ОДМ 218.2.003-2007
ОТРАСЛЕВОЙ ДОРОЖНЫЙ МЕТОДИЧЕСКИЙ ДОКУМЕНТ
распоряжением Росавтодора
от 01.02.2007 № ОБ-29-р

РЕКОМЕНДАЦИИ ПО ИСПОЛЬЗОВАНИЮ
ПОЛИМЕРНО-БИТУМНЫХ ВЯЖУЩИХ
МАТЕРИАЛОВ НА ОСНОВЕ БЛОКСОПОЛИМЕРОВ
ТИПА СБС ПРИ СТРОИТЕЛЬСТВЕ
И РЕКОНСТРУКЦИИ АВТОМОБИЛЬНЫХ ДОРОГ
ФЕДЕРАЛЬНОЕ ДОРОЖНОЕ АГЕНТСТВО (РОСАВТОДОР)
Москва 2007
Предисловие
1. РАЗРАБОТАН: ОАО «Союздорнии» (Открытое Акционерное Общество «Дорожный научно-исследовательский институт «Союздорнии») по заказу Росавтодора.
2. ВНЕСЕН: Управлением организации госзаказа и научно-технических исследований Федерального дорожного агентства.
3. ИЗДАН: на основании распоряжения Федерального дорожного агентства от 01.02.2007 № ОБ-29-р.
4. ИМЕЕТ РЕКОМЕНДАТЕЛЬНЫЙ ХАРАКТЕР.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
В данных Рекомендациях отражены особенности приготовления и применения полимерно-битумных вяжущих на основе блоксополимеров типа СБС, изготовленных на основе альтернативных блоксополимеров и ПАВ, для горячих полимерасфальтобетонных смесей, применяемых для устройства покрытий дорог, мостов и аэродромов, а также для устройства поверхностных обработок и трещинопрерывающих прослоек-подгрунтовок - тонких и очень тонких слоев покрытий. Впервые приведены региональные требования к ПБВ, учитывающие климатические условия России и условия движения автомобилей.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем ОДМ использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования.
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности.
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения.
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация.
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования.
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями.
ГОСТ 1510-84 Нефть и нефтепродукты. Маркировка, упаковка, транспортирование и хранение.
ГОСТ 2517-85 Нефть и нефтепродукты. Методы отбора проб.
ГОСТ 4333-87 Нефтепродукты. Методы определения температур вспышки и воспламенения в открытом тигле.
ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками. Технические условия.
ГОСТ 8736-93 Песок для строительных работ. Технические условия.
ГОСТ 9128-97 Смеси асфальтобетонные дорожные и аэродромные и асфальтобетон. Технические условия.
ГОСТ 11501-78 Битумы нефтяные. Метод определения глубины проникания иглы.
ГОСТ 11505-75 Битумы нефтяные. Метод определения растяжимости.
ГОСТ 11506-73 Битумы нефтяные. Метод определения температуры размягчения по Кольцу и Шару.
ГОСТ 11507-74 Битумы нефтяные. Метод определения температуры хрупкости по Фраасу.
ГОСТ 11508-74 Битумы нефтяные. Метод определения сцепления битума с мрамором и песком.
ГОСТ 12801-98 Материалы на основе органических вяжущих для дорожного и аэродромного строительства. Методы испытаний.
ГОСТ 18180-72 Битумы нефтяные. Метод определения изменения массы после прогрева.
ГОСТ 20799-88 Масла индустриальные. Технические условия.
ГОСТ 22245-90 с изм. 1 Битумы нефтяные дорожные вязкие. Технические условия.
ГОСТ 31015-2002 Смеси асфальтобетонные и асфальтобетон щебеночно-мастичные. Технические условия.
ГОСТ Р 52056-2003 Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа стирол-бутадиен-стирол. Технические условия.
ГОСТ Р 52129-2003 Порошок минеральный для асфальтобетонных и органоминеральных смесей. Технические условия.
ОСТ 218.010-98 Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа СБС. Технические условия.
3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В настоящем методическом документе применяются следующие термины с соответствующими определениями:
полимерно-битумное вяжущее (ПБВ) - вяжущее, полученное введением полимера и ПАВ, а при необходимости - пластификатора в битум;
полимерасфальтобетонная смесь - смесь полимерно-битумного вяжущего с минеральными материалами специально подобранного гранулометрического состава;
полимерасфальтобетон - уплотненная полимерасфальтобетонная смесь;
температура хрупкости по Фраасу (Тхр) - температура, при которой в результате охлаждения и периодического изгиба пластины с образцом вяжущего на приборе Фрааса появляется трещина или образец вяжущего ломается;
эластичность - способность материала к большим обратимым деформациям;
блоксополимер бутадиена и стирола типа СБС - блоксополимер бутадиена и стирола типа стирол-бутадиен-стирол;
блоксополимеры марок Enprene 701 и Enprene 611 - блоксополимеры типа СБС;
«Техпрогресс-1» - поверхностно-активное вещество - продукт присоединения малеинового ангидрида к низкомолекулярным полибутадиену или полиизопрену или к их смесям с побочными продуктами производства подсолнечных масел;
ОВМ - органические вяжущие материалы.
РП - раствор блоксополимеров типа СБС в индустриальном масле.
БРП - битумосодержащий раствор блоксополимеров.
АБЗ - асфальтобетонный завод.
НПЗ - нефтеперерабатывающий завод.
4. ОБЩИЕ ПОЛОЖЕНИЯ
4.1. При условии обеспечения требуемой капитальности дорожной одежды и исключении возможности образования отраженных трещин на покрытии качество органических вяжущих материалов, на основе которых приготавливаются смеси оптимальных составов, используемые для устройства покрытий, является главным фактором, определяющим сроки службы покрытий без дефектов в виде трещин (температурных и усталостных), сдвигов (колей, волн, наплывов), шелушений, выкрашиваний и выбоин.
4.2. Качество органических вяжущих материалов характеризуется комплексом свойств, определяющих его технологичность, которая обеспечивает требуемые условия приготовления смесей с минеральными материалами, их транспортирования на заданные расстояния, укладки и уплотнения, а также физико-механическими показателями, которые характеризуют эксплуатационные свойства и должны обеспечивать требования условий эксплуатации данного покрытия - температурную и усталостную (от многократного воздействия динамической нагрузки, создаваемой колесами автомобилей) трещиностойкость, сдвигоустойчивость, водо- и морозостойкость, устойчивость к старению.
4.3. В целях обеспечения возможности применения органических вяжущих при существующей технологии необходимо, чтобы они по своим технологическим свойствам - текучести при принятых температурных режимах перемешивания с минеральными материалами, однородности, способности к смачиванию и обволакиванию поверхности минеральных материалов, вязкости в процессе укладки и уплотнения смесей, по токсичности и пожароопасности не ухудшали бы условия производства работ, техники безопасности, охраны окружающей среды по сравнению с применением дорожных битумов по ГОСТ 22245-90.
4.4. Дорожные битумы по ГОСТ 22245-90, получаемые в России окислением или компаундированием, выше по качеству зарубежных, изготавливаемых, как правило, методами вакуумной дистилляции (остаточные) в части деформативности при низких и отрицательных температурах, но уступают в части устойчивости к старению. При этом ни отечественные, ни зарубежные битумы не удовлетворяют требованиям, предъявляемым к ним условиями эксплуатации дорожных, мостовых, аэродромных покрытий в России.
4.5. Климатические условия в России резко континентальны, характеризуются повышенной влажностью и большим числом переходов температуры через 0 °С. Так, в соответствии со СНиП 23.01.99 температура воздуха наиболее холодных суток колеблется от минус 21 до минус 59 °С, а температура хрупкости дорожных битумов всех марок колеблется в пределах от минус 6 до минус 20 °С. Расчетная температура сдвигоустойчивости покрытий, полученная на основе температуры наиболее теплого месяца, при скорости ветра, равной 0 м/с, колеблется в пределах от 50 до 67 °С, а температура размягчения битумов находится в пределах от 35 до 51 °С. При этом наличие как структурированного, так и объемного органического вяжущего материала в покрытии очевидно.
4.6. Условия эксплуатации покрытий дорог, мостов и аэродромов, а именно климатические условия России, и условия движения автомобилей обусловливают следующие минимальные требования к основным эксплуатационным показателям свойств органических вяжущих материалов (ОВМ) для покрытий:
температура хрупкости по Фраасу должна быть равна или ниже температуры наиболее холодных суток (СНиП 23.01.99) района эксплуатации покрытия с обеспеченностью 0,98 для дорог I и II категорий движения, мостов и аэродромов и 0,92 - для дорог более низких категорий;
температура размягчения по методу «Кольцо и Шар» должна быть не ниже расчетной температуры сдвигоустойчивости асфальтобетонных покрытий, определенной по формуле Я.Н. Ковалева, учитывающей радиационный и тепловой баланс на их поверхности при отсутствии ветра и температуру воздуха наиболее теплого месяца (СНиП 23.01.99) района эксплуатации покрытия. ПБВ, применяемые для дорог I и II категорий, мостов и аэродромов, по нормам на температуру размягчения должны быть на 2 °С выше;
эластичность, определяемая в соответствии с методикой, опубликованной в ГОСТ Р 52056-2003, должна быть не менее (80 - 85) % в зависимости от консистенции ОВМ при 25 °С и не менее (70 - 75) % при 0 °С; для покрытий на объектах I и II категорий движения нормы на этот показатель рекомендуется повысить на 5 %;
адгезия к поверхности минеральных материалов, оцениваемая по показателю сцепления в соответствии с ГОСТ 11508-74 (метод А), должна удовлетворять требованию - «выдерживает по контрольному образцу № 2» как для эталонного мрамора, относящегося к материалам основных пород (в частности минеральный порошок), так и для щебня и песка, представляющих собой, как правило, материалы кислых пород;
устойчивость к старению, оцениваемая по изменению показателя температуры размягчения после прогрева, должна быть не ниже требований, регламентированных для битумов марок БНД.
4.7. Соблюдение требований к ОВМ, изложенных в п. 4.6, и условий их применения, отраженных в п. 4.1, позволит в перспективе обеспечить сроки службы покрытий, равные срокам службы дорожных одежд (не менее 15 лет).
4.8. Очевидно, что дорожные битумы по ГОСТ 22245-90 не соответствуют требованиям, предъявляемым к ОВМ (см. п. 4.6), а изменение их консистенции либо качества сырья или технологии их производства существующими в России и в мире способами не позволяют получить ОВМ требуемого для условий России качества.
4.9. Многолетние исследования, проведенные в Союздорнии, экспериментальные, опытные работы и большой объем внедрения полимерно-битумных вяжущих на основе блоксополимеров типа СБС (ПБВ) в России (более 3500 км покрытий и поверхностных обработок) позволяют заключить, что подготовлен для широкого внедрения новый ОВМ и способ его производства, позволяющий обеспечить все требования, предъявляемые ему условиями эксплуатации покрытий в любом регионе России. Наиболее важными объектами, где было применено ПБВ на основе СБС, являются автодороги: МКАД, Москва - Санкт-Петербург, Петрозаводск - Мурманск, Москва - Рига, «Беларусь», Краснодар - Майкоп, МКАД - Кашира, Киевский мост «Северный», а также аэропорты: Нефтеюганск, Рощино, Нижневартовск, Ноябрьский, Усинск и подъезд к аэропорту Шереметьево.
Срок службы верхнего слоя покрытий и поверхностных обработок с применением ПБВ в 1,5 - 4 раза выше, чем при применении битумов.
4.10. ПБВ на основе СБС, представляющее собой эластомер, состоит из битума-термопласта, блоксополимера бутадиена и стирола типа СБС, пластификатора и ПАВ и характеризуется, в отличие от битумов, наличием самостоятельной, не связанной с коагуляционным каркасом из асфальтеновых комплексов, пространственной структурной эластичной сеткой из трехблочных макромолекул полимера во всем объеме вяжущего. Указанная сетка находится в дисперсионной среде ПБВ, являясь специфической эластичной арматурой, работающей на молекулярном уровне.
4.11. В настоящее время подготовлена научно-техническая документация, обеспечивающая возможность широкого внедрения ПБВ на основе СБС в России.
Основными нормативами являются ГОСТ Р 52056-2003 «Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа стирол-бутадиен-стирол. Технические условия», введенный в действие с 1.01.2004 г. постановлением Госстандарта России № 157-ст от 23 мая 2003 г., и ОСТ 218.010-98 «Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа СБС. Технические условия», введенный в действие ФДС России приказом от 12 мая 1998 г. № 91.
В указанных стандартах регламентированы минимальные значения показателей свойств ПБВ. Варьируя соотношением компонентов ПБВ, можно одновременно снижать его температуру хрупкости и повышать температуру размягчения.
4.12. В предлагаемых Рекомендациях приведены нормы, учитывающие специфику каждого региона России. Это касается значений температуры хрупкости по Фраасу и температуры размягчения по методу «Кольцо и Шар», которые рекомендуется нормировать в соответствии с критериями, изложенными в п. 4.6.
4.13. Основными принципами получения ПБВ являются хорошая совместимость компонентов, достаточная кинетическая устойчивость получаемых вяжущих, обеспечение требуемого комплекса технологических и эксплуатационных свойств. Показатель «однородность» - важнейший для этого материала и регламентирован в упомянутых выше стандартах. Емкости для хранения и транспортирования ПБВ при рабочих температурах должны быть оборудованы необходимыми приспособлениями, позволяющими не допустить расслоения его даже при длительном хранении и транспортировании.
В качестве полимера, создающего пространственную эластичную структурную сетку в ПБВ, выбрали полимеры класса термоэластопластов - блоксополимеры бутадиена и стирола типа СБС, так как они при минимальном содержании позволяют получить пространственную эластичную сетку в битуме благодаря способности их макромолекул к специфическим взаимодействиям, хорошей совместимости с битумами и невысокой молекулярной массе. Полимеры этого класса обладают высокой прочностью и эластичностью в диапазоне температур от минус 80 до 90 °С.
4.14. Блоксополимеры марок Enprene 701 и Enprene 611 (выпускаемые российской фирмой «Эн Чуан Кэмикэл») могут быть использованы наряду с блоксополимерами типа СБС российского и зарубежного производства.
4.15. Полимерно-битумные вяжущие, полученные на основе блоксополимеров марок Enprene 701 и Enprene 611 (представленные в виде мягкой непластицированной крошки или дробленных гранул размером менее 1,25 мм), отвечают требованиям ГОСТ Р 52056-2003, при условии требуемой растворимости их в индустриальном масле. При этом температура при определении их растворимости должна быть выше рекомендуемой в методе «Определения растворимости блоксополимеров типа СБС в индустриальном масле» и составлять 175 - 180 °С, как и в процессе приготовления ПБВ на основе этих полимеров.
14.16. Полимерно-битумные вяжущие на основе Enprene 701 по сравнению с ПБВ с использованием ДСТ-30Р-01 характеризуются более высокой теплостойкостью, трещиностойкостью и растяжимостью, особенно при 0 °С, меньшей склонностью к старению, что позволит повысить трещиностойкость и сдвигоустойчивость полимерасфальтобетона.
4.17. Полимерасфальтобетон на основе ПБВ отличается повышенными деформативностью при отрицательных температурах и упругостью при положительных (модуль упругости при минус 20 °С в 3 - 6 раз меньше, а при 40 °С - в 1,5 - 2,0 раза больше, чем асфальтобетона на битуме марок БНД); повышенной устойчивостью к многократным динамическим воздействиям (количество циклов до разрушения образца-балочки на ПБВ в условиях многократного изгиба при постоянной амплитуде деформации в десятки раз выше, чем асфальтобетонного образца на битуме при одинаковом содержании вяжущего). Температура трещиностойкости полимерасфальтобетона в зависимости от температуры хрупкости ПБВ может изменяться от минус 15 до минус 55 °С.
Показатель эластичности полимерасфальтобетона при 50 °С более чем в 2 раза выше, чем для асфальтобетона, так же, как и показатель сдвигоустойчивости, определяемый методом «вдавливание штампа».
4.18. Высокая сдвигоустойчивость и долговременная прочность полимерасфальтобетона позволяют снизить нормативные требования к пределам прочности на одноосное сжатие при 50 °С на 10 % и при 20 °С - на 20 % по сравнению с аналогичными показателями для асфальтобетона.
Важно отметить, что высокая сдвигоустойчивость полимерасфальтобетона достигается при меньшем по сравнению с асфальтобетонном показателе водонасыщения, что обусловливает и более высокую водо- и морозостойкость полимерасфальтобетона. При этом водонасыщение кернов из покрытия в 1,5 - 2 раза ниже, чем у переформованных образцов, что свидетельствует о высокой уплотняемости полимерасфальтобетонных смесей и о наличии большого объема замкнутых пор в полимерасфальтобетоне.
4.19. Покрытия из полимерасфальтобетонных смесей на основе ПБВ обладают повышенным сцеплением с колесом автомобиля за счет высоких гистерезисных потерь.
4.20. Наличие пластификатора в составе ПБВ позволяет:
- обеспечить требуемый температурный режим (не выше 160 °С) приготовления ПБВ и смесей на его основе;
- повысить однородность ПБВ и существенно увеличить эффективность вводимого полимера, то есть получить ПБВ с требуемым комплексом свойств при минимально возможном содержании полимера;
- значительно ускорить процесс приготовления ПБВ и смесей на его основе и уменьшить энергозатраты при их производстве;
- повысить удобоукладываемость и уплотняемость смесей.
4.21. В качестве пластификаторов для вязких ПБВ применяются индустриальные масла по ГОСТ 20799-88, сырье для производства нефтяных вязких дорожных битумов по ТУ 0258-113-00151807-2002 или смеси масла и сырья. При этом обеспечивается требуемая пожаробезопасность процесса и норма по температуре вспышки.
4.22. Несмотря на то, что полимерасфальтобетоны характеризуются большим объемом замкнутых пор и обеспечивают требуемый нормативный показатель длительной водостойкости, рекомендуется для повышения водо- и морозостойкости покрытий, обеспечения максимально возможного срока службы покрытий применять ПБВ, обладающие хорошей адгезией к поверхности минеральных материалов как основных, так и кислых пород. Для этого необходимо либо вводить ПАВ двойного действия в ПБВ, либо использовать для его приготовления блоксополимеры типа СБС, содержащие в своем составе такие ПАВ.
4.23. Применение добавок ПАВ в ОВМ позволяет снизить поверхностное натяжение на границе раздела ОВМ - минеральный материал, а следовательно, улучшить и ускорить смачивание и обволакивание поверхности минеральных материалов, увеличить адгезию вяжущего к минеральному материалу.
Катионные ПАВ адсорбируются на лиофобных участках поверхности асфальтенов битумов, блокируя места их коагуляционных контактов, приводя тем самым к стабилизации всей системы, а следовательно, замедлению старения ОВМ. Такая стабилизация системы адсорбционными слоями приводит к снижению ее вязкости. Все это вместе взятое - улучшение смачивания и обволакивания вследствие снижения поверхностного натяжения, а также снижение вязкости ОВМ вследствие стабилизации системы позволяет снизить рабочую температуру вяжущего и температуру приготовления полимерасфальтобетонной смеси.
Катионные ПАВ относятся к добавкам двойного действия, так как улучшают адгезию ОВМ к минеральным материалам как основных, так и кислых пород.
В «Руководстве по применению поверхностно-активных веществ при устройстве асфальтобетонных покрытий» (ОДМ Росавтодора утверждено распоряжением Минтранса России от 18.04.2003 г. № ОС-358) приведены общие положения, технические требования к катионным ПАВ: «Амдор-9», «Дорос-АП», «БП-3М», способы их применения, особенности технологии приготовления и применения асфальтобетонных смесей с их использованием, технический контроль, особенности их хранения, техника безопасности.
Эти ПАВ могут быть использованы при приготовлении и применении ПБВ.
4.24. Добавки «Амдор-9», «Дорос-АП», «БП-3М», как и другие ПАВ с активными аминогруппами, характеризуются специфическим неприятным запахом.
Предлагаемые в данных Рекомендациях ПАВ относятся к новому классу ПАВ двойного действия и характеризуются наличием активных малеиновых групп.
4.25. Предлагаемые ПАВ - малеинизированные низкомолекулярные полимеры, являющиеся продуктом присоединения малеинового ангидрида к низкомолекулярным полибутадиену или полиизопрену или к их смесям с побочными продуктами производства подсолнечных масел, например:
малеинизированный низкомолекулярный полибутадиен;
малеинизированный низкомолекулярный полиизопрен;
малеинизированный компаунд низкомолекулярного полибутадиена и побочного продукта производства подсолнечного масла;
наиболее глубоко исследованный и опробованный на практике малеинизированный низкомолекулярный полибутадиен МНПБ или «Техпрогресс-1» и предлагается к применению в данных Рекомендациях.
4.26. По своему воздействию на ОВМ и смеси на их основе МНПБ аналогичен другим ПАВ двойного действия, но характеризуется рядом преимуществ.
МНПБ не обладает резким специфическим неприятным запахом; практически не имеет резкого неприятного запаха даже при нагреве. Добавка МНПБ обладает высокой пожаробезопасностью: ее температура вспышки не ниже 200 °С.
Предлагаемые к применению ПАВ нового класса с активными малеиновыми группами, в связи с высокой реакционной способностью малеинового ангидрида, по-видимому, могут образовывать, наряду с физическими, и химические связи ОВМ с поверхностью минеральных материалов.
Оптимальное содержание МНПБ в ОВМ при том же эффекте несколько ниже, чем для катионных ПАВ, и составляет для ПБВ - (0,5 - 0,9) %, а для битумов (0,4 - 0,7) % к массе ОВМ.
4.27. Наличие трех-четырех компонентов в составе полимерно-битумных вяжущих позволяет в широких пределах изменять их эксплуатационные свойства - прочность (теплостойкость), трещиностойкость, эластичность и пластичность, а также технологические характеристики - вязкость, текучесть, тиксотропию, смачиваемость. Подобраны оптимальные составы ПБВ с требуемым комплексом свойств для следующих материалов и конструкций: литого полимерасфальтобетона, складируемых полимерасфальтобетонных смесей, дренирующего полимерасфальтобетона, регенераторов для старого асфальтобетона, для поверхностных обработок на асфальтобетонном и цементобетонном покрытиях, для трещинопрерывающих и компенсирующих прослоек, заливки швов и трещин, для подгрунтовок, гидроизоляций и кровель и даны рекомендации по их приготовлению и применению в «Руководстве по применению комплексных органических вяжущих (КОВ), в том числе ПБВ, на основе блоксополимеров типа СБС в дорожном строительстве», утвержденном распоряжением Минтранса России от 11.03.2003 г. № ОС-134-р.
4.28. В данных Рекомендациях отражены особенности приготовления и применения ПБВ на основе СБС, изготовленные на основе альтернативных блоксополимеров и ПАВ нового класса, для горячих полимерасфальтобетонных смесей разных типов, применяемых для устройства покрытий дорог, мостов и аэродромов, поверхностных обработок, трещинопрерывающих прослоек. Впервые приведены региональные требования к ПБВ, учитывающие климатические условия России и условия движения автомобилей, а также комплекс технических требований к показателям свойств полимерасфальтобетонов, в том числе и к показателю трещиностойкости этого материала - температуре трещиностойкости для всех регионов России и для стран СНГ.
5. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ПРИГОТОВЛЕНИЯ ПБВ
5.1. Для приготовления вязких ПБВ по ГОСТ Р 52056-2003 и ОСТ 218-010-98 рекомендуется использовать битумы марок БНД, отвечающие требованиям ГОСТ 22245-90, или при отсутствии битумов марок БНД битумы марок БН.
5.2. Полимеры: блоксополимеры бутадиена и стирола типа СБС (в виде порошка или крошки) марки ДСТ-30-01 1 группы по ТУ 38.103267-99, марки ДСТ-30Р-01 1 группы по ТУ 38.40327-98 с изм. № 1 (ОАО «Воронежсинтезкаучук»), Enprene 611 и Enprene 701 российской фирмы ООО «Эн Чуан Кэмикэл», а также их зарубежные аналога марок Финапрен 502 или Финапрен 411 фирмы «Петрофина», Кратон Д 1101, Кратон Д 1184, Кратон Д 1186 фирмы «Шелл», Европрен Сол Т 161 фирмы «Эникем», Калпрен 411 фирмы «Репсол», свойства которых контролируют по сертификатам качества на соответствие спецификациям данных фирм на эти продукты, а их пригодность подтверждается Техническим свидетельством Минстроя России в соответствии с постановлением Минстроя России от 19 апреля 1996 г. № 18-25.
5.3. Пластификаторы: масла индустриальные марок И-20А, И-30А, И-40А, И-50А по ГОСТ 20799-88; сырье для производства нефтяных вязких дорожных битумов по ТУ 0258-113-00151807-2002 или смеси масла и сырья.
5.4. Поверхностно-активные вещества: «Амдор-9» по ТУ 0257-003-35475596-96, «Дорос-АП» по ТУ 0257-002-33452160-99, БП-3М по ТУ 0257-001-00151822-93, «Техпрогресс-1» («Т-1») по ТУ 0257-012-33452160-2005.
Кроме того, добавка «Техпрогресс-1» должна удовлетворять требованиям, приведенным в приложении А.
5.5. В качестве компонентов ПБВ могут быть применены растворы полимеров (РП) или битумосодержащие растворы (БРП) блоксополимеров бутадиена и стирола типа СБС по ТУ 2294-007-01393697-95 с изм. № 1, 2, 3, 4.
6. СПОСОБЫ ПРИГОТОВЛЕНИЯ ПБВ
ПБВ требуемого качества (раздел 7) изготавливают путем перемешивания вязких дорожных битумов с блоксополимерами типа СБС и ПАВ, а при необходимости - с пластификаторами. В тех случаях, когда ПАВ содержатся в блоксополимере, то нет необходимости вводить ПАВ в ПБВ на стадии его приготовления.
6.1. Известны два способа приготовления ПБВ.
По первому основному способу все компоненты ПБВ, согласно установленному ранее составу, перемешиваются в одной емкости. Если в состав вяжущего входит пластификатор, то его вводят в битум в первую очередь, перемешивают до однородного состояния, а затем при постоянном перемешивании порционно добавляют полимер в виде крошки или порошка, затем если блоксополимер типа СБС не содержит ПАВ, то на последней стадии изготовления ПБВ в него вводят ПАВ и доводят смесь до однородного состояния.
По второму способу предварительно готовят РП или БРП той концентрации, которая была установлена при подборе состава ПБВ, а затем раствор вводят в обезвоженный и нагретый битум, после чего в конце процесса - ПАВ и перемешивают смесь до однородного состояния. Необходимо отметить, что в лабораторных условиях на приготовление однородного ПБВ по второму способу требуется примерно в 2 раза меньше времени, чем по первому. Целесообразность использования того или иного способа устанавливает Заказчик исходя из технико-экономических соображений.
