МИНИСТЕРСТВО АРХИТЕКТУРЫ, СТРОИТЕЛЬСТВА И ЖИЛИЩНО-КОММУНАЛЬНОГО ХОЗЯЙСТВА
Концерн «ЭЛЕКТРОМОНТАЖ»
ИНСТРУКЦИЯ
ПО МОНТАЖУ ЭЛЕКТРОПРОВОДОК В ТРУБАХ
ВСН 370-93
Срок введения в действие 1 января 1993 г.
Утверждена техническим директором Концерна «Электромонтаж» 21 июля 1992 г.
Взамен ВСН 370-76/ММСС СССР
Инструкция распространяется на монтаж силовых, осветительных и вторичных цепей напряжением до 1 кВ переменного и постоянного тока, выполняемых изолированными проводами всех сечений и кабелями с сечением жил до 120 мм2 в пластмассовых и стальных трубах, стальных шлангах и пластмассовых рукавах. Указаны области применения труб в электропроводках, даны краткие сведения о механизмах и приспособлениях при выполнении работ.
Для инженерно-технических работников и квалифицированных рабочих.
Автор-составитель: Александр Львович Блинчиков
Содержание
|
3. Краткие физико-технические характеристики труб 4. Номенклатура. Сортамент труб и соединительных изделий 6. Организация работ на объекте 7. Заготовка, транспортировка и хранение труб 9. Монтаж проводов и кабелей в трубах 11. Техника безопасности и пожарная безопасность ПРИЛОЖЕНИЯ |
|
|
Химическая стойкость термопластов |
|
|
Трубы для электропроводок гладкие из непластифицированного поливинилхлорида (ТУ 6-19-215-86), сортамент |
|
|
Трубы электротехнические из вторичного полиэтиленового сырья (ТУ 63.176-103-85), сортамент |
|
|
Трубы для электропроводок гладкие из наполненного полиэтилена (ТУ 6-19-051-575-85), сортамент |
|
|
Трубы для электропроводок гофрированные из жесткого поливинилхлорида по ТУ 6-19-051-419-84, сортамент |
|
|
Трубы для электропроводок гофрированные из полиэтилена (ТУ 6-051-518-87), сортамент |
|
|
Трубы электротехнические гофрированные из вторичного полиэтиленового сырья (ТУ 63.178-117-87), сортамент |
|
|
Трубы напорные из непластифицированного поливинилхлорида (ТУ 6-19-231-87), сортамент |
|
|
Трубы напорные из полиэтилена (ГОСТ 18599-83), сортамент |
|
|
Трубы полипропиленовые напорные (ТУ 38-102-100-76), сортамент |
|
|
Трубы из вторичного полиэтилена (ТУ 6-19-133-79), сортамент |
|
|
Электросварные трубы (ГОСТ 10704-76*), сортамент |
|
|
Трубы водогазопроводные (ГОСТ 3262-75*), сортамент |
|
|
Муфты по ГОСТ 8966-75 для водогазопроводных труб |
|
|
Таблица выбора типа пластмассовых труб |
|
|
Номенклатура лаков и красок для труб |
|
|
Механизмы для обработки стальных труб |
|
|
Технологическая линия по обработке стальных труб* |
|
|
Механизм для изготовления муфт из пластмассовых труб* |
|
|
Механизм для изготовления угловых элементов из пластмассовых труб* |
|
|
Таблица выбора стальных и пластмассовых труб для изготовления колен и прямых элементов |
|
|
Методика выбора труб для прокладки проводов и кабелей |
|
|
Приспособление ПМТ для затяжки проводов в трубы |
|
1. ВВОДНАЯ ЧАСТЬ
1.1. Инструкция распространяется на монтаж силовых, осветительных и вторичных цепей напряжением до 1 кВ переменного и постоянного тока, выполняемых изолированными проводами всех сечений и кабелями с сечением жил до 120 мм3 в пластмассовых и стальных трубах, стальных шлангах и пластмассовых рукавах.
1.2. Инструкция не распространяется на монтаж электропроводок на предприятиях по производству и хранению взрывчатых веществ, шахт, рудников, объектов гражданской обороны, систем связи и автоматизации противопожарных устройств.
Требования Инструкции могут быть применены при монтаже электропроводок на перечисленных предприятиях и объектах в той мере, в какой они не изменены специальными нормами, правилами и инструкциями.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. При организации монтажных работ следует выполнять требования СНиП 3.01.01-85 «Организация строительного производства».
2.2. Монтаж следует выполнять по проекту, в соответствии с требованиями настоящей Инструкции, СНиП 3.05.06-85 «Электротехнические устройства», СНиП III-4-80 «Техника безопасности в строительстве» и Правил устройства электроустановок (ПУЭ).
2.3. Наиболее прогрессивным является монтаж трубных линий укрупненными пакетами, блоками и нормализованными элементами, предварительно заготовленными на заводах или в мастерских электромонтажных заготовок (МЭЗ).
2.4. В качестве проектной рабочей документации следует использовать планы прокладки электрических сетей и трубозаготовительные ведомости.
Проектная документация должна соответствовать ГОСТ 21.613-88 «Система проектной документации для строительства» и ВСН 381-85 «Инструкции о составе и оформлении электротехнической рабочей документации».
2.5. Следует применять пластмассовые трубы, т.к. они не требуют защиты от коррозии, обладают малым весом, гладкой поверхностью и высокими электроизоляционными свойствами, технологичны при монтаже. Стальные трубы следует применять в тех случаях, когда механическая и термическая прочность пластмассовых труб недостаточна, а также исходя из условий обеспечения взрыво-пожаробезопасности установок и экономической целесообразности.
2.6. Для обозначения обязательности выполнения норм, требований и правил в инструкции приняты слова «следует», «должен», «необходимо» и производные от них. Слова «как правило» означают, что данное требование является преобладающим, а отступление от него должно быть обосновано. Решение, принимаемое в виде исключения, как вынужденное, обозначено словом «допускается». Слово «рекомендуется» означает, что данное решение является одним из лучших, но не обязательным.
3. КРАТКИЕ ФИЗИКО-ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТРУБ
3.1. Стальные трубы выпускают оцинкованными и неоцинкованными, они поставляются мерными длинами 4-12 м. Неоцинкованные трубы коррозионно не стойки к окружающей среде и требуют нанесения специальных защитных покрытий.
3.2. Пластмассовые трубы для электропроводок изготавливают из полиэтилена (ПЭ) высокого давления (ПВД), полиэтилена низкого давления (ПНД), непластифицированного поливинилхлорида (НПВХ) и полипропилена (ПП).
3.3. Трубы изготавливают гладкими и гофрированными. Гофрированные трубы по сравнению с гладкими имеют в два раза меньшую материалоемкость.
Температура начала размягчения для труб из НПВХ - 60 °С, ПВД - 90 °С, ПНД - 100 °С, ПП - 120 °С.
3.4. По результатам испытаний на горючесть трубы из полиэтилена и полипропилена являются горючими, трубы из поливинилхлорида (непластифицированного) - трудногорючими.
3.5. Гладкие трубы из ПЭ с наружным диаметром до 50 мм и из ПП - до 32 мм поставляются в бухтах. При большем наружном диаметре трубы поставляются прямолинейными отрезками длиной 5-10 м в пачках. Гладкие трубы из НПВХ поставляют в пачках прямолинейными отрезками длиной 6-10 м с раструбом на одном конце или без раструба. Гофрированные трубы поставляются в бухтах.
3.6. Пластмассовые трубы обладают различной степенью стойкости к химически активным и др. средам и их выбор следует производить, руководствуясь данными каталога «Химическая стойкость труб из термопластов» (г. Черкассы, НИИТЭХИМ, 1985 г.), а также краткими данными химической стойкости пластмассовых труб, приведенными в справочном прил. 1.
4. НОМЕНКЛАТУРА, СОРТАМЕНТ ТРУБ И СОЕДИНИТЕЛЬНЫХ ИЗДЕЛИЙ
4.1. Для прокладки проводов и кабелей необходимо применять специальные трубы для электропроводок: гладкие из непластифицированного ПВХ по ТУ 6-19-215-86, прил. 2; гладкие из вторичного ПЭ по ТУ 63.178-103-85, прил. 3; гладкие из наполненного ПЭ по ТУ 6-19-051-575-85, прил. 4; гофрированные из НПВХ по ТУ 6-19-051-419-84, прил. 5; гофрированные из ПЭ по ТУ 6-19-051-518-87, прил.6; гофрированные из вторичного ПЭ по ТУ 63.178-117-87, прил. 7. При отсутствии указанных труб применяют технологические трубы: гладкие напорные из НПВХ по ТУ 6-19-231-87, прил. 8; гладкие напорные из ПЭ низкого и высокого давления по ГОСТ 18599-83, прил. 9; гладкие из ПП по ТУ 38-102-100-76, прил. 10; трубы из вторичного ПЭ по ТУ 6-19-133-79, прил. 11.
4.2. Допускается применять трубы импортной поставки при условии идентичности их технических характеристик трубам отечественного производства.
4.3. Применяют также трубы стальные электросварные по ГОСТ 10704-76 сортамент, прил. 12, легкие и обыкновенные водогазопроводные по ГОСТ 3262-75*, прил. 13.
4.4. Для соединения и присоединения пластмассовых труб следует применять соединительные муфты и уплотнительные втулки по ТУ 36-1728-81, мерные отрезки шланга из термоусаживающегося материала.
4.5. Для соединения и присоединения стальных труб следует применять: муфты прямые по ГОСТ 8966-75, муфты чугунные по ГОСТ 8954-75*, муфты переходные по ГОСТ 8957-75*, футорки по ГОСТ 8960-75*, контргайки по ГОСТ 8968-75, сгоны по ГОСТ 8969-75, прил. 14. Допускается применять муфты раструбные и мерные отрезки труб большего диаметра, а также гильзы из листовой стали, изготавливаемые в МЭЗ.
ОБЛАСТИ ПРИМЕНЕНИЯ ТРУБ
|
Трубы (материал) |
Здания, сооружения, помещения, зоны, установки |
Способ прокладки по основаниям и конструкциям |
Указания по применению |
|
|
из горючих материалов |
из трудногорючих и негорючих материалов |
|||
|
1 |
2 |
3 |
4 |
5 |
|
ОТКРЫТАЯ ПРОКЛАДКА |
||||
|
Трубы из поливинилхлорида непластифицированного (гладкие) |
Производственные, административные и бытовые здания с помещениями согласно п.п. 1.1.6 - 1.1.12 ПУЭ. Жилые здания, общественные здания и сооружения высотой до 9 этажей с помещениями по п.п. 1.1.6 - 1.1.12 ПУЭ, чердаки, технические этажи и подполья. Технические подполья жилых зданий высотой 10 этажей и более.*4 Пожароопасные зоны в пределах одного помещения промышленных предприятий и предприятий агропромышленного комплекса.*3, 7 Наружные установки. |
С подкладкой*1 |
Непосредственно |
Прокладка по основаниями конструкциям*6 |
|
Стальные трубы легкие водогазопроводные по ГОСТ 3262-75*, стальные электросварные прямошовные по ГОСТ 10704-76* |
Производственные, административные и бытовые здания с помещениями по п.п. 1.1.6 - 1.1.12 ПУЭ. Здания из легких металлических конструкций (ЛМК) с горючим и трудно-горючим утеплителем. Жилые и общественные здания. Здания и помещения для ЭВМ. Зрительные залы с количеством мест от 800 и более; манежи, эстрады, сценические комплексы, кинопроекционные и перемоточные помещения в зданиях культурно-просветительных и зрелищных учреждений; спальные корпуса пионерских лагерей, детские ясли и детские сады; стационары больничных учреждений и сблокированные с ними здания; учреждения для матерей и детей; интернаты для престарелых и инвалидов. Чердаки, технические этажи и подполья, подвалы. Пожароопасные зоны в т.ч. в складских помещениях промышленных предприятий, предприятий агропромышленного комплекса, общественных зданий и сооружений.*5, 7 Зоны для работы с нагретым металлом, открытым пламенем. Наружные установки. |
Непосредственно |
Непосредственно |
В сырых, особо сырых помещениях с химически активной средой и наружных установках толщина стенок труб должна быть более 2 мм |
|
Стальные трубы обыкновенные водогазопроводные по ГОСТ 3262-75* |
Взрывоопасные зоны.*7 Здания из ЛМК |
Непосредственно |
Непосредственно |
При прокладке изолированных проводов без оболочки по поверхностям ЛМК с горючим и трудногорючим утеплителем. |
|
СКРЫТАЯ ПРОКЛАДКА |
||||
|
Трубы из полиэтилена, полипропилена (гладкие, гофрированные) |
Производственные, административные и бытовые здания с помещениями по п.п. 1.1.6 - 1.1.12 ПУЭ. Жилые здания, общественные здания и сооружения высотой до 9 этажей с помещениями по п.п. 1.1.6 - 1.1.12 ПУЭ. Жилые здания высотой 10 этажей и более при отсутствии сквозных отверстий в стенах и перекрытиях смежных квартир. Пожароопасные зоны в пределах одного помещения промышленных предприятий и предприятий агропромышленного комплекса. Наружные установки. Грунт. |
Непосредственно в негорючих материалах. |
Замоноличенно*2 в строительных конструкциях.*8 В фундаментах и межфундаментных пространствах на глубине, как правило, до 2 м. В междуэтажных стояках жилых зданий высотой до 25 этажей. Незамоноличенно в сборных перегородках из гипсокартонных листов с каркасом из негорючих и трудногорючих материалов. |
|
|
Трубы из поливинилхлорида непластифицированного (гладкие, гофрированные) |
Производственные, административные и бытовые здания с помещениями по п.п. 1.1.6 - 1.1.12 ПУЭ. Жилые здания, общественные здания и сооружения высотой до 9 этажей с помещениями по п.п. 1.1.6 - 1.1.12 ПУЭ. Жилые здания (при отсутствии сквозных отверстий в стенах и перекрытиях смежных квартир) и общественные здания высотой 10 этажей и более. Здания и помещения для ЭВМ. Зрительные залы, манежи, эстрады, сценические комплексы, кинопроекционные и перемоточные помещения в зданиях культурно-просветительных и зрелищных учреждений; спальные корпуса пионерских лагерей, детские ясли и детские сады. Пожароопасные зоны в пределах одного помещения промышленных предприятий и предприятий агропромышленного комплекса.*3, 7 Наружные установки. Грунт. |
С подкладкой*1 |
Непосредственно |
Замоноличенно*2 в строительных конструкциях.*9 Незамоноличенно в сборных перегородках из гипсокартонных листов, за подвесными непроходными потолками из негорючих и трудногорючих материалов, в закрытых нишах и пустотах строительных конструкций из негорючих и трудногорючих материалов |
|
Трубы стальные легкие водогазопроводные по ГОСТ 3262-75*, стальные электросварные прямошовные по ГОСТ 10704-76* |
Производственные, административные и бытовые здания с помещениями по п.п. 1.1.6 - 1.1.12 ПУЭ. Здания и помещения для ЭВМ. Жилые, общественные здания, в т.ч. зрительные залы с количеством мест 800 и более, манежи, эстрады, сценические комплексы, кинопроекционные и перемоточные помещения в зданиях культурно-просветительных и зрелищных учреждений; спальные корпуса пионерских лагерей, детские ясли и детские сады, стационары больничных учреждений и сблокированные с ними здания, учреждения для матерей и детей, интернаты для престарелых и инвалидов. Пожароопасные зоны промышленных предприятий, предприятий агропромышленного комплекса, общественных зданий и сооружений.*5, 7 |
Непосредственно |
Непосредственно |
Замоноличенно в строительных конструкциях. Незамоноличенно в сборных перегородках, за подвесными потолками, в закрытых нишах и пустотах строительных конструкций. |
|
Трубы стальные обыкновенные водогазопроводные по ГОСТ 3262-75* |
Взрывоопасные зоны |
Непосредственно |
Непосредственно |
Замоноличенно в строительных конструкциях и незамоноличенно. |
*1 Подкладка из негорючих материалов, например, асбеста толщиной не менее 3 мм или слоя штукатурки толщиной не менее 5 мм, выступающая с каждой стороны трубы не менее, чем на 10 мм.
*2 В сплошном слое вокруг трубы штукатурки, алебастрового, цементного раствора или бетона толщиной не менее 10 мм и в строительных конструкциях при их изготовлении.
*3 В помещениях содержания скота, птиц, зверей и кормопроизводства агропромышленных предприятий подкладку и покрытие труб негорючими материалами выполнять не следует. Применять трубы из ПП не допускается.
*4 В каждом изолированном в противопожарном отношении помещении технического подполья, доступном только квалифицированному обслуживающему персоналу, и при отсутствии складских помещений разрешается прокладка не более 8 труб наружным диаметром 40 мм или другого количества труб, если суммарная площадь поперечных сечений этих труб не превышает суммарной площади поперечных сечений 8 труб диаметром 40 мм.
*5 Толщина стенок труб при прокладке в них изолированных проводов без оболочек должна быть не менее: 2,5 мм - если жила алюминиевая сечением 6 мм2; 2,8 мм - если жила алюминиевая сечением 10 мм2 или медная сечением 4 мм2; 3,2 мм - если жила алюминиевая сечением 16-25 мм2 или медная сечением 6-10 мм2; 3,5 мм - если жила алюминиевая сечением 35-50 мм2 или медная сечением 16 мм2; 4,0 мм - если жила алюминиевая сечением 70 мм2 или медная сечением 25-35 мм2. Прокладка в стальных трубах проводов с алюминиевой жилой сечением более 70 мм2 и с медной жилой сечением более 35 мм2 не допускается.
*6 Запрещается применять: в стационарах больничных учреждений и сблокированных с ними зданиях; в учреждениях для матерей и детей; в интернатах для престарелых и инвалидов; в детских яслях и детских садах, спальных корпусах пионерских лагерей; в зрительных залах с количеством мест 800 и более; на эстрадах, в сценических комплексах, кинопроекционных и перемоточных помещениях зданий культурно-просветительных и зрелищных учреждений; в зданиях и помещениях для ЭВМ; в жилых и общественных зданиях высотой 10 этажей и более; в пожароопасных зонах общественных зданий; в пожароопасных зонах складов; во взрывоопасных зонах; при температуре окружающей среды выше 60 °С.
*7 Запрещается прокладка транзитом через пожароопасные и взрывоопасные зоны.
*8 Запрещается применять: в общественных зданиях высотой 10 этажей и более; в стационарах больничных учреждений и сблокированных с ними зданиях; в учреждениях для матерей и детей; в детских яслях и детских садах; в спальных корпусах пионерских лагерей; в интернатах для престарелых и инвалидов; в зрительных залах с количеством 800 мест и более; на эстрадах, в сценических комплексах, кинопроекционных и перемоточных помещениях зданий культурно-просветительных и зрелищных учреждений; в пожароопасных зонах складов; в пожароопасных зонах общественных зданий; во взрывоопасных зонах; в зданиях и помещениях для ЭВМ; в зданиях и помещениях III, IIIб-У степени огнестойкости
*9 Запрещается применять: в стационарах больничных учреждений и сблокированных с ними зданиях; в учреждениях для матерей и детей; в интернатах для престарелых и инвалидов; в пожароопасных зонах общественных зданий, складов; во взрывоопасных зонах.
Примечание: Сблокированными зданиями следует считать здания, соединенные между собой (например, пешеходной галереей) и не имеющие в местах соединений противопожарных преград.
При блокировании стационаров больниц со зданиями другого назначения область применения труб определяется для всего здания, как для стационара.
Область применения труб в зданиях, сооружениях помещениях, зонах должна определяться с учетом требований СНиП 2.09.02-85 «Производственные здания», СНиП 2.09.04-87 «Административные и бытовые здания», СНиП 2.08.01-85 «Жилые здания», СНиП 2.08.02-85 «Общественные здания и сооружения», СНиП 2.01.02-85 «Противопожарные нормы», СН 512-78 «Здания и помещения для ЭВМ», ВСН 59-88 «Электрооборудование жилых и общественных зданий», ПУЭ шестого издания.
5. ОБЛАСТИ ПРИМЕНЕНИЯ ТРУБ
5.1. Области применения труб приведены в табл. 1, типы и сортамент пластмассовых труб в зависимости от вида их прокладки по строительным основаниям и конструкциям приведены в прил. 15.
6. ОРГАНИЗАЦИЯ РАБОТ НА ОБЪЕКТЕ
6.1. Монтаж электропроводок следует выполнять, как правило, в два этапа.
6.2. На первом этапе на объекте монтажа необходим контроль наличия и качества отверстий, борозд, ниш, закладных деталей и гнезд в фундаментах, стенах, перегородках и перекрытиях, необходимых для монтажа оборудования, установочных изделий и прокладки труб, выполненных генподрядной организацией по архитектурно-строительным чертежам; электромонтажные организации должны выполнить отверстия диаметром менее 30 мм для установки дюбелей, шпилек, опорно-поддерживающих конструкций, не поддающихся учету при разработке чертежей проекта, и тех, которые не могут быть предусмотрены в строительных конструкциях по условиям технологии их изготовления.
6.3. При заготовке трубных элементов по предварительным замерам замерщик должен сверить рабочие чертежи электропроводки с натурой строительной части объекта, проверить их соответствие чертежам размещения оборудования и установить места пересечения труб с другими коммуникациями, осадочными и температурными швами; выполнить разметку трасс и предварительные замеры элементов труб, составить замерный бланк. При составлении заказа для мастерских электромонтажных заготовок (МЭЗ) необходимо соблюдать нормализованные значения радиусов изгиба, углов поворота и расстояния между точками закрепления труб, а также расстояний между соединительными и протяжными коробками. Пример заполнения замерного бланка приведен на рис. 1.
6.4. Трубную массу на эскизе следует изображать, как правило, в одной проекции, сложную трассу с тремя и более поворотами в разных плоскостях - в аксонометрии, с применением условных обозначений, приведенных на рис. 2. Примеры условных обозначений трубных элементов и трасс приведены в табл. 2.
6.5. Для облегчения и ускорения составления эскизов рекомендуется представлять изображения трубных электропроводок в схематическом виде: участки горизонтальной трубной электропроводки изображать параллельно строкам текста; изгибы в горизонтальной плоскости наносить под острым углом к строкам текста; внутри угла указывать его значение в градусах и радиус изгиба - в миллиметрах; длины участков, измеренные в натуре, указывать вдоль соответствующего участка линии на эскизе; за длину участка принять расстояние от начала трубы до вершины угла, образованного пересечением осевых линий, а за длину среднего участка - расстояние между вершинами двух углов. Участки трубной электропроводки в вертикальной плоскости следует изображать на эскизе линиями, перпендикулярными строкам текста; изгибы в вертикальной плоскости - наносить линиями, наклоненными к строкам текста под тупым углом. Переходы из вертикальной плоскости в горизонтальную следует изображать на эскизе и виде прямых углов.
6.6. При наличии трубозаготовительной ведомости и чертежей следует использовать метод заготовки труб по проектной документации.
В этом случае группа подготовки производства (ГПП) по трубозаготовительным ведомостям должна составить заказ МЭЗ на изготовление трубных заготовок. Если трубозаготовительная ведомость отсутствует, а имеются чертежи трубных линий с привязками, то трубозаготовительная ведомость может быть составлена по этим чертежам. В трубозаготовительной ведомости следует указывать для одиночных труб расстояния между вершинами углов труб, величину углов, обозначения протяжных ящиков или колодцев при их наличии, при этом необходимо соблюдать порядок записей от начала трассы. Для блоков и пакетов труб должна быть указана маркировка, номера заготовительных чертежей.
В ведомости необходимо также указать сводку расхода труб и количество протяжных ящиков. Пример заполнения трубозаготовительной ведомости приведен на рис. 3.
6.7. При монтаже нескольких аналогичных объектов, сжатых сроках и неготовности строительной части объектов, допускается производить заготовку труб по макетам. При этом на специальной площадке следует макетировать электроустановку в масштабе 1:1, нанести оси технологического оборудования и строительных элементов, зафиксировать на месте установки электрооборудования выходы труб. Перед заготовкой труб по макету необходимо уточнить трассы прокладки с генподрядной и субподрядной организациями.
6.8. Для небольших объектов (тепловых пунктов, насосных и т.п.) с малым объемом монтируемых труб, допускается выполнять монтаж без трубозаготовительной ведомости. В этом случае данные одиночных труб должны приниматься по спецификации чертежей трубных прокладок, а заготовка труб для одиночной прокладки - выполняться нормализованными элементами.
Замерный бланк № _______________ к заказу № _______________________
Объект ____________________________________________________________________
(начало, конец трассы, маркировка труб по проекту)

