Всероссийский научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения ОАО «ВНИИнефтемаш»
|
СОГЛАСОВАНО Госгортехнадзор России Письмо № 11-11/425 от 29.04.2004 г. Л.H. Ганьшина Заместитель начальника Управления по надзору в химической, нефтехимической и нефтеперерабатывающей промышленности |
УТВЕРЖДАЮ Зам. Генерального директора ОАО «ВНИИнефтемаш» В. Емелькина «19»04. 2004 г |
АППАРАТЫ
ТЕПЛООБМЕННЫЕ
КОЖУХОТРУБЧАТЫЕ И ТЕПЛООБМЕННИКИ «ТРУБА В ТРУБЕ»
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
АТК-РЭ–2004
|
Заведующий отделом № 17 ________В.Л. Головачев «10 » 04 2004 г. |
2004
СОДЕРЖАНИЕ
|
1. Эксплуатационные ограничения и меры безопасности. 3 2. Подготовка аппаратов к монтажу. 4 4. Подготовка аппаратов к эксплуатации. 6 6. Проверка технического состояния и техническое обслуживание. 10 |
Настоящее руководство распространяется на аппараты теплообменные кожухотрубчатые и теплообменники типа «труба в трубе» (далее аппараты), работающие под давлением не более 16 МПа (160 кгс/см2) при температуре стенки не ниже минус 70 °С, на которые распространяются требования «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» ПБ 03-576, «Правил проектирования, изготовления и приемки сосудов и аппаратов стальных сварных» ПБ 03-584, применяющиеся в технологических установках нефтеперерабатывающей, нефтехимической, химической, газовой и других отраслях промышленности и изготавливающиеся по ТУ 26-02-1162, ТУ 3612-005-00220302, ТУ 3644-006-00220302, ТУ 3612-007-00220302, ТУ 3612-013-00220302, ТУ 3612-014-00220302, ТУ 3612-023-00220302, ТУ 3612-024-00220302, ТУ 3113-028-00220302, а также по технической документации на единичные аппараты, разработанной ОАО «ВНИИнефтемаш» или другими проектными организациями.
Руководство по эксплуатации устанавливает требования по мерам безопасности, подготовке к монтажу, пуску, сдаче в эксплуатацию, эксплуатации, контролю технического состояния и технического обслуживания, ремонту, хранению, транспортированию и утилизации аппаратов.
Предприятие, эксплуатирующее аппараты, обязано выполнять требования настоящего руководства по эксплуатации (обязательное приложение к паспорту аппарата), соответствующих нормативно-технических документов, утвержденных в установленном порядке, регламентирующих правила хранения, монтажа, техники безопасности и эксплуатации сосудов, работающих под давлением:
- ГОСТ 12.0.003 «Опасные и вредные производственные факторы. Классификация»;
- ГОСТ 12.1.005 «ССБТ. Воздух рабочей зоны. Общие санитарно-гигиенические требования»;
- ГОСТ 12.1.010 «ССБТ. Взрывоопасность. Общие требования»;
- ГОСТ 12.2.003 «Оборудование производственное. Общие требования безопасности»;
- ГОСТ 12.3.009 «ССБТ. Работы погрузочно- разгрузочные. Общие требования безопасности»;
- ПБ 03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением»;
- ПБ 09-540 «Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств»;
Аппараты теплообменные кожухотрубчатые и теплообменники «труба в трубе».
- ПБ 03-517 «Общие правила промышленной безопасности для организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов»;
- ПБ 09-563 «Правила промышленной безопасности для нефтеперерабатывающих производств»;
- ПБ 03-584 «Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных»;
- ОСТ 26-291 «Сосуды и аппараты стальные сварные. Общие технические условия»;
- ПУЭ «Правила устройства электроустановок»;
- СН 245 «Санитарные нормы проектирования промышленных предприятий»;
- СНиП 3.05.05 «Строительные нормы и правила. Технологическое оборудование и технологические трубопроводы».;
- ИТН «Инструкция по техническому надзору, методам ревизии и отбраковке трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающих и нефтехимических производств.
На основании требований действующих нормативно-технических документов, настоящего руководства и технологического регламента установки, на предприятии, эксплуатирующем аппараты, должны быть разработаны и утверждены в установленном порядке инструкции техники безопасности при проведении их монтажа, пуска и эксплуатации и производственная инструкция, учитывающие возможные особенности монтажа и эксплуатации аппаратов на данной установке, которые должны быть выданы обслуживающему персоналу.
Руководство по эксплуатации должно входить в состав сопроводительной документации предприятия-изготовителя теплообменной аппаратуры согласно ПБ 03-584, ОСТ 26-291.
Обслуживание аппаратов, на которые распространяется действие «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», а также предназначенных для работы с взрывопожароопасными и ядовитыми средами, может быть поручено лицам, не имеющим медицинских противопоказаний к данным работам, обученным, аттестованным и имеющим удостоверение на право обслуживания сосудов.
Нарушение требований настоящего руководства может представлять опасность для жизни и здоровья человека (травмы, химические и термические ожоги и др.)
Срок действия руководства по эксплуатации АТК-РЭ-2004 установлен с 01.05.2004г. Ранее действующее руководство по эксплуатации - АТК-РЭ-98 отменяется.
1. ЭКСПЛУАТАЦИОННЫЕ ОГРАНИЧЕНИЯ И МЕРЫ БЕЗОПАСНОСТИ.
1.1. Монтаж, пуск и эксплуатация аппаратов должны осуществляться с соблюдением всех правил безопасности, установленных для различных видов работ, общих правил безопасности и противопожарных требований, действующих на данном предприятии, а также требований настоящего руководства.
