|
ОДМ 218.5.008-2008 ОТРАСЛЕВОЙ ДОРОЖНЫЙ МЕТОДИЧЕСКИЙ ДОКУМЕНТ |
Утверждены
распоряжением Росавтодора
от 20.08.2008 № 352-р

МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ПРИМЕНЕНИЮ ТРЕЩИНОПРЕРЫВАЮЩЕЙ
ПРОСЛОЙКИ ПРИ УСТРОЙСТВЕ
ДОРОЖНОЙ ОДЕЖДЫ
С ПОЛИМЕРАСФАЛЬТОБЕТОННЫМ
ПОКРЫТИЕМ
(для опытно-экспериментального
внедрения)
ФЕДЕРАЛЬНОЕ ДОРОЖНОЕ АГЕНТСТВО
(РОСАВТОДОР)
ПРЕДИСЛОВИЕ
1. РАЗРАБОТАН: ОАО «Союздорнии» (Открытое Акционерное общество «Дорожный научно-исследовательский институт «Союздорнии») по заказу Федерального дорожного агентства. Методический документ разработан в соответствии с пунктом 3 статьи 4 Федерального закона от 27.12.2002 № 184-ФЗ «О техническом регулировании» и является актом рекомендательного характера в дорожном хозяйстве.
2. ВНЕСЕН: Управлением эксплуатации и сохранности автомобильных дорог Федерального дорожного агентства.
3. ИЗДАН на основании распоряжения Федерального дорожного агентства от 20.08.2008 № 352-р.
4. ВВЕДЕН впервые.
5. ИМЕЕТ РЕКОМЕНДАТЕЛЬНЫЙ ХАРАКТЕР.
Раздел 1. ОБЛАСТЬ ПРИМЕНЕНИЯ
В данных методических рекомендациях приведены сведения о составе материала для устройства трещинопрерывающей прослойки, технологии получения этого материала, способе устройства прослойки при строительстве нежесткой дорожной одежды с полимерасфальтобетонным покрытием на автомобильной дороге. Также возможно её применение при реконструкции и капитальном ремонте нежесткой дорожной одежды с условием укладки полимер-асфальтобетонной смеси в покрытие автомобильной дороги.
Раздел 2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящих методических рекомендациях использованы ссылки на следующие нормативные документы:
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности.
ГОСТ 12.1.044-89 Система стандартов безопасности труда. Пожаро-взрывоопасность веществ и материалов. Номенклатура показателей и методы их определения.
ГОСТ 17.2.3.02-78 Система стандартов безопасности труда. Охрана природы. Атмосфера.
ГОСТ 400-80 Термометры стеклянные для испытания нефтепродуктов.
ГОСТ 2477-65 Нефть и нефтепродукты. Метод определения содержания воды.
ГОСТ 2768-84 Ацетон технический. Технические условия.
ГОСТ 3900-85 Нефть и нефтепродукты. Методы определения плотности.
ГОСТ 4333-87 Нефтепродукты. Методы определения температур воспламенения и вспышки в открытом тигле.
ГОСТ 7328-2001 Гири общие. Технические условия.
ГОСТ 8420-74 Материалы лакокрасочные. Методы определения условной вязкости.
ГОСТ 8677-76 Кальций окись. Технические условия.
ГОСТ 9179-77 с изм. 1. Известь строительная. Технические условия.
ГОСТ 10227-86 Топлива для реактивных двигателей. Технические условия.
ГОСТ 11501-78 Битумы нефтяные. Метод определения глубины проникания иглы.
ГОСТ 11503-74 Битумы нефтяные. Метод определения условной вязкости.
ГОСТ 11505-75 Битумы нефтяные. Метод определения растяжимости.
ГОСТ 11506-73 Битумы нефтяные. Метод определения температуры размягчения по Кольцу и Шару.
ГОСТ 11507-78 Битумы нефтяные. Метод определения температуры хрупкости.
ГОСТ 11508-74 Битумы нефтяные. Метод определения сцепления битума с мрамором и песком.
ГОСТ 18180-72 Битумы нефтяные. Метод определения массы после прогрева.
ГОСТ 20799-88 Масла индустриальные. Технические условия.
ГОСТ 22245-90 с изм. № 1. Битумы нефтяные дорожные вязкие. Технические условия.
ГОСТ 22688-77 Известь строительная. Методы испытания.
ГОСТ 24104-88 Весы лабораторные общего назначения и образцовые.
ГОСТ 25709-83 Латексы синтетические. Метод определения содержания сухого вещества.
ГОСТ 25945-87 Материалы и изделия полимерные строительные герметизирующие нетвердеющие. Методы испытаний.
ГОСТ Р 52056-2003 Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа стирол-бутадиен-стирол. Технические условия.
ГОСТ Р 52129-2003 Порошок минеральный для асфальтобетонных и органоминеральных смесей. Технические условия.
Раздел 3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В настоящих методических рекомендациях применяются следующие термины с соответствующими определениями:
трещинопрерывающая прослойка - промежуточный слой на основе полимерно-битумного вяжущего, который задерживает (или прерывает) развитие трещины за счет снижения возникающих в покрытиях напряжений;
подгрунтовка - материал, предназначенный для склеивания верхнего слоя покрытия с нижним;
трещинопрерывающая прослойка - подгрунтовка - материал, который совмещает в себе функции трещинопрерывающей прослойки и подгрунтовки;
латекс - дисперсия полимеров в воде;
гашеная известь - тонкий рыхлый порошок, «пушонка», получаемый при действии воды на негашеную известь;
негашеная известь (оксид кальция, СаО) - белое тугоплавкое вещество, получаемое при обжиге известняка или мела при высокой температуре (выше 900 °С).
Раздел 4. ОБЩИЕ ПОЛОЖЕНИЯ
а) Применение покрытий из полимерасфальтобетона на основе полимерно-битумных вяжущих (ПБВ) по ГОСТ Р 52056 позволяет исключить или резко уменьшить образование температурных трещин на дорожных покрытиях при условии применения ПБВ с температурой хрупкости, соответствующей температуре наиболее холодных суток (СНиП 23.01.99) района эксплуатации покрытий, рекомендуемое значение которой приведено в ОДМ 218.2.003-2007, там же рекомендованы и требуемые в этом случае значения температуры трещиностойкости полимерасфальтобетона.
б) Наряду с образованием температурных трещин на покрытиях, возникают отраженные трещины, обусловленные высокими локальными напряжениями над трещинами или швами в нижележащем конструктивном слое, причем настолько высокими, что полимерасфальтобетон по п. а) раздела 4 не позволяет их избежать.
в) В целях исключения или значительного сокращения количества отраженных трещин на дорожных покрытиях необходимо и целесообразно под полимерасфальтобетонным покрытием устраивать сплошную трещинопрерывающую прослойку, которая бы компенсировала полностью или частично указанные в п. б) раздела 4 локальные напряжения. Материал, используемый для этой цели, должен выполнять и роль подгрунтовки, надежно склеивая верхний слой с нижним. Широко используемые в качестве подгрунтовки битумы как в горячем виде, так и в виде эмульсий, не только не служат в качестве трещинопрерывающей прослойки, но известны случаи, когда они после зимней эксплуатации отслаиваются и покрытие начинает работать в значительно более жестких нерасчетных условиях.
г) Материал, используемый в качестве трещинопрерывающей прослойки, должен сохранять пластичность и эластичность (не менее 70 %) до значения температуры наиболее холодных суток района эксплуатации полимерасфальтобетонного покрытия, характеризоваться высокой температурой размягчения, значение которой должно быть выше максимально возможной температуры полимерасфальтобетонной смеси при ее укладке (160 °С) и играть роль подгрунтовки, т.е. хорошо склеивать слой покрытия с нижележащим слоем, чтобы обеспечить расчетные условия для работы дорожной одежды.
д) Эффективная работа трещинопрерывающей прослойки возможна только при условии обеспечения требуемых капитальности дорожной одежды и водоотвода. При этом ровность слоя, расположенного под полимерасфальтобетонным покрытием, должна соответствовать требованиям, предъявляемым СНиП 3.06.03-85 к верхнему слою покрытия дороги 1 категории.
е) Рекомендуется к применению в качестве трещинопрерывающей прослойки двухкомпонентная мастика холодного отверждения марки КОВ-190.
ж) Мастику КОВ-190 получают простым перемешиванием двух жидких при нормальной температуре компонентов А и Б в соотношении 4,26:1 соответственно.
Компонент А представляет собой вязкотекучую жидкость от темно-коричневого до черного цвета и состоит из пластифицированных битума или гудрона, наполненных негашеной известью в количестве около 30 % по массе. Негашеная известь содержит 98,5 % оксида (окиси) кальция.
Компонент Б представляет собой латекс бутадиенстирольного каучука марки СКС-С с концентрацией около 66 %. Содержание полистирола в бутадиенстирольном каучуке составляет около 30 % по массе.
Состав мастики: битум ~ 29,5 %, пластификатор ~ 31,1 %, минеральный наполнитель ~ 20,4 %, полимер ~ 12 %, вода ~ 6,5 %, эмульгатор ~ 0,5 %.
з) В процессе формирования мастики КОВ-190 повышается температура смеси на 35 ¸ 45 °С, что связано с протеканием экзотермической реакции, происходит объединение извести и воды, содержащейся в латексе, приводящее к гашению извести и высвобождению полимера из латекса. В результате, по нашему мнению, образуется пространственная структурная сетка полимера в пластифицированном битуме, известь-пушонка является тонкодисперсным наполнителем в системе. КОВ-190 представляет собой мастику на основе полимерно-битумного вяжущего.
и) Процесс формирования мастики проходит в несколько этапов. На первом этапе смесь постепенно густеет, но остается подвижной (течет) и ее температура незначительно возрастает - на 4 - 5 °С. На втором этапе смесь густеет с более высокой скоростью и через 15 - 20 мин практически не течет. На третьем этапе скорость повышения температуры увеличивается и она достигает максимального значения. На этом этапе у смеси начинает проявляться эластичность. При дальнейшем перемешивании температура смеси снижается. В конце второго этапа при испытании мастики по методу Кольцо и Шар шарик проваливается, то есть определить температуру размягчения не удается. После 2-часового выдерживания смеси при определении температуры размягчения наблюдается провисание шарика, величина температуры размягчения достигает 50 °С. После 3 - 4-часового выдерживания смеси шарик не провисает, а температура размягчения становится выше 190 °С. Таким образом установлено, что технологичность мастики - способность легко распределяться по горизонтальной поверхности - сохраняется в течение 20 - 25 мин, а окончательное формирование мастики происходит через 3 - 4 ч.
к) Мастика КОВ-190 сразу после перемешивания через 2 - 3 мин представляет собой однородную вязкую текучую массу, которая в течение не менее 20 мин сохраняет текучесть при температуре окружающего воздуха не ниже 15 °С и сохраняет способность наноситься на вертикальную поверхность без стекания до 30 мин. Через 60 мин мастику невозможно наносить на поверхность и выравнивать.