|
Спецификация |
Единица измерения |
Количество |
|
1. ЛМЦ 25 ГОСТ 3262-75* |
м |
11,22 |
|
2. Муфта короткая 25 ГОСТ 8966-75 |
шт. |
2 |
|
3. Контргайка 25 ГОСТ 8968-75 |
шт. |
1 |
Начальник участка ____________________ Замерщик __________________
"____"_______________ 19____г.
Рис. 1. Пример заполнения замерного бланка

Рис. 2. Примеры условных обозначений для составления замерочного эскиза трубных проводок
1 - выход труб из коробки с изгибом вперед; 2 - выход труб из всех стенок коробки; 3 - обход выступов в горизонтальной и вертикальной плоскостях; 4 - участок трубной проводки с «уткой» и с изгибами под разными углами (2 проекции); А и Б - замеряемые участки трубной трассы.
|
Трубный элемент |
Условное обозначение |
|
Для стальных и пластмассовых труб |
|
|
Прямой участок трубы длиной 1400 м |
|
|
Труба, направленная вверх, с концом длиной 200 мм от отметки трассы |
|
|
Труба, направленная вниз, с концом длиной 200 мм от отметки трассы |
|
|
Конец проводки в трубе |
|
|
Труба, согнутая под прямым углом с радиусом 400 мм |
|
|
Труба, согнутая под углом 120° с радиусом 400 мм |
|
|
Для стальных труб |
|
|
Труба без резьбы |
|
|
Труба с короткой резьбой |
|
|
Труба с длинной резьбой |
|
|
Соединение труб с короткой резьбой муфтой |
|
|
Соединение труб с длинной и короткой резьбой муфтой |
|
|
Соединение труб без резьбы раструбной муфтой прерывистой сваркой |
|
|
Присоединение труб с короткой резьбой к протяжной коробке |
|
|
То же - к ответвительной коробке. |
|
|
Для пластмассовых труб |
|
|
Труба с раструбом на конце |
|
|
Соединение труб горячей обсадкой «в раструб» |
|
|
Соединение труб плотной посадкой «в раструб» |
|
|
Соединение труб склеиванием «в раструб» |
|
|
Соединение труб с помощью муфты плотной посадкой |
|
|
То же - склеиванием |
|
|
Присоединение труб к протяжной коробке с помощью уплотнительных втулок |
|
|
Присоединение труб к ответвительной коробке с помощью патрубков |
|


|
Труба |
Длина, м |
Трасса |
Участок трассы трубы |
Примечание |
||
|
Обозначение |
Диаметр по стандарту, мм |
Начало |
Конец |
|||
|
28-1 |
30 |
22,6 |
IIIV-II |
ДВ-80 |
1,4-90° - 6,5-90° - 4,3-90° - 0,8-1ЯП - 0,8-90°- 6,0-135° - 2,5-90° - 0,3 |
Труба по ГОСТ 10704-76* |

Рис. 3 Пример заполнения трубозаготовительной ведомости
6.9. В эскизах для изготовления трубных заготовок, прилагаемых к заказам, следует указывать: длины заготовок, начальные точки изгиба при работе ручным трубогибом; средние точки изгиба при работе на механизированных трубогибах, производящих изгибание за один ход винта без передвижения трубы.
При этом следует руководствоваться данными рис. 4 и табл. 3.

A1, A2 - начальная точка изгиба (для ручных трубогибов); С - средняя точка изгиба (для механизированных трубогибов); О - точка пересечения осевых линий; l - расстояние от начальной точки изгиба до точки О; l1, l2 - прямые участки трубы (расстояния от концов трубы до точек A1, A2); l3, l4 - расстояние от концов трубы до точки С; l3 = L1 - 0,5У; l4 = L2 - 0,5У; L1, L2 - расстояние от концов трубы до точки О (длины монтажных плеч трубы); R -радиус изгиба, a - угол изгиба, д - длина дуги, У - угол; L - длина заготовки.
Рис. 4. Заготовка углового элемента
Определение длины заготовки и расстояний от концов трубы до начальной и средней точек изгибa
|
Угол изгиба, град |
Длина заготовки, мм |
Расстояние до средней точки изгиба, мм |
Расстояние до начальной точки изгиба, мм |
Вспомогательные расчетные величины, мм |
||
|
L |
l3 (l4) |
l1 (l2) |
l |
д |
У |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Радиус изгиба R = 800 мм |
||||||
|
90 |
L1 + L2 – 344 |
L1 (L2) – 172 |
L1 (L2) – 800 |
800 |
1256 |
344 |
|
120 |
L1 + L2 – 87 |
L1 (L2) – 43,5 |
L1 (L2) – 462 |
462 |
837 |
87 |
|
135 |
L1 + L2 – 36 |
L1 (L2) – 18 |
L1 (L2) – 332 |
332 |
628 |
36 |
|
Радиус изгиба R = 400 мм |
||||||
|
90 |
L1 + L2 – 172 |
L1 (L2) – 86 |
L1 (L2) – 400 |
400 |
628 |
172 |
|
120 |
L1 + L2 – 43 |
L1 (L2) – 21,5 |
L1 (L2) – 231 |
231 |
419 |
43 |
|
135 |
L1 + L2 – 18 |
L1 (L2) – 9,0 |
L1 (L2) – 166 |
166 |
314 |
18 |
|
Радиус изгиба R = 250 мм |
||||||
|
90 |
L1 + L2 – 107,6 |
L1 (L2) – 53,8 |
L1 (L2) – 250 |
250 |
392,4 |
107,6 |
|
120 |
L1 + L2 – 26,4 |
L1 (L2) – 13,2 |
L1 (L2) – 144 |
144,0 |
261,6 |
26,4 |
|
135 |
L1 + L2 – 11,6 |
L1 (L2) – 5,8 |
L1 (L2) – 103,9 |
103,9 |
196,2 |
11,6 |
|
Радиус изгиба R = 200 мм |
||||||
|
90 |
L1 + L2 – 86 |
L1 (L2) – 43 |
L1 (L2) – 200 |
200 |
314 |
86 |
|
120 |
L1 + L2 – 21 |
L1 (L2) – 10,5 |
L1 (L2) – 115,2 |
115,2 |
209,4 |
21 |
|
135 |
L1 + L2 – 9 |
L1 (L2) – 4,4 |
L1 (L2) – 83 |
83 |
157 |
9 |
|
Радиус изгиба R = 150 мм |
||||||
|
90 |
L1 + L2 – 66 |
L1 (L2) – 33 |
L1 (L2) – 150 |
150 |
234 |
66 |
|
120 |
L1 + L2 – 16,8 |
L1 (L2) – 8,4 |
L1 (L2) – 86,4 |
86,4 |
156 |
16,8 |
|
135 |
L1 + L2 – 7,4 |
L1 (L2) – 3,7 |
L1 (L2) – 62,2 |
62,2 |
117 |
7,4 |
6.10. Эскизы и размеры нормализованных трубных элементов приведены на рис. 5, в табл. 4 (прямой); на рис. 6, в табл. 5 (угловой 90°); на рис. 7, в табл. 6 (угловой 120°); на рис. 8, в табл. 7 (угловой 135°).
6.11. Угловые элементы с радиусом изгиба 200 и 400 мм предназначены преимущественно для открытой прокладки и прокладки в подливке пола, с радиусом изгиба 800 мм - для прокладки в фундаментах и грунте.

Рис. 5. Нормализованный трубный прямой элемент
1 - труба, 2 - контргайка, 3 - муфта
|
Длина заготовки, Lзаг, м |
7,0 |
6,0 |
4,0 |
1,0 |
0,4 |
|||
|
Условный проход, Dy, мм |
15 |
20 |
25 |
32 |
40 |
50 |
70 |
80 |
|
Длина резьбы, l1, мм |
50 |
54 |
62 |
68 |
75 |
86 |
98 |
106 |
|
Длина резьбы, l2, мм |
14 |
16 |
18 |
20 |
22 |
24 |
27 |
30 |

Рис. 6. Нормализованный трубный угловой элемент 90°
1 - труба, 2 - контргайка, 3 - муфта
|
D |
R |
a |
l1/l2 |
L1/L2 |
Lзаг |
D |
R |
a |
l1/l2 |
L1/L2 |
Lзаг |
|
|
мм |
мм |
град |
мм |
мм |
мм |
мм |
мм |
град |
мм |
мм |
мм |
|
|
15 |
200 |
90 |
50 14 |
300 300 |
514 |
40 |
400 |
90 |
75 22 |
500 500 |
828 |
|
|
20 |
200 |
90 |
54 16 |
300 300 |
514 |
50 |
400 |
90 |
86 24 |
550 550 |
928 |
|
|
25 |
200 |
90 |
62 18 |
300 300 |
514 |
70 |
800 |
90 |
96 27 |
950 950 |
1556 |
|
|
32 |
400 |
90 |
68 20 |
500 500 |
828 |
80 |
800 |
90 |
106 30 |
1000 1000 |
1656 |

Рис. 7. Нормализованный трубный угловой элемент 120°
1 - труба, 2 - контргайка, 3 - муфта
Таблица 6
|
D |
R |
a |
l1/l2 |
L1/L2 |
Lзаг |
D |
R |
a |
l1/l2 |
L1/L2 |
Lзаг |
|
|
мм |
мм |
град |
мм |
мм |
мм |
мм |
мм |
град |
мм |
мм |
мм |
|
|
15 |
200 |
120 |
50 14 |
200 200 |
379 |
40 |
400 |
120 |
75 22 |
400 400 |
757 |
|
|
20 |
200 |
120 |
54 16 |
200 200 |
379 |
50 |
400 |
120 |
86 24 |
400 400 |
757 |
|
|
25 |
200 |
120 |
62 18 |
200 200 |
379 |
70 |
800 |
120 |
98 27 |
600 600 |
1113 |
|
|
32 |
400 |
120 |
68 20 |
400 400 |
757 |
80 |
800 |
120 |
106 30 |
600 600 |
1113 |

