|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ФОРМИРОВАНИЕ
КОЛЕСНЫХ ПАР
ЛОКОМОТИВОВ И МОТОРВАГОННОГО
ПОДВИЖНОГО СОСТАВА ТЕПЛОВЫМ
МЕТОДОМ
Типовой технологический процесс
|
|
Москва Стандартинформ 2009 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1. РАЗРАБОТАН Открытым акционерным обществом «Научно-исследовательский и конструкторско-технологический институт подвижного состава» (ОАО «ВНИКТИ»)
2. ВНЕСЕН Техническим комитетом по стандартизации ТК 236 «Тепловозы и путевые машины»
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 декабря 2008 г. № 644-ст
4. ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии
СОДЕРЖАНИЕ
ГОСТ Р 53191-2008
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ФОРМИРОВАНИЕ
КОЛЕСНЫХ ПАР ЛОКОМОТИВОВ И МОТОРВАГОННОГО ПОДВИЖНОГО Типовой технологический процесс Wheelset assembly for locomotives and motor-powered units using shrink fit method. Typical technological process |
Дата введения - 2009-07-01
1. Область применения
Настоящий национальный стандарт распространяется на колесные пары локомотивов (тепловозов, электровозов, газотурбовозов), моторвагонного подвижного состава (тягового подвижного состава, далее - ТПС).
Настоящий стандарт устанавливает требования к типовому технологическому процессу формирования или сборки (далее - формирование) колесных пар тепловым методом: осей с составными, цельными колесами ходовыми и зубчатыми, колесными центрами, ступицами составных зубчатых колес, ступицами тормозных дисков (далее - детали), а также удлиненной ступицы колесного центра с зубчатым колесом при изготовлении и ремонте колесных пар.
2. Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 51175-98 Колеса зубчатые тяговых передач тягового подвижного состава магистральных железных дорог. Технические условия
ГОСТ Р 51220-98 Колеса зубчатые тяговых передач тягового подвижного состава магистральных железных дорог. Заготовки. Общие технические условия
ГОСТ Р 52381-2005 Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава
ГОСТ Р 52465-2005 Масло подсолнечное. Технические условия
ГОСТ 9.010-80 Единая система защиты от коррозии и старения. Воздух сжатый для распыления лакокрасочных материалов. Технические требования и методы контроля
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.017-93 Оборудование кузнечно-прессовое. Общие требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.005-75 Система стандартов безопасности труда. Работы окрасочные. Общие требования безопасности
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.103-83 Система стандартов безопасности труда. Одежда специальная защитная, средства индивидуальной защиты ног и рук. Классификация
ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия
ГОСТ 1012-72 Бензины авиационные. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 3134-78 Уайт-спирит. Технические условия
ГОСТ 4381-87 Микрометры рычажные. Общие технические условия
ГОСТ 4491-86 Центры колесные литые для подвижного состава железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 5009-82 Шкурка шлифовальная тканевая. Технические условия
ГОСТ 5584-75 Индикаторы рычажно-зубчатые с ценой деления 0,01 мм. Технические условия
ГОСТ 5791-81 Масло льняное техническое. Технические условия
ГОСТ 6360-83 Масла МТ-16П и М-16ПЦ. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7931-76 Олифа натуральная. Технические условия
ГОСТ 8420-74 Материалы лакокрасочные. Методы определения условной вязкости
ГОСТ 9070-75 Вискозиметры для определения условной вязкости лакокрасочных материалов. Технические условия
ГОСТ 9244-75 Нутромеры с ценой деления 0,001 и 0,002 мм. Технические условия
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10054-82 Шкурка шлифовальная бумажная водостойкая. Технические условия
ГОСТ 10597-87 Кисти и щетки малярные. Технические условия
ГОСТ 10791-2004 Колеса цельнокатаные. Технические условия
ГОСТ 11018-2000 Тяговый подвижной состав железных дорог колеи 1520 мм. Колесные пары. Общие технические условия
ГОСТ 21790-2005 Ткани хлопчатобумажные и смешанные одежные. Общие технические условия
ГОСТ 31334-2007 Оси для подвижного состава железных дорог колеи 1520 мм. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1
|
колесная пара: Узел в сборе, состоящий из оси, с установленными на ней неподвижно ходовыми колесами, а также одним или двумя зубчатыми колесами тягового привода (осевого редуктора) и другими деталями, включая осевые подшипники тягового двигателя или редуктора, дисковый тормоз, которые не могут быть демонтированы без расформирования колесной пары. [ГОСТ 11018-2000, раздел 3] |
3.2 составное ходовое колесо: Сборочная единица колесной пары, состоящая из колесного центра, бандажа и закрепляющего его бандажного кольца.