л) После формирования мастика КОВ-190 характеризуется высокой температурой размягчения - выше 190 °С, одновременно высокой трещиностойкостью (температура хрупкости по Фраасу составляет минус 57 °С и ниже), высокой эластичностью как при 25 °С, так и при 0 °С - более 80 %, высокой растяжимостью и пенетрацией при 0 °С, присущими полимерно-битумным вяжущим (ПБВ), но низкой растяжимостью при 25 °С, характерной для сильно структурированных систем (ПБВ с большим содержанием полимера), высоким относительным удлинением даже при отрицательных температурах (более 800 % при минус 20 °С).
м) Мастика КОВ-190 является хорошо зарекомендовавшим себя материалом, используемым при устройстве защитных гидроизоляционных покрытий на мостах как в России, так и за рубежом.
н) В качестве минеральной составляющей компонента А, обеспечивающей протекание реакции гидратации для получения мастики КОВ-190, рекомендуется использование оксида кальция, цемента, строительной извести, известнякового минерального порошка. При этом применение строительной извести (ГОСТ 9179), цемента и минерального порошка (ГОСТ Р 52129) возможно только после их обжига (прокаливание в течение 2 ч при температуре 1000 °С) с целью получения оксида кальция, содержащего не менее 98,5 % активного СаО.
При использовании оксида кальция, как полученного при обжиге, так и в заводских образцах, следует избегать их контакта с воздухом и влагой, приводящих к дезактивации окиси кальция, следовательно, необходимо немедленно приступить к изготовлению компонента А.
В случае нарушения герметичности упаковки оксида (окиси) кальция необходимо провести обжиг этого материала при температуре 1000 °С в течение 2 ч. Наилучшие результаты получены при изготовлении компонента А с оксидом кальция фирмы Kirsch-Pharma, поступающей в упаковке высокого качества.
о) В качестве компонента Б мастики КОВ-190 опробованы латексы марок: Европрен 5571, Европрен 5577, Интекс 131, Интекс 133, СКС-С.
Наилучшими результатами по комплексу показателей свойств характеризуется мастика КОВ-190 с использованием в качестве компонента Б латекса синтетического марки СКС-С, отвечающая требованиям п. г) раздела 4.
п) Процесс формирования мастики можно регулировать в части реакционной способности и технологичности за счет содержания пластификатора, оксида кальция в битуме и полимера в мастике.
р) Разработана, опробована и предложена технология получения мастики КОВ-190. Установка для получения мастики КОВ-190 состоит из обогреваемой емкости с мешалкой для приготовления пластифицированного битума или гудрона, емкости для приготовления компонента А, дисольвера для гомогонезации компонента А, узлов расфасовки компонентов А и Б в установленных по рецепту соотношениях. Для обеспечения необходимой производительности установки в ее составе могут быть предусмотрены две параллельные емкости, где попеременно будут происходить загрузка сырья и приготовление компонента А.
с) Мастика КОВ-190 эффективна при использовании ее в качестве сплошной трещинопрерывающей прослойки, устраиваемой слоем 3 мм, позволяет избежать отраженных трещин на полимерасфальтобетонном покрытии при температурах до минус 50 °С, относительном удлинении в шве (или трещине) нижнего слоя 1700 % и одновременно выполняет роль подгрунтовки. Однако эта прослойка не обеспечивает отсутствие отраженных трещин на асфальтобетонном покрытии, так как оно не выдерживает ту часть напряжений, которая передается и в покрытие.
Раздел 5. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ПРИГОТОВЛЕНИЯ МАСТИКИ КОВ-190
а) Для приготовления мастики КОВ-190 применяют два жидких компонента: компонент А и компонент Б, которые в расфасованном виде и являются товарной продукцией.
б) Компонент А мастики марки КОВ-190 представляет собой битум или гудрон, пластифицированные индустриальным маслом и наполненные негашеной известью.
в) Компонент Б мастики КОВ-190 представляет собой бутадиенстирольный латекс марки СКС-С.
Раздел 6. ХАРАКТЕРИСТИКИ КОМПОНЕНТОВ МАСТИКИ КОВ-190
а) Компонент А получают смешением пластифицированного битума с негашеной известью. Процесс является периодическим и осуществляется на специальной установке.
б) Компонент А - вязкая подвижная масса от темно-коричневого до черного цвета. В течение времени при отсутствии перемешивания минеральная часть оседает на дно емкости, особенно при повышении температуры смеси. Плотность компонента А при 20 °С - 1,1 - 1,25 г/см3. Условная вязкость при 20 °С и истечении через отверстие Æ 5 мм массы объемом 50 см3 равна 400 - 500 с. Растворимость - органическая часть компонента А растворяется в ароматических углеводородах и их смесях с алифатическими углеводородами. Минеральная часть компонента А легко растворяется в соляной кислоте.
в) Химические свойства компонента А - его минеральная часть реагирует с водой, на этой реакции основана совместимость компонентов А и Б. В результате смешения компонентов А и Б происходит взаимодействие между известью, содержащейся в компоненте А, и водой из компонента Б, благодаря чему открывается доступ полимера из компонента Б в органическую часть компонента А.
В соответствии с этим предварительный доступ воды в компонент А, до смешения с компонентом Б, крайне нежелателен, так как приводит к дезактивации компонента А и, следовательно, его несовместимости с компонентом Б. По этой причине все операции по изготовлению, хранению и использованию компонента А должны производиться в отсутствии воды.
г) Компонент Б - латекс синтетический марки СКС-С - вязкая подвижная масса белого цвета, содержащая 62 - 67 % бутадиенстирольного каучука с 30 % полистирола.
Условная вязкость латекса (по ГОСТ 8420) - 25 - 40 с при 20 °С.
На воздухе при нормальных условиях латекс быстро высыхает, поверхность его покрывается необратимой пленкой полимера. С водой латекс совмещается неограниченно.
д) Характеристики сырья для получения компонентов А и Б приведены в табл. 1.
Таблица 1
Характеристика исходного сырья, материалов и полупродуктов
|
ГОСТ, ОСТ, ТУ, регламент или методика по подготовке сырья |
Показатели, обязательные для проверки |
Регламентируемые показатели с допустимыми отклонениями |
|
|
1 |
2 |
3 |
4 |
|
Битумы нефтяные дорожные вязкие марок БНД |
Стандартные показатели |
Отсутствуют |
|
|
Сырье для производства нефтяных вязких дорожных битумов (гудрон) |
Ту 0258-113-0015807-2002 |
Стандартные показатели |
Отсутствуют |
|
Масло индустриальное марки И-40А |
Температура вспышки |
Отсутствуют |
|
|
Битум (гудрон) пластифицированный |
Полупродукт, получаемый по данным рекомендациям |
Условная вязкость при 20 °С по истечению через отверстие Æ 5 мм, с, ГОСТ 11503 |
220 - 250 |
|
Окись кальция |
ГОСТ 8677, ГОСТ 22688 и по п. бII.3) раздела 7 настоящих методических рекомендаций |
Содержание доли окиси кальция, %, не менее |
98,5 % |
|
Латекс марки СКС-С |
ТУ 38.303.01-40-92 и по п. бII.4) раздела 7 настоящих методических рекомендаций |
Содержание доли полимера, %, не менее |
62 |
|
Содержание доли летучих, %, не менее |
35 |
Раздел 7. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРИГОТОВЛЕНИЯ МАСТИКИ КОВ-190
а) Технологическая схема получения мастики
Технологическая схема получения компонентов мастики КОВ-190 и их расфасовки приведена на рис. 1.
Установка состоит из обогреваемой емкости (1), предназначенной для хранения битума объемом от 10 до 30 м3, с весами для дозировки (3); емкости (2) для хранения пластификатора (индустриального масла) объемом до 10 м3 с весами для дозировки (4); промежуточной емкости (5), оборудованной механической мешалкой и обеспеченной обогревом для приготовления пластифицированного битума или гудрона, объемом 10 м3 с весами (6) для дозировки пластифицированного битума; склада для хранения минерального наполнителя (7); печи обжига (8); герметичной емкости (9) для хранения готового минерального наполнителя с весами (10) для дозировки минерального наполнителя; реактора (11), предназначенного для приготовления компонента А; дисольвера (12), предназначенного для гомогенизации компонента А в процессе перемешивания пластифицированного битума (гудрона) с негашеной известью (для этой цели могут быть использованы и другие диспергаторы - коллоидные мельницы); емкости (13) для приемки и хранения готового компонента А с весами (14) для дозировки компонента А и его последующей расфасовки в тару (15); емкости (16) для приемки компонента Б (латекса) (в качестве емкости (16) может быть использована и транспортная емкость); весов (17) для дозировки компонента Б и последующей расфасовки в тару (18).

Рис. 1. Технологическая схема получения и расфасовки компонентов А и Б мастики КОВ-190:
1 - обогреваемая емкость для хранения битума; 2 - емкость для хранения индустриального масла; 3 - весы для дозировки битума; 4 - весы для дозировки индустриального масла; 5 - емкость для приготовления пластифицированного битума (с обогревом и мешалкой); 6 - весы для дозирования пластифицированного битума; 7 - склад для хранения минерального наполнителя; 8 - печь обжига; 9 - емкость для хранения готового минерального наполнителя (герметичная); 10 - весы для дозирования минерального наполнителя; 11 - реактор для приготовления компонента А; 12 - дисольвер для приготовления компонента А; 13 - емкость для хранения готового компонента А; 14 - весы для дозировки компонента А; 15 - расфасовка и затаривание компонента А; 16 - емкость для хранения компонента Б; 17 - весы для дозировки компонента Б; 18 - расфасовка и затаривание компонента Б
Основная сущность процесса получения мастики марки КОВ-190 заключается в том, что при смешении двух компонентов мастики А и Б протекает взаимодействие окиси кальция (негашеной извести) с водой, в результате чего полимер, находящийся в латексе, освобождаясь от воды, объединяется с пластифицированным битумом, образуя в нем пространственную эластичную структурную сетку полимера. Полученная смесь представляет собой полимерно-битумное вяжущее с гашеной известью в качестве минерального наполнителя.
б) Стадии процесса получения мастики
бI) Подготовка аппаратуры
Перед началом работы на установке необходимо проверить работу перемешивающих устройств, электрообогрева, вентилей. Все аппараты должны быть сухими и чистыми.
бII) Подготовка сырья
бII.1) Индустриальное масло с помощью насоса перекачивают из транспортной тары в емкость для хранения (2). Определяют температуру вспышки масла на соответствие ГОСТ 20799.
бII.2) Из емкости (1) отбирают пробу битума для проведения стандартных испытаний. После получения положительных результатов испытаний битум насосом (3) перекачивают в емкость (5). В зависимости от заданной концентрации индустриального масла в битуме в емкость (5) с помощью весов (3) отвешивают не более 4 т битума и нагревают до температуры 160 °С. Битум предварительно обезвоживают в емкости (1) путем нагрева до окончания вспенивания.
