МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СМАЗКА ВНИИ НП-260 Технические условия Grease ВНИИ НП-260. Specifications |
ГОСТ
|
Дата введения 01.01.89
Настоящий стандарт распространяется на пластичную смазку ВНИИ НП-260, предназначенную для применения в скоростных шарикоподшипниках, работающих при температурах от минус 50 до плюс 180 °С.
Температурный интервал применения уточняется в зависимости от типа изделия и его мощности.
Обозначение смазки по ГОСТ 23258 - ПкНа 5/18-1.
Обязательные требования к качеству продукции изложены в пп. 1.2.1, 2.3, разд. 4 и 5.
(Измененная редакция, Изм. № 1).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Смазка ВНИИ НП-260 должна изготовляться в соответствии с требованиями настоящего стандарта по технологии и рецептуре, применявшихся при изготовлении опытных образцов смазки, прошедших испытания с положительными результатами и допущенных к применению в установленном порядке.
1.2. Характеристики
|
Наименование показателя |
Значение |
Метод испытания |
|
1. Внешний вид |
Однородная мягкая мазь от светло- до темно-коричневого цвета |
По п. 3.2 |
|
2. Температура каплепадения, °С, не ниже |
200 |
|
|
3. Эффективная вязкость, определяемая на ротационном вискозиметре ПВР-1, Па · с: |
По приложению |
|
|
при 50 °С и среднем градиенте скорости деформации 1000 с-1 |
0,5 - 0,75 |
|
|
при 0 °С и среднем градиенте скорости деформации 100 с-1, не более |
25 |
|
|
4. (Исключен, Изм. № 1). |
||
|
5. Эффективная вязкость, определяемая на капиллярном вискозиметре, Па · с: |
По ГОСТ 7163-84 |
|
|
при 50 °С и среднем градиенте скорости деформации 1000 с-1 |
0,4 - 2,0 |
|
|
при 0 °С и среднем градиенте скорости деформации 100 с-1, не более |
100 |
|
|
6. Давление насыщенных паров смазки при 180 °С Па (мм рт.ст.), не выше |
66,7 (0,5) |
По ГОСТ 15823 с дополнением по п. 3.4 настоящего стандарта |
|
7. Предел прочности на сдвиг при 50 °С, Па |
50 - 180 |
По ГОСТ 7143 метод Б |
|
8. Пенетрация при 25 °С с перемешиванием, 0,1 мм |
320 - 360 |
|
|
9. Коллоидная стабильность при нагрузке 3 Н, % выделенного масла, не более |
8,0 |
По ГОСТ 7142 |
|
10. Коррозионное воздействие на металлы при 100 °С в течение 24 ч |
Выдерживает |
По ГОСТ 9.080 с дополнением по п. 3.6 настоящего стандарта |
|
11. Механические примеси диаметром частиц более 0,028 мм |
Отсутствие |
|
|
12. Массовая доля свободной щелочи в пересчете на NaOH, %, не более |
0,06 |
|
|
13. Содержание воды |
Отсутствие |
По ГОСТ 2477 |
|
14. Долговечность в изделиях типа ИАВ, 5 циклов (1000 ч) или в изделиях типа КИ 90, 400 ч |
Выдерживает |
По п. 3.9 |
Примечания:
1. Показатели по пп. 3 и 8 таблицы нормируются для смазки в шприцах.
2. Показатель по п. 5 таблицы нормируется для смазки, расфасованной в банки; для смазки, расфасованной в шприцы, не нормировался до 01.01.99 и определялся обязательно для накопления данных.
3. Абразивные и металлические частицы в числе механических примесей не допускаются. Отсутствие обеспечивается технологией изготовления смазки.
4. Показатель по п. 14 таблицы для смазок, предназначенных предприятиям, выпускающим изделия типа ИАВ или КИ, определяет потребитель.
(Измененная редакция, Изм. № 1).
1.2.2. Требования безопасности
1.2.2.1. По степени воздействия на организм смазка ВНИИ НП-260 относится к малоопасным продуктам, 4-му классу опасности по ГОСТ 12.1.007.
1.2.2.2. Предельно допустимая концентрация нефтяного масла, входящего в состав смазки, в воздухе производственного помещения составляет 300 мг/м3. Содержание паров масла в воздушной среде определяется прибором УГ-2.
1.2.2.3. Смазка горюча. Температура вспышки жидкой основы смазки не ниже 250 °С.
При загорании смазки применимы следующие средства пожаротушения: мелкораспыленная вода, пена, при объемном тушении: углекислый газ, состав СЖБ, состав 3,5 и перегретый пар.
1.2.2.4. При работе со смазкой следует применять индивидуальные средства защиты в соответствии с типовыми отраслевыми нормами, утвержденными в установленном порядке.