Рис. 8. Нормализованный трубный угловой элемент 135°
1 - труба, 2 - контргайка, 3 - муфта
|
D |
R |
a |
l1/l2 |
L1/L2 |
Lзаг |
D |
R |
a |
l1/l2 |
L1/L2 |
Lзаг |
|
|
мм |
мм |
град |
мм |
мм |
мм |
мм |
мм |
град |
мм |
мм |
мм |
|
|
15 |
200 |
135 |
50 14 |
200 200 |
391 |
40 |
400 |
135 |
75 22 |
300 300 |
582 |
|
|
20 |
200 |
135 |
54 16 |
200 200 |
391 |
50 |
400 |
135 |
86 24 |
300 300 |
582 |
|
|
25 |
200 |
135 |
62 18 |
200 200 |
391 |
70 |
800 |
135 |
98 27 |
500 500 |
964 |
|
|
32 |
400 |
135 |
68 20 |
300 300 |
582 |
80 |
800 |
135 |
106 30 |
500 500 |
964 |
Разметка трасс электропроводок и установка закладных деталей
6.12. Для разметки трасс электропроводок необходимо установить расположение осей и отметок по чертежам; получить данные о расположении главных осей и отметок сооружения от строительной организации; сверить по рабочим чертежам расположение коробок, щитов, блоков и одиночных труб.
6.13. При разметке трассы по стенам и конструкциям на них следует нанести отметки мелом или углем с использованием шнура, рейки, отвеса. Оси вне зданий необходимо отметить реперами. Трассы открыто прокладываемых труб должны быть параллельны архитектурным линиям здания, сооружения.
Размечать трассы следует до окраски помещения.
6.14. Закладные детали должны устанавливать строительные организации в соответствии с проектом в процессе строительных работ. Крепежные и опорные конструкции к строительным конструкциям и основаниям устанавливают электромонтажные организации с помощью сварки, пристрелки, распорных дюбелей.
6.15. Строительные организации должны выполнять борозды, ниши, гнезда и отверстия в стенах, перегородках, перекрытиях, фундаментах с последующей их заделкой (после прокладки труб) по указанию монтажной организации.
6.16. Ширина и глубина борозд для скрытой прокладки пластмассовых труб должна соответствовать данным, приведенным в табл. 8.
|
Наружный диаметр трубы, мм |
Глубина борозд, мм |
Ширина борозды, мм при количестве труб, шт. |
||||
|
1 |
2 |
3 |
4 |
5 |
||
|
20 |
30 |
30 |
55 |
85 |
110 |
140 |
|
25 |
35 |
35 |
65 |
105 |
140 |
180 |
|
32 |
45 |
45 |
85 |
130 |
175 |
220 |
|
40 |
55 |
55 |
105 |
160 |
210 |
260 |
|
50 |
65 |
65 |
130 |
200 |
270 |
335 |
|
63 |
80 |
80 |
160 |
240 |
310 |
380 |
|
80 |
95 |
90 |
180 |
270 |
360 |
460 |
7. ЗАГОТОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ ТРУБ
7.1. Заготавливать трубы следует, как правило, централизованно в МЭЗ на специализированных технологических линиях.
Стальные трубы
7.2. Заготовка стальных труб включает операции очистки, окраски, сушки, резки, изгибания труб, снятия фасок, нарезки или накатки резьбы. Заготовленные прямые и угловые элементы труб комплектуют, маркируют, пакетируют или загружают в контейнеры, а также собирают в пакеты и блоки.
7.3. Перед окрашиванием трубы следует зачищать механическим способом (вращающимися металлическими ершами внутреннюю поверхность и щетками - наружную) или обрабатывать химическими методами, например, преобразователями ржавчины в соответствии с рекомендациями заводов-изготовителей.
7.4. При наличии на внутренней поверхности грата, который может повредить изоляцию проводов или кабелей при их прокладке, его необходимо удалить или притупить. Наиболее простой способ удаления грата - обкатка труб с помощью шестигранника.
7.5. Стальные трубы, поверхность которых не имеет антикоррозионных покрытий, должны быть окрашены лакокрасочными материалами: снаружи и изнутри при прокладке в установках с химически активными средами; только снаружи - при открытой прокладке в сухих, влажных, сырых, особо сырых, пыльных, жарких помещениях, наружных установках и в грунте. Трубы не следует окрашивать при прокладке в подливке пола, фундаментах и заштукатуриваемых бороздах.
7.6. Номенклатура лаков и красок для антикоррозионной защиты труб приведена в прил. 16.
7.7. Стальные трубы можно окрашивать, окуная их в ванну с краской и просушивая затем конвекционным или терморадиационным способами.
Применяют также окрашивание заготовленных трубных элементов методом распыления краски.
7.8. Окончательная окраска открыто проложенных труб и опорно-поддерживающих конструкций должна производиться генподрядной организацией в соответствии с требованиями дизайна помещения (установки) и учетом окружающей среды.
7.9. Резку труб следует выполнять на трубоотрезном механизме СОТ. Рекомендуется также применять плазменную резку труб с применением аппаратов АПР-403 (производства степанаванского завода), А1612 (производства института электросварки им. Патона) или им подобных.
7.10. Для снятия заусенцев и притупления кромок рекомендуется использовать универсальный райбер РУ и хвостовики ХК-1 и ХФ-1.
Нарезку резьбы на трубах следует выполнять на трубонарезном механизме СНТ с резьбонарезной головкой. На легких водогазопроводных и электросварных трубах резьба должна накатываться с помощью резьбонакатных головок ВНГТ или плашками завода «Фрезер».
7.11. Для изгибания труб рекомендуется применять универсальный трубогиб УШТМ-2. Для труб диаметром 16-40 мм используют штатные сегменты и ролики, а для труб большого диаметра - сегменты и ролики специального изготовления.
Технические данные механизмов приведены в прил. 17.
7.12. Перемещение труб на технологических линиях после каждой операции должно быть механизировано, для этого следует применять тележки, наклонные стеллажи, рольганги, кран-балки, тельферы.
7.13. Рекомендуемая компоновка технологической линии по обработке стальных труб с предварительной окраской приведена на рис.9, технические данные линии в прил. 18.
7.14. При заготовке труб необходимо учитывать следующее: трубы по ГОСТ 3262-75* выпускаются черными и оцинкованными, а по ГОСТ 10704-76 только черными; легкие трубы (ГОСТ 3262-75*) по согласованию с потребителем поставляются с накатанной резьбой; для использования муфт по ГОСТ 8966-75 на водогазопроводных трубах по ГОСТ 3262-75* должна нарезаться трубная цилиндрическая резьба по ГОСТ 6357-81 класса В.
Для изгибания и заготовки угловых элементов рекомендуется использовать трубы по ГОСТ 3262-75*, для прямых элементов - трубы по ГОСТ 10704-76.
7.15. Для соединения труб без резьбы, прокладываемых открыто в помещениях с нормальной средой, допускается применять гильзы из листовой стали, отрезки труб большего диаметра и раструбные муфты дли соединения труб сваркой. Эскиз раструбной муфты приведен на рис. 10, размеры - в табл. 10. Муфты следует изготовлять в МЭЗ из мерных отрезков труб методом выдавливания раструбов с предварительным разогревом или методом холодной раскатки
Пластмассовые трубы
7.16. Заготовку труб для открытой прокладки следует выполнять с применением поливинилхлоридных соединительных уголков, приведенных на рис. 11а с размерами по табл. 11, соединительных муфт - на рис. 12 с размерами по табл. 12, изготовляемых по ТУ 36-1728-81 и поставляемых централизованно дли организации концерна «Электромонтаж».
При отсутствии централизованной поставки соединительные уголки и муфты должны изготавливаться в МЭЗ из мерных отрезков труб, при этом уголки следует изготовлять с раструбами по рис. 11б.

Рис. 9. Технологическая линия по обработке стальных труб с предварительной окраской.
1 - окрасочная камера, 2 - сушильная камера, 3 - стеллаж-накопитель, 4 - подъемник,
5 - транспортер, 6 - аппарат плазменной резки труб, 7 - сбрасыватель труб, 8 - транспортер,
9 - механизм центровки труб, 10 - механизм нарезки резьбы, 11 - трубогиб

Рис. 10. Муфта раструбная из трубы по ГОСТ 10704-76*
|
Наружный диаметр трубы, мм |
Размер муфты, мм |
Масса муфты, кг |
|||
|
d1 |
d2 |
l |
Длина заготовки, L |
||
|
20 |
20,3 |
20,8 |
15 |
52 |
0,036 |
|
26 |
26,3 |
26,8 |
15 |
52 |
0,045 |
|
32 |
32,4 |
32,9 |
20 |
62 |
0,070 |
|
47 |
47,4 |
47,9 |
20 |
62 |
0,088 |
|
59 |
59,5 |
59,9 |
25 |
72 |
0,131 |
|
63 |
63,5 |
64,0 |
25 |
72 |
0,154 |
7.17. Резку труб в стационарных условиях необходимо производить на устройствах и станках со стальными дисковыми пилами А, профиль 1 по ГОСТ 980-80, толщиной 1,5-4,0 мм, с шагом зубьев 3-4 мм и разводом зубьев 0,5-0,6 мм или абразивными армированными кругами по ТУ 2-036-761-78 с шероховатыми боковыми поверхностями.
7.18. Рекомендуются следующие режимы резания труб:
скорость вращения 2000-3000 об/мин;
скорость резания стальными дисками 33-41 м/с;
то же, абразивными армированными кругами 50-65 м/с;
подача 0,05-0,07 м/с.
7.19. В монтажной зоне целесообразно применять ручные ножовки по металлу или столярные ручные пилы.
7.20. Снятие фасок на концах труб в стационарных условиях следует производить конусными фрезами или райберами с применением механизированного устройства, в монтажной зоне - ручным приспособлением или драчевым напильником.
7.21. Нагрев мерных отрезков труб для формования раструбов при изготовлении соединительных муфт и изгибания соединительных уголков следует производить в ваннах с глицерином или гликолем, нагревателях с инфракрасным излучением или термошкафах.
7.22. Температура теплоносителя для нагрева отрезков труб из различных материалов приведена в табл. 13.
|
Материал труб |
Температура теплоносителя, °С |
|
|
нагревательная ванна |
термошкаф |
|
|
ПВД |
105±5 |
135±10 |
|
ПНД |
125±5 |
150±10 |
|
ПВХ |
125±5 |
160±10 |
|
ПП |
170±5 |
185±10 |
|
|
|
|
а) |
б) |


Рис. 11. Соединительный уголок
а) уголок без раструбов, б) уголок с раструбами
|
Угол изгиба a, град |
Размеры, мм |
Масса, кг |
|
|
D |
R |
||
|
90 |
20 |
200 |
0,064 |
|
25 |
200 |
0,081 |
|
|
32 |
200 |
0,121 |
|
|
40 |
300 |
0,219 |
|
|
50 |
300 |
0,266 |
|
|
63 |
500 |
0,594 |
|
|
75 |
500 |
0,818 |
|
|
90 |
500 |
1,166 |
|
|
135 |
20 |
400 |
0,064 |
|
25 |
400 |
0,081 |
|
|
32 |
400 |
0,121 |
|
|
40 |
400 |
0,160 |
|
|
50 |
400 |
0,194 |
|
|
63 |
500 |
0,357 |
|
|
75 |
500 |
0,491 |
|
|
90 |
500 |
0,700 |
|

Рис. 12. Соединительная муфта
|
Наружный диаметр труб, мм |
Размеры, мм |
Масса, кг |
|||
|
L |
l |
d1 |
d2 |
||
|
20 |
150 |
26,5 |
19,5 |
21 |
0,023 |
|
25 |
150 |
29,5 |
24,5 |
26 |
0,024 |
|
32 |
150 |
37,5 |
31,5 |
32,8 |
0,042 |
|
40 |
150 |
46,5 |
39,5 |
41,2 |
0,056 |
|
50 |
150 |
53 |
49,5 |
51,3 |
0,068 |
|
63 |
150 |
64 |
62,5 |
64 |
0,091 |
|
75 |
175 |
75 |
74,5 |
76 |
0,145 |
|
90 |
220 |
95 |
89,5 |
91 |
0,26 |
7.23 Время нагрева труб из различных материалов при использовании различных теплоносителей приведено в табл. 14.
|
Теплоноситель |
Материал труб |
Время нагрева, мин при толщине стенки труб, мм |
||||
|
2 |
4 |
6 |
8 |
10 |
||
|
Глицерин |
ПВД |
3 |
5 |
7 |
9 |
11 |
|
ПНД |
4 |
6 |
8 |
11 |
14 |
|
|
ПВХ |
2 |
3 |
4 |
5 |
6 |
|
|
ПП |
4 |
6 |
8 |
11 |
14 |
|
|
Воздух |
ПВД |
18 |
35 |
50 |
70 |
90 |
|
ПНД |
28 |
55 |
80 |
105 |
135 |
|
|
ПВХ |
10 |
15 |
20 |
25 |
30 |
|
|
ПП |
28 |
55 |
80 |
105 |
135 |
|
7.24. Соединительные муфты и уголки следует изготавливать в МЭЗ, как правило, на механизированных технологических линиях, состоящих из механизма мерной резки труб с накопителем, механизма образования раструбов с последующим изгибанием заготовки с заданным радиусом и углом изгиба. При этом заготовки из ПЭ труб необходимо перегибать на угол 6-10° от требуемой величины изгиба. Схема механизма для изготовления муфт приведена на рис. 13, угловых элементов - на рис. 14. Технические данные механизмов приведены в приложениях 19, 20.
7.25. Охлаждение отформованных угловых элементов и муфт с раструбами следует производить в фиксированном положении сжатым воздухом или водой до температуры 28-35°С. Эскизный чертеж муфты приведен на рис. 15, размеры муфт в табл. 15.
7.26. Формование раструбов при изготовлении муфт и угловых элементов следует производить с помощью набора оправок (рис. 16) с размерами по табл. 16. Оправка является рабочим инструментом механизмов для изготовления муфт и уголков в МЭЗ. Оправки аналогичной формы и размеров или универсальные, многоступенчатые изготавливают из легких сплавов, а также твердой пластмассы и используют для работы в монтажной зоне.

Рис. 13. Механизм для изготовления муфт
1 - нагревательная печь с накопителем, 2 - отсекатель, 3 - зажимное устройство, 4 - раструбообразователи, 5 - устройство сброса деталей, 6 - пульт управления.

Рис. 14. Механизм для изготовления угловых элементов
1 - нагревательная печь, 2 - накопитель, 3 - пуансон, 4 -матрица, 5 - раструбообразователь,
6 - сбрасыватель, 7 - пульт управление
|
Размеры, мм |
|||
|
Dн трубы |
d1 |
L |
l |
|
20 |
20,6 |
60 |
20 |
|
25 |
25,7 |
75 |
25 |
|
32 |
32,8 |
96 |
32 |
|
40 |
40,9 |
120 |
40 |
|
50 |
51,1 |
150 |
50 |
|
63 |
64,3 |
189 |
63 |
|
75 |
76,5 |
225 |
75 |
|
90 |
92,8 |
270 |
90 |

Рис. 15. Соединительная муфта
|
Размеры, мм |
||||
|
Dн трубы |
d2 |
d1 |
l |
l1 |
|
20 |
13 |
20,8 |
20 |
44 |
|
25 |
16 |
26,0 |
25 |
52 |
|
32 |
21 |
33,2 |
32 |
62 |
|
40 |
26 |
41,4 |
40 |
72 |
|
50 |
32 |
51,3 |
50 |
85 |
|
63 |
41 |
65,1 |
63 |
101 |
|
75 |
50 |
76,8 |
75 |
130 |
|
90 |
75 |
93,6 |
90 |
150 |

Рис. 16. Оправка для образования раструбов
7.27. Углы изгиба уголков, как правило, принимают 90° и 135°. При прокладке труб по трассе с углом поворота 120° и 150° соединительные уголки на участке изгиба подогревают горелкой и догибают или разгибают в монтажной зоне.
7.28. Радиус изгиба труб должен быть десятикратным по отношению к наружному диаметру труб для прокладки в бетонных фундаментах и грунте, шестикратный - для прокладки в подливке пола и открытой прокладки, но не менее допустимых радиусов изгиба проводов и кабелей, прокладываемых в данных трубах.
7.29. Для прокладки в фундаментах и межфундаментных пространствах более трех труб по одной трассе рекомендуется комплектовать и заготавливать трубные пакеты и блоки.
7.30. Сборка пакетов и блоков должна выполняться с соблюдением минимальных расстояний между трубами. Для ПЭ труб эти расстояния указаны в табл. 16, 17. Концы труб многослойных блоков для удобства соединения отдельных секций блока рекомендуется заготавливать ступенчато таким образом, чтобы концы каждого последующего слоя были на 100 мм короче концов предыдущего слоя.
7.31. Для сборки и крепления пакетов и блоков необходимо учитывать расход дополнительных материалов из расчета их расхода на один погонный метр прокладываемых труб в следующем объеме (среднее значение): для прокладки в фундаментах и межфундаментных пространствах - сталь угловая 50×50×5 - 1,2 кг, профиль монтажный - 0,5 кг, стальная проволока диаметром 2,0 мм - 0,2 кг, отходы деловой древесины - 0,09 м3; для прокладки в подливке пола на плитах перекрытия - профиль монтажный - 0,25 кг, скоба крепежная - 2 шт.
Пример исполнения пакетов и блоков приведен на рис. 17, 18, 19, 20.
7.32. Для изготовления в МЭЗ соединительных муфт и уголков в спецификации проекта должен быть предусмотрен дополнительный расход труб из расчета 0,2 м на 5 пог. м трубы.
7.33. Трубы из ПЭ и ПП с наружным диаметром до 50 мм не должны обрабатываться в МЭЗ, их следует поставлять в монтажную зону бухтами, за исключением случаев заготовки по замерам с предварительно затянутыми проводами.
7.34. Гофрированные НПВХ трубы экономически целесообразно предварительно заготавливать по замерам с затяжкой проводов к выполнением отпаек в коробках, например, для прокладки за подвесным потолком.
7.35. Трубные заготовки, изготовленные в МЭЗ или укомплектованные из нормализованных элементов, должны быть промаркированы в соответствии с проектом, связаны в пакеты или уложены в контейнеры, обрешетку. На контейнерах, пакетах и блоках должна быть закреплена маркировочная бирка с указанием наименования объекта, места укладки труб, номера проводки.
Таблица 16
|
Наружный диаметр труб, мм |
Минимальные расстояния между осями соседних труб в однослойном пакете при наружном диаметре, мм |
||||||
|
25 |
32 |
40 |
50 |
63 |
75 |
90 |
|
|
25 |
55 |
60 |
65 |
70 |
75 |
80 |
90 |
|
32 |
60 |
65 |
65 |
70 |
80 |
85 |
90 |
|
40 |
65 |
65 |
70 |
75 |
80 |
90 |
95 |
|
50 |
70 |
70 |
75 |
80 |
85 |
95 |
100 |
|
63 |
75 |
80 |
80 |
85 |
95 |
100 |
105 |
|
75 |
80 |
85 |
90 |
95 |
100 |
105 |
110 |
|
90 |
90 |
90 |
95 |
100 |
105 |
110 |
125 |
|
Наружный диаметр труб, мм |
Минимальные расстояния между осями соседних труб в многослойном пакете при наружном диаметре, мм |
||||||
|
25 |
32 |
40 |
50 |
63 |
75 |
90 |
|
|
25 |
65 |
55 |
70 |
75 |
85 |
90 |
100 |
|
32 |
65 |
70 |
75 |
80 |
90 |
90 |
100 |
|
40 |
70 |
75 |
80 |
85 |
90 |
100 |
105 |
|
50 |
75 |
80 |
85 |
90 |
95 |
100 |
110 |
|
63 |
85 |
90 |
90 |
95 |
100 |
110 |
115 |
|
75 |
90 |
90 |
100 |
100 |
110 |
115 |
120 |
|
90 |
100 |
100 |
105 |
110 |
115 |
120 |
130 |
7.36. Транспортировать ПЭ и ПП трубы диаметром до 50 мм рекомендуется в бухтах, НПВХ трубы - в контейнерах или пачками при температуре воздуха не ниже минус 40 °С, (ПЭ трубы), минус 20 °С (трубы из НПХВ), минус 10 °С (трубы из ПП), соблюдая осторожность.
7.37. При транспортировке трубы следует укладывать на ровную поверхность транспортных средств. Длина консоли труб при транспортировке на автомобиле или прицепе не должна превышать 1,5 м.
7.38. На место монтажа трубные заготовки, механизмы и приспособления, необходимые для монтажа труб, следует доставлять по графику, приведенному в ППР.
7.39. В складских условиях трубы необходимо хранить под навесами на стеллажах, а фасонные части - в контейнерах. На строительной площадке трубы следует хранить под навесом, на пластмассовые трубы не должны падать прямые солнечные лучи. Трубы должны быть уложены горизонтально пачками или штабелями.
Высота штабеля не должна превышать: для труб типа Т, Си СЛ из ПВД - 2,3 м; из ПНД и ПП - 2,8 м, из НИПВХ - 2,6 м; для труб типа Л из ПВД - 1,5 м; из ПНД и ПП - 2 м, из НПВХ -1,7 м.
7.40. Расстояние от штабелей труб и фасонных деталей в контейнерах до нагревательных приборов должно быть не менее 1 м.
8. МОНТАЖНЫЕ РАБОТЫ
Прокладка труб
8.1. Прокладка труб должна выполняться таким образом, чтобы исключалось скопление влаги или конденсата, попадание в трубы пыли, масла, эмульсии и т.п., для чего следует уплотнять места соединения, выполнять необходимые уклоны труб к специально установленным протяжным коробкам для стока конденсата.
8.2. Прокладывать ПЭ трубы рекомендуется при температуре не ниже минус 30 °С, трубы из НПВХ - минус 15 °С, трубы из ПП - минус 5 °С, соблюдая осторожность, так как трубы из НПВХ и ПП при отрицательной температуре становятся хрупкими.
8.3. При малой толщине стен скрыто проложенные трубы при переходе с одной стены на другую следует соединять при помощи протяжных коробок, как указано на рис. 21.