бII.3) В поставляемой окиси кальция определяют содержание доли окиси кальция по массе. Согласно ГОСТ 22688 определяют содержание гидратной воды и углекислого газа, по которым рассчитывают содержание доли окиси кальция по следующей формуле:
![]()
где ССаО - содержание окиси кальция в товарном продукте, % по массе;
![]() -
содержание гидратной воды, % по массе;
-
содержание гидратной воды, % по массе;
![]() -
содержание углекислого газа, % по массе;
-
содержание углекислого газа, % по массе;
74, 18, 100 и 44 - молекулярные массы соответственно гидроокиси кальция, воды, карбоната кальция и углекислого газа.
бII.4) В латексе определяют содержание полимера и летучих по следующим методикам.
Для определения содержания полимера в стеклянный стакан емкостью 100 мл отвешивают около 10 г латекса с точностью до 0,01 г.
В стакан с навеской заливают 50 мл этилового спирта, массу перемешивают стеклянной палочкой и фильтруют через бумажный фильтр, осадок дополнительно промывают 50 мл спирта. Фильтр с осадком и стакан, если на нем остался осадок, сушат при 120 - 130 °С до постоянной массы. Охлаждение фильтра и стакана перед взвешиванием проводят в эксикаторе с прокаленным хлористым кальцием.
Содержание полимера (П) в процентах рассчитывают по формуле
![]()
где go - масса осадка на фильтре и стакане после сушки, г;
gл - масса латекса, взятая для анализа, г.
Содержание летучих в латексе определяют следующим образом.
В чашке Петри взвешивают около 10 г латекса с точностью до 0,01 г. Чашку с навеской сушат до постоянной массы при 120 - 130 °С.
Содержание летучих в латексе (qБ) в процентах по массе определяют по формуле
![]()
где gп - масса потерь при сушке, г;
gл - масса латекса, взятая для анализа, г.
бII.5) При расчете составляющих пластифицированного битума или гудрона исходят из того, что готовят смесь, состоящую из 45 % битума или гудрона и 55 % индустриального масла. Указанная концентрация должна быть уточнена в ходе проведения опытных работ. Объем емкости (5) 10 м3, общий объем пластифицированного битума не должен превышать 8 м3. Плотности битума и масла принимают соответственно 1 и 0,9 г/см3.
бII.6) Расчет составляющих компонента А проводят исходя из массы латекса (5 кг) в одном тарном месте, соотношения компонентов А и Б, равного 4,26:1, и результатов анализа латекса. По формулам, приведенным ниже, рассчитывают массы окиси кальция (mCaO) и пластифицированного битума (mпл.б) в одном тарном месте компонента А.
![]()
где В - содержание воды в латексе, % по массе;
18 - молекулярная масса воды;
56 - молекулярная масса окиси кальция;
1,1 - коэффициент, выведенный экспериментальным путем, может быть уточнен.
CСаО - содержание окиси кальция в товарном продукте, % по массе;
![]()
где П - содержание полимера в латексе, %;
17,0 - содержание полимера в пластифицированном битуме в составе КОВ-190, % по массе, может быть уточнено;
83,0 - содержание пластифицированного битума в его смеси с полимером, % по массе.
Сумма mСаО и mпл.б составляет массу одного тарного места компонента А (mА), кг, соответствующую 5 кг латекса данной партии.
При расчете составляющих компонента А на одну операцию исходят из массы одного тарного места окиси кальция, которая обычно составляет 25 кг.
![]()
где Мпл.б - масса пластифицированного битума, соответствующая 25 кг окиси кальция, кг.
В том случае, когда масса одного тарного места оказывается иной, чем 25 кг, используют другую величину.
бIII) Получение пластифицированного битума
К массе горячего обезвоженного битума, находящегося в емкости (5), добавляют расчетную массу индустриального масла по п. бII.5) раздела 7, для чего масло насосом перекачивают из емкости (2) в емкость (5), где смесь нагревают до 160 °С и перемешивают до получения однородной массы. Далее обогрев отключают и отбирают пробу для определения условной вязкости и температуры вспышки.
Все последующие работы с пластифицированным битумом проводят при температуре окружающей среды.
бIV) Получение компонента А
Для получения компонента А используют реактор (11), дисольвер (12).
С помощью насоса расчетную массу пластифицированного битума (Mпл.б, по п. бII.6 раздела 7) перекачивают в реактор (11), в который при работающей мешалке поступает готовый минеральный наполнитель из емкости для хранения (9), предварительно прошедший обработку в печи обжига (8), после чего пересчитывают необходимую массу пластифицированного битума на уточненную массу минерального наполнителя и, в случае необходимости, добавляют пластифицированный битум в реактор (11). В процессе приготовления компонента А в реакторе (11) работают перемешивающие устройства. Массу перемешивают в течение 15 - 30 мин, после чего начинают пропускать через дисольвер (12) в емкость для хранения готового компонента А (13). Зазор между растирающими дисками дисольвера должен обеспечивать при максимальной скорости струи компонента А его однородность, определяемую по внешнему виду струи и ГОСТ Р 52056.
Показатели свойств компонента А определяют по табл. 5 раздела 8.
бV) Расфасовка компонента А
Расфасовку начинают после того, как компонент А полностью пройдет через дисольвер (12) из реактора (11) в емкость (13), где будет дополнительно перемешан и проверен на однородность. Расфасовку компонента А осуществляют в тару (15) с крышкой с помощью весов (14). В одну тарную емкость (15) загружают расчетную массу компонента А по п. бII.6) раздела 7. Тару с продуктом плотно закрывают.
бVI) Расфасовка компонента Б
Компонент Б загружают из транспортной тары в емкость (16), затем расфасовывают в тару (18) с помощью весов (17). Масса компонента Б может изменяться по желанию заказчика. Эта масса является исходной величиной для расчетов по п. бII.6) раздела 7.
Ниже приведен пример расчета материального баланса на одну операцию получения компонентов А и Б мастики КОВ-190.
Пример расчета
Исходные данные:
масса компонента Б в одном тарном месте - 5 кг;
массовая доля полимера (П) в компоненте Б - 63,0 %;
массовая доля воды (В) в компоненте Б - 34,3 %;
состав пластифицированного битума - 45 % битума марки БНД 60/90; 55 % индустриального масла марки И-40А.
Расчет основных компонентов
![]()
![]()
mA = 5,87 + 15,38 = 21,25 кг;
![]()
Материальный баланс на одну операцию получения компонентов А и Б приведен в табл. 2, а нормы расхода сырья и материалов на 100 т мастики марки КОВ-190 приведены в табл. 3.
Мпл.б - необходимое количество пластифицированного битума на 25 кг извести.
Таблица 2
Материальный баланс на одну операцию получения компонентов А и Б мастики марки КОВ-190
|
Расход |
|||||
|
Состав |
Содержание |
Состав |
Содержание |
||
|
Масса |
% |
масса |
% |
||
|
Получение пластифицированного битума (гудрона), т: |
Пластифицированный битумх, |
7,5 |
100 |
||
|
1. Битум |
3,375 |
45 |
|||
|
2. Индустриальное масло |
4,125 |
55 |
|||
|
Сумма |
7,5 |
100 |
7,5 |
100 |
|
|
Получение компонента А, кг: |
|||||
|
1. Пластифицированный битум |
65,5 |
72,38 |
Компонент А, кг |
90,5 |
100 |
|
2. Окись кальция |
25,00 |
27,62 |
|||
|
Сумма |
90,5 |
100 |
90,5 |
100 |
|
|
Расфасовка, кг: |
|||||
|
1. Компонент А (четыре тарных места)хх) |
21, 254×4 |
76,93 |
Компонент А (четыре тарных места по 22,05 кг) |
85,00 |
76,92 |
|
2. Компонент Б (четыре тарных места) |
5×4 |
18,00 |
Компонент Б (четыре тарных места по 5 кг) |
20,0 |
18,0 |
|
3. Остаток компонента А в емкости (11) |
5,5 |
4,98 |
Остаток компонента А в емкости (11) |
5,5 |
4,98 |
|
Сумма |
110,5 |
100 |
Сумма |
110,5 |
100 |
______________
х) Пластифицированный битум, приготовленный за 1 операцию, расходуется за 7,5 : 0,0655 = 114,5 операций приготовления компонента А.
хх) Компонент А, полученный в одной операции, фасуется в четыре тарных места, остаток компонента А накапливается в течение четырех операций и фасуется в дополнительное тарное место.
Таблица 3
Нормы расхода основных видов сырья, материалов на 100 т мастики КОВ-190
|
Нормы расхода, т, на на 100 т КОВ-190 |
|
|
Битум |
26,4 |
|
Индустриальное масло марки И-40А |
32,2 |
|
Окись кальция |
22,4 |
|
Латекс марки СКС-С |
19,0 |
|
Вспомогательные материалы: |
|
|
керосин |
- |
|
ацетон |
- |
|
сухой лед |
- |
|
этиловый спирт |
- |
|
Тара: |
|
|
для компонента А |
3812 шт. |
|
для компонента Б |
3812 шт. |
Примечание. Емкость и коэффициент загрузки тары под компонент А должен учитывать то, что при приготовлении мастики в тару с компонентом А сливают соответствующее количество компонентов Б и перемешивают.
В табл. 4 приведены все стадии технологического режима приготовления компонентов А и Б и их технологические показатели.