1.2. Условия эксплуатации аппаратов должны соответствовать технологическому регламенту всей установки.
1.3. Назначение аппаратов, средняя температура наиболее холодной пятидневки и сейсмичность районов, в которых возможна установка аппаратов, должны соответствовать технической характеристике аппаратов. Место монтажа аппаратов должно соответствовать требованиям раздела 6 «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» (ПБ 03-576) и раздела 3 настоящего руководства.
1.4. Аппараты должны эксплуатироваться при соблюдении требований разделов 5; 6; 7 «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» (ПБ 03-576).
1.5. Установка аппаратов должна исключать опасность их опрокидывания. Для удобства их обслуживания должны быть установлены, при необходимости, площадки и лестницы. Указанные устройства не должны нарушать прочности и устойчивости аппаратов.
1.6. Обвязка аппаратов технологическими трубопроводами должна исключать передачу нагрузок на штуцеры аппаратов.
1.7. Аппараты должны быть заземлены и освещены в соответствии с требованиями ВСН 10 и ПУЭ. Молниезащита аппаратов выполняется в соответствии с «Инструкцией по устройству молниезащиты зданий и сооружений» РД 34.21.122.
1.8. Аппараты следует теплоизолировать, исходя из условий:
- теплопотерь;
- холодопотерь;
- требований техники безопасности;
- предотвращения конденсации влаги.
Необходимость теплоизоляции, ее толщина и тип определяются проектной организацией, осуществляющей технологический расчет аппаратов с учетом температурного режима работы аппаратов и климатических условий. Теплоизоляция должна выполняться специализированной организацией в соответствии с проектом после завершения гидравлических и др. испытаний аппаратов.
1.9. При эксплуатации аппаратов ЗАПРЕЩАЕТСЯ ПРЕВЫШАТЬ ПАРАМЕТРЫ, УКАЗАННЫЕ В ПАСПОРТЕ. Эксплуатация аппаратов при параметрах, отличающихся от указанных в паспорте, разрешается только после согласования в установленном порядке.
1.10. Сброс газов из аппаратов допускается только через трубопроводы выхода их на факел. ЗАПРЕЩАЕТСЯ СБРАСЫВАТЬ ГАЗ ЧЕРЕЗ ЗАЗОР РАЗВЕДЕННЫХ ФЛАНЦЕВ.
1.11. Аппараты следует немедленно остановить в случаях, предусмотренных инструкцией по режиму работы и безопасному обслуживанию, утвержденной в установленном порядке предприятием, эксплуатирующим аппараты, в частности:
- при повышении давления или температуры в аппаратах выше разрешенных технической характеристикой;
- при неисправности предохранительных клапанов;
- при обнаружении в аппаратах и их элементах, работающих под давлением, трещин, выпучин, утонения стенок ниже расчетных значений, пропусков, течи или потения в сварных швах, течи во фланцевых соединениях, разрыва прокладок;
- при неисправности контрольно-измерительных приборов и средств автоматики, предусмотренных паспортом аппаратов;
- при нарушении технологического режима;
- при возникновении пожара, непосредственно угрожающего аппаратам
- при неисправности или неполном количестве крепежных деталей фланцевых соединений;
- при аварийных ситуациях (при отключении электроэнергии, прекращении подачи сжатого воздуха и т.д.).
1.12. Предохранительные устройства должны, как правило, устанавливаться на патрубках аппаратов или трубопроводах, непосредственно присоединенных к сосуду и соответствовать требованиям раздела 5 ПБ 03-576.
1.13. Пуск, остановку и испытание на герметичность в зимнее время аппаратов, установленных на открытом воздухе или в неотапливаемом помещении, проводить в соответствии с «Регламентом» (приложение 18 к ПБ 03-584)
1.14. При остановке в зимнее время аппаратов, установленных на открытом воздухе или в не отапливаемых помещениях, из трубного и межтрубного пространств следует удалить замерзающие продукты с соблюдением дополнительных мер безопасности, исключающих возможность взрыва, пожара или разрушения (повреждения) элементов аппарата.
1.15. Ремонт аппаратов и их элементов во время работы не допускается.
1.16. Перед началом ремонтных работ пропарить трубное и межтрубное пространство аппаратов. Во время пропарки со стороны распределительной камеры или крышки кожуха ЗАПРЕЩАЕТСЯ ПРОВОДИТЬ РАБОТЫ
С ПРОТИВОПОЛОЖНОГО КОНЦА АППАРАТА. Для вредных сред 1 и 2 классов опасности по ГОСТ 12.1.007 аппараты должны быть подвергнуты тщательной обработке (нейтрализации, дегазации) в соответствии с инструкцией по безопасному ведению работ, утвержденной руководителем предприятия, эксплуатирующего аппараты, в установленном порядке.
2. ПОДГОТОВКА АППАРАТОВ К МОНТАЖУ.
2.1. Способы транспортирования, разгрузки и хранения у предприятия, эксплуатирующего аппараты, должны обеспечивать сохранность качества аппаратов, предохранять их от коррозии, эрозии, загрязнения, механических повреждений и деформации в соответствии с ПБ 03-584и ГОСТ 12.3.009. Места хранения аппаратов не должны подвергаться воздействию коррозионноактивных сред.
2.2. Строповка аппаратов должна производиться в соответствии со схемой строповки, указанной на сборочном чертеже в паспорте аппаратов. На корпусах аппаратов должны быть указаны места строповки и центр масс.
ЗАПРЕЩАЕТСЯ:
- стропить аппараты за штуцеры, люки и другие выступающие части изделия, не предназначенные для этой цели:
- сбрасывать с платформ ящики с комплектующими деталями;
- транспортировка волоком, разгрузка скатыванием или опрокидывание аппаратов;
- стропить теплообменники «труба в трубе» за кожуховые трубы.