Рис. 17. Пакет с трубами одного диаметра
1 - С-образный монтажный профиль, 2 - трубы, 3 - крепежная шпилька

Рис. 18. Пакет с трубами разного диаметра
1 - С-образный монтажный профиль, 2 - прокладка из отходов деловой древесины,
3 - крепежная шпилька, 4 - трубы

Рис. 19. Блок труб двухрядный
1 - С-образный монтажный профиль, 2 - крепежная шпилька, 3 - трубы

Рис. 20. Жесткая фиксация труб в блоке
1 - С-образный монтажный профиль, 2 - фиксаторы из листовой стали, 3 - крепежная шпилька, 4 - трубы.
Размер А - больше Dн труб на 3-5 мм.
8.4. Прокладывать стальные и пластмассовые трубы в полу необходимо так, чтобы над трубами был защитный слой бетона не менее 20 мм. В местах пересечения трубных трасс защитный слой бетона между трубами не требуется. При пересечении проложенных в полу полиэтиленовых труб с трассами движения внутрицехового транспорта защитный слой бетона над трубами должен быть не менее 100 мм. Если невозможно обеспечить необходимую глубину заложения ПЭ труб, следует предусмотреть их защиту от механических повреждений путем установки гильз из стальных труб большего диаметра, кожухов или иными средствами в соответствии с указаниями в рабочих чертежах проекта, как показано на рис. 22.
8.5. В фундаментах и межфундаментных пространствах стальные трубы, как правило, следует прокладывать по кратчайшим трассам (например, под углом, при выходе из кабельных сооружений и подводе к электрооборудованию), полиэтиленовые трубы - горизонтально, на предварительно уплотненный грунт или бетон, и вертикально. При отсутствии опасности повреждения полиэтиленовых труб при бетонировании допускается прокладка их по кратчайшим трассам.
8.6. Места пересечения трубами деформационных швов, а также выходы труб из фундамента в грунт во избежание среза или смятия труб должны быть защищены строительной организацией до бетонирования согласно строительному заданию при помощи ящиков, специальных компенсаторов или гильз из стильных труб большего диаметра. Соединять трубы необходимо за пределами мест пересечения, деформационных швов и выходов труб из фундаментов. Варианты исполнения защиты труб приведены на рис. 23, 24, 25, 26.
8.7. Для гарантированной сохранности ПЭ труб от повреждения при бетонировании и обратной засыпке грунта при прокладке на глубине более двух метров в строительном задании проекта должна быть предусмотрена предварительная защита труб сплошным слоем бетона вокруг труб толщиной 80-100 мм.
8.8. В производственных помещениях при отсутствии опасности механических повреждений труб (вентиляционные камеры, насосные и т.п.), а также в электропомещениях оконцевание ПЭ труб при выходе их из пола, фундамента следует выполнять соединительными уголками или прямыми элементами НПВХ труб в соответствии с рис. 27.

Рис. 21. Переход скрыто проложенной трубы с одной стены на другую через протяжную коробку
1 - протяжная коробка, 2 - труба, 3 - патрубок коробки, 4 - штукатурка

Рис. 22. Защита полиэтиленовой трубы гильзой из стальной трубы
1 - труба полиэтиленовая, 2 - гильза из стальной трубы, 3 - плита перекрытия, 4 - пол

Рис. 23. Защита трубы при выходе из фундамента в грунт
1 - труба электропроводки, 2 - гильза из стальной трубы d = 100 мм для труб электропроводки с диаметром до Dy = 50 мм; d = 125 мм для труб электропроводки с диаметром до Dy = 80 мм; 3 - фундамент, 4 - уплотняющий грунт

Рис. 24. Защита труб на переходах через температурно-осадочные швы фундаментов
1 - трубы электропроводок, 2 - ящик из деревянных антисептированных досок толщиной 50 мм

Рис. 25. Защита труб с помощью металлических гильз на переходе двух близко расположенных осадочных швов
1 - труба электропроводки, 2 - гильза из стальной трубы d = 100 мм для труб электропроводки до Dy = 60 мм; d = 125 мм для труб электропроводки до Dy = 80 мм, 3 - фундамент

Рис. 26. Защита блока труб от среза и смятия при выходе из фундамента в грунт
1 - кирпичная кладка, 2 - антисептированные доски толщиной 50 мм, 3 - блок труб,
4 - фундамент под оборудование, 5 - сборные железобетонные плиты, 6 - насыпной уплотненный грунт, 7 - грунт основания, Б - ширина блока труб, В - высота блока труб, Г и Д - зазоры, определяемые величиной усадки грунта
8.9. В производственных помещениях ПЭ трубы, прокладываемые в фундаментах, грунте, подливке пола при подводе к оборудованию и опасности механических повреждений должны быть оконцованы коленами или прямыми элементами из стальных труб.
Стальные и ПЭ трубы для изготовления колен и прямых элементов рекомендуется выбирать по таблице прил. 21 и в соответствии с методикой выбора труб для прокладки проводов и кабелей, прил. 22.
Допускается выполнять оконцевание соединительными уголками и прямыми элементами ПВХ труб, при этом они должны быть защищены монтажными профилями, стальными коробами и т.п. на высоту до 1,5 м от пола.
8.10. При прокладке ПЭ труб в железобетонных фундаментах и выполнении сварочных работ трубы должны быть защищены от расплавления и загорания при случайном тепловом воздействии.
8.11. Одиночные трубы, пакеты и блоки, прокладываемые в фундаментах, должны быть до бетонирования надежно закреплены на опорных конструкциях или к арматуре каркаса фундамента.
8.12. Для предотвращения «всплывания» полиэтиленовых труб при бетонировании полов необходимо трубы закреплять к грунту, строительному основанию с помощью скоб, вязальной проволоки или цементным раствором с шагом крепления 1,5-2 м, как это показано на рис. 28.
8.13. Металлические конструкции обрамлений проемов, каналов должны быть установлены до начала прокладки труб.
Вводимые в кабельные каналы, тоннели, приямки ПЭ трубы должны быть срезаны перпендикулярно осям труб заподлицо со строительным основанием.
Вариант ввода ПЭ трубы в кабельный канал приведен на рис. 29.
Концы стальных и пластмассовых труб, выходящие из пола, должны быть закрыты заглушками.

Рис. 27. Выход труб а) из пола, б) из фундамента
1 - угловой элемент (прямой элемент), 2 - труба ПЭ, 3 -подливка пола, 4 - фундамент,
5 - грунт

Рис. 28. Крепление ПЭ труб а) к грунту, б) к плите перекрытия
1 - труба, 2 - скоба, 3 - дюбель-гвоздь, 4 - грунт, 5 - подливка пола, 6 - плита перекрытия

Рис. 29. Ввод полиэтиленовых труб в кабельные сооружения
1 - труба, 2 - кабель, 3 - уплотняющий негорючий материал (состав), 4 - грунт
8.14. После монтажа труб, пакетов и блоков следует проверить визуально соответствие проводки чертежам проекта, качество соединения труб, отсутствие повреждений, вмятин, после чего предъявить заказчику по акту скрытые работы.
8.15. Крепить открыто проложенные стальные трубы следует скобами К142У2 - К740У2, К146пУ2 - К148пУ2; хомутиками С 437У2 - С 442У2; накладками НТ-1У2 - НТ-5У2; прижимами ПКТ-26У3 - ПКТ-100У3.
Крепить трубы с применением сварки запрещается.
8.16. Расстояние между точками крепления труб на горизонтальном и вертикальном участках должно быть не более, чем указано в табл. 18.
|
Наружный диаметр труб, мм |
Расстояние между точками крепления труб, м |
|
18-26 |
2,5 |
|
30-42 |
3,0 |
|
45-90 |
4,0 |
8.17. При прокладке стальных труб следует применять коробки из стали. Допускается применять коробки из пластмасс при условии обеспечения непрерывности цепи заземления (зануления) труб.
8.18. При открытой прокладке вблизи систем отопления или труб горячего водоснабжения НПВХ трубы должны быть защищены от теплового воздействия. При параллельной прокладке расстояние в свету от ПВХ труб до таких трубопроводов должно быть не менее 100 мм.
8.19. Крепить открыто проложенные НПВХ трубы следует пластмассовыми клицами; скобами К142У2 - К740У2, К146пУ2 - К149пУ2; прижимами ПКТ-26УЗ - ПКТ100УЗ.
Расстояние между подвижными креплениями труб на горизонтальном и вертикальном участках должно быть не более, чем указано в табл. 19.
|
Наружный диаметр труб, мм |
20 |
25 |
32 |
40 |
50 |
63 |
75 |
90 |
|
Расстояние между точками крепления труб, м |
1,0 |
1,1 |
1,4 |
1,6 |
1,7 |
2,0 |
2,3 |
2,5 |
8.20. Крепить трубы, прокладываемые параллельно потоком, рекомендуется с применением монтажных профилей С-образных К101У2, К108У2 и зетовых К239У2, К241У2. Примеры крепления труб приведены на рис. 30, 31.
8.21. Расстояние между протяжными коробками (ящиками) для стальных и пластмассовых труб не должно превышать следующих значений: на прямых участках - 75 м; при одном изгибе трубы - 50 м; при двух изгибах - 40 м; при трех изгибах - 20 м.
8.22. При прокладке пластмассовых труб следует применять коробки из пластмасс. Допускается применять коробки из стали при условии обеспечения заземления (зануления) коробок.
8.23. При подводе труб к электродвигателям, подверженным вибрации, в местах пересечения температурных швов, а также на сложных криволинейных участках трассы рекомендуется использовать для стальных труб гибкие вводы К1088УЗ, комплекты ВГ; для НПВХ труб - пластмассовые рукава РП25УЗ.1 - РП63УЗ.1. Укр. НПО «Электромонтаж».
8.24. При монтаже открыто прокладываемых ПВХ труб необходимо предусматривать компенсацию температурных изменений длины трубопроводов. Изменение длины трубопроводов определяется по табл. 20.

Рис. 30. Клицы для крепления пластмассовых труб к основанию (а) и на монтажном профиле К101 (б)
1 - дюбель, 2 - клица, 3 - труба, 4 - профиль К101

Рис. 31. Крепление труб при прокладке параллельно, потоком
1 - труба, 2 - скоба, 3 - винт с гайкой, 4 - профиль монтажный 5 - дюбель
|
Температурный перепад, °С |
Изменение длины на 1 м трубы, мм |
Температурный перепад, °С |
Изменение длины на 1 м трубы, мм |
|
±10 |
±0,8 |
±40 |
±3,2 |
|
±20 |
±1,6 |
±50 |
±4,0 |
|
±30 |
±2,4 |
±60 |
±4,8 |
8.25. Температурный перепад определяется как наибольшая возможная разность температур НПВХ труб в условиях монтажа и эксплуатации. При этом необходимо учитывать возможный перепад температур в помещении, где прокладываются трубы и дополнительное повышение температуры труб за счет нагрева электропроводки.
8.26. Монтировать НПВХ трубы при открытой прокладке рекомендуется с использованием их компенсирующей способности в местах соединений за счет «уток» на криволинейных участках (обход колонн и т.п.) при подвижных креплениях.
8.27. Жесткие крепления, как правило, должны устанавливаться перед вводом труб в аппараты, ответвительные и протяжные коробки, при проходе через стены и перекрытия, вертикальной прокладке. Жесткое крепление труб следует выполнять металлическими скобами с прокладкой из изоляционного материала, например, картона или пресс-шпана, выступающей за пределы скобы на 3-5 мм.
Соединение труб и ввод в аппараты и коробки
8.28. Соединение труб и ввод в аппараты, коробки следует выполнять с уплотнением при скрытой прокладке в подготовке пола, фундаментах, стенах, перекрытиях, замоноличивании в строительные конструкции при их изготовлении, а также при открытой прокладке в сырых, особо сырых, пыльных помещениях, помещениях с химически активной средой и наружных установках.
8.29. Допускается выполнять без уплотнения соединения труб, гибких рукавов и ввод в аппараты, коробки, ящики, корпусы оборудования при открытой прокладке во влажных и сухих непыльных помещениях.
Стальные трубы
8.30. Трубы с резьбой следует соединять и присоединять стальными прямыми муфтами по ГОСТ 8966-75 или чугунными по ГОСТ 8957-75* с применением сгонов по ГОСТ 8969-75 и контргаек по ГОСТ 8968-75.
8.31. Уплотнение резьбового соединения необходимо выполнять подмоткой ленты ФУМ шириной 10-15 мм и толщиной 0,08-0,12 мм или пенькового волокна, пропитанного разведенным на олифе суриком.
На очищенную короткую резьбу, отступив 2-3 мм от конца трубы, следует наматывать по часовой стрелке два-три слоя ленты при условном проходе трубы до 20 мм, и три-четыре слоя - при условном проходе трубы 25 мм и более. При этом ленту, не растягивая, необходимо плотно прижимать к поверхности резьбы.
Навертывать муфту на резьбу с подмотанной лентой или пеньковым волокном следует равномерно, без возвратных движений.
Каждая труба в соединении должна иметь не менее пяти полных, неповрежденных витков резьбы.
8.32. Соединения труб по трассе должны выполняться неразъемными с помощью коротких резьб и разъемными с помощью короткой и длинной резьбы. Неразъемные соединения должны выполняться навертыванием муфты на конец одной из труб с короткой резьбой до упора и ввертыванием второй трубы с короткой резьбой также до упора. При разъемных соединениях на конец трубы с длинной резьбой следует навертывать контргайку, затем муфту, далее - муфту с длинной резьбы завернуть на короткую до упора, а контргайку завернуть до упора в муфту.
Примеры соединения труб приведены на рис. 32.
8.33. Присоединение труб к оболочкам, аппаратам и электрооборудованию выполняют без уплотнения (с применением установочных заземляющих гаек К480УЗ - К486УЗ) и с уплотнением (с применением прокладок и контргаек по ГОСТ 8968-75).
Присоединение труб к аппаратам и электрооборудованию должно быть разъемным. Разъемные соединения при этом рекомендуется выполнять с применением стандартных сгонов по ГОСТ 8969-75.
Примеры присоединения труб с резьбой приведены на рис. 33.
8.34. Трубы без резьбы следует соединять раструбными муфтами, гильзами из листовой стали и из труб большего диаметра, изготовленными в МЭЗ.
Соединение труб без уплотнения следует выполнять прерывистой сваркой не менее 30% наружного периметра труб и с уплотнением - сваркой по всему периметру.
8.35. Соединяемые трубы в раструбные муфты и гильзы следует вводить на глубину, величина которой приведена в табл. 21.
|
Наружный диаметр труб, мм |
20 |
26 |
32 |
47 |
59 |
63 |
|
Минимальная глубина ввода трубы, мм |
12 |
14 |
16 |
18 |
22 |
25 |
8.36. Для исключения прожога труб сварку рекомендуется выполнять сварочным током 100-120 А и электродами диаметром 3 мм, сварочный шов при этом должен отвечать требованиям ГОСТ 5264-80.
8.37. Присоединение труб без резьбы к оболочкам, аппаратам и электрооборудованию следует выполнять с применением муфт ТР-2УЗ - ТР-10УЗ, вводных патрубков У476УХЛЗ - У479УХЛЗ и установочных заземляющих гаек К480УЗ - К486УЗ.
Примеры присоединения труб без резьбы приведены на рис. 34.
8.38. Отверстия для ввода труб в коробки, протяжные ящики следует пробивать инструментом для пробивки отверстий типа ИПО-6, ручным механическим прессом ПРМПО или на специальных штампах прессами в МЭЗ.
Диаметр отверстий для ввода труб и минимальное расстояние между осями соседних труб должны приниматься по табл. 22.
|
Условный проход трубы, мм |
Наружный диаметр электросварной трубы, мм |
Диаметр отверстия в стенке коробки, мм |
Расстояние от оси трубы до боковой стенки, мм |
Расстояние между осями соседних труб, мм |
||||||
|
Условный проход труб, мм |
||||||||||
|
20 |
25 |
32 |
40 |
50 |
65 |
80 |
||||
|
20 |
25 |
28 |
25 |
55 |
60 |
65 |
70 |
75 |
90 |
95 |
|
25 |
30 и 33 |
35 |
30 |
60 |
65 |
70 |
70 |
80 |
90 |
95 |
|
32 |
- |
44 |
35 |
65 |
70 |
75 |
75 |
85 |
95 |
100 |
|
40 |
45 и 48 |
50 |
40 |
70 |
70 |
75 |
80 |
90 |
100 |
105 |
|
50 |
57 и 60 |
62 |
50 |
75 |
80 |
85 |
90 |
95 |
110 |
115 |
|
65 |
- |
78 |
60 |
90 |
90 |
95 |
100 |
110 |
120 |
125 |
|
80 |
- |
91 |
65 |
95 |
95 |
100 |
105 |
115 |
125 |
130 |
8.39. Все соединения стальных труб и вводы в аппараты, электродвигатели и другие оболочки должны обеспечивать надежный электрический контакт в цепи труба-труба, труба-оболочка.
8.40. Заземление (зануление) стальных труб, металлорукавов, коробок и аппаратов следует производить в соответствии с «Инструкцией по устройству сетей заземления и молниезащите» М., 1993 (взамен СН 102-76). После завершения прокладки труб и их заземления поврежденные при транспортировке и сварке участки окраски труб должны быть восстановлены.
Пластмассовые трубы
8.41. Соединение элементов Э и ПП труб между собой, а также с коленами из стальных и ПВХ труб следует выполнять горячей обсадкой, плотной посадкой, муфтами из термоусаживающихся материалов.
8.42. При соединении горячей обсадкой конец трубы на расстоянии 40-60 мм необходимо разогревать газовоздушной горелкой типа ГПМВ-01 в течение 30-50 с до размягчения, затем в разогретый конец вдвинуть оправку для образования раструба. После этого в горячий раструб следует вставить до упора конец другой трубы или колена и выдержать в покое до полного охлаждения. Пример соединения приведен на рис. 35.
8.43. Соединение плотной посадкой рекомендуется выполнять с царапающей вставкой. При таком соединении конец одной трубы вместе с царапающей вставкой следует с усилием вдвинуть в раструб другой трубы или муфты до упора. Пример соединения показан на рис. 36.
Царапающую вставку размером 20×20 мм из листовой стали по ГОСТ 16523-70* толщиной 0,2 мм следует изготавливать в МЭЗ на прессе с помощью штампа или специального устройства с вращающимися пробойниками на барабанах. Пробои должны наноситься в шахматном порядке с обеих сторон вставки.
8.44. В качестве муфт рекомендуется использовать отрезки шлангов из термоусаживающихся материалов (ТУМ) длиной 100-150 мм сечением 40 мм для труб с наружным диаметром 20-32 мм и сечением 60 мм для труб диаметром 40-50 мм.
Соединение труб производится равномерным подогревом муфты до температуры 120-135 °С газовоздушной горелкой в течение 8-10 с со вставленными в муфту встык концами труб.
8.45. Соединение гофрированных труб следует выполнять аналогично гладким трубам.
8.46. Соединение НПВХ труб между собой и со стальными патрубками следует выполнять плотной посадкой в раструб или муфтами без раструба, а также муфтами из ТУМ. Рекомендуется также клеевое соединение труб муфтами или с помощью раструба.
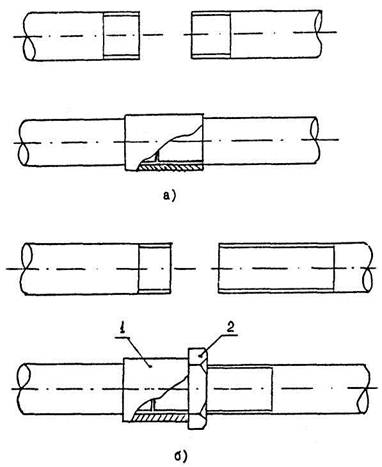
Рис. 32. Соединение труб с резьбой
а) неразъемное соединение, б) разъемное соединение,
1 - муфта по ГОСТ 8966-75, 2 - контргайка по ГОСТ 8968-75