3.3 составное зубчатое колесо: Сборочная единица колесной пары, состоящая из ступицы зубчатого колеса и закрепленного на ней венца.
3.4 цельное ходовое колесо: Цельная деталь колесной пары с ободом, дисковой частью и ступицей.
3.5 ступица колеса (колесного центра): Утолщенная часть колеса (колесного центра) с отверстием, в которое устанавливается ось колесной пары.
3.6 колесный центр: Цельная деталь составного колеса с ободом для посадки бандажа, ступицей и соединяющей их дисковой или спицевой частью.
3.7 ось: Цельная деталь колесной пары, на которую устанавливаются ходовые, зубчатые колеса, колесные центры, ступицы зубчатых колес, тормозных дисков.
3.8 ступица тормозного диска: Цельная деталь дискового тормоза, на которой устанавливают тормозной диск с отверстием, в которое устанавливается ось колесной пары.
3.9 непостоянство диаметра в продольном (поперечном) сечении: Разность наибольшего и наименьшего единичных диаметров, измеренных в одном и том же продольном (поперечном) сечении.
3.10 допуск непостоянства диаметра в продольном (поперечном) сечении: Наибольшее допустимое значение непостоянства диаметра в продольном (поперечном) сечении.
3.11 фреттинг-коррозия: Физико-химический процесс, разновидность коррозии металла в местах контакта плотно сжатых или катящихся одна по другой составных частей, если в результате деформации их поверхностей возникают микроскопические смещения сдвига в условиях воздействия коррозионной среды, например, воздуха.
4. Общие требования
4.1. Формирование колесных пар тепловым методом заключается в создании неподвижного соединения (далее - соединение) с натягом при посадке на ось деталей, нагретых до установленной температуры, а также посадки на удлиненную ступицу колесного центра - зубчатого колеса.
4.2. Формирование соединения оси с деталями, а также удлиненной ступицы колесного центра с зубчатым колесом тепловым методом проводят в соответствии с требованиями настоящего стандарта, по конструкторской документации на изготовление или ремонт колесных пар и по соответствующей технологической документации.
5. Выполнение технологических операций
5.1. Последовательность выполнения технологических операций
Технологические операции при формировании колесных пар тепловым методом выполняют в следующей последовательности:
- подбирают составные части, предназначенные для формирования, по значениям диаметров для обеспечения требуемого натяга;
- подготавливают антикоррозионное покрытие и посадочные поверхности деталей;
- наносят покрытие на поверхность оси или удлиненной ступицы колесного центра;
- проводят сушку нанесенного слоя покрытия;
- проводят контроль качества антикоррозионного покрытия;
- проводят формирование соединения;
- проводят контроль качества соединения.
5.2. Подборка составных частей
5.2.1. Составные части, предназначенные для формирования колесной пары, должны соответствовать конструкторской документации на изготовление и ремонт колесных пар, а также:
-оси - ГОСТ 31334;
- центры колесные - ГОСТ 4491 или нормативным документам (далее - НД);
- колеса цельные ходовые - ГОСТ 10791 или НД;
- зубчатые колеса - ГОСТ Р 51175;
- дисковый тормоз - НД.
5.2.2. Для обеспечения требуемого натяга составные части подбирают по значениям диаметров. Значения натягов установлены в ГОСТ 11018 и приведены в приложении А.
5.2.3. Посадочные поверхности деталей должны соответствовать ГОСТ 11018. Параметры посадочных поверхностей деталей приведены в приложении А.
5.2.4. Подборку составных частей проводят при одинаковой температуре составных частей и окружающего воздуха с использованием средств измерений, соответствующих эксплуатационной документации на них.
5.2.5. Измерения диаметров выполняют не менее чем в трех сечениях, по результатам измерений определяют натяги.
5.2.6. Отклонение формы сопрягаемых поверхностей определяют не менее чем четырехкратным измерением диаметров (равноудаленных по соответствующим окружностям) инструментом двухточечного контакта с последующим вычислением среднеарифметического значения или прибором одноточечного контакта с применением средств измерений (7.1).