Таблица 4
Нормы технологического режима
|
Технологические показатели |
||||
|
Масса компонентов |
Температура, °С |
Время, ч |
Прочие показатели |
|
|
1 |
2 |
3 |
4 |
5 |
|
1. Подготовка аппаратуры - проверка работы перемешивающих устройств, электрообогрева вентилей, отсутствия влаги в аппаратах. |
- |
Окружающей среды |
1 |
- |
|
2. Подготовка сырья |
||||
|
2.1. Перекачивание индустриального масла насосом из транспортной тары в емкость для хранения (2) |
£ 22 кг |
Окружающей среды |
||
|
2.1.1. Определение температуры вспышки масла |
³ 200 |
|||
|
2.2. Отбор пробы битума из битумовоза в пробоотборник и проведение стандартных испытаний |
350 г |
Температура битума в битумовозе |
0,2 |
- |
|
2.2.1. Перекачивание битума насосом из битумовоза в емкость (1) |
3,4 т |
Температура битума в битумовозе |
||
|
2.2.2. Обезвоживание битума в емкости (1) в случае его вспенивания |
120 |
До окончания вспенивания |
Перемешивание |
|
|
2.3. Анализ окиси кальция (по п. бII.3) раздела 7) |
||||
|
2.4. Анализ латекса (по п. бII.4) раздела 7) |
||||
|
2.5. Расчет количеств составляющих мастики (по п. бII.6) раздела 7) |
||||
|
3. Получение пластифицированного битума |
4,1 т |
120 - 160 |
Перемешивание |
|
|
3.1. Перекачивание индустриального масла насосом из емкости (12) в емкость с горячим битумом (5) |
7,5 т |
120 - 160 |
1,5 - 2 |
|
|
3.1.1. Перемешивание компонентов по п. 3.1 |
||||
|
3.1.2. Анализ пластифицированного битума |
Условная вязкость 220 - 250 с |
|||
|
4. Получение компонента А |
||||
|
4.1. Перекачивание насосом пластифицированного битума из емкости (5) в емкость (11) |
65,5 кг |
Окружающей среды |
||
|
4.2. Загрузка в емкость (11) окиси кальция |
1 мешок (25 кг) |
Окружающей среды |
Перемешивание |
|
|
4.3. Добавление, в случае необходимости, пластифицированного битума, исходя из уточненного количества окиси кальция |
-“- |
Перемешивание |
||
|
4.4. Перемешивание компонента А в емкости (11) |
90,5 кг |
-“- |
³ 0,5 |
|
|
4.5. Пропускание компонента А из емкости (11) через дисольвер (12) в емкость (13) |
90,5 кг |
Окружающей среды |
Перемешивание |
|
|
4.6. Дополнительное перемешивание компонента А в емкости (11) |
90,5 кг |
-“- |
0,25 |
Перемешивание |
|
5. Расфасовка компонента А из емкости (13) в тару (15) на весах (14) |
До 25 кг/тара |
Окружающей среды |
Перемешивание в емкости (11) |
|
|
6. Расфасовка компонента Б из емкости (16) в тару (18) на весах (17) |
До 6 кг/тара |
Окружающей среды |
||
Раздел 8. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МАСТИКЕ КОВ-190 И ЕЕ КОМПОНЕНТАМ
а) Учитывая ограниченное время до формирования мастики (0,5 - 2,5 ч) процесс ее изготовления осуществляется на объекте непосредственно перед применением.
Мастика представляет собой двухкомпонентную массу, получаемую смешением холодных, жидких компонентов А и Б определенной массы, затаренных в специальную заводскую упаковку.
В данном разделе приведены технические требования к мастике КОВ-190 и ее компонентам.
б) Мастика КОВ-190 и ее компоненты должны соответствовать требованиям, приведенным в табл. 5, и изготавливаться по технологическому регламенту, утвержденному в установленном порядке.
в) Материалы, применяемые в качестве исходных для изготовления компонентов А и Б, должны соответствовать требованиям действующих стандартов и технических условий. Компонент А - вязкотекучая масса черного цвета. Компонент Б - вязкотекучая масса белого цвета.
г) Перед применением компонентов А и Б необходимо удостовериться в том, что на таре с каждым компонентом стоит один номер партии и дата изготовления, что гарантирует соблюдение требуемого соотношения компонентов.
Для приготовления мастики компонент Б перекачивают в емкость с компонентом А и тщательно перемешивают в течение 2 - 3 мин до получения гомогенной массы без белых разводов. Далее мастика готова для применения в течение 0,5 - 1,0 ч от начала смешения.
Таблица 5
Технические требования к мастике КОВ-190 и компонентам А и Б
|
Нормы |
Методы испытаний |
|
|
1 |
2 |
3 |
|
Компонент А |
||
|
1. Условная вязкость при 20 °С, с |
400 - 500 |
По ГОСТ 11503 |
|
2. Температура вспышки, °С, не ниже |
230 |
По ГОСТ 4333 |
|
3. Однородность |
Однороден |
По ГОСТ Р 52056 |
|
Компонент Б |
||
|
4. Массовая доля летучих, %, не более |
35 |
По п. аIII) раздела 12 настоящих методических рекомендаций |
|
5. Условная вязкость при 20 °С, с, не более |
30 |
По ГОСТ 11503 |
|
6. Однородность |
Однороден |
По ГОСТ Р 52056 |
|
Мастика КОВ-190 |
||
|
Технологические характеристики |
||
|
7. Увеличение температуры при смешении компонентов А и Б, °С, не менее |
45 |
По п. бI) раздела 12 настоящих методических рекомендаций |
|
8. Условная вязкость, с |
500 - 650 |
По ГОСТ 11503 и настоящим рекомендациям |
|
9. Технологичность, мин |
По п. бIII) раздела 12 настоящих методических рекомендаций |
|
|
текучесть, не менее |
20 |
По п. бIV) раздела 12 |
|
время, после которого становится возможным наносить мастику на вертикальную поверхность без стекания, не более |
30 |
По п. бIV.1) раздела 12 |
|
время, после которого становится невозможным наносить и выравнивать слой мастики (появление «тяжей»), не менее |
60 |
По п. бIV.2) раздела 12 |
|
Эксплуатационные характеристики |
||
|
10. Однородность |
Однородна |
По ГОСТ Р 52056 |
|
11. Температура размягчения по Кольцу и Шару, °С, не ниже |
190 |
По ГОСТ 11506 и по п. бVII) и п. бVIII) раздела 12 настоящих методических рекомендаций |
|
12. Температура начала провисания массы, °С, не ниже |
90 |
По ГОСТ 11506 и по п. бVII) и бIX) раздела 12 настоящих методических рекомендаций |
|
По ГОСТ 11501 и по п. бVII) и бX)) раздела 12 настоящих методических рекомендаций |
||
|
при 25 °С |
90 |
|
|
при 0 °С |
110 |
|
|
14. Растяжимость, см, не менее |
По ГОСТ 11505 и по п. бVII) раздела 12 настоящих методических рекомендаций |
|
|
при 25 °С |
6 |
|
|
при 0 °С |
13 |
|
|
15. Эластичность, %, не менее |
По ГОСТ Р 52056 и по п. бXI) раздела 12 настоящих методических рекомендаций |
|
|
при 25 °С |
75 |
|
|
при 0 °С |
75 |
|
|
16. Температура хрупкости, °С, не выше |
Минус 55 |
По ГОСТ 11507 и по п. бVII) раздела 12 настоящих методических рекомендаций |
|
17. Предел прочности сцепления с бетоном, МПа, не менее: |
По п. бXII) раздела 12 настоящих методических рекомендаций |
|
|
при 20 °С |
0,25 |
|
|
при минус 20 °С |
0,45 |
|
|
18. Относительное удлинение при измерении предела прочности сцепления с бетоном, %, не менее: |
По п. бVIII) раздела 12 настоящих методических рекомендаций |
|
|
при 20 °С |
1000 |
|
|
при минус 20 °C |
700 |
|
|
19. Характер разрушения клеевого шва на бетоне при 20 и минус 20 °С |
Когезионный «К» |
По п. бXIV) раздела 12 настоящих методических рекомендаций |
|
20. Предел прочности сцепления со сталью марки СТ3, покрытой эпоксидной смолой марки ЭП-057, МПа, не менее: |
По п. бXV) раздела 12 настоящих методических рекомендаций |
|
|
при 20 °С |
0,1 |
|
|
при минус 20 °С |
0,3 |
|
|
21. Относительное удлинение при измерении предела прочности сцепления со сталью марки СТ3, покрытой эпоксидной смолой марки ЭП-057, %, не менее: |
По п. бXVI) раздела 12 настоящих методических рекомендаций |
|
|
при 20 °С |
1000 |
|
|
при минус 20 °С |
500 |
|
|
0,7 |
По ГОСТ 25945 и по п. бXVII) раздела 12 настоящих методических рекомендаций |
|
д) Мастика КОВ-190 должна поставляться в комплекте из двух компонентов А и Б, расфасованных в необходимом массовом соотношении. Упаковка компонентов должна осуществляться в плотно закрывающуюся тару. Объем загрузки тары с компонентом А предусматривает возможность его смешения в указанной таре с компонентом Б.
Раздел 9. ТЕХНИЧЕСКИЙ КОНТРОЛЬ
а) При приготовлении и применении мастики КОВ-190 контролируют:
качество исходного сырья для приготовления компонента А:
битума, пластификатора, извести;
качество компонента А;
качество компонента Б;
качество мастики КОВ-190;
процессы приготовления компонента А и мастики КОВ-190;
процесс устройства трещинопрерывающей прослойки.
б) Битум в каждой новой партии оценивают на соответствие требованиям ГОСТ 22245 по методикам, изложенным в ГОСТ 11501, ГОСТ 11505, ГОСТ 11506, ГОСТ 11507, ГОСТ 11508, ГОСТ 18180, ГОСТ 4333.
Сырье для производства нефтяных вязких дорожных битумов (гудрон) оценивают на соответствие требованиям ТУ 0258-113-00151807-2002. Индустриальное масло контролируют на соответствие требованиям ГОСТ 20799 по паспортным данным предприятия-поставщика, а также по требованиям, приведенным в табл. 1 настоящих рекомендаций. Оксид кальция (окись кальция) проверяют на соответствие требованиям, приведенным в ТУ 113-00-00203815-24-93 и в табл. 1 настоящих рекомендаций. Латекс проверяют на соответствие требованиям, приведенным в ТУ 38.303-01-40-92 и в табл. 1. Компоненты А и Б, а также мастику КОВ-190 проверяют на соответствие требованиям, приведенным в табл. 5 настоящих рекомендаций.
в) Производственный процесс приготовления компонента А, мастики КОВ-190, расфасовку компонентов А и Б контролируют в соответствии с порядком и требованиями, приведенными в табл. 6.
г) Возможные неполадки в работе установки и способы их ликвидации приведены в табл. 7.