Рис. 33. Ввод в оболочки и аппараты труб с резьбой без уплотнения (а) и с уплотнением (б)
1 - корпус аппарата (коробка, ящик), 2 - труба, 3 - гайка заземляющая, 4 - шайба,
5 - контргайка, 6 - перемычка ПГС, 7 - прокладка резиновая

Рис. 34. Ввод в оболочки и аппараты труб без резьбы
1 - корпус аппарата, 2 - патрубок вводной, 3 - гайка заземляющая, 4 - муфта ТР, 5 - сварка

Рис. 35. Соединение труб горячей обсадкой
1 - труба ПЭ, 2 - труба НПВХ, ПЭ, стальная
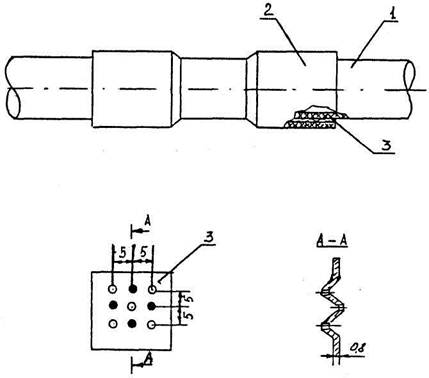
Рис. 36. Соединение труб с помощью царапающей вставки
1 - труба, 2 - муфта, 3 - царапающая вставка
8.47. Для склеивания труб следует применять клей БМК-5К или ИКФ-147, который наносится тонким слоем мягкой кистью на обработанные наждачной бумагой и обезжиренные ацетоном концы труб. Узел соединения должен находиться в покое не менее двух часов.
8.48. Соединение труб рекомендуется выполнять горячей обсадкой или муфтами из ТУМ при прокладке в фундаментах, подливке пола, межфундаментных пространствах; плотной посадкой - при прокладке в заштукатуриваемых бороздах и открытой прокладке; склеиванием - в помещениях с химически активными средами, вредно влияющими на изоляцию проводов, и в наружных установках.
8.49. Ввод в оболочки и аппараты выполняется без уплотнения или с применением уплотняющих втулок У272УХЛЗ - У275УХЛЗ. Применяются также вводные патрубки У476УХЛЗ - У479УХЛЗ, соединяемые с трубой плотной посадкой, или патрубки, соединяемые с трубой с помощью муфт ТР-2УЗ - ТР-10УЗ.
Примеры ввода труб в оболочки и аппараты приведены на рис. 37.
8.50. При монтаже электропроводок в пластмассовых трубах стальные коробки, аппараты, стальные колена, элементы стальных труб необходимо заземлять (занулять) присоединением к специально предусмотренным для этой цели проводникам, например, к магистрали заземления, специальной жиле кабеля, отдельному проводу или к стальным конструкциям зданий, сооружений и специальным выпускам на железобетонных конструкциях, используемых в качестве заземляющих устройств.
Сечение отпаек для присоединений стальных коробок к нулевому или заземляющему проводу следует выбирать в соответствии с табл. 23. Отпайки необходимо выполнять из того же материала, что и жилы фазных проводов.
Металлические гибкие вводы, используемые при подводе к электрооборудованию, следует заземлять (занулять) присоединением одного из концов к корпусу заземленного электрооборудования.
Металлические скобы, закрепы, отрезки труб защиты кабелей от механических повреждений при проходе через стены и перекрытия, отрезки стальных труб при выходе из пола (фундамента) при прокладке электропроводок в пластмассовых трубах, отрезки стальной полосы при прокладке по ним одиночных кабелей, протяжные и ответвительные коробки и другие подобные детали, имеющие длину стороны или диаметр основания не более 100 мм, заземлять (занулять) не следует.

Рис. 37. Ввод в оболочки и аппараты труб НПВХ с уплотнением (а) и без уплотнения (б, в, г)
1 - корпус аппарата (коробка, ящик), 2 - труба, 3- уплотнительная втулка, 4 - патрубок вводной, 5 - гайка заземляющая, 6 - муфта ТР
|
Сечение жил фазных проводов, мм |
Сечение отпаек, мм |
|
2,5 |
1,5-2,5 |
|
4 |
2,5 |
|
6 |
4 |
|
10 |
6 |
|
16-35 |
10 |
|
50-120 |
16 |
|
150 и выше |
25 |
9. МОНТАЖ ПРОВОДОВ И КАБЕЛЕЙ В ТРУБАХ
9.1. Затягивать провода и кабели в трубы следует после окончания общестроительных и отделочных работ, монтажа технологического и электротехнического оборудования.
9.2. Марки проводов и кабелей должны соответствовать кабельному журналу, а при его отсутствии - чертежу прокладки труб, на котором должны быть указаны количество, марки и сечения проводов и кабелей.
9.3. Перед затяжкой проводов и кабелей необходимо проверить надежность соединения и крепления труб, пакетов и блоков; удалить заглушки с концов труб; убедиться в отсутствии сора и влаги в трубах, продувая их сжатым воздухом давлением 0,5-0,7 кПа; установить на концы стальных труб пластмассовые втулки типа В17УХЛ2 - В82УХЛ2 по ТУ 36-1899-80; затянуть в трубы стальную проволоку диаметром 2-5 мм; разместить бухты проводов на инвентарных вертушках, а барабаны с кабелем на домкратах.
9.4. Провода перед затяжкой должны быть выравнены, собраны в пучок, концы также собраны в один узел и соединены со стальной проволокой.
9.5. Соединять концы проводов и кабелей со стальной проволокой следует с помощью стального «чулка», специального карабина или приспособления в виде цангового зажима.
9.6. Прокладку и затяжку проводов и кабелей с поливинилхлоридной и резиновой изоляцией следует производить при температуре воздуха не ниже минус 15 °С, а кабелей с бумажной изоляцией - не ниже 0 °С. Для облегчения протяжки рекомендуется провода натирать тальком.
9.7. Для затяжки проводов рекомендуется использовать электрифицированные приспособления типа ППТ-М и ПМТ, технические данные которых приведены в прил. 20, или им подобные.
9.8. В вертикально проложенных трубах (стояках) провода следует закреплять. Расстояние между точками крепления проводов должно быть: сечением до 50 мм2 - не более 30 м; сечением 70-150 мм2 - не более 20 м; сечением 185-240 мм2 - не более 15 м.
Крепить провода следует клицами или зажимами на концах труб или в протяжных коробках. Клицы и зажимы должны быть изготовлены из изоляционных материалов; если клицы или зажимы металлические, в местах их установки на проводах должны быть установлены изолирующие прокладки.
9.9. Все соединения и ответвления следует выполнять в соединительных и ответвительных коробках и ящиках, конструкция которых должна соответствовать способу прокладки и условиям окружающей среды.
9.10. Электропроводка в трубах должна обеспечивать возможность замены проводов.
9.11. Места соединений и ответвлений жил проводов и кабелей должны быть изолированы и иметь изоляцию, равноценную изоляции жил этих проводов, кабелей и не должны испытывать механических усилий тяжения.
9.12. Соединять, оконцовывать и присоединять жилы проводов и кабелей следует в соответствии с «Инструкцией по соединению изолированных жил проводов и кабелей» М., 1993 (взамен ВСН 139-83).
9.13. В конечных точках разводки провода и кабели следует маркировать в соответствии с данными проекта.
9.14. При прокладке кабелей следует руководствоваться требованиями «Инструкции по прокладке кабелей напряжением до 110 кВ», М., 1992 (взамен СН 85-74).
10. КОНТРОЛЬ КАЧЕСТВА РАБОТ
10.1. Качество работ должно обеспечиваться высоким уровнем входного, операционного и приемочного контроля, соблюдением норм, требований и правил настоящей Инструкции, СНиП 3.05.06-85 и ПУЭ, а также выполнением всех технологических операций, приведенных в технологических картах, утвержденных в установленном порядке.
10.2. Основным видом контроля качества является приемочный контроль, который следует осуществлять визуально и измерением нормируемых параметров. Контроль качества нормируемых параметров ЭМР должен проводиться выборочно.
Объем выборки по каждой позиции наряда, калькуляции по видам работ приведен в табл. 24.
|
Объем работ |
1-4 |
5-6 |
7-10 |
11-36 |
37-70 |
71-120 |
121-200 |
более 200 |
|
Объем выборки |
Сплошная проверка |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
10.3. При проведении приемочного контроля должна учитываться значимость дефектов, которые подразделяются на две категории.
К I категории относятся недопустимые дефекты, снижающие уровень безопасности эксплуатации и надежности электроустановки, а также несоответствие выполненной работы рабочей документации. При этом следует контролировать:
соответствие проводки проекту и рабочей документации;
надежность крепления конструкций и труб к строительным основаниям (визуально);
качество сварки конструкций и соединений стальных труб без резьбы (постукиванием молотком);
соединение стальных труб между собой и с оболочками оборудования, коробками (разводным ключом проверить затяжку муфт, контргаек);
наличие на концах труб пластмассовых втулок (визуально);
уплотнение проводов и кабелей в трубах при выходе в кабельные сооружения (визуально);
зануление (заземление) стальных труб, а также стальных колен и прямых элементов при выходе из подливки пола и фундаментов (визуально);
соответствие радиусов изгиба труб допустимым радиусам (метром, рулеткой);
наличие крепления проводов в протяжных или ответвительных коробках при вертикальной прокладке (визуально);
надежность выполнения соединений и оконцеваний жил (согласно «Инструкции по соединению изолированных жил проводов и кабелей» М., 1993, (взамен ВСН 139-83);
правильность присоединения проводов и кабелей (прозвонкой);
соответствие маркировки проводов и кабелей проектным данным (визуально);
сопротивление изоляции жил проводов и кабелей (между собой и относительно стальной трубы), которое должно быть не менее 0,5 мОм (мегаомметром 1000 В).
10.4. Дефекты I категории недопустимы.
10.5. Ко II категории относятся допустимые дефекты, снижающие некоторые технические и эстетические показатели электромонтажных работ, но не влияющие на безопасность эксплуатации и общую надежность электроустановок. При этом следует контролировать: отсутствие вмятин на стальных трубах, надрезов и трещин на ПВХ трубах (визуально);
наличие и качество защитной окраски стальных труб и конструкций (визуально);
наличие защитных устройств от механических повреждений ПВХ труб согласно проекту (визуально);
наличие требуемых уклонов открыто проложенных труб (визуально);
соединение открыто проложенных ПВХ труб между собой и с оболочками, коробками (визуально);
расстояние между точками крепления открыто проложенных труб (рулеткой, метром);
параллельность проложенных открыто труб (визуально).
10.6. Дефекты II категории допустимы в определенных пределах.
11. ТЕХНИКА БЕЗОПАСНОСТИ И ПОЖАРНАЯ БЕЗОПАСНОСТЬ
11.1. При выполнении работ по монтажу электропроводок в трубах необходимо руководствоваться действующими документами по технике безопасности - «Правилами по технике безопасности при монтаже и наладке» (М., ММСС СССР, 1990), «Типовыми правилами пожарной безопасности для промышленных предприятий» (М., Энергия, 1975).
Для работ, специфика которых не учтена в вышеуказанных правилах, в ППР следует предусматривать специальные указания по технике безопасности и пожарной безопасности на данные виды работ.
11.2. В помещениях, где обрабатываются трубы из ПВХ, запрещается производить работы, связанные с выделением взрывоопасных газов или паров ЛВЖ, т.к. во время трения металла о трубы при больших скоростях образуются искры.
11.3. При погружении пластмассовых труб в нагретую жидкость (например, глицерин) необходимо следить за тем, чтобы трубы были сухими во избежание выплеска жидкости. При указанных работах необходимо пользоваться рукавицами и защитными очками.
11.4. Нельзя использовать трубы в качестве опоры для подмостей и настилов, для крепления к ним канатов, тяг и каких-либо других такелажных средств.
11.5. При монтаже пластмассовых труб запрещается прислонять к ним лестницы или стремянки, ходить по трубам или садиться на них, допускать падение на трубы каких-либо предметов, стучать по трубам и элементам трубной разводки. В ходе монтажа труб нельзя исправлять их положение на опорных конструкциях натягом.
11.6. Затяжка кабелей в трубы с использованием механизмов должна выполняться с соблюдением дополнительных мер безопасности: инструктажа непосредственно в рабочей зоне, четких команд на совместные действия рабочих по всей трассе прокладки, мер предосторожности против попадания рук в проемы и трубы. Все операции при затяжке должны выполняться в рукавицах и очках для защиты глаз от попадания конца проволоки при возможном ее разрыве.
11.7. При монтаже пластмассовых труб в арматурном каркасе фундамента необходимо обеспечить временную защиту труб от загорания и расплавления при производстве сварочных работ.
11.8. Клей, клеевые вещества и растворители необходимо хранить в герметически закрытой таре в темном помещении, приспособленном для складирования легковоспламеняющихся веществ, на расстоянии не менее 2-х метров от приборов водяного отопления. Другие виды отопления в этих помещениях не допускаются.
11.9. При работе с газовой горелкой необходимо соблюдать правила пользования газовыми приборами.
Приложение 1
Справочное
Химическая стойкость термопластов
|
Транспортируемые и окружающие среды |
Концентрация, % |
ПВД |
ПНД |
ПП |
ПВХ |
||||
|
20 °С |
60 °С |
20 °С |
60 °С |
20 °С |
60 °С |
20 °С |
60 °С |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Кислоты: |
|||||||||
|
Азотная |
20-50 |
О |
Н |
О |
Н |
О |
- |
С |
Н |
|
Адипиновая |
Насыщенный раствор |
С |
С |
С |
О |
С |
С |
С |
Н |
|
Борная |
То же |
С |
С |
С |
О |
С |
С |
С |
О |
|
Бензойная |
С |
С |
С |
О |
С |
С |
С |
С |
|
|
Бромистоводородная |
50 |
С |
С |
С |
О |
С |
- |
С |
О |
|
Винная |
10 |
С |
С |
С |
О |
С |
О |
С |
Н |
|
Гликолевая |
50-70 |
С |
С |
С |
С |
С |
С |
С |
С |
|
Жирная |
С |
С |
С |
С |
С |
С |
С |
С |
|
|
Дубильная |
С |
С |
С |
О |
С |
С |
С |
- |
|
|
Дихлоруксусная |
50-100 |
С |
Н |
С |
Н |
С |
О |
С |
- |
|
Кремнефтористоводородная |
30 |
С |
С |
С |
С |
С |
С |
С |
О |
|
Ледяная уксусная |
С |
О |
О |
- |
С |
С |
С |
Н |
|
|
Лимонная |
Насыщенный раствор |
С |
С |
С |
С |
С |
С |
С |
О |
|
Малеиновая |
С |
С |
С |
С |
С |
С |
С |
О |
|
|
Масляная |
20 |
С |
О |
С |
О |
С |
С |
С |
Н |
|
Молочная |
1 |
С |
С |
С |
С |
С |
С |
С |
С |
|
Муравьиная |
Концентрированная |
С |
С |
С |
С |
С |
С |
С |
Н |
|
Пикриновая |
10 |
- |
- |
О |
- |
С |
- |
Н |
Н |
|
Серная |
90 |
С |
С |
С |
С |
С |
С |
С |
О |
|
Сернистая |
10 |
С |
С |
С |
С |
С |
С |
Н |
Н |
|
Стеариновая |
100 |
С |
О |
О |
- |
С |
О |
С |
С |
|
Соляная (водная) |
30 |
С |
С |
С |
С |
С |
С |
С |
О |
|
Смесь кислот |
Соотношение |
||||||||
|
(серной, |
57:28:15 |
С |
С |
С |
С |
С |
С |
С |
О |
|
азотной, |
15:20:65 |
С |
С |
С |
О |
С |
О |
С |
С |
|
воды) |
10:20:70 |
С |
С |
С |
С |
С |
С |
С |
С |
|
Уксусная |
10 |
С |
С |
С |
О |
С |
С |
С |
С |
|
Фтористо- |
30 |
С |
О |
О |
- |
С |
С |
С |
С |
|
водородная |
40 |
С |
О |
О |
- |
С |
О |
О |
Н |
|
68 |
С |
О |
О |
- |
С |
О |
О |
- |
|
|
Фосфорная |
25-50 |
С |
С |
С |
С |
С |
С |
С |
О |
|
Хлористо-водородная |
30 |
С |
С |
С |
С |
С |
С |
С |
О |
|
Хромовая |
10 |
С |
С |
С |
С |
С |
С |
С |
С |
|
80 |
С |
Н |
Н |
Н |
С |
С |
С |
О |
|
|
Хлорноватая |
1 |
С |
С |
С |
С |
С |
С |
С |
О |
|
Хлорно-уксусная |
С |
С |
С |
С |
С |
С |
С |
С |
|
|
Хлорная |
10 и меньше |
- |
- |
- |
- |
О |
- |
С |
О |
|
Циановая |
С |
С |
С |
С |
С |
С |
С |
С |
|
|
Щавелевая |
Разбавл. 50 |
С |
С |
С |
С |
С |
С |
С |
О |
|
Насыщенная |
С |
С |
С |
С |
С |
С |
С |
С |
|
|
Яблочная |
50 |
С |
С |
С |
С |
С |
С |
С |
Н |
|
Янтарная |
50 |
С |
С |
С |
С |
С |
С |
С |
С |
|
Щелочи: |
|||||||||
|
Едкий натр |
40 и меньше |
С |
С |
С |
С |
С |
С |
С |
Н |
|
40-60 |
С |
С |
С |
С |
С |
С |
С |
С |
|
|
Едкий калий |
40 и меньше |
С |
С |
С |
С |
С |
С |
С |
С |
|
Едкий натр и калий |
40 и меньше |
С |
С |
С |
С |
С |
С |
С |
С |
|
50-60 |
С |
С |
С |
С |
С |
С |
С |
С |
|
|
Аммиак насыщенный |
|||||||||
|
разбавленный |
С |
С |
С |
С |
С |
- |
С |
Н |
|
|
100 % сухой |
С |
С |
С |
С |
С |
С |
С |
- |
|
|
Гидроокись кальция |
С |
С |
С |
С |
С |
С |
С |
С |
|
|
Нефть |
О |
О |
С |
О |
С |
О |
С |
С |
|
|
Масла минеральные |
С |
С |
С |
С |
С |
С |
С |
Н |
|
|
Гальванические растворы |
С |
С |
С |
С |
С |
С |
С |
С |
|
|
Коагуляционный раствор |
С |
С |
С |
С |
С |
С |
С |
С |
|
С - материал труб химически стоек;
О - материал труб химически относительно стоек, в среде данной концентрации при повышенной температуре должны применяться трубы с повышенным запасом прочности;
Н - материал труб химически не стоек, в среде данной концентрации при данной температуре применение труб, изготовленных из данного материала, недопустимо;
(-) - данные отсутствуют.
Приложение 2
Справочное
Трубы для электропроводок гладкие из непластифицированного поливинилхлорида (ТУ 6-19-215-86), сортамент
|
Средний наружный диаметр, мм |
ТИПЫ |
||||||||||
|
Н (нормальный) |
У (усиленный) |
||||||||||
|
номинальный |
допустимое отклонение |
Толщина стенки, мм |
Теоретическая масса 1 м трубы, кг |
Толщина стенки, мм |
Теоретическая масса 1 м трубы, кг |
||||||
|
номин. |
допуск. откл. |
номин. |
допуск. откл. |
||||||||
|
из первич. сырья |
из вторич. сырья (В) |
из первич. сырья |
из вторич. сырья (В) |
из первич. сырья |
из вторич. сырья (В) |
из первич. сырья |
из вторич. сырья (В) |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
16 |
+0,2 |
- |
- |
- |
- |
- |
1,2 |
+0,4 |
+0,7 |
0,090 |
0,099 |
|
20 |
+0,2 |
- |
- |
- |
- |
- |
1,5 |
+0,4 |
+0,7 |
0,137 |
0,148 |
|
25 |
+0,2 |
- |
- |
- |
- |
- |
1,5 |
+0,4 |
+0,7 |
0,174 |
0,188 |
|
32 |
+0,2 |
- |
- |
- |
- |
- |
1,8 |
+0,4 |
+0,7 |
0,264 |
0,282 |
|
40 |
+0,2 |
- |
- |
- |
- |
- |
1,9 |
+0,4 |
+0,7 |
0,350 |
0,373 |
|
50 |
+0,2 |
1,8 |
+0,4 |
+0,7 |
0,422 |
0,453 |
2,4 |
+0,5 |
+0,8 |
0,552 |
0,581 |
|
63 |
+0,2 |
1,9 |
+0,4 |
+0,7 |
0,562 |
0,601 |
3,0 |
+0,5 |
+0,8 |
0,854 |
0,891 |
|
75 |
+0,3 |
2,2 |
+0,5 |
+0,8 |
0,782 |
0,828 |
3,6 |
+0,6 |
+0,9 |
1,22 |
1,26 |
|
90 |
+0,3 |
2,7 |
+0,5 |
+0,8 |
1,13 |
1,18 |
4,3 |
+0,7 |
+1,0 |
1,75 |
1,80 |
Трубы изготавливаются в отрезках длиной 5,5 и 6 м. Допустимое отклонение по длине ±50 мм.
Трубы выпускаются как без раструбов, так и с раструбами на одном конце.
Пример условного обозначения трубы Н наружным диаметром 50 мм из первичного сырья:
трубы ПВХ ЭП 50 Н, ТУ 6-19-215-83;
трубы типа У с наружным диаметром 32 мм с раструбом (Р) из вторичного сырья (В):
трубы ПВХ В-Р ЭП 32У, ТУ 6-19-215-86.
Размеры раструбов на концах труб (ТУ 6-19-215-86)
|
Номинальное значение, мм |
Номинальное значение, мм |
Предельное отклонение, мм |
S1 (не менее) для труб типа |
Номинальное значение, мм |
|
|
d |
d1 |
d1 |
Н |
У |
l |
|
16 |
16 |
+0,4 |
- |
0,9 |
32 |
|
20 |
20 |
+0,4 |
- |
1,2 |
32 |
|
25 |
25 |
+0,4 |
- |
1,3 |
32 |
|
32 |
32 |
+0,4 |
- |
1,6 |
32 |
|
40 |
40 |
+0,4 |
- |
1,7 |
40 |
|
50 |
50 |
+0,4 |
1,5 |
2,1 |
50 |

