
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШПИНДЕЛИ СО ВСТРОЕННЫМ ПРИВОДОМ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 14177-88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШПИНДЕЛИ СО ВСТРОЕННЫМ ПРИВОДОМ Общие технические условия Spindles with built-in drive. General specifications |
ГОСТ |
Дата введения 01.01.90
Настоящий стандарт распространяется на шпиндели со встроенным электро- или пневмоприводом классов точности В, А и С, предназначенные для комплектации шлифовальных станков, а также сверлильных, фрезерных и других станков (кроме пп. 2.4.11, 2.5, 2.7.2, 2.7.4.1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Шпиндели должны изготовляться:
1) с электроприводом, питаемым током нерегулируемой частоты, с синхронной частотой вращения: 1500; 3000; 6000; 9000; 12000; 18000; 24000; 30000; 36000; 48000; 60000; 72000; 96000; 120000; 144000; 240000 мин-1.
Примечание. По требованию потребителя шпиндели могут изготовляться с другой частотой вращения;
2) с электроприводом, питаемым током регулируемой частоты, а также с пневмоприводом, частоты вращения которых изменяются в заданном диапазоне до 300000 мин-1 включительно.
1.2. Номинальная мощность на валу должна составлять от 0,01 до 55 кВт.
1.3. Корпус шпинделя должен иметь цилиндрическую форму с наружным посадочным диаметром от 20 до 400 мм. Допускается по требованию потребителя изготовлять корпус другой формы.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шпиндели должны изготовляться в соответствии с требованиями настоящего стандарта и технических условий на конкретные типы (модели) шпинделей (далее - технических условий на шпиндели) по рабочим чертежам, утвержденным в установленном порядке.
2.2. Направление вращения вала - против часовой стрелки при взгляде со стороны крепления инструмента. По требованию потребителя допускается изготовление шпинделей с противоположным направлением вращения.
2.3. Шпиндели должны изготовляться со штепсельным разъемом или с клеммным щитком. По требованию потребителя шпиндели могут изготовляться со свободным выводным концом.
2.4. Требования безопасности
2.4.1. Степень защиты шпинделя по ГОСТ 17494 назначается по согласованию с потребителем и указывается в технических условиях. Если в нижней части корпуса шпинделя выполнены отверстия (для удаления конденсирующейся жидкости) большего размера, чем регламентировано данной степенью защиты, эти отверстия при проверке степени защиты должны быть закрыты.
2.4.2. Направление вращения вала должно быть указано хорошо видимой стрелкой.
2.4.3. Шпиндели массой более 25 кг должны иметь резьбовые отверстия под рым-болты для подъема и транспортирования.
2.4.4. В шпинделях с электроприводом изоляция должна иметь нагревостойкость не ниже класса Е по ГОСТ 8865.
При прокладке в одном канале проводов для различных напряжений все провода должны иметь изоляцию по наибольшему напряжению. Это требование распространяется также на многожильные кабели, жилы которых находятся под различным напряжением.
2.4.5. Штепсельные разъемы должны быть таких типов, которые исключают возможность случайного соприкосновения с находящимися под напряжением частями, даже во время вставки и удаления вилки.
Штепсельные разъемы должны иметь механические устройства, исключающие самопроизвольное рассоединение их контактов (штырей с гнездами) и иметь контакт для подсоединения заземляющего провода.
Штепсельные гнезда должны присоединяться со стороны источника питания.
2.4.6. Для соединения с заземляющим проводом корпус шпинделя с электроприводом должен быть оснащен устройством заземления, расположенным внутри или снаружи оболочки вблизи от места ввода питающих проводов и имеющим заземляющие винты или присоединительные зажимы с нанесенным на их поверхности антикоррозийным токопроводящим покрытием.
Для предотвращения ослабления соединения между заземляющими частями должны быть предусмотрены пружинные шайбы или другие устройства. Использование для заземления винтов, шпилек, гаек, примененных для соединения деталей, допускается в исключительных случаях (при отсутствии возможности применения заземляющего зажима).
