характеристик механизации (автоматизации) 32
Система характеристик механизации (автоматизации) технологических
процессов 32
Состояние механизации (автоматизации) 8
Состояние механизации (автоматизации) технологического процесса 8
Степень охвата механизацией (автоматизацией) 47
Степень охвата механизацией (автоматизацией) первичных частей
технологического процесса 47
Ступень механизации (автоматизации) 38
Ступень механизации (автоматизации) технологических процессов 38
Уровень механизации (автоматизации) живого труда временной 42
Уровень механизации (автоматизации) живого труда энергетический 44
Уровень механизации (автоматизации) средств технологического
оснащения временной 43
Уровень механизации (автоматизации) средств технологического
оснащения энергетический 45
Уровень механизации (автоматизации) СТО временной 43
Уровень механизации (автоматизации) СТО энергетический 45
Уровень механизации (автоматизации) труда временной 42
Уровень механизации (автоматизации) труда энергетический 44
Уровень полного ручного времени 46
Уровень ручного времени 46
Устройство автоматическое 62
Устройство механизированное (автоматизированное) 61
Устройство механизированно-ручное (автоматизированно-ручное) 60
Устройство ручное 59
Устройство техническое автоматическое 62
Устройство техническое механизированное (автоматизированное) 61
Устройство техническое механизированно-ручное
(автоматизированно-ручное) 60
Устройство техническое ручное 59
Характеристика механизации (автоматизации) 31
Характеристика механизации (автоматизации) технологических
процессов 31
Характеристика состояния механизации (автоматизации) обобщенная 41
Характеристика состояния механизации (автоматизации)
технологических процессов обобщенная 41
ПРИЛОЖЕНИЕ
Справочное
ПОЯСНЕНИЯ К НЕКОТОРЫМ ТЕРМИНАМ
К терминам «Механизация технологического процесса», «Автоматизация технологического процесса», «Механизация живого труда» и «Автоматизация живого труда».
Технологические операции и состоящие из них системы, в первую очередь, технологические процессы, могут быть выполнены за счет энергии только людей или при совместном использовании энергии людей и энергии неживой природы, получаемой в результате действия сил тяжести, электрических, магнитных и ядерных сил и т.д., либо при использовании только энергии неживой природы.
При установлении понятий «механизация технологического процесса» и «автоматизация технологического процесса» определяющим признаком является обязательное применение энергии неживой природы в процессе изменения состояния или положения в пространстве предмета труда, независимо от участия людей, но при сохранении за людьми управления (частичном или полном исключении людей из управления) процессом.
При механизации (автоматизации) технологического процесса происходит:
изменение или замена средств технологического оснащения с выполнением требований безопасности труда;
изменение, обычно сокращение, объемов труда людей.
Поэтому при анализе и оценке механизации или автоматизации технологического процесса рассматривают каждый компонент:
механизацию (автоматизацию) средств технологического оснащения,
механизацию (автоматизацию) живого труда.
При установлении понятий «механизация живого труда» и «автоматизация живого труда» определяющим признаком является обязательное частичное или полное освобождение людей от выполнения процесса изменения состояния или положения в пространстве предмета труда в результате использования энергии неживой природы при сохранении (исключении) участия людей в управлении процессом.
Пример 1. Ручное пропиливание шпоночного паза во втулке заменено долблением паза на станке.
В результате применения на некоторых переходах электрической энергии произошла частичная механизация процесса, в том числе механизация живого труда, поскольку ручная работа на части переходов оказалась исключенной.
Процессом долбления на станке управляет человек в виде периодических воздействий.
Пример 2. Ручное сверление отверстия с помощью коловорота заменено сверлением электродрелью.
Вследствие применения электрической энергии произошла механизация процесса обработки отверстия, при этом управление оставлено за человеком. Механизации живого труда не произошло, поскольку, несмотря на применение электрической энергии, не произошло исключения человека из процесса сверления.
Операция сверления с применением энергии неживой природы и энергии человека характеризуется механизированно-ручным методом ее выполнения (см. последующие разъяснения).
