|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ЕН |

Безопасность деревообрабатывающих станков
СТАНКИ КРУГЛОПИЛЬНЫЕ
Часть 1
Станки
круглопильные универсальные
(с
подвижным столом и без), станки круглопильные
форматные
и станки круглопильные
для строительной площадки
EN
1870-1 + А1:2009
Safety of woodworking machines - Circular sawing machines
Part 1: Circular saw
benches (with and without sliding table), dimension saws and
building site saws
(IDT)
|
|
Москва |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Экспериментальный научно-исследовательский институт металлорежущих станков» (ОАО «ЭНИМС») на основе собственного аутентичного перевода на русский язык европейского регионального стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 «Станки»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 сентября 2011 г. № 364-ст
4 Настоящий стандарт идентичен европейскому региональному стандарту ЕН 1870-1 + А1:2009 «Безопасность деревообрабатывающих станков. Станки круглопильные. Часть 1: Станки круглопильные универсальные (с подвижным столом и без), станки круглопильные форматные и станки круглопильные для строительной площадки» (EN 1870-1 + А1:2009 «Safety of woodworking machines - Circular sawing machines - Part 1: Circular saw benches (with and without sliding table), dimension saws and building site saws»).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных (европейских региональных) стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА.
Введено также приложение ДБ «Перечень действующих национальных стандартов Российской Федерации, касающихся круглопильных станков»
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
Настоящий стандарт разработан как идентичный европейскому стандарту ЕН 1870-1 «Безопасность деревообрабатывающих станков. Станки круглопильные. Часть 1. Станки круглопильные универсальные (с подвижным столом и без), станки круглопильные форматные и станки круглопильные для строительной площадки» (EN 1870-1 «Safety of woodworking machines - Circular sawing machines - Part 1: Circular saw benches (with and without sliding table), dimension saws and building site saws») и соответствует основным требованиям безопасности Директив Европейского союза и связанным с ними нормам EFTA.
Настоящий стандарт является стандартом типа С в соответствии с ЕН ИСО 12100-1.
Настоящий стандарт рассматривает и определяет перечень основных видов опасностей, опасных ситуаций и опасных случаев, характерных при работе на круглопильных универсальных станках, круглопильных форматных станках и круглопильных станках для строительной площадки, приведенный в разделе 4, и устанавливает требования безопасности и/или защитные меры по устранению опасностей и снижению рисков при эксплуатации этих станков, изложенные в разделе 5.
Кроме того, настоящий стандарт включает в себя информацию, которой производитель обязан обеспечить пользователя.
Настоящий стандарт предназначен для конструкторов, производителей, поставщиков и импортеров круглопильных станков, рассмотренных в настоящем стандарте.
Требования безопасности к инструментам для деревообработки приведены в ЕН 847-1.
ГОСТ Р ЕН 1870-1-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
Безопасность деревообрабатывающих станков СТАНКИ КРУГЛОПИЛЬНЫЕ Часть 1 Станки
круглопильные универсальные (с подвижным столом и без), станки Safety
of woodworking machines. Circular sawing machines. Part 1. Circular
multipurpose |
Дата введения - 2012-07-01
1 Область применения
Настоящий стандарт распространяется на станки круглопильные универсальные (с подвижным столом и без), станки круглопильные форматные и станки круглопильные для строительной площадки (далее - станки). Настоящий стандарт определяет перечень основных видов опасностей, опасных ситуаций и опасных случаев при работе на этих станках и устанавливает требования безопасности и/или защитные меры по устранению опасностей и снижению рисков при эксплуатации стационарных и передвижных круглопильных станков, предназначенных для обработки цельной древесины, клееной древесины, древесно-стружечных, древесно-волокнистых плит и фанеры, а также этих материалов с кромками, облицованными пластиком и/или тонким слоем ламината, при использовании станков по назначению в соответствии с условиями изготовителя станков.
Примечание 1 - Определение стационарного и передвижного станка см. в 3.13 и 3.14.
Примечание 2 - Круглопильные универсальные станки и круглопильные форматные станки предназначены для продольного, поперечного пиления и пиления под углом, обрезки обрабатываемых заготовок по формату в заданный размер и выборки пазов. Круглопильные станки для строительной площадки предназначены для продольного и поперечного пиления и обрезки по формату в заданный размер обрабатываемых заготовок.
Требования настоящего стандарта распространяются также на станки, предназначенные для выборки пазов шириной, не превышающей 20 мм, за один проход при использовании фрезерного инструмента или дисковой пилы.
Настоящий стандарт не распространяется на:
a) станки, устанавливаемые на верстаке или столе, подобном верстаку, предназначенные для стационарного использования в работе и переноса их вручную одним человеком. Верстак может быть также встроенной частью станка, если он снабжен шарнирными ножками, которые могут быть опущены вниз;
b) ручные деревообрабатывающие устройства для пиления, включающие в себя любые дополнительные приспособления, допускающие их использование различными способами, например установкой на верстаке.
Примечание 3 - Переносные (настольные) электроприводные станки должны соответствовать требованиям ЕН 61029-1 совместно с ЕН 61029-2-1; ручные электроприводные устройства для пиления - ЕН 60745-1 совместно с ЕН 60745-2-5.
В настоящем стандарте требования безопасности и/или защитные меры для круглопильных станков для строительной площадки с наклоняемым шпинделем такие же, как для круглопильных универсальных станков.
Настоящий стандарт может быть применен к указанным выше круглопильным станкам, изготовленным после даты его введения.
Примечание 4 - Станки, рассматриваемые в настоящем стандарте, приведены в Директиве по безопасности машин 98/37/ЕС (приложение IV, раздел А, пункт А.1.1).
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные (региональные) стандарты, обязательные для применения. При датированных ссылках последующие редакции международных (региональных) стандартов или изменения к ним действительны для настоящего стандарта только путем введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
ЕН 349:1993 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела (EN 349:1993, Safety of machinery - Minimum gaps to avoid crushing of parts of the human body)
EH 614-1:2006 Безопасность машин. Эргономические принципы проектирования. Часть 1. Терминология и общие положения (EN 614-1:2006, Safety of machinery - Ergonomic design principles - Part 1: Terms, definitions and general principles)
EH 847-1:2005 Инструменты для деревообработки. Требования безопасности. Часть 1. Фрезерные инструменты, дисковые пилы (EN 847-1:2005, Tools for woodworking - Safety requirements - Part 1: Milling tools, circular saw blades)
EH 847-3:2004 Инструменты для деревообработки. Требования безопасности. Часть 3. Зажимные устройства (EN 847-3:2004, Tools for woodworking - Safety requirements - Part 3: Clamping devices)
EH 894-1:1997 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 1. Общие основы взаимодействия человека со средствами отображения информации и органами управления (EN 894-1:1997, Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators)
EH 894-2:1997 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Дисплеи (EN 894-2:1997, Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 2: Displays)
EH 894-3:2000 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 3. Исполнительные механизмы системы управления (EN 894-3:2000, Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 3: Control actuators)
EH 982:1996 Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика (EN 982:1996, Safety of machinery - Safety requirements for fluid power systems and their components - Hydraulics)
EH 983:1996 Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика (EN 983:1996, Safety of machinery - Safety requirements for fluid power systems and their components - Pneumatics)
EH 1005-1:2001 Безопасность машин. Физические возможности человека. Часть 1. Термины и определения (EN 1005-1:2001, Safety of machinery - Human physical performance - Part 1: Terms and definitions)
EH 1005-2:2003 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами (EN 1005-2:2003, Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery)
EH 1005-3:2002 Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий для работы на машинах (EN 1005-3:2002, Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation)
EH 1005-4:2005 Безопасность машин. Физические возможности человека. Часть 4. Оценка поз и перемещений оператора относительно машины во время работы (EN 1005-4:2005, Safety of machinery - Human physical performance - Part 4: Evaluation of working postures and movements in relation to machinery)
EH 1037:1995 Безопасность машин. Предотвращение неожиданного пуска (EN 1037:1995, Safety of machinery - Prevention of unexpected start-up)
EH 1088:1995 Безопасность машин. Блокировочные устройства, связанные с ограждениями. Принципы конструирования и выбора (EN 1088:1995, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection)
EH 50178:1997 Оборудование для силовых электроустановок с электронной технологической оснасткой (EN 50178:1997, Electronic equipment for use in power installations)
EH 50370-1:2005 Электромагнитная совместимость (EMC). Изделия, установленные на станках. Часть 1. Излучение (EN 50370-1:2005, Electromagnetic compatibility (EMC) - Product family standard for machine tools - Emission)
EH 50370-2:2003 Электромагнитная совместимость (EMC). Изделия, установленные на станках. Часть 2. Защищенность (EN 50370-2:2003, Electromagnetic compatibility (EMC) - Product family standard for machine tools - Immunity)
EH 60204-1:2006 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования (МЭК 60204-1:2005, модифицированный) (EN 60204-1:2006, Safety of machinery - Electrical equipment of machines - Part 1: General requirements (IEC 60204-1:2005 modified))
EH 60439-1:1999/A1:2004 Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть 1. Узлы, подвергаемые полным или частичным типовым испытаниям (МЭК 60439-1:2004) (EN 60439-1:1999/А1:2004, Safety of machinery - Electrical equipment of machines - General requirements) (IEC 60439-1:2004)
EH 60529:1991 Степени защиты, обеспечиваемые оболочками (IP-код) (МЭК 60529:1989) (EN 60529:1991, Degrees of protection provided by enclosures (IP code) (IEC 60529:1989)
EH 60825-1:1994 Безопасность лазерных устройств. Часть 1. Классификация оборудования, требования и руководство по эксплуатации (МЭК 60825-1:1993) (EN 60825-1:1994, Safety of laser products - Part 1: Equipment classification, requirements and user’s guide (IEC 60825-1:1993))
EH 61496-1:2004 Безопасность машин. Электрочувствительное защитное оборудование. Часть 1. Общие требования и испытания (МЭК 61496-1:2004, модифицированный) (EN 61496-1:2004, Safety of machinery - Electro-sensitive protective equipment - General requirements and tests (IEC 61496-1:2004 modified))
EH 61508-3:2001 Безопасность машин. Функциональная безопасность электрических, электронных и программируемых электронных систем, связанных с обеспечением безопасности. Часть 3. Требования к программному обеспечению (МЭК 61508-3:1998 + Поправка 1999) (EN 61508-3:2001, Functional safety of electrical/electronic/programmable electronic safety-related systems - Part 3: Software requirements (IEC 61508-3:1998 + Corrigendum 1999))
EH 62061:2005 Безопасность машин. Функциональная безопасность электрических, электронных и программируемых электронных систем, связанных с обеспечением безопасности (МЭК 62061:2005) (EN 62061:2005, Safety of machinery - Functional safety of safety-related electrical, electronic and programmable electronic control systems (IEC 62061:2005))
EH ИСО 3743-1:1995 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых перемещаемых источников шума в реверберационных полях. Часть 1. Сравнительный метод для твердостенных испытательных камер. (ИСО 3743-1:1994) (EN ISO 3743-1:1995, Acoustics - Determination of sound power levels of noise sources - Engineering methods for small, movable sources in reverberant fields - Part 1: Comparison for hard-walled test rooms (ISO 3743-1:1994))
EH ИСО 3743-2:1996 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых перемещаемых источников шума в реверберационных полях. Часть 2. Методы испытаний для специальных реверберационных камер (ИСО 3743-2:1994) (EN ISO 3743-2-1996, Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering methods for small, movable sources in reverberant fields - Part 2. Methods for special reverberation test rooms (ISO 3743-2-1994))
EH ИСО 3744:1995 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью (ИСО 3744:1994) (EN ISO 3744:1995, Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering method in an essentially free field over a reflecting plane (ISO 3744:1994))
EH ИСО 3745:2003 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Точные методы для заглушенных и полузаглушенных камер (ИСО 3745:2003) (EN ISO 3745:2003, Acoustics - Determination of sound power levels of noise sources using sound pressure - Precision methods for anechoic and hemi-anechoic rooms (ISO 3745:2003))
EH ИСО 3746:1995 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью (ИСО 3746:1995) (EN ISO 3746-1995, Acoustics - Determination of sound power levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane (ISO 3746:1995))
EH ИСО 4871:1996 Акустика. Декларация и проверка значений шумовых характеристик машин и оборудования (ИСО 4871:1996) (EN ISO 4871:1996, Acoustics - Declation and verification of noise emission values of machinery and equipment (ISO 4871:1996))
EH ИСО 9614-1:1995 Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Часть 1. Измерение в дискретных точках (ИСО 9614-1:1993) (EN ISO 9614-1:1995, Acoustics - Determination of sound power levels of noise sources using sound intensity - Part 1: Measurement at discrete points (ISO 9614-1:1993))
EH ИСО 11202:1995 Акустика. Уровень шума машин и оборудования. Измерение уровней звукового давления на рабочем месте и в других контрольных точках. Метод измерения на рабочем месте (ИСО 11202:1995) (EN ISO 11202:1995, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and at other specified positions; survey method in situ (ISO 11202:1995))
EH ИСО 11204:1995 Акустика. Уровень шума машин и оборудования. Измерение уровней звукового давления на рабочем месте и в других контрольных точках. Метод с коррекцией на окружающую среду (ИСО 11204:1995) (EN ISO 11204:1995, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and at other specified positions; method requiring environmental corrections (ISO 11204:1995))
ИСО 11688-1:1995 Акустика. Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование (ИСО/ТО 11688-1:1995) (EN ISO 11688-1:1998, Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 1: Planning (ISO/TR 11688:1995)
EH ИСО 12100-2:2003 Безопасность машин. Основные понятия, общие принципы конструирования. Часть 2. Технические принципы (ИСО 12100-2:2003) (EN ISO 12100-2:2003, Safety of machinery - Basic concepts, general principles for design - Part 2: Technical principles (ISO 12100-2:2003)
EH ИСО 13849-1:2006 Безопасность машин. Элементы систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы для проектирования (ИСО 13849-1:2006) (EN ISO 13849-1:2006, Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (ISO 13849-1:2006))
EH ИСО 13849-2:2003 Безопасность машин. Элементы систем управления, связанные с обеспечением безопасности. Часть 2. Валидация (ИСО 13849-2:2003) (EN ISO 13849-2:2003, Safety of machinery - Safety-related parts of control systems - Part 2: Validation (ISO 13849-2:2003))
EH ИСО 13850:2006 Безопасность машин. Аварийная остановка. Принципы для проектирования (ИСО 13850:2006) (EN ISO 13850:2006, Safety of machinery - Emergency stop - Principles for design (ISO 13850:2006))
EH ИСО 13857:2008 Безопасность машин и механизмов. Безопасные расстояния для обеспечения недоступности опасных зон для верхних и нижних конечностей (ИСО 13857:2008) (Safety of machinery - Safety distances to prevent hazard zones being reached by upper and lower limbs (ISO 13857:2008))
ИСО 7960:1995 Шум, распространяющийся по воздуху при работе станков. Условия эксплуатации деревообрабатывающих станков (ISO 7960:1995, Airborne noise emitted by machine tools - Operating conditions for woodworking machines)
ГД 22.4 C4:2004 Силовые кабели номинальным напряжением до 450/750 В включительно с изоляцией из сшитого полиэтилена. Провода и гибкие кабели (HD 22.4 S4: 2004, Cables of rated voltages up to and including 450/750 V and having crosslinked insulation - Part 4: Cords and flexibles cables)
3 Термины и определения
В настоящем стандарте применяются термины и определения по ЕН ИСО 12100-1, а также следующие термины с соответствующими определениями:
3.1 круглопильный универсальный станок (circular saw bench): Станок с ручной подачей обрабатываемого материала, оснащенный одной дисковой пилой, закрепленной на шпинделе во время операции пиления, и горизонтальным столом, который является неподвижным во время обработки или имеет перемещаемую часть стола в виде каретки.
Примечание 1 - Дисковая пила установлена на горизонтальном шпинделе приводного двигателя, размещенного под столом. Станок может иметь любое из следующих основных устройств:
a) устройство для подъема и опускания дисковой пилы сквозь прорезь (паз) в столе;
b) устройство для наклона дисковой пилы при пилении под углом;
c) станина станка под столом может быть открытая (например, как у круглопильных станков для строительной площадки) или закрытая;
d) дополнительный передвижной стол (каретка), перемещаемый вручную, не касающийся дисковой пилы (далее - передвижной стол);
e) устройство для выполнения надпилов на поверхности нижней пласти обрабатываемой заготовки;
f) устройство для выборки паза.
Примечание 2 - Круглопильные универсальные станки без подвижного стола могут быть оборудованы съемным механическим устройством подачи.
Примечание 3 - На рисунке 1 представлен круглопильный универсальный станок и указаны его основные узлы и детали.

1 - расклинивающий нож; 2 -
ограждение (кожух) дисковой пилы;
3 - держатель ограждения дисковой пилы; 4 - неподвижное
ограждение под столом станка;
5 - продольная направляющая линейка; 6 - поперечная направляющая
линейка;
7 - вставка (вкладыш) стола станка; 8 - стол станка; 9 -
удлинитель стола; 10 - органы управления;
11 - патрубок для отсоса стружки и пыли; 12 - ручной толкатель;
13 - маховик регулировки высоты пропила; 14 - передвижной стол
(каретка);
15 - направляющая штанга
для перемещения передвижного стола (каретки)
Рисунок 1 - Пример круглопильного универсального станка
3.2 станок круглопильный форматный (dimension saw): Круглопильный универсальный станок с ручной подачей, который имеет встроенный передвижной стол, предназначенный для пиления в заданный размер обрабатываемой заготовки, примыкающей к полотну дисковой пилы, и который может иметь устройство для надпила пост-форминга кромки обрабатываемой заготовки перед пилением основной дисковой пилой (далее - устройство для надпила пост-форминга).
Примечание - На рисунке 2 представлен круглопильный форматный станок и указаны его основные узлы и детали.

1 - расклинивающий нож; 2 -
ограждение (кожух) дисковой пилы;
3 - держатель ограждения дисковой пилы; 4 - неподвижное
ограждение под столом станка;
5 - продольная направляющая линейка; 6 - башмак для прижима
обрабатываемой заготовки или упорный
угольник; 7 - вставка (вкладыш) стола станка; 8 - стол станка; 9
- удлинитель стола станка;
10 - органы управления; 11 - патрубок для отсоса стружки и пыли; 12
- ручной толкатель;
13 - встроенный передвижной стол, примыкающий к полотну дисковой пилы
Рисунок 2 - Пример круглопильного форматного станка
3.3 станок круглопильный для строительной площадки (building site saw): Круглопильный универсальный станок с ручной подачей без приспособлений, перечисленных в 3.1 [примечание 1, перечисления b), e) и f)], обычно с открытой станиной, со встроенным приспособлением для подъема станка (например, проушины для подъема), предназначенный для работы на открытых площадках, не защищенных от атмосферных факторов.
Примечание 1 - На рисунке 3 представлен круглопильный станок для строительной площадки и указаны основные узлы и детали станка.

1 - расклинивающий нож; 2 -
ограждение (кожух) дисковой пилы; 3 - держатель ограждения дисковой
пилы; 4 - неподвижное ограждение дисковой пилы под столом станка; 5
- продольная направляющая
линейка; 6 - поперечная направляющая линейка; 7 - стол станка; 8
- органы управления;
9 - ручной толкатель; 10 - удлинитель стола станка; 11 -
вставка (вкладыш) стола станка;
12 - патрубок для отсоса стружки и пыли
Рисунок 3 - Пример круглопильного станка для строительной площадки
3.4 надпил (scoring): Сделанный неглубокий пропил на поверхности нижней пластины обрабатываемой заготовки глубиной, достаточной для прохождения через любую толщину шпона или облицовочного слоя на обрабатываемой заготовке, с тем, чтобы предотвратить повреждение на поверхности заготовки при пилении основной дисковой пилой.
3.5 дисковая пила для надпила (scoring saw blade): Дисковая пила, установленная перед основной дисковой пилой, которая выполняет надпил на нижней пласти обрабатываемой заготовки (рисунок 4) (далее - подрезная пила).

1 - подрезная дисковая пила; 2 - основная дисковая пила; 3 - ограждение пилы ниже стола станка
Рисунок 4 -
Пример основной и подрезной дисковых пил
(ограждение дисковой пилы над столом станка не показано)
3.6 пост-форминг кромки перед пилением (post-formed edge pre-cutting): Предварительно нанесенный надпил на закругленной задней кромке обрабатываемой заготовки глубиной, достаточной для предотвращения повреждения поверхности заготовки при пилении основной дисковой пилой (далее - надпил пост-форминга).
3.7 дисковая пила для пост-форминга кромки перед пилением (post-formed edge pre-cutting saw blade): Дисковая пила, используемая для надреза пост-форминга кромки перед пилением основной дисковой пилой (далее - дисковая пила для надпила пост-форминга).
Примечание - Для этой цели может быть использована подрезная дисковая пила или отдельная дисковая пила, специально предусмотренная для этого.
3.8 быстродействующее устройство для крепления (фиксации) дисковой пилы (quick saw blade clamping device): Съемное устройство для крепления (фиксации) дисковой пилы на шпинделе, например, с использованием инструментального конуса.
Примечание - Зажим и разжим пилы механизированы, например, посредством использования пружины или пневматической, или гидравлической энергии, что позволяет обойтись без применения вспомогательного инструмента.
3.9 выборка паза (grooving): Неглубокий пропил, выполненный на поверхности обрабатываемой заготовки основной дисковой пилой или фрезерным инструментом.
3.10 привод станка (machine actuator): Исполнительный силовой механизм, обеспечивающий приведение в действие станка или рабочих органов станка.
3.11 ручная подача (hand feed): Ручная загрузка и/или ручная установка и подача обрабатываемой заготовки в зону резания в процессе обработки.
Примечание 1 - Ручная подача может включать в себя использование перемещаемого вручную передвижного стола (каретки), на котором вручную устанавливают и закрепляют обрабатываемую заготовку, а также использование съемного механизма подачи, например автоподатчика.
Примечание 2 - В качестве примера на рисунке 5 показан способ осуществления ручной подачи на круглопильном форматном станке.

1 - обрабатываемая заготовка; 2
- встроенный подвижный стол;
3 - направление подачи обрабатываемой заготовки
Рисунок 5 - Пример станка круглопильного форматного с ручной подачей
3.12 съемный механизм подачи (demountable power feed unit): Механизм подачи, который устанавливают на станке таким образом, что его можно снять с рабочего места или повернуть в нерабочее положение без помощи вспомогательного инструмента.
3.13 стационарный станок (stationery machine): Станок, предназначенный для установки и закрепления на полу рабочего помещения и неподвижный во время работы.
3.14 передвижной станок (displaceable machine): Станок, устанавливаемый на полу рабочего помещения, неподвижный во время работы и оборудованный устройством, обычно колесами, позволяющими передвигать его на другое место.
3.15 приспособление, обеспечивающее безопасность при ручной подаче заготовки (safety appliance): Дополнительное приспособление, которое не является встроенной частью станка, но которое способствует оператору в безопасной подаче обрабатываемой заготовки на станках с ручной подачей, например ручной толкатель для надвигания мелких обрабатываемых заготовок под вращающийся инструмент и для удаления заготовки из зоны резания после обработки.
3.16 устройство для клиновидного резания (wedge cutting device): Встроенное устройство для пиления обрабатываемой заготовки под углом по отношению к плоскости дисковой пилы и направлению подачи заготовки на круглопильных станках для строительной площадки.
Примечание - На рисунке 6 показан пример устройства для клиновидного резания.