2.4.7. В качестве шумовой характеристики шпинделей для металлорежущих станков принимают уровень звука по ГОСТ 23941.
Шумовая характеристика шпинделя должна соответствовать указанной в табл. 1.
Таблица 1
|
Номинальная мощность, кВт |
Уровень звука LА, дБА, не более, при наибольшей частоте вращения шпинделя, мин-1 |
||
|
До 36000 |
Св. 36000 |
||
|
Электропривод без воздушного охлаждения |
До 1,5 Св. 1,5 до 4 » 4 » 55 |
71 73 75 |
74 76 78 |
|
Электропривод с воздушным охлаждением или пневмопривод |
До 55 |
77 |
80 |
Примечание. Для пересчета уровня звука (LА) в корректированный уровень звуковой мощности (LРА) к значению LА необходимо прибавить 8 дБА.
2.4.8. Шумовая характеристика шпинделей для деревообрабатывающих станков устанавливается в технических условиях на шпиндели.
2.4.9. Вибрационную скорость шпинделей измеряют на холостом ходу. Для шпинделей, частота вращения которых изменяется, вибрационную скорость измеряют при наибольшей частоте вращения.
2.4.10. Для шпинделей, со встроенным механизмом крепления инструмента, вибрационная скорость устанавливается в технических условиях.
2.4.11. Вибрационная скорость шлифовального шпинделя (без встроенного механизма крепления инструмента) не должна превышать указанной в табл. 2.
В технических условиях указывают средние квадратические номинальные значения вибрационной скорости с предельным отклонением + 20 %.
2.4.12. Нормы вибрационной скорости шпинделей для других станков (сверлильных, фрезерных и т.д.) при необходимости устанавливаются в технических условиях на шпиндели.
Таблица 2
|
Произведение массы ротора (в сборе с валом) на частоту вращения, кг×мин-1 |
Средние квадратические значения вибрационной скорости, мм/с, не более, для шпинделей классов точности |
||
|
В |
А |
С |
|
|
До 10000 |
1,12 |
0,71 |
0,45 |
|
Св. 10000 » 75000 |
1,8 |
1,12 |
0,71 |
|
» 75000 |
2,8 |
1,8 |
1,12 |
2.5. Установившаяся избыточная температура корпуса шлифовального шпинделя при номинальной частоте вращения не должна превышать 45 °С. По требованию потребителя шпиндели с электроприводом должны снабжаться устройством встроенной температурной защиты.
2.6. Требования к надежности
В технических условиях должны устанавливаться нормы на следующие показатели надежности:
установленная безотказная наработка по табл. 8;
установленный срок службы до первого капитального ремонта при односменной работе должен быть 2 - 4 года в зависимости от типа шпинделя.
Критерии предельного состояния должны устанавливаться в технических условиях.
2.7. Требования к точности
2.7.1. Общие требования к испытанию шпинделей на точность - по ГОСТ 8.
2.7.2. Допускаемые отклонения по точности шпинделей для шлифовальных станков должны соответствовать значениям, указанным в пп. 2.7.2.1 - 2.7.2.3 и 2.7.4.1.
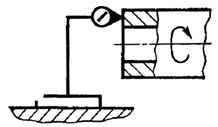
2.7.2.1. Осевое биение шпинделя (вала) (черт. 1, табл. 3).

Таблица 3
|
Допуск, мкм, для шпинделей классов точности |
|||
|
В |
А |
С |
|
|
До 36000 |
2,5 |
2,0; 1,0* |
1,5; 1,0* |
|
Св. 36000 |
2,0 |
1,5; 1,0* |
1,0; 1,0* |
* Звездочкой отмечены допуски для шпинделей с газовыми опорами.
2.7.2.2. Торцовое биение шпинделя (вала) (черт. 2, табл. 4).
