|
Начальник Отдела ремонтных служб Министерства металлургии СССР А.П. Волков «___» _______________ 1991 г. |
«УТВЕРЖДАЮ» Заместитель министра Л.В. РАДЮКЕВИЧ «___» _______________ 1991 г.
|
РУКОВОДСТВО
ПО ВОССТАНОВИТЕЛЬНОМУ РЕМОНТУ ПОДКРАНОВЫХ
КОНСТРУКЦИЙ
Министерство металлургии СССР
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
Институт «Укрниипроектстальконструкция» -
А.В. Перельмутер, докт. техн. наук (руководитель работы)
Ю.С. Борисенко, канд. техн. наук
С.Ю. Фиалко, канд. техн. наук
Ассоциация ЭРКОН -
В.В. Бирюлев, докт. техн. наук
Б.Н. Васюта, канд. техн. наук
А.И. Конаков, канд. техн. наук
И.И. Крылов, канд. техн. наук
Б.Ю. Уваров, канд. техн. наук
Г.И. Балло
И.Б. Калашников
С.П. Кулешов
Главное управление ремонтных служб Минмета СССР -
Б.Ф. Ларченко
А.В. Тиков
В разработке принимали участие Р.С. Зекцер (Ленпроектстальконструкция), канд. техн. наук В.А. Шевченко (Днепрпроектстальконструкция), а также работники Магнитогорского металлургического комбината.
ВВЕДЕНИЕ
Руководство предназначено для работников служб эксплуатации и ремонтных служб на предприятиях Минмета СССР и развивает основные положения ОРД 00 000-89 «Техническая эксплуатация стальных конструкций производственных зданий» в части, касающейся подкрановых конструкций.
Руководство основано на результатах исследований, опыте проектирования и реализации мероприятий по продлению сроков эксплуатации, ремонту и увеличению ресурса подкрановых конструкций институтов Укрниипроектстальконструкция, Сибпроектстальконструкция, Ленпроектстальконструкция, Днепрпроектстальконструкция, МИСИ им. Куйбышева, НИСИ, ЧПИ, ДИСИ и ряда других организаций. Рекомендации апробированы на практике в условиях ряда металлургических комбинатов.
Все ссылки на нормативные документы и государственные стандарты приведены по состоянию на 01.01.91 г.
1. ХАРАКТЕРИСТИКА ПОДКРАНОВЫХ КОНСТРУКЦИЙ
Конструктивные решения
1.1. Подкрановые конструкции предназначены для обеспечения передвижения мостовых кранов, восприятия и передачи на каркас здания крановых нагрузок. Кроме того, являясь элементами каркаса, подкрановые конструкции выполняют также ряд дополнительных функций: горизонтальную развязку колонн из плоскости рамы, передачу на вертикальные связи между колоннами продольных усилий (от тормозных сил, ветровых нагрузок на торцы здания, температурных и сейсмических воздействий), распределение между поперечными рамами, локально действующих крановых нагрузок и обеспечение пространственной работы каркаса.
В отдельных случаях подкрановые конструкции воспринимают также нагрузки от опирающихся на них строительных и технологических конструкций (стропильные конструкции, стойки фахверка, технологические и ремонтные площадки, промышленные проводки и т.д.).
Такая передача нагрузки допустима только в тех случаях, когда это предусмотрено проектом и подкрановые конструкции рассчитаны на дополнительную нагрузку от подвешенного или установленного на них оборудования.
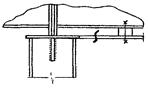
1.2. Подкрановые конструкции под мостовые опорные краны состоят: из подкрановых балок или ферм, воспринимающих вертикальные крановые нагрузки D; тормозных конструкций, воспринимающих поперечные горизонтальные воздействия T; связей, обеспечивающих жесткость и неизменяемость подкрановых конструкций; узлов, передающих крановые воздействия на колонны; крановых рельсов с элементами крепления и упоров (рис. 1.1).