6.2. Для приготовления ПБВ по первому способу битум, предварительно обезвоженный и нагретый до 110 - 120 °С, подают в емкость 3 (рис. 1) или нагретый до 90 - 100 °С битум подают в ту же емкость, где и обезвоживают. Затем туда подают необходимое количество пластификатора, нагретого до 90 - 100 °С, и перемешивают до однородного состояния, после чего порционно вводят полимер. Сначала осуществляют перемешивание смеси (желательно медленное) до полного смачивания и равномерного распределения полимера, а затем включают нагрев емкости и начинают перемешивание смеси (желательно интенсивное) с постепенным нагревом до 155 - 160 °С. После этого смесь пропускают через диспергатор 6 и перекачивают из емкости 3 в емкость 4 до полного освобождения емкости 3 и обратно для получения однородного ПБВ во всем объеме. Такая однородность может быть достигнута и другими технологическими способами. Рабочая температура приготовления ПБВ не должна превышать 160 °С. При применении блоксополимеров марок Enprene 701 и Enprene 611 температура приготовления ПБВ может достигать 175 - 180 °С.
Если концентрация РП, рассчитываемая как отношение массы полимера к суммарной массе полимера и пластификатора, выраженная в процентах, не превышает 20 % по массе (например, полимера 3 %, масла 12 %, битума 85 %), то для повышения производительности работ в емкость сначала закачивают пластификатор, затем порционно вводят полимер, доводя раствор до однородного состояния, и потом подают горячий обезвоженный битум. Затем на последней стадии приготовления ПБВ в емкость 4 вводят ПАВ, нагретое до температуры не выше 50 °С. Судя по практическим данным, время перемешивания, необходимое для получения однородного ПБВ с ПАВ, составляет 20 - 30 мин.
Готовое ПБВ перекачивают в рабочий битумный котел АБЗ либо в накопительную (раздаточную) емкость 7, либо в автобитумовоз Заказчика.
6.3. По второму способу полимер предварительно растворяют в пластификаторе, приготавливая РП требуемой в зависимости от состава ПБВ концентрации, который затем вводят в битум и перемешивают до однородного состояния. Если вязкость РП высока и возникают трудности при перемешивании и перекачке в расходные емкости (концентрация раствора полимера более 20 % по массе), то в него добавляют битум в количестве, равном содержанию раствора в емкости. Получается битумосодержащий раствор полимера - БРП, который вводят в битум и перемешивают до однородного состояния. Подбор состава БРП осуществляют предварительно в лаборатории. При этом необходимо учитывать, что часть битума уже есть в составе БРП, поэтому масса битума, в которую вводится БРП, должна быть уменьшена на эту же величину для соблюдения расчетного соотношения компонентов, установленного при подборе состава ПБВ. РП и БРП готовятся в отдельных емкостях и могут транспортироваться в горячем или холодном состоянии на другие объекты для приготовления ПБВ при соответствующей технико-экономической обоснованности. Отпуск РП и БРП на другие объекты производится только при условии соответствия их концентрации подобранному составу ПБВ у Потребителя.
6.4. По второму способу ПБВ приготавливают в такой последовательности. Для приготовления РП (см. рис. 1) пластификатор нагревают до 90 - 100 °С и подают в емкость 1. Туда же поступает полимер со склада. Во время загрузки полимера механическое перемешивающее устройство работает с малой скоростью для смачивания полимера пластификатором и его равномерного распределения в нем. Для полного растворения полимера загруженные компоненты подвергают интенсивному механическому перемешиванию, всю массу нагревают и пропускают через диспергатор 5. При этом осуществляют циркуляцию, производя забор смеси с низа емкости, пропуская ее через диспергатор и возвращая на верх емкости до получения однородной смеси (раствора) с температурой 155 - 160 °С.
6.5. Для приготовления БРП на последней стадии получения раствора полимера в него добавляют часть битума, равную массе раствора полимера, предварительно обезвоженного и нагретого до 155 - 160 °С, осуществляя циркуляцию БРП по выше приведенной схеме (см. рис. 1).
6.6. Для гарантированного получения однородного РП или БРП их перекачивают из емкости 1 в емкость 2 и обратно, пропуская через диспергатор 5, и систематически контролируют достижение полного слива из соответствующей емкости. Одновременно с приготовлением РП или БРП в емкость 3 подают предварительно обезвоженный и нагретый до 155 - 160 °С битум в требуемом для приготовления ПБВ количестве с учетом битума, содержавшегося в БРП. Затем готовый РП или БРП из емкости 1 подают в емкость 3, механически перемешивая и пропуская через диспергатор 6 снизу вверх. Для гарантированного получения однородного ПБВ и снижения объема полимеризата на стенках и мешалках ПБВ перекачивают из емкости 3 в емкость 4 через диспергатор 6 до полного освобождения емкости 3 и обратно. В емкость 4 на последней стадии приготовления ПБВ вводят ПАВ, нагретое до температуры не выше 50 °С, и перемешивают с ПБВ в течение 20 - 30 мин. Готовое ПБВ перекачивается в битумный рабочий котел на АБЗ либо в накопительную (раздаточную емкость) 7, либо в автобитумовоз Потребителя.

Рис. 1. Технологическая схема приготовления ПБВ:
1, 2 - емкости для приготовления РП и БРП; 3, 4 - емкости для приготовления ПБВ; 5, 6 - диспергаторы (марки sifer); 7 - накопительная и раздаточная емкость.
Насосы и краны не указаны, механические мешалки не обозначены, но предусмотрены во всех емкостях
Необходимо обеспечить весовое дозирование всех компонентов РП и БРП. Отпуск ПБВ Потребителю рекомендуется осуществлять через сито с сеткой № 07, при этом должна быть обеспечена необходимая мощность тепловой машины для быстрого нагрева компонентов в емкостях от 80 до 160 °С.
Предлагаемая схема направлена на повышение производительности установки и усовершенствование процессов зачистки от полимеризата без прекращения работы.
6.7. Для приготовления ПБВ можно использовать любую обогреваемую емкость, оборудованную механической мешалкой, в том числе битумные котлы и реакторы бескомпрессорных установок типа Т-309. Площадь горловины емкостей для приготовления и хранения РП, БРП, ПБВ должна быть не менее 0,3 м2. Крышка емкости должна открываться полностью, обеспечивая свободную загрузку материалов и возможность осмотра дна и стенок емкости. На крышке необходимо предусмотреть небольшие герметично закрывающиеся клапаны для замера уровня и отбора проб сырья, а также готового ПБВ. Пластификатор, битум или сырье загружают в емкость не более чем на 0,7 ее объема.
6.8. Полимерно-битумные вяжущие, РП, БРП считаются однородными, если на стеклянной палочке, извлеченной из горячего материала (при температуре приготовления), не обнаружено комочков, крупинок, сгустков, а материал стекает с нее непрерывной струей. При этом остаток на сите с металлической сеткой № 07 не должен превышать 0,02 % от массы образца. ПБВ, РП и БРП следует отпускать Потребителю через съемное сито с металлической сеткой № 07 (ГОСТ 6613-86), вмонтированной в трубопровод накопительной и раздаточной емкостей. Допускается применять только однородные материалы.
6.9. Дозировочные устройства, битумопроводы, насосы, смесители, используемые при приготовлении ПБВ, должны быть обеспечены системой паро-, масло- или электрообогрева. Все системы до начала работы прогревают.
6.10. ПБВ можно приготавливать как на НПЗ, так и на АБЗ с использованием необходимого дополнительного и имеющегося оборудования в соответствии со специально разработанным и утвержденным в установленном порядке технологическим регламентом, ориентировочное содержание которого приведено в приложении Б.
Способ приготовления битумов с добавкой ПАВ
Предлагаемые ПАВ с активными малеиновыми группами, в частности «Т-1», позволяют обеспечить требуемую адгезию товарных битумов с применяемыми минеральными материалами.
Битум с ПАВ должен удовлетворять требованиям ГОСТ 22245-90, а кроме того, обеспечивать сцепление со щебнем и песком кислых пород в соответствии с нормой «выдерживает по контрольному образцу № 2».
6.11. Введение ПАВ в битум может осуществляться как на АБЗ, так и на предприятиях, изготавливающих и поставляющих битум дорожно-строительным организациям, - НПЗ, битумным базам, локальным битумным заводам.
6.12. При приготовлении битума с добавкой ПАВ используются механические перемешивающие устройства (мешалки). Битум после выпаривания из рабочего котла закачивается в емкость для приготовления его смеси с ПАВ (температура битума в емкости не должна превышать 150 °С). ПАВ, нагретое до температуры не выше 50 °С, подается в ту же емкость, где осуществляется его перемешивание с битумом. Время перемешивания для получения однородной смеси битума и ПАВ составляет 20 - 30 мин.
Готовый битум с ПАВ подается в накопительную (раздаточную) емкость.
7. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПБВ
7.1. ПБВ в зависимости от глубины проникания иглы при 25 °С подразделяются на следующие марки: ПБВ 300, ПБВ 200, ПБВ 130, ПБВ 90, ПБВ 60, ПБВ 40.
7.2. Полимерно-битумные вяжущие изготавливают на основе вязких дорожных битумов путем введения блоксополимеров типа СБС, ПАВ и, при необходимости, пластификаторов либо другим способом в соответствии с требованиями настоящих Рекомендаций по технологическому регламенту, утвержденному в установленном порядке.
7.3. Необходимым условием применения блоксополимера типа СБС для приготовления ПБВ является его полная растворимость в индустриальном масле (см. п. 13.1).
Максимально допустимая температура нагрева пластификаторов: индустриальных масел 160 °С, сырья битумного (гудрона) - 180 °С.
Раствор полимера должен быть однородным и свободно стекать со стеклянной палочки при этих температурах. Для обеспечения нормальной работы шестеренчатого насоса типа Д-171 при перекачке раствора его вязкость не должна превышать 40 Па ´ с, условная вязкость - 120 с (при истечении через отверстие диаметром 5 мм по ГОСТ 11503-74) при максимально возможной температуре нагрева пластификатора.
7.4. ПБВ должны быть однородными и по физико-механическим показателям соответствовать требованиям, регламентированным ГОСТ Р 52056-2003 и ОСТ 218.010-98 и приведенным в табл. 1.
Кроме того, ПБВ должны соответствовать Рекомендуемым региональным нормам по температуре хрупкости по Фраасу и температуре размягчения по методу «Кольцо и Шар», приведенным в табл. 2. При этом ПБВ, применяемые для дорог I и II категории, мостов и аэродромов, должны соответствовать нормам по температуре размягчения на 2 °С выше, приведенных в табл. 2, а показатель эластичности рекомендуется повысить на 5 % по сравнению с требованиями ГОСТ Р 52056-2003.
Рекомендованная в табл. 2 температура хрупкости по Фраасу равна температуре наружного воздуха наиболее холодных суток района эксплуатации покрытия в соответствии (СНиП 23.01.99) с обеспеченностью 0,98 для дорог I и II категории, мостов и аэродромов и с обеспеченностью 0,92 для дорог III, IV, V категорий.
Рекомендованная в табл. 2 температура размягчения равна расчетной температуре сдвигоустойчивости асфальтобетонных покрытий и рассчитана по формуле Я.Н. Ковалева (приложение В) на основе значений температуры наружного воздуха наиболее теплого месяца в районе эксплуатации покрытия (СНиП 23.01.99) при отсутствии ветра (скорость ветра = 0 м/с). Для ряда населенных пунктов, отмеченных в табл. 2 звездочкой, расчетная температура сдвигоустойчивости определена по корреляционной зависимости между температурой наружного воздуха наиболее теплого месяца (X) и расчетной температурой сдвигоустойчивости асфальтобетонного покрытия (Y) по имеющимся данным для тех населенных пунктов в табл. 2, которые не отмечены звездочкой.
Корреляционная зависимость обеспечивает точность ± 2,5 % и имеет следующий вид (приложение Г):
Y = 0,9967 x + 35,354.
Технические требования к ПБВ
|
Норма для вяжущего марки |
Метод испытания |
||||||
|
ПБВ 300 |
ПБВ 200 |
ПБВ 130 |
ПБВ 90 |
ПБВ 60 |
ПБВ 40 |
||
|
Глубина проникания иглы, 0,1 мм, не менее, при температуре: |
|
|
|
|
|
|
|
|
25 °С |
300 |
200 |
130 |
90 |
60 |
40 |
|
|
0 °С |
90 |
70 |
50 |
40 |
32 |
25 |
|
|
Растяжимость, см, не менее, при температуре: |
|
|
|
|
|
|
|
|
25 °С |
30 |
30 |
30 |
30 |
25 |
15 |
|
|
0 °С |
25 |
25 |
20 |
15 |
11 |
8 |
|
|
Температура размягчения по Кольцу и Шару, °С, не ниже |
45 |
47 |
49 |
51 |
54 |
56 |
|
|
Температура хрупкости по Фраасу, °С, не выше |
-40 |
-35 |
-30 |
-25 |
-20 |
-15 |
|
|
Эластичность, %, не менее, при температуре: |
|
|
|
|
|
|
п. 13.4 настоящих Рекомендаций |
|
25 °С |
85 |
85 |
85 |
85 |
80 |
80 |
|
|
0 °С |
75 |
75 |
75 |
75 |
70 |
70 |
|
|
Температура вспышки, °С, не ниже |
220 |
220 |
220 |
220 |
230 |
230 |
По ГОСТ 4333-87 |
|
Изменение температуры размягчения после прогрева, °С, не более (по абсолютной величине) |
7 |
7 |
6 |
6 |
5 |
5 |
|
|
Сцепление с эталонным мрамором |
Выдерживает по контрольному образцу № 2 |
По ГОСТ 11508-74 (метод А) |
|||||
|
Сцепление с применяемыми щебнем и песком |
Выдерживает по контрольному образцу № 2 |
По ГОСТ 11508-74 (метод А) и п. 13.7 настоящих Рекомендаций |
|||||
|
Однородность |
Однородно |
п. 13.2 настоящих Рекомендаций |
|||||
Региональные технические требования к ПБВ
|
Республика, край, область, пункт |
Температура хрупкости по Фраасу, °С, обеспеченностью |
Температура размягчения по Кольцу и Шару, °С, не ниже |
||
|
0,98 дороги I и II категории, мосты и аэродромы |
0,92 дороги III, IV и V категорий |
|||
|
1 |
2 |
3 |
4 |
5 |
|
|
Республика Адыгея |
|
|
|
|
1. |
Майкоп |
-27 |
-22 |
66 |
|
|
Республика Алтай |
|
|
|
|
2. |
Алейск |
-44 |
-42 |
63* |
|
3. |
Барнаул |
-44 |
-42 |
62 |
|
4. |
Беля |
-27 |
-26 |
58* |
|
5. |
Бийск |
-45 |
-43 |
62* |
|
6. |
Змеиногорск |
-44 |
-41 |
62* |
|
7. |
Катанда |
-43 |
-42 |
60 |
|
8. |
Кош-Агач |
-49 |
-48 |
57* |
|
9. |
Онгудай |
-42 |
-41 |
60* |
|
10. |
Родино |
-44 |
-42 |
64* |
|
11. |
Рубцовск |
-44 |
-41 |
63* |
|
12. |
Славгород |
-43 |
-40 |
63* |
|
13. |
Тогул |
-43 |
-41 |
61* |
|
|
Амурская область |
|
|
|
|
14. |
Архара |
-42 |
-40 |
62* |
|
15. |
Белогорск |
-43 |
-40 |
62* |
|
16. |
Благовещенск |
-38 |
-37 |
63* |
|
17. |
Бомнак |
-46 |
-45 |
60* |
|
18. |
Братолюбовка |
-41 |
-40 |
61* |
|
19. |
Бысса |
-44 |
-43 |
62* |
|
20. |
Гош |
-46 |
-44 |
61* |
|
21. |
Дамбуки |
-47 |
-46 |
60* |
|
22. |
Ерофей Павлович |
-43 |
-42 |
61* |
|
23. |
Завитинск |
-41 |
-39 |
61* |
|
24. |
Зея |
-46 |
-44 |
61* |
|
25. |
Норский Склад |
-46 |
-44 |
62* |
|
26. |
Огорон |
-43 |
-41 |
60* |
|
27. |
Поярково |
-43 |
-40 |
62* |
|
28. |
Свободный |
-44 |
-42 |
62* |
|
29. |
Сковородина |
-46 |
-44 |
61* |
|
30. |
Средняя Нюкжа |
-52 |
-49 |
61* |
|
31. |
Тыган-Уркан |
-43 |
-41 |
61* |
|
32. |
Тында |
-48 |
-46 |
61* |
|
33. |
Унаха |
-48 |
-45 |
61* |
|
34. |
Усть-Нюкжа |
-47 |
-46 |
61* |
|
35. |
Черняево |
-45 |
-43 |
62* |
|
36. |
Шимановск |
-43 |
-41 |
62* |
|
37. |
Экимчан |
-47 |
-45 |
60* |
|
|
Архангельская область |
|
|
|
|
38. |
Архангельск |
-39 |
-37 |
57* |
|
39. |
Борковская |
-49 |
-47 |
56* |
|
40. |
Емецк |
-39 |
-38 |
58* |
|
41. |
Койнас |
-49 |
-47 |
57* |
|
42. |
Мезень |
-40 |
-39 |
54* |
|
43. |
Онега |
-38 |
-36 |
57* |
|
|
Астраханская область |
|
|
|
|
44. |
Астрахань |
-27 |
-26 |
67* |
|
45. |
Верхний Баскунчак |
-32 |
-30 |
67* |
|
46. |
Республика Башкортостан |
|
|
|
|
47. |
Белорецк |
-39 |
-37 |
58* |
|
48. |
Дуван |
-42 |
-39 |
59* |
|
49. |
Мелеуз |
-42 |
-39 |
62* |
|
50. |
Уфа |
-41 |
-39 |
60* |
|
51. |
Янаул |
-44 |
-40 |
61* |
|
|
Белгородская область |
|
|
|
|
52. |
Белгород |
-29 |
-28 |
63* |
|
|
Брянская область |
|
|
|
|
53. |
Брянск |
-34 |
-30 |
62 |
|
|
Республика Бурятия |
|
|
|
|
54. |
Бабушкин |
-33 |
-30 |
56* |
|
55. |
Баргузин |
-46 |
-44 |
61* |
|
56. |
Багдарин |
-46 |
-44 |
59* |
|
57. |
Кяхта |
-44 |
-37 |
60* |
|
58. |
Монды |
-38 |
-36 |
57* |
|
59. |
Нижнеангарск |
-38 |
-36 |
57* |
|
60. |
Сосново-Озерское |
-42 |
-40 |
59* |
|
61. |
Уакит |
-43 |
-42 |
57* |
|
62. |
Улан-Удэ |
-46 |
-40 |
62 |
|
63. |
Хоринск |
-44 |
-41 |
62* |
|
|
Владимирская область |
|
|
|
|
64. |
Владимир |
-38 |
-34 |
59 |
|
65. |
Муром |
-39 |
-35 |
59 |
|
|
Волгоградская область |
|
|
|
|
66. |
Волгоград |
-33 |
-30 |
66 |
|
67. |
Котельниково |
-32 |
-29 |
67* |
|
68. |
Эльтон |
-32 |
-31 |
67* |
|
|
Вологодская область |
|
|
|
|
69. |
Вологда |
-42 |
-37 |
57* |
|
70. |
Вытегра |
-40 |
-36 |
58* |
|
71. |
Никольск |
-42 |
-39 |
58* |
|
72. |
Тотьма |
-39 |
-37 |
58* |
|
|
Воронежская область |
|
|
|
|
73. |
Воронеж |
-32 |
-31 |
62* |
|
|
Республика Дагестан |
|
|
|
|
74. |
Дербент |
-16 |
-13 |
64* |
|
75. |
Махачкала |
-21 |
-19 |
64* |
|
|
Ивановская область |
|
|
|
|
76. |
Иваново |
-38 |
-34 |
59 |
|
77. |
Кинешма |
-39 |
-35 |
60* |
|
|
Иркутская область |
|
|
|
|
78. |
Алыгджер |
-41 |
-39 |
57* |
|
79. |
Бодайбо |
-52 |
-50 |
62* |
|
80. |
Братск |
-47 |
-46 |
59* |
|
81. |
Верхняя Гутара |
-42 |
-40 |
58* |
|
82. |
Дубровское |
-53 |
-52 |
61* |
|
83. |
Ербогачен |
-57 |
-54 |
60* |
|
84. |
Жигалово |
-51 |
-49 |
61* |
|
85. |
Зима |
-47 |
-45 |
61* |
|
86. |
Ика |
-56 |
-53 |
61* |
|
87. |
Илимск |
-50 |
-49 |
61* |
|
88. |
Иркутск |
-40 |
-38 |
60 |
|
89. |
Ичера |
-56 |
-54 |
61* |
|
90. |
Киренск |
-55 |
-53 |
61* |
|
91. |
Мама |
-50 |
-49 |
62* |
|
92. |
Марково |
-53 |
-51 |
62* |
|
93. |
Наканно |
-59 |
-57 |
60* |
|
94. |
Невон |
-52 |
-50 |
61* |
|
95. |
Непа |
-55 |
-52 |
60* |
|
96. |
Орлига |
-50 |
-49 |
61* |
|
97. |
Перевоз |
-51 |
-50 |
61* |
|
98. |
Преображенка |
-55 |
-53 |
60* |
|
99. |
Слюдянка |
-32 |
-31 |
56* |
|
100 |
Тайшет |
-46 |
-45 |
61* |
|
101 |
Тулун |
-45 |
-44 |
60* |
|
102 |
Усть-Ордынский - Бурятский АО |
-46 |
-44 |
61* |
|
|
Кабардино-Балкарская Республика |
|
|
|
|
103. |
Нальчик |
-24 |
-21 |
64 |
|
|
Калининградская область |
|
|
|
|
104. |
Калининград |
-29 |
-24 |
58 |
|
|
Республика Калмыкия - Хальмг Тангч |
|
|
|
|
105. |
Элиста |
-30 |
-27 |
67 |
|
|
Калужская область |
|
|
|
|
106. |
Калуга |
-34 |
-31 |
59 |
|
|
Камчатская область |
|
|
|
|
107. |
Апука - Корякский АО |
-36 |
-33 |
49* |
|
108. |
Ича - Корякский АО |
-30 |
-28 |
50* |
|
109. |
Ключи |
-43 |
-39 |
56* |
|
110. |
Козыревск |
-41 |
-39 |
57* |
|
111. |
Корф - Корякский АО |
-36 |
-34 |
51* |
|
112. |
Лопатка, мыс |
-18 |
-15 |
47* |
|
113. |
Мильково |
-43 |
-40 |
57* |
|
114. |
Начики |
-40 |
-39 |
54* |
|
115 |
о. Беринга |
-40 |
-39 |
54* |
|
116. |
Оссора - Корякский АО |
-35 |
-34 |
51* |
|
117. |
Петропавловск-Камчатский |
-26 |
-22 |
52 |
|
118. |
Семлячики |
-19 |
-18 |
52* |
|
119. |
Соболево |
-36 |
-34 |
52* |
|
120. |
Кроноки |
-26 |
-22 |
51* |
|
121. |
Ука |
-39 |
-37 |
52* |
|
122 |
Октябрьская |
-32 |
-30 |
50* |
|
123. |
Усть-Воямполка - Корякский АО |
-42 |
-38 |
50* |
|
124. |
Усть-Камчатск |
-37 |
-33 |
51* |
|
125. |
Усть-Хайрюзово |
-38 |
-35 |
51* |
|
|
Карачаево-Черкесская Республика |
|
|
|
|
126. |
Черкесск |
-23 |
-21 |
64 |
|
|
Республика Карелия |
|
|
|
|
127 |
Кемь |
-35 |
-32 |
54* |
|
128. |
Лоухи |
-38 |
-36 |
56* |
|
129. |
Олонец |
-38 |
-35 |
65* |
|
130. |
Паданы |
-35 |
-34 |
56* |
|
131. |
Петрозаводск |
-37 |
-34 |
55 |
|
132. |
Реболы |
-40 |
-37 |
56* |
|
|
Кемеровская область |
|
|
|
|
133. |
Кемерово |
-46 |
-42 |
61 |
|
134. |
Киселевск |
-45 |
-42 |
61* |
|
135. |
Кондома |
-46 |
-44 |
61* |
|
136. |
Мариинск |
-47 |
-43 |
61* |
|
137. |
Тайга |
-44 |
-43 |
59* |
|
138. |
Тисуль |
-44 |
-43 |
60* |
|
139. |
Топки |
-46 |
-42 |
60* |
|
140. |
Усть-Кабырза |
-46 |
-44 |
60* |
|
|
Кировская область |
|
|
|
|
141. |
Вятка |
-39 |
-37 |
60 |
|
142. |
Нагорское |
-42 |
-38 |
58* |
|
143. |
Савали |
-40 |
-37 |
60* |
|
|
Республика Коми |
|
|
|
|
144. |
Вендинга |
-46 |
-44 |
58* |
|
145. |
Воркута |
-46 |
-45 |
54* |
|
146. |
Объячево |
-41 |
-39 |
58* |
|
147. |
Петрунь |
-49 |
-47 |
55* |
|
148. |
Печора |
-51 |
-48 |
57* |
|
149. |
Сыктывкар |
-42 |
-41 |
57 |
|
150. |
Троицко-Печорск |
-47 |
-46 |
57* |
|
151. |
Усть-Уса |
-47 |
-44 |
56* |
|
152. |
Усть-Цильма |
-46 |
-44 |
56* |
|
153. |
Усть-Щугор |
-53 |
-50 |
57* |
|
154. |
Ухта |
-46 |
-44 |
57* |
|
|
Костромская область |
|
|
|
|
155. |
Кострома |
-40 |
-35 |
58 |
|
156. |
Чухлома |
-41 |
-37 |
58* |
|
157. |
Щарья |
-40 |
-37 |
58* |
|
|
Краснодарский край |
|
|
|