1 - устройство для клиновидного резания; 2 - ручной толкатель (направляющая колодка)
Рисунок 6 - Пример устройства для клиновидного резания
3.17 отдача (kickback): Особая форма выброса в процессе обработки, выраженная в неконтролируемом резком движении обрабатываемой заготовки или ее частей против направления подачи заготовки.
3.18 время выбега без торможения (un-braked run-down time): Время от приведения в действие командного устройства остановки станка до полной остановки вращения шпинделя без включения тормозного устройства (если оно установлено).
3.19 время выбега с торможением (braked run-down time): Время, прошедшее от приведения в действие командного устройства остановки станка и тормозного устройства до полной остановки вращения шпинделя.
3.20 программируемый логический контроллер, обеспечивающий безопасность; PLC (safety programmable logic controller (PLC)): Программируемый логический контроллер, обеспечивающий безопасность при работе на станке, имеющий требуемую категорию в соответствии с ЕН ИСО 13849-1.
3.21 электрическая система управления, связанная с обеспечением безопасности; SRECS (safety related electrical control system (SRECS)): Электрическая часть системы управления, обеспечивающая безопасную работу станка, сбои в которой могут привести к возникновению опасных ситуаций (см. ЕН 62061, пункт 3.2.4).
3.22 встроенное программное обеспечение (embedded software): Программное обеспечение, являющееся частью системы, поставляемой изготовителем, недоступное для изменения пользователем.
Примечание 1 - Встроенное программное обеспечение согласно ЕН 62061 (пункт 3.2.47) называют также фирменным или системным программным обеспечением.
Примечание 2 - «Изготовитель» означает «изготовитель системы».
Примечание 3 - Для примера - система управления изменением частоты вращения шпинделя.
3.23 прикладное программное обеспечение (application software): Специальное программное обеспечение, предназначенное для применения в системе SRECS, содержащее логические последовательности, пределы и выражения для управления соответствующими выходами, а также решения, необходимые для выполнения системой SRECS своих функций (см. ЕН 62061, пункт 3.2.46).
Примечание - Для примера - программа для PLC, обеспечивающая безопасность при работе на станке.
3.24 информация поставщика (information from the supplier): Официальные документы, материалы продаж, проспекты или другие документы, в которых изготовитель (или поставщик) декларирует характеристики и другие данные на продукцию либо подтверждает соответствие продукции соответствующему стандарту.
4 Перечень основных видов опасностей
В данном разделе рассмотрены основные виды опасностей, опасных ситуаций и опасных случаев (далее - основные опасности) в том порядке, в котором они перечислены в ЕН 1050 (приложение А), характерные по результатам оценки рисков для станков, указанных в разделе 1. В настоящем стандарте рассмотрены эти основные виды опасностей и установлены требования безопасности и/или защитные меры по устранению этих опасностей и снижению рисков, а также приведены ссылки на другие соответствующие стандарты (см. раздел 5).
В таблицах 1 - 3 представлен перечень основных видов опасностей в соответствии с ЕН 1050 (приложение А) и указаны соответствующие пункты ЕН ИСО 12100 (части 1 и 2) и пункты настоящего стандарта, содержащие защитные меры по обеспечению безопасности и снижению рисков для станков, указанных в разделе 1.
Таблица 1 - Перечень основных видов опасностей. Станки круглопильные универсальные
|
Раздел, пункт и наименование вида опасности по ЕН 1050 (приложение А) |
Обеспечение безопасности |
||
|
Пункт в ЕН ИСО 12100 |
Пункт в настоящем стандарте |
||
|
Часть 1 |
Часть 2 |
||
|
1 Механические опасности |
|||
|
от воздействия: |
|||
|
- элементов машины и заготовок в зависимости от: |
|||
|
a) формы |
4.2 |
4.2.1, 4.2.2, 5 |
|
|
b) относительного расположения |
|||
|
d) массы и скорости (кинетической энергии элементов при управляемом и неуправляемом движении) |
|||
|
е) неадекватной механической прочности |
|||
|
Приложение С |
|||
|
Приложение D |
|||
|
Приложение F |
|||
|
Приложение G |
|||
|
- накопленной потенциальной энергии внутри машины, например: |
|||
|
f) упругими элементами (пружинами) |
4.2 |
4.10, 5.5.4 |
|
|
1.1 Опасность раздавливания |
4.2.1 |
5.2.3, 5.2.4, 5.2.5, 5.2.8, 5.3.4, 5.3.6, 5.3.7, 5.3.8, 5.3.9, 5.4.13, 6.3 |
|
|
1.2 Опасность пореза, ранения |
5.2.3, 5.2.4, 5.2.5, 5.2.8, 5.3.4, 5.3.6, 5.3.7, 5.3.8, 5.3.9, 5.4.13, 6.3 |
||
|
1.3 Опасность разрезания или разрыва |
4.2.1 |
5.2.3, 5.2.4, 5.2.5, 5.2.8, 5.3.4, 5.3.5, 5.3.7, 5.4.13, 6.3 |
|
|
1.4 Опасность запутывания |
5.2.3, 5.2.4, 5.2.5, 5.2.8, 5.3.4, 5.3.6, 5.3.7, 5.4.13, 6.3 |
||
|
1.5 Опасность затягивания или попадания в ловушку |
5.2.3, 5.2.4, 5.2.5, 5.2.8, 5.3.4, 5.3.6, 5.3.7, 5.4.13, 6.3 |
||
|
1.6 Опасность удара |
5.2.3, 5.2.4, 5.2.5, 5.2.8, 5.3.4, 5.3.6, 5.3.7, 5.4.13, 6.3 |
||
|
1.8 Опасность, обусловленная трением или истиранием |
|||
|
1.9 Опасность от выбрасывания жидкости под высоким давлением |
|||
|
2 Электрические опасности вследствие: |
|||
|
2.1 контакта с токоведущими частями (прямой контакт) |
4.3 |
4.9, 5.5.4 |
|
|
2.2 контакта с частями, которые в неисправном состоянии находятся под напряжением (косвенный контакт) |
4.3 |
4.9 |
|
|
2.4 статическое электричество |
4.3 |
4.9 |
|
|
4 Опасности от шума, выражающиеся в: |
|||
|
4.1 Потере слуха (глухота), других расстройствах (например, в потере равновесия, ослаблении внимания) |
4.5 |
4.2.2, 5 |
|
|
4.2 Ухудшении восприятия речи, звуковых сигналов и т.п. |
|||
|
6 Опасности, вызываемые излучением: |
|||
|
6.5 Лазеры |
4.7 |
||
|
7 Опасности от материалов и веществ (или их составляющих), используемых или выделяемых машиной: |
|||
|
7.1 Опасности от контакта или вдыхания паров вредных жидкостей, газов, пыли, тумана, дыма |
|||
|
7.2 Опасности воспламенения или взрыва |
|||
|
8 Опасности, возникающие из-за пренебрежения принципами эргономики при конструировании машины от: |
|||
|
8.1 Вредных для здоровья поз, связанных с чрезмерным напряжением тела |
4.9 |
4.7, 4.8.2, 4.11.12, 5.5.5, 5.5.6 |
|
|
8.2 Несоответствия анатомическим возможностям рук и ног человека |
4.9 |
4.8.3 |
|
|
8.4 Неадекватного местного освещения |
4.9 |
4.8.6 |
|
|
8.5 Психических нагрузок, стрессов |
4.9 |
4.8.5 |
|
|
8.6 Ошибок в поведении людей |
4.9 |
4.8, 4.11.8, 4.11.10, |
|
|
5.5.2, 6 |
|||
|
8.7 Неадекватной конструкции, расположения или опознания органов управления |
4.8.7, |
||
|
4.11.8 |
|||
|
8.8 Неадекватной конструкции или неправильного расположения средств отображения информации |
4.8.2, 6.2 |
||
|
9 Комбинация опасностей |
4.11 |
5.2.3, 5.2.5, 5.2.6, 5.2.7, 5.2.10, 5.3.5, 5.3.7, 5.4.10, 5.4.11 |
|
|
10 Неожиданные пуски, повороты, прокручивания (или любые подобные нештатные состояния) от: |
|||
|
10.1 Неполадок или повреждения системы управления |
4.11, 5.5.4 |
||
|
10.2 Возобновления энергоснабжения после прерывания |
4.11.4 |
||
|
10.3 Внешнего воздействия на электрооборудование |
4.11.11 |
||
|
приложение J |
|||
|
10.5 Неполадок и ошибки программно-математического обеспечения |
4.11.7 |
Приложение J |
|
|
10.6 Ошибок оператора (вследствие несоответствия машины характеристикам и возможностям человека) |
4.9 |
4.8, 4.11.8, 4.11.10, 5.5.2, 6 |
|
|
11 Невозможность остановки машины или остановки в желаемый момент |
4.11.1, 4.11.3, 5.5.2 |
||
|
12 Нарушение скорости вращения инструмента |
4.2.2, 4.3 |
||
|
13 Нарушение энергоснабжения |
4.11.1, 4.11.4 |
||
|
14 Сбои в системе управления |
4.11, 5.5.4 |
||
|
15 Ошибки монтажа |
4.9 |
4.7, 6.5 |
|
|
16 Разрушения в процессе работы |
4.2.2 |
4.3 |
|
|
17 Падение или выброс предметов или жидкостей |
4.2.2 |
4.3, 4.10 |
|
|
18 Потеря устойчивости, опрокидывание машины |
4.2.2 |
5.2.6 |
|
Таблица 2 - Перечень основных опасностей. Станки круглопильные форматные
|
Раздел, пункт и наименование вида опасности по ЕН 1050 (приложение А) |
Обеспечение безопасности |
||
|
Пункт в ЕН ИСО 12100 |
Пункт в настоящем стандарте |
||
|
Часть 1 |
Часть 2 |
||
|
1 Механические опасности от воздействия: |
|||
|
- элементов машины и заготовок в зависимости от: |
|||
|
a) формы |
4.2 |
4.2.1, 4.2.2, 5 |
|
|
b) относительного расположения |
|||
|
d) массы и скорости (кинетической энергии элементов при управляемом и неуправляемом движении) |
|||
|
е) неадекватной механической прочности |
|||
|
приложение С |
|||
|
приложение D |
|||
|
приложение F |
|||
|
приложение G |
|||
|
- накопленной потенциальной энергии внутри машины, например: |
|||
|
f) упругими элементами (пружинами) |
4.2 |
4.10, 5.5.4 |
|
|
1.1 Опасность раздавливания |
4.2.1 |
5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.8, 5.3.4, 5.3.6, 5.3.7, 5.3.8, 5.3.9, 5.4.13, 6.3 |
|
|
1.2 Опасность ранения |
4.2.1 |
5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.8, 5.3.4, 5.3.5, 5.3.6, 5.3.7, 5.3.8, 5.3.9, 5.4.13, 6.3 |
|
|
1.3 Опасность разрезания или разрыва |
5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.8, 5.3.4, 5.3.5, 5.3.6, 5.3.7, 5.3.9, 5.4.13, 6.3 |
||
|
1.4 Опасность запутывания |
5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.8, 5.3.4, 5.3.6, 5.3.7, 5.4.13, 6.3 |
||
|
1.5 Опасность затягивания, захвата |
5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.8, 5.3.4, 5.3.6, 5.3.7, 5.4.13, 6.3 |
||
|
1.6 Опасность удара |
5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.8, 5.3.4, 5.3.6, 5.3.7, 5.4.13, 6.3 |
||
|
1.8 Опасности, обусловленные трением или истиранием |
|||
|
1.9 Опасность, обусловленная выбросом жидкости, находящейся под высоким давлением |
|||
|
2 Электрические опасности вследствие: |
|||
|
2.1 Контакта с токоведущими частями (прямой контакт) |
4.3 |
4.9, 5.5.4 |
|
|
2.2 Контакта с частями, которые в неисправном состоянии находятся под напряжением (косвенный контакт) |
4.3 |
4.9 |
|
|
2.4 Статического электричества |
4.3 |
4.9 |
|
|
4 Опасности от шума, выражающиеся в: |
|||
|
4.1 Потере слуха (глухоте), других физиологических расстройствах (например, в потере равновесия, ослаблении внимания) |
4.5 |
4.2.2, 5 |
|
|
4.2 Ухудшении восприятия речи, звуковых сигналов и т.п. |
|||
|
6 Опасности, вызванные излучением: |
|||
|
6.5 Лазеры |
4.7 |
||
|
7 Опасности от материалов и веществ (или их составляющих), используемых или выделяемых машиной: |
|||
|
7.1 Опасности от контакта или вдыхания паров вредных жидкостей, газов, пыли, тумана, дыма |
|||
|
7.2 Опасности возгорания или взрыва |
|||
|
8 Опасности, возникающие от пренебрежения принципами эргономики при конструировании машины от: |
|||
|
8.1 Вредных для здоровья поз, связанных с чрезмерным напряжением тела |
4.9 |
4.7, 4.8.2, 4.11.12, 5.5.5, 5.5.6 |
|
|
8.2 Несоответствия анатомическим возможностям рук и ног человека |
4.9 |
4.8.3 |
|
|
8.4 Неадекватного местного освещения |
4.9 |
4.8.6 |
|
|
8.5 Психических нагрузок, стрессов |
4.9 |
4.8.5 |
|
|
8.6 Ошибок в поведении людей |
4.9 |
4.8, 4.11.8, 4.11.10, 5.5.2, 6 |
|
|
8.7 Неадекватной конструкции, расположения или опознания органов управления |
4.8.7, 4.11.8 |
||
|
8.8 Неадекватной конструкции или расположения средств отображения информации |
4.8.2, 6.2 |
||
|
9 Комбинация опасностей |
4.11 |
||
|
10 Неожиданные пуски, повороты, прокручивания (или любые подобные нештатные состояния) от: |
|||
|
10.1 Неполадок или повреждения систем управления |
4.11, 5.5.4 |
||
|
10.2 Возобновления энергоснабжения после его прерывания |
4.11.4 |
||
|
10.3 Внешнего воздействия на электрооборудование |
4.11.11 |
||
|
приложение J |
|||
|
10.5 Неполадок и ошибок программно-математического обеспечения |
4.11.7 |
Приложение J |
|
|
10.6 Ошибок оператора (вследствие несоответствия машины характеристикам и возможностям человека) |
4.9 |
4.8, 4.11.8, 4.11.10, 5.5.2, 6 |
|
|
11 Невозможность остановки машины и остановки в желаемый момент |
4.11.1, 4.11.3, 5.5.2 |
||
|
12 Нарушение скорости вращения инструмента |
4.2.2, 4.3 |
||
|
13 Нарушение энергоснабжения |
4.11.1, 4.11.4 |
||
|
14 Сбои в системе управления |
4.11, 5.5.4 |
||
|
15 Ошибки монтажа |
4.9 |
4.7, 6.5 |
|
|
16 Разрушения в процессе работы |
4.2.2 |
4.3 |
|
|
17 Падение или выброс предметов или жидкостей |
4.2.2 |
4.3, 4.10 |
|
|
18 Потеря устойчивости, опрокидывание машины |
4.2.2 |
5.2.6 |
|
Таблица 3 - Перечень основных опасностей. Круглопильные станки для строительной площадки
|
Раздел, пункт и наименование вида опасности по ЕН 1050 (приложение А) |
Обеспечение безопасности |
||
|
Пункт в ЕН ИСО 12100 |
Пункт в настоящем стандарте |
||
|
Часть 1 |
Часть 2 |
||
|
1. Механические опасности от воздействия: |
|||
|
- элементов машин и заготовок в зависимости от: |
|||
|
a) формы |
4.2 |
4.2.1, 4.2.2, 5 |
|
|
b) относительного расположения |
|||
|
d) массы и скорости (кинетической энергии элементов при управляемом и неуправляемом движении) |
|||
|
приложение А, |
|||
|
приложение С, |
|||
|
приложение D, |
|||
|
приложение F, |
|||
|
приложение G |
|||
|
- накопленной потенциальной энергии внутри машины, например: |
|||
|
f) упругими элементами (пружинами) |
4.2 |
4.10, 5.5.4 |
|
|
1.1 Опасность раздавливания |
4.2.1 |
5.2.3, 5.2.4, 5.2.5, 5.3.4, 5.3.5, 5.3.7, 5.3.8, 5.3.9, 5.4.13, 6.3 |
|
|
1.2 Опасность ранения |
4.2.1 |
5.2.3, 5.2.4, 5.2.5, 5.3.4, 5.3.5, 5.3.7, 5.3.8, 5.3.9, 5.4.13, 6.3 |
|
|
1.3 Опасность разреза или разрыва |
|||
|
1.4 Опасность запутывания |
|||
|
1.5 Опасность затягивания, захвата |
|||
|
1.8 Опасности, обусловленные трением или истиранием |
|||
|
2 Электрические опасности вследствие: |
|||
|
2.1 Контакта с токоведущими частями (прямой контакт) |
4.3 |
4.9, 5.5.4 |
|
|
2.2 Контакта с частями, которые в неисправном состоянии находятся под напряжением (косвенный контакт) |
4.3 |
4.9 |
|
|
2.4 Статического электричества |
4.3 |
4.9 |
|
|
4 Опасности от шума, выражающиеся в: |
|||
|
4.1 Потере слуха (глухоте), других физиологических расстройствах (например, в потере равновесия, ослаблении внимания) |
4.5 |
4.2.2, 5 |
|
|
4.2 Ухудшении восприятия речи, звуковых сигналов и т.п. |
|||
|
7 Опасности от материалов и веществ (или их составляющих), используемых или выделяемых машиной |
|||
|
7.1 Опасности от контакта или вдыхания паров вредных жидкостей, газов, пыли, тумана, дыма |
4.8 |
4.3, перечисление b), 4.4 |
|
|
7.2 Опасности воспламенения или взрыва |
|||
|
8 Опасности, возникающие от пренебрежения принципами эргономики при конструировании машины от: |
|||
|
8.1 Вредных для здоровья поз, связанных с чрезмерным напряжением тела |
4.9 |
4.7, 4.8.2, 4.11.12, 5.5.5, 5.5.6 |
|
|
8.2 Несоответствия анатомическим возможностям рук и ног человека |
4.9 |
4.8.3 |
|
|
8.4 Неадекватного местного освещения |
4.9 |
4.8.6 |
|
|
8.5 Психических перегрузок, стрессов |
4.9 |
4.8.5 |
|
|
8.6 Ошибок в поведении людей |
4.9 |
4.8, 4.11.8, 4.11.10, 5.5.2, 6 |
|
|
8.7 Неадекватной конструкции, расположения или опознания органов управления |
4.8.7, 4.11.8 |
||
|
8.8 Неадекватной конструкции или расположения средств отображения информации |
4.8.2, 6.2 |
||
|
10 Неожиданные пуски, повороты, прокручивания (или любые подобные нештатные состояния) от: |
|||
|
10.1 Неполадок или повреждения систем управления |
4.11, 5.5.4 |
||
|
10.2 Возобновления энергоснабжения после его прерывания |
4.11.4 |
||
|
10.3 Внешнего воздействия на электрооборудование |
4.11.11 |
||
|
10.6 Ошибок оператора (вследствие несоответствия машины характеристикам и возможностям человека) |
4.9 |
4.8, 4.11.8, 4.11.10, 5.5.2, 6 |
|
|
11 Невозможность остановки машины постановки в желаемый момент |
4.11.1, 4.11.3, 5.5.2 |
||
|
13 Нарушение энергоснабжения |
4.11.1, 4.11.4 |
||
|
14 Сбои в системе управления |
4.11, 5.5.4 |
||
|
15 Ошибки монтажа |
4.9 |
4.7, 6.5 |
|
|
16 Разрушения в процессе работы |
4.2.2 |
4.3 |
|
|
17 Падение или выброс предметов или жидкостей |
4.2.2 |
4.3, 4.10 |
|
|
18 Потеря устойчивости, опрокидывание машины |
4.2.2 |
5.2.6 |
|
5 Требования безопасности и/или защитные меры
5.1 Общие положения
Станок должен соответствовать требованиям безопасности и/или защитным мерам, приведенным в данном разделе.
Примечание 1 - В отношении возможных, но неосновных опасностей, которые не рассмотрены в настоящем стандарте (например, острые кромки станины), проектирование станков следует осуществлять в соответствии с основными положениями ЕН ИСО 12100 (части 1 и 2).
Примечание 2 - Для принятия мер по снижению риска при проектировании следует руководствоваться ЕН ИСО 12100-2 (раздел 4), а для принятия предохранительных мер - ЕН ИСО 12100-2 (раздел 5).
5.2 Органы управления
5.2.1 Безопасность и надежность систем управления
5.2.1.1 Общие положения
Настоящий стандарт устанавливает требования безопасности ко всей системе управления станком - от исходного органа управления (например, рукоятки, позиционного переключателя или датчика) до конечного исполнительного механизма станка (например, двигателя или тормозного устройства).
Элементы системы управления станком, связанные с обеспечением безопасности, должны соответствовать требованиям нижеуказанных категорий безопасности по ЕН ИСО 13849-1 в соответствии со следующими выполняемыми функциями:
a) пуск и повторный пуск: категория 1 или 3 (см. 5.1.3);
b) предотвращение непреднамеренного повторного пуска: категория 1 или 3 (см. 5.2.3, 5.2.10);
c) рабочая остановка: категория 1 или 3 (см. 5.2.4);
d) аварийная остановка: категория 1 или 3 (см. 5.2.5);
e) блокировка ограждений: категория 1 или 3 (см. 5.3.7.2, 5.3.7.3);
f) блокировка функций: категория 1 или 3 (см. 5.2.3, 5.3.6.2.3, 5.3.7.3);
g) выбор режима: категория 1 или 3 (см. 5.2.6);
h) регулировка частоты вращения шпинделя дисковой пилы: категория 1 или 2 (см. 5.2.7);
i) изменение/слежение/обнаружение частоты вращения шпинделя дисковой пилы, если установлен бесступенчатый вариатор скорости: категория 2 (см. 5.2.7);
j) управление обратным ходом: категория 1 и 3 (см. 5.2.8, 5.2.10);
k) механическая регулировка скорости управляемых движений шпинделя дисковой пилы или направляющей линейки(ек): категория В (см. 5.2.8);
l) механическая регулировка управляемых перемещений: категория 1 (см. 5.2.8);
m) механическое управляемое перемещение встроенного передвижного стола на круглопильных форматных станках: категория 1 или 3 (см. 5.2.10);
n) торможение: категория В, 1 или 2 (см. 5.3.4.1);
o) устройство отключения: категория 1 или 3 (см. 5.2.8);
p) быстродействующее устройство крепления (зажима) или фиксации дисковой пилы: категория 1 (если механическое или пневматическое) или 3 (см. 5.3.3.4);
q) контроль системы механического прижима обрабатываемой заготовки: категория 1 (см. 5.3.8).
Примечание 1 - Если приведена более чем одна категория, требуемые данные о необходимом ее типе следует указывать в соответствующих разделах.
Если требуется выполнение категории 1, то применение более высокой категории 3 или 4 также обосновано. Если требуется выполнение категории 2, то применение категорий 3 и 4 также обосновано, если требуется выполнение категории 3, то применение категории 4 также обосновано.
Примечание 2 - Информация о комбинациях элементов системы управления, связанных с обеспечением безопасности с одинаковыми или различными категориями, дана в ЕН ИСО 13849-1 (пункт 6.3).
Контроль: проверка соответствующих чертежей и/или схем и визуальный контроль станка.
5.2.1.2 Применение успешно испытанных компонентов
Компоненты считаются успешно испытанными, если они соответствуют требованиям ЕН ИСО 13849-1 (пункт 6.2.4) (см. также приложение H).
Примечание 1 - Успешно испытанные электрические компоненты перечислены в ЕН ИСО 13849-2 (таблица 6.3).
Примечание 2 - Информация об оценке успешно испытанных компонентов, возможности исключения неисправностей и т.п. дана в ЕН ИСО 13849-2.
Контроль: проверка соответствующих чертежей и/или схем и визуальный контроль станка.
5.2.1.3 Применение электронных компонентов
Если используют электронные компоненты, должны быть выполнены требования, изложенные в приложении J.
Контроль: проверка соответствующих чертежей и/или схем и визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.2.1.4 Предохранительные устройства
Предохранительные устройства должны соответствовать специальным стандартам. Для устройств, перечисленных ниже, должны быть выполнены следующие требования:
a) электромагнитные бесконтактные переключатели должны соответствовать требованиям ЕН 1088 (пункт 6.2), а система управления должна соответствовать категории 3 по ЕН ИСО 13849-1;
b) элементы системы управления, обеспечивающие постоянный мониторинг того, чтобы повреждение любого компонента не приводило к непредусмотренному движению (пуску), изменению условий вращения шпинделя во время обработки, к невозможности остановки, должны соответствовать категории 3 по ЕН ИСО 13849-1;
c) устройство задержки времени (реле времени) должно быть выполнено либо способом, не дающим погрешности, например емкостного типа, либо должно соответствовать категории 3 по ЕН ИСО 13849-1.
Примечание 1 - Также см. 5.4.8 для требований ЕМС на круглопильный универсальный станок или круглопильный форматный станок.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
Примечание 2 - Для подтверждения характеристик компонентов могут быть использованы документы изготовителей компонентов.
5.2.2 Расположение органов управления
5.2.2.1 Общие положения
Все включаемые вручную органы управления электрических командных устройств должны быть расположены на высоте не менее 600 мм от уровня пола.
Устройство управления пуском шпинделя основной пилы (и шпинделя подрезной пилы) на станках круглопильных универсальных и станках круглопильных форматных и устройство управления пуском шпинделя подрезной пилы или шпинделя пилы для надреза пост-форминга на станках круглопильных форматных (если имеется) должны быть расположены рядом с одним из командных устройств управления остановкой дисковой пилы.
Устройство управления аварийной остановкой, требуемое по 5.2.5, должно быть расположено рядом с устройством управления пуском для дисковой пилы (пил), за исключением устройства управления пуском, расположенного на торцевом конце встроенного передвижного стола (если имеется).
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
5.2.2.2 Круглопильные универсальные станки без встроенного передвижного стола и круглопильные станки для строительной площадки
Для круглопильных универсальных станков, предназначенных для работы без передвижного стола, и для круглопильных станков для строительной площадки электрические устройства управления рабочей остановкой и аварийной остановкой (если предусмотрены, см. 5.2.5) должны быть расположены, как показано на рисунке 7 (заштрихованная площадь, обозначенная X или Y):
a) на позиции оператора(ов) и
b) либо позади стола, расположенного в закрепленном положении на расстоянии не менее 50 мм от поверхности стола станка и более чем 600 мм от уровня пола (рисунок 7, размер а), или
1) на передней стороне станка (площадь X) и занимать пространство не более половины длины стола L (рисунок 7, размер b), или
2) на торцевой стороне станка (площадь Y) до линии пиления;