Труба с раструбом
Приложение 3
Справочное
Трубы электротехнические из вторичного полиэтиленового сырья (ТУ 63.176-103-85), сортамент
|
Наружный диаметр, мм |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
||
|
Номинальный |
Предельное отклонение |
Номинальная |
Предельное отклонение |
|
|
20 |
±0,4 |
2,0 |
+0,5 |
0,120 |
|
25 |
±0,5 |
2,0 |
+0,5 |
0,152 |
|
32 |
±0,6 |
2,4 |
+0,5 |
0,234 |
Трубы поставляются в бухтах.
Пример условного обозначения трубы электротехнической, изготовленной из вторичного полиэтиленового сырья с наружным диаметром 25 мм при заказе:
труба ПЭВ 25 ТУ 63.178-103-85
Приложение 4
Справочное
Трубы для электропроводок гладкие из наполненного полиэтилена
(ТУ 6-19-051-575-85), сортамент
|
Наружный диаметр, мм |
Толщина стенки, мм |
Теоретическая масса 1 м |
Усилие сжатия в Н, не менее |
||
|
Номинальный |
Предельное отклонение |
Номинальная |
Предельное отклонение |
кг |
|
|
25 |
+0,6 |
2,0 |
+0,4 |
0,173 |
320 |
|
32 |
+0,7 |
2,0 |
+0,4 |
0,227 |
320 |
|
40 |
+0,8 |
2,3 |
+0,5 |
0,329 |
320 |
|
50 |
+1,0 |
2,9 |
+0,5 |
0,509 |
320 |
|
63 |
+1,1 |
3,6 |
+0,6 |
0,794 |
320 |
|
110 |
+2,0 |
6,3 |
+0,9 |
2,397 |
320 |
|
160 |
+3,0 |
9,1 |
+1,2 |
8,630 |
320 |
|
225 |
+4,2 |
12,8 |
+1,5 |
17,000 |
320 |
Трубы изготавливаются в отрезках номинальной длиной 6, 8, 10 и 12 м; допускается отклонение ±0,3 м.
Пример условного обозначения трубы из наполненного полиэтилена низкого давления наружным диаметром 32 мм при заказе:
НПНД-ЭП-32, ТУ 6-19-051-575-85
Приложение 5
Справочное
Трубы для электропроводок гофрированные из жесткого поливинилхлорида по ТУ 6-19-051-419-84, сортамент
|
Наружный диаметр |
Внутренний диаметр Двн, мм |
Размер профиля гофра, мм |
Теоретическая масса 1 м, в кг |
Усилие сжатия в Н, не менее |
Энергия разрушения при ударе, Нм не менее |
|||
|
Номи- нальный |
Доп.откл. |
Шаг |
Ширина гофра, в |
Номин. |
Доп.откл. |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
16 |
+0,5 |
13,5 |
2,5 |
1,6 |
0,040 |
+0,005 |
750 |
4,0 |
|
18 |
+0,5 |
13,5 |
2,5 |
1,6 |
0,048 |
+0,090 |
750 |
4,0 |
|
-0,080 |
||||||||
|
20 |
+0,5 |
16 |
3,0 |
2,0 |
0,050 |
+0,007 |
750 |
4,0 |
|
25 |
+0,6 |
20 |
4,0 |
3,0 |
0,085 |
+0,010 |
750 |
4,0 |
|
32 |
+0,7 |
25 |
5 |
3,5 |
0,100 |
-0,090 |
750 |
4,0 |
|
+0,015 |
||||||||
|
40 |
+0,8 |
32 |
5 |
4,0 |
0,150 |
+0,020 |
750 |
4,0 |
|
50 |
+0,8 |
40 |
6 |
5,0 |
0,200 |
+0,200 |
750 |
4,0 |
Трубы поставляются в бухтах.
Пример условного обозначения ЭГТ с наружным диаметром 32 мм из жесткого ПВХ при заказе:
труба ЭГТ ПВХ 32 ТУ 6-19-051-419-84
Приложение 6
Справочное
Трубы для электропроводок гофрированные из полиэтилена (ТУ-6-10-051-518-87), сортамент
|
Наружный диаметр, Dн, мм |
Внутренний диаметр, Dвн, мм |
Размер профиля гофра, мм |
Средняя толщина стенки, мм |
Теоретическая масса 1 м, кг |
Усилие сжатия, Н, не менее |
|||
|
Номин. |
Доп. откл. |
Шаг, мм t |
Ширина гофра в |
Номин. |
Доп. откл. |
|||
|
16 |
-0,4 |
13 |
2,5 |
1.6 |
0,25 |
0,030 |
+0,005 |
320 |
|
20 |
-0,5 |
16 |
3,0 |
2,0 |
0,35 |
0,040 |
+0,005 |
320 |
|
25 |
-0,7 |
20 |
4,0 |
3,0 |
0,50 |
0,060 |
+0,010 |
320 |
|
32 |
-0,9 |
25 |
5,0 |
3,5 |
0,60 |
0,090 |
+0,010 |
320 |
|
40 |
-1,0 |
32 |
6,0 |
4,0 |
0,70 |
0.120 |
+0,015 |
320 |
Трубы поставляются в бухтах.
Пример условного обозначение ЭГТ наружным диаметром 32 мм при заказе:
труба ЭГТ-ПЭ-32, ТУ 6-10-051-518-87.