5.2.7. Шероховатость посадочных поверхностей определяют с помощью образцов шероховатости поверхности по ГОСТ 9378 или профилометром по НД.
5.2.8. В ступицах деталей должны быть предусмотрены каналы для подачи масла под давлением в зону соединения оси со ступицей (маслосъем).
5.2.9. На посадочных поверхностях сопрягаемых деталей черновины не допускаются.
5.2.10. На поверхностях осей, подлежащих покрытию, не должно быть следов коррозии.
5.2.11. Посадочные поверхности осей должны быть подвергнуты ультразвуковому контролю, магнитному контролю и упрочнению накатыванием роликами в соответствии с ГОСТ 31334.
5.3. Подготовка антикоррозионного покрытия и посадочных поверхностей деталей
5.3.1. При формировании колесной пары используют следующие антикоррозионные покрытия: натуральную олифу по ГОСТ 7931, подсолнечное масло по ГОСТ Р 52465, льняное масло по ГОСТ 5791, лак Ф-40 по НД.
5.3.2. Растительное масло (подсолнечное или льняное) подвергают термообработке. Для этого его выдерживают 2 - 3 ч при температуре 140 °С - 150 °С. После охлаждения до температуры не выше плюс 20 °С масло должно отстояться не менее 48 ч. Осадок масла не используют.
5.3.3. При подготовке лака проверяют его условную вязкость. Условная вязкость лака Ф-40 - время его непрерывного истечения из вискозиметра по ГОСТ 9070 - должна быть от 12 до 17 секунд. Вязкость лака Ф-40 определяют согласно ГОСТ 8420 вискозиметром по ГОСТ 9070 и секундомером по НД.
5.3.4. Посадочные поверхности деталей при наличии следов коррозии очищают от пятен коррозии шкуркой по ГОСТ 10054, зернистостью не более Р220 по ГОСТ Р 52381. При этом очищаемые поверхности смазывают машинным маслом по ГОСТ 6360.
5.3.5. Поверхность оси или удлиненной ступицы колесного центра, подлежащую покрытию, предварительно промывают уайт-спиритом по ГОСТ 3134 или авиационным бензином по ГОСТ 1012 безворсовой салфеткой по ГОСТ 21790 и просушивают на воздухе от 5 до 10 мин. После промывки поверхность оси или удлиненной ступицы колесного центра обезжиривают ацетоном по ГОСТ 2768 и просушивают на воздухе от 5 до 10 мин.
5.4. Нанесение покрытия на поверхность оси или удлиненной ступицы колесного центра
5.4.1. Температура окружающей среды при нанесении на ось растительного масла и олифы должна быть не ниже плюс 5 °С, при нанесении лака Ф-40 - не ниже плюс 15 °С.
5.4.2. Олифу или растительное масло наносят на поверхность оси краскораспылителем, кистью КМ1 по ГОСТ 10597 или безворсовой салфеткой по ГОСТ 21790 перед посадкой деталей на ось.
5.4.3. Для краскораспылителя применяют сжатый воздух по ГОСТ 9.010, группа 1.
5.4.4. Лак Ф-40 наносят краскораспылителем на посадочные поверхности оси или удлиненной ступицы колесного центра, закрепленных в центрах токарного станка или специального приспособления, обеспечивающего их вращение со скоростью 100 мин-1. Подача краскораспылителя к покрываемой поверхности должна быть от 10 до 12 мм/об. Расстояние от сопла распылителя до покрываемой поверхности должно быть от 200 до 350 мм, число проходов распылителя - от 8 до 10. Толщина пленки лакового покрытия должна быть от 10 до 25 мкм.
5.4.5. Хлопья лака, образующиеся при нанесении лака Ф-40, не должны попадать на посадочную поверхность.
5.5. Сушка нанесенного слоя покрытия
5.5.1. Для сушки нанесенного слоя олифы или растительного масла ось (или часть оси, на которую нанесено покрытие) или удлиненную ступицу колесного центра необходимо нагреть в электрической печи до температуры 130 °С - 140 °С и выдержать при этой температуре 3,5 - 4 ч.
5.5.2. Полимеризацию лака Ф-40 проводят от 1 до 1,5 ч при температуре от 160 °С до 180 °С.
