СТАНДАРТ ОРГАНИЗАЦИИ
БАРАБАНЫ СВАРНЫЕ
СТАЦИОНАРНЫХ КОТЛОВ
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К ИЗГОТОВЛЕНИЮ
СТО ЦКТИ 10.001-2005
Санкт-Петербург
2006
Предисловие
1 РАЗРАБОТАН открытым акционерным обществом «Научно-производственное объединение по исследованию и проектированию энергетического оборудования им. И.И. Ползунова» (ОАО «НПО ЦКТИ») и федеральным государственным унитарным предприятием (ФГУП) «ЦНИИТМАШ» с участием:
открытого акционерного общества «Таганрогский котлостроительный завод «Красный котельщик»,
открытого акционерного общества «Машиностроительный завод «ЗиО-Подольск» и открытого акционерного общества «Инжиниринговая компания «ЗИОМАР»,
производственного комплекса «Сибэнергомаш» открытого акционерного общества «Энергомашкорпорация»,
открытого акционерного общества «Бийский котельный завод»
Рабочая группа:
Ю.К. Петреня, А.В. Судаков, Б.Н. Иванов, П.В. Белов, М.Л. Табакман (ОАО «НПО ЦКТИ»);
А.С. Зубченко, В.Н. Скоробогатых (ФГУП «ЦНИИТМАШ»)
2 ВНЕСЕН ОАО «НПО ЦКТИ»
3 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Приказом Генерального директора ОАО «НПО ЦКТИ» от 08.12.2005 г. № 419
4 ВЗАМЕН ОСТ 108.030.39-80, ОСТ 108.389.01-85, ОСТ 108.819.01-85, ОСТ 108.819.02-76
5 СОГЛАСОВАН с Федеральной службой по экологическому, технологическому и атомному надзору письмом от 24.11.2005 г. № 09-03/2549
Содержание
СТАНДАРТ ОРГАНИЗАЦИИ
|
БАРАБАНЫ СВАРНЫЕ СТАЦИОНАРНЫХ КОТЛОВ Общие технические требования к изготовлению |
Дата введения - 2006-07-01
1 Область применения
1.1 Настоящий стандарт распространяется на сварные барабаны стационарных паровых котлов с рабочим давлением пара в барабане р ≥ 0,9 МПа при температуре насыщения, а также на обечайки и днища барабанов, поставляемых по договорам или кооперации.
Настоящий стандарт не распространяется на корпуса дымогарных паровых и водогрейных котлов и котлов-утилизаторов.
1.2 Барабаны подразделяются на следующие категории в зависимости от параметров работы:
I - при давлении свыше 6,4 МПа;
II - при давлении от 1,4 до 6,4 МПа включительно;
III - при давлении от 0,9 до 1,4 МПа включительно.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и документы:
ГОСТ 9.014-78 ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.009-99 ССБТ. Станки металлообрабатывающие. Общие требования безопасности
ГОСТ 12.2.029-88 ССБТ. Приспособления станочные. Требования безопасности
ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.003-86 ССБТ. Работы электросварочные. Требования безопасности
ГОСТ 12.3.004-75 ССБТ. Термическая обработка металлов. Общие требования безопасности
ГОСТ 12.3.005-75 ССБТ. Работы окрасочные. Общие требования безопасности
ГОСТ 12.3.009-76 ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.021-75 ССБТ. Система вентиляции. Общие требования
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 481-80 Паронит и прокладки из него. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 5520-79 Сталь листовая углеродистая, низколегированная и легированная для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 6533-78. Днища эллиптические отбортованные стальные для сосудов и аппаратов. Основные размеры
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные. Технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавок. Классификация и общие технические условия
ГОСТ 10243-75 Сталь. Методы испытания и оценки макроструктуры
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18442-80 Контроль неразрушающий. Капиллярный метод. Общие требования
ГОСТ 20700-75 Болты, шпильки, гайки, шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой от 0 до 650 °С
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24005-80 Котлы паровые стационарные с естественной циркуляцией. Общие технические требования
ГОСТ 24569-81 Котлы паровые и водогрейные. Маркировка
ГОСТ 26828-86. Изделия машиностроения и приборостроения. Маркировка
ГОСТ 28269-89 Котлы паровые стационарные большой мощности. Общие технические требования
ГОСТ Р 52222-2004 Флюсы сварочные плавленые для автоматической сварки. Технические условия
ОСТ 108.004.110-87. Соединения сварные оборудования атомных электростанций. Радиографический контроль
ОСТ 108.030.113-87 Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных электростанций. Технические условия
ОСТ 108.030.118-78 Листы из стали марки 16ГНМА для барабанов котлов высокого давления. Технические условия
ОСТ 108.958.03-96 Поковки стальные для энергетического оборудования. Методика ультразвукового контроля
РД 03-247-98 Положение о регистрации, оформлении и учете разрешений на изготовление и применение технических устройств в системе Госгортехнадзора России
РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-615-03. Порядок применения сварочных технологий при изготовлении, монтаже и реконструкции технических устройств для опасных производственных объектов
РД 10-249-98 Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды
РД 03-606-03 Инструкция по визуальному и измерительному контролю
РД 24.982.101-89 Временная противокоррозионная защита изделий котлостроения. Покрытия лакокрасочные консервационные. Технические требования
РД 34.17.302-97 (ОП 501 ЦД-97). Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения
ТУ 14-1-2830-79 Проволока из сплавов 79НМ, 16Х-ИП, выплавленных методом плазменно-дугового переплава. Технические условия
ТУ 14-1-4369-87 Проволока стальная сварочная из низкоуглеродистых и легированных сталей для сварки в защитных газах для атомного машиностроения. Технические условия
ТУ 14-3-190-2004 Трубы стальные бесшовные для котельных установок и трубопроводов. Технические условия
ТУ 14-3Р-55-2001 Трубы стальные бесшовные для паровых котлов и трубопроводов. Технические условия
ТУ 108.11.617-81 Заготовки из свариваемой стали 14ГНМА-Ш и 14ГНМА-ВД. Технические условия
ТУ 108.1025-81 Листы из стали марок 22К, 22К-ВД и 22К-Ш. Технические условия
ТУ 108.1268-84 Листы из стали марки 15ГС. Технические условия
ПБ 10-574-03 Правила устройства и безопасной эксплуатации паровых и водогрейных котлов
РД-13-05-2006 Методические рекомендации о порядке проведения магнитопорошкового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
РД-13-06-2006 Методические рекомендации о порядке проведения капиллярного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
(Измененная редакция. Изм № 2)
3 Термины, определения, обозначения и сокращения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 объект повышенной опасности: Технический объект, выход из строя элементов которого может привести к крушениям, катастрофам, к недопустимым экологическим последствиям, к значительным материальным потерям или человеческим жертвам.
3.1.2 опасные производственные объекты: Предприятия или их цеха, участки, площадки, на которых используется оборудование, работающее под давлением более 0,07 МПа или при температуре воды выше 115 °С.
3.1.3 элемент объекта повышенной опасности: Составная часть объекта повышенной опасности (конструктивный элемент, деталь, узел, агрегат и т.д.).
3.1.4 барабан котла: Элемент котла, предназначенный для сбора и раздачи рабочей среды, отделения пара от воды, очистки пара, обеспечения запаса воды в котле.
3.1.5 элементы барабана: Корпуса обечаек, днища, штуцера труб.
3.1.6 корпус барабана: Часть барабана, состоящая из обечайки с приваренными с торцов днищами.
3.1.7 обечайка барабана котла: Цилиндрическая часть барабана, открытая с торцов.
Обечайка может быть как одиночной (не имеющей поперечных сварных швов), так и составной из нескольких цилиндрических элементов, соединенных поперечными сварными швами.
3.1.8 огранка обечайки: Отклонение от круглости, при котором реальный профиль представляет собой многогранную фигуру.
3.1.9 днище барабана котла: Эллиптическая, полусферическая или торосферическая часть барабана, привариваемая с торцов обечайки. Днище может иметь лазовое круглое или овальное отверстие или не иметь его.
3.1.10 опора барабана: Стальная конструкция, на которую устанавливается барабан и которая воспринимает нагрузку от массы барабана, заполненного рабочей средой, и присоединенных элементов.
3.1.11 предприятие-владелец барабана: Предприятие, на балансе которого находится оборудование и руководство которого несет юридическую, административную и уголовную ответственность за его безопасную эксплуатацию.
3.1.12 назначенный срок службы: Срок службы в календарных годах, по истечении которого следует провести экспертное обследование технического состояния барабана, работающего под давлением, с целью определения допустимости параметров и условий дальнейшей эксплуатации или необходимости его демонтажа; срок службы должен исчисляться со дня ввода барабана в эксплуатацию.
3.1.13 установленный ресурс: Продолжительность эксплуатации барабана в часах, в течение которой изготовитель гарантирует надежность его работы при условии соблюдения режима эксплуатации, указанного в инструкции предприятия-изготовителя, и расчетного числа пусков из холодного и горячего состояния.
3.1.14 расчетное давление: Максимальное избыточное давление в детали, на которое производится расчет на прочность при обосновании основных размеров, обеспечивающих надежную работу в течение установленного ресурса.
3.1.15 разрешенное давление работы барабана: Максимально допустимое избыточное давление рабочей среды в барабане, установленное по результатам технического освидетельствования или поверочного расчета на прочность.
3.1.16 рабочее давление: Максимальное избыточное давление рабочей среды в барабане при нормальных условиях эксплуатации.
3.1.17 пробное давление: Избыточное давление, при котором должно производиться гидравлическое испытание барабана на прочность и плотность.
3.1.18 расчетная температура стенки: Средняя по толщине детали температура металла, по которой выбирается величина допускаемого напряжения при расчете толщины стенки.
3.1.19 расчетная толщина стенки: Минимальная толщина стенки, полученная в результате расчета (без учета производственных и эксплуатационных прибавок).
3.1.20 штуцер: Деталь, предназначенная для присоединения к барабану труб, арматуры, труб контрольно-измерительных приборов и др.
3.1.21 одиночное отверстие, одиночный штуцер:
Отверстие (штуцер), кромка которого удалена от кромки ближайшего отверстия
(штуцера) на расстояние не менее ![]()
3.1.22 укрепленное отверстие: Отверстие, имеющее усиливающие детали в виде штуцера или трубы с толщиной стенки, превышающей необходимую по расчету на прочность на внутреннее давление, или в виде приварной накладки, вытянутой горловины или отбортованного воротника.
3.1.23 смещение кромок: Смещение сваренных кромок относительно друг друга в стыковых сварных соединениях.
3.2 В настоящем стандарте применены следующие сокращения:
ГОСТ - межгосударственный стандарт;
ГОСТ Р - национальный стандарт Российской Федерации;
НД - нормативная документация;
ОТК - отдел технического контроля;
ВИК - визуальный и измерительный контроль;
МК - магнитопорошковый контроль;
ПВК - капиллярный контроль;
РК - радиографический контроль;
УК - ультразвуковой контроль;
ПТД - производственно-техническая документация;
СНИО - специализированная научно-исследовательская организация;
ТУ - технические условия.
3.3 В стандарте приняты следующие обозначения, приведенные в таблице 3.1.
Таблица 3.1
|
Условные обозначения |
Наименование |
|
p |
Рабочее давление, МПа |
|
ph |
Пробное давление при гидравлическом испытании, МПа |
|
Da |
Наружный диаметр обечайки, днища, мм |
|
D |
Внутренний диаметр обечайки, днища, мм |
|
Dm |
Средний диаметр обечайки, днища, мм |
|
Dmax |
Наибольший внутренний диаметр, измеренный в одном сечении, мм |
|
Dmin |
Наименьший внутренний диаметр, измеренный в одном сечении, мм |
|
d, d1, d2 |
Диаметры отверстий, мм |
|
das, ds |
Наружный и внутренний диаметр штуцера, мм |
|
l1 |
Расстояние между краем стыкового сварного шва обечайки, днища и центром ближайшего к нему отверстия, мм |
|
l2 |
Расстояние между краями угловых сварных швов приварки штуцеров, мм |
|
l3 |
Расстояние между краем углового сварного шва приварки штуцера и краем ближайшего стыкового сварного шва обечайки, днища, мм |
|
l4 |
Расстояние от внешнего края сварного шва до параллельного хорде диаметра днища, мм |
|
l5 |
Расстояние от кромки отверстия в днище до начала закругления отбортованного воротника или приварного штуцера, мм |
|
lR |
Расстояние между центрами двух соседних отверстий в окружном направлении, мм |
|
L1 |
Расстояние между кромками двух отверстий в выпуклых днищах, измеренное по хорде, мм |
|
L2 |
Расстояние от кромки отверстия до внутренней поверхности цилиндрического борта выпуклого днища, мм |
|
h2 |
Высота эллиптической части днища, мм |
|
h1 |
Высота цилиндрической части днища, мм |
|
H |
Общая высота днища, мм |
|
sR |
Расчетная толщина стенки, мм |
|
s |
Номинальная толщина стенки обечайки, днища, мм |
|
ss |
Номинальная толщина стенки штуцера, мм |
|
k1, k2 |
Расчетная высота углового сварного шва, мм |
|
a |
Относительная овальность, % |
4 Общие положения
4.1 Барабаны, работающие под давлением, являются объектом повышенной опасности и должны быть спроектированы, изготовлены, проконтролированы и оснащены средствами автоматики таким образом, чтобы обеспечить безопасность эксплуатации котла.
4.2 Ответственность за правильность конструкции барабана и выбора материалов, за проведение расчета на прочность и за качество изготовления, а также за соответствие требованиям настоящего стандарта несут предприятие или организация, выполняющие соответствующие работы.
4.3 Барабаны (обечайки, днища, лазовые затворы) стационарных котлов должны изготовляться в соответствии с требованиями настоящего стандарта по производственно-технологической документации, рабочим чертежам, разработанным и утвержденным в установленном порядке.
4.4 На чертеже барабана должны быть указаны:
- категория безопасности барабана;
- технические условия на изготовление;
- расчетное давление;
- давление гидроиспытания;
- сведения о маркировке барабана и месте ее расположения;
- ссылка на таблицу контроля сварных соединений (способ сварки, основные и сварочные материалы, контроль сварных соединений);
- схема строповки при его подъеме и перемещении.
4.5 Основные параметры и размеры барабанов приведены в таблице приложения А (справочное).
4.6 На изготовленный барабан предприятие-изготовитель заполняет соответствующие разделы в паспорте котла; на барабан, поставляемый как запчасть, заполняет удостоверение о качестве изготовления.
5 Требования к конструкции
5.1 Общие положения
5.1.1 Проектирование, изготовление и контроль барабанов паровых стационарных котлов должны соответствовать требованиям ПБ 10-574.
5.1.2 Форма выпуклых днищ барабанов котлов должна быть эллиптической, сферической, полусферической и торосферической.
При поставке барабана за границу допускается изготовление торосферических днищ.
Эллиптические и торосферические днища должны иметь цилиндрический борт h1 (рисунки 5.1 и 5.2).
Эллиптические днища должны иметь высоту выпуклой части h2, измеряемую по внутренней поверхности, не менее 0,2 внутреннего диаметра днища, а отношение диаметра центрального отверстия к внутреннему диаметру днища d/D не более 0,6 (рисунок 5.1, б). Допускается основные размеры эллиптических днищ принимать согласно ГОСТ 6533.
Отношение высоты выпуклой части торосферических днищ, измеренной от их внутренней поверхности, к номинальному внутреннему диаметру цилиндрической части h2/D должно быть не менее 0,20, а отношение номинального диаметра центрального отверстия к номинальному внутреннему диаметру днища d/D не более 0,6 (рисунок 5.2, б). Отношение номинальных радиусов R, r, определяющих форму торосферического сегмента, к номинальному внутреннему диаметру цилиндрической части днища должно составлять соответственно не более 1,0 и не менее 0,1 (рисунок 5.2, а).
(Измененная редакция. Изм № 2)
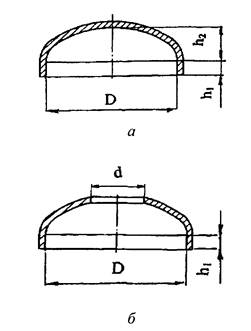
h2/D ≥ 0,2; d/D ≤ 0,6
а - глухое эллиптическое днище;
б - эллиптическое днище с отверстием
Рисунок 5.1
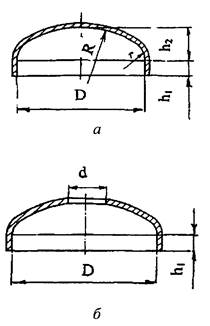
h2/D ≥ 0,20; d/D ≤ 0,6; R/D ≤ 1;
r/D ≥ 0,1
а - глухое торосферическое днище;
б - торосферическое днище с отверстием
Рисунок 5.2
(Измененная редакция. Изм № 2)
5.1.3 Толщины штуцеров и патрубков не рекомендуется принимать больше толщин обечайки или днища.
5.1.4 Устройство вводов и распределение питательной воды в барабане не должны вызывать местного охлаждения стенок, для чего должны быть предусмотрены защитные устройства.
5.1.5 Внутренние устройства в паровой и водяной частях барабанов, препятствующие визуальному контролю внутренней поверхности, проведению неразрушающего контроля, а также чистке поверхностей нагрева, должны быть съемными.
Допускается располагать в барабане приварные элементы для крепления внутренних устройств. Предприятие-изготовитель обязано в инструкции по монтажу и эксплуатации указать порядок съема и установки внутренних устройств (при необходимости).
5.1.6 Расчет на прочность барабанов должен производиться в соответствии с требованиями РД 10-249.
5.2 Требования к сварным швам
5.2.1 При проектировании, изготовлении и ремонте барабанов котлов следует предусматривать минимальное число сварных соединений и применять сварные соединения с полным проплавлением по толщине стенки.
5.2.2 Угловые сварные соединения с неполным проплавлением (с конструктивным зазором) допускается применять для приварки к барабанам труб и штуцеров с внутренним диаметром менее 100 мм.
5.2.3 Не рекомендуется располагать продольные сварные соединения барабанов котлов в местах, труднодоступных для осмотра в процессе эксплуатации.
5.2.4 При приварке внутрикорпусных деталей и устройств допускается пересечение основных стыковых швов барабана угловыми швами с расчетной высотой не более 50 % номинальной толщины стенки барабана, но не более 10 мм.
5.2.5 Количество продольных и поперечных (кольцевых) сварных швов обечайки барабана определяется ее диаметром и длиной, причем для обечаек внутренним диаметром до 2000 мм включительно должно быть не более двух продольных швов. Для обечаек барабанов II и III категорий безопасности допускается наличие трех продольных швов.
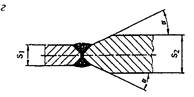
5.2.6 В стыковых сварных соединениях элементов разной толщины необходимо предусмотреть плавный переход от одного элемента к другому с постепенным утонением более толстого элемента (таблица 5.1, типы а и б).
Допускается выполнять стыковые сварные соединения без предварительного утонения более толстого элемента, если разность в толщинах соединяемых элементов не превышает 30 % от толщины более тонкого элемента, но не более 5 мм (таблица 5.1, тип в). Форма шва должна обеспечивать плавный переход от одного элемента к другому.
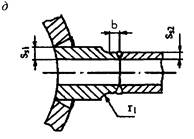
5.2.7 При сварке штуцера с трубой (таблица 5.1, тип д), имеющих разные толщины, необходимо, чтобы расстояние b было не менее толщины ss2, но не менее 20 мм, а радиус плавного перехода r1 ≥ ss1 - ss2.
5.2.8 Расстояние l3 между краем углового сварного шва приварки штуцера, горловины лаза, трубы и краем ближайшего стыкового сварного шва обечайки должно быть не меньше трехкратной расчетной высоты углового шва k2, но не менее трехкратной номинальной толщины стенки привариваемой детали ss2 (рисунок 5.3).
5.2.9 При соблюдении требований п. 5.2.8 (рисунок 5.3) расстояние l1 от края шва стыкового сварного соединения до оси отверстий под развальцовку или приварку труб должно быть не менее 0,9 диаметра отверстия.
Допускается располагать отверстия для приварки труб или штуцеров поверхностей нагрева на стыковых сварных соединениях и на расстоянии от них менее 0,9 диаметра отверстия при выполнении следующих условий:
а) до расточки
отверстий сварные соединения должны быть подвергнуты радиографическому или
ультразвуковому контролю на участке отверстий с припуском не менее ![]() , но не менее 100 мм в каждую сторону
сварного шва;
, но не менее 100 мм в каждую сторону
сварного шва;
б) расчетный ресурс эксплуатации барабана должен быть обоснован поверочным расчетом на прочность.
|
Тип сварного соединения |
Пределы применимости |
|
|
s2 > s1 s2 - s1 > 5 мм α ≤ 15° |
|
|
s2 > s1 h ≥ 2s2 α ≤ 20° (при α > 15° необходимо провести расчет на прочность с определением расчетного ресурса) |
|
|
s2 > s1 0,3s1 ≥ s2 - s1 ≤ 5 мм α ≤ 20° |
|
|
s2 > s1 Стыковка цилиндрических обечаек с разной толщиной стенок по среднему диаметру α ≤ 15° |
|
|
r1 ≥ ss1 - ss2 b ≥ ss2, но не менее 20 мм |
|
Примечание - Разделка кромок свариваемых элементов и метод сварки - по НД предприятия-изготовителя. |
|



Расчеты допускается не производить,
если расстояние между кромками отверстий, расположенных в продольном шве, не
менее ![]() , а для отверстий в кольцевом
(поперечном) шве не менее
, а для отверстий в кольцевом
(поперечном) шве не менее ![]() .
.
5.2.10 Расстояние l2 между краями ближайших угловых швов приварки штуцеров или труб к барабану должно быть не менее трехкратной расчетной высоты углового шва k2 или трехкратной номинальной толщины стенки ss2 привариваемых штуцеров или труб (рисунок 5.3).
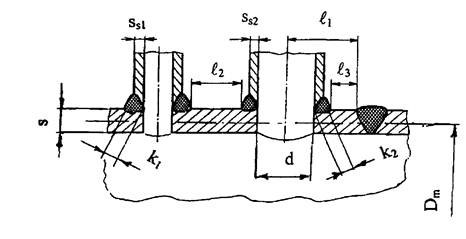
l3 ≥ max (3k2; 3ss2); l1 ≥ 0,9d; l2 ≥ max (3k2; 3ss2); ss2 > ss1; k2 > k1
Рисунок 5.3
5.2.11 Длина цилиндрического борта h1 (рисунок 5.4) от оси стыкового сварного шва до начала закругления выпуклого днища или другого отбортованного элемента должна обеспечивать возможность ультразвукового контроля сварного шва приварки днища со стороны днища.
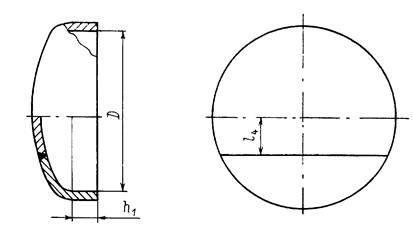
l4 ≤ 0,2D
Рисунок 5.4
5.2.12 Сварные соединения элементов барабана не должны соприкасаться с опорами. При расположении опор рядом со сварными соединениями расстояние от опоры до сварного шва должно быть достаточным для проведения необходимого контроля за состоянием сварного соединения в процессе эксплуатации, чтобы максимальные изгибные напряжения не приходились на сварной шов.
5.2.13 Штампованные днища I категории безопасности должны изготавливаться из одного листа. Допускается изготовление днищ II и III категорий безопасности из двух листов. Для глухих днищ сварной шов должен располагаться по хорде, отстоящей от оси центра днища на расстояние l4, равное не более 0,2 внутреннего диаметра днища (рисунок 5.4). Для днищ с лазовым отверстием сварной шов не должен выходить на кромку отверстия и должен располагаться от края отверстия на расстоянии не менее трех толщин листа.
(Измененная редакция. Изм № 2)
5.3 Требования к расположению отверстий
5.3.1 Расстояние между центрами двух соседних отверстий в обечайках и выпуклых днищах по наружной поверхности должно быть не менее 1,4 диаметра отверстия или не менее 1,4 полусуммы диаметров отверстий, если диаметры различны (рисунок 5.5). По внутренней поверхности барабана расстояние между кромками отверстий без учета фасок должно быть не менее 20 мм.
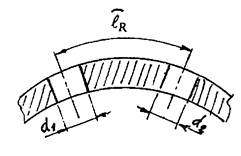
lR ≥ 1,4 (d1 + d2) / 2
Рисунок 5.5
5.3.2 Расстояние L1 между кромками двух отверстий в выпуклых днищах, измеренное по хорде, должно быть не менее полусуммы диаметров этих отверстий (рисунок 5.6).
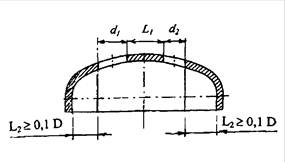
L1 ≥ (d1 + d2) / 2
Рисунок 5.6
5.3.3 Расстояние L2 от кромки отверстия до внутренней поверхности цилиндрического борта выпуклого днища, измеряемое по проекции, должно быть не менее 0,1D (рисунок 5.6).
5.3.4 Расстояние от кромки отверстия в днище до начала закругления отбортованного воротника или приварного штуцера (длина l5), измеряемое по хорде, должно быть не менее толщины стенки днища (рисунок 5.7).
5.3.5 Размеры патрубка горловины лаза (толщина стенки, высоты со стороны наружной и внутренней части патрубка) должны быть выбраны таким образом, чтобы коэффициент прочности укрепленного отверстия равнялся 0,8 - 1,0.
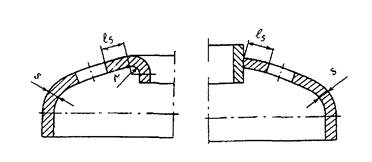
Рисунок 5.7
5.3.6 На стыковых сварных соединениях допускается располагать отверстия для приварки труб и штуцеров, а также под развальцовку труб при условии соблюдения требований ПБ 10-574.
Требования к вальцовочным соединениям представлены в приложении В настоящего стандарта.
6 Требования к материалам и полуфабрикатам
6.1 Общие положения
6.1.1 Материалы, применяемые для изготовления сварных барабанов котлов, должны выбираться проектирующей организацией в соответствии с указаниями ПБ 10-574 с учетом параметров рабочей среды и условий работы.
6.1.2 Элементы сварных барабанов (обечайки, днища, крышки лазовых затворов) должны изготовляться из листовой стали, а также из поковок, применение которых разрешено Федеральной службой по технологическому надзору.
6.1.3 Полуфабрикаты должны поставляться в термически обработанном состоянии. Допускается поставка полуфабрикатов без термической обработки, если на предприятии-изготовителе барабанов полуфабрикат подвергается горячему формообразованию, совмещенному с термической обработкой, или последующей термической обработке. В этом случае поставщик полуфабрикатов контролирует свойства на термически обработанных образцах в соответствии с указаниями стандартов или технических условий.
6.1.4 Качество металла сортового и листового проката, поковок и труб для штуцеров, его основные характеристики и их соответствие требованиям стандартов должны быть подтверждены поставщиком полуфабрикатов сертификатами.
В сертификатах должны быть указаны режим термообработки, которой был подвергнут полуфабрикат, и все другие характеристики, предусмотренные ПБ 10-574.
6.1.5 Наличие сопроводительных сертификатов на листовую сталь, сортовой прокат, поковки, трубы и присадочные материалы, полнота необходимых сведений в них (с указанием о проведении термической обработки) и их соответствие требованиям стандартов или технических условий должны быть проверены техническим контролем предприятий-изготовителей барабанов.
6.1.6 При неполноте данных в сертификатах на полуфабрикаты предприятие-изготовитель барабана должно произвести необходимые (недостающие) испытания или исследования с оформлением результатов протоколом, дополняющим (заменяющим) сертификат поставщика полуфабриката.
6.1.7 Материалы и полуфабрикаты (лист, поковки, трубы) для изготовления барабанов должны пройти входной контроль. К производству допускаются только те материалы, которые прошли входной контроль и по которым служба технического контроля дала положительное заключение о возможности запуска их в производство.
Требования по подготовке материалов к запуску в производство должны быть предусмотрены в технологическом процессе изготовления барабана. В том числе должны быть предусмотрены следующие операции:
- проверка сопроводительной документации;
- проверка маркировки;
- визуальный и измерительный контроль;
- контроль неразрушающими методами УК, РК;
- стилоскопирование (для легированных сталей).
6.2 Листовая сталь
6.2.1 Для изготовления элементов барабана следует применять листовую сталь марок 20К, 22К, 15ГС, 16ГС, 09Г2С, 16ГНМА, 14ГНМА и поковки марок 20, 22К, 15ГС, 16ГС, 16ГНМА в зависимости от предельных параметров работы котла согласно требованиям ПБ 10-574.
6.2.2 Листы должны проходить УК и контроль макроструктуры; листы из сталей 14ГНМА и 16ГНМА, предназначенные для изготовления оборудования I категории безопасности, должны подвергаться контролю твердости. Значения твердости фиксируются, но не регламентируются.
6.2.3 Для обечаек и днищ барабанов на давление более 6,4 МПа листы должны быть подвергнуты УК с оценкой качества по 1 классу ГОСТ 22727 или по НД на листы.
6.2.4 Все листы из легированных сталей перед запуском в производство должны быть проверены стилоскопированием. На проверенные листы и поковки наносится клеймо стилоскописта или выдается заключение. При выявлении отклонения в химическом составе проводится полный химический анализ металла листа.
6.2.5 При визуальном контроле проверяется соответствие качества поверхности каждого листа требованиям стандартов и технических условий.
Одновременно контролируется наличие маркировки и клейм предприятия-поставщика и их соответствие данным сертификатов, измеряются длина, ширина и толщина листов.
6.3 Трубы
6.3.1 Трубы, применяемые для деталей барабанов, до запуска в производство должны пройти входной контроль на соответствие их качества требованиям ТУ 14-3Р-55, ТУ 14-3-190, ГОСТ 8731 (группа В), ГОСТ 8733 (группа В).
6.3.2 Для штуцеров применяются бесшовные трубы из сталей марок 20, 20-ПВ, 15ГС по ТУ 14-3Р-55, ТУ 14-3-190 или по другим нормативным документам, согласованным с Ростехнадзором.
6.4 Поковки
6.4.1 Для штуцеров, привариваемых к барабанам, должны применяться поковки из стали той же марки, что и материал барабана, или из других сталей по ОСТ 108.030.113 согласно требованиям ПБ 10-574.
Все поковки из углеродистых и низколегированных сталей, предназначенные для изготовления деталей барабанов I категории безопасности и имеющие один из габаритных размеров более 200 мм или толщину стенки более 50 мм, должны подвергаться поштучно РК или УК. Объем контроля устанавливается конструкторской организацией - не менее 50 % объема контролируемой поковки. Нормы оценки сплошности - по ОСТ 108.030.113.
6.4.2 Для полых круглых деталей с толщиной стенки не более 40 мм и длиной до 200 мм допускается использование круглого проката наружным диаметром не более 160 мм, подвергаемого радиографическому или ультразвуковому контролю по всему объему. При наружном диаметре проката более 80 мм контроль механических свойств следует проводить на образцах тангенциального направления.
6.5 Крепежные детали
6.5.1 Вид и объем испытаний и контроля крепежных деталей должны приниматься согласно требованиям ПБ 10-574.
6.5.2 Материалы крепежных деталей должны выбираться с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала соединяемых деталей, при этом разница в коэффициентах линейного расширения не должна превышать 10 %.
6.5.3 Крепежные детали для соединений должны изготавливаться согласно ГОСТ 20700.
6.6 Сварочные материалы
6.6.1 Сварочные материалы должны выбираться в зависимости от марок сталей и методов сварки в соответствии с таблицей 6.1.
Сварочные материалы до запуска в производство должны пройти входной контроль (проверка сопроводительной документации, состояние и размеры материалов, контроль металла шва и наплавленного металла) на соответствие требованиям РД 03-613, стандартов или технических условий.
6.6.2 Химический анализ легированной сварочной проволоки на содержание основных легирующих элементов проводится от каждой плавки-партии. Проволока должна проходить контроль стилоскопированием на подтверждение марки материала стали. Если при этом выявлены отклонения в химическом составе бухты, то проводится полный химический анализ данной бухты.
6.6.3 Технологические свойства сварочных материалов каждой партии необходимо проверить перед их применением независимо от наличия сертификата.
Контроль металла шва (наплавленного металла) при проверке качества сварочных материалов производится путем изготовления контрольных швов и (или) контрольных наплавок, а проверка их качества - в соответствии с требованиями ПБ 10-574.
6.6.4 Перед запуском в производство сварочной проволоки необходимо проверить наличие бирок на бухтах, наличие маркировки и соответствие сертификатов на эти бухты требованиям нормативной документации.
Таблица 6.1 - Сварочные материалы
|
Марка стали свариваемых деталей и сборочных единиц |
Способ сварки |
|||||
|
Ручная электродуговая сварка |
Автоматическая электродуговая сварка под флюсом |
Аргонодуговая сварка |
Электрошлаковая сварка |
|||
|
Марки применяемых сварочных материалов |
||||||
|
Электроды |
Проволока |
Флюс |
Проволока |
Проволока |
Флюс |
|
|
20, 20К, 22К |
УОНИ 13/45, УОНИ 13/55, ЦУ-5, ЦУ-7, ТМУ-21У |
Св-08А, Св-08АА, Св-081А |
ОСЦ-45, АН-42, АН-42М, АН-348А, ФЦ-16 |
Св-08ГС, Св-08Г2С, Св-08ГА-2 (ТУ 14-1-4369 87) |
Св-08Г2С Св-12ГС Св-08ГСМТ |
ОСЦ-45 АН-8 ФЦ-6, ФЦ-11 |
|
Св-06А |
АН-42, АН-42М, НФ-18М |
|||||
|
Св-08ГСМТ |
АН-42, АН-42М, КФ-30 |
|||||
|
Св-08ГС |
ФЦ-11, ФЦ-16, ФЦ-22, КФ-19, КФ-30 |
|||||
|
Св-10Г2, Св-08ГА |
ФЦ-11, ФЦ-16, КФ-27 |
|||||
|
Св-10Г2 |
ФЦ-22 |
|||||
|
15ГС, 16ГС, 09Г2С, 17ГС, 17Г1С |
УОНИ 13/55, ЦУ-5, ЦУ-7, ТМУ-21У |
Св-08ГС, Св-12ГС |
ФЦ-11, ФЦ-16, КФ-19 |
Св-08ГС, Св-08Г2С |
Св-08Г2С Св-12ГС |
ОСЦ-45 АН-8 ФЦ-6, ФЦ-11 |
|
Св-10Г2, Св-08ГС |
ФЦ-22 |
|||||
|
16ГНМА, 14ГНМА |
ЦЛ-21, ЦЛ-48 |
Св-10НМА Св-10ГНМА (ТУ 14-1-2830-79) |
ФЦ-11, ФЦ-16, ФЦ-22 |
Св-10НМА, Св-10ГНМА Св-10-ГН1МА |
Св-10НМА |
АН-8, ОФ-6 ФЦ-6, ФЦ-11 |
7 Требования к резке, разметке и маркировке заготовок
7.1 Для резки листов, поковок, труб допускается применение механической, кислородной и плазменной резки, при этом кислородная и плазменная резка листов и труб из стали, чувствительной к местному нагреву и быстрому охлаждению, должна производиться по технологическому процессу, исключающему возможность образования трещин или ухудшения качества металла на кромках и в зоне термического влияния. В необходимых случаях предусматривают подогрев.
После термической резки следует проводить механическую обработку кромок, предусмотренную производственно-технологической документацией.
7.2 Разметка заготовок должна производиться по технологическому процессу предприятия-изготовителя. Учитываемые при разметке припуски на линейные укорочения от сварки должны указываться в технологической документации.
В средней части каждой размеченной на листе заготовки для штамповки днищ и вальцовки обечаек поперек прокатки (вне зоны последующей обработки) должна быть нанесена маркировка с указанием:
- марки стали;
- номера плавки:
- номера листа;
- порядкового номера днища и одиночной обечайки;
- диаметра днища и толщины листа;
- обозначения чертежа.
Маркировка должна наноситься на наружной (выпуклой) стороне днища или обечайки. Правильность маркировки должна быть заверена на каждой заготовке клеймом службы технического контроля.
7.3 Поверхности деталей должны быть очищены от брызг металла, полученных в результате термической резки.
Заусенцы должны быть удалены, а острые кромки деталей притуплены.
8 Требования к изготовлению цилиндрических обечаек
8.1 Общие положения
8.1.1 Одиночные обечайки из листов должны изготавливаться либо путем вальцовки, либо путем штамповки полуобечаек с последующей сваркой.
Вальцовка или штамповка должны производиться только на соответствующих машинах или прессах по технологии предприятия-изготовителя.
Для обечаек из сталей марок 09Г2С, 16ГС, 20К, 20 с толщиной стенки до 80 мм включительно, превышающей 5 % от внутреннего диаметра обечайки, допускается применять «теплую» гибку (вальцовку) при температуре 620 - 650 °С без последующей термообработки.
8.1.2 После вальцовки или штамповки наружная и внутренняя поверхности обечаек должны быть очищены от окалины и подвергнуты визуальному и измерительному контролю по всей наружной и внутренней поверхности. Не допускаются трещины, расслоения, раковины, плены, глубокие риски и вмятины.
Допускаются без исправления вмятины от окалины и рябизна глубиной до 10 % от номинальной толщины стенки при толщине до 30 мм и не более 3 мм при толщине стенки более 30 мм; раковины, риски и задиры глубиной в этих же пределах должны быть расшлифованы с плавным переходом радиусом кривизны выборки не менее 100 мм и радиусом закруглений перехода на основную поверхность не менее 30 мм. Расшлифовки глубиной более 3 мм в количестве не более трех на одиночную обечайку допускаются, если они удовлетворяют расчету на прочность.
Исправление дефектов поверхности, выходящих за расчетную толщину, производится расшлифовкой с заваркой дефектных мест по технической документации предприятия-изготовителя барабанов с применением неразрушающих методов контроля.
8.2 Требования к допускам и предельным отклонениям размеров и формы
8.2.1 Предельные отклонения от формы и номинальных размеров одиночных обечаек (рисунок 8.1) не должны превышать значений, приведенных в таблице 8.1.
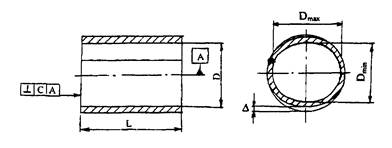
Рисунок 8.1
Таблица 8.1
В миллиметрах
|
Внутренний диаметр D |
Предельные отклонения ± ΔD |
Допуск перпендикулярности C торцов относительно оси, не более |
Огранка Δ в диаметральном сечении, не более |
|
До 1000 включ. |
5 |
2 |
3 |
|
Св. 1000 до 1500 включ. |
7 |
3 |
4 |
|
Св. 1500 до 2300 включ. |
9 |
4 |
4 |
|
Св. 2300 до 2800 включ. |
11 |
5 |
5 |
|
Св. 2800 до 3000 включ. |
12 |
8 |
6 |
8.2.2 Относительная овальность одиночных обечаек (см. рисунок 8.1) в любом сечении не должна превышать 1 %, при этом разность Dmax - Dmin не должна быть более 20 мм для барабанов диаметром свыше 2000 мм. Овальность вычисляется по формуле
![]()
Огранка Δ определяется шаблоном длиной (по дуге) 1/5 наружного диаметра обечайки.
Если при изготовлении получена овальность от 1 до 3 %, разрешается холодная калибровка одиночной обечайки с помощью пресса или вальцев после исправления дефектов сварных швов и термической обработки (см. п. 14.4). После холодной калибровки должен быть повторно проведен контроль сварных швов на отсутствие трещин (см. п. 14.4).
8.2.3 Отклонение от прямолинейности осей взаимно стыкуемых одиночных обечаек не должно быть более 2 мм на каждый метр длины обечайки; отклонение от прямолинейности допускается определять относительно образующих обечаек.
8.2.4 Отклонение длины обечайки барабана от номинальных размеров, а также прогиб барабана (включая отклонение от прямолинейности осей стыкуемых обечаек) не должны превышать значений, приведенных в таблице 8.2.
Таблица 8.2
В миллиметрах
|
Длина обечайки барабана L |
Предельное отклонение длины |
Прогиб на всю длину, не более |
|
|
+ΔL |
-ΔL |
||
|
До 5000 включ. |
10 |
5 |
10 |
|
Св. 5000 до 10000 включ. |
20 |
10 |
15 |
|
Св. 10000 |
30 |
15 |
20 |
8.2.5 Конструктивные элементы сварных соединений должны выбираться в соответствии с НД в зависимости от способа сварки и толщины стенки или указываться в конструкторской документации, если сварные соединения не стандартизованы.
8.2.6 Смещение сварного шва от номинального положения, указанного на чертеже, допускается в следующих пределах:
- параллельное смещение продольного шва относительно продольной оси цилиндрической обечайки ± 5 мм;
- перекос продольного шва относительно продольной оси цилиндрической обечайки не более 6 мм на 1 м длины;
- суммарное отклонение на параллельное смещение швов и перекос не более 50 мм.
8.2.7 В стыковых сварных соединениях обечаек, стыкуемых между собой или с днищами, в продольных швах отдельных обечаек и в швах элементов днищ с одинаковой номинальной толщиной стенки смещение (несовпадение) кромок свариваемых элементов с наружной стороны шва не должно превышать величин, установленных в ПБ 10-574.
В стыковых сварных соединениях, выполняемых электродуговой сваркой с двух сторон, а также электрошлаковой сваркой, указанное смещение кромок не должно превышать норм, установленных ПБ 10-574, ни с наружной, ни с внутренней стороны сварного шва.
9 Требования к изготовлению днищ
9.1 Общие положения
9.1.1 Днища должны изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
9.1.2 Штамповка днищ производится по режиму предприятия-изготовителя.
9.1.3 После штамповки наружная и внутренняя поверхности днищ должны быть очищены от окалины и подвергнуты визуальному и измерительному контролю по всей наружной и внутренней поверхности. Не допускаются трещины, расслоения, раковины, плены, глубокие риски и вмятины.
Допускаются без исправления вмятины от окалины и рябизна глубиной до 10 % от номинальной толщины стенки при толщине до 30 мм и не более 3 мм при толщине стенки более 30 мм; раковины, риски и задиры глубиной в этих же пределах должны быть расшлифованы с плавным переходом радиусом кривизны выборки не менее 100 мм и радиусом закруглений перехода на основную поверхность не менее 30 мм. Расшлифовки глубиной более 3 мм в количестве не более трех на днище допускаются, если они удовлетворяют расчету на прочность.
Исправление дефектов поверхности, выходящих за расчетную толщину стенки, определяемую согласно РД 10-249, производится расшлифовкой с заваркой дефектных мест по технической документации предприятия-изготовителя барабанов с применением неразрушающих методов контроля.
9.1.4 Заготовки днищ (листы) должны быть сварены и термообработаны, сварной шов зачищен заподлицо с основным металлом и до изготовления днища проконтролирован по всей длине с обеих сторон листа визуально с использованием лупы четырех-семикратного увеличения. Допускается термообработку сваренных заготовок совмещать с нагревом под деформацию.
Смещение кромок свариваемых заготовок днищ не должно превышать 10 % от толщины листа, но не более 3 мм.
Сварное соединение после изготовления днища должно быть подвергнуто радиографическому или ультразвуковому контролю по всей длине.
9.1.5 Конструкция, основные параметры и размеры, а также предельные отклонения днищ барабанов котлов с рабочим давлением в барабане 11,3 и 16,5 МПа должны соответствовать рисунку 9.1 и таблице 9.1.
9.1.6 Высадку горловин в днищах следует выполнять машинным способом. Радиус r (рисунок 9.2) высаженной горловины должен быть не менее 35 ± 5 мм. После высадки производится визуальный контроль наружной и внутренней поверхностей горловины.
9.1.7 На внутренней поверхности днища и его кромках не допускается приварка технологических элементов кроме деталей, необходимых при сборке днища.
9.1.8 Конструктивные элементы сварных соединений должны выбираться в соответствии со стандартом в зависимости от способа сварки и толщины стенки или указываться в конструкторской документации, если сварные соединения не стандартизованы.
9.1.9 С готовыми днищами, поставляемыми по кооперации или договору, если они подлежат последующей термообработке, должны быть отправлены пробы основного металла для определения их механических свойств. Пробы должны иметь маркировку днищ.
Каждое отправляемое заказчику днище или его заготовка снабжается «Удостоверением о качестве изготовления» согласно ПБ 10-574 (п. 5.16.1).
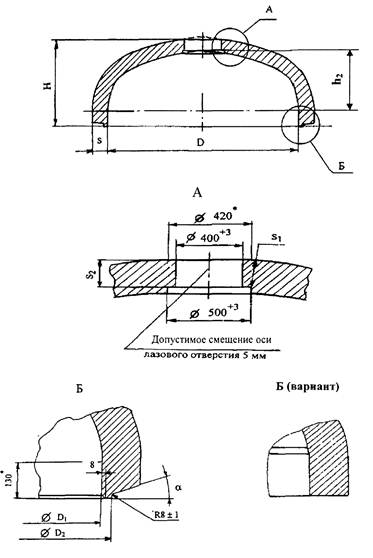
Примечания:
1 Значение угла α принимается в зависимости от вида сварки по НД предприятия-изготовителя.
2 При механической обработке лазового отверстия не допускаются острые углы.
3 Вариант Б - для электрошлаковой сварки.
Рисунок 9.1
В миллиметрах
|
Обозначение днища |
Параметры среды в барабане |
D ± 5 |
s |
|
H-30 |
s1, не менее |
|
D2 ± 1 |
s2-5 |
|
|
p, МПа |
t, °С |
|||||||||
|
Д-1500-11,3-90 |
11,3 |
320 |
1500 |
90 |
500 |
723 |
73 |
1505 |
1527 |
85 |
|
Д-1500-16,5-115 |
16,5 |
350 |
1500 |
115 |
500 |
748 |
98 |
1505 |
1527 |
110 |
|
Д-1600-11,3-90 |
11,3 |
320 |
1600 |
90 |
550 |
773 |
73 |
1609 |
1631 |
85 |
|
Д-1600-16,5-115 |
16,5 |
350 |
1600 |
115 |
550 |
798 |
98 |
1609 |
1631 |
110 |
|
Д-1800-16,5-115 |
16,5 |
350 |
1800 |
115 |
600 |
845 |
98 |
1810 |
1832 |
110 |
9.2 Требования к допускам и предельным отклонениям размеров и формы
9.2.1 Изготовление днищ должно производиться с соблюдением размеров и допусков, указанных в чертежах и стандартах.
Предельные отклонения основных размеров полусферических днищ должны быть не более указанных в таблицах 9.1 и 9.2.
9.2.2 Наименьшая толщина днища s1 с круглым лазом диаметром 400 мм в местах подрезки, измеренная по нормали к наружной поверхности днища, должна быть больше или равна:
- для днищ барабанов I категории безопасности (рисунок 9.1) - таблица 9.1;
- во всех остальных случаях не должна быть меньше 0,82 от номинальной толщины листа днища.
Отклонения остальных размеров днищ барабанов I категории безопасности не должны превышать значений, указанных на рисунке 9.1 и в таблице 9.1.
9.2.3 Предельные отклонения основных размеров днищ барабанов II и III категорий безопасности после штамповки на диаметр, овальность и на высоту эллиптической поверхности представлены в таблице 9.2 и на рисунке 9.2.
9.2.4 Отклонения высоты цилиндрической части днища с отбортованным эллиптическим лазом, круглым лазовым отверстием и без него должны находиться в пределах Δh1 = ± 5 мм (рисунок 9.2).
9.2.5 Смещение δ центра лазового отверстия относительно центра днища с круглым лазом не должно превышать 5 мм по наружной поверхности (рисунок 9.2, а).
9.2.6 Отклонения формы и размеров отбортованного эллиптического лаза днища (рисунок 9.2, б) не должны превышать величин, указанных в таблице 9.3.
В миллиметрах
|
Внутренний диаметр днища D |
Предельные отклонения ± ΔD) |
Предельные отклонения эллиптической поверхности ± Δh2 |
Допускаемая овальность поверхности A |
|
|
при толщине стенки |
||||
|
до 22 |
св. 22 |
|||
|
До 650 включ. |
3 |
3 |
4 |
В пределах допуска на диаметр |
|
Св. 650 до 1400 включ. |
3 |
4 |
6 |
|
|
Св. 1400 до 1800 включ. |
4 |
5 |
8 |
|
|
Св. 1800 до 2400 включ. |
5 |
6 |
12 |
|
|
Св. 2400 до 3000 включ. |
6 |
7 |
16 |
|
|
Примечание - По согласованию с заказчиком допускается изготовление днищ с предельными отклонениями диаметра ± 0,5 % и относительной овальностью до 1 %, при этом суммарное отклонение не должно быть более 20 мм для днищ диаметром свыше 2000 мм. |
||||
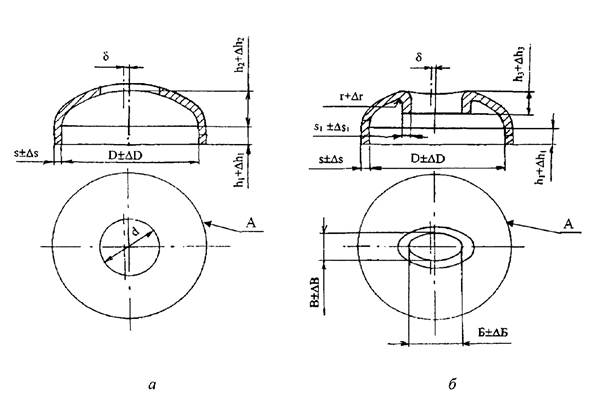
Рисунок 9.2
9.2.7 Отклонение формы днища от эллиптической (рисунок 9.3) проверяется не менее чем в двух взаимно перпендикулярных положениях шаблонами по внутренней поверхности и не должно превышать величин, указанных в таблице 9.4.
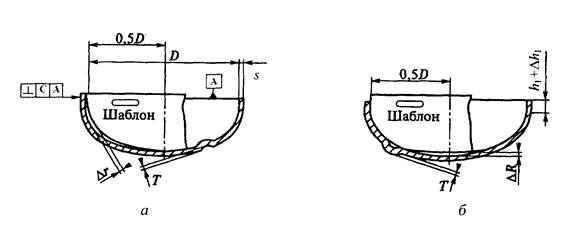
Рисунок 9.3
Размеры в миллиметрах
|
Наименование отклонения |
Значение |
|
Смещение центра лазового отверстия (измеряется по наружной поверхности) относительно центра днища δ |
5 |
|
Отклонение высоты борта лаза Δh3 |
± 4 |
|
Отклонение величины радиуса отбортовки лаза Δr |
± 5 |
|
Уменьшение толщины борта лаза Δs1 |
0,3 номинальной толщины днища |
|
Отклонение в размерах по большой и малой осям лаза ΔБ, ΔВ |
± 5 |
|
Примечания: 1 При получении уменьшения толщины борта лаза s1 более 0,3 номинальной толщины днища и нижнего отклонения высоты борта лаза h3 более 4 мм разрешается производить подварку борта лаза с последующей зачисткой и ПВК или МК. 2 Толщина стенки цилиндрической части днища должна быть не менее расчетной толщины стенки неослабленной обечайки. |
|
Размеры в миллиметрах
|
Внутренний диаметр днища D |
Допускаемый просвет по профилю шаблона, не более |
Допуск перпендикулярности С |
|
|
ΔR |
Δr |
||
|
До 650 включ. |
5 |
5 |
2 |
|
Свыше 650 до 1500 включ. |
10 |
8 |
3 |
|
Свыше 1500 до 2300 включ. |
18 |
10 |
4 |
|
Свыше 2300 до 2800 включ. |
28 |
15 |
5 |
|
Свыше 2800 до 3000 включ. |
35 |
20 |
8 |
Отклонения от перпендикулярности цилиндрической части днищ C в зависимости от толщины стенки (рисунок 9.3, а) не должны превышать величин, указанных в таблице 9.5.
Таблица 9.5
Размеры в миллиметрах
|
Толщина стенки днища s |
Допуск перпендикулярности C |
|
До 20 включ. |
2,5 |
|
Свыше 20 до 26 включ. |
4,0 |
|
Свыше 26 до 36 включ. |
6,0 |
|
Свыше 36 |
8,0 |
9.2.8 Высота отдельной вогнутости или выпуклости Т на эллиптической части поверхности днищ должна быть не более 4 мм (рисунок 9.3).
9.2.9 Допуск перпендикулярности торца днища относительно поверхности цилиндрической части (рисунок 9.3, б) указан в таблице 9.4.
9.2.10 Утонение стенки на участке перехода цилиндрической части днища в эллиптическую допускается не более 10 % от номинальной толщины и не должно превышать расчетных величин. Утолщение участка перехода допускается до 10 % независимо от толщины стенки.
9.2.11 Контроль формы готового днища следует производить шаблоном. Высота цилиндрической части h1 должна измеряться приложением линейки по ГОСТ 427.
9.2.12 На цилиндрической поверхности днища не допускаются волны (гофры) высотой более 2 мм.
10 Требования к изготовлению патрубков и штуцеров
10.1 Для изготовления патрубков и штуцеров должны применяться трубный прокат, поковки и сортовой прокат в соответствии с требованиями ПБ 10-574.
Для штуцеров, привариваемых к барабанам, должны применяться поковки из сталей той же марки, что и материал барабана, а также поковки, сортовой прокат, цельнотянутые трубы из других марок сталей в соответствии с требованиями ПБ 10-574.
10.2 Конструкция и размеры штуцеров барабанов должны соответствовать технической документации предприятия-изготовителя барабана котла. Допускается для барабанов II и III категории безопасности применять штуцера из труб по ТУ 14-3-190.
11 Требования к изготовлению лазовых затворов
11.1 Лазовые затворы, устанавливаемые в днище и (или) на цилиндрической части барабанов, должны изготавливаться в соответствии с требованиями настоящего стандарта.
11.2 В барабанах лазы должны быть круглой, эллиптической или овальной формы. Диаметр круглого лаза должен быть не менее 400 мм, а размер осей эллиптического или овального лаза не менее 300×400 мм.
11.3 Крышка лаза массой более 30 кг должна быть снабжена приспособлением для облегчения открывания и закрывания.
11.4 Крышки затворов должны плотно прилегать по всей поверхности. Риски и забоины на уплотнительных поверхностях не допускаются.
11.5 После установки крышки лаза по месту со всеми деталями кронштейн следует приварить к днищу и крышке лаза до термообработки, обеспечив равномерный зазор по контуру лазового отверстия.
Поворот крышки лаза относительно осей должен осуществляться плавно, без заеданий.
11.6 Направление открытия затвора должно указываться в чертеже барабана.
11.7 Изготовление затворов производится по технологическому процессу предприятия-изготовителя.
11.8 На внутренней поверхности крышки лаза допускается приварка технологических деталей, не мешающих открыванию и закрыванию лазового затвора. Размеры и места установки технологических деталей, а также способ их приварки должны устанавливаться технической документацией предприятия-изготовителя.
11.9 Для уплотнения лазовых отверстий круглой формы барабанов, работающих при температуре до 360 °С и давлении до 16,5 МПа, следует применять прокладки из паронита марки ПОН-Б ГОСТ 481 толщиной от 2 до 2,5 мм.
Кроме этих прокладок могут применяться прокладки с жесткой геометрической формой, например спирально навитые или из паронита марки ПА ГОСТ 481. Допускается применение прокладок из других материалов эллиптической формы вместо спирально навитых.
12 Подготовка и требования к сборке барабанов
12.1 Одиночные обечайки и днища барабана котла перед сборкой должны быть проконтролированы на наличие маркировки, подтверждающей соответствие их назначению, а также на наличие сопроводительной документации, удостоверяющей результаты контроля качества подготовки под сварку. При отсутствии маркировки или документации обечайки и днища к сборке не допускаются.
12.2 Перед сваркой соединяемых элементов (сборочных единиц) должно быть проверено соответствие их подготовки под сварку требованиям конструкторской документации. В частности, следует проверить соответствие формы, размеров и качества подготовки кромок, углов скоса, параллельность стыкуемых кромок, размеры и постоянство зазоров между ними, величину излома осей соединяемых элементов, смещение кромок, перпендикулярность подготовленных под сварку торцов цилиндрических элементов, качество зачистки поверхностей деталей на прилегающих к подготовленным кромкам участках, плавность и углы наклона переходов.
12.3 Подготовка кромок под сварку должна производиться механическим способом.
Допускается плазменная резка, а также термическая резка с последующей механической обработкой и удалением подкаленного слоя.
Не допускается подгонка кромок ударным способом.
12.4 Шероховатость поверхности подготовленных под сварку кромок должна соответствовать конструкторской документации.
12.5 Материал, форма, размеры и количество временных технологических креплений, их расположение и размеры швов приварки креплений к собираемым деталям должны быть указаны в технологических процессах.
Наложение прихваток в местах пересечения или сопряжения подлежащих сварке соединений не допускается.
Выполнение прихваток и приварку временных технологических креплений следует производить ручной дуговой сваркой покрытыми электродами или аргонодуговой сваркой с использованием сварочных материалов, выбираемых в соответствии с п. 6.6 (без подогрева). Прихватки рекомендуется располагать со стороны, противоположной выполнению первого прохода.
12.6 Стыкуемые кромки заготовок днищ и обечаек, а также кромки штампованных днищ с прилегающими к ним поверхностями основного металла должны быть перед сваркой зачищены до чистого металла на ширину не менее 20 мм (при электрошлаковой сварке на 50 мм) от кромки разделки (торца).
Кромки не должны иметь следов ржавчины, окалины и прочих загрязнений. Кромки должны проходить визуальный контроль на выявление расслоения, закатов и трещин. При толщине листового проката более 36 мм зона, прилегающая к кромкам, дополнительно должна контролироваться ультразвуковым методом на ширине не менее 50 мм для выявления трещин и расслоений.
В случае обнаружения недопустимых дефектов исправления производятся в соответствии с технологической документацией предприятия-изготовителя.
12.7 Перед приваркой к обечайкам днищ с овальным лазом необходимо проверить на соответствие чертежу положения отверстий лазов двух днищ и размеров стыкуемых частей обечаек и днищ. Большие оси отверстий овальных лазов должны совпадать с горизонтальной осью барабана, наносимой керном на длине 200 мм от наружной кромки цилиндрической части барабана. Осевые линии лазовых отверстий также наносятся керном до кромок цилиндрической части днища. Несовпадение горизонтальных осей лаза и барабана не должно быть более 5 мм.
Продольные сварные швы обечаек до приварки днищ должны быть строго увязаны с осями барабана в соответствии с чертежом.
12.8 Перед приваркой к обечайкам днищ с круглыми лазами необходимо проверить наличие лазовых затворов внутри барабана, которые должны быть установлены до приварки днищ, а затворы барабанов больших размеров, термообрабатываемых по частям, должны быть установлены до сварки среднего кольцевого шва. Перед приваркой креплений лазовых затворов к днищу необходимо проверить положение затворов и направление их открытия по отношению к осям барабана.
Технические требования к установке и приварке лазовых затворов к днищам должны соответствовать чертежам.
12.9 На наружных и внутренних поверхностях барабана минимальное расстояние от края углового шва приварки труб, штуцеров, опор, сепарационных устройств, перегородок и других деталей до края шва любого соседнего сварного соединения должно составлять не менее трех номинальных толщин привариваемых деталей.
Требуемое расстояние между краями швов двух соседних привариваемых деталей различной номинальной толщины определяют по наибольшему показателю.
12.10 Обрабатываемые под сварку кромки отверстий барабанов и штуцера должны быть перед сваркой тщательно осмотрены на предмет обнаружения расслоений и других дефектов и приняты службой технического контроля. Необходимо проверить соответствие чертежам размеров, предельных отклонений, качества механической обработки под сварку.
13 Требования к сварке
13.1 Общие положения
13.1.1 Изготовитель обязан провести аттестацию технологии сварки согласно требованиям ПБ 10-574 и РД 03-615.
13.1.2 Сварка барабанов и заготовок (обечаек и днищ), производимая на предприятии-изготовителе, должна выполняться в помещении при температуре окружающего воздуха не ниже 0 °С.
13.1.3 Сварка швов производится после проверки службой технического контроля правильности сборки и качества подготовки кромок под сварку.
Результаты выполненного контроля заносят в документацию, действующую на предприятии-изготовителе.
Выявленные при контроле отклонения от установленных требований должны быть своевременно устранены.
13.1.4 Размеры сварных швов приварки штуцеров, включая штуцера с рубашкой, должны соответствовать требованиям чертежа, а при выполнении швов согласно стандартам предприятия - требованиям этих документов.
13.1.5 Приварка штуцеров должна производиться по технологии, применяемой на предприятии-изготовителе барабанов (например, комбинированная сварка с полным проплавлением, на удаляемых подкладных кольцах).
13.1.6 В приложении Б (рекомендуемое) представлены рекомендуемые типы сварных соединений приварки штуцеров (труб) к барабанам.
13.1.7. Для приварки деталей, одиночных штуцеров и труб допускается производить наплавку на поверхность барабана электродами марок, приведенными в таблице 6.1 настоящего стандарта, но не менее чем в три слоя. Минимальная высота наплавки, после зачистки, не должна быть меньше 4 - 5 мм , а максимальная высота наплавки не должна превышать 15 % от номинальной толщины металла в месте наплавки , но должна быть не более 10 мм.. Контроль наплавленного металла следует производить в соответствии с таблицей 15.1 п. 2.2 раздела 15 настоящего стандарта после термической обработки.
После термической обработки и контроля к металлу наплавки допускается приваривать детали, одиночные штуцера и трубы из углеродистых сталей без последующей термической обработки сварных соединений указанных элементов. Сварные швы привариваемых элементов не должны затрагивать металл барабана.
(Введено дополнительно. Изм № 1)
13.2 Предварительный подогрев
13.2.1 Необходимость предварительного и сопутствующего сварке подогрева и его минимальную температуру в зависимости от марки стали и номинальной толщины свариваемых деталей (сборочных единиц) следует устанавливать согласно технологии, применяемой на предприятии-изготовителе барабанов.
13.3 Маркировка сварных соединений
13.3.1 Все сварные швы подлежат клеймению, позволяющему установить фамилию сварщика, выполнившего эти швы. Места клеймения определяются технологической документацией предприятия-изготовителя барабанов.
13.3.2 При приварке штуцеров одним сварщиком клеймо должно выбиваться на барабане по оси ряда на расстоянии 30 мм от крайних штуцеров. В случае приварки штуцеров разными сварщиками клеймо должно ставиться на основном металле барабана на расстоянии 30 мм от края шва.
13.3.3 Клеймо сварщика или маркировка должны быть проставлены с наружной стороны сварных соединений на расстоянии от 30 до 50 мм от краев шва. При этом на продольных сварных соединениях клеймо (маркировку) следует проставлять на расстоянии от 100 до 200 мм от концов шва.
На сварных соединениях, подлежащих УК, допускается вынесение клейма (маркировки) за пределы зоны сканирования (перемещения искателя).
14 Требования к термической обработке
14.1 Режимы термической обработки обечаек, днищ и сварных соединений барабана (температура, время выдержки, скорость нагрева и охлаждения) должны быть указаны в технологических процессах предприятия-изготовителя.
14.2 Перед началом общей термической обработки барабанов следует контролировать температуру нагрева печи, соблюдение установленных норм загрузки печи, количество и расположение термопар.
14.3 В процессе термической обработки следует контролировать соответствие фактических параметров ее режима требованиям технологического процесса термообработки барабанов.
14.4 Дополнительная термообработка (высокий отпуск) после вальцовки, холодной калибровки на вальцах или штамповки обечаек и днищ из углеродистой и кремнемарганцовистой стали является обязательной в следующих случаях:
- если при холодном деформировании толщина листа более 5 % внутреннего диаметра обечайки или наименьшего внутреннего радиуса кривизны штампованного днища;
- если вальцовка или штамповка обечайки или днища из углеродистой и кремнемарганцовистой стали производилась с нагревом и температура металла при окончании вальцовки или штамповки была ниже 700 °С;
- если производилась холодная калибровка (п. 8.2.2) при овальности свыше 1 % до 3 %.
При овальности свыше 1 % до 3 % разрешается холодная правка барабанов (обечайки) с помощью пресса с последующим высоким отпуском барабана (обечайки) в печи по документации отдела главного металлурга, утвержденной главным инженером предприятия, с обязательным повторным контролем на отсутствие трещин в сварном шве и околошовной зоне на расстоянии 100 мм по обе стороны шва.
14.5 В случае изготовления обечайки и днищ на другом предприятии температурный режим штамповки, а также нормализации и отпуска, если они проводились, должен быть указан предприятием-поставщиком в сопроводительном удостоверении о качестве изготовления.
14.6 Корпуса или полукорпуса барабанов, изготовленные из сталей марок 16ГНМА по ОСТ 108.030.118, 14ГНМА по ТУ 108-11-617, перед приваркой штуцеров и элементов сепарации должны подвергаться термообработке - отпуску (для снятия напряжений) или нормализации.
14.7 Для барабанов, выполненных электрошлаковой сваркой, независимо от марки стали нормализация является обязательной. Нормализация производится по технологии предприятия-изготовителя, согласованной со специализированной организацией.
14.8 Дополнительной термообработке (высокий отпуск) после сварки подлежат барабаны при использовании для обечаек и днищ следующих марок стали:
-20К и 22К по ГОСТ 5520, 22К по ТУ 108.1025, если толщина листа или толщина стенки штуцера в зоне сварного шва более 36 мм;
- 15ГС по ТУ 108.1268, 16ГС и 09Г2С по ГОСТ 5520, если толщина листа или толщина стенки штуцера в зоне сварного шва более 30 мм;
- 16ГНМА по ОСТ 108.030.118, 14ГНМА по ТУ 108-11-617 независимо от толщины листа и толщины стенки штуцера.
14.9 После наплавки обечаек и днищ из сталей марок 14ГНМА, 16ГНМА и 22К термообработку (высокий отпуск) выполнять согласно технологическому процессу предприятия-изготовителя, согласованному со специализированной организацией.
14.10 При невозможности термообработки целиком барабана
(сваренного полностью) допускается местная термообработка замыкающих кольцевых
швов с обеспечением поля равномерного нагрева по всему периметру кольца шириной
не менее ![]() в обе стороны границы шва, но не менее
трехкратной толщины стенки, с расположением сварного шва посередине
нагреваемого участка. Прилегающие к термообрабатываемой зоне участки должны
быть покрыты теплоизоляцией.
в обе стороны границы шва, но не менее
трехкратной толщины стенки, с расположением сварного шва посередине
нагреваемого участка. Прилегающие к термообрабатываемой зоне участки должны
быть покрыты теплоизоляцией.
При проведении местной термообработки должен быть обеспечен равномерный прогрев по толщине изделия и выполнен контроль температур по показаниям термопар, прикрепленных к барабану по наружной и внутренней сторонам. При этом допускается увеличение предельных отклонений (допусков) температуры до ± 20 °С.
При отсутствии технической возможности прикрепить термопары к внутренней стороне стенки барабана температура контролируется по показаниям термопар, прикрепленных к барабану по наружной стороне. В этом случае местная термообработка выполняется согласно технологическому процессу предприятия-изготовителя, согласованному со специализированной организацией.
(Измененная редакция. Изм. № 1)
14.11 После проведения всех работ (приварки штуцеров и приварки деталей для крепления внутрибарабанных устройств и лазов) барабаны, подлежащие согласно п. 14.8 термообработке, должны быть подвергнуты отпуску для снятия напряжений, возникающих при сварке.
Для барабанов из стали марок 20К, 22К с толщиной стенки свыше 36 до 40 мм включительно после приварки к ним штуцеров с максимальным наружным диаметром 108 мм и сепарационных устройств термическая обработка может не производиться при условии выполнения сварки не менее чем в два слоя и при использовании метода отжигающего валика или подогрева свариваемых элементов при температуре от 100 до 250 °С.
14.12 При термообработке должен быть обеспечен равномерный прогрев изделия, а также должны быть приняты меры, предупреждающие деформацию барабанов под влиянием собственной массы и температурных перепадов.
14.13 При получении термообработанного барабана (полуфабриката без штуцеров) от другого предприятия сварные швы после приварки штуцеров к барабанам должны подвергаться термообработке в соответствии с документацией предприятия-изготовителя котла с учетом требований п. 14.8.
14.14 Правильность выполнения температурных режимов на всех этапах термообработки должна быть подтверждена диаграммными лентами самопишущего потенциометра, подлежащими хранению на предприятии-изготовителе не менее 5 лет.
14.15 После проведенной термообработки вся поверхность барабана должна быть очищена изнутри и снаружи от рыхлой окалины, грязи, шлака, брызг и подвергнута тщательному визуальному контролю. При проведении термообработки по режиму отпуска допускается на внутренней поверхности барабана окисная пленка черного цвета.
Поверхность днищ, вся поверхность барабана и отверстий должна быть особенно тщательно осмотрена с целью выявления трещин.
14.16. Механические свойства материала готового изделия должны соответствовать требованиям стандартов или технических условий на исходный материал.
Подтверждение механических свойств должно производиться на образцах, вырезанных из образцов-свидетелей, после их термообработки вместе с изделием.
Допускается испытание механических свойств основного металла деталей барабана, работающих под давлением, производить на контрольных пробах, прошедших термообработку отдельно от изделия, при этом должны быть учтены все режимы термообработки после сварки.
(Измененная редакция. Изм № 2)
15 Контроль сварных соединений
15.1 Порядок выполнения контроля
15.1.1 Контроль сварных соединений должен производиться согласно требованиям ПБ 10-574.
15.1.2 Перед изготовлением барабанов подлежат проверке: аттестация персонала, основные и сварочные материалы, состояние сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования и аппаратуры, приборов для дефектоскопии.
15.1.3 В процессе изготовления оборудования необходимо осуществлять операционный контроль качества сварочных работ с выполнением требований ПБ 10-574.
15.1.4 При операционном контроле проводится:
- контроль температуры предварительного подогрева;
- контроль процессов сварки;
- контроль термической обработки.
15.1.4.1 Контроль температуры предварительного подогрева производится термоэлектрическими термометрами, которые должны быть установлены на расстоянии 100 ± 10 мм от подлежащих сварке кромок. Допускается контроль другими приборами и средствами, указанными в ПТД. При невозможности контроля температуры подогрева на указанном расстоянии места измерения температуры устанавливаются ПТД.
15.1.4.2 В процессе выполнения дуговой и электрошлаковой сварки следует контролировать режимы сварки, условия пребывания выполняемых сварных соединений во время вынужденных перерывов процесса сварки и другие характеристики, контроль которых предусмотрен разработанной технологией сварки.
15.1.4.3 При выполнении дуговой сварки следует контролировать качество заварки корневого шва или корневой части шва, допустимые размеры валиков и последовательность заполнения разделки.
Выявленные при контроле отклонения от установленных требований должны быть своевременно устранены, а в случае невозможности их устранения сварные соединения бракуются.
15.2 Методы и объем контроля сварных соединений
15.2.1 Сварные соединения барабанов, работающие под давлением, должны быть подвергнуты изготовителем ВИК и неразрушающему контролю в объеме не менее указанного в таблице 15.1.
15.3 Нормы оценки качества сварных соединений
15.3.1 Визуальный и измерительный контроль
15.3.1.1 Визуальный и измерительный контроль должен проводиться в соответствии с ПБ 10-574 и РД 03-606.
15.3.1.2 Качество корневого слоя шва по результатам визуального контроля, проведенного до заполнения остальной части шва, считается удовлетворительным, если выдержаны требования к размерам и формированию корневого слоя и не обнаружены трещины любых видов и направлений, непровары, незаваренные прожоги и кратеры, наплывы (натеки), свищи, а также значительное количество объемных поверхностных включений, превышающих нормы, дефекты, свидетельствующие о нарушении режима сварки или о некачественных сварочных материалах.
15.3.1.3 Выявленные при визуальном и измерительном контроле поверхностные дефекты, которые могут быть удалены без последующей заварки выборок, должны быть исправлены до проведения контроля другими методами.
Таблица 15.1 - Объем контроля сварных соединений
|
Виды объектов и типы сварных соединений |
Метод контроля |
Объем контроля |
|
1 Стыковые продольные и поперечные сварные соединения |
|
|
|
1.1 Все сварные соединения барабанов со стенкой толщиной 30 мм и более по всей длине соединений |
ВИК + УК |
100 % |
|
1.2 Все сварные соединения барабанов со стенкой толщиной менее 30 мм по всей длине соединений |
ВИК + УК (или РК) |
100 % |
|
1.3 Места пересечений на длине не менее трех толщин стенки стыковых продольных и поперечных сварных соединений при толщине стенки до 65 мм включительно и на длине не менее 200 мм при толщине стенки более 65 мм |
ВИК + РК + УК (с учетом поз. 1.1) |
100 % |
|
1.4 Сварные соединения снаружи и изнутри и их околошовные зоны шириной не менее 30 мм от края шва для барабанов I категории безопасности. Капиллярный или магнитопорошковый контроль замыкающего шва - только по наружной поверхности. |
ВИК + МК (или ПВК) |
100 % |
|
2 Угловые и тавровые сварные соединения |
|
|
|
2.1 Сварные соединения приварки штуцеров, патрубков, труб с полным проплавлением по толщине стенки внутренним диаметром 100 мм и более |
ВИК + УК (или РК) |
100 % |
|
2.2 Сварные соединения приварки штуцеров, патрубков, труб с неполным проплавлением по толщине стенки и соединения приварки штуцеров, патрубков, труб внутренним диаметром менее 100 мм: |
ВИК + МК (или ПВК) |
|
|
для барабанов I и II категории безопасности |
|
100 % |
|
для барабанов III категории безопасности |
|
25 % |
|
2.3 Сварные соединения приварных деталей в местах их пересечений с основными швами барабана, а также околошовные зоны не менее 30 мм от кромки шва |
ВИК + МК (или ПВК) |
100 % |
|
3 Ремонтные заварки - по пп. 1.1, 1.2, 1.3, 2.1 (включая зону термического влияния). При технической невозможности проведения УК или РК следует проводить послойный ВИК |
ВИК + УК (или РК) + МК (или ПВК) |
100 % |
|
Примечание - УК стыкового сварного соединения при технической возможности должен выполняться с обеих сторон сварного шва. |
||
15.3.2 Радиографический и ультразвуковой контроль
15.3.2.1 Радиографический контроль сварных соединений должен проводиться в соответствии с ПБ 10-574.
15.3.2.2 Ультразвуковой контроль качества сварных соединений должен проводиться в соответствии с ПБ 10-574 и РД 2730.940.103.
Допускается удаление усиления шва для обеспечения контроледоступности шва при недостаточной длине цилиндрического борта от оси стыкового сварного шва до начала закругления выпуклого днища.
15.3.2.3 Нормы оценки качества сварных соединений при радиографическом и ультразвуковом контроле должны соответствовать требованиям, установленным в ПБ 10-574.
15.3.3 Магнитопорошковая дефектоскопия
15.3.3.1 Магнитопорошковый контроль сварных соединений должен проводиться в соответствии с ГОСТ 21105 и РД-13-05-2006.
Допускается замена магнитопорошкового контроля капиллярным контролем или травлением.
(Измененная редакция. Изм № 2)
15.3.3.2 Нормы оценки качества сварных соединений при магнитопорошковой дефектоскопии должны соответствовать требованиям, установленным в ПБ 10-574.
15.3.4 Капиллярный контроль
15.3.4.1 Капиллярный контроль сварных соединений должен проводиться в соответствии с ГОСТ 18442 и РД-13-06-2006.
(Измененная редакция. Изм № 2)
15.3.4.2 Нормы оценки качества сварных соединений при капиллярном контроле должны соответствовать требованиям, установленным в ПБ 10-574.
15.4 Исправление дефектов сварных соединений
15.4.1 Все обнаруженные при неразрушающем контроле дефекты сварных соединений подлежат исправлению (выборка, контроль, сварка) по инструкции на ремонт сварных соединений предприятия-изготовителя.
15.5 Отчетная документация по контролю
15.5.1 Результаты контроля сварных соединений должны быть оформлены в виде отчетной документации предприятия-изготовителя.
15.5.2 Отчетная документация по контролю качества должна оформляться соответствующими службами предприятия-изготовителя.
16 Контрольные сварные соединения
16.1 Общие положения
16.1.1 Контрольные сварные соединения должны воспроизводить сварные соединения барабана, определяющие его прочность, и изготовляться одновременно с контролируемым изделием с применением одинаковых исходных материалов, форм разделки кромок, методов и режимов сварки, режима термообработки.
16.1.2 Механические испытания и металлографические исследования проводятся при контроле сварных стыковых соединений. Основными видами механических испытаний являются испытания на статическое растяжение, статический изгиб и ударный изгиб.
При контроле угловых и тавровых соединений проводятся только металлографические исследования.
16.1.3 Контрольные сварные соединения (КСС) выполняются в виде:
- стыкового соединения пластин - для контроля швов обечаек и днищ;
- углового или таврового соединения трубы с листом - для контроля приварки штуцеров к обечайке и днищам.
Термообработка контрольных сварных соединений проводится совместно с изделием при тех же режимах, что и изделие. При невозможности термообработки совместно с изделием допускается термообработку КСС проводить отдельно с применением методов нагрева и охлаждения и температурных режимов, установленных ПТД для производственных сварных соединений.
16.2 Изготовление контрольных сварных соединений
16.2.1 Количество контрольных сварных соединений должно быть достаточным для изготовления комплекта образцов для каждого вида испытаний.
16.2.2 Механические испытания следует проводить в соответствии с ГОСТ 6996, металлографические исследования - по ГОСТ 10243.
16.2.3 Количество контрольных сварных соединений, размеры КСС, схемы вырезки образцов должны быть указаны в конструкторской документации.
16.3 Неразрушающий и разрушающий контроль сварных соединений
16.3.1 Контрольное сварное соединение должно быть проконтролировано в объеме 100 % неразрушающими методами контроля, указанными в таблице 15.1 настоящего стандарта.
Разрушающий контроль сварных соединений проводится в соответствии с требованиями ПБ 10-574.
При неудовлетворительных результатах контроля сварных соединений должны быть изготовлены вновь контрольные соединения в удвоенном количестве. Если при повторном неразрушающем контроле будут получены неудовлетворительные результаты, то и общий результат считается неудовлетворительным. В этом случае должны быть подвергнуты дополнительной проверке качество материалов, оборудования и квалификация сварщика.
16.3.2 Нормы оценки качества сварных соединений принимаются в соответствии с ПБ 10-574.
17 Требования к разметке и механической обработке
17.1 Разметка барабана должна производиться после правки и термической обработки, если она предусмотрена технологическим процессом.
До разметки отверстий на обечайке должны быть размечены четыре основные осевые линии, которые должны быть продолжением осей днищ. Оси должны быть перенесены на внутреннюю поверхность барабана.
При вырезке отверстий в барабанах на станках с программным управлением, а также при разметке отверстий специальной оснасткой допускается наносить на обечайке одну осевую линию.
Осевые линии должны быть нанесены керном на длине не менее 200 мм от торцевой части обечайки. На осевых линиях должны быть выбиты номера.
17.2 Разметка отверстий должна производиться по рабочим чертежам и технологии предприятия-изготовителя.
17.3 Сверление всех без исключения отверстий должно производиться только по разметке, принятой техническим контролем.
На станках с программным управлением допускается сверление отверстий без разметки.
Отверстия, предназначенные для вальцовки труб, должны сверлиться после термической обработки барабана (если она является обязательной). На цилиндрической поверхности отверстий могут быть выполнены поперечные уплотнительные канавки. Размеры, формы и требования к поверхности уплотнительной канавки устанавливаются конструкторской документацией.
17.4 К качеству поверхности отверстий независимо от способа присоединения труб к барабану (на вальцовке или сварке) предъявляются следующие требования:
- шероховатость поверхности отверстий при проведении ультразвукового контроля сварных швов штуцеров должна быть Rz ≤ 40 мкм, в остальных случаях Rz ≤ 80 мкм;
- на поверхности отверстий не допускаются продольные и спиральные риски, задиры и забоины, выходящие за пределы указанной шероховатости;
- края отверстий (если чертежом не предусмотрено скругление или снятие фаски) не должны иметь острых кромок и заусенцев.
Кромки отверстий на внутренней поверхности барабанов с толщиной стенки от 20 до 50 мм включительно независимо от диаметра отверстий и с толщиной стенки более 50 мм при диаметре отверстий до 60 мм включительно должны быть скруглены радиусом от 3 до 5 мм или на кромках должны быть сняты фаски с катетом от 3 до 5 мм; при толщине стенки более 50 мм и диаметре отверстия более 60 мм кромки должны быть скруглены радиусом от 8 до 10 мм или на кромках должны быть сняты фаски с катетом от 8 до 10 мм.
Требования по скруглению кромок или снятию фасок не распространяются на барабаны котлов на давление до 4 МПа включительно.
Если отверстия предназначаются под вальцовку труб, то скругления кромок или снятия фасок не требуется.
18 Требования к допускам и предельным отклонениям размеров и формы барабанов
18.1 Верхнее предельное отклонение общей длины барабана должно определяться по формуле
![]() ,
,
где ΔL - положительное предельное отклонение на длину цилиндрической обечайки барабана, мм. При изготовлении барабана из нескольких обечаек предельное отклонение на длину цилиндрической части складывается из предельных отклонений длин каждой части обечайки;
Δh2 - положительное предельное отклонение на высоту эллиптической поверхности днища, мм (см. таблицу 9.2);
Δh1 - положительное предельное отклонение на высоту цилиндрической части днища, мм (см. п. 9.2.4.).
Аналогично определяется нижнее предельное отклонение общей длины барабана, при этом в формуле положительные предельные отклонения частей барабана должны быть заменены отрицательными. Предельные отклонения общей длины барабана должны указываться в технической документации.
Прогиб барабана не должен превышать значений, указанных в таблице 18.1.
Таблица 18.1
В миллиметрах
|
Длина барабана |
Прогиб на 1 м длины |
Прогиб на всю длину, не более |
|
До 5000 включ. |
2,0 |
10 |
|
Св. 5000 до 10 000 включ. |
1,5 |
15 |
|
Свыше 10 000 |
1,5 |
20 |
18.2 Относительная овальность барабана, изготовленного из листов или поковок, после термообработки не должна превышать 1 %. Овальность определяется по измерениям вертикальных и горизонтальных диаметров в одном сечении по длине барабана через 1 м.
Для барабанов котлов производительностью не более 2,5 т/ч допустимая овальность поперечного сечения может быть увеличена до 1,5 % при условии подтверждения расчетом на прочность.
18.3 Отклонения по шагу
отверстий в продольном, поперечном и косом направлениях не должны превышать ± 2
мм для шагов до 300 мм, ± 3 мм для шагов свыше 300 мм, а между крайними
отверстиями в одном ряду принимаются по ![]()
Отклонение от перпендикулярности оси отверстия не должно быть более 5°. Угол отклонения измеряется по направлению оси отверстия от внутренней поверхности барабана в пределах толщины стенки.
18.4 Отклонения диаметра отверстий в барабане под вальцовку не должны быть выше пределов, установленных в приложении В.
18.5 Допускаемые отклонения при установке штуцеров из труб и кованых штуцеров на барабаны должны находиться в следующих пределах:
- отклонение по высоте штуцера ± 3 мм (рисунок 18.1);
- позиционный допуск и допуск соосности штуцера 1 мм;
- перекос оси штуцера относительно ее номинального положения не более 1°;
- разность между C1 и C2 при расположении отверстий фланца относительно продольной оси барабана не более 3 мм (рисунок 18.2).
Относительная овальность наружного диаметра штуцера, замеренная по его торцу после приварки, не должна быть более 2 %.
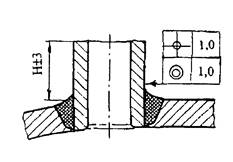
Рисунок 18.1
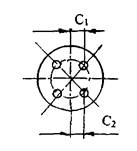
Рисунок 18.2
18.6. Во время разметки барабана смещение осевой линии от номинального положения, указанного на чертеже, допускается в следующих пределах:
- параллельное смещение оси от номинального положения ±1,5 мм (рисунок 18.3а);
- перекос оси относительно номинального положения ±1,5 мм (рисунок 18.3б);
- суммарное отклонение на параллельное смещение и перекос оси не более 2,0 мм (рисунок 18.3в)
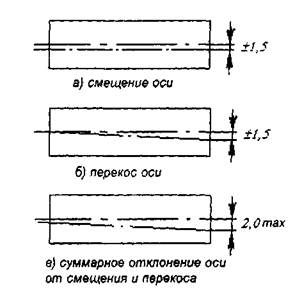
Рисунок 18.3
(Введено дополнительно. Изм. № 2)
19 Порядок контроля и испытаний
19.1 Общие положения
19.1.1 Приемка и контроль на всех этапах изготовления барабана производятся службой технического контроля предприятия-изготовителя в соответствии с конструкторской документацией, ПБ 10-574 и требованиями настоящего стандарта и заказчика.
При необходимости заказчик может участвовать на всех этапах изготовления и приемки барабана. Участие заказчика должно быть предусмотрено договором (контрактом) на поставку котла или отдельного барабана.
19.1.2 На всех этапах изготовления осуществляется:
- проверка наличия сертификатов на полуфабрикаты основного и сварочного материала;
- визуальный наружный и внутренний контроль барабана (включая сварные соединения);
- измерительный контроль внутреннего или наружного диаметра (максимальный и минимальный диаметры в сечениях по длине барабана с последующим вычислением овальности) и прогиба барабана по длине:
- проверка маркировки материалов, полуфабрикатов и сборочных единиц и сварных соединений;
- проверка маркировки элементов;
- контроль проведения термической обработки;
- контроль качества исправления дефектов;
- гидравлическое испытание.
По результатам проверок оформляются:
- протокол замеров толщин стенок;
- протокол УК листов обечаек и днищ;
- протокол РК, УК стыковых и угловых сварных соединений;
- протокол МК (ПВК);
-протокол механических испытаний;
- протокол результатов контроля стилоскопированием;
- протокол металлографических исследований;
- протокол гидравлического испытания.
19.1.3 Для выполнения технического контроля и испытаний должны применяться оборудование, приборы и средства измерения, обеспечивающие точность измерения величин и прошедшие поверку в Федеральной службе по техническому регулированию и метрологии, обусловленную в ПБ 10-574 и технической документации.
19.1.4 Контроль сварных соединений барабана, в том числе сварных швов заготовки для днищ, штампуемых не из целого листа, и швов в месте соединения штуцеров с барабанами должен выполняться в соответствии с требованиями раздела 15.
Контроль сварных соединений барабана должен осуществляться:
- визуальным контролем и измерениями;
- механическими испытаниями КСС;
- ультразвуковой или радиографической дефектоскопией;
- металлографическими исследованиями на контрольных образцах при отсутствии РК или УК;
- магнитной или капиллярной дефектоскопией;
- гидравлическим испытанием.
19.1.5 Все виды испытаний должны быть оформлены в соответствии с технической документацией предприятия-изготовителя.
19.2 Гидравлическое испытание барабанов
19.2.1 Гидравлическое испытание применяется для оценки прочности и плотности металла и сварных соединений конструкций, вальцованных и разъемных соединений, работающих под давлением.
Гидравлическое испытание должно проводиться на предприятии-изготовителе.
19.2.2 Гидравлическое испытание следует проводить после термической обработки сварных соединений, их неразрушающего контроля и исправления выявленных дефектов.
19.2.3 При гидравлическом испытании минимальное значение пробного давления ph при рабочем давлении более 0,5 МПа принимается равным 1,25p, но не менее р + 0,3 МПа.
При проведении гидравлического испытания за рабочее давление принимается давление в барабане, установленное конструкторской документацией.
Максимальное значение пробного давления устанавливается расчетами на прочность по РД 10-249.
Конструктор должен выбрать такое значение пробного давления в указанных пределах, которое обеспечило бы наибольшую выявляемость дефектов в элементе, подвергаемом гидравлическому испытанию.
19.2.4 Гидравлическое испытание должно проводиться водой с температурой не ниже плюс 5 °С и не выше плюс 40 °С. В случаях, когда это необходимо по условиям характеристик металла, верхний предел температуры воды может быть увеличен до плюс 80 °С в соответствии с рекомендацией СНИО.
Разница температур металла и окружающего воздуха во время испытания не должна вызывать выпадения влаги на поверхностях объекта испытаний. Используемая для гидравлического испытания вода не должна загрязнять объект или вызывать интенсивную коррозию.
19.2.5 При заполнении барабана водой должен быть удален воздух из внутренних полостей. Давление следует поднимать равномерно до достижения пробного, скорость подъема давления не должна превышать 0,5 МПа в минуту, если нет других указаний в инструкции по эксплуатации.
Время выдержки под пробным давлением должно быть не менее 10 мин.
После выдержки под пробным давлением давление снижают до рабочего, при котором производят осмотр всех сварных, вальцованных и разъемных соединений.
Давление воды при испытании должно контролироваться двумя манометрами, из которых один должен иметь класс точности не ниже 1,5. Шкала манометра выбирается исходя из условия, что при рабочем давлении стрелка манометра должна находиться в средней трети шкалы.
19.2.6 Барабан считается выдержавшим испытание, если не будет обнаружено видимых остаточных деформаций, трещин или признаков разрыва, течи в сварных, развальцованных и в разъемных соединениях и в основном металле.
В развальцованных и разъемных соединениях допускается появление отдельных капель, которые при выдержке под рабочим давлением не увеличиваются в размерах.
19.2.7 После проведения гидравлического испытания необходимо обеспечить удаление воды.
19.2.8 Гидравлическое испытание, проводимое на предприятии-изготовителе, должно проводиться на специальном испытательном стенде, имеющем соответствующее ограждение и оснащенном аппаратурой, регистрирующей давление.
19.2.9 Результаты гидравлического испытания барабана записываются в соответствующий раздел паспорта котла, для барабана, поставляемого как запчасть, записываются в удостоверение о качестве изготовления.
20 Требования к надежности и безопасности
20.1 Требования к надежности
20.1.1 Показатели надежности барабанов паровых котлов паропроизводительностью от 4 до 160 т/ч на абсолютное давление от 1,4 до 4,0 МПа по ГОСТ 24005 и паропроизводительностью менее 4 т/ч на абсолютное давление менее 1,4 МПа - в соответствии с техническими условиями на котлы.
20.1.2 Показатели надежности барабанов паровых котлов паропроизводительностью от 160 т/ч и более на давление 10 МПа и более - по ГОСТ 28269.
20.2 Требования к безопасности
20.2.1 Конструкция приварных деталей, предназначенных для погрузоразгрузочных работ, должна быть проверена расчетом на прочность для обеспечения безопасности этих работ. Проведение погрузоразгрузочных работ должно соответствовать ГОСТ 12.3.009.
20.2.2 Требования к технике безопасности и производственной санитарии при выполнении всех работ по изготовлению сварных барабанов и их деталей должны соответствовать инструкциям предприятия-изготовителя, разработанным в соответствии с требованиями ГОСТ 12.2.003, ГОСТ 12.3.002, ГОСТ 12.3.003, ГОСТ 12.3.004, ГОСТ 12.3.005.
20.2.3 Системы вентиляции, кондиционирования воздуха и воздушного отопления производственных, складских, вспомогательных зданий должны отвечать требованиям ГОСТ 12.4.021 и обеспечивать на постоянных рабочих местах, в рабочей и обслуживаемой зонах температуру, влажность и чистоту воздушной среды, соответствующие санитарным нормам и ГОСТ 12.1.005.
20.2.4 Станки и станочные приспособления должны соответствовать требованиям ГОСТ 12.2.009, ГОСТ 12.2.029.
20.2.5 Конструкции барабанов должны иметь устройства для контроля давления и уровня воды в них. Барабаны котлов на давление более 4 МПа должны быть приспособлены для установки устройств контроля за тепловыми перемещениями и температурным режимом металла для предупреждения возникновения в них недопустимых температурных разностей при пусках и остановах.
20.2.6 Для фиксации крышки лазового затвора массой более 30 кг в открытом положении должна быть предусмотрена на крышке и на внутренней поверхности днища установка приваренных технологических деталей по документации предприятия-изготовителя барабана котла.
21 Комплектность
21.1 Комплектность поставки барабанов должна соответствовать требованиям стандарта общих технических условий котлов и требованиям настоящего стандарта.
21.2 Вся документация и паспорта котлов по барабанам оформляются ОТК в соответствии с ПБ 10-574 и требованиями настоящего стандарта.
21.3 Каждый отправляемый барабан снабжается предприятием-изготовителем необходимым удостоверением о качестве изготовления для заполнения паспорта котла, содержащим следующее:
- сертификат на материалы или данные об их лабораторных исследованиях;
- данные о сварщиках, сварке, контрольно-приемочных испытаниях и термообработке;
- эскиз по установленной форме с обозначением всех листов, швов и мест неразрушающего контроля (РК, УК) с клеймами сварщиков;
- эскизы и формуляры барабанов и днищ по установленной форме с указанием фактически проведенных ОТК основных измерений (длина, диаметр, толщина стенки и т.п.).
21.4 Каждое отправленное заказчику днище или партия днищ, а также обечайки барабанов, поставляемых по кооперации, снабжаются удостоверением о качестве изготовления согласно ПБ 10-574.
22 Правила приемки
22.1 Приемка барабанов, а также операционный контроль их изготовления производятся службой технического контроля предприятия-изготовителя в соответствии с конструкторской документацией.
При приемке производится проверка:
- соответствия изделий общим требованиям разделов 8 и 9;
- соответствия технической документации на материалы и подготовки материалов к запуску в производство требованиям раздела 6;
- соответствия изготовления изделий требованиям раздела 8;
- качества термической обработки в соответствии с требованиями раздела 14;
- соответствия отклонений размеров изделий допускаемым отклонениям, указанным в разделе 18 настоящего стандарта;
- правильности операционной приемки сварных соединений, клеймения изделий и контрольных образцов, качества проводимых испытаний при техническом контроле сварных соединений и их соответствия требованиям ПБ 10-574 и настоящего стандарта;
- правильности операционной и послеоперационной маркировки и клеймения, а также отправочной маркировки готовых изделий;
- правильности консервации, упаковки, окраски и составления отправочной документации.
22.2 После окончательного изготовления и приемки на каждом признанном годным барабане должно быть поставлено клеймо отдела технического контроля. Место установки клейма должно быть зачищено.
Барабан, поставляемый с установленными на предприятии внутрибарабанными устройствами, не требующими разборки на монтаже, должен быть опломбирован службой технического контроля предприятия.
23 Маркировка, упаковка, транспортирование и хранение
23.1 Маркировка
23.1.1 Маркировка барабана:
- наименование предприятия-изготовителя;
- заводской номер;
- обозначение чертежа барабана;
- клеймо ОТК.
Место маркировки должно быть указано в чертеже барабана.
Пример маркировки заготовки днища № 135 из листа стали ОАО «Ижорские заводы» марки 22К (номер плавки 3451, номер листа 75369) показан на рисунке 23.1. На заготовке обечайки маркировка наносится на середину ширины листа на расстоянии от 800 до 900 мм от продольного шва обечайки.
Рисунок 23.1
23.1.2 Кроме операционной маркировки и клеймения на готовых барабанах должно быть выбито клеймо с порядковым номером барабана на расстоянии 100 мм от одного из продольных сварных швов обечайки в средней части.
23.1.3 На контрольных сварных соединениях должна быть следующая маркировка:
- номер барабана (или заменяющий его условный индекс, показывающий, к какой обечайке или днищу относится контрольное соединение);
- номер или номера однотипных сварных соединений;
- марка материала;
- номер плавки;
- номер партии или номер листа;
- клеймо сварщика;
- клеймо технического контроля, принимавшего торцы обечаек и днищ перед сваркой;
- клейма стилоскопистов на деталях из низколегированных марок сталей.
23.1.4 На готовых днищах (полуфабрикатах), изготовляемых на другом предприятии и принятых техническим контролем, кроме маркировки заготовок, предусмотренной п. 7.2, с выпуклой стороны должны быть выбиты:
- сокращенное наименование или товарный знак предприятия-изготовителя;
- год изготовления;
- расчетное давление;
- клеймо технического контроля.
На днищах, изготовленных из составных листов, кроме того, должны быть выбиты:
- клейма сварщиков;
- клейма стилоскопистов на деталях из низколегированных марок сталей.
При отправке днища на выпуклой его части стойкой светлой краской наносится также маркировка, в которой указывается сокращенное наименование заказчика и номер заказа.
23.1.5 При поставке обечаек или барабанов без днищ кроме маркировки, предусмотренной в п. 7.2, стойкой светлой краской на середине длины поставляемого элемента наносится маркировка, которая должна содержать:
- сокращенное наименование или товарный знак предприятия-изготовителя;
- номер барабана (обечайки);
- обозначение чертежа;
- размеры;
- сокращенное наименование заказчика;
- номер заказа.
Маркировка обечайки производится поперек проката шрифтом высотой от 10 до 30 мм посредине обечайки на расстоянии не более 160 мм от оси сварного шва. Маркировка обводится светлой несмываемой краской.
23.1.6 На всех днищах готовых барабанов, принятых техническим контролем, кроме маркировки заготовок, предусмотренной в п. 7.2 настоящего стандарта, следует маркировать:
- сокращенное наименование или товарный знак предприятия-изготовителя;
- заводской номер котла (барабана);
- расчетное давление;
- год изготовления;
- клеймо технического контроля.
Содержание маркировки может быть дополнено согласно п. 23.1.8.
23.1.7 Все выбитые знаки маркировки на обечайках, днищах и готовых барабанах обводятся светлой краской.
23.1.8 Маркировка производится в соответствии с технологической документацией.
Требования к маркировке - по ГОСТ 24569, ГОСТ 26828 и ПБ 10-574.
23.1.9 Каждый поставляемый барабан снабжается табличкой по ГОСТ 12971, прикрепленной к одному из днищ или к обечайке вблизи маркировки. Содержание таблички должно соответствовать п. 23.1.6.
23.2 Упаковка
23.2.1 Упаковка барабанов должна производиться предприятием-изготовителем и обеспечивать полную сохранность изделия при доставке к месту монтажа без поломок, порчи и загрязнения с сохранением заглушек на отверстиях и штуцерах. Общие требования к упаковке должны соответствовать ГОСТ 23170.
23.2.2 Конструкция упаковки должна предохранять штуцера и другие выступающие части от деформации при транспортировке. При погрузке на железнодорожные платформы барабаны не должны опираться на выступающие части.
Погрузка и крепление барабанов на железнодорожных платформах должны производиться в полном соответствии с «Техническими условиями погрузки и крепления грузов» ОАО «Российские железные дороги».
23.3 Транспортирование
23.3.1 Для транспортирования барабанов допускается применять железнодорожный транспорт и другие виды транспорта, если их применение экономически целесообразно и технически обосновано.
23.3.2 Для транспортирования сферических днищ допускается приварка технологических деталей (скоб, ушей), подлежащих последующему удалению. Швы приварки технологических деталей должны быть расположены на расстоянии не менее 20 мм от края днища и должны проходить термообработку одновременно с днищем. Удаление технологических деталей должно производиться механическим способом. Допускается удаление их с помощью газовой резки. Линия реза должна проходить на расстоянии более 10 мм от наружной поверхности днища с обязательной последующей механической зачисткой остатков деталей.
23.4 Хранение
23.4.1 Сварные барабаны должны храниться на складах, под навесами (допускаются временные укрытия) или на открытых оборудованных площадках. При любом способе хранения барабаны должны быть защищены (специальными ограждениями, рельефом местности, окружающими зданиями и т.п.) от непосредственного воздействия песчаных и пыльных бурь.
23.4.2 Мелкие детали и сборочные единицы (независимо от вида покрытия), отправляемые в ящиках, должны храниться под навесом, исключающим попадание атмосферных осадков.
23.4.3 Все барабаны при хранении на складе должны осматриваться (при этом выявленные повреждения необходимо устранить, а нарушенную окраску восстановить) и должны быть подготовлены к монтажу (очищены от грязи, нанесены монтажные риски, центры масс, обозначены места строповки).
23.4.4 При хранении барабанов должны быть соблюдены следующие требования:
- барабаны должны быть уложены устойчиво на подкладки и не должны соприкасаться с грунтом и с другими предметами;
- к барабанам, находящимся на хранении, должен быть обеспечен свободный подход.
23.5 Требования к окраске и консервации
23.5.1 Барабаны, принятые ОТК, должны подвергаться окраске или консервации, обеспечивающей их защиту от атмосферной коррозии на период транспортирования и хранения до монтажа, но не менее чем на 12 месяцев с момента их отправки предприятием-изготовителем.
23.5.2 В готовых барабанах, включая и внутрибарабанные устройства, если сборка их предусмотрена на предприятии, должна быть произведена очистка внутреннего объема от посторонних предметов и очистка внутренних поверхностей и отверстий.
Внутренние поверхности и внутрибарабанные устройства, вмонтированные в барабан, консервации не должны подвергаться. Для предохранения от загрязнения и коррозии все отверстия в барабанах, концы штуцеров, подготовленных под сварку, фланцевые соединения, лазовые отверстия и другие после их очистки должны покрываться антикоррозионной смазкой. После покрытия смазкой указанные отверстия и приварные детали должны быть закрыты пробками или заглушками.
Конструкция заглушающих устройств должна обеспечивать надежность закрепления их на изделии, сохранность при транспортировании и защиту внутреннего объема барабана от влаги, загрязнений и посторонних предметов.
В качестве противокоррозионной защиты барабанных поверхностей должна применяться смазка, выбранная по ГОСТ 9.014.
Необработанные поверхности должны окрашиваться в соответствии с требованиями ГОСТ 9.032, класс покрытия IV.
23.5.3 Готовые барабаны или днища (полуфабрикаты) для барабанов, изготовленные на другом предприятии, но обработанные в соответствии с чертежами и требованиями настоящего стандарта, должны быть окрашены с наружной стороны (за исключением обработанных мест) в соответствии с документацией предприятия для атмосферостойких покрытий.
Обработанные поверхности должны быть покрыты антикоррозионной смазкой по ГОСТ 9.014; обработанные поверхности днища окраске не подлежат. Места нахождения клейм и маркировки не должны окрашиваться.
23.5.4 Защитные материалы и технология нанесения покрытий должны соответствовать требованиям РД 24.982.101.
24 Гарантии изготовителя
24.1 Изготовитель обязан гарантировать соответствие барабанов требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации.
24.2 Гарантийный срок службы барабанов с момента начала их эксплуатации 18 месяцев, но не более 24 месяцев с момента отгрузки от изготовителя при условии выполнения требований к его монтажу и эксплуатации, а также к транспортировке и хранению.
ПРИЛОЖЕНИЕ А
(справочное)
Основные параметры и размеры барабанов
|
Обозначение барабана |
Рабочее давление пара в котле, МПа |
Внутренний диаметр обечайки D, мм |
Толщина стенки обечайки s, мм |
Высота цилиндрической части днища h1, мм |
Высота эллиптической части днища hs, мм |
|
Б-3000-56 |
4,0 |
3000 |
56 |
120 |
750 |
|
Б-2500-30 |
2,4 |
2500 |
30 |
80 |
625 |
|
Б-2200-54 |
9,4 |
2200 |
54 |
100 |
550 |
|
Б-2200-16/25 |
0,65 |
2200 |
16/25 |
60 |
550 |
|
Б-2000-60 |
4,0 |
2000 |
60 |
100 |
500 |
|
Б-1800-115 |
14,0 |
1800 |
115 |
120 |
450 |
|
Б-1600-115 |
14,0 |
1600 |
115 |
120 |
400 |
|
Б-1600-105 |
10,0 |
1600 |
105 |
120 |
400 |
|
Б-1600-90 |
10,0 |
1600 |
90 |
100 |
400 |
|
Б-1600-45 |
4,0 |
1600 |
45 |
80 |
400 |
|
Б-1600-40 |
4,0 |
1600 |
40 |
80 |
400 |
|
Б-1500-88 |
10,0 |
1500 |
88 |
80 |
375 |
|
Б-1500-45 |
1,4; 2,4; 4,0 |
1500 |
45 |
80 |
375 |
|
Б-1500-40 |
1,4; 2,4; 4,0 |
1500 |
40 |
80 |
375 |
|
Б-1500-36 |
4,0 |
1500 |
36 |
60 |
375 |
|
Б-1500-24 |
1,4 |
1500 |
24 |
60 |
375 |
|
Б-1500-16 |
1,4 |
1500 |
16 |
40 |
375 |
|
Б-1300-87 |
10,0 |
1300 |
87 |
60 |
325 |
|
Б-1200-36 |
2,4; 4,0 |
1200 |
36 |
60 |
300 |
|
Б-1200-16 |
1,4; 2,4 |
1200 |
16 |
40 |
300 |
|
Б-1200-13 |
1,4 |
1200 |
13 |
40 |
300 |
|
Б-1200-24 |
1,4; 2,4 |
1200 |
24 |
60 |
300 |
|
Б-1000-32 |
4,0 |
1000 |
32 |
60 |
250 |
|
Б-1000-22 |
1,4; 2,4 |
1000 |
22 |
40 |
250 |
|
Б-1000-20 |
1,4; 2,4 |
1000 |
20 |
40 |
250 |
|
Б-1000-16 |
1,4; 2,4 |
1000 |
16 |
40 |
250 |
|
Б-1000-13 |
1,4 |
1000 |
13 |
40 |
250 |
|
Б-960-40 |
4,0 |
960 |
40 |
60 |
225 |
|
Б-900-67 |
10,0 |
900 |
67 |
60 |
225 |
|
Б-800-20 |
1,4 |
800 |
20 |
40 |
200 |
|
Б-800-30 |
40 |
800 |
30 |
40 |
200 |
|
Примечание - Внутренний диаметр и толщина стенки (обечайки и днища) могут отличаться в зависимости от технологии изготовления и требований конструкторской документации. |
|||||
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Типы сварных соединений приварки штуцеров (труб) к барабанам
Для барабанов высокого давления при d ≥ 100 мм
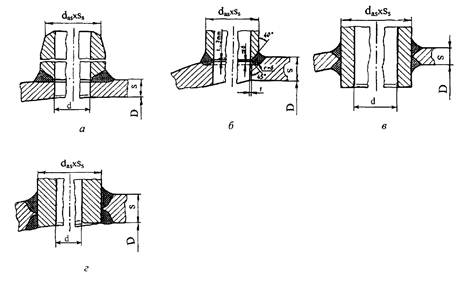
Для барабанов с давлением от 1,4 до 4,0 МПа при d < 100 мм
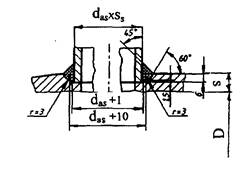
Для барабанов с давлением до 1,4 МПа включительно
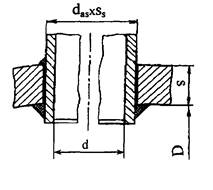
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Требования к вальцовочным соединениям
1 Перед вальцовкой труб в барабане поверхность отверстий для труб и поверхность вальцуемых концов труб должны быть гладкими и не иметь спиралевидных рисок. Укорочение труб должно производиться с помощью механической обработки. Концы труб должны быть прямыми и не должны сидеть в отверстиях с перекосом. Перед предварительным вальцеванием концы труб необходимо зафиксировать в осевом направлении по окружности.
2 Рекомендуемая последовательность операций вальцовки: начало вальцовки в середине барабана, далее 1/4 труб по обе стороны, окончательная вальцовка остальных труб.
3 Предварительная подвальцовка трубы производится с целью устранения зазора между трубой и отверстием. После предварительного вальцевания увеличивается степень развальцовки (увеличение внутреннего диаметра трубы) на 0,1 - 0,2 мм подачей вальцовой оправки с настройкой для каждого места вальцевания так, чтобы степень развальцовки была одинаковой для всех труб.
Окончательная вальцовка и отбортовка должна осуществляться за одну операцию. Отбортованная труба должна плотно прилегать к краю отверстия.
4 Отклонения диаметра отверстий под вальцовку не должны быть выше пределов, указанных в таблице В1.
Овальность и конусообразность отверстий допускаются в пределах 2/3 допуска на диаметр отверстия.
Таблица В1
В миллиметрах
|
Наружный диаметр трубы Da |
Диаметр отверстия d |
Допуск на диаметр отверстия |
|
32 |
32,4 |
+0,34 |
|
38 |
38,4 |
+0,34 |
|
42 |
42,4 |
+0,34 |
|
51 |
51,7 |
+0,30 |
|
57 |
57,5 |
+0,40 |
|
60 |
60,5 |
+0,40 |
|
76 |
76,6 |
+0,40 |
|
83 |
83,7 |
+0,46 |
|
102 |
103,0 |
+0,46 |
|
108 |
109,0 |
+0,46 |
5 Толщина обечайки при использовании вальцовочного соединения должна быть не менее 13 мм.
6 Конструкция вальцовочного соединения с расточкой канавок, без расточки или с нагартованными шариком канавками, с отбортовкой колокольчика или без отбортовки и допустимая высота колокольчика трубы должны определяться разработчиком конструкторской документации барабана.
При расположении отверстия в сварном шве перед вальцовкой усиление сварного шва следует зачистить заподлицо с основным металлом барабана по технологии предприятия-изготовителя.
7 Размеры элементов вальцовочного соединения (высота выступающей части трубы или величина заглубления, угол отбортовки колокольчика) должны соответствовать конструкторской документации.
Высота отбортованного колокольчика должна находиться в
пределах от 7 до 25 мм, угол развальцовки ![]() град.
град.
Производится контроль внутреннего диаметра развальцованной трубы, высоты и угла развальцовки колокольчика, качества поверхности на отсутствие рисок и надрывов.
8 Оценка качества вальцовочных соединений производится по результатам визуального контроля и гидравлического испытания.
В вальцовочных соединениях не допускаются:
- плены, трещины на концах труб;
- разрывы на развальцованных участках труб;
- подрезы и резкие накаты в местах перехода неразвальцованной трубы в вальцовочный пояс и вальцовочного пояса в разбортованную часть;
- обжатия трубы в гнезде;
- щели и загрязнения между трубой и вальцовочным гнездом;
- отступления по максимальной и минимальной величине выступающих концов труб, а также отклонения угла разбортовки от 15°;
- недоход основания бортовочного колокольчика до кромки трубной решетки или заход его за кромку на расстояние свыше 4 мм;
- уменьшение толщины стенки s конца разбортованной трубы более чем на 20 %; минимальная толщина стенок труб smin в местах бортовки должна быть не менее установленной в соответствии с таблицей В2;
- перевальцованные концы труб, определяемые по следующим признакам: значительное утонение стенки трубы (более 1 мм); чрезмерное расширение завальцованного конца с образованием сильного напуска металла трубы на обе поверхности трубной решетки, примыкающей к отверстию; местное утолщение кромки отверстия вокруг трубы.
Таблица В2
|
s, мм |
3,00 |
3,25 |
3,50 |
3,75 |
4,00 |
4,50 |
5,00 |
5,50 |
6,00 |
|
smin, мм |
2,4 |
2,6 |
2,8 |
3,0 |
3,2 |
3,6 |
4,0 |
4,4 |
4,8 |
|
Ключевые слова: котлы стационарные, барабаны сварные, материалы, изготовление элементов, сварка, термическая обработка, контроль, комплектность, правила приемки, маркировка, упаковка, транспортирование, хранение. |