ГОСГОРТЕХНАДЗОР РОССИИ
Утверждены
постановлением
Госгортехнадзора России
от 04.10.00 № 57
ПРАВИЛА
ПРОЕКТИРОВАНИЯ, ИЗГОТОВЛЕНИЯ
И ПРИЕМКИ СОСУДОВ И АППАРАТОВ
СТАЛЬНЫХ СВАРНЫХ
ПБ 03-384-00

Москва
ПИО ОБТ
2002
Ответственные составители-разработчики:
Е. А. Иванов, А. А. Шаталов, Г. М. Селезнев, Н. А. Хапонен, А. Г. Вихман, А. Н. Бочаров, В. А. Баранов, В. А. Заваров, С. И. Зусмановская, А. Л. Белинкий, Б. Ф. Корнеев, Н. М. Королев, А. К. Кузнецова, С. М. Кутепов, Ю. С. Медведев, И. И. Орехова, В. И. Рачков, А. А. Шельпяков
В Правилах проектирования, изготовления и приемки сосудов и аппаратов стальных сварных (ПБ 03-384-00) изложены требования к проектированию, изготовлению, контролю, приемке и поставке сосудов, работающих на опасных производственных объектах под давлением, при вакууме или без давления (под налив).
Настоящие Правила могут использоваться в качестве технических условий и являются техническим регламентом.
Настоящие Правила являются частью серии нормативных документов по сосудам. Планируются к разработке следующие нормативные документы, входящие в указанную серию: Правила на сосуды высокого давления, Правила на сосуды из цветных металлов и их сплавов (алюминий, медь, титан), Правила на сосуды из металлов на никелевой основе, Правила на стальные сосуды, работающие при температуре ниже -70 °С.
Правила (ПБ 03-384-00) публикуются по тексту официального нормативного документа, утвержденного Госгортехнадзором России 04.10.2000.
СОДЕРЖАНИЕ
ОБЩИЕ ПОЛОЖЕНИЯ
Настоящие Правила распространяются на стальные сварные сосуды и аппараты, работающие под давлением не более 16 МПа (160 кгс/см2), вакуумом с остаточным давлением не ниже 665 на (5 мм рт. ст.), внутренним давлением 0,07 МПа (0,7 кгс/см2) и менее (под налив) и при температуре стенки не ниже -70 °С, для опасных производственных объектов.
Настоящие Правила не распространяются на:
сосуды, работающие под вакуумом с остаточным давлением ниже 665 на (5 мм рт. ст.);
сосуды, предназначенные для транспортирования нефтяных и химических продуктов;
баллоны для сжатых, сжиженных и растворенных газов;
трубчатые печи;
резервуары (емкости) для хранения химических и нефтяных продуктов, проектируемые в соответствии со строительными нормами и специальными правилами.
Настоящие Правила устанавливают технические требования к конструкции, материалам, изготовлению (доизготовлению), методам испытаний, приемке, реконструкции, ремонту, монтажу сосудов и аппаратов. В дополнение к требованиям настоящих Правил следует руководствоваться нормами и правилами по промышленной безопасности.
Настоящие Правила могут использоваться также при сертификации сосудов и аппаратов.
1. ТРЕБОВАНИЯ К КОНСТРУКЦИИ
1.1. Общие требования
1.1.1. Конструкция сосудов и аппаратов* должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда (или специализированная организация) должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
* Далее по тексту - сосуды.
1.1.2. Расчетный срок службы сосуда устанавливается разработчиком сосуда и указывается в технической документации.
1.1.3. При проектировании сосудов должны учитываться требования к перевозке грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут транспортироваться в собранном виде, должны проектироваться из частей, соответствующих по габариту требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части должно указываться в технической документации.
1.1.4. Расчет на прочность сосудов и их элементов следует проводить в соответствии с действующей нормативно-технической документацией, согласованной с Госгортехнадзором России.
При отсутствии стандартизованного метода расчет на прочность должен выполнять разработчик сосуда и согласовывать со специализированной организацией*.
* Здесь и далее по тексту следует руководствоваться приложением 1.
1.1.5. Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение. Взамен строповых устройств допускается использовать технологические штуцера и горловины, уступы, бурты и другие конструктивные элементы сосудов. Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
1.1.6. Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
1.1.7. В зависимости от расчетного давления, температуры стенки и рабочей среды сосуды подразделяются на группы. Группа сосуда определяется по табл. 1.
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно. Сосуды, работающие под вакуумом* или без давления (под наливом), независимо от расчетного давления следует отнести к группе 5а или 5б.
* Здесь и далее следует читать как «вакуум» с остаточным давлением не ниже 665 на (5 мм рт. ст.).
1.1.8. Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
Таблица 1
Группы сосудов
|
Расчетное давление, МПа (кгс/см2) |
Температура стенки, °С |
Рабочая среда |
|
|
1 |
Более 0,07 (0,7) |
Независимо |
Взрывоопасная или пожароопасная или 1-го, 2-го классов опасности по ГОСТ 12.1.007 |
|
2 |
Более 0,07 (0,7) до 2,5 (25) |
Выше +400 |
Любая, за исключением указанной для 1-й группы сосудов |
|
Более 2,5 (25) до 5,0 (50) |
Выше +200 |
||
|
Более 5,0 (50) |
Независимо |
||
|
Более 4,0 (40) до 5,0 (50) |
Ниже -40 |
||
|
3 |
Более 0,07 (0,7) до 1,6 (16) |
Ниже -20 Выше +200 до +400 |
|
|
Более 1,6 (16) до 2,5 (25) |
До +400 |
||
|
Более 2,5 (25) до 4,0 (40) |
До +200 |
||
|
Более 4,0 (40) до 5,0 (50) |
От - 40 до +200 |
||
|
4 |
Более 0,07 (0,7) до 1,6 (16) |
От - 20 до +200 |
|
|
5а |
До 0,07 (0,7) |
Независимо |
Взрывоопасная или пожароопасная или 1, 2, 3-го классов опасности по ГОСТ 12.1.007 |
|
5б |
До 0,07 (0,7) |
То же |
Взрывобезопасная или пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
1.2. Прибавки для компенсации коррозии (эрозии)
1.2.1. Прибавка к расчетной толщине для компенсации коррозии (эрозии) должна назначаться с учетом условий эксплуатации, расчетного срока службы, скорости коррозии (эрозии).
1.2.2. Прибавка С для компенсации коррозии к толщине внутренних элементов должна быть:
2С - для несъемных нагруженных элементов, а также для внутренних крышек и трубных решеток теплообменников;
0,5С, но не менее 2 мм - для съемных нагруженных элементов;
С - для несъемных ненагруженных элементов.
Для внутренних съемных ненагруженных элементов прибавка для компенсации коррозии не учитывается.
1.2.3. При наличии на трубной решетке или плоской крышке канавок прибавка для компенсации коррозии принимается с учетом глубины этих канавок.
1.2.4. Прибавка для компенсации коррозии не учитывается при выборе металлических прокладок для фланцевых соединений, болтов, опор, теплообменных труб и перегородок, теплообменных проставок и стояков.
1.2.5. Если из-за рабочих условий нецелесообразно увеличивать толщину стенки за счет прибавки для компенсации коррозии, рекомендуется коррозионная защита: плакирование, футеровка или наплавка.
1.3. Днища, крышки, переходы
1.3.1. В сосудах применяются днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
1.3.2. Заготовки выпуклых днищ допускается изготавливать сварными из частей с расположением сварных швов согласно указанным на рис. 1.
Рис. 1. Расположение сварных швов заготовок выпуклых днищ
Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рис. 1, л количество лепестков не регламентируется.
1.3.3. Выпуклые днища допускается изготавливать из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливается штуцер, то шаровой сегмент допускается не изготавливать.
1.3.4. Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рис. 1, л, должны располагаться от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
1.3.5. Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
1.3.6. Полусферические составные днища (рис. 2) допускается применять в сосудах с толщиной обечайки не менее 40 мм при выполнении следующих условий:
нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно обеспечиваться соблюдением размеров, указанных в конструкторской документации;
смешение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5 (S - S1), где S - толщина обечайки, S1 - толщина днища;
высота h переходной части обечайки корпуса должна быть не менее 3y, где у - расстояние от края днища до края обечайки.
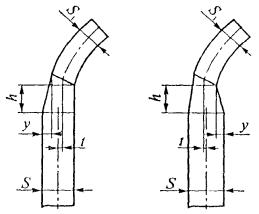
Рис. 2. Узел соединения днища с обечайкой
1.3.7. Сферические неотбортованные днища допускается применять в сосудах 5а и 5б групп, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1, 2, 3, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (рис. 3) должны:
иметь радиус сферы R не менее 0,85D и не более D (D - внутренний диаметр днища);
привариваться сварным швом со сплошным проваром.
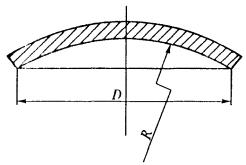
Рис. 3. Сферическое неотбортованное днище
1.3.8. Торосферические днища должны иметь:
высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
1.3.9. Основные размеры конических отбортованных днищ должны соответствовать ГОСТ 12619.
1.3.10. Основные размеры конических неотбортованных днищ, предназначенных для сосудов 5а и 5б групп, за исключением работающих под наружным давлением или вакуумом, должны соответствовать ГОСТ 12620 и ГОСТ 12621.
Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1, 2, 3, 4-й групп, если центральный угол при вершине конуса не более 45°;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяются без ограничения угла при вершине конуса.
1.3.11. Плоские днища (рис. 4), применяемые в сосудах 1, 2, 3, 4-й групп, должны изготавливаться из поковок.
При этом должны выполняться следующие условия:
расстояние от начала закругления до оси
сварного шва не менее ![]() где D - внутренний диаметр обечайки, S - толщина обечайки;
где D - внутренний диаметр обечайки, S - толщина обечайки;
радиус закругления r ≥ 2,5S (рис. 4, а);
радиус кольцевой выточки r1 ≥ 0,25S, но не менее 8 мм (рис. 4, б);
наименьшая толщина днища (рис. 4, б) в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S, где S1 - толщина днища;
зона А контролируется в направлении Z согласно требованиям п. 2.4.5.
Допускается изготовление плоского днища (рис. 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
Рис. 4. Плоские днища
1.3.12. Основные размеры плоских днищ, предназначенных для сосудов 5а и 5б групп, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
1.3.13. Длина цилиндрического борта l (l - расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (рис. 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в табл. 2. Радиус отбортовки R ≥ 2,55.
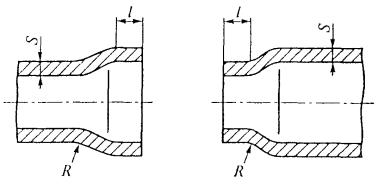
Рис. 5. Отбортованный и переходный элемент
Таблица 2
Длина цилиндрического борта
|
Толщина стенки S, мм |
Длина цилиндрического борта l, мм |
|
До 5 |
15 |
|
Более 5 до 10 |
2S + 5 |
|
Более 10 до 20 |
S + 15 |
|
Более 20 |
S/2 + 25 |
1.4. Люки, лючки, бобышки и штуцера
1.4.1. Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
1.4.2. Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, - не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325 × 400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
1.4.3. Сосуды с внутренним диаметром 800 мм и менее должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
1.4.4. Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели могут использоваться технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положении.
1.4.5. Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
1.4.6. Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев, должны быть предохранены от сдвига или ослабления.
1.5. Расположение отверстий
1.5.1. Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
1.5.2. Отверстия для люков, лючков и штуцеров в сосудах 1, 2, 3, 4-й групп должны располагаться вне сварных швов.
Расположение отверстий допускается на:
продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
швах выпуклых днищ без ограничения диаметра отверстий при условии 100 %-ной проверки сварных швов днищ радиографическим или ультразвуковым методом;
швах плоских днищ.
1.5.3. Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1, 2, 3, 4-й групп.
Данное требование не распространяется на случай, оговоренный в п. 1.3.3.
1.5.4. Отверстия для люков, лючков, штуцеров в сосудах 5а и 5б групп разрешается устанавливать на сварных швах без ограничения по диаметру.
1.6. Требования к опорам
1.6.1. Основные размеры цилиндрических и конических опор вертикальных сосудов должны соответствовать АТК 24.200.04.
Опоры из углеродистых сталей допускается применять для сосудов из коррозионностойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионностойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
1.6.2. Основные размеры лап и стоек для вертикальных сосудов должны соответствовать АТК 24.200.03, ГОСТ 26296.
1.6.3. Основные размеры опор для горизонтальных сосудов должны соответствовать ОСТ 26-2091.
Угол охвата седловой опоры должен быть не менее 120°.
1.6.4. При применении нестандартных опор, лап и стоек разработчик сосуда должен предусмотреть резьбовые отверстия под регулировочные (отжимные) винты с нагрузками, предусмотренными в стандартах на опоры, лапы и стойки.
1.6.5. При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять жесткой лишь одну седловую опору, остальные опоры - свободными. Указание об этом должно содержаться в технической документации.
1.7. Требования к внутренним и наружным устройствам
1.7.1. Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, должны быть съемными.
При использовании приварных устройств следует выполнять требования п. 1.1.1.
1.7.2. Внутренние приварные устройства необходимо конструировать так, чтобы было обеспечено удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
1.7.3. Рубашки, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
1.7.4. Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия, расположенные в самых низких местах этих сборочных единиц и элементов, для обеспечения полного слива жидкости в случае остановки сосуда.
2. ТРЕБОВАНИЯ К МАТЕРИАЛАМ
2.1. Общие требования
2.1.1. Требования к основным материалам, их пределы применения, назначение, условия применения, виды испытаний должны удовлетворять требованиям обязательных приложений 2 - 11. Требования к. сварочным материалам должны соответствовать требованиям подраздела 2.8.
2.1.2. Материалы по химическому составу и механическим свойствам должны удовлетворять требованиям государственных стандартов, технических условий и настоящих Правил.
Качество и характеристики материалов должны подтверждаться предприятием-поставщиком в соответствующих сертификатах.
Сертификаты материалов (сварочных материалов) должны храниться на предприятии - изготовителе сосудов.
2.1.3. При выборе материалов для изготовления сосудов (сборочных единиц, деталей) должны учитываться: расчетное давление, температура стенки (минимальная и максимальная), химический состав и характер среды, технологические свойства и коррозионная стойкость материалов.
Для сосудов, устанавливаемых на открытой площадке или в неотапливаемом помещении, при выборе материалов также необходимо учитывать:
абсолютную минимальную температуру наружного воздуха данного района (СНиП 2.01.01), если температура стенки сосуда, находящегося под давлением, может стать отрицательной от воздействия окружающего воздуха;
среднюю температуру воздуха наиболее холодной пятидневки данного района с обеспеченностью 0,92 (СНиП 2.01.01), если температура стенки сосуда, находящегося под давлением, положительная; при этом категория углеродистых и низколегированных сталей должна быть не ниже рекомендуемых в табл. 3.
Таблица 3
Категории сталей для сосудов в зависимости от средней температуры воздуха наиболее холодной пятидневки
|
Средняя температура воздуха наиболее холодной пятидневки, °С |
Марка стали и обозначение стандарта |
|
Не ниже -30 |
Ст3пс3, Ст3сп3, Ст3Гпс3 по ГОСТ 14637 |
|
15К-3, 16К-3, 18К-3, 20К-3 по ГОСТ 5520 |
|
|
От - 31 до - 40 |
Ст3пс4, Ст3сп4, Ст3Гпс4 по ГОСТ 14637 |
|
15К-5, 16К-5, 18К-5, 20К-5 по ГОСТ 5520 |
|
|
16ГС-3, 09Г2С-3, 10Г2С1-3 по ГОСТ 5520 |
|
|
От - 41 до - 60 |
09Г2С-8, 10Г2С1-8 по ГОСТ 5520 |
Примечания: 1. Если при проверке категории стали на соответствие требованию табл. 3 окажется, что обязательные приложения 2 - 7 и табл. 3 рекомендуют различные категории стали по ГОСТ 14637 или ГОСТ 5520, то необходимо применять сталь более высокой категории.
2. Пределы применения двухслойной стали определяются по основному слою.
3. Допускается применение сталей марок 09Г2С, 10Г2С1 по ГОСТ 5520 с испытанием на ударный изгиб при средней температуре воздуха наиболее холодной пятидневки для заданного района установки сосуда.
Допускается приварка к поверхности корпуса сосуда элементов из сталей других классов. Возможность применения таких элементов, их размеры (протяженность и толщина) согласовываются со специализированной организацией.
Для приварных и неприварных внутренних элементов толщиной не более 10 мм сосудов, работающих при температуре от -40 до +475 °С, допускается применять листовую сталь и сортовой прокат марок Ст3кп2 и Ст3пс2.
2.1.5. Материалы опорных частей сосудов, кронштейнов для крепления навесного оборудования и других деталей наружных приварных элементов должны удовлетворять требованиям табл. 3.
2.1.6. Углеродистая сталь кипящая не должна применяться:
в сосудах, предназначенных для сжиженных газов;
в сосудах, предназначенных для работы со взрыво- и пожароопасными веществами, вредными веществами 1-го и 2-го классов опасности по ГОСТ 12.1.005, ГОСТ 12.1.007 и средами, вызывающими коррозионное растрескивание (растворы едкого калия и натрия, азотнокислого калия, натрия, аммония и кальция, этаноламина, азотной кислоты, аммиачная вода, жидкий аммиак при содержании влаги менее 0,2 % и др.) или сероводородное растрескивание и расслоение.
Примечание. Внутренние устройства толщиной не более 10 мм, соприкасающиеся со взрыво- и пожароопасными средами, допускается выполнять из кипящей стали.
2.1.7. Сталь марки Ст3пс категорий 3, 4, 5 толщиной более 12 мм до 25 мм допускается применять для сосудов объемом не более 50 м3, а толщиной 12 мм и менее - наравне со сталью Ст3сп соответствующей категории.
2.1.8. Коррозионностойкие стали (лист, трубы, сварочные материалы, поковки и штампованные детали) при наличии требований в проекте должны быть проверены на стойкость против межкристаллитной коррозии по ГОСТ 6032.
2.1.9. Применение материалов, предусмотренных в обязательных приложениях 2 - 11, для изготовления сосудов, работающих с параметрами, выходящими за установленные этими приложениями пределы, а также применение материалов, не предусмотренных Правилами, допускается в установленном порядке Госгортехнадзором России на основании заключения специализированной организации. Копия решения вкладывается в паспорт сосуда.
2.1.10. При отсутствии сопроводительных сертификатов на материалы или данных об отдельных видах испытаний должны быть проведены испытания на предприятии - изготовителе сосуда в соответствии с требованиями стандартов или технических условий на эти материалы и требованиями настоящих Правил.
Результаты испытаний должны храниться на предприятии - изготовителе сосудов.
2.1.11. Допускается по согласованию с разработчиком сосуда и специализированной организацией применение материалов, указанных в табл. 3 и обязательных приложениях 2 - 11, по другим стандартам и техническим условиям, если качество материалов по ним не ниже устанавливаемого настоящими Правилами.
2.1.12. Дополнительные требования к материалам, не предусмотренные стандартами или техническими условиями или предусмотренные в них по требованию заказчика, должны быть обязательно указаны в технической документации.
2.2. Сталь листовая
(обязательные приложения 2 и 3)
2.2.1. При заказе углеродистых сталей обыкновенного качества по ГОСТ 14637, углеродистых сталей и низколегированных по ГОСТ 5520 должна быть указана категория стали.
При заказе сталей по ГОСТ 5520 необходимо потребовать поставку стали с содержанием серы не более 0,035 % и фосфора не более 0,035 %, а сталей марки 20К категорий 5 и 11 - поставку в нормализованном состоянии.
2.2.2. Для проката по ГОСТ 5520, ГОСТ 14637, ГОСТ 19281 допускается переводить сталь из одной категории в другую при условии проведения необходимых дополнительных испытаний в соответствии с требованиями указанных стандартов.
2.2.3. Коррозионностойкая, жаростойкая и жаропрочная толстолистовая сталь по ГОСТ 7350 должна быть заказана горячекатаной, термически обработанной, травленой, с обрезной кромкой, с качеством поверхности по группе М2б. По указанию разработчика сосуда должны быть оговорены требования по содержанию a-фазы и стойкости против межкристаллитной коррозии.
2.2.4. Листовую углеродистую сталь марки Ст3сп и двухслойную сталь с основным слоем из стали марки Ст3сп толщиной более 25 мм и сталь марки Ст3Гпс толщиной более 30 мм допускается применять в соответствии с параметрами, предусмотренными обязательным приложением 2, при условии проведения испытания металла на ударный изгиб на предприятии - изготовителе сосудов или их элементов. Испытание на ударный изгиб следует проводить на трех образцах.
При этом величина ударной вязкости KCU должна быть не менее:
50 Дж/см2 (5 кгс·м/см2) - при температуре +20 °С;
30 Дж/см2 (3 кгс·м/см2) - при температуре -20 °С и после механического старения, а на одном образце допускается величина ударной вязкости не менее 25 Дж/см2 (2,5 кгс·м/см2).
2.2.5. Листовая сталь толщиной листа более 60 мм, предназначенная для сосудов, работающих под давлением, должна контролироваться на сплошность ультразвуковым или другим равноценным методом. Методы контроля должны соответствовать ГОСТ 22727, нормы контроля - классу 1 по ГОСТ 22727.
2.2.6. Листы из двухслойных сталей толщиной более 25 мм, предназначенные для сосудов, работающих под давлением, должны контролироваться ультразвуковым методом на сплошность сцепления слоев полистно. Нормы контроля - по 1-му классу сплошности ГОСТ 10885.
2.2.7. Заготовки деталей из листовой стали марки 20К по ТУ 14-1-3922 подлежат нормализации на предприятии - изготовителе сосудов (сборочных единиц, деталей).
Если механические свойства металла листов при поставке соответствуют требованиям ТУ 14-1-3922, что подтверждается испытаниями на предприятии - изготовителе сосудов (сборочных единиц, деталей), нормализацию заготовок деталей на предприятии-изготовителе можно не производить.
2.3. Трубы
(обязательное приложение 4)
2.3.1. Электросварные трубы не допускается применять в трубных пучках теплообменных аппаратов, предназначенных для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.005, ГОСТ 12.1.007, и в сосудах, где смешение сред трубного и межтрубного пространств может привести к взрыву.
2.3.2. При заказе труб по ГОСТ 10706 из сталей марок Ст3сп4 и Ст3сп5 необходимо оговорить поставку их в соответствии с требованиями для труб магистральных тепловых сетей и проведение контроля поперечных сварных швов неразрушающим методом.
2.3.3. При заказе труб по ГОСТ 8731 и ГОСТ 8733 следует оговорить поставку труб из сталей группы «В» с проведением гидравлического испытания и при необходимости контроля макроструктуры, испытания на раздачу или сплющивание, или загиб.
Примечание. Требование по контролю макроструктуры следует оговаривать при заказе труб для сосудов, работающих под давлением среды более 5 МПа (50 кгс/см2).
2.3.4. При заказе труб по ГОСТ 550 из сталей марок 10, 20, 15Х5М и Х8, предназначенных для изготовления теплообменных аппаратов, необходимо оговорить поставку труб из сталей группы «А» (сортамент по ГОСТ 550).
2.3.5. При заказе труб по ГОСТ 9940 и ГОСТ 9941 необходимо оговорить следующие требования:
партия должна состоять из труб одной плавки и иметь единый документ о качестве с указанием химического состава и сведений о термической обработке;
глубина местной зачистки или шлифовки не должна выводить диаметр и толщину стенки за пределы минусовых отклонений;
должны быть проведены гидравлические испытания, испытания на стойкость против межкристаллитной коррозии (при наличии требования в проекте), испытания на раздачу или сплющивание.
При заказе труб по ГОСТ 9940 следует оговорить также и требования по очистке от окалины и термообработке труб.
2.3.6. При заказе электросварных труб из коррозионно-стойких сталей по ТУ 14-3-1391 необходимо оговорить проведение испытания на стойкость против межкристаллитной коррозии (при наличии требования в проекте).
2.3.7. Трубы, закрепляемые в сосудах методом развальцовки, должны испытываться на раздачу, в остальных случаях - на загиб или сплющивание в соответствии со стандартами на трубы.
2.3.8. Допускается применять бесшовные трубы без проведения гидравлического испытания на предприятии - изготовителе труб в следующих случаях:
если труба подвергается по всей поверхности контролю физическими методами (радиографическим, ультразвуковым или им равноценным);
для труб при рабочем давлении до 5 МПа (50 кгс/см2), если предприятие - изготовитель труб гарантирует положительные результаты гидравлических испытаний.
2.4. Поковки
(обязательное приложение 5)
2.4.1. Режимы ковки и термической обработки поковок должны соответствовать установленным в действующей технической документации.
2.4.2. Размеры поковки должны соответствовать конструкторской документации с припусками на механическую обработку, технологическими напусками и допусками на точность изготовления в соответствии с ГОСТ 7062, ГОСТ 7829 и ГОСТ 7505.
Качество поверхности, механические свойства поковок, допускаемые дефекты и методы устранения дефектов должны соответствовать требованиям ГОСТ 8479, ГОСТ 25054, ГОСТ 26159.
В случае изготовления поковок по размерам, выходящим за пределы, предусмотренные ГОСТ 8479 и ГОСТ 25054, требования к механическим свойствам поковок должны быть оговорены в проекте.
2.4.3. Поковки из коррозионностойких сталей при наличии требования в проекте должны испытываться на стойкость против межкристаллитной коррозии по ГОСТ 6032.
2.4.4. Поковки из углеродистых, низколегированных и среднелегированных сталей, предназначенные для работы под давлением более условного давления 6,3 МПа (63 кгс/см2) и имеющие один из габаритных размеров (диаметр) более 200 мм и толщину более 50 мм, следует подвергать поштучному контролю ультразвуковым или другим равноценным методом. Поковки, работающие под давлением не более условного давления 6,3 МПа (63 кгс/см2), а также поковки из аустенитных и аустенитно-ферритных высоколегированных сталей, работающие под давлением более указанного условного давления, должны подвергаться неразрушающему контролю при наличии этого требования в проекте.
Контролю ультразвуковым или другим равноценным методом следует подвергать не менее 50 % объема поковки.
Методика контроля и оценка качества должны соответствовать требованиям ОСТ 26-11-09.
2.4.5. Перед запуском в производство каждая поковка для плоских днищ, кроме поковок из высоколегированных сталей, должна быть проконтролирована ультразвуковым методом в зоне «А» (рис. 4) по всей площади.
2.5. Отливки стальные
(обязательное приложение 7)
2.5.1. Отливки стальные должны применяться в термообработанном состоянии с проверкой механических свойств после термической обработки. Вид и режим термической обработки должны быть предусмотрены в технической документации предприятия - изготовителя отливок.
2.5.2. Сталь для отливок должна выплавляться в мартеновских или электрических печах, способ выплавки указывается в сертификате.
2.5.3. Отливки по форме и размерам должны соответствовать требованиям проекта. Допускаемые отклонения по размерам и массе отливок, а также припуски на механическую обработку принимаются по 3-му классу точности ГОСТ 26645.
2.5.4. Качество поверхности отливок должно соответствовать требованиям ГОСТ 977 и соответствующим техническим условиям.
2.5.5. На поверхности отливок, подлежащих механической обработке, допускаются без исправления дефекты, если глубина залегания их не превышает 2/3 припуска на механическую обработку.
2.5.6. Дефекты отливок, влияющие на прочность и ухудшающие их товарный вид, подлежат исправлению. Виды, количество, размеры и расположение дефектов, подлежащих исправлению, а также способы их исправления определяются соответствующими техническими условиями и чертежами заказчика на детали из отливок.
2.5.7. Отливки из легированных и коррозионностойких сталей подвергаются контролю макро- и микроструктуры при наличии требований в технических условиях или проектах.
Исследование макро- и микроструктуры производится по инструкции предприятия-изготовителя, утвержденной в установленном порядке.
2.5.8. Отливки из коррозионностойких сталей при наличии требований в проекте должны быть испытаны на стойкость против межкристаллитной коррозии по ГОСТ 6032 методом, указанным в проекте.
2.5.9. Образцы для испытания механических свойств должны изготавливаться в соответствии с требованиями ГОСТ 977.
2.5.10. Каждая полая отливка, работающая при давлении свыше 0,07 МПа (0,7 кгс/см2), должна подвергаться гидравлическому испытанию пробным давлением, указанным в технических условиях и ГОСТ 356.
Испытание отливок, прошедших на предприятии-изготовителе 100 %-ный контроль неразрушающими методами, допускается совмещать с испытанием собранного узла или сосуда пробным давлением, установленным для узла или сосуда.
2.6. Сортовая сталь
(обязательное приложение 6)
2.6.1. При заказе углеродистых сталей обыкновенного качества по ГОСТ 535 необходимо оговорить степень раскисления (спокойная, полуспокойная, кипящая) и категорию стали. Категория стали должна быть оговорена и при заказе стали по ГОСТ 19281.
2.6.2. При заказе коррозионностойких сталей по ГОСТ 5949 необходимо оговорить поставку их в термообработанном состоянии и проверку на стойкость против межкристаллитной коррозии по ГОСТ 6032 (при наличии требования в проекте).
2.7. Крепежные детали
(обязательное приложение 8)
2.7.1. При выборе марок сталей для крепежных деталей фланцевых соединений, предусмотренных стандартами, следует руководствоваться стандартами на эти фланцы.
2.7.2. Требования к материалам, виды их испытаний, пределы применения, назначение и условия применения должны удовлетворять требованиям ОСТ 26-2043 и обязательного приложения 8.
2.7.3. Материалы крепежных деталей должны выбираться с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала фланца. При этом разница в значениях коэффициентов линейного расширения не должна превышать 10 %.
Допускается применять материалы шпилек (болтов) и фланцев с коэффициентами линейного расширения, значения которых отличаются между собой более чем на 10 % в случаях, когда:
это обосновано расчетом на прочность или экспериментальным исследованием;
расчетная температура фланца не более +100 °С для фланцевых соединений по ГОСТ 12820 - ГОСТ 12822 и ГОСТ 28759.2 - ГОСТ 28759.4.
2.7.4. Допускается для шпилек (болтов) из аустенитных сталей применять гайки из сталей других структурных классов, предусмотренных в ОСТ 26-2043 и обязательном приложении 8.
2.7.5. Гайки и шпильки (болты) для соединений, работающих под давлением, должны изготавливаться из сталей разных марок.
Допускается изготавливать шпильки (болты) и гайки из сталей одной марки. При этом твердость гаек должна быть ниже твердости шпилек (болтов) не менее чем на 15 НВ.
2.7.6. Допускается применять крепежные детали из сталей марок 30Х, 35Х, 38ХА, 40Х, 25X1МФ, 30ХМА, 25X2М1Ф, 37Х12Н8Г8МБФ для соединений, работающих под давлением, до температуры -60 °С, а также гайки из стали марки 35 после закалки и высокого отпуска для соединений, работающих под давлением, до температуры -46 °С. В этом случае для шпилек необходимо провести испытание образцов с острым надрезом (тип 11 по ГОСТ 9454) на ударный изгиб при рабочей температуре. Значение ударной вязкости на всех образцах должно быть не менее 30 Дж/см2 (3 кгс м/см2).
2.8. Сварочные материалы
2.8.1. Сварочные материалы следует выбирать согласно требованиям обязательных приложений 12 - 17 в зависимости от условий применения и с учетом требований обязательных приложений 2 - 11 и табл. 3.
Сварочные материалы, не указанные в обязательных приложениях 12 - 17, могут применяться по согласованию со специализированной организацией.
2.8.2. Сварочные материалы, применяемые для изготовления сосудов (сборочных единиц, деталей), должны удовлетворять требованиям стандартов или технических условий.
Качество и характеристики сварочных материалов должны подтверждаться предприятием-поставщиком в соответствующих сертификатах.
При отсутствии сертификата сварочные материалы должны проверяться на соответствие требованиям стандартов или технических условий на предприятии - изготовителе сосуда.
2.8.3. Электроды с покрытием для ручной дуговой сварки типов, предусмотренных ГОСТ 9467 или ГОСТ 10052, должны обеспечивать механические свойства металла шва и наплавленного металла в соответствии с требованиями этих стандартов.
2.8.4. Механические свойства металла шва или наплавленного металла должны быть не ниже требований, указанных в табл. 4.
Таблица 4
Механические свойства металла шва и наплавленного металла
|
Временное сопротивление разрыву |
Относительное удлинение, % |
Ударная вязкость КСU, Дж/см2 (кгс·м/см2) |
|
|
при температуре +20 °С |
|||
|
Углеродистые, марганцовистые и марганцевокремнистые |
Не ниже нижнего значения временного сопротивления разрыву основного материала, указанного в соответствующих стандартах |
18 |
50 (5,0) |
|
Низколегированные хромистые и хромомолибденовые |
16 |
||
|
Среднелегированные хромистые, хромомолибденовые и хромованадиевовольфрамовые |
14 |
||
|
Высоколегированные с особыми свойствами |
По стандарту или техническим условиям на сварочный материал, а при отсутствии в них данной характеристики не менее 18 |
70 (7,0) |
|
Примечания: 1. В случае применения присадочных материалов при сварке сосудов, предназначенных для работы при температурах ниже -20 °С, значение ударной вязкости наплавленного металла должно удовлетворять требованиям табл. 16.
2. Допускается снижение значения временного сопротивления разрыву на одном из двух испытанных образцов не более чем на 7 %.
3. Нормы механических свойств металла шва или наплавленного металла для низко- и среднелегированных хромистых, хромомолибденовых, хромованадиевых и хромованадиевовольфрамовых сталей указаны после термической обработки согласно паспорту на сварочные материалы или после термической обработки, предусмотренной в подразделе 3.12.
2.8.5. В случае отсутствия сертификата механические испытания шва или наплавленного металла должны проводиться на растяжение и ударный изгиб на образцах по ГОСТ 6996.
2.8.6. В металле, наплавленном электродами, предназначенными для ручной сварки сталей аустенитного класса, содержание ферритной фазы должно соответствовать ГОСТ 10052 или техническим условиям (паспорту) на электроды. Необходимость определения ферритной фазы в металле швов, выполненных другими способами сварки сталей аустенитного класса, устанавливается проектом. Количество ферритной фазы должно соответствовать ОСТ 26-3.
Сварочные материалы, не предусмотренные настоящими Правилами и предназначенные для сварки сосудов (сборочных единиц, деталей) из аустенитных сталей, работающих при температуре выше 350 °С, при отсутствии сертификатных или паспортных указаний должны подвергаться контролю на содержание ферритной фазы в металле шва или наплавленном металле.
2.8.7. Сварочные материалы, предназначенные для выполнения соединений из разнородных сталей, должны выбираться согласно РТМ 26-298 для ручной дуговой и автоматической под флюсом сварки и согласно РТМ 26-378 для сварки в защитных газах.
2.8.8. Сварочные материалы (электроды и сварочная проволока), предназначенные для выполнения сварных соединений, к которым предъявляются требования по стойкости против межкристаллитной коррозии, перед запуском в производство должны подвергаться испытаниям на стойкость против межкристаллитной коррозии по ГОСТ 6032 без провоцирующего нагрева.
Если сосуд или его детали в процессе изготовления нагреваются выше 600 °С или подвергаются термической обработке, необходимо проводить испытания образцов на стойкость против межкристаллитной коррозии с учетом времени всех термических нагревов, которым подвергаются сосуд или детали.
2.8.9. При получении неудовлетворительных результатов по какому-либо виду испытаний разрешается проведение повторных испытаний на удвоенном количестве образцов по виду испытаний, давшему неудовлетворительные результаты. Испытания считаются окончательными.
3. ИЗГОТОВЛЕНИЕ
3.1. Общие требования
3.1.1. Перед изготовлением (доизготовлением), монтажом и ремонтом должен производиться входной контроль основных и сварочных материалов и полуфабрикатов.
Во время хранения и транспортирования материалов должны быть исключены повреждения материалов и обеспечена возможность сличения нанесенной маркировки с данными сопроводительной документации.
3.1.2. На листах и плитах, принятых к изготовлению обечаек и днищ, должна быть сохранена маркировка металла. Если лист и плиту разрезают на части, на каждую из них должна быть перенесена маркировка металла листов и плит. Маркировка должна содержать следующие данные:
марку стали (для двухслойной стали - марки основного и коррозионностойкого слоев);
номер партии - плавки;
номер листа (для листов с полистными испытаниями и двухслойной стали);
клеймо технического контроля.
Маркировка наносится в соответствии с требованиями п. 7.1.4.
Маркировка должна находиться на стороне листа и плиты, не соприкасающейся с рабочей средой, в углу на расстоянии 300 мм от кромок.
Примечание. Маркировке, нанесенной предприятием-поставщиком на листе или плите, допускается присваивать условный регистрационный номер. Условный регистрационный номер наносится на заготовку при переносе маркировки и присваивается документу о качестве.
3.1.3. Методы разметки заготовок деталей из сталей аустенитного класса марок 12Х18Н10Т, 10Х17Н13М3Т, 08Х17Н15М3Т и др. и двухслойных сталей с коррозионностойким слоем из этих сталей не должны допускать повреждений рабочей поверхности деталей.
Кернение допускается только по линии реза.
3.1.4. На поверхности обечаек и днищ не допускаются риски, забоины, царапины, раковины и другие дефекты, если их глубина превышает минусовые предельные отклонения, предусмотренные соответствующими стандартами и техническими условиями, или если после их зачистки толщина стенки будет менее допускаемой по расчету.
3.1.5. Поверхности деталей должны быть очищены от брызг металла, полученных в результате термической (огневой) резки и сварки.
3.1.6. Заусенцы должны быть удалены и острые кромки деталей и узлов притуплены.
3.1.7. Предельные отклонения размеров, если в чертежах или нормативно-технической документации не указаны более жесткие требования, должны быть:
для механически обрабатываемых поверхностей:
отверстий H14, валов h14, остальных ![]() - по ГОСТ
25347;
- по ГОСТ
25347;
для поверхностей без механической обработки, а также между обработанной и необработанной поверхностями - в соответствии с табл. 5.
Оси резьбовых отверстий деталей внутренних устройств должны быть перпендикулярны к опорным поверхностям. Допуск перпендикулярности должен быть в пределах 15-й степени точности по ГОСТ 24643, если не предъявляются в чертежах или нормативно-технической документации более жесткие требования.
Таблица 5
Предельные отклонения размеров поверхностей
|
Предельные отклонения по ГОСТ 25347 и ГОСТ 26179 |
|||
|
отверстий |
валов |
остальных |
|
|
До 500 |
Н17 |
h17 |
|
|
Свыше 500 до 3150 |
Н16 |
h16 |
|
|
Свыше 3150 |
Н15 |
h15 |
|
3.1.8. Методы сборки элементов под сварку должны обеспечивать правильное взаимное расположение сопрягаемых элементов и свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом.
3.1.9. Разделка кромок и зазор между кромками деталей, подлежащих сварке, должны соответствовать требованиям чертежей и стандартов на сварные швы.
3.1.10. Сварщик должен приступать к сварочным работам только после установления отделом технического контроля правильности сборки и зачистки всех поверхностей, подлежащих сварке.
3.1.11. Покрытие (эмалью, свинцом, лаком, резиной, эбонитом и др.) и подготовка под покрытие внутренней поверхности сосуда при наличии требования в технической документации должны проводиться по документации предприятия-изготовителя.
3.2. Обечайки
3.2.1. Обечайки диаметром до 1000 мм должны изготавливаться не более чем с двумя продольными швами.
3.2.2. Отклонение в длине развертки окружности взаимостыкуемых обечаек должно обеспечивать выполнение требований п. 3.10.9. Замер длины развертки производится с двух концов заготовки обечайки.
3.3. Корпуса
3.3.1. После сборки и сварки обечаек корпус (без днищ) должен удовлетворять следующим требованиям:
а) отклонение по длине не более ± 0,3 % номинальной длины, но не более ± 75 мм;
б) отклонение от прямолинейности не более 2 мм на длине 1 м, но не более 30 мм при длине корпуса свыше 15 м.
При этом местная непрямолинейность не учитывается:
в местах сварных швов;
в зоне вварки штуцеров и люков в корпус;
в зоне конусности обечайки, используемой для достижения допустимых смещений кромок в кольцевых швах сосудов;
в) отклонение от прямолинейности корпуса (без днищ) сосудов с внутренними устройствами, устанавливаемыми в собранном виде, не превышает величину номинального зазора между внутренним диаметром корпуса и наружным диаметром устройства на участке установки.
Усиления кольцевых и продольных швов на внутренней поверхности корпуса должны быть зачищены в местах, где они мешают установке внутренних устройств.
Усиления сварных швов не снимают у корпусов сосудов, изготовленных из двухслойных и коррозионностойких сталей; при этом у деталей внутренних устройств делают местную выемку в местах прилегания к сварному шву. В случае когда зачистка таких внутренних швов необходима, должна быть предусмотрена технология сварки, обеспечивающая коррозионную стойкость зачищенного шва.
3.3.2. Отклонение внутреннего (наружного) диаметра корпуса сосудов допускается не более ± 1 % номинального диаметра, если в технической документации не оговорены более жесткие требования.
Относительная овальность а корпуса сосудов (за исключением аппаратов, работающих под вакуумом или наружным давлением, теплообменных кожухотрубчатых аппаратов) не должна превышать 1 %.
Величина относительной овальности определяется:
в местах, где не установлены штуцера и люки, по формуле
![]()
в местах установки штуцеров и люков по формуле
![]()
где Dmax, Dmin - наибольший и наименьший внутренние диаметры корпуса соответственно, измерение в одном поперечном сечении;
d - внутренний диаметр штуцера или люка.
Значение а допускается увеличивать до 1,5 % для сосудов при отношении толщины корпуса к внутреннему диаметру не более 0,01.
Значение а для сосудов, работающих под вакуумом или наружным давлением, должно быть не более 0,5 %.
Значение а для сосудов без давления (под налив) должно быть не более 2 %.
3.3.3. Для выверки горизонтального положения базовая поверхность горизонтального сосуда должна быть указана в технической документации. На одном из днищ корпуса должны быть нанесены несмываемой краской две контрольные риски для выверки бокового положения сосуда на фундаменте.
3.3.4. Для выверки вертикального положения вверху и внизу корпуса под углом 90° должны быть предусмотрены у изолируемых колонных аппаратов две пары приспособлений по ОСТ 36-18, а у неизолируемых - две пары рисок.
3.3.5. Корпуса вертикальных сосудов с фланцами, имеющими уплотнительные поверхности «шип - паз» или «выступ - впадина», для удобства установки прокладки следует выполнять так, чтобы фланцы с пазом или впадиной были нижними.
3.4. Днища
3.4.1. Отклонение внутреннего (наружного) диаметра в цилиндрической части отбортованных днищ и полусферического днища допускается не более ± 1 % номинального диаметра. Относительная овальность допускается не более 1 %.
3.4.2. Днища, изготовленные из коррозионностойкой стали аустенитного класса методом горячей штамповки или горячего флажирования, а также днища, прошедшие термообработку или горячую правку, должны быть очищены от окалины, если это требование предусмотрено технической документацией. Пассивирование рабочей поверхности днищ производится по требованию технической документации.
3.4.3. Готовое днище, являющееся товарной продукцией, должно иметь маркировку:
товарный знак или наименование предприятия-изготовителя;
номер днища по системе нумерации предприятия-изготовителя;
марку материала;
условное обозначение;
клеймо технического контроля.
Надписи «товарный знак» или «предприятие-изготовитель», «номер днища» допускается не наносить по согласованию с заказчиком.
Маркировка наносится в соответствии с требованиями п. 7.1.4. Маркировка должна находиться на наружной выпуклой поверхности днища.
Днища эллиптические
3.4.4. Отклонения размеров и формы днищ (рис. 6) не должны превышать значений, указанных в табл. 6, 7, 8.
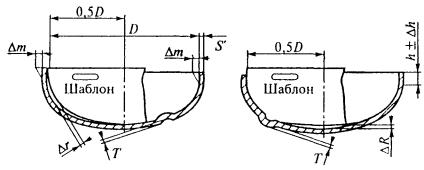
Рис. 6. Отклонение размеров и формы эллиптического днища
Таблица 6
Допуски высоты цилиндрической части и высоты выпуклости (вогнутости) на эллипсоидной части днища
|
Диаметр днища D, мм |
Предельное отклонение высоты цилиндрической части Dh, мм |
Предельная высота отдельной вогнутости или выпуклости на эллипсоидной части T, мм |
|
До 720 |
± 5 |
2 |
|
От 800 до 1300 |
3 |
|
|
Or 1320 и более |
4 |
Примечания: 1. Высота отдельной вогнутости или выпуклости T на эллипсоидной части днища, изготавливаемого на фланжировочном прессе, допускается до 6 мм.
2. На цилиндрической части днища не допускаются гофры высотой более 2 мм.
3. Высота эллипсоидной части днища обеспечивается оснасткой.
Таблица 7
Допуски наклона цилиндрической части
|
Толщина днища S′, мм |
Допуски наклона Dm, мм |
|
До 20 |
4 |
|
От 22 до 25 |
5 |
|
От 28 до 34 |
6 |
|
От 36 и более |
8 |
Таблица 8
Допуски формы эллипсоидной поверхности
|
Диаметр днищ D, мм |
Зазор между шаблоном и эллипсоидной поверхностью, мм |
|
|
Dr |
DR |
|
|
До 530 |
4 |
8 |
|
От 550 до 1400 |
6 |
13 |
|
Or 1500 до 2200 |
10 |
21 |
|
От 2400 до 2800 |
12 |
31 |
|
От 3000 м более |
16 |
41 |
3.4.5. Для днищ, изготовляемых штамповкой, допускается утонение в зоне отбортовки до 15 % исходной толщины заготовки.
3.4.6. Контроль формы готового днища следует производить шаблоном длиной 0,5 внутреннего диаметра днища. Высота цилиндрической части должна измеряться приложением линейки. Линейка должна отвечать требованиям ГОСТ 427.
Днища полусферические
3.4.7. Высота отдельной вогнутости или выпуклости Т (рис. 7, а) на поверхности днищ должна быть не более 4 мм.
3.4.8. Зазоры DR и Dr между шаблоном и сферической поверхностью днища из лепестков и шарового сегмента (рис. 7, б, в) должны быть не более ± 5 мм при внутреннем диаметре днища до 5000 мм и ± 8 мм при внутреннем диаметре днища более 5000 мм. Величина зазора DR может быть увеличена в 2 раза, если S′ ≥ 0,8S (S - толщина обечайки, S′ - толщина днища).
Рис. 7. Отклонение формы полусферического днища
3.4.9. Зазор DR и Dr между шаблоном и сферической поверхностью штампованного днища должен быть не более значений, указанных в табл. 8.
3.4.10. Контроль формы готового днища производится шаблоном длиной не менее 1/6 внутреннего диаметра днища.
Конические днища (переходы)
3.4.11. У конических днищ (переходов) продольные и кольцевые швы смежных поясов могут располагаться непараллельно образующей и основанию конуса. При этом должны выполняться требования п. 3.10.7.
3.4.12. Утонение толщины стенки отбортовки конических днищ (переходов), изготовляемых штамповкой, должно соответствовать требованию п. 3.4.7.
3.4.13. Отклонения высоты цилиндрической части днища допускаются не более + 10 мм и - 5 мм.
Днища плоские
3.4.14. Отклонение от плоскостности для плоских днищ по ГОСТ 12622 и ГОСТ 12623 не должно превышать требований по отклонению от плоскостности на лист по ГОСТ 19903 и ГОСТ 10885.
3.4.15. Отклонение от плоскостности для плоских днищ, работающих под давлением, после приварки их к обечайке не должно превышать 0,01 внутреннего диаметра сосуда, но не более 20 мм при условии, что в технической документации не указаны более жесткие требования.
3.5. Фланцы
3.5.1. Технические требования к фланцам сосудов и фланцам арматуры должны отвечать соответственно ГОСТ 28759.5 и ГОСТ 12816.
Фланцы с гладкой уплотнительной поверхностью не допускается применять в сосудах 1-й и 2-й групп, за исключением тех случаев, когда во фланцах использованы спиральнонавитые прокладки с двумя ограничительными кольцами. Это ограничение не распространяется на фланцы эмалированных и гуммированных сосудов.
При выборе материала прокладок следует учитывать условия эксплуатации сосуда. Сведения о прокладках должны указываться в технической документации на сосуд.
3.5.2. Фланцы, приварные встык, должны изготавливаться из поковок, штамповок или бандажных заготовок.
Фланцы, приварные встык, допускается изготавливать:
вальцовкой заготовки по плоскости листа (рис. 8) для сосудов, работающих под давлением не более условного давления 2,5 МПа (25 кгс/см2);
путем гиба кованых полос для сосудов, работающих под давлением не более условного давления 6,3 МПа (63 кгс/см2);
методом точения из сортового проката.
При этом сварные швы должны быть проконтролированы радиографическим или ультразвуковым методом в объеме 100 %.
Рис. 8. Схема вальцовки фланца, приварного встык, по плоскости листа
3.5.3. Плоские фланцы допускается изготавливать сварными из частей при условии выполнения сварных швов с полным проваром по всему сечению фланца.
Качество радиальных сварных швов должно быть проверено радиографическим или ультразвуковым методом в объеме 100 %.
Сварные швы плоских фланцев из низколегированных (марок 16ГС, 09Г2С, 10Г2С1) и аустенитно-ферритных сталей, применяемых при температуре ниже -20 °С, дополнительно испытываются на ударный изгиб при минимальной рабочей температуре.
Сварные швы фланцев из аустенитных хромоникелевых и аустенитно-ферритных сталей дополнительно должны испытываться на стойкость против межкристаллитной коррозии в соответствии с требованиями подраздела 5.4.
3.5.4. Фланцы для сосудов из двухслойной стали должны изготавливаться из стали основного слоя двухслойной стали или из стали этого же класса с защитной уплотнительной и внутренней поверхностью фланца от коррозии наплавкой или облицовкой из коррозионностойкой стали.
Фланцы штуцеров, патрубки которых изготовлены из хромоникелевой аустенитной стали в соответствии с требованиями п. 3.6.1, допускается применять из той же стали, если это предусмотрено в конструкторской документации.
3.5.5. Для контроля герметичности сварных соединений облицовки фланцев необходимо предусматривать контрольные отверстия под резьбу М10 по ГОСТ 8724.
3.5.6. Длина шпилек (болтов) должна обеспечивать превышение резьбовой части над гайкой не менее чем на 1,5 шага резьбы.
3.6. Штуцера, люки, укрепляющие кольца
3.6.1. Патрубки штуцеров и люков сосудов из двухслойных сталей могут быть изготовлены:
из двухслойной стали той же марки или того же класса;
с коррозионностойкой наплавкой внутренней поверхности патрубка;
с применением облицовочных гильз.
Толщина наплавленного слоя должна быть не менее 3 мм после механической обработки и не менее 5 мм при наличии требований по межкристаллитной коррозии. Толщина облицовки должна быть не менее 3 мм.
Патрубки штуцеров сосудов из двухслойной стали с основным слоем из углеродистой или марганцевокремнистой стали и плакирующим слоем из хромистой коррозионностойкой стали или хромоникелевой аустенитной стали допускается изготавливать из хромоникелевой аустенитной стали при соблюдении следующих условий:
условный проход патрубка не более 100 мм, расчетная температура не более 400 °С независимо от режима работы сосуда;
условный проход патрубка не более 200 мм, расчетная температура не более 250 °С и режим работы сосуда непрерывный или периодический с количеством циклов не более 1000.
3.6.2. Торцы патрубков штуцеров и люков из двухслойной стали и швы приварки их к корпусу должны быть защищены от корродирующего действия среды наплавкой или накладкой.
Толщина наплавленного слоя должна быть не менее указанной в п. 3.6.1. Толщина накладок должна быть не менее 3 мм.
3.6.3. Отверстия и разделка кромок при установке бобышек, штуцеров и люков на продольных швах цилиндрических и конических частей корпусов и сварных швах выпуклых днищ, сосудов из хромомолибденовых сталей должны быть выполнены только механическим способом.
3.6.4. При установке штуцеров и люков: позиционное отклонение (в радиусном измерении) осей штуцеров и люков допускается не более ± 10 мм;
отклонения диаметров отверстий под штуцера и люки должны быть в пределах зазоров, допускаемых для сварных соединений по конструкторской документации;
оси отверстий для болтов и шпилек фланцев не должны совпадать с главными осями сосудов и должны располагаться симметрично относительно этих осей, при этом отклонение от симметричности допускается не более ± 5°;
отклонение по высоте (вылету) штуцеров допускается не более ± 5 мм.
3.6.5. Для контроля на герметичность при наличии облицовочной гильзы необходимо предусмотреть контрольное отверстие с резьбой М10 по ГОСТ 8724.
3.6.6. При приварке к корпусу сосуда бобышек, патрубков штуцеров и люков, укрепляющих колец расстояние N между краем шва корпуса и краем шва приварки детали (рис. 9) принимается в соответствии с требованиями п. 3.10.6.
Рис. 9. Схема определения расстояния между краем шва корпуса и краем шва приварки детали
3.6.7. Укрепляющие кольца допускается изготавливать из частей, но не более чем из четырех. При этом сварные швы должны выполняться с проваром на полную толщину кольца.
В каждом укрепляющем кольце или каждой его части, если сварка частей производится после установки их на сосуд, должно быть не менее одного контрольного отверстия с резьбой М10 по ГОСТ 8724. Контрольное отверстие должно располагаться в нижней части кольца или полукольца по отношению к сосуду, устанавливаемому в эксплуатационное положение, и оставаться открытым.
3.6.8. Укрепляющие кольца должны прилегать к поверхности укрепляемого элемента. Зазор допускается не более 3 мм. Зазор контролируется щупом по наружному диаметру укрепляющего кольца.
3.7. Змеевики
3.7.1. При изготовлении гнутых змеевиков должны выполняться следующие условия:
а) расстояние между сварными стыками в змеевиках спирального, винтового и других типов должно быть не менее 4 м. Длина замыкающей трубы с каждого конца должна быть не менее 500 мм, за исключением случая приварки к замыкающей трубе патрубка, штуцера или отвода.
При горячей гибке труб с наполнителем допускается не более одного сварного стыка на каждом витке при условии, что расстояние между сварными стыками не менее 2 м;
б) в змеевиках с приварными двойниками (колена двойные) на прямых участках труб длиной 2 м и более допускается один сварной стык, исключая швы приварки двойников.
Примечание. При горячей гибке вручную труб с наполнителем для змеевиков с диаметром витка не более 1,3 м допускается не более двух стыков на каждом витке. Для змеевиков с диаметром витка более 1,3 м количество стыков не нормируется, но при этом расстояние между стыками должно быть не менее 2 м.
3.7.2. Для сварки стыков труб могут применяться все виды сварки, за исключением газовой сварки, при соблюдении требований подраздела 3.10 - 3.12.
3.7.4. Грат снаружи и внутри трубы после контактной сварки должен удаляться методом, принятым на предприятии-изготовителе.
Концы труб, подлежащие контактной сварке, должны быть очищены снаружи и внутри от грязи, масла, заусенцев. При этом не допускается исправление дефектов, дефектные стыки должны быть вырезаны. В местах вырезки допускается вставка отрезка трубы длиной не менее 200 мм.
3.7.5. На каждый крайний сварной стык, независимо от способа сварки, наносится клеймо, позволяющее установить фамилию сварщика, выполнявшего эту работу.
Место клеймения должно располагаться на основном металле на расстоянии не более 100 мм от стыка.
3.7.6. Отклонение от перпендикулярности торца труб наружным диаметром не более 100 мм относительно оси трубы не должно превышать:
0,4 мм - при контактной сварке;
0,6 мм - при газовой и электродуговой сварке.
Отклонение от перпендикулярности торца труб наружным диаметром более 100 мм должно соответствовать нормам, принятым на предприятии-изготовителе.
3.7.7. Холодная раздача концов труб из углеродистой стали при их подгонке допускается для труб наружным диаметром не более 83 мм и толщиной стенки не более 6 мм на величину не более чем на 3 % внутреннего диаметра трубы.
3.7.8. Отклонение от круглости в местах гиба труб и сужение внутреннего диаметра в зоне сварных швов не должны превышать 10 % наружного диаметра труб. Отклонение от круглости следует проверять для труб диаметром не более 60 мм при радиусе гиба менее четырех диаметров пропусканием контрольного шара, а для остальных труб - измерением наружного диаметра.
Диаметр контрольного шара должен быть равен:
0,9d - для труб без гибов, за исключением труб с подкладными остающимися кольцами (d - фактический наименьший внутренний диаметр труб);
0,8d - для гнутых сварных труб, за исключением гнутых труб в горячем состоянии или с приварными коленами;
0,86d - для гнутых в горячем состоянии труб;
0,75d - для гнутых труб с приварными коленами.
Отклонение от номинального размера диаметра контрольного шара не должно превышать 1,5 мм.
3.7.9. Смещение кромок В стыкуемых труб (рис. 10) в стыковых соединениях определяется шаблоном и щупом и не должно превышать значений, указанных в табл. 9.
Рис. 10. Схема определения смещения кромок стыкуемых труб
Таблица 9
Смещение кромок стыкуемых труб
|
В, мм |
|
|
До 3 |
0,2S |
|
Свыше 3 до 6 |
0,1S + 0,3 |
|
Свыше 6 до 10 |
0,15S |
|
Свыше 10 до 20 |
0,05S + 1,0 |
|
Свыше 20 |
0,1S, но не более 3 мм |
3.7.10. Отклонение от прямолинейности DL оси трубы на расстоянии 200 мм от оси шва (рис. 11) определяется шаблоном и щупом и не должно превышать значений, указанных в табл. 10.
Рис. 11. Схема определения отклонения от прямолинейности оси трубы
Таблица 10
Отклонение от прямолинейности оси трубы
|
DL, мм |
|
|
До 3 |
0,2S + 1,0 |
|
Свыше 3 до 6 |
0,1S + 1,3 |
|
Свыше 6 до 10 |
0,15S + 1,0 |
|
Свыше 10 до 20 |
0,05S + 2,0 |
|
Свыше 20 |
0,1S + 1,0, но не более 4 мм |
3.7.11. При изготовлении гнутых змеевиков (рис. 12, а, в) предельные отклонения размеров должны быть:
+ 6 мм - для L;
± 5 мм - для L1 и t2;
± 4 мм - для t1;
± 10 мм - для D.
Предельные отклонения радиусов R1, R2, R3, R4, диаметра D1, шага t3 (рис. 12, б, в) и излома оси в швах приварки выводов устанавливаются чертежом предприятия-изготовителя.
Примечание. Допускается отклонение размеров L и L1 (если эти размеры больше 6 м) увеличить на 1 мм на каждый 1 м длины, но не более чем на 10 мм на всю длину.
Рис. 12. Размеры гнутых змеевиков
3.7.12. Контроль сварных швов змеевиков следует проводить в соответствии с требованиями подразделов 5.2 - 5.10.
Объем контроля сварных швов радиографическим или ультразвуковым методом должен быть не менее указанного в табл. 21. Группа змеевика определяется по табл. 1.
3.7.13. Змеевики должны подвергаться до установки в сосуд гидравлическому испытанию пробным давлением, указанным в чертежах предприятия-изготовителя. При испытании не должно быть признаков течи и потения.
3.8. Отводы и трубы гнутые
3.8.1. Отводы должны удовлетворять требованиям ГОСТ 17375, ГОСТ 17380 и чертежам предприятия-изготовителя.
3.8.2. Отводы должны изготавливаться с углом гиба 45°, 60°, 90° и 180°.
Отводы, гнутые из труб под углом 180°, допускается изготавливать сварными из двух отводов под углом 90°.
Изменение угла гиба допускается по соглашению с заказчиком.
3.8.3. Крутоизогнутые отводы могут изготавливаться из труб и листового проката. Применение секторных отводов в сосудах 1-й и 2-й групп не допускается.
3.8.4. Каждый штампосварной отвод должен подвергаться гидравлическому испытанию пробным давлением, указанным в ГОСТ 356.
Гидравлическое испытание отводов допускается совмещать с гидравлическим испытанием труб.
Гидравлическое испытание допускается заменять 100 %-ным контролем сварных швов радиографическим или ультразвуковым методом.
3.8.5. Предельные отклонения размеров и допуск плоскостности торцов D отводов и труб гнутых не должны превышать значений, указанных в табл. 11.
Предельные отклонения размеров L1, L2, L3 отводов (рис. 13) не должны превышать значений, указанных в табл. 12.
Таблица 11
Предельные отклонения размеров и допуск плоскостности отводов и гнутых труб
|
Предельные отклонения, мм |
Допуск плоскостности D, мм |
||
|
внутреннего диаметра |
толщины стенки |
||
|
От 2,5 до 3,0 |
± 0,5 |
± 0,125S |
± 0,5 |
|
От 3,5 до 4,5 |
± 1,0 |
± 1,0 |
|
|
От 5,0 до 6,0 |
± 1,5 |
± 1,5 |
|
|
От 7,0 до 8,0 |
± 2,0 |
||
|
От 9,0 до 15,0 |
± 2,5 |
||
|
От 16,0 и более |
± 3,0 |
||
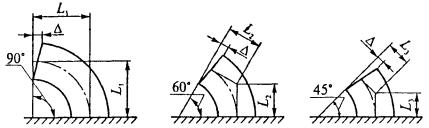
Рис. 13. Схема определения размеров L1, L2, L3, D отводов в зависимости от угла гиба
Таблица 12
Предельные отклонения размеров L1, L2, L3 отводов
|
Предельные отклонения размеров L1, L2, L3, мм |
|
|
До 125 |
± 2,0 |
|
Свыше 125 до 200 |
± 3,0 |
|
Свыше 200 до 350 |
± 4,0 |
|
Свыше 350 до 500 |
± 5,0 |
|
Свыше 500 |
± 6,0 |
3.9. Сварка
3.9.1. Сварка корпусов и приварка к ним деталей сосудов 1, 2, 3, 4-й групп, а также сварка внутренних устройств, если они относятся к указанным группам, должна проводиться сварщиками, сдавшими экзамены и имеющими удостоверение установленной формы.
3.9.2. Сосуды в зависимости от конструкции и размеров могут быть изготовлены с применением всех видов промышленной сварки, за исключением газовой сварки. Применение газовой сварки допускается только для труб змеевиков в соответствии с требованием п. 3.7.3.
3.9.3. Сварка сосудов (сборочных единиц, деталей) должна производиться в соответствии с требованиями технических условий на изготовление или технологической документации.
Технологическая документация должна содержать указания по:
технологии сварки материалов, принятых для изготовления сосудов (сборочных единиц, деталей);
применению присадочных материалов;
видам и объему контроля;
предварительному и сопутствующему подогреву;
термической обработке.
3.9.4. Прихватка свариваемых сборочных узлов и деталей производится с применением сварочных материалов, указанных в обязательных приложениях 12 - 17. Прихватка должна выполняться квалифицированными сварщиками.
3.9.5. Для предотвращения холодных трещин все сварочные работы при изготовлении сосудов (сборочных единиц, деталей) должны производиться при положительных температурах в закрытых отапливаемых помещениях.
Сварку сосудов (сборочных единиц, деталей) из хромистых, хромомолибденовых и хромованадиевовольфрамовых сталей следует производить с подогревом, режим которого определяется технологическим процессом.
При выполнении сварочных работ на открытой площадке сварщик и место сварки должны быть защищены от непосредственного воздействия дождя, ветра и снега. Температура окружающего воздуха должна быть не ниже указанной в табл. 13.
Таблица 13
Температура окружающего воздуха при сварке сосудов
|
Температура окружающего воздуха при сварке металла толщиной |
||
|
не более 16 мм |
более 16 мм |
|
|
Углеродистая сталь с содержанием углерода менее 0,24 %, низколегированные марганцовистые и марганцевокремнистые стали и основной слой из этих сталей в двухслойной стали |
Ниже 0 °С до -20 °С сварка без подогрева. При температуре ниже -20 °С сварка с подогревом до 100 - 200 °С |
Ниже 0 °С до -20 °С* сварка с подогревом до 100 - 200 °С |
|
Углеродистая сталь с содержанием углерода от 0,24 до 0,28 % |
Ниже 0 °С до -10 °С* сварка без подогрева |
Ниже 0 °С до -10 °С* сварка с подогревом до 100 - 200 °С |
|
Низколегированные хромомолибденовые стали (марок 12МХ, 12ХМ, 15ХМ) и основной слой из этих сталей в двухслойной стали |
Ниже 0 °С до -10 °С* сварка с подогревом до 250 - 350 °С |
|
|
Стали марок 15X5, 15X5M, 15Х5ВФ, Х8, Х9М, 12Х8ВФ и т.п. |
Не ниже 0 °С |
|
|
Высоколегированные, хромоникельмолибденовые и хромоникелевые стали аустенитного класса и коррозионно-стойкого слоя из этих сталей в двухслойной стали |
Ниже 0 °С до -20 °С* сварка без подогрева |
|
* При температуре ниже указанной сварка не допускается.
3.9.6. Форма подготовки кромок должна соответствовать требованиям технической документации или проекта.
Кромки подготовленных под сварку элементов сосудов должны быть зачищены на ширину не менее 20 мм, а для электрошлаковой сварки - на ширину не менее 50 мм. Кромки не должны иметь следов ржавчины, окалины, масла и прочих загрязнений. Кромки должны проходить визуальный осмотр для выявления пороков металла. Не допускаются расслоения, закаты, трещины, а для двухслойной стали - также и отслоения коррозионностойкого слоя.
При толщине листового проката более 36 мм зона, прилегающая к кромкам, дополнительно должна контролироваться ультразвуковым методом на ширине не менее 50 мм для выявления трещин, расслоений и т.д.
Не допускаются дефекты площадью более 1000 мм2 при чувствительности контроля Д5Э по ГОСТ 22727. На 1 м длины контролируемой кромки допускается не более трех зафиксированных дефектов при минимальном расстоянии между ними 100 мм.
В случае обнаружения недопустимых дефектов исправления производятся в соответствии с Инструкцией на исправление методом дуговой сварки строчечных дефектов, выявляемых в процессе изготовления толстостенной нефтехимической аппаратуры.
3.9.7. Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клеймо наносится на расстоянии 20 - 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе клеймо сварщика с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо ставить около таблички или на другом открытом участке.
У продольных швов клеймо должно находиться в начале и в конце шва на расстоянии 100 мм от кольцевого шва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одно клеймо. Для кольцевого шва клеймо должно выбиваться в месте пересечения кольцевого шва с продольным и далее через каждые 2 м, но при этом должно быть не менее двух клейм на каждом шве. На кольцевой шов сосуда диаметром не более 700 мм допускается ставить одно клеймо. Клеймение продольных и кольцевых швов сосудов с толщиной стенки менее 4 мм допускается производить электрографом или несмываемой краской.
Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской.
Примечание. Допускается вместо клеймения сварных швов прилагать к паспорту сосуда схему расположения швов с указанием фамилий сварщиков с их росписью.
3.9.8. Устранение дефектов в сварных швах должно производиться в соответствии с инструкцией или стандартом предприятия на сварку сосуда (сборочной единицы, детали) из данной марки стали.
3.10. Сварные соединения
3.10.1. При сварке обечаек и труб, приварке днищ к обечайкам должны применяться стыковые швы с полным проплавлением.
Допускается применять угловые и тавровые швы при приварке штуцеров, люков, труб, трубных решеток, плоских днищ и фланцев.
Допускается применять нахлесточные сварные швы для приварки укрепляющих колец и опорных элементов.
Не допускается применение угловых и тавровых швов для приварки штуцеров, люков, бобышек и других деталей к корпусу с неполным проплавлением (конструктивным зазором):
в сосудах 1, 2, 3-й групп при диаметре отверстия более 120 мм, в сосудах 4-й и 5а групп при диаметре отверстия более 275 мм;
в сосудах 1, 2, 3, 4-й и 5а групп из низколегированных марганцовистых и марганцевокремнистых сталей с температурой стенки ниже -30 °С без термообработки и ниже -40 °С с термообработкой;
в сосудах всех групп, предназначенных для работы в средах, вызывающих коррозионное растрескивание, независимо от диаметра патрубка, за исключением случаев, когда предусмотрена засверловка отверстия в зонах конструктивного зазора.
Не допускается применение конструктивного зазора в соединениях фланцев с патрубками сосудов, работающих под давлением более 2,5 МПа (25 кгс/см2) и при температуре более 300 °С, и фланцев с обечайками и днищами сосудов, работающих под давлением более 1,6 МПа (16 кгс/см2) и при температуре более 300 °С. Не допускается конструктивный зазор в этих сварных соединениях независимо от рабочих параметров в сосудах, предназначенных для работы в средах, вызывающих коррозионное растрескивание.
3.10.2. Сварные швы сосудов должны быть расположены так, чтобы обеспечить возможность их визуального осмотра и контроля качества неразрушающим методом (ультразвуковым, радиографическим и др.), а также устранения в них дефектов.
Допускается в сосудах 1, 2, 3, 4-й и 5а групп не более одного, в сосудах 5б группы не более четырех, в теплообменниках не более двух стыковых швов, доступных для визуального осмотра только с одной стороны. Швы должны выполняться способами, обеспечивающими провар по всей толщине свариваемого металла (например, с применением аргонодуговой сварки корня шва, подкладного кольца, замкового соединения). Возможность применения остающегося подкладного кольца и замкового соединения в сосудах 1-й группы должна быть согласована с разработчиком сосуда или специализированной организацией.
3.10.3. Продольные сварные швы горизонтально устанавливаемых сосудов должны быть расположены вне центрального угла 140° нижней части корпуса, если нижняя часть недоступна для визуального осмотра, о чем должно быть указано в проекте.
3.10.4. Сварные швы сосудов не должны перекрываться опорами. Допускается в горизонтальных сосудах на седловых опорах и подвесных вертикальных сосудах местное перекрытие опорами кольцевых (поперечных) сварных швов на общей длине не более 0,35pDн (Dн - наружный диаметр сосуда), а при наличии подкладного листа - на общей длине не более 0,5pDн при условии, что перекрываемые участки швов по всей длине проконтролированы радиографическим или ультразвуковым методом.
Перекрытие мест пересечения швов не допускается.
3.10.5. Расстояние между продольным швом корпуса горизонтального сосуда и швом приварки опоры должно приниматься:
не менее ![]() - для
нетермообработанного сосуда (D - внутренний диаметр сосуда, S - толщина обечайки);
- для
нетермообработанного сосуда (D - внутренний диаметр сосуда, S - толщина обечайки);
в соответствии с требованием п. 3.10.6 для термообработанного сосуда.
Допускается пересечение стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств (опорных элементов, тарелок, рубашек, перегородок и т.п.) при условии контроля перекрываемого участка шва корпуса радиографическим или ультразвуковым методом.
При приварке колец жесткости к обечайке общая длина сварного шва с каждой стороны кольца должна быть не менее половины длины окружности.
Допускается не смещать или смещать на меньшую величину указанные швы относительно друг друга:
в сосудах, работающих под давлением не более 1,6 МПа (16 кгс/см2) и при температуре не более 400 °С, с толщиной стенки не более 30 мм при условии, что эти швы выполняются автоматической или электрошлаковой сваркой, а места пересечения швов контролируются радиографическим или ультразвуковым методом в объеме 100 %;
в сосудах 5а и 5б групп независимо от способа сварки.
3.10.8. При сварке стыковых сварных соединений элементов разной толщины необходимо предусмотреть плавный переход от одного элемента к другому постепенным утонением более толстого элемента. Угол скоса а элементов разной толщины (рис. 14, а, б, в, г, е) должен быть не более 20° (уклон 1 : 3). Сварку патрубков разной толщины допускается выполнять в соответствии с рис. 14, д, е. При этом расстояние l должно быть не менее толщины S, но не менее 20 мм, а радиус r ≥ Sl - S.
Допускается выполнять сварку стыковых швов без предварительного утонения более толстого элемента, если разность и толщинах соединяемых элементов не превышает 30 % толщины более тонкого элемента, но не более 5 мм; при этом форма шва должна обеспечивать плавный переход от толстого элемента к тонкому.
Конструктивные элементы стыковых соединений литых деталей с трубами, листами и поковками разной толщины должны приниматься в соответствии с проектом или техническими условиями на сосуд (сборочную единицу, деталь).
Примечание. В сосудах, выполняемых из двухслойной стали, скос осуществляется со стороны основного слоя.
Рис. 14. Стыковка элементов разной толщины
3.10.9. Смещение кромок В листов (рис. 15), измеряемое по срединной поверхности, в стыковых соединениях, определяющих прочность сосуда, не должно превышать В = 0,1S, но не более 3 мм (S - наименьшая толщина свариваемых листов).
Смещение кромок в кольцевых швах, выполняемых электрошлаковой сваркой, не должно превышать 5 мм. Смещение кромок в кольцевых швах монометаллических сосудов, а также в кольцевых и продольных швах биметаллических сосудов со стороны коррозионностойкого слоя не должно превышать величин, указанных в табл. 14.
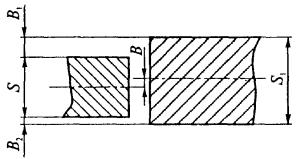
Рис. 15. Смещение кромок
Примечания: 1. К стыковым соединениям, определяющим прочность сосуда, следует относить продольные швы обечаек, хордовые и меридиональные швы выпуклых днищ.
2. При измерении смещения В кромок листов толщиной S и S1 в стыковых соединениях следует учитывать, что:
![]()
где B1 и B2 - расстояния между кромками листов.
Таблица 14
Смещение кромок в кольцевых швах сосудов, выполняемых всеми видами сварки, за исключением электрошлаковой
|
Максимально допустимое смещение стыкуемых кромок, мм |
||
|
в кольцевых швах на монометаллических сосудах |
в кольцевых и продольных швах на биметаллических сосудах со стороны коррозионностойкого стоя |
|
|
До 20 |
0,1S + 1 |
50 % толщины плакирующего слоя |
|
Свыше 20 до 50 |
0,15S, но не более 5 |
50 % толщины плакирующего слоя |
|
Свыше 50 до 100 |
0,04S + 3,5* |
0,04S + 3,0, но не более толщины плакирующего слоя |
|
Свыше 100 |
0,025S + 5,0, но не более 10* |
0,025S + 5,0, но не более 8 мм и не более толщины плакирующего слоя |
* При условии наплавки с уклоном 1 : 3 на стыкуемые поверхности для сварных соединений, имеющих смещение кромок более 5 мм.
Смещение кромок свариваемых заготовок днищ не должно превышать 0,1S, но не более 3 мм (S - толщина листа), а днищ из двухслойных сталей со стороны плакирующего слоя не должно превышать величин, указанных в табл. 14.
3.10.10. Увод (угловатость) f кромок (рис. 16) в стыковых сварных соединениях не должен превышать f = 0,1S + 3 мм, но не более соответствующих значений для элементов, указанных в табл. 15, в зависимости от внутреннего диаметра D обечаек и днищ (S - толщина обечайки или днища).
Увод (угловатость) кромок в продольных сварных соединениях обечаек и конических днищ, стыковых сварных соединениях днищ из лепестков определяется шаблоном длиной 1/6 D (рис. 16, а, б), а в кольцевых сварных соединениях обечаек и конических днищ - линейкой длиной 200 мм (рис. 16, в, г). Увод (угловатость) кромок определяется без учета усиления шва.
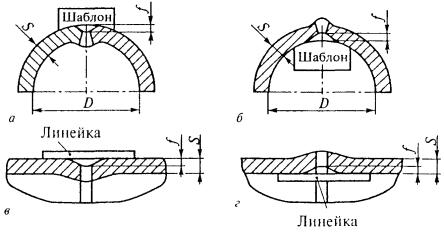
Рис. 16. Контроль увода кромок продольных и кольцевых сварных соединений
Таблица 15
Максимально допустимый увод кромок в стыковых сварных соединениях обечаек и днищ
|
Максимальный увод (угловатость) кромок в стыковых сварных соединениях, мм |
||||
|
обечаек |
днищ из лепестков |
конических днищ |
||
|
Независимо от D |
D ≤ 5000 мм |
D > 5000 мм |
D ≤ 2000 мм |
D > 2000 мм |
|
5 |
6 |
8 |
5 |
7 |
3.10.11. Форма и размеры швов должны соответствовать требованиям стандартов на швы сварных соединений или чертежа. При выполнении стыковых соединений допускается не исправлять сварные швы, если отклонение размеров валика (ширина и высота) составляет не более 30 % предусмотренных стандартом размеров на данный вид сварки.
3.10.12. При защите от коррозии элементов сосудов способом наплавки толщина наплавленного слоя после механической обработки должна быть указана в проекте.
Для внутренних уплотнительных поверхностей фланцев, патрубков штуцеров толщина наплавленного слоя должна соответствовать толщине, указанной в п. 3.6.1.
3.10.13. У сосудов, изготовленных из коррозионностойких сталей, снятие усилия сварных швов, соприкасающихся при эксплуатации со средой, допускается при наличии указании об этом в проекте и рабочей документации.
3.10.14. Сварные соединения перлитных сталей со сталями аустенитного класса могут быть предусмотрены в проекте с соблюдением следующих условий:
толщина материала в местах сварки соединения не должна превышать 36 мм для углеродистых сталей и 30 мм для марганцевокремнистых сталей (марок 16ГС, 17ГС, 09Г2С и др.);
среда не должна вызывать коррозионное растрескивание.
3.10.15. Технология сварки, качество и контроль сварных соединений из разнородных сталей должны соответствовать требованиям РТМ 26-298 и РТМ 26-378.
3.10.16. Приварка и удаление вспомогательных элементов (сборочных устройств, временных креплений и др.) должны производиться в соответствии с чертежами и нормативной документацией. Приварка (удаление) элементов должна выполняться сварщиком, допущенным к сварке данного изделия.
Приварка (удаление) временных креплений после сварки основного изделия должна производиться по технологии, исключающей образование трещин и закалочных зон в металле изделия.
3.11. Требования к качеству сварных соединений
3.11.1. Механические свойства сварных соединений должны быть не ниже норм, указанных в табл. 16.
Таблица 16
Минимальные нормы механических свойств сварных соединений
|
Для углеродистых сталей |
Для низколегированных марганцовистых и марганцевокремнистых сталей |
Для хромистых, хромомолибденовых и хромованадиевовольфрамовых сталей |
Для аустенитно-ферритных сталей |
Для аустенитных сталей |
|
|
Временное сопротивление разрыву при температуре +20 °С |
Не ниже нижнего значения временного сопротивления разрыву основного металла по стандарту или техническим условиям для данной марки стали |
||||
|
Минимальное значение ударной вязкости, Дж/см2 (кгс·м/см2): |
|
|
|
|
|
|
а) при температуре +20 °С |
|
|
|
|
|
|
на образцах KCU |
50 (5,0) |
50 (5,0) |
50 (5,0) |
40 (4,0) |
- |
|
на образцах KCV |
35 (3,5) |
35 (3,5) |
35 (3,5) |
30 (3,0) |
- |
|
б) при температуре ниже -20 °С |
|
|
- |
|
|
|
на образцах KCU |
30 (3,0) |
30 (3,0) |
30 (3,0) |
30 (3,0) |
- |
|
на образцах KCV |
20 (2,0) |
20 (2,0) |
20 (2,0) |
20 (2,0) |
- |
|
Минимальное значение угла изгиба, град: |
|
|
|
|
|
|
при толщине не более 20 мм |
100 |
80 |
50 |
80 |
100 |
|
при толщине более 20 мм |
100 |
60 |
40 |
60 |
100 |
|
Твердость металла шва сварных соединений, НВ, не более |
- |
- |
240 |
220 |
200 |
|
Просвет между сжимаемыми поверхностями при сплющивании стыковых соединений труб |
Не ниже норм, установленных нормативно-технической документацией на трубы |
||||
Примечания: 1. Твердость металла шва в коррозионностойком слое сварных соединений сосудов из двухслойных сталей не должна превышать 220 НВ.
2. Показатели механических свойств сварных соединении по временному сопротивлению разрыву и углу изгиба определяются как среднеарифметическое от результатов испытаний отдельных образцов. Общий результат считается неудовлетворительным, если хотя бы один из образцов показал значение временного сопротивления разрыву более чем на 7 % и угла изгиба более чем на 10 % ниже норм, указанных в табл. 16. При испытании на ударный изгиб результат считается неудовлетворительным, если хотя бы один из образцов показал значение ниже норм, указанных в табл. 16.
Допускается на одном образце при температурах -40 °С и ниже получение значения ударной вязкости не менее 25 Дж/см2 (2,5 кгс·м/см2).
3. Виды испытаний и гарантированные нормы механических свойств по временному сопротивлению разрыву и ударной вязкости стыковых сварных соединении типа «лист + поковка», «лист + литье», «поковка + поковка», «поковка + труба», «поковка + сортовой прокат» должны соответствовать требованиям, предъявляемым к материалу с более низкими показателями механических свойств.
Контроль механических свойств, а также металлографическое исследование или испытание на стойкость против межкристаллитной коррозии образцов этих соединений предусматриваются разработчиком технической документации.
Для сварных соединений типа «лист + поковка», «лист + литье», «поковка + поковка», «поковка + труба», «поковка + сортовой прокат» значение угла изгиба должно быть не менее:
70° - для углеродистых сталей и сталей аустенитного класса;
50° - для низколегированных марганцовистых и марганцевокремнистых сталей, высоколегированных сталей аустенитно-ферритного класса;
30° - для низколегированных и среднелегированных (хромистых и хромомолибденовых) сталей и высоколегированных сталей ферритного класса.
4. Твердость металла шва сварных соединений из стали марки 12ХМ, выполненных ручной электродуговой сваркой ванадийсодержащими электродами, должна быть не более 260 НВ при условии, что относительное удлинение металла шва будет не менее 18 %. Твердость металла шва сварных соединении из стали марки 15Х5МУ должна быть не более 270 НВ. Твердость переходного слоя в сварных соединениях двухслойных сталей должна быть не более 220 НВ при измерении на контрольных образцах.
3.11.2. Коррозионная стойкость сварных соединений должна соответствовать требованиям проекта или технических условий на сосуд (сборочную единицу, детали).
3.11.3. В сварочных соединениях не допускаются следующие наружные дефекты:
трещины всех видов и направлений;
свищи и пористость наружной поверхности шва;
подрезы;
наплавы, прожоги и незаплавленные кратеры;
смещение и совместный увод кромок свариваемых элементов свыше норм, предусмотренных настоящими Правилами;
несоответствие формы и размеров требованиям стандартов, технических условий или проекта;
поры, выходящие за пределы норм, установленных табл. 17;
чешуйчатость поверхности и глубина впадин между валиками шва, превышающие допуск на усиление шва по высоте.
Допускаются местные подрезы в сосудах 3, 4, 5а и 5б групп, предназначенных для работы при температуре выше 0 °С. При этом их глубина не должна превышать 5 % толщины стенки, но не более 0,5 мм, а протяженность - 10 % длины шва
Допускаются в сварных соединениях из сталей и сплавов марок 03Х21Н21М4ГБ, 03ХН28МДТ, 06Х28МДТ отдельные микронадрывы протяженностью не более 2 мм по согласованию со специализированной организацией.
Таблица 17
Нормы допустимых пор, выявляемых при визуальном контроле сварных соединений
|
Допустимый максимальный размер дефекта, мм |
Допустимое число дефектов на любые 100 мм шва |
|
|
От 2 до 3 вкл. |
0,5 |
3 |
|
Св. 3 - » - 4 - » - |
0,6 |
4 |
|
- » - 4- » - 5 - » - |
0,7 |
4 |
|
- » - 5 - » - 6 - » - |
0,8 |
4 |
|
- » - 6 - » - 8 - » - |
1,0 |
5 |
|
- » - 8 - » - 10 - » - |
1,2 |
5 |
|
- » - 10 - » - 15 - » - |
1,5 |
5 |
|
- » - 15 - » - 20 - » - |
2,0 |
6 |
|
- » - 20 - » - 40 - » - |
2,5 |
7 |
|
Св. 40 |
2,5 |
8 |
3.11.4. В сварных соединениях не допускаются следующие внутренние дефекты:
трещины всех видов и направлений, в том числе микротрещины, выявленные при микроисследовании;
свищи;
смещение основного и плакирующего слоев в сварных соединениях двухслойных сталей выше норм, предусмотренных настоящими Правилами;
непровары (несплавления), расположенные в сечении сварного соединения;
усиление t переходного шва (рис. 17) в сварных соединениях двухслойных сталей выше линии раздела слоев на величину более 0,3S (S - толщина плакирующего слоя, S1 - толщина листа);
поры, шлаковые и вольфрамовые включения, выявленные радиографическим методом, выходящие за пределы норм, установленных допустимым классом дефектности сварного соединения по ГОСТ 23055 в соответствии с табл. 18, или выявленные ультразвуковым методом по ОСТ 26-2044.
Допускается местный внутренний непровар, расположенный в области смыкания корневых швов, глубиной не более 10 % толщины стенки корпуса, но не более 2 мм и суммарной протяженностью не более 5 % длины шва:
в двухсторонних угловых и тавровых сварных соединениях с полным проплавлением патрубков внутренним диаметром не более 250 мм;
в сварных швах сосудов 2, 3, 4, 5а и 5б групп, предназначенных для работы в средах, не вызывающих водородную и сероводородную коррозию.
Допускается непровар в корне шва глубиной (высотой) не более 10 % номинальной толщины свариваемых элементов, но не более 2 мм и суммарной протяженностью не более 20 % длины шва:
в кольцевых стыковых сварных соединениях, доступных для сварки только с одной стороны и выполненных без подкладного кольца, сосудов 4-й и 5б групп, предназначенных для работы при температуре выше 0 °С, а также в змеевиках;
в угловых сварных соединениях сосудов 4-й и 5б групп, предназначенных для работы при температуре выше 0 °С.
Рис. 17. Усиление переходного шва в сварных соединениях двухслойных сталей
Таблица 18
Классы дефектности сварного соединения
|
Группы сосудов |
||||
|
1, 2, 3 |
4 |
5а |
5б |
|
|
Классы дефектности по ГОСТ 23055 |
||||
|
Стыковые |
3 |
4 |
5 |
6 |
|
Угловые, тавровые |
4 |
5 |
5 |
6 |
|
Нахлесточные |
5 |
6 |
6 |
7 |
Примечание. Оценку единичных дефектов (пор и включений) по ширине (диаметру) при толщине спариваемых элементов до 45 мм, а также цепочек независимо от толщины свариваемых элементов допускается производить по нормам класса 4 вместо класса 3, класса 5 вместо класса 4, класса 6 вместо класса 5, класса 7 вместо класса 6. Оценку единичных пор и включений для кольцевых сварных соединений толщиной не более 10 мм, выполняемых ручной электродуговой сваркой, допускается производить по классу 5.
3.12. Термическая обработка
3.12.1. Сосуды (сборочные единицы, детали) из углеродистых и низколегированных сталей (за исключением сталей, перечисленных в п. 3.12.3), изготовленные с применением сварки, штамповки или вальцовки, подлежат обязательной термической обработке, если:
а) толщина стенки цилиндрического или конического элемента, днища, фланца или патрубка сосуда в месте их сварного соединения более 36 мм для углеродистых сталей и более 30 мм для низколегированных марганцовистых и марганцевокремнистых сталей (марок 16ГС, 09Г2С, 17Г1С, 10Г2 и др.);
б) номинальная толщина стенки S цилиндрических или конических элементов сосуда (патрубка), изготовленных из листовой стали вальцовкой (штамповкой), превышает величину, вычисленную по формуле
![]()
где D - минимальный внутренний диаметр элемента, мм.
Данное требование не распространяется на отбортованные рубашки;
в) сосуды (сборочные единицы, детали) предназначены для эксплуатации в средах, вызывающих коррозионное растрескивание (жидкий аммиак, аммиачная вода, растворы едкого натрия и калия, азотнокислого натрия, калия, аммония, кальция, этаноламина, азотной кислоты и др.) и об этом есть указание в проекте;
г) днища сосудов и их элементов, независимо от толщины изготовленные холодной штамповкой или холодным фланжированием;
д) необходимость термической обработки отваривается в контракте.
Примечание. Для снятия остаточных напряжений в соответствии с требованиями подпунктов «а», «б» допускается вместо термической обработки применять другие методы, предусмотренные нормативно-технической документацией, согласованной с Госгортехнадзором России (например, метод пластического деформирования).
3.12.2. Сварные соединения из углеродистых, низколегированных марганцовистых, марганцевокремнистых и хромомолибденовых сталей, выполненные электрошлаковой сваркой, подлежат нормализации и высокому отпуску, за исключением случаев, оговоренных в примечании к обязательному приложению 16.
При электрошлаковой сварке заготовок штампуемых и вальцуемых элементов из сталей марок 16ГС, 09Г2С и 10Г2С1, предназначенных для работы при температуре не ниже - 40 °С, нормализация может быть совмещена с нагревом под штамповку с окончанием штамповки при температуре не ниже 700 °С.
3.12.3. Сосуды (сборочные единицы, детали) из сталей марок 12МХ, 12ХМ, 15ХМ, 12Х1МФ, 10Х2М1А-А, 10Х2ГНМ, 15Х2МФА-А, 1Х2М1, 15X5, Х8, 15Х5М, 15Х5ВФ, 12Х8ВФ, Х9М и из двухслойных сталей с основным слоем из сталей марок 12МХ, 12ХМ, 20Х2М, подвергнутые сварке, должны быть термообработаны независимо от диаметра и толщины стенки.
3.12.4. Сосуды (сборочные единицы, детали) из сталей марок 08Х18Н10Т, 08Х18Н12Б и других аустенитных сталей, стабилизированных титаном или ниобием, предназначенные для работы в средах, вызывающих коррозионное растрескивание, а также при температурах выше 350 °С в средах, вызывающих межкристаллитную коррозию, должны подвергаться термической обработке по требованию, оговоренному в проекте. Режим термической обработки должен быть согласован со специализированной организацией.
3.12.5. Необходимость и вид термической обработки сосудов (сборочных единиц, деталей) из двухслойной стали должны определяться в соответствии с требованиями пп. 3.12.1 (а, б, г, д), 3.12.2, 3.12.3.
При определении толщины свариваемого элемента принимается вся толщина двухслойной стали.
При наличии в проекте требования на стойкость против межкристаллитной коррозии технология сварки и режим термообработки сварных соединений двухслойных сталей должны обеспечивать стойкость сварных соединений коррозионностойкого слоя против межкристаллитной коррозии.
3.12.6. Днища и детали из углеродистых и низколегированных марганцевокремнистых сталей, штампуемые (вальцуемые) вгорячую с окончанием штамповки (вальцовки) при температуре не ниже 700 °С, а также днища и детали из аустенитных хромоникелевых сталей, штампуемых (вальцуемых) при температуре не ниже 850 °С, термической обработке не подвергаются, если к указанным материалам не предъявлены другие требования в обязательном приложении 2.
Днища и другие штампуемые (вальцуемые) вгорячую элементы, изготовляемые из сталей марок 09Г2С, 10Г2С1, работающие при температуре от -41 до -70 °С, должны подвергаться термической обработке - нормализации или закалке и высокому отпуску.
Днища и другие элементы из низколегированных сталей марок 12ХМ и 12МХ, штампуемые (вальцуемые) вгорячую с окончанием штамповки (вальцовки) при температуре не ниже 800 °С, допускается подвергать только отпуску (без нормализации).
Технология изготовления днищ и других штампуемых элементов должна обеспечивать необходимые механические свойства, указанные в стандартах или технических условиях, а при наличии требования в проекте и стойкость против межкристаллитной коррозии.
Примечания: 1. Возможность совмещения нормализации с нагревом под горячую штамповку днищ из сталей, работающих при температуре от -41 до -70 °С, определяется в каждом конкретном случае по согласованию со специализированной организацией.
2. Допускается не подвергать термической обработке горячештампованные днища из аустенитных сталей с отношением внутреннего диаметра к толщине стенки более 28, если они не предназначены для работы в средах, вызывающих коррозионное растрескивание.
3.12.7. Днища и другие элементы, выполненные из коррозионностойких сталей аустенитного класса методом холодной штамповки или холодным фланжированием, должны подвергаться термической обработке (аустенизации или стабилизирующему отжигу), если они предназначены для работы в средах, вызывающих коррозионное растрескивание. В остальных случаях термообработку допускается не проводить, если относительное удлинение при растяжении в исходном состоянии металла не менее 30 % при степени деформации в холодном состоянии не более 15 %.
3.12.8. Гнутые участки труб из углеродистых и низколегированных сталей с наружным диаметром более 36 мм подлежат термообработке, если отношение среднего радиуса гиба к номинальному наружному диаметру трубы составляет менее 3,5, а отношение номинальной толщины стенки трубы к ее номинальному диаметру превышает 0,05.
3.12.9. Приварка внутренних и наружных устройств к сосудам, подвергаемым термической обработке, должна проводиться до термической обработки сосуда.
Допускается приварка внутренних и наружных устройств без последующей термической обработки к термообработанным в соответствии с требованиями п. 3.12.1 (а, б) сосудам при условии, что величина катета сварного шва не более 8 мм.
Допускается приварка наружных устройств на монтажной площадке к специальным накладкам, приваренным к корпусу сосуда и прошедшим вместе с ним термическую обработку на предприятии-изготовителе, без последующей термической обработки монтажных сварных швов.
3.12.10. Допускается местная термическая обработка сварных соединений сосудов, при проведении которой должны обеспечиваться равномерный нагрев и охлаждение по всей длине шва и прилегающих к нему зон основного металла.
Ширина зоны нагрева определяется по РТМ 26-44.
3.12.11. Объемная термическая обработка производится в печах или путем нагрева сосуда (сборочной единицы, детали) вводом во внутреннюю полость среды (теплоносителя).
При этом должны быть проведены мероприятия, предохраняющие сосуд (сборочную единицу, деталь) от деформаций, вызванных местным перегревом, неправильной установкой сосуда, действием собственного веса.
3.12.12. Свойства металла обечаек, днищ, патрубков, решеток после всех циклов термической обработки должны соответствовать требованиям настоящих Правил.
Контроль механических свойств основного металла можно не проводить в том случае, если температура отпуска металла не превышает:
650 °С - для сталей марок Ст3, 20К, 16ГС, 09Г2С;
710 °С - для сталей марок 12ХМ, 12МХ.
Если элементы сосудов из углеродистых и низколегированных сталей подвергаются нормализации или нормализации и последующему отпуску, или закалке и последующему отпуску, то проводится только испытание на ударный изгиб при рабочей температуре сосуда ниже 0 °С.
4. ПРАВИЛА ПРИЕМКИ
4.1. Сосуды (сборочные единицы, детали), материалы и комплектующие изделия должны быть приняты отделом технического контроля предприятия-изготовителя и проверены на соответствие требованиям настоящих Правил, технических условий.
4.2. Каждое изделие (сосуд) на предприятии-изготовителе должно подвергаться приемо-сдаточному испытанию, которое включает проверку:
габаритных и присоединительных размеров;
прочности и герметичности;
качества сварных швов;
качества поверхности;
качества покрытия;
комплектности изделия (сосуда);
комплектности сопроводительной документации;
маркировки;
консервации;
упаковки.
4.3. Испытания сосудов должны проводиться на испытательном оборудовании, аттестованном в установленном порядке, укомплектованном средствами защиты и приборами, имеющем эксплуатационную документацию и паспорт.
Испытания сосудов должны проводиться обученным и аттестованным персоналом по утвержденной технологии в соответствии с программами и методиками (технологическим процессом) на испытания.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Общие требования
5.1.1. Геометрические размеры и форма поверхностей должны измеряться с помощью средств, обеспечивающих погрешность не более 30 % установленного допуска на изготовление.
Габаритные размеры сосудов следует определять путем суммирования размеров входящих в них сборочных единиц и деталей.
5.1.2. Контроль качества поверхностей на отсутствие плен, закатов, расслоений, грубых рисок, трещин, снижающих качество и ухудшающих товарный вид, должен проводиться путем визуального осмотра.
5.1.3. Обязательная проверка наличия, содержания, мест расположения клейм на сварных швах и маркировки на готовом сосуде (самостоятельно поставляемых сборочных единицах и деталях) должна осуществляться визуальным осмотром.
5.1.4. Контроль качества сварных соединений следует проводить следующими методами:
а) визуальным осмотром и измерением;
б) механическими испытаниями;
в) испытанием на стойкость против межкристаллитной коррозии;
г) металлографическими исследованиями;
д) стилоскопированием;
е) ультразвуковой дефектоскопией;
ж) радиографией;
з) цветной или магнитопорошковой дефектоскопией;
и) другими методами (акустической эмиссией, люминесцентным контролем, определением содержания ферритной фазы и др.) но требованию проекта.
5.1.5. Окончательный контроль качества сварных соединений сосудов, подвергающихся термической обработке, должен проводиться после термической обработки.
Для сварных соединений сосуда из низколегированных марганцовистых и марганцевокремнистых сталей или двухслойных сталей с основным слоем из этих сталей, подвергаемых в процессе изготовления нормализации или закалке с отпуском, механические испытания и металлографические исследования допускается проводить до окончательной термической обработки (высокого отпуска). При этом полученные положительные результаты механических испытаний следует считать окончательными.
5.1.6. Контроль комплектности, консервации, окраски, упаковки необходимо проводить путем сопоставления объема и качества выполненных работ с требованиями настоящих Правил и технических условий.
5.1.7. Предприятие - изготовитель негабаритных сосудов, транспортируемых частями, должен провести контрольную сборку. Допускается вместо сборки проводить контрольную проверку размеров стыкуемых частей при условии, что предприятие-изготовитель гарантирует собираемость сосуда.
5.1.8. В процессе изготовления сборочных единиц и деталей необходимо проверять на соответствие требованиям стандартов (технических условий) и проекта:
состояние и качество свариваемых сборочных единиц и деталей и сварочных материалов;
качество подготовки кромок и сборки под сварку;
соблюдение технологического процесса сварки и термической обработки.
5.2. Визуальный контроль и измерение сварных швов
5.2.1. Визуальный контроль и измерение сварных швов необходимо проводить после очистки швов и прилегающих к ним поверхностей основного металла от шлака, брызг и других загрязнений.
5.2.2. Обязательному визуальному контролю и измерению подлежат все сварные швы в соответствии с ГОСТ 3242 для выявления наружных дефектов, не допустимых в соответствии с требованиями настоящих Правил.
Визуальный контроль и измерение следует проводить в доступных местах с двух сторон по всей протяженности шва.
5.3. Механические испытания
5.3.1. Механическим испытаниям должны подвергаться стыковые сварные соединения. Механические испытания необходимо проводить на контрольных стыковых сварных соединениях в объеме, указанном в табл. 19.
Таблица 19
Количество образцов из каждого контрольного стыкового сварного соединения
|
Группы сосудов |
Количество образцов |
Примечание |
|
|
Растяжение при +20 °С |
1 - 5 |
Два образца типа XII, XIII, XIV или XV по ГОСТ 6996 |
Испытание на растяжение отдельных образцов из сварных трубных стыков можно заменить испытанием на растяжение целых стыков со снятым усилием |
|
Изгиб при +20 °С |
1 - 5 |
Два образца типа XXVII, XXVIII по ГОСТ 6996 |
Испытание сварных образцов труб с внутренним диаметром до 100 мм и толщиной стенки до 12 мм может быть заменено испытанием на сплющивание по ГОСТ 6996 (образцы типа XXIX, XXX) |
|
Ударная вязкость на образцах KCU (при толщине металла 12 мм и более) при +20 °С |
1 - 5 из сталей, склонных к термическому воздействию (12МХ, 12ХМ, 15Х5М, 10Х2М1А-А и др.) 1 - 3 при давлении более 5 МПа (50 кгс/см2) 1 - 2 при температуре выше 450 °С |
Три образца типа VI по ГОСТ 6996 с надрезом по оси шва |
Испытание на ударный изгиб околошовной зоны проводится на сварных соединениях, выполненных электрошлаковой сваркой без последующей нормализации, а также при наличии требований в технических условиях или проекте |
|
Ударная вязкость на образцах КСU (при толщине металла 12 мм и более) при рабочей температуре ниже -20 °С, равной минимальной отрицательной рабочей температуре сосуда |
1 - 3, 5 при рабочей температуре ниже - 20 °С |
Три образца типа VI по ГОСТ 6996 с надрезом по оси шва |
Испытание при рабочей температуре. Испытание на ударный изгиб околошовной зоны проводится на сварных соединениях, выполненных электрошлаковой сваркой без последующей нормализации, а также при наличии требований в технических условиях или проекте |
|
Измерение твердости металла шва при температуре +20 °С |
1 - 4 в соответствии с требованием п. 5.3.2 |
- |
Примечания: 1. За длину контролируемого участка следует принимать длину сварного соединения, выполненного одним сварщиком по технологии, предусмотренной технической документацией на данный вид сборочной единицы или детали.
2. Допускается не проводить механические испытания сварных образцом для сосудов 5б группы, если предприятие-изготовитель гарантирует качество сварных швов.
3. Испытание на ударный изгиб сварных соединений сосудов, работающих при температуре не ниже - 20 °С, следует проводить при комнатной температуре.
4. Допускается при испытаниях на изгиб образцов толщиной более 50 мм доводить толщину образцов до 50 мм строжкой или фрезерованием контрольных пластин. Образцы из двухслойных сталей следует фрезеровать или строгать со стороны основного слоя и изгибать основным слоем наружу. Тип образца XXVII по ГОСТ 6996, диаметр оправки - две толщины образца.
Допускается проводить испытание на изгиб образцов с предварительным их утонением до толщины не менее 30 мм.
5. Испытание на ударный изгиб сварных соединений из двухслойных сталей следует проводить на образцах, изготовленных по рис. 18.
6. Испытания на растяжение, изгиб, ударный изгиб из сварного соединения толщиной 50 мм и более должны проводиться согласно требованиям РД 26-11-08.
7. Допускается не испытывать на ударный изгиб при отрицательных температурах сварные соединения из сталей аустенитно-ферритного класса, выполненные сварочными материалами, указанными в обязательных приложениях 13, 15, 16, 17.
8. Испытание на ударный изгиб сварных соединений из сталей аустенитного класса не проводится.
9. В случае снижения нижнего температурного предела применения углеродистых и низколегированных марганцовистых и марганцевокремнистых сталей согласно требованиям примечания 27 приложения 2, примечания 11 приложения 1 испытание на ударный изгиб сварных соединений из этих сталей производится при минимальной температуре, указанной для стенки в таблицах приложений 2 и 4.
Рис. 18. Образец для испытания на ударный изгиб сварных соединений из двухслойных сталей
5.3.2. Измерению твердости должны подвергаться металл шва сварных соединений сосудов (работающих под давлением деталей) из сталей марок 12МХ, 12ХМ, 15ХМ, 20Х2М, 1Х2М1, 10Х2ГНМ, 10Х2МФА-А, 10Х2М1А-А, 15Х5М и металл шва коррозионностойкого слоя в сварных соединениях из двухслойных сталей. Твердость должна проверяться не менее чем в трех точках поперек сварного соединения по РД 26-11-08.
5.3.3. Допускается измерение твердости металла шва проводить на контрольных образцах, если невозможно его осуществить на готовом сосуде (детали).
При получении неудовлетворительных результатов по какому-либо виду механических испытаний допускается проведение повторного испытания на удвоенном количестве образцов, вырезанных из того же контрольного сварного соединения, по тому виду механических испытаний, которые дали неудовлетворительные результаты.
Если при повторном испытании получены неудовлетворительные результаты хотя бы на одном образце, сварное соединение считается непригодным.
5.4. Испытание на стойкость против межкристаллитной коррозии
5.4.1. Испытание сварного соединения на стойкость против межкристаллитной коррозии должно проводиться для сосудов (сборочных единиц, деталей), изготовленных из сталей аустенитного, ферритного, аустенитно-ферритного классов и двухслойной стали с коррозионностойким слоем из аустенитных и ферритных сталей по требованию технических условий или проекта.
Необходимость испытания сварных соединений внутренних устройств, работающих без давления, на стойкость против межкристаллитной коррозии должна быть указана в проекте.
5.4.2. Форма, размеры и количество образцов должны соответствовать ГОСТ 6032.
5.4.3. Испытание на стойкость против межкристаллитной коррозии следует проводить по ГОСТ 6032 или соответствующей нормативно-технической документации. Метод испытания должен быть указан в проекте.
Металл шва и зона термического влияния должны быть стойкими против межкристаллитной коррозии.
5.4.4. При получении неудовлетворительных результатов допускается проведение повторного испытания на удвоенном количестве образцов, вырезанных из того же контрольного сварного соединения.
Если при повторном испытании получены неудовлетворительные результаты хотя бы на одном образце, сварное соединение считается непригодным.
5.5. Металлографические исследования
5.5.1. Металлографическим исследованиям должны подвергаться стыковые сварные соединения, определяющие прочность сосудов:
1, 2, 3-й групп, работающих под давлением более 5 МПа (50 кгс/см2) или при температуре ниже -40 °С;
1-й, 2-й групп, работающих при температуре выше 450 °С;
из сталей, склонных к термическому воздействию (марок 12МХ, 12ХМ, 15Х5М и др.), из сталей аустенитного класса без ферритной фазы (марок 06ХН28МДТ, 08Х17Н16М3Т и др.) и из двухслойных сталей.
Допускается не проводить металлографические исследования стыковых сварных швов сборочных единиц и деталей, работающих при температуре ниже -40 °С, толщиной не более 20 мм из сталей марок 12Х18Н10Т и 08Х18Н10Т.
5.5.2. Металлографические макро- и микроисследования должны проводиться в соответствии с РД 24.200.04 на одном образце от каждого контрольного сварного соединения.
5.5.3. Качество контрольного сварного соединения при металлографических исследованиях должно соответствовать требованиям пп. 3.11.3 и 3.11.4.
5.5.4. Если при металлографическом исследовании в контрольном сварном соединении будут обнаружены недопустимые внутренние дефекты, которые должны быть выявлены радиографическим или ультразвуковым контролем согласно п. 5.10.13, все производственные сварные соединения, контролируемые данным сварным соединением, подлежат повторному испытанию тем же методом неразрушающего контроля в объеме 100 % другим, более опытным и квалифицированным, дефектоскопистом. В случае получения удовлетворительных результатов повторного контроля этим дефектоскопистом сварные швы считаются годными.
5.5.5. При получении неудовлетворительных результатов допускается повторно испытание на удвоенном количестве образцов, вырезанных из того же контрольного сварного соединения.
Если при повторном испытании получены неудовлетворительные результаты хотя бы на одном образце, сварное соединение считается непригодным.
5.6. Стилоскопирование сварных соединений
5.6.1. Стилоскопирование сварных швов должно проводиться для установления марочного соответствия примененных сварочных материалов требованиям проекта и инструкций по сварке или настоящих Правил.
При стилоскопировании следует руководствоваться Инструкцией по стилоскопированию основных и сварочных материалов и готовой продукции.
5.6.2. Стилоскопированию должны подвергаться сварные швы работающих под давлением деталей из сталей марок 12ХМ, 12МХ, 15ХМ, 10Х2М1А-А, 20Х2М, 1Х2М1, 15Х2МФА-А, 10Х2ГНМ, 15Х5М, 15X5, 08X13, 08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 03Х16Н15М3Т, 08Х21Н6М2Т и 06ХН28МДТ, 12Х18Н10Т, 08Х18Н10Т, 08Х22Н6Т и металл коррозионностойкой наплавки в объеме не менее указанного в табл. 20.
Таблица 20
Объем контроля стилоскопированием
|
Количество контролируемых сварных швов и металла коррозионностойкой наплавки от общего количества, % |
|
|
1, 2 |
100 |
|
3, 4 |
50 |
|
5 |
25 |
5.6.3. В процессе стилоскопирования следует определять в металле шва наличие хрома, молибдена.
5.6.4. Должны контролироваться:
каждый сварной шов в одной точке через каждые 2 м;
места исправления каждого сварного шва;
наплавка не менее чем в одной точке.
5.6.5. Контроль стилоскопированием допускается не производить:
при невозможности осуществления контроля из-за недоступности сварных швов (ввиду конструктивных особенностей сосуда, по условиям техники безопасности);
из-за малых размеров шва (например, швы обварки теплообменных труб).
5.6.6. При получении неудовлетворительных результатов допускается повторное стилоскопирование того же сварного соединения на удвоенном количестве точек.
При неудовлетворительных результатах повторного контроля должен проводиться спектральный или химический анализ сварного соединения, результаты которого считаются окончательными.
5.6.7. При выявлении несоответствия марки использованных присадочных материалов хотя бы на одном из сварных соединений сосудов 3, 4 и 5а и 5б групп стилоскопирование металла шва должно быть произведено на всех сварных соединениях, выполненных данным механизированным способом сварки.
5.6.8. Дефектные сварные швы, выявленные при контроле, должны быть удалены, швы вновь сварены и подвергнуты стилоскопированию.
5.7. Радиографический и ультразвуковой контроль сварных соединений
5.7.1. Для выявления внутренних дефектов сварных соединений должны применяться проникающие методы неразрушающего контроля: радиографический и ультразвуковой.
Ультразвуковая дефектоскопия сварных соединений должна проводиться в соответствии с ГОСТ 14782, ОСТ 26-2044.
Радиографический контроль сварных соединений должен проводиться в соответствии с ГОСТ 7512, ОСТ 26-11-03.
5.7.2. Метод контроля (ультразвуковой, радиографический или их сочетание) должен выбираться исходя из возможностей более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также особенностей методики контроля для данного вида сварных соединений сосуда (сборочных единиц, деталей).
Метод контроля качества стыковых и угловых сварных соединений должен определяться согласно ОСТ 26-2079.
5.7.3. Обязательному контролю радиографическим или ультразвуковым методом подлежат:
а) стыковые, угловые, тавровые сварные соединения, доступные для этого контроля в объеме не менее указанного в табл. 21.
б) места сопряжения (пересечений) сварных соединений;
в) сварные соединения внутренних и наружных устройств по указанию в проекте или технических условиях на сосуд (сборочную единицу, деталь);
г) сварные соединения элементов из стали перлитного класса с элементами из сталей аустенитного класса в объеме 100 %;
д) сварные стыковые соединения «поковка + лист», «лист + литье», «поковка + поковка», «поковка + труба», «поковка + сортовой прокат», доступные для этого контроля, в объеме 100 %;
е) перекрываемые укрепляющими кольцами участки сварных швов корпуса, предварительно зачищенные заподлицо с наружной поверхностью корпуса;
ж) прилегающие к отверстию участки сварных
швов корпуса, на которых устанавливаются люки и штуцера, на длине, равной ![]() (D - внутренний диаметр корпуса, S - толщина стенки корпуса в месте расположения
отверстия).
(D - внутренний диаметр корпуса, S - толщина стенки корпуса в месте расположения
отверстия).
Таблица 21
Объем контроля радиографическим или ультразвуковым методом
|
Длина контролируемых сварных соединений* от общей длины, % |
|
|
1, 2 |
100 |
|
3 |
50 |
|
4, 5а |
25 |
|
5б |
10 |
* Требование относится к каждому сварному соединению.
Примечания: 1. Контроль сварных соединений, в том числе и мест сопряжений сварных соединений, сосудов 5б группы, работающих под давлением не более 0,03 МПа (0,3 кгс/см2) или без давления (под налив), радиографическим или ультразвуковым методом допускается не проводить по усмотрению предприятия-изготовителя, если нет других указаний в проекте.
2. Контроль сварных швов опор радиографическим или ультразвуковым методом должен проводиться при наличии указания в проекте.
5.7.4. Места контроля сварных соединений сосудов 3, 4, 5а и 5б групп радиографическим или ультразвуковым методом должны указываться в технической документации на сосуд.
5.7.5. Перед контролем соответствующие участки сварных соединений должны быть так замаркированы, чтобы их можно было легко обнаружить на картах контроля и радиографических снимках.
5.7.6. При выявлении недопустимых дефектов в сварном соединении сосудов 3, 4, 5а и 5б групп обязательному контролю тем же методом подлежат все однотипные сварные соединения, выполненные данным сварщиком (оператором), по всей длине соединения.
Примечание. Определение понятия однотипных сварных соединений дано в приложении 19.
5.7.7. При невозможности осуществления контроля сварных соединений радиографическим или ультразвуковым методом из-за их недоступности (ввиду конструктивных особенностей сосуда, ограниченности технических возможностей этих методов или по условиям техники безопасности) или неэффективности (в частности, при наличии конструктивного зазора) контроль качества этих сварных соединений должен проводиться по РД 26-11-01 в объеме 100 %.
5.8. Цветная и магнитопорошковая дефектоскопия
5.8.1. Цветной или магнитопорошковой дефектоскопии следует подвергать сварные швы, недоступные для осуществления контроля радиографическим или ультразвуковым методом, а также сварные швы сталей, склонных к образованию трещин при сварке.
Примечание. Марки сталей, склонных к образованию горячих и холодных трещин при сварке, определяются по РД 26-11-01.
5.8.2. Магнитопорошковая и цветная дефектоскопия сварных соединений должна проводиться в соответствии с ОСТ 26-01-84, ОСТ 26-5.
5.8.3. Объем контроля определяется в соответствии с требованиями РД 26-11-01 или технической документации на сосуд (сборочную единицу).
5.9. Определение содержания a-фазы
5.9.1. Содержание a-фазы в металле шва или наплавленном металле аустенитной стали следует определять при наличии указаний в проекте или технических условиях на сосуд (сборочную единицу).
5.9.2. Предельное допустимое содержание a-фазы для сосудов, работающих при температурах более 350 °С, должно соответствовать требованиям ОСТ 26-3, а для других сосудов - указаниям проекта.
5.9.3. Определение содержания ферритной фазы в металле шва или в металле, наплавленном аустенитными электродами, должно проводиться объемным магнитным методом согласно ГОСТ 9466. Содержание феррита определяется ферритометром, удовлетворяющим требованиям ГОСТ 26364.
Допускается определять количество феррита a-фазометром пондеромоторного действия (магнитоотрывной метод), а при содержании его более 5 % - металлографическим методом.
5.10. Контрольные сварные соединения
5.10.1. Для механических и коррозионных испытаний, а также металлографических исследований должна производиться вырезка образцов из контрольных сварных соединений.
Если проведена производственная аттестация технологии сварки, то по согласованию со специализированной организацией разрешается не выполнять механические испытания контрольных сварных соединений.
5.10.2. Контрольное сварное соединение должно воспроизводить одно из стыковых сварных соединений сосуда (сборочной единицы, детали), определяющих его прочность, и выполняться одновременно с контролируемым сосудом (сборочной единицей, деталью) с применением одинаковых исходных материалов, формы разделки кромок, сборочных размеров, методов и режимов сварки, режима термообработки.
Примечание. К стыковым соединениям, определяющим прочность сосуда, следует относить продольные швы обечаек и патрубков, хордовые и меридиональные швы выпуклых днищ.
5.10.3. При автоматической, полуавтоматической или электрошлаковой сварке сосудов (сборочных единиц, деталей) на каждый сосуд (сборочную единицу, деталь) необходимо сваривать одно контрольное сварное соединение (на каждый вид применяемого процесса) с использованием одинаковых присадочных материалов и режима термообработки.
5.10.4. Контрольные сварные соединения для проверки продольных швов сосудов (сборочных единиц, деталей) следует изготавливать таким образом, чтобы их швы являлись продолжением производственного продольного шва.
После сварки контрольное сварное соединение должно быть отделено от сосуда (сборочной единицы, детали) любым методом, за исключением отмывания.
5.10.5. При ручной сварке сосуда (сборочной единицы, детали) несколькими сварщиками каждый из сварщиков должен выполнить отдельное контрольное сварное соединение.
5.10.6. Если многопроходной шов выполняется несколькими сварщиками, то на данный шов должно свариваться одно контрольное сварное соединение. При этом проходы следует выполнять теми же сварщиками и в аналогичном порядке. В противном случае каждый из сварщиков должен выполнить отдельное контрольное сварное соединение.
5.10.7. При изготовлении однотипных сосудов допускается на каждый вид сварки выполнять по одному контрольному сварному соединению на всю партию сосудов (сборочных единиц, деталей) при условии контроля стыковых сварных соединений, определяющих прочность сосуда, радиографическим или ультразвуковым методом в объеме 100 %. В одну партию сосудов (сборочных единиц, деталей) следует объединять сосуды (сборочные единицы, детали) одного вида, из листового материала одного класса сталей, имеющие одинаковые формы разделки кромок, выполненные по единому (типовому) технологическому процессу и подлежащие термообработке по одному режиму, если цикл их изготовления по сборочно-сварочным работам, термообработке и контрольным операциям не превышает 3 месяцев.
Примечание. Подразделение сталей на классы приведено в приложении 20.
5.10.8. Для контроля качества сварных соединений в трубчатых элементах сосудов необходимо выполнить контрольные сварные соединения. Эти контрольные сварные соединения должны быть идентичны производственным контролируемым сварным соединениям: по марке стали, размерам труб, конструкции и виду соединения, форме разделки кромок, сборочным размерам, пространственному положению сварки и технологическому процессу.
Количество контрольных сварных соединений труб должно составлять 1 % общего числа сваренных каждым сварщиком однотипных сварных соединений труб данного сосуда, но не менее одного контрольного сварного соединения.
5.10.9. При невозможности изготовить плоские образцы из сварного стыка трубчатого элемента допускается производить испытание образцов, вырезанных из контрольных сварных соединений, сваренных в наиболее трудном для сварки положении.
5.10.10. Термообработка контрольных сварных соединений должна выполняться одновременно с сосудом (сборочной единицей, деталью). Допускается термообработку контрольных сварных соединений производить отдельно от сосуда (сборочной единицы, детали) при условии применения одинаковых метода и режима термообработки.
5.10.11. Размеры контрольных сварных соединений должны быть выбраны так, чтобы из них возможно было вырезать необходимое количество образцов для металлографических исследований, для всех видов механических испытаний и испытаний на стойкость против межкристаллитной коррозии, включая повторные.
5.10.12. Предусмотренный настоящими Правилами объем механических испытаний и металлографического исследования сварных соединений может быть изменен по согласованию с Госгортехнадзором России в случае серийного изготовления предприятием однотипных сосудов при неизменном технологическом процессе, специализации сварщиков на определенных видах работ и высоком качестве сварных соединений, подтвержденном результатами контроля за период не менее 12 месяцев.
Если в контрольном сварном соединении будут обнаружены недопустимые дефекты, все производственные сварные соединения, представленные данным соединением и не подвергнутые ранее радиографическому или ультразвуковому контролю, подлежат проверке тем же методом неразрушающего контроля по всей длине.
5.10.14. Контрольным сварным соединениям и вырезаемым из них образцам следует присваивать регистрационные номера согласно учетной документации предприятия-изготовителя, в которой должны отражаться необходимые сведения по изготавливаемому производственному сварному соединению.
5.11. Гидравлическое испытание на прочность и герметичность
5.11.1. Гидравлическому испытанию подлежат сосуды после их изготовления.
Гидравлическое испытание должно производиться на предприятии-изготовителе.
Гидравлическое испытание сосудов, транспортируемых частями и собираемых на месте монтажа, допускается проводить после их изготовления на месте установки.
5.11.2. Гидравлическое испытание сосудов должно проводиться с крепежом и прокладками, предусмотренными в технической документации.
5.11.3. Пробное давление Рпр при гидравлическом испытании сосудов определяется по формуле
![]()
где Р - расчетное давление, МПа (кгс/см2);
[s]20, [s]t - допускаемые напряжения для материала соответственно при + 20 °С и расчетной температуре t, МПа (кгс/см2).
Примечания: 1 Пробное давление гидравлического испытания сосуда должно определяться с учетом минимальных значений расчетного давления и отношения допускаемых напряжений материала сборочных единиц (деталей).
2. Пробное давление при гидравлическом испытании сосуда, рассчитанного по зонам, должно определяться с учетом той зоны, расчетное давление или расчетная температура которой имеет меньшее значение.
3. Если рассчитанное пробное давление (по формуле, приведенной в п. 5.11.3) при гидравлическом испытании сосуда, работающего под наружным давлением, вызывает необходимость утолщения стенки сосуда, то допускается пробное давление определять по формуле
![]()
где E20 и Et - модули упругости материала соответственно при +20 °С и расчетной температуре t, МПа (кгс/см2).
4. Пробное давление для гидравлического испытания сосуда (реактора и др.), предназначенного для работы в условиях нескольких режимов с различными расчетными параметрами (давлениями и температурами), следует принимать равным максимальному из определенных значений пробных давлений для каждого режима.
5. Для сосудов, работающих под вакуумом, расчетное давление принимается равным 0,1 МПа (1 кгс/см2).
6. Предельное отклонение значения пробного давления не должно превышать ± 5 %.
5.11.4. Гидравлическое испытание сосудов, устанавливаемых вертикально, допускается проводить в горизонтальном положении при условии обеспечения прочности корпуса сосуда. При этом разработчик сосуда должен выполнить расчет на прочность с учетом принятого способа опирания для проведения гидравлического испытания.
Пробное давление следует принимать с учетом гидростатического давления, действующего на сосуд в процессе его эксплуатации.
5.11.5. Для гидравлического испытания сосуда должна использоваться вода.
Допускается по согласованию с разработчиком сосуда использование другой жидкости.
Температура воды должна приниматься не ниже критической температуры хрупкости материала сосуда и указываться разработчиком сосуда в технической документации. При отсутствии указаний температура воды должна быть в пределах от +5 до +40 °С.
Разность температур стенки сосуда и окружающего воздуха во время испытания не должна вызывать конденсацию влаги на поверхности стенки сосуда.
5.11.6. При заполнении сосуда водой должен быть удален воздух из внутренних полостей. Давление следует поднимать равномерно до достижения пробного. Скорость подъема давления не должна превышать 0,5 МПа (5 кгс/см2) в минуту, если нет других указаний разработчика сосуда в технической документации.
Время выдержки под пробным давлением должно быть не менее значений, указанных в табл. 22.
После выдержки под пробным давлением давление снижают до расчетного, при котором производят визуальный осмотр наружной поверхности, разъемных и сварных соединений. Не допускается обстукивание сосуда во время испытаний.
Визуальный осмотр сосудов, работающих под вакуумом, производится при пробном давлении.
Таблица 22
Время выдержки сосуда под пробным давлением при гидравлическом испытании
|
Время выдержки, мин |
|
|
До 50 |
10 |
|
Свыше 50 до 100 |
20 |
|
Свыше 100 |
30 |
5.11.7. Пробное давление при гидравлическом испытании должно контролироваться двумя манометрами. Манометры выбираются одного типа, предела измерения, класса точности, одинаковой цены деления. Манометры должны иметь класс точности не ниже 2,5.
5.11.8. После проведения гидравлического испытания вода должна быть полностью удалена.
5.11.9. Гидравлическое испытание допускается заменять пневматическим испытанием (сжатым воздухом, инертным газом или смесью воздуха с инертным газом) при условии контроля этого испытания методом акустической эмиссии или другим, согласованным с Госгортехнадзором России, методом.
Контроль методом акустической эмиссии должен проводиться и соответствии с РД 09-131-97.
Пневмоиспытание должно проводиться по инструкции, утвержденной в установленном порядке.
Пробное давление следует определять согласно п. 5.11.3.
Время выдержки сосуда под пробным давлением должно быть не менее 5 мин и указываться в технической документации.
После выдержки под пробным давлением давление снижают до расчетного, при котором производят визуальный осмотр наружной поверхности и проверку герметичности сварных и разъемных соединений.
5.11.10. Результаты испытаний считаются удовлетворительными, если во время их проведения отсутствуют:
падение давления по манометру;
пропуски испытательной среды (течь, потение, пузырьки воздуха или газа) в сварных соединениях и на основном металле;
признаки разрыва;
течи в разъемных соединениях;
остаточные деформации.
Примечание. Допускается не считать течью пропуски испытательной среды через неплотности арматуры, если они не мешают сохранению пробного давления.
5.11.11. Испытание сосудов, работающих без давления (под налив), проводится смачиванием сварных швов керосином или наливом воды до верхней кромки сосуда.
Время выдержки сосуда при испытании наливом воды должно быть не менее 4 ч, а при испытании смачиванием керосином не менее указанного в табл. 23.
Таблица 23
Время выдержки сосуда и сварных швов при испытании смачиванием керосином
|
Время выдержки, мин |
||
|
в нижнем положении шва |
в потолочном вертикальном положении шва |
|
|
До 4 |
20 |
30 |
|
Свыше 4 до 10 |
25 |
35 |
|
Свыше 10 |
30 |
40 |
5.11.12. Значение пробного давления и результаты испытания должны быть занесены в паспорт.
5.12. Контроль на герметичность
5.12.1. Необходимость контроля на герметичность, степень герметичности и выбор методов и способов испытаний должны быть оговорены в технической документации.
Контроль на герметичность следует проводить согласно требованиям ОСТ 26-11-14.
Контроль на герметичность способом гидравлическим с люминесцентным индикаторным покрытием или люминесцентно-гидравлическим допускается совмещать с гидравлическим испытанием.
5.12.2. Контроль на герметичность крепления труб для трубных систем, соединений труба - решетка, где не допускается смешение сред (переток жидкости), следует проводить гелиевым (галогенным) течеискателем или люминесцентно-гидравлическим методом.
5.12.3. Контроль сварных швов на герметичность допускается проводить капиллярным методом - смачиванием керосином. При этом поверхность контролируемого шва с наружной стороны следует покрыть мелом, а с внутренней - обильно смачивать керосином в течение всего периода испытания.
Время выдержки сварных швов при испытании смачиванием керосином должно быть не менее указанного в табл. 23.
5.12.4. Контроль на герметичность швов приварки укрепляющих колец и сварных соединений облицовки патрубков и фланцев следует проводить пневматическим испытанием.
Пробное давление пневматического испытания должно быть:
0,4 - 0,6 МПа (4 - 6 кгс/см2), но не более расчетного давления сосуда - для швов приварки укрепляющих колец;
0,05 МПа (0,5 кгс/см2) - для сварных соединений облицовки.
Контроль необходимо осуществлять обмазкой мыльной эмульсией.
5.12.5. Качество сварного соединения следует считать удовлетворительным, если в результате применения любого соответствующего заданному классу герметичности метода не будет обнаружено течи (утечек).
6. КОМПЛЕКТНОСТЬ И ДОКУМЕНТАЦИЯ
6.1. Комплектность
6.1.1. В комплект сосуда должны входить:
сосуд в собранном виде или отдельно транспортируемые части с ответными фланцами, рабочими прокладками и крепежными деталями, не требующими замены при монтаже;
запасные части (согласно указаниям в технической документации);
фундаментные болты для крепления сосуда в проектном положении (по указанию в технической документации).
Примечание. Детали и сборочные единицы, которые при отправке в сборе с сосудом могут быть повреждены, допускается снять и отправить в отдельной упаковке. Тип и вид тары и упаковки этих деталей и сборочных единиц, а также покупных деталей должны соответствовать требованиям технических условий на конкретный сосуд.
6.1.2. Сосуд в собранном виде должен поставляться с внутренним защитным покрытием согласно требованиям технической документации.
Торкретирование, футеровка штучными материалами, теплоизоляция осуществляются заказчиком на монтажной площадке. Материалы для торкретирования, футеровки штучными материалами, теплоизоляции, а также неметаллические (керамические и др.) элементы для защиты внутренней футеровки в поставку предприятия-изготовителя, как правило, не входят. Металлические элементы для защиты внутренней футеровки, предусмотренные технической документацией, должны поставляться предприятием-изготовителем.
6.1.3. Транспортируемые части негабаритных сосудов должны поставляться с приваренными приспособлениями для сборки монтажного соединения под сварку.
Допускается приспособления срезать после использования. Удалять их следует на расстоянии не менее 20 мм от стенок корпуса методами, не повреждающими стенки.
6.1.4. В поставку негабаритных сосудов, свариваемых на монтажной площадке из транспортируемых частей, должны, как правило, входить сварочные материалы и пластины металла для проведения контрольных испытаний сварных швов. При этом сварочные материалы и пластины должны отвечать требованиям разделов 2 и 5 настоящих Правил.
6.1.5. Сосуды в собранном виде или транспортируемые части негабаритных сосудов должны поставляться с приваренными деталями для крепления изоляции, футеровки, обслуживающих площадок, металлоконструкций и др., предусмотренными техническим проектом. Приварные детали для крепления изоляции следует применять по ГОСТ 17314. Выбор типа приварной детали производится предприятием-изготовителем.
6.1.6. В поставку тяжеловесного или негабаритного сосуда должны входить специальные траверсы, опорные устройства (цапфы), тележки или салазки для опоры нижней части сосуда, монтажные хомуты, съемные грузозахватные устройства, специальные строповые устройства, приспособления для выверки и устройства для перевода сосуда из горизонтального положения в вертикальное, если они предусмотрены в технической документации.
6.1.7. Изготовленные из труб детали (змеевики, секции, коллекторы, трубные пучки и др.), если они составляют части негабаритных сосудов или заказываются отдельно от сосудов, должны поставляться собранными на предусмотренных технической документацией прокладках.
6.1.8. В комплект сосудов с механизмами и внутренними устройствами (реакторы, кристаллизаторы, емкости с погружными насосами и др.) должны входить электродвигатели, редукторы, насосы и др., предусмотренные технической документацией.
6.1.9. В комплект запасных частей должен входить комплект рабочих прокладок для фланцев. Если по условиям эксплуатации сосуда требуется большее количество запасных прокладок в течение предусмотренного срока службы, то поставка их осуществляется согласно требованиям технических условий на сосуд.
Запасной комплект прокладок для экспортируемых сосудов поставляется по требованию контракта (договора).
6.2. Документация
6.2.1. К сосудам должна прилагаться следующая документация:
паспорт и приложения согласно требованиям РД 10-209-98 Госгортехнадзора России;
инструкция по монтажу;
руководство по эксплуатации, включая регламент пуска и остановки;
ведомость запасных частей;
приложения согласно требованиям настоящих Правил;
чертежи быстроизнашивающихся деталей (по требованию заказчика);
акт о проведении контрольной сборки или контрольной проверки размеров, схема монтажной маркировки, сборочные чертежи в трех экземплярах (для сосудов, транспортируемых частями);
эксплуатационная документация;
техническая и сопроводительная документация на комплектующие изделия (электродвигатели, редукторы, насосы и др.).
Примечания: 1. К сосудам, работающим под давлением не свыше 0,07 МПа (0,7 кгс/см2), без давления (под налив) допускается прилагать паспорт по форме обязательного приложения 21.
2. Инструкция по монтажу и руководство по эксплуатации должны быть составлены разработчиком сосуда. В руководстве по эксплуатации должны предусматриваться требования правил и норм промышленной безопасности и меры по предотвращению несанкционированных действий персонала при эксплуатации и диагностировании (ремонте) сосуда.
3. Регламент пуска и остановки сосудов и аппаратов в зимнее время должен соответствовать обязательному приложению 18.
4. К деталям и сборочным единицам, поставляемым по кооперации, следует прилагать документ (свидетельство, удостоверение) о качестве.
6.2.2. Сопроводительная документация на сосуды для экспорта должна соответствовать ГОСТ 2.601, ГОСТ 2.901, Положению о порядке составления, оформления и рассылки технической и товаросопроводительной документации на товары, поставляемые для экспорта.
6.2.3. На чертеже, поставляемом с паспортом сосуда, предприятие-изготовитель должно указать перечень транспортных блоков (частей).
7. МАРКИРОВКА, КОНСЕРВАЦИЯ И ОКРАСКА. УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. Маркировка
7.1.1. Сосуды должны иметь табличку, соответствующую требованиям ГОСТ 12971.
Табличку допускается не устанавливать на сосудах наружным диаметром 325 мм и менее. В этом случае необходимые данные наносятся на корпус сосуда.
7.1.2. Табличка размещается на видном месте. Табличка крепится на приварном подкладном листе, приварной скобе, приварных планках или приварном кронштейне.
7.1.3. На табличку должны быть нанесены:
наименование или товарный знак предприятия-изготовителя;
наименование или обозначение (шифр заказа) сосуда;
порядковый номер сосуда по системе нумерации предприятия-изготовителя;
расчетное давление, МПа;
рабочее или условное давление, МПа;
пробное давление, МПа;
допустимая максимальная и (или) минимальная рабочая температура стенки, °С;
масса сосуда, кг;
год изготовления;
клеймо технического контроля.
Сосуды, прошедшие сертификацию, должны маркироваться знаком соответствия согласно ГОСТ Р 50460.
7.1.4. На наружной поверхности стенки сосуда должна быть нанесена маркировка:
наименование или товарный знак предприятия-изготовителя;
порядковый номер по системе нумерации предприятия-изготовителя;
год изготовления;
клеймо технического контроля.
Маркировка сосудов с толщиной стенки корпуса 4 мм и более наносится клеймением или гравировкой, а с толщиной стенки менее 4 мм - гравировкой или несмываемой краской. Маркировка заключается в рамку, выполненную атмосферостойкой краской, и защищается бесцветным лаком (тонким слоем смазки). Глубина маркировки клеймением или гравировкой должна быть в пределах 0,2 - 0,3 мм.
Качество и цвет маркировки должны соответствовать ГОСТ 26828.
Примечание. Допускается наносить маркировку на пластину, приваренную к корпусу сосуда рядом с табличкой.
7.1.5. Шрифт маркировки должен соответствовать ГОСТ 26.020 для плоской печати и ГОСТ 26.008 для ударного способа.
7.1.6. Кроме основной маркировки следует:
а) выполнить по две контрольные метки вверху и внизу обечайки под углом 90° на неизолируемых вертикальных сосудах, не имеющих специальных приспособлений для выверки вертикальности их на фундаменте;
б) нанести монтажные метки (риски), фиксирующие в плане главные оси сосуда, для выверки проектного положения его на фундаменте;
в) нанести несмываемой краской отличительную окраску на строповые устройства;
г) прикрепить (или отлить) стрелку, указывающую направление вращения механизмов, при этом стрелку необходимо окрасить в красный цвет несмываемой краской;
д) нанести монтажную маркировку (для негабаритных сосудов, транспортируемых частями);
е) нанести отметки, указывающие положение центра масс на обечайке сосудов, при этом отметки расположить на двух противоположных сторонах сосуда;
ж) указать диаметр отверстий под регулировочные болты несмываемой краской вблизи от одного из отверстий (при наличии регулировочных болтов в опорной конструкции сосуда).
Примечание. Отметки центра масс выполняются по ГОСТ 14192 (рекомендуется по черт. 12). Когда координаты центра тяжести изделия и груза, отравляемого без упаковки и тару, совпадают, то «знак» нанести один раз с двух сторон, а когда не совпадают, то «знак» нанести дважды с двух сторон. К «знаку», определяющему координаты «центра масс», дополнительно нанести буквы «ЦМ».
7.1.7. Маркировка отгрузочных мест должна наноситься по ГОСТ 14192.
7.1.8. На транспортируемых частях негабаритных сосудов должно быть указано:
обозначение сосуда;
порядковый номер по системе нумерации предприятия-изготовителя;
обозначение транспортируемой части.
7.1.9. На каждом сосуде, поставочном блоке, негабаритных частях сосуда должны быть указаны места крепления стропов, положение центра тяжести. Должны быть предусмотрены и поставлены предприятием-изготовителем устройства в соответствии с технической документацией, обеспечивающие установку в проектное положение сосуда в собранном виде или поставочного блока.
7.2. Консервация и окраска
7.2.1. Консервации и окраске подлежат сосуды, принятые отделом технического контроля.
7.2.2. Консервация металлических неокрашенных поверхностей сосудов, поставляемых в полностью собранном виде, а также негабаритных поставочных частей, комплектующих деталей и сборочных единиц, входящих в объем поставки, должна проводиться в соответствии с требованиями ГОСТ 9.014 и обеспечивать защиту от коррозии при транспортировании, хранении и монтаже в течение не менее 24 месяцев со дня отгрузки с предприятия-изготовителя.
7.2.3. Консервация сосудов должна проводиться по технологии предприятия-изготовителя с учетом условий транспортирования и хранения по ГОСТ 9.014.
7.2.4. Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации сосудов в сборе и транспортируемых блоков (узлов) без их разборки.
Марки консервационных материалов выбираются в каждом отдельном случае в зависимости от условий эксплуатации сосудов и должны отвечать требованиям РТМ 26-02-52, РТМ 26-02-66, ГОСТ 9.014.
Примечание. Если по условиям эксплуатации требуется обезжиривание, которое невозможно выполнить без разборки сборочных единиц, то требование о безразборной расконсервации на эти сосуды не распространяется.
7.2.5. Свидетельство о консервации должно включать следующие сведения:
дату консервации;
марку консервационного материала;
вариант внутренней упаковки;
условия хранения;
срок защиты без переконсервации;
срок консервации;
способы расконсервации.
Свидетельство прикладывается к паспорту сосуда, подвергнутого консервации. При этом должны применяться обозначения в соответствии с ГОСТ 9.014.
7.2.6. Поверхность сосуда (сборочной единицы) перед окраской должна быть подготовлена с учетом требований ГОСТ 9.402 по инструкции предприятия-изготовителя.
7.2.8. Цвет покрытия выбирается в зависимости от условий эксплуатации по ГОСТ 12.4.026 и технических условий на сосуд (сборочную единицу).
На период транспортирования, монтажа и хранения цвет покрытия не нормируется.
7.2.9. При поставке негабаритных сосудов частями или габаритными блоками защитное покрытие наносится в соответствии с требованиями пп. 7.2.6, 7.2.7.
Примечание. Кромки, подлежащие сварке на монтажной площадке, и прилегающие к ним поверхности шириной 50 - 60 мм должны защищаться. Окраска кромок не допускается.
7.3. Упаковка, транспортирование и хранение
7.3.1. Упаковка сосудов должна производиться по технической документации на конкретный сосуд.
7.3.2. При необходимости внутренние устройства и вращающиеся механизмы должны быть закреплены для предохранения от деформации под влиянием собственных масс и динамических нагрузок при транспортировании.
7.3.3. Все отверстия, патрубки, штуцера, муфты и присоединительные фланцы оборудования, поставляемого в сборе, а также поставочных блоков и узлов должны быть закрыты пробками или заглушками для защиты от повреждений уплотнительных поверхностей и от загрязнений. При этом ответственные разъемы оборудования, поставляемого в сборе, и поставочных блоков (узлов) должны быть опломбированы.
7.3.4. Отдельно отправленные сборочные единицы, детали, запасные части должны быть упакованы в ящики или собраны в пакеты (стопы).
Вид упаковки выбирается предприятием-изготовителем, если нет других указаний в технической документации.
Ящики и способы крепления должны соответствовать ГОСТ 2991, ГОСТ 5959, ГОСТ 10198, ГОСТ 21650.
Ящики для запасных частей сосудов, предназначенных на экспорт, должны соответствовать ГОСТ 24634 или требованиям контракта (договора).
7.3.5. Крепежные детали при отправке их в ящиках должны быть законсервированы согласно инструкции предприятия-изготовителя, а шпильки (болты) фланцевых соединений дополнительно упакованы в оберточную или парафированную бумагу.
7.3.6. Техническая и товаросопроводительная документация, прилагаемая к сосудам, должна быть завернута в водонепроницаемую бумагу или бумагу с полиэтиленовым покрытием и вложена в пакет, изготовленный из полиэтиленовой пленки толщиной не менее 150 мк. Швы пакета свариваются (заклеиваются).
Для дополнительной защиты от механических повреждений пакет должен быть обернут водонепроницаемой бумагой или полиэтиленовой пленкой. Края бумаги или пленки должны быть склеены синтетическим клеем.
7.3.7. Если сосуд поставляется в виде нескольких грузовых мест, техническая документация должна упаковываться в грузовое место № 1.
7.3.8. При отгрузке сосудов без тары техническая документация должна крепиться внутри сосуда или на сосуде. При этом на сосуд наносится надпись «Документация находится здесь».
7.3.9. Каждое грузовое место должно иметь свой упаковочный лист, который вкладывается в пакет из водонепроницаемой бумаги или бумаги с полиэтиленовым покрытием. Пакет дополнительно завертывается в водонепроницаемую бумагу и размещается в специальном кармане, изготовленном в соответствии с документацией, применяемой на предприятии-изготовителе. Карман крепится около маркировки груза.
К ярлыку грузов, отправляемых в пакетах и связках, должен крепиться футляр для упаковочного листа в соответствии с документацией, используемой на предприятии-изготовителе.
Второй экземпляр упаковочного листа или комплектовочной ведомости вместе с технической документацией упаковывается в грузовое место № 1.
7.3.10. Техническую документацию и второй экземпляр упаковочного листа допускается отправлять почтой. Отправка технической документации должна быть произведена в течение одного месяца после отгрузки сосуда.
7.3.11. Сосуды должны транспортироваться железнодорожным транспортом в соответствии с требованиями Министерства путей сообщения.
Допускается транспортирование автомобильным и водным транспортом.
Транспортирование и крепление сосудов следует производить по документации предприятия-изготовителя.
7.3.12. Транспортирование и погрузочно-разгрузочные работы должны проводиться без резких толчков и ударов в целях обеспечения сохранности оборудования и его упаковки.
7.3.13. Условия транспортирования и хранения сосудов на предприятии-изготовителе и монтажной площадке должны обеспечивать сохранность качества сосудов, предохранять их от коррозии, эрозии, загрязнения, механических повреждений и деформации.
7.3.14. Категорию и условия транспортирования и хранения сосудов в части воздействия климатических факторов внешней среды по ГОСТ 15150 следует указывать в технических условиях на конкретные сосуды. При назначении категории и условий хранения должна быть учтена сохраняемость комплектующих деталей.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Предприятие-изготовитель должно гарантировать соответствие сосудов требованиям настоящих Правил при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
8.2. Гарантийный срок эксплуатации сосудов устанавливается в контракте (договоре).
ПРИЛОЖЕНИЕ 1
Обязательное
СПЕЦИАЛИЗИРОВАННЫЕ ОРГАНИЗАЦИИ
|
№ п/п |
Организация |
Адрес, телефон |
|
1 |
Акционерное общество «Петрохим Инжиниринг» |
129869, г. Москва, Протопоповский пер., 25, корп. Б тел. 288-62-81, 288-16-90 |
|
2 |
Акционерное общество «НИИХИММАШ» |
125015, г. Москва, Б. Новодмитровская ул., 14, тел. 285-56-74, 285-93-02 |
|
3 |
Акционерное общество «ВНИИНЕФТЕМАШ» |
113191, г. Москва, 4-й Рощинский проезд, 19/21, тел. 952-29-22 |
|
4 |
Акционерное общество «ВНИИПТхимнефтеаппаратуры» |
400078, г. Волгоград, пр. Ленина, 90, тел. 34-21-97 |
ПРИЛОЖЕНИЕ 2
Обязательное
ЛИСТОВАЯ СТАЛЬ
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и дополнительные требования |
Примечание (ссылки на пункты примечаний к прил. 2) |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
||||
|
Ст3кп2, Ст3пс2, Ст3сп2; ГОСТ 380 |
От +10 до +200 |
1,6 (16) |
пп. 2, 26 |
||
|
От -15 до +350 |
0,07 (0,7) |
п. 3 |
|||
|
От -30 до +550 |
- |
||||
|
Ст3сп4, Ст3пс4, Ст3Гпс4; ГОСТ 380 |
Oт -20 до +200 |
5 (50) |
ГОСТ 14637 и полистно при температуре стенки выше 200 °С |
пп. 4, 13, 26 |
|
|
Ст3пс3, Ст3сп3, Ст3Гпс3; ГОСТ 380, ГОСТ 14637 |
Св. 0 до +200 |
ГОСТ 14637 и полистно при температуре стенки выше 200 °С |
пп. 4, 13, 26 |
||
|
Ст3сп5, Ст3пс5, Ст3Гп5; ГОСТ 380 |
От -20 до +425 |
пп. 4, 11, 13, 26 |
|||
|
Ст4сп3, ГОСТ 380 |
Св. 0 до +200 |
пп. 6, 26 |
|||
|
Ст3сп, Ст3пс, Ст3Гпс категорий 3, 4, 5 в зависимости от температуры стенки; ГОСТ 380 |
Группы 1 и 2 по ТУ 14-1-3023 |
Oт -20 до +425 |
ТУ 14-1-3023 и полистно при температуре стенки выше 200 °С |
пп. 4, 11, 13, 26 |
|
|
08кп, ГОСТ 1050 |
Oт -40 до +425 |
Не ограничено |
пп. 7, 26 |
||
|
Категория 2 по ГОСТ 1577 |
пп. 7, 26 |
||||
|
20К, ТУ 14-1-4088 |
ТУ 14-1-4088 |
От -20 до +475 |
ТУ 14-1-4088 полистно при температуре стенки выше 200 °С и п. 2.2.7 настоящих Правил |
пп. 11, 26 |
|
|
16К, 18К, 20К, 22К категории 5; ГОСТ 5520 |
Oт -20 до +200 |
пп. 1, 5, 12, 17, 18, 26 |
|||
|
16К, 18К, 20К, 22К категории 3, ГОСТ 5520 |
Св. 0 до +200 |
пп. 1, 5, 11, 12, 17, 18, 26 |
|||
|
16К, 18К, 20К, 22К категории 18, ГОСТ 5520 |
Св. 0 до +475 |
||||
|
16К, 18К, 20К, 22К категории 11, 17; ГОСТ 5520 |
От -20 до +475 |
||||
|
22К; ТУ 108.11.543 |
ТУ 108.11.543 |
От -20 до +350 |
ТУ 108.11.543 |
пп. 1, 5, 11, 12, 17, 18, 26 |
|
|
20КА; ТУ 05764417-013 |
ТУ 05764417-013 |
От -40 до +475 |
ТУ 05764417-013 |
пп. 11, 26 |
|
|
09Г2С, 10Г2С1 категорий 7, 8, 9 в зависимости от температуры стенки; ГОСТ 5520 |
От -70 до +200 |
пп. 5, 8, 10, 17 |
|||
|
17ГС, 17Г1С, 16ГС, 09Г2С, 10Г2С1 категории 6; ГОСТ 5520 |
От -40 до +200 |
пп. 5, 8, 10, 17, 26 |
|||
|
17ГС, 17Г1С, 16ГС, 09Г2С, 10Г2С1 категорий 3, 5; ГОСТ 5520 |
От -30 до +200 |
пп. 5, 17, 26 |
|||
|
17ГС, 17Г1С категории 12; 16ГС, 09Г2С, 10Г2С1 категорий 12, 17; ГОСТ 5520 |
От -40 до +475 |
пп. 5, 9, 11, 17, 18, 26 |
|||
|
09Г2С, 10Г2С1 категорий 15, 17; ГОСТ 5520 |
От -70 до +475 |
пп. 5, 8, 10, 18, 26 |
|||
|
09Г2С, 09Г2СА; ТУ 302.02.122 |
ТУ 302.02.122 |
От -70 до +475 |
ТУ 302.02.122 |
п. 11 |
|
|
17ГС, 17Г1С, 16ГС, 09Г2, 09Г2С категории 3; ГОСТ 19281 |
От -30 до +200 |
пп. 14, 15, 16, 24, 26 |
|||
|
17ГС, 17Г1С, 16ГС, 14Г2, 09Г2С, 09Г2 категории 4; ГОСТ 19821 |
От -40 до +200 |
пп. 11, 14, 15, 24, 26 |
|||
|
17ГС, 17Г1С, 16ГС, 14Г2, 09Г2С, 09Г2 категории 12; ГОСТ 19821 |
От -40 до +475 |
пп. 14, 15, 16, 24 |
|||
|
09Г2С категорий 7, 15; ГОСТ 19281 |
От -70 до -40 |
ТУ 14-1-5241 |
п. 15 |
||
|
16ГС; ТУ 14-1-5241 |
ТУ 14-1-5241 |
От -40 до +475 |
|
||
|
09Г2С; ТУ 14-1-5241 |
От -70 до +475 |
||||
|
09Г2С-ш категорий 5, 6, 7, 8 в зависимости от температуры стенки; ГОСТ 19281 |
ТУ 14-1-2072 |
От -60 до +475 |
ТУ 14-1-2072 |
пп. 11, 26 |
|
|
09Г2СЮЧ, 09ХГ2СЮЧ; ТУ 14-1-5065 |
ТУ 14-1-5065 |
От -70 до +475 |
ТУ 14-1-5065 |
п. 11 |
|
|
12МХ |
ТУ 14-1-5093 |
Св. 0 до +540 |
- |
||
|
ТУ 24-10-003 |
ТУ 14-1-5093 |
||||
|
ТУ 24-10-003 |
|||||
|
12ХМ; ГОСТ 5520 |
Св. 0 до +560 |
- |
|||
|
ТУ 14-1-5093 |
ТУ 14-1-5093 |
ТУ 14-1-5093 |
|||
|
ТУ 24-10-003 |
ТУ 24-10-003 |
ТУ 24-10-003 |
|||
|
ТУ 14-1-2304 |
ТУ 14-1-2304 |
ТУ 14-1-2304 |
|||
|
ТУ 302.02.031 |
ТУ 302.02.031 |
ТУ 302.02.031 |
|||
|
10Х2М1А-А, 10Х2М1А, (10Х2М1А-ВД, 10Х2М1А-ш); ТУ 302.02.121 |
ТУ 302.02.121 |
Св. 0 до +560 |
ТУ 302.02.121 |
|
|
|
10Х2М1А-А; ТУ 302.02.128 |
ТУ 302.02.128 |
ТУ 302.02.128 |
|||
|
15Х5М; ГОСТ 20072 |
Св. 0 до +650 |
Группа М2б по ГОСТ 7350 |
пп. 19, 23 |
||
|
ТУ 14-1-2657 |
ТУ 14-1-2657 |
||||
|
10Х2ГНМ; ТУ 108.11.928 |
ТУ 108.11.928 |
Св. 0 до +550 |
ТУ 108.11.928 |
- |
|
|
ТУ 14-1-5117 |
ТУ 14-1-5117 |
ТУ 14-1-5117 |
|||
|
20ЮЧ; ТУ 14-1-4853 |
ТУ 14-1-4853 |
От -40 до +475 |
ТУ 14-1-4853 |
п. 26 |
|
|
09ХГ2НАБЧ; ТУ 14-1-3333 |
ТУ 14-1-3333 |
От -40 до +475 |
ТУ 14-1-3333 |
||
|
09ГСНБЦ; ТУ 05764417-013 |
ТУ 05764417-013 |
От -40 до +350 |
ТУ 05764417-013 |
||
|
ТУ 14-1-5307 |
ТУ 14-1-5307 |
ТУ 14-1-5307 |
|||
|
09ГН2АБ; ТУ 05764417-013 |
ТУ 05764417-013 |
От -60 до +350 |
ТУ 05764417-013 |
||
|
16ГМЮМ; ТУ 14-1-4826 |
ТУ 14-1-4826 |
От -40 до +520 |
ТУ 14-1-4826 |
||
|
15Х2МФА-А; ТУ 302.02-014 |
ТУ 302.02-014 |
Св. 0 до +560 |
ТУ 302.02-014 |
- |
|
|
12Х2МФА; ТУ 108.131 |
ТУ 108.131 |
Св. 0 до +500 |
ТУ 108.131 |
- |
|
|
15Г2СФ категорий 12, 13, 14 в зависимости от температуры стенки; ГОСТ 19281 |
От -60 до +350 |
пп. 14, 15, 16, 24, 26 |
|||
|
15Г2СФ; ТУ 14-1-4502 |
ТУ 14-1-4502 |
От -60 до +350 |
ТУ 14-1-4502 |
п. 26 |
|
|
09Г2ФБ, 10Г2ФБ ТУ 14-1-4083 |
ТУ 14-1-4083 |
От -60 до +425 |
ТУ 14-1-4083 |
||
|
09Г2БТ, 10Г2БТ, 07ГФБ-у |
ТУ 14-1-4083 |
От -70 до +200 |
ТУ 14-1-4083 |
||
|
ТУ 14-1-4083 |
|||||
|
10ХСНД, 15ХСНД категории 3; ГОСТ 19821 |
ГОСТ 19821 |
От -30 до +200 |
ГОСТ 19821 |
пп. 14, 15, 16, 24, 26 |
|
|
10ХСНД, 15ХСНД категории 4; ГОСТ 19821 |
От -40 до +200 |
||||
|
10ХСНД, 15ХСНД категории 12; ГОСТ 19821 |
От -40 до +475 |
||||
|
Е32, Е36, Е40; ГОСТ 5521 |
ГОСТ 5521 |
От -40 до +200 |
ГОСТ 5521 |
п. 26 |
|
|
В; ГОСТ 5521 |
ГОСТ 5521 |
От 0 до +200 |
ГОСТ 5521 |
||
|
Д32, Д36, Д40; ГОСТ 5521 |
От -20 до +200 |
||||
|
10Х14Г14Н4Т; ГОСТ 5632 |
От -196 до +500 |
пп. 19, 23 |
|||
|
08Х22Н6Т, 08X21 Н6М2Т ГОСТ 5632 |
От -40 до +300 |
||||
|
02Х8Н22С6, П2Х8Н22С6-ПД |
ТУ 14-1-5076 |
От -40 до +120 |
ТУ 14-1-5076, ТУ 14-1-5075 |
- |
|
|
02Х8Н22С6-ш; ТУ 14-1-5076 |
ТУ 14-1-5075 |
||||
|
О3Х19АГ3Н10; ТУ 14-1-2261 |
ТУ 14-1-2261 |
От -196 до +450 |
Не ограничено |
ТУ 14-1-2261 |
- |
|
О3Х21Н21М4ГБ; ГОСТ 5632 |
От -70 до +450 |
Группа М2б по ГОСТ 7350 |
пп. 19, 23 |
||
|
08Х18Г8Н2Т; ГОСТ 5632 |
От -20 до +300 |
5 (50) |
Группа М2б по ГОСТ 7350 |
пп. 19, 23 |
|
|
07Х13АГ20; ТУ 14-1-3342 |
ТУ 14-1-3342 |
От -70 до +300 |
ТУ 14-1-3342 |
- |
|
|
08Х18Н10Т; ГОСТ 5632 |
От -253 до +610 |
Не ограничено |
Группа М2б по ГОСТ
7350; |
пп. 19, 23 |
|
|
ТУ 14-1-3199 |
|||||
|
ТУ 14-1-4780 |
|||||
|
ТУ 14-1-2542 |
От +610 до +700 |
5 (50) |
|||
|
ТУ 108-930 |
|||||
|
ТУ 108-1151 |
|||||
|
ТУ 14-1-394 |
|||||
|
08Х18Н12Б; ГОСТ 5632 |
От +610 до +700 |
5 (50) |
Группа М2б по ГОСТ 7350 |
пп. 19, 23 |
|
|
От -196 до +610 |
Не ограничено |
||||
|
О3Х18Н11; ГОСТ 5632 |
От -253 до +450 |
ТУ 14-1-5142, ТУ 14-1-5073 |
- |
||
|
ТУ 14-1-5142 |
Группы М2а и М3а по ГОСТ 5582 |
||||
|
ТУ 14-1-5073 |
|||||
|
10Х17Н13М2Т; ГОСТ 5632 |
От -253 до +350 |
пп. 19, 23 |
|||
|
Св. +350 до +700 |
пп. 19, 20, 23 |
||||
|
08Х17Н13М2Т; ГОСТ 5632 |
ТУ 14-1-394 |
От -253 до +350 |
Группа А по ТУ 14-1-394 |
- |
|
|
От +350 до +600 |
пп. 19, 20, 23 |
||||
|
10Х17Н13М3Т; ГОСТ 5632 |
От -196 до +350 |
Группа М2б по ГОСТ 7350; группа А по ТУ 14-1-394; группы М2а и М3а по ГОСТ 5582 |
пп. 19, 23 |
||
|
ТУ 14-1-394 |
От +350 до +600 |
пп. 19, 20, 23 |
|||
|
02Х18Н11; ТУ 14-1-3071 |
ТУ 14-1-3071 |
От -253 до +450 |
ТУ 14-1-3071 |
- |
|
|
08Х17Н15М3Т; ГОСТ 5632 |
От -196 до +350 |
Группа М2б по ГОСТ 7350 |
пп. 19, 23 |
||
|
От +350 до +600 |
пп. 19, 20, 23 |
||||
|
О3ХН28МДТ, 06ХН28МДТ |
От -196 до +400 |
пп. 19, 23 |
|||
|
О3Х17Н14М3; ГОСТ 5632 |
ТУ 14-1-5071 |
От -196 до +450 |
ТУ 14-1-5071, ТУ 14-1-5056 |
- |
|
|
ТУ 14-1-5056 |
ТУ 14-1-5073, ТУ 14-1-5054 |
||||
|
ТУ 14-1-5073 |
|||||
|
ТУ 14-1-5054 |
|||||
|
08Х18Н10; ГОСТ 5632 |
От -253 до +600 |
Группы М2а и М2б по ГОСТ 5582, ТУ 14-1-3199 |
пп. 19, 20, 23 |
||
|
ТУ 14-1-3199 |
|||||
|
15Х18Н12С4ТЮ; ГОСТ 5632 |
От -20 до +200 |
2,5 (25) |
ГОСТ 7350, ТУ 14-1-3669 |
пп. 19, 23 |
|
|
ТУ 14-1-3669 |
|||||
|
12Х18Н9Т, 12Х18Н10Т |
От -253 до +350 |
Не ограничено |
Группа М2б по ГОСТ 7350, группы М2а и М3а по ГОСТ 5582, ТУ 14-1-3199, ТУ 14-1-2542, ТУ 108-1151, ТУ 108-930, ТУ 14-1-394 |
пп. 19, 23 |
|
|
ТУ 14-1-3199 |
|||||
|
ТУ 14-1-2542 |
От +350 до +610 |
пп. 19, 20, 23 |
|||
|
ТУ 108-1151 |
|||||
|
ТУ 108-930 |
От +610 до +700 |
5 (50) |
|||
|
ТУ 14-1-394 |
|||||
|
08X13; ГОСТ 5632 |
От -40 до +550 |
До 0,07 (0,7) |
пп. 19, 21, 23, 25 |
||
|
08X13, 12X13,20X13; |
От -40 до +550 |
Не ограничено |
Группа М2б по ГОСТ 7350 |
пп. 3, 19, 23, 25 |
|
|
п. 22 (для сталей марок 12Х13, 20Х13) |
|||||
|
08X17Т; ГОСТ 5632 |
Св. 0 до +700 |
1,6 (16) |
Группа М2б по ГОСТ 7350 |
пп. 3, 19, 23 |
|
|
15Х25Т; ГОСТ 5632 |
Св. 0 до +1000 |
||||
|
07Х16Н6;ТУ 14-1-763 |
ТУ 14-1-763 |
От -40 до +350 |
Не ограничено |
ТУ 14-1-763, ТУ 14-1-2735 |
- |
|
ТУ 14-1-2735 |
ТУ 14-4-2735 |
||||
|
ХН32Т, ТУ 14-1-625 |
ТУ 14-1-625 |
От -70 до +900 |
ТУ 14-1-625 |
- |
|
Примечания: 1. Допускается применять сталь марок 15 и 20 по ГОСТ 1577 при тех же условиях, что и сталь марок 16К, 18К и 20К, при этом объем и виды испытаний этих сталей на предприятии - изготовителе сосудов должны быть проведены по ГОСТ 5520 в том же объеме, что и для сталей марок 15К, 16К, 18К и 20К соответствующих категорий.
2. Толщина листа не более 16 мм.
3. Для трубных решеток, а также деталей внутренних устройств и других неответственных конструкций.
4. Ограничения по толщине: для сталей марок Ст3сп и Ст3пс категории 3 - не более 40 мм, для сталей марок Ст3сп и Ст3пс категорий 4 и 5 - не более 25 мм, для стали марки Ст3Гпс - не более 30 мм.
5. Механические свойства листов по ГОСТ 5520 толщиной менее 12 мм проверяются на листах, взятых от партии.
6. Допускается применять сталь марок Ст5пс2 с Ст5сп2 для деталей, не подлежащих сварке, при тех же параметрах, что и сталь марки Ст4сп3 с испытанием на ударный изгиб на предприятии - изготовителе сосудов или их отдельных деталей.
7. Для прокладок. Прокладки толщиной не более 2 мм могут применяться при температуре среды до -70 °С.
8. Для сосудов из стали марки 10Г2С1, работающих под давлением, температура стенки должна быть не ниже -60 °С.
9. При толщине листов более 60 мм и менее 12 мм применяется сталь категории 12.
10. Допускается применение стали марки 10Г2 по ГОСТ 1577 - при температурах стенок от -70 до -40 °С с техническими требованиями для стали марки 09Г2С в этом температурном интервале.
11. Испытание на механическое старение производится в том случае, если при изготовлении сосудов, имеющих температуру стенки выше +200 °С, сталь подвергается холодной деформации (вальцовка, гибка, отбортовка и др.).
12. Для сталей марок 16K, 18К, 20К испытание при -20 °С производится на металлургическом предприятии. Значение ударной вязкости должно быть не менее 30 Дж/см2 (3 кгс·м/см2).
13. При толщине листов менее 5 мм допускается применение сталей по ГОСТ 14637 категории 2 вместо сталей категорий 3 и 4. При толщине листов менее 7 мм допускается применение сталей по ГОСТ 14637 категорий 3 и 4 вместо категорий 6 и 5 соответственно.
14. Листы по ГОСТ 19281 должны поставляться с обязательным выполнением пп. 2.2.1, 2.2.2, 2.2.3, 2.2.7, 2.2.9, 2.2.12 ГОСТ 19281, а также должен проводиться контроль макроструктуры по ГОСТ 5520 от партии листов.
15. Листы, поставляемые по ГОСТ 19821 и ТУ 14-1-5241, должны быть испытаны полистно при температуре стенки ниже -30 °С, выше + 200 °С или при давлении более 5 МПа (50 кгс/см2) при толщине листа 12 мм и более.
16. Для термообрабатываемых сосудов.
17. При толщине листов менее 5 мм допускается применение сталей по ГОСТ 5520 категории 2 вместо сталей категорий 3 - 17. При толщине листов менее 7 мм допускается применение сталей по ГОСТ 5520 категории 3 вместо категории 18, категории 6 вместо категорий 12 и 17.
18. По согласованию со специализированной организацией допускается применение сталей марок 16К, 18К, 20К по ГОСТ 5520 категории 10 вместо категории 18; стали 16ГС, 09Г2С по ГОСТ 5520 категорий 12, 13, 14 и 15 (в зависимости от температуры стенки, если она ниже 0 °С) вместо стали категории 17.
19. Допускается применение стали по ГОСТ 7350 группы поверхности М3б и М4б при условии, что в расчете на прочность должны быть учтены глубина залегания дефектов и минусовые отклонения.
20. Для сред, не вызывающих межкристаллитную коррозию.
21. Для изделий толщиной до 12 мм.
22. Для изготовления деталей, не подлежащих сварке.
23. Сталь должна быть заказана в соответствии с требованиями п. 2.2.3 настоящих Правил.
24. При заказе проката толщиной до 32 мм включительно класс прочности должен быть 325, 345; при толщине более 32 мм класс прочности - 265, 295.
25. Для внутренних, не подлежащих сварке деталей сосудов допускается применение стали марки 08X13 при температуре стенки от -60 °С до + 550 °С.
26. Допускается снижение нижнего температурного предела применения не более чем на 20 °С (но не ниже -70 °С) для листов толщиной до 36 мм, если:
при расчете на прочность допускаемые напряжения уменьшены не менее чем в 1,35 раза и проводится термообработка сосуда независимо от требований п. 3.12;
при расчете на прочность допускаемые напряжения уменьшены не менее чем в 2,85 раза без проведения термообработки сосуда, если она не требуется требованиями п. 3.12.
ПРИЛОЖЕНИЕ 3
Обязательное
ЛИСТОВАЯ ДВУХСЛОЙНАЯ СТАЛЬ
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и дополнительные требования |
Примечание (ссылки на пункты примечаний к прил. 3) |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
||||
|
Ст3сп4 с плакирующим слоем из сталей марок 08X13, 08Х18Н10Т, 12X18H10T, 08Х18Н12Б, 10X17H13M3T, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От -20 до +200 |
5 (50) |
пп. 1, 3 |
||
|
Ст3сп3 с плакирующим слоем из сталей марок 08X13, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От 0 до +200 |
||||
|
Ст3сп5 с плакирующим слоем из сталей марок 08X13, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От -20 до +425 |
пп. 1, 3, 5 |
|||
|
20К-18 с плакирующим слоем из 08X13; ГОСТ 10885 |
От 0 до +475 |
Не ограничено |
пп. 1, 3 |
||
|
20К-11, 17 с плакирующим слоем из 08X13; ГОСТ 10885 |
От -20 до +475 |
пп. 1, 3, 5 |
|||
|
20К-5 с плакирующим слоем из сталей марок 08X13, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, 10X17H13M3T, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От -20 до +200 |
||||
|
20К-3 с плакирующим слоем из сталей марок 08X13, 08X18H10T, 12Х18Н10Т, 08Х18Н12Б, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От 0 до +200 |
||||
|
20К-18 с плакирующим слоем из сталей марок 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От 0 до +425 |
пп. 1, 2, 3, 5 |
|||
|
20К-11 с плакирующим слоем из сталей марок 08Х18Н10Т, 12X18H10T, 08Х18Н12Б, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От -20 до +425 |
пп. 1, 2, 3, 5 |
|||
|
22К с плакирующим слоем из сталей марок 08X13, 08Х18Н10Т; ТУ 05764417-041 |
ТУ 05764417-041 |
От -20 до +475 |
ТУ 05764417-041 |
п. 5 |
|
|
16ГС, 09Г2С категории 17 с плакирующим слоем из стали марки 08X13; ГОСТ 10885 |
От -40 до +475 |
пп. 1, 4, 5, 6 |
|||
|
09Г2С категорий 7, 8, 9 в зависимости от температуры стенки с плакирующим слоем из сталей марок 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, 10X17H13M3T, 10X17H13M2T, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От -70 до +200 |
||||
|
16ГС, 09Г2С категории 6 с плакирующим слоем из сталей марок 08X13, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, 10Х17Н13М3Т, 10X17H13M2T, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От -40 до +200 |
пп. 1, 3, 5 |
|||
|
16ГС, 09Г2С категории 3 с плакирующим слоем из сталей марок 08X13, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От -30 до +200 |
||||
|
16ГС, 09Г2С категории 17 с плакирующим слоем из сталей марок 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ; ГОСТ 10885 |
От -40 до +425 |
пп. 1, 2, 4, 5,6 |
|||
|
09Г2С, 09Г2С-Ш, 09Г2СА с плакирующим слоем из сталей марок 08X13, 08Х18Н10Т; ТУ 05764417-041 |
ТУ 05764417-041 |
От -60 до +475 |
ТУ 05764417-041 |
п. 5 |
|
|
12МХ с плакирующим слоем из стали марки 08X13; ГОСТ 10885 |
Св. 0 до +540 |
пп. 1, 5 |
|||
|
12ХМ с плакирующим слоем из стали марки 08X13; ГОСТ 10885 |
Св. 0 до +560 |
||||
|
15Г2СФ с плакирующим слоем из сталей марок 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15М3Т; ТУ 14-1-4688, ТУ 14-1-4212 |
ТУ 14-1-4212 ТУ 14-1-4688 |
От -40 до +350 |
ТУ 14-1-4212 ТУ 14-1-4688 |
пп. 1, 5 |
|
|
20К + НМжМц; 28-2,5-1,5; ГОСТ 10885 |
От -20 до +425 |
пп. 1, 3, 5 |
|||
|
12ХМ + 08Х18Н10Т; ГОСТ 10885, ТУ 05764417-041 |
ТУ 05764417-041 |
Св. 0 до +560 |
ТУ 05764417-041 |
пп. 1, 5 |
|
Примечания: 1. При заказе двухслойной стали по ГОСТ 10885 необходимо требовать проведения неразрушающего метода контроля двухслойных листов при условиях, оговоренных в п. 2.2.6 настоящих Правил.
2. Допускается применять двухслойные стали с коррозионностойким слоем из сталей марок 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т при температуре стенки, не превышающей максимально допустимую для стали основного слоя при толщине плакирующего слоя не более 15 % общей толщины, но не более 8 мм.
3. При толщине двухслойных листов менее 10 мм допускается применение основного слоя сталей по ГОСТ 14637 и ГОСТ 5520 категории 2 вместо сталей категорий 3, 4, 5, 6. При толщине двухслойных листов менее 12 мм допускается применение сталей основного слоя категорий 3 и 4 вместо категорий 6 и 5 соответственно.
4. По согласованию со специализированной организацией допускается применение двухслойных сталей с основным слоем из сталей марок 16ГС, 09Г2С по ГОСТ 5520 и ГОСТ 19281 категорий 12, 13, 14 и 15 (в зависимости от температуры стенки, если она ниже 0 °С) вместо стали категории 17.
5. Для сосудов, работающих при температуре стенки ниже -30 °С или выше 200 °С или при давлении более 5 МПа (50 кгс/см2), листы должны быть испытаны полистно.
6. Для двухслойного проката с основным слоем из стали марки 09Г2С нижний температурный предел применения -70 °С.
ПРИЛОЖЕНИЕ 4
Обязательное
СТАЛЬНЫЕ ТРУБЫ
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и дополнительные требования |
Примечание (ссылки на пункты примечаний к прил. 4) |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
||||
|
Ст3сп3, Ст3пс3; ГОСТ 380 |
Трубы водогазопроводные (усиленные) |
От 0 до +200 |
1,6 (16) |
- |
|
|
Ст3кл2; ГОСТ 380 |
Трубы электросварные |
От +10 до +200 |
Группа В по ГОСТ 10706. Проверка мех. свойств сварного соединения у каждой десятой трубы одной партии, контроль радиографическим или ультразвуковым методом сварных швов каждого корпуса, изготовленного из труб в соответствии с требованиями настоящих Правил |
пп. 7, 11 |
|
|
От -15 до +350 |
0,07(0,7) |
||||
|
Ст3сп4, Ст3пс3; ГОСТ 380 |
От -20 до +200 |
5 (50) |
Группа В по ГОСТ 10706 с учетом изменения 2 в части труб для магистральных тепловых сетей. Контроль радиографическим или ультразвуковым методом сварных швов каждого корпуса, изготовленного из труб в соответствии с требованиями настоящих Правил |
||
|
Ст3сп5, Ст3пс5; ГОСТ 380 |
От -20 до +400 |
||||
|
10, 20; ГОСТ 1050 |
Трубы электросварные ТУ 14-3-624 |
От -30 до +400 |
4 (40) |
ТУ 14-3-624 |
пп. 7, 11 |
|
От -30 до +475 |
5 (50) |
Группа В по ГОСТ 8731; группа В по ГОСТ 8733 и п. 2.3.3 настоящих Правил |
пп. 1, 2, 3, 6, 11 |
||
|
16 (160) |
Группа В по ГОСТ 8733. Испытание на сплющивание |
||||
|
От -30 до +475 |
16 (160) |
Группы А, Б по ГОСТ 550, группа В по ГОСТ 8731 и пп. 2.3.3, 2.3.4 настоящих Правил. Испытание на сплющивание и проверка макроструктуры |
|||
|
ТУ 14-3-190 |
От -30 до +425 |
6,4 (64) |
ТУ 14-3-190 |
||
|
20; ТУ 14-3-460 |
ТУ 14-3-460 |
От -30 до +475 |
Не ограничено |
ТУ 14-3-460 |
пп. 2, 6, 11 |
|
20ЮЧ; ТУ 14-3-1600, ТУ 14-3-1652; ТУ 14-3-1745 |
ТУ 14-3-1600 ТУ 14-3-1652 ТУ 14-3-1745 |
От -40 до +475 |
ТУ 14-3-1600, ТУ 14-3-1652, ТУ 14-3-1745 |
п. 11 |
|
|
15ГС; ТУ 14-3-460 |
ТУ 14-3-460 |
От -40 до +475 |
ТУ 14-3-460 |
пп. 10, 11 |
|
|
09Г2С; ГОСТ 19281 |
ТУ 14-3-1128 |
От -60 до +475 |
ТУ 14-3-1128 |
п. 11 |
|
|
09Г2С; ГОСТ 19281 |
От -70 до +475 |
Группа В по ГОСТ 8731. Испытание на ударный изгиб при температуре стенки для толщин более 12 мм. Испытание на сплющивание и проверка макроструктуры. |
|
||
|
10Г2 по ГОСТ 4543 |
От -70 до -31 |
Группы А, Б по ГОСТ 550. Испытание на ударный изгиб при температуре стенки для толщин более 12 мм |
пп. 1, 3 |
||
|
От -30 до +475 |
Группы А, Б по ГОСТ 550; группа В по ГОСТ 8731; группа В по ГОСТ 8733 |
пп. 1, 3, 11 |
|||
|
10Г2ФБ; ТУ 14-3-1464 |
ТУ 14-3-1464 Трубы электросварные |
От -60 до +420 |
10 (100) |
ТУ 14-3-1464 |
пп. 7, 11 |
|
13Г1С-У; ТУ 14-3-1464 |
ТУ 14-3-1464 Трубы электросварные |
От -40 до +320 |
5,5 (50) |
||
|
15ХМ; ТУ 14-3-460 |
ТУ 14-3-460 |
Св. 0 до +560 |
Не ограничено |
ТУ 14-3-460 |
- |
|
12Х1МФ; ГОСТ 20072 |
|||||
|
1X2M1; ГОСТ 550 |
п. 3 |
||||
|
15X5; ГОСТ 20072 |
Св. 0 до +425 |
Группы А, Б по ГОСТ 550 |
- |
||
|
15Х5М, 15Х5М-У, 15Х5ВФ, 12Х8ВФ; ГОСТ 20072 |
Св. 0 до + 560 |
||||
|
15Х5М; ГОСТ 20072 |
ТУ 14-3-1080 |
ТУ 14-3-1080 |
|||
|
Х9М; ТУ 14-3-457 |
ТУ 14-3-457 |
ТУ 14-3-457 |
|||
|
Х8; ГОСТ 550 |
Св. 0 до + 475 |
п. 3 |
|||
|
10Х14Г14Н4Т; ТУ 14-1-1905 |
ТУ 14-1-1905 |
От -196 до + 500 |
ТУ 14-1-1905 |
- |
|
|
08Х22Н6Т; ГОСТ 5632 |
ТУ 14-3-1905 |
От - 40 до + 300 |
|||
|
07Х13АГ20; ТУ 14-3-1322, ТУ 14-3-1323 |
ТУ 14-3-1322 ТУ 14-3-1323 |
От -70 до + 300 |
5 (50) |
ТУ 14-3-1322 ТУ 14-3-1323 |
|
|
08Х21Н6М2Т; ГОСТ 5632 |
ТУ 14-3-1905 |
От -40 до +300 |
Не ограничено |
ТУ 14-3-1905 |
|
|
08Х18Г8Н2Т; ГОСТ 5632 |
ТУ 14-3-1596 |
От -20 до +300 |
5 (50) |
ТУ 14-3-1596 |
|
|
03Х19АГ3Н10, ТУ 14-3-415 |
ТУ 14-3-415 |
От -196 до +450 |
Не ограничено |
ТУ 14-3-415 |
|
|
03X17H14M3, ГОСТ 5632 |
ТУ 14-3-396 ТУ 14-3-1348 ТУ 14-3-1357 |
ТУ 14-3-396 ТУ 14-3-1348 ТУ 14-3-1357 |
|||
|
02X8H22C6, ТУ 14-3-1024 |
ТУ 14-3-1024 |
От -40 до +120 |
ТУ 14-3-1024 |
||
|
08X18H10T, 10X18H10Т; ГОСТ 5632 |
Трубы электросварные ТУ 14-3-1391 |
Oт -273 до +610 |
5 (50) |
ТУ 14-3-1391 и п. 3.12.4 настоящих Правил |
|
|
12X18H10T; ГОСТ 5632 |
От -253 до +350 |
Не ограничено |
- |
||
|
От + 350 до +610 |
п. 5 |
||||
|
12Х18Н12Т; ТУ 14-3-460 |
ТУ 14-3-460 |
От -253 до +610 |
ТУ 14-3-460 |
||
|
08Х18Н10Т; ГОСТ 5632 |
ГОСТ 9940, ГОСТ 9941 и пп. 2.3.5, 2.3.8 и 3.12.4 настоящих Правил |
- |
|||
|
12X18H10T, 08X18H10T; ГОСТ 5632 |
От + 610 до +700 |
5 (50) |
п. 5 для стали 12Х18Н10Т |
||
|
12Х18Н12Т; ТУ 14-3-460 |
ТУ 14-3-460 |
ТУ 14-3-460 |
п. 5 |
||
|
08Х18Н12Б, ГОСТ 5632 |
От -196 до +610 |
Не ограничено |
ГОСТ 9940, ГОСТ 9941 и пп. 2.3.5, 2.3.8 и 3.12.4 настоящих Правил |
- |
|
|
10Х17Н13М2Т, ГОСТ 5632 |
От -196 до +350 |
||||
|
Св. +350 до +700 |
п. 5 |
||||
|
08Х17Н15М3Т; ГОСТ 5632 |
От -196 до +350 |
- |
|||
|
От +350 до +600 |
п. 5 |
||||
|
03Х18Н11; ГОСТ 5632 |
ТУ 14-3-1401 |
От -196 до +450 |
ТУ 14-3-1401 |
- |
|
|
02Х18Н11;ТУ 14-3-1401 |
ТУ 14-3-1401 ТУ 14-3-1339 |
ТУ 14-3-1401, ТУ 14-3-1339 |
|||
|
03Х21Н21М4ГБ; ГОСТ 5632 |
ТУ 14-3-751 ТУ 14-3-694 ТУ 14-3-696 |
От -70 до +400 |
ТУ 14-3-751, ТУ 14-3-694, ТУ 14-3-696 |
||
|
03ХН28МДТ; ГОСТ 5632 |
ТУ 14-3-694 ТУ 14-3-751 ТУ 14-3-1201 |
От -196 до +400 |
ТУ 14-3-694, ТУ 14-3-751, ТУ 14-3-1201 |
||
|
06ХН28МДТ; ГОСТ 5632 |
ТУ 14-3-318 ТУ 14-3-763 ТУ 14-3-822 |
ТУ 14-3-318, ТУ 14-3-763, ТУ 14-3-822 |
|||
|
15Х25Т; ГОСТ 5632 |
ТУ 14-3-949 |
От 0 до +300 |
1,6 (16) |
ТУ 14-3-949 |
п. 8 |
|
08X17Т; ГОСТ 5632 |
От 0 до +700 |
- |
п. 4 |
||
|
15Х25Т; ГОСТ 5632 |
От 0 до +900 |
||||
|
15X28; ГОСТ 5632 |
|||||
|
08X13, 12X13; ГОСТ 5632 |
От -40 до +600 |
||||
|
08X13, 12X13; ГОСТ 5632 |
От -40 до +550 |
Не ограничено |
п. 8 |
||
|
15Х18Н12С4ТЮ; ГОСТ 5632 |
ТУ 14-3-310 |
От -20 до +200 |
2,5 (25) |
ТУ 14-3-310, ГОСТ 9941 |
- |
|
ХН32Т; ТУ 14-3-489 |
ТУ 14-3-489 |
От -70 до +900 |
Не ограничено |
ТУ 14-3-489 |
- |
Примечания: 1. Трубы толщиной 12 мм и более по ГОСТ 8731 должны быть испытаны на ударный изгиб при температуре +20 °С. Значение ударной вязкости и объем испытаний должны соответствовать ГОСТ 550.
2. Трубы из сталей марок 10, 20, изготовленные по ГОСТ 8733, ГОСТ 550 и ТУ 14-3-460 диаметрами 20 и 25 мм толщиной не более 2,5 мм, допускается применять при температурах стенки от -60 °С до +475 °С.
3. При заказе труб по ГОСТ 550, предназначенных для изготовления теплообменных аппаратов, необходимо оговаривать группу А.
4. Для деталей внутренних устройств.
5. Для сред, не вызывающих межкристаллитную коррозию.
6. Допускается применять трубы толщиной не более 12 мм из сталей марок 10 и 20 по ГОСТ 550, ГОСТ 8733, ГОСТ 8731-74, ТУ 14-3-460, ТУ 14-3-190 при температуре стенки от -40 °С и выше.
7. Контроль неразрушающими физическими методами продольных сварных швов.
8. Для трубных пучков, не подлежащих сварке.
9. Значение ударной вязкости KCU при температуре -70 °С должно быть не менее 25 Дж/см2 (2,5 кгс·м/см2).
10. Трубы из стали марки 15ГС при температуре стенки ниже -30 °С должны испытываться на ударный изгиб при температуре -40. Значение ударной вязкости должно быть не менее 30 Дж/см2 (3,0 кгс·м/см2).
11. Допускается снижение нижнего температурного предела применения не более чем на 20 °С (но не ниже -70 °С) для труб с толщиной стенки до 36 мм, если:
при расчете на прочность допускаемые напряжения уменьшены не менее чем в 1,35 раза и проводится термообработка независимо от требований п. 3.12;
при расчете на прочность допускаемые напряжения уменьшены не менее чем в 2,85 раза без проведения термообработки сосуда, если она не требуется п. 3.12.
ПРИЛОЖЕНИЕ 5
Обязательное
ПОКОВКИ
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и дополнительные требования |
Примечание (ссылки на пункты примечаний к прил. 5) |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
||||
|
Ст5сп; ГОСТ 380 |
КП.245 (КП.25) по ГОСТ 8479 |
От -20 до +400 |
5 (50) |
Группа IV по ГОСТ 8479 |
пп. 1, 7 |
|
Ст3сп; ГОСТ 380 |
КП.195 (КП.20) по ГОСТ 8479 |
От -20 до +450 |
п. 1 |
||
|
20; ГОСТ 1050 |
КП.195 (КП.20) П.215 (КП.22) по ГОСТ 8479 |
От -30 до +475 |
Не ограничено |
пп. 1, 2, 3, 6, 9 |
|
|
20К; ГОСТ 5520 |
КП.195 (КП.20) по ГОСТ 8479 |
пп. 1, 9 |
|||
|
20, 22К; ОСТ 108.030.113 |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
пп. 2, 6, 9 |
||
|
22К, 22К-Ш, 22К-ВД, 22К-ВРВ; ТУ 108.11-543 |
ТУ 108.11-543 |
ТУ 108.11-543 |
п. 9 |
||
|
20КА; ТУ 057644 17-0 13 |
ТУ 05764417-013 |
От -40 до +475 |
ТУ 05764417-013 |
- |
|
|
20ЮЧ; ТУ 26-0303-1532 |
ТУ 26-0303-1532 |
ТУ 26-0303-1532 |
|||
|
16ГС; ГОСТ 19281 |
КП.245 (КП.25) по ГОСТ 8479 |
Группа IV по ГОСТ 8479 |
пп. 1,4,9 |
||
|
15ГС, 16ГС; ОСТ 108.030.113 |
ОСТ 108.030.113 ОСТ 26-01-135 |
ОСТ 108.030.113 ОСТ 26-01-135 |
пп. 4, 9 |
||
|
14ХГС; ГОСТ 19281 |
ОСТ 26-01-135 |
От -50 до +380 |
ОСТ 26-01-135 |
||
|
10Г2; ГОСТ 4543 |
КП.215 (КП.22) |
От -70 до +475 |
Группа IV по ГОСТ 8479 |
пп. 1, 2, 4, 5, 9 |
|
|
09Г2С; ГОСТ 19281 |
КП.245 (КП.25) |
пп. 1, 4, 9 |
|||
|
20Х; ГОСТ 4543 |
КП.395 (КП.40) по ГОСТ 8479 |
От -40 до +475 |
п. 1 |
||
|
15ХМ; ГОСТ 4543 |
КП.275 (КП.28) по ГОСТ 8479 |
От -40 до +560 |
|||
|
15Х5ВФ, 15Х5М; ГОСТ 20072 |
КП.395 (КП.40) по ГОСТ 8479 |
От -40 до +650 |
Группа IV по ГОСТ 8479 d ≥ 13 %, j = 35 % KCU ≥ 50 Дж/см2 |
пп. 1, 2 |
|
|
12Х1МФ; ОСТ 108.030.113 |
ОСТ 108.030.113 |
От -20 до +560 |
ОСТ 108.030.113 |
- |
|
|
12МХ; ГОСТ 20072 |
Группа IV-КП.235 (КП.24) по ГОСТ 8479 |
Oт -40 до +450 |
Группа IV по ГОСТ 8479 |
п. 1 |
|
|
12ХМ, 15ХМ; ТУ 302.02.031 |
ТУ 302.02.031 |
От -40 до +560 |
ТУ 302.02.031 |
- |
|
|
10Х2М1А-А; ТУ 108.13.39 |
ТУ 108.13.39 |
ТУ 108.13.39 |
|||
|
10Х2М1А-А, 10X2M1A-ВД, 10Х2М1А-Ш; ТУ 302.02.121 |
ТУ 302.02.121 |
ТУ 302.02.121 |
|||
|
20Х2МА; ОСТ 26-01-135 |
ОСТ 26-01-135 |
От -40 до +475 |
ОСТ 26-01-135 |
||
|
15Х2МФА-А; ТУ 302.02.014 |
ТУ 302.02.014 |
От -40 до +560 |
Группа II по ТУ 302.02.014 |
||
|
08Х22Н6Т, 08X21Н6М2Т; ГОСТ 5632 |
От -40 до +300 |
Группа IV по ГОСТ 25054 |
п. 1 |
||
|
12Х18Н91, 12X18Н10Т; ГОСТ 5632 |
От -253 до +610 |
пп. 1, 2, 8 |
|||
|
От +610 до +700 |
5 (50) |
||||
|
08X18Н10Т; ГОСТ 5632 |
От -253 до +610 |
Не ограничено |
пп. 1, 10 |
||
|
От +610 до +700 |
5 (50) |
||||
|
10X17H13M2T; ГОСТ 5632 |
От -253 до +700 |
Не ограничено |
пп. 1, 8 |
||
|
03Х18Н11; ГОСТ 5632 |
От -253 до +450 |
п. 1 |
|||
|
03Х17Н14М3; ГОСТ 5632 |
От -196 до +450 |
||||
|
10X17H13M3T; ГОСТ 5632 |
От -196 до +600 |
пп. 1, 8 |
|||
|
08Х17Н15М3Т; ГОСТ 5632 |
|||||
|
06ХН28МДТ; ГОСТ 5632 |
От -196 до +400 |
5 (50) |
п. 1 |
||
|
08X13, 12X13, ГОСТ 5632 |
От -40 до +550 |
6,4 (64) |
пп. 1, 7 |
||
Примечания: 1. Допускается применять поковки группы II для невзрывоопасных сред при давлении менее 0,07 МПа (0,7 кгс/см2).
2. Допускается наравне с поковками применять стальные горячекатаные кольца для изготовления фланцев из сталей марки 20 по ТУ 14-1-1431 и марок 20, 10Г2, 15Х5М, 12X18H10T по ТУ 14-3-375.
3. Допускается применять фланцы приварные встык из поковок группы IV-КП.215 (КП.22) по ГОСТ 8479 и горячекатаных колец из стали марки 20 по ГОСТ 1050 для температуры стенки от -31 до -40 °С при условии проведения термообработки - закалки и последующего высокого отпуска или нормализации после приварки фланца к корпусу или патрубку. При этом патрубок, привариваемый к корпусу, должен быть изготовлен из стали марки 16ГС (09Г2С, 10Г2). Значение ударной вязкости основного металла должно быть не менее 30 Дж/см2 (3 кгс·м/см2). Допускается применение ответных фланцев штуцеров из стали марки 20 в термообработанном состоянии при температуре стенки от -30 до -40 °С.
4. Поковки из сталей марок 15ГС, 16ГС, 09Г2С, 10Г2, 14ХГС должны испытываться на ударный изгиб при температуре стенки ниже -30 °С. Значение ударной вязкости должно быть не менее 30 Дж/см5 (3 кгс·м/см2).
5. Допускается применение заготовок, полученных методом электрошлакового переплава из сталей марок 20Ш, 10Г2Ш по ТУ 0251-16 на параметры, аналогичные сталям 20 и 10Г2.
6. Допускается применять поковки из стали марки 20 с толщиной в месте сварки не более 12 мм при температуре стенки не ниже -40 °С без проведения термической обработки сварного соединения.
7. Для изготовления деталей, не подлежащих сварке.
8. При температуре выше 350 °С для сред, не вызывающих межкристаллитную коррозию.
9. Контроль ультразвуковым методом при условиях, оговоренных в пп. 2.4.4, 2.4.5 настоящих Правил.
10. Термическая обработка по режиму стабилизирующего отжига при условиях, оговоренных в п. 3.12.4 настоящих Правил.
ПРИЛОЖЕНИЕ 6
Обязательное
СОРТОВАЯ СТАЛЬ (КРУГЛАЯ, ПОЛОСОВАЯ И ФАСОННЫХ ПРОФИЛЕЙ)
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и дополнительные требования |
Примечание (ссылки на пункты примечаний к прил. 6) |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
||||
|
Ст3кп2, Ст3пс2, Ст3сп2; ГОСТ 380 |
От +10 до +200 |
1,6 (16) |
- |
||
|
От -15 до +350 |
0,07 (0,7) |
||||
|
От -30 до +550 |
- |
п. 3 |
|||
|
Ст3пс4, Ст3сп4; ГОСТ 380 |
От -20 до +200 |
5 (50) |
п. 7 |
||
|
Ст3сп3, Ст3пс3; ГОСТ 380 |
От 0 до +200 |
||||
|
Ст3сп3, Ст3пс3; ГОСТ 380 |
От -20 до +425 |
||||
|
Ст5сп2; ГОСТ 380 |
От -20 до +425 |
пп. 3, 8 |
|||
|
10, 15, 20; ГОСТ 1050 |
От -20 до +475 |
Не ограничено |
п. 8 |
||
|
20ЮЧ; ТУ 14-1-3332 |
ТУ 14-1-3332 |
От -40 до +475 |
ТУ 14-1-3332 |
- |
|
|
09Г2С-7, 09Г2-7; ГОСТ 19281 |
От -70 до -41 |
п. 2 |
|||
|
09Г2С-4, 09Г2-4; ГОСТ 19281 |
От -40 до +200 |
||||
|
09Г2С-12, 09Г2-12; ГОСТ 19281 |
От -40 до +475 |
||||
|
10Г2; ГОСТ 4543 |
От -70 до +475 |
п. 5 |
|||
|
15Х5М; ГОСТ 20072 |
От -40 до +650 |
- |
|||
|
10895; ГОСТ 11036 |
ГОСТ 11036 |
От -60 до +475 |
ГОСТ 11036 |
п. 9 |
|
|
10Х14Г14Н4Т; ГОСТ 5632 |
От -196 до +500 |
п. 1 |
|||
|
08Х22Н6Т, 08Х21Н6М2Т; ГОСТ 5632 |
От -40 до +300 |
||||
|
12X18H10T; ГОСТ 5632 |
От -253 до +610 |
п. 4 |
|||
|
От +610 до +700 |
5 (50) |
||||
|
08Х18Н10Т, 08Х18Н12Б; ГОСТ 5632 |
От -253 до +610 |
Не ограничено |
п. 1 |
||
|
От +610 до +700 |
5 (50) |
||||
|
15Х18Н12С4ТЮ; ГОСТ 5632 |
ТУ 14-1-915 |
От -20 до +120 |
2,5 (25) |
ТУ 14-1-915 |
- |
|
02Х8Н22С6; ТУ 14-1-3812 |
ТУ 14-1-3812 |
От -40 до +120 |
- |
ТУ 14-1-3812 |
|
|
10Х17Н13М2Т; ГОСТ 5632 |
ГОСТ 5949 |
От -253 до +700 |
Не ограничено |
пп. 1, 4 |
|
|
10Х17Н13М3Т; ГОСТ 5632 |
От -196 до +600 |
||||
|
08X17H15M3T; ГОСТ 5632 |
От -196 до +600 |
п. 1 |
|||
|
06ХН28МДТ, ГОСТ 5632 |
От -196 до +400 |
- |
|||
|
07Х16Н6-Ш; ТУ 14-1-22 |
ТУ 14-1-1660 |
От -60 до +350 |
ТУ 14-1-1660 |
||
|
08X13, ГОСТ 5632 |
От -40 до +550 |
п. 6 |
|||
|
12Х13; ГОСТ 5632 |
|||||
|
03Х18Н11; ГОСТ 5632 |
ТУ 14-1-1160 |
От -196 до +450 |
ТУ 14-1-1160 |
- |
|
|
03Х17Н14М3; ГОСТ 5632 |
ТУ 14-1-3303 |
ТУ 14-1-3303 |
|||
|
08X17Т; ГОСТ 5632 |
От 0 до +700 |
- |
п. 3 |
||
|
15Х25Т, 15X28; ГОСТ 5632 |
От 0 до +900 |
||||
|
15Х18Н12С4ТЮ; ГОСТ 5632 |
ТУ 14-1-561 |
От -20 до +200 |
2,5 (25) |
ТУ 14-1-561 |
- |
|
ХН32Т; ТУ 14-1-284 |
ТУ 14-1-284 |
От -70 до +900 |
Не ограничено |
ТУ 14-1-284 |
|
Примечания: 1. Испытываются на стойкость против межкристаллитной коррозии по ГОСТ 6032 при условиях, оговоренных в п. 2.6.2 настоящих Правил.
2. При толщине проката менее 5 мм допускается применение сталей по ГОСТ 19281 категории 2 вместо категорий 4, 7, 12.
3. Для изделий, не подлежащих сварке.
4. Для сред, не вызывающих межкристаллитную коррозию при температуре выше +350 °С.
5. Сортовой прокат испытывается на ударный изгиб при температуре стенки ниже -30 °С. Значение ударной вязкости должно быть не менее 30 Дж/см2 (3 кгс·м/см2).
6. Для внутренних, не подлежащих сварке деталей сосудов, работающих без давления, допускается применение сталей марок 08Х13, 12Х13 при температуре стенки от -60 до +550 °С.
7. Ограничения по толщине для сталей категории 3 - не более 40 мм, категорий 4, 5 - не более 25 мм.
8 Дополнительное испытание на ударный изгиб при температуре +20 °С на заводе - изготовителе сосудов или их отдельных деталей.
9. Для прокладок.
ПРИЛОЖЕНИЕ 7
Обязательное
СТАЛЬНЫЕ ОТЛИВКИ
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и дополнительные требования |
Примечание (ссылки на пункты примечаний к прил. 7) |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
||||
|
20Л, 25Л; ГОСТ 977 |
ТУ 26-02-19 |
От -30 до +450 |
Не ограничено |
Группа 3 по ГОСТ 977, ТУ 26-02-19 |
пп 1, 2 |
|
35Л, 45Л; ГОСТ 977 |
п. 3 |
||||
|
20ГМЛ; ОСТ 26-07-402 |
ОСТ 26-07-402 |
От -60 до +450 |
ОСТ 26-07-402 |
- |
|
|
20ХМЛ; ГОСТ 977 |
ТУ 26-02-19 |
От -40 до +540 |
Группа 3 по ГОСТ 977 |
||
|
20Х5МЛ; ГОСТ 977 |
От -40 до +600 |
Группа 3 по ГОСТ 977, ТУ 26-02-19 |
|||
|
20Х5ТЛ; ТУ 26-02-19 |
ТУ 26-02-19 |
От -40 до +425 |
ТУ 26-02-19 |
||
|
20Х5ВЛ; ТУ 26-02-19 |
От -40 до +550 |
||||
|
20Х8ВЛ; ГОСТ 977 |
ТУ 26-02-19 |
От -40 до +600 |
Группа 3 по ГОСТ 977, ТУ 26-02-19 |
||
|
20ХН3Л; ТУ 26-02-19 |
ТУ 26-02-19 |
От -70 до +450 |
ТУ 26-02-19 и ударная вязкость при -70 °С, если температура стенки ниже -30 °С |
||
|
10Х18Н9Л, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ; ГОСТ 977 |
От -253 до +600 |
Группа 3 по ГОСТ 977, ТУ 26-02-19 |
|||
|
10Х21Н6М2Л; ТУ 26-02-19 |
ТУ 26-02-19 |
От -40 до +300 |
ТУ 26-02-19 |
||
|
40X24 Н12СЛ; ГОСТ 977 |
От 0 до +1200 |
- |
Группа 3 по ГОСТ 977 |
||
|
35Х23Н7СЛ; ГОСТ 977 |
От 0 до +1000 |
||||
Примечания: 1. При содержании углерода более 0,25 % сварка должна производиться с предварительным подогревом и последующей термической обработкой.
2. Допускается применять отливки из углеродистых сталей марок 20Л, 25Л до температуры стенки -40 °С при условии проведения термической обработки в режиме нормализации плюс отпуск или закалка плюс отпуск.
3. Для несвариваемых деталей.
ПРИЛОЖЕНИЕ 8
Обязательное
КРЕПЕЖНЫЕ ДЕТАЛИ
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Назначение |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
|||
|
Класс прочности 5.6, 6.6, 8.8, 21, 22, 23, 5, 6, 8, 10; ГОСТ 1759 |
ГОСТ 1759 |
От -30 до 300 |
2,5 (25) |
Шпильки, болты, гайки |
|
Ст3сп4; ГОСТ 380 |
От -20 до 300 |
2,5 (25) |
Шпильки, болты, гайки |
|
|
10 (100) |
Шайбы |
|||
|
10; ГОСТ 1050 |
От 0 до 300 |
2,5 (25) |
Гайки |
|
|
От -40 до 450 |
10 (100) |
Шайбы |
||
|
До 450 |
10 (100) |
Шайбы |
||
|
20,25; ГОСТ 1050, ГОСТ 10702 |
От -40 до 425 |
2,5 (25) |
Шпильки, болты |
|
|
10 (100) |
Гайки |
|||
|
От -40 до 450 |
10 (100) |
Шайбы |
||
|
30, 35, 40, 45; ГОСТ 1050 ГОСТ 10702 |
От -40 до 425 |
10 (100) |
Шпильки, болты |
|
|
16 (160) |
Гайки |
|||
|
От -40 до 450 |
16 (160) |
Шайбы |
||
|
От 0 до 425 |
10 (100) |
Шпильки, болты |
||
|
30Х, 35Х, 38ХА, 40Х; ГОСТ 4543 |
От -40 до 425 |
16 (160) |
Шпильки, болты |
|
|
От -40 до 450 |
Гайки |
|||
|
От -70 до 450 |
Шайбы |
|||
|
35Х, 40Х; ГОСТ 10702 |
От 0 до 425 |
20 (200) |
Шпильки, болты |
|
|
От 0 до 450 |
Гайки |
|||
|
30Х; ГОСТ 4543 |
От -50 до 200 |
63 (630) |
Гайки |
|
|
35Х, 38ХА, 40Х |
От -50 до 200 |
63 (630) |
Шпильки |
|
|
От -50 до 400 |
80 (800) |
Гайки |
||
|
09Г2С-7; ГОСТ 19281 |
От -70 до 425 |
16 (160) |
Шпильки, болты, гайки |
|
|
От -70 до 450 |
Шайбы |
|||
|
10Г2; ГОСТ 4543 |
От -70 до 425 |
16 (160) |
Шпильки, болты, гайки |
|
|
От -70 до 450 |
Шайбы |
|||
|
18Х2Н4МА; ГОСТ 4543 |
От -70 до 400 |
16 (160) |
Шпильки, болты, гайки |
|
|
От -70 до 450 |
Шайбы |
|||
|
РТМ 25-04-41 |
От -253 до 400 |
Не ограничено |
Шпильки, гайки |
|
|
12X13, 20X13, 30X13; ГОСТ 5632 |
От -30 до 475 |
10 (100) |
Шпильки, болты, гайки, шайбы |
|
|
20X13; ГОСТ 18968 |
От 0 до 450 |
Не ограничено |
Шпильки, болты, шайбы |
|
|
От 0 до 510 |
Гайки |
|||
|
10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 31Х19Н9МВБТ; ГОСТ 5632 |
От -70 до 600 |
16 (160) |
Шпильки, болты, гайки, шайбы |
|
|
31Х19Н9МВБТ; ГОСТ 5949 |
От 0 до 625 |
Не ограничено |
Шпильки, болты, гайки |
|
|
06ХН28МДТ; ГОСТ 5632 |
От -70 до 400 |
16 (160) |
Шпильки, болты, гайки, шайбы |
|
|
10Х14Г14Н4Т; ГОСТ 5632 |
ОСТ 26-2943 |
От -70 до 500 |
16 (160) |
Шпильки, болты, гайки, шайбы |
|
РТМ 26-04-42 |
От -196 до 500 |
|||
|
07Х21Г7АН5; ГОСТ 5632 |
От -70 до 400 |
16 (160) |
Шпильки, болты, гайки, шайбы |
|
|
РТМ 26-04-42 |
От -253 до 400 |
|||
|
08Х15Н24В4ТР; ГОСТ 5632 |
От -70 до 600 |
16 (160) |
Шпильки, болты, гайки, шайбы |
|
|
РТМ 26-04-42 |
От -270 до 650 |
|||
|
07Х16Н6; ГОСТ 5949 |
От -40 до 325 |
10 (100) |
Шпильки, болты, гайки, шайбы |
|
|
10Х11Н22Т3МР |
От 0 до 650 |
Не ограничено |
Шпильки, болты, гайки |
|
|
РТМ 26-04-42 |
От -259 до 600 |
|||
|
30ХМ, 30ХМА, 35ХМ; ГОСТ 4543 |
От -40 до 450 |
16 (160) |
Шпильки, болты |
|
|
От -40 до 510 |
Гайки |
|||
|
От -70 до 450 |
Шайбы |
|||
|
30ХМА, 35ХМ; ГОСТ 4543 |
От 0 до 450 |
Не ограничено |
Шпильки, болты, шайбы |
|
|
От 0 до 510 |
Гайки |
|||
|
30ХМА, 35ХМ; ГОСТ 4543 |
От -50 до 400 |
80 (800) |
Шпильки |
|
|
От -50 до 510 |
100 (1000) |
Гайки |
||
|
40ХФА; ГОСТ 4543 |
От -50 до 400 |
80 (800) |
Шпильки |
|
|
25X1 МФ; ГОСТ 20072 |
От -40 до 510 |
16 (160) |
Шпильки, болты |
|
|
От -40 до 540 |
Гайки |
|||
|
От -70 до 540 |
Шайбы |
|||
|
25X1 МФ; ГОСТ 20072 |
От 0 до 510 |
Не ограничено |
Шпильки, болты |
|
|
От 0 до 540 |
Гайки |
|||
|
От -50 до 510 |
10 (100) |
Шпильки, гайки |
||
|
25Х2М1Ф; ГОСТ 20072 |
От -40 до 540 |
16(160) |
Шпильки, болты, гайки |
|
|
От -70 до 540 |
Шайбы |
|||
|
25Х2М1Ф; ГОСТ 20072 |
От 0 до 535 |
Не ограничено |
Шпильки, болты |
|
|
От 0 до 565 |
Гайки |
|||
|
От -50 до 510 |
10 (100) |
Шпильки |
||
|
20Х1М1Ф1ТР, 20Х1М1Ф1БР; ГОСТ 20072 |
От -40 до 565 |
16 (160) |
Шпильки, болты, гайки |
|
|
От -70 до 565 |
Шайбы |
|||
|
От 0 до 580 |
Не ограничено |
Шпильки, болты, гайки |
||
|
15ХМ; ГОСТ 4543 |
От -70 до 565 |
16 (160) |
Шайбы |
|
|
От 0 до 545 |
Не ограничено |
Шайбы |
||
|
20ХН2А, 10Г2; ГОСТ 4543 |
От -70 до 425 |
16 (160) |
Шпильки, болты, гайки |
|
|
От -70 до 450 |
Шайбы |
|||
|
37Х12Н8Г8МФБ; ГОСТ 5632 |
От -40 до 450 |
16 (160) |
Шпильки, болты, гайки |
|
|
От -70 до 600 |
Шайбы |
|||
|
12X18H10T, 08Х18Н10Т |
От -70 до 600 |
16 (160) |
Шпильки, болты, гайки, шайбы |
|
|
РТМ 26-04-42 |
От -270 до 600 |
|||
|
От 0 до 650 |
Не ограничено |
Шайбы |
||
|
45Х14Н14В2М; ГОСТ 5632 |
От -70 до 600 |
16 (160) |
Шпильки, болты, гайки, шайбы |
|
|
18Х12ВМБФР; ГОСТ 5632 |
От -40 до 580 |
16 (160) |
Шпильки, болты, гайки, шайбы |
|
|
От 0 до 560 |
Не ограничено |
Шпильки, болты, гайки |
||
|
От 0 до 580 |
Шайбы |
|||
|
12Х1МФ; ГОСТ 20072 |
Oт 0 до 570 |
Шайбы |
||
|
08Х16Н13М2Б; ГОСТ 5632 |
От 0 до 625 |
Шпильки, болты, гайки |
||
|
Oт 0 до 650 |
Шайбы |
|||
|
ХН35ВТ; ГОСТ 5632 |
От 0 до 650 |
Шпильки, болты, гайки |
||
|
08Х22Н6Т, 08Х21Н6М2Т, 14Х17Н2; ГОСТ 5632 |
От -40 до 200 |
16 (160) |
Шпильки, болты, ганки, шайбы |
|
|
От -70 до 350 |
2,5 (25) |
Шпильки, болты |
||
|
От -70 до 350 |
Гайки |
|||
|
От -70 до 350 |
Шайбы |
|||
Примечания: 1. Крепежные детали по ГОСТ 20700 применяются для сосудов в энергомашиностроении.
2. Допускается применять крепежные детали из стали марок 35Х, 38ХА, 40Х, 30Х, 30ХМА, 35ХМ при температуре ниже -40 °С до -60 °С, если испытания на ударный изгиб проводятся при рабочих отрицательных температурах образцов с концентратором вида V (тип II по ГОСТ 9454). При этом ни у одного из образцов ударная вязкость не должна быть менее 30 Дж/см2 (3 кгс·м/см2).
ПРИЛОЖЕНИЕ 9
Обязательное
ЛИСТЫ, ПЛИТЫ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и дополнительные требования |
Примечание (ссылки на пункты примечаний к прил. 9) |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
||||
|
Л63, Л68, ЛС59-1, ЛО62-1; ГОСТ 15527 |
От -270 до +250 |
Не ограничено |
п. 2 |
||
|
ЛЖМп 59-1-1; ГОСТ 15527 |
ТУ 28-21-897 |
ТУ 28-21-897 |
- |
||
|
НМЖМц 28-2,5-1,5; ГОСТ 492 |
ГОСТ 5063 |
От -70 до +360 |
2,5 (25) |
ГОСТ 5063 |
п. 1 |
|
А5, А6, АДО, АД1, АМц, АМг3, АМг5; ГОСТ 4784 |
От -270 до +150 |
6 (60) |
пп. 1, 5 |
||
|
АДО, АД1, А5, А6, АМц; ГОСТ 4784 |
От -70 до +150 |
6 (60) |
п. 6 |
||
|
АМг3, АМг5, АМг6; ГОСТ 4784 |
От -210 до +150 |
|
|||
Примечания:
1. Испытание на растяжение проводить в состоянии поставки.
2. Испытание на растяжение проводить в мягком состоянии марок Л63, Л68, ЛС59-1, а марки ЛО62-1 - в горячекатаном.
3. По требованию потребителя проводят испытания на глубину выдавливания мягких полос толщиной 1 и 1,2 мм.
4. По требованию потребителя проводят испытание на изгиб.
5. Механические свойства листов без термической обработки и отожженных (кроме сплавов марок АМг3, АМг5, АМг6) обеспечиваются технологией изготовления.
6. Механические свойства обеспечиваются технологией изготовления и проверяются по требованию потребителя (п. 4.4 ГОСТ 14232).
ПРИЛОЖЕНИЕ 10
Обязательное
ТРУБЫ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и дополнительные требования |
Примечание (ссылки на пункты примечаний к прил. 10) |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
||||
|
Л68, ЛО70-1, ЛОМш 70-1-0,05, ЛАМш 77-2-0,05; ГОСТ 15527 |
ГОСТ 21646 |
От -196 до +250 |
Не ограничено |
ГОСТ 21646 |
п. 2 |
|
Л63, Л68, ЛС59-1, ЛЖМц 59-1-1; ГОСТ 15527 |
Oт -253 до +250 |
пп. 3, 4, 5 |
|||
|
МНЖ5-1; ГОСТ 492 |
ГОСТ 17217 |
От -196 до +200 |
ГОСТ 17217 |
п. 6 |
|
|
МНЖМц 30-1-1; ГОСТ 492 |
ГОСТ 10092 |
От 0 до +250 |
ГОСТ 10092 |
п. 1 |
|
|
АДО, АД1, АМц; ГОСТ 4784 |
ГОСТ 18475 |
От -270 до +150 |
6 (60) |
ГОСТ 18475 |
п. 7 |
|
АМг2, АМг3, АМг5; ГОСТ 4784 |
- |
||||
Примечания:
1. Испытания на растяжение проводить в мягком состоянии.
2. Испытания на растяжение латуни марки Л68 проводить в мягком состоянии.
3. Испытания на растяжение латунных труб марок Л63, Л68 проводить в мягком состоянии, трубы марок ЛС69-1, ЛЖМц 59-1-1 испытываются прессованными.
4. По требованию потребителя тянутые и холоднокатаные трубы с толщиной стенки 3 мм и менее подвергаются испытанию на сплющивание.
5. По соглашению сторон трубы марок Л63, Л68 изготавливают с повышенной пластичностью.
6. Испытание на растяжение проводить в отожженном состоянии.
7. Механические свойства отожженных труб предприятие изготовитель не контролирует.
ПРИЛОЖЕНИЕ 11
Обязательное
ПРУТКИ И ЛИТЬЕ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
|
Марка стали, обозначение стандарта или технических условий |
Технические требования |
Рабочие условия |
Виды испытаний и дополнительные требования |
Примечание (ссылки на пункты примечаний к прил. 11) |
|
|
Температура стенки, °С |
Давление среды, МПа (кгс/см2), не более |
||||
|
НМЖМц 28-2,5-1,5; ГОСТ 492 |
ГОСТ 1525 |
От -70 до +250 |
2,5 (25) |
ГОСТ 1525 |
п. 1 |
|
ЛЦ23А6Ж3Мц2 (ЛАЖМц 66-6-3-2); ГОСТ 17711 |
ГОСТ 17711 |
|
Не ограничено |
ГОСТ 17711 |
- |
|
АДО, АМг2, АМц; ГОСТ 4784 |
От -70 до +150 |
6 (60) |
|||
Примечание.
1. Испытания на растяжение проводить в мягком состоянии.
ПРИЛОЖЕНИЕ 12
Обязательное
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
|
Марка стали |
Тип электрода по ГОСТ 9467 |
Минимальная температура стенки сосуда под давлением (см. п. 2.8.1 настоящих Правил) |
|
Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, 18Гпс, 10, 15, 20, 15К, 16К, 18К, 20К, 20Л, А, В и марки Ст3сп и 20К основного слоя двухслойной стали |
Э42, Э46 |
Не ниже -15 °С |
|
Э42А, Э46А, Э50А |
Не ниже -30 °С Не ниже -40 °С По табл. 3 настоящих Правил |
|
|
22К, 25Л |
Э46А, Э50А |
|
|
16ГС, 17ГС, 17Г1С, 20ЮЧ, 09ХГ2НАБЧ, 10ХСНД, Д40, Д32, Е40, Е32 трубы толщиной менее 12 мм из сталей марок 10 и 20 и марка 16ГС основного слоя двухслойной стали |
Э50А |
Не ниже -40 °С |
|
16ГМЮЧ |
Э-09МХ Э-09Х1М Э-05Х2М |
Не ниже 0 °С |
|
15Г2СФ |
Э50А, Э55, Э60 |
Не ниже -40 °С |
|
10Х2ГНМ |
09Х2М |
Не ниже 0 °С |
|
09Г2С, 10Г2, 09Г2СЮЧ, 10Г2С1 и марка 09Г2С основного слоя двухслойной стали |
Э50А |
Не ниже -60 °С, от -61 до -70 °С после нормализации |
|
09Г2С, 10Г2, 10Г2С1, 09Г2СЮЧ |
10ГН, 10ГНМ |
До -70 °С |
|
12МХ и марка 12МХ основного слоя двухслойной стали |
Э-09МХ, Э-09Х1М |
Не ниже 0 °С |
|
12ХМ, 15ХМ и марка 12ХМ основного слоя двухслойной стали |
Э-09Х1М Э-09ХШФ |
|
|
12Х1МФ |
Э-09Х1МФ |
|
|
10X2M1A-A |
Э-09ХШ |
|
|
10Х2М1А-А, 20Х2МА и марка 20Х2МА основного слоя двухслойной стали |
Э-05Х2М |
|
|
15Х2МФА-А |
Н-3А |
|
|
1Х2М1 |
10Х2М1 |
|
|
15X5, 15Х5М, 15Х5МУ, 15Х5ВФ, 20Х5МЛ, 20Х5ВЛ |
Э-10Х5МФ |
|
|
12Х8ВФ |
09Х8ВФ |
|
|
Х9М |
09Х9М1 |
Примечания: 1. Без индекса «Э» условно указаны типы электродов, не предусмотренные ГОСТ 9467. Марки электродов типов без индекса «Э» принимаются по рекомендациям специализированной организации. Марка электрода типа Н-3А принимается по ТУ 5.695-11313.
2. Электроды типа Э42 и Э46 для сварки сосудов, предназначенных для работы в средах, вызывающих коррозионное растрескивание, применяются по согласованию со специализированной организацией.
3. Необходимость подогрева для предотвращения трещин при сварке малоуглеродистых, низколегированных марганцовистых и марганцевокремнистых сталей в зависимости от толщины свариваемых элементов, содержания углерода в стали и других факторов определяется технологией предприятия - изготовителя сосуда.
4. При сварке хромомолибденовых, хромомолибденованадиевых и хромомолибденованадиевовольфрамовых сталей требуются специальные меры (подогрев, термообработка и др.).
ПРИЛОЖЕНИЕ 13
Обязательное
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
|
Марка стали |
Требования по стойкости против межкристаллитной коррозии |
|||
|
Нет |
Есть |
|||
|
Тип электрода по ГОСТ 10052 |
Температура стенки |
Тип электрода по ГОСТ 10052 (марка, ТУ) |
Температура стенки |
|
|
08X13 и марка 08X13 коррозионностойкого слоя двухслойной стали |
Э-10Х25Н13Г2 |
- |
- |
|
|
08X17Т, 15X25T |
Э-10Х25Н13Г2Б |
До +350 °С |
||
|
08Х22Н6Т 08Х18Г8Н2Т |
Э-04Х20Н9 Э-07Х20Н9 |
Э-08Х20Н9Г2Б Э-08Х19Н10Г2Б 08Х22Н7Г2Б (ОЗЛ-40 ТУ 14-168-43-83) |
||
|
08Х21Н6М2Т |
Э-02Х20Н14Г2М2 |
Э-09Х19Н10Г2М2Б Э-07Х19НПМ3Г2Ф 08Х20Н7Г2М2Б (ОЗЛ-41 ТУ 14-168-43-83) |
||
|
07Х13АГ20 |
Э-07Х20Н9 Э-04Х20Н9 Э-08Н9Г2Б |
- |
-« |
|
|
03Х19АГ3Н10 |
Э-02Х21Н10Г2 |
До +450 °С |
Э-02Х21Н10Г2 |
До +350 °С |
|
Э-02Х19Н9Б |
По обязательным приложениям 2 - 7 настоящих Правил, при этом +350 °С и выше после стабилизирующего отжига |
|||
|
12X18Н9Т 12X18H10T 12Х13Н9ТЛ 12X18H12T |
Э-04Х20Н9 |
Э-08Х20Н9Г2Б |
До +350 °С |
|
|
Э-07Х20Н9 |
Э-08Х19Н10Г2Б |
|||
|
08Х18Н10Т 08Х18Н12Б |
Э-04Х20Н9 |
До +450 °С |
Э-08Х19Н10Г2Б |
По обязательным приложениям 2 - 7 настоящих Правил, при этом +350 °С и выше после стабилизирующего отжига |
|
Э-07Х20Н9 |
Э-08Х20Н9Г2Б |
До +450 °С, при этом от +350 °С до +450 °С после стабилизирующего отжига |
||
|
10Х17Н13М2Т 10X17H13M3T 12Х18Н12М3ТЛ 08Х17Н13М2Т |
Э-07Х19Н11М3Г2Ф |
До + 450 С |
Э-07Х19Н11М3Г2Ф Э-09Х19Н10Г2М2Б |
До +350 ° С |
|
Э-02Х20Н14Г2М2 Э-09Х19Н11Г3М2Ф Э-02Х19Н18Г5АМ3 |
||||
|
08Х17Н15М3Т |
- |
- |
Э-02Х19Н18Г5АМ3 |
|
|
10Х14Г14Н4Т |
Э-10Х20Н9Г6С Э-03Х15Н9АГ4 Э-04Х19Н9 |
- |
- |
|
|
03X18H11 02X18H11 |
Э-02Х21Н10Г2 |
До +450 С |
Э-02Х21Н10Г2 |
До +350 °С |
|
Э-02Х19Н9Б |
Э-02Х19Н9Б |
По обязательным приложениям 2 - 7 настоящих Правил, при этом от +350 °С и выше после стабилизирующего отжига |
||
|
12Х18Н10Т коррозионностойкого слоя двухслойной стали |
Э-10Х25Н13Г2 для переходного и коррозионностойкого слоев; Э-04Х20Н9 и Э-07Х20Н9 для коррозионностойкого слоя |
По обязательному приложению 3 настоящих Правил |
Э-10Х25Н13Г2 для переходного слоя; Э-08Х20Н9Г2Б и Э-08Х19Н10Г2Б для коррозионностойкого слоя |
До +350 °С |
|
08Х18Н10Т коррозионностойкого слоя двухслойной стали |
Э-10Х25Н13Г2 для переходного и коррозионностойкого слоев; Э-04Х20Н9 и Э-07Х20Н9 для коррозионностойкого слоя |
По обязательному приложению 3 настоящих Правил |
Э-10Х25Н13Г2 для переходного слоя; Э-08Х20Н9Г2Б и Э-08Х19Н10Г2Б для коррозионностойкого слоя |
По обязательным приложениям 2 - 7 настоящих Правил, при этом от +350 °С и выше после стабилизирующего отжига |
|
10Х17Н13М2Т, 08Х17Н15М3Т коррозионностойкого слоя двухслойной стали |
Э-10Х25Н13Г2 для переходного слоя; Э-07Х19Н11М3Г2Ф для коррозионностойкого слоя |
Э-10Х25Н13Г2 для переходного слоя; Э-09Х19Н10Г2М2Б для коррозионностойкого слоя |
До +350 °С |
|
|
08X17H15M3T коррозионностойкого слоя двухслойной стали |
- |
- |
Э-10Х25Н13Г2 для переходного слоя; Э-02Х19Н18Г5АМ3 |
|
|
03X17H14M3 |
Э-02Х19Н18Г5АМ3 Э-02Х20Н14Г2М2 |
Э-02Х19Н18Г5АМ3 Э-02Х20Н14Г2М2 |
||
|
15Х18Н12С4ТЮ |
- |
- |
Э-10Х17Н13С4 |
До +200 °С |
|
08Х8Н22С6 02Х17Н14С5 |
- |
- |
ОЗЛ-24 ТУ 14-4-579-74 |
До +120 °С |
|
03Х21Н21М4ГБ |
- |
- |
03Х24Н25М3АГ3 (АНВ-38 ТУ ИЭС 376-83) 04X23Н27М3Д3Г2Б (ОЗЛ-17У 04X21Н21М4Г2Б (ОЗЛ-26А |
До +350 °С |
|
06ХН28МДТ 03ХН28МДТ |
- |
- |
03Х24Н25М3АГ3Д (АНВ-37 04X23Н27М3Д3Г2Б (ОЗЛ-17У 04X23Н26М3Д3Г2Б (ОЗЛ-37-2 |
|
|
ХН32Т |
Э-27Х15Н35В3Г2Б2Т |
- |
- |
|
|
НМЖНц 28-2,5-1,5 коррозионностойкого слоя двухслойной стали |
В-56У |
- |
- |
|
Примечания: 1. Без индекса «Э» условно указаны типы электродов, не предусмотренные ГОСТ 10052. Марка электрода типа В-56У принимается по ТУ 14-4-807 (изм. 1).
2. Возможность проведения стабилизирующего отжига для сварных соединений из сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н12М3ТЛ, 08Х17Н13М2Т должна быть согласована со специализированной организацией по технологии.
3. Применение сварных соединений при температуре выше +600 °С должно быть согласовано со специализированной организацией.
4. Электроды типов Э-02Х20Н14Г2М2 и Э-09Х19Н11Г3М2Ф применяются при условии содержания в металле шва ферритной фазы не более 6 %.
5. Возможность применения электрода типа Э-04Х19Н9 должна быть согласована со специализированной организацией.
ПРИЛОЖЕНИЕ 14
Обязательное
АВТОМАТИЧЕСКАЯ СВАРКА УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
|
Марка стали |
Марка проволоки по ГОСТ 2246 |
Марка флюса по ГОСТ 9087 |
Минимальная температура стенки сосуда под давлением (см. п. 2.8.1 настоящих Правил) |
|
Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, 18Гпс, 10, 16К, 18К, 15, 20, 20К, А, В и марки Ст3сп и 20К основного слоя двухслойной стали |
Св-08, Св-08А |
АН-348А ОСЦ-45 ОСЦ-45М АНЦ-1 |
Не ниже -20 °С |
|
Св-08ГА Св-10ГА |
Не ниже -30 °С, не ниже -10 °С по табл. 3 настоящих Правил |
||
|
22К, 25Л |
Св-08ГА Св-10ГА |
||
|
20ЮЧ |
Св-10HЮ |
АН-22, АН -47 |
Не ниже -40 °С |
|
16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2, 10Г2С1, 10ХСНД, Д40, Д32, Е40, Е32 и марки 16ГС и 09Г2С основного слоя двухслойной стали |
Св-08ГА Св-10ГА |
АН-22 АН-348А АН-47 ОСЦ-45 ОСЦ-45М АНЦ-1 |
Не ниже -30 °С при любой толщине; не ниже -40 °С при толщине металла не более 24 мм |
|
16ГС, 17ГС, 17Г1С, 10ХСНД, Д40, Д32, Е40, Е32 и марка 16ГС основного слоя двухслойной стали |
Св-08ГА Св-10ГА |
АН-22 АН-348А АН-47 ОСЦ-45 ОСЦ-45М АНЦ-1 |
Не ниже -40 °С при любой толщине металла при условии выполнения многослойной сварки или в сочетании с проволоками Св-10НМА, Св-10НЮ |
|
Св-10НЮ |
Не ниже -40 °С |
||
|
16ГМЮЧ |
Св-08ХМ Св-04Х2МА Св-10Х2М |
АН-22 ФЦ-11 АН-17Н |
Не ниже 0 °С |
|
15Г2СФ |
СВ-10Г2 Св-10НМА |
АН-22 АН-348А АН-47 ОСЦ-45 ОСЦ-45М АНЦ-1 |
Не ниже -40 °С |
|
09Г2СЮЧ |
Св-10ГА Св-10НМА Св-08ГОМТ Св-10НЮ |
АН-348А АН-43 АН-22 АН-47 |
Не ниже -70 °С |
|
09ХГ2НАБ |
Св-08ГСМТ |
ФП-33 |
Не ниже -40 °С |
|
15Х2МФА-А |
Св-10Х3М1А Св-10Х3ГМФТА Св-10ХМФТУ |
ФП-33 ФП-33М |
Не ниже 0 °С |
|
10Х2ГНМ |
Св-04Х2МА Св-10Х3ГМ ТУ 14-1-4181-85 |
АН-47 |
Не ниже 0 °С |
|
10Х2М1А-А и марка 10Х2М1А-А основного слоя двухслойной стали |
Св-04Х2МА Св-10Х3ГМ1А-А |
ФЦ-16А ФЦ-16 |
Не ниже 0 °С |
|
09Г2С, 10Г2С1, 10Г2 и марка 09Г2С основного слоя двухслойной стали |
Св-08ГА |
АН-47 АН-348А ОСЦ-45 ОСЦ-45М |
Не ниже -60 °С при любой толщине металла при условии выполнения многослойной сварки или в сочетании с проволоками Св-10НМА, Св-10НЮ, Св-08МХ |
|
Св-08ГА Св-08ГС |
Не ниже -70 °С при любой толщине металла при условии нормализации сварных соединений |
||
|
Св-10НЮ Св-10НМА |
Не ниже -60 °С |
||
|
09Г1С1, 10Г2, 10Г2С1 и марка 09Г2С основного слоя двухслойной стали |
Св-10НЮ |
АН-22 |
Не ниже -70 °С без нормализации сварных соединений при условии сварки по технологии, согласованной со специализированной организацией |
|
12MX и марка 12МХ основного слоя двухслойной стали |
Св-08MX Св-04Х2МА |
АН-43 АН-22 АН-348А |
Не ниже 0 °С |
|
12ХМ и марка 12ХМ основного слоя двухслойной стали |
Св-08ХМ Св-10Х2М |
||
|
20Х2МА |
Св-04Х2МА |
АН-22, АН-43 |
Не ниже 0 °С |
|
15Х5М |
Св-10Х5М |
АН-22, АН-43 |
Примечания: 1. Условия выполнения сварных соединений с различным сочетанием сварочных проволок определяются технологией, согласованной со специализированной организацией.
2. Необходимость подогрева для предотвращения трещин при сварке малоуглеродистых и низколегированных марганцовистых и марганцевокремнистых сталей в зависимости от толщины свариваемых элементов, содержания углерода и других факторов определяется технологией предприятия - изготовителя сосудов.
3. Марки проволоки типов Св-10НЮ и Св-10Х2М принимаются по ТУ 14-1-2219, типа Св-10ХМФТУ - по ТУ 14-1-49-1414. Марки флюсов типов ФП-33 и ФП-33М принимаются по ТУ 5.965-11238, типов ФЦ-16 и ФЦ-16А - по ТУ 108.948.92, типа АНЦ-1 - по ТУ 108.1424.
4. При сварке хромомолибденовых сталей требуются специальные меры (подогрев, термическая обработка и др.).
ПРИЛОЖЕНИЕ 15
Обязательное
АВТОМАТИЧЕСКАЯ СВАРКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
|
Марка стали |
Наличие требований по стойкости против межкристаллитной коррозии |
|||||
|
Нет |
Есть |
|||||
|
Марка проволоки, обозначение стандарта или технических условий |
Марка флюса, обозначение стандарта или технических условий |
Условия применения (см. п. 2.8.1 настоящих Правил) |
Марка проволоки, обозначение стандарта или технических условий |
Марка флюса, обозначение стандарта или технических условий |
Условия применения (см. п. 2.8.1 настоящих Правил) |
|
|
08X13 коррозионностойкого слоя стали |
Св-06Х25Н12ТЮ Св-07Х25Н12Г2Т |
АН-26С |
По обязательному приложению 3 настоящих Правил |
- |
- |
- |
|
08Х22Н6Т 08Х18Г8Н2Т |
Св-04Х19Н9 Св-06Х19Н9Т |
АН-26С |
Св-06Х21Н7БТ (ЭП-500) Св-07Х18Н9ТЮ Св-05Х20Н9ФБС Св-08Х20Н9С2-БТЮ ТУ 14-1-4981 |
АН-26С 48-ОФ-6 ОСТ 5 9206 |
||
|
08Х21Н6М2Т |
СВ-04Х19Н11М3 Св-06Х19Н10М3Т |
АН-26С; ГОСТ 9087 48-ОФ-6; ОСТ 5.9206 |
Св-08Х19Н10М3Б, Св-06Х20Н11М3ТБ Св-03Х24Н6АМ3 ТУ 14-1-4372 |
АН-26С 48-ОФ-6 ОСТ 5.9206 |
||
|
03X18H11 02X18H11 |
- |
- |
- |
Св-01Х18Н10 ТУ 14-1-2795 Св-01Х19Н9 |
АН-10; ГОСТ 9087 |
До +350 °С |
|
03X17H14M3 |
Св-01Х17Н14М2 ТУ 14-1-2795 Св-01Х19Н18Г10АМ4 ТУ 1-4981 |
АН-18; ГОСТ 9087 |
||||
|
03X21Н21М4ТБ |
Св-01Х23Н28М3Д3Т Св-03Х23Н25М3Д3Т ТУ 14-1-2571 Св-02Х21Н21М4Г2Б ТУ 14-1-3262 |
|||||
|
07Х13АГ20 |
Св-05Х15Н9Г6АМ ТУ 14-1-1595 Св-07Х19Н10Б Св-05Х20Н9ФБС |
АН-26С ГОСТ 9087 |
- |
- |
- |
|
|
12Х18Н9Т 12Х18Н10Т |
Св-06Х19Н9Т Св-04Х19Н9 |
До +600 °С |
Св-07Х18Н9ТЮ Св-05Х20Н9ФБС СВ-08Х20Н9С2БТЮ ТУ 14-1-4981 |
АН-26С |
До +350 °С |
|
|
08Х18Н10Т |
Св-07Х18Н9ТЮ, Св-05Х20Н9ФБС |
По обязательным приложениям 2 - 7 настоящих Правил, при этом от +350 °С и выше после стабилизирующего отжига |
||||
|
Св-08Х20Н9С2БТЮ ТУ 14-1-4981 |
До +350 °С |
|||||
|
12Х18Н10Т коррозионностойкого слоя двухслойной стали |
Св-06Х25Н12ТЮ Св-07Х25Н12Г2Т |
По обязательному приложению 3 настоящих Правил |
Св-06Х25Н12ТЮ, Св-07Х25Н12Г2Т для сварки переходного слоя |
|||
|
Св-05Х20Н9ФБС для сварки коррозионностойкого слоя |
||||||
|
Св-08Х25Н13БТЮ для сварки переходного и коррозионностойкого слоев |
||||||
|
08X18H10T коррозионностойкого слоя двухслойной стали |
Св-06Х25Н12ТЮ Св-07Х25Н12Г2Т |
AН-26C |
По обязательному приложению 3 настоящих Правил |
Св-06Х25Н12ТЮ, Св-07Х25Н12Г2Т СВ-08Х25Н13БТЮ для сварки переходного слоя |
По обязательному приложению 3 настоящих Правил |
|
|
Св-05Х20Н9ФБС для сварки коррозионностойкого слоя |
По обязательному приложению 3 настоящих Правил, при этом от +350 °С и выше после стабилизирующего отжига |
|||||
|
Св-08Х25Н13БТЮ для сварки коррозионностойкого слоя |
До +350 °С |
|||||
|
08Х18Н12Б |
- |
- |
- |
Св-05Х20Н9ФБС |
||
|
10Х17Н13М2Т 10Х17Н13М3Т 08X17H13M2T |
Св-06Х19Н10М3Т Св-04Х19Н11М3 |
АН-26С 48-ОФ-6 ОСТ 5.9206 |
Св-06Х20Н11М3ТБ, Св-08Х19Н10М3Б |
АН-26С 48-ОФ-6 ОСТ 5.9206 |
||
|
08X17H15M3T |
- |
- |
- |
Св-06Х20Н11М3ТБ, Св-08Х19Н10М3Б |
АН-26С; ГОСТ 9087 48-ОФ-6, АНК-61 ТУ ИЭС-519 |
|
|
10Х14Г14Н4Т |
Св-05Х15Н9Г6АМ ТУ 14-1-1595 |
АН-26С |
- |
- |
- |
|
|
10Х17Н13М3Т, 10Х17Н13М2Т коррозионностойкого слоя двухслойной стали |
Св-06Х25Н12ТЮ Св-07Х25Н12Г2Т |
По обязательному приложению 3 настоящих Правил для переходного слоя |
Св-07Х25Н12Г2Т, Св-06Х25Н12ТЮ |
АН-26С |
До +350 °С для переходного слоя |
|
|
0Х17Н13М3Т, 10Х17Н13М2Т коррозионностойкого слоя двухслойной стали |
Св-06Х19Н10М3Г Св-04Х19Н11М3 |
АН-26С 48-ОФ-6 ОСТ 5.9206 |
Св-06Х20Н11М3ТБ, Св-08Х19Н10М3Б |
АН-26С 48-ОФ-6 ОСТ 5.9206 |
До +350 °С для коррозионностойкого слоя |
|
|
06ХН28МДТ 03ХН28МДТ |
- |
- |
- |
Св-01Х24Н25АГ7Д ТУ 14-1-368 Св-01Х23Н28М3Д3Т, Св-03Х23Н28М3Д3Т ТУ 14-1-2571 |
АН-18 |
До +350 °С |
|
Сплав НМЖМц 28-2,5-1,5 коррозионностойкого слоя двухслойной стали |
НЖМцТА (сварочный монель) ТУ 48-2 1-284 |
АН-26С |
По обязательному приложению 3 настоящих Правил |
- |
- |
- |
Примечания: 1. Возможность применения стабилизирующего отжига для сварных соединений из сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 08X17H13M2T должна быть согласована со специализированной организацией.
2. Применение сварных соединений из сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М2Т при температуре выше +600 °С должно быть согласовано со специализированной организацией.
ПРИЛОЖЕНИЕ 16
Обязательное
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
|
Марка стали |
Марка проволоки, обозначение стандарта или технических условий |
Марка флюса, обозначение стандарта или технических условий |
Условия применения (см. п. 2.8.1 настоящих Правил) |
|
Ст2сп, Ст3пс, 20, 16К |
Св-08ГА |
АН-8, АН-22 АН-9, АН-9У ТУ ИЭС 291 |
По обязательному приложению 2 настоящих Правил при условии нормализации и высокого отпуска сварных соединений |
|
18K, 20К, 22К, 20ЮЧ |
Св-10НЮ ТУ 14-1-2219 Св-10Г2, Св-08ГС |
||
|
16ГС, 09Г2С, 09Г2СЮЧ |
Св-08ГС, Св-08Г2С Св-08ГСМТ Св-10НЮ ТУ 14-1-2219 |
||
|
12МХ, 12ХМ |
Св-10ХГ2СМА Св-08ХМ 10Х2М ТУ 14-1-2219 Св-04Х2МА |
Не ниже 0 °С при условии нормализации и высокого отпуска сварных соединений |
|
|
16ГМЮЧ |
Св-08ХМ Св-10ХМ Св-10НМА Св-04Х2МА ТУ 14-1-2219 |
АН-22, АН-8 ФЦ-11 |
Не ниже 0 °С при условии высокого отпуска сварных соединений |
|
15Г2СФ |
Св-10Г2 |
АН-8 |
Не ниже -40 °С после нормализации и высокого отпуска сварных соединений |
|
10Х2ГНМ |
Св-10Х3ГМ ТУ 14-1-4181 |
АН-8 АН-9У ТУ ИЭС 291 |
Не ниже 0 °С при условии высокого отпуска |
|
12Х18Н9Т 08Х18Н10Т 12Х18Н10Т |
Св-04Х19Н9 Св-01Х19Н9 Св-06Х19Н9Т |
АН-26П АН-26С |
До +600 °С при отсутствии требований по стойкости металла против межкристаллитной коррозии |
|
Св-07Х19Н10Б Св-03Х20Н9ФБС |
АН-45 |
До +350 °С при наличии требований по стойкости металла шва против межкристаллитной коррозии |
|
|
10Х17Н13М2Т 10X17H13M3T |
Св-01Х19Н18Г10АМ4 ТУ 14-1-4981 Св-08Х19Н10М3Б Св-06Х20Н11М3ТБ Св-03Х19Н15Г6М-2АВ2 ТУ 14-1-1595 |
АН-22 АН-26 АН-26П АН-45 ТУ 14-1-2372 |
До +350 °С при условии подтверждения стойкости против межкристаллитной коррозии |
Примечания: 1. Применение проволоки марки Св-08ХМ допускается только с содержанием хрома не менее 1 % и молибдена не менее 0,5 %.
2. Для сварки основного слоя двухслойной стали применяются сварочные материалы для соответствующей марки стали по приложению 15 настоящих Правил.
3. При выполнении электрошлаковой сварки допускается применение пластинчатых электродов и других технологических приемов по документации, согласованной со специализированной организацией.
4. Для кольцевых швов сосудов из стали марки 12ХМ допускается производить только высокий отпуск без нормализации при условии выполнения многослойной электрошлаковой сварки по документации, согласованной со специализированной организацией.
5. Для кольцевых швов сосудов с толщиной до 100 мм, предназначенных для работы при температуре стенки не ниже -20 °С для стали марки 20К, не ниже -40 °С для сталей марок 16ГС, 20ЮЧ, не ниже -55 °С для стали марки 09Г2С, и толщиной до 60 мм, предназначенных для работы при температуре стенки не ниже -60 °С для стали 09Г2С, допускается производить только высокий отпуск без нормализации при условии комбинированного способа - автоматической сварки под флюсом и электрошлаковой сварки с регулированием термического цикла.
ПРИЛОЖЕНИЕ 17
Обязательное
ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ
|
Марка стали |
Марка проволоки, обозначение стандарта или технических условий |
Защитный газ и обозначение стандарта |
Условия применения (см. п. 2.8.1 настоящих Правил) |
|
Ст3сп, Ст3пс, Ст3кп, 10, 20, 20Л |
Св-08Г2С |
Углекислый газ ГОСТ 8050, смесь углекислого газа с кислородом ГОСТ 5583 |
Не ниже -30 °С не ниже -40 °С по табл. 3 настоящих Правил |
|
17ГС, 17Г1С, 16ГС, 09Г2С, 10Г2, 10Г2С1, 09Г2СЮЧ и трубы из стали 10 и 20 толщиной не более 12 мм |
Не ниже -40 °С |
||
|
09Г2С 10Г2С1, 10Г2, 09Г2СЮЧ |
От -41 до -70 °С при условии нормализации сварных соединений |
||
|
09Г2С, 10Г2С1, 10Г2, 09Г2СЮЧ |
Св-08Г2СНТЮР ТУ 14-1-3648 |
Углекислый газ ГОСТ 8050 |
Не ниже -70 °С |
|
12МХ, 12ХМ |
Св-10ХГ2СМА |
Углекислый газ ГОСТ 8050; аргон ГОСТ 10157 |
Не ниже 0 °С |
|
Св-08ХМ ГОСТ 2246 |
Аргон ГОСТ 10157 |
||
|
15Г2СФ |
Св-08Г2С ГОСТ 2246 |
Углекислый газ ГОСТ 8050 |
Не ниже -40 °С |
|
10Х2ГНМ |
Св-08Х3Г2СМ ГОСТ 2246 |
Не ниже 0 °С |
|
|
1Х2М1 |
Св-06Х3Г3СМФ-ТЮЧ ТУ 14-1-2338 |
Углекислый газ ГОСТ 8050; |
Не ниже 0 °С |
|
15X5M 15Х5МУ |
СВ-06Х8Г2СМФ-ТЮЧ ТУ 14-1-2338 |
аргон ГОСТ 10157 |
|
|
15Х5М 15Х5МУ |
Св-10Х5М |
Аргон ГОСТ 10157 |
Не ниже 0 °С Для сварки теплообменных труб диаметром до 38 мм и корневого слоя шва труб диаметром более 38 мм |
|
12Х8ВФ, Х9М, Х8 |
Св-06Х8Г2СМФ-ТЮЧ ТУ 14-1-2338 |
Углекислый газ ГОСТ 8050 |
Не ниже 0 °С |
|
08X13 и марка 08X13 коррозионностойкого слоя двухслойной стали |
Св-08Х20Н9Г7Т Св-10Х16Н25МА6 Св-07Х25Н12Г2Т Св-08Х25Н13БТЮ |
Углекислый газ ГОСТ 8050; аргон ГОСТ 10157; смесь углекислого газа с аргоном |
|
|
08Х22Н6Т 08Х18Г8Н2Т |
Св-06Х21Н7БТ ТУ 14-1-1389 Св-07Х19Н10Б Св-07Х18Н9ТЮ |
Аргон |
До +300 °С при наличии требований по стойкости против межкристаллитной коррозии |
|
08Х22Н6Т 08Х18Г8Н2Т |
Св-04Х19Н9 Св-06Х19Н9Т |
Аргон ГОСТ 10157 |
До +300 °С при отсутствии требований по стойкости против межкристаллитной коррозии |
|
Св-08Х20Н9С2БТЮ ТУ 14-1-4981 |
Углекислый газ ГОСТ 8050 |
До +300 °С при наличии требований по стойкости против межкристаллитной коррозии |
|
|
15Х18Н12С4ТЮ |
Св-15Х18Н12С4ТЮ ТУ 14-1-2795 |
Аргон ГОСТ 10157 |
|
|
02Х8Н22С6 |
Св-02Х8Н22С6 ТУ 14-1-3233 Св-01-Х12Н10С6Ц ТУ 14-1-3952 |
||
|
12X18H10T 08Х18Н10Т марки 12Х18Н10Т 08Х18Н10Т коррозионностойкого слоя двухслойной стали |
Св-08Х20Н9Г7Т Св-10Х16Н25АМ6 |
Аргон ГОСТ 10157; смесь аргона с углекислым газом ГОСТ 8050 |
Для сварки коррозионностойкого слоя и деталей внутренних устройств |
|
Св-01Х19Н9 Св-04Х19Н9 |
При отсутствии требований против межкристаллитной коррозии |
||
|
Св-06Х19Н9Т Св-07Х19Н10Б Св-07Х18Н9ТЮ Св-05Х10Н9ФБС |
До +350 °С при наличии требований по стойкости против межкристаллитной коррозии |
||
|
СВ-08Х10Н9С2-БТЮ ТУ 14-1-4981 |
Углекислый газ ГОСТ 8050 |
||
|
03Х18Н11 02Х18Н11 |
Св-01Х18Н10 ТУ 14-1-973 |
Аргон ГОСТ 10157 |
До +350 °С при наличии требований по стойкости против межкристаллитной коррозии |
|
08X21 Н6М2Т 10Х17Н13М2Т 10Х17Н13М3Т 08X17H13M2T |
СВ-04Х19Н11М3 |
Аргон ГОСТ 10157; смесь аргона с углекислым газом ГОСТ 8050 |
По обязательным приложениям 2 - 4 настоящих Правил при отсутствии требований по стойкости против межкристаллитной коррозии |
|
Св-06Х19Н10М3Т Св-06Х20Н11М3ТБ Св-08Х19Н10М3Б СВ-01Х19Н18Г10-АМ4 ТУ 14-1-4981 |
До +350 °С при наличии требований по стойкости против межкристаллитной коррозии |
||
|
08Х18Н12Б |
Св-06Х19Н9Т Св-07Х19Н10Б Св-07Х18Н9ТЮ Св-05Х20Н9ФБС |
Аргон ГОСТ 10157 |
|
|
03Х19АГ3Н10 |
CB-01X18H10 ТУ 14-1-973 |
||
|
10Х14Г14Н4Т |
Св-05Х15Н9Г6АМ ТУ 14-1-1595 |
- |
|
|
03Х21Н21М-4ГБ |
Св-02Х21Н21М4Б ТУ 14-1-3262 |
Аргон ГОСТ 10157 |
До +350 °С при наличии требований по стойкости против межкристаллитной коррозии |
|
08Х17Н15М3Т 03Х17Н14М3 |
Св-01Х17Н14М2 ТУ 14-1-973 СВ-01Х19Н18Г10-АМ4 ТУ 14-1-4981 |
||
|
06ХН28МДТ 03ХН28МДТ |
СВ-01Х23Н28М3-Д3Т Св-03ХН25МДТБ ТУ 14-1-2571 |
||
|
НМЖМц 28-2,5-1,5 |
НММцТА (сварочный монель) ТУ 48-21-234 |
По обязательному приложению 3 настоящих Правил |
Примечания: 1. Допускается применение аргонодуговой сварки неплавящимся электродом проволокой Св-08Г2С стали марок Ст3сп, 10, 20, 20Л, 17ГС, 17Г1С, 16ГС, 09Г2С, 10Г2, 10Г2С1.
2. При необходимости выполнения переходного слоя шва двухслойной стали аргонодуговой сваркой рекомендуется применение сварочной проволоки марок Св-08Х20Н9Г7Т, Св-10Х16Н25АМ6, Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-07Х25Н12Г2Т.
ПРИЛОЖЕНИЕ 18
Обязательное
РЕГЛАМЕНТ ПРОВЕДЕНИЯ В ЗИМНЕЕ ВРЕМЯ ПУСКА (ОСТАНОВКИ) ИЛИ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ СОСУДОВ
1. Настоящий регламент распространяется на сосуды, изготовленные в соответствии с требованиями настоящих Правил и эксплуатируемые под давлением на открытом воздухе или в неотапливаемом помещении.
2. Пуск (остановка) или испытание на герметичность в зимнее время, то есть повышение (снижение) давления в сосуде при повышении (снижении) температуры стенки, должны осуществляться в соответствии с графиком.
где Р1 - давление пуска; Р2 - рабочее давление;
t1 - наинизшая температура воздуха, при которой допускается пуск сосуда под давлением Р1;
t2 - минимальная температура, при которой сталь и ее сварные соединения допускаются для работы под давлением в соответствии с требованиями обязательных приложений 2 - 6 и 11 - 14 настоящих Правил.
3. Величина пробного давления P1 принимается согласно табл. 1 в зависимости от рабочего давления Р2.
Таблица 1
|
Р2, МПа (кгс/см2) |
Менее 0,1 (1) |
От 0,1 (1) до 0,3 (3) |
Более 0,3 (3) |
|
Р1, МПа (кгс/см2) |
P2 |
0,1 (1) |
35P2 |
Примечание. При температуре t2 ниже или равной t1 давление пуска P1 принимается равным рабочему давлению Р2.
Достижение давлений Р1 и P2 рекомендуется осуществлять постепенно по 0,25Pl или 0,25P2 в течение часа с 15-минутными выдержками давлений на ступенях 0,25P1 (0,25P2); 0,5P1 (0,5P2); 0,75P1 (0,75P2).
4. Величины температур t1 и t2 принимаются по табл. 2 в зависимости от типа сталей. Скорость подъема (снижения) температуры должна быть не более 30 °С в час, если нет других указаний в технической документации.
Таблица 2
|
t1, °C |
t2, °С |
Допускаемая средняя температура наиболее холодной пятидневки в районе установки сосуда |
|
|
Ст3кп2 |
-20 |
+10 |
-30 °С при объеме менее 100 м3 |
|
Ст3сп3, Ст3пс3, Ст3сп6, Ст3пс6, 20К-3, 20К-10 |
-20 |
0 |
|
|
Ст3сп4, Ст3пс4, Ст3Гпс4, Ст3сп5, 20К-5, 20К-11 |
-40 |
-20 |
|
|
16ГС-3, 09Г2С-3, 17ГС-3, 17Г1С-3 |
|
-30 |
|
|
16ГС-6, 16ГС-17, 09Г2С-6, 09Г2С-17, 17ГС-6, 17ГС-12, 17Г1С-6, 17Г1С-12, 20ЮЧ, 08Х22Н6Т, 08Х21Н6М2Т |
-40 |
||
|
12ХМ, 12МХ, 10Х2ГНМ |
0 |
|
|
|
09Г2С-7, 09Г2С-8, 12X18H10T, 10Х17Н13М2Т |
Согласно обязательным приложениям 2 - 6, 11 - 14 настоящих Правил |
Ниже -40 |
Не регламентируется |
Примечания: 1. Для материалов, не приведенных в табл. 2, температура t2 определяется по обязательным приложениям 2 - 6 и 12 - 15 настоящих Правил.
2. В табл. 2 приведены температуры t1 и t2 для сосудов из сталей 12ХМ и 12МХ со сроком службы не более 100 тыс. ч.
3. В случае снижения нижнего температурного предела применения углеродистых и низколегированных марганцовистых и марганцевокремнистых сталей в соответствии с примечанием 27 приложения 2 давление пуска P1 принимается равным рабочему давлению Р2, температура t1 - установленному нижнему температурному пределу применения стали согласно примечанию 27 приложения 2.
ПРИЛОЖЕНИЕ 19
Обязательное
ОПРЕДЕЛЕНИЕ ПОНЯТИЯ ОДНОТИПНЫХ СВАРНЫХ СОЕДИНЕНИЙ
Однотипными сварными соединениями является группа сварных соединений, имеющих следующие общие признаки:
1) способ сварки;
2) марка (сочетание марок) основного металла. В одну группу допускается объединять сварные соединения деталей из сталей различных марок, для сварки которых согласно технологии предусмотрено применение сварочных материалов одних и тех же марок (сочетаний марок);
3) марка (сочетание марок) сварочных материалов. В одну группу допускается объединять сварные соединения, выполненные с применением различных сварочных материалов, марки (сочетание марок) которых согласно технологии могут использоваться для сварки деталей из одной и той же стали; электроды должны иметь одинаковый вид покрытия по ГОСТ 9466 (основной, рутиловый, целлюлозный, кислый);
4) номинальная толщина свариваемых деталей в зоне сварки. В одну группу допускается объединять соединения с номинальной толщиной деталей в зоне сварки в пределах одного из следующих диапазонов:
до 3 мм включительно;
свыше 3 до 10 мм включительно;
свыше 10 до 50 мм включительно;
свыше 50 мм.
Для угловых, тавровых и нахлесточных соединений указанные диапазоны относятся к привариваемым деталям; толщину основных деталей разрешается не учитывать;
5) радиус кривизны деталей в зоне сварки. В одну группу допускается объединять сварные соединения деталей с радиусом кривизны в зоне сварки (для труб - с половиной наружного номинального диаметра) в пределах одного из следующих диапазонов:
до 12,5 включительно;
свыше 12,5 до 50 мм включительно;
свыше 50 до 250 мм включительно;
свыше 250 мм (включая плоские детали).
Для угловых, тавровых и нахлесточных соединений указанные диапазоны относятся к привариваемым деталям; радиусы кривизны основных деталей разрешается не учитывать;
6) вид сварного соединения (стыковое, угловое, тавровое, нахлесточное). В одну группу могут быть объединены угловые, тавровые и нахлесточные соединения, кроме угловых сварных соединений приварки штуцеров (труб) к элементам сосудов;
7) форма подготовки кромок. В одну группу допускается объединять сварные соединения с одной из следующих форм подготовки кромок:
с односторонней разделкой кромок и углом их скоса более 8°;
с односторонней разделкой кромок и углом их скоса до 8° включительно (узкая разделка);
с двухсторонней разделкой кромок;
без разделки кромок;
8) способ сварки корневого слоя: на остающейся подкладке (подкладном кольце), на расплавляемой подкладке, без подкладки (свободное формирование обратного валика), с подваркой корня шва;
9) термический режим сварки: с предварительным и сопутствующим подогревом, без подогрева, с послойным охлаждением;
10) режим термической обработки сварного соединения.
ПРИЛОЖЕНИЕ 20
Обязательное
ПОДРАЗДЕЛЕНИЕ СТАЛЕЙ НА КЛАССЫ
|
Класс стали и сплава |
Марка стали и сплава |
|
Углеродистый |
Ст3, 10, 20, 15К, 16К, 18К, 20К, 20ЮЧ |
|
Низколегированный марганцовистый, марганцевокремнистый |
16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2СФ, 10Г2С1, 10Г2, 10Г2С1Д, 09Г2, 09Г2СЮЧ, 16ГМЮЧ, 09Г2СФБ |
|
Низколегированный хромомолибденовый, хромомолибденованадиевый |
12МХ, 12ХМ, 12Х1МФ, 15ХМ, 10Х2ГМ, 1Х2М1, 20Х2МА, 15Х2МФА |
|
Мартенситный |
15X5, 15Х5М, 15Х5ВФ, 12Х8ВФ, 20X13, Х9М, 12X13 |
|
Ферритный |
08X13, 08X17Т, 15Х25Т |
|
Аустенитный |
10Х14Г14Н4Т, 08Х18Н10Т, 08Х18Н12Б, 10Х17Н13М2Т, 08Х17Н15М3Т, 03Х17Н14М3, 12Х18Н12Т, 02X18H11, 02Х8Н22С6, 03Х19АГ3Н10Т, 07ХГ3АГ20, 12Х18Н10Т, 12Х18Н9Т, 03Х21Н21М4ГБ |
|
Сплавы на железоникелевой и никелевой основе |
06Х28МДТ, 03Х28МДТ, ХН32Т |
|
Аустенитно-ферритный |
08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, 15Х18Н12С4ТЮ |
ПРИЛОЖЕНИЕ 21
Обязательное
ПАСПОРТ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Характеристика |
Наименование рабочего пространства |
||||
|
Корпус |
Рубашка |
Трубное пространство |
|||
|
Рабочее или условное давление, МПа (кгс/см2) |
|
|
|
||
|
Расчетное давление, МПа (кгс/см2) |
|
|
|
||
|
Пробное давление, МПа (кгс/см2) |
гидравлическое |
|
|
|
|
|
пневматическое |
|
|
|
||
|
Испытательная среда |
|
|
|
||
|
Температура испытательной среды, °С |
|
|
|
||
|
Внутренний диаметр, мм |
|
|
|
||
|
Длина (высота), мм |
|
|
|
||
|
Наименование рабочей среды |
|
|
|
||
|
Внутренний объем, м3 |
|
|
|
||
|
Масса пустого сосуда, кг |
|
|
|
||
|
Перемешивающее устройство |
число оборотов |
|
|
|
|
|
мощность двигателя |
|
|
|
||
3. Материал основных деталей
|
Наименование детали (обечайка, днище, патрубки, фланцы, крепеж и др.) |
Материал, ГОСТ, ТУ |
|
|
|
4. Комплектующие изделия (основные)
|
Наименование и характеристика |
ГОСТ, ТУ |
Предприятие-изготовитель |
|
|
|
|
5. Сведения по испытаниям на предприятии-изготовителе
6. Отклонение от чертежа при изготовлении
7. Перечень прилагаемой технической документации
|
Наименование документа |
Обозначение |
Заводской номер |
Количество экземпляров |
|
|
|
|
|
8. Удостоверение
М.П. Технический руководитель
(Главный инженер) предприятия
Начальник ОТК
Приложения: чертеж общего вида, расчет на прочность, инструкция по монтажу, руководство по эксплуатации.