|
158. |
Краснодар |
-27 |
-23 |
67 |
|
159. |
Сочи |
-9 |
-6 |
62 |
|
160. |
Тихорецк |
-28 |
-25 |
66* |
|
|
Красноярский край |
|
|
|
|
161. |
Агата |
-57 |
-55 |
56* |
|
162. |
Ачинск |
-49 |
-45 |
60 |
|
163. |
Байкит - Эвенкийский АО |
-55 |
-53 |
60* |
|
164. |
Боготол |
-46 |
-43 |
60* |
|
165. |
Богучаны |
-51 |
-49 |
61* |
|
166. |
Ванавара - Эвенкийский АО |
-57 |
-55 |
60* |
|
167. |
Вельмо |
-55 |
-54 |
60* |
|
168. |
Верхнеимбатск |
-56 |
-52 |
58* |
|
169. |
Волочанка |
-56 |
-53 |
54* |
|
170. |
Диксон - Таймырский АО |
-45 |
-44 |
43* |
|
171. |
Дудинка - Таймырский АО |
-53 |
-51 |
54* |
|
172. |
Енисейск |
-53 |
-49 |
60* |
|
173. |
Ессей - Эвенкийский АО |
-58 |
-56 |
55* |
|
174. |
Игарка |
-54 |
-53 |
56* |
|
175. |
Канск |
-48 |
-46 |
61* |
|
176. |
Кежма |
-54 |
-52 |
62* |
|
177. |
Ключи |
-45 |
-43 |
62* |
|
178 |
Красноярск |
-48 |
-44 |
60 |
|
179. |
Минусинск |
-46 |
-44 |
62* |
|
180. |
Таимба |
-55 |
-53 |
61* |
|
181. |
Троицкое |
-51 |
-50 |
61* |
|
182. |
Тура - Эвенкийский АО |
-59 |
-57 |
60* |
|
183. |
Туруханск |
-59 |
-56 |
57* |
|
184. |
Хатанга - Таймырский АО |
-55 |
-52 |
53* |
|
185. |
Челюскин, мыс |
-46 |
-44 |
40* |
|
|
Таймырский АО |
|
|
|
|
186. |
Ярцево |
-53 |
-50 |
60* |
|
|
Курганская область |
|
|
|
|
187. |
Курган |
-43 |
-41 |
61 |
|
|
Курская область |
|
|
|
|
188. |
Курск |
-32 |
-30 |
60 |
|
|
Липецкая область |
|
|
|
|
189. |
Липецк |
-34 |
-31 |
61 |
|
|
Ленинградская область |
|
|
|
|
190. |
Свирица |
-37 |
-34 |
58* |
|
191. |
Тихвин |
-37 |
-34 |
58* |
|
192. |
Санкт-Петербург |
-33 |
-30 |
58* |
|
|
Магаданская область |
|
|
|
|
193. |
Аркагала |
-56 |
-54 |
56* |
|
194. |
Брохово |
-41 |
-38 |
51* |
|
195. |
Магадан (Нагаева, бухта) |
-34 |
-32 |
49* |
|
196. |
Омсукчан |
-56 |
-53 |
55* |
|
197. |
Палатка |
-46 |
-41 |
55* |
|
198. |
Среднекан |
-58 |
-53 |
58* |
|
199 |
Сусуман |
-59 |
-57 |
56* |
|
|
Республика Марий Эл |
|
|
|
|
200. |
Йошкар-Ола |
-42 |
-39 |
59 |
|
|
Республика Мордовия |
|
|
|
|
201. |
Саранск |
-38 |
-34 |
61 |
|
|
Московская область |
|
|
|
|
202. |
Дмитров |
-36 |
-33 |
58* |
|
203. |
Кашира |
-36 |
-32 |
59* |
|
204. |
Москва |
-36 |
-32 |
59 |
|
|
Мурманская область |
|
|
|
|
205. |
Вайда-Руба |
-22 |
-20 |
50* |
|
206. |
Кандалакша |
-38 |
-34 |
55* |
|
207. |
Ковдор |
-45 |
-39 |
54* |
|
208. |
Краснощелье |
-41 |
-37 |
54* |
|
209. |
Ловозеро |
-40 |
-38 |
54* |
|
210. |
Мончегорск |
-40 |
-38 |
54* |
|
211. |
Мурманск |
-35 |
-32 |
51 |
|
212. |
Ниванкюль |
-46 |
-40 |
54* |
|
213. |
Пулозеро |
-44 |
-39 |
54* |
|
214. |
Пялица |
-32 |
-29 |
50* |
|
215. |
Териберка |
-26 |
-24 |
49* |
|
216. |
Терско-Орловский |
-29 |
-27 |
49* |
|
217. |
Умба |
-37 |
-33 |
54* |
|
218. |
Юкспор |
-31 |
-26 |
48* |
|
|
Нижегородская область |
|
|
|
|
219. |
Арзамас |
-40 |
-36 |
60* |
|
220. |
Выкса |
-38 |
-34 |
60* |
|
221. |
Нижний Новгород |
-38 |
-34 |
59* |
|
222. |
Новгородская область |
|
|
|
|
223. |
Новгород |
-38 |
-31 |
57 |
|
|
Новосибирская область |
|
|
|
|
224. |
Барабинск |
-44 |
-42 |
60* |
|
225. |
Болотное |
-43 |
-42 |
60* |
|
226. |
Карасук |
-42 |
-41 |
62* |
|
227. |
Кочки |
-45 |
-42 |
61* |
|
228. |
Купино |
-42 |
-41 |
61* |
|
229. |
Кыштовка |
-46 |
-43 |
60* |
|
230. |
Новосибирск |
-44 |
-42 |
60* |
|
231. |
Татарск |
-43 |
-41 |
60* |
|
232. |
Чулым |
-44 |
-42 |
60* |
|
|
Омская область |
|
|
|
|
233. |
Исиль-Куль |
-43 |
-40 |
60* |
|
234. |
Омск |
-42 |
-41 |
61* |
|
235. |
Тара |
-46 |
-43 |
59* |
|
236. |
Черлак |
-41 |
-40 |
62* |
|
|
Оренбургская область |
|
|
|
|
237. |
Оренбург |
-37 |
-36 |
65* |
|
|
Орловская область |
|
|
|
|
238. |
Орел |
-35 |
-31 |
60 |
|
|
Пензенская область |
|
|
|
|
239. |
Земетчино |
-37 |
-34 |
61 |
|
240. |
Пенза |
-35 |
-33 |
61 |
|
|
Пермская область |
|
|
|
|
241. |
Бисер |
-44 |
-40 |
57 |
|
242. |
Пермь |
-42 |
-39 |
59 |
|
|
Приморский край |
|
|
|
|
243. |
Анучино |
-35 |
-33 |
63* |
|
244. |
Астраханка |
-30 |
-29 |
61* |
|
245. |
Богополь |
-26 |
-25 |
61* |
|
246. |
Владивосток |
-27 |
-26 |
61* |
|
247. |
Дальнереченск |
-36 |
-34 |
62* |
|
248. |
Мельничное |
-39 |
-34 |
62* |
|
249. |
Партизанск |
-26 |
-24 |
61* |
|
250. |
Посьет |
-23 |
-22 |
61* |
|
251. |
Преображение |
-23 |
-21 |
59* |
|
252. |
Рудная Пристань |
-25 |
-23 |
59* |
|
253. |
Чугуевка |
-36 |
-35 |
63* |
|
|
Псковская область |
|
|
|
|
254. |
Великие Луки |
-34 |
-31 |
59* |
|
255. |
Псков |
-35 |
-31 |
58* |
|
|
Ростовская область |
|
|
|
|
256. |
Миллерово |
-31 |
-29 |
64* |
|
257. |
Ростов-на-Дону |
-29 |
-27 |
66* |
|
258. |
Таганрог |
-28 |
-26 |
64* |
|
|
Рязанская область |
|
|
|
|
259. |
Рязань |
-36 |
-33 |
60* |
|
|
Самарская область |
|
|
|
|
260. |
Самара |
-39 |
-36 |
62* |
|
|
Свердловская область |
|
|
|
|
261. |
Верхотурье |
-46 |
-42 |
59* |
|
262. |
Екатеринбург |
-42 |
-40 |
59* |
|
263. |
Ивдель |
-46 |
-43 |
58* |
|
|
Саратовская область |
|
|
|
|
264. |
Саратов |
-34 |
-33 |
64 |
|
|
Сахалинская область |
|
|
|
|
265. |
Александровск-Сахалинский |
-32 |
-30 |
56* |
|
266. |
Долинск |
-29 |
-27 |
58* |
|
267. |
Кировское |
-40 |
-39 |
57* |
|
268. |
Корсаков |
-25 |
-23 |
56* |
|
269. |
Курильск |
-21 |
-17 |
55* |
|
270. |
Макаров |
-27 |
-26 |
55* |
|
271. |
Невельск |
-20 |
-19 |
57* |
|
272. |
Ноглики |
-36 |
-35 |
55* |
|
273. |
Оха |
-34 |
-32 |
54* |
|
274. |
Погиби |
-34 |
-33 |
54* |
|
275. |
Поронайск |
-34 |
-31 |
55* |
|
276. |
Рыбновск |
-38 |
-36 |
54* |
|
277. |
Холмск |
-22 |
-21 |
57* |
|
278. |
Южно-Курильск |
-16 |
-15 |
54* |
|
279. |
Южно-Сахалинск |
-28 |
-26 |
59* |
|
|
Республика Северная Осетия |
|
|
|
|
280. |
Владикавказ |
-24 |
-20 |
62 |
|
|
Смоленская область |
|
|
|
|
281. |
Вязьма |
-35 |
-32 |
58* |
|
282. |
Смоленск |
-34 |
-31 |
58 |
|
|
Ставропольский край |
|
|
|
|
283. |
Арзгир |
-30 |
-26 |
67* |
|
284. |
Ставрополь |
-26 |
-23 |
64 |
|
|
Тамбовская область |
|
|
|
|
285. |
Тамбов |
-34 |
-32 |
62 |
|
|
Республика Татарстан |
|
|
|
|
286. |
Бугульма |
-40 |
-36 |
60* |
|
287. |
Елабуга |
-42 |
-38 |
61* |
|
288. |
Казань |
-41 |
-36 |
60 |
|
|
Тверская область |
|
|
|
|
289. |
Бежецк |
-38 |
-34 |
58* |
|
290. |
Тверь |
-37 |
-33 |
58 |
|
291. |
Ржев |
-37 |
-33 |
58* |
|
|
Томская область |
|
|
|
|
292. |
Александровское |
-49 |
-46 |
58* |
|
293. |
Колпашево |
-47 |
-45 |
59* |
|
294. |
Средний Васюган |
-47 |
-46 |
59* |
|
295. |
Томск |
-47 |
-44 |
62* |
|
296. |
Усть-Озерное |
-48 |
-47 |
62* |
|
|
Республика Тыва |
|
|
|
|
297. |
Кызыл |
-49 |
-48 |
62 |
|
|
Тульская область |
|
|
|
|
298. |
Тула |
-35 |
-31 |
60 |
|
|
Тюменская область |
|
|
|
|
299. |
Березово - Ханты-Мансийский АО |
-50 |
-48 |
56* |
|
300. |
Демьянское |
-47 |
-45 |
58* |
|
301. |
Кондинское - Ханты-Мансийский АО |
-47 |
-44 |
60* |
|
302. |
Леуши |
-46 |
-43 |
59* |
|
303. |
Марресаля |
-45 |
-44 |
47* |
|
304. |
Надым |
-53 |
-49 |
57* |
|
305. |
Октябрьское |
-47 |
-45 |
58* |
|
306. |
Салехард |
-48 |
-46 |
52 |
|
307. |
Сосьва |
-51 |
-48 |
58* |
|
308. |
Сургут - Ханты-Мансийский АО |
-48 |
-47 |
56 |
|
309. |
Тарко-Сале - Ямало-Ненецкий АО |
-53 |
-50 |
57* |
|
310. |
Тобольск |
-47 |
-43 |
59* |
|
311. |
Тюмень |
-45 |
-42 |
59 |
|
312. |
Угут |
-49 |
-46 |
59* |
|
313. |
Уренгой Ямало-Ненецкий АО |
-53 |
-50 |
54 |
|
314. |
Ханты-Мансийск |
-47 |
-45 |
57 |
|
|
Ханты - Мансийский АО |
|
|
|
|
|
Удмуртская Республика |
|
|
|
|
315. |
Глазов |
-42 |
-39 |
59* |
|
316. |
Ижевск |
-41 |
-38 |
59 |
|
317. |
Сарапул |
-41 |
-38 |
62* |
|
|
Ульяновская область |
|
|
|
|
318. |
Сурское |
-39 |
-36 |
61* |
|
319. |
Ульяновск |
-38 |
-36 |
61* |
|
|
Хабаровский край |
|
|
|
|
320. |
Аян |
-33 |
-31 |
52* |
|
321. |
Байдуков |
-37 |
-35 |
54* |
|
322. |
Бикин |
-38 |
-34 |
63* |
|
323. |
Бира |
-37 |
-35 |
62* |
|
324. |
Биробиджан |
-38 |
-34 |
62* |
|
325. |
Вяземский |
-38 |
-34 |
62* |
|
326. |
Гвасюги |
-39 |
-37 |
62* |
|
327. |
Гроссевичи |
-26 |
-25 |
55* |
|
328. |
Де-Кастри |
-30 |
-29 |
55* |
|
329. |
Джаорэ |
-36 |
-32 |
55* |
|
330. |
Екатерино-Никольское |
-34 |
-32 |
62* |
|
331. |
Комсомольск-на-Амуре |
-38 |
-37 |
61* |
|
332. |
Нижнетамбовское |
-40 |
-38 |
61* |
|
333. |
Николаевск-на-Амуре |
-41 |
-38 |
57* |
|
334. |
Облучье |
-40 |
-39 |
62* |
|
335. |
Охотск |
-38 |
-36 |
|
|
336. |
Им. Полины Осипенко |
-45 |
-43 |
52* |
|
337. |
Сизиман |
-30 |
-29 |
60* |
|
338. |
Советская Гавань |
-32 |
-30 |
56* |
|
339. |
Софийский Прииск |
-47 |
-45 |
57* |
|
340. |
Средний Ургал |
-43 |
-42 |
58* |
|
341. |
Троицкое |
-36 |
-34 |
62* |
|
342. |
Хабаровск |
-37 |
-34 |
62* |
|
343. |
Чумикан |
-35 |
-34 |
54* |
|
344. |
Энкэн |
-31 |
-30 |
53* |
|
|
Республика Хакассия |
|
|
|
|
345. |
Абакан |
-44 |
-42 |
62* |
|
346. |
Шира |
-43 |
-40 |
60* |
|
|
Челябинская область |
|
|
|
|
347. |
Челябинск |
-39 |
-38 |
60 |
|
|
Чеченская Республика |
|
|
|
|
348. |
Грозный |
-23 |
-22 |
67 |
|
|
Читинская область |
|
|
|
|
349. |
Агинское |
-42 |
-38 |
61* |
|
350. |
Акша |
-41 |
-38 |
61* |
|
351. |
Александровский Завод |
-43 |
-41 |
60* |
|
352. |
Борзя |
-45 |
-42 |
62* |
|
353. |
Дарасун |
-40 |
-37 |
60* |
|
354. |
Калакан |
-51 |
-49 |
61* |
|
355. |
Красный Чикой |
-44 |
-42 |
60* |
|
356. |
Могоча |
-47 |
-45 |
60* |
|
357. |
Нерчинск |
-48 |
-46 |
62* |
|
358. |
Нерчинский Завод |
-45 |
-43 |
61* |
|
359. |
Средний Калар |
52 |
-50 |
60* |
|
360. |
Тунгокочен |
-48 |
-46 |
60* |
|
361. |
Тупик |
-50 |
-46 |
60* |
|
362. |
Чара |
-50 |
-49 |
59* |
|
363. |
Чита |
-44 |
-41 |
61 |
|
|
Чувашская Республика - Чувашия |
|
|
|
|
364. |
Порецкое |
-40 |
-36 |
60* |
|
365. |
Чебоксары |
-40 |
-36 |
60* |
|
|
Чукотский АО (Магаданская область) |
|
|
|
|
366. |
Анадырь |
-43 |
-42 |
50* |
|
367. |
Марково |
-52 |
-50 |
55* |
|
368. |
Островное |
-57 |
-53 |
55* |
|
369. |
Усть-Олой |
-57 |
-54 |
55* |
|
370. |
Эньмувеем |
-54 |
-51 |
54* |
|
|
Республика Саха (Якутия) |
|
|
|
|
371. |
Алдан |
-48 |
-44 |
58* |
|
372. |
Аллах-Юнь |
-57 |
-56 |
58* |
|
373. |
Амга |
-59 |
-58 |
61* |
|
374. |
Батамай |
-58 |
-56 |
59* |
|
375. |
Бердигястях |
-58 |
-57 |
60* |
|
376. |
Булга |
-57 |
-55 |
61* |
|
377. |
Верхоянск |
-63 |
-61 |
58* |
|
378. |
Вимойск |
-58 |
-56 |
60* |
|
379. |
Витим |
-56 |
-54 |
61* |
|
380. |
Воронцово |
-55 |
-53 |
53* |
|
381. |
Джалинда |
-62 |
-59 |
55* |
|
382. |
Джарджан |
-58 |
-55 |
56* |
|
383. |
Джикимда |
-56 |
-54 |
62* |
|
384. |
Дружина |
-57 |
-56 |
55* |
|
385. |
Кюсюр |
-62 |
-60 |
58* |
|
386. |
Жиганск |
-57 |
-55 |
57* |
|
387. |
Зырянка |
-54 |
-53 |
57* |
|
388. |
Исить |
-53 |
-52 |
60* |
|
389. |
Иэма |
-61 |
-60 |
55* |
|
390. |
Крест-Хальджай |
-59 |
-58 |
60* |
|
391. |
Кюсюр |
-58 |
-56 |
53* |
|
392. |
Ленск |
-55 |
-53 |
60* |
|
393. |
Нагорный |
-48 |
-46 |
58* |
|
394. |
Нера |
-62 |
-60 |
58* |
|
395. |
Нюрба |
-58 |
-56 |
60* |
|
396. |
Нюя |
-56 |
-53 |
62* |
|
397. |
Оймякон |
-63 |
-62 |
57* |
|
398. |
Олекминск |
-55 |
-52 |
61* |
|
399. |
Оленек |
-62 |
-59 |
57* |
|
400. |
Охотский Перевоз |
-58 |
-57 |
60* |
|
401. |
Сангар |
-53 |
-52 |
59* |
|
402. |
Саскылах |
-57 |
-54 |
53* |
|
403. |
Среднеколымск |
-54 |
-53 |
55* |
|
404. |
Сунтар |
-56 |
-54 |
60* |
|
405. |
Сухана |
-60 |
-59 |
57* |
|
406. |
Сюльдюкар |
-61 |
-58 |
60* |
|
407. |
Сюрен-Кюель |
-51 |
-50 |
55* |
|
408. |
Токо |
-55 |
-53 |
58* |
|
409. |
Томмот |
-56 |
-54 |
61* |
|
410. |
Томпо |
-59 |
-58 |
59* |
|
411. |
Туой-Хая |
-58 |
-55 |
59* |
|
412. |
Тяня |
-55 |
-53 |
62* |
|
413. |
Усть-Мая |
-58 |
-56 |
60* |
|
414. |
Усть-Миль |
-55 |
-54 |
61* |
|
415. |
Усть-Мома |
-62 |
-60 |
58* |
|
416. |
Чульман |
-55 |
-52 |
59* |
|
417. |
Чурапча |
-61 |
-59 |
61* |
|
418. |
Шелагонцы |
-61 |
-59 |
58* |
|
419. |
Эйск |
-56 |
-54 |
57* |
|
420. |
Якутск |
-59 |
-57 |
59* |
|
|
Ненецкий АО (Архангельская область) |
|
|
|
|
421. |
Варандей |
-40 |
-39 |
49* |
|
422. |
Индига |
-39 |
-38 |
50* |
|
423. |
Канин Нос |
-28 |
-25 |
47* |
|
424. |
Коткино |
-49 |
-47 |
55* |
|
425. |
Нарьян-Мар |
-44 |
-42 |
53* |
|
426. |
Ходовариха |
-39 |
-37 |
47* |
|
427. |
Хоседа-Хард |
-48 |
-46 |
55* |
|
|
Ярославская область |
|
|
|
|
428. |
Ярославль |
-37 |
-34 |
58* |
7.5. Так как данные, взятые из СНиП 23.01.99, получены за 50-летний отрезок времени, и учитывая возможные изменения климата за последние десятилетия, специалистам по проектированию, желающим уточнить нормы, приведенные в табл. 2, рекомендуется воспользоваться данными соответствующих метеорологических станций для уточнения и учета указанных норм в конкретных проектах за последние 20 лет.
8. ПРИНЦИПЫ И МЕТОДОЛОГИЯ ПОДБОРА СОСТАВА ПОЛИМЕРНО-БИТУМНЫХ ВЯЖУЩИХ
8.1. Основной принцип подбора состава ПБВ заключается в обеспечении требуемых для данных условий эксплуатации показателей их физико-механических свойств при таких технологических характеристиках, которые бы гарантировали возможность применения данного вяжущего в рамках существующей технологии.
Основной технологической характеристикой ПБВ, свидетельствующей о требуемой совместимости компонентов для его приготовления, а также косвенно о том, что ПБВ, как и битум, можно отнести к коллоидным дисперсиям и о готовности ПБВ, является однородность, показатель, регламентированный ГОСТ Р 52056-2003 и ОСТ 218.010-98.
Важнейшей технологической характеристикой ПБВ является температура вспышки, которая гарантирует пожарную безопасность процесса производства работ и определяет температурные режимы его приготовления.
8.2. Основными эксплуатационными показателями свойств органических вяжущих материалов, нормируемых в действующей документации, являются:
температура хрупкости по Фраасу характеризует переход вяжущего в хрупкое состояние или нижнюю границу температурного интервала работоспособности и трещиностойкость покрытия с его применением;
температура размягчения по методу «Кольцо и Шар» характеризует переход вяжущего из упруговязкого в вязкое реологическое состояние или верхнюю границу температурного интервала работоспособности и сдвигоустойчивости покрытия с его применением;
эластичность при 25 °С (способность к большим задержанным упругим деформациям) свидетельствует о наличии пространственной эластичной структурной сетки полимера в вяжущем, устойчивость к многократным динамическим воздействиям и долговечность покрытия при положительных температурах до образования необратимых сдвиговых деформаций на покрытии и усталостных трещин;
эластичность при 0 °С характеризует устойчивость к многократным динамическим воздействиям и долговечность покрытия при низких и отрицательных температурах до образования усталостных и температурных трещин на покрытии;
изменение температуры размягчения после прогрева свидетельствует об устойчивости вяжущего к старению;
сцепление ПБВ с поверхностью минеральных материалов как основных, так и кислых пород, свидетельствует об адгезионных свойствах ПБВ.
8.3. Другие, перечисленные ниже, показатели свойств ПБВ позволяют достаточно полно характеризовать его качество и не коррелируют друг с другом:
глубина проникания иглы при 25 °С характеризует консистенцию вяжущего, является его маркировочным признаком, и, как правило, пропорциональна технологической вязкости;
глубина проникания иглы при 0 °С характеризует деформативность вяжущего при 0 °С;
растяжимость при 25 °С характеризует степень структурированности вяжущего, а также косвенно - однородность ПБВ и его максимальное относительное удлинение;
растяжимость при 0 °С характеризует пластичность ПБВ при 0 °С, однородность, а также трещиностойкость покрытий с их применением при минус 20 °С и реальной скорости развития температурных деформаций.
8.4. При подборе состава ПБВ прежде всего необходимо получить требуемые для заданных условий эксплуатации показатели свойств ПБВ (см. п. 7.4, табл. 1, 2).
8.5. Подбор состава ПБВ следует производить в следующем порядке.
8.5.1. Определяются требуемые для данного района строительства и условий эксплуатации температуры хрупкости и размягчения вяжущего (табл. 2) и показатели эластичности (табл. 1).
8.5.2. Устанавливается минимально необходимое содержание пластификатора (Пmin) в вяжущем, исходя из требуемой температуры хрупкости, т.е. подбирается экспериментально такое количество пластификатора для данного битума, чтобы его температура хрупкости стала ниже требуемой для ПБВ на 2 - 3 °С (например, требуемая температура хрупкости ПБВ по Фраасу - минус 25 °С, а для битума с пластификатором - минус 28 °С). Если температура хрупкости исходного битума соответствует расчетному значению с требуемым запасом, а ПБВ готовится по первому способу, то необходимость применения пластификатора и его содержание определяются минимально необходимой глубиной проникания иглы для ПБВ заданной марки при 25 °С и требуемой производительностью работ по приготовлению ПБВ. (Увеличение содержания пластификатора в ПБВ сокращает время его приготовления).
8.5.3. Определяется минимальное содержание полимера (СБСmin) в вяжущем в зависимости от требуемых температуры размягчения и эластичности. Для этого в битум добавляют минимальное количество пластификатора (см. п. 8.5.2) и порционно - 2 % полимера. Смесь перемешивают до однородного состояния, начиная при температуре 110 - 120 °С и постепенно повышая до 155 - 160 °С. Однородность смеси оценивают по стеклянной палочке (раздел 13.2), эластичность - экспресс-методом (раздел 13.5). Если указанные показатели соответствуют требуемым значениям, то готовят ПБВ (около 0,5 кг) для определения всего комплекса показателей свойств по ОСТ 218-010-98 или ГОСТ Р 52056-2003, если они не достигли требуемых значений, то увеличивают содержание полимера в смеси с шагом в 0,5 %.
8.5.4. Приготавливают несколько образцов ПБВ с Пmin, при этом содержание полимера типа СБСmin должно составлять СБСmin +0,5; +1,0; +1,5; +2,0; +2,5; +3,0 %.
У приготовленных образцов ПБВ определяют в первую очередь однородность и только после ее достижения - весь комплекс показателей.
Если блоксополимер типа СБС не содержит в своем составе ПАВ, то показатель сцепления ПБВ со щебнем и песком, как правило, не соответствует требованиям, изложенным в табл. 1. В этом случае в ПБВ вводят ПАВ в минимальном количестве, позволяющем обеспечить указанное выше требование.
Анализ полученных данных позволяет определить состав ПБВ с минимально необходимым содержанием пластификатора и полимера, свойства которых удовлетворяют техническим требованиям.
Раствор блоксополимеров типа СБС рекомендуется готовить на отдельных базах при соответствующем технико-экономическом обосновании только в той концентрации, которая устанавливается при подборе состава ПБВ для данной области эксплуатации. В целях облегчения перекачки и транспортировки высококонцентрированных растворов полимера рекомендуется приготавливать БРП.
8.6. В производственных условиях необходимо корректировать состав ПБВ, так как промышленные партии битумов различаются не только по конкретным показателям качества, но и по маркам; партии полимера - по качеству. В связи с этим на первых этапах освоения производства и применения ПБВ необходимо систематически набирать данные по концентрационным зависимостям всех стандартных показателей свойств от содержания полимера, пластификатора и глубины проникания иглы исходного битума. Эти данные необходимо использовать для составления производственных номограмм в табличной или графической форме.
9. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРИГОТОВЛЕНИЯ, ПРИМЕНЕНИЯ И ПОДБОРА СОСТАВОВ ПОЛИМЕРАСФАЛЬТОБЕТОННЫХ СМЕСЕЙ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
9.1. Полимерасфальтобетонные смеси.
9.1.1. ПБВ для горячих полимерасфальтобетонных смесей должно удовлетворять требованиям ОСТ 218.010-98, ГОСТ Р 52056-2003 и комплексу требований, изложенному в разделе 7.
9.1.2. Горячие полимерасфальтобетонные смеси должны удовлетворять требованиям ТУ 5718-059-01393697-2005 «Вяжущие полимерно-битумные на основе блоксополимеров типа СБС и полимерасфальтобетон. Технические условия» (взамен ТУ 35 1669-88) и требованиям, изложенным ниже в данном разделе.
При использовании полимерасфальтобетона необходимо в Проекте на данный вид работ делать записи о том, чему соответствует его качество ГОСТ 9128-97 или вышеуказанному ТУ, до введения в действие национального стандарта на полимерасфальтобетон.