2.3. Перед монтажом необходимо:
- распаковать все транспортные укладки и ящики с деталями;
- проверить комплектность аппаратов по комплектовочным ведомостям и упаковочным листам;
- расконсервировать (при необходимости) и осмотреть все сборочные единицы и детали, убедиться в отсутствии вмятин, поломок, трещин, и т.п.;
- проверить соответствие прокладок условиям эксплуатации;
- проверить наличие у штуцеров заглушек с прокладками, которыми они должны быть закрыты во избежание попадания в аппарат атмосферных осадков, грязи и т.д.
Технологию расконсервации определяет предприятие, эксплуатирующее аппараты если иное не указано в техдокументации на аппарат.
3. МОНТАЖ АППАРАТОВ.
3.1. Монтаж аппаратов проводить в соответствии с проектом производства работ, разработанным специализированной проектной организацией.
3.2. Приварка площадок для обслуживания и других элементов к аппаратам из легированных и нержавеющих сталей или аппаратам, прошедшим термообработку, допускается только к специально предусмотренным для них накладкам и планкам.
3.3. Горизонтальные аппараты следует устанавливать с уклоном 0,002 - 0,003 в сторону штуцера, расположенного в нижней части корпуса. Выверка оборудования на монтаже должна производиться согласно указаниям, приведенным в документации предприятия-изготовителя и рабочим чертежам. В случае отсутствия данного указания уклон следует выверять по нижней образующей корпуса аппаратов.
3.4. Аппараты могут устанавливаться как на бетонном фундаменте, так и на металлоконструкциях, при этом должна быть обеспечена возможность свободного скольжения подвижной опоры при температурных расширениях и сжатиях аппаратов.
3.5. При установке на фундамент горизонтальных аппаратов с седловыми опорами выполнить следующие требования:
- выверить аппараты, в опорах которых предусмотрены резьбовые втулки, с помощью регулировочных винтов (остальные аппараты выверить методами, рекомендованными монтажными организациями);
- смазать графитом или консистентной смазкой резьбовую часть регулировочных винтов перед бетонной подливкой;
- установка аппаратов на фундаменты должна осуществляться при минимальном выпуске регулировочных винтов;
- подливая бетон, следить, чтобы он не доходил до поверхности скольжения опоры по подкладному листу. Передвижение подкладного листа относительно фундамента недопустимо;
- после выверки аппаратов на фундаментах и затвердения бетонной подливки удалить регулировочные винты, а также болты, крепящие подкладной лист к опоре на время установки аппаратов на фундаменты. Резьбовые отверстия заполнить противокоррозионной смазкой;
- фундаментные болты в подвижной опоре расположить так, чтобы обеспечить свободное перемещение аппаратов при температурных удлинениях;
- после установки аппаратов на фундаменты приварить шайбы фундаментных болтов неподвижных опор к опорным плитам.
3.6. При установке горизонтальных аппаратов в блоки выполнить следующие требования:
- установить на фундамент нижний аппарат, выполнив требования пункта 3.5;
- установить верхний аппарат на нижний согласно сборочному чертежу паспорта, при этом установив набор прокладок под опоры;
- аппараты соединить по штуцерам корпуса;
- затянуть шпильки фланцевых соединений штуцеров;
- аппараты соединить по штуцерам распредкамер;
- затянуть шпильки фланцевых соединений штуцеров;
- для обеспечения точного соединения аппаратов в блоки рекомендуется установить несколько штифтов, плотно входящих в отверстия под
- шпильки фланцевых соединений;
- болты крепления опор не затягивать, а законтрить второй гайкой с зазором 1 - 2 мм.
В случае, когда после установки в блоки верхнего аппарата отсутствует полное сопряжение уплотнительных поверхностей фланцевых соединений штуцеров, сборку аппаратов выполнить в следующей последовательности:
- ослабить шпильки фланцевого соединения между распределительной камерой и корпусом;
- затянуть шпильки фланцевых соединений штуцеров до полного соприкосновения уплотнительных поверхностей;
- затянуть шпильки фланцевых соединений между распределительной камерой и корпусом.
Затяжку шпилек производить согласно требованиям пунктов 4.4; 4.5; 4.6 настоящего руководства по эксплуатации.
3.7. На подвижных опорах шайбы не приваривать, а затянуть гайки фундаментных болтов совместно с контргайками так, чтобы между гайкой и шайбой остался зазор от 1 до 2 мм.
3.8. Закрепить вертикальные аппараты после установки на все фундаментные болты.
3.9. До окончания затяжек гаек фундаментных болтов не проводить работы, которые могут вызвать смещение аппаратов.
4. ПОДГОТОВКА АППАРАТОВ К ЭКСПЛУАТАЦИИ.
4.1. Подготовка аппаратов к эксплуатации должна состоять из следующих работ:
- проверка правильности установки прокладок, наличия полного комплекта шпилек в отверстиях фланцевых соединений и вхождения выступа (шипа) фланцев во впадину (паз) ответного фланца;
- присоединение фланцев трубопроводов к фланцам аппаратов;
- установка контрольно-измерительной и предохранительной арматуры;
- проверка и затяжка крепежных изделий фланцевых соединений, в том числе находящихся внутри аппарата;
- испытание аппаратов на месте монтажа перед пуском в эксплуатацию;
- проведение технического освидетельствования.
4.2. Перед сборкой фланцевых соединений штуцеров необходимо провести проверку сертификатов на материалы крепежных деталей и прокладок для установления соответствия материалов требованиям чертежей и маркировке завода-изготовителя.