Таблица 4
|
Допуск, мкм, для шпинделей классов точности |
|||
|
В |
А |
С |
|
|
До 36000 |
3,0 |
2,5; 1,5* |
2,0; 1,5* |
|
Св. 36000 |
2,5 |
2,0; 1,5* |
1,5; 1,5* |
* Звездочкой отмечены допуски для шпинделей с газовыми опорами.
Примечание. Проверка не распространяется на шпиндели, торец вала которых не является базовой поверхностью.
2.7.2.3. Радиальное биение наружной или внутренней базовой поверхности шпинделя (вала) (черт. 3, табл. 5).

Таблица 5
|
Допуск, мкм, для шпинделей классов точности |
|||
|
В |
А |
С |
|
|
До 36000 |
4 |
2,5 |
2 |
|
Св. 36000 |
3 |
2 |
1,5 |
2.7.3. Допускаемые отклонения по точности шпинделей для сверлильных, фрезерных и других станков устанавливаются в технических условиях на шпиндели.
2.7.4. Проверка точности обработки образца-изделия должна производиться на станке, соответствующем по классу точности испытываемому шпинделю.
2.7.4.1. Для шпинделей шлифовальных станков диаметр отверстия образца-изделия do = (1 - 1,2) dK, где dK - наибольший диаметр шлифовального круга, указанный в технических условиях на шпиндель.
Длина отверстия образца-изделия lо = 2 dо.
Твердость поверхности отверстия (61 ± 5) HRCэ.
Примечание. По согласованию с потребителем длина lо может быть уменьшена.
Параметр Ra по ГОСТ 2789 шероховатости поверхности шлифуемого отверстия образца-изделия, мкм, не более, для шпинделей классов точности:
В 0,32
А, С 0,08
Параметр Ra измеряют при помощи универсальных измерительных средств для контроля шероховатости.
2.7.4.2. Параметры обрабатываемой поверхности образца-изделия для сверлильных, фрезерных и других станков устанавливаются в технических условиях на шпиндели.
2.8. Комплектность
2.8.1. Комплектность устанавливается в технических условиях на шпиндели.
К шпинделям прилагается эксплуатационная документация по ГОСТ 2.601 и ГОСТ 26583.
2.8.2. Шпиндели, предназначенные для экспорта, комплектуют товаросопроводительной документацией по ГОСТ 6.37.
2.9. Маркировка шпинделей
2.9.1. Шпиндель должен иметь следующую маркировку:
товарный знак предприятия-изготовителя;
условное обозначение шпинделя;
номер шпинделя по системе нумерации предприятия-изготовителя;
год изготовления;
частота вращения, мин-1 (об/мин);
номинальная мощность, кВт;
государственный Знак качества, если он присвоен выпускаемому шпинделю.
Дополнительно указывают:
для шпинделей с электроприводом -
частоту тока, Гц;
номинальное напряжение, В;
для шпинделей с пневмоприводом -
давление подводимого воздуха, МПа;
номинальный расход воздуха, м3/ч.
2.9.2. Для шпинделей, где указание всех данных невозможно, допускается сокращенная маркировка.
При этом обязательно указывают:
товарный знак предприятия-изготовителя;
условное обозначение шпинделя;
номер шпинделя по системе нумерации предприятия-изготовителя;
год изготовления;
государственный Знак качества, если он присвоен выпускаемому шпинделю.
2.9.3. Для шпинделей, поставляемых на экспорт, год изготовления и государственный Знак качества не указывают.
2.9.4. Транспортная маркировка - по ГОСТ 14192.
Манипуляционные знаки указываются в нормативно-технической и в конструкторской документации на шпиндели.
2.10. Упаковка шпинделей
2.10.1. Категория упаковки КУ-3 по ГОСТ 23170.
2.10.2. Консервация - по группе II-1 согласно ГОСТ 9.014:
варианты временной защиты ВЗ-1, ВЗ-10;
варианты внутренней упаковки ВУ-5, ВУ-0.
Гарантийный срок защиты без переконсервации 2 года.