Приложение 7
Справочное
Трубы электротехнические гофрированные из вторичного полиэтиленового сырья
(ТУ 63.178-117-87), сортамент
|
Наружный диаметр, мм |
Внутренний диаметр, мм |
Толщина стенки, мм |
Усилие сжатия, Н |
Теоретическая масса 1 м, кг |
Предельное отклонение |
|||
|
Номинальный |
Предельные отклонения |
Номинальный |
Предельное отклонение |
Номинальная |
Предельное отклонение |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
16 |
±0,3 |
10,7 |
-0,2 |
0,7 |
±0,2 |
320 |
0,030 |
0,0075 |
|
+0,2 |
||||||||
|
20 |
±0,4 |
14,1 |
-0,3 |
0,7 |
±0,2 |
320 |
0,040 |
0,010 |
|
+0,5 |
||||||||
|
25 |
±0,4 |
18,3 |
-0,4 |
0,6 |
±0,2 |
320 |
0,060 |
0,015 |
|
+0,6 |
||||||||
|
32 |
±0,6 |
24,3 |
-0,5 |
0,7 |
±0,2 |
320 |
0,085 |
0,025 |
|
+0,7 |
||||||||
|
40 |
±0,8 |
31,2 |
-0,6 |
0,7 |
±0,2 |
320 |
0,120 |
0,020 |
|
+0,8 |
||||||||
Трубы поставляются в бухтах.
Пример условного обозначения трубы электротехнической гофрированной из вторичного полиэтилена нового сырья с наружным диаметром 25 мм при заказе:
труба гофрированная ПЭВ 25 ТУ 63-178-117-87.
Приложение 8
Справочное
Трубы напорные из непластифицированного поливинилхлорида (ТУ6-19-231-87), сортамент
|
Средний наружный диаметр, мм |
Типы СЛ |
С |
Т |
ОТ |
|||||||||
|
Ряды 25 |
16 |
10 |
6 |
||||||||||
|
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
||||||
|
Номинал. |
Пред. откл. |
Номинал. |
Пред. откл. |
Номинал. |
Пред. откл. |
Номинал. |
Пред. откл. |
Номинал. |
Пред. откл. |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
16 |
+0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,2 |
+0,4 |
0,09 |
|
20 |
+0,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,5 |
+0,4 |
0,137 |
|
25 |
+0,2 |
- |
- |
- |
- |
- |
- |
1,5 |
+0,4 |
0,174 |
1,9 |
+0,4 |
0,212 |
|
32 |
+0,2 |
- |
- |
- |
- |
- |
- |
1,8 |
+0,4 |
0,264 |
2,4 |
+0,5 |
0,342 |
|
40 |
+0,2 |
- |
- |
- |
1,8 |
+0,4 |
0,334 |
1,9 |
+0,4 |
0,350 |
3,0 |
+0,6 |
0,525 |
|
50 |
+0,2 |
- |
- |
- |
1,8 |
+0,4 |
0,422 |
2,4 |
+0,5 |
0,525 |
3,7 |
+0,6 |
0,809 |
|
63 |
+0,2 |
- |
- |
- |
1,9 |
+0,4 |
0,566 |
3,0 |
+0,5 |
0,854 |
4,7 |
+0,7 |
1,290 |
|
75 |
+0,3 |
1,8 |
+0,4 |
0,642 |
2,2 |
+0,5 |
0,782 |
3,6 |
+0,6 |
1,220 |
5,6 |
-0,6 |
1,820 |
|
90 |
+0,3 |
1,8 |
+0,4 |
0,774 |
2,7 |
+0,5 |
1,130 |
4,3 |
+0,7 |
1,750 |
6,7 |
-0,6 |
2,610 |
|
110 |
+0,3 |
2,2 |
+0,5 |
1,160 |
3,2 |
+0,6 |
1,640 |
5,3 |
+0,8 |
2,610 |
8,2 |
+1,1 |
3,90 |
Пример условного обозначения трубы из непластифицированного ПВХ без раструба диаметром 100 мм среднелегкого типа при заказе:
труба ПВХ 110СЛ техническая ТУ 6-19-231-87
Приложение 9
Справочное
Трубы напорные из полиэтилена (ГОСТ 18599-83), сортамент
|
Средний диаметр, наружный, мм |
Трубы легкого типа (Л) |
Трубы среднего типа (СЛ) |
Трубы среднего типа (С) |
Трубы тяжелого типа (Т) |
|||||||||
|
Номинальный |
Пред. откл. |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
||||
|
Номинал. |
Пред. откл. |
Номинал. |
Пред. откл. |
Номинал. |
Пред. откл. |
Номинал. |
Пред. откл. |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
16 |
+0,4 |
- |
- |
- |
- |
- |
- |
2,0 |
+0,4 |
0,089 |
2,7 |
+0,5 |
0,112 |
|
20 |
+0,5 |
- |
- |
- |
- |
- |
- |
2,2 |
+0,4 |
0,125 |
3,4 |
+0,6 |
0,176 |
|
25 |
+0,6 |
- |
- |
- |
2,0 |
+0,4 |
0,146 |
2,7 |
+0,5 |
0,189 |
4,2 |
+0,7 |
0,271 |
|
32 |
+0,7 |
2,0 |
+0,4 |
0,190 |
2,4 |
+0,5 |
0,226 |
3,5 |
+0,6 |
0,311 |
5,4 |
+0,8 |
0,441 |
|
40 |
+0,8 |
2,0 |
+0,4 |
0,241 |
3,0 |
+0,5 |
0,364 |
4,3 |
+0,7 |
0,477 |
6,7 |
+0,9 |
0,682 |
|
50 |
+1,0 |
2,4 |
+0,5 |
0,364 |
3,7 |
+0,6 |
0,534 |
5,4 |
+0,8 |
0,745 |
8,4 |
+1,1 |
1,070 |
|
63 |
+1,1 |
3,0 |
+0,5 |
0,564 |
4,7 |
+0,7 |
0,850 |
6,7 |
+0,9 |
1,170 |
10,5 |
+1,3 |
1,680 |
|
75 |
+1,3 |
3,6 |
+0,5 |
0,805 |
5,6 |
+0,8 |
1,200 |
8,1 |
+1,1 |
1,670 |
12,5 |
+1,5 |
2,380 |
|
90 |
+1,6 |
4,3 |
+0,7 |
1,150 |
6,7 |
+0,9 |
1,720 |
9,7 |
+1,2 |
2,380 |
15,0 |
+1,7 |
3,420 |
|
110 |
+1,8 |
5,3 |
+0,8 |
1,730 |
8,1 |
+1,1 |
2,540 |
11,8 |
+1,4 |
3,540 |
18,4 |
+2,1 |
5,110 |
|
Трубы из полиэтилена низкого давления |
|||||||||||||
|
16 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,0 |
+0,4 |
0,092 |
|
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,0 |
+0,4 |
0,118 |
|
25 |
- |
- |
- |
- |
- |
- |
- |
2,0 |
+0,4 |
0,151 |
2,3 |
+0,5 |
0,172 |
|
32 |
- |
- |
- |
- |
- |
- |
- |
2,0 |
+0,4 |
0,197 |
3,0 |
+0,5 |
0,280 |
|
40 |
- |
- |
- |
- |
2,0 |
+0,4 |
0,249 |
2,3 |
+0,5 |
0,286 |
3,7 |
+0,6 |
0,432 |
|
50 |
- |
- |
- |
- |
2,0 |
+0,4 |
0,315 |
2,9 |
+0,5 |
0,443 |
4,6 |
+0,7 |
0,669 |
|
63 |
+1,1 |
2,0 |
+0,4 |
0,401 |
2,5 |
+0,5 |
0,497 |
3,6 |
+0,6 |
0,691 |
5,8 |
+0,8 |
1,060 |
|
75 |
+1,3 |
2,0 |
+0,4 |
0,481 |
2,9 |
+0,5 |
0,678 |
4,3 |
+0,7 |
0,981 |
6,9 |
+0,9 |
1,490 |
|
90 |
+1,6 |
2,2 |
+0,5 |
0,643 |
3,5 |
+0,6 |
0,982 |
5,1 |
+0,8 |
1,390 |
8,2 |
+1,1 |
2,130 |
|
110 |
+1,8 |
2,7 |
+0,5 |
0,946 |
4,3 |
+0,7 |
1,470 |
6,3 |
+0,9 |
2,090 |
10,0 |
+1,2 |
3,160 |
Пример условного обозначения трубы напорной из полиэтилена высокого давления диаметром 90 мм среднего типа при заказе:
труба ПВД90С техническая ГОСТ 18599-83
Приложение 10
Справочное
Трубы полипропиленовые напорные (ТУ 38-102-100-76), сортамент
|
Средний наружный диаметр, мм |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
|
20 |
+0,8 |
2,0 |
+0,4 |
0,123 |
|
25 |
+0,9 |
2,0 |
+0,4 |
0,16 |
|
32 |
+1,0 |
2,0 |
+0,4 |
0,25 |
|
40 |
+1,1 |
2,3 |
+0,5 |
0,3 |
|
40 |
+1,1 |
4,5 |
+0,5 |
0,5 |
|
50 |
+1,3 |
2,8 |
+0,5 |
0,45 |
|
63 |
+1,5 |
3,6 |
+0,6 |
0,72 |
|
75 |
+1,7 |
4,3 |
+0,7 |
1,02 |
|
110 |
+2,2 |
6,2 |
+0,8 |
2,07 |
|
160 |
+2,5 |
9,1 |
+1,1 |
4,45 |
|
180 |
+2,7 |
10,5 |
+1,4 |
5,8 |
Пример условного обозначения трубы, изготовленной из полипропилена диаметром 63 мм, среднего типа при заказе:
труба ПП63 С ТУ 38-102-100-76
Приложение 11
Справочное
Трубы из вторичного полиэтилена (ТУ 6-19-133-79), сортамент
|
Средний наружный диаметр, мм |
Толщина стенки, мм |
Теоретическая масса, кг |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Марка А (r = 0,92 г/см2) |
Марка Б. В. Г. (r = 0,935 г/см2) |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
20 |
+0,6 |
2,0 |
+0,5 |
0,124 |
0,126 |
|
25 |
+0,7 |
2,0 |
+0,5 |
0,160 |
0,165 |
|
32 |
+0,8 |
2,4 |
+0,5 |
0,245 |
0,250 |
|
40 |
+0,9 |
3,0 |
+0,6 |
0,380 |
0,380 |
|
50 |
+1,1 |
3,7 |
+0,7 |
0,580 |
0,590 |
|
63 |
+1,3 |
4,7 |
+0,9 |
0,920 |
1,135 |
|
75 |
+1,4 |
5,6 |
+1,0 |
1,290 |
1,310 |
|
90 |
+1,7 |
6,7 |
+1,2 |
1,855 |
1,885 |
|
110 |
+2,0 |
8,1 |
+1,4 |
2,730 |
2,780 |
|
125 |
+2,1 |
9,3 |
+1,5 |
3,530 |
3,590 |
|
140 |
+2,3 |
10,4 |
+1,7 |
4,420 |
4,490 |
|
160 |
+2,6 |
11,9 |
+2,0 |
5,790 |
5,850 |
Пример условного обозначения трубы с наружным диаметром 40 мм, изготовленного из вторичного полиэтилена:
труба ПЭВ ТУ 6-19-133-79
Приложение 12
Справочное
Электросварные трубы (ГОСТ 10704-76*), сортамент
|
Наружный диаметр, мм |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
|
(для соединения на накатной резьбе) |
||
|
20 |
1,6 |
0,726 |
|
26 |
1,8 |
1,07 |
|
32 |
2,0 |
1,48 |
|
47 |
2,0 |
2,21 |
|
59 |
2,0 |
2,82 |
|
(для безрезьбового соединения) |
||
|
18 |
1,6 |
0,647 |
|
25 |
1,6 и 1,8 |
0,925 и 1,03 |
|
30 и 33 |
1,8 и 2,0 |
1,25 и 1,53 |
|
45 и 48 |
2,0 |
2,12 и 2,27 |
|
57 и 60 |
2,0 |
2,71 и 2,86 |
Приложение 13
Справочное
Трубы водогазопроводные (ГОСТ 3262-75*), сортамент
|
Условный проход, мм |
Размер резьбы трубной, дюйм |
Наружный диаметр, мм |
Толщина стенки, мм |
Теоретическая масса 1 м, кг |
|
Легкие водогазопроводные |
||||
|
15 |
1/2 |
21,3 |
2,5 |
1,16 |
|
20 |
3/4 |
26,8 |
2,5 |
1,50 |
|
25 |
1 |
33,5 |
2,8 |
2,12 |
|
32 |
1 1/4 |
42,3 |
2,8 |
2,73 |
|
40 |
1 1/2 |
48,0 |
3,0 |
3,33 |
|
50 |
2 |
60,0 |
3,0 |
4,22 |
|
65 |
2 1/2 |
75,5 |
3,2 |
5,71 |
|
80 |
3 |
88,5 |
3,5 |
7,34 |
|
Обыкновенные водогазопроводные |
||||
|
15 |
1/2 |
21,3 |
2,8 |
1,28 |
|
20 |
3/4 |
26,8 |
2,8 |
1,66 |
|
25 |
1 |
33,5 |
3,2 |
2,39 |
|
32 |
1 1/4 |
42,3 |
3,2 |
3,09 |
|
40 |
1 1/2 |
48,0 |
3,5 |
3,84 |
|
50 |
2 |
60,0 |
3,5 |
4,88 |
|
65 |
2 1/2 |
75,5 |
4,0 |
7,05 |
|
80 |
3 |
88,5 |
4,0 |
8,34 |
Приложение 14
Справочное
Муфты по ГОСТ 8966-75 для водогазопроводных труб
|
Условный проход, мм |
Резьба, дюйм |
Длина муфты, мм |
Толщина стенки, мм |
Масса без покрытия, кг |
|
15 |
1/2 |
34 |
4,0 |
0,067 |
|
20 |
3/4 |
36 |
4,0 |
0,086 |
|
25 |
1 |
43 |
5,0 |
0,163 |
|
32 |
1 1/4 |
48 |
5,0 |
0,220 |
|
40 |
1 1/2 |
48 |
5,0 |
0,225 |
|
50 |
2 |
56 |
5,5 |
0,409 |
|
65 |
2 1/2 |
65 |
6,0 |
0,663 |
|
80 |
3 |
71 |
6,0 |
0,838 |
Контргайки по ГОСТ 8968-75 для водогазопроводных труб
|
Условный проход, мм |
Резьба, дюйм |
Высота, мм |
Размер под ключ, мм |
Диаметр наружный, мм |
Масса без покрытии, кг |
|
15 |
1/2 |
8 |
32 |
36,9 |
0,037 |
|
20 |
3/4 |
9 |
36 |
41,6 |
0,044 |
|
25 |
1 |
10 |
46 |
53,1 |
0,076 |
|
32 |
1 1/4 |
10 |
55 |
63,5 |
0,105 |
|
40 |
1 1/2 |
10 |
60 |
69,4 |
0,113 |
|
50 |
2 |
10 |
75 |
68,5 |
0,174 |
|
(65) |
2 1/2 |
12 |
95 |
110,0 |
0,334 |
|
(80) |
3 |
12 |
105 |
121,0 |
0,347 |
Примечание: В скобках указаны контргайки, которые изготавливаются по требованию потребителя.
Сгоны по ГОСТ 8969-75
|
Условный проход, мм |
Резьба, дюйм |
Короткая резьба, мм |
Длинная резьба, мм |
Длина сгона, мм |
Масса без покрытия, кг |
|
15 |
1/2 |
9,0 |
40 |
100 |
0,094 |
|
20 |
3/4 |
10,5 |
45 |
110 |
0,134 |
|
25 |
1 |
11,0 |
50 |
130 |
0,243 |
|
32 |
1 1/4 |
13,0 |
55 |
130 |
0,336 |
|
40 |
1 1/2 |
15,0 |
60 |
150 |
0,463 |
|
50 |
2 |
17,0 |
65 |
150 |
0,608 |
|
(65) |
2 1/2 |
19,5 |
75 |
170 |
1,027 |
|
(80) |
3 |
22,0 |
85 |
180 |
1,229 |
Примечание: В скобках указаны сгоны, которые изготавливаются по требованию потребителя
Приложение 15
Рекомендуемое
Таблица выбора типа пластмассовых труб
|
Вид прокладки труб |
|||||
|
Поливинилхлоридные |
Полиэтиленовые, полипропиленовые |
||||
|
Технические условия |
Технические данные |
Указания по применению |
ГОСТ, технические условия |
Технические данные |
Указания по применению |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Открытая, скрытая прокладка за подвесными непроходными потолками из негорючих материалов, в перегородках из гипсокартонных листов по ГОСТ 6266-81* на металлическом каркасе |
|||||
|
Из вторичного и первичного сырья |
Рекомендуется из вторичного сырья |
||||
|
Dн = 16-40 мм тип У |
|||||
|
Dн = 50-90 мм тип Н |
Допускается из первичного сырья |
||||
|
Dн = 16-20 мм тип ОТ |
Допускается |
||||
|
Dн = 25-40 мм тип Т |
|||||
|
Dн = 50-90 мм тип С |
|||||
|
ТУ 6-19-051-419-84 |
Dн = 16-50 мм Гофрированные |
Рекомендуется для криволинейных участков трассы |
|||
|
Скрытая в заштукатуриваемых бороздах стен, подливке пола, фундаментах и межфундаментном пространстве, зданиях из монолитного железобетона |
|||||
|
Из вторичного и первичного сырья Dн = 16-40 мм тип У |
В заштукатуриваемых бороздах стен. Рекомендуется из вторичного сырья, допускается из первичного. |
ТУ 63-178-117-87 |
Из вторичного сырья Dн = 16-40 мм |
Рекомендуется |
|
|
Dн = 50-90 мм тип Н |
ТУ 63-178-103-85 |
Из вторичного сырья Dн = 20-32 мм |
Рекомендуется |
||
|
Dн = 16-20 мм тип ОТ Dн = 25-90 мм тип Т |
Допускается там же |
ТУ 6-19-133-79 |
Из вторичного сырья Dн = 20-90 мм |
Рекомендуется |
|
|
ТУ 6-19-051-575-85 |
Из наполненного ПЭ Dн = 16-90 мм |
Рекомендуется |
|||
|
Из ПЭ высокого и низкого давления Dн = 16-20 мм тип Т Dн = 25-90 мм тип С |
Допускается |
||||
|
ТУ-19-051-518-87 |
гофрированные из ПЭ низкого давление Dн = 16-40 мм |
Рекомендуется в заштукатуриваемых бороздах стен |
|||
|
Скрытая замоноличенная в строительных конструкциях при их изготовлении |
|||||
|
Из первичного сырья Dн = 16-40 мм тип У |
Допускается при температуре термообработки изделий до 80° С в горизонтальных формах |
Из ПЭ низкого давления Dн = 16-20 мм тип Т Dн = 25-50 мм тип С |
Рекомендуется при температуре термообработки изделий до 100 °С в вертикальных формах и 110 °С - в горизонтальных |
||
|
Из первичного сырья Dн = 16-20 мм тип ОТ Dн = 25-40 мм тип Т |
ТУ 6-19-051-518-87 |
Гофрированные из ПЭ низкого давления Dн = 16-40 мм |
|||
|
ТУ 6-19-051-575-85 |
Из ПЭ наполненного Dн = 16-50 мм |
||||
|
Из ПЭ высокого давления Dн = 25-50 мм тип Т Dн = 25-50 мм тип С |
Рекомендуется при температуре термообработки изделий до 90 °С |
||||
|
ТУ 63-178-117-37 |
Из ПЭ вторичного Dн = 16-40 мм |
||||
|
ТУ 38-102-100-76 |
Из ПП первичного Dн = 20-50 мм тип C |
Рекомендуется при температуре термообработки изделий до 120 °С |
|||
* Допускается применение полиэтиленовых труб в перегородках
|
Условное обозначение: |
Dн - наружный диаметр трубы |
|
Тип трубы: |
Н - нормальный; |
|
С -средний; |
|
|
У - усиленный; |
|
|
Т - тяжелый; |
|
|
ОТ - особо тяжелый |
Приложение 16
Рекомендуемое
Номенклатура лаков и красок для труб
|
Тип |
ГОСТ, ТУ |
Характеристика |
Область применения |
|
1 |
2 |
3 |
4 |
|
Лак БТ-5100 |
Растворы нефтепродуктов в смеси уайтспирита, скипидара и бензола; полностью высыхает за 2 часа |
Помещения с нормальной средой |
|
|
Эмаль НЦ-1125 |
ГОСТ 8930-73 |
Атмосферостойкая, прочная; хорошо сцепляется с окрашиваемой поверхностью, высыхает за 20-30 мин. |
Наружные установки |
|
Эмаль НЦ-132П |
Маслостойкая, эластичная; покрывать по грунтовке ГФ-020; без грунта наносить в 2 слоя; высыхает при 18-23 °С за 3 часа |
Маслоподвалы прокатных станов и т.п. |
|
|
Пентафталевые эмали: |
Атмосферостойкие, водостойкие, высыхают при 18-24 °С за 24-48 час. |
Защита труб в особо сырых помещениях и наружных установках |
|
|
ПФ-115 черная и серая или ПФ-133 Лак БТ-577 Краска БТ-177 |
Антикоррозионное и декоративное термостойкое покрытие, краска БТ-177 - суспензия лака БТ-577 и алюминиевой пудры ПАК-3 или ПАК-4; высыхают за 16-24 час. |
Защита от атмосферной коррозии в наружных установках |
|
|
Лак ХВ-784 Эмаль ХВ-785 серая |
Химически стойкие перхлорвиниловые лаки, эмали для защиты металлических труб и конструкций от воздействия агрессивных газов, кислот и слабых щелочей; высыхают при 18-22 °С за 1-2 час. |
Защита труб в сырых и особо сырых помещениях с агрессивными средами |
Приложение 17
Справочное
Механизмы для обработки стальных труб
|
Трубоотрезной механизм COT |
|
|
Диаметр отрезаемых труб, мм |
20-60 |
|
Наибольшая толщина стенки трубы, мм |
4,5 |
|
Наименьшая длина трубы, мм |
50 |
|
Электродвигатель |
|
|
тип |
АОЛ2-34-М10 |
|
мощность, кВт |
3 |
|
частота вращения, об/мин. |
1500 |
|
Расход воздуха на одну отрезку, м3 |
0,001 |
|
Габаритные размеры, мм |
850x520x1240 |
|
Масса, кг |
482 |
|
Изготовление по ТУ 36-1811-74 |
|
|
Станок СНТ для нарезания резьбы на трубах |
|
|
Предназначен для нарезания трубной резьбы диаметром 1/2" - 2 1/2" и метрической резьбы с шагам до 3 мм на трубах, прутках и шпильках диаметром 21,3 - 75,5 мм. |
|
|
Наибольшая длина нарезки, мм |
120 |
|
Электродвигатель |
|
|
тип |
АО2-32-4 |
|
мощность, кВт |
1 |
|
частота вращения, об/мин. |
1500 |
|
Габаритные размеры, мм |
1500x750x1160 |
|
Масса, кг |
550 |
|
Изготовление по ТУ 36-1810-74 |
|
|
Универсальный шинотрубогиб УШТМ-2 |
|
|
Предназначен для гибки на угол 90° стальных труб и шин |
|
|
Диаметр изгибаемых труб, мм |
30-60 |
|
Радиусы изгиба трубы, мм |
200, 250, 400 |
|
Длительность изгибания одной трубы на угол 90°, с |
8 |
|
Сечение изгибаемых шин, мм |
10x100 |
|
Радиус изгибаемых шин по ребру, мм |
|
|
от 3х30 до 6x50 |
45 |
|
от 6x60 до 10x100 |
80 |
|
Электродвигатель: |
|
|
мощность, кВт |
3,0 |
|
частота вращения, об/мин |
950 |
|
Габаритные размеры, мм |
790x750x1100 |
|
Масса, кг |
960 |
|
Изготовление по ТУ 36-70-75 |
|
Приложение 18
Справочное
Технологическая линия по обработке стальных труб*
|
Диаметр труб, дюйм |
1/2" - 2 1/2" |
|
Длина труб, м |
до 11 |
|
Производительность, км/час |
1,2 |
|
Количество обслуживающего персонала, чел. |
4 |
|
Занимаемая производственная площадь, м2 |
400 |
Приложение 19
Справочное
Механизм для изготовления муфт из пластмассовых труб*
|
Диаметр труб, мм |
20, 25, 32, 40, 50, 63 |
|
Производительность, шт./час |
250 |
|
Мощность нагревательной печи, кВт |
2 |
|
Режим работы |
автоматический |
|
Ток переменный |
380 В, 50 Гц |
|
Сжатый воздух |
0,4-0,6 мПа |
* Механизмы разработаны ВНИИПЭМ, изготавливаются по заказам организаций
Приложение 20
Справочное
Механизм для изготовления угловых элементов из пластмассовых труб
|
Диаметр труб, мм |
20, 25, 32, 40, 50, 63 |
|
Производительность, шт./час |
120 |
|
Мощность нагревательной печи, кВт |
8 |
|
Режим работы |
автоматический |
|
Ток переменный |
380 В, 50 Гц |
|
Сжатый воздух |
0,4-0,6 мПа |
Приложение 21
Рекомендуемое
Таблица выбора стальных и пластмассовых труб для изготовления колен и прямых элементов
|
Размеры, мм |
||||||||||
|
Труба полиэтиленовая ГОСТ 18599-83 |
Труба электросварная ГОСТ 10704-76 |
Труба легкая водогазопроводная ГОСТ 3262-75 |
||||||||
|
Диаметр трубы |
Толщина стенки |
Характеристика материала и тип трубы |
Диаметр трубы |
Толщина стенки |
Услов. проход |
Диаметр трубы |
Толщина стенки |
|||
|
наружн. |
внутр. |
наружн. |
внутр. |
наружн. |
внутр. |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
25 |
19,6 |
2,7 |
полиэтилен высокого давления, средний тип |
25 |
21,8 |
1,6 |
20 |
26,8 |
21,8 |
2,5 |
|
32 |
25,0 |
3,5 |
33 |
29,0 |
2,0 |
25 |
33,5 |
27,9 |
2,8 |
|
|
40 |
31,4 |
4,3 |
48 |
44,0 |
2,0 |
40 |
48,0 |
42,0 |
3,0 |
|
|
50 |
39,2 |
5,4 |
48 |
44,0 |
2,0 |
40 |
48,0 |
42,0 |
3,0 |
|
|
63 |
55,8 |
3,6 |
полиэтилен низкого давления, средний тип |
60 |
56 |
2,0 |
50 |
60,0 |
54,0 |
3,0 |
|
75 |
66,4 |
4,3 |
- |
- |
- |
65 |
75,5 |
69,1 |
3,2 |
|
|
90 |
79,8 |
5,1 |
- |
- |
- |
80 |
88,5 |
81,5 |
3,5 |
|
Приложение 22
Рекомендуемое
Методика выбора труб для прокладки проводов и кабелей
1. По табл. 1, 2 и 3 следует выбирать трубы для прокладки:
проводов всех марок и сечений;
силовых кабелей с пластмассовой или резиновой изоляцией, в пластмассовой или резиновой оболочке, на номинальное напряжение до 1 кВ (с медными жилами всех сечений, с алюминиевыми жилами сечением до 16 мм2 включительно);
контрольных кабелей с медными или алюминиевыми жилами, с пластмассовой или резиновой изоляцией, в пластмассовой, резиновой или свинцовой оболочке.
2. Шифр сложности трассы прокладки труб должен определяться по табл. 4 в зависимости от длины участка трубной трассы, количества и значения имеющихся на ней углов.
3. Для выбора трубы необходимо:
определить по справочнику наружный диаметр (d1, мм) провода или кабеля. Для табл. 1 этот диаметр является исходной величиной. В случае прокладки двух и более проводов (кабелей) в одной трубе исходную величину следует определять по графе «Исходная величина» в табл. 2.3;
в графе табл. 1, 2 или 3, соответствующей принятому по табл. 4 шифру сложности трассы прокладки труб (А, Б или В), и по исходной величине находят равное или ближайшее большее число. По этому числу в верхней части таблицы находят искомую величину - наружный диаметр трубы.
4. Расчетные формулы для таблиц:
табл.1
![]() ; табл. 2
; табл. 2 ![]() ;
;
табл.
3 ![]()
Обозначения, принятые в формулах в таблицах:
d, d1, d2 ... dn - наружный диаметр проводов (кабелей),мм;
n, n1, n2 ... nn - количество проводов данного диаметра;
D - внутренний диаметр трубы, мм;
К - коэффициент заполнения трубы.
Для проводов с однопроволочными жилами эти формулы действительны для сечений до 16 мм2 включительно. По этим же формулам выбирают трубы для прокладки контрольных кабелей, а также силовых кабелей с алюминиевыми жилами сечением до 16 мм2 включительно.
Таблица 1
Выбор труб при прокладке одного одножильного или многожильного провода (кабеля) в трубе
|
Исходная величина, мм |
Шифр сложности трассы прокладки труб |
Наружный диаметр трубы, мм |
Коэффициент заполнения труб К |
||||||||
|
16 |
20 |
25 |
32 |
40 |
50 |
63 |
75 |
90 |
|||
|
d1 не более |
А |
7 |
9 |
12 |
15 |
19 |
23 |
34 |
40 |
48 |
1,65 |
|
Б |
8 |
11 |
14 |
18 |
22 |
28 |
40 |
47 |
57 |
1,40 |
|
|
В |
9 |
13 |
16 |
20 |
25 |
31 |
45 |
53 |
64 |
1,25 |
|
Таблица 2
Выбор труб при прокладке двух одножильных или многожильных проводов (кабелей) в трубе
|
Исходная величина, мм |
Шифр сложности трассы прокладки труб |
Наружный диаметр трубы, мм |
Коэффициент заполнения труб К |
||||||||
|
16 |
20 |
25 |
32 |
40 |
50 |
63 |
75 |
90 |
|||
|
|
А |
4 |
7 |
9 |
11 |
14 |
21 |
24 |
29 |
2,70 |
|
|
Б |
6 |
8 |
10 |
12 |
15 |
22 |
26 |
32 |
2,50 |
||
|
В |
5 |
13 |
16 |
23 |
27 |
33 |
2,40 |
||||
Таблица 3
Выбор труб при прокладке трех и более одножильных или многожильных проводов (кабелей) в трубе
|
Исходная величина, мм |
Шифр сложности трассы прокладки труб |
Наружный диаметр трубы, мм |
Коэффициент заполнения труб К |
||||||||
|
16 |
20 |
25 |
32 |
40 |
45 |
63 |
75 |
90 |
|||
|
|
А |
45 |
80 |
120 |
200 |
310 |
490 |
1030 |
1400 |
2030 |
0,32 |
|
Б |
55 |
100 |
150 |
250 |
390 |
610 |
1280 |
1760 |
2540 |
0,40 |
|
|
В |
65 |
115 |
170 |
280 |
440 |
690 |
1440 |
1980 |
2850 |
0,45 |
|
Таблица 4
Определение группы и шифра сложности трассы прокладки труб