1.3. Упаковка, маркировка - по ГОСТ 1510 со следующими дополнениями:
1) смазку расфасовывают в шприцы из стекла вместимостью от 50 до 200 г или по согласованию с потребителем в стеклянные банки вместимостью до 1 кг.
На носик каждого шприца надевают полиэтиленовый наконечник, предварительно промытый спиртом и высушенный. Затем шприц со смазкой упаковывают в безворсную бумагу (кальку) и укладывают в деревянный, пластмассовый или металлический пенал;
2) на шприцы, стеклянные банки и пеналы наклеивают бумажную этикету, содержащую наименование предприятия-изготовителя, наименование смазки, обозначение стандарта, массу нетто, тип изделий, на которых проводилось испытание на долговечность, номер партии и дату изготовления.
2. ПРИЕМКА
2.1. Смазку принимают партиями. Партией считают количество смазки одной варки массой не более 8 кг, изготовленной в ходе непрерывного технологического цикла, однородной по показателям качества и компонентному составу, сопровождаемой одним документом о качестве.
2.2. Допускается в партии смешение двух варок смазки, изготовленных из одних и тех же партий сырья.
Каждая варка смазки должна быть испытана по показателям: коллоидная стабильность, предел прочности и вязкость на соответствие требованиям п. 1.2.1.
2.3. Объем выборки - по ГОСТ 2517.
2.4. При получении неудовлетворительных результатов испытаний хотя бы по одному показателю проводят повторные испытания новой пробы из той же выборки.
Результаты повторных испытаний распространяются на всю партию.
2.5. Анализ смазки на соответствие требованиям настоящего стандарта, за исключением анализа по п. 11 таблицы, проводят до ее фасования. По требованию представителя заказчика анализ смазки проводят после ее фасования.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Пробы смазки отбирают по ГОСТ 2517-85, при этом объединенную пробу отбирают в процессе фильтрации. Для определения механических примесей смазку выдавливают из шприца, отбрасывая первую порцию.
При фасовании смазки в банки пробу отбирают лопаткой, погружаемой до дна емкости, затем смазку счищают с лопатки шпателем.
Пробы отбирают не менее чем из трех мест в каждой емкости. Для объединенной пробы берут смазку массой 1,5 кг.
Часть объединенной пробы, предназначенной для испытаний в случае возникновения разногласий по качеству смазки, должна храниться не менее пяти лет в количестве 100 - 150 г в шприце (при фасовании в шприцы) и 600 - 650 г в банке.
3.2. Для определения внешнего вида смазку наносят шпателем на пластину размером 50×70×2 мм из стекла по ГОСТ 111 с помощью шаблона с внутренними размерами 35×35 мм, толщиной 2 мм и просматривают невооруженным глазом в проходящем свете.
3.4. Давление насыщенных паров по ГОСТ 15823 определяют без построения графика и снятия промежуточных показателей через каждые 5 мин при нагреве до 180 °С. Откачку образца проводят при температуре (90 ± 5) °С в течение 15 - 20 мин.
Расхождения между результатами отдельных определений не должны превышать 3 % от среднего арифметического результатов всех сравниваемых определений. Если расхождения превышают допускаемые, за результат испытания принимают среднее арифметическое результатов 10 определений, расхождения между которыми не превышают 6 % среднего арифметического значения.
3.6. Испытание на коррозию проводят на пластинках из меди марок М1к или М2 по ГОСТ 859. Обеспечивание и появление цветов побежалости браковочным признаком не служит. При этом используют стеклянные или фарфоровые стаканы с внутренним диаметром 60 - 70 мм, высотой не менее 70 мм. Пластинки погружают в смазку без подвешивания их на крючки.
3.7. При определении механических примесей из десяти точечных проб составляют одну среднюю пробу, на которой проводится 10 определений. Допускается использовать микроскоп не менее 56-кратного увеличения, этиловый спирт по ГОСТ 18300, ГОСТ 17299. Вкрапления коричневого оттенка в смазке при подсчете частиц не учитываются.
При определении механических примесей допускается наличие пузырьков воздуха в пробе.
Частицы по каждому типоразмеру не подсчитывают.
3.8. При определении свободной щелочи по ГОСТ 6707 навеску смазки растворяют в смеси, состоящей из 50 см3 бензина и 20 см3 насыщенного раствора хлористого натрия по ГОСТ 4233.
Испытания должны быть закончены не более чем через 5 мес после получения потребителем смазки.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование и хранение - по ГОСТ 1510.
Смазка должна храниться в таре изготовителя.
В транспортную тару ярлык не вкладывают.
4.2. Не допускается хранить смазку в одном помещении с кислотами, щелочами и другими химикатами.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие качества смазки требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
5.2. Гарантийный срок хранения смазки - 2 года 6 мес со дня изготовления.