9.1.3. Особенности подбора состава полимерасфальтобетонных смесей обусловлены более высокой степенью разрушения структуры пленок ПБВ по сравнению с пленками битума при высоких напряжениях сдвига, характерных для завершающего этапа разрушения образцов при испытании на одноосное сжатие. На начальном этапе деформирования образца, соответствующем условию работы покрытия, вязкость и динамический предел текучести сдвига для полимерасфальтобетона выше, чем для асфальтобетона. Это позволило снизить требования к пределу прочности полимерасфальтобетона при 20 и 50 °С (см. п. 9.2.13). Если требования заказчика жестко ограничены ГОСТ 9128-97, то повысить значения указанных показателей можно либо за счет уменьшения пористости минерального остова смеси, либо увеличения в ее составе содержания фракций мельче 0,071 мм.
9.1.4. Полимерасфальтобетонные смеси на ПБВ следует приготавливать только в асфальтобетонных смесителях, оборудованных лопастными мешалками, принудительного перемешивания при температуре не выше 160 °С.
9.1.5. При устройстве покрытий из горячих полимерасфальтобетонных смесей следует учитывать следующее:
полимерасфальтобетонные смеси на основе ПБВ имеют более высокий коэффициент уплотнения, поэтому толщину слоя при укладке асфальтоукладчиком (с включенным трамбующим брусом) назначают на 30 - 35 % больше проектной;
температура горячей полимерасфальтобетонной смеси в шнековой камере асфальтоукладчика должна быть не ниже 130 °С, при уплотнении рекомендуется температура 90 - 140 °С.
9.1.6. Полимерасфальтобетонные покрытия при пониженных температурах следует устраивать с учетом положений «Пособия по строительству асфальтобетонных покрытий и оснований автомобильных дорог и аэродромов» к СНиП 3.06.03-85 и СНиП 3.06.06-88.
9.1.7. При укладке покрытий из горячих полимерасфальтобетонных смесей рекомендуется в звено катков включать тяжелый самоходный каток на пневматических шинах.
9.1.8. Для обеспечения высокого качества продольных стыков покрытия рекомендуется укладываемые полосы полимерасфальтобетонных смесей в месте сопряжения не укатывать (на ширину 15 - 20 см с каждой стороны) до уплотнения стыка тяжелым катком.
9.2. Технические требования к полимерасфальтобетону
9.2.1. Основные параметры и типы
9.2.2. Полимерасфальтобетонные смеси и полимерасфальтобетоны в зависимости от вида минеральной составляющей подразделяют на: щебеночные, песчаные, щебеночно-мастичные.
9.2.3. Горячие смеси и полимерасфальтобетоны в зависимости от наибольшего размера минеральных зерен подразделяют на мелкозернистые - с размером зерен до 20 мм, песчаные - с размером зерен до 5 мм.
Щебеночно-мастичные асфальтобетонные смеси и щебеночно-мастичный асфальтобетон в зависимости от крупности применяемого щебня подразделяют на виды: ЩМА-20 - с наибольшим размером зерен до 20 мм; ЩМА-15 - до 15 мм; ЩМА-10 - до 10 мм.
9.2.4. Полимерасфальтобетоны из горячих смесей в зависимости от величины остаточной пористости подразделяют на виды: высокоплотные - с остаточной пористостью от 0,5 до 1,5 %, плотные - свыше 1,5 до 3,5 %.
9.2.5. Высокоплотные горячие смеси и соответствующие им полимерасфальтобетоны содержат щебень свыше 50 до 70 %.
9.2.6. Щебеночные горячие смеси и плотные полимерасфальтобетоны в зависимости от содержания в них щебня (или гравия) подразделяют на типы: А - с содержанием щебня свыше 50 до 60 %, Б - свыше 40 до 50 %, В - свыше 30 до 40 %.
Горячие песчаные смеси и соответствующие им полимерасфальтобетоны в зависимости от вида песка подразделяют на типы:
Г - на песках из отсевов дробления;
Д - на природных песках или смесях природных песков с отсевами дробления при содержании последних не менее 50 % по массе. Рекомендуется исключить применение мелкозернистых песков.
9.2.7. Смеси и полимерасфальтобетоны в зависимости от показателей физико-механических свойств полимерасфальтобетона и применяемых материалов подразделяют на марки, указанные в табл. 3.
Виды и типы смесей и асфальтобетонов
|
Марки |
|
|
Горячие: |
|
|
Высокоплотные |
I |
|
Плотные типов: |
|
|
А |
I, II |
|
Б, Г |
I, II |
|
в, д |
II |
9.2.8. Полимерасфальтобетонные и щебеночно-мастичные смеси (далее смеси) должны приготавливаться в соответствии с требованиями настоящих технических условий по технологическому регламенту, утвержденному в установленном порядке предприятием-изготовителем.
9.2.9. Для приготовления полимерасфальтобетонных смесей следует использовать ПБВ, отвечающие требованиям настоящих рекомендаций (табл. 1), требованиям ОСТ 218.010-98, ГОСТ Р 52056-2003, минеральные материалы должны соответствовать требованиям ГОСТ 9128-97.
Зерновые составы полимерасфальтобетонных смесей должны удовлетворять требованиям, приведенным в табл. 4, 5, щебеночно-мастичных - в табл. 6.
Для приготовления полимерасфальтобетонных смесей следует применять ПБВ, соответствующие требованиям раздела 7.
9.2.10. Температуру перемешивания ПБВ с минеральными материалами рекомендуется увеличивать на 10 - 20 °С выше, чем при использовании битумов той же пенетрации (см. табл. 11).
9.2.11. Показатели физико-механических свойств высокоплотных и плотных полимерасфальтобетонов из горячих смесей различных марок, применяемые в конкретных дорожно-климатических зонах, должны соответствовать требованиям, указанным в табл. 7. Требования к эластичности полимерасфальтобетона в зависимости от применяемой марки ПБВ приведены в табл. 8.
9.2.12. Показатели физико-механических свойств щебеночно-мастичных полимерасфальтобетонов должны соответствовать требованиям, приведенным в табл. 9.
Требования к зерновым составам минеральной части смесей и полимерасфальтобетонов на ПБВ 300, ПБВ 200, ПБВ 130 для верхних слоев покрытий
В процентах по массе
|
Размер зерен, мм, мельче |
||||||||||
|
20 |
15 |
10 |
5 |
2,5 |
1,25 |
0,63 |
0,315 |
0,16 |
0,071 |
|
|
Горячие: высокоплотные плотные типов |
90 - 100 |
70 - 100 (90 - 100) |
56 - 100 (90 - 100) |
35 - 50 |
24 - 50 |
18 - 50 |
13 - 50 |
12 - 50 |
11 - 28 |
10 - 16 |
|
|
Непрерывные зерновые составы |
|||||||||
|
А |
90 - 100 |
75 - 100 (90 - 100) |
62 - 100 (90 - 100) |
40 - 50 |
28 - 38 |
20 - 32 |
14 - 23 |
10 - 16 |
6 - 14 |
4 - 12 |
|
Б |
90 - 100 |
80 - 100 |
70 - 100 |
50 - 60 |
38 - 48 |
28 - 40 |
20 - 30 |
14 - 22 |
10 - 16 |
6 - 12 |
|
В |
90 - 100 |
85 - 100 |
75 - 100 |
60 - 70 |
48 - 60 |
37 - 50 |
28 - 40 |
20 - 30 |
13 - 20 |
8 - 14 |
|
Г |
- |
- |
- |
80 - 100 |
65 - 82 |
45 - 65 |
30 - 50 |
22 - 38 |
14 - 30 |
12 - 25 |
|
Д |
- |
- |
- |
80 - 100 |
60 - 93 |
45 - 85 |
30 - 75 |
22 - 55 |
15 - 35 |
12 - 25 |
|
|
Прерывистые зерновые составы |
|||||||||
|
А |
90 - 100 |
75 - 100 |
62 - 100 |
40 - 50 |
28 - 50 |
20 - 50 |
20 - 50 |
10 - 28 |
6 - 16 |
4 - 10 |
|
Б |
90 - 100 |
80 - 100 |
70 - 100 |
50 - 60 |
38 - 60 |
28 - 60 |
28 - 60 |
14 - 34 |
10 - 20 |
6 - 12 |
1. В скобках указаны требования к зерновым составам минеральной части полимерасфальтобетонных смесей при ограничении проектной документацией крупности применяемого щебня.
Требования к зерновым составам минеральной части смесей и полимерасфальтобетонов на ПБВ 90, ПБВ 60, ПБВ 40 для верхних слоев покрытий
В процентах по массе
|
Размер зерен, мм, мельче |
||||||||||
|
20 |
15 |
10 |
5 |
2,5 |
1,25 |
0,63 |
0,315 |
0,16 |
0,071 |
|
|
Горячие: высокоплотные плотные типов |
90 - 100 |
70 - 100 (90 - 100) |
56 - 100 (90 - 100) |
35 - 50 |
24 - 50 |
18 - 50 |
13 - 50 |
12 - 50 |
11 - 28 |
10 - 16 |
|
|
Непрерывные зерновые составы |
|||||||||
|
А |
90 - 100 |
75 - 100 (90 - 100) |
62 - 100 (90 - 100) |
40 - 50 |
28 - 38 |
20 - 28 |
14 - 20 |
10 - 16 |
6 - 12 |
4 - 10 |
|
Б |
90 - 100 |
80 - 100 |
70 - 100 |
50 - 60 |
38 - 48 |
28 - 37 |
20 - 28 |
14 - 22 |
10 - 16 |
6 - 12 |
|
В |
90 - 100 |
85 - 100 |
75 - 100 |
60 - 70 |
48 - 60 |
37 - 50 |
28 - 40 |
20 - 30 |
13 - 20 |
8 - 14 |
|
Г |
- |
- |
- |
80 - 100 |
65 - 82 |
45 - 65 |
30 - 50 |
22 - 38 |
14 - 30 |
12 - 25 |
|
Д |
- |
- |
- |
80 - 100 |
60 - 93 |
45 - 85 |
30 - 75 |
22 - 55 |
15 - 35 |
12 - 25 |
|
|
Прерывистые зерновые составы |
|||||||||
|
А |
90 - 100 |
75 - 100 |
62 - 100 |
40 - 50 |
28 - 50 |
20 - 50 |
20 - 50 |
10 - 28 |
6 - 16 |
4 - 10 |
|
Б |
90 - 100 |
80 - 100 |
70 - 100 |
50 - 60 |
38 - 60 |
28 - 60 |
28 - 60 |
14 - 34 |
10 - 20 |
6 - 12 |
1. В скобках указаны требования к зерновым составам минеральной части полимерасфальтобетонных смесей при ограничении проектной документацией крупности применяемого щебня.
Требования к зерновым составам щебеночно-мастичных полимерасфальтобетонных смесей и полимерасфальтобетонов для верхних слоев покрытий
В процентах по массе
|
Размер зерен, мм, мельче |
||||||||||
|
20 |
15 |
10 |
5 |
2,5 |
1,25 |
0,63 |
0,315 |
0,16 |
0,071 |
|
|
ЩМА-10 |
- |
- |
100 - 90 |
40 - 30 |
29 - 19 |
26 - 16 |
22 - 13 |
20 - 11 |
17 - 10 |
15 - 10 |
|
ЩМА-15 |
- |
100 - 90 |
60 - 40 |
35 - 25 |
28 - 18 |
25 - 15 |
22 - 12 |
20 - 10 |
16 - 9 |
14 - 9 |
|
ЩМА-20 |
100 - 90 |
70 - 50 |
42 - 25 |
30 - 20 |
25 - 15 |
24 - 13 |
21 - 11 |
19 - 9 |
15 - 8 |
13 - 8 |
Требования к показателям физико-механических свойств высокоплотных и плотных полимерасфальтобетонов
|
Наименование показателя |
Значение показателя для полимерасфальтобетонов марок: |
Методы испытаний |
||||||
|
I |
II |
|||||||
|
Для дорожно-климатических зон |
||||||||
|
I |
II, III |
IV, V |
I |
II, III |
IV, V |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1. |
Предел прочности при сжатии при температуре 50 °С, МПа, не менее, |
|
|
|
|
|
|
|
|
для полимерасфальтобетонов: |
|
|
|
|
|
|
||
|
высокоплотный |
0,9 |
1,0 |
1,1 |
|
|
|
||
|
плотный типов: |
|
|
|
|
|
|
||
|
А |
0,8 |
0,9 |
1,0 |
0,7 |
0,8 |
0,9 |
||
|
Б |
0,9 |
1,0 |
1,1 |
0,8 |
0,9 |
1,1 |
||
|
В |
- |
- |
- |
1,0 |
1,1 |
1,2 |
||
|
Г |
1,0 |
1,2 |
1,4 |
0,9 |
1,1 |
1,3 |
||
|
Д |
- |
- |
- |
1,0 |
1,2 |
1,4 |
||
|
2. |
Предел прочности при сжатии, при температуре 20 °С, МПа, для полимерасфальтобетонов всех типов, не менее |
1,9 |
2,0 |
2,0 |
1,8 |
1,8 |
1,8 |
|
|
3. |
Предел прочности при сжатии, при температуре 0 °С, МПа, для полимерасфальтобетонов всех типов, не более |
6,0 |
8,0 |
11,0 |
6,0 |
9,0 |
11,0 |
|
|
4. |
Водостойкость плотных полимерасфальтобетонов, не менее |
0,95 |
0,90 |
0,85 |
0,90 |
0,85 |
0,80 |
|
|
5. |
Водостойкость высокоплотных полимерасфальтобетонов, не менее |
0,95 |
0,95 |
0,90 |
|
|
|
|
|
6. |
Водостойкость плотных полимерасфальтобетонов при длительном водонасыщении, не менее |
0,90 |
0,85 |
0,75 |
0,85 |
0,75 |
0,70 |
|
|
7 |
Водостойкость высокоплотных полимерасфальтобетонов при длительном водонасыщении, не менее |
0,95 |
0,90 |
0,85 |
- |
- |
- |
|
|
8. |
Глубина вдавливания штампа при температуре +50 °С, мм, не более, для полимерасфальтобетонов: |
|
|
|
|
|
|
Настоящие Рекомендации п. 13.13 |
|
высокоплотный |
3,0 |
2,5 |
2,0 |
- |
- |
- |
||
|
плотный типов: |
|
|
|
|
|
|
||
|
А, Б, Г |
3,5 |
3,0 |
2,5 |
4,0 |
3,5 |
3,0 |
||
|
в, д |
- |
- |
- |
4,5 |
4,0 |
3,5 |
||
|
9. |
Эластичность при температуре +50 °С, количество циклов нагружения, не менее |
|
|
|
|
|
|
Настоящие Рекомендации п. 13.14 |
|
А |
6 |
8 |
10 |
6 |
8 |
10 |
||
|
Б |
5 |
8 |
10 |
5 |
8 |
10 |
||
|
В |
- |
- |
- |
3 |
5 |
8 |
||
|
Г |
5 |
8 |
10 |
5 |
5 |
10 |
||
|
Д |
- |
- |
- |
3 |
5 |
8 |
||
Требования к эластичности полимерасфальтобетона в зависимости от марки ПБВ
|
Число циклов до разрушения, не менее |
|||||
|
Тип смеси |
|||||
|
А |
Б |
В |
Г |
Д |
|
|
ПБВ 40 |
13 |
10 |
10 |
13 |
12 |
|
ПБВ 60 |
11 |
10 |
9 |
11 |
9 |
|
ПБВ 90 |
10 |
9 |
8 |
10 |
8 |
|
ПБВ 130 |
9 |
8 |
6 |
8 |
6 |
|
ПБВ 200 |
7 |
6 |
4 |
7 |
4 |
|
ПБВ 300 |
6 |
5 |
3 |
5 |
3 |
Требования к показателям физико-механических свойств щебеночно-мастичных полимерасфальтобетонов
|
Значение показателя для дорожно-климатических зон |
|||
|
I |
II, Ш |
IV, V |
|
|
Пористость минеральной части, % |
От 15 до 19 |
От 15 до 19 |
От 15 до 19 |
|
Остаточная пористость, % |
От 1,5 до 4,0 |
От 1,5 до 4,5 |
От 2,0 до 4,5 |
|
Водонасыщение, % по объему: |
|
|
|
|
образцов, отформованных из смесей |
От 1,0 до 3,5 |
От 1,0 до 4,0 |
От 1,5 до 4,0 |
|
вырубок и кернов готового покрытия, не более |
3,0 |
3,5 |
4,0 |
|
Предел прочности при сжатии, МПа, не менее: |
|
|
|
|
при температуре 20 °С |
2,0 |
2,2 |
2,5 |
|
при температуре 50 °С |
0,60 |
0,65 |
0,70 |
|
Сдвигоустойчивость: |
|
|
|
|
коэффициент внутреннего трения, не менее |
0,92 |
0,93 |
0,94 |
|
сцепление при сдвиге при температуре 50 °С, МПа, не менее |
0,13 |
0,14 |
0,16 |
|
Трещиностойкость - предел прочности на растяжение при расколе при температуре 0 °С, МПа: |
|
|
|
|
не менее |
1,5 |
2,0 |
2,5 |
|
не более |
5,5 |
6,0 |
6,5 |
|
Водостойкость при длительном водонасыщении, не менее |
0,90 |
0,85 |
0,75 |
Примечания: 1. Для щебеночно-мастичного полимерасфальтобетона марки ЩМА-10 допускается снижать нормы коэффициента внутреннего трения на 0,01 по абсолютной величине.
2. При использовании смесей для покрытия аэродромов в местах стоянок воздушных судов нормы по пределам прочности при сжатии и сцеплению при сдвиге следует увеличивать на 25 %.
9.2.13. Рекомендуемые нормы по пределу прочности высокоплотных и плотных полимерасфальтобетонов при сжатии при 50 °С снижены на 10 %, а при 20 °С - на 20 % ниже требуемых ГОСТ 9128-97 в связи с более высокой сдвигоустойчивостью полимерасфальтобетона по сравнению с асфальтобетоном.
Для подтверждения достаточной сдвигоустойчивости покрытий из полимерасфальтобетона рекомендуется проводить испытания по вдавливанию штампа при 50 °С на стадии подбора состава смеси или при изменении качества компонентов.
По требованию заказчика полимерасфальтобетон может удовлетворять всем требованиям ГОСТ 9128-97.
Значения показателя сцепления при сдвиге при температуре 50 °С и предел прочности на растяжение при расколе при 0 °С щебеночно-мастичного полимерасфальтобетона приняты на 20 % ниже требуемых ГОСТ 31015-2002 для щебеночно-мастичного асфальтобетона в связи с более высокой сдвигоустойчивостью и трещиностойкостью полимерасфальтобетона по сравнению с асфальтобетоном.
9.2.14. Щебеночно-мастичные полимерасфальтобетонные смеси должны быть устойчивыми к расслаиванию в процессе транспортирования и загрузки - выгрузки. Устойчивость к расслаиванию определяют по показателю стекания вяжущего, который должен быть не более 0,20 % по массе. При подборе состава смеси рекомендуется, чтобы показатель стекания вяжущего находился в пределах от 0,07 до 0,15 % по массе. При этом рекомендуемое содержание стабилизирующей добавки может быть снижено на 15 - 20 % по сравнению с рекомендациями ГОСТ 31015-2002.
9.2.15. Рекомендуемые региональные нормы на величину температуры трещиностойкости полимерасфальтобетонов всех типов предлагается принимать не выше температуры наружного воздуха наиболее холодных суток (см. СНиП 23.01.99) района эксплуатации покрытия, которые равны региональным нормам на температуру хрупкости ПБВ по Фраасу (см. табл. 2).
При этом принята во внимание и учтена неоднородность всех применяемых минеральных материалов как по гранулометрическому составу, свойствам их поверхности и поровой структуре. Для уточнения рекомендуемых норм по температуре трещиностойкости полимерасфальтобетона можно воспользоваться предложением, изложенным в п. 7.5.
Взаимосвязь между температурой хрупкости ПБВ и битумов по Фраасу (X) и температурой трещиностойкости полимерасфальтобетона и асфальтобетона (Y) на основе данных вяжущих описывается следующей корреляционной зависимостью:
Y = 0,886x + 0,355R2 = 0,831 - (коэффициент парной корреляции).
Взаимосвязь между температурой хрупкости ПБВ и температурой трещиностойкости полимерасфальтобетона описывается следующей зависимостью:
Y = 0,8696X - 0,0818R2 = 0,8085.
Взаимосвязь между температурой хрупкости битумов по Фраасу и температурой трещиностойкости асфальтобетона описывается следующей зависимостью:
Y = 0,8646X + 0,0355R2 = 0,8288.
9.2.16. Водонасыщение образцов полимерасфальтобетона из смесей должно находиться в пределах 0,5 - 2,5 % и быть близким к нижнему пределу при устройстве покрытий на мостах, кроме водонасыщения образцов полимерасфальтобетона типа А.
Водонасыщение образцов полимерасфальтобетона из смесей типа А должно находиться в пределах 1,0 - 3,0 % (табл. 10).
Водонасыщение высокоплотных и плотных полимерасфальтобетонов
|
Значение показателя в процентах по объему для |
||
|
образцов, отформованных из смесей |
вырубок и кернов готового покрытия, не более |
|
|
Высокоплотные |
от 0,5 до 1,5 |
1,5 |
|
Плотные типов: |
|
|
|
А |
от 10 до 3,0 |
2,5 |
|
Б, В и Г |
от 1,0 до 2,5 |
2,0 |
|
Д |
от 1,0 до 2,5 |
2,0 |
9.2.17. Пористость минеральной части высокоплотных и плотных полимерасфальтобетонов из горячих смесей должна быть не более: высокоплотных - 16 %; плотных, типов: А и Б - 19 %,В, Г и Д - 22 %.
9.2.18. Температура горячих смесей при отгрузке потребителю и на склад, в зависимости от глубины проникания иглы ПБВ, должна соответствовать указанным в табл. 11.
Температура горячих полимерасфальтобетонных смесей при приготовлении, выпуске из смесителя и укладке в конструктивный слой
|
Температура смеси, °С |
||||
|
при выпуске из смесителя |
при укладке в покрытие, не ниже |
|||
|
без ПАВ |
с ПАВ |
без ПАВ |
с ПАВ |
|
|
ПБВ 40, ПБВ 60, ПБВ 90 |
150 - 160 |
140 - 150 |
140 |
130 |
|
ПБВ 130, ПБВ 200, ПБВ 300 |
130 - 160 |
120 - 150 |
90 |
90 |
Примечание. При использовании ПАВ или активированных минеральных порошков рекомендована температура горячих смесей на 10 °С ниже при условии обеспечения требуемой удобоукладываемости и уплотняемости смесей.
9.2.19. Смеси и полимерасфальтобетоны в зависимости от значения суммарной удельной эффективной активности естественных радионуклидов (Аэфф) в применяемых минеральных материалах, используют при:
Аэфф до 740 Бк/кг - для строительства дорог и аэродромов без ограничений;
Аэфф св. 740 до 1500 Бк/кг - для строительства дорог вне населенных пунктов и зон перспективной застройки.
9.2.20. Смеси должны выдерживать испытание на сцепление ПБВ с поверхностью минеральной части в соответствии с ГОСТ 12801-98.
9.2.21. Смеси должны быть однородными. Однородность горячих смесей оценивается коэффициентом вариации показателя предела прочности при сжатии при температуре 50 °С. Коэффициент вариации должен соответствовать указанному в табл. 12.
|
Значения коэффициента вариации по маркам, не более |
||
|
I |
II |
|
|
Предел прочности при сжатии при температуре 50 °С |
0,16 |
0,18 |
9.3. Требования к материалам
9.3.1. Щебень из плотных горных пород и щебень из шлаков, входящие в состав полимерасфальтобетонных смесей, по зерновому составу, прочности, содержанию пылевидных и глинистых частиц, содержанию глины в комках должны соответствовать требованиям ГОСТ 8267-93. Содержание зерен пластинчатой (лещадной) и игловатой формы в щебне, в % по массе, должно быть не более: для смесей типов А и высокоплотных - 15; типов Б - 25; типов В - 35.
Для приготовления смесей и полимерасфальтобетонов применяют щебень фракции от 5 до 10 мм, свыше 10 до 20 (15) мм, а также смеси указанных фракций.
Прочность и морозостойкость щебня и гравия для смесей и полимерасфальтобетонов конкретных марок и типов должны соответствовать требованиям, указанным в ГОСТ 9128-97 (табл. 10, 11).
9.3.2. Песок природный и из отсевов дробления горных пород должен соответствовать требованиям ГОСТ 8736-93, при этом марка по прочности песка из отсевов дробления горных пород и содержание глинистых частиц для смесей и полимерасфальтобетонов конкретных марок и типов должны соответствовать указанным в табл. 13, а общее содержание пылеватых и глинистых частиц, а также зерен менее 0,16 мм в песке из отсевов дробления не нормируется.
9.3.3. Минеральный порошок, входящий в состав смесей и полимерасфальтобетонов, должен отвечать требованиям ГОСТ Р 52129-2003.
9.3.4. Для приготовления щебеночно-мастичных полимерасфальтобетонных смесей следует применять минеральные материалы (щебень, песок и минеральный порошок), соответствующие требованиям ГОСТ 31015-2002.
При соответствующем технико-экономическом обосновании допускается применять взамен минерального порошка пыль из системы пылеулавливания смесительной установки в таком количестве, чтобы содержание ее в зернах мельче 0,071 мм было не более 50 % по массе. Содержание глинистых частиц в пыли улавливания, определяемых методом набухания, должно быть не более 5,0 % по массе.
Физико-механические показатели песка из отсевов дробления
|
Значение показателя для смесей и асфальтобетонов марок: |
||||
|
I |
II |
|||
|
Горячих типов: |
||||
|
высокоплотных, А, Б |
Г |
А, Б, В |
Г, Д |
|
|
Марка по прочности песка из отсевов дробления горных пород и гравия, не менее |
800 |
1000 |
600 |
800 |
|
Содержание глинистых частиц, определяемое методом набухания, % по массе, не более |
0,5 |
0,5 |
0,5 |
0,5 |
Примечание. Для смесей типа Г марки 1 необходимо использовать пески из отсевов дробления изверженных горных пород по ГОСТ 8736-93 с содержанием зерен менее 0,16 мм не более 5,0 % по массе.
9.3.5. В качестве стабилизирующей добавки для щебеночно-мастичных смесей и полимерасфальтобетона применяют целлюлозное волокно или специальные гранулы на его основе, которые должны соответствовать требованиям технической документации предприятия-изготовителя.
Целлюлозное волокно должно иметь ленточную структуру нитей длиной от 0,1 до 2,0 мм. Волокно должно быть однородным и не содержать пучков, скоплений нераздробленного материала и посторонних включений. По физико-механическим свойствам целлюлозное волокно должно соответствовать значениям, указанным в табл. 4 по ГОСТ 31015-2002.
Допускается применять другие стабилизирующие добавки, волокна с круглым или удлиненным поперечным сечением нитей длиной от 0,1 до 10,0 мм, способные сорбировать (удерживать) битум при технологических температурах, не оказывая отрицательного воздействия на вяжущее и смеси. Обоснование пригодности стабилизирующих добавок и оптимального их содержания в смеси устанавливают посредством проведения испытаний щебеночно-мастичного полимерасфальтобетона по ГОСТ 12801-98 и устойчивости к расслаиванию смеси в соответствии с Приложением В ГОСТ 31015-2002.