5.5.3. Сушка и полимеризация слоя покрытия с использованием открытого пламени не допускается.
5.5.4. Допускаются сушка и полимеризация нанесенного покрытия с использованием тепла детали и индукционного электронагревателя. После нанесения покрытия его сушку проводят при температуре окружающей среды не ниже плюс 15 °С не менее 2 ч. После этого проводят формирование соединения.
5.5.5. Процесс полимеризации лаковой пленки и сушки нанесенного покрытия проводят с автоматической записью диаграммы нагрева на протяжении всего процесса. Оформление и хранение диаграммы нагрева - в соответствии с приложением Б.
5.6. Контроль качества антикоррозионного покрытия
5.6.1. Качество антикоррозионного покрытия проверяют после нанесения и высыхания лака Ф-40. При полимеризации с использованием тепла детали и индукционного электронагревателя - сразу после нанесения лака.
5.6.2. Покрытие должно быть светло-коричневого цвета, ровное, гладкое, без подтеков, пропусков, засорений, пузырьков воздуха.
5.6.3. Толщину пленки лакового покрытия по 5.4 определяют магнитным измерителем толщины МИП-10 по НД.
5.6.4. При наличии дефектов покрытие должно быть удалено ацетоном по ГОСТ 2768 и нанесено вновь.
5.7. Формирование соединения
5.7.1. Детали, устанавливаемые на ось колесной пары, кроме зубчатых колес, равномерно нагревают до температуры 240 °С - 260 °С.
Температура нагрева зубчатых колес из легированных сталей должна быть не выше 200 °С. Допускается температура нагрева зубчатых колес из стали марки 55 Ф по ГОСТ Р 51220 не выше 260 °С. Температура нагрева упругих зубчатых колес должна быть не выше 170 °С.
Разность измеренных температур должна быть не более 10 °С. Разность температур различных участков детали при ее нагревании рекомендуется измерять поверхностной термопарой.
5.7.2. Нагрев устанавливаемых на ось деталей проводят индукционными электронагревателями, в электрических печах, которые должны быть обеспечены их автоматическим отключением по достижении заданной температуры нагрева детали и автоматической записью температуры нагрева во времени на диаграммной ленте прибора на протяжении всего процесса нагрева. Оформление и хранение диаграммы нагрева - в соответствии с приложением Б.
5.7.3. Местный нагрев ступицы цельного колеса, зубчатого колеса или колесного центра в сборе с бандажом не допускается.
5.7.4. Температуру нагрева детали измеряют термопарой, помещенной на ступице в отверстие маслосъема.
Допускается при нагреве индукционным электронагревателем измерять температуру накладным термометром или термопарой, помещенной на ступице, если конструктивное исполнение элементов колесной пары не позволяет измерить температуру нагрева в отверстии маслосъема.
5.7.5. При соединении составных частей необходимо обеспечить положение деталей, при котором слой покрытия может быть защищен от повреждения.
5.7.6. При соединении составных частей приложение осевой нагрузки не допускается.
5.7.7. Охлаждение колесных пар после формирования проводят естественным путем при температуре не ниже плюс 5 °С.
6. Контроль качества соединения
6.1. Проверка прочности соединения контрольной осевой нагрузкой
6.1.1. После формирования соединения по 5.7 и остывания составных частей до температуры окружающей среды прочность каждого соединения для колесных пар локомотивов и моторвагонного подвижного состава, эксплуатируемых со скоростями движения до 200 км/ч должна быть проверена на сдвиг контрольной осевой нагрузкой:
(636 ± 20) кН [(65 ± 2) тс] - на каждые 100 мм диаметра подступичных частей оси под посадку ходовых колес или колесных центров для колесных пар локомотивов;
(568 ± 20) кН [(58 ± 2) тс] - на каждые 100 мм диаметра подступичных частей оси под посадку ходовых колес или колесных центров для колесных пар моторвагонного подвижного состава;
(432 ± 20) кН [(44 ± 2) тс] - на каждые 100 мм диаметра подступичных частей оси под посадку зубчатого колеса или ступицы составного зубчатого колеса (одного или двух), ступицы тормозного диска (одного или двух) для колесных пар локомотивов с номинальным диаметром не менее 1200 мм;
(294 ± 20) кН [(30 ± 2) тс] - на каждые 100 мм диаметра подступичных частей оси под посадку зубчатого колеса или ступицы составного зубчатого колеса (одного или двух), ступицы тормозного диска (одного или двух) для колесных пар ТПС с номинальным диаметром до 1200 мм;
(245 ± 20) кН [(25 ± 2) тс] - на каждые 100 мм диаметра удлиненной ступицы колесного центра под посадку зубчатого колеса.