a ³ 600 мм; b £ 1/2L
1 - линия пиления; L - длина стола станка; X - левая сторона площади
расположения органов управления;
Y - торцевая сторона площади
расположения органов управления (до линии резания)
Рисунок
7 - Пример расположения органов управления круглопильных универсальных
станков или круглопильных станков для строительной площадки
с) либо на подвижном пульте управления, закрепленном на станке и расположенном так, чтобы:
1) его лицевая поверхность находилась на расстоянии от переднего края стола станка не более 700 мм;
2) его нижняя поверхность находилась на расстоянии не более 1800 мм от уровня пола.
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
5.2.2.3 Круглопильные универсальные станки с передвижным столом
На круглопильных универсальных станках, оборудованных передвижным столом, электрические устройства управления рабочей и аварийной остановками (если предусмотрены, см. 5.2.4 и 5.2.5) должны быть расположены, как показано на рисунке 7 (заштрихованная площадь Y), или на перемещаемом пульте управления.
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
5.2.2.4 Круглопильные форматные станки
На круглопильных форматных станках электрические устройства управления рабочей и аварийной остановками (см. 5.2.4 и 5.2.5) должны быть расположены на неподвижной части станка (станине) или на подвижном пульте управления в заштрихованных зонах 1, 2, 3, 4, 5, как показано на рисунке 8 (зоны заштрихованных площадей, пронумерованные от 1 до 5) и в соответствии с требованиями таблицы 4.

1, 2, 3, 4, 5
- рекомендуемые места расположения органов управления;
![]() - задняя кромка передвижного стола; А -
наибольшее расстояние между задней кромкой
- задняя кромка передвижного стола; А -
наибольшее расстояние между задней кромкой
передвижного стола и предельным положением перемещаемого пульта управления;
B - наибольшее расстояние между
линией пиления дисковой пилы и предельным положением
перемещаемого пульта управления; С - расстояние между задним торцевым
концом передвижного стола
и передней кромкой неподвижного стола станка; L - ширина неподвижного стола
станка
Рисунок 8 - Расположение органов управления круглопильных форматных станков
Таблица 4 - Возможное расположение органов управления для рабочей остановки и аварийной остановки на круглопильных форматных станках
|
C, мм |
Без перемещаемого пульта управления |
С перемещаемым пультом управления |
||
|
В £ 850 мм |
В > 850 мм |
|||
|
А £ 1300 мм |
А > 1300 мм |
|||
|
0 £ C £ 300 |
2 или |
5 |
1 и 5 |
2 и 5 |
|
1 и 3, |
или |
|||
|
или |
2 и 5 |
|||
|
1 и 4 |
||||
|
C > 300 |
2 или |
5 |
1 и 5 |
1 и 3 и 5 |
|
1 и 3, |
или |
|||
|
или |
1 и 4 и 5 |
|||
|
1 и 4 |
||||
На круглопильных форматных станках с установленным дополнительным устройством(ами) управления для пуска двигателя привода дисковой пилы в этом же месте рядом должно быть расположено устройство для управления пуском и аварийной остановкой, расположенного в позиции 2 на рисунке 8 (см. также 5.2.6).
Отдельное устройство управления пуском или устройством для надпила пост-форминга кромки (если установлено согласно 5.2.6) должно быть расположено на круглопильных форматных станках на торцевом конце встроенного передвижного стола или как показано на рисунке 8 (позиции 1, 2 или 5) (см. также 5.3.6, 5.3.7.4.2).
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
Перед пуском станка все защитные ограждения, как указано в 5.3.7, должны быть установлены и приведены в рабочее состояние. Это достигается посредством блокирующих устройств, описанных в 5.3.7. Ограждения шпинделя инструмента и регулируемых направляющих без блокировки должны быть перед пуском отрегулированы [см. 6.3, перечисление d)].
Первоначальный или повторный пуск должен осуществляться только посредством предусмотренного для этих целей командного устройства.
Категория электрических цепей управления (также см. 5.2.1) для пуска и блокирующих устройств, как указано в 5.2.7, 5.2.8, 5.3.6, 5.3.7, должна соответствовать по ЕН ИСО 13849-1:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если цепи управления включают в себя электронные компоненты.
Если установлен узел для выполнения надпила на нижней пластине заготовки и/или надпила пост-форминга, двигатель привода шпинделя подрезной пилы или привода шпинделя пилы для надпила пост-форминга не должен включаться до включения двигателя привода основной дисковой пилы.
В станках с электрическим приводом должны быть выполнены требования ЕН 60204-1 (пункт 9.2.5.2), кроме исключения, указанного в ЕН 60204-1 (пункт 9.2.5.2).
Категория электрических цепей управления (см. также 5.2.1) для блокировки между пуском двигателя привода основной дисковой пилы и пуском двигателя привода подрезной пилы или двигателя привода дисковой пилы для надпила пост-форминга должна соответствовать по ЕН ИСО 13849-1 (см. также 5.2.6, 5.3.7):
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Разблокировка (отключение) заблокированных ограждений не должна приводить к автоматическому повторному пуску опасных движений. Для каждого повторного пуска требуется преднамеренное действие оператора.
См. также 5.3.3.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
Станок должен быть снабжен системой управления рабочей остановкой, позволяющей надежно и безопасно осуществлять полную остановку, как самого станка, так и съемного механизма подачи, если он установлен. Процесс рабочей остановки должен состоять из отключения от электропитания всех силовых приводов станка, за исключением прижима обрабатываемой заготовки.
Станок должен останавливаться при любом рабочем режиме.
Если на станке установлено управляемое механическое тормозное устройство, управление остановкой должно быть по категории 0 в соответствии с ЕН 60204-1 (пункт 9.2.2).
Если на станке установлен любой другой тип тормозного устройства, например электрическое тормозное устройство, управление остановкой должно быть по категории 1 в соответствии с ЕН 60204-1 (пункт 9.2.2).
Если имеется устройство управления рабочей остановкой по категории 1, последовательность остановки должна включать:
a) отключение электропитания от всех приводов и штепсельных разъемов (если предусмотрены), за исключением прижима обрабатываемой заготовки (если имеется), и действия тормозного устройства;
b) отключение электропитания от тормозного устройства (если установлено электрическое тормозное устройство) после полной остановки вращения шпинделя дисковой пилы, например путем использования задержки времени срабатывания в соответствии с 5.2.1.4, перечисление с).
Конструкция электрических цепей управления должна быть такой, чтобы соблюдалась последовательность для рабочей остановки. Если используется устройство задержки времени срабатывания, время задержки должно быть не менее максимального времени выбега с торможением. Время задержки должно быть фиксированным или устройство, регулирующее задержку времени, после установки времени задержки должно быть опломбировано.
Если установлена подрезная дисковая пила, остановка ее должна происходить только после включения устройства управления остановкой основной дисковой пилы.
На круглопильных форматных станках, снабженных дисковой пилой для надпила пост-форминга, действие управлением остановкой должно обеспечить не только остановку вращения дисковой пилы, но и опускание вниз пилы для надпила пост-форминга в исходное положение под столом (см. 5.3.7).
Категория электрических цепей управления (см. также 5.2.1) для рабочей остановки должна соответствовать по ЕН ИСО 13849-1:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Подробнее об остановке механических движений для регулировки пильного узла или направляющей линейки(ек) см. 5.2.8, 5.3.7.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
Следует выполнять требования ЕН ИСО 13850, а также следующие дополнительные требования:
Станки, имеющие более чем один приводной двигатель, должны быть оснащены устройством аварийной остановки, соответствующим требованиям ЕН 60204-1 (пункты 9.2.5.4.2 и 10.7). Устройство аварийной остановки при непосредственном воздействии на орган управления должно обладать плюсовым (положительным) размыканием.
Устройство аварийной остановки должно быть расположено в соответствии с 5.2.2.
Если станок оснащен механическим тормозным устройством, устройство управления аварийной остановкой должно быть категории 0 по ЕН 60204-1 (пункт 9.2.2).
Если станок оснащен другим типом тормозного устройства, например электрическим тормозным устройством, это устройство управления аварийной остановкой должно быть категории 1 по ЕН 60204-1 (пункт 9.2.2).
Если управление аварийной остановкой принято по категории 1, последовательность аварийной остановки должна быть такая же, как при рабочей остановке:
a) отключение электропитания от всех приводов и штепсельных разъемов (если предусмотрены), за исключением прижима обрабатываемой заготовки (если имеется), и действия тормозного устройства;
b) отключение электропитания от тормозного устройства (если установлено электрическое тормозное устройство) после остановки шпинделя дисковой пилы, например, путем использования реле времени для задержки времени в соответствии с 5.2.1.4, перечисление с).
Конструкция электрических цепей управления должна обеспечивать соблюдение требований последовательности аварийной остановки. Если используется устройство задержки времени, то время задержки должно быть не менее наибольшего времени выбега. Время задержки должно быть фиксированным или устройство, регулирующее задержку времени, после установки времени задержки должно быть опломбировано.
Категория электрических цепей управления (см. также 5.2.1) для аварийной остановки должна соответствовать по ЕН ИСО 13849-1:
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 3, если электрические цепи управления включают в себя электронные компоненты. Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
Станки круглопильные форматные с установленным пильным узлом для надпила пост-форминга должны быть оснащены переключателем выбора режима работы в соответствии с ЕН ИСО 12100-2 (пункт 4.11.10). Переключатель выбора режима работы должен иметь два положения: «Надпил с пост-формингом» и «Надпил без пост-форминга».
Переключатель выбора режима работы должен соответствовать следующим требованиям:
a) его система управления не должна выполнять команды других систем управления, за исключением команды аварийной остановки;
b) он должен быть фиксирован, например посредством механического ключа переключателя;
c) изменение режима работы не должно приводить в действие любое движение на станке, включая узел для надпила пост-форминга.
Если установлен режим работы «Надпил с пост-формингом», повторный пуск цикла «Надпил с пост-формингом», состоящий непосредственно из подъема и опускания вниз дисковой пилы для надпила пост-форминга, должен быть возможен только после появления сигнала об окончании процесса «Надпил с пост-формингом», при достижении задней кромкой обрабатываемой заготовки или встроенным передвижным столом соответствующего датчика (см. 5.3.7) путем включения специального устройства управления пуском или устройства введения в действие цикла «Надпил с пост-формингом» (см. 5.2.2, для блокировки).
Каждое включение устройства управления пуском или устройства введения в действие цикла «Надпил с пост-формингом» должно обеспечивать только один цикл процесса «Надрез с пост-формингом» не более чем через 30 с от момента включения соответствующих устройств, и при этом должен быть дан предупредительный сигнал, например, должна загораться сигнальная лампочка (см. также 6.1).
Категория электрических цепей управления (см. также 5.2.1) для выбора режима работы должна соответствовать по ЕН ИСО 13849-1:
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Категория электрических цепей управления (см. также 5.2.1) для выбора режима работы должна соответствовать требованиям по ЕН ИСО 13849-1:
i) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
ii) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
Если круглопильные универсальные станки или круглопильные форматные станки имеют более чем одну частоту вращения шпинделя основной дисковой пилы, должны быть выполнены следующие условия.
На круглопильных универсальных станках или круглопильных форматных станках с ременной передачей переключение частоты вращения шпинделя достигается за счет смены ремней на шкивах ременной передачи. При этом должна быть предусмотрена система контроля частоты вращения шпинделя, которая должна соответствовать следующим требованиям:
- для электромеханических элементов иметь категорию 1 по ЕН ИСО 13849-1;
- если используется по отдельному датчику на каждой позиции ремня, то в каждый момент времени должен включаться только датчик, установленный на работающей в этот момент ременной передаче.
На круглопильных универсальных станках или круглопильных форматных станках, снабженных двигателем с переключаемой фиксированной частотой вращения (например, за счет переключения числа пар полюсов двигателя), выбранная частота вращения шпинделя дисковой пилы должна быть маркирована в оборотах в минуту на той же стороне станка, на которой находится командное устройство пуска станка, или на подвижном пульте управления, если имеется.
На круглопильных универсальных станках или круглопильных форматных станках, снабженных автоматическим устройством для бесступенчатого изменения частоты вращения шпинделя основной дисковой пилы (например, за счет преобразователя частоты электрического тока), это устройство должно быть выполнено так, чтобы фактическая частота вращения шпинделя не превышала выбранную частоту вращения шпинделя более чем на 10 %. Выбранную частоту вращения шпинделя следует указывать на пульте управления пуском до запуска шпинделя. Элементы системы управления для изменения частоты вращения должны быть выполнены по категории 2 в соответствии с ЕН ИСО 13849-1. Фактическую частоту вращения шпинделя основной дисковой пилы следует постоянно контролировать. Если фактическая частота вращения превышает выбранную больше чем на 10 %, привод дисковой пилы должен отключаться автоматически. Датчик для контроля фактической частоты вращения следует проверять при каждом пуске пильного узла на погрешность измерения, не превышающую 10 %. При отрицательном результате проверки шпиндель дисковой пилы должен быть остановлен.
Должны быть предусмотрены следующие дополнительные меры по сохранению данных о частоте вращения шпинделя и по исключению их искажения:
a) меры по обеспечению сохранения в системе управления станком данных об инструменте и фактической частоте вращения шпинделя:
i) данные по инструменту, касающиеся безопасности, должны быть сохранены либо на двух независимых запоминающих устройствах (накопителях), либо двукратной записью на одном накопителе;
ii) после ввода данных по инструменту, касающихся безопасности, эти данные должны быть подтверждаемы оператором;
iii) оба значения частоты вращения должны сравниваться автоматически при каждом включении главного силового выключателя, но не реже одного раза за производственную смену. Если разница этих значений превышает 10 %, не допускается пуск двигателя шпинделя или вращение шпинделя должно быть остановлено и должен быть дан предупреждающий сигнал;
iv) для контроля процессора, сравнивающего показания заданной частоты вращения, следует использовать сторожевой таймер;
b) против искажения данных, связанных с управлением частотой вращения в ручном режиме, должно служить их отображение на дисплеях станка и блока инвертора (преобразователь частоты переменного тока):
i) выбранная частота вращения шпинделя должна быть записана в системе управления инвертора или в узле, который контролирует фактическую частоту вращения;
ii) выбранная частота вращения шпинделя, переданная в систему управления инвертором, или в узле, который контролирует фактическую частоту вращения, должна быть считана назад и прослежена на дисплее для проверки оператором.
Если круглопильный универсальный станок или круглопильный форматный станок имеет устройство для выборки паза, он должен по возможности работать с частотой вращения шпинделя, обеспечивающей скорость резания не менее 40 м/с для диаметров инструмента, предусмотренных изготовителем станка в руководстве по эксплуатации.
Категория электрических цепей управления (см. также 5.2.1) для блокировки (за исключением обнаружения положения ремня, если предусмотрен электронный датчик) должна соответствовать по ЕН ИСО 13849-1:
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Категория электрических цепей управления (см. также 5.2.1) для выбранной частоты вращения шпинделя должна соответствовать по ЕН ИСО 13849-1:
i) категории 1, если электрические цепи выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
ii) категории 3, если электрические цепи управления включают в себя электронные компоненты. Контроль: проверка соответствующих чертежей и/или схем, расчеты, визуальный контроль станка и соответствующее функциональное испытание станка.
Примечание - Для характеристик компонентов могут быть использованы соответствующие документы их изготовителей.
Для круглопильных универсальных станков и круглопильных форматных станков любое механическое перемещение при регулировке положения дисковой пилы (включая наклон) и/или направляющей(их) линейки(ек), например продольной и поперечной линеек, должен осуществлять оператор посредством соответствующего пускового устройства.
Любые приведенные в действие механические перемещения основной дисковой пилы и направляющей(их) линейки(ек) должны производиться через устройство управления приведением в действие движений (например, нажатие кнопки «включение-выключение» или через управляющее устройство), электрическая цепь которого должна соответствовать категории 1 или 3 по ЕН ИСО 13849-1.
Электрические цепи управления для каждой скорости механических перемещений должны соответствовать категории В по ЕН ИСО 13849-1.
Если приведением в действие движений управляют посредством устройства управления обратным ходом, то за один раз должно быть возможным только одно механическое движение при условии, что устройство управления обратным ходом размещено вблизи устройства управления остановкой с учетом основных требований ЕН ИСО 12100-2 [пункт 4.11.8, перечисление b)]. Соответствующая часть системы управления, связанная с обеспечением безопасности, должна соответствовать категории 1 по ЕН ИСО 13849-1. Если электрическая цепь устройства управления обратным ходом соответствует категории 1 по ЕН ИСО 13849-1, устройство управления обратным ходом и подобное управляющее устройство («включение-выключение») могут быть объединены.
Более чем одно движение за один раз возможно, если приведенные в действие механические перемещения находятся под контролем электронного управления и при условии, что выполняемые перемещения не приведут к столкновению между движущимися и закрепленными частями станка, например, в направлении движущейся части станка вне зоны столкновения.
Для остановки механических перемещений должны быть выполнены следующие требования:
a) при остановке посредством устройства управления обратным ходом (например, для «+» или «-» движений) механическое перемещение должно прекратиться и двигатели привода механических движений отключены, по крайней мере, после задержки времени в соответствии с 5.2.1.4, перечисление с);
b) при остановке посредством электронного управления должно быть автоматически отключено электропитание двигателей приводов механических перемещений при достижении перемещаемым узлом станка заданного положения или при включении устройства управления остановкой.
Скорость при механическом перемещении направляющих линеек должна быть не более 25 м/мин.
Контроль: проверка соответствующих чертежей и/или схем, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.9 Блокировка защитных ограждений, движений и функций
Если нет других специальных требований в настоящем стандарте, категория электрических цепей управления блокировкой защитных ограждений, движений и функций должна соответствовать по ЕН ИСО 13849-1:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.10 Нарушение энергоснабжения
В станках с электрическим приводом в случае прекращения электропитания самопроизвольный повторный пуск станка после восстановления электропитания должен быть автоматически исключен в соответствии с ЕН 60204-1 (пункт 7.5, абзацы 1 и 3).
На станках с устройством для надпила пост-форминга в случае сбоя в электропитании дисковая пила для надпила пост-форминга должна оставаться в отрегулированном нижнем положении.
В станках с пневматическим или гидравлическим приводом также в случае прерывания подачи пневматической или гидравлической энергии самопроизвольный повторный пуск станка после восстановления подачи энергии должен быть автоматически исключен.
Категория электрических цепей управления (см. также 5.2.1) удержанием дисковой пилы для надпила пост-форминга в отрегулированном нижнем положении должна соответствовать по ЕН ИСО 13849-1:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
Кроме требований ЕН 1037 (раздел 6) необходимо выполнять следующее дополнительное требование:
цепи управления должны быть выполнены таким образом, чтобы разрыв в любом месте цепи (например, разрыв электропровода, трубы или шланга) не мог привести к потере функции безопасности станка, например, к непроизвольному пуску станка, разжиму дисковой пилы или ослаблению прижима заготовки (если имеется) в соответствии с ЕН 60204-1, ЕН 982 и ЕН 983.
Требования к электрическим цепям управления см. в 5.2.1.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3 Защитные меры против механических опасностей
За исключением круглопильных станков для строительной площадки, устойчивость станка должна быть обеспечена путем закрепления стационарных станков на соответствующей неподвижной горизонтальной поверхности, например на полу, крепежными болтами через отверстия для крепления в станине станка [см. также 6.3. перечисление e)].
Все передвижные станки, оборудованные колесами, должны иметь устройства, позволяющие сделать их неподвижными во время работы, а именно:
a) тормоза для колес или
b) комбинацию из колес и стабилизаторов, или
c) устройства для отвода колес от пола со стопором для колес.
Круглопильные станки для строительной площадки должны быть устойчивыми, не должны сдвигаться и опрокидываться во время работы.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, соответствующее функциональное испытание станка, для станка для строительной площадки проведение испытания на устойчивость по приложению А.
5.3.2 Опасность поломки в течение работы
5.3.2.1. Общие положения
Защитное ограждение (кожух) дисковой пилы над столом станка должно быть изготовлено из:
a) стали с пределом прочности на растяжение не менее 350 Н/мм2 и толщиной стенки не менее 1,5 мм;
b) алюминиевого сплава с характеристиками в соответствии с таблицей 5;
Таблица 5 - Характеристики ограждения (кожуха) дисковой пилы из легких сплавов
|
Минимальная толщина стенки, мм |
|
|
180 |
5 |
|
240 |
4 |
|
300 |
3 |
с) поликарбоната с толщиной стенки не менее 3 мм или из другого пластикового материала (например, полиэтилена, полиэстера, поливинилхлорида, полиметилметакрилата) с ударной вязкостью не менее чем у поликарбоната с толщиной стенки 3 мм.
Ограждение дисковой пилы под столом должно быть изготовлено из тех же материалов, что и ограждение дисковой пилы над столом с минимально допустимой толщиной стенки, или из чугуна с пределом прочности на растяжение не менее 200 Н/мм2 и толщиной стенки не менее 5 мм.
Контроль: проверка соответствующих чертежей, предела прочности, измерение, для ограждений, изготовленных из пластиковых материалов, не соответствующих требованиям перечисления с), проведение испытания на ударную прочность в соответствии с приложением G и визуальный контроль станка.
Примечание - Для определения пределов прочности могут быть использованы документы производителей материалов.
5.3.2.2 Требования к размещению подрезной дисковой пилы и дисковой пилы для надпила пост-форминга
Круглопильный универсальный станок или круглопильный форматный станок, который оборудован подрезной дисковой пилой или дисковой пилой для надпила пост-форминга, должен быть спроектирован так, чтобы эти дисковые пилы независимо от регулировки их по высоте не могли контактировать с основной дисковой пилой наибольшего диаметра, для которой спроектирован станок.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.3 Конструкция держателя дисковой пилы и дисковой фрезы для выборки паза
Дисковые пилы и фрезы для выборки паза и устройства для их крепления должны соответствовать требованиям ЕН 847-1 и ЕН 847-3.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.3.3.2 Точность посадочной поверхности шпинделя дисковой пилы
Шпиндели дисковой пилы должны быть изготовлены в соответствии с допусками, приведенными в приложении В.
Контроль: проверка соответствующих чертежей и измерение.
5.3.3.3 Стопорение шпинделя
Если требуется блокировка шпинделя для смены дисковой пилы, то должен быть предусмотрен стопор шпинделя, например двусторонний ключ или стопорный штифт, который вставляется в шпиндель. Стопорный штифт должен предотвращать вращение шпинделя в случае непреднамеренного включения приводного двигателя шпинделя и не должен при этом деформироваться.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.3.3.4 Устройство крепления дисковой пилы
Должны быть предусмотрены фланцы (два фланца) для крепления дисковых пил (или в случае использования бесфланцевых дисковых пил один фланец).
Наружный диаметр каждого фланца должен быть не менее D/4 (где D - наружный диаметр наибольшей дисковой пилы, предусмотренной конструкцией станка).
Ширина поверхности прижима на верхней части торца фланца должна быть не менее 2 мм по ширине, и фланец должен иметь торцевую проточку в центре (рисунок 9).
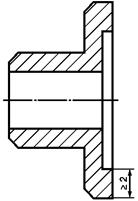
Рисунок 9
Если предусмотрены два фланца одинакового диаметра, допускаемое отклонение на ширину поверхности прижима должно быть ±0,1 мм.
Ослабление крепления дисковой пилы во время пуска, рабочего вращения, разгона или торможения должно быть исключено, например, путем использования соединения с геометрическим замыканием между шпинделем дисковой пилы и дисковой пилой или между передним фланцем дисковой пилы и шпинделем дисковой пилы.
Если диаметр шпинделя дисковой пилы не совпадает с диаметром посадочного отверстия дисковой пилы, должны быть предусмотрены фланцевые втулки.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.3.5 Быстродействующее устройство для зажима дисковой пилы
Если станок оборудован быстродействующим устройством для зажима дисковой пилы, это устройство должно соответствовать следующим требованиям:
a) должно исключать ослабление крепления дисковой пилы во время пуска, вращения, выбега или торможения, например, путем использования соединения с геометрическим замыканием между:
- шпинделем дисковой пилы и дисковой пилой или
- шпинделем дисковой пилы и передним фланцем;
b) должно исключать ослабление зажима во время рабочего вращения дисковой пилы;
c) при использовании пневматического или гидравлического зажима должно быть обеспечено сохранение усилия зажима при сбое в подаче пневматической или гидравлической энергии, например посредством использования обратного клапана;
d) если на станке установлено быстродействующее зажимное устройство, посадочная поверхность части шпинделя, на которой установлена дисковая пила, не должна иметь износ более 0,02 мм.
Категория электрических цепей управления (см. также 5.2.1) для блокировки ослабления зажима пилы во время вращения шпинделя дисковой пилы должна соответствовать по ЕН ИСО 13849-1:
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 2, если электрические цепи управления включают в себя электронные компоненты. Если используется категория 2, испытание в этом случае следует проводить при каждом пуске шпинделя.
При отрицательном результате испытания станок не должен работать с этим устройством. Отрицательный результат испытания должен быть зафиксирован.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.3.6 Шпиндельное кольцо
Станки круглопильные универсальные и станки круглопильные форматные с устройством для выборки паза должны быть оснащены в дополнение к фланцу(ам) набором шпиндельных колец толщиной не менее 9,75 мм и иметь допуск на внутренний диаметр Н 7. Набор шпиндельных колец должен охватить всю посадочную поверхность шпинделя, предназначенную для крепления пилы по длине.
Шпиндельное кольцо должно быть изготовлено из стали с пределом прочности на разрыв не менее 580 Н/мм2.
Набор шпиндельных колец следует проверить на торцевое биение перед испытанием на прижим дисковой пилы. Биение набора шпиндельных колец при испытании не должно превышать 0,1 мм/100 мм. Для контроля торцевого биения следует использовать установленный на шпинделе точный диск и обеспечить для его закрепления крутящий момент, рекомендуемый для крепления дисковой пилы (рисунок 10).