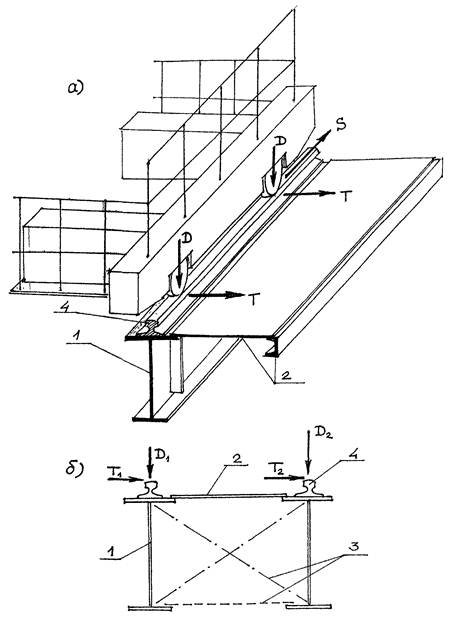
Рис. 1.1. Схема нагрузок (а) и состав подкрановых конструкций (б):
1 - подкрановая балка; 2 - тормозная конструкция; 3 - связи; 4 - рельс с креплениями
1.3. По статической схеме подкрановые балки подразделяются на:
- однопролетные разрезные балки (рис. 1.2, а);
- неразрезные балки (рис. 1.2, б);
- подкрановые фермы (рис. 1.2, в).
Если в качестве подкрановой конструкции используется подкраново-подстропильная ферма, то подкрановая балка работает как неразрезная на упруго-проседающих опорах (рис. 1.2, г).
1.4. Основным типом сечения подкрановых балок является составной (сварной) двутавр (рис. 1.3, а).
При кранах малой грузоподъемности и небольшом пролете балок (до 6 - 7 м) могут применяться прокатные двутавры (рис. 1.3, б).
В зданиях, построенных до 50-х годов, а также при кранах весьма тяжелого режима работы нередко используются клепаные балки (рис. 1.3, в).
При пролетах 12 м и более для подкрановых конструкций могут использоваться решетчатые балки с жестким верхним поясом.
В отдельных случаях для подкрановых конструкций применяют также двухстенчатые балки (рис. 1.3, г), балки на высокопрочных болтах (аналогичные клепаным) и балки с усиленным верхним поясом (рис. 1.3, д).
1.5. В зданиях, построенных до 50-х годов, подкрановые балки выполнены в основном из кипящей малоуглеродистой стали марки Ст3кп. В последующие годы для подкрановых балок использовали полуспокойную и спокойную сталь. С 70-х годов начали применять балки из низколегированных сталей марок 09Г2С, 14Г2, 10Г2С1, 15ХСНД и др., а также бистальные (пояса из низколегированной стенки из малоуглеродистой стали).
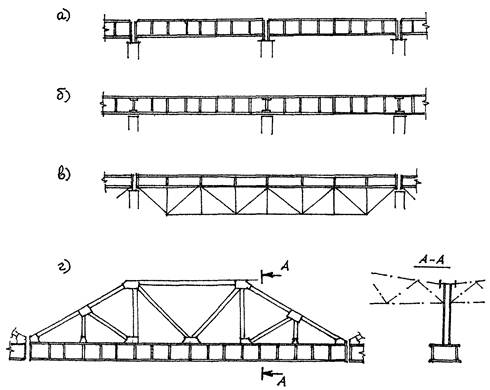
Рис. 1.2. Типы подкрановых конструкций:
а - разрезная; б - неразрезная; в - подкрановая ферма; г - подкраново-подстропильная ферма
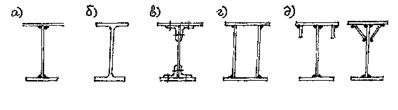
Рис. 1.3. Типы сечений подкрановых балок:
а - сварной составной двутавр; б - прокатный двутавр, в - клепаный двутавр; г - двустенчатая балка; д - с усиленным верхним поясом
1.6. Тормозные конструкции служат для восприятия поперечных горизонтальных воздействий и выполняются в виде тормозного листа (рис. 1.4, а) или тормозной фермы (рис. 1.4, б).