Для колесных пар ТПС, эксплуатируемых со скоростями движения более 200 км/ч, контрольную осевую нагрузку следует принимать в диапазоне от 4d до 5,8d, кН (где d - диаметр подступичной части оси, мм), в соответствии с установленными в конструкторской документации натягами для данного соединения (ходового колеса, колесного центра, зубчатого колеса, ступицы составного зубчатого колеса, ступицы тормозного диска с осью).
По согласованию с заказчиком допускается увеличение установленного максимального значения контрольной осевой нагрузки на 10 % с учетом установленных натягов.
6.1.2. Допускается проверка посадки зубчатого колеса на удлиненную ступицу колесного центра контрольным моментом (123 ± 10) кН · м [(12,5 ± 1) тс · м] на квадрат каждых 100 мм посадочного диаметра удлиненной ступицы колесного центра.
6.1.3. Сдвиг или проворот в соединении не допускается. Соединение, не выдержавшее испытания, расформировывают. Метод расформирования приведен в приложении В.
6.1.4. Проверку прочности соединения проводят на гидравлическом прессе трехкратным приложением осевой нагрузки с автоматической записью диаграммы нагружения. Оформление и хранение диаграммы нагружения - в соответствии с приложением Б.
6.2. Допуск торцевого биения внутренних торцев ободьев колес относительно центров оси, расстояние между внутренними торцами ободьев (бандажей) колес должен соответствовать требованиям конструкторской документации на изготовление или ремонт колесных пар, а также требованиям ГОСТ 11018.
7. Требования к средствам измерения, оборудованию и материалам
7.1. При формировании соединения используют следующие средства измерения и оборудование:
- нутромер с основной погрешностью не более ± 0,004 мм для диаметров до 260 мм по ГОСТ 9244 и не более ± 0,014 мм для диаметров от 260 до 400 мм по ГОСТ 868;
- микрометр МРИ с основной погрешностью не более ± 0,005 мм для сопрягаемых диаметров до 300 мм и не более ± 0,006 мм для сопрягаемых диаметров от 300 мм до 400 мм по ГОСТ 4381, микрометр МК с основной погрешностью не более ± 0,006 мм по ГОСТ 6507;
- индикаторы рычажно-зубчатые ИРТ с основной погрешностью не более ± 0,005 мм по ГОСТ 5584;
- образцы шероховатости поверхности по ГОСТ 9378, профилометр по НД;
- термометр контактный или бесконтактный цифровой, термопара, поверхностная термопара с основной погрешностью не более ± 2 °С по НД;
- краскораспылитель с диаметром отверстия сопла 1,8 мм, давлением воздуха от 3 · 105 до 4 · 105 Па по НД;
- вискозиметр по ГОСТ 9070 с основной погрешностью не более ± 0,4 с;
- секундомер с емкостью шкалы 1 с, не более 1 класса точности по НД;
- измеритель толщины магнитный МИП-10 по НД;
- прибор для контроля и автоматической записи диаграммы нагрева и продолжительности процесса по НД;
- индукционный электронагреватель с прибором для контроля и автоматической записи диаграммы нагрева по НД;
- электрогорн с прибором для контроля и автоматической записи диаграммы нагрева по НД;
- электрическая печь с прибором для контроля и автоматической записи диаграммы нагрева по НД;
- пресс гидравлический, усилием до 6174 кН (630 тс), с прибором для контроля и автоматической записи диаграммы нагружения по НД.
Неуказанные основные погрешности приборов должны обеспечивать точность измерения на класс выше, чем значение допуска, установленного в конструкторской и технологической документации.
Допускается использовать другие, в т.ч. автоматизированные средства измерения и приборы, позволяющие проводить измерения с погрешностью, указанной в настоящем стандарте.
7.2. Для расформирования осей с деталями используют пресс гидравлический, усилием от 3920 кН (400 тс) до 6174 кН (630 тс) с одновременной подачей масла в зону соединения под давлением от 150 до 200 МПа, с прибором для контроля усилия.