10. ОСОБЕННОСТИ ПРИМЕНЕНИЯ ПОЛИМЕРНО-БИТУМНЫХ ВЯЖУЩИХ ДЛЯ УСТРОЙСТВА ПОВЕРХНОСТНЫХ ОБРАБОТОК И ТРЕЩИНОПРЕРЫВАЮЩИХ ПРОСЛОЕК
10.1. Устройство поверхностных обработок
10.1.1. Вяжущие марки ПБВ 90П, рекомендуемые для устройства поверхностных обработок, должны удовлетворять минимальным требованиям, предъявляемым к марке ПБВ 90 (см. раздел 7 табл. 1), кроме температур размягчения и хрупкости, а также показателя сцепления со щебнем. Рекомендуемая температура размягчения должна быть не менее чем на 10 °С выше, чем региональные нормы (табл. 2) на этот показатель.
Рекомендуемая температура хрупкости по Фраасу должна быть равна (или ниже) рекомендуемых региональных норм (табл. 2). Показатель сцепления ПБВ 90П со щебнем должен соответствовать требованию «Выдерживает по контрольному образцу № 1».
10.1.2. Для приготовления ПБВ 90П рекомендуется использовать вязкие дорожные битумы марок БНД, применяя (если необходимо) в качестве пластификатора индустриальное масло марки И-40А, а полимера - блоксополимеры типа СБС. Температура приготовления ПБВ 90П не должна превышать 160 °С.
10.1.3. При использовании щебня кислых пород целесообразно, чтобы ПБВ содержало в качестве ПАВ двойного действия добавку «Т-1».
10.1.4. Работоспособность поверхностных обработок с применением ПБВ 90П оценивается по их способности выдерживать испытание на отрыв щебенок на приборе Виолит. Определяют количество отлетевших щебенок в зависимости от числа динамических воздействий при заданной температуре (см. п. 13.16).
10.1.5. Для устройства поверхностных обработок рекомендуется применять щебень марки 1000 высокопрочных горных пород фракций 15 - 20 мм и 5 - 10 мм, отвечающий требованиям ГОСТ 8267-93.
10.1.6. Работы по устройству поверхностных обработок покрытий следует выполнять при температуре воздуха не ниже 15° С по технологии, изложенной в СНиП 3.06.03-85.
10.1.7. В зависимости от типа и состояния покрытия поверхностные обработки могут быть одиночными и двойными; на цементобетонных покрытиях - только двойными (см. Пособие по устройству поверхностных обработок на автомобильных дорогах к СНиП 3.06.03-85).
10.1.8. Температура вяжущего марки ПБВ 90П во время розлива должна быть не выше 170 °С.
10.1.9. Температура щебня при его распределении должна быть не ниже 130 °С.
10.1.10. Щебень распределяют непосредственно после розлива вяжущего слоем в одну щебенку и укатывают катком массой 6 - 8 т за 4 - 5 проходов по одному следу. Расстояние между границами разливаемого вяжущего и рассыпаемого щебня не должно превышать 10 - 15 см.
10.1.11. Ниже предлагается ориентировочная потребность в материалах для устройства поверхностной обработки:
одиночной - ПБВ 90П - 2,5 л/м2, щебень марки 1000 фракции 15 - 20 мм - 25 кг/м2, щебень марки 1000 фракции 5 - 10 мм - 18 кг/м2;
двойной - ПБВ 90П для 1-го розлива - 1,8 л/м2, щебень марки 1000 фракции 15 - 20 мм - 30 кг/м2, ПБВ 90П для 2-го розлива - 1,6 л/м2, щебень марки 1000 фракции 5 - 10 мм - 24 кг/м2.
10.2. Компенсирующие и трещинопрерывающие прослойки.
10.2.1. Для устройства компенсирующих и трещинопрерывающих прослоек рекомендуется применять вяжущее марки ПБВ 60К, удовлетворяющее минимальным требованиям, приведенным в табл. 1 и 2 для марки ПБВ 60, кроме температуры размягчения, которая должна быть не ниже 85 °С.
10.2.2. Полимерно-битумное вяжущее марки ПБВ 60К приготавливают на основе битумов марок БНД, пластификатора - индустриального масла марки И-40А и блоксополимеров типа СБС при 155 - 175 °С путем перемешивания до однородного состояния.
10.2.3. Технология устройства прослоек следующая. По поверхности растрескавшегося асфальтобетонного или цементобетонного покрытия либо цементобетонного покрытия (основания) со швами, либо другого жесткого основания наносят слой высокоэластичного вяжущего толщиной 2 - 3 мм. Для защиты нанесенного вяжущего от воздействия построечного транспорта, обеспечения его проезда и сохранения заданной толщины прослойки по слою вяжущего распределяется щебень или песок из отсевов дробления. Фактически устраивается одиночная поверхностная обработка; при этом слой вяжущего играет и роль подгрунтовки, т.е. склеивает конструктивные слои.
Сложность устройства такой прослойки заключается в необходимости точно и равномерно распределить высоковязкое вяжущее при температуре 180 °С (не выше). Для этого должен быть в наличии автогудронатор с автономным масляным обогревом, оснащенный автоматическими устройствами для точного дозирования и сливными отверстиями достаточно большого диаметра (15 - 20 мм) для обеспечения нормального слива вяжущего. При устройстве прослойки в процессе ремонта старого покрытия необходимо предварительно произвести ямочный ремонт.
10.2.4. Расход вяжущего марки ПБВ 60К составляет 2,5 л/м2, высокопрочного гранитного щебня фракции 5 - 10 мм - 18 - 20 кг/м2.
10.2.5. В производственных условиях состав прослоек корректируется в зависимости от качества исходных материалов.
10.2.6. Распределять и прикатывать щебень или песок необходимо после охлаждения вяжущего.
10.2.7. Ниже в качестве примера приведен состав (% по массе) вяжущего марки ПБВ 60К, рекомендованный для устройства компенсирующих и трещинопрерывающих прослоек - подгрунтовок для дорог, устраиваемых на объектах г. Кемерова и области: битум марки БНД 60/90 - 80,44 %, индустриальное масло марки И-40А - 10 %, блоксополимер типа СБС марки ДСТ 30-01 - 9 %, ПАВ марки «Т-1» - 0,56 %.
11. ТЕХНИЧЕСКИЙ КОНТРОЛЬ
11.1. При использовании ПБВ и битумов необходимо контролировать:
качество исходных компонентов ПБВ и материалов на их основе;
процессы приготовления вяжущих и смесей на их основе;
технологию укладки, уплотнения смесей и другие работы, проводимые с применением этих вяжущих.
11.2. Качество материалов, используемых для приготовления ПБВ, а также полимерасфальтобетонных и асфальтобетонных смесей на их основе контролируют методами, установленными соответствующими стандартами:
битум в каждой новой партии оценивают на соответствие ГОСТ 22245 по методикам ГОСТ 11501, ГОСТ 11505, ГОСТ 11506, ГОСТ 11507, ГОСТ 11508, ГОСТ 18180, ГОСТ 4333;
сырье для производства нефтяных вязких дорожных битумов оценивают на соответствие ТУ 0256-113-00151807-2002;
блоксополимеры типа СБС, в частности дивинил-стирольные термоэластопласты (ДСТ), контролируют на соответствие паспортных данных завода-поставщика по ТУ 38 103267-80 (на ДСТ 30-01 1-й группы) и ТУ 38.40327-98 (на ДСТ 30Р-01 1-й группы), а зарубежные аналоги - по сертификатам качества на соответствие спецификациям фирм-поставщиков этих продуктов;
индустриальное масло контролируют на соответствие требованиям ГОСТ 20799-88 по паспортным данным предприятий-поставщиков;
раствор блоксополимеров типа СБС должен соответствовать ТУ 2294-007-01393697-95 с изм. 1, 2, 3, 4 по всем нормируемым показателям;
щебень, песок и минеральный порошок должны отвечать требованиям соответственно: ГОСТ 8267-93, ГОСТ 8736-93, ГОСТ 3344-84 и ГОСТ 16557-78 по лабораторным испытаниям;
ПАВ проверяют по паспортным данным предприятий-поставщиков: ТУ 0257-003-35475596 («Амдор-9»), ТУ 0257-001-00151822-93 («БП-3М») и ТУ 0257-002-33452160-99 («ДОРОС-АП»);
добавка «Т-1» по физико-химическим показателям свойств должна соответствовать требованиям и нормам ТУ 0257-012-3 3452160-2005 «Присадка адгезионная «Техпрогресс-1». Технические условия», а также техническим требованиям, изложенным в Приложении А настоящих Рекомендаций.
11.3. При введении ПАВ в вяжущее на АБЗ проверяют правильность дозирования и равномерность их распределения.
11.4. Качество ПБВ контролируют на соответствие требованиям ГОСТ Р 52056-2003 и ОСТ 218.010-98 и раздела 5 настоящих Рекомендаций.
11.5. При применении битумов и ПБВ, содержащих адгезионные добавки, необходимо контролировать качество ПБВ и битумов, адгезионных добавок, битумов с добавками ПАВ, минеральных материалов и точность их дозирования, правильность назначения концентрации добавки, температурные режимы, а также качество полимерасфальтобетонных и асфальтобетонных смесей, соблюдение параметров и норм технологического процесса их приготовления, укладки и уплотнения.
11.6. Технический контроль при применении битумов с адгезионными добавками «АМДОР-9», «БП-3М» и «ДОРОС-АП» приведен в «Руководстве по применению поверхностно-активных веществ при устройстве асфальтобетонных покрытий (взамен ВСН 59-68)» (М. Росавтодор, 2003). (Утверждено распоряжением Минтранса России № ОС-358 от 18.04.2003).
Технический контроль при применении ПБВ с указанными выше адгезионными добавками аналогичен техническому контролю, проводимому в указанном выше Руководстве, и поэтому может быть распространен на работы с ПБВ.
11.7. При приготовлении ПБВ и битумов с добавкой «Т-1» необходимо контролировать оптимальное содержание добавки в вяжущем для приготовления полимерасфальтобетонных и асфальтобетонных смесей и при устройстве поверхностных обработок, температуру разогрева ПБВ, битума и добавки «Т-1», а также температуру и время, необходимое для объединения вяжущего с добавкой «Т-1».
11.8. При осуществлении технологического контроля в процессе производства дорожных работ с применением добавки «Т-1» необходимо контролировать качество битума, ПБВ, добавки «Т-1», а также ПБВ и битума с добавкой «Т-1», минеральных материалов и точность их дозирования, правильность назначения содержания добавки «Т-1», а также качество асфальтобетонных и полимерасфальтобетонных смесей, соблюдение параметров и норм технологического процесса при их приготовлении, укладке и уплотнении.
11.9. График лабораторного контроля технологического процесса приготовления ПБВ или битума с добавкой «Т-1» разрабатывается для каждого конкретного случая и включается в Технологический регламент.
11.10. Добавку «Т-1» принимают по паспортным данным завода-изготовителя и проверяют ее качество, которое должно соответствовать требованиям ТУ 0257-012-33452160-2005 и требованиям Приложения А настоящих Рекомендаций. При входном контроле определяют для добавки «Т-1» внешний вид, однородность, показатель сцепления применяемого вяжущего, содержащего «Т-1» с эталонным мрамором и применяемыми щебнем и песком, термостабильность и температуру вспышки.
11.11. Замеры температуры нагрева битума и ПБВ с добавкой «Т-1» в рабочих котлах следует производить непрерывно или периодически, но не реже одного раза в течение 2 - 3 ч в целях контроля температуры выпускаемой смеси битума с «Т-1» и ПБВ с «Т-1».
11.12. Процесс приготовления асфальтобетонной и полимерасфальтобетонной смесей с «Т-1» контролируют в соответствии с «Пособием по строительству асфальтобетонных покрытий и оснований автомобильных дорог» и СНиП 3.06.03-85 «Автомобильные дороги». В процессе приготовления асфальтобетонной и полимерасфальтобетонной смесей контроль технологического процесса осуществляют путем отбора из каждого смесителя пробы (один раз в смену) и испытанием сформированного из этой смеси образца согласно ГОСТ 12801-98.
11.13. Готовую полимерасфальтобетонную смесь проверяют в лаборатории на соответствие требованиям ТУ 5718-059-01393697-2005 и ГОСТ 9128-97 по методикам ГОСТ 12801-98 и разделу 9.2. С этой целью отбор проб при приготовлении смеси в производственных смесительных установках начинают не ранее чем через 30 мин после начала выпуска смеси. Для испытаний необходимо отобрать объединенную пробу, составленную из трех-четырех тщательно перемешанных между собой точечных проб. Их отбирают непосредственно после выгрузки смеси из смесителя или накопительного бункера с интервалом 15 - 30 мин в зависимости от производительности смесителя.
11.14. При устройстве покрытия контролю подлежат температура смеси при выгрузке в бункер асфальтоукладчика, толщина уложенного слоя, качество уплотнения (особенно в местах сопряжения полос), ровность готового покрытия.
11.15. Готовое покрытие должно отвечать требованиям СНиП 3.06.03-85. Его качество контролируют по результатам испытания вырубок (кернов) в непереформованном и переформованном состояниях на соответствие свойств полимерасфальтобетона требованиям ГОСТ 9128-97, ТУ 5718-059-01393697-2005 и данным Рекомендациям (раздел 9.2).
12. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
12.1. Битумы нефтяные дорожные, битумное сырье для производства нефтяных вязких дорожных битумов (СБ), индустриальное масло, растворы блоксополимеров типа СБС, готовое ПБВ транспортируют и хранят согласно ГОСТ 1510-84.
12.2. Блоксополимеры типа СБС (термоэластопласты) массой 8 - 10 кг упаковывают:
в четырехслойные бумажные мешки (ГОСТ 2226-88) с полиэтиленовым вкладышем (ГОСТ 19360-74);
полиэтиленовые мешки (ГОСТ 17811-78);
мягкие контейнеры (ТУ 6-52-12-90);
полиэтиленовые мешки (ГОСТ 17811-78) и ящичные металлические или деревянные поддоны (ТУ 38.103699-89, ТУ 38.103703-90).
Упакованные в мешки блоксополимеры типа СБС хранят в штабелях высотой не более 1,2 м; в ящичные или плоские поддоны - в штабелях, состоящих не более чем из трех поддонов по высоте, в неогнеопасном и сухом помещении при температуре не выше 30 °С.
Хранящиеся термоэластопласты не должны подвергаться воздействию атмосферных осадков, прямых солнечных лучей, а также масел, бензина, керосина, кислот и других химических веществ, разрушающих их.
Блоксополимеры типа СБС, упакованные в мешки, транспортируют железнодорожным и автомобильным транспортом, обеспечивающим защиту его от загрязнения, действия прямых солнечных лучей и атмосферных осадков в соответствии с правилами, действующими на данном виде транспорта.
Для железнодорожных перевозок используют крытые вагоны, большегрузные или универсальные контейнеры, поддоны ящичные деревянные по ТУ 38.103703-90 или плоские поддоны по ГОСТ 9078-84.
При перевозке в крытых вагонах ящичные поддоны с термоэластопластом устанавливают в два ряда по ширине и в три яруса по высоте вагона:
Загрузку железнодорожных вагонов и большегрузных контейнеров производят с максимальным использованием их вместимости, не закрепляя. При плотной укладке крепление ящичных поддонов не требуется.
Вид отправки - повагонно.
Мелкие партии (массой 8 - 10 кг) перевозят в крытых автомобилях в соответствии с правилами перевозок, действующими на данном виде транспорта.
12.3. Гарантийный срок хранения индустриального масла - 5 лет.
12.4. Хранение растворов блоксополимеров типа СБС при температуре 110 - 150 °С допускается в течение рабочей смены, в охлажденном виде 1 год. Транспортировать растворы блоксополимеров типа СБС или битумосодержащие растворы в охлажденном виде можно в металлических и полимерных бочках, крафт-мешках и брикетах, упакованных в пленки «Полиформ-3», полиэтиленовую, полипропиленовую, совиленовую, а также в цистернах со сливным прибором и обогревом (в соответствии с ГОСТ 1510-84).
12.5. Хранение ПБВ при рабочей температуре (не выше 160 °С) - не более одной рабочей смены (8 ч). В случае хранения ПБВ в охлажденном состоянии (при температуре окружающего воздуха) в течение одного года со дня изготовления (гарантийного срока) проводится повторный контроль качества. Перед применением ПБВ необходимо его разогреть до рабочей температуры, перемешать, проверить однородность, определить весь комплекс показателей свойств в соответствии с ГОСТ Р 52056-2003 и ОСТ 218.010-98. Транспортируют ПБВ битумовозами, автогудронаторами или в обогреваемых цистернах.
12.6. Транспортировка и хранение адгезионных добавок «АМДОР-9», «БП-3М» и «ДОРОС-АП» и их смесей с битумом осуществляется согласно рекомендациям, изложенным в «Руководстве по применению поверхностно-активных веществ при устройстве асфальтобетонных покрытий (взамен ВСН 59-68)», Москва, 2003.
12.7. Адгезионая добавка «Т-1» с завода-изготовителя поступает в металлических бочках вместимостью 200 л, транспортируемых всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном транспорте.
12.8. Максимально допустимое гарантийное время хранения добавки «Т-1» в таре завода-изготовителя в диапазоне температур от минус 40 °С до плюс 40 °С составляет 8 месяцев. После истечения гарантийного срока хранения продукт анализируют на соответствие техническим требованиям по п. 7 настоящих Рекомендаций и в случае соответствия используют.
12.9. В тех случаях, когда предполагается хранение или транспортировка битума или ПБВ с добавкой «Т-1» при 160 °С в течение 5 и 8 ч соответственно рекомендуется увеличить содержание добавки «Т-1» вплоть до максимального (для битума - до 0,7 %, для ПБВ - до 0,9 %).
12.10. Не рекомендуется транспортировать битум или ПБВ с добавкой «Т-1» при температуре выше 140 °С как железнодорожным, так и автотранспортом более 20 ч. После выгрузки перед применением битума или ПБВ с добавкой «Т-1» необходимо их перемешивать при температуре 150 °С в течение 2 ч и провести полный входной контроль качества.
12.11. При необходимости использования накопительных бункеров при применении асфальтобетонных и полимерасфальтобетонных смесей с добавкой «Т-1» смеси должны находиться в бункере не более 1 ч.
12.12. Полимерасфальтобетонные и асфальтобетонные смеси транспортируют к месту укладки автомобилями-самосвалами в соответствии с «Правилами перевозки грузов на автомобилях», Минавтотранс, 1979 г.
Отгружаемая в каждый автомобиль смесь должна сопровождаться паспортом.
13. МЕТОДЫ ИСПЫТАНИЙ (КОНТРОЛЯ)
Пробы вяжущих перед испытанием нагревают до 160 °С, определяют их однородность с помощью стеклянной палочки, а затем пропускают через сито с сеткой № 07 по ГОСТ 6613-86. Если вяжущее однородно по этим методикам, то заполняют формы для проведения остальных испытаний.
13.1. Определение растворимости блоксополимеров типа СБС в индустриальном масле.
Принцип метода основан на определении наличия на сите гелеобразного остатка после фильтрации 20 % раствора блоксополимера в индустриальном масле.
Изложенная ниже методика описывает способ определения растворимости блоксополимеров типа СБС в индустриальном масле.
13.1.1. Аппаратура, реактивы и материалы
Сетка проволочная тканая с квадратными ячейками № 07 по ГОСТ 6613-86;
весы технические любые;
мешалка механическая;
электроплитка закрытого типа;
фарфоровая кастрюля вместимостью 200 мл;
термометр, 0 - 200 °С;
масло индустриальное марки И-40А по ГОСТ 20799.
13.1.2. Подготовка к испытанию
В фарфоровую кастрюлю помещают 20 г испытуемого полимера и 80 г индустриального масла. Нагревают на электроплитке до температуры 160 ± 1° С, постоянно перемешивая сначала стеклянной палочкой 15 мин, а после достижения достаточной подвижности, механической мешалкой не менее 30 мин до однородного состояния.
Общее время приготовления раствора полимера не должно превышать 1 ч.
13.1.3. Проведение испытания
Однородность полученного раствора определяют по п. 13.2 настоящих Рекомендаций. Если раствор полимера однороден по этому методу, то его процеживают через сито с сеткой № 07, помещают в сушильный шкаф при 160 °С ± 1°С на 10 мин, а затем охлаждают (п. 13.3).
13.1.4. Обработка результатов испытания
Полимер считается полностью растворимым в индустриальном масле и пригодным для приготовления ПБВ, если он полностью проходит через сито с сеткой № 07 и на ней остается однородная пленка раствора без каких-либо включений.
Качество ПБВ следует определять стандартными методами, принятыми для оценки свойств дорожных битумов, а также определяют однородность и показатель эластичности (Э), характеризующий способность ПБВ к обратимым деформациям.
13.2. Определение однородности ПБВ и растворов блоксополимеров типа СБС
Однородность определяют визуально с помощью стеклянной палочки, извлеченной из вяжущего или из раствора полимера при температуре приготовления. После извлечения палочки смесь должна стекать с нее равномерно, а на поверхности палочки не должно быть комков или крупинок.
Если вяжущие по этому методу однородны, то проводят остальные испытания по определению их качества.
13.3. Определение однородности ПБВ по методу остатка на сите
Принцип метода определения остатка заключается в пропускании ПБВ через сито с сеткой № 07, отмывке и сушке остатка.
13.3.1. Аппаратура, реактивы и материалы
Сито с сеткой проволочной тканой с квадратными ячейками № 07 по ГОСТ 6613-86;
весы технические по ГОСТ 24104-80, цена деления 0,01 г, погрешность ± 0,01 г;
гири общего назначения Г-2-210 по ГОСТ 7328-82;
электроплитка закрытого типа;
пробоотборник по ГОСТ 2517-85;
шкаф сушильный с терморегулятором и температурой нагрева не ниже 160 °С;
термометр лабораторный химический по ГОСТ 215-73, цена деления 1 °С, пределы измерения от 0 до +250 °С;
чашка фарфоровая по ГОСТ 9147-73 вместимостью 100 мл;
керосин по ГОСТ 4753-68.
13.3.2. Подготовка к испытанию
Для испытания в пробоотборнике взвешивают не менее 500 г ПБВ, предварительно взвесив пробоотборник, нагревают, перемешивая на электроплитке, до 160 °С и пропускают через сито. Оставшиеся на стенках и дне пробоотборника инородные включения скальпелем переносят на сито. Освободившийся пробоотборник с остатками ПБВ взвешивают и споласкивают керосином так, чтобы смыть остатки ПБВ со стенок пробоотборника. Смесь керосина с остатками ПБВ пропускают через сито. Сито с остатком ПБВ помещают в сушильный шкаф при 160 °С и выдерживают не менее 10 мин.
Горячее сито после выдерживания в сушильном шкафу очищают скальпелем с внешней стороны, затем остаток на сите отмывают, погружая несколько раз в фарфоровую чашку с керосином, последняя порция которого должна остаться бесцветной.
13.3.3. Проведение испытания
После отмывки сито либо остается пустым, либо с остатком нерастворенной части ПБВ. В первом случае испытание закончено, остаток равен «0».
Сито с остатком помещают в сушильный шкаф, где выдерживают в течение 30 мин при 160 °С, после чего охлаждают и взвешивают. Далее остаток удаляют механически (тонким пинцетом, иглой, шилом) и сито повторно взвешивают.
13.3.4. Обработка результатов измерений
Остаток ПБВ на сите определяют по формуле
![]()
где Н - остаток ПБВ на сите, %;
q1 - масса сита с остатком, г;
q2 - масса сита без остатка, г;
qПБВ - масса ПБВ, пропущенного через сито, г.
Остаток ПБВ на сите может составлять не более 0,02 % от массы ПБВ, пропущенного через сито.
13.4. Определение эластичности ПБВ
Эластичность ПБВ и ПБВ с ПАВ определяют непосредственно после испытания образцов на растяжимость. Формы с разорвавшимися образцами снимают со штифтов дуктилометра и помещают в отдельную емкость, температура воды которой равна 35 °С с целью ускорения сокращения образцов при определении эластичности вяжущего при 25 °С. Затем проводят измерения (с точностью до 0,1 см) обеих частей образца от свободного конца образца до зажима формы до момента изменения длины не более чем на 0,1 см за 15 мин. При определении эластичности ПБВ и ПБВ с ПАВ при 0 °С замеры проводят при температуре (0 ± 0,5) °С.
Показатель эластичности (Э) в процентах вычисляют по формуле
![]()
где Д - растяжимость, см;
l - длина образца до его растяжения, равная 3 см;
L - сумма длин двух частей образца после их восстановления (по последнему измерению), см.
Расхождения между каждым определением и среднеарифметическим не должно превышать 10 % от среднеарифметического значения полученных результатов.
13.5. Определение эластичности ПБВ экспресс-методом
Для определения показателя эластичности ПБВ и ПБВ с ПАВ экспресс-методом образцы в формах, подготовленные для испытания на растяжимость (ГОСТ 11505-75), помещают, не снимая их с пластинки, в морозильную камеру холодильника. По истечении 15 мин формы с вяжущим вынимают из морозильной камеры, снимают с пластинки, закрепляют в дуктилометре, отсоединяют боковые вкладыши формы «восьмерки» и образец растягивают в водяной бане дуктилометра при температуре 25 °С на величину 20 см, затем разрезают на две части (пополам). Если образец разорвался не достигнув 20 см, отмечают его максимальное значение и замеряют длины обеих разорванных частей образца. Формы с образцами оставляют в емкости, где проводилось испытание, и через 15 мин производят замер длины обеих частей образца от зажима до свободного конца (с точностью до 0,1 см).
Показатель эластичности (Э) в процентах вычисляют по формуле п. 13.4, за растяжимость (Д) принимают длину (в см), на которую был растянут образец - 20 см, или ту величину, при которой он разорвался, если она менее 20 см.
При отсутствии в лаборатории дуктилометра, формы с ПБВ вынимают из морозильной камеры, снимают с пластинки, отсоединяют боковые вкладыши формы «восьмерки» и медленно вручную растягивают в воде при температуре 25 °С в любой емкости, позволяющей растянуть его рабочую зону на 20 см. Далее испытывают аналогично описанному способу.
13.6. Определение эластичности ПБВ в полевых условиях
Для определения показателя эластичности ПБВ в полевых условиях экспресс-методом приготавливают вручную в воде образец вяжущего цилиндрической формы диаметром около 1 см и длиной около 3 см. Для этого либо горячее вяжущее выливают в холодную воду, либо снимают его с поверхности, охлажденной в воде палочкой, предварительно погруженной в вяжущее.
Подготовленный образец опускают в емкость, заполненную водой при температуре 25 °С, и медленно вручную растягивают его на 20 см, оставляют на 15 мин в покое, затем замеряют его длину (с точностью до 0,1 см).
Показатель эластичности (Э) вычисляют по формуле п. 13.4, где за растяжимость (Д) принимают длину - 20 см, на которую был растянут образец, за L - длину образца после его восстановления.
Если образец разорвался не достигнув 20 см, то испытание продолжают в соответствии с п. 13.5, предусматривающим данную ситуацию.
13.7. Определение качества адгезионной добавки «Т-1»
13.7.1. Отбор и подготовка пробы
Отбор пробы добавки производят по ГОСТ 2517-85. Масса средней отобранной пробы должна быть не менее 0,5 кг.