4.3. Перед установкой проверить качество шпилек, гаек и шайб: резьба должна быть чистой, без задиров, заусенцев, царапин и срывов, а поверхность не нарезанной части шпилек - гладкой. Гайка, надетая на резьбу шпильки, не должна иметь слабины (шатаний, качаний) и должна навертываться на всю резьбу вручную с небольшим усилием. Шпильки, предназначенные для работы при температуре свыше 300 °С, должны быть прографичены. Гайки должны плотно прилегать к опорной поверхности фланцев по всей поверхности.
4.4. Перед сборкой фланцевых разъемов проверить визуально качество поверхности фланца: риски, забоины и др. дефекты не допускаются. Проверить размеры и состояние прокладки и соответствие ее размерам привалочных поверхностей стыкуемых фланцев. Паронитовые прокладки перед установкой натереть с обеих сторон сухим графитом. Перед затяжкой шпилек убедиться в правильности установки прокладки, в наличии полного комплекта шпилек в отверстиях фланцев, и в том, что выступ (шип) фланца вошел во впадину (паз) ответного фланца. Перекос фланцев, а также неполный комплект шпилек не допускается.
4.5. Завертывание гаек при сборке фланцевых соединений производить стандартными ключами с контролем усилия затяжки. Пользоваться удлинителями ключей не допускается.
4.6. Затяжка шпилек производится равномерно в 3 - 4 приема в последовательности, схематично представленной на рис. 1.
Последовательность затягивания шпилек
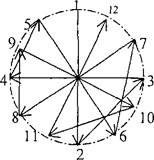
Рис.1.
Через 2 часа после затяжки шпилек производится их дополнительная подтяжка с обеспечением одинакового усилия на каждой шпильке. ЗАПРЕЩАЕТСЯ ПОДТЯЖКА ШПИЛЕК ВО ВРЕМЯ РАБОТЫ И ПОД НАГРУЗКОЙ ВО ВРЕМЯ ПРОВЕДЕНИЯ ГИДРОИСПЫТАНИЙ.
4.7. Рекомендуемое значение крутящего момента при затяжке приведено в приложении 3.
4.8. Разборка фланцевых соединений производится в обратном порядке. При этом производится осмотр фланцев, прокладки и крепежа с целью выявления дефектов. Выявленные дефекты и способы их устранения должны быть зарегистрированы в паспортах аппаратов.
4.9. Аппараты на месте монтажа перед пуском в эксплуатацию, а также периодически в процессе эксплуатации, подвергаются техническому освидетельствованию в соответствии с требованиями раздела 6 «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» (ПБ 03-576) и настоящего руководства по эксплуатации.
Объем, методы и периодичность технических освидетельствований аппаратов должны соответствовать требованиям табл. 1 и 2.
4.10. Перед началом гидравлического испытания аппаратов необходимо убедиться в отсутствии внутри аппаратов грязи и посторонних предметов.
4.11. Разность температур стенки аппаратов и окружающего воздуха во время гидравлического испытания не должна вызывать конденсации влаги на поверхности стенок аппаратов.
4.12. После гидравлических испытаний аппараты, работающие под давлением вредных веществ 1, 2, 3 и 4 классов опасности по ГОСТ 12.1.007 должны подвергаться испытанию на герметичность воздухом или инертным газом под давлением, равным рабочему.
4.13. Испытания на герметичность в зимнее время следует проводить в соответствии с «Регламентом» (приложение 17 к ОСТ 26-291) при температуре испытательной среды не ниже допускаемой для аппаратов отрицательной температуры, указанной в паспорте.
4.14. По результатам технического освидетельствования эксплуатация аппаратов ЗАПРЕЩАЕТСЯ:
- если скорость коррозии стенок может привести к уменьшению толщины стенки аппаратов меньше расчетной до срока следующего внутреннего осмотра. Скорость коррозии должна определяться, исходя из сравнения результатов предыдущего и очередного замеров стенки аппаратов при внутренних осмотрах;
- если на внутренней и наружной поверхности аппаратов имеются трещины, надрывы, выпучины, а в сварных швах - дефекты сварки, трещины, надрывы, протравления;
- если в результате гидроиспытания обнаружены дефекты, не подлежащие исправлению.
4.15. Перед пуском аппаратов убедиться:
- в наличии разрешения органов Госгортехнадзора России на применение аппаратов;
- в правильности и надежности присоединения технологических приборов и контрольно-измерительных приборов;
- в надежности работы регулирующей, запорной и предохранительной арматуры, связанной с аппаратами по технологической схеме.
4.16. Перед пуском аппаратов в эксплуатацию удалить из их полостей воздух продувкой инертным газом. Вытеснение газовоздушной смеси считается законченным, когда содержание кислорода в газе, выходящем из аппаратов, составляет не более 2 % по показаниям газоанализатора. Допускается продувка водяным паром при температуре окружающего воздуха не ниже +5 °С.
При продувке аппаратов типов Н, К водяной пар подавать одновременно в трубное и межтрубное пространство.
Таблица 1
Периодичность технических освидетельствований аппаратов, находящихся в эксплуатации и не подлежащих регистрации в органах Госгортехнадзора России
|
Периодичность технического освидетельствования аппаратов |
||
|
наружного и внутреннего осмотра |
гидравлического испытания пробным давлением |
|
|
Аппараты, .работающие со средой, вызывающей разрушение и физико- химическое превращение материала (коррозия и т.п.) со скоростью не более 0,1 мм/год. |
2 года |
8 лет |
|
Аппараты, работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью более 0,1 мм/год. |
12 месяцев |
8 лет |
Примечания:
1. В случае невозможности проведения внутреннего осмотра необходимо проводить измерение толщины стенки аппаратов. Толщина стенки должна замеряться неразрушающим методом. Предел допускаемого значения основной погрешности толщиномера 0,1 мм. Обязательными местами замера толщины являются:
- точки вокруг штуцеров (не менее 4-х точек) на расстоянии 50 мм от края патрубка;
- точки посередине каждой обечайки корпуса или распределительной камеры (не менее 4-х), расположенные по диаметру и противоположные друг другу. Результаты замера и координаты точек следует приложить к паспорту аппаратов.