7.3. При подготовке посадочных поверхностей используют следующие материалы:
- шкурка зернистостью не более 6 по ГОСТ 10054;
- шкурка зернистостью не более 63 по ГОСТ 5009;
- машинное масло по ГОСТ 6360;
- бензин по ГОСТ 1012;
- безворсовая салфетка по ГОСТ 21790;
- ацетон по ГОСТ 2768;
- антикоррозионные покрытия:
олифа натуральная по ГОСТ 7931;
подсолнечное масло по ГОСТ Р 52465;
льняное масло по ГОСТ 5791;
лак Ф-40 по НД;
другие антикоррозионные покрытия, удовлетворяющие требованиям 7.4.
7.4. Антикоррозионное покрытие должно удовлетворять следующим требованиям:
- обеспечивать снижение интенсивности разрушения сопряженных поверхностей «ось - ступица» от действия фреттинг-коррозии;
- обеспечивать требуемую прочность соединения при температуре в зоне сопряжения от минус 60 °С до плюс 70 °С в течение всего периода эксплуатации;
- не препятствовать замыканию электрических рельсовых цепей;
- не снижать усталостную прочность оси и обеспечивать устойчивость к образованию трещин.
7.5. Применяемые средства измерений должны иметь сертификаты об утверждении типа средств измерений и быть зарегистрированы в Государственном реестре средств измерений в соответствии с требованиями правил по метрологии [1] и в реестре средств измерений и испытательного оборудования, допущенного к применению на железнодорожном транспорте, утвержденном в установленном порядке.
7.6. Применяемые средства измерений и оборудование должны иметь руководства по эксплуатации, средства измерений должны иметь действующие свидетельства о поверке (сертификаты о калибровке). Порядок и периодичность проведения поверки (калибровки) определяют в соответствии с требованиями правил по метрологии [1], [2] и эксплуатационными документами на средства измерений конкретных типов.
8. Требования безопасности
8.1. Требования безопасности - в соответствии с ГОСТ 12.3.002, а также согласно инструкциям по технике безопасности предприятий - изготовителей колесных пар.
8.2. Требования безопасности производственных процессов - по ГОСТ 12.2.003.
8.3. Предельно допустимая концентрация вредных веществ в воздухе рабочей зоны при использовании лака Ф-40 должна быть установлена с учетом класса опасности II, особенности действия на организм А по ГОСТ 12.1.005.
8.4. Противопожарные требования - по ГОСТ 12.1.004.
8.5. Режимы работы производственного оборудования - по ГОСТ 12.2.017.
8.6. Работу при нанесении покрытий проводят при местной приточно-вытяжной вентиляции. Требования к воздуху рабочей зоны - по ГОСТ 12.1.005 и противопожарные меры - по ГОСТ 12.3.005.
8.7. Индивидуальные средства защиты работающего персонала должны соответствовать требованиям ГОСТ 12.4.011 и ГОСТ 12.4.103.
8.8. Требования санитарной безопасности - по ГОСТ 12.1.007.
Приложение А
(справочное)
Значения натягов и параметры посадочных поверхностей деталей
А.1. Значения устанавливаемых натягов согласно ГОСТ 11018:
- для ходовых колес и колесных центров - от 0,85 · 10-3 до 1,4 · 10-3 диаметра сопряжения деталей;
- для зубчатых колес, ступиц составных зубчатых колес, ступиц тормозных дисков - от 0,5 · 10-3 до 1,0 · 10-3 диаметра сопряжения деталей (в том числе при посадке на удлиненную ступицу колесного центра).
А.2. Параметры посадочных поверхностей деталей согласно ГОСТ 11018:
- допуск непостоянства диаметров в продольном и поперечном сечениях оси и отверстий ступицы детали - не более 0,05 мм (в случае конусообразности больший диаметр должен быть обращен к середине оси и внутреннему торцу ступицы). Вместо непостоянства диаметра в поперечном сечении допускается измерять отклонение от круглости, вместо непостоянства диаметра в продольном сечении - профиль продольного сечения. Допуск круглости и профиля продольного сечения - не более 0,025 мм;
- допуск радиального биения при проверке в центрах подступичных частей оси - не более 0,05 мм;
- параметры шероховатости сопрягаемых поверхностей:
оси - Ra £ 1,25 мкм;
отверстия детали - Ra £ 2,5 мкм.
