ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШТАНГИ НАСОСНЫЕ, УСТЬЕВЫЕ ШТОКИ
И МУФТЫ
К НИМ
Технические условия
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН АНО СЭ ПС НГК «Технонефтегаз», ЗАО «СОЮЗНЕФТЕМАШ», ОАО «МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД им. А. К. СЕРОВА»
ВНЕСЕН Техническим комитетом по стандартизации ТК 261 «Материалы и оборудование для нефтяной и газовой промышленности»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 15 декабря 2002 г. № 471-ст
3 Стандарт гармонизирован со стандартами ИСО 10428 и API Spec 11B 4
4 ВЗАМЕН ГОСТ Р 51161-98
СОДЕРЖАНИЕ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШТАНГИ НАСОСНЫЕ, УСТЬЕВЫЕ ШТОКИ И МУФТЫ К НИМ
Технические условия
Sucker rods, mouth stocks and couplings for them. Specifications
Дата введения 2004-01-01
1 Область применения
Настоящий стандарт распространяется на насосные штанги (нормальной длины, укороченные, утяжеленные), устьевые штоки и муфты к ним, предназначенные для передачи возвратно-поступательного движения от наземного привода штанговой насосной установки к плунжеру скважинного насоса или вращательного движения, в случае применения винтовых насосов при добыче нефти.
Стандарт может быть использован для целей сертификации.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты: ГОСТ 2.601-95 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения материалов и изделий. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 2216-84 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 2590-88 Прокат стальной горячекатаный круглый. Сортамент
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3565-80 Металлы. Методы испытания на кручение
ГОСТ 4381-87 Микрометры рычажные. Общие технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243-75 Сталь. Метод испытаний и оценки макроструктуры
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 12344-88 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена ГОСТ 14192-96 Маркировка грузов
ГОСТ 14810-69 Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 мм до 50 мм. Конструкция и размеры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение
ГОСТ 16493-70 Качество продукции. Статистический приемочный контроль по альтернативному признаку. Случай недопустимости дефектных изделий в выборке
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ 25670-83 Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлический. Общие требования к методам анализа
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 Элементы оборудования штанговой скважинной насосной установки (рисунок 1)
3.1.1 колонна насосных штанг: Совокупность деталей (устьевой шток, штанги нормальной длины, укороченные и утяжеленные), соединенных муфтами в упругую тягу, передающую возвратно-поступательное движение к плунжеру скважинного насоса или вращательное движение к ротору винтового насоса.
3.1.2 ступень колонны: Совокупность штанг одного типоразмера.
3.1.3 устьевой шток: Стержень с резьбой на двух концах, служащий для соединения колонны штанг с наземным приводом штанговой установки.
3.1.4 муфта устьевого штока: Муфта с резьбой, предназначенной для соединения устьевого штока с колонной насосных штанг.
3.1.5 насосная штанга: Составная часть колонны насосных штанг, представляющая собой стержень с головками на концах, заканчивающихся наружной резьбой.
3.1.6 насосная штанга нормальной длины: Штанга, с использованием которой производится компоновка основной части штанговой колонны.
3.1.7 укороченная штанга: Штанга, предназначенная для регулировки необходимой длины колонны штанг.
3.1.8 штанговая муфта: Составная часть штанговой колонны, служащая для соединения насосных штанг при помощи внутренней резьбы. Штанговая муфта может быть соединительной или переводной.
3.1.9 штанговая соединительная муфта: Штанговая муфта с резьбой, предназначенной для соединения насосных штанг одинакового диаметра.
3.1.10 штанговая переводная муфта: Штанговая муфта с резьбами, предназначенными для соединения насосных штанг различных диаметров.
3.1.11 утяжеленная штанга: Насосная штанга увеличенного диаметра, используемая для создания дополнительной нагрузки в нижней части колонны насосных штанг.
3.2 Элементы насосной штанги (рисунок 2)
1 - тело штанги; 2 - подэлеваторный бурт; 3 - упорный бурт; 4 - зарезьбовая канавка
Рисунок 2

1 - устьевой шток; 2 - муфта устьевого штока; 3 - штанга; 4 - соединительная муфта; 5 - переводная муфта; 6 - утяжеленная штанга
Рисунок 1
3.2.1 торцовая контактная поверхность: Кольцевая поверхность, по которой происходит контакт торцов штанговой муфты и упорного бурта штанга при свинчивании с муфтой.
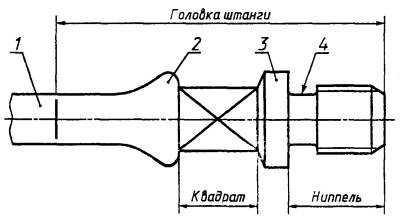
3.2.2 ниппель: Часть головки штанги, сопрягаемая с торцом упорного бурта и включающая в себя зарезьбовую канавку, резьбу и фаску.
3.3 приведенное напряжение в штанге sпр: Напряжение, включающее значения напряжений, характеризующих цикл нагружения в верхней штанге каждой ступени колонны и определяемое по формуле
![]()
где smax - максимальное напряжение в теле штанги за цикл нагружения;
sа - амплитудное напряжение, равное (smax - smin)/2 (smin - минимальное напряжение в теле штанги за цикл нагружения).
3.4 зона термического влияния: Участок тела насосной штанги длиной 250 мм, измеряемый от торца штанги.
3.5 термины и определения дефектов поверхности: По ГОСТ 21014.
3.6 термины и определения по резьбе: По ГОСТ 11708.
4 Конструкция, основные параметры и размеры
4.1 Настоящий стандарт устанавливает требования к металлическим (стальным) и неметаллическим (стеклопластиковым) насосным штангам, устьевым штокам и муфтам.
Металлические штанги должны изготовляться с высаженными головками (рисунок 3а) или с приваренными головками (рисунок 3б) на концах тела штанги.
Стеклопластиковые насосные штанги допускается изготовлять с металлическими головками (рисунок 3г). Способ соединения выбирает производитель.
По требованию заказчика штанги с приваренными головками и стеклопластиковые штанги могут изготовляться полыми (рисунки 3в, 3д).
4.2 Штанги следует изготовлять:
- нормальной длины - 8000, 7620 (7518*) и 9140 (9042*) мм;
- укороченной длины - 450**, 610, 915, 1220 (1118*), 1500, 1830 (1727*), 2440 (2337*), 3050 (2946*) и 3660 мм.
Конструкция и основные размеры штанг должны соответствовать указанным на рисунке 3 и в таблице 1. Массы штанг приведены в приложении А.

а - металлическая штанга с высаженными головками (ШН)
* Размер приведен в таблице 9.
** Допускается другая форма сопряжения упорного бурта и подэлеваторного бурта с квадратом.
Рисунок 3 - Насосные штанги
* Длина по API 11В соответствует расстоянию между торцами упорных буртов штанги.
** Стеклопластиковая штанга.

Рисунок 3, лист 2
Таблица 1 - Основные размеры штанг Размеры в миллиметрах
|
Условный размер штанги |
|||||
|
16 |
19 |
22 |
25 |
29 |
|
|
Длина штанги L ± 50 |
8000; 6200 (6100*); 7620 (7518*); 9140 (9042*) |
||||
|
Длина укороченной штанги L ± 50 |
450, 610, 915, 1220, 1500, 1830, 2440, 3050, 3660 |
||||
|
Диаметр тела штанги d0 |
16 |
19 |
22 |
25 |
28 |
|
Верхняя граница поля допуска |
+0,18 |
+0,3 |
+0,4 -0,5 |
+0,4 |
|
|
Нижняя граница поля допуска |
-0,36 |
-0,5 |
-0,7 |
||
|
Диаметр упорного бурта D |
34,0 |
38,0 |
43,0 |
51,0 |
57,0 |
|
Верхняя граница поля допуска |
+0,13 |
+0,38 |
|||
|
Нижняя граница поля допуска |
-0 |
25 |
-0,38 |
||
|
Диаметр подэлеваторного бурта D2 |
30 |
35 |
38 |
48 |
55 |
|
Верхняя граница поля допуска |
+0,13 |
||||
|
Нижняя граница поля допуска |
-3,17 |
-6,35 |
|||
|
Размер квадрата под ключ S + 0,7 - 0,9 |
22 |
26 |
33 |
38 |
|
|
Длина квадрата l + 0,8 - 1,7 |
32 |
38 |
42 |
||
|
Длина ниппеля l1 + 1,6 |
32,0 |
36,5 |
41,0 |
47,5 |
54,0 |
|
Длина зарезьбовой канавки l2 + 1,0 |
13 |
15 |
17 |
20 |
22 |
|
Длина ниппеля и упорного бурта l3 + 1,6 |
42,5 |
48,0 |
55,0 |
63,0 |
71,5 |
|
r + 1,6 - 0,40 |
3,2 |
4,8 |
|||
|
r1 ± 3 |
47,5 |
57,0 |
66,5 |
76,0 |
86 |
|
r2 + 0,5 |
1,5 |
2,0 |
2,5 |
||
|
Диаметр зарезьбовой канавки D1 ± 0,13 |
20,07 |
23,24 |
26,42 |
31,17 |
35,92 |
|
Диаметр канала полой штанги d2 ± 1,5 |
- |
- |
8,5 |
9,2 |
11,0 |
|
Расчетная площадь сечения полой штанги, мм2 |
- |
- |
326,5 |
379,8 |
514,7 |
|
Длина головки ШНП L1 + 3,0 - 1,5 |
131 |
145 |
158 |
176 |
|
|
Диаметр шейки ШНС d1, + 0,3 |
24,0 |
28,0 |
33,0 |
38,0 |
44,0 |
|
Длина головки ШНС L2 + 2,0 |
175,0 |
210,0 |
245,0 |
275,0 |
320,0 |
|
Длина шейки бурта l3 + 0,3 |
28,0 |
32,0 |
35,0 |
40,0 |
|
|
Примечание - Овальность канала полой штанги в поперечной плоскости в пределах суммы предельных отклонений на диаметр d2. |
|||||
Примеры условных обозначений штанг:
Штанга металлическая условным размером 19 мм, с высаженными головками длиной 8000 мм из стали марки 40 (нормализованная), с соединительной муфтой из стали 40 (45) (нормализованная), класса Н, исполнения 2, нормальной длины:
Штанга насосная ШН19-8000-40н-Н2 ГОСТ Р 51161-2002
То же, штанга длиной 8000 мм с приваренными головками:
Штанга насосная ШНП19-8000-40н-Н2 ГОСТ Р 51161-2002
То же, штанга длиной 8000 мм полая:
Штанга насосная ШНПП19-8000-40н-Н2 ГОСТ Р 51161-2002
То же, штанга насосная стеклопластиковая с головками, прошедшими нормализацию:
Штанга насосная ШНС19-8000-40н-Н2 ГОСТ Р 51161-2002
То же, штанга длиной 8000 мм полая:
Штанга насосная ШНСП19-8000-40н-Н2 ГОСТ Р 51161-2002
Штанга условным размером 19 мм, длиной 8000 мм из стали марки 40, подвергнутая термообработке втмо, с соединительной муфтой из стали марки 20Н2М, класса Т, исполнения 2, удлиненная:
Штанга насосная ШН19-8000-40втмо-20Н2М-2У ГОСТ Р 51161-2002
То же, с муфтой класса П, исполнения 3:
Штанга насосная ШН19-8000-40втмо-20Н2М-П3 ГОСТ Р 51161-2002
Штанга условным размером 19 мм, длиной 8000 мм из стали марки 40 (нормализация), без соединительной муфты:
Штанга насосная ШН19-8000-40н ГОСТ Р 51161-2002
Штанга условным размером 19 мм, длиной 8000 мм из стали марки 30ХМА, нормализованная с высоким отпуском с последующим поверхностным упрочнением нагревом ТВЧ, без соединительной муфты:
Штанга насосная ШН19-8000-30ХМАнво ТВЧ ГОСТ Р 51161-2002
Штанга условным размером 22 мм, длиной 8000 мм из стали марки 15Х2НМФ, закаленная с высоким отпуском, без соединительной муфты:
Штанга насосная ШН22-8000-15Х2НМФзво ГОСТ Р 51161-2002
То же, нормализованная с высоким отпуском:
Штанга насосная ШН22-8000-15Х2НМФнво ГОСТ Р 51161-2002
4.3 Штанговые муфты (далее - муфты), следует изготовлять следующих исполнений:
1 - муфты с лысками нормального диаметра;
2 - муфты без лысок нормального диаметра;
3 - муфты без лысок уменьшенного диаметра.
Муфты по длине могут быть нормальными и удлиненными.
Муфты каждого исполнения могут быть соединительными или переводными.
4.4 Конструкция, основные размеры и масса соединительных муфт должны соответствовать указанным на рисунке 4 и в таблице 2, а переводных муфт - на рисунке 5 и в таблице 3.

Рисунок 4 - Соединительные муфты
Таблица 2 - Основные размеры соединительных муфт
Размеры в миллиметрах
|
Исполнение |
Диаметр муфты D - 0,5 |
Диаметр выточки D1 + 0,25 |
Длина выточки l ± 0,5 |
Длина нормальной (удлиненной) муфты L ± 1 |
Размер под ключ S - 0,8 |
Длина лыски l1 ± 1 |
Масса нормальной (удлиненной) муфты, кг, не более |
|
|
МШ16 |
1; 2 |
38,0 |
24,26 |
10 |
80 (102) |
35,0 |
36,0 |
0,5 (0,6) |
|
3 |
34,0 |
- |
- |
0,34 (040) |
||||
|
МШ19 |
1; 2 |
42,0 |
27,43 |
12 |
82 (102) |
38,0 |
36,0 |
0,56 (0,7) |
|
3 |
40,0 |
- |
- |
0,4 (0,48) |
||||
|
МШ22 |
1; 2 |
46,0 |
30,50 |
90 (102) |
41,0 |
36,0 |
0,68 (0,85) |
|
|
3 |
42,0 |
- |
- |
0,42 (0,53) |
||||
|
МШ25 |
1; 2 |
56,0 |
35,40 |
14 |
102 (115) |
48,0 |
38,0 |
0,88 (1,10) |
|
3 |
51,0 |
- |
- |
0,72 (0,9) |
||||
|
МШ29 |
1; 2 |
60,0 |
40,13 |
14 |
115 |
54,0 |
42,0 |
1,54 |

Рисунок 5 - Переводные муфты
Таблица 3 - Основные размеры переводных муфт
Размеры в миллиметрах
|
Исполнение |
Диаметр муфты D - 0,5 |
Диаметр выточки D1 + 0,25 |
Диаметр выточки D2 + 0,25 |
Длина выточки L ± 0,5 |
Длина выточки l1 ± 0,5 |
Длина муфты L ± 1 |
Размер под ключ S - 0,8 |
Длина лыски l4 ±0,5 |
l2 |
l3 |
Масса муфты, кг, не более |
|
|
МШП16×19 |
1; 2 |
42,0 |
24,26 |
27,43 |
10 |
12 |
102 |
38,0 |
36,0 |
35 |
40 |
0,72 |
|
3 |
40,0 |
- |
- |
0,50 |
||||||||
|
МШП19×22 |
1; 2 |
46,0 |
27,43 |
30,50 |
12 |
41,0 |
36,0 |
40 |
45 |
0,86 |
||
|
3 |
42,0 |
- |
- |
0,55 |
||||||||
|
МШП22×25 |
1; 2 |
56,0 |
30,50 |
35,40 |
14 |
115 |
48,0 |
38,0 |
45 |
50 |
1,30 |
|
|
3 |
51,0 |
- |
- |
1,00 |
||||||||
|
МШП25×29 |
1; 2 |
60,0 |
35,40 |
40,10 |
14 |
130 |
54,0 |
42,0 |
50 |
60 |
1,64 |
4.5 В зависимости от наличия термообработки или износостойкого покрытия на наружной цилиндрической поверхности муфты подразделяют на три класса (см. таблицу 4).
Таблица 4 - Виды термообработки и покрытия муфт
|
Конструктивное исполнение |
Вид термообработки или покрытия |
|
|
Н (Т*) |
1, 2, 3 |
Нормализация |
|
T (S*) |
2, 3 |
Упрочнение наружной цилиндрической поверхности нагревом токами высокой частоты (ТВЧ) |
|
П (SM*) |
2, 3 |
Износостойкое покрытие на наружной цилиндрической поверхности |
|
* Обозначение по Spec API 11В и ISO 10428. |
||
Примеры условных обозначений муфт:
Муфта соединительная условным размером 19 мм из стали марки 40 (45), класса Т, исполнения 1, нормальной длины:
Муфта MШ19-1 ГОСТ Р 51161-2002
То же, из стали марки 20Н2М, класса Н, исполнения 2, удлиненная:
Муфта МШ19-20Н2М-Н2У ГОСТ Р 51161-20С2
То же, из стали марки 20Н2М, класса П, исполнения 3:
Муфта МШ19-20Н2М-ПЗ ГОСТ Р 51161-2002
Муфта переводная условным размером 19×22 мм из стали марки 40 (45), класса Т, исполнения 2:
Муфта МШ19× 22-2 ГОСТ Р 51161-2002
4.6 Устьевой шток
4.6.1 Устьевые штоки следует изготовлять в соответствии с рисунком 6а или 6б и таблицами 5 и 8. Массы устьевых штоков приведены в приложении А.
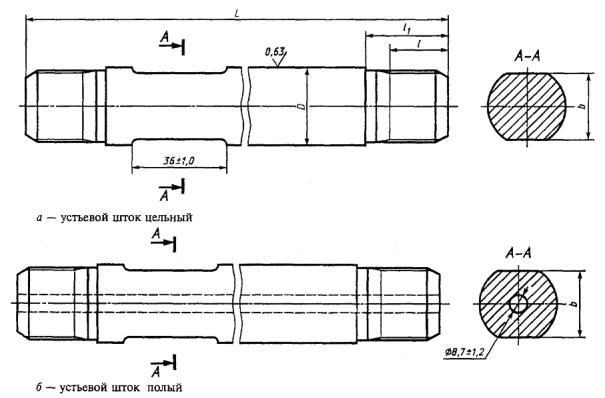
Рисунок 6 - Устьевой шток
Таблица 5 - Основные размеры устьевых штоков
Размеры в миллиметрах
|
Условный размер штока |
|||
|
ШУ28 |
ШУ31 |
Ш38 |
|
|
Обозначение резьбы |
|||
|
Ш19 |
Ш22 |
Ш25 |
|
|
Диаметр рабочей поверхности D + 0,12 - 0,25 |
28,6 |
31,8 |
38,1 |
|
Длина штока L ± 50 |
2440 3350 4880 6100 7315 7925 |
3350 4880 6100 7315 7925 9145 10975 |
4880 6100 7315 7925 9145 10975 |
|
Размер лыски под ключ b - 0,5 |
24 |
27 |
30 |
|
Примечание - По требованию заказчика допускается изготовление других конструкций и типоразмеров устьевых штоков. |
|||
Примеры условных обозначений устьевого штока:
Шток устьевой с диаметром рабочей поверхности 28,6 мм, с размером резьбы Ш19, длиной 6100 мм из стали марки 40 (нормализованная):
ШУ 28,6-19-6100-40н ГОСТ Р 51161-2002
То же, шток устьевой полый:
ШУП 28,6-19-6100-40н ГОСТ Р 51161-2002
4.6.2 Устьевой шток следует изготовлять с резьбой на обоих концах, имеющей конусный сбег. Допускается изготовление устьевых штоков с резьбой, имеющей конусный сбег на одном конце и с резьбой насосных штанг на другом конце. Допускается по требованию заказчика изготовление устьевого штока с резьбой насосных штанг на обоих концах. Размеры сопрягаемых элементов ниппеля устьевых штоков должны соответствовать указанным в таблицах 8 и 12.
4.7 Муфта устьевого штока
4.7.1 Муфты устьевых штоков следует изготовлять в соответствии с рисунками 4, 7 и 12 и таблицами 2 и 8.

Рисунок 7 - Муфта устьевого штока
Пример условного обозначения муфты устьевого штока:
Муфты устьевого штока условным размером 19 мм из стали марки 40 (нормализованная), класса Н:
Муфта МУШ-19-40-Н ГОСТ Р 51161-2002
4.8 Утяжеленные штанги
4.8.1 Конструкция и размеры утяжеленных штанг должны соответствовать указанным на рисунке 8 и в таблице 6. Массы утяжеленных штанг приведены в приложении А.

1 - элеваторная шейка; 2 - ловильная шейка
Рисунок 8 - Утяжеленная штанга
Таблица 6 - Основные размеры утяжеленных штанг
Размеры в миллиметрах
|
Размеры |
Условный размер утяжеленной штанги |
|
|||||
|
ШУТ 32 |
ШУТ 32 |
ШУТ 35 |
ШУТ 35 |
ШУТ 38 |
ШУТ 41 |
ШУТ 44 |
|
|
Номинальный диаметр штанги D |
32 |
35 |
38 |
41 |
44 |
||
|
-0,76 |
Обозначение резьбы |
||||||
|
|
Ш16 |
Ш19 |
Ш16 |
Ш19 |
Ш19 |
Ш22 |
Ш22 |
|
Длина штанги L ±50 |
8000, 7620(7518* |
, 9140(9042*) |
|
|
|||
|
Диаметр элеваторной шейки d{ +0,23 -0,46 |
22,0 |
25,0 |
|||||
|
Диаметр ловильной шейки d2, не менее |
22,0 |
25,0 |
|||||
|
Размер под ключ b ±0,8 |
25 |
,4 |
33,3 |
38,1 |
|||
|
Длина упорного бурта /, ке более |
19,0 |
||||||
|
Длина лыски 1{ |
32,0 |
38,0 |
41,0 |
||||
|
Длина элеваторной шейки /.,, не менее |
102,0 |
||||||
|
Радиус галтели R ±3 |
67,0 |
76,0 |
|||||
|
Примечания 1 Длина ловильной шейки, радиусы г и г{ по выбору изготовителя. 2 По согласованию с потребителем допускается: другая форма сопряжения зарезьоовой канавки с упорным буртом; исполнение размера под ключ с четырьмя гранями. |
|
|
|||||
Пример условного обозначения утяжеленных штанг:
Штанга утяжеленная условным размером 32 мм, с размером резьбы Ш19, длиной 8000 мм из стали марки 40, подвергнутая обработке втмо, с соединительной муфтой из стали марки 20Н2М, класса Т, исполнения 2:
ШУТ32-19-8000-40втмо-20Н2М-Т2 ГОСТ P 51161-2002
5 Сопрягаемые элементы штанг, устьевых штоков и муфт
5.1 Номинальный профиль резьбы штанг, устьевых штоков, муфт и размеры его элементов должны соответствовать указанным на рисунке 9 и в таблице 7. Впадины наружной резьбы должны иметь закругленный профиль радиусом от 0,275 до 0,367 мм.
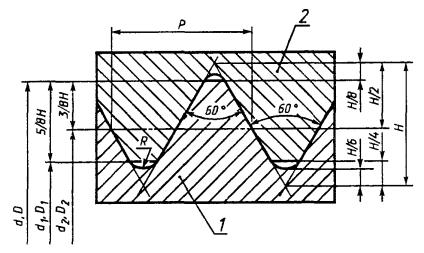
1 - ниппель; 2 - муфта
Рисунок 9 - Номинальный профиль резьбы
Таблица 7 - Номинальный профиль резьбы
Размеры в миллиметрах
|
H = 0,866025P |
5/8 Н |
3/8 Н |
1/2 H |
1/4 H |
1/8 H |
1/6 Н |
|
|
2,54 |
2,1997 |
1,3748 |
0,8249 |
1,1 |
0,5499 |
0,2750 |
0,3666 |
5.2 Номинальные размеры наружного, среднего и внутреннего диаметров резьбы должны соответствовать указанным в таблице 8.
Таблица 8 - Номинальные размеры резьбы
Размеры в миллиметрах
|
Обозначение резьбы |
Номинальный диаметр резьбы |
||||
|
штанги |
соединительной муфты |
наружный d; D |
средний d2; D2 |
внутренний d1; D1 |
|
|
ШН16 |
МШ16 |
Ш16 |
23,8 |
22,174 |
21,08 |
|
ШН19 |
МШ19 |
Ш19 |
27,0 |
25,349 |
24,26 |
|
ШН22 |
МШ22 |
Ш22 |
30,2 |
28,524 |
27,43 |
|
ШН25 |
МШ25 |
Ш25 |
34,9 |
33,287 |
32,18 |
|
ШН29 |
МШ28 |
Ш28 |
39,7 |
38,049 |
36,96 |
5.3 Расположение полей допусков резьбы должно соответствовать указанному на рисунке 10.
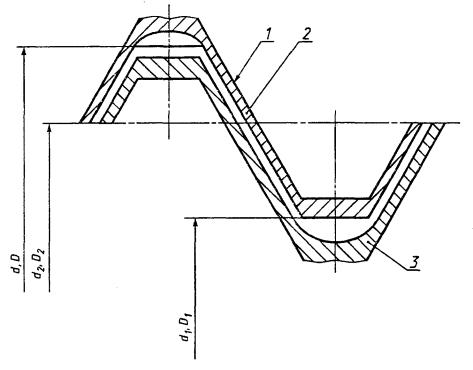
1 - номинальный профиль резьбы; 2 - поле допуска внутренней резьбы; 3 - поле допуска наружной резьбы
Рисунок 10 - Расположение полей допусков резьбы
5.4 Предельные значения диаметров резьбы должны соответствовать указанным в таблицах 9 и 10.
Таблица 9 - Предельные значения диаметров наружной резьбы
Размеры в миллиметрах
|
d |
d2 |
d1, не более |
|||
|
не более |
не менее |
не более |
не менее |
||
|
Ш16 |
23,779 |
23,452 |
22,129 |
21,981 |
20,663 |
|
Ш19 |
26,952 |
26,624 |
25,303 |
25,146 |
23,840 |
|
Ш22 |
30,127 |
29,799 |
28,476 |
28,321 |
27,010 |
|
Ш25 |
34,887 |
34,559 |
33,236 |
33,071 |
31,770 |
|
Ш29 |
39,647 |
39,319 |
37,998 |
37,826 |
36,530 |
Таблица 10 - Предельные значения диаметров внутренней резьбы
Размеры в миллиметрах
|
D, не менее |
D2 |
D1 |
|||
|
не более |
не менее |
не более |
не менее |
||
|
Ш16 |
23,8 |
22,367 |
22,174 |
21,62 |
21,08 |
|
Ш19 |
27,0 |
25,552 |
25,349 |
24,79 |
24,26 |
|
Ш22 |
30,2 |
23,727 |
28,524 |
27,97 |
27,43 |
|
Ш25 |
34,9 |
33,503 |
33,287 |
32,72 |
32,18 |
|
Ш29 |
39,7 |
38,273 |
38,049 |
37,49 |
36,96 |
|
Примечание - Нижнее отклонение резьбы штанг d1 и верхнее отклонение резьбы муфт D обеспечиваются резьбообразуюшим инструментом. |
|||||
5.5 Основные размеры сопрягаемых элементов ниппеля штанги и муфты должны соответствовать указанным на рисунке 11 и в таблице 11.

1 - плоскость конца резьбы муфты (продолжение резьбы муфты по выбору изготовителя); 2 - поверхность под ключ; Bт - ширина торцевой контактной поверхности; D1 - диаметр зарезьбовой канавки ниппеля; d'1 - диаметр выточки муфты; Dк.ф - максимальный диаметр внутренней фаски муфты; Dк.н - допускаемый минимальный диаметр изношенной муфты
Рисунок 11 - Сопрягаемые элементы ниппелей штанг и муфт к ним
Таблица 11
Размеры в миллиметрах
|
Dк.н |
Dк.ф + 0,38 |
Bт = (Dк.н - Dк.Ф)/2, не менее |
|
|
Ш16 |
29,90 |
28,65 |
0,66 |
|
Ш19 |
36,25 |
31,83 |
2,03 |
|
Ш22 |
39,42 |
35,00 |
2,03 |
|
Ш25 |
47,37 |
39,78 |
3,61 |
|
Ш29 |
53,54 |
44,53 |
4,34 |
5.6 Основные размеры сопрягаемых элементов ниппелей устьевых штоков и муфт для них должны соответствовать указанным на рисунке 12 и в таблице 12.
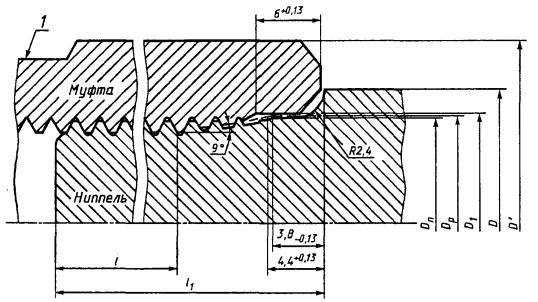
1 - поверхность под ключ; Dп - диаметр пояска ниппеля; Dр - диаметр расчетный теоретический; D1 - диаметр выточки муфты; D - наружный диаметр устьевого штока; D’ - наружный диаметр муфты; l - длина цилиндрической части резьбы ниппеля; l1 - длина ниппеля
Рисунок 12 - Сопрягаемые элементы ниппелей устьевых штоков и муфт для них
Таблица 12
Размеры в миллиметрах
|
Размеры сопрягаемых элементов устьевых штоков |
||||
|
L + 2,82 |
l1 + 1,55 |
Dн - 0,33 |
Dр |
|
|
Ш16 |
14,61 |
28,58 |
23,78 |
23,952 |
|
Ш19 |
20,96 |
34,93 |
26,95 |
27,127 |
|
Ш22 |
20,96 |
34,93 |
30,13 |
30,302 |
|
Ш25 |
30,48 |
44,45 |
34,89 |
35,065 |
|
Ш29 |
36,83 |
50,80 |
39,65 |
39,827 |
Пример условного обозначения резьбы условным размером 19:
Резьба Ш19 ГОСТ Р 51161-2002
6 Технические требования
6.1 Штанги, муфты и устьевые штоки следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
6.1.1 Для изготовления штанг, устьевых штоков и муфт следует применять круглую горячекатаную сталь по ГОСТ 2590 или по нормативно-техническим документам на прокат предприятий-изготовителей.
Технические требования к прокату - по ГОСТ 1050, ГОСТ 4543 или техническим условиям на конкретные марки стали.
Для изготовления стеклопластиковых штанг следует применять стеклопластиковый стержень, изготавливаемый по техническим условиям предприятия-изготовителя. Каждая партия стеклопластиковых стержней должна иметь сертификат предприятия-изготовителя. На концах стержня устанавливают металлические головки, прошедшие химический анализ состава стали, идущей на их изготовление.
Для каждой плавки, предназначенной для производства штанг с высаженными головками, должен выполняться анализ химического состава металла.
При изготовлении штанг с приваренными головками должен выполняться химический анализ состава стали, идущей на изготовление тела штанг и головок.
Допускается замена данных результатов анализа сертификатом предприятия-изготовителя на поставленную партию проката.
6.1.2 Классы штанг и прочностные характеристики материалов, из которых изготавливают штанги, после их термической обработки должны соответствовать классам прочности, указанным в таблице 13. Прочностные характеристики стеклопластикового стержня приведены в таблице 14.
Таблица 13 - Классы и прочностные характеристики материалов, применяемых для изготовления стальных штанг, головок, устьевых штоков и муфт
|
Предел текучести sт, МПа, не менее |
Временное сопротивление sв, МПа |
||
|
не менее |
не более |
||
|
К |
414 |
620 |
793 |
|
С |
414 |
620 |
793 |
|
Д |
586 |
793 |
965 |
Таблица 14 - Прочностные характеристики стеклопластиковых стержней
|
Предел прочности на разрыв, МПа, не менее |
Модуль упругости, МПа |
Максимальная температура среды, ºC |
|
|
690 |
690 |
53·103 |
130 |
6.1.3 Глубина поверхностного упрочненного слоя штанг, подвергнутых нагреву током высокой частоты (ТВЧ), должна соответствовать указанным в таблице 15.
Таблица 15 - Глубина поверхностного упрочненного слоя штанг, подвергнутых нагреву ТВЧ
|
Глубина поверхностного упрочнения, мм |
|||
|
тела штанги |
головки штанги на участке с радиусом |
||
|
r |
r1 |
||
|
ШН19 |
1,5-2,3 |
1,5-3,5 |
1,2-2,3 |
|
ШН22 |
1,7-2,5 |
1,7-4,5 |
1,5-2,5 |
|
ШН25 |
2,0-3,0 |
2,0-5,5 |
1,7-3,0 |
|
ШН29 |
2,0-3,0 |
2,0-5,5 |
1,7-3,0 |
|
Примечание - Не допускается поверхностное упрочнение нагревом ТВЧ участков квадрата на головках штанги. |
|||
Рекомендуемые значения предела прочности при растяжении и твердости упрочненного слоя штанг, подвергнутых нагреву ТВЧ, для конкретных марок сталей приведены в приложении Б.
Рекомендуемые значения условного предела текучести при кручении для классов прочности приведены в приложении Б.
6.1.4 Муфты следует изготовлять из стали марок 40 и 45 по ГОСТ 1050. Допускается по заказу потребителя изготовление муфт из сталей марок 20Н2М и 20ХН2М по ГОСТ 4543.
6.1.5 Минимальный предел прочности материала муфт - 655 МПа.
6.1.6 Содержание серы в материале, из которого изготовляют муфты, не должно быть более 0,05 %.
6.1.7 Глубина поверхностного упрочнения наружной поверхности муфты класса Т должна соответствовать указанным в таблице 16. При этом концы муфт должны оставаться незакаленными на длине от 3 до 10 мм.
Рекомендуемые значения твердости упрочненного слоя наружной поверхности муфт класса Т для конкретных марок сталей приведены в приложении Б.
Таблица 16 - Глубина поверхностного упрочнения наружной поверхности муфты класса Т
|
Наружный диаметр муфты D, мм |
Исполнение |
Глубина поверхностного упрочнения, мм |
|
< 46,0 |
2 |
2,0 - 3,0 |
|
3 |
1,0 - 2,0 |
|
|
≥ 46,0 |
2 |
2,5 - 3,5 |
|
3 |
1,5 - 2,5 |
6.1.8 Химический состав материала покрытия наружной поверхности должен соответствовать приведенному в таблице 17. Твердость износостойкого покрытия - 53 ... 62 HRC. Способ нанесения покрытия должен исключать возможность нарушения геометрических параметров резьбы.
Таблица 17 - Химический состав материала покрытия
|
Содержание, % |
Наименование химического элемента |
Содержание, % |
|||
|
не менее |
не более |
не менее |
не более |
||
|
Углерод |
0,5 |
1,00 |
Железо |
3,0 |
5,50 |
|
Кремний |
3,5 |
5,00 |
Кобальт |
- |
0,10 |
|
Фосфор |
- |
0,02 |
Титан |
- |
0,05 |
|
Сера |
- |
0,02 |
Алюминий |
- |
0,05 |
|
Хром |
12,0 |
18,00 |
Цирконий |
- |
0,05 |
|
Бор |
2,5 |
4,50 |
Никель |
Следы |
|
6.1.9 Износостойкое покрытие должно иметь мелкодисперсную однородную структуру: отношение микротвердости матрицы к микротвердости зерна - не менее 0,5.
6.1.10 Поверхность износостойкого покрытия не должна иметь трещин, пор и других нарушений, которые можно обнаружить при визуальном осмотре невооруженным глазом. Следы окалины и брызги твердого сплава на торцах муфты не допускаются.
6.1.11 Поверхность износостойкого покрытия должна быть обработана до получения параметра шероховатости 0,8 < Rа < 6,3 мкм по ГОСТ 2789.
Наружный диаметр муфты с нанесенным покрытием должен быть в пределах, указанных в таблицах 2 и 3.
6.1.12 Поверхности штанг и муфт, подвергнутые механической обработке, не должны иметь заусенцев и царапин. Допускается наличие рисок от выхода режущего инструмента на проточке муфты перед резьбой и упорном бурте штанги. Допускается необработанная наружная поверхность на муфтах, изготовленных из труб.
Допускается наличие на обработанной цилиндрической поверхности упорного и подэлеваторного буртов отдельных рисок и раковин, глубина которых не выходит за пределы поля допуска их диаметра.
6.1.15 Допускается зачистка дефектов, превышающих нормы, приведенные в 6.1.13 и 6.1.14, при условии, что окончательные геометрические размеры будут находиться в пределах поля допуска на соответствующий размер.
6.1.16 Наружная поверхность муфт не должна иметь раскатанных трещин и других дефектов глубиной более 0,25 мм для муфт исполнения 1; 2 и 0,13 мм - для муфт исполнения 3.
6.1.17 Макроструктура материала головок и тела штанг должна быть без трещин, расслоений и шлаковых включений, видимых невооруженным глазом.
6.1.18 Величина зерна в микроструктуре головок и тела штанги после термической обработки не должна быть крупнее 5-го номера по ГОСТ 5639 для стали 40 и 6-го номера - для сталей остальных групп. Пережог стали не допускается.
6.1.19 Предельные отклонения размеров обрабатываемых поверхностей, не указанные на рисунках 3 - 8, - по 14-му квалитету ГОСТ 25670.
6.1.20 Предельные отклонения угловых размеров обрабатываемых поверхностей штанг и муфт не должны превышать 10-й степени точности по ГОСТ 8908.
6.1.21 Кривизна тела штанги, характеризуемая стрелой прогиба, не должна превышать 3 мм на 1 м длины, а на участках штанги длиной 1 м, примыкающих к каждой головке, - не более 1 мм.
6.1.22 Не допускается холодная правка штанг, характеризуемых стрелой прогиба 3 мм и более на 150 мм длины.
6.1.23 Резьба штанг должна быть накатанной, а поверхность зарезьбовой канавки - обкатанной.
Допускается использование других методов обработки зарезьбовой канавки, не ухудшающих качество ее поверхности.
6.1.24 Резьба штанг, устьевых штоков и муфт должна быть гладкой, без забоин, выкрашиваний по профилю, заусенцев, рванин и других дефектов, нарушающих ее непрерывность и прочность. Шероховатость резьбы Ra штанг и муфт по наружному диаметру должна быть не более 3,2 мкм, по профилю резьбы штанг - не более 0,8 мкм, муфт - не более 3,2 мкм по ГОСТ 2789.
6.1.25 Резьба муфты или вся муфта по требованию заказчика может иметь фосфатное или другое покрытие.
6.1.26 Оси резьбы головки и тела штанги должны быть соосны. Допускается несоосность осей резьбы и тела штанги не более 1,5 мм на длине 200 мм от торца штанги.
6.1.27 Несоосность резьбы муфты относительно ее продольной оси - не более 0,5 мм.
6.1.28 Отклонение от перпендикулярности торцов муфты относительно упорных буртов штанги к осям резьбы муфты и штанги - не более 0,05 мм.
6.1.29 Муфта должна навинчиваться на ниппель штанги до полного соприкосновения ее торца с торцом упорного бурта штанги.
6.1.30 Показатели надежности
6.1.30.1 Вероятность безотказной работы штанг из стали марки 40 и штанг, подвергнутых только нормализации, - не менее 0,995 при базовом количестве циклов 5 млн., для остальных металлических штанг должна быть не менее 0,996, а для стеклопластиковых штанг - не менее 0,999.
6.1.30.2 Средний срок службы штанг - не менее 5,5 лет.
6.1.30.3 Критерий предельного состояния - значительный износ и (или) растрескивание головки, тела штанги, муфты, устьевого штока, исключающие возможность их дальнейшего использования.
6.1.30.4 Критерий отказа - обрыв штанги, муфты или устьевого штока.
6.2.1 Маркировке подлежат каждая штанга, муфта и устьевой шток. Маркировку следует наносить методом поверхностного пластического деформирования до выполнения термической обработки, обеспечивающим четкость и сохранность маркировки в течение всего срока службы.
6.2.2 Маркировку штанг следует наносить на двух противоположных сторонах квадратной шейки.
На одну из сторон квадратной шейки наносят:
- товарный знак или условное обозначение предприятия-изготовителя;
- обозначение условного размера штанги;
- месяц (или квартал) и год выпуска (на стеклопластиковых штангах проставляется дата установки головок на стержень).
На противоположную сторону квадратной шейки наносят:
- марку стали или ее класс;
- номер плавки;
- вид термообработки - для штанг, подвергнутых упрочнению ТВЧ, букву Т.
6.2.3 На наружную поверхность или внутреннюю проточку муфты (перед резьбой) наносят маркировку, содержащую:
- товарный знак или условное обозначение предприятия-изготовителя;
- условный размер муфты;
- класс муфты;
- длину муфты;
- месяц (или квартал) и год выпуска.
6.2.4 Марку стали маркируют буквами:
Н - сталь марки 20Н2М; 20ХН2М;
X - сталь марки 30ХМ; 30ХМА;
Р - сталь марки 15Н3МА;
П - сталь марки 15Х2НМФ;
Л - сталь марки 15Х2ГМФ;
М - сталь марки 14Х3ГМЮ;
Ф - сталь марки АЦ28ХГН3ФТ*.
* Применяется по согласованию с заказчиком по техническим условиям предприятия-изготовителя.
6.2.5 Месяц изготовления обозначают цифрами от 1 до 12 или квартал - буквами: А, Б, Г, И; год - четырьмя цифрами.
6.2.6 На наружную поверхность подэлеваторного бурта или на торец штанги наносят отличительную окраску, соответствующую классу прочности материала, из которого она изготовлена (таблица 18).
Таблица 18
|
С |
К |
Д |
|
|
Цвет |
Белый |
Голубой (синий) |
Желтый |
6.2.7 Устьевой шток
На устьевых штоках с одного или с обоих торцов на лыске или на наружном диаметре на расстоянии 75 мм от торцов изготовитель методом поверхностного пластического деформирования наносит маркировку, содержащую информацию, аналогичную маркировке на штанге.
6.2.8 Утяжеленные штанги
На боковой поверхности квадрата головки штанги методом поверхностного пластического деформирования наносят информацию, аналогичную маркировке на штанге.
6.2.9 Допускается на всех перечисленных изделиях дополнительно наносить следующую информацию:
- наименование изготовителя или его товарный знак;
- размер (наружный диаметр);
- идентификационный код.
Код содержит информацию о дате изготовления стали, сорте стали, номере плавки и металлургической обработке. Эта информация предоставляется покупателю по его просьбе в течение пяти лет с даты изготовления. Дата изготовления должна быть обозначена в следующем виде:
- месяц изготовления - цифрами от 1 до 12;
- год изготовления - четырьмя цифрами.
7 Упаковка и консервация
7.1 Штанги и устьевые штоки следует упаковывать в пакеты для транспортирования.
В каждый пакет упаковывают штанги, изготовленные из стали одной марки, одного вида термической обработки, одного диаметра, одной длины, с муфтами одного исполнения и класса. Концы всех штанг с муфтами должны быть сориентированы в одну сторону. Устьевые штоки одного размера упаковывают в пакет.
7.2 Открытая резьба штанг, устьевых штоков и муфт должна быть защищена от повреждения, грязи и влаги колпачками или пробками.
Поверхности штанг и устьевых штоков, подвергнутые механической обработке, должны быть защищены от коррозии. Защита ВЗ-4 - по ГОСТ 9.014. Минимальный срок действия - два года. По согласованию с потребителем допускается применение других вариантов защиты.
7.3 Конструкция пакетов должна исключать соприкосновение штанг или устьевых штоков друг с другом и предохранять их от искривления.
7.4 Штанги следует укладывать в пакеты рядами и скреплять поперечными стяжками с болтами. Между рядами штанг должны находиться прокладки. Пакеты должны иметь приспособления для строповки. На каждом пакете должна быть нанесена транспортная маркировка по ГОСТ 14192 с указанием мест строповки.
Габаритная ширина пакета - не более (762 ± 25) мм. Максимальное межцентровое расстояние между прокладками по длине штанг - 1,8 м. Максимальное расстояние между первым рядом прокладок и концом штанги - 508 мм.
7.5 Масса пакета (брутто) - не более 2000 кг.
По заказу потребителя допускается объединение нескольких пакетов в укрупненный пакет массой брутто не более 3500 кг. При этом высота пакета не должна превышать его ширины.
7.6 Каждый пакет должен иметь паспорт по ГОСТ 2.601, содержащий следующие данные:
- наименование предприятия-изготовителя;
- условное обозначение штанг;
- рекомендуемое значение приведенных допускаемых напряжений для условий эксплуатации штанг в некоррозионной среде;
- количество штанг в пакете;
- условный номер плавки;
- результаты прочностных испытаний материала сердцевины штанг, выполненных на заводе;
- результаты испытаний на кручение материала штанг, предназначенных для передачи вращательного движения;
- результаты измерения твердости поверхности штанг и муфт, подвергнутых упрочнению нагревом ТВЧ, и муфт класса П;
- квартал и год выпуска.
По согласованию с заказчиком объем информации может быть изменен. Паспорт должен предусматривать возможность внесения в него следующих данных:
- номеров скважин, в которые спущены штанги;
- даты спуска штанг в скважину;
- подписи мастера, производившего текущий подземный ремонт скважины.
Паспорт должен быть уложен в водонепроницаемый пакет из полиэтиленовой пленки по ГОСТ 10354 и размещен в одной из муфт. Муфта, в которой находится паспорт, должна иметь отличительную окраску.
Допускается размещение паспорта в пенале, закрепленном проволокой между рядами штанг в пакете.
7.7 Каждая партия должна состоять из штанг одного типоразмера и сопровождаться этикеткой по ГОСТ 2.601, содержащей следующие сведения:
- наименование предприятия-изготовителя;
- количество штанг в партии;
- количество пакетов в партии;
- условные номера плавок.
7.8 Переводные или соединительные муфты, поставляемые отдельно от штанг, должны быть упакованы в деревянные ящики типа II или III по ГОСТ 2991, массой брутто не более 55 кг. В случае поставки муфт в районы Крайнего Севера и труднодоступные районы - упаковка по ГОСТ 15846.
По заказу потребителя допускается упаковка муфт в ящики по ГОСТ 24634.
7.9 Ящик должен снабжаться упаковочным ярлыком, который должен содержать следующие данные:
- наименование предприятия-изготовителя;
- условное обозначение муфт;
- марку стали;
- класс муфт;
- количество муфт в ящике;
- месяц (квартал) и год выпуска.
По согласованию с заказчиком объем информации может быть изменен.
7.10 Каждая партия устьевых штоков должна иметь паспорт по ГОСТ 2.601, отвечающий требованиям 7.6.
8 Требования безопасности
8.1 Спускоподъемные операции со штангами и муфтами, а также выполнение погрузочно-разгрузочных работ, транспортирования оборудования в пределах промысла следует производить с выполнением требований «Правил безопасности в нефтяной и газовой промышленности» Госгортехнадзора России.
9 Правила приемки
9.1 Для проверки соответствия штанг, муфт и устьевых штоков требованиям настоящего стандарта предприятие-изготовитель должно подвергать их приемочному контролю, а штанги дополнительно - периодическим испытаниям.
9.2 Штанги, устьевые штоки и муфты
9.2.1 Штанга, муфты и устьевые штоки предъявляются приемочному контролю партиями, содержащими не более 1200 шт. Каждая партия должна состоять из штанг одного типоразмера, изготовленных в одинаковых условиях из стали одной плавки, одной длины, одного класса, одного вида термической обработки, партия устьевых штоков должна состоять из штоков одного размера по наружному диаметру и длине, одной плавки, а каждая партия муфт - из муфт одного типоразмера, одной марки стали, одного класса и одного исполнения.
9.2.2 Проверку твердости и глубины закаленного слоя штанг, обработанных ТВЧ, следует проводить на одной штанге из партии не более 600 шт.
9.2.3 Качество сварного соединения проверяется на образцах после удаления грата по методике предприятия-изготовителя.
9.2.4 Проверку глубины закаленного слоя муфт класса Т, глубину износостойкого покрытия муфт класса П следует проводить на двух муфтах каждого типоразмера не реже одного раза в квартал, а также при изменении технологических режимов.
9.2.5 Проверку твердости муфт классов Т и П следует проводить не менее чем на двух муфтах от каждой партии.
9.3 Объем выборки из партии должен устанавливаться в соответствии с ГОСТ 16493 и приложением В.
9.4 Отбор изделий в выборку из проверяемой партии штанг, устьевых штоков и муфт следует проводить по ГОСТ 18321 с применением метода систематического отбора единиц продукции в выборку.
9.5 В выборке следует проверять каждое изделие, за исключением контроля по 9.7 (б, в, г, ж).
9.6 Если в выборке обнаружено хотя бы одно дефектное изделие, то партию бракуют в соответствии с вариантом браковки КЗ по ГОСТ 16493.
При неудовлетворительных результатах контроля по 9.7 (б, в, г, ж) хотя бы по одному показателю разрешается провести повторный контроль этого показателя на удвоенном количестве проб, взятых из той же партии. При неудовлетворительных результатах повторного контроля вся партия штанг бракуется.
9.7 При приемочном контроле проверяют:
а) размеры штанг, устьевых штоков и муфт;
б) механические свойства материалов штанг, устьевых штоков и муфт;
в) глубину и твердость поверхностного упрочнения штанг и муфт класса Т;
г) глубину, твердость и микроструктуру износостойкого покрытия муфт класса П;
д) качество износостойкого покрытия муфт класса П;
е) качество необработанных и обработанных поверхностей штанг, устьевых штоков и муфт;
ж) макро- и микроструктуру материала штанг, устьевых штоков и муфт;
и) прочность штанги и устьевого штока при растягивающей нагрузке, равной 1,25 максимальной рабочей;
к) разрушающую нагрузку при растяжении;
л) разрушающую нагрузку при растяжении для стеклопластиковых штанг - при температуре 130 °С;
м) кривизну тела штанг и устьевых штоков;
н) качество резьб штанг, устьевых штоков и муфт;
о) соосность осей резьб штанги и муфты, устьевого штока и муфты;
п) перпендикулярность торцов упорных буртов штанги, устьевых штоков и торцов муфты к осям резьбы штанги, устьевого штока и муфты;
р) маркировку, консервацию и упаковку штанг, устьевых штоков и муфт.
9.8 При периодических испытаниях, проводимых не реже одного раза в год, проверяют предел прочности металлических, стеклопластиковых штанг и устьевых штоков.
Периодическим испытаниям подвергают не менее двух изделий одного типоразмера от партии, прошедшей приемочный контроль.
10 Методы контроля
10.1 Размеры штанг, устьевых штоков, муфт и резьб, а также перпендикулярность торцов упорных буртов штанги, устьевого штока и торцов муфты к осям резьбы следует проверять в соответствии с таблицей 19.
Таблица 19 - Операции контроля размеров и формы поверхностей штанг и муфт
|
Наименование средств измерений и контроля |
Нормативный документ |
Примечание |
|
|
1 Штанги |
|||
|
1.1 Диаметр тела штанги |
Штангенциркуль |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
|
1.2 Длина насосной штанги |
Рулетка |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
|
1.3 Максимальный средний диаметр резьбы |
Проходной резьбовой калибр-кольцо ПР (Р8) |
Калибр должен навинчиваться на резьбу штанги до торца упорного бурта |
|
|
1.4 Минимальный средний диаметр резьбы |
Непроходной резьбовой калибр-кольцо НЕ (Р6) |
Приложение Д |
Калибр не должен навинчиваться на резьбу штанги более чем на два оборота |
|
1.5 Отклонение от перпендикулярности торца упорного бурта к оси резьбы |
Проходной резьбовой калибр-кольцо ПР (Р8) и плоский щуп толщиной 0,05 мм |
Приложение Д |
Плоский щуп не должен проходить между торцами упорного бурта и навинченного на штангу резьбового калибра- кольца. Измерение следует проводить четыре раза через 90° |
|
1.6 Диаметр зарезьбовой канавки D1 |
Микрометр или калибр-скоба |
ГОСТ 4381; ГОСТ 2216 |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
1.7 Диаметры упорного D1, и подэлеваторного D2 буртов |
Микрометр или калибр-скоба |
ГОСТ 4381; ГОСТ 2216 |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
1.8 Длина зарезьбовой канавки |
Штангенциркуль |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
|
1.9 Ширина квадрата |
Штангенциркуль |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
|
2 Муфты |
|||
|
2.1 Наружный диаметр муфты |
Штангенциркуль |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
|
2.2 Длина муфты |
Штангенциркуль |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
|
2.3 Максимальный средний диаметр резьбы |
Проходной резьбовой калибр-пробка ПР (В2) |
Приложение Д |
Калибр должен ввинчиваться в резьбу муфты до упора |
|
2.4 Минимальный средний диаметр резьбы |
Непроходной резьбовой калибр-пробка НЕ (В6) |
Приложение Д |
Калибр не должен ввинчиваться в резьбу муфты более чем на два оборота |
|
2.5 Отклонение от перпендикулярности торца муфты к оси резьбы |
Проходной калибр-пробка ПР (В2). Плоский щуп толщиной 0,05 мм |
Приложение Д |
Плоский щуп не должен проходить между торцами муфты и ввернутого в нее до упора проходного калибра-пробки (ПР). Измерение следует проводить четыре раза через 90° |
|
2.6 Диаметры выточек муфты |
Штангенциркуль или калибр-пробка гладкая |
ГОСТ 166; ГОСТ 14810 |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
2.7 Расстояние между плоскостями лысок (размер под ключ) |
Штангенциркуль |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
|
2.8 Длина лыски под ключ |
Штангенциркуль |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
|
3 Устьевые штоки |
|||
|
3.1 Максимальный средний диаметр резьбы |
Проходной резьбовой калибр-кольцо ПР-У (Р2) |
Приложение Д |
Калибр должен навинчиваться на резьбу до упора в торец |
|
3.2 Минимальный средний диаметр резьбы |
Непроходной резьбовой калибр-кольцо НЕ (Р6) |
Приложение Д |
Калибр не должен навинчиваться на резьбу штока более чем на 2 оборота |
|
3.3 Отклонение от перпендикулярности упорного торца к оси резьбы |
Проходной резьбовой калибр-кольцо ПР-У (Р2) и плоский щуп толщиной 0,05 мм |
Приложение Д |
Плоский щуп не должен проходить между торцами упорного бурта и навинченного на штангу резьбового калибра-кольца. Измерение следует проводить четыре раза через 90° |
|
3.4 Конус ниппеля |
Калибр-кольцо конический ПР-КОН (Р4), штангенциркуль, щуп |
Приложение Д; |
Калибр должен сопрягаться с ниппелем до контакта с конусом. Натяг между торцом калибра и упорной поверхностью ниппеля должен быть от 2,54 до 3,81 мм |
|
3.5 Диаметр пояска |
Микрометр или калибр-скоба |
ГОСТ 4381; ГОСТ 2216 |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
3.6 Длина ниппеля |
Штангенциркуль |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
|
3.7 Наружный диаметр |
Микрометр, штангенциркуль или калибр-скоба |
ГОСТ 4381; ГОСТ 166; ГОСТ 2216 |
Действительный размер должен находиться в поле допуска, установленного настоящим стандартом |
|
Примечания 1 Допускается применение иных средств, обеспечивающих необходимую точность контроля. 2 Допускается проведение контроля резьбы изделий и калибров по действующей на предприятиях нормативной документации, непротиворечающей системе, изложенной в приложении Д настоящего стандарта. |
|||
10.2 Химический состав материалов штанг, устьевых штоков, муфт и покрытий следует проверять по сертификатам поставщика заготовок или по результатам химического анализа в случае отсутствия сертификата.
Химический анализ следует проводить в соответствии с ГОСТ 12344 - ГОСТ 12348, ГОСТ 12352, ГОСТ 12354, ГОСТ 18895, ГОСТ 28473.
10.3 Определение механических свойств для конкретных марок стали с различными видами термической обработки проводит предприятие-изготовитель.
10.4 Механические свойства материала штанг следует проверять на образцах, вырезанных из термически обработанных заготовок штанг. Образцы для испытаний следует изготавливать из фрагмента штанги, вырезанного на участке зоны термического влияния. Из каждой заготовки должно быть изготовлено не менее двух образцов для каждого вида испытаний.
10.4.1 Определение временного сопротивления при растяжении, предела текучести, относительного удлинения и относительного сужения следует проводить по ГОСТ 1497.
10.4.2 Ударная вязкость - по ГОСТ 9454.
10.4.3 Испытание на кручение - по ГОСТ 3565.
10.4.4 Предел прочности штанг с высаженными головками и сварных проверяют испытанием натурных образцов штанг или отрезков штанг длиной не менее 600 мм.
10.4.5 Прочность стеклопластиковых штанг проверяют испытанием натурных штанг, укороченных штанг или образцов.
10.5 Твердость поверхности муфт с износостойким покрытием проверяют по ГОСТ 9013.
10.6 Глубину упрочненного поверхностного слоя определяют измерением на темплетах.
10.7 Отсутствие дефектов структуры головки и тела штанги, а также пережога материала проверяют с помощью микроскопа на поперечных шлифах, вырезанных из термически обработанной головки штанги на расстоянии от 40 до 80 мм от торца, из тела на расстоянии не менее 300 мм от торца.
Допускается контроль перегрева и пережога стали проводить в изломе по ГОСТ 10243.
10.8 Длину незакаленных участков муфт проверяют измерением твердости на участках длиной 3 - 10 мм от торцов муфты.
10.9 Отсутствие недопустимых дефектов поверхности штанг, устьевых штоков и муфт проверяют визуально с помощью поверочной линейки.
10.10 Кривизну тела штанги и соосность резьб штанг, устьевых штоков и муфт проверяют с помощью специальных приспособлений.
10.11 Качество поверхности резьбы и других механически обработанных поверхностей проверяют визуально, а шероховатость поверхностей - сопоставлением с образцами сравнения по ГОСТ 9378.
10.12 Показатели надежности должны подтверждаться результатами подконтрольной эксплуатации колонны штанг одной марки и одного вида термообработки. При этом вероятность безотказной работы штанг определяют по числу их обрывов за 5 млн. циклов нагружения у штанг в количестве 1000 шт. (приложение Г).
10.13 Соответствие маркировки, консервации и упаковки требованиям 6.2 и раздела 7 проверяют внешним осмотром.
11 Транспортирование и хранение
11.1 Допускается транспортирование штанг, штоков и муфт любым видом транспорта в соответствии с правилами перевозок, действующими на транспорте каждого вида и техническими условиями погрузки и крепления грузов.
11.2 При транспортировании штанг и устьевых штоков в различных климатических зонах следует обеспечивать их сохранность в соответствии с требованиями по группе хранения 8 ГОСТ 15150, в части воздействия механических факторов - по ГОСТ 23170:
- средняя (С) - при перевозках любым путем, кроме моря;
- жесткая (Ж) - при морских перевозках.
11.3 Штанги и устьевые штоки без упаковки следует транспортировать специализированными транспортными средствами, длина платформы которых превышает длину этих изделий. Трейлеры или штанговозы для транспортирования неупакованных штанг и устьевых штоков должны иметь поперечные опоры возле концов этих изделий и дополнительно в двух расположенных на одинаковом расстоянии промежуточных положениях.
На плоских транспортных платформах должны использоваться опоры такой толщины, чтобы предотвратить нахождение концов штанг и устьевых штоков на платформе. Ряды штанг следует разделять прокладками, установленными непосредственно над нижними опорами. Если прокладки не имеют вырезов, необходимо исключить скатывание штанг с прокладок, установив для этого в каждом ряду упоры.
11.4 При проведении погрузочно-разгрузочных работ должны быть выполнены требования ГОСТ 22235. Высота штабеля пакетов штанг должна быть не более 2 м. Пакеты должны соприкасаться друг с другом только поперечными стяжками.
11.5 Погрузку, выгрузку и перегрузку пакетов следует выполнять с помощью приспособлений, обеспечивающих сохранность штанг и устьевых штоков.
11.6 Группа условий хранения - 5 по ГОСТ 15150.
11.7 Условия хранения металлических штанг и устьевых штоков должны обеспечивать их защиту от прямых атмосферных осадков, а стеклопластиковых штанг - от прямых солнечных лучей. Изделия не должны соприкасаться с металлическими или другими предметами, нарушающими их целостность.
В процессе хранения один раз в квартал следует проверять состояние защитного покрытия штанг, устьевых штоков и при необходимости восстанавливать его.
11.8 При всех работах по погрузке, разгрузке и распаковке, удалению перегородок необходимо соблюдать меры предосторожности по сохранности штанг и устьевых штоков.
11.9 Хранение пакетов, штанг и устьевых штоков непосредственно на земле не допускается.
11.10 Штабелирование упаковок проводится таким образом, чтобы нижние опоры верхней упаковки лежали на верхних опорах нижней упаковки.
12 Указания по эксплуатации
12.1 Область применения насосных штанг в зависимости от коррозионности продукции скважин, диаметра скважинного насоса и допускаемого приведенного напряжения приведена в приложении Е.
12.2 К эксплуатации допускаются прямолинейные штанги и устьевые штоки, не имеющие механических повреждений.
12.3 Распакованные штанги и устьевые штоки не допускается бросать. При переносе необходимо поддерживать не менее чем в двух точках для избежания сильного провисания. Используемые для перевозки штанг и устьевых штоков тележки должны обеспечивать их сохранность.
12.4 Разгруженные на скважине штанги и устьевые штоки должны размещаться на стеллажах в специально отведенных местах, исключающих наезд на них транспортных средств. Не допускается хождение по штангам и устьевым штокам.
12.5 Инструмент, с помощью которого выполняются спускоподъемные операции, не должен допускать повреждений штанг, устьевых штоков и муфт.
12.6 Перед свинчиванием резьбовых соединений они должны быть очищены от загрязнений и смазаны. При развинчивании резьбовых соединений не допускаются удары по муфте. Крутящий момент следует прикладывать к квадрату.
12.7 Захват штанги при проведении спускоподъемных операций следует осуществлять только за подэлеваторный бурт головки.
12.8 Штанги, извлеченные из скважины или предназначенные для спуска в нее, должны быть уложены на мостки с применением деревянных прокладок между рядами.
Мостки должны иметь конструкцию, исключающую прогиб штанг и устьевых штоков.
12.9 Транспортирование штанг и устьевых штоков по территории промысла следует выполнять с соблюдением 11.3.
12.10 Подбор штанг в колонну должен осуществляться при условии равенства максимальных приведенных напряжений в каждой ступени, оговоренных в паспорте изготовителя на конкретную партию штанг.
13 Гарантии изготовителя
13.1 Изготовитель гарантирует соответствие штанг, устьевых штоков и муфт требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации, установленных настоящим стандартом.
Гарантийный срок эксплуатации штанг, муфт и устьевых штоков - 6 мес со дня ввода в эксплуатацию.
ПРИЛОЖЕНИЕ А
(справочное)
Массы штанг, устьевых штоков и утяжеленных штанг
Таблица А.1
|
Условный размер штанги |
Масса металлических штанг, кг, при длине, мм |
||||||||||
|
610 |
915 |
1220 |
1500 |
1830 |
2440 |
3050 |
3660 |
7518 |
8000 |
9042 |
|
|
ШН13 |
1,0 |
1,3 |
1,6 |
2,0 |
2,3 |
2,9 |
3,6 |
4,2 |
8,3 |
8,7 |
9,9 |
|
ШН16 |
1,7 |
2,1 |
2,6 |
3,2 |
3,6 |
4,5 |
5,5 |
6,5 |
12,6 |
13,1 |
15,1 |
|
ШН19 |
2,3 |
3,0 |
3,7 |
4,2 |
5,0 |
6,4 |
7,7 |
9,1 |
17,9 |
18,7 |
21,3 |
|
ШН22 |
3,6 |
4,4 |
5,3 |
6,0 |
7,1 |
8,9 |
10,7 |
12,6 |
24,4 |
25,3 |
29,0 |
|
ШН25 |
5,1 |
6,3 |
7,5 |
8,5 |
9,8 |
12,2 |
14,5 |
16,9 |
32,1 |
33,1 |
38,0 |
|
ШН29 |
5,5 |
6,6 |
8,1 |
9,7 |
11,3 |
14,5 |
17,6 |
20,8 |
41,3 |
43,2 |
49,0 |
Таблица А.2
|
Условный размер штанги |
Масса стеклопластиковых штанг, кг, при длине, мм |
||||||||||||
|
450 |
610 |
915 |
1220 |
1500 |
1830 |
2000 |
2440 |
3050 |
3660 |
7518 |
8000 |
9042 |
|
|
ШНС16 |
1,90 |
1,95 |
2,0 |
2,07 |
2,13 |
2,20 |
2,23 |
2,32 |
2,44 |
2,56 |
3,35 |
3,43 |
3,66 |
|
ШНС19 |
2,33 |
2,37 |
2,46 |
2,54 |
2,62 |
2,71 |
2,76 |
2,88 |
3,05 |
3,22 |
4,33 |
4,44 |
4,76 |
|
ШНС22 |
2,74 |
2,80 |
2,92 |
3,03 |
3,14 |
3,27 |
3,33 |
3,50 |
3,73 |
3,96 |
5,47 |
5,61 |
6,04 |
|
ШНС25 |
3,07 |
3,15 |
3,30 |
3,45 |
3,59 |
3,75 |
3,83 |
4,05 |
4,34 |
4,64 |
6,58 |
6,77 |
7,33 |
|
ШНС29 |
3,64 |
3,74 |
3,94 |
4,15 |
4,33 |
4,55 |
4,66 |
4,95 |
5,35 |
5,76 |
8,37 |
8,62 |
9,37 |
Таблица А.3
|
Условный размер штанги |
Масса металлических полых штанг, кг, при длине, мм |
|||||||||||
|
610 |
915 |
1220 |
1500 |
1830 |
2000 |
2440 |
3050 |
3660 |
7518 |
8000 |
9042 |
|
|
ШНПП19 |
2,1 |
2,7 |
3,3 |
3,7 |
4,3 |
4,8 |
5,5 |
6,6 |
7,8 |
15,2 |
15,8 |
18,0 |
|
ШНПП22 |
3,3 |
4,0 |
4,8 |
5,3 |
6,3 |
6,6 |
7,8 |
9,3 |
11,0 |
21,0 |
21,7 |
24,9 |
|
ШНПП25 |
4,8 |
5,8 |
6,9 |
7,7 |
8,8 |
9,4 |
10,9 |
12,9 |
15,0 |
28,1 |
28,9 |
33,2 |
|
ШНПП29 |
5,0 |
5,9 |
7,2 |
8,6 |
9,9 |
11,0 |
12,7 |
15,3 |
18,1 |
35,6 |
37,3 |
42,2 |
Таблица А.4
|
Масса стеклопластиковых полых штанг, кг, при длине, мм |
||||||||||||
|
450 |
610 |
915 |
1220 |
1500 |
1830 |
2000 |
2440 |
3050 |
7518 |
8000 |
9042 |
|
|
ШНСП19 |
2,30 |
2,32 |
2,38 |
2,44 |
2,49 |
2,53 |
2,55 |
2,65 |
2,77 |
3,4 |
3,71 |
3,9 |
|
ШНСП22 |
2,60 |
2,72 |
2,82 |
2,90 |
2,96 |
3,07 |
3,1 |
3,22 |
3,37 |
4,3 |
4,71 |
5,1 |
|
ШНСП25 |
2,95 |
3,07 |
3,17 |
3,30 |
3,39 |
3,50 |
3,55 |
3,72 |
3,94 |
5,3 |
5,72 |
6,16 |
|
ШНСП29 |
3,45 |
3,61 |
3,76 |
3,92 |
4,05 |
4,20 |
4,3 |
4,50 |
4,77 |
6,74 |
7,14 |
7,74 |
Таблица А.5
|
Масса устьевых штоков, кг, при длине, мм |
||||||||
|
2440 |
3350 |
4880 |
6700 |
7315 |
7925 |
9145 |
10975 |
|
|
ШУ25 |
9,3 |
12,9 |
18,7 |
- |
- |
- |
- |
- |
|
ШУ28 |
11,8 |
16,1 |
23,6 |
32,4 |
35,4 |
38,3 |
- |
- |
|
ШУ32 |
- |
21,1 |
30,8 |
42,3 |
46,2 |
50,0 |
57,7 |
69,3 |
|
ШУ38 |
- |
- |
43,7 |
59,6 |
65,0 |
70,5 |
81,4 |
97,7 |
Таблица А.6
|
Масса полых устьевых штоков, кг, при длине, мм |
||||||||
|
2440 |
3350 |
4880 |
6700 |
7315 |
7925 |
9145 |
10975 |
|
|
ШУП25 |
8,1 |
11,2 |
16,3 |
- |
- |
- |
- |
- |
|
ШУП28 |
10,6 |
14,4 |
21,2 |
29,1 |
31,8 |
34,3 |
- |
- |
|
ШУП32 |
- |
19,4 |
28,4 |
39,0 |
42,6 |
46,0 |
53,1 |
63,8 |
|
ШУП38 |
- |
- |
41,3 |
56,3 |
61,4 |
66,5 |
76,8 |
92,2 |
Таблица А.7
|
Условный размер утяжеленной штанги |
Обозначение резьбы |
Масса утяжеленной штанги, кг, не менее, при длине, мм |
||
|
6100 |
7600 |
9100 |
||
|
ШУТ32 |
Ш16 |
- |
46,5 |
56,0 |
|
Ш19 |
- |
46,6 |
56,1 |
|
|
ШУТ35 |
Ш16 |
- |
56,0 |
67,3 |
|
Ш19 |
- |
56,1 |
67,4 |
|
|
ШУТ38 ШУТ41 ШУТ44 |
Ш19 |
52,6 |
65,9 |
79,2 |
|
Ш22 |
67,1 |
82,7 |
98,3 |
|
|
Ш22 |
71,2 |
89,1 |
107,2 |
|
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Механические свойства штанг и муфт
Б.1 Рекомендуемые значения предела прочности и твердости поверхности штанг, подвергнутых нагреву ТВЧ, и твердость наружной поверхности муфт класса Т для конкретных марок сталей приведены в таблице Б.1
Таблица Б.1
|
40, 45 |
20Н2М, 20ХН2М |
30ХМА |
15Н3МА |
|
|
Твердость поверхности HRC, не менее |
51 |
43 |
46 |
41 |
|
Предел прочности при растяжении штанг, подвергнутых нагреву ТВЧ, МПа, не менее |
900 |
850 |
900 |
800 |
Б.2 Рекомендуемые значения условного предела текучести при кручении для групп прочности приведены в таблице Б.2
Таблица Б.2
|
Условный предел текучести t0,2, МПа, не менее |
|
|
К |
350 |
|
С |
350 |
|
Д |
470 |
ПРИЛОЖЕНИЕ В
(обязательное)
Объем выборки от партии
В.1 Объем выборки от партии, приемочные и браковочные числа для нормального контроля следует принимать согласно таблице В.1.
Таблица В.1
|
Объем выборки, шт. |
Приемочное число, шт. |
Браковочное число, шт. |
|
|
501 - 1200 |
32 |
3 |
4 |
|
281 - 500 |
20 |
2 |
3 |
|
151 - 280 |
13 |
1 |
2 |
|
91 - 150 |
8 |
1 |
2 |
|
51 - 90 |
5 |
0 |
1 |
|
26 - 50 |
5 |
0 |
1 |
В.2 Выборка состоит из штанг, устьевых штоков и муфт предъявленной партии, взятых произвольно без учета их качества.
В.3 Приемочное число указывает на минимально допустимое число отклонений, при котором партию штанг, устьевых штоков и муфт считают годной при удалении изделий с отклонениями.
В.4 Браковочное число указывают, что при этом количестве выявленных отклонений партию бракуют.
В.5 Не принятая на приемочном контроле партия штанг, устьевых штоков или муфт подлежит разбраковке.
В.6 Все штанги, устьевые штоки или муфты партии должны пройти повторный ужесточенный контроль.
В.7 Объем выборки от партии, приемочные и браковочные числа ужесточенного контроля следует принимать по таблице В.2.
Таблица В.2
|
Объем выборки, шт. |
Приемочное число, шт. |
Браковочное число, шт. |
|
|
501 - 1200 |
32 |
2 |
3 |
|
281 - 500 |
20 |
1 |
2 |
|
151 - 280 |
13 |
1 |
2 |
|
91 - 150 |
8 |
1 |
2 |
|
51 - 90 |
5 |
0 |
1 |
|
26 - 50 |
5 |
0 |
1 |
В.8 В том случае, когда качество не улучшается и пять последующих партий остаются на ужесточенном контроле, дальнейший контроль необходимо прервать до устранения причин, вызывающих появление отклонений.
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
Примеры расчета вероятности безотказной работы партии штанг
Данные для расчета вероятности безотказной работы партии штанг (1030 > 1000) за 5 ´ 106 циклов приведены в таблице Г.1.
Таблица Г.1
|
Количество штанг из партии в данной скважине |
Частота двойных ходов в минуту п |
Время наработки Т(5 ´ 106), сутки |
Количество обрывов штанг за время T(5 ´ 106) |
|
|
1 |
40 |
10,0 |
347 |
1 |
|
2 |
60 |
8,5 |
408 |
- |
|
3 |
120 |
9,0 |
386 |
2 |
|
4 |
50 |
6,0 |
579 |
- |
|
5 |
100 |
7,5 |
463 |
- |
|
6 |
70 |
8,0 |
434 |
- |
|
7 |
110 |
11,0 |
316 |
- |
|
8 |
120 |
10,0 |
347 |
1 |
|
9 |
80 |
9,5 |
365 |
- |
|
10 |
90 |
8,0 |
434 |
- |
|
11 |
110 |
9,0 |
386 |
- |
|
12 |
80 |
6,5 |
534 |
1 |
|
Всего |
1030 |
|
|
5 |
|
* Время наработки штанг в данной скважине (без учета простоев) за Т (5 ´ 106), сутки - определяется по формуле
|
||||
Вероятность безотказной работы контрольной партии штанг за 5 ´ 106 циклов:
![]()
Вывод: требования стандарта в части безотказной работы штанг (5.1.28.1) соблюдены.
ПРИЛОЖЕНИЕ Д
(рекомендуемое)
Калибры для контроля резьбы
Д. 1 Виды и назначение калибров для контроля резьбы штанг и муфт должны соответствовать указанным в таблице Д.1.
Таблица Д.1
|
Наименование калибра |
Назначение калибра |
Правила применения |
||
|
настоящему стандарту |
API Spec. 11В |
|||
|
Калибры для наружной резьбы (ниппеля) |
||||
|
ПР |
Р8 |
Проходной калибр-кольцо для резьбы ниппеля |
Для контроля резьбы нормальных и укороченных штанг. Для контроля перпендикулярности упорной поверхности ниппеля нормальных и укороченных штанг |
Калибр должен навинчиваться на резьбу на всей ее длине до упора в торец. Щуп не должен проходить между упорными торцами калибра и ниппеля |
|
К-ПР |
Р7 |
Проходной установочный калибр-пробка с укороченным и полным профилем для калибра-кольца ПР (Р8) |
Для установки регулируемого калибра-кольца ПР (Р8) или контроля нерегулируемого калибра-кольца ПР (Р8). Для контроля перпендикулярности торцовой поверхности калибра-кольца ПР (Р8). Для контроля износа калибра-кольца ПР (Р8) |
См. Д.3 |
|
ПР-У |
Р2 |
Резьбовой проходной калибр-кольцо для ниппеля устьевых штоков |
Только для контроля резьбы ниппеля устьевых штоков; не должен контролировать конус ниппеля. Для контроля перпендикулярности упорной поверхности ниппеля устьевых штоков |
Калибр должен навинчиваться на резьбу до упора в торец. Щуп не должен проходить между упорными торцами калибра и ниппеля |
|
К-ПР-У |
Р1 |
Проходной установочный калибр-пробка с укороченным и полным профилем для калибра-кольца ПР-У (Р2) |
Для установки регулируемого калибра-кольца ПР-У и для контроля нерегулируемого калибра-кольца ПР-У (Р2). Для контроля перпендикулярности торцевой поверхности калибра-кольца ПР-У (Р2). Для контроля износа калибра-кольца ПР-У (Р2) |
См. Д.3 |
|
ПР-КОН |
Р4 |
Конический калибр-кольцо |
Для контроля натяга по конусу резьбы ниппеля устьевых штоков |
Калибр должен сопрягаться с ниппелем до контакта с конусом. Натяг между торцом калибра и упорной поверхностью ниппеля должен быть от 2,54 до 3,81 мм |
|
К-ПР- кон |
Р3 |
Контрольный конусный калибр-пробка |
Воспроизводит номинальный конус ниппеля с углом уклона 9°. Предназначен для контроля натяга калибра- кольца ПР-КОH (Р4) |
Натяг в сопряжении калибров КПР-КОН и ПР-КОН - (8,26 ± 0,038) мм |
|
НЕ |
Р6 |
Непроходной калибр-кольцо |
Для контроля резьбы ниппеля штанг всех типов |
Калибр не должен навинчиваться на резьбу более чем на 3 оборота |
|
К-НЕ |
Р5 |
Непроходной установочный калибр-пробка с укороченным профилем |
Для установки регулируемого калибра-кольца НЕ (Р6) или контроля нерегулируемого калибра-кольца НЕ (Р6). Для контроля износа калибра кольца НЕ (Р6) |
См. Д.3 |
|
Калибры для внутренней резьбы (муфты) |
||||
|
ПР |
В2 |
Проходной калибр-пробка |
Для контроля резьбы муфт всех типов. Калибр не должен контролировать конус с углом уклона 9° у муфт для устьевых штанг |
Калибр должен ввинчиваться в муфту до контакта с упорным торцом |
|
К-ПР |
В1 |
Контрольный проходной калибр-кольцо |
Для контроля калибра-пробки ПР (В2) и перпендикулярности упорного бурта калибра-пробки ПР (В2) |
Калибр должен навинчиваться на резьбу калибра ПР на всей ее длине до упора в торец. Щуп не должен проходить между упорными торцами калибров |
|
ПР-КОН |
В4 |
Конический калибр-пробка |
Для контроля натяга по конусу резьбы муфт для устьевых штоков |
Калибр должен сопрягаться с муфтой до контакта с конусом. Натяг между торцом калибра и упорной поверхностью муфты должен быть от 2,54 до 3,81 мм |
|
К-ПР- кон |
В3 |
Контрольный конусный калибр-кольцо |
Воспроизводит номинальный конус муфты с углом уклона 9°. Предназначен для контроля натяга калибра-пробки ПР-КОH (В4) |
Натяг в сопряжении калибров КПР-КОН и ПР-КОН -(8,26±0,038) мм |
|
НЕ |
В6 |
Калибр-пробка непроходной |
Для контроля резьбы муфт всех типов |
Калибр не должен ввинчиваться в муфту более чем на 3 оборота |
|
К-НЕ |
В5 |
Калибр-кольцо непроходной контрольный |
Для контроля калибра-пробки НЕ (В6) |
См. Д.3 |
Д.2 Основные конструктивные размеры калибров и исполнительные размеры их рабочих поверхностей (резьбовых и конических) должны соответствовать указанным на рисунках Д.1 - Д.6 и в таблицах Д.2 - Д.4.

Рисунок Д.1 - Основные размеры калибров ПР (Р8) и К-ПР (Р7) для контроля резьбы ниппеля
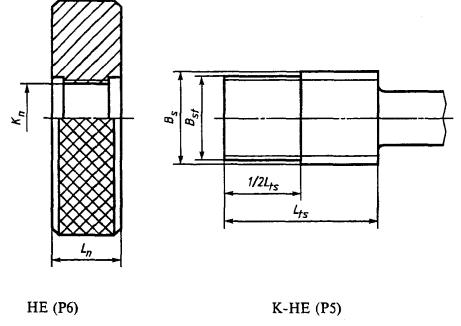
Рисунок Д.2 - Основные размеры калибров НЕ (Р6) и К-НЕ (Р5) для контроля резьбы ниппеля
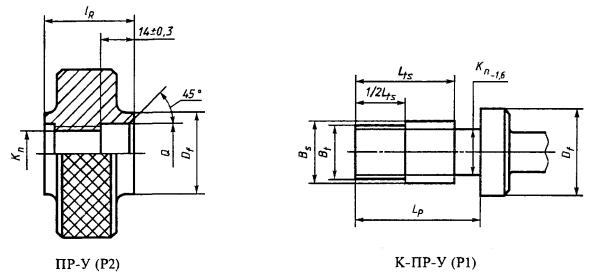
Рисунок Д.3 - Основные размеры калибров ПР-У (Р2) и К-ПР-У (Р1) для контроля резьбы ниппеля устьевых штоков

Рисунок Д.4 - Основные размеры калибров КОН (Р4) и К-КОН (Р3) для контроля конуса ниппеля устьевых штоков и калибров КОН (В4) и К-КОН для контроля конуса муфт для устьевых штоков

Рисунок Д.5 - Основные размеры калибров ПР (В2) и К-ПР (В1) для контроля резьбы муфт
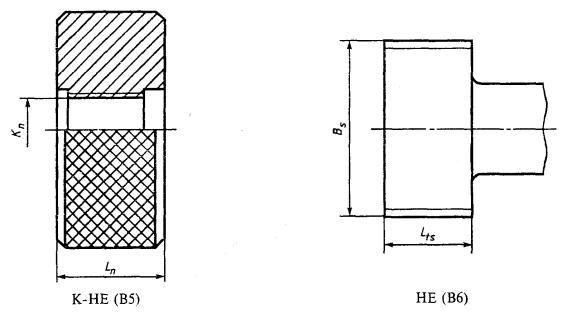
Рисунок Д.6 - Основные размеры калибров НЕ (В6) и К-НЕ (В5) для контроля резьбы муфт
Таблица Д.2 - Конструктивные размеры калибров для наружной резьбы
Размеры в миллиметрах
|
Обозначение калибра |
Длина резьбы пробки Lts + 0,35 |
Длина пробки Lp ± 0,35 |
Диаметр буртика пробки и кольца Df - 0,25 |
Ширина кольца LR - 0,50 |
Диаметр выточки Q + 0,13 |
Глубина выточки Lu ± 0,35 |
||
|
Ш16 |
ПР (Р8) |
- |
- |
31,88 |
31,75 |
24,26 |
8,03 |
|
|
К-ПР (Р7) |
50,0 |
58,0 |
31,88 |
- |
- |
- |
||
|
ПР-У (Р2) |
- |
- |
31,88 |
28,58 |
24,26 |
- |
||
|
К-ПР-У (Р1) |
31,8 |
45,7 |
31,88 |
- |
- |
- |
||
|
ПР-КОН (Р4) |
- |
- |
31,88 |
26,2 |
- |
- |
||
|
К-ПР-КОН (Р3) |
16,0 |
26,2 |
31,88 |
- |
- |
- |
||
|
НЕ (Р6) |
- |
- |
- |
17,5 |
- |
- |
||
|
К-НЕ (Р5) |
38,0 |
- |
- |
- |
- |
- |
||
|
Ш19 |
ПР (Р8) |
- |
- |
38,23 |
36,53 |
27,43 |
10,0 |
|
|
К-ПР (Р7) |
55,6 |
65,6 |
38,23 |
- |
- |
- |
||
|
ПР-У (Р2) |
- |
- |
38,23 |
34,93 |
27,43 |
- |
||
|
К-ПР-У (Р1) |
44,5 |
58,4 |
38,23 |
- |
- |
- |
||
|
ПР-КОН (Р4) |
- |
- |
38,23 |
32,5 |
- |
- |
||
|
К-ПР-КОН (Р3) |
22,4 |
32,5 |
38,23 |
- |
- |
- |
||
|
НЕ (Р6) |
- |
- |
- |
17,5 |
- |
- |
||
|
К-НЕ (Р5) |
38,0 |
- |
- |
- |
- |
- |
||
|
Ш22 |
ПР (Р8) |
- |
- |
41,40 |
41,28 |
30,61 |
12,0 |
|
|
К-ПР (Р7) |
61,1 |
73,1 |
41,40 |
- |
- |
- |
||
|
ПР-У (Р2) |
- |
- |
41,40 |
34,93 |
30,61 |
- |
||
|
К-ПР-У (Р1) |
44,5 |
58,4 |
41,40 |
- |
- |
- |
||
|
ПР-КОН (Р4) |
- |
- |
41,40 |
32,5 |
- |
- |
||
|
К-ПР-КОН (Р3) |
22,4 |
32,5 |
41,40 |
- |
- |
- |
||
|
НЕ (Р6) |
- |
- |
- |
19,0 |
- |
- |
||
|
К-НЕ (Р5) |
41,2 |
- |
- |
- |
- |
- |
||
|
Ш25 |
ПР (Р8) |
- |
- |
50,93 |
47,63 |
35,38 |
15,2 |
|
|
К-ПР (Р7) |
67,5 |
82,6 |
50,93 |
- |
- |
- |
||
|
ПР-У (Р2) |
- |
- |
50,93 |
44,45 |
35,38 |
- |
||
|
К-ПР-У (Р1) |
63,5 |
77,5 |
50,93 |
- |
- |
- |
||
|
ПР-КОН (Р4) |
- |
- |
50,93 |
42,2 |
- |
- |
||
|
К-ПР-КОН (Р3) |
32,0 |
42,2 |
50,93 |
- |
- |
- |
||
|
НЕ (Р6) |
- |
- |
- |
19,0 |
- |
- |
||
|
К-НЕ (Р5) |
41,2 |
- |
- |
- |
- |
- |
||
|
Ш29 |
ПР (Р8) |
- |
- |
57,53 |
54,0 |
40,13 |
17,2 |
|
|
К-ПР (Р7) |
76,2 |
93,4 |
57,53 |
- |
- |
- |
||
|
ПР-У (Р2) |
- |
- |
57,53 |
50,80 |
40,13 |
- |
||
|
К-ПР-У (Р1) |
76,2 |
90,2 |
57,53 |
- |
- |
- |
||
|
ПР-КОН (Р4) |
- |
- |
57,53 |
48,5 |
- |
- |
||
|
К-ПР-КОН (Р3) |
38,4 |
48,5 |
57,53 |
- |
- |
- |
||
|
НЕ (Р6) |
- |
- |
- |
20,6 |
- |
- |
||
|
К-НЕ (Р5) |
47,6 |
- |
- |
- |
- |
- |
||
Таблица Д.3 - Конструктивные размеры калибров для внутренней резьбы
Размеры в миллиметрах
|
Обозначение резьбы |
Обозначение калибра |
Длина резьбы пробки Lts ± 0,35 |
Длина пробки Lp ± 0,35 |
Диаметр буртика пробки и кольца Df - 0,25 |
Ширина кольца L или Ln ± 0,35 |
Диаметр выточки Dm + 0,13 |
|
Ш16 |
ПР (В2) |
25,7 |
33,3 |
31,88 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
33,3 |
28,7 |
|
|
ПР-КОН (В4) |
16,0 |
26,2 |
31,88 |
- |
- |
|
|
К-ПР-КОН (В3) |
- |
- |
31,88 |
26,2 |
- |
|
|
НЕ (В6) |
15,9 |
- |
- |
- |
- |
|
|
К-НЕ (В5) |
- |
- |
- |
17,5 |
- |
|
|
Ш19 |
ПР (В2) |
30,5 |
38,1 |
38,23 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
38,1 |
31,8 |
|
|
ПР-КОН (В4) . |
22,35 |
32,5 |
38,23 |
- |
- |
|
|
К-ПР-КОН (В3) |
- |
- |
38,23 |
32,5 |
- |
|
|
НЕ (В6) |
15,9 |
- |
- |
- |
- |
|
|
К-НЕ (В5) |
- |
- |
- |
17,5 |
- |
|
|
Ш22 |
ПР (В2) |
35,2 |
42,8 |
41,40 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
42,8 |
35,0 |
|
|
ПР-КОН (В4) |
22,35 |
32,5 |
41,40 |
- |
- |
|
|
К-ПР-КОН (В3) |
- |
- |
- |
32,5 |
- |
|
|
НЕ (В6) |
19,0 |
- |
- |
- |
- |
|
|
К-НЕ (В5) |
- |
- |
- |
19,0 |
- |
|
|
Ш25 |
ПР (В2) |
41,5 |
49,2 |
50,93 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
49,2 |
39,8 |
|
|
ПР-КОН (В4) |
32,0 |
42,2 |
50,93 |
- |
- |
|
|
К-ПР-КОН (В3) |
- |
- |
50,93 |
42,2 |
- |
|
|
НЕ (В6) |
19,0 |
- |
- |
- |
- |
|
|
К-НЕ (В5) |
- |
- |
- |
19,0 |
- |
|
|
Ш29 |
ПР (В2) |
47,9 |
55,2 |
57,53 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
55,2 |
44,5 |
|
|
ПР-КОН (В4) |
38,35 |
48,5 |
57,53 |
- |
- |
|
|
К-ПР-КОН (В3) |
- |
- |
57,53 |
48,5 |
- |
|
|
НЕ (В6) |
22,2 |
- |
- |
- |
- |
|
|
К-НЕ (В5) |
- |
- |
- |
20,6 |
- |
Таблица Д.4 - Исполнительные размеры калибров
Размеры в миллиметрах
|
Наружный диаметр резьбы с полным профилем Вs |
Наружный диаметр резьбы с укороченным профилем Вt |
Средний диаметр Es |
Внутренний диаметр Кn |
Диаметр конуса в основной плоскости B4 |
|
|
Резьба Ш16 |
|||||
|
Калибры для наружной резьбы |
|||||
|
ПР (Р8) |
- |
- |
- |
21,014+0,015 |
- |
|
К-ПР (Р7) |
23,794-0,015 |
23,409-0,015 |
22,128-0,005 |
- |
- |
|
ПР-У (Р2) |
- |
- |
- |
21,014+0,015 |
- |
|
К-ПР-У (Р1) |
23,794-0,015 |
23,409-0,015 |
22,128-0,005 |
- |
- |
|
ПР-КОН (Р4) |
- |
- |
- |
21,590+0,03 |
- |
|
К-ПР-КОН (Р3) |
24,033-0,015 |
- |
22,367-0,013 |
- |
23,952-0,05 |
|
НЕ (Р6) |
- |
- |
- |
21,430+0,0155 |
- |
|
К-НЕ (Р5) |
23,794-0,015 |
23,081-0,015 |
21,986-0,005 |
- |
- |
|
Калибры для внутренней резьбы |
|||||
|
ПР (В2) |
23,840-0,015 |
- |
22,179-0,005 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
21,340+0,03 |
- |
|
ПР-КОН (В4) |
23,467-0,015 |
- |
21,994-0,013 |
- |
23,952-0,05 |
|
К-ПР-КОН (В3) |
- |
- |
- |
20,850+0,03 |
- |
|
НЕ (В6) |
23,467-0,015 |
- |
22,367-0,005 |
- |
- |
|
К-НЕ (В5) |
- |
- |
- |
21,340+0,03 |
- |
|
Резьба Ш19 |
|||||
|
Калибры для наружной резьбы |
|||||
|
ПР (Р8) |
- |
- |
- |
24,189+0,015 |
- |
|
К-ПР (Р7) |
26,967-0,015 |
26,581-0,015 |
25,303-0,005 |
- |
- |
|
ПР-У (Р2) |
- |
- |
- |
24,189+0,015 |
- |
|
К-ПР-У (Р1) |
26,967-0,015 |
26,581-0,015 |
25,303-0,005 |
- |
- |
|
ПР-КОН (Р4) |
- |
- |
- |
24,760+0,03 |
- |
|
К-ПР-КОН (Р3) |
27,218-0,015 |
- |
25,552-0,013 |
- |
27,127-0,05 |
|
НЕ (Р6) |
- |
- |
- |
24,595+0,015 |
- |
|
К-НЕ (Р5) |
26,967-0,015 |
26,246-0,015 |
25,151-0,005 |
- |
- |
|
Калибры для внутренней резьбы |
|||||
|
ПР (В2) |
27,015-0,015 |
- |
25,354-0,005 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
24,510+0,03 |
- |
|
ПР-КОН (В4) |
26,639-0,015 |
- |
25,159-0,013 |
- |
27,127-0,05 |
|
К-ПР-КОН (В3) |
- |
- |
- |
24,020+0,03 |
- |
|
НЕ (В6) |
26,652-0,015 |
- |
25,552-0,005 |
- |
- |
|
К-НЕ (В5) |
- |
- |
- |
24,510+0,03 |
- |
|
Резьба Ш22 |
|||||
|
Калибры для наружной резьбы |
|||||
|
ПР (Р8) |
- |
- |
- |
27,361+0,015 |
- |
|
К-ПР (Р7) |
30,142-0,015 |
29,756-0,015 |
28,476-0,005 |
- |
- |
|
ПР-У (Р2) |
- |
- |
- |
27,361+0,015 |
- |
|
К-ПР-У (Р1) |
30,142-0,015 |
29,756-0,015 |
28,476-0,005 |
- |
- |
|
ПР-КОН (Р4) |
- |
- |
- |
27,940+0,03 |
- |
|
К-ПР-КОН (Р3) |
30,393-0,015 |
- |
28,727-0,013 |
- |
30,302-0,05 |
|
НЕ (Р6) |
- |
- |
- |
27,785+0,015 |
- |
|
К-НЕ (Р5) |
30,142-0,015 |
29,421-0,015 |
28,326-0,005 |
- |
- |
|
Калибры для внутренней резьбы |
|||||
|
ПР (В2) |
30,190-0,015 |
- |
28,529-0,005 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
27,690+0,03 |
- |
|
ПР-КОН (В4) |
29,814-0,015 |
- |
28,334-0,013 |
- |
30,302-0,05 |
|
К-ПР-КОН (В3) |
- |
- |
- |
27,200+0,015 |
- |
|
НЕ (В6) |
29,827-0,015 |
- |
28,727-0,005 |
- |
- |
|
К-НЕ (В5) |
- |
- |
- |
27,690+0,015 |
- |
|
Резьба Ш25 |
|||||
|
Калибры для наружной резьбы |
|||||
|
ПР (Р8) |
- |
- |
- |
32,121+0,015 |
- |
|
К-ПР (Р7) |
34,902-0,015 |
34,516-0,015 |
33,236-0,005 |
- |
- |
|
ПР-У (Р2) |
- |
- |
- |
32,121+0,015 |
- |
|
К-ПР-У (Р1) |
34,902-0,015 |
34,516-0,015 |
33,236-0,005 |
- |
- |
|
ПР-КОН (Р4) |
- |
- |
- |
32,690+0,03 |
- |
|
К-ПР-КОН (Р3) |
35,169-0,015 |
- |
33,503-0,013 |
- |
35,065-0,05 |
|
НЕ (Р6) |
- |
- |
- |
32,520+0,015 |
- |
|
К-НЕ (Р5) |
34,904-0,015 |
34,171-0,015 |
33,076-0,005 |
- |
- |
|
Калибры для внутренней резьбы |
|||||
|
ПР (В2) |
34,950-0,015 |
- |
33,292-0,005 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
32,460+0,03 |
- |
|
ПР-КОН (В4) |
34,574-0,015 |
- |
33,084-0,013 |
- |
35,065-0,05 |
|
К-ПР-КОН (В3) |
- |
- |
- |
31,950+0,03 |
- |
|
НЕ (В6) |
34,602-0,015 |
- |
33,503-0,005 |
- |
- |
|
К-НЕ (В5) |
- |
- |
- |
32,46+0,03 |
- |
|
Резьба Ш29 |
|||||
|
Калибры для наружной резьбы |
|||||
|
ПР (Р8) |
- |
- |
- |
36,884+0,015 |
- |
|
К-ПР (Р7) |
39,662-0,015 |
39,276-0,015 |
37,998-0,006 |
- |
- |
|
ПР-У (Р2) |
- |
- |
- |
36,884+0,015 |
- |
|
К-ПР-У (Р1) |
39,662-0,015 |
39,276-0,015 |
37,998-0,006 |
- |
- |
|
ПР-КОН (Р4) |
- |
- |
- |
37,460+0,03 |
- |
|
К-ПР-КОН (Р3) |
39,539-0,015 |
- |
38,273-0,013 |
- |
39,827-0,05 |
|
НЕ (Р6) |
- |
- |
- |
37,275+0,015 |
- |
|
К-НЕ (Р5) |
39,662-0,015 |
38,926-0,015 |
37,826-0,006 |
- |
- |
|
Калибры для внутренней резьбы |
|||||
|
ПР (В2) |
39,715-0,015 |
- |
38,055-0,006 |
- |
- |
|
К-ПР (В1) |
- |
- |
- |
37,210+0,03 |
- |
|
ПР-КОН (В4) |
39,334-0,015 |
- |
37,839-0,03 |
- |
39,827-0,05 |
|
К-ПР-КОН (В3) |
- |
- |
- |
36,700+0,03 |
- |
|
НЕ (В6) |
39,373-0,015 |
- |
38,272-0,006 |
- |
- |
|
К-НЕ (В5) |
- |
- |
- |
37,21+0,03 |
- |
Д.4 Проходные резьбовые калибры-пробки и конусные калибры-пробки должны иметь центровые отверстия, позволяющие измерять биение упорных торцов и отклонение от соосности конической поверхности относительно оси резьбы.
Д.5 Проходные и непроходные калибры-кольца для контроля ниппелей насосных штанг, конусные калибры-кольца для контроля ниппелей устьевых штоков должны иметь жесткую нерегулируемую конструкцию.
Д.6 Твердость рабочих поверхностей калибров должна быть 60 ... 63 HRC.
Д.7 Неполные заходные витки с обоих концов калибров, а также в местах соединения частей калибров с полным и укороченным профилем резьбы должны быть притуплены до основания: за исключением входного конца калибров-колец КОН и К-КОН (Р4 и В3) и конца у выточки калибров-колец ПР-У и ПР (Р2 и Р8), когда притупление заходных витков нецелесообразно.
Д.8 Внутренний диаметр резьбовых калибров-пробок должен быть заглублен по отношению к плоской площадке толщиной р/8 путем выполнения заостренной впадины или за счет канавки шириной не более р/8 по обе стороны от линии симметрии впадины.
Наружный диаметр проходных резьбовых калибров-колец должен быть заглублен за счет канавки шириной не более р/8 и симметричной относительно впадины резьбы.
Наружный диаметр непроходных резьбовых калибров-колец должен быть заглублен за счет канавки шириной не более р/4 и симметричной относительно впадины резьбы.
Форма канавки проходных и непроходных резьбовых калибров-колец должна обеспечивать достаточную глубину для получения зазора по наружному диаметру контрольного калибра-пробки с полным профилем резьбы.
Д.9 Допуски контрольных калибров должны соответствовать указанным в таблице А.5.
Д.10 Конусообразность по среднему диаметру калибров-пробок не должна превышать 0,004 мм на длине резьбы и выходить за границы поля допуска среднего диаметра. Допускается только обратная конусообразность (больший диаметр на входном конце).
Д.11 Все новые и отремонтированные контрольные пробки и сопряженные с ними кольца перед применением должны быть сертифицированы (аттестованы) на соответствие требованиям настоящего стандарта в органе по сертификации или калибровочной (метрологической) лаборатории, аккредитованной в установленном порядке.
Д.12 Для каждого калибра, который отвечает всем требованиям стандарта, органом по сертификации (метрологической лабораторией) должен быть выдан владельцу калибра сертификат (паспорт) соответствия. Для каждого калибра, который не отвечает всем требованиям, должен быть выдан документ, указывающий причины забракования и содержащий измеренные значения тех размеров, которые выходят за установленные пределы.
Калибры должны сертифицироваться комплектами (контрольная пробка и контрольное кольцо). Одиночные калибры могут сертифицироваться, только если они сопровождаются предварительно сертифицированным сопряженным калибром.
Д.13 Все принятые калибры (пробки и кольца) следует маркировать органом сертификации (метрологической лабораторией) с указанием:
- даты сертификации (для отремонтированных калибров указывают дату пересертификации);
- наименования или знака органа по сертификации;
- натяга в сопряжении конусных калибров;
- первоначального натяга только на кольцах для контроля ниппелей и на пробках для контроля муфт. Даты перепроверок калибров не маркируют.
Д.14 Контрольные калибры подлежат периодической перепроверке в органе по сертификации. По результатам перепроверки выдают отчет, в котором устанавливают, пригоден или не пригоден калибр для дальнейшего использования.
В случае непригодности следует приводить результаты измерений тех параметров, которые выходят за пределы допуска. Если калибр приближается к пределу допускаемого износа, то его следует перепроверять с периодом в один год, о чем в отчете должны быть указание и значения параметров, подтверждающие такое требование.
Д.15 Все контрольные калибры, переданные в орган по сертификации для перепроверки, признаются удовлетворительными для дальнейшего использования, если они соответствуют следующим требованиям, указанным в таблицах А.4 - А.6.
Д.16 Маркировка калибров, наносимая изготовителем, должна включать:
- условное обозначение вида калибра;
- номинальный размер штанги (резьбы);
- наименование или знак изготовителя.
Таблица Д.5 - Допуски контрольных калибров
Размеры в миллиметрах
|
Наименование параметра |
Допуск или предельное отклонение |
Наименование параметра |
Допуск или предельное отклонение |
|
Калибры-пробки |
Калибры-кольца |
||
|
Угол наклона боковой стороны профиля |
± 6' |
Угол наклона боковой стороны профиля |
± 6' |
|
Шаг* |
± 0,006 |
Шаг* |
± 0,006 |
|
Торцовое биение упорного бурта** (К-ПР, К-ПР-У и ПР) |
0,005 |
Торцовое биение упорного бурта** (ПР, ПР-У и К-ПР) |
0,005 |
|
Радиальное биение конуса относительно оси резьбы (К-КОН и КОН) |
0,010 |
Радиальное биение конуса относительно оси резьбы |
0,015 |
|
Натяг относительно пробки *** (КОН и К-КОН) |
8,26+0,038 |
||
|
* Допуск относится к расстоянию между двумя любыми витками в пределах полной длины резьбы, за исключением одного полного витка с каждого конца резьбы. Для контрольных (установочных) пробок допуск шага относится к длине, равной длине резьбы сопрягаемого кольца. Для контрольных пробок, имеющих участки резьбы с полным и укороченным профилем, отклонения шага на обоих участках должны быть одного знака и одинаковыми в пределах 0,003 мм на длине, соответствующей длине калибра-кольца. ** Биение следует измерять на расстоянии от оси, равном Df/2 - (3,2 мм). *** Кольцо должно быть собрано с парной пробкой от руки без затягивания. |
|||
Таблица Д.6 - Осевое биение упорных торцов бурта проходных калибров-пробок
Размеры в миллиметрах
|
Обозначение калибра |
Допускаемое осевое биение упорного торца |
Обозначение калибра |
Допускаемое осевое биение упорного торца |
|
Пробка К-ПР-У (Р1) |
0,008 |
Кольцо ПР (Р8) |
0,010 |
|
Кольцо ПР-У (Р2) |
0,010 |
Кольцо К-ПР (В1) |
0,010 |
|
Пробка К-ПР (Р7) |
0,008 |
Пробка ПР (В2) |
0,008 |
|
Примечание - Если центровые отверстия пробок К-ПР (Р7), ПР (В2) и К-ПР-У (Р1) повреждены настолько, что достоверное определение биения упорных торцов не может быть осуществлено, то с помощью щупов следует определять суммарное колебание осевого расстояния между торцами сопряженных парных калибров, которое не должно превышать 0,018 мм. |
|||
ПРИЛОЖЕНИЕ Е
(рекомендуемое)
Область применения насосных штанг и значение допускаемого приведенного напряжения в штангах
Таблица Е.1
|
Марка стали |
Вид термической обработки |
Группа коррозионности продукции нефтяных скважин |
Диапазон условных размеров штанговых насосов |
Допускаемое приведенное напряжение в штангах, МПа, не более |
|
40 |
Нормализация |
Некоррозионная |
От 27 до 95 |
69 |
|
ВТМО и отпуск |
88 |
|||
|
Нормализация с последующим поверхностным упрочнением ТВЧ |
От 27 до 51 |
118 |
||
|
От 57 до 95 |
98 |
|||
|
ВТМО и отпуск |
От 27 до 51 |
118 |
||
|
От 57 до 95 |
98 |
|||
|
20Н2М |
Нормализация |
Некоррозионная |
От 27 до 95 |
88 |
|
Среднекоррозионная (с присутствием H2S) |
59 |
|||
|
Нормализация с последующим поверхностным упрочнением ТВЧ |
Некоррозионная |
От 27 до 51 |
127 |
|
|
От 57 до 95 |
108 |
|||
|
Среднекоррозионная (при отсутствии H2S) |
От 27 до 95 |
98 |
||
|
30ХМ; 30ХМА |
Нормализация и высокий отпуск с последующим поверхностным упрочнением ТВЧ |
Некоррозионная |
От 27 до 51 |
127 |
|
От 57 до 95 |
108 |
|||
|
Среднекоррозионная |
От 27 до 95 |
88 |
||
|
ВТМО и отпуск |
Некоррозионная |
От 27 до 51 |
127 |
|
|
От 57 до 95 |
108 |
|||
|
Среднекоррозионная |
От 27 до 95 |
98 |
||
|
15Н3МА |
Нормализация |
Высококоррозионная (с присутствием H2S до 6 %) |
От 27 до 95 |
118 |
|
Нормализация с последующим поверхностным упрочнением ТВЧ |
Некоррозионная |
От 27 до 51 |
167 |
|
|
От 57 до 95 |
147 |
|||
|
Среднекорроизонная (с присутствием H2S) |
От 27 до 95 |
118 |
||
|
15Х2НМФ |
Закалка и высокий отпуск или нормализация и высокий отпуск |
Некоррозионная |
От 27 до 95 |
98 |
|
Среднекоррозионная (при отсутствии H2S) |
От 27 до 95 |
88 |
||
|
15Х2ГМФ |
Закалка и высокий отпуск или нормализация и высокий отпуск |
Некоррозионная |
От 27 до 95 |
98 |
|
Среднекоррозионная (при отсутствии H2S) |
88 |
|||
|
14Х3ГМЮ |
Закалка и высокий отпуск или нормализация и высокий отпуск |
Некоррозионная |
|
98 |
|
Среднекоррозионная (с присутствием H2S) |
От 27 до 95 |
88 |
||
|
АЦ28ХГН3ФТ |
Отпуск |
Некоррозионная |
От 27 до 95 |
167 |
|
Среднекоррозионная |
147 |
|||
|
Высококоррозионная |
118 |
|||
|
Примечания 1 Характеристика групп коррозионности продукции скважин приведена в приложении Ж. 2 ВТМО - высокотемпературная термомеханическая обработка. |
||||
Таблица Е.2
|
Условия эксплуатации стеклопластиковых штанг |
||
|
Группа коррозионности продукции нефтяных скважин |
Диапазон условных размеров штанговых насосов |
Допускаемое приведенное напряжение в штангах, МПа, не более |
|
От некоррозионной до высококоррозионной (с присутствием H2S и СО2 до 30 %) |
От 27 до 95 |
98 |
ПРИЛОЖЕНИЕ Ж
(справочное)
Характеристика коррозионности продукции нефтяных скважин по содержанию в ней коррозионно-активных компонентов (без учета влияния ингибиторов коррозии)
Ж.1 Условно некоррозионная (некоррозионная) группа:
а) до 99 % пластовых вод с минерализацией до 10 г/л при отсутствии растворенных H2S, CO2 и О2;
б) до 50 % пластовых вод с минерализацией до 50 г/л при отсутствии растворенных H2S, CO2 и О2;
в) безводная нефть с содержанием H2S до 60 мг/л.
Ж.2 Среднекоррозионная группа:
а) до 99 % пластовых вод с минерализацией до 10 г/л при отсутствии растворенных H2S, CО2 и О2;
б) до 60 % пластовых вод с минерализацией до 50 г/л при отсутствии растворенных H2S, CO2 и О2;
в) до 60 % пластовых вод с минерализацией до 100 г/л и присутствием растворенных H2S, CO2 и О2 (вместе или порознь) до 20 мг/л;
г) до 60 % пластовых вод с минерализацией до 50 г/л и содержанием H2S до 150 мг/л;
д) безводная нефть с содержанием H2S до 400 мг/л.
Ж.3 Высококоррозионная группа:
а) свыше 60 % пластовых вод с минерализацией более 50 мг/л при отсутствии растворенных H2S, CO2 и O2;
б) свыше 60 % пластовых вод и присутствием H2S, CO2 и О2 (вместе или порознь);
в) до 60 % пластовых вод с минерализацией более 100 г/л и присутствием H2S, CO2 и O2 (вместе или порознь) до 20 мг/л;
г) до 60 % пластовых вод с минерализацией свыше 50 г/л и содержанием H2S до 150 мг/л;
д) безводная нефть с содержанием H2S до 400 мг/л.
Примечание - Коррозионная активность продукции скважины может зависеть также от ионного состава растворенных солей, концентрации водородных ионов (рН), содержания сернистых соединений, температуры продукции и т.п.
Ключевые слова: колонна насосных штанг ,насосная штанга, штанговая муфта, штанговая соединительная муфта, штанговая соединительная муфта,
штанговая переводная муфта, насосная штанга нормальной длины, укороченная штанга, приведенное напряжение в штанге, контроль качества,
маркировка, документация, резьба ,калибры, упаковка, транспортирование.