Отобранную пробу нагревают до расплавления на водяной бане, перемешивают и делят на две части. Одна часть используется для проведения первичных испытаний, другая часть - для повторных испытаний при получении неудовлетворительных результатов первичных испытаний. Результаты повторных испытаний являются окончательными.
13.7.2. Определение внешнего вида и однородности
Внешний вид и однородность определяют визуально. Однородность определяют с помощью стеклянной палочки, извлеченной из вяжущего при температуре 160 ± 2 °С. Вяжущее должно стекать с палочки равномерно, и на ее поверхности не должно быть сгустков, комков, крупинок.
13.7.3. Определение условной вязкости
Определение условной вязкости добавки «Т-1» проводят при температуре (50 ± 0,5) °С на приборе ВЗ-6 по ГОСТ 8420-74.
13.7.4. Определение массовой доли легколетучих веществ в «Т-1»
13.7.4.1. Массовую долю легколетучих веществ определяют по ГОСТ 19338, при этом масса отобранной пробы должна составлять (1,0 ± 0,1) г, время выдержки пробы при температуре (105 ± 2) °С - 2 ч.
13.7.5. Определение массовой доли антиоксиданта
13.7.5.1. Массовая доля антиоксиданта в добавке «Т-1» указывается в паспорте и гарантируется изготовителем добавки.
13.7.6. Определение сцепления ПБВ с минеральными материалами
13.7.6.1. Перед определением сцепления с минеральными материалами вяжущее перемешивают с добавкой ПАВ при температуре 160 ± 2 °С до однородного состояния, оцениваемого по п. 7.2.1 ОСТ 218.010-98 или п. 6.1 ГОСТ Р 52056-2003.
13.7.6.2. Технические условия на добавку «Т-1» предусматривают определение по ГОСТ 11508 (метод А) сцепления битума, содержащего (0,3 - 1,0) % добавки, с гранитом.
13.7.6.3. При подборе оптимальной концентрации добавок ПАВ в ПБВ (и в битуме) определение сцепления вяжущего с конкретным минеральным материалом проводят по ГОСТ 11508 по методу А. Для определения сцепления конкретный минеральный материал измельчают, отсеивают через металлические сита фракцию размером от 2,5 до 5,0 мм.
Образцы отсеянного минерального материала и песка промывают дистиллированной водой и сушат при температуре 105 - 110 °С, песок - в течение 2 ч, дробленный минеральный материал - 5 ч.
13.7.7. Определение температуры вспышки
Определение температуры вспышки проводят в открытом тигле по ГОСТ 4333-87.
13.7.8. Определение термической стабильности добавки «Т-1»
13.7.8.1. Перед определением термической стабильности добавки ПБВ перемешивают при температуре 160 ± 2 °С с добавкой «Т-1» до однородного состояния и оценивают их однородность по п. 7.2.1 ОСТ 218.010-98 или п. 6.1 ГОСТ Р 52056-2003.
13.7.8.2. Термическую стабильность добавки оценивают по показателю сцепления ПБВ и битума с эталонными минеральными материалами и по изменению температуры размягчения вяжущих, содержащих оптимальное количество добавки, после их прогрева в объеме при температуре 160 ± 2 °С.
13.7.8.3. Аппаратура
Термостат, поддерживающий температуру с погрешностью не более ± 1 °С;
термометр стеклянный технический с ценой деления 1 °С, до 200 °С по ГОСТ 2823 или лабораторный ТЛ-2 с ценой деления ГС, до 250 °С по ГОСТ 215;
емкость металлическая диаметром 8 ± 0,5 см и высотой 11 ± 0,5 см.
13.7.8.4. Подготовка к испытанию
Образец вяжущих, содержащий оптимальное количество добавки, заливают в металлическую емкость не более, чем на 70 % ее высоты, помещают в термостат, нагретый до 160 °С ± 2 °С, и выдерживают при 160 °С ± 1 °С ПБВ - 8 ч, битум - 5 ч. Во избежание расслаивания вяжущие в процессе их прогрева перемешивают стеклянной палочкой в течение 3 мин каждые 2 ч.
13.7.8.5. Проведение испытания
Для прогретых образцов, содержащих оптимальное количество добавки «Т-1», определяют комплекс показателей физико-механических свойств, а также его сцепление с эталонным мрамором и применяемыми щебнем и песком.
13.7.8.6. Обработка результатов
Добавка считается выдержавшей испытание на термическую стабильность, если ПБВ и битум, содержащие добавку «Т-1», после их прогрева (п. 13.7.8.5) обеспечивают сцепление с эталонным мрамором и применяемыми щебнем и песком: для ПБВ, используемого для приготовления полимерасфальтобетонных смесей, сцепление должно быть не хуже контрольного образца № 2, при использовании ПБВ для устройства поверхностных обработок сцепление должно быть не хуже контрольного образца № 1, показатель изменения температуры размягчения не превышает требования, установленные ГОСТ Р 52056-2003 для каждой марки.
13.8. Определение наличия ПБВ в готовом покрытии
Для быстрого определения наличия ПБВ в готовом покрытии или в смеси, применяемой для его устройства, вяжущее извлекается из керна (вырубки) покрытия или из смеси в соответствии с методикой, изложенной в п. 13.9 настоящих Рекомендаций, и оценивается его показатель эластичности при 25 °С экспресс-методом в соответствии с п.п. 13.5 или 13.6. Если показатель эластичности составляет 75 % или более, следует констатировать наличие ПБВ в данном материале.
13.9. Способ быстрого извлечения ПБВ из полимерасфальтобетона или полимерасфальтобетонной смеси
Изложенная ниже методика описывает способ быстрого извлечения ПБВ из полимерасфальтобетона или полимерасфальтобетонной смеси.
Процесс извлечения ПБВ состоит из следующих операций:
- разогрева и измельчения полимерасфальтобетона или смеси;
- экстрагирования ПБВ из смеси толуолом;
- отделения минеральных составляющих из раствора ПБВ в толуоле;
- отгонки растворителя (толуола).
13.9.1. Аппаратура, реактивы, материалы
Противень;
электроплитка закрытого типа;
стакан фарфоровый, V = 500 - 1000 мл;
нож (шпатель);
колбы Эрленмейера, V = 250 мл - 2 шт.;
цилиндры мерные, V = 10, 250 мл;
пробирка, V = 15 - 20 мл;
пипетка;
центрифуга типа ЦЛС 31 М;
кристаллизатор;
прибор для отгонки растворителя (круглодонная колба, V = 250 мл, насадка Вюрца, холодильник Либиха, аллонж);
стеклянная пластинка, 90´120 мм (использованная фотопластинка);
чашки стеклянные лабораторные (Петри) по ГОСТ 11232-65;
сосуд стеклянный, V = 150 - 200 мл;
термометр химический, 0 - 200 °С;
вентилятор типа ВЗ-1;
колбонагреватель;
чашка фарфоровая с ручкой, V = 50 мл;
весы технические, 1 класс;
силикагель марки АСК, фракции 0,25 - 0,5 мм по ГОСТ 3956-76;
толуол любой квалификации;
петролейный эфир по ТУ 6-02-1244-83, фракция с температурой кипения 40 - 70 °С.
13.9.2. Подготовка к работе. Предварительный экспресс-анализ
Вырубку полимерасфальтобетона или пробу смеси помещают на противень и нагревают на электроплитке, разбивают ножом на кусочки и переносят в фарфоровый стакан.
Далее проводят экспресс-анализ полимерасфальтобетонной смеси на наличие в ней полимера.
В пробирке взвешивают 10 г смеси, заливают 2 мл толуола, тщательно встряхивают и дают отстояться.
На всю поверхность стеклянной пластинки (размером 90´120 мм) равномерно наносят тонкий слой силикагеля, используя в качестве сита любой сосуд емкостью 150 - 200 мл, покрытый марлей. Затем на расстоянии 1 см от края пластинки, покрытой силикагелем, наносят пипеткой каплю отстоявшегося приготовленного толуольного раствора, пластинку подсушивают на воздухе в течение 10 мин, после чего ее помещают в кристаллизатор, находящийся в слабо наклонном состоянии (под одну из сторон кристаллизатора ставят подставку высотой 0,5 см). Внутрь кристаллизатора с той же стороны, где стоит первая подставка, ставят вторую подставку высотой 0,5 см, на которую осторожно, не ссыпая силикагель, помещают пластинку с пятном ПБВ так, чтобы оно оказалось ближе к дну кристаллизатора. В кристаллизатор осторожно заливают петролейный эфир в таком количестве, чтобы обеспечить его касание с нижней частью пластинки (не более 0,5 см пластинки должно быть покрыто растворителем). Фронт растворителя начинает двигаться вверх по пластинке, постепенно впитываясь силикагелем. Если он останавливается, не достигнув противоположного верхнего края пластинки, необходимо добавить петролейный эфир в кристаллизатор. После того как фронт растворителя доходит до верхнего края пластинки, последнюю вынимают из кристаллизатора и помещают на горизонтальную поверхность для подсушки. После подсушки растворителя с пластинки ссыпают силикагель. При наличии в вяжущем полимера темное пятно с силикагелем остается на пластинке. В том случае, если в вяжущем полимер отсутствует, силикагель с темным пятном ссыпается с пластинки - битум не склеивает силикагель. Для уточнения этого обстоятельства можно с обратной стороны стекла постучать пальцем в области пятна.
В том случае, если результат такого экспресс-анализа показывает наличие полимера в вяжущем, приступают к извлечению ПБВ из полимерасфальтобетонной смеси для определения показателя эластичности.
13.9.3. Экстрагирование ПБВ из полимерасфальтобетонной смеси производят следующим образом
В колбе Эрленмейера взвешивают 250 г полимерасфальтобетонной смеси. Цилиндром отмеряют 250 мл толуола. В колбу с полимерасфальтобетонной смесью наливают 40 мл толуола, закрывают герметично пробкой и встряхивают. Полученный раствор сливают в пустую колбу Эрленмейера с притертой пробкой. Затем в колбу со смесью порциями добавляют по 25 мл толуола из цилиндра и после встряхивания вновь сливают в колбу с раствором. Этот процесс повторяют до использования всего ранее отмеренного цилиндром объема толуола.
Для определения содержания полимера в полимерасфальтобетонной смеси или покрытии следует вначале определить содержание ПБВ в смеси, затем содержание полимера в извлеченном ПБВ. В этом случае для извлечения ПБВ следует использовать не менее 1 кг испытуемой смеси.
Для определения содержания ПБВ в полимерасфальтобетоне его отмывают толуолом до полного извлечения, то есть последняя порция растворителя должна после смешения с асфальтобетоном остаться бесцветной.
13.9.4. Отделение минеральных составляющих от раствора ПБВ
Раствор ПБВ, полученный в соответствии с п. 13.10.2, сливают в пробирки для центрифугирования. Режим центрифугирования раствора - 0,5 ч при скорости вращения барабана центрифуги 2000 об./мин.
При необходимости определения содержания полимера в извлеченном ПБВ центрифугирование раствора следует проводить в течение 0,5 ч при скорости вращения барабана центрифуги 5000 об./мин.
13.9.5. Отделение растворителя от ПБВ
Отгон растворителя (толуола) осуществляют в приборе для перегонки, состоящем из стандартных круглодонной колбы, насадки Вюрца, термометра, холодильника Либиха, аллонжа и приемного цилиндра.
Отгонку прекращают по достижении раствором температуры 135 - 140 °С. Оставшуюся массу сливают в чашки Петри слоем до 1 мм, колбу смывают несколько раз небольшим количеством отогнанного толуола, растворы распределяют по ранее заполненным чашкам Петри. Остатки толуола из чашек Петри удаляют в термошкафу при 130 °С. Сушку прекращают, когда скорость изменения массы ПБВ не превышает 0,04 г/ч. Первое взвешивание производят через 2 ч, последующие - через 1 ч.
По окончании сушки ПБВ из чашек Петри с помощью скальпеля переносят в металлический бюкс, нагревают до 160 °С и перемешивают до однородного состояния.
13.9.6. Обработка результатов
Содержание ПБВ в полимерасфальтобетонной смеси рассчитывают по формуле
![]()
где СПБВ - содержание ПБВ в полимерасфальтобетонной смеси, %;
q1 - масса чашек Петри с ПБВ после сушки, г;
q2 - масса пустых чашек Петри, г;
qПАБ - масса полимерасфальтобетонной смеси, использованной для извлечения ПБВ, г.
Точность определения содержания ПБВ в полимерасфальтобетонной смеси составляет ± 2 % от массы извлеченного ПБВ.
В выделенном ПБВ определяют показатель эластичности при 25 °С в соответствии с п. 13.6. Восстановление образцов проводят в воде с температурой 35 °С. Полученное количество ПБВ достаточно для определения показателя эластичности на трех параллельных образцах. В особых случаях, требующих точного определения показателя эластичности, испытание проводят по п. 13.4. Для этого навеску полимерасфальтобетонной смеси увеличивают до 1300 - 1500 г.
13.10. Определение доли блоксополимера типа СБС, нерастворимой в индустриальном масле
13.10.1. Аппаратура, реактивы и материалы
Сито с сеткой проволочной тканой с квадратными ячейками № 07 по ГОСТ 6613-86;
весы лабораторные аналитические с диапазоном взвешивания 0 - 200 г, ценой деления 0,1 мг по ГОСТ 24104-88, погрешностью ± 0,3 мг или другие весы аналогичного типа;
весы технические по ГОСТ 21104-88, цена деления 0,01 г, погрешность ± 0,01 г;
гири общего назначения Г-2-210 по ГОСТ 7328-82;
термометр лабораторный химический по ГОСТ 215-73, цена деления 1 °С, пределы измерения от 0 до +250 °С;
мешалка механическая;
ЛАТР;
электроплитка;
чашка фарфоровая по ГОСТ 9147-73 вместимостью 100 мл;
фарфоровая кастрюля по ГОСТ 9147-73, № 2 вместимостью 250 мл;
сушильный шкаф с терморегулятором, диапазон 20 - 160 °С;
масло индустриальное марки И-40А по ГОСТ 20799;
толуол по ГОСТ 5789-78.
13.10.2. Подготовка к испытанию
На технических весах взвешивают в фарфоровой кастрюле 20 г полимера и 80 г индустриального масла.
Массу, постоянно перемешивая вручную, нагревают на электроплитке до температуры не более 160 °С, затем перемешивают при 160 °С с помощью механической мешалки до однородного состояния, определяемого с помощью стеклянной палочки по п. 13.2.
13.10.3. Проведение испытания
Полученную массу пропускают через сито. Сито с остатками раствора помещают на 10 мин в сушильный шкаф при 160 °С. Горячее сито протирают с внешней стороны, помещают в фарфоровую чашку с толуолом, который меняют до тех пор, пока очередная порция толуола останется бесцветной, а на сите либо не останется ничего, либо останутся разрозненные гелеобразные частицы, не объединенные между собой гомогенной пленкой раствора полимера в масле.
В том случае, когда после промывки сито остается пустым, испытание считают законченным, а доля нерастворимого полимера равна «0».
Сито с остатком сушат в сушильном шкафу 0,5 ч при 160 °С, после чего охлаждают и взвешивают на аналитических весах.
13.10.4. Обработка результата
Долю нерастворимого полимера определяют по формуле
![]()
где Сн - доля нерастворимого полимера, %;
q1 - масса пустого сита, г;
q2 - масса сита с остатком, г;
qп - масса полимера, взятого для анализа, г.
13.11. Определение содержания блоксополимера типа СБС в ПБВ
Для определения содержания блоксополимеров типа СБС в ПБВ используют методику, изложенную в пп. 13.11.1 - 13.11.5 настоящих Рекомендаций. Диапазон измерений содержания полимера в ПБВ составляет 2,0 - 6,0 % по массе.
Принцип метода заключается в сопоставлении концентрационной зависимости условной характеристической вязкости полимера в анализируемом ПБВ с аналогичной эталонной зависимостью для ПБВ известного состава. Этот принцип основывается на том, что условная характеристическая вязкость полимера не зависит от содержания полимера в ПБВ, а зависит только от его молекулярной массы.
Получаемое в результате анализа содержание полимера в ПБВ включает в себя только ту часть полимера, которая полностью растворяется в индустриальном масле марки И-40А при 160 °С и концентрации раствора не менее 10 % (отсутствие гелей, осадка). Для проверки растворимости полимера необходимо оставлять его арбитражные пробы в процессе производства работ.
Изложенная ниже методика описывает способ определения содержания блоксополимеров типа СБС в ПБВ.
13.11.1. Аппаратура, реактивы и материалы
Вискозиметр капиллярный стеклянный ВПЖ-2 по ГОСТ 10028-81, диаметр капилляра 0,73 мм;
весы лабораторные аналитические с диапазоном взвешивания 0 - 200 г, ц.д. 0,1 мг по ГОСТ 24104-88, погрешность ± 0,3 мг или любые другие аналогичного типа;
весы технические любые по ГОСТ 24104-80, ц.д. 0,1 мг, погрешность ± 0,3 мг;
гири общего назначения Г-2-210 по ГОСТ 7328-82;
центрифуга типа ЦЛС 31М;
сосуд цилиндрический СЦ-5 вместимостью 5000 мл по ГОСТ 10565-63;
колбы плоскодонные ПКШ-100-29/32 по ГОСТ 10394-72;
кружка фарфоровая вместимостью 500 мл, № 2 по ГОСТ 9147-73;
пипетка с одной меткой вместимостью 10 мл по ГОСТ 20292-74;
воронка простая конусообразная по ГОСТ 8613-64;
термометр лабораторный типа Б-4, пределы измерения от 0 до 55 °С, ц.д. 0,1 °С по ГОСТ 215-73;
пробки резиновые, диаметр 29 мм;
лабораторная мешалка;
скальпель медицинский;
электроплитка закрытого типа;
секундомер по ГОСТ 5072-79;
порошок минеральный для асфальтобетонных и органоминеральных смесей по ГОСТ Р 52129-2003;
толуол по ГОСТ 5789-78;
индустриальное масло марки И-40А по ГОСТ 20799;
битум марок БНД 40/60, БНД 60/90, БНД 190/130 по ГОСТ 22245.
13.11.2. Подготовка к испытанию
13.11.2.1. Перед анализом ПБВ нагревают до 155 - 165 °С и проверяют на однородность (п. 13.2 настоящих Рекомендаций). Однородное ПБВ анализируют без фильтрации. Неоднородное ПБВ либо фильтруют через капроновую ткань, после чего определяют только растворенную в процессе приготовления ПБВ часть полимера, либо доводят ПБВ с помощью механической мешалки до однородного состояния, после чего определяют содержание всего введенного в ПБВ полимера, способного растворяться.
Для определения содержания полимера в ПБВ по данной методике необходимо знать точное содержание индустриального масла в ПБВ, а также иметь образец битума, использованного при приготовлении данного ПБВ. Образец битума отбирается из котла непосредственно перед загрузкой полимера и пластификатора или раствора полимера. При отсутствии указанного образца битума используют битум той марки, на которой было приготовлено ПБВ. При отсутствии образца битума или сведений о его марке может быть использован битум одной из следующих марок: БНД 40/60, БНД 60/90, БНД 90/130.
ПБВ, содержащее 10 % индустриального масла, анализируют без корректировки состава. ПБВ, содержащее иное количество индустриального масла, корректируют добавлением отобранного битума или индустриального масла.
Расчет добавляемых масс проводят по следующим формулам:
где qПБВ - масса ПБВ, подлежащая корректировке, г;
АМ - содержание индустриального масла в анализируемом ПБВ, %;
qБ - масса битума, которую необходимо добавить в ПБВ, содержащее более 10 % индустриального масла, г;
qМ - масса индустриального масла, которую необходимо добавить к ПБВ, содержащему менее 10 % индустриального масла, г.
В фарфоровой кружке взвешивают 20 - 30 г анализируемого ПБВ с точностью ± 0,01 г и, в случае необходимости корректировки, рассчитанное количество битума или масла, затем добавляют толуол из расчета 5 мл на 1 г массы. Кружку нагревают на электроплитке до 80 - 90 °C и содержимое перемешивают с помощью механической мешалки до получения однородного состояния, затем охлаждают. Для удаления из раствора нерастворимых образований в кружку добавляют минеральный порошок из расчета 2 г/г массы откорректированного ПБВ, массу перемешивают в течение 3 - 5 мин и переливают в пробирки для центрифугирования (основная масса порошка остается на дне кружки). Пробирки центрифугируют 0,5 ч при скорости вращения барабана центрифуги 5000 об/мин. После остановки барабана раствор сливают в чистые пробирки и повторяют центрифугирование. Полученный раствор сливают в прибор для отгонки толуола, состоящий из стандартных круглодонной колбы, насадки Вюрца, термометра, холодильника Либиха, аллонжа, приемной колбы и колбонагревателя. Отгонку заканчивают по достижении температуры в колбе 135 - 140 °С. Оставшуюся массу ПБВ наливают в чашки Петри слоем 1 мм и сушат в термошкафу при 130 °С до постоянной массы - изменение массы не должно превышать 0,04 г/ч. Первое взвешивание производят через 2 ч, последующие - через 1 ч.
По окончании сушки ПБВ из чашек переносят в металлический бюкс, нагревают до 160 °С, перемешивая с помощью термометра до однородного состояния.
Дополнительно для анализа на основе отобранного битума готовят образец разжиженного битума с 10 % индустриального масла. Полученный образец растворяют в толуоле и обрабатывают аналогично ПБВ.
В том случае, если анализу подлежит ПБВ, извлеченное из полимерасфальтобетона, полученный толуольный раствор центрифугируют по описанному в данном разделе режиму без добавления минерального порошка.
В связи с введением в технические требования на ДСТ показателя его полной растворимости в индустриальном масле марки И-40А (Изменение № 1 к ТУ 38.40327-98 «Термоэластопласты бутадиен-стирольные ДСТ-30Р, ДСТ-РМ», п. 13 технических требований) в ходе анализа ПБВ на основе такого ДСТ отпадает необходимость в его предварительной очистке путем растворения ПБВ в толуоле, центрифугирования раствора от нерастворившихся примесей и последующего удаления растворителя. Указанное ПБВ перед определением в нем содержания полимера достаточно нагреть до 160 °С, перемешать и отфильтровать через сито № 07.
В том случае, если в ходе проведения анализа выясняется, что точки на графике зависимости относительной вязкости от доли полимера в пробе от его искомого содержания в ПБВ (А) плохо укладываются на прямой, то это означает, что полимер, использованный для получения ПБВ, не соответствовал техническим требованиям в части полноты растворимости в индустриальном масле. В этом случае ПБВ перед определением в нем содержания полимера необходимо растворить в толуоле, центрифугировать и высушить от толуола, после чего анализировать.
13.11.2.2. Взвешивание и растворение проб ПБВ и разжиженного битума
В каждую из 10 конических одногорлых плоскодонных колб (НШ 29, V = 100 мл) отбирают навески разжиженного битума и ПБВ согласно табл. 14.
Навески ПБВ и разжиженного битума
|
Навеска, г |
Доля полимера в ПБВ от его искомого содержания, А, % |
||
|
ПБВ |
разжиженного битума |
||
|
0 |
0 |
2,0000 |
0 |
|
0 |
0 |
2,0000 |
0 |
|
1.3 |
1,3000 |
0,7000 |
65 |
|
1.4 |
1,4000 |
0,6000 |
70 |
|
1.5 |
1,5000 |
0,5000 |
75 |
|
1.6 |
1,6000 |
0,4000 |
80 |
|
1.7 |
1,7000 |
0,3000 |
85 |
|
1.8 |
1,8000 |
0,2000 |
90 |
|
1.9 |
1,9000 |
0,1000 |
95 |
|
2.0 |
2,000 |
0 |
100 |
Доля полимера в пробах (А) определена по следующей формуле:
![]() (3)
(3)
где qПБВ - навеска ПБВ в пробе, г.
Примечания:
- № колбы соответствует навеске ПБВ в ней;
- две пробы № 0 предусмотрены для повышения точности определения относительной вязкости;
- в каждую колбу, начиная с № 1.3, отбирают две навески - ПБВ и разжиженного битума так, чтобы общая навеска пробы составляла 2 г;
- доля полимера в пробе № 2.0 принята за 100 %, во всех остальных пробах уменьшают навеску ПБВ за счет введения такого же количества разжиженного битума, тем самым уменьшая долю полимера в каждой пробе.
В колбы с навесками отмеряют по 10 мл толуола. Колбы герметично закрывают резиновыми пробками с прокладками из тонкой полиэтиленовой пленки и ставят на песчаную баню, нагретую до 100 - 105 °С. Периодически колбы встряхивают до получения однородного раствора, после чего дополнительно выдерживают 0,5 ч на горячей песчаной бане, далее охлаждают до температуры окружающей среды.
13.11.3. Проведение испытания
Определение относительных вязкостей приготовленных проб проводят в вискозиметре, помещенном в стеклянный цилиндрический сосуд с водой, снабженный термометром и перемешивающим устройством. Испытания проводят при 25 °С ± 0,1 °С. Пробы следует анализировать в порядке, указанном в табл. 14.
С помощью воронки с плотным ватным тампоном в вискозиметр заливают приготовленную пробу, термостатируют в течение 5 мин, после чего определяют время истечения (т) через капилляр вискозиметра. Замеры повторяют до получения не менее 10 одинаковых параллельных результатов. После чего раствор тщательно сливают из вискозиметра и заливают следующий. Окончательные результаты измерений вносят в табл. 15.
13.11.4. Обработка результатов измерений
Полученные данные используют для расчета значений
условной характеристической вязкости полимера в анализируемом ПБВ (![]() ) и
относительной вязкости раствора данного ПБВ в толуоле (
) и
относительной вязкости раствора данного ПБВ в толуоле (![]() ). Результаты
расчетов также вносят в табл. 15.
). Результаты
расчетов также вносят в табл. 15.
Результаты измерений
|
Время истечения раствора, с |
Относительная вязкость, ηотн |
|
|
1 |
2 |
3 |
Относительную вязкость рассчитывают по следующей формуле:
где τi - время истечения растворов проб №№ 1.3 - 2.0 в толуоле, с;
τо - среднее время истечения растворов проб № 0, с.
По экспериментальным данным табл. 14 и 15
строят график зависимости ηотн.i от А (см. рисунок 2). Для расчета ![]() и
и ![]() точки, не
укладывающиеся на прямую, исключают из последующей обработки. Результаты
испытаний, соответствующие точкам, лежащим на прямой, обрабатывают по методу
наименьших квадратов, для чего вносят в табл. 16.
точки, не
укладывающиеся на прямую, исключают из последующей обработки. Результаты
испытаний, соответствующие точкам, лежащим на прямой, обрабатывают по методу
наименьших квадратов, для чего вносят в табл. 16.
Данные для обработки результатов анализа по методу наименьших квадратов
|
Аi |
ηотнi - ηyo |
Ai ´ ηотнi - Ai ´ ηyo |
Аi2 |
|
А1.3 |
η1.3 - ηyo |
A1.3 ´ η1.3 - A1.3 ´ ηyo |
А21.3 |
|
А1.4 |
η1.4 - ηyo |
A1.4 ´ η1.4 - A1.4 ´ ηyo |
А21.4 |
|
А1.5 |
η1.5 - ηyo |
A1.5 ´ η1.5 - A1.5 ´ ηyo |
А21.5 |
|
А1.6 |
η1.6 - ηyo |
A1.6 ´ η1.6 - A1.6 ´ ηyo |
А21.6 |
|
А1.7 |
η1.7 - ηyo |
A1.7 ´ η1.7 - A1.7 ´ ηyo |
А21.7 |
|
А1.8 |
η1.8 - ηyo |
A1.8 ´ η1.8 - A1.8 ´ ηyo |
А21.8 |
|
А1.9 |
η1.9 - ηyo |
A1.9 ´ η1.9 - A1.9 ´ ηyo |
А21.9 |
|
А2.0 |
η2.0 - ηyo |
A2.0 ´ η2.0 - A2.0 ´ ηyo |
А22.0 |
|
ΣAi |
Σηотнi - n ´ ηyo |
Σ(Ai ´ ηотнi) - Σ(Ai ´ ηyo) |
ΣA2i |
Примечание. Коэффициент «n» равен числу точек, принятых при обработке.

Рис. 2. Зависимость относительной вязкости 18,7 % раствора ПБВ в толуоле от содержания полимера
Прямая пропорциональная зависимость в общем виде описывается формулой
y - b = xtga, (5)
где y = ηотн; b = ηoy; x = A;
tga - тангенс угла наклона прямой к оси абсцисс.
Для обработки данных анализа по методу наименьших квадратов составляют два уравнения:
Используя данные, полученные в табл. 5, и уравнения (6) и (7), получают следующие уравнения:
Σηотн - n ´ ηoy = ΣA ´ tga, (8)
Σ(A ´ ηотн) - ΣA ´ ηoy = ΣA2 ´ tga, (9)
Решив систему уравнений (8) и (9), определяют значения ηoy и tga, по которым вычисляют значение ηотнс и ηотн5 по формулам
ηотн5 = 3,6984 - 1,9312ηoy (11)
Уравнение (11) получено на основе корреляции между условной характеристической вязкостью блоксополимеров типа СБС с разной молекулярной массой и относительной вязкостью ПБВ, содержащих 5 % этих полимеров и 10 % индустриального масла марки И-40А.
По полученным значениям ηотнс, ηотн5, ηoy и формуле (12) вычисляют содержание полимера (С, %) в ПБВ.
где ηотнс - расчетная относительная вязкость раствора ПБВ, содержащего 100 %-ную долю полимера;
ηoy - расчетная условная характеристическая вязкость полимера, содержащегося в ПБВ, характеризуемая как отрезок на оси ординат, отсекаемый прямой концентрационной зависимости относительной вязкости раствора ПБВ в толуоле;
ηотн5 - расчетная относительная вязкость раствора ПБВ, содержащего 5 % полимера с условной характеристической вязкостью, равной ηoy.
В том случае, если перед анализом к ПБВ добавляли битум или масло (см. п. 13.11.2.1), содержание полимера (С') необходимо уточнить по следующей формуле:
![]() (13)
(13)
где q = qм или qб.
Результаты расчета округляют до значения, кратного 0,1 %.
Содержание полимера в ПБВ с учетом доли нерастворимого полимера рассчитывают по формуле
![]()
или ![]()
где С'' - содержание полимера в ПБВ с учетом доли нерастворимого полимера, %;
С - содержание растворимой части полимера в ПБВ;
С' - содержание растворимой части полимера в ПБВ с учетом его разбавления битумом или маслом в ходе анализа, %;
Сн - доля нерастворимого полимера.
Содержание полимера в полимерасфальтобетонной смеси рассчитывают по формуле
![]()
где
![]() - содержание полимера в полимерасфальтобетонной смеси, %;
- содержание полимера в полимерасфальтобетонной смеси, %;
![]() -
содержание полимера в извлеченном ПБВ, равное С, С' или С'', %;
-
содержание полимера в извлеченном ПБВ, равное С, С' или С'', %;
СПБВ - содержание ПБВ в полимерасфальтобетонной смеси по п. 13.9.6 настоящих рекомендаций, %.
Доверительные границы относительного значения погрешности результатов анализа при Р = 0,95 (см. табл. 17).
|
Доверительные границы относительного значения погрешности результатов |
||
|
суммарная погрешность, % |
систематическая составляющая погрешности, % |
|
|
Наличие исходного битума, знание точного содержания пластификатора в ПБВ |
± 6,0 |
± 5,2 |
|
Отсутствие исходного битума, знание точного содержания пластификатора в ПБВ |
± 7,0 |
± 6,3 |
|
Наличие исходного битума и знание содержания пластификаторов в ПБВ с точностью ± 1 % |
± 7,0 |
± 6,3 |
|
Отсутствие исходного битума и знание содержания пластификатора с точностью ± 1 % |
± 8,0 |
± 7,3 |
13.11.5. Пример определения содержания полимера - дивинил-стирольного термоэластоплата (ДСТ 30Р-01) в ПБВ.
Дано:
- образец битума, использованного для приготовления анализируемого ПБВ;
- содержание индустриального масла марки И-40А - 13 %;
- содержание ДСТ в ПБВ - 4 %.
Подготовка к испытанию
Горячее ПБВ фильтруют через капроновую ткань, т.к. на фильтре отсутствует остаток, то ДСТ растворился полностью.
В фарфоровой кружке взвешивают 30 г анализируемого ПБВ. Для корректировки состава ПБВ, в котором должно содержаться 10 % индустриального масла, по формуле (1) рассчитывают необходимое количество битума.
![]()
К ПБВ добавляют 9 г битума и (30 + 9) ´ 5 = 195 мл толуола. Кружку со смесью нагревают на песчаной бане до 80 - 90 °С при перемешивании с помощью механической мешалки. Полученную однородную систему охлаждают и добавляют (30 + 9) ´ 2 = 78 г минерального порошка, перемешивают в течение 3 - 5 мин и переливают в пробирки для центрифугирования. Основная масса порошка остается на дне кружки. Пробирки с раствором и остатками минерального порошка центрифугируют 0,5 ч при скорости вращения барабана 5000 об/мин. После остановки барабана смесь переливают в чистые пробирки и повторяют центрифугирование. Полученный раствор сливают в колбу для отгонки толуола. По достижении температуры 135 - 140 °С отгонку прекращают, оставшийся раствор сливают в 4 чашки Петри и помещают в термошкаф для окончательной сушки при 130 °С до постоянной массы. Первое взвешивание проводят через 2 ч, последующие - через 1 ч. Сушку прекращают при изменении массы не более чем на 0,04 г/ч. С помощью скальпеля ПБВ из всех 4 чашек переносят в металлический бюкс и нагревают на плитке до 160 °С, перемешивая до получения однородной массы. Аналогичные операции проводят с разжиженным битумом, содержащим 10 % индустриального масла марки И-40А.
Взвешивание навесок ПБВ и разжиженного битума, а также растворение их в толуоле проводят по п. 13.11.2.2. Затем определяют время истечения приготовленных проб с помощью вискозиметра ВПЖ-2.
Результаты измерений и расчетов ηотн заносят в табл. 18.
τ, ηотн и A рассчитывают по формулам соответственно.
Результаты измерений
|
Время истечения раствора, τ, с |
ηотн** |
А, % |
|
|
0 |
53,8* |
1 |
0 |
|
0 |
54,0 |
1 |
0 |
|
1.3 |
70,9 |
1,3154 |
65 |
|
1.4 |
72,5 |
1,3451 |
70 |
|
1.5 |
75,2 |
1,3952 |
75 |
|
1.6 |
75,7 |
1,4045 |
80 |
|
1.7 |
77,3 |
1,4341 |
85 |
|
1.8 |
79,0 |
1,4657 |
90 |
|
1.9 |
80,5 |
1,4935 |
95 |
|
2.0 |
82,3 |
1,5269 |
100 |
Примечания: *
![]() ,
**
,
** ![]()
По данным табл. 18 строят график зависимости ηотн от доли полимера (А) в пробе (рис. 2). Поскольку точка, соответствующая А = 75 %, не укладывается на прямую, она исключается из дальнейшей обработки. Остальные данные обрабатывают по методу наименьших квадратов (табл. 19).
Обработка данных по методу наименьших квадратов
|
ηотн - ηyo |
Ai ´ ηотн - A ´ ηyo |
А2 |
|
|
65 |
1,3154 - ηyo |
85,501 - 65 ´ ηyo |
4225 |
|
70 |
1,3451 - ηyo |
94,157 - 70 ´ ηyo |
4900 |
|
80 |
1,4045 - ηyo |
112,36 - 80 ´ ηyo |
6400 |
|
85 |
1,4341 - ηyo |
121,8985 - 85 ´ ηyo |
7225 |
|
90 |
1,4657 - ηyo |
131,913 - 90 ´ ηyo |
8100 |
|
95 |
1,4935 - ηyo |
141,8825 - 95 ´ ηyo |
9025 |
|
100 |
1,5269 - ηyo |
152,69 - 100 ´ ηyo |
10000 |
|
585 |
9,9852 - 7ηyo |
840,402 - 585 ´ ηyo |
49875 |
По данным табл. 19 составляют 2 уравнения по формулам (8) и (9).
Σηотн - n ´ ηoy = ΣA ´ tga = 9,9852 - 7ηoy = 585tga
Σ(A ´ ηотн) - ΣA ´ ηoy = ΣA2 ´ tga = 840,402 - 585ηoy = 49875tga.
Для решения системы уравнений обе части первого
уравнения умножают на частное от деления 
Получают:
![]()
Затем из полученного уравнения вычитают второе уравнение, полученное по формуле (9)
851,3023 - 596,7949ηoy = 49875tga,
840,402 - 585ηoy = 49875tga
10,9003 - 11,7949ηoy = 0
ηoy = 0,9242
Значение ηoy подставляют в первое уравнение, полученное по формуле (8), и находят значение tga.
9,9852 - 7 · 0,9242 = 585tga,
![]()
Вычисляют ηотнс и ηотн5 по уравнениям (10) и (11)
ηотнс = 100tga + ηoy = 100 ´ 0,0060 + 0,9242 = 1,5242,
ηотн5 = 3,6984 - 1,9312ηoy = 3,6984 - 1,9312 ´ 0,9242 = 1,9136.
Содержание полимера в ПБВ определяют по формуле (12)
![]()
С учетом выполненной корректировки состава анализируемой пробы содержание ДСТ (С) в исходном ПБВ рассчитывают по формуле (13)
![]()
Результат анализа содержания ДСТ в ПБВ составляет 3,9 % ± 0,2 %, где 0,2 % определяют согласно п. 13.11.4 как 6 % от 3,9 %.
Фактическое отклонение полученного результата от заданного значения для лабораторного образца ПБВ составило
13.12. Определение долговременной прочности вяжущего
Метод определения долговременной прочности вяжущего сводится к определению его температуры хрупкости после многократного растяжения (нагружения) на приборе Фрааса.
Сущность метода заключается в определении температуры хрупкости и числа циклов до разрушения образца (появления глубокой трещины) после многократного сгибания и распрямления пластинки.
13.12.1. Аппаратура, реактивы и материалы
Аппарат Фрааса (чертеж представлен в ГОСТ 11507-78), в который входят:
устройство для сгибания пластинки, состоящее из двух концентрических трубок из теплоизоляционного материала и приспособления для перемещения внутренней трубки относительно внешней трубки. Зазор между трубками не должен превышать 1 мм. На нижних концах трубок жестко укреплены захваты с пазами. Часть внутренней трубки, находящаяся между захватами, имеет четыре продольные прорези (размером 30´4 мм), устраняющие экранирование резервуара термометра (или термопары). При перемещении внутренней трубки расстояние между пазами захватов должно равномерно уменьшаться до (36,5 ± 0,1) мм от максимального расстояния 40 ± 0,1 мм за 10 - 12 с;
приспособление для перемещения внутренней трубки состоит из конуса или двух клиньев, по поверхности которых движется штифт, соединенный с внутренней трубкой. Приспособление приводится в действие вращением рукоятки или автоматически;
пластинки стальные длиной 41 ± 0,05 мм, шириной (20,0 ± 0,2) мм и толщиной (0,15 ± 0,02) мм, изготовленные из стальной ленты 65Г-Ш-С-Н-0,15´20 по ГОСТ 2283-79. В ненапряженном состоянии пластинки должны быть плоскими. Не допускается применять пластинки со следами коррозии;
пробирка стеклянная диаметром 37 ± 1 мм, высотой около 210 мм, в которую вставляется изгибающее устройство;
устройство для охлаждения, состоящее из несеребреного сосуда Дьюара, снабженного резиновой пробкой с прорезями для пробирки с изгибающим устройством для подачи охлаждающего агента (воронка для подачи углекислоты или трубка для подачи газообразного азота), и отводящей трубки. Вместо сосуда Дьюара может быть использована широкая пробирка, которая укрепляется с помощью пробки в стакане. На дно пробирки и стакана помещают небольшое количество хлористого кальция или другого осушителя;
термометр ртутный стеклянный с длиной погружаемой части 250 - 260 мм, диаметром не более 5 ± 0,5 мм, ртутным резервуаром цилиндрической формы длиной 15 - 20 мм, с диапазоном измерения от минус 35 до плюс 30 °C, ценой деления 1 °С и погрешностью ± 075 °С или термопара хромель-копелевая малоинерционная с длиной погружаемой части не менее 250 мм, с потенциометром класса точности 0,5 с диапазоном измерения от минус 60 до плюс 50 °С и ценой деления 1 °С;
устройство для расплавления вяжущего на пластинке, состоящее из двух металлических плиток любой формы (60´60 мм), расположенных друг над другом на расстоянии примерно 50 мм. Верхняя плитка толщиной 5 мм, нижняя - отражатель толщиной 1 - 2 мм. Устройство закрепляется на штативе горизонтально. Для расплавления вяжущего допускается устройство другой конструкции, обеспечивающей отсутствие перегрева вяжущего и равномерное распределение его на пластинке, например, электрическая плитка с горизонтальной качающейся поверхностью или магнитный блок, состоящий из плоскошлифованной магнитной стальной пластины размером 40´60´8 мм, обеспечивающей полное соприкосновение всей поверхности пластинки для испытания при расправлении вяжущего, и электрической плитки с устройством, обеспечивающим горизонтальность поверхности расплавленного вяжущего;
секундомер;
сито с металлической сеткой № 07 по ГОСТ 6613-86. Допускается применять импортные сита с аналогичными размерами сетки;
плитка керамическая или стекло размером 100´100´5 мм для выдерживания пластинок после расплавления вяжущего;
кальций хлористый технический по ГОСТ 450-77;
толуол нефтяной по ГОСТ 14710-78 или толуол каменноугольный по ГОСТ 9880-76, или керосин осветительный;
охлаждающая смесь: этиловый технический регенерированный спирт или сырец, или технический изооктан с твердой углекислотой; жидкий азот или жидкая углекислота. Допускается использовать другие охлаждающие смеси;
весы лабораторные 3-го класса точности;
держатель для помещения пластинок в пазы захватов. Ширина концов держателя не должна превышать 8 мм. Он должен быть снабжен устройством, предотвращающим сближение концов на расстояние менее 38 мм.
13.12.2. Подготовка к испытанию
13.12.2.1. Образец вяжущего при наличии влаги обезвоживают осторожным нагреванием без перегрева до температуры на 80 - 100 °С выше температуры размягчения, но не ниже 120 °С и не выше 160 °С при перемешивании стеклянной палочкой. Обезвоженное и расплавленное до подвижного состояния вяжущее процеживают через металлическое сито и тщательно перемешивают до полного удаления пузырьков воздуха.
13.12.2.2. Шесть стальных пластинок тщательно промывают толуолом или керосином, высушивают и взвешивают с погрешностью не более 0,01 г.
Испытанием на изгиб вручную устанавливают, в какую сторону изгибается стальная пластинка. Наносят (0,40 ± 0,01) г вяжущего на выпуклую при изгибе сторону пластинки.
13.12.2.3. Пластинку с навеской вяжущего кладут на верхнюю плитку устройства для расплавления вяжущего и осторожно нагревают нижнюю плитку-отражатель газовой горелкой или другим источником тепла до тех пор, пока вяжущее не растечется равномерно по поверхности пластинки.
Пламенем шириной около 5 мм и длиной 5 - 10 мм осторожно прогревают поверхность, удаляют возможные пузырьки воздуха и получают гладкое равномерное покрытие. При этом следует избегать местных перегревов. Время расплавления и распределения вяжущего составляет 5 - 10 мин.
Подготовленные пластинки с вяжущим сдвигают на гладкую, плоскую, горизонтально установленную керамическую плитку. Защищенные от пыли пластинки с вяжущим выдерживают при комнатной температуре не менее 30 мин.
13.12.2.4. В захваты устройства для сгибания (при расстоянии между пазами захватов 40,0 ± 0,1 мм) вставляют пластинку так, чтобы слой вяжущего был расположен наружу.
При этом надо избегать образования трещин в покрытии вяжущего при сгибании пластинки. Если покрытие треснуло, то в устройство для сгибания помещают пластинку с другим покрытием.
13.12.2.5. Собирают устройство для охлаждения, и сосуд Дьюара заполняют изооктаном или спиртом примерно на 1/2 высоты.
13.12.3. Проведение испытания
Проведение испытания складывается из следующих этапов.
На первом этапе испытания определяют стандартный показатель температуры хрупкости по Фраасу в соответствии с действующим ГОСТ 11507-78.
На втором этапе проводят подготовку к испытанию на многократное растяжение, в том числе изменяют скорость охлаждения до 0,2 °С/мин.
На третьем этапе проводят собственно испытание на многократное растяжение со скоростью охлаждения 0,2 °С/мин и скоростью нагружения 2 цикла/мин и устанавливают окончательные результаты - температуру хрупкости и число циклов до появления глубокой трещины на покрытии, а также промежуточные результаты - температуру и число циклов, при которых образуется рисунок типа рябь или микротрещина на покрытии пластинки.
13.12.3.1. Три из подготовленных пластинок используют для определения стандартного показателя температуры хрупкости на приборе Фрааса по ГОСТ 11507-78.
13.12.3.2. Устройство для сгибания пластинки с вяжущим вставляют в стеклянную пробирку с небольшим количеством хлористого кальция.
Термометр или термопару устанавливают так, чтобы ртутный резервуар термометра или рабочий конец термопары находились на уровне середины стальной пластинки. Температура в пробирке к началу испытания должна быть не ниже 15 °С.
13.12.3.3. Вводят порциями охлаждающий агент и понижают температуру в пробирке со скоростью 1 °С/мин, при этом допускаемые отклонения не должны превышать ± 1 °С за 10 мин.
13.12.3.4. Сгибать пластинку начинают при температуре примерно на 10 °С выше ожидаемой температуры хрупкости.
Сгибают и распрямляют пластинку равномерным вращением рукоятки со скоростью около 1 об./с сначала в одну сторону до достижения максимального прогиба пластинки (при уменьшении расстояния между пазами захватов до (36,5 ± 0,1 мм), а затем в обратную сторону до достижения исходного положения.
Весь процесс сгибания и распрямления пластинки должен заканчиваться за 20 - 24 с. Операцию повторяют в начале каждой минуты и отмечают температуру в момент появления первой трещины. Для уточнения появления трещины допускается кратковременно извлекать пробирку с вяжущим из сосуда Дьюара или широкой пробирки. В том случае, если на двух пластинках температура хрупкости вяжущего различается больше чем на 2 °С, испытывают третью пластинку. За температуру хрупкости принимают среднее арифметическое значение двух определений, округленное до целого числа.
Полученное значение температуры хрупкости является основой при проведении испытания по изложенной ниже методике. В ходе испытания обязательно фиксируют температуру появления рисунка типа ряби или микротрещины на покрытии, если таковые имеют место до появления глубокой трещины.
Для определения температуры хрупкости после многократного растяжения используют три оставшиеся пластинки с навеской вяжущего.
До начала многократного нагружения в прибор со вставленной пластинкой вводят порциями охлаждающий агент, понижая температуру в пробирке до 0 °С со скоростью 1 °С/мин.
13.12.3.5. За температуру начала многократного нагружения пластинки принимают температуру на 5 °С выше температуры хрупкости по Фраасу испытуемого образца. В том случае, если в процессе определения стандартной температуры хрупкости по Фраасу отмечено образование на поверхности образца рисунка типа ряби или микротрещины, то за температуру начала многократного нагружения принимают температуру на 5 °С выше температуры образования рисунка или микротрещины.
13.12.3.6. При достижении 0 °С секундомер отключают, сбрасывают прежние показания и включают в момент начала нагружения. При этом режим охлаждения и нагружения остается стандартным вплоть до температуры выше на 5 °С той, которая принимается за начало многократного нагружения.
13.12.3.7. При температуре на 5 °С выше температуры начала многократного нагружения пластинки начинают замедлять скорость охлаждения постепенно доводя ее до 0,2 °С/мин (1 °С за 5 мин), продолжая сгибать ее с частотой нагружения 1 цикл/°С.
Таким образом необходимо за 25 мин снизить скорость охлаждения с 1 °С/мин (1 °С за 1 мин) до 0,2 °С/мин (1 °С за 5 мин). При этом продолжительность цикла нагружения остается стандартной - 20 - 24 с, 1 цикл нагружения производят в начале каждых 5 мин.
При достижении температуры начала многократного нагружения отключают секундомер, сбросив прежние показания, зафиксировав число циклов нагружения.
13.12.3.8. Включив секундомер, начинают многократное нагружение пластинки с частотой нагружения 2 цикла в минуту при скорости охлаждения 0,2 °С/мин. Время одного цикла нагружения составляет 20 - 24 с. Время начала каждого нового цикла нагружения фиксируется по секундомеру и происходит каждые 30 с. Общее число циклов нагружения, равное 10, происходит за 5 мин при снижении температуры испытания на 1 °С, т.е. частота нагружения 10 цикл/°С.
В качестве примера для определения числа циклов нагружения до появления глубокой трещины принимаем, что температура хрупкости по Фраасу для данного вяжущего равна минус 25 °С, а температура хрупкости после многократного нагружения минус 40 °С. Принимаем, что рисунка типа ряби или микротрещины при стандартном испытании не было. Тогда число циклов нагружения до температуры начала многократного нагружения составит 20 °С ´ 1 цикл/°С = 20 циклов, а при многократном нагружении - 20 °С ´ 10 цикл/°С = 200 циклов. То есть общее число циклов N = 220 циклов.
13.12.3.9. Для облегчения ориентирования по температуре в каждый данный момент целесообразно заранее заготовить рисунок по аналогии с рис. 3, на котором изображена минутная шкала (1) секундомера, используемого при данном испытании. На данном рисунке приведен пример записи результатов испытания для образца вяжущего со стандартной температурой хрупкости по Фраасу, равной минус 25 °С, и соответственно температурой начала многократного нагружения, равной минус 20 °С. В кругах II, III и т.д. записывают температуру нагружения образца. В круге II напротив цифры «0» отмечают температуру начала многократного нагружения, далее через каждые 5 мин прибавляют по 1 °С, по окончании 1-го часа (круг II) в случае необходимости заполняют круги III и IV по аналогии со II. В ходе работы, сопоставляя данные действующего секундомера с рисунком, определяют значение температуры, соответствующей каждому моменту времени, и в конце испытания определяют число циклов до разрушения при многократном нагружении.
Таким образом, секундная стрелка секундомера указывает время начала нагружения пластинки при каждом последующем цикле, минутная стрелка - изменение температуры в ходе испытания (см. рис. 3).
Для уточнения температуры появления изменений типа ряби или микротрещин на покрытии необходимо пробирку с согнутой пластинкой извлекать из сосуда Дьюара. Образование рисунка типа ряби или микротрещин фиксируют в журнале, записывая температуру, число оборотов и качественное состояние образца (рябь, микротрещины).
Охлаждение и сгибание пластинки по указанному режиму продолжают до образования четко выраженной глубокой трещины, после чего испытание заканчивают, останавливая секундомер, не сбрасывая его показания.

Рис. 3. Температурно-временная схема многократного сгибания образца:
I - минутная шкала секундомера; II, III, IV - температура, соответствующая времени по шкале секундомера
Рис. 3 приведен с целью облегчения записи процесса испытания:
при показателе 0 мин принята температура начала многократного нагружения, равная минус 20 °С;
при 5 мин - минус 21 °С;
при 10 мин - минус 22 °С и т.д.
За температуру хрупкости вяжущего после многократного нагружения принимают температуру образования на поверхности вяжущего глубокой трещины. Одновременно по показаниям секундомера рассчитывают число циклов нагружения до образования глубокой трещины, добавив число циклов растяжения от 0 °С до температуры начала нагружения.
Результаты испытания включают в себя следующие показатели:
1) ![]() - температура образования рисунка типа
ряби или микротрещины, °С.
- температура образования рисунка типа
ряби или микротрещины, °С.
2) n - число циклов нагружения до образования микротрещины.
3) Качественное состояние вяжущего после n
сгибаний при ![]() (рябь или микротрещины).
(рябь или микротрещины).
4) ![]() - температура хрупкости после
многократного нагружения образца до образования глубокой трещины, °С.
- температура хрупкости после
многократного нагружения образца до образования глубокой трещины, °С.
5) N - число циклов нагружения до образования глубокой трещины.
13.12.4. Обработка результатов
13.12.4.1. За температуру хрупкости после многократного нагружения принимают среднее арифметическое значение двух определений, округленное до целого числа.
13.12.4.2. Сходимость
Два результата определения, полученные одним лаборантом на одном и том же аппарате и пробе вяжущего, признаются достоверными (при доверительной вероятности 95 %), если расхождение между ними не превышает 3 °С.
13.12.4.3. Воспроизводимость
Два результата испытания, полученные разными лаборантами, в двух разных лабораториях на одной и той же пробе вяжущего, признаются достоверными (при доверительной вероятности 95 %), если расхождения между ними не превышают 4 °С.
13.12.4.4. Допускаемые точностные характеристики действительны до температуры минус 60 °С.
13.12.4.5. Смеси полимерасфальтобетонные и полимерасфальтобетон испытывают стандартными методами по ГОСТ 12801-98, а также дополнительно нестандартными, такими, как: глубина вдавливания штампа и эластичность.
13.13. Определение глубины вдавливания штампа
Сущность метода заключается в определении максимального погружения металлического штампа площадью 5 см2 в образец полимерасфальтобетона при нагрузке на штамп 52,5 кгс.
13.13.1. Аппаратура
Пресс с механическим приводом, способный обеспечить нагрузку 52,5 кгс;
штамп металлический диаметром 2,52 см (площадь 5 см2);
металлическая форма диаметром и высотой 7 см для изготовления образцов полимерасфальтобетона;
сосуд вместимостью 3 - 5 л для термостатирования образца полимерасфальтобетона;
термометр стеклянный с ценой деления 1 °С по ГОСТ 400-80;
стойка гибкая типа МС-29 по ТУ 2-034-668-83;
индикатор часового типа с ценой деления 0,01 мм для измерения деформаций до 10 мм;
резиновая груша.
13.13.2. Подготовка к испытанию
Изготовленный по ГОСТ 12801-98 образец полимерасфальтобетона извлекают из формы, охлаждают не менее 3 ч.
Перед испытанием образцы термостатируют при температуре 50 ± 2 °С и выдерживают в течение 1 ч в воде.
13.13.3. Проведение испытания
Сосуд для термостатирования с образцом помещают в центре нижней плиты пресса. В течение всего испытания температура воды в сосуде поддерживается 50 ± 2 °С.
На поверхность образца устанавливают металлический штамп, затем верхнюю плиту пресса опускают и останавливают ее выше уровня поверхности штампа на 1,5 - 2 мм.
Для измерения деформации индикатор, прикрепленный к стойке, размещают таким образом, чтобы подвижная часть его ножки касалась верхней плиты пресса. После этого включают электродвигатель и начинают нагружать образец через штамп (рис. 4).
Когда стрелка силоизмерителя пресса отклонится от нулевой точки, электродвигатель отключают, устанавливают стрелку индикатора на ноль и продолжают нагружение на штамп.
Нагрузку на штамп задают постоянную (52,5 кгс) и выдерживают в течение 30 мин.
По истечении времени испытания фиксируют показания индикатора. Температуру образца 50 ± 2 °С поддерживают во время испытания добавлением воды, избыток которой отбирают резиновой грушей.
13.13.4. Обработка результатов
За окончательный результат принимают среднее арифметическое значение показателя индикатора (мм) после испытания трех параллельных образцов. Расхождение между ними не должно превышать 15 %.

Рис. 4. Схема испытания на глубину вдавливания штампа:
1 - образец; 2, 4 - нижняя и верхняя плиты пресса; 3 - штамп круглый; 5 - емкость для термостатирования; 6 - штанги; 7 - индикатор деформации; 8 - стойка
13.13.5. Упрощенный метод определения глубины вдавливания штампа
Метод заключается в определении глубины погружения штампа в полимерасфальтобетон в условиях ограничения его перемещения (расширения) в горизонтальном направлении.
13.13.5.1. Аппаратура
Пресс с механическим приводом, способный обеспечить нагрузку 52,5 кгс;
штамп металлический диаметром 2,52 см (площадь 5 см2);
форма диаметром и высотой 7 см для изготовления образцов полимерасфальтобетона;
сосуд вместимостью 3 - 5 л для термостатирования образца полимерасфальтобетона в форме;
термометр стеклянный с ценой деления 1 °С по ГОСТ 400-80;
стойка гибкая типа МС-29 по ТУ 2-034-668-83;
индикатор часового типа с ценой деления 0,01 мм для измерения деформаций до 10 мм;
резиновая груша.
13.13.5.2. Подготовка к испытанию
Изготовленный по ГОСТ 12801-98 образец полимерасфальтобетона после удаления вкладышей, не извлекая из формы, охлаждают не менее 3 ч.
В сосуд для термостатирования образца заливают воду при 50° С выше уровня поверхности образца в форме и выдерживают в нем при температуре воды 50 ± 1 °С в течение 1 ч.
13.13.5.3. Проведение испытания
Сосуд для термостатирования помещают в центре нижней плиты пресса. В течение всего испытания температура воды в сосуде поддерживается 50 ± 1 °С.
На поверхность образца устанавливают металлический штамп, затем опускают верхнюю плиту и останавливают не доходя до уровня поверхности штампа на 1,5 - 2 мм.
Для измерения деформации индикатор, прикрепленный к стойке, размещают таким образом, чтобы подвижная часть его ножки касалась верхней плиты пресса. После этого включают электродвигатель и начинают нагружать образец через штамп (рис. 4). Когда стрелка силоизмерителя пресса отклонится от пулевой точки, электродвигатель отключают, устанавливают стрелку индикатора на ноль и продолжают нагружение на штамп.
Нагрузку на штамп задают постоянную (52,5 кг) и выдерживают в течение 30 мин. По истечении времени испытания фиксируют показания индикатора. Температуру образца 50 ± 1 °С поддерживают во время испытания добавлением воды, избыток которой отбирают резиновой грушей.
13.13.5.4. Обработка результатов
За окончательный результат принимают среднее арифметическое значение показателя индикатора (мм) после испытания трех параллельных образцов.
13.14. Определение эластичности полимерасфальтобетона
Сущность метода определения эластичности полимерасфальтобетона заключается в определении количества циклов нагружений образца до его разрушения.
13.14.1. Аппаратура
Пресс механический или гидравлический по ГОСТ 28840-90 с нагрузкой от 50 до 100 кН (5 - 10 тс) с силоизмерителями, обеспечивающими погрешность не более 2 % измеряемой нагрузки;
термометр химический ртутный стеклянный с ценой деления 1 °С по ГОСТ 400-80;
сосуд для термостатирования образцов вместимостью 3 - 8 л (в зависимости от размера и количества образцов).
13.14.2. Подготовка к испытанию
Для испытания готовят шесть образцов полимерасфальтобетона в соответствии с ГОСТ 12801-98. Затем для трех образцов определяют предел прочности при сжатии при (50 ± 2) °С в соответствии с ГОСТ 12801-98.
13.4.3. Проведение испытания
Эластичность образцов определяют на прессах с механическим приводом при скорости движения плиты 3,0 ± 0,5 мм/мин.
При использовании гидравлических прессов эту скорость перед проведением испытания следует установить при холостом ходе поршня.
Образец, извлеченный из сосуда для термостатирования, устанавливают в центре нижней плиты пресса, затем опускают верхнюю плиту и останавливают ее выше уровня поверхности образца на 1,5 - 2 мм. Это может быть достигнуто также соответствующим подъемом нижней плиты пресса. После этого включают электродвигатель пресса и задают нагрузку, равную 50 % от разрушающей. Время нагружения - 1 мин.
Через 1 мин нагрузку снимают, а образец помещают в водяную баню с температурой (50 ± 2) °С. Через 5 мин образец опять ставят на пресс и нагружают, и так далее до полного разрушения образца.
Число циклов, которое выдерживает образец до разрушения, характеризует эластичность полимерасфальтобетона.
13.14.4. Обработка результатов
За результат определения принимают округленное до первого десятичного знака среднее арифметическое значение испытаний трех образцов.
13.15. Метод определения трещиностойкости полимерасфальтобетона при отрицательных температурах
Сущность метода заключается в определении температуры, при которой образуется трещина на образце полимерасфальтобетона в условиях заданного прогиба при отрицательных температурах.
Испытания могут проводиться как со свежеприготовленной полимерасфальтобетонной смесью, так и полученной из кернов, отобранных из покрытия.
13.15.1. Аппаратура
Камера морозильная или другое устройство, обеспечивающее создание и поддержание в течение 30 мин заданной температуры в пределах от 10 до минус 60 °С;
пластина дугообразная металлическая - шаблон с внутренним радиусом кривизны 50 см и обеспечивающая прогиб образца полимерасфальтобетона, равный 0,62 мм. Размеры шаблона: длина - 100 мм, ширина - 50 мм, толщина - 2 мм. Шаблон может быть изготовлен из металла любой марки;
секундомер;
штангенциркуль;
набор сит с отверстиями требуемого размера по ГОСТ 6613-86;
ложка металлическая (или шпатель металлический).
13.15.2. Подготовка полимерасфальтобетона к испытанию
Отбор проб полимерасфальтобетонных смесей осуществляется в соответствии с ГОСТ 12801-98 (п. 4) массой не менее 10 кг, а для смесей типа А и Б на основе ПБВ 90 - 20 кг. Вырубки или керны нагревают на песчаной бане или в термостате до температуры, указанной в ГОСТ 12801-98, но не выше 160 °С и затем измельчают ложкой или шпателем до образования однородной подвижной массы.
Разогретую смесь остужают на воздухе, периодически перемешивая ложкой или шпателем до комнатной температуры. Остывшую полимерасфальтобетонную смесь с целью получения максимально возможной массы фр. (1,25 - 0,63) мм рассеивают по фракциям: 25 - 20; 20 - 15; 15 - 10; 10 - 5; 5 - 2,5; 2,5 - 1,25; 1,25 - 0,63; 0,63 - 0,31.
Из смеси фракции 1,25 - 0,63 в соответствии с ГОСТ 12801-98 (пп. 5, 6) готовят три образца - диски диаметром 71,4 мм и высотой 4 мм при требуемой температуре и давлении. Готовые образцы-диски выдерживают на воздухе не менее 15 ч.
Из каждого цилиндрического диска перед испытанием разогретым ножом вырезают квадрат 5´5 см, который этим же ножом делят на две равные части 5´2,5 см. Образцы-плитки до испытания выдерживают 1 ч при комнатной температуре.
13.15.3. Проведение испытания
Изготовленные образцы в количестве шести штук помещают в морозильную камеру и выдерживают при температуре 0 °С в течение 30 мин. По истечении заданного времени образцы по очереди извлекают из морозильной камеры и прикладывают концом к отметке на шаблоне так, чтобы при испытании центр образца совпадал с центром шаблона. Свободную часть образца изгибают в течение 2 с по шаблону, пока весь образец полностью не соприкоснется с ним.
Время с момента извлечения образца из камеры до окончания испытания не должно превышать 5 - 6 с.
При отсутствии трещин или изломов образцы полимерасфальтобетона выпрямляют на плоской поверхности и вновь помещают в морозильную камеру температуру в которой снижают на 5 °С, а если возможно надежное и точное термостатирование, то на 3 °С, выдерживают в течение 30 мин и повторно проводят испытание на пластине.
Испытание проводят, снижая каждый раз температуру в морозильной камере на 5 °С до появления трещин или изломов не менее чем у пяти испытываемых образцов.
13.15.4. Обработка результатов
За результат испытания принимают минимальную температуру, при которой не менее чем у пяти испытанных образцов из шести не обнаружено трещин и изломов.
13.16. Определение работоспособности поверхностной обработки
Работоспособность поверхностной обработки оценивают по прочности приклейки зерен щебня к поверхности КОВ, определяемой по методике Виолит, разработанной во Франции, с изменениями, предложенными Союздорнии. Этот метод позволяет оценить долговечность поверхностной обработки под воздействием циклической нагрузки при разных температурах и сопоставить различные вяжущие.
13.16.1. Аппаратура
Прибор (рис. 5) состоит из штатива (4) с плитой (5). На плите имеются три опоры (7), образующие в плане равносторонний треугольник для установки испытательной металлической пластины (6). На штативе крепится направляющее центрирующее устройство (3), в котором с помощью запора (фиксатора) (2) устанавливается шар-ударник (1) на заданной высоте от поверхности испытательной пластины, чтобы после удара шар не мог скатываться с пластины.
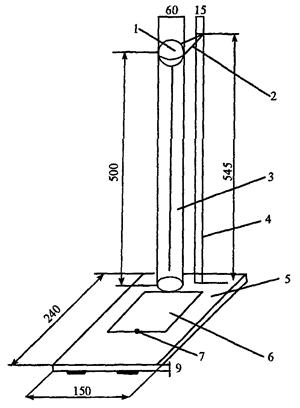
Рис. 5. Схема прибора для определения прочности приклейки зерен щебня к поверхности вяжущего по методу Виолит:
1 - шар-ударник; 2 - запорное устройство; 3 - направляющее устройство; 4 - штатив; 5 - плита; 6 - испытательная пластина; 7 - опоры
13.16.2. Подготовка к испытанию
Вяжущее массой 5 г (из расчета 0,5 кг/м2) наносится тонким слоем на металлическую пластинку размером 100´100´2 мм путем осторожного расплавления на электроплитке при температуре не выше 150 °С.
На слой вяжущего укладывают 50 щебенок (кубовидной формы) ровными рядами равномерно по всей площади пластинки, отступая на 3 - 5 мм от краев.
Остывшие (до комнатной температуры) пластинки со щебенками выдерживают под грузом 1 кг в течение 1 ч.
13.16.3. Проведение испытания
После термостатирования в течение 1 ч при заданной температуре (температуре испытания) пластинку помещают на опоры вниз щебенками и на нее с высоты 0,5 м сбрасывают металлический шар массой 500 ± 5 г.
13.16.4. Обработка результатов
Определяют количество (%) удержавшихся щебенок в зависимости от количества ударов. Щебёнки, отлетевшие с пленкой вяжущего (то есть проявляющие адгезию к вяжущему), считаются выдержавшими испытание.
14. ТЕХНИКА БЕЗОПАСНОСТИ
14.1. При приготовлении ПБВ, полимерасфальтобетонных и асфальтобетонных смесей на их основе и при устройстве полимерасфальтобетонных и асфальтобетонных покрытий с их применением следует руководствоваться «Правилами по охране труда в дорожном хозяйстве» (М., Стройиздат, 1989 г.); «Правилами охраны труда при строительстве, ремонте и содержании автомобильных дорог» (Москва, 1992 г.).
14.2. ПБВ являются малоопасными веществами и по степени воздействия на организм человека относятся (как и битумы) к четвертому классу опасности по ГОСТ 12.1.007-76. Предельно допустимая концентрация ПБВ в воздухе рабочей зоны 300 мг/м3; блоксополимера бутадиена и стирола типа СБС, а именно полимера этенил бензола с бутадиеном 1,3 составляет 10 мг/м3 (4-й класс опасности).
14.3. Все работы, связанные с битумами, ПБВ, пластификаторами, растворами полимеров и ПАВ, следует согласовывать с органами Госсаннадзора и Госпожнадзора.
14.4. При работе с вязкими ПБВ следует руководствоваться правилами техники безопасности, разработанными для вязких битумов и ПАВ.
14.5. Правила техники безопасности при работах с адгезионными добавками «АМДОР-9», «БП-3М», «ДОРОС-АП» изложены в «Руководстве по применению поверхностно-активных веществ при устройстве асфальтобетонных покрытий (взамен ВСН 59-68)» 2003 г., утвержденном распоряжением Минтранса России от 18.04.2003 г. № ОС-358.
При работе с добавкой «Т-1» необходимо дополнительно соблюдать правила техники безопасности, учитывающие ее пожароопасность (температуры вспышки, воспламенения и самовоспламенения составляют соответственно 224, 303 и 345 °С). Добавка «Т-1» относится к малолетучим и невзрывоопасным веществам.
14.6. Дорожные битумы, ПБВ, сырье для производства нефтяных вязких дорожных битумов (гудрон), индустриальное масло и ПАВ являются горючими веществами по ГОСТ 12.1.044-89 с температурой вспышки 220 - 240 °С, 220 - 230 °С, 190 - 200 °С, 200 - 225 °С и 100 - 220 °С соответственно.
Опасные в пожарном отношении места хранения вяжущих, ПАВ, пластификаторов и растворов полимеров, склады горючесмазочных материалов, асфальтобетонные машины, битумоплавильные установки, битумохранилища должны быть оснащены щитами с противопожарным оборудованием, ящиками с сухим чистым песком и огнетушителями.
Запрещается подогрев кранов и насосов факелами при работе с битумами, ПБВ, пластификаторами, растворами полимеров. Для обеспечения нормальной работы краны и насосы должны быть снабжены рубашками для паро- или маслоподогрева.
14.7. По токсикологическим свойствам ПАВ являются малотоксичными веществами четвертого класса опасности по ГОСТ 12.1.007-76.
14.8. Лица, занятые в производстве ПБВ и применении ПБВ, битумов и ПАВ, проходят при поступлении на работу и периодически медицинский осмотр согласно приказу Министерства здравоохранения РФ. Лица моложе 18 лет и беременные женщины к работе с ПАВ не допускаются.
14.9. Помещение, в котором производятся работы с ПАВ и ПБВ, должно быть оборудовано приточно-вытяжной вентиляцией в соответствии с требованиями ГОСТ 12.4.021-75.
14.10. Не допускается перекачка горячего индустриального масла, раствора полимера и гудрона по резиновым шлангам.
14.11. При загорании небольших количеств ПБВ, битума, ПАВ или индустриального масла их следует тушить песком, кошмой или пенным огнетушителем. Развившиеся пожары следует тушить пенной струей.
14.12. При приготовлении и применении битумов, ПБВ, полимерасфальтобетонных и асфальтобетонных смесей на их основе, ПАВ следует применять средства защиты работающих по ГОСТ 12.4.011-89 и спецодежду согласно требованиям Типовых отраслевых норм.
14.13. При производстве, испытании, хранении и применении ПБВ и битумов с ПАВ должны соблюдаться общие требования безопасности по ГОСТ 12.3.002-75 и требования пожарной безопасности по ГОСТ 12.1.004-91.
15. ТРЕБОВАНИЯ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
В плане охраны окружающей среды следует предусматривать следующие мероприятия.
15.1. Требования по охране окружающей среды при приготовлении и применении битумов с добавками «АМДОР-9», «БП-3М» и «ДОРОС-АП» изложены в «Руководстве по применению поверхностно-активных веществ при устройстве асфальтобетонных покрытий (взамен ВСН 59-68), утвержденном распоряжением Минтранса России от 18.04.2003 г. № ОС-358.
15.2. При приготовлении ПБВ необходимо выполнять требования по охране окружающей среды, указанные в п. 15.1.
15.3. В процессе приготовления ПБВ и применения ПБВ, битумов с добавкой «Т-1» необходимо соблюдать требования ГОСТ 17.2.3.02-78 по охране природы и атмосферы. Эффективными мерами защиты природной среды являются герметизация оборудования, предотвращение розлива ПБВ, битума, пластификатора и добавки «Т-1».
15.4. Предприятия, производящие ПБВ или битумы с добавкой «Т-1», должны разрабатывать предельно допустимые выбросы, временно согласованные выбросы в соответствии с требованиями санитарного и природоохранного законодательств.
15.5. Образующиеся отходы производства либо возвращаются в технологический процесс, либо работа с ними осуществляется согласно «Временному классификатору токсических промышленных отходов» (4286-87), «Предельному количеству накопления токсичных промышленных отходов на территории предприятия (организации)» СП 3209-85, санитарным правилам «Порядок накопления, транспортировки, обезвреживания и захоронения токсичных промышленных отходов» СН 3184-84.
15.6. Сброс отходов, содержащих добавку «Т-1», в канализацию недопустим.
Отходы с добавкой «Т-1» подлежат сжиганию в порядке, установленном территориальным органом санэпиднадзора.
Ключевые слова: блоксополимеры типа СБС, альтернативные блоксополимеры, новое ПАВ на основе низкомолекулярных полимеров с малеиновыми группами, полимерасфальтобетонные смеси, глубина вдавливания штампа, эластичность и трещиностойкость полимерасфальтобетона, отраслевой методический документ, региональные технические требования и ПБВ.
Приложение А
Технические требования к адгезионной добавке «Т-1»
|
Норма |
Метод испытания |
|
|
1. Внешний вид |
Вязкая жидкость от желтого до коричневого цвета |
п. 13.7.2 настоящих Рекомендаций |
|
2. Однородность |
Однородна |
п. 13.7.2 настоящих Рекомендаций |
|
3. Вязкость условная по ВЗ-6 при 50 °С, с, не более |
400 |
п. 13.7.3 настоящих Рекомендаций |
|
4. Массовая доля легколетучих веществ, %, не более |
3,0 |
ГОСТ 19338-90 и п. 13.7.4 настоящих Рекомендаций |
|
5. Массовая доля антиоксиданта, % |
0,3 - 0,7 |
п. 13.7.5 настоящих Рекомендаций |
|
6. Температура вспышки, °С, не ниже |
200 |
|
|
7. Сцепление битума или ПБВ, содержащих добавку «Т-1» с эталонным мрамором и применяемыми щебнем и песком |
По контр. обр. № 1 |
ГОСТ 11508-74 (метод А) и п. 13.7.6 настоящих Рекомендаций |
|
8. Термическая стабильность битума или ПБВ, содержащих добавку «Т-1»: |
По контр. обр. № 1 |
ГОСТ 11508-74 и п. 13.7.8 настоящих Рекомендаций |
|
- сцепление после прогрева с эталонным мрамором и применяемыми щебнем и песком; |
||
|
- изменение температуры размягчения вяжущих с «Т-1» после прогрева: |
ГОСТ 22245-90 в зависимости от марки битума |
ГОСТ 11506-73 и п. 13.7.8 настоящих Рекомендаций |
|
битумов |
|
|
|
ПБВ |
ГОСТ Р 52056-2003 в зависимости от марки ПБВ |
Примечания:
1. Название антиоксиданта указывается в паспорте Изготовителя адгезионной добавки.
2. Для оценки сцепления и термической стабильности добавки Заказчику рекомендуется предоставить Производителю образцы используемых вяжущих материалов.
3. Изменение температуры размягчения вяжущего с «Т-1» после прогрева, °С, не более для битумов марки БН 200/300 - 8; марок БНД 200/300 и БН 130/200 - 7; марок БНД 130/200, БН 90/130 и БН 60/90 - 6; марок БНД 90/130, БНД 60/90 и БНД 40/60 - 5; для марок ПБВ 300 и ПБВ 200 - 7; ПБВ 130 и ПБВ 200 - 6; ПБВ 60 и ПБВ 40 - 5.
Приложение Б
Технологический регламент на производство ПБВ
Введение
1. Общая характеристика производства ПБВ на установке производителя
2. Характеристика изготовляемой продукции
3. Характеристика исходных материалов
4. Описание производства по приготовлению ПБВ
4.1. Описание конструкций, зданий и технологического оборудования, применяемого на производстве ПБВ
4.1.1. Установка по приготовлению ПБВ
4.1.2. Технологическое оборудование, трубопроводы, емкости для хранения битума и ПБВ
4.1.3. Технологическое оборудование для хранения пластификатора (масла)
4.1.4. Склад для хранения полимеров
4.1.5. Служебно-бытовые помещения, операторская
4.1.6. Строительная лаборатория
4.2. Описание основного оборудования
4.3. Характеристика технологического оборудования
5. Описание технологического процесса
5.1. Предварительная стадия подготовки компонентов
5.1.1. Битум
5.1.2. Пластификатор (масло)
5.1.3. Блоксополимеры типа СБС
5.1.4. Адгезионные присадки
5.2. Описание процесса приготовления ПБВ
5.3. Усреднение качества ПБВ в емкости смесителя и введение ПАВ
5.4. Процесс приготовления ПБВ при других режимах
5.5. Отбор проб битума и ПБВ
5.6. Параметры технологического режима производства ПБВ
6. Основные системы контроля, сигнализации и блокировки
7. Обслуживающий персонал
8. Охрана окружающей среды
9. Основные требования безопасности труда
9.1. Основные требования по охране труда
9.2. Основные признаки аварийного состояния производства и меры его устранения
Приложение: Паспорт на ПБВ
Перечень нормативных документов по охране труда
Причины возможного получения продукции с характеристиками, не соответствующими ОСТу и ГОСТу
Приложение В
За расчетную летнюю температуру сдвигоустойчивости
асфальтобетонного покрытия ![]() принята температура поверхности
асфальтобетонного покрытия летом в июле месяце, которую определили на основе
температуры наружного воздуха наиболее теплого месяца по СНиП 23.01.99
«Строительная климатология» (М., 2000 г.) по формуле, полученной Я.Н. Ковалевым
на основе анализа радиационного и теплового баланса асфальтобетонного покрытия,
для определения температуры поверхности асфальтобетонного покрытия в летнее
время при отсутствии ветра1.
принята температура поверхности
асфальтобетонного покрытия летом в июле месяце, которую определили на основе
температуры наружного воздуха наиболее теплого месяца по СНиП 23.01.99
«Строительная климатология» (М., 2000 г.) по формуле, полученной Я.Н. Ковалевым
на основе анализа радиационного и теплового баланса асфальтобетонного покрытия,
для определения температуры поверхности асфальтобетонного покрытия в летнее
время при отсутствии ветра1.
1 Примечание. Я.Н. Ковалев «Дорожно-климатическое районирование территории БССР для строительства асфальтобетонных покрытий. Сб. «Применение местных материалов в дорожном строительстве. БССР». Минск, Изд-во «Транспорт», М., 1966.
где ![]() - температура поверхности
асфальтобетонного покрытия в июле, °С;
- температура поверхности
асфальтобетонного покрытия в июле, °С;
J - расчетный
поток суммарной солнечной радиации для района эксплуатации, ![]() (приложение 5 к СНиП 2.01.01-82);
(приложение 5 к СНиП 2.01.01-82);
А - альбедо покрытия (коэффициент отражения) для асфальтобетона по Я.Н. Ковалеву равно 0,11;
ас
- суммарный расчетный коэффициент теплоотдачи асфальтобетонного покрытия, ![]() , определяется
по формуле
, определяется
по формуле
где
ан - коэффициент теплоотдачи за счет излучения. Для
асфальтобетонных покрытий по данным В.М. Сиденко значение ![]()
ак - коэффициент теплоотдачи за счет
конвекции, ![]() , определяется по формуле
, определяется по формуле
ак = 4,23V0,66 + 3,25е-1,28V, (5.4)
где V - скорость ветра над покрытием для района эксплуатации, м/с;
К - коэффициент, учитывающий часть поглощенного покрытием тепла, отдаваемого окружающему воздуху, определяется по формуле
К = 0,15 + 0,052V, (5.5)
tвпс - температура воздуха в пограничном слое покрытия, °С, при скорости ветра от 0 до 1,0 м/с определяется по формуле, полученной на основе графических данных Я.Н. Ковалева1
1 Примечание. Я.Н. Ковалев «Дорожно-климатическое районирование территории БССР для строительства асфальтобетонных покрытий. Сб. «Применение местных материалов в дорожном строительстве. БССР». Минск, Изд-во «Транспорт», М., 1966.
где
![]() -
средняя максимальная температура наружного воздуха июля месяца, °С (табл. 1 СНиП 2.01.01-82).
-
средняя максимальная температура наружного воздуха июля месяца, °С (табл. 1 СНиП 2.01.01-82).
Приложение Г
Вывод зависимости между расчетной температурой сдвигоустойчивости асфальтобетонного покрытия (Тсдвиг) и температурой воздуха наиболее теплого месяца (Ттепл)
|
Расчетная температура сдвигоустойчивости, °С* |
Расчетная температура сдвигоустойчивости (по Я.Н. Ковалеву) |
D, % |
|
|
29 |
64,3 |
65,4 |
2 |
|
23,8 |
59,1 |
59,5 |
0,8 |
|
20 |
55,3 |
54,7 |
1,1 |
|
30,7 |
65,95 |
66,8 |
1,3 |
|
14,9 |
50,2 |
49 |
2,5 |
|
17,5 |
52,8 |
50,3 |
4,9 |
|
25,6 |
60,9 |
61,3 |
0,8 |
|
18,7 |
54,0 |
51,6 |
4,6 |
|
33 |
68,2 |
70,1 |
2,6 |
|
38,2 |
73,4 |
76,1 |
3,5 |
|
35,4 |
70,6 |
71,7 |
1,5 |
* Примечание. Уравнение, определяющее расчетную температуру сдвигоустойчивости покрытия
Тсдвиг = 0,9967Ттепл + 35,354, R2 = 0,6667.

Рисунок П-1. Зависимость расчетной температуры сдвигоустойчивости (Тсдвиг.) полимерасфальтобетонных покрытий от температуры наружного воздуха наиболее теплого (Ттепл.) месяца
СОДЕРЖАНИЕ