В зависимости от потребностей производства и поставленных технологических задач состояние механизации (автоматизации) технологического процесса или операции может изменяться в трех направлениях, поскольку доля неперекрытого машинного времени в штучном времени относительно начального положения может возрастать, оставаться неизменной, уменьшаться.
При каждом из трех возможных изменений состояний механизации могут быть достигнуты рост производительности труда, повышение качества продукции, улучшение условий производства и т.д.
К терминам «Качество механизации (автоматизации) технологического процесса» и «Состояние механизации (автоматизации) технологического процесса».
По аналогии с предметами производства механизация (автоматизация) технологического процесса обладает определенным качеством. Например, механизация может в два раза повысить ритм технологической операции, полностью освободить человека от трудоемких работ и т.д.
Под качеством продукции понимают совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением (см. ГОСТ 15467-70). Качество механизации (автоматизации) процесса определяет ее пригодность удовлетворять определенные требования к выполнению технологического процесса.
По мере развития средств технологического оснащения возникла необходимость рассмотрения механизации (автоматизации) процессов в некоторые моменты времени и введения понятия «состояние механизации (автоматизации) технологического процесса». Напомним, что техническим состоянием изделия называется совокупность свойств изделия, подверженная изменению в процессе производства или эксплуатации и характеризуемая в определенный момент времени признаками, установленными технической документацией (см. ГОСТ 19919-74).
К термину «Ручной метод выполнения технологического процесса»
При ручном методе технологические операции и процессы выполняют люди без применения средств технологического оснащения и, следовательно, без использования энергии неживой природы или животных. Например, навинчивание («наживление») гаек или переноска деталей вручную, визуальный контроль невооруженным глазом.
К термину «Кооперированно-ручной метод выполнения технологического процесса»
При кооперированно-ручном методе технологические операции и процессы выполняют люди с применением средств технологического оснащения, приводимых в действие энергией людей или животных. Например, сверление деталей коловоротом, нарезание резьбы метчиком вручную, перевозка деталей на ручной тележке, перевозка деталей с помощью лошадей, шитье на ручной или ножной швейной машине.
К термину «Механизированно-ручной (автоматизированно-ручной) метод выполнения технологического процесса»
При механизированно-ручном методе технологические операции и процессы выполняют при одновременном использовании энергии людей и неживой природы, например, операция сверления электродрелью или фрезерования заготовок деталей, закрепленных в приспособлении на столе станка, подаваемом вручную.
При этом управление выполняют люди.
Если применяется автоматизированно-ручной метод, то технологические операции и процессы выполняют при одновременном использовании энергии людей и неживой природы и частичном участии людей в управлении, например, совмещение ручных приемов базирования и закрепления заготовок деталей на загрузочной позиции станка-полуавтомата с обработкой без участия людей на других его позициях ранее установленных заготовок.
К термину «Механизированный (автоматизированный) метод выполнения технологического процесса»
При механизированном (автоматизированном) методе технологические процессы и операции выполняют при использовании энергии неживой природы с сохранением (частичным сохранением) людьми функций управления.
Примером применения механизированного метода может служить операция точения на станке заготовки детали при ее вращении и подаче резца с помощью электрической энергии, с сохранением управления человеком.
Примером применения автоматизированного метода является выполнение операции точения дисков турбин, устанавливаемых на станок с числовым программным управлением (ЧПУ) при помощи механизированных подъемников в закрепляемых в пневмопатронах, обработка происходит без участия людей, которые выполняют часть функций наблюдения и управления.
К термину «Автоматический метод выполнения технологического процесса»
При автоматическом методе технологические процессы или операции полностью, включая управление, выполняются без участия людей. Например, операция шлифования деталей типа втулки методом «на проход» на бесцентрошлифовальном станке, оснащенном автоматическим загрузочным устройством и автоподналадчиком, периодически возобновляющим режущие свойства инструмента и выставляющим его после правки в требуемое рабочее положение.
К разделу «Виды механизации (автоматизации)»
Примеры различных видов механизации технологического процесса, состоящего из четырех операций, приведены на черт. 1.