1 - прибор для измерения; 2 - набор шпиндельных колец
Рисунок 10 - Испытание набора шпиндельных колец
Контроль: проверка соответствующих чертежей, измерения (рисунок 10) и визуальный контроль станка.
Примечание - Для подтверждения прочности стали могут быть использованы документы поставщика материалов.
5.3.3.7 Устройство крепления инструмента для выборки паза
Ослабление крепления инструмента для выборки паза во время пуска, рабочего вращения, выбега или торможения должно быть исключено, например, путем использования соединения с геометрическим замыканием между шпинделем и инструментом или путем использования соединения с геометрическим замыканием между кольцом и шпинделем.
Контроль: проверка соответствующих чертежей, измерения и визуальный контроль станка.
Автоматический тормоз должен быть предусмотрен для всех шпинделей инструмента, если время выбега без торможения превышает 10 с (для измерения времени выбега без торможения см. приложение I). Время выбега с торможением не должно превышать 10 с (для измерения времени выбега с торможением и без торможения см. приложение I).
Примечание - В случае сбоя в подаче электропитания это время выбега может быть превышено.
Для электрических тормозных систем применение торможения противотоком не допускается.
Крутящий момент при торможении не должен прикладываться непосредственно к дисковой пиле или на фланец(цы) дисковой пилы.
Если установлен механический тормоз, требование ЕН 60204-1 (пункт 9.3.4, последний абзац) не следует применять, и должны быть выполнены следующие требования:
a) не должно быть возможным отключить тормоз, пока шпиндель дисковой пилы полностью не остановится [например, путем задержки времени в соответствии с 5.2.1.4, перечисление с)] между управлением приведения в действие и отключением тормоза;
b) категория электрических цепей управления [см. также 5.2.1, перечисление с)] для блокировки функции должна соответствовать категории 1 по ЕН ИСО 13849-1;
c) минимальное время продолжительности функции и метод его проверки должны быть показаны [см. 6.3, перечисления z) и аа)].
Если в установленной электрической тормозной системе использованы электронные компоненты, система управления торможением должна соответствовать категории 2 по ЕН ИСО 13849-1. Система управления торможением должна быть периодически испытана, например посредством контроля времени выбега с торможением или контроля электрической цепи системы управления для торможения в процессе пуска станка (краткое торможение). Испытание следует проводить:
1) независимо от системы управления торможением;
2) независимо от намерений оператора;
3) не менее одного раза за производственную смену.
Отрицательный результат при испытании должен быть зафиксирован. В случае повторения отрицательных результатов испытаний более трех раз подряд дальнейшая эксплуатация станка должна быть запрещена.
В порядке исключения из 5.2.1, перечисление n), простое тормозное устройство с электронным управлением (без использования программируемой логики) может быть спроектировано по категории 2 согласно ЕН ИСО 13849-1, если вероятность сбоя в ответственном режиме (PFH) меньше, чем 3 · 10-6 1/ч.
Для расчета вероятности опасных ошибок в случае работы в режиме PFH при отсутствии допусков на погрешности и данных по ресурсным испытаниям для компонентов простого тормозного устройства с электронным управлением должна быть использована процедура, описанная в приложении D ЕН ИСО 13849-1.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка. Измерение времени выбега без торможения и с торможением следует проводить в соответствии с приложением I.
5.3.4.2 Отключение тормозного устройства
Если предусмотрено управление для отключения тормозного устройства шпинделя для предоставления возможности вращения его вручную и регулировки инструмента (дисковой пилы, инструмента для выборки паза), отключение тормозного устройства должно быть возможно только после полной остановки вращения шпинделя инструмента [например, посредством задержки времени в соответствии с 5.2.1.4, перечисление с), между управлением приведения в действие двигателя шпинделя и отключением тормоза].
Не должен быть возможен пуск станка раньше, чем будет вновь восстановлено управление тормозным устройством шпинделя.
Восстановление управления тормозным устройством не должно приводить к произвольному пуску станка.
Часть системы торможения, связанная с обеспечением безопасности для освобождения тормоза, должна соответствовать категории В в соответствии с ЕН ИСО 13849-1.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.5 Устройства, уменьшающие возможность или последствия отдачи
Станок должен быть снабжен держателем расклинивающего ножа и расклинивающим ножом/расклинивающими ножами, соответствующими диапазону размеров (толщина и диаметр) дисковых пил, предназначенных для использования на станке [см. 6.3, перечисления р) и q)].
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
Расклинивающий нож и его держатель должны соответствовать следующим требованиям:
а) расклинивающие ножи должны быть изготовлены из стали с пределом прочности на разрыв не менее 580 Н/мм2 или аналогичного материала, иметь плоскостность и параллельность 0,1 мм на 100 мм и иметь толщину меньше ширины пропила на 0,2 мм, но больше толщины диска пилы с каждой стороны (рисунок 11), допуск на толщину ±0,05 мм по всей полезной длине расклинивающего ножа.
Контроль: проверка соответствующих чертежей и измерение.
Примечание - Для определения предела прочности материала могут быть использованы документы поставщика материалов;

e - толщина расклинивающего ножа; b - толщина диска пилы; В - ширина пропила
Рисунок 11 -
Толщина расклинивающего ножа в зависимости от толщины
дисковой пилы и ширины пропила
b) передняя часть расклинивающего ножа должна быть притупленной для лучшего обеспечения прохождения «подводящего скоса».
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение;
с) расклинивающий нож должен быть по возможности установлен вертикально так, чтобы его конец (острие) не был ниже уровня наивысшей точки наружного диаметра дисковой пилы [см. 5.3.5, перечисление d), рисунок 12, 6.3, перечисление m)].
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение;

Рисунок 12 - Установка расклинивающего ножа по высоте
d) расклинивающий нож должен быть спроектирован таким образом, чтобы при его установке минимальное расстояние между ним и дисковой пилой составляло 3 мм, зазор в любом другом месте между дисковой пилой и расклинивающим ножом, измеренный в радиальном направлении по оси шпинделя дисковой пилы, не должен превышать 8 мм (рисунок 13).
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение;

Рисунок 13 - Пределы зазоров между расклинивающим ножом и дисковой пилой
е) передний и задний контуры расклинивающего ножа должны состоять из непрерывных кривых или прямых линий и не должны иметь отклонений, ослабляющих прочность ножа (например, см. рисунок 14).
Контроль: проверка соответствующих чертежей и визуальный контроль станка;
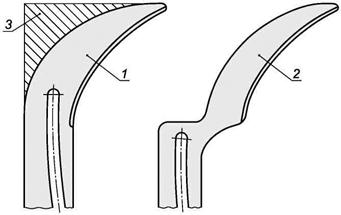
1 - пример допустимой формы
расклинивающего ножа; 2 - пример недопустимой формы
расклинивающего ножа; 3 - заштрихованная площадь: показывает возможную
форму расклинивающего
ножа для станков с закрепленным на расклинивающем ноже ограждением
Рисунок 14 - Пример формы расклинивающего ножа
f) расклинивающий нож следует устанавливать так, чтобы наибольшее смещение расклинивающего ножа относительно базового фланца для дисковой пилы не превышало 0,2 мм (рисунок 15). Положение расклинивающего ножа относительно базового фланца для дисковой пилы должно оставаться неизменным при регулировке по высоте и наклоне дисковой пилы.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерение и соответствующее функциональное испытание станка;
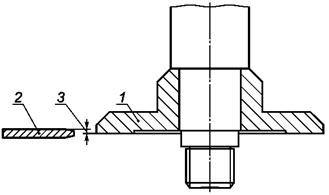
1 - базовый фланец для дисковой пилы; 2 - расклинивающий нож; 3 - наибольшее смещение 0,2 мм
Рисунок 15 - Положение расклинивающего ножа относительно базового фланца для дисковой пилы
g) устройство для крепления расклинивающего ножа должно быть выполнено так, чтобы его устойчивость удовлетворяла требованиям приложения С.
Контроль: испытание на устойчивость в соответствии с приложением С;
h) расклинивающий нож и его крепление должны обеспечивать боковую устойчивость расклинивающего ножа в соответствии с требованиями приложения D.
Контроль: выполнение испытания на устойчивость в соответствии с приложением D;
либо устойчивость может быть обеспечена, если ширина расклинивающего ножа на каждой стороне крепежного шлица в зоне площади крепления при проектировании будет рассчитана по следующим формулам (рисунок 16):

1 - площадь крепления (А); 2 - точка измерения
Рисунок 16 - Ширина расклинивающего ножа в зоне крепления
- для расклинивающего ножа, который одновременно является держателем для ограждения:
X + Y ³ Dmax/5, где X = Y ± 0,5Y;
- для расклинивающего ножа, который не является держателем для ограждения:
X + Y ³ Dmax/6, где X = Y ± 0,5Y;
где Dmax - наибольший наружный диаметр дисковой пилы, для которой может быть использован расклинивающий нож.
X и Y должны быть измерены на высоте половинной длины шлица расклинивающего ножа в зоне крепления (рисунок 16).
Размеры зоны крепления должны быть меньше на 2 мм, чем размеры расклинивающего ножа в зоне крепления.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение;
i) точность установки расклинивающего ножа должна быть обеспечена элементами его крепления, например посредством направляющих штифтов (рисунок 17). Ширина паза для крепления расклинивающего ножа не должна превышать диаметр этих элементов более чем на 0,5 мм.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение;

1 - держатель расклинивающего ножа; 2 - направляющие штифты; 3 - расклинивающий нож
Рисунок 17 - Пример крепления расклинивающего ножа с направляющими штифтами
j) для возможности легкой замены расклинивающего ножа при подгонке к различным диаметрам дисковой пилы направляющий паз расклинивающего ножа должен быть свободным снизу, как показано на рисунке 17.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.3.6 Суппорты и направляющие для обрабатываемой заготовки
5.3.6.1 Направляющие для обрабатываемой заготовки и направляющие линейки
5.3.6.1.1 Продольная направляющая линейка
Станок должен быть снабжен регулируемой продольной направляющей линейкой для возможности пиления обрабатываемых заготовок различной ширины.
Продольная направляющая линейка должна:
а) иметь направляющую поверхность, изготовленную из пластмассы, алюминиевого сплава или, если существует возможность контакта с дисковой пилой, из дерева;
b) быть переставляемой параллельно пильному диску так, чтобы ее задний конец мог устанавливаться в зоне между передней кромкой расклинивающего ножа и находящегося на высоте стола переднего зуба наибольшего диаметра дисковой пилы, для которой сконструирован станок, если она установлена на максимальную высоту пропила;
c) после перестановки оставаться в вертикальной плоскости и быть параллельной линии пропила дисковой пилы так, чтобы отклонение от параллельности между дисковой пилой и направляющей линейкой на расстоянии 1000 мм (точки ek и ej) не приводило к защемлению пилы (рисунок 18);
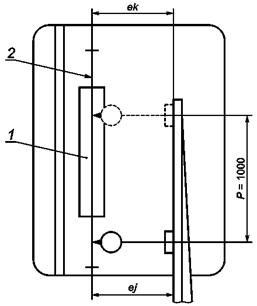
1 - дисковая пила; 2 - направляющая линейка
Рисунок 18 -
Контроль отклонения от параллельности направляющей линейки
относительно дисковой пилы
d) иметь форму:
1) состоящую из одной детали, имеющей две направляющие поверхности для обрабатываемой заготовки: одну высокую - для большой высоты пропила и другую низкую - для неглубоких пропилов или пропилов под углом (рисунок 19), либо
2) состоящую из двух частей: одна - с высокой направляющей поверхностью для обрабатываемой заготовки большой высоты пропила и другая - с низкой направляющей поверхностью для неглубоких пропилов или пропилов под углом. Эти части не должны вместе крепиться на станке, за исключением станков с диаметром дисковой пилы не более 200 мм, где эти две части могут крепиться вместе и сниматься без применения специального инструмента;
e) размеры направляющих линеек (см. рисунок 19):
- для станков с диаметром дисковой пилы более 315 мм
A ³ 90 мм, B = 5 - 15 мм;
- для станков с диаметром дисковой пилы 201 - 315 мм
A ³ 50 мм, B = 5 - 15 мм;
- для станков с диаметром дисковой пилы не более 200 мм
A ³ 30 мм, B = 5 - 15 мм;
f) расположение низкой направляющей поверхности направляющей линейки должно исключать касание дисковой пилы продольной линейки в точке A при полном наклоне дисковой пилы, как показано на рисунке 20;
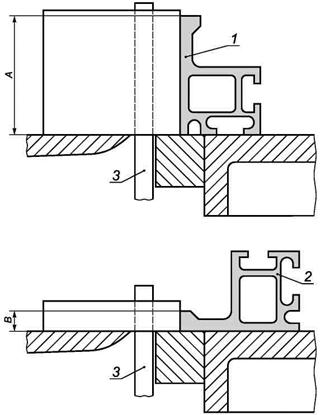
1 - продольная направляющая
поверхность в высоком положении для глубокого резания;
2 - продольная направляющая поверхность в низком положении для
неглубоких пропилов и пропилов
под углом; 3 - дисковая пила
Рисунок
19 - Наименьшие размеры высокой и низкой направляющих поверхностей
направляющей линейки

1 - дисковая пила в
положении ее наибольшего наклона; 2 - направляющая линейка в низком
положении;
3 - стол станка; A - возможная точка контакта дисковой пилы с направляющей линейкой
Рисунок 20 - Применение направляющей линейки в низком положении
g) конструкция низкой направляющей поверхности направляющей линейки должна позволять ограждению дисковой пилы опускаться ниже минимальной высоты направляющей поверхности для обрабатываемой заготовки части направляющей линейки.
Установка и крепление продольной линейки должны быть возможны без применения вспомогательного инструмента.
См. также 5.3.7.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.6.1.2 Поперечная направляющая линейка
Круглопильные универсальные станки, круглопильные форматные станки и круглопильные станки для строительной площадки должны быть оборудованы поперечной направляющей линейкой, установленной на передвижном столе или встроенном передвижном столе (например, см. рисунки 1, 2 и 3) с приспособлением для ее крепления, которое должно гарантировать ее надежную фиксацию и крепление, исключающее поднятие или сдвиг направляющей линейки в процессе пиления (например, см. рисунок 21). Если поперечная направляющая линейка заходит под ограждение дисковой пилы, ее высота в этой зоне не должна превышать 15 мм.
Если возможен контакт между поперечной направляющей линейкой и дисковой пилой, направляющая поверхность поперечной направляющей линейки, переставляемой по длине, должна быть изготовлена из пластмассы, алюминиевого сплава или материалов на древесной основе.
Регулировку и крепление поперечной направляющей линейки в требуемом положении следует осуществлять без применения вспомогательного инструмента.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
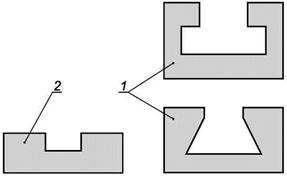
1 - пример допустимой конструкции
паза для установки поперечной направляющей линейки;
2 - пример недопустимой конструкции паза для установки поперечной
направляющей линейки
Рисунок 21 -
Примеры формы паза приспособления для установки поперечной
направляющей линейки на круглопильных универсальных станках
5.3.6.1.3 Башмак или упорный угольник для прижима обрабатываемой заготовки
Круглопильные форматные станки должны быть оборудованы башмаком для прижима обрабатываемой заготовки, который устанавливают на встроенном передвижном столе так, чтобы удерживать неровные обрабатываемые заготовки при обрезке кромок заготовки по формату (например, см. рисунок 2, позиция 6).
Приспособление для крепления должно гарантировать, что башмак для прижима обрабатываемой заготовки (или упорный угольник) не может быть поднят или сдвинут с позиции во время использования.
Установка и крепление башмака для прижима заготовки должны быть возможны без применения вспомогательного инструмента.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.6.1.4 Устройство для клиновидного пиления
Круглопильный станок для строительной площадки должен быть оборудован встроенным устройством для клиновидного резания (например, как показано на рисунке 6). Это устройство должно быть спроектировано так, чтобы любая его поверхность, которая может коснуться дисковой пилы, была изготовлена из пластмассы, алюминия или дерева. Это устройство может быть совмещено с поперечной направляющей линейкой.
Установка и крепление положения встроенного устройства для клиновидного резания должны быть возможны без применения вспомогательного инструмента.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.6.2 Столы для обрабатываемой заготовки
5.3.6.2.1 Стол станка
Наименьшие рекомендуемые размеры столов приведены в приложении Е, в том числе для круглопильных универсальных станков в таблице Е.1, для круглопильных станков для строительной площадки в таблице Е.2, для круглопильных форматных станков в таблице Е.3.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение.
5.3.6.2.2 Удлинение стола
Станок должен быть оснащен столом или удлинителем стола так, чтобы расстояние между осью шпинделя дисковой пилы и задним концом стола или удлинителя стола соответствовали требованиям приложения Е.
На круглопильных станках для строительной площадки удлинитель стола должен быть складывающимся, но при этом должен оставаться соединенным со столом.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение.
Движение вперед передвижного стола на круглопильных форматных станках должно быть ограничено так, чтобы передвижной стол останавливался при достижении задним краем обрабатываемой заготовки центра дисковой пилы за счет специального упора. Если для возможности смены дисковой пилы имеется устройство для перестановки этого упора, то он должен автоматически возвращаться в исходное положение, сблокированное с двигателем привода дисковой пилы, после перемещения передвижного стола в исходное положение.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
Устройство для перестановки упора должно быть сблокировано с двигателем привода дисковой пилы так, чтобы при переставленном упоре не был возможен пуск двигателя привода дисковой пилы.
Категория электрических цепей управления для блокировки должна соответствовать 5.2.9 (см. также 5.2.1).
Конструкция ручного управления передвижным столом должна исключать опасность раздавливания и/или срезания другими частями станка в соответствии с ЕН 349. В частности, при ручной подаче заготовки должно быть полностью исключено попадание руки оператора в зону пиления (см. рисунок 2).
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7 Предотвращение доступа к движущимся частям станка
5.3.7.1 Доступ к дисковой пиле над столом станка
5.3.7.1.1 Общие положения
Для защиты вращающейся дисковой пилы над столом станка следует применять регулируемое ограждение (защитный кожух), закрепленное либо на расклинивающем ноже, либо на столе станка отдельно от расклинивающего ножа.
Это ограждение должно быть легко регулируемым или самозакрывающимся.
Это ограждение должно соответствовать следующим требованиям:
a) оно должно быть предназначено для закрывания дисковой пилы и подрезной пилы (если имеется) и должно достигать первого режущего зуба дисковой пилы на уровне плоскости стола станка, когда дисковая пила и/или подрезная дисковая пила будут установлены в ее самую высокую позицию.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка;
b) оно должно быть устойчивым.
Контроль: проверка соответствующих чертежей и проведение испытания на устойчивость в соответствии с приложением F;
c) защитное ограждение должно иметь в нижней части с внутренней стороны выступы, которые изготовлены из пластмассы, алюминиевого сплава, дерева или древесных материалов. Эти выступы должны быть толщиной не менее 3 мм и должны предотвращать врезание зубьев пилы в ограждение, если оно сместится от линии пропила (рисунок 22). Для крепления сменных выступов следует использовать крепежные детали из мягких материалов, например винты из латуни, чтобы они не могли повредить дисковую пилу при смещении ограждения.