2. Скорость подъема и снижения давления при гидроиспытании должна быть не более 0,5 МПа (5 кгс/см2) в минуту.
3. Изменение периодичности технического освидетельствования допускается после проведения согласования в установленном порядке.
Таблица 2
Периодичность технических освидетельствований аппаратов, подлежащих регистрации в органах Госгортехнадзора России
|
Наименование |
|||
|
ответственным по надзору |
специалистом организации, имеющей разрешение (лицензию) органов Госгортехнадзора России |
||
|
наружного и внутреннего осмотра |
наружного и внутреннего осмотра |
гидравлического испытания пробным давлением |
|
|
1 |
2 |
3 |
4 |
|
Аппараты типов П и У по ГОСТ 27601 и разборные аппараты «труба в трубе», работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью не более 0,1 мм/год. |
После каждой выемки трубного пучка - аппараты типов П, У по ГОСТ 27601; после каждой вы емки внутренних труб- аппараты «труба в трубе». |
12 лет |
12 лет |
|
То же со скоростью коррозии более 0,1 мм/год до 0,3 мм/год. |
То же |
8 лет |
8 лет |
|
Аппараты типов Н и К по ГОСТ 27601 и неразборные аппараты «труба в трубе», работающие со средой, вызывающей разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью более 0,1 мм/год. |
2 года |
4 года |
8 лет |
|
То же со скоростью коррозии более 0,1 мм/год до 0,3 мм/год. |
12 месяцев |
4 года |
8 лет |
Примечания:
1. В случае невозможности проведения внутреннего осмотра необходимо
проводить измерение толщины стенки аппаратов. Толщина стенки должна замеряться неразрушающим методом. Предел допускаемого значения основной погрешности толщиномера 0,1 мм. Обязательными местами замера толщины являются:
точки вокруг штуцеров (не менее 4-х точек) на расстоянии 50 мм от края патрубка;
точки посередине каждой обечайки корпуса или распределительной камеры (не менее 4-х), расположенные по диаметру и противоположные друг другу. Результаты замера и координаты точек следует приложить к паспорту аппаратов.
2. Скорость подъема и снижения давления при гидроиспытании должна быть не более 0,5 МПа (5 кгс/см2) в минуту.
3. Изменение периодичности технического освидетельствования допускается после проведения согласования в установленном порядке.
5. ЭКСПЛУАТАЦИЯ АППАРАТОВ.
5.1. При пуске аппаратов типов: Н - с неподвижными трубными решетками и К - с температурным компенсатором на кожухе среду подавать следует первоначально в межтрубное пространство, а затем в трубное. При этом разность температур стенок кожуха и труб должна поддерживаться в пределах допустимых значений, указанных в технической документации на аппараты (Приложения 1 и 2). При остановке аппаратов вначале следует удалять продукт из трубного пространства, затем из межтрубного с поддержанием допускаемой разности температур стенок кожуха и труб.
5.2. Припуске аппаратов типа ПК - с компенсатором на плавающей головке среду следует подавать одновременно в трубное и межтрубное пространство. При этом перепад давлений в трубном и межтрубном пространстве должен поддерживаться в пределах допустимых значений, указанных в технической документации на аппараты.
5.3. Подавать газ и жидкость в аппараты, работающие при давлении более 0,1 МПа (1,0 кгс/см2) следует постепенно, во избежание возникновения статического электричества и гидравлических ударов.
5.4.Нагружении аппаратов давлением должно осуществляться с 15- минутными выдержками давлений на ступенях 0,25 Рраб.; 0,5 Рраб.; 0,75 Рраб., если в технической документации нет других указаний. Скорость нагружения давлением не должна превышать 0,02 МПа (0,2 кгс/см2) в минуту.
5.5. Скорость подъема или снижения температуры кожуха и труб аппаратов не должна превышать 30 °С/ч, если в технической документации нет других указаний.
5.6. Для контроля давления и температуры сред трубного и межтрубного пространств на штуцере аппарата или трубопроводе должны быть установлены показывающие манометры (мановакууметры) и термометры.
5.7. Режим работы аппаратов должен поддерживаться в соответствии с требованиями технологического процесса в пределах параметров, приведенных в технической характеристике аппаратов.
5.8. Аппараты должны эксплуатироваться в рабочей среде, имеющей свойства (в отношении коррозионного воздействия, токсичности, взрывоопасности), которые указаны в паспорте, либо в менее опасной среде. Качество оборотной воды должно соответствовать требованиям, предъявляемым к оборотной воде, в зависимости от целей ее употребления.
5.9. Не допускается эксплуатировать аппараты с электросварными трубами на средах 1-го и 2-го класса опасности табл. 4 ГОСТ 12.1.005, а также в случаях, когда смешение сред трубного и межтрубного пространства может привести к полимеризации продуктов, усиленной коррозии или взрыву.
5.10. Циклическая нагрузка на аппараты допускается в пределах 1000 циклов за весь срок службы аппаратов, если в технической документации нет других указаний.
5.11. В течение гарантийного срока эксплуатации аппаратов ремонтные работы следует проводить с участием представителя завода-изготовителя или после письменного согласования с ним технологии проведения ремонтных работ.