Классификация по комплексности
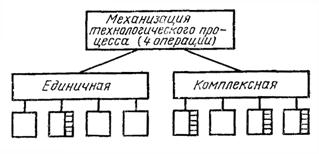
Классификация по полноте использования энергии неживой природы
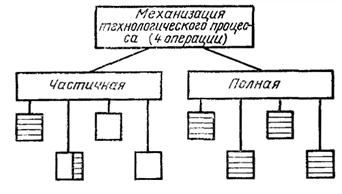
Условные обозначения методов выполнения операций:
![]()
Черт. 1. Примеры видов механизации технологического процесса
Время ручного исполнения операции отмечено незаштрихованными прямоугольниками, время механизированного - заштрихованными. Пояснения к этой схеме приведены далее при рассмотрении термина «Определитель комплексности механизации (автоматизации) технологических процессов».
К термину «Первичная механизация (автоматизация) технологических процессов»
Первичную механизацию (автоматизацию) подразделяют на два вида, при которых:
объектом механизации (автоматизации) является операция, выполняемая только человеком, например, операция навинчивания («наживления») гайки на болт вручную;
объектом механизации (автоматизации) является операция, выполняемая средствами технологического оснащения, приводимыми в действие человеком или животным, например, операция сверления человеком отверстий с помощью коловорота.
Первичная механизация (автоматизация) распространяется, в основном, на слесарные, монтажные и сборочные операции и процессы.
К термину «Вторичная механизация (автоматизация) технологических процессов»
Объектом вторичной механизации (автоматизации) являются ранее механизированные (автоматизированные) технологические операции или процессы.
Многократное проведение вторичной механизации (автоматизации) вызвано развитием производства.
Вторичная механизация (автоматизация) распространяется в основном на заготовительные и обрабатывающие технологические операции и процессы.
К разделу «Штучное время и его составные части при механизации (автоматизации)»
Штучное время представляет одну из главных временных характеристик технологических операций. По функциональному (служебному) назначению штучное время Тш, в общем случае, состоит из следующих частей:
основное технологическое время,
вспомогательное время,
время технического и организационного обслуживания,
время на отдых и естественные потребности,
дополнительное время, связанное с изготовлением партий изделий.
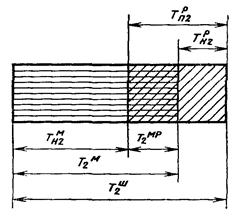
При механизации (автоматизации) операции штучное время подразделяют в соответствии с пп. 21 - 27 настоящего стандарта и хронограммами (черт. 2).
К термину «Система характеристик механизации (автоматизации) технологического процесса»
Объективно достоверную оценку состояния механизации (автоматизации) технологического процесса обеспечивает система характеристик (черт. 3), представляющая взаимосвязанное единство двух подсистем:
подсистемы качественных характеристик;
подсистемы количественных характеристик.
Части штучного времени
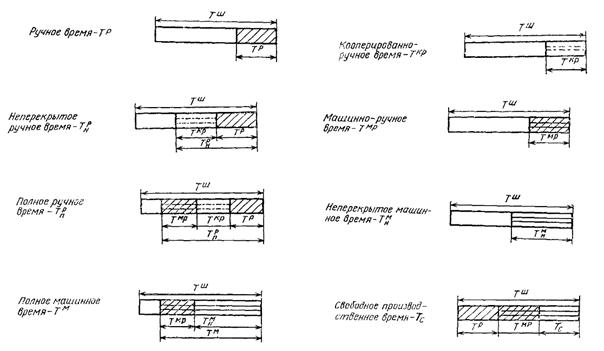
Черт. 2. Хронограммы штучного времени
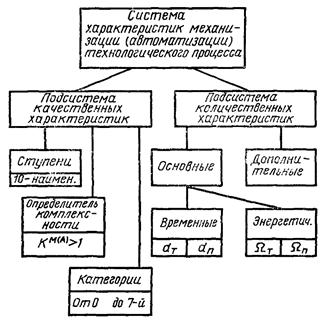
Черт. 3. Состав системы характеристик механизации (автоматизации) технологических процессов
К термину «Ступень механизации (автоматизации) технологических процессов»
В соответствии с ГОСТ 14.309-74 установлены следующие ступени применяемости механизации и автоматизации технологических процессов:
1 - единичная технологическая операция;
2 - технологический процесс, рассматриваемый как совокупность операций;
3 - совокупность технологических процессов, выполняемых на производственном участке, линии или отделении;
4 - совокупность технологических процессов, выполняемых в пределах цеха;
5 - совокупность технологических процессов, выполняемых в группе технологически однородных цехов;
6 - совокупность технологических процессов, выполняемых в пределах предприятия;
7 - совокупность технологических процессов, выполняемых в пределах производственных фирм или научно-производственных объединений;
8 - совокупность технологических процессов, выполняемых в пределах территориально-экономического региона;
9 - совокупность технологических процессов, выполняемых в пределах отрасли промышленности;
10 - совокупность технологических процессов, выполняемых на уровне промышленности всей страны.