ПРИЛОЖЕНИЕ
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ВЯЗКОСТИ НА РОТАЦИОННОМ ВИСКОЗИМЕТРЕ ПВР-1
1. Аппаратура, материалы и реактивы
Ротационный вискозиметр ПВР-1 (чертеж). С помощью синхронного двигателя с редуктором сердечнику может быть сообщена одна из стабильно поддерживаемых в течение опыта частот вращения: 4,8; 24; 120; 600 и 1500 мин-1. Измерительный лимб имеет в верхней части барабан для наматывания нитки, а в нижней - зубчатое колесо, которое, при необходимости, можно вводить в зацепление с зубчатым колесом корпуса и торсиона, закрепленного одним концом в измерительном лимбе, а другим - в станине прибора.
Комплект торсионов измеряет напряжение сдвига от 1,96 · 107 до 4,9 · 104 Па. Каждый торсион должен быть снабжен паспортом с указанием модуля и максимального угла закручивания.
Термостат, обеспечивающий температуру от минус 60 до плюс 100 °С с погрешностью не более 1 °С.
Термометры стеклянные по ГОСТ 400, ГОСТ 28498 или ГОСТ 112.
Масло приборное (МВП) по ГОСТ 1805.
Растворители: нефрасы С2-80/120 и С3-80/120 по ГОСТ НТД, нефрас С50/170 по ГОСТ 8505.
Спирт этиловый ректификованный технический по ГОСТ 18300 или спирт этиловый технический по ГОСТ 17299.
Двуокись углерода твердая (сухой лед) по ГОСТ 12162.
Сетка проволочная № 016-02 по ГОСТ 6613 или капроновая ткань для сит.
Бумага фильтровальная лабораторная по ГОСТ 12026.
Шпатель.
Вата гигроскопическая по ГОСТ 5556.
2. Подготовка к испытанию
2.1. Пробу, отобранную по ГОСТ 2517, тщательно перемешивают шпателем; пробу, изъятую из изделий, фильтруют продавливанием или протиранием шпателем через проволочную или капроновую сетку.
2.2. Прибор готовят к испытанию: корпус, сердечник, заправочный цилиндр и заглушки прибора тщательно промывают растворителем и высушивают; каждый из подшипников и его наружные обоймы слегка смазывают маслом МВП; сердечник вставляют в корпус и закрепляют сверху гайкой. Во избежание люфта и чрезмерной затяжки подшипников на корпусе и гайке наносят метку (риску).
2.3. Заправочный цилиндр заполняют испытуемой смазкой. Необходимо следить, чтобы в смазке не оставались воздушные карманы.
2.4. Заполненный смазкой заправочный цилиндр ввинчивают в основание корпуса и затягивают гаечным ключом. На свободный конец заправочного цилиндра навинчивают колпачок; прибор укрепляют верхним хвостовиком сердечника в патроне редуктора.
Устанавливают минимальную частоту вращения, при которой предполагается проводить испытания. Включают мотор, левой рукой придерживают корпус, а правой поворачивают колпачок заправочного пресса для подачи смазки в зазор вискозиметра. Смазку подают до появления ее в нижней части смотрового окна. После заполнения прибора испытуемой смазкой смотровые окна закрывают заглушками.
2.5. Прибор помещают на 15 мин в термостат, в котором установлена необходимая для испытания температура. При этом заглушки должны быть погружены в термостатирующую жидкость не менее чем на 10 мм.
2.6. Закрепляют прибор неподвижно. Включают двигатель и с частотой вращения 600 мин-1 проводят разрушение смазки в течение 10 мин.
Схема ротационного вискозиметра ПВР-1
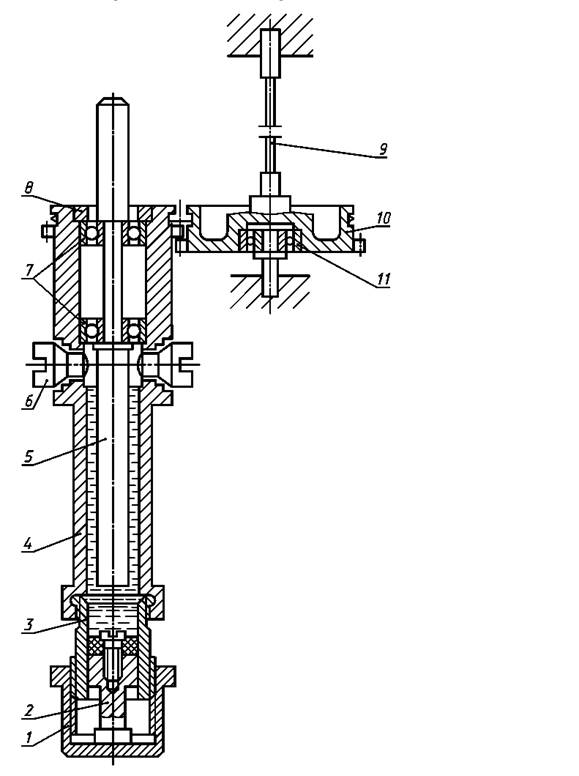
1 - колпачок; 2 - поршень; 3 - цилиндр
заправочный; 4 - корпус;
5 - сердечник; 6 - заглушки; 7,
11 - подшипники прецизионные;
8 - гайка; 9 - торсион; 10 - лимб измерительный
2.7. Торсион нужного диаметра закрепляют одним концом на лимбе, а другим - на штативе прибора; корпус прибора соединяют с измерительным лимбом ниткой. При применении торсиона диаметром 0,9 мм и более вводят в зацепление зубчатое колесо. Стрелку, фиксирующую показания лимба, устанавливают на ноль.
3. Проведение испытания
3.1. Включают двигатель и приводят во вращение сердечник. Движение сердечника передается через слой испытуемой смазки корпусу, который соединен с лимбом ниткой или зубчатым колесом и приводит к закручиванию торсиона. Угол поворота лимба (угол закручивания торсиона) определяют по стрелке. Если этот угол меньше 15 делений шкалы лимба для торсионов диаметром 0,6 мм и менее 5 делений шкалы лимба для торсионов диаметром более 0,6 мм, торсион заменяют не менее жесткий, а если угол поворота лимба достигает максимально допустимого угла закручивания для данного торсиона, последний заменяют более жестким.
После того, как угол закручивания будет постоянным в течение 30 с, снимают показания по лимбу при скоростях вращения 4,8; 24; 120; 600 мин-1 и заданной температуре.
3.2. Результаты испытаний заносят в таблицу:
|
Модуль торсиона G, Па/деление шкалы лимба |
Частота вращения сердечника n, мин-1 |
Градиент скорости деформации Д, с-1 |
Угол закручивания торсиона φ, деления шкалы лимба |
Напряжение τоб, Па |
Напряжение сдвига при холостом ходе τхол, Па |
Напряжение сдвига испытуемой смазки τисп, Па |
Эффективная вязкость испытуемой смазки η, Па · с |
|
4,8 |
|||||||
|
24 |
|||||||
|
120 |
|||||||
|
600 |
4. Обработка результатов
4.1. Градиент скорости деформации (Д) с-1, вычисляют по формуле
![]()
где p - 3,14;
dc - диаметр рабочей части сердечника, см;
dк - диаметр корпуса, см;
n - частота вращения, мин-1;
4.2. Общее напряжение сдвига (τоб), Па, вычисляют по формуле
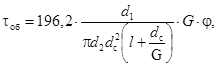
где d1 - диаметр барабана корпуса на приборе, см;
d2 - диаметр барабана лимба, см;
dc - диаметр рабочей части сердечника, см;
l - длина рабочей части сердечника, см;
G - модуль торсиона, Па/деление шкалы лимба;
φ - угол закручивания торсиона в делениях шкалы лимба;
p - 3,14.
4.3. Напряжение сдвига испытуемой смазки (τисп), Па, вычисляют по формуле
τисп = τоб - τхол,
где τоб - общее напряжение сдвига, Па;
τхол - напряжение сдвига, определяемое по п. 3 без испытуемой смазки, Па.
4.4. Эффективную вязкость испытуемой смазки (η), Па · с, вычисляют по формуле
![]()
где τисп - напряжение сдвига испытуемой смазки, Па;
Д - градиент скорости деформации, с-1.
4.5. Вязкость при заданных градиентах скорости деформации (100 с-1 и 1000 с-1) определяют из экспериментальной кривой зависимости вязкости от градиента скорости деформации (45 - 1200 с-1 при 50 °С и 9 - 250 с-1 при 0 °С), построенной не менее чем по трем точкам в координатах логарифм вязкости - логарифм градиента скорости деформации.
На полученной кривой отсчитывают логарифм вязкости, соответствующий логарифму заданного градиента скорости деформации.
По найденному логарифму находят вязкость.
4.6. За результат испытания принимают среднее арифметическое результатов двух параллельных определений, расхождение между которыми не превышает 5 %.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.09.87 № 3804
Изменение № 1 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6 от 21.10.94)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 19832-74
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
» |
|||
|
» |
|||
|
2.3; 3.1, приложение |
|||
|
» |
|||
5. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменением № 1, утвержденным в октябре 1994 г. (ИУС 7-95)
СОДЕРЖАНИЕ
|
4. Транспортирование и хранение. 4 Приложение. Метод определения эффективности вязкости на ротационном вискозиметре ПВР-1. 4 |