5.12. Аппараты не должны являться источником шума, вибрации и загазованности в зоне их обслуживания свыше норм, установленных стандартами безопасности труда.
6. ПРОВЕРКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ.
6.1. Надзор, содержание, обслуживание и аварийную остановку аппаратов при их эксплуатации проводить в полном соответствии с разделом 7 «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» (ПБ 03-576) и специальными инструкциями предприятия-владельца аппаратов.
6.2. Администрация должна периодически (не реже одного раза в год) организовывать обследование и освидетельствование аппаратов силами служб предприятия в установленном порядке.
6.3 Ежедневно должно проводиться наблюдение и визуальный контроль за герметичностью фланцевых соединений и состоянием аппаратов.
6.4. За работой аппаратов может наблюдать оператор, обслуживающий соседнее с аппаратами оборудование технологической установки.
6.5. Внеочередное освидетельствование аппаратов, находящихся в эксплуатации, должно быть проведено в следующих случаях:
- если аппараты не эксплуатировались более 12 месяцев;
- если аппараты были демонтированы и установлены на новом месте;
- если произведено выправление выпучин или вмятин, а также реконструкция или ремонт аппаратов с применением сварки или пайки элементов, работающих под давлением;
- перед наложением защитного покрытия на стенки аппаратов;
- после аварии аппаратов или элементов, работающих под давлением, если по объему восстановительных работ требуется такое освидетельствование;
- по требованию инспектора Госгортехнадзора России или ответственного за производственный контроль или службы технического надзора предприятия, эксплуатирующего аппараты.
6.6. Предприятие-владелец аппаратов обязано проводить замеры толщины стенки в недоступных для внутреннего осмотра местах перед техническим освидетельствованием аппаратов.
6.7. Для проведения осмотра аппараты высотой более 2-х метров должны быть оборудованы приспособлениями, обеспечивающими возможность безопасного доступа ко всем частям аппаратов.
6.8. Проверка состояния наружной поверхности аппаратов проводится после полного или частичного снятия изоляции в следующих местах:
- в месте вварки штуцеров и люков;
- в сомнительных местах, где имеются следы промокания изоляции;
- в месте пересечения сварных швов.
- в зонах приварки обечайки к днищу и решетки к фланцу (не менее 4-х точек по диаметру и противоположных друг другу).
6.9. Аппараты типа Н и К подвергаются внутреннему осмотру в доступных местах, а в недоступных местах производится замер толщин стенок неразрушающим методом, позволяющим измерение толщин с точностью 0,1 мм. При обнаружении при осмотре дефектов на поверхности эти места подлежат обязательному контролю неразрушающими методами.
6.10. При внутренних осмотрах особое внимание должно быть обращено на выявление следующих дефектов:
- на поверхности - трещины, надрывы, выпучины;
- повышенная скорость коррозии стенок;
- в сварных швах - дефекты сварки, трещины, надрывы, протравления.
6.11. При проведении замеров толщин неразрушающим методом, критерием оценки прочности является минимально допустимая толщина стенки элемента аппаратов, которая должна быть не менее расчётной величины с учетом прибавки на коррозию на оставшийся срок службы.
Результаты замеров и координаты точек должны заноситься в паспорт аппаратов.
6.12. Перед гидроиспытанием аппараты должны быть остановлены, охлаждены (отогреты), освобождены от заполняющей его среды, отключены заглушками от всех трубопроводов, соединяющих аппараты с источниками давления или другими аппаратами.
6.13. Планово-предупредительный ремонт аппаратов проводить в соответствии с действующим на предприятии положением.
6.14. Аппараты, подлежащие вскрытию для внутреннего осмотра и очистки, должны быть остановлены, охлаждены (отогреты), отглушены и освобождены от продуктов с последующей пропаркой, нейтрализацией и дегазацией в соответствии с п. 1.13. настоящего руководства. Перед вскрытием следует убедиться, что давление в аппаратах отсутствует, для чего следует использовать вентиль, кран или другое устройство на аппаратах или трубопроводах, позволяющие осуществлять контроль отсутствия давления в аппаратах.
6.15. Работы во взрывоопасных местах должны производиться не искрящим ручным инструментом.
6.16. При очистке внутренней поверхности аппаратов от отложений эти поверхности должны вымываться водой или обрабатываться другим способом в соответствии с действующей на предприятии инструкцией.
6.17. Перед пуском в эксплуатацию, а также после каждого ремонта или остановки аппарата со сбросом давления необходимо произвести подтяжку гаек на шпильках всех фланцевых соединений в соответствии с указаниями п. 4.6. настоящего руководства по эксплуатации.
6.18. Продление срока службы аппаратов, осуществляется в установленном порядке.
6.19. Возможные неисправности и способы их устранения указаны в таблице 3.
Таблица 3
Возможные неисправности и способы их устранения
|
Неисправность |
Вероятная причина |
Способ устранения |
|
Утечка во фланцевых соединениях. |
Ослабление болтовых соединений. |
Остановить аппарат. Подтянуть болтовые соединения. |
|
Износ прокладок. |
Остановить аппарат. Сбросить давление. Заменить прокладки. |
|
|
Пропуск среды из трубного пространства в межтрубное или наоборот в аппаратах типов Н, К, П, У ГОСТ 27601. |
Нарушение плотности крепления теплообменных труб в трубных решетках. |
Остановить аппарат. Сбросить давление. Подвальцевать трубы. При необходимости подварить трубы. |
|
Сквозная коррозия теплообменных труб. |
Остановить аппарат. Сбросить давление. Заглушить дефектные трубки с двух сторон пробками. При необходимости заменить теплообменную трубу или трубный пучок. |
|
|
Ослабление болтовых соединений плавающей головки (аппараты типа П). |
Остановить аппарат. Сбросить давление. Снять крышку корпуса. Подтянуть болтовые соединения. |
|
|
Пропуск среды из трубного пространства в кольцевое или наоборот в аппаратах типа «труба в трубе». |
Ослабление болтовых или ниппельных соединений теплообменных труб. |
Остановить аппарат. Сбросить давление. Подтянуть болтовые или ниппельные соединения. |
|
Сквозная коррозия теплообменных труб. |
Остановить аппарат. Сбросить давление. Заменить дефектные трубы. |
7. ХРАНЕНИЕ.