Таблица 6
Контроль производства и управление технологическим процессом
|
Наименование стадий процесса, места измерения параметров, отбора проб |
Контролируемый параметр |
Частота и способ контроля |
Нормы и технические показатели |
Методы испытания и средства контроля |
Кто контролирует |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1. Подготовка аппаратуры - проверка работы перемешивающих устройств, электрообогрева, вентилей, отсутствие влаги в аппаратах |
Работоспособность каждого узла установки |
Каждый раз перед началом работы |
Все узлы должны работать в нормальном режиме |
Визуально |
Аппаратчик |
|
2. Подготовка сырья |
|||||
|
2.1. Перекачивание индустриального масла насосом из транспортной тары в емкость для хранения (2) |
Масса |
Каждая новая партия масла |
£ 22 т |
Уровнемер в емкости (1) |
Аппаратчик |
|
2.1.1. Определение температуры вспышки масла |
Температура вспышки |
Каждая новая партия масла |
³ 200 °С |
Сотрудник ЗЛ |
|
|
2.2. Отбор пробы битума из битумовоза в пробоотборник и проведение стандартных испытаний |
Масса пробы |
Каждая новая партия битума |
³ 350 г |
Визуально по объему пробоотборника |
Аппаратчик |
|
Сотрудник ЗЛ |
|||||
|
2.2.1. |
Стандартные испытания |
Тех. требования, ГОСТ 22245 |
|||
|
2.2.2. Перекачивание битума насосом из битумовоза на весах (3) в емкость (5) |
Масса битума |
Каждая новая партия битума |
3,4 т |
Весы |
Аппаратчик |
|
2.2.3. Обезвоживание битума в емкости (1) в случае его вспенивания |
Температура |
Каждая новая партия битума |
120 °C < t < 160 °C |
Потенциометр |
Аппаратчик |
|
Наличие вспенивания |
Каждая новая партия битума |
Отсутствие пены |
Визуально |
Аппаратчик |
|
|
Содержание окиси кальция |
Каждая новая партия окиси кальция |
> 98,5 % |
ГОСТ 22688 и п. бII.3) раздела 7 настоящих методических рекомендаций |
Сотрудник ЗЛ |
|
|
Содержание полимера |
Каждая партия латекса |
³ 62 % |
п. бII.4) раздела 7 настоящих методических рекомендаций |
Сотрудник ЗЛ |
|
|
Содержание летучих |
Каждая партия латекса |
£ 35 % |
Сотрудник ЗЛ |
||
|
2.5. Расчет количеств составляющих мастики по результатам анализа п. 2.3 и 2.4 |
Состав пластифицированного битума |
Каждая партия пластифицированного битума |
45 % битума и 55 % индустриального масла |
п. бII.5) раздела 7 настоящих методических рекомендаций |
Сотрудник ЗЛ |
|
Составляющие компонента А СаО/Н2O |
Каждую новую партию |
1,1 моль/моль |
п. бII.6 раздела 7 настоящих методических рекомендаций |
Сотрудник ЗЛ |
|
|
Содержание полимера в пластифицированном битуме |
17,0 % |
Приведенные величины в ходе доработки процесса могут меняться |
|||
|
Массы одного тарного места: |
При каждом новом заказе на мастику |
Соотношение масс рассчитывается по п. бII.6) раздела 7 настоящих методических рекомендаций |
Сотрудник ЗЛ |
||
|
компонент А |
21,25 кг |
||||
|
компонент Б |
5 кг |
||||
|
Емкости тарных мест: |
При каждом новом заказе на мастику |
Емкость тарного места с компонентом А предусматривает смешение в этой же таре с компонентом Б |
п. бII.6) раздела 7 настоящих методических рекомендаций |
Сотрудник ЗЛ |
|
|
компонент А |
|||||
|
компонент Б |
|||||
|
3. Получение пластифицированного битума |
|||||
|
Масса масла |
Каждая операция |
4,1 т |
Весы, промежуточная емкость |
Аппаратчик |
|
|
3.1.1. Перемешивание компонентов по п. 3.1 |
Температура |
Каждые 15 мин |
120 °C < t < 160 °C |
Потенциометр |
Аппаратчик |
|
Время |
1,5 - 2 ч |
Часы |
Аппаратчик |
||
|
3.1.2. Анализ пластифицированного битума |
Условная вязкость |
Каждая партия |
220 - 250 с |
Сотрудник ЗЛ |
|
|
4. Получение компонента А. Отбор пробы компонента А из емкости (13) в процессе расфасовки компонента |
Масса компонент А |
Каждая операция |
0,4 - 0,5 кг |
По объему |
Аппаратчик |
|
5. Отбор пробы компонента Б из емкости (16) |
Компонент Б |
0,1 - 0,15 кг |
По объему |
Аппаратчик |
|
|
6. Стандартные испытания мастики КОВ-190 |
Комплекс показателей на соответствие техническим требованиям, приведенным в табл. 5 |
||||
Примечание. №№ емкостей соответствуют приведенным на рис. 1.
ЗЛ - заводская лаборатория.
Таблица 7
Возможные неполадки в работе и способы их ликвидации
|
Возможные причины возникновения неполадок |
Действие персонала и способ устранения неполадок |
|
|
1. Сильное вспенивание битума (гудрона) в емкости (1) |
Попадание воды в битум (гудрон) |
Остановить мешалку, отключить электрообогрев. По мере уменьшения вспенивания включить перемешивание, затем - обогрев |
|
2. Значительное сопротивление массы в аппарате (11) в работе мешалки, забивка нижнего вентиля осадком окиси кальция |
Слишком быстрая загрузка окиси кальция в емкость |
Перед началом загрузки окиси кальция в аппарат (11) обязательно начать перемешивание. Подачу окиси кальция осуществлять постепенно. В случае затруднения работы перемешивающего устройства временно прекратить загрузку окиси кальция. Вентиль прочистить металлическим стержнем |
д) При устройстве трещинопрерывающей прослойки контролируют:
надежность герметизации швов и трещин в конструктивном слое, на который будет наноситься мастика КОВ-190;
рекомендуемую температуру окружающей среды - не ниже 15 °С;
ровность указанного конструктивного слоя, рекомендуемая в соответствии со СНиП 3.06.03-85 для асфальтобетонных покрытий дорог 1 категории при оценке «отлично» и укладке слоя с автоматически следящей системой, то есть 98 % замеров трехметровой рейкой, не должно превышать 3 мм;
объем приготовленной мастики КОВ-190, учитывая, что ее технологичность составляет 20 мин, а возможность ее распределения прекращается через 60 мин;
время, прошедшее с момента нанесения мастики до ее практически полного формирования, - не менее 24 ч, после которого производят устройство верхнего слоя покрытия из горячей полимерасфальтобетонной смеси.
Раздел 10. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Ниже приведены основные правила приемки, складирования, хранения и транспортировки сырья, материалов, полупродуктов и готовой продукции.
а) Индустриальное масло рекомендуется перевозить в цистерне и перекачивать насосом в емкость для хранения (2), откуда постепенно оно расходуется.
б) Битум рекомендуется транспортировать в битумовозах, из которых насосом он перекачивается в емкость (1) для дальнейшего получения пластифицированного битума.
в) Окись кальция рекомендуется перевозить в герметичной полиэтиленовой упаковке, хранить в закрытом помещении вдали от воды. Окись кальция из мешков, поврежденных при транспортировке или хранении, использовать запрещается. Использовать окись кальция из мешка частями также запрещается.
г) Латекс марки СКС-С рекомендуется транспортировать в металлических бочках емкостью 200 л, обеспечивающих сохранность продукта, а также в автомобиле - цистерне.
д) Пластифицированный битум рекомендуется получать и хранить в емкости (5), из которой его постепенно расходуют для получения компонента А.
е) Компонент А рекомендуется сразу после получения расфасовать в тару для готовой продукции.
ж) Компонент Б рекомендуется расфасовать в тару для готовой продукции одновременно с изготовлением компонента А.
з) Мастику КОВ-190 рекомендуется поставлять в комплекте из двух компонентов А и Б, расфасованных в необходимом массовом соотношении. Упаковку компонентов рекомендуется осуществлять в плотно закрывающуюся тару. При определении объема загрузки тары с компонентом А следует предусмотреть возможность его смешения в указанной таре с компонентом Б.
и) На каждое тарное место рекомендуется наклеивать защищенную от влаги этикетку, на которой указывают:
- наименование предприятия-изготовителя или его товарный знак;
- условное обозначение мастики - мастика КОВ-190;
- наименование компонента мастики;
- номер партии и дату изготовления;
- массы брутто и нетто;
- штамп ОТК;
- на таре с компонентами А и Б, используемыми в комплекте, должны стоять одинаковые номер партии и дата изготовления.
к) Транспортировать компоненты мастики КОВ-190 можно всеми наземными видами транспорта.
Продукция сопровождается паспортом следующего содержания:
- наименование предприятия-изготовителя или его товарный знак;
- наименование продукта;
- номер партии;
- масса нетто;
- дата изготовления;
- гарантийный срок хранения;
- фактические результаты испытаний данной партии мастики КОВ-190 и технические требования, подтверждающие соответствие качества мастики настоящим рекомендациям;
- подпись представителя ОТК, заверенная печатью предприятия.
Раздел 11. УСТРОЙСТВО ТРЕЩИНОПРЕРЫВАЮЩЕЙ ПРОСЛОЙКИ
а) Мастику рекомендуется готовить на месте производства работ в количестве, не превышающем возможности ее распределения слоем 3 мм, что соответствует расходу вяжущего 3 л/м2.
б) Мастику готовят путем добавления компонента Б из емкости, в которую он затарен, в тару, содержащую компонент А, перемешивая в течение 2 - 3 мин до получения однородной черной смеси, до исчезновения белых разводов.
Перемешивание осуществляют деревянным веслом или лопаткой. Механическое перемешивание не допускается (так как значительно ухудшается технологичность материала).
При перемешивании компонентов А и Б протекает экзотермическая реакция и смесь нагревается до 50 - 80 °С и даже выше, что является нормальным. В этот момент смесь становится наиболее жидкой.
в) При устройстве трещинопрерывающей прослойки рекомендуется обеспечить ровность покрытия в соответствии с требованиями, предъявляемыми к ровности асфальтобетонных покрытий дорог 1 категории, принимаемых с оценкой «отлично» по СНиП 3.06.03-85, то есть 98 % замеров трехметровой рейкой не должно превышать 3 мм.
г) Швы и трещины в конструктивном слое, на который наносится мастика, должны быть надежно загерметизированы, а вся поверхность должна быть сухой и чистой. Если зазор в шве цементобетонного покрытия превышает 10 мм, в него укладывают резиновый жгут, толщина которого должна быть больше зазора на 2 - 3 мм.
д) Рекомендуемая температура окружающей среды при нанесении мастики не должна быть ниже 15 °С.
е) В связи с ограниченной технологичностью мастику рекомендуется наносить на поверхность в течение 7 ¸ 10 мин и разравнивать деревянными скребками.
ж) Персонал, занимающийся устройством прослойки, должен быть обут в обувь с гладкой подошвой, чтобы избежать повреждения прослойки.
з) По свежеуложенному слою мастики КОВ-190 не рекомендуется перемещение людей. Движение катков по поверхности прослойки также не рекомендовано.
и) Движение построечной техники по поверхности прослойки допускается только после получения разрешения от производителя работ и не ранее, чем через 24 ч.
к) Протекторы на всем оборудовании должны быть чистыми, регулярно проверяться и застрявшие в них посторонние предметы удаляться.
л) На устроенной поверхности прослойки не рекомендуется торможение и разворот автомобилей.
м) По сформировавшемуся (через 24 ч) слою мастики КОВ-190 распределяют песок или высевки фр. 0 - 5 мм расходом 5 кг/м2 при помощи пескоразбрасывателя с целью обеспечения технического проезда транспортных средств без нарушения сплошности прослойки. Затем укладывают полимерасфальтобетонную смесь. Не рекомендуется укладка смеси асфальтоукладчиком на гусеничном ходу.
Устройство покрытия из горячей полимерасфальтобетонной смеси допускается не ранее, чем через 24 ч после устройства трещинопрерывающей прослойки, то есть времени, необходимого для ее формирования.