1 - боковые стенки; 2 - крепежные винты; 3 - выступы
Рисунок 22 -
Пример расположения выступов на боковой стенке защитного ограждения
(защитного кожуха) дисковой пилы с внутренней стороны
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерение и соответствующее функциональное испытание станка;
d) независимо от установленного ранее положения ограждение в процессе пиления должно иметь возможность перемещаться вертикально вверх в зависимости от толщины обрабатываемых заготовок. В зависимости от конструкции после окончания процесса пиления ограждение может возвращаться в установленное ранее исходное положение или оставаться в поднятом положении.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка;
e) если предусмотрено самозакрывающееся ограждение, оно должно автоматически либо возвращаться в установленное ранее положение, либо опускаться на поверхность стола.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка;
f) в непрозрачных ограждениях дисковой пилы должна быть предусмотрена возможность видеть линию пропила, например посредством щели (паза) в ограждении дисковой пилы.
Контроль: проверка соответствующих чертежей и визуальный контроль станка;
g) на станках, предназначенных для использования основной дисковой пилы диаметром не более 315 мм, ограждение дисковой пилы должно быть самозакрывающимся или регулируемым вручную по высоте и должно крепиться либо к расклинивающему ножу (рисунок 23), либо непосредственно к станку. Держатель ограждения дисковой пилы должен крепиться либо непосредственно к станку (см. рисунок 1), либо к защитному ограждению станка. Если держатель ограждения крепится непосредственно к станку, он не должен находиться на одной линии с расклинивающим ножом сзади него;

1 - ограждение дисковой пилы
(защитный кожух); 2 - расклинивающий нож;
3 - патрубок для отсоса стружки и пыли
Рисунок 23 -
Пример защитного ограждения (защитного кожуха), установленного
на расклинивающем ноже дисковой пилы
h) на круглопильных универсальных станках и круглопильных форматных станках, предназначенных для использования основной дисковой пилы диаметром более 315 мм, ограждение дисковой пилы следует устанавливать отдельно от расклинивающего ножа и оно должно быть самозакрывающимся или регулируемым по высоте вручную. Держатель ограждения дисковой пилы должен крепиться либо непосредственно к станку (см. рисунок 1), либо к защитному ограждению станка. Если держатель ограждения крепится непосредственно к станку, он не должен находиться на одной линии с расклинивающим ножом сзади него;
i) не допускается применение на передвижных станках ограждения дисковой пилы, постоянно закрепленного на ограждении станка;
j) на круглопильных универсальных станках или круглопильных форматных станках с установленным устройством для выборки паза ограждение дисковой пилы должно быть установлено отдельно от расклинивающего ножа независимо от наибольшего диаметра дисковых пил.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.2 Дополнительные требования к защитным ограждениям, закрепленным на расклинивающем ноже дисковой пилы
При всех предусмотренных диаметрах дисковых пил и при любых установках дисковой пилы по высоте защитное ограждение дисковой пилы должно закрывать зубья и поверхности дисковой пилы между точкой крепления на расклинивающем ноже и самым передним зубом пилы выше верхней плоскости стола. Для соблюдения требования настоящего стандарта может потребоваться более чем одна точка крепления ограждения на расклинивающем ноже.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
Во избежание защемления обрабатываемой заготовки во время подачи задняя часть нижней кромки защитного ограждения дисковой пилы должна быть на (3 ± 1) мм выше передней части этой кромки при подъеме ограждения дисковой пилы в наивысшее положение при установке дисковой пилы на максимальную высоту пропила, для которой предназначен станок (рисунок 24).

1 - ограждение дисковой пилы в его
наивысшем положении;
2 - дисковая пила отрегулирована на наибольшую высоту пропила;
3 - нижняя кромка защитного ограждения
Рисунок 24 -
Защитное ограждение дисковой пилы, закрепленное на расклинивающем
ноже, установленное в наивысшем положении
На нижней кромке защитного ограждения дисковой пилы на входе подачи должен быть предусмотрен подводящий скос для возможности обработки неровных заготовок по высоте. Если используют дисковую пилу максимально допустимого диаметра для максимально допустимой высоты пропила, подводящий скос ограждения дисковой пилы, опущенной на стол станка, должен соответствовать следующим требованиям:
а) высота H (рисунок 25) должна быть такой, чтобы ограждение дисковой пилы могло быть поднято заготовкой толщиной до 20 % наибольшей высоты пропила, для которой предназначен станок;

Рисунок
25 - Размеры подводящего скоса защитного ограждения, установленного
на расклинивающем ноже дисковой пилы
b) угол a должен быть (40 ± 5)°.
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
Наибольшая ширина внутренней части ограждения дисковой пилы должна быть 40 мм.
Контроль: проверка соответствующих чертежей и измерение.
Если защитное ограждение дисковой пилы установлено отдельно от расклинивающего ножа, ограждение дисковой пилы должно соответствовать следующим требованиям:
a) должно быть выполнено в виде кожуха, закрывающего доступ к зубьям и боковым поверхностям дисковой пилы, если дисковая пила находится в вертикальном положении;
b) должно иметь регулировку по высоте над уровнем стола, обеспечивающую зазор не менее 5 мм между нижним краем ограждения и самым верхним зубом самой большой дисковой пилы, для которой предназначен станок;
c) должно обеспечивать параллельность нижнего края ограждения к столу в любом положении по высоте с допуском 1 мм на каждые 100 мм длины;
d) должно быть оснащено устройством для легкой регулировки положения ограждения по высоте, например рукояткой или толкателем, расположенным в держателе ограждения (см. рисунок 1, позиция 12);
e) если оно установлено в самое низкое положение, должна быть предусмотрена возможность для оператора видеть положение дисковой пилы с места, с которого он осуществляет регулировку дисковой пилы по высоте;
f) передний и задний концы нижней кромки ограждения должны быть спроектированы так, чтобы позволять ограждению перемещаться вертикально вверх для обеспечения подачи неровных по высоте заготовок. Это может быть достигнуто, например, посредством:
1) конструкции ограждения с подводящим скосом на переднем конце нижней кромки ограждения, который должен соответствовать нижеприведенным требованиям (рисунок 26):

Рисунок
26 - Размеры подводящего скоса на передней
части ограждения пильного
диска, установленного на столе отдельно от расклинивающего ножа
i) высота H должна быть такой, чтобы ограждение дисковой пилы могло быть поднято обрабатываемой заготовкой с допускаемой толщиной до 20 % наибольшей высоты пропила, для которой предназначен станок;
ii) угол α должен быть (40 ± 5)°, или
2) оснащения ограждения дисковой пилы роликами (рисунок 27). Наименьший радиус роликов H должен быть таким, чтобы ограждение дисковой пилы могло быть автоматически поднято обрабатываемой заготовкой с допускаемой толщиной до 20 % наибольшей высоты пропила, для которой предназначен станок.
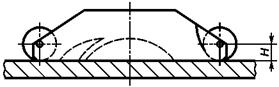
Рисунок
27 - Размеры ролика на переднем крае ограждения пильного диска,
установленного на столе отдельно от расклинивающего ножа
Если предусмотрена автоматическая регулировка ограждения дисковой пилы по высоте, оно должно полностью исключать доступ к дисковой пиле, когда не производится обработка заготовки, и обеспечивать возможность автоматического подъема ограждения во время операции резания, например посредством роликов, установленных на переднем конце ограждения дисковой пилы.
На станках, которые не имеют устройства для наклона дисковой пилы, наружная ширина ограждения дисковой пилы у его нижней кромки должна быть не более 50 мм. Расстояние наружной стенки ограждения дисковой пилы, расположенной со стороны направляющей линейки до торца фланца крепления дисковой пилы, не должно превышать 15 мм (рисунок 28).

1 - ограждение дисковой пилы; 2
- дисковая пила; 3 - фланец крепления дисковой пилы;
4 - направляющая линейка; 5 - стол; 6 - сменная вставка
стола; 7 - шпиндель
Рисунок 28 -
Размеры защитного ограждения дисковой пилы, установленного отдельно
от расклинивающего ножа и без возможности регулирования наклона дисковой пилы
Контакт дисковой пилы с ограждением не допускается.
Если в исключительном случае произошел контакт дисковой пилы с ограждением, лезвия зубьев пилы не должны быть повреждены.
На круглопильных универсальных станках или круглопильных форматных станках, которые имеют устройство для наклона дисковой пилы, должно быть предусмотрено дополнительное ограждение либо ограждение дисковой пилы должно быть оснащено расширенной нижней частью для возможности пиления под углом. Эти ограждения дисковой пилы или дополнительные расширяющие части ограждения дисковой пилы должны сменяться без помощи дополнительного вспомогательного инструмента.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
Конструкция опоры ограждения дисковой пилы должна исключать возможность его снятия со станка без помощи вспомогательного инструмента.
Контроль: визуальный контроль станка и соответствующее функциональное испытание станка.
Если конструкция держателя ограждения дисковой пилы позволяет перемещать ограждение над дисковой пилой, то это перемещение должно:
1) осуществляться без помощи специального инструмента;
2) быть ограничено посредством упора так, чтобы после возвращения ограждения дисковой пилы в исходное положение не требовалось дополнительной регулировки его положения.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
Если станок оснащен дисковой пилой для надпила пост-формингом, то операция надпила методом пост-форминга не должна быть возможна до тех пор, пока ограждение дисковой пилы не будет установлено на той же высоте или ниже, чем максимально возможный надпил методом пост-форминга, который предусмотрен конструкцией станка.
Категория цепей управления (см. также 5.2.1) для функции блокировки должна соответствовать по ЕН ИСО 13849-1:
i) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
ii) категории 2 или 3, если электрические цепи управления включают в себя электронные компоненты. Если использована категория 2, необходимо проводить испытание при каждом пуске дисковой пилы.
При отрицательном результате испытаний более трех раз подряд работа на станке должна быть запрещена. Отрицательный результат испытаний должен быть обозначен.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.4 Дополнительные требования к ограждениям дисковой пилы, закрепленным на ограждении станка
Если держатель ограждения дисковой пилы имеет возможность крепления на ограждении станка, он должен соответствовать следующим требованиям:
a) должен быть регулируемым по высоте в зависимости от высоты ограждения;
b) должен обеспечивать устойчивость при любой высоте установки ограждения;
c) в руководстве по эксплуатации должно содержаться указание по его установке.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка, выполнение испытания на устойчивость в соответствии с приложением F и соответствующее функциональное испытание станка.
5.3.7.1.5 Дополнительные требования к ограждениям круглопильных станков для строительной площадки
Для круглопильных станков для строительной площадки (см. 3.3) необходимо применять следующие исключения из требований к конструкции ограждения дисковой пилы:
a) нижняя кромка ограждения дисковой пилы необязательно должна быть все время параллельной столу. Ограждение дисковой пилы должно легко опускаться и оставаться в опущенном положении на столе, если пила не используется;
b) регулировка держателя ограждения дисковой пилы должна быть возможна только с применением специального инструмента;
c) постоянное крепление ограждения дисковой пилы на ограждении станка не требуется;
d) на станках, предназначенных для использования дисковых пил диаметром более 315 мм, ограждение дисковой пилы должно быть самозакрывающимся, установленным либо на расклинивающем ноже, либо на держателе, установленном на станке. Конструкция ограждения дисковой пилы должна обеспечивать перекрытие всей площади пиления дисковой пилы. При опускании ограждения на стол нижняя кромка ограждения дисковой пилы в любом положении необязательно должна быть параллельной столу. Если держатель ограждения установлен непосредственно на станке, он не должен быть на одной линии сзади расклинивающего ножа.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.2 Паз в столе станка для дисковой пилы/фрезерного инструмента
Ширина паза в столе для дисковой пилы L не должна превышать:
- для дисковой пилы диаметром не более 500 мм - 12 мм;
- для дисковой пилы диаметром более 500 мм - 16 мм.
Скос краев стола для всех типоразмеров станков не должен превышать 4 мм (рисунки 28 и 29) (где L измерена без принятия в расчет скосов краев паза стола).
Расстояние D между торцом фланца для крепления пилы и краем паза со стороны жесткого фланца для крепления дисковой пилы не должно превышать:
- для дисковых пил диаметром не более 500 мм - 3 мм;
- для дисковых пил диаметром более 500 мм - 5 мм (рисунок 29).
В порядке исключения допускается увеличение ширины паза стола до 25 мм на круглопильных универсальных станках или круглопильных форматных станках с устройством для выборки пазов. Для выполнения этого требования в столе должна быть предусмотрена сменная вставка (вкладыш) для уменьшения зазора.

Рисунок
29 - Ширина паза стола и расстояние между торцом жесткого фланца для
крепления дисковой пилы и кромкой паза стола
Контроль: проверка соответствующих чертежей. Визуальный контроль станка и измерение.
Кромки паза стола станка должны быть облицованы пластиком, например полипропиленом, полиамидом, полиэтиленом или другими пластиками с подобными свойствами, легким сплавом, деревом, фанерой или латунью.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
Круглопильные универсальные станки с дисковой пилой диаметром более 315 мм должны иметь расположенную по линии паза стола сменную вставку (вкладыш), которая должна быть закреплена так, чтобы исключить ее отрыв от стола при любом контакте с дисковой пилой.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
Если конструкция станка предусматривает замену дисковой пилы сверху стола, то для обеспечения безопасной смены дисковой пилы сменная вставка стола должна иметь ширину c в соответствии с приложением Е (рисунок Е.1, таблица Е.1).
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение.
Конструкция сменной вставки стола должна обеспечивать возможность ее удаления только с применением специального дополнительного инструмента.
5.3.7.3 Доступ к дисковой пиле под столом станка
Доступ к дисковой пиле под столом станка должен быть закрыт неподвижным защитным ограждением.
Любой доступ в эту зону более одного раза в смену по причине проведения технического обслуживания или замены дисковой пилы следует осуществлять через установленное перемещаемое ограждение, сблокированное с двигателем привода дисковой пилы.
Категория электрических цепей управления для функции блокировки должна соответствовать 5.2.9 (см. также 5.2.1).
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.3.2 Круглопильные универсальные станки и круглопильные форматные станки
На круглопильных форматных станках должно быть предусмотрено перемещаемое ограждение дисковой пилы под столом, сблокированное со всеми установленными двигателями привода дисковой пилы, которое защищает ту часть основной дисковой пилы и подрезной дисковой пилы или дисковой пилы для надпила пост-форминга (если установлена), расположенной под столом станка, которая открывается, когда передвижной стол движется вперед в свое крайнее положение (см. рисунок 4), кроме пространства под поверхностью стола станка, определяемого толщиной стола и прилегающей областью, необходимой для наклона пильного узла.
На круглопильных универсальных станках или круглопильных форматных станках, снабженных подрезной дисковой пилой или дисковой пилой для надпила пост-форминга, расстояние между неподвижной/перемещаемой частью поверхности стола станка и самым верхним зубом основной дисковой пилы, когда подрезная дисковая пила или дисковая пила для надреза пост-форминга находится в нижнем положении под столом станка, должно соответствовать требованиям ЕН ИСО 13857 (таблица 4).
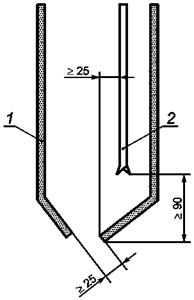
1 - ограждение дисковой пилы под столом станка; 2 - дисковая пила
Рисунок 30 -
Станок для строительной площадки. Размеры отверстия для удаления
опилок и пыли под столом станка
Категория электрических цепей управления для функции блокировки должна соответствовать 5.2.9 (также см. 5.2.1).
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.3.3 Круглопильные станки для строительной площадки
Требование по применению перемещаемого ограждения с блокировкой, если требуется частый доступ к пиле, описанного в 5.3.7.3.1, не следует применять к станкам для строительной площадки, доступ к пиле которых возможен при применении неподвижного ограждения.
На станках для строительной площадки отверстие для удаления опилок и пыли должно соответствовать размерам, приведенным в ЕН ИСО 13857 (таблица 4) или указанным на рисунке 30.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение.
5.3.7.4 Предотвращение опасностей во время механической регулировки при установке дисковой пилы и/или направляющей линейки(ек) на круглопильных универсальных станках и круглопильных форматных станках
5.3.7.4.1 Опасность контакта между продольной направляющей линейкой и дисковой пилой
Если в любом положении дисковой пилы и продольной направляющей линейкой между ними возможен контакт, то при регулировке их положения в зоне возможного контакта допускается механическое перемещение за один раз только одного из узлов. Вне этой зоны допускается одновременное перемещение обоих узлов.
Обнаружение зоны, где возможен контакт между направляющей линейкой и дисковой пилой во время движения дисковой пилы к направляющей линейке или направляющей линейки к дисковой пиле, должно быть обеспечено системой управления, категория цепей управления которой должна соответствовать по ЕН ИСО 13849-1:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Для исключения непреднамеренного контакта между продольной направляющей линейкой и дисковой пилой во время их относительного перемещения необходимо, чтобы:
1) цепь управления обратным ходом перемещения направляющей линейки соответствовала категории 1 или 2 по ЕН ИСО 13849-1. Если использована категория 2, электрическая цепь управления обратным ходом при каждом пуске станка должна быть проверена путем включения и выключения управления обратным ходом для подтверждения надежной работы цепи. При отрицательном результате испытаний более трех раз подряд работа на станке должна быть запрещена. Отрицательный результат испытаний должен быть отмечен в документах по эксплуатации станка, или
2) на станках с электронными органами управления (например, PLC) перемещением направляющей линейки или дисковой пилы должна быть предусмотрена остановка любого движения дисковой пилы к продольной направляющей линейке или продольной направляющей линейки к дисковой пиле, когда расстояние между дисковой пилой и продольной направляющей линейкой станет менее 5 мм. Фактическое расстояние между дисковой пилой и продольной направляющей линейкой должно быть проверено PLC, принимающим во внимание диаметр дисковой пилы, фактическую высоту пропила, угол наклона дисковой пилы и положение продольной направляющей линейки. Дальнейшее перемещение в зоне, где расстояние между дисковой пилой и продольной направляющей линейкой менее 5 мм, должно быть возможным, только если выполняются следующие условия:
i) перемещение должно быть контролируемым посредством устройства управления обратным ходом;
ii) одновременно должно быть возможно только одно движение;
iii) скорость перемещения не должна превышать 10 мм/с или 5 °/с;
iv) элементы системы управления, связанные с обеспечением безопасности, должны соответствовать категории В или 1 по ЕН ИСО 13849-1. Если использована категория В, управление остановкой должно быть размещено около устройства управления обратным ходом в соответствии с основными принципами ЕН ИСО 12100-2 [пункт 4.11.8, перечисление b)].
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.4.2 Опасности зажима/срезания между перемещаемыми и неподвижными частями станка
5.3.7.4.2.1 Опасности раздавливания, зажима частей тела человека
Должен быть исключен зажим между перемещаемыми частями направляющей линейки(ек) (например, направляющей частью для обрабатываемой заготовки) и неподвижной частью станка (например, станиной или встроенным подвижным столом на круглопильных форматных станках) в пределах возможной зоны зажима тела человека шириной 500 мм посредством:
a) устройства управления обратным ходом движения направляющей линейки, которое соответствует категории 1, 2 или 3 по ЕН ИСО 13849-1. Если использована категория 2, при каждом пуске станка следует убедиться в надежной работе электрической цепи управления обратным ходом путем включения и выключения управления обратным ходом. При отрицательном результате испытаний более трех раз подряд работа на станке должна быть запрещена. Отрицательный результат испытаний должен быть отмечен в документах по эксплуатации станка, или
b) механического устройства отключения, которое должно отвечать следующим требованиям:
1) оно должно быть расположено на неподвижных частях станка, например станине, или на встроенном передвижном столе на круглопильных форматных станках на максимальном расстоянии 50 мм ниже уровня стола;
2) усилие приведения в действие не должно превышать 50 Н;
3) электрическая цепь его управления должна соответствовать категории 1 или 3 по ЕН ИСО 13849-1;
c) понижения до 400 Н усилия прижима направляющей линейки к неподвижным частям станка, например к станине, или встроенному передвижному столу на круглопильных форматных станках.
Категория цепи управления ограничения усилия прижима должна соответствовать по ЕН ИСО 13849-1:
1) категории 1, если цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 2 или 3, если цепи управления включают в себя электронные компоненты. Если использована категория 2, следует проводить испытание при каждом пуске станка. При отрицательном результате испытания более трех раз подряд работа на станке должна быть запрещена.
Контроль: проверка соответствующих чертежей и/или схем, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.4.2.2 Опасности защемления, срезания пальцев/руки человека
Должны быть исключены защемление, срезание пальцев/руки человека между перемещаемыми частями направляющей линейки(ек) (например, направляющей частью для обрабатываемой заготовки) и неподвижной частью станка (например, станиной или встроенным подвижным столом на круглопильных форматных станках) в пределах возможной зоны защемления, срезания пальцев/руки шириной 150 мм посредством:
a) устройства управления обратным ходом движения направляющей линейки, которое должно соответствовать категории 1, 2 или 3 по ЕН ИСО 13849-1. При отрицательном результате испытаний более трех раз подряд работа на станке должна быть запрещена. Отрицательный результат испытаний должен быть отмечен в документах по эксплуатации станка, или
b) механического устройства отключения, которое должно отвечать следующим требованиям:
1) оно должно быть расположено на неподвижных частях станка, например станине, или на встроенном подвижном столе на круглопильных форматных станках на уровне стола;
2) усилие приведения в действие не должно превышать 50 Н;
3) электрическая цепь его управления должна соответствовать категории 1 или 3 по ЕН ИСО 13849-1, или
с) понижения скорости перемещения направляющей линейки к неподвижным частям станка (например, станине или встроенному передвижному столу на круглопильных форматных станках) до 1 м/мин на расстоянии 150 мм между направляющей линейкой и неподвижными частями станка. Электрическая цепь управления для снижения скорости должна соответствовать категории 2 или 3 по ЕН ИСО 13849-1. Если использована категория 2, цепь управления снижения скорости должна быть автоматически испытана при каждом пуске станка (см. 5.2.7).
При отрицательном результате испытания более трех раз подряд работа на станке должна быть запрещена. Отрицательный результат испытания должен быть отмечен в документах по эксплуатации станка. Кроме того, устройство управления аварийной остановкой должно быть достигаемым из положения возможного зажима, срезания.
Если усилие, создаваемое перемещающейся частью, не превышает 150 Н при максимальной скорости перемещения, в качестве исключения к перечислению а) перемещение в части зоны предполагаемого зажима, срезания между 25 и 150 мм можно осуществлять без применения устройства управления обратным ходом.
Категория электрической цепи управления для ограничения усилия прижима должна соответствовать по ЕН ИСО 13849-1:
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 2 или 3, если электрические цепи управления включают в себя электронные компоненты. Если использована категория 2, необходимо при каждом пуске станка проводить проверку усилия прижима станка, например посредством использования измерительного оборудования.
При отрицательном результате испытаний более трех раз подряд работа на станке должна быть запрещена. Отрицательный результат испытаний должен быть отмечен в документах по эксплуатации станка.
Контроль: проверка соответствующих чертежей и/или схем, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.4.2.3 Механические перемещения передвижного стола
На круглопильных форматных станках (и на круглопильных универсальных станках, если предусмотрен встроенный передвижной стол) с механическим перемещением встроенного передвижного стола должна быть исключена опасность удара посредством выполнения следующих требований:
a) движение вперед и назад должно быть управляемым посредством устройства управления обратным ходом, расположенным на встроенном передвижном столе;
b) скорость перемещения встроенного передвижного стола должна быть регулируемой и не должна превышать 40 м/мин;
c) встроенный передвижной стол должен полностью останавливаться в пределах 150 мм после срабатывания устройства управления обратным ходом;
d) устройство для прижима или комбинация башмака для прижима и поперечной направляющей линейки и механический концевой упор должны обеспечивать фиксацию обрабатываемой заготовки во время механического перемещения встроенного передвижного стола.
Механический концевой упор для обрабатываемой заготовки может включать устройство управления обратным ходом для перемещения встроенного передвижного стола в исходное положение.
Категория электрических цепей управления (см. также 5.2.1) перемещением встроенного передвижного стола должна соответствовать по ЕН ИСО 13849-1:
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 2 или 3, если электрические цепи управления включают в себя электронные компоненты. Если использована категория 2, необходимо при каждом пуске станка проводить проверку усилия прижима обрабатываемой заготовки, например посредством использования измерительного оборудования.
При отрицательном результате испытаний более трех раз подряд работа на станке должна быть запрещена. Отрицательный результат испытаний должен быть отмечен в документах по эксплуатации станка.
См. также 6.3, перечисление d).
Контроль: проверка соответствующих чертежей и/или схем, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.5 Защита приводов
Для исключения доступа ко всем механизмам привода следует использовать либо неподвижные ограждения, либо перемещаемые ограждения, сблокированные с двигателем привода шпинделя дисковой пилы в соответствии с ЕН 1088.
На круглопильных универсальных станках или круглопильных форматных станках, где изменение частоты вращения шпинделя осуществляется за счет изменения положения приводных ремней на шкивах, защитные ограждения, которые должны быть открыты, при проведении этой операции должны быть сблокированы с двигателем привода шпинделя дисковой пилы.
Категория электрических цепей управления для функций блокировки должна соответствовать 5.2.9 (см. также 5.2.1).
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.8 Механический прижим обрабатываемой заготовки
Для исключения защемления частей тела человека при применении механического прижима обрабатываемой заготовки должно быть предусмотрено следующее:
a) применение двухступенчатого прижима с максимальным усилием прижимного устройства 50 Н на первой ступени, с последующим достижением полного усилия прижима с использованием ручного управления, или
b) снижение зазора между башмаком для прижима и обрабатываемой заготовкой до 6 мм посредством ручной регулировки и ограничения хода прижима до 10 мм, или
c) ограничение скорости прижима до 10 мм/с, или
d) применение неподвижного ограждения устройства прижима для снижения зазора между обрабатываемой заготовкой и ограждением до 6 мм. Максимальный выступ прижима за пределы ограждения не должен быть более 6 мм.
Полная сила каждого единичного прижима должна быть не менее 700 Н в пределах всего диапазона регулирования устройства для прижима.
Категория электрических цепей управления для соблюдения силы прижима на первой стадии [см. 5.3.8, перечисление а)] и предела скорости прижима [см. 5.3.8, перечисление с)] должна быть не ниже категории 1 по ЕН ИСО 13849-1 (см. 5.2.1).
Если предусмотрен пневматический или гидравлический прижим, должны быть выполнены требования ЕН 982 и ЕН 983 соответственно.
На станках с пневматическим прижимом обрабатываемой заготовки должно быть обеспечено сохранение усилия ручного прижима в случае сбоя подачи пневматической энергии. Если используется обратный клапан для выполнения этого требования, он должен быть установлен на действующих цилиндрах в соответствии с ЕН 983.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.9 Приспособление, обеспечивающее безопасность при ручной подаче заготовки
Для обеспечения безопасности при ручной подаче мелких обрабатываемых заготовок на всех станках с ручной подачей заготовки следует использовать специальные приспособления, например толкающий шток с рукояткой (рисунок 31) или ручной толкатель (направляющая колодка) с заострением на конце, упираемым в заготовку (рисунок 32). На станке должна быть предусмотрена возможность крепления этого приспособления.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.