7.1. Условия хранения аппаратов - 6 (ОЖ2) по ГОСТ 15150.
7.2. При хранении должны быть соблюдены следующие условия:
- защита от механических повреждений, деформаций и атмосферных осадков;
- установка на подкладки, исключающие непосредственное соприкосновение с землей;
- штуцеры должны быть заглушены;
- привалочные поверхности фланцев, крепеж и металлические прокладки должны быть покрыты защитной смазкой.
7.3. Проводить контрольный осмотр и переконсервацию всех законсервированных деталей, узлов, если сроки хранения превышают гарантийные сроки консервации.
8. ТРАНСПОРТИРОВАНИЕ.
8.1. Аппараты можно транспортировать:
- железнодорожным транспортом на открытой железнодорожной платформе;
- автомобильным транспортом;
- морским транспортом.
8.2. Условия транспортирования аппаратов - 9 (ОЖ1) по ГОСТ 15150.
9. УТИЛИЗАЦИЯ.
9.1. Аппараты перед отправкой на утилизацию (на вторичную переработку) освободить от рабочих сред по технологии владельца аппаратов, обеспечивающей безопасное ведение работ, а также осуществить разборку и разделку аппаратов с сортировкой металла по типам и маркам.
ПЕРЕЧЕНЬ
нормативно-технической документации, на которую дается ссылка в настоящем
руководстве по эксплуатации.
|
ТУ 26-02-1162-95 |
ГОСТ 15150-69 ГОСТ 27691-88 ОСТ 26-291-94 |
ПБ 03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением»;
ПБ 09-540-03 «Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств»;
- ПБ 03-517-02 «Общие правила промышленной безопасности для организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов»;
ПБ 09-563-03 «Правила промышленной безопасности для нефтеперерабатывающих производств»;
ПБ 03-584-03 «Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных»;
«Правила защиты от статического электричества в производствах химической, нефтехимической и нефтеперерабатывающей промышленности» (ВСН 10-72), изд.1974 г.;
«Правила и нормы техники безопасности и промышленной санитарии для проектирования и эксплуатации пожаро- и взрывоопасных производств химической и нефтехимической промышленности», 1987г.;
«Правила устройства электроустановок» (ГТУЭ), изд. Москва, «Госэнергонадзор», 2003 г.;
РД 34.21.122-87 «Инструкция по устройству молниезащиты зданий и сооружений»;
СН 245-71 «Санитарные нормы проектирования промышленных предприятий;
СНиП 3.05.05-84 «Строительные нормы и правила. Технологическое оборудование и технологические трубопроводы»;
«Инструкция по техническому надзору, методам ревизии и отбраковке трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающих и нефтехимических производств» (ИТН-93), разработанная ВНИКТИнефтехимоборудование.
Приложение 1
Обязательное
Таблица 1
Наибольшая допускаемая разность температур кожуха (tk) и труб (tт) для теплообменников типа Н - с неподвижными трубными решетками
|
Диаметр кожуха, мм |
Давление в кожухе и трубах, Ру, МПа |
tk-tт и tт-tk при температуре труб, 0 С |
|||||||||||
|
до 250 |
250-350|} |
до 250 |
250-3501' |
до 250 |
250-350° |
до 250 |
250-3003) |
до 2002) |
200-3003) |
||||
|
наружный |
внутренний |
для исполнения по материалу |
|||||||||||
|
Ml; М17 |
М8; М10 |
М9; М11 |
М12 |
М19;М20; М21; М22 |
М23; М24 |
||||||||
|
159 |
- |
1,6; 2,5;4,0 |
30 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
- |
- |
- |
|
273 |
- |
- |
- |
||||||||||
|
325 |
- |
30 |
|||||||||||
|
426 |
400 |
1,6;2,5 |
20 |
20 |
30 |
30 |
20 |
||||||
|
4,0 |
20 |
20 |
20 |
20 |
|||||||||
|
630 |
600 |
1,6 |
40 |
30 |
30 |
30 |
30 |
30 |
- |
- |
40 |
40 |
30 |
|
2,5;4,0 |
30 |
20 |
20 |
- |
- |
30 |
30 |
20 |
|||||
|
- |
800 |
1,0;1,6 |
40 |
30 |
30 |
- |
- |
40 |
40 |
30 |
|||
|
2,5;4,0 |
30 |
20 |
20 |
- |
- |
30 |
30 |
20 |
|||||
|
- |
1000 |
0,6; 1,0 |
60 |
50 |
50 |
40 |
50 |
40 |
- |
- |
60 |
60 |
40 |
|
1,6 |
50 |
40 |
40 |
30 |
40 |
30 |
- |
- |
50 |
50 |
30 |
||
|
2,5;4,0 |
30 |
20 |
30 |
20 |
30 |
20 |
- |
- |
30 |
30 |
20 |
||
|
- |
1200 |
0,6;1,0 |
60 |
50 |
50 |
40 |
50 |
40 |
- |
- |
60 |
60 |
40 |
|
1,6 |
40 |
30 |
40 |
30 |
- |
- |
30 |
||||||
|
2,5 |
40 |
30 |
30 |
20 |
30 |
20 |
- |
- |
40 |
40 |
20 |
||
__________________________
1) Температура кожуха не более 350 °С
2) Температура кожуха не более 200 °С.