н) Устройству прослойки должна предшествовать приемка основания с составлением акта на скрытые работы.
о) Состояние цементобетонного основания (старого асфальтобетонного) оценивают визуально: проверяют отсутствие грязи и влаги, наличие неровностей, выступающих щебенок, частей арматуры. В случае обнаружения указанных дефектов необходимо их устранение или устройство выравнивающего слоя с целью обеспечения требуемой ровности по п. в) раздела 11.
п) Перед устройством прослойки проверяют состояние основания на наличие жировых загрязнений, которые определяют следующим образом: вода образует отдельные крупные пятна при покрытии поверхности водой, которые снимают механическим путем. Если же вода удерживается на поверхности тонким слоем, поверхность считается чистой от жировых загрязнений.
Раздел 12. МЕТОДЫ ИСПЫТАНИЙ МАСТИКИ КОВ-190 И ЕЕ КОМПОНЕНТОВ
Для испытаний мастики КОВ-190 приготавливают несколько смесей компонентов А и Б.
Для всех случаев количество компонента Б определяют из соотношения компонента А к компоненту Б как 4,26:1.
Показатели свойств мастики КОВ-190 (см. табл. 5 пп. 13 - 22) определяют после прогрева в соответствующих формах при 70 °С в течение 2 ч в целях ускорения процесса формирования мастики и образования структуры, приближающейся к той, при которой она эксплуатируется. Указанные условия формирования соответствуют 4 - 6 сут формирования мастики при 20 - 22 °С.
а) Методы испытания компонентов А и Б
аI) Определение однородности компонента А
Однородность компонента А определяют с помощью стеклянной палочки после тщательного перемешивания всей массы. С извлеченной палочки масса должна стекать равномерно, а на поверхности палочки не должно быть сгустков и комков.
аII) Определение вязкости компонента А
Вязкость компонента А определяют при температуре 20 °С, используя метод определения условной вязкости по ГОСТ 11503.
аIII) Определение содержания летучих в компоненте Б
Массовую долю летучих определяют как потерю массы навески компонента Б в результате сушки при 120 - 130 °С.
аIII.1) Оборудование и средства измерений
Весы лабораторные общего назначения и образцовые по ГОСТ 24104, ц.д. 0,01 г, погрешность ± 0,03 г.
Гири. Общие технические условия, ГОСТ 7328.
Термошкаф с регулятором для поддержания температуры 120 - 130 °С.
Термометры стеклянные для испытания нефтепродуктов, ц.д. 1 °С, ГОСТ 400.
Чашка Петри.
аIII.2) Подготовка к испытанию
В чашке Петри взвешивают около 10 г компонента Б с точностью ± 0,01 г.
аIII.3) Проведение испытания
Чашку с навеской компонента Б помещают в термошкаф, нагревают до 120 - 130 °С. Через каждый час выдерживания при этой температуре чашку с продуктом взвешивают, доводя до постоянной массы.
аIII.4) Обработка результатов
Содержание летучих в компоненте Б (qБ) в процентах определяют по формуле:
![]()
где q1 - масса чашки Петри, г;
q2 - масса чашки Петри с навеской компонента Б, г;
q3 - масса чашки Петри с навеской компонента Б после сушки, г.
аIV) Определение однородности компонента Б
Однородность компонента Б определяют с помощью стеклянной палочки, на которой после перемешивания и извлечения ее из массы не остается сгустков, комков и крупинок.
б) Методы испытания мастики КОВ-190
бI) Определение изменения температуры при смешении компонентов А и Б
Увеличение температуры смеси при смешении компонентов А и Б определяют как разницу максимальной и исходной температур смеси компонентов А и Б.
бI.1) Средства измерений
Измеритель температуры ИТ 2511 по ТУ 4211-002-34913634-99, пределы измерений 0 - 100 °С, точность измерений 0,1 °С либо любой другой измеритель температуры с аналогичными параметрами измерений.
Определение проводят на приборе, собранном из готовых частей, рис. 2.
Вместо сосуда (3) и теплоизоляции (4) может быть использован кусок пенопласта с отверстием, вырезанным по форме и размерам чашки металлической (1), которая должна быть полностью погружена в теплоизоляцию. «Щуп» измерителя температуры устанавливается в центре (середина по горизонтали и вертикали) и фиксируется с помощью лапки на штативе.
Весы лабораторные общего назначения и образцовые по ГОСТ 24104, ц.д. 0,01, погрешность ± 0,03 г.
Гири. Общие технические условия. ГОСТ 7328.
бI.2) Подготовка к испытанию
В чашку металлическую (1) отбирают навеску компонента А массой 40,0 г и рассчитанное количество компонента Б и помешают их в прибор (см. рис. 2).
бI.3) Проведение испытания
В чашку с навесками погружают «щуп» измерителя температуры, определяют исходную температуру смеси, после чего массу перемешивают «щупом» до исчезновения белых разводов в течение 1 мин, чашку закрывают крышкой и закрепляют «щуп». Далее через каждую минуту записывают показания измерителя температуры. Запись температуры прекращают после начала явного падения температуры. Обычно рост температуры прекращается через 25 - 40 мин.
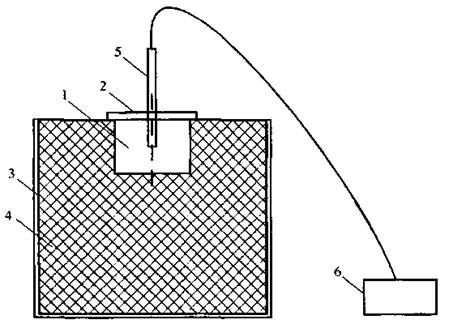
Рис. 2. Схема прибора для определения температуры в процессе смешения компонентов А и Б:
1 - чашка металлическая (пенетрационная), используемая при определении глубины проникания иглы по ГОСТ 11501; 2 - крышка из теплоизоляционного материала (нескольких слоев асбестовой ткани, бытового линолеума и т.п.); 3 - любой металлический, стеклянный или фарфоровый сосуд, обеспечивающий между своей внутренней стенкой и внешней стенкой металлической чашки (1) зазор не менее 30 мм для теплоизоляции; 4 - теплоизоляция (кусочки поролона, пенопласта и т.п.); 5 - первичный термопреобразователь к измерителю температуры ИТ 2511 («щуп»); 6 - цифровой индикатор значения текущей температуры к ИТ 2511, пределы измерений 0 - 100 °С, точность измерений ± 0,1 °С
бI.4) Обработка результатов измерений
Увеличение температуры при смешении компонентов А и Б (DТ °С) рассчитывают по формуле
DT = Tmax - Tисх,
где Tmax - максимальная температура массы в процессе измерений, °С;
Тисх - исходная температура массы до начала перемешивания, °С.
бII) Определение условной вязкости мастики КОВ-190
Определение условной вязкости мастики проводят по ГОСТ 11503 со следующими изменениями:
бII.1) Средства измерений
Емкость фарфоровая объемом 250 мл.
Измеритель температуры, модель ИТ 2511 (ТУ 4211-002-34913634-99), пределы измерений 0 - 100 °С, точность измерений 0,1 °С либо любой другой измеритель температуры с аналогичными параметрами измерений.
бII.2) Подготовка к испытанию
В фарфоровой емкости взвешивают 130 г компонента А и расчетную массу компонента Б. Воду, находящуюся в рубашке вискозиметра ВУБ-1, нагревают до 26 °С. Компоненты в емкости перемешивают шпателем до однородного состояния в течение 2 мин и заливают в цилиндр вискозиметра с Æ выходного отверстия 5 мм.
Остатки массы сразу же используют для определения технологичности по п. бII.3) раздела 12.
бII.3) Проведение испытания
Массу в цилиндре вискозиметра перемешивают с помощью «щупа» измерителя температуры. По достижении 25 °С производят определение условной вязкости согласно ГОСТ 11503.
бIII) Определение технологичности
Технологичность определяют, заливая остатки мастики, приготовленной по п. бII.2) раздела 12, слоем 0,5 см в любую плоскодонную емкость. Исходной точкой отсчета времени является начало смешения компонентов.
бIV) Определение текучести
Текучесть определяют, проводя шпателем каждые 1 - 2 мин через слой мастики по дну емкости. Текучесть массы быстро восстанавливается. За окончание текучести принимают время, начиная с которого поверхность слоя мастики не восстанавливается в течение 10 - 20 с.
бIV.1) Время, после которого становится возможным нанесение мастики на вертикальную поверхность без стекания, определяют, нанося с помощью шпателя мастику слоем 0,5 - 1,0 мм на внутреннюю стенку емкости. Фиксируют время, после которого вертикальный слой остается ровным.
бIV.2) Время, после которого становится невозможным наносить и выравнивать слой мастики, определяется временем появления «тяжей» и невозможностью с помощью шпателя равномерно распределить мастику по поверхности.
бV) Определение эксплуатационных характеристик мастики КОВ-190
бV.1) Оборудование и средства измерения
Весы лабораторные общего назначения и образцовые по ГОСТ 2410, ц.д. 0,01, погрешность ± 0,03 г.
Гири. Общие технические условия. ГОСТ 7328.
Термошкаф с регулятором для поддержания температуры 70 °С.
Термометры стеклянные для испытания нефтепродуктов, ц.д. 1 °С, ГОСТ 400.
Скальпель.
Шпатель.
бV.2) Подготовка к испытанию
Для проведения испытаний приготавливают смесь компонентов А и Б. За основу расчета берут массу компонента А, равную 300,0 г, в соотношении А:Б для данной партии КОВ-190 4,26:1. Взвешенные компоненты перемешивают шпателем в течение 2 - 3 мин до исчезновения белых разводов.
бVI) Определение однородности
Однородность определяют по остаткам массы на шпателе, извлеченном из смеси. Смесь должна стекать со шпателя равномерно, а на поверхности шпателя не должно оставаться сгустков и комков.
бVII) Определение стандартных показателей свойств мастики КОВ-190
бVII.1) Для определения стандартных показателей мастики КОВ-190 однородную массу мастики разливают по соответствующим формам.
В связи с тем, что с момента смешения масса постепенно густеет, целесообразна следующая последовательность заполнения форм для определения показателей эксплуатационных свойств:
- глубины проникания иглы (2 бюкса);
- растяжимости (4 восьмерки);
- температуры размягчения по методу «Кольцо и Шар» (2 кольца);
- температуры хрупкости (2 пластинки).
Массу, взвешенную на пластинке, для определения температуры хрупкости с помощью скальпеля по возможности равномерно распределяют по всей поверхности без применения обычного в таких случаях нагрева.
Все образцы, кроме образцов для определения температуры размягчения, выдерживают в течение 0,5 ч при температуре окружающей среды, после чего помещают в термошкаф, нагревают до 70 °С, выдерживают при этой температуре в течение 2 ч, затем охлаждают до температуры окружающей среды и испытывают в соответствии с методиками, описанными ниже.