1 - рукоятка толкателя
Рисунок 31 - Пример толкающего штока с рукояткой
Ручные толкатели должны быть сделаны из пластмассы, дерева или фанеры.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
Минимальная длина толкателя должна быть 400 мм, заострение на конце направляющей колодки должно быть выполнено в соответствии с размерами, приведенными на рисунке 32.
Контроль: проверка соответствующих чертежей и измерение.

Рисунок 32 -
Пример ручного толкателя (направляющей колодки) с заострением
на конце
5.4. Защитные меры против немеханических опасностей
Для снижения риска воспламенения должны быть выполнены требования 5.4.3 и 5.4.4.
Должны быть выполнены требования 5.3.2.2 для недопущения контакта между основной дисковой пилой и подрезной пилой или дисковой пилой для пост-форминга и 5.3.7.1.5 для предотвращения искрового разряда как следствия контакта между дисковой пилой и пазом стола станка.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.4.2.1. Снижение шума на стадии проектирования
При проектировании станков следует учитывать информацию и проводить технические мероприятия по снижению шума, содержащиеся в ЕН ИСО 11688-1. Следует также использовать информацию, содержащуюся в ЕН ИСО 11688-2. Основными источниками шума являются:
a) вращающаяся основная дисковая пила;
b) вращающаяся подрезная дисковая пила или дисковая пила для пост-форминга (если предусмотрена).
5.4.2.2.1 Измерение шума круглопильных универсальных станков и круглопильных форматных станков
Производственные условия для измерения уровня шума станка должны соответствовать требованиям ИСО 7960 (приложение А).
Условия монтажа и работы станка должны быть идентичными при измерении уровня шума станка на рабочем месте и уровней звуковой мощности.
Для станков, к которым требования ИСО 7960 (приложение А) не применимы, в отчете об испытании должны быть подробно приведены условия монтажа и эксплуатации станка.
Уровни звуковой мощности должны быть измерены по методу огибающей поверхности измерения согласно ЕН ИСО 3746 при соблюдении следующих условий:
a) показатель акустических условий окружающей среды K2А должен быть не более 4 дБ;
b) разница между фоновым уровнем звука и уровнем звука, издаваемого станком в каждой точке измерения, должна быть не менее 6 дБ.
Формулу корректировки для этой разницы следует применять и для разницы, равной 10 дБ согласно ЕН ИСО 3746 (пункт 8.2);
c) огибающая поверхность измерения в форме прямоугольного параллелепипеда должна быть использована только для измерения на расстоянии 1,0 м от базовой поверхности измерения (источника звука);
d) дополнительное устройство должно быть включено в базовую поверхность, если расстояние от станка до дополнительного устройства менее 2,0 м;
e) должно быть исключено время измерения, а именно 30 с, требуемое по ЕН ИСО 3746 (пункт 7.5.3);
f) погрешность метода измерения не должна превышать 3 дБ;
g) число точек измерения (позиций микрофона) должно быть равным девяти в соответствии с ИСО 7960 (приложение А).
Там, где оборудование и методы измерения применяют в зависимости от типа станка, уровни звуковой мощности можно измерять с более высокой точностью, используя метод измерения по ЕН ИСО 3743-1, ЕН ИСО 3743-2, ЕН ИСО 3744 и ЕН ИСО 3745.
Для определения уровня звуковой мощности по методу интенсивности звука допускается по взаимной договоренности между потребителем и поставщиком использовать метод по ЕН ИСО 9614-1.
Уровень звукового давления на рабочем месте должен быть измерен в соответствии с ЕН ИСО 11202 при соблюдении следующих условий:
1) показатель акустических условий окружающей среды K2А или локальный показатель акустических условий окружающей среды на рабочем месте K3А должен быть не более 4 дБ;
2) разница между уровнем звука постороннего шума и уровнем звука на рабочем месте должна быть не менее 6 дБ;
3) локальный показатель акустических условий окружающей среды K3А следует рассчитывать в соответствии с ЕН ИСО 11204 (приложение А, пункт А.2) и измерять по методу, установленному в ЕН ИСО 3746, вместо метода, описанного в ЕН ИСО 11202 (приложение А), или в соответствии с ЕН ИСО 3743-1, ЕН ИСО 3743-2, ЕН ИСО 3744 или ЕН ИСО 3745, если был использован метод измерения по одному из этих стандартов.
На основании проведенных измерений должна быть оформлена декларация по шуму [см. 6.3, перечисление ff)].
5.4.2.2.2 Измерение шума на круглопильных станках для строительной площадки
Уровни звуковой мощности круглопильных станков для строительной площадки должны быть измерены следующим образом:
a) должен быть использован основной стандарт по шуму ЕН ИСО 3744;
b) условия работы должны соответствовать требованиям ИСО 7960 [приложение А, пункт А.2, перечисление b)];
c) измеряемая поверхность, число точек измерения (положений микрофона) и измеряемое расстояние должны соответствовать требованиям ИСО 7960 (приложение А);
d) уровень звукового давления поверхности должен быть определен по крайней мере три раза. Значения, полученные при измерении два раза подряд, не должны различаться более чем на 1 дБ. Если два из полученных значений различаются более чем на 1 дБ, продолжать измерения нецелесообразно, а оценочное значение уровня звукового давления на рабочем месте должно быть использовано для расчета уровня звуковой мощности, являющегося средним арифметическим из двух полученных значений, различающихся не более чем на 1 дБ.
Уровни звукового давления на рабочем месте должны быть измерены в соответствии со следующими требованиями:
1) показатель акустических условий окружающей среды K2А и локальный показатель акустических условий окружающей среды K3А должны быть не более 4 дБ;
2) разница между уровнем звука постороннего шума и уровнем звукового давления на рабочем месте должна быть не менее 6 дБ;
3) локальный показатель акустических условий окружающей среды K3А должен быть рассчитан в соответствии с ЕН ИСО 11204 (пункт А.2) и измеряться по методу, установленному в ЕН ИСО 3746, вместо метода, приведенного в ЕН ИСО 11202/АС (приложение А), или в соответствии с ЕН ИСО 3743-1, ЕН ИСО 3743-2, ЕН ИСО 3744 или ЕН ИСО 3745, если был использован метод измерения по одному из этих стандартов.
На основании проведенных измерений должна быть оформлена декларация по шуму [см. 6.3, перечисление gg)].
Для станков (за исключением круглопильных станков для строительной площадки, предназначенных для использования на открытом воздухе), для части дисковой пилы, расположенной под столом станка, должно быть установлено защитное ограждение с патрубком для присоединения к системе сбора и удаления опилок и пыли.
Ограждение с отсасывающим патрубком дисковой пилы, расположенной над столом, показано на рисунках 1, 2 и 23.
Круглопильные станки, предназначенные только для использования на строительной площадке, не нуждаются в отсасывающем устройстве.
Чтобы быть уверенным, что удаляемые со станка опилки и пыль далее транспортируются к вытяжной системе, при конструировании приемных всасывающих элементов, воздухопровода, дросселя и т.п. должна быть обеспечена скорость потока воздуха в отсасывающей системе: 20 м/с - для сухих опилок и 28 м/с - для влажных опилок (содержание влаги не менее 18 %).
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
Для обеспечения электробезопасности должны быть выполнены требования ЕН 60204-1, если в настоящем стандарте не установлены другие требования.
Степень защиты для электрических компонентов в соответствии с ЕН 60529 должна быть следующей:
a) для защиты от электрического поражения по меньшей мере IP 54;
b) для асинхронных двигателей по меньшей мере IP 54.
В первую очередь должны быть выполнены требования следующих разделов ЕН 60204-1:
c) раздел 7 - защита оборудования;
d) раздел 8 - эквипотенциальные соединения;
e) раздел 12 - кабели и провода;
f) раздел 13 - монтаж электропроводки;
g) раздел 14 - электродвигатели и сопутствующее оборудование.
Электрические распределительные щитки и шкафы не должны подвергаться опасности повреждения. Доступ к находящимся под напряжением частям станка должен быть закрыт по ЕН 60204-1 (пункт 6.2.2).
Риск возгорания на станке не рассматривается, если силовые электрические цепи выполнены в соответствии с ЕН 60204-1 (пункт 7.2.2).
Питающий силовой кабель для передвижных станков (если имеется) должен соответствовать, как минимум, типу Г07 по ГД 22.4 С4.
Испытания защищенных соединительных электрических цепей следует проводить по ЕН 60204-1 (пункт 18.2), а функциональные испытания - по ЕН 60204-1 (пункт 18.6).
Контроль: проверка соответствующих чертежей, схем, визуальный контроль станка, испытание защищенных соединительных электрических цепей по ЕН 60204-1 (пункты 18.2 и 18.6) и соответствующее функциональное испытание станка.
Примечание - Для подтверждения характеристик электрических компонентов может быть использована техническая документация их изготовителей.
5.4.5 Эргономика и обслуживание станка
Следует выполнять требования ЕН 614-1, а также следующие дополнительные требования:
- для снижения утомляемости оператора во время работы станок и его органы управления следует проектировать согласно эргономическим принципам ЕН 1005-4;
- расположение, обозначение и освещение (если необходимо) устройств управления и приспособлений для установки вручную инструмента должны соответствовать эргономическим принципам ЕН 894-1, ЕН 894-2, ЕН 894-3, ЕН 1005-1, ЕН 1005-2, ЕН 1005-3;
- резервуары для гидравлических жидкостей, сжатого воздуха и масленки должны быть расположены или ориентированы таким образом, чтобы был обеспечен свободный доступ к наливным и сливным патрубкам, соединительные шланги были легко доступны;
- высота стола станка должна быть не менее 850 мм;
- держатели для приспособлений, обеспечивающих безопасность при ручной подаче заготовок (см. 5.3.9), должны быть расположены так, чтобы оператор легко мог достать эти приспособления со своего рабочего места. Рекомендуемое расположение толкающих палок на станках с перемещаемым ограждением дисковой пилы, установленным отдельно от расклинивающего ножа, см. в 5.3.7.1.3;
- встроенный передвижной стол на круглопильных форматных станках должен быть оборудован удобной ручкой на задней торцевой стороне для легкого перемещения стола (см. рисунок 2);
- передвижной пульт управления должен быть установлен так, чтобы была возможность перемещения его в любую требуемую позицию.
Передвижные столы круглопильных универсальных станков должны отвечать следующим требованиям:
a) масса стола должна быть не более 25 кг в соответствии с ЕН 1005-2;
b) стол должен быть оборудован рукоятками для перемещения;
c) стол должен крепиться в позиции остановки;
d) направляющая штанга для перемещения передвижного стола (см. рисунок 1) должна быть расположена так, чтобы задний конец штанги не выдавался перед передней кромкой стола станка.
Круглопильные станки для строительной площадки должны быть оборудованы встроенными приспособлениями для подъема станка (например, ушками для подъемного крана), расположенными с учетом центра тяжести станка.
Графические символы, относящиеся к работе приводов, должны соответствовать требованиям ЕН 61310-1 (таблица 6).
Примечание - Соответствующее руководство дано в ЕН 60204-2, ЕН 614-1 и ЕН 614-2.
Расположение органов управления см. также в 5.2.2, 6.3, ЕН 894-3 и ЕН 1005-3.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
Для круглопильных универсальных станков или круглопильных форматных станков, снабженных пневматическим прижимом обрабатываемой заготовки, следует выполнять требования ЕН 983.
См. также 5.2.1, 5.2.2, 5.3.3.1, 5.4.13, 6.1 - 6.3.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
Для круглопильных универсальных станков или круглопильных форматных станков, снабженных гидравлическим быстродействующим устройством прижима дисковой пилы, следует выполнять требования ЕН 982.
См. также 5.3.3.4.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.8 Электромагнитная совместимость
Для обеспечения безопасной работы станок должен быть надежно защищен от электромагнитных помех в соответствии с ЕН 60439-1, ЕН 50370-1 и ЕН 50370-2.
Примечание - Можно гарантировать, что станки, электрические компоненты которых маркированы «СЕ» и электропроводка отвечает требованиям, указанным в документации изготовителя, надежно защищены от внешних электромагнитных воздействий.
Для систем управления с электронными компонентами см. приложение J.
Контроль: проверка соответствующих чертежей и/или схем и визуальный контроль станка.
Лазер для указания линии пропила должен соответствовать категории 2,2 М или еще более низкой категории риска по ЕН 60825-1.
Лазер должен быть установлен на станке так, чтобы его было видно.
Все требования изготовителя лазера, связанные с установкой и использованием лазера, должны быть выполнены. Если на станке установлен лазер, инструкция для пользования лазером должна быть повторена в руководстве по эксплуатации станка. Предупреждающая этикетка и предупреждение на использование защиты зрения, если они предусмотрены, должны быть расположены на станке вблизи позиции оператора.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
Примечание - Для характеристик лазера может быть использована информация его изготовителя.
5.4.10 Статическое электричество
Если станок оснащен гибкими шлангами для отсоса опилок и пыли, для снятия статического электричества шланги должны быть заземлены или выполнены из антистатических материалов.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
Станок должен быть спроектирован так, чтобы было невозможно использовать дисковые пилы и инструмент для выборки пазов, имеющие размеры больше, чем те, для которых станок спроектирован.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.12 Отключение энергоснабжения
Следует выполнять требования ЕН 1037 (раздел 5) и в дополнение:
- главный электрический выключатель должен соответствовать требованиям ЕН 60204-1 (пункт 5.3);
- если станок снабжен штепсельным разъемом для подключения к 3-фазной электросети, то этот штепсельный разъем может иметь преобразователь фаз;
- если станок оснащен электрическим тормозным устройством, главный силовой выключатель не должен быть расположен на той стороне станка или пульта управления, на которой расположены органы управления пуском и остановкой, и должен быть размещен в зоне, видимой с рабочего места оператора;
- если используется пневматическая энергия, должен быть предусмотрен пневматический предохранительный клапан, снабженный устройством для блокировки с главным электрическим выключателем в изолированных условиях;
- если используется пневматическая энергия только для прижима, то применение быстродействующих отключающих устройств в соответствии с ЕН 983, без запирающего устройства в соответствии с ЕН 1037 (пункт 5.2) допускается, только если станок (или его соответствующая часть) в любое время легко доступны для оператора, производящего работы на станке.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.4.13 Техническое обслуживание
Должны быть соблюдены основные принципы ЕН ИСО 12100-2 (пункт 4.15) и использована информация по техническому обслуживанию из ЕН ИСО 12100-2 [пункт 6.5.1, перечисление е)].
Должна быть дана рекомендация по креплению инструментов на станке при их замене и по регулировке расклинивающего ножа.
Все предусмотренные точки смазки должны быть расположены на внешней стороне ограждения дисковой пилы (пил) и быть легко доступны оператору, стоящему на полу.
Для сбрасывания остаточного давления, например в резервуаре высокого давления или трубопроводе после отключения подачи пневматической энергии, должны быть предусмотрены специальные устройства, например вентиль или предохранительный клапан. Сбрасывание давления следует производить без разъединения трубопровода.
Если накопленная остаточная пневматическая энергия может вызывать движение частей станка, эти движения должны быть исключены путем использования устройства для сбрасывания остаточного пневматического давления.
См. также 6.3, перечисление аа).
Контроль: проверка соответствующих чертежей, руководство по эксплуатации, визуальный контроль станка и соответствующее функциональное испытание станка.
6 Информация для пользователя
6.1 Общие положения
Следует соблюдать основные положения ЕН 847-1 (раздел 8) и ЕН ИСО 12100-2 (раздел 6).
Должна быть приложена информация по отрицательным результатам испытания системы торможения.
Круглопильные форматные станки с установленным пильным узлом для пост-форминга должны быть снабжены предупреждающим сигналом (например, для просмотра линии пиления), указывающим, что цикл пост-форминга включен и что делать, если сигнал повторяется (см. также 5.2.6).
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.2 Маркировка
6.2.1 Маркировка станка
Следует соблюдать основные принципы ЕН ИСО 12100-2 (пункт 6.4).
Приведенная ниже информация должна быть легко читаемой и несмываемой в течение всего срока эксплуатации станка, нанесена непосредственно на станок гравировкой или травлением, либо наклеиванием этикеток или самоклеящихся табличек, либо фирменных табличек, закрепленных на станке, например посредством заклепок или шурупов, а именно:
a) наименование и адрес изготовителя;
b) год изготовления;
c) серия или тип станка;
d) идентификационный или серийный номер станка (если имеется);
e) основные технические характеристики электротехнических изделий: напряжение, частота, мощность в соответствии с ЕН 60204-1 (пункт 16.4);
f) наибольший и наименьший диаметр дисковых пил, для которых спроектирован станок;
g) направление вращения дисковой пилы (пил);
h) диаметр внутреннего отверстия дисковой пилы (пил);
i) размеры направляющих элементов расклинивающего ножа для его крепления на держателе;
j) на станках, у которых изменение частоты вращения шпинделя достигается изменением положения приводных ремней на смежных шкивах привода, на дверце, закрывающей доступ к механизму привода, должна быть расположена диаграмма, показывающая частоту вращения шпинделя в оборотах в минуту, для каждой комбинации шкивов;
k) масса стола/каретки для круглопильных станков для универсального распиливания, снабженных съемным передвижным столом/кареткой;
l) номинальное давление в пневматической системе, если станок снабжен пневматической системой;
m) на круглопильных универсальных станках и круглопильных форматных станках с наклоняемой дисковой пилой должна быть табличка: «Не забывать заменить ограждение перед наклоном дисковой пилы»;
n) если на станке установлен пневматический силовой выключатель, его функции, схема размещения и рабочее положение(я) должны быть обозначены, например, на фирменной табличке или в виде пиктограммы;
o) на круглопильных станках для строительной площадки - гарантированный уровень звуковой мощности, определенный в соответствии с методами, приведенными в 5.4.2.2.2, перечисления а) - d), в соответствии с ЕН ИСО 4871;
p) если круглопильный универсальный станок и круглопильный форматный станок снабжены пневматической системой и выключение подачи пневматической энергии не достигается путем выключения главного электрического выключателя, должна быть предупреждающая табличка, указывающая на то, что подача пневматической энергии осуществляется независимо от подачи электроэнергии, табличка должна быть размещена около главного электрического выключателя;
q) на станках с изменяемой частотой вращения шпинделя должны быть указаны все частоты вращения шпинделя в оборотах в минуту.
Таблички или пиктограммы с обозначением номинального давления и силовых выключателей (если установлены) также должны быть размещены вблизи от установленного главного силового выключателя станка.
Предупреждающие таблички должны быть выполнены либо на языке той страны, где будет эксплуатироваться станок, либо в виде пиктограмм.
Если применяют графические символы, они должны соответствовать требованиям ЕН 61310-1 (таблица 6).
Если станок оборудован мерными шкалами, они должны соответствовать требованиям ЕН 894-2.
Шкалы, показывающие ширину пропила, должны быть спроектированы и расположены так, чтобы ширина пропила была четко видна.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.2.2 Маркировка расклинивающих ножей
Расклинивающий нож должен иметь следующую несмываемую маркировку:
a) толщина ножа;
b) диапазон диаметров дисковой пилы, для которых он предназначен;
c) ширина паза для установки расклинивающего ножа.
Маркировку следует наносить, например, посредством гравировки, травления, вдавливания или штамповки.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.3 Руководство по эксплуатации
Кроме основных положений ЕН ИСО 12100-2 (пункт 6.5) руководство по эксплуатации должно включать в себя следующее:
a) повторение маркировок, пиктограмм и другой информации, размещенной на станке в соответствии с 6.1 и 6.2;
b) описание использования станка по назначению;
c) предупреждение о возможных остаточных рисках, таких как:
1) вдыхание вредной пыли (например, требование о ношении маски от пыли);
2) возможная потеря слуха (например, меры по предотвращению потери слуха);
3) ручная подача заготовки при пилении дисковыми пилами, инструментами для выборки пазов (например, использование приспособлений, обеспечивающих безопасность при ручной подаче заготовок);
4) попытки удаления опилок при вращающейся дисковой пиле и движущемся пильном узле;
5) использование станка при неисправных ограждениях и других устройствах, обеспечивающих безопасность при работе на станке;
d) инструкции по безопасной работе на станке в соответствии с ЕН ИСО 12100-2 [пункт 6.5.1, перечисление d)], в том числе:
1) правила использования передвижных столов с ручным перемещением (если предусмотрены);
2) правила использования передвижных столов с механическим перемещением (если предусмотрено);
3) правила установки и использования продольной направляющей линейки при продольном пилении цельной древесины и ДСП;
4) правила установки и использования перемещаемой поперечной направляющей линейки;
5) правила использования съемного механизма подачи;
6) правила пиления под углом;
e) для стационарных станков требования о необходимости крепления станка к полу и информация о способах крепления;
f) для круглопильных станков для строительной площадки указание об установке станка только на твердой и ровной поверхности, также о том, что при необходимости допускается использовать плиту(ы), обеспечивающую устойчивое положение станка при нагрузке во время работы;
g) для круглопильных станков для строительной площадки, у которых предусмотрен боковой удлинитель стола станка, инструкция по установке, креплению и использованию этого удлинителя;
h) для передвижных станков инструкция о том, что должно быть предпринято для передвижения станка и как сделать станок неподвижным и устойчивым во время работы;
i) информация, содержащая способ правильного подъема станка при транспортировании;
j) указание о том, что станок следует крепить к полу, если установлено приспособление для крепления ограждения дисковой пилы на крышке или кожухе;
k) требования о необходимости обучения операторов использованию, регулировке и работе на станке;
l) указание о том, что должны быть использованы только дисковые пилы предельно допустимых размеров по диаметру и количеству зубьев, изготовленные, правильно подготовленные и заточенные в соответствии с ЕН 847-1;
m) информация о том, что на станках с устройством для выборки пазов следует использовать только фрезерный инструмент для ручной подачи с шириной режущей части не более 20 мм, маркированный «MAN» и изготовленный в соответствии с ЕН 847-1;
n) для станков с устройством для выборки пазов - инструкция по наладке станка для выборки пазов и переналадки станка для нормальной операции пиления, с особенным указанием об отдаче и регулировке расклинивающего ножа;
o) указание о том, что дисковая пила не должна быть использована, если фактическая скорость пилы, получаемая при вращении шпинделя дисковой пилы, превышает максимально допустимую скорость для этой пилы;
p) руководство по правильному выбору расклинивающего ножа в соответствии с размером дисковой пилы;
q) инструкция по установке расклинивающего ножа с указанием на то, что он должен достигать верхней части дисковой пилы и что зазор между расклинивающим ножом и дисковой пилой должен быть 3 - 8 мм;
r) указание о том, что при резании мелких заготовок и в случае, где это необходимо, для продвижения обрабатываемой заготовки относительно вращающейся дисковой пилы следует обязательно использовать приспособления, обеспечивающие безопасность при ручной подаче заготовки (например, толкатели);
s) информация о наибольшей ширине и толщине обрабатываемой заготовки, которая может быть распилена на станке;
t) предупреждение о том, что при поперечном пилении круглой заготовки следует обеспечить ее надежное крепление от проворота за счет использования соответствующего прижимного приспособления;
u) указание о том, что при работе на станке должно быть предусмотрено использование адекватного общего и местного освещения;
v) если установлено быстродействующее зажимное устройство для крепления дисковой пилы, - инструкция по его установке и использованию;
w) если установлен лазер:
1) предупреждение о недопустимости замены лазера другим типом лазера, использования дополнительных оптических устройств и ремонта лазера иными специалистами, кроме специалистов изготовителя лазера или его доверенных лиц;
2) повторение инструкций изготовителя лазера по установке и использованию лазера;
x) основные требования к вытяжным установкам для удаления стружки и пыли, к которым должен быть подключен станок, в том числе:
1) наименьший объем отсасываемого воздуха, м3/ч;
2) наименьшее падение давления на каждом выходном присоединительном патрубке при рекомендуемой скорости прохождения потока воздуха;
3) наименьшая скорость воздушного потока в вытяжном трубопроводе, м/с;
4) наименьшие размеры поперечного сечения и характерные особенности каждого присоединительного патрубка;
y) требование об обязательном подключении станка к внешней системе удаления стружки и пыли при использовании станка в помещении.
Примечание - Требования к внешним, установленным на месте эксплуатации станка вытяжным установкам для удаления стружки и пыли см. в ЕН 12779;
z) предупреждение о необходимости включения оборудования для удаления стружки и пыли перед началом работы станка;
aa) предупреждение о необходимости проведения регулярного технического обслуживания станка, включая механический тормоз, с указанием даты его проведения и о том, что техническое обслуживание следует проводить только при полном отключении станка от всех источников энергии, исключающем непреднамеренный пуск станка;
bb) инструкция о правилах выполнения безопасной очистки станка при полном отключении от всех источников энергии, исключающем непреднамеренный пуск механизмов станка;
cc) информация относительно технического обслуживания приспособлений, обеспечивающих безопасность при ручной подаче заготовок;
dd) инструкция по безопасному сбросу остаточной энергии, если имеется пневматическая система (см. 5.4.13);
ее) методы и порядок проведения испытания устройств, обеспечивающих безопасность, которые подлежат проверке:
1) проверка аварийной остановки - функциональное испытание;
2) проверка блокировки ограждения - открывание каждого ограждения, приводящего к остановке станка и невозможности пуска станка при открытом ограждении;
3) проверка системы торможения - проверка времени торможения;
4) проверка частоты вращения шпинделя - функциональное испытание;
5) проверка выбора режима - функциональное испытание;
6) проверка устройства управления обратным ходом - функциональное испытание;
7) на встроенных передвижных столах проверка блокирующего устройства для остановки двигателя привода дисковой пилы - функциональное испытание;
8) проверка быстродействующего зажима дисковой пилы (если предусмотрено) - функциональное испытание;
ff) для круглопильных универсальных станков и круглопильных форматных станков - декларация по шуму, издаваемому станком, фактические значения акустических характеристик или значения, основанные на базе измерений, проведенных на аналогичном механизме, измеренные по методам, приведенным в 5.4.2.2. Эта декларация должна содержать информацию об использованных методах измерения шума и рабочих условиях во время испытания, а также о значениях связанной с этим методом погрешности K, используя при этом форму записи со сдвоенными числами в соответствии с ЕН ИСО 4871, а именно:
- 4 дБ - при использовании ЕН ИСО 3746 и ЕН ИСО 11202;
- 2 дБ - при использовании ЕН ИСО 3743-1, или ЕН ИСО 3743-2, или ЕН ИСО 3744;
- 1 дБ - при использовании ЕН ИСО 3745.
Для примера: для уровня звуковой мощности Lwg = 93 дБ (измеренное значение) погрешность K = 4 дБ.
Измерения проводились по ЕН ИСО 3746.
Проверку точности декларируемых значений уровня шума следует проводить с использованием того же метода измерения и в тех же условиях эксплуатации, которые приведены в декларации.
Декларацию по шуму необходимо сопровождать следующим заявлением:
«Приведенные данные отражают предельные значения уровня шума, но необязательно являются безопасными рабочими уровнями. Несмотря на то что существует соотношение между уровнем излучения и уровнем звукового давления, они не могут быть надежно использованы для определения того, требуются или нет дальнейшие меры предосторожности.
Факторы, оказывающие влияние на фактический уровень воздействия шума на работников, включают в себя характеристики рабочего помещения, другие источники шума и т.д., а именно число станков и других сопутствующих процессов. Также допустимый уровень воздействия шума может быть различным в зависимости от страны. Эта информация, тем не менее, даст пользователю станка возможность наилучшим образом оценить опасности и риски»;
gg) для круглопильных станков для строительной площадки декларация по шуму, издаваемому станком, измеренному методами, приведенными в 5.4.2.2.2, перечисления а) - d), используя при этом форму записи одного числа в соответствии с ЕН ИСО 4871.
Например, уровень звуковой мощности Lwg = 93 дБ.
Дополнительно декларация должна содержать информацию об использованных методах измерения шума и рабочих условиях во время испытания, а также о значениях связанной с этим методом погрешности K, используя при этом форму записи со сдвоенными числами в соответствии с ЕН ИСО 4871.
Декларацию по шуму следует сопровождать следующим заявлением:
«Приведенные данные отражают предельные значения уровня шума, но необязательно являются безопасными рабочими уровнями. Несмотря на то что существует соотношение между уровнем излучения и уровнем звукового давления, они не могут быть надежно использованы для определения того, требуются или нет дальнейшие меры предосторожности.
Факторы, оказывающие влияние на фактический уровень воздействия шума на работников, включают в себя характеристики рабочего помещения, другие источники шума и т.д., а именно число станков и других сопутствующих процессов. Также допустимый уровень воздействия шума может быть различным в зависимости от страны. Эта информация, тем не менее, даст пользователю станка возможность наилучшим образом оценить опасности и риски».
Контроль: проверка руководства по эксплуатации и соответствующих чертежей.
Приложение А
(обязательное)
Методика
испытания на устойчивость круглопильных станков
для строительной площадки
При приложенном, как показано на рисунке А.1, усилии прижима 700 Н отклонение Dh незакрепленной ножки станины станка должно быть не более 20 мм.

1 - прижим; 2 -
незакрепленная ножка станины станка; 3 - закрепленная ножка станины
станка;
4 - поддерживающая ножка станины станка
Рисунок
А.1 - Испытание на устойчивость круглопильного станка
для строительной площадки
Приложение В
(обязательное)
Методика
контроля геометрической точности посадочных поверхностей
шпинделя дисковой пилы
Таблица В.1
|
Схема измерения |
Объект |
Допускаемое отклонение, мм |
Измерительный прибор |
|
Измерение должно быть сделано возможно ближе к неподвижному фланцу дисковой пилы |
Радиальное биение шпинделя дисковой пилы |
0,03 |
Индикатор часового типа |
|
Применение осевого усилия F - по рекомендации изготовителя станка |
Торцевое биение фланца для крепления дисковой пилы |
0,03 |
Индикатор часового типа, динамометр |
|
для М £ 100 |
|||
|
0,04 |
|||
|
для М > 100 |
|||


Приложение С
(обязательное)
Методика испытания на продольную устойчивость расклинивающего ножа
Расклинивающий нож должен быть установлен вертикально так, чтобы его конец (острие) находился по высоте не ниже уровня высшей точки на периферии наружного диаметра наибольшей дисковой пилы, для которой станок предназначен, установленной в самом высоком положении, и надежно закреплен с крутящего момента 25 Нм.

Рисунок С.1 - Испытание на продольную устойчивость расклинивающего ножа
К острию ножа прикладывается горизонтальное усилие 500 Н по схеме, показанной на рисунке С.1. Упругая деформация A не должна быть больше 2 мм для круглопильных универсальных, форматных станков и станков для строительной площадки при любом диаметре дисковой пилы.
Приложение D
(обязательное)
Методика испытания на боковую устойчивость расклинивающего ножа
К острию расклинивающего ножа, надежно закрепленного в положении, соответствующем максимальному диаметру дисковой пилы, для которой предназначен станок, следует приложить горизонтальное усилие 30 Н по схеме, показанной на рисунке D.1, строго перпендикулярно плоскости вращения пилы. При этом необходима проверка совпадения оси расклинивающего ножа с осью плоскости пилы. Упругая деформация d не должна превышать 8 мм.
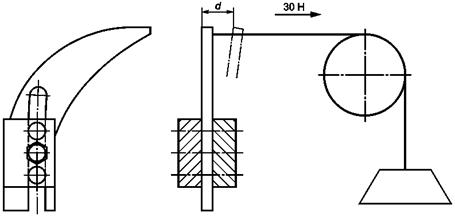
Рисунок D.1 - Испытание на боковую устойчивость расклинивающего ножа
Приложение Е
(обязательное)
Рекомендуемые наименьшие размеры стола, удлинителя стола и вставки стола станка
Наименьшие размеры стола, удлинителя стола и вставки стола круглопильных универсальных станков (рисунок Е.1) должны соответствовать таблице Е.1.
Таблица Е.1 - Рекомендуемые наименьшие размеры стола, удлинителя стола и вставки стола круглопильных универсальных станков
|
Диаметр дисковой пилы D, мм |
|||||
|
250 £ D £ 315 |
315 < D £ 400 |
400 < D £ 450 |
450 < D £ 500 |
D > 500 |
|
|
L |
≥ 790 |
≥ 1000 |
≥ 1125 |
≥ 1150 |
≥ 1500 |
|
W |
≥ 525 |
≥ 850 |
≥ 850 |
≥ 850 |
≥ 1000 |
|
а |
≥ 395 |
≥ 500 |
≥ 560 |
≥ 625 |
≥ 750 |
|
b |
≥ 175 |
≥ 280 |
≥ 280 |
≥ 280 |
≥ 335 |
|
с |
≥ 50 |
≥ 60 |
≥ 64 |
≥ 70 |
≥ 80 |
|
X |
≥ 800 |
≥ 1200 |
≥ 1200 |
≥ 1200 |
≥ 1200 |
|
Y |
≥ 200 |
≥ 300 |
≥ 300 |
≥ 300 |
≥ 300 |
|
Z |
≥ 75 |
≥ 100 |
≥ 100 |
≥ 100 |
≥ 100 |

1 - направление подачи; 2 - удлинитель стола; 3 - вставка стола
Рисунок Е.1 -
Размеры стола, удлинителя стола и вставки стола круглопильных
универсальных станков и круглопильных станков для строительной площадки
Наименьшие размеры стола, удлинителя стола и вставки рабочего стола круглопильных станков для строительной площадки (см. рисунок Е.1) должны соответствовать таблице Е.2.
Таблица Е.2 - Рекомендуемые наименьшие размеры стола, удлинителя стола и вставки стола круглопильных станков для строительной площадки
|
Диаметр дисковой пилы D, мм |
|||
|
D £ 350 |
350 < D £ 500 |
D > 500 |
|
|
L |
≥ 790 |
≥ 1000 |
≥ 1500 |
|
W |
≥ 525 |
≥ 650 |
≥ 1000 |
|
А |
≥ 395 |
≥ 520 |
≥ 750 |
|
В |
≥ 175 |
≥ 280 |
≥ 335 |
|
С |
≥ 50 |
≥ 70 |
≥ 80 |
|
X |
≥ 800 |
≥ 1200 |
≥ 1200 |
|
Y |
≥ 200 |
≥ 300 |
≥ 300 |
|
Z |
≥ 75 |
≥ 100 |
≥ 100 |

1 - направление подачи; 2 - удлинитель стола
Рисунок Е.2 - Размеры стола и удлинителя стола круглопильных форматных станков
Наименьшие размеры стола и удлинителя стола круглопильных форматных станков (см. рисунок Е.2) должны соответствовать таблице Е.3.
Таблица Е.3 - Рекомендуемые наименьшие размеры стола, удлинителя стола круглопильных форматных станков
|
Диаметр дисковой пилы D, мм |
|||||
|
250 £ D £ 315 |
315 < D £ 400 |
400 < D £ 450 |
450 < D £ 500 |
D > 500 |
|
|
L |
³ 790 |
≥ 1000 |
≥ 1125 |
≥ 1150 |
≥ 1500 |
|
W |
³ 525 |
³ 850 |
³ 850 |
³ 850 |
≥ 1000 |
|
а |
³ 395 |
³ 500 |
³ 560 |
³ 625 |
³ 750 |
|
b |
≥ 175 |
³ 280 |
³ 280 |
³ 280 |
³ 335 |
|
X |
³ 800 |
≥ 1200 |
≥ 1200 |
≥ 1200 |
≥ 1200 |
|
Y |
³ 200 |
³ 300 |
³ 300 |
³ 300 |
³ 300 |
Приложение F
(обязательное)
Методика испытания на устойчивость ограждения дисковой пилы
F.1 Общие положения
Все испытания должны быть проведены без дисковой пилы, устанавливаемой на станке.
F.2 Ограждение дисковой пилы, установленное отдельно от расклинивающего ножа
F.2.1 Ограждения дисковой пилы с подводящим скосом
Испытательные нагрузки должны быть приложены к ограждению дисковой пилы в точке, расположенной на высоте 40 мм от нижней кромки ограждения, параллельной столу (см. рисунок F.1).

1 - точка измерения A; 2 - точка измерения B
Рисунок F.1 - Испытание
на устойчивость ограждения с подводящим скосом дисковой
пилы, установленного отдельно от расклинивающего ножа
Точка измерения A должна быть расположена в той же точке, где приложен испытательный груз (см. рисунок F.1).
Точка измерения B должна быть расположена на верхней кромке ограждения в направлении оси шпинделя дисковой пилы (см. рисунок F.1).
Упругая деформация D ограждения дисковой пилы под грузом для испытания F = 20 Н должна быть:
a) в точке измерения A - не более 8 мм;
b) в точке измерения B - не более 3 мм.
F.2.2 Ограждения дисковой пилы с подающими роликами
Испытательное усилие должно быть приложено к ограждению дисковой пилы в точке, расположенной на высоте 40 мм от нижней точки первого подающего ролика, в направлении к самой дальней точке нижней кромки рабочего стола (исключая опору подающего ролика на рабочем столе) (рисунок F.2).
Точка измерения 1 должна быть расположена в той же точке, где приложен испытательный груз (см. рисунок F.2).
Точка измерения 2 должна быть расположена в точке на верхней кромке ограждения по оси шпинделя дисковой пилы (см. рисунок F.2).
Упругая деформация ограждения дисковой пилы под грузом для испытания F = 20 Н должна быть:
a) в точке измерения 1 - не более 8 мм;
b) в точке измерения 2 - не более 3 мм.

1, 2 - точки измерения
Рисунок
F.2 - Испытание
на устойчивость ограждений дисковой пилы на подающих
роликах, установленных отдельно от расклинивающего ножа
F.3 Ограждения дисковой пилы, закрепленные на расклинивающем ноже
Испытательное усилие должно быть приложено к ограждению дисковой пилы на верхней кромке подводящего скоса, при этом ограждение дисковой пилы должно находиться внизу на рабочем столе станка, а пильный узел станка отрегулирован на максимальную высоту пропила, для которой предназначен станок (рисунок F.3).
Упругая деформация D ограждения дисковой пилы должна быть не более 15 мм под испытательным грузом F = 5 Н для круглопильных универсальных станков, форматных и станков для строительной площадки с диаметром дисковой пилы не более 315 мм. Для станков для строительной площадки с диаметром дисковой пилы более 315 мм упругая деформация D не должна превышать 8 мм при испытательном грузе F = 20 Н.
Дисковая пила не должна касаться ограждения.

1 - точка измерения; 2 - стол станка
Рисунок
F.3 - Испытание
на устойчивость ограждения дисковой пилы,
установленного на расклинивающем ноже
Приложение G
(обязательное)
Методика испытания защитных ограждений на ударную прочность
G.1 Общие положения
Настоящее приложение определяет метод испытания защитных ограждений на ударную прочность в целях снижения риска выброса из рабочей зоны частей инструмента или обрабатываемой заготовки.
Настоящее приложение применяют для испытания как ограждений, так и материалов, из которых они изготовлены.
G.2 Метод испытания
G.2.1. Общие положения
Этот метод испытания воспроизводит опасность при выбросе частей режущего инструмента или обрабатываемой заготовки. Это испытание позволяет оценить противодействие/прочность ограждений и/или образцов материалов, из которых они изготовлены, против проникновения в них инородных тел или смещения их на станке в результате выброса из станка частей режущего инструмента или обрабатываемой заготовки.
G.2.2 Испытательное оборудование
Испытательное оборудование состоит из подвижного устройства, перемещаемого «снаряда», опоры для крепления объекта испытания, системы измерения и регистрации скорости перемещения «снаряда» с точностью ±5 %.
G.2.3 Перемещаемый «снаряд» для испытания ограждений
Перемещаемый «снаряд» представляет собой шар диаметром 8 мм, изготовленный из стали со следующими свойствами:
a) прочность на разрыв Rm = 560 - 690 Н · мм-2;
b) предел текучести R0,2 ³ 330 Н · мм-2;
c) предельное удлинение на разрыв A ≥ 20 %;
d) твердость до 56+4 HRC на глубине не менее 0,5 мм.
G.2.4 Объект испытания
Испытания должны проходить защитные ограждения и/или образцы материалов, применяемых для их изготовления. Крепление ограждения должно быть идентично креплению его на станке. Для испытаний материалов, из которых изготовлены ограждения, следует использовать образцы, закрепленные на рамке с отверстием размерами 450´450 мм. Рамка должна быть достаточно жесткой. Крепление образца должно быть надежным.
G.2.5 Порядок испытания
Испытание на ударную прочность следует проводить с использованием описанного в G.2.3 «снаряда», перемещаемого со скоростью 70 м/с.
Направление удара должно быть перпендикулярным к испытуемой поверхности. Мишенью для перемещаемого «снаряда» должны быть наиболее слабые и неблагоприятные места на образце материала или на ограждении.
G.3 Результаты
После окончания испытания на ограждении или на образцах материалов следует выявить следующие виды повреждений:
a) выпучивание/коробление (постоянная деформация без трещин);
b) начинающаяся трещина (видимая только на поверхности);
c) сквозная трещина (трещина, видимая насквозь);
d) проникновение (проникновение снаряда в испытуемый образец);
e) рама с образцом сорвана с крепления;
f) защитное ограждение оторвано с опоры.
G.4 Оценка
Защитное ограждение или образец материала считаются выдержавшими испытание, если на них нет сквозных трещин или проникновения в них «снаряда» и нет дополнительных повреждений по G.3, перечислениям е) и f).
G.5 Отчет об испытании
Отчет об испытании должен содержать, как минимум, следующую информацию:
a) дата, место проведения испытания и наименование организации, проводившей испытания;
b) масса, размеры, скорость перемещаемого «снаряда»;
c) изготовитель станка, тип станка, наибольшая частота вращения шпинделя;
d) конструкция, материал и размеры образца для испытания;
e) способ крепления объекта испытания;
f) направление удара, точка попадания перемещаемым «снарядом»;
g) результат испытания.
G.6 Оборудование для испытания на ударную прочность
Оборудование для испытания на ударную прочность состоит из ствола, к которому прикреплен баллон сжатого воздуха (рисунок G.1). Сжатый воздух через клапан подается в ствол импульсами, чтобы увеличить скорость перемещаемого «снаряда» в направлении испытуемого образца.
Баллон сжатого воздуха заправляется от компрессора. Скорость перемещаемого «снаряда» регулируется с помощью изменения давления и объема воздуха.
Скорость перемещаемого «снаряда» измеряют на выходе из ствола соответствующим прибором, например бесконтактным датчиком или фотоэлементом.

1 - измеритель скорости; 2
- ствол; 3 - перемещаемый «снаряд»; 4 - пульт управления;
5 - баллон сжатого воздуха; 6 - образец для испытания
Рисунок G.1 - Пример оборудования для испытания на ударную прочность
Приложение H
(справочное)
Использование успешно испытанных компонентов
Для того чтобы считаться успешно испытанными компонентами, в соответствии с ЕН ИСО 13849-1 (пункт 6.2.4) эти компоненты должны соответствовать требованиям следующих стандартов:
a) электрические компоненты - ЕН ИСО 13849-2 (таблицы D.1 - D.17) и, кроме того:
1) переключатели управления с принудительно размыкающимся действием, используемые как механически действующие позиционные датчики для блокировки ограждений и для переключателей, используемых во вспомогательных цепях, - ЕН 60947-5-1;
2) электромеханические контакторы и пускатели электродвигателей, используемые в силовых цепях, - ЕН 60947-4-1;
3) электропровода с резиновой изоляцией - ГД 22.1 С4;
4) электропровода с поливинилхлоридной (ПВХ) изоляцией, если эти провода дополнительно защищены от механических повреждений (например, внутри станин), - ГД 21.1 С4;
b) электрические цепи управления - ЕН 60204-1 (пункт 9.4.2.1, первые четыре перечисления) (см. также ЕН ИСО 13849-2, таблицы D.1 и D.2);
c) механические компоненты - ЕН ИСО 12100-2 (пункт 4.5), если один приводной механический элемент перемещает, например, другой элемент способами, описанными в этом стандарте;
d) механически действующие позиционные датчики блокировки ограждений - ЕН 1088 (пункты 5.2 и 5.3), если они приводятся в действие принудительным способом и их расположение/крепление, а также конструкция/установка контактного кулачка соответствуют требованиям этого стандарта (см. также ЕН ИСО 13849-2, таблицы D.1 - D.5);
e) пневматические и гидравлические компоненты и системы - соответственно ЕН 983 и ЕН 982 (см. также ЕН ИСО 13849-2, таблицы В.1 - В.18 и С.1 - С.12).
Эти условия следует учитывать для всех компонентов, подвергающихся воздействию окружающей среды, например, пыли и/или газов.
Примечание - Для исключения ошибок при оценке успешно испытанных компонентов следует руководствоваться ЕН ИСО 13849-2.
Приложение I
(обязательное)
Методика испытания системы торможением
I.1 Условия для всех видов испытаний:
a) шпиндельный узел должен быть установлен в соответствии с назначением использования станка согласно инструкции изготовителя, главным образом касательно натяжения ремня (в соответствии с 6.3);
b) если выбраны скорость вращения шпинделя и инструмент (дисковая пила, инструмент для выборки пазов) для испытания, то должны быть выбраны и условия, которые вызывают наибольшую кинетическую энергию;
c) перед началом испытаний шпиндель дисковой пилы должен вращаться не менее 15 мин на холостом ходу;
d) отклонение фактической скорости вращения от заданной не должно быть более ±10 %.
I.2 Испытания
I.2.1 Время выбега без торможения
Время выбега без торможения необходимо измерять следующим образом:
a) включить двигатель привода шпинделя дисковой пилы и дать ему возможность вращаться с заданным числом оборотов в течение 1 мин на холостом ходу;
b) отключить двигатель привода шпинделя дисковой пилы и измерить время выбега без торможения до полной остановки шпинделя;
c) повторить операции по перечислениям а) и b) еще два раза.
Время выбега без торможения определяется как среднее арифметическое значение из трех произведенных измерений.
I.2.2 Время выбега с торможением
Время выбега с торможением необходимо измерять следующим образом:
a) включить двигатель привода шпинделя дисковой пилы и дать ему возможность вращаться с заданным числом оборотов в течение 1 мин на холостом ходу;
b) отключить двигатель привода шпинделя дисковой пилы и измерить время выбега с торможением до полной остановки вращения шпинделя;
c) позволить шпинделю дисковой пилы остаться в состоянии покоя в течение 1 мин;
d) повторить операции по перечислениям а), b), с) еще девять раз.
Время выбега с торможением представляет собой среднее арифметическое значение из десяти произведенных измерений.
Все измеренные значения должны быть менее 10 с.
Приложение J
(обязательное)
Применение электронных компонентов
J.1 Общие положения
Для осуществления любой функции, связанной с обеспечением безопасности электронного оборудования, должны быть выполнены соответствующие требования ЕН ИСО 13849-1.
Для обеспечения безопасности работы станка следует использовать электронную систему управления SRECS.
Конструкция системы SRECS должна обеспечивать безопасность работы круглопильных универсальных станков и форматных круглопильных станков, а элементы этой системы должны соответствовать категории 2, 3 или 4 по ЕН ИСО 13849-1.
Конструкция системы SRECS должна соответствовать высшей категории безопасности по ЕН ИСО 13849-1, чтобы обеспечивать безопасность работы круглопильных универсальных станков и форматных круглопильных станков.
Если система SRECS не является составной частью компонента, на который существует специальный стандарт, ее следует выполнять с учетом требований окружающей среды по ЕН 50178 (пункты 6.1 и 6.2).
Если система SRECS, выполненная по категории 2, не является составной частью компонента, на который существует специальный стандарт, она должна соответствовать требованиям по электромагнитной совместимости для типа 2 по ЕН 61496-1.
Если система SRECS, выполненная по категории 3 или 4, не является составной частью компонента, на который существует специальный стандарт, она должна соответствовать требованиям по электромагнитной совместимости для типа 4 по ЕН 61496-1.
Примечание 1 - Требования по электромагнитной совместимости станка в целом приведены в 5.4.2.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
Примечание 2 - Для подтверждения характеристик компонентов могут быть использованы документы их изготовителей.
J.2 Конструкция системы SRECS
J.2.1 Компоненты системы
Компоненты системы SRECS (включая датчики, приводы, программируемые контроллеры, системы ЧПУ, логические регистраторы и т.д.) должны быть спроектированы и изготовлены согласно требованиям соответствующих стандартов и ЕН ИСО 13849-1.
Эти компоненты должны быть выбраны, собраны, скомпонованы и установлены в соответствии с требованиями технической документации их изготовителей, включая инструкции по их применению и установке.
Программируемые логические контроллеры (PLC), соответствующие категории 3 или 4 по ЕН ИСО 13849-1, могут быть использованы в системах управления для выполнения функций, связанных с обеспечением безопасности, перечисленных в 5.2.1.
Примечание 1 - При применении PLC следует учитывать, что общее время их реакции на входной сигнал может изменяться в определенных пределах. Время срабатывания PLC зависит в первую очередь от времени цикла программы. В критических ситуациях следует принимать в расчет удвоенное время цикла PLC, если для скорейшего отключения не используются сигналы тревоги или прерывания.
PLC, не соответствующие категории 3 или 4 по ЕН ИСО 13849-1, могут быть применены только как часть системы SRECS категории 3, например, как один из каналов двухканальной системы или как контрольное устройство категории 2.
Контроль: проверка соответствия техническим требованиям путем контроля соответствующих чертежей и/или схем, расчетов и визуального контроля станка.
Примечание 2 - Для подтверждения характеристик компонентов могут быть использованы документы их изготовителей.
J.2.2 Программное обеспечение, связанное с безопасностью
J.2.2.1 Встроенное программное обеспечение
Встроенное программное обеспечение системы SRECS должно соответствовать требованиям ЕН 61508-3 (разделы 6 и 7).
Примечание 1 - Доступ к встроенному программному обеспечению должен быть закрыт.
Контроль: проверка соответствия техническим требованиям путем контроля соответствующих чертежей и/или схем, расчетов и визуального контроля станка.
Примечание 2 - Для подтверждения характеристик компонентов встроенного программного обеспечения могут быть использованы документы их изготовителей.
J.2.2.2 Прикладное программное обеспечение
Программирование системы SRECS следует проводить в соответствии с инструкциями (техническим руководством) изготовителя компонентов.
Во избежание случайных изменений в программном обеспечении, относящемся к безопасности, это программное обеспечение должно быть четко отделено от функционального программного обеспечения (работы станка в целом).
Право вносить изменения в прикладное программное обеспечение системы SRECS должны иметь только специально уполномоченные лица. Если же предусмотрен доступ к программируемым функциям числового программного управления или системы SRECS во время работы или наладки (например, для остановки в заданной позиции, перемещения обрабатываемой заготовки), то должен быть исключен несанкционированный доступ к программируемым данным или программируемым функциям, связанным с безопасностью. В частности, производственному персоналу должно быть запрещено отключение функций безопасности с помощью встроенной и вызываемой прикладной программы [например, электрочувствительного защитного оборудования (ESPE), в котором использованы оптоэлектронные устройства (AOPD)]. Это может быть достигнуто путем использования пароля.
При дальнейшем совершенствовании прикладного программного обеспечения следует руководствоваться ЕН 61508-3 (разделы 6 и 7) или ЕН 62061 (пункт 6.11.3).
Примечание 1 - Эти требования к прикладному программному обеспечению можно выполнить посредством использования методов защитного программирования, структурного программирования, принципа модульного построения (так называемые логические/функциональные блоки, диаграммы последовательности и т.д.), повторным применением модулей программного обеспечения, которые отвечают вышеуказанным требованиям, зависящим от средств программирования системы SRECS.
Примечание 2 - Рекомендуется применять по возможности предварительно сертифицированные программные модули (например, для аварийной остановки), если таковые имеются.
Контроль: проверка соответствия техническим требованиям путем контроля соответствующих чертежей и/или схем, расчетов и визуального контроля станка.
J.2.2.3 Подтверждающая проверка
Система SRECS подлежит подтверждающей проверке, чтобы удостовериться, что все заданные функции безопасности станка выполняются. Эта проверка должна подтверждать правильность и четкость выполнения функций, связанных с обеспечением безопасности.
Подтверждающую проверку системы SRECS следует проводить в соответствии с ЕН ИСО 13849-2, например путем проверки чертежей соответствующих схем и/или диаграмм, блок-схем процесса, моделирования ошибок, визуального контроля, измерений, подтверждения для заводских компонентов и соответствующих функциональных испытаний станка.
Примечание 1 - Подтверждающая проверка включает в себя испытания и технические расчеты (например, анализ статики, динамики и ошибок). Результаты технических расчетов могут помочь в сокращении количества испытаний.
Если система SRECS не является составной частью компонента, на который существует специальный стандарт, ее следует выполнять с учетом требований окружающей среды по ЕН 50178 (пункты 6.1 и 6.2).
Если система SRECS, выполненная по категории 2, не является составной частью компонента, на который существует специальный стандарт, она должна соответствовать требованиям по электромагнитной совместимости для типа 2 по ЕН 61496-1.
Если система SRECS, выполненная по категории 3 или 4, не является составной частью компонента, на который существует специальный стандарт, она должна соответствовать требованиям по электромагнитной совместимости для типа 4 по ЕН 61496-1.
Примечание 2 - Требования по электромагнитной совместимости станка в целом приведены в 5.4.2.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
Примечание 3 - Для подтверждения характеристик компонентов могут быть использованы документы их изготовителей.
Приложение ДА
(справочное)
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального, межгосударственного стандарта |
|
ЕН 349:1993 |
MOD |
ГОСТ Р 51334-99 «Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону» |
|
ЕН 614-1:2006 |
- |
* |
|
ЕН 847-1:2005 |
MOD |
ГОСТ Р 52419-2005 «Фрезы насадные, оснащенные твердым сплавом, для обработки древесных материалов и пластиков. Технические условия» |
|
ЕН 847-3:2004 |
- |
* |
|
ЕН 894-1:1997 |
- |
* |
|
ЕН 894-2:1997 |
IDT |
ГОСТ Р 51341-99 «Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Средства отображения информации» |
|
ЕН 894-3:2000 |
- |
* |
|
ЕН 982:1996 |
MOD |
ГОСТ 31177-2003 (ЕН 982:1996) «Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика» |
|
ЕН 983:1996 |
MOD |
ГОСТ 30869-2003 (ЕН 983:1996) «Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика» |
|
ЕН 1005-1:2002 |
IDT |
ГОСТ Р ЕН 1005-1-2008 «Безопасность машин. Физические возможности человека. Часть 1. Термины и определения» |
|
ЕН 1005-2:2005 |
IDT |
ГОСТ ЕН 1005-2-2005 «Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами» |
|
ЕН 1005-3:2002 |
IDT |
ГОСТ Р ЕН 1005-3-2008 «Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе на машинах» |
|
ЕН 1005-4:2005 |
- |
* |
|
ЕН 1037:1995 |
IDT |
ГОСТ Р 51343-99 «Безопасность машин. Предотвращение неожиданного пуска» |
|
ЕН 1088:1995 |
IDT |
ГОСТ Р 51345-99 «Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора» |
|
ЕН 50178:1997 |
- |
* |
|
ЕН 50370-1:2005 |
- |
* |
|
ЕН 50370-2:2003 |
- |
* |
|
ЕН 60204-1:2006 |
IDT |
ГОСТ Р МЭК 60204-1-2007 «Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования» |
|
(МЭК 60204-1:2006) |
||
|
ЕН 60439-1:2004 |
MOD |
ГОСТ Р 51321.1-2007 (МЭК 60439-1:2004) «Устройства комплектные низковольтные распределения и управления. Часть 1. Устройства, испытанные полностью или частично. Общие технические требования и методы испытаний» |
|
(МЭК 60439-1:2004) |
||
|
ЕН 60529:1991 |
MOD |
ГОСТ 14254-96 (МЭК 529-89) «Степени защиты, обеспечиваемые оболочками (код IP)» |
|
(МЭК 529-1989) |
||
|
ЕН 60825-1:1994 |
- |
* |
|
(МЭК 60825-1:1993 + А1:1996) |
||
|
ЕН 61496-1:2004 |
- |
* |
|
(МЭК 61496-1:2004, модифицированный) |
||
|
ЕН 61508-3:2001 |
- |
* |
|
(МЭК 61508-3:1998 + Поправка 1999) |
||
|
ЕН 62061:2005 |
- |
* |
|
(МЭК 62061:2005) |
||
|
ЕН ИСО 3743-1:1995 |
- |
* |
|
(ИСО 3743-1-1995) |
||
|
ЕН ИСО 3743-2:1996 |
- |
* |
|
(ИСО 3743-2-1996) |
||
|
ЕН ИСО 3744:1995 |
MOD |
ГОСТ Р 51401-99 (ИСО 3744-94) «Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью» |
|
(ИСО 3744-1994) |
||
|
ЕН ИСО 3745:2003 |
MOD |
ГОСТ 31273-2003 (ИСО 3745:2003) «Шум машин. Определение уровней звуковой мощности по звуковому давлению. Точные методы для заглушённых камер» |
|
(ИСО 3745:2003) |
||
|
ЕН ИСО 3746:1995 |
MOD |
ГОСТ Р 51402-99 (ИСО 3746-95) «Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью» |
|
(ИСО 3746:1995) |
||
|
ЕН ИСО 4871-1996 |
MOD |
ГОСТ 30691-2001 (ИСО 4871-96) «Шум машин. Заявление и контроль значений шумовых характеристик» |
|
(ИСО 4871:1996) |
||
|
ЕН ИСО 9614-1:1995 |
MOD |
ГОСТ 30457-97 (ИСО 9614-1-93) «Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод» |
|
(ИСО 9614-1:1993) |
||
|
ЕН ИСО 11202:1995 |
MOD |
ГОСТ 31169-2003 (ИСО 11202:1995) «Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки» |
|
(ИСО 11202:1995) |
||
|
ЕН ИСО 11204:1995 |
MOD |
ГОСТ 30683-2000 (ИСО 11204-95) «Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия» |
|
(ИСО 11204:1995) |
||
|
ЕН ИСО 11688-1:1998 |
- |
* |
|
(ИСО/ТО 11688-1:1998) |
||
|
ЕН ИСО 12100-2:2003 |
IDT |
ГОСТ Р ИСО 12100-2-2007 «Безопасность машин. Основные понятия, общие принципы конструирования. Часть 2. Технические принципы» |
|
(ИСО 12100-2:2003) |
||
|
ЕН ИСО 13849-1:2006 |
IDT |
ГОСТ Р ИСО 13849-1-2003 «Безопасность оборудования. Элементы системы управления, связанные с безопасностью. Часть 1. Общие принципы конструирования» |
|
(ИСО 13849-1:2006) |
||
|
ЕН ИСО 13849-2:2003 |
- |
* |
|
(ИСО 13849:2003) |
||
|
ЕН ИСО 13850:2006 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. |
||
Приложение ДБ
(справочное)
Перечень
действующих национальных стандартов Российской Федерации,
касающихся круглопильных станков
Требования, установленные настоящим стандартом, соответствуют и расширяют требования действующих национальных стандартов на круглопильные станки, рассмотренные в настоящем стандарте, в том числе:
Таблица ДБ.1
|
Обозначение национального стандарта |
Наименование национального стандарта |
|
Оборудование деревообрабатывающее. Требования безопасности к конструкции |
|
|
Деревообрабатывающее оборудование. Станки круглопильные прирезные для продольной распиловки пиломатериалов. Основные параметры. Нормы точности и жесткости |
|
|
(ИСО 7959-87) |
|
|
Деревообрабатывающее оборудование. Станки круглопильные для поперечной распиловки пиломатериалов. Основные параметры. Нормы точности |
|
|
Деревообрабатывающее оборудование. Станки круглопильные обрезные. Основные параметры |
|
|
Оборудование деревообрабатывающее. Станки круглопильные для распиловки пиломатериалов. Концы шпинделей и фланцы. Основные размеры |
|
|
Деревообрабатывающее оборудование. Станки круглопильные для столярно-строительных работ. Терминология |
|
|
(ИСО 9616-89) |
|
|
Деревообрабатывающее оборудование. Станки круглопильные радиальные. Терминология и условия приемки |
|
|
(ИСО 7957-87) |
Библиография
|
EN 614-2 |
Safety of machinery - Ergonomic design principles - Part 2: Interactions between the design of machinery and work tasks |
|
(EH 614-2 |
Безопасность машин. Эргономические принципы конструирования. Часть 2. Взаимосвязь между конструкцией машины и ее работой) |
|
EN 1050 |
Safety of machinery - Principles for risk assessment |
|
(EH 1050 |
Безопасность машин. Принципы оценки и определения риска) |
|
EN 1760-2 |
Safety of machinery - Pressure sensitive protective devices - Part 2: General principles for the design and testing of pressure sensitive edges and pressure sensitive bars |
|
(EH 1760-2 |
Безопасность машин. Защитные устройства, реагирующие на давление. Часть 2. Общие принципы конструирования и испытаний ковриков и полов, реагирующих на давление) |
|
EN 1870-5 |
Safety of woodworking machines - Circular sawing machines - Part 5: Circular sawbenches/up-cutting cross-cut sawing machines |
|
(EH 1870-5 |
Безопасность деревообрабатывающих станков. Станки круглопильные циркулярные. Часть 5. Станки круглопильные универсальные/станки с верхним расположением пилы для поперечного пиления) |
|
EN 12779 |
Safety of woodworking machines - Chip and dust extraction systems with fixed installation - Safety related performances and safety requirements |
|
(EH 12779 |
Деревообрабатывающие станки. Безопасность. Стационарные установки для удаления стружки и пыли. Рабочие характеристики, связанные с безопасностью) |
|
EN 60745-1 |
Hand-held motor-operated electric tools - Safety - Part 1: General requirements (IEC 60745-1:2006, modified) |
|
EH 60745-1 |
Ручной приводной электроинструмент. Безопасность. Часть 1. Общие требования (МЭК 60745-1:2006, модифицированный) |
|
EN 60745-2-14 |
Hand-held motor-operated electric tools - Safety - Part 2-14: Particular requirements for planers. Amendment 1 |
|
(EH 60745-2-14 |
Ручной приводной электроинструмент. Безопасность. Часть 2-14. Особые требования при фуговании (МЭК 60745-2-14:2003)) |
|
EN 60947-4-1 |
Low-voltage switchgear and controlgear. Contactors and motor-starters. Electromechanical contactors and motor-starters |
|
(EH 60947-4-1 |
Низковольтная аппаратура распределения и управления. Часть 4-1. Контакторы и пускатели. Раздел 1. Электромеханические контакторы и пускатели (МЭК 60947-4-1:2000)) |
|
EN 60947-5-1 |
Low-voltage switchgear and controlgear - Part 5-1: Control circuit devices and switching elements - Electromechanical control circuit devices (IEC 60947-5-1:2003) |
|
(EH 60947-5-1 |
Низковольтная аппаратура распределения и управления. Часть 5-1. Аппараты и коммутационные элементы цепей управления. Раздел 1. Электромеханические аппараты для цепей управления (МЭК 60947-5-1:2003)) |
|
EN 61029-1 |
Safety of transportable motor-operated electric tools. General requirements |
|
(EH 61029-1 |
Безопасность переносных электроприводных станков. Часть 1. Общие требования (МЭК 61029-1:1990)) |
|
EN 61029-2-1 |
Safety of transportable motor-operated electric tools - Part 2-1: Particular requirements for circular saw benches |
|
(EH 61029-2-1 |
Безопасность переносных электроприводных станков. Часть 2-1. Особые требования для круглопильных станков для универсального распиливания (МЭК 61029-2-1:1993 + А1:1999 + А2:2001 модифицированный)) |
|
EN 61508-1 |
Functional safety of electrical/electronic/programmable electronic safety-related systems. General requirements |
|
(EH 61508-1 |
Функциональная безопасность электрических, электронных, программируемых электронных систем, связанных с обеспечением безопасности. Часть 1. Общие требования (МЭК 61508-1:1998 + поправка 1999)) |
|
EN 61508-2 |
Functional safety of electrical/electronic/programmable electronic safety-related systems. Requirements for electrical/electronic/programmable electronic safety-related systems |
|
(EH 61508-2 |
Функциональная безопасность электрических/электронных/программируемых электронных систем, связанных с обеспечением безопасности. Часть 2. Требования для электрических/электронных/программируемых электронных систем, связанных с обеспечением безопасности (МЭК 61508-2:2000)) |
|
EN ISO 11688-2 |
Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 2: Introduction to the physics of low-noise design (ISO/TR 11688-2:1998) |
|
(EH ИСО 11688-2 |
Акустика. Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума. Часть 2. Основные принципы проектирования малошумных конструкций (ИСО/ТО 11688-2:1998)) |
|
HD 21.1 S4 |
Cables of rated voltages up to and including 450/750 V and having termoplastic insulation - Part 1: General requirement |
|
(ГД 21.1.С4 |
Силовые кабели номинальным напряжением до 450/750 В включительно с изоляцией из термопластика. Часть 1. Общие требования) |
|
HD 22.1 S4 |
Cables of rated voltages up to and including 450/750 V and having cross-linked insulation - Part 1: General requirements |
|
(ГД 22.1.С4 |
Силовые кабели номинальным напряжением до 450/750 В включительно с изоляцией из сшитого полиэтилена. Часть 1. Общие требования) |
|
EN ISO 12100-1 |
Safety of machinery - Basic concepts, general principles for design - Part 1: Basic terminology, methodology (ISO 12100-1:2003) |
|
(EH ИСО 12100-1 |
Безопасность машин. Основные понятия, общие принципы конструирования. Основные термины и методика (ИСО 12100-1:2003)) |
|
Ключевые слова: безопасность станков, деревообрабатывающее оборудование, круглопильные станки, требования безопасности, опасности, риски, техника безопасности, подтверждение, надежность, месторасположение, остановка, защита против механических опасностей, испытания торможения, пожарная защита, снижение шума, электромагнитная совместимость, текущий ремонт, информация, маркировка |