2.10.3. В качестве транспортной тары должны использоваться плотные дощатые ящики по ГОСТ 2991, ящики из листовых древесных материалов по ГОСТ 5959, ящики из гофрированного картона по ГОСТ 9142. Тип и конструкция тары должны устанавливаться в нормативно-технической и в конструкторской документации на шпиндели.
2.10.3.1. Размеры тары должны устанавливаться исходя из габаритов и массы шпинделя, а также с учетом требований ГОСТ 21140.
Конструкция тары должна исключать смещение шпинделя.
2.10.3.2. При перевозке железнодорожным транспортом упакованные шпиндели должны быть сформированы в пакеты на плоских поддонах согласно ГОСТ 21929, ГОСТ 24597 и ГОСТ 26663. Способы и средства пакетирования должны устанавливаться в нормативно-технической документации на шпиндели.
При перевозке мелкими отправками упаковка в ящики из гофрированного картона по ГОСТ 9142 не допускается.
2.10.3.3. При поставках на Крайний Север и в труднодоступные районы, а также при смешанном сообщении с использованием морских перевозок, упаковка должна соответствовать требованиям ГОСТ 15846. Конкретные требования к упаковке должны устанавливаться в нормативно-технической документации на шпиндели.
2.10.3.4. При поставках шпинделей на экспорт дополнительные требования к упаковке должны соответствовать ГОСТ 24634.
3. ПРИЕМКА
3.1. Предприятие-изготовитель должно проводить приемочные, квалификационные, приемо-сдаточные, периодические и типовые испытания шпинделей. Необходимость изготовления установочной серии и проведения квалификационных испытаний определяется при приемочных испытаниях.
3.2. Приемо-сдаточным испытаниям подвергают каждый шпиндель по программе, указанной в табл. 6.
Таблица 6
|
Шпиндели с электроприводом (с пневмоприводом) |
Методы испытаний |
|
|
1. Внешний вид |
+ (+) |
п. 4.1 |
|
2. Радиальное биение |
+ (+) |
ГОСТ 22267, разд. 15, метод 1 |
|
3. Осевое биение |
+ (+) |
ГОСТ 22267, разд. 17, метод 1 |
|
4. Сопротивление изоляции обмоток относительно корпуса шпинделя |
+ (-) |
|
|
5. Сопротивление обмоток постоянному току в практически холодном состоянии |
+ (-) |
То же |
|
6. Электрическая прочность междувитковой изоляции обмоток |
+ (-) |
» |
|
7. Электрическая прочность изоляции обмоток относительно корпуса |
+ (-) |
» |
|
8. Ток и потери холостого хода |
+ (-) |
|
|
9. Ток и потери короткого замыкания |
+ (-) |
То же |
|
10. Среднее квадратическое значение виброскорости на холостом ходу |
+ (+) |
п. 4.5 |
|
11. Торцовое биение |
+ (+) |
ГОСТ 22267, разд. 18, метод 1 |
|
12. Температура корпуса шпинделя |
+ (-) |
п. 4.4 |
|
13. Диапазон частоты вращения |
- (+) |
п. 4.8 |
Примечания:
1. Значения параметров по пп. 5, 8, 9 устанавливают в технических условиях на шпиндели при необходимости.
2. Пункт 9 проверяется выборочно. Количество шпинделей, подвергаемых испытанию по п. 9 устанавливают в технических условиях.
3. Знак «+» означает проверка проводится; знак «-» - проверка не проводится.
3.3. Приемочным испытаниям подвергают опытный образец шпинделя по программе, указанной в табл. 6 и 7. Количество проверяемых шпинделей устанавливают в технических условиях на шпиндели.
Таблица 7
|
Виды испытаний |
Методы испытаний |
||
|
приемочные |
периодические |
||
|
Шпиндели с электроприводом (с пневмоприводом) |
Шпиндели с электроприводом (с пневмоприводом) |
||
|
1. Габаритные и присоединительные размеры и масса |
+ (+) |
- (-) |
|
|
2. Степень защиты |
+ (+) |
- (-) |
|
|
3. Уровень звука |
+ (+) |
+ (+) |
п. 4.3 |
|
4. Ток, коэффициент мощности и КПД при номинальной мощности |
+ (-) |
+ (-) |
п. 4.6 |
|
5. Скольжение при номинальной мощности |
+ (+) |
+ (+) |
|
Примечание. Знак «+» означает проверка проводится; знак «-» - проверка не проводится.