Оставшуюся массу мастики КОВ-190 используют для испытаний по п. бVIII) раздела 12 и п. бVII) раздела 12.
бVIII) Определение температуры размягчения
Температуру размягчения по методу «Кольцо и Шар» проводят по ГОСТ 11506 после выдерживания образцов при температуре окружающей среды, но не ниже 20 °С в течение 4 ч. Определение проводят в глицерине со следующими изменениями.
Глицерин предварительно нагревают на приборе до 60 °С, поднимают приспособление для колец, ставят кольца на место и опускают в стакан с горячим глицерином. Дальнейшее определение проводят по ГОСТ 11506. Максимальная температура нагрева глицерина 190 °С.
бIX) Определение температуры начала провисания массы
Температуру начала провисания массы образца под кольцом фиксируют в ходе определения температуры размягчения как промежуточную.
бX) Определение глубины проникания иглы
Глубину проникания иглы проводят по ГОСТ 11501.
В образцах, подготовленных для испытания, возможно образование конусообразного углубления. В этом случае следует с помощью скальпеля или шпателя по возможности выровнять поверхность.
бXI) Определение эластичности мастики КОВ-190
Эластичность КОВ-190 определяют (по ГОСТ Р 52056) непосредственно после испытания образцов на растяжимость. Формы с разорвавшимися образцами снимают со штифтов дуктилометра и помещают в отдельную емкость, температура воды которой равна 35 °С, с целью ускорения сокращения образцов при определении эластичности КОВ-190 при 25 °С. Затем проводят измерения (с точностью до 0,1 см) обеих частей образца от свободного конца образца до зажима формы и момента изменения длины не более чем на 0,1 см за 15 мин. При определении эластичности КОВ-190 при 0 °С измерения проводят при (0 ± 0,5) °С.
Обработка результатов
Показатель эластичности Э вычисляют по формуле
![]()
где Д - растяжимость, см;
I - длина образца до его растяжения, равная 3 см;
L - сумма длин двух частей образца после их восстановления (по последнему измерению), см.
Расхождение между каждым определением и среднеарифметическим не должно превышать 10 % от среднеарифметического значения полученных результатов.
бXII) Определение предела прочности сцепления мастики с бетоном
бXII.1) Средства испытаний
Машина разрывная марки ИР 5046-5 или любая другая, обеспечивающая измерение силы с точностью до 0,1 кг и скорость передвижения подвижного захвата (25 ± 5) мм/мин.
Весы лабораторные общего назначения и образцовые по ГОСТ 24104, ц.д. 0,01, погрешность ± 0,03 г.
Гири. Общие технические условия. ГОСТ 7328.
Форма для склеивания образцов, рисунок (см. рис. 3)
Приспособление для закрепления образцов, рисунок (см. рис. 4).
Балочки размерами (40×40×80) 2 мм из бетона марки 500.
Термошкаф с регулятором для поддержания температуры 70 °С.
Термометр стеклянный для испытания нефтепродуктов, ц.д. 1 °С, ГОСТ 400.
Груз массой (1 ± 0,1) кг
Штангенциркуль.
Скальпель.
Хлопчатобумажная ткань.
Морозильная камера бытовая, обеспечивающая поддержание температуры (минус 20 °С).
Ацетон технический. ГОСТ 2768.
Топливо для реактивных двигателей (керосин) ГОСТ 10227*.
бXII.2) Подготовка к испытанию
Поверхность балочки, подлежащую склеиванию, очищают хлопчатобумажной тканью, смоченной ацетоном. Балочки для повторного использования зачищают горячим скальпелем, затем отмывают последовательно керосином и ацетоном. Балочки сушат на горячей электроплитке. От середины поверхности балочки на расстоянии 2 см с обеих сторон карандашом наносят прямые линии.
На каждую балочку наносят по 1,60 г мастики КОВ-190. Эту операцию проводят сразу после нанесения смеси на пластинку для определения температуры хрупкости. С помощью скальпеля массу распределяют внутри очерченной поверхности (40×40) мм. Балочки оставляют в открытом виде на 40 мин при температуре окружающей среды, но не ниже 20 °С, после чего обе балочки состыковывают крестом в форме для склеивания (рис. 3, а, б), при этом верхнюю балочку прижимают к нижней так, чтобы по всему стыковочному периметру вытекла часть мастики. На верхнюю балку ставят груз массой (1 ± 0,1) кг. Все вместе ставят в термошкаф, нагревают до 70 °С и выдерживают при этой температуре в течение 2 ч. Затем образцы охлаждают до температуры окружающей среды. Ширину каждой балочки измеряют штангенциркулем.
Перед испытанием образцов в разрывной машине с помощью скальпеля обрезают концы мастики, находящейся вне клеевого шва, и взвешивают с точностью ± 0,01 г. Результат используют при расчете относительного удлинения при определении предела прочности сцепления с бетоном по п. бXII) раздела 12.
Образец с грузом и формой термостатируют в течение 1 ч при 20 ± 0,5 °С, после чего испытывают. Для определения предела прочности сцепления с бетоном при минус 20 ± 0,5 °С балочки выдерживают при этой температуре в течение 3 ч в морозильной камере, после чего испытывают.
бXII.3) Проведение испытаний
Образец с помощью специального приспособления (рис. 4, а, б) укрепляют в захватах разрывной машины, проверяют нулевую установку прибора, измеряющего силу, устанавливают заданную скорость перемещения подвижного захвата машины и приводят в действие механизм растяжения. В ходе растяжения фиксируют максимальное значение силы.
бXII.4) Обработка результатов
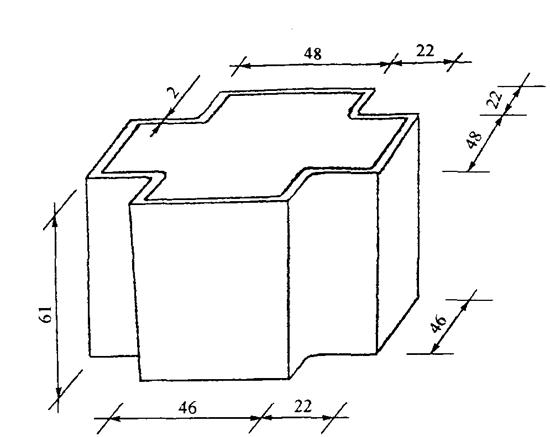
Рис. 3, а. Форма для склеивания балок «крестом»
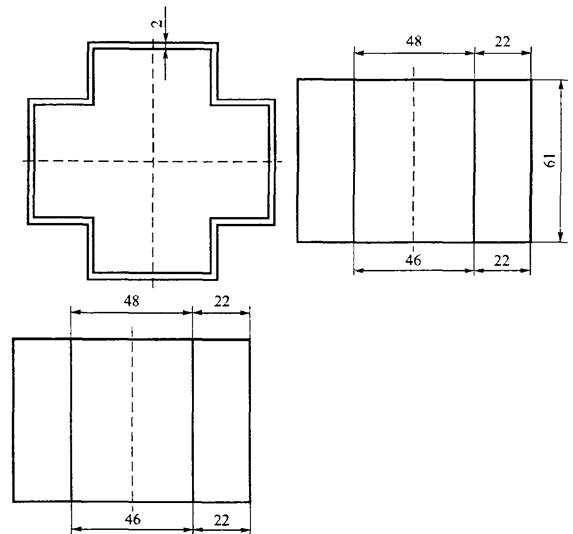
Рис. 3, б. Форма для склеивания балок «крестом»
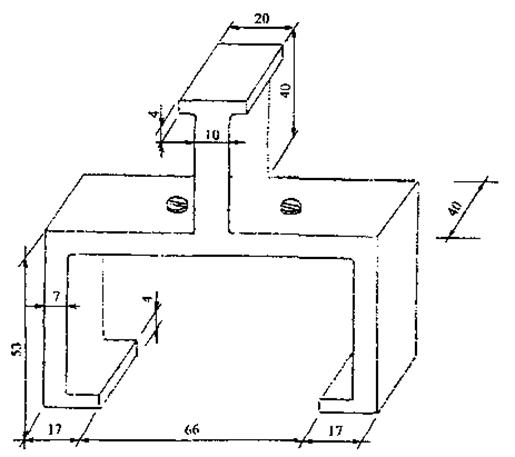
Рис. 4, а. Зажим для крепления балок к разрывной машине
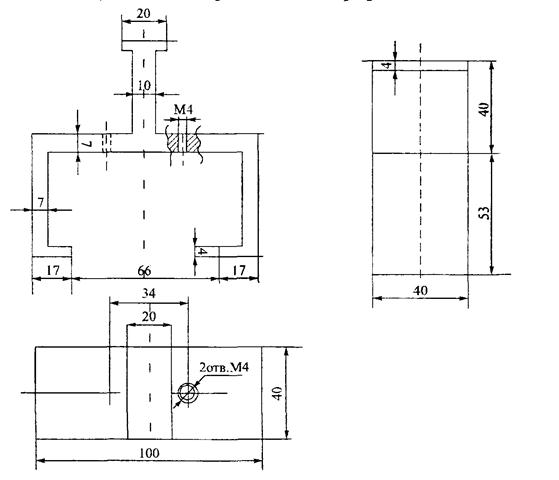
Рис. 4, б. Зажим для крепления балок к разрывной машине
Предел прочности сцепления с бетоном (dсц) в мегапаскалях (МПа) вычисляют по формуле
![]()
где Р - максимальное усилие разрыва, Н;
S - площадь склеивания, м2.
Результат получают как среднеарифметическое двух параллельных определений, округленное до 0,01 МПа.
бXIII) Определение относительного удлинения при измерении предела прочности сцепления мастики с бетоном.
Средства, подготовка и проведение испытаний описаны в п. бXII) раздела 12. В ходе определения предела прочности сцепления с бетоном на разрывной машине в момент разрыва машину сразу отключают и с помощью штангенциркуля замеряют расстояние между бетонными балочками.
бXIII.1) Обработка результатов
Рассчитывают толщину h клеевого шва по формуле
![]()
где q - масса мастики КОВ-190, находящаяся вне клеевого шва по п. бXII) раздела 12, г;
3,2 - масса мастики КОВ-190, нанесенная на 2 бетонные балочки, г;
16 - площадь клеевого шва, см2;
g - плотность КОВ-190 = 1,13 г/см3.
Относительное удлинение при определении прочности сцепления с бетоном (lсц) в процентах рассчитывают по формуле
![]()
где h1 - расстояние между бетонными балочками в момент разрыва клеевого шва, см.
бXIV) Определение характера разрушения клеевого шва на бетоне при 20 и минус 20 °С.
Характер разрушения клеевого шва определяют на бетонных балочках визуально после испытания их на предел прочности сцепления. Возможен характер разрушения клеевого шва трех типов:
К - когезионный отрыв (обе балочки полностью покрыты слоем мастики КОВ-190);
А - адгезионный отрыв (слой мастики КОВ-190 только на одной из двух балочек);
См - смешанный отрыв (на обеих балочках покрытие присутствует частично).