К термину «Определитель комплексности механизации (автоматизации) технологических процессов»
В зависимости от вида механизации (автоматизации) технологических процессов различают единичные и комплексные механизированные (автоматизированные) технологические процессы или их системы.
Единичным механизированным (автоматизированным) является технологический процесс, в котором механизирована (автоматизирована) одна операция.
Если в технологическом процессе механизированы (автоматизированы) две и более входящих в них операций, то он является комплексным механизированным (автоматизированным).
Наличие комплексности устанавливается соблюдением неравенства
KМ (А) > 1, где
KМ (А) - число участвующих в механизации (автоматизации) первичных составных частей данной технологической системы.
Так, если из четырех операций технологического процесса механизированы две, три или все четыре операции - такой процесс называется комплексным механизированным.
Виды механизации технологического процесса, состоящего из четырех операций, приведены на черт. 1. При этом рассмотрены основные виды единичной и комплексной механизации по числу механизированных операций технологического процесса и по полноте использования в них энергии неживой природы.
К термину «Категория механизации (автоматизации) технологических процессов»
В соответствии с ГОСТ 14.309-74 устанавливаются следующие категории механизации и автоматизации технологических процессов в зависимости от диапазона изменений временного уровня механизации СТО (см. п. 43 настоящего стандарта), приведенные в таблице.
|
Номер категории |
Наименование категории |
Диапазон изменений временного уровня механизации (автоматизации) СТО |
|
0 |
Нулевая |
0 - при отсутствии механизации (автоматизации) процесса |
|
1 |
Низшая |
Св. 0,00 до 0,25 |
|
2 |
Малая |
» 0,25 » 0,45 |
|
3 |
Средняя |
» 0,45 » 0,60 |
|
4 |
Большая |
» 0,60 » 0,75 |
|
5 |
Повышенная |
» 0,75 » 0,90 |
|
6 |
Высокая |
» 0,90 » 0,99 |
|
7 |
Завершенная |
1,00 |
Для расчета границ категорий выбран показатель dп, так как он охватывает весь диапазон изменений уровня механизации (автоматизации) от 0 до 1. Показатель временного уровня механизации живого труда dт (см. п. 42 настоящего стандарта) вследствие влияния многостаночного обслуживания обычно не превышает 0,5, а энергетические уровни механизации Wт и Wп (см. пп. 44 и 45 настоящего стандарта) в современных условиях находятся в пределах от 0,7 до 1,0.
К термину «Обобщенная характеристика состояния механизации (автоматизации) технологических процессов»
Обобщенная характеристика состояния механизации (автоматизации) любой совокупности технологических процессов содержит сведения об их ступени, комплексности и категории механизации (автоматизации). При описании основных видов механизации и автоматизации применяют следующие условные обозначения:
М - единичная механизация;
А - единичная автоматизация;
КМ - комплексная (неполная или полная) механизация;
КА - комплексная (неполная или полная) автоматизация;
М (А) - единичная механизация и автоматизация, одновременно применяемые на технологическом объекте;
КМ (А) - комплексная (неполная или полная) механизация и автоматизация, одновременно применяемые на технологическом объекте.