При испытаниях дополнительно проверяют соответствие п. 2.7.4.
3.4. Квалификационные испытания шпинделей проводят после изготовления установочной серии по программе периодических испытаний. Количество проверяемых шпинделей устанавливают в технических условиях.
3.5. Периодические испытания шпинделей проводят по программе, указанной в табл. 7. Количество проверяемых шпинделей и сроки проверки устанавливают в технических условиях.
3.6. Типовые испытания проводят при изменении конструкции, материалов или технологии, если эти изменения могут оказать влияние на эксплуатационную характеристику шпинделя, проверяя параметры из программы приемочных испытаний, которые могут при этом изменяться. Испытания проводят не менее чем на двух шпинделях каждого типоразмера.
3.7. Проверку показателей надежности шпинделей проводят в количестве и в сроки, устанавливаемые в технических условиях.
3.8. Порядок и условия забракования шпинделей и возобновления приемки указывают в технических условиях в соответствии с ГОСТ 26964.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид шпинделей проверяют визуально на соответствие конструкторской документации.
4.2. Габаритные и установочные размеры проверяют мерительным инструментом или калибрами.
Направление вращения вала определяют визуально при включении или отключении шпинделя.
4.3. Шумовую характеристику шпинделя определяют по ГОСТ 12.1.028 на полусферической измерительной поверхности радиусом 1 м. Предварительно обкатанный шпиндель устанавливают в рабочем положении таким образом, чтобы центр проекции основания огибающего шпиндель параллелепипеда, совпадал с центром измерительной полусферы с точностью не менее 10 мм.
Шумовую характеристику в соответствии с ГОСТ 23941 определяют в установившемся режиме без нагрузки (на холостом ходу) при номинальных значениях напряжения и частоты питающего тока шпинделя с электроприводом или номинальном давлении сжатого воздуха на входе в шпиндель с пневмоприводом.
4.4. Температуру корпуса шпинделя с электроприводом проверяют в установившемся режиме без нагрузки (на холостом ходу) при номинальных значениях напряжения и частоты питающего тока.
4.5. Определение среднего квадратического значения виброскорости - по ГОСТ 13731 при упругой установке испытываемого шпинделя. Места крепления измерительного датчика оговаривают в технических условиях.
4.6. Для шпинделей с электроприводом коэффициент мощности и коэффициент полезного действия при номинальной мощности определяют одним из перечисленных методов:
непосредственной нагрузкой на номинальную мощность;
методом отдельных потерь (см. справочное приложение).
Допускается указанные величины определять по круговой диаграмме согласно ГОСТ 7217.
Примечание. Номинальное значение мощности должно обеспечиваться при напряжении, имеющем номинальное значение с допускаемыми отклонениями от минус 5 % до плюс 10 %.
4.7. Для шпинделей с пневмоприводом скольжение при номинальной мощности на валу определяют при помощи нагрузочного устройства.
Расчет скольжения - см. справочное приложение.
Допускается полезную мощность определять расчетом.
4.8. При проверках по п. 12 табл. 6, а также по пп. 4.6 и 4.7 частоту вращения определяют приборами, которые при измерении не нагружают шпиндель дополнительным моментом.
4.9. Массу шпинделя определяют взвешиванием на технических весах.
4.10. Испытание шпинделей на надежность проводят на специальных испытательных стендах или установках, имитирующих режимы и условия работы их в станках.
Допускается по согласованию с потребителем испытание шпинделей на надежность проводить в станках, в которых они применяются, одновременно с испытаниями самих станков на надежность или в условиях эксплуатации.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование шпинделей может осуществляться в крытых транспортных средствах всеми видами транспорта.