бXV) Определение прочности сцепления мастики со сталью СТ3
Предел прочности сцепления мастики со сталью марки СТ3, покрытой эпоксидной смолой марки ЭП-057, определяют по п. бXII) раздела 12 со следующей разницей: по центру бетонных балочек приклеивают с помощью эпоксидной смолы пластинки из СТ3 размером (40×40×2) мм. Поверхность металла покрывают тонкой пленкой эпоксидной смолы марки ЭП-057.
Далее все испытания проводят по аналогии с п. бXII) раздела 12.
бXVI) Определение относительного удлинения
Относительное удлинение мастики при измерении предела прочности сцепления со сталью марки СТ3, покрытой эпоксидной смолой марки ЭП-057, определяют по п. бXIV) раздела 12 и бXV) раздела 12.
бXVII) Определение водопоглощения мастики КОВ-190
Водопоглощение мастики КОВ-190 определяют по ГОСТ 25945-87 за исключением специфики подготовки образца к испытанию.
Навеску мастики КОВ-190 массой ≈ 10 г отбирают на стекло размером (50×50) мм через 1 ч после приготовления по п. бV.2) раздела 12, распределяют равномерно по стеклу скальпелем, после чего взвешивают и ставят в термошкаф для прогрева в течение 2 ч при 70 °С. Далее образец охлаждают до температуры окружающей среды, выдерживают в течение 1 ч и помещают на 24 ч в емкость с водой при (20 ± 1) °С.
Раздел 13. ТЕХНИКА БЕЗОПАСНОСТИ
а) Установка по приготовлению и расфасовке компонентов А и Б взрывобезопасна, пожароопасна.
Класс помещения - по правилам устройства электроустановок П-1, то есть помещения, в которых применяются или хранятся горючие жидкости с температурой вспышки паров выше 45 °С.
б) Эксплуатация оборудования и ведение технологического процесса должны соответствовать всем правилам СНиП 2.09.02-85, СНиП 2.09.04-87, установки электрооборудования ПУЭ-76, а также требованиям технологического регламента и рабочей инструкции, инструкции по технике безопасности промышленной санитарии и пожарной безопасности.
в) Обслуживающий персонал должен своевременно проходить инструктаж по технике безопасности.
г) Производственные помещения должны быть оборудованы приточно-вытяжной вентиляцией с кратностью обмена воздуха не менее 10.
д) Все работы следует проводить на исправном оборудовании, КИП и электрооборудовании.
е) Аппараты, имеющие температуру стенки выше 60 °С, необходимо обеспечить теплоизоляционной защитой.
ж) Для предупреждения возможного возникновения пожара не следует применять на установке открытый огонь, слесарные работы, а также уборку, в случае разлива битума или масла, следует проводить неискрящим инструментом.
з) Для предупреждения возможности накопления зарядов статического электричества все аппараты, трубопроводы, электрооборудование должны быть заземлены.
В случае разлива продуктов уборку необходимо производить немедленно.
и) Загорание небольших количеств битума, масла, пластифицированного битума или компонента А следует тушить песком, кошмой или углекислотным огнетушителем.
к) При разливе продуктов необходимо собрать их в отдельную тару, а место разлива протереть ветошью. При разливе на открытой площадке место разлива необходимо засыпать песком с последующим его удалением.
л) Все производственные помещения должны быть обеспечены средствами пожаротушения: углекислотными огнетушителями, асбестовым полотном, сухим песком. Не рекомендуется загромождать доступ к пожарному инвентарю. Работники установки должны хорошо знать расположение средств защиты.
м) При работе с битумом, индустриальным маслом, пластифицированным битумом и компонентом А необходимо применять индивидуальные средства защиты согласно нормам, утвержденным в установленном порядке.
н) В табл. 8 приведены пожаро-взрывоопасные и токсические свойства сырья, полупродуктов, мастики и отходов производства.
о) В табл. 9 приведены аварийные состояния производства, а также способы их предупреждения и устранения.
Таблица 8
Пожаро-взрывоопасные и токсические свойства сырья, полупродуктов, готового продукта и отходов производства
|
Наименование сырья, полупродуктов, готового продукта, отходов производства |
Температура, °C |
Область воспламенения, % |
Характеристика токсичности |
ПДК в воздухе рабочей зоны производственных помещений, мг/м3 |
|||
|
вспышки |
воспламенения |
самовоспламенения |
нижний предел |
верхний предел |
|||
|
Битумы марок БНД и БН, не ниже |
220 |
> 368 |
4-й класс опасности по ГОСТ 12.1.007 |
300 |
|||
|
Гудрон, не ниже |
190 |
4-й класс опасности по ГОСТ 12.1.007 |
300 (пары углеводородов) |
||||
|
Индустриальное масло марки И-40А, не ниже |
220 |
3-й класс опасности |
5 (масляный туман) |
||||
|
Окись кальция |
- |
- |
- |
- |
- |
В виде пыли раздражает слизистые оболочки, вызывая чихание и кашель, на коже вызывает раздражение, ожоги, особенно в сочетании с водой, вдыхание известковой пыли может вызвать воспаление легких, попадание в глаза вызывает резкое покраснение, конъюнктивиты |
|
|
Латекс марки СКС-С |
Относится к группе негорючих веществ в соответствии с ГОСТ 12.1.044 |
Относится к малоопасным веществам четвертого класса по ГОСТ 12.1.007-76, т.е. практически не опасен. При попадании на незащищенную поверхность кожи смыть его теплой водой с мылом и щеткой |
|||||
|
Следует избегать полного высыхания латекса, т.к. образующийся сухой полимер в виде крупных кусков способен к самовозгоранию |
|||||||
Таблица 9
Аварийные состояния производства, способы их предупреждения и устранения
|
Предельные допустимые значения параметров, превышение которых может привести к аварии |
Действие персонала по предотвращению или устранению аварийного состояния |
|
|
1. Пожар на установке |
Наличие открытого огня, повреждение электроизоляции |
Произвести остановку всех действующих узлов, отключить электроэнергию, приточно-вытяжную вентиляцию |
|
Сообщить начальнику |
||
|
Приступить к тушению пожара имеющимися на установке средствами пожаротушения |
||
|
Действия начальника |
||
|
Сообщить в отдел техники безопасности, в медсанчасть |
||
|
Организовать ликвидацию последствий аварии |
||
|
2. Загазованность окружающей среды |
Перегрев битума, масла или пластифицированного битума выше 160 °С |
Прекратить обогрев, проветрить помещения |
|
3. Несчастный случай с обслуживающим персоналом |
Ожог, поражение током, ушиб |
Вывести пострадавшего с установки, оказать первую помощь, сообщить в медсанчасть |
|
4. Внезапное отключение электроэнергии |
Авария на подстанции, пробой кабеля и т.д. |
Прекратить работу, выяснить причину и длительность отключения энергии, сообщить начальнику |
|
5. Отключение вентиляции |
Отключение электроэнергии и пр. |
Прекратить работу, проветрить помещение, открыть окна и двери, сообщить начальнику |
|
6. Разлив большого количества продуктов (битума, гудрона, пластифицированного продукта) |
Выход из строя вентиляции |
Собрать продукт в спецтару, пол протереть ветошью с керосином. Проветрить помещение |
Таблица 10
Газовые выбросы
|
Количество источников выброса |
Количество отходов, кг/сут |
Характеристика выброса |
Допустимое количество нормируемых компонентов, сбрасываемых в атмосферу |
||
|
Температура, °С |
Состав |
||||
Выброс паров воды на стадии 1.3.
Пары воды - результат случайного попадания воды в битум (гудрон).
Количество не нормируется.
Твердые и жидкие отходы
|
Наименование отхода, аппарата |
Куда складируется тара |
Количество отходов, кг/сут |
Периодичность образования отходов |
Характеристика отходов |
|
|
Химический состав |
Физические показатели |
||||
|
Случайное попадание окиси кальция на крышку аппарата или на пол на стадии ее дозирования в аппарат (7, 8) |
С помощью веника и совка собирают в ведра, гасят водой и ликвидируют |
Количества незначительные, случайные |
5 р/сут, каждую операцию получения компонента А |
Окись кальция |
Твердый порошок |
|
Керосин, используемый для промывки форм и балочек в испытательной лаборатории |
Спецтара, на сжигание |
1 |
1 р/сут |
Керосин с битумом, маслом и окисью кальция |
Жидкость |
Раздел 14. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
В плане охраны окружающей среды следует предусматривать следующие мероприятия.
а) В процессе приготовления и расфасовки компонентов А и Б необходимо соблюдать требования ГОСТ 17.2.3.02 по охране природы и атмосферы.
б) Эффективными мерами защиты природной среды являются герметизация оборудования, предотвращение разлива битума, пластификатора и россыпи извести.
в) Предприятие, производящее мастику КОВ-190, производящее и расфасовывающее компоненты А и Б, должно разрабатывать нормы на предельно допустимые выбросы, временно согласованные выбросы в соответствии с требованиями санитарного и природоохранного законодательства.
г) Образующиеся отходы производства приведены в табл. 10. Работа с ними осуществляется согласно санитарным правилам СН 3184-84.
В производстве КОВ-190 отходы практически отсутствуют. Возможны незначительные испарения воды, случайно попадающей в битум.
Отходом являются полиэтиленовые мешки (1100 мешков/100 т мастики), в которых поступает окись кальция. Отходом являются также растворы мастики в керосине, образующиеся при мытье форм для испытания мастики. Количество этих отходов незначительно.
Библиография
СНиП 2.09.02-85 Производственные здания, промышленные предприятия.
СНиП 2.09.04-87 Административные бытовые здания.
СНиП 3.06.03-85 Автомобильные дороги.
СНиП 23.01.99 Строительная климатология.
СН 3184-84 Порядок накопления, транспортирования и захоронения токсичных промышленных отходов.
ТУ 0258-113-00151807-2002 Сырье для производства нефтяных вязких дорожных битумов. Технические условия.
ТУ 4211-002-34913634-99 Измеритель температуры ИТ 2511. Технические условия.
ТУ 38.303-01-40-92 Латекс синтетический СКС-С. Технические условия.
ТУ 113-00-00203815-24-93 Оксид кальция. Технические условия.
ОДМ 218.2.003-2007 Рекомендации по использованию полимерно-битумных вяжущих материалов на основе блоксополимеров типа СБС при строительстве и реконструкции автомобильных дорог.
ОДМ 218.1.001-2005 Рекомендации по разработке и применению документов технического регулирования в сфере дорожного хозяйства.
|
Ключевые слова: трещинопрерывающая прослойка, оксид кальция, латекс, пластифицированный битум, компонент А, компонент Б, КОВ-190. |
СОДЕРЖАНИЕ