При кранах малой грузоподъемности поперечные горизонтальные воздействия могут восприниматься верхним поясом. Для повышения горизонтальной жесткости подкрановых балок верхний пояс может быть усилен (рис. 1.4, в).
1.7. Связи по подкрановым конструкциям устраиваются, как правило, при пролете 12 м и более. Они служат для предотвращения колебаний нижних поясов балок или ферм.
По крайним рядам устанавливают подкосы (рис. 1.5, а) или горизонтальную связевую и вертикальную вспомогательную фермы (рис. 1.5, б).
По средним рядам нижние пояса балок соединяются горизонтальной фермой, а в третях пролета могут устанавливаться вертикальные связи (рис. 1.5, в).
1.8. Вертикальное давление подкрановых балок передается на колонны с помощью опорных ребер: торцевых (рис. 1.6, а) или врезанных (рис. 1.6, б, в).
Горизонтальные продольные усилия (торможение кранов, ветровая нагрузка, действующая на торец здания, и т.д.) в связевом блоке передаются через анкерные болты крепления балок к колоннам либо через листовые планки (рис. 1.6, а).
Горизонтальные поперечные воздействия передаются на колонны через диафрагмы (рис. 1.7) или стержневые элементы (рис. 1.8), либо через упорные планки (рис. 1.9).
В зданиях старой постройки с кирпичными стенами для передачи горизонтальных поперечных воздействий нередко использовались тяжи, соединяющие балки со стеной.
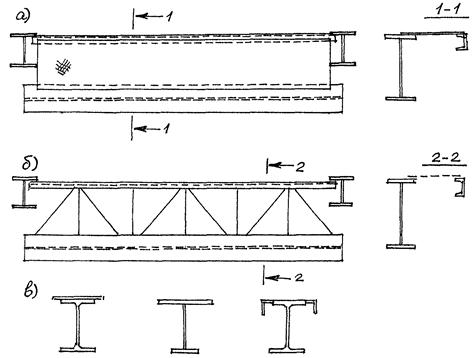
Рис. 1.4. Типы тормозных конструкций:
а - тормозной лист; б - тормозная ферма; в - усиление верхнего пояса
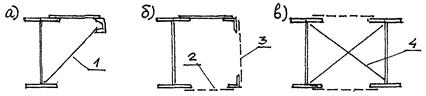
Рис. 1.5. Связи по подкрановым конструкциям:
1 - подкосы; 2 - 3 - связевые фермы; 4 - диафрагма
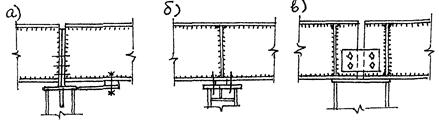
Рис. 1.6. Опирание балок на колонны (а, б, с - варианты)
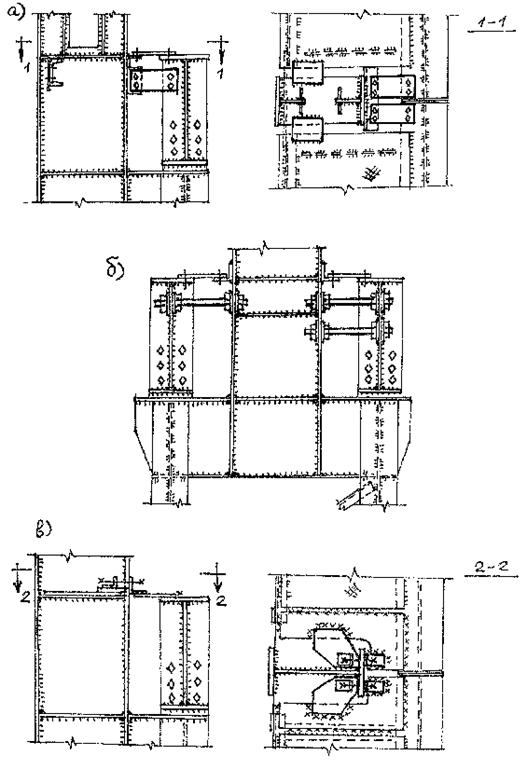
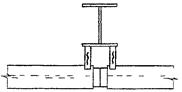
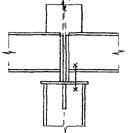
Рис. 1.7. Узлы крепления балок к колоннам:
а - с диафрагмой; б - стержневое крепление; в - с упорными планками
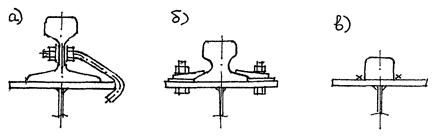
Рис. 1.8. Типы креплений кранового рельса:
а - на крючьях; б - на планках; в - на сварке
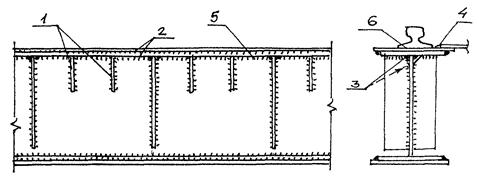
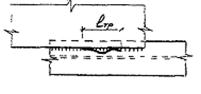
Рис. 1.9. Дефекты конструктивной формы подкрановых балок:
1 - короткие ребра жесткости; 2 - пакет поясных листов; 3 - отсутствие вырезов в ребрах жесткости; 4 - прерывистый шов крепления тормозного листа; 5 - низкое качество сварки и неполное проплавление верхнего поясного шва; 6 - неравномерность контакта пояса и рельса
1.9. В качестве подкранового рельса применяются, как правило, специальные крановые рельсы типа Кр70, Кр80, Кр100, Кр120. Для кранов грузоподъемностью до 30 т могут применяться рельсы типа Р43. Крепление рельсов Р43 осуществляется с помощью крючьев. Для крепления рельсов типа КР используются в основном одно- и двухболтовые планки (рис. 1.10).
Стыки рельсов должны обеспечивать плавный переход колес на стыкуемых участках и могут быть выполнены на болтах или на сварке. Сварка рельсов производится ванным способом. При этом должна быть обеспечена свобода перемещений в температурном шве.
1.10. По концам кранового пути для предотвращения перехода кранов за пределы пути устанавливаются крановые упоры. В целях смягчения возможных ударов к передней части упора должны быть прикреплены амортизирующие элементы (деревянный брус, пружинные буфера и т.д.).
1.11. Состояние подкрановых конструкций в значительной степени зависит от конструктивного решения и технических требований, предъявляемых при их проектировании.
В зданиях, запроектированных до 40-х годов, в основном применялись клепаные балки. При соблюдении технических требований, содержащихся в документах того времени, эти балки обладают повышенной долговечностью (сроки их эксплуатации зачастую достигают 50 - 60 лет). Вместе с тем для этих балок нередко применялась кипящая сталь без ограничения по содержанию серы, фосфора и других вредных примесей, что определяет их повышенную склонность к старению. Кроме того, при усилении таких балок с помощью сварки возможно возникновение трещин. В случае, если лист стенки клепаных балок не пристроган к верхнему поясу, заклепки крепления поясных уголков перенапрягаются и разрушаются (срез стержня, отрыв головки). Заклепки с потайной головкой, расположенные под рельсом, нередко выступают над поясом и под действием динамических нагрузок ослабляются.
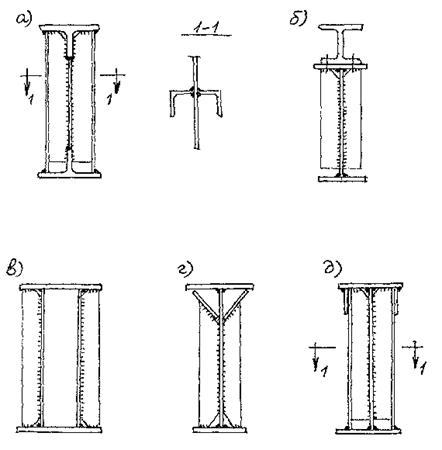
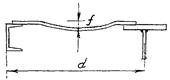
Рис. 1.10. Улучшенные конструктивные формы подкрановых балок:
а, б - с полками из широкополочных тавров и двутавров; в - двустенчатые; г, д - с усиленным верхним поясом
Сварные подкрановые балки начали широко внедряться в 40-х годах. Их основным недостатком в тот период было недостаточно высокое качество сварки, как правило, ручной (наличие дефектов швов, неполное проплавление верхнего поясного шва, использование некачественных электродов и т.д.). Допускалось применение верхнего пояса в виде сварного пакета из двух листов: при неплотном прилегании листов друг к другу, соединяющие их швы воспринимают распорные воздействия и разрушаются. Под короткими ребрами, укрепляющими стенку от потери местной устойчивости, возникают трещины. Ребра жесткости в месте крепления к верхнему поясу не имели вырезов для пропуска поясных швов. В результате в этой зоне возникает повышенная концентрация напряжений, снижающая усталостную прочность балок (рис. 1.11).
Крепление разрезных балок к колоннам осуществлялось с помощью жестких диафрагм (рис. 1.7), препятствующих свободному повороту и обжатию опорных сечений. В результате под воздействием переменных нагрузок в узлах крепления балок к колоннам появляются усталостные разрушения.
Пониженной усталостной прочностью обладают также прерывистые сварные швы, нередко применявшиеся для крепления тормозного листа к верхнему поясу.
До 60-х годов при пролетах балки 12 м и более достаточно часто применялись решетчатые конструкции, верхний пояс которых работает на сжатие с изгибом и имеет знакопеременный цикл напряжений. В узлах крепления решетки, особенно при использовании сварных соединений, возникает повышенная концентрация напряжений. Все это снижает усталостную прочность решетчатых подкрановых конструкций.
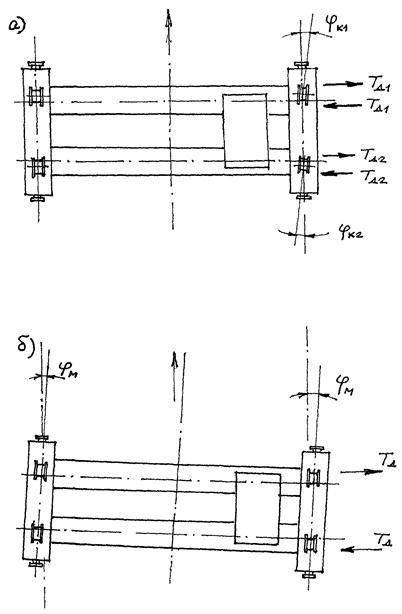
Рис. 1.11. Дефекты мостового крана:
а - перекос колес; б - перекос моста крана
В последующих нормах проектирования стальных конструкций был внесены изменения, ужесточившие требования, предъявляемые к подкрановым конструкциям, и направленные на повышение их усталостной прочности. Основными из них являются:
- требования к качеству стали для подкрановых конструкций (не допускается применение кипящей стали);
- обеспечение полного проплавления поясных швов для балок под краны режима работы 7К и 8К;
- устройство вырезов в ребрах жесткости;
- недопустимость применения прерывистых швов;
- недопустимость применения пакета из двух листов для поясов балок;
- необходимость проверки усталостной прочности верхней зоны стенки балок под краны режима работы 7К и 8К.
Однако, как показывает практика, все эти требования не обеспечивают в должной мере повышения долговечности подкрановых балок и срок их службы в цехах с кранами режима работы 7К и 8К в зонах наиболее интенсивной работы порой не превышает 4 - 5 лет. Это объясняется тем, что сварная балка двутаврового сечения не полностью соответствует условиям работы подкрановых конструкций, а именно:
- низкая крутильная жесткость верхнего пояса не обеспечивает восприятия крутящего момента от внецентренного приложения крановой нагрузки;
- наличие неровностей контакта пояса и рельса приводят к повышенным местным напряжениям в стенке;
- влияние сварки и повышенная концентрация напряжений в наиболее напряженной зоне стенки снижают усталостную прочность металла.
Часто используемые крепления балок к колоннам не соответствуют принимаемому при расчете шарнирному опиранию и в результате испытывают значительные воздействия, обычно не учитываемые при проектировании. Особенно это проявляется при использовании объединенной горизонтальной опорной пластина вместо разрезной по рис. 1.7 или общей для смежных балок вертикальной опорной пластины.
Наиболее радикальным путем обеспечения необходимой надежности и долговечности подкрановых конструкций является использование новых конструктивных форм балок, таких как:
- балки с поясами из широкополочных двутавров и тавров (рис. 1.10, а);
- двустенчатые балки (рис. 1.10, б);
- балки с усиленным верхним поясом (рис. 1.10, в, г).
Значительное повышение срока службы подкрановых балок может быть достигнуто также при установке между рельсами и верхним поясом упругих резинометаллических просадок, о чем свидетельствует зарубежный опыт.
Для снижения динамических воздействий от кранов целесообразно применение бесстыковых рельсов с соединениями на ванной сварке.
Для узлов крепления балок к колоннам следует использовать гибкие элементы (рис. 1.3) или крепления, обеспечивающие свободу продольных перемещений (рис. 1.9).
Особенности работы и режим нагружения
1.12. Для работы подкрановых конструкций характерны: действие больших сосредоточенных подвижных нагрузок, достигающих 80 т на колесо и носящих динамический характер; переменный и знакопеременный многократно повторяющийся цикл напряжений, вызывающий усталость металла; сложный характер напряженного состояния.
1.13. Неблагоприятное воздействие на работу подкрановых конструкций оказывают несовершенства кранового пути: смещение рельса с оси подкрановой балки приводит к возникновению крутящего момента и появлению в стенке дополнительных напряжений; неравномерность контакта подошвы рельса и верхнего пояса повышает уровень местных напряжений в стенке; неровности головки рельса, смещение и перепады в стыках вызывают дополнительные динамические воздействия.
При продольных уклонах и не параллельности путей по двум сторонам крана за счет жесткости моста происходит перераспределение давления между колесами крана (отмечены случаи перемещения крана на трех колесах). Сужение и расширение путей, поперечные уклоны, перекосы колес приводят к возникновению дополнительных поперечных горизонтальных воздействий.
Значительные дополнительные усилия на подкрановые пути возникают вследствие отклонений в конструкции самих мостовых кранов. Наиболее часто встречается перекос колес моста крана (рис. 1.11, а), в результате чего при движении моста возникают дополнительные поперечные усилия Тд. Перекос колес приводит также к интенсивному абразивному износу рельса.
Перекос моста крана в плане (рис. 1.11, б) приводит к тем же последствиям, что и перекос колес.
Разность диаметров колес крана вызывает «забегание» одной из концевых балок моста относительно другой, что в свою очередь за счет возникающего перекоса моста крана, приводит к дополнительным поперечным и продольным усилиям на подкрановые конструкции.
Все перечисленные дефекты конструкции мостовых кранов приводят к преждевременному износу рельса, узлов его крепления, повышенной динамичности и снижают долговечность подкрановых конструкций.
1.14. Большое влияние на долговечность подкрановых конструкций оказывают дефекты изготовления и монтажа: низкое качество сварных соединений, неполное проплавление верхнего пояса шва приводит к повышенной концентрации напряжений и снижает усталостную прочность подкрановых конструкций; отклонение балок от вертикальной плоскости и перекос опорных ребер приводит к дополнительным усилиям в элементах узлов крепления.
1.15. Неблагоприятные условия работы подкрановых конструкций усугубляются нарушениями правил технической эксплуатации: перегрузкой кранов; резкими ударами тележки об упоры; подвеской к конструкциям коммуникаций, не предусмотренных проектом; неправильной установкой на верхние пояса балок домкратов для подъема кранов при их ремонте (например, без распределительных плит).
В зонах повышенных тепловыделений (над печами, холодильниками и т.д.) при выходе из строя или отсутствии тепловых экранов и нагреве свыше 100 °С балки испытывают дополнительные температурные воздействия, что может привести к их искривлению, короблению и разрушению узлов крепления. Достаточно сказать, что удлинение балки длиной, например, 12 м при нагреве на 200 °С составляет 30 мм.
При эксплуатации подкрановых конструкций при температуре ниже минус 25 °С (открытые крановые эстакады, неотапливаемые здания) вырастает опасность хрупких разрушений. Этому способствует ударный характер приложения нагрузки при расстройствах пути и неисправных концевых упорах, наличие трещин и трещиноподобных дефектов в сварных швах, низкое качество стали.
1.16. Изложенные особенности работы подкрановых конструкций определяют их более высокую, чем для других элементов каркаса здания, повреждаемость.
Характер и скорость накопления повреждений подкрановых конструкций определяются в первую очередь режимов работы кранового оборудования.
Согласно ГОСТ 24546-82 для всех видов грузоподъемных кранов установлены группы режима их работы IК-8К, которые назначают в зависимости от сочетания показателей - общего числа циклов работы крана за срок его службы и коэффициента нагруженности.
Правилами Госгортехнадзора предусмотрено четыре режима работы кранов: легкий (Л), средний (С), тяжелый (Т) и весьма тяжелый (ВТ), которые используются во многих действующих нормативно-технических документах. Соответствие указанным режимам с определенной точностью может быть установлено по следующим данным:
|
Л |
С |
Т |
ВТ |
|
|
Группа режима работы по ГОСТ 24546-82 |
1К - 3К |
4К - 6К |
7К |
8К |
Дополнительные данные приведены в приложении 1.
Для организации правильной эксплуатации подкрановых конструкций необходимо составить их паспорта для каждого пролета.
Паспорт должен содержать чертежи конструкций (схемы) указанием марок стали, данные об обнаруженных дефектах и повреждениях, исполнительные чертежи по усилению и ремонту. Здесь же приводятся сведения о количестве циклов нагружений в течение года эксплуатации при данном технологическом процессе (за один цикл принимать проход крана с грузом, возвращение без груза, подъем и опускание груза, перемещение тележки).
Надо иметь в виду, что собственный вес моста крана и тележки без груза в некоторых случаях может вызывать напряжения в подкрановых конструкциях до 60 - 80 % расчетного значения по выносливости.
Подкрановые балки одного пролета отличаются по числу нагружения в несколько раз, а в связи с этим и внимание к ним должно быть различным.
2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ ПОДКРАНОВЫХ КОНСТРУКЦИЙ
Общие положения
2.1. Отклонения параметров конструкций, их элементов и узловых соединений от проектных размеров, формы и качества сверх допустимых пределов, определяемых стандартами, называются несовершенствами.
Несовершенства, появившиеся на стадии изготовления, транспортировки и монтажа называются дефектами. Дефекты характеризуют начальное состояние конструкций.
Несовершенства, возникшие в процессе эксплуатации, называются повреждениями. Очагами развития повреждений часто являются дефекты изготовления и монтажа. Повреждения возникают и развиваются во времени и зависят от срока эксплуатации, интенсивности воздействий и соблюдения правил технической эксплуатации конструкций.
2.2. Дефекты возникают в результате ошибок проектирования, низкого качества стали и металлопроката, нарушений технологии и неудовлетворительного контроля при изготовлении, нарушении правил транспортировки и низкого качества монтажных работ.
Дефекты проектирования: несоответствие конструктивного решения принятой расчетной схеме, (см. например, п.п. 1.8, 1.11) неправильное определение нагрузок и воздействий, ошибки в определении размеров сечений, сварных швов, количества заклепок и болтов, нарушений нормативных требований и т.д.
Дефекты изготовления: несоответствие фактических размеров проектным; искажение формы элементов, нарушение требований норм по обработке кромок, низкое качество сварных и клепанных соединений, несоответствие качества стали, электродов и метизов требованиям проектной документации и государственных стандартов. Следует заметить, что нарушение технологии сварки может привести к разрушению конструкций даже при отсутствии нагрузки.
Дефекты транспортировки: местные и общие искривления, разрывы элементов, расстройство соединений.