Обобщенную характеристику состояния механизации (автоматизации) составляют по следующему алгоритму:
устанавливают номер ступени механизации или автоматизации в зависимости от объекта исследования, например, если оценивается состояние технологических процессов в цехе, то номер ступени 4;
по числу первичных частей рассматриваемого объекта, участвующих в его механизации (автоматизации), определяют ее комплексность, например, если из пяти участков цеха на двух участках технологические процессы механизированы, то в этом цехе совокупность технологических процессов комплексно механизирована, что записывается в виде КМ;
определяют значение величины dп по формуле, приведенной далее (см. п. 43 настоящего стандарта) и находят категорию механизации, соответствующую найденному значению величины, например, dп равна 0,78 и находится в границах 0,75 - 0,90, т.е. принадлежит к категории 5;
записывают обобщенную характеристику состояния механизации в цехе 4КМ5.
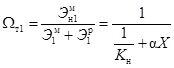
К терминам «Показатели состояния механизации (автоматизации)»*
* В
расчетных формулах при обозначениях машинного времени допускается применение
индекса «М» для механизации и индекса «А» для автоматизации, например, ![]() ,
, ![]() или
или ![]() .
.
Аналитическое описание рассматриваемых показателей, применительно к оценке состояния механизации (автоматизации) технологической операции, имеет следующий вид:
Основные показатели
Хронограмма исходного состояния
![]() (п. 42);
(п. 42);
![]() (п. 43);
(п. 43);
 (п. 44);
(п. 44);
![]() (п. 45),
(п. 45),
где ![]() и
и ![]() - объемы полезной работы (кВт × ч), выполненные машиной и человеком в
течение штучного времени;
- объемы полезной работы (кВт × ч), выполненные машиной и человеком в
течение штучного времени;
![]() - объем
полезной работы (кВт × ч),
выполненный машиной в течение неперекрытого машинного времени.
- объем
полезной работы (кВт × ч),
выполненный машиной в течение неперекрытого машинного времени.

Дополнительные показатели
Дополнительные показатели состоят из двух групп: показателей состояния механизации (автоматизации) технологического процесса и показателей изменения ее состояния. Первая группа показателей относится к некоторому моменту времени, вторая - к интервалу времени.
Показатели состояния
![]() (п. 46);
(п. 46);
 (п.
47),
(п.
47),
где ![]() - число i-тых
первичных частей, например, рабочих, труд которых механизирован или
автоматизирован;
- число i-тых
первичных частей, например, рабочих, труд которых механизирован или
автоматизирован;
åNi - общее число i-тых первичных частей, например, рабочих, участвующих в выполнении исследуемых технологических процессов.
![]() (п. 48);
(п. 48);
![]() (п. 49);
(п. 49);
![]() (п. 50).
(п. 50).
После проведения механизации (автоматизации) технологической операция хронограмма отражает новую структуру штучного времени, как это представлено на следующем рисунке (у штучного времени и составляющих его частей появляется индекс 2).
Хронограмма второго состояния
Все показатели состояния механизации (автоматизации) после проведения усовершенствования вычисляют по формулам, рассмотренным для первоначального состояния, с заменой величин с индексом «1» на величины с индексом «2».
Показатели изменения состояния:
![]() (п. 51);
(п. 51);
![]() (п.
52);
(п.
52);
![]() (п. 53);
(п. 53);
![]() (п. 54);
(п. 54);
![]() (п. 55);
(п. 55);
![]() (п. 56);
(п. 56);
![]() (п. 57);
(п. 57);
![]() (п. 58),
(п. 58),
где Wр и Wм(А) - полезные мощности (кВт), развиваемые человеком и машиной.
Кроме дополнительных показателей, установленных настоящим стандартом, при анализе качества механизации или автоматизации могут применяться следующие дополнительные показатели:
|
уровень неперекрытого ручного времени |
|
|
уровень машинно-ручного времени |
|
|
коэффициент перекрытия машинного времени |
|
|
коэффициент изменения временного уровня механизации (автоматизации) средств технологического оснащения |
|
|
коэффициент изменения неперекрытого ручного времени |
|
|
коэффициент изменения полного машинного времени |
|