А.3. Наружный конец подступичной части оси должен быть конусным с разностью диаметров от 0,5 до 0,8 мм на длине от 4 до 5 мм (для обеспечения плавного захода оси в ступицу).
Приложение Б
(обязательное)
Требования к диаграммам нагрева и нагружения
Б.1. На диаграмме нагрева должны быть приведены следующие данные:
- порядковый номер диаграммы в текущем году;
- дата формирования колесной пары;
- тип колесной пары;
- номер оси;
- тип и номер устанавливаемой на ось детали;
- колесо с бандажом или без бандажа;
- наличие наплавки на посадочной поверхности детали;
- первое или повторное формирование тепловым методом.
Б.2. На диаграмме нагружения должны быть приведены следующие данные:
- порядковый номер диаграммы в текущем году;
- дата формирования колесной пары и проверки на сдвиг или проворот установленных на ось деталей;
- тип колесной пары;
- номер оси;
- тип и номер устанавливаемой на ось детали;
- диаметр подступичной части оси и отверстия детали, измеренные с точностью до 0,01 мм;
- значение натяга и конечная осевая нагрузка в кН (тс) при проверке на сдвиг или момент в кН · м (тс · м) при проверке на проворот установленных на ось деталей;
- колесо с бандажом или без бандажа;
- наличие наплавки на посадочной поверхности детали;
- первое или повторное формирование тепловым методом.
Б.3. Данные по Б.1 и Б.2 указывают как на принятой, так и на забракованной диаграммах.
Б.4. Толщина линии записи диаграммы должна быть не более 0,6 мм, ширина диаграммной ленты - не менее 100 мм, масштаб записи по длине должен быть не менее 1:2, а 1,0 мм диаграммы по высоте должен соответствовать осевой нагрузке не более 25 кН (2,5 тс).
Б.5. На диаграмме делают надпись «принята», на непринятой - «брак» с указанием причин брака.
Б.6. Принятые диаграммы следует хранить в недоступном для неуполномоченных лиц месте, защищенном от разрушающих воздействий в течение 10 лет, забракованные диаграммы - в течение одного года.
Приложение В
(рекомендуемое)
Метод расформирования соединения
В.1 Для расформирования соединения, чтобы уменьшить или исключить повреждения посадочных поверхностей используют гидравлический пресс с одновременной подачей масла в зону соединения.
В.2 При расформировании соединения может быть применено устройство для подачи масла в зону соединения поверхностей (рисунок В.1), где гидроцилиндр устанавливается между осью и плунжером гидравлического пресса.
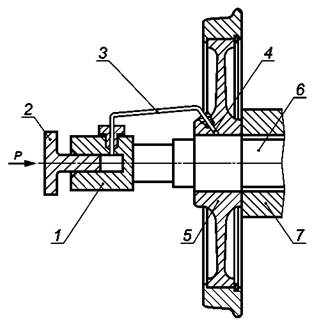
Р - сила, прилагаемая к плунжеру гидропресса;
1 - корпус; 2 - плунжер; 3 - трубка высокого давления; 4 - маслоподводящий канал; 5 - колесо; 6 - ось; 7 - упорная плита
Рисунок В.1 - Схема устройства для подачи масла в зону соединения поверхностей
В.3. Для расформирования соединения может быть применен индукционный нагрев составных частей и деталей (кроме зубчатых колес) до 200 °С.
В.4. В случае, если сопрягаемые поверхности не требуется обтачивать до установленных размеров, допускается остатки пленки антикоррозионного покрытия удалять с поверхностей детали смоченной в ацетоне шкуркой по ГОСТ 5009 зернистостью не более Р30 по ГОСТ Р 52381, при вращении детали.
Библиография
|
Правила по метрологии ПР 50.2.009-94 |
Государственная система обеспечения единства измерений. Порядок проведения испытаний и утверждения типа средств измерений |
|
|
Правила по метрологии ПР 50.2.006-94 |
Государственная система обеспечения единства измерений. Порядок проведения поверки средств измерений |
|
Ключевые слова: тепловозы, электровозы, моторвагонный подвижной состав, специальный подвижной состав, колесная пара, составная часть, антикоррозионное покрытие, формирование |