3) Температура кожуха не более 300 °С.
Таблица 2
Наибольшая допускаемая разность температур кожуха (tk) и труб (tт) для холодильников и конденсаторов типа Н - с неподвижными трубными решетками
|
Диаметр кожуха, мм |
Давление в кожухе, Ру, МПа |
tk - tт |
при температуре труб tт °С. |
||||
|
до 250 |
250-300" |
до 250 |
250-300" |
до 2002) |
|||
|
наружный |
внутренний |
для исполнений по материалу |
|||||
|
M1 |
М10; Mil; М12 |
М19; М20 |
|||||
|
630 |
600 |
1,0; 1,6 |
40 |
30 |
30 |
30 |
40 |
|
2,5; 4,0 |
30 |
20 |
30 |
||||
|
|
800 |
1,0; 1,6 |
40 |
30 |
40 |
||
|
|
2,5; 4,0 |
30 |
20 |
30 |
|||
|
|
|
0,6; 1,0 |
50 |
40 |
40 |
40 |
50 |
|
- |
1000 |
1,6 |
30 |
||||
|
|
|
2,5; 4,0 |
30 |
30 |
20 |
30 |
|
|
|
1200; 1400 |
0,6; 1,0 |
60 |
50 |
40 |
60 |
|
|
- |
1,6 |
50 |
40 |
30 |
50 |
||
|
|
2,5 |
40 |
30 |
20 |
40 |
||
__________________________
1)Температура кожуха не более 350 °С
2) Температура кожуха не более 200 °С
Примечание. Наибольшая допускаемая разность температур кожуха (tk) и труб (tт) для холодильников типа Н диаметром кожуха 159 - 400 (426) мм на условное давление 1,6; 2,5; 4,0 исполнений по материалу Ml; М10; Ml11; М12; М19; М20 следует принимать по таблице 1.
Таблица 3
Наибольшая допускаемая разность температур кожуха (tk) и труб (tт) для испарителей типа Н - с неподвижными трубными решетками
|
Диаметр кожуха, мм |
Давление в кожухе, Ру, МПа |
tк - tт при температуре труб tт °С. |
|||||
|
до 250 |
250-350" |
до 250 |
250-350" |
до 2002> |
|||
|
наружный |
внутренний |
для исполнений по материалу |
|||||
|
Ml; М17 |
М8; М9; М10; МП |
М23; М24 |
|||||
|
630 |
600; 800 |
1,0;1,6 |
40 |
30 |
30 |
30 |
40 |
|
2,5; 4,0 |
30 |
20 |
30 |
||||
|
- |
1000 |
0,6; 1,0 |
50 |
40 |
40 |
40 |
50 |
|
1,6 |
30 |
||||||
|
2,5; 4,0 |
30 |
30 |
30 |
20 |
30 |
||
|
- |
1200; 1400 |
0,6; 1,0 |
60 |
50 |
40 |
40 |
60 |
|
1,6 |
50 |
40 |
30 |
50 |
|||
|
2,5 |
40 |
30 |
30 |
20 |
40 |
||
__________________________
1)Температура кожуха не более 350 °С
2) Температура кожуха не более 200 °С
Приложение 2
Обязательное
Таблица 1
Наибольшая
допускаемая разность в удлинении кожуха и труб аппаратов
типа К - с температурным компенсатором на кожухе
|
Длина труб, мм |
Допускаемая разность в удлинении кожуха и труб ±0,1 мм для исполнений по материалу |
|
|
Ml; МЗ; Ml2; Ml7; М23;М24 |
М8; М9; М10; Mil; М19; М20; М21; М22 |
|
|
1500; 2000 |
2,2 |
3,0 |
|
3000; 4000; 6000 |
4,4 |
6,0 |
|
9000 |
6,6 |
9,0 |
Таблица 2
Допускаемая
разность температур кожуховых и теплообменных труб
однопоточных неразборных аппаратов «труба в трубе»
|
Материал |
Разность температур, °С |
|
|
труба кожуховая |
труба теплообменная |
|
|
Сталь углеродистая |
Сталь углеродистая |
50 |
|
Сталь нержавеющая |
40 |
|
Приложение 3
Рекомендуемое
Крутящий момент на ключе при затяжке шпилек
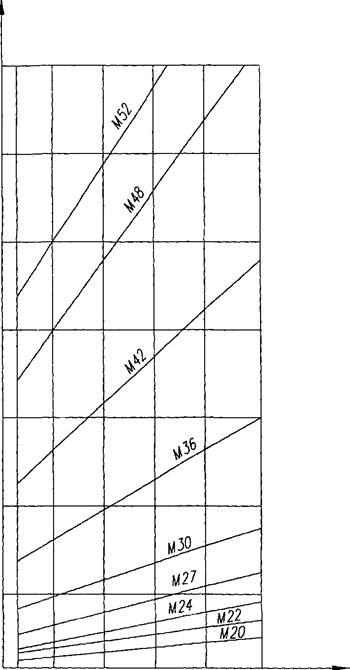
Примечание.
1.![]() - расчетное напряжение в шпильках при
затяжке.
- расчетное напряжение в шпильках при
затяжке.
2. Мкр - крутящий момент, необходимый для создания расчетного напряжения в шпильках.
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц)в документе |
№ документа |
Входящий № сопроводительного документа |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
Новых |
Аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|