Крепление упакованных шпинделей в транспортных средствах и транспортирование осуществляют в соответствии с правилами, действующими на транспорте данного вида.
5.2. Категория условий транспортирования в части воздействия:
климатических факторов - 5 по ГОСТ 15150;
механических факторов - Ж по ГОСТ 23170.
5.3. Категория условий хранения - 2 по ГОСТ 15150.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Монтаж и эксплуатация шпинделей должны производиться согласно эксплуатационной документации по ГОСТ 2.601 и ГОСТ 26583.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие шпинделей требованиям настоящего стандарта при соблюдении правил транспортирования, хранения, монтажа и эксплуатации, установленных стандартом.
7.2. Срок гарантии - 12 месяцев при установленной безотказной наработке шпинделей с опорами качения согласно табл. 8.
Таблица 8
|
Установленная безотказная наработка, ч, не менее |
|
|
До 12000 |
1200 |
|
Св. 12000 » 18000 |
960 |
|
» 18000 » 24000 |
600 |
|
» 24000 » 48000 |
480 |
|
» 48000 » 72000 |
360 |
|
» 72000 » 120000 |
150 |
|
» 120000 » 240000 |
100 |
Установленная безотказная наработка шпинделей с газовыми опорами - не менее 1200 ч.
Для шпинделей, которым присвоен государственный Знак качества, срок гарантии - 18 мес.
ПРИЛОЖЕНИЕ
Справочное
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ШПИНДЕЛЕЙ ПРИ НОМИНАЛЬНОЙ МОЩНОСТИ
1. Определение параметров шпинделей с электроприводом методом отдельных потерь
1.1. Коэффициент мощности определяют по формуле
cos j = ![]() ,
,
где Р1 - потребляемая мощность, кВт;
Uном - номинальное линейное напряжение, В;
Iном.л - линейный ток при нагрузке, А.
Определяют непосредственным измерением.
1.2. Коэффициент полезного действия, %, определяют по формуле
h = 100 ,
,
где SР = Рм1 + Рмех + Рст + Рр + Рдоб;
Рм1 - потери в обмотке статора при нагрузке, кВт, равные
Рм1 = 1,5 I2ном.л Rо.л;
Рмех - механические потери по ГОСТ 7217, кВт;
Рст - потери в стали по ГОСТ 7217, кВт;
Рр - потери в роторе, кВт, равные
Рр = (P1 - Pм1 - Рст) S;
Рдоб = 0,005Р1, кВт
Rо.л - сопротивление обмотки статора между двумя линейными выводами после обкатки на холостом ходу в течение 1 ч, Ом;
S - скольжение, %.
S = 100 ;
;
пс - синхронная частота вращения, мин-1;
пн - частота вращения при нагрузке, мин-1;
1.3. Полезную мощность, кВт, определяют по формуле
Р2 = Р1 - SР.
2. Определение скольжения шпинделей с пневмоприводом
Скольжение, %, рассчитывают по формуле
S = 100 ,
,
где пн - частота вращения при нагрузке, мин-1;
пх - частота вращения на холостом ходу, мин-1.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
И. М. Шапиро, канд. техн. наук; В. Я. Черневич, канд. техн. наук; В. С. Баласаньян, канд. техн. наук; Ю. Т. Борисов, канд. техн. наук; Г. В. Подъемова; А. Н. Байков, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.11.88 № 3807
3. Срок первой проверки - 1994 г., периодичность проверки - 5 лет.
4. ВЗАМЕН ГОСТ 14177-81
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, приложения |
|
|
ГОСТ 2.601-68 |
|
|
ГОСТ 6.37-79 |
|
|
ГОСТ 9142-84 |
|
|
ГОСТ 13731-68 |
|
|
ГОСТ 21929-76 |
|
|
ГОСТ 26964-86 |
СОДЕРЖАНИЕ
|
1. Основные параметры и размеры.. 1 5. Транспортирование и хранение. 8 6. Указания по эксплуатации. 8 Приложение Определение параметров шпинделей при номинальной мощности. 9 |