Пример 1. Следует проложить два провода с наружным диаметром 15 мм в трубе длиной 25 м c двумя углами изгиба 90°.
По таблице 4 определяем, что шифр сложности трассы прокладки трубы будет Б. При этом исходная величина
![]() мм
мм
При этой исходной величине и шифре Б по таблице 2 определяем, что наружный диаметр труб следует выбирать 50 мм.
Пример 2. Следует проложить три провода с наружным диаметром 11 мм в трубе длиной 20 м с двумя углами изгиба 90° и двумя - 120°. По таблице 4 определяем, что шифр сложности трассы прокладки трубы будет Б. При этом исходная величина 3d2 = 3 x 112 = 363 мм2. При этой исходной величине и шифре Б по таблице 3 определяем, что наружный диаметр трубы следует выбирать 40 мм.
5. Выбор труб для прокладки силовых небронированных кабелей с однопроволочными жилами сечением 25 - 120 мм2 на номинальное напряжение до 1 кВ, с пластмассовой или резиновой изоляцией, в пластмассовой или резиновой оболочке производится по ГОСТ 16442-80 и ГОСТ 443-73.
В зависимости от шифра сложности трассы труб, определяемого количеством и величиной изгиба труб по трассе, ее длины, определяют коэффициент заполнения трубы - К. При этом внутренний диаметр трубы D равен:
D = K d
где d - наружный диаметр кабеля, мм.
В одной трубе не рекомендуется прокладывать два и более кабелей.
При необходимости прокладки в трубах кабелей с однопроволочными алюминиевыми жилами сечением 150 мм2 и более, следует принимать кабели меньшего сечения, увеличивая при этом их большее количество на линию.
6. В табл.5 приведены данные выбора пластмассовых труб для прокладки одножильных проводов марок АПВ и ПВ1 на номинальное напряжение до 0,66/1,1 кВ и марки АПРТО, ПРТО на номинальное напряжение 0,66 кВ, в табл. 7 - для силовых кабелей марок АВВГ, АПВГ и АПсВГ на номинальное напряжение 0,66 кВ, табл. 8 - для силовых кабелей марок АВРГ и АНРГ на 0,66 кB, в табл. 9 - для контрольных кабелей с медными жилами марок КВВГ, КВВГЭ, КПВГ, КПсВГ, КРВГ, КРНГ, КРСГ, в табл. 10 для контрольных кабелей с алюминиевыми жилами марок АКВГ, АКВВГЭ, АКПВГ, АКПсВГ, АКРВГ, АКРНГ.
Таблица 5
Одножильные провода марок АПВ* и ПВ1 на номинальное напряжение до 0,66/1,1 кВ частотой до 400 Гц марок АПРТО и ПРТО на номинальное напряжение 0,66 кВ
|
Сечение жилы, мм2 |
Шифр сложности прокладки трубы |
Наружный диаметр трубы, мм при количестве проводов в трубе |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|||
|
1 |
А |
32 |
||||||||||
|
Б |
25 |
|||||||||||
|
В |
||||||||||||
|
1,5 |
А |
|||||||||||
|
Б |
20 |
25 |
32 |
|||||||||
|
В |
||||||||||||
|
2,5 |
А |
40 |
||||||||||
|
Б |
16 |
25 |
32 |
|||||||||
|
В |
||||||||||||
|
4 |
А |
25 |
40 |
|||||||||
|
Б |
20 |
32 |
||||||||||
|
В |
25 |
|||||||||||
|
6 |
А |
25 |
||||||||||
|
Б |
20 |
25 |
32 |
40 |
||||||||
|
В |
||||||||||||
|
10 |
А |
|||||||||||
|
Б |
25 |
32 |
40 |
|||||||||
|
В |
||||||||||||
|
16 |
А |
|||||||||||
|
Б |
20 |
32 |
40 |
50 |
||||||||
|
В |
||||||||||||
|
25 |
А |
25 |
||||||||||
|
Б |
40 |
50 |
||||||||||
|
В |
20 |
|||||||||||
|
35 |
А |
32 |
63 |
|||||||||
|
Б |
25 |
40 |
50 |
|||||||||
|
В |
||||||||||||
|
50 |
А |
40 |
||||||||||
|
Б |
32 |
|||||||||||
|
В |
25 |
50 |
||||||||||
|
70 |
А |
40 |
||||||||||
|
Б |
32 |
|||||||||||
|
В |
63 |
|||||||||||
|
95 |
А |
50 |
75 |
|||||||||
|
Б |
40 |
|||||||||||
|
В |
32 |
|||||||||||
|
120 |
А |
50 |
75 |
90 |
||||||||
|
Б |
75 |
|||||||||||
|
В |
40 |
|||||||||||
Таблица 6
Многожильные провода марок АПРТО и ПРТО на номинальное напряжение 0,66 кВ
|
Сечение жилы, мм2 |
Шифр сложности прокладки трубы |
Наружный диаметр трубы, мм при количестве жил в проводе |
|||||||
|
2 |
3 |
3+1* |
4 |
7 |
10 |
14 |
|||
|
1 |
А |
20 |
|||||||
|
Б |
16 |
||||||||
|
В |
|||||||||
|
1,5 |
А |
25 |
40 |
||||||
|
Б |
20 |
32 |
|||||||
|
В |
16 |
25 |
|||||||
|
2,5 |
А |
25 |
32 |
40 |
50 |
||||
|
Б |
20 |
25 |
40 |
||||||
|
В |
16 |
32 |
|||||||
|
4 |
А |
25 |
32 |
||||||
|
Б |
20 |
||||||||
|
В |
25 |
||||||||
|
6 |
А |
25 |
32 |
40 |
|||||
|
Б |
25 |
32 |
|||||||
|
В |
20 |
||||||||
|
10 |
А |
40 |
50 |
||||||
|
Б |
25 |
32 |
40 |
||||||
|
В |
20 |
25 |
|||||||
|
16 |
А |
40 |
50 |
||||||
|
Б |
32 |
40 |
|||||||
|
В |
|||||||||
|
25 |
А |
50 |
63 |
||||||
|
Б |
50 |
||||||||
|
В |
40 |
||||||||
|
35 |
А |
63 |
|||||||
|
Б |
50 |
||||||||
|
В |
|||||||||
|
50 |
А |
75 |
|||||||
|
Б |
63 |
||||||||
|
В |
50 |
||||||||
|
70 |
А |
75 |
|||||||
|
Б |
63 |
||||||||
|
В |
|||||||||
|
95 |
А |
75 |
90 |
||||||
|
Б |
75 |
||||||||
|
В |
63 |
||||||||
|
120 |
А |
90 |
|||||||
|
Б |
75 |
||||||||
|
В |
63 |
75 |
|||||||
* 4-я жила нулевая или заземляющая
Таблица 7
Силовые кабели марок АВВГ, АПВГ и АПсВГ на номинальное напряжение до 1кВ
|
Сечение жилы, мм |
Шифр сложности прокладки трубы |
Наружный диаметр трубы, мм, при количестве жил в кабеле |
||||
|
1 |
2 |
3 |
3+1* или 4** |
|||
|
А |
32 |
|||||
|
2,5 |
Б |
16 |
25 |
|||
|
В |
||||||
|
4 |
А |
20 |
||||
|
Б |
16 |
32 |
||||
|
В |
25 |
|||||
|
6 |
А |
20 |
40 |
|||
|
Б |
16 |
32 |
||||
|
В |
25 |
|||||
|
10 |
А |
40 |
50 |
|||
|
Б |
20 |
32 |
40 |
|||
|
В |
||||||
|
16 |
А |
50 |
||||
|
Б |
25 |
40 |
||||
|
В |
32 |
|||||
|
25 |
А |
40 |
75 |
|||
|
Б |
63 |
|||||
|
В |
32 |
|||||
|
35 |
А |
50 |
75 |
|||
|
Б |
40 |
63 |
||||
|
В |
||||||
|
50 |
А |
50 |
90 |
|||
|
Б |
75 |
|||||
|
В |
40 |
63 |
||||
|
70 |
А |
50 |
90 |
|||
|
Б |
75 |
|||||
|
В |
40 |
63 |
||||
|
95 |
А |
65 |
90 |
|||
|
Б |
50 |
75 |
||||
|
В |
63 |
|||||
|
120 |
А |
63 |
90 |
|||
|
Б |
75 |
90 |
||||
|
В |
50 |
|||||
* 4-я жила нулевая или заземляющая
** 4 жилы одинакового сечения
Таблица 8
Силовые кабели марок АВРГ и АНРГ на номинальное напряжение 0,66 кВ
|
Сечение жилы, мм2 |
Шифр сложности прокладки трубы |
Наружный диаметр трубы, мм, при количестве жил в кабеле |
||||
|
1 |
2 |
3 |
3+1* |
|||
|
А |
32 |
|||||
|
2,5 |
Б |
16 |
||||
|
В |
25 |
|||||
|
А |
20 |
|||||
|
4 |
Б |
16 |
32 |
|||
|
В |
25 |
|||||
|
А |
20 |
40 |
||||
|
6 |
Б |
16 |
32 |
|||
|
В |
25 |
|||||
|
А |
25 |
40 |
||||
|
10 |
Б |
20 |
50 |
|||
|
В |
32 |
|||||
|
А |
32 |
50 |
63 |
|||
|
16 |
Б |
25 |
40 |
50 |
||
|
В |
||||||
|
А |
50 |
|||||
|
25 |
Б |
40 |
75 |
|||
|
В |
63 |
|||||
|
А |
50 |
90 |
||||
|
35 |
Б |
75 |
||||
|
В |
40 |
63 |
||||
|
А |
63 |
90 |
||||
|
50 |
Б |
50 |
75 |
90 |
||
|
В |
||||||
|
А |
63 |
90 |
||||
|
70 |
Б |
75 |
90 |
|||
|
В |
50 |
|||||
|
А |
||||||
|
95 |
Б |
90 |
||||
|
В |
63 |
|||||
|
А |
||||||
|
120 |
Б |
|||||
|
В |
90 |
|||||
* 4-я жила нулевая или заземляющая
Таблица 9
Контрольные кабели с медными жилами марок КВВГ, КВВГЭ, КПВГ, КПсВГ, КРВГ, КРНГ, КРСГ
|
Сечение жилы, мм2 |
Шифр сложности прокладки трубы |
Наружный диаметр трубы, мм при количестве жил в кабеле |
||||||||||
|
4 |
5 |
7 |
10 |
14 |
19 |
27 |
37 |
52 |
61 |
|||
|
А |
32 |
50 |
||||||||||
|
0,75 |
Б |
40 |
||||||||||
|
В |
25 |
32 |
50 |
63 |
||||||||
|
А |
32 |
40 |
||||||||||
|
1 |
Б |
|||||||||||
|
В |
32 |
40 |
50 |
|||||||||
|
А |
32 |
75 |
||||||||||
|
1,5 |
Б |
40 |
50 |
|||||||||
|
В |
25 |
32 |
63 |
|||||||||
|
А |
40 |
|||||||||||
|
2,5 |
Б |
32 |
50 |
|||||||||
|
В |
25 |
40 |
||||||||||
|
А |
32 |
40 |
||||||||||
|
4 |
Б |
32 |
50 |
|||||||||
|
В |
25 |
|||||||||||
|
А |
40 |
50 |
63 |
|||||||||
|
6 |
Б |
32 |
40 |
|||||||||
|
В |
50 |
|||||||||||
|
А |
50 |
63 |
||||||||||
|
10 |
Б |
40 |
50 |
|||||||||
|
В |
||||||||||||
Таблица 10
Контрольные кабели с алюминиевыми жилами марок ЛКВГ. ЛКНВГЭ, ЛКПВГ.АКПсВГ, АКРВГ, АКРНГ
|
Сечение жилы, мм2 |
Шифр сложности прокладки трубы |
Наружный диаметр трубы, мм при количестве жил в кабеле |
|||||||||
|
4 |
5 |
7 |
10 |
14 |
19 |
27 |
37 |
||||
|
А |
40 |
||||||||||
|
2,3 |
Б |
32 |
50 |
63 |
|||||||
|
В |
25 |
40 |
|||||||||
|
А |
32 |
40 |
|||||||||
|
4 |
Б |
32 |
50 |
||||||||
|
В |
25 |
||||||||||
|
А |
40 |
50 |
63 |
||||||||
|
6 |
Б |
32 |
40 |
||||||||
|
В |
50 |
||||||||||
|
А |
50 |
||||||||||
|
10 |
Б |
40 |
50 |
63 |
|||||||
|
В |
|||||||||||
Приложение 23
Справочное
|
Пневматическое приспособление ППТ-М для затяжки проводов в трубы |
|
|
Тяговая сила, кН |
3 |
|
Длина затягиваемых проводов, м |
до 40 |
|
Средняя скорость затяжки, м/мин |
10 |
|
Основные показатели источника сжатого воздуха: |
|
|
давление в системе,105 Па, не ниже |
5 |
|
расход, м3/мин, не менее |
2 |
|
Масса, кг, не более |
35 |
|
Габаритные размеры, мм |
680x1565x2360 |
|
Изготовление по ТУ 36-2375-81 |
|
|
Приспособление ПМТ для затяжки проводов в трубы |
|
|
Тяговая сила, кН |
4 |
|
Диаметр труб, мм |
21-80 |
|
Средняя скорость затяжки, м/мин |
10 |
|
Диаметр рабочей проволоки, мм |
2-5 |
|
Масса механизма-насадки, кг |
9,5 |
|
Масса приспособления (без привода), кг, не более |
30 |
|
Габаритные размеры (без привода), мм |
2050x150x850 |
|
Изготовление по ТУ 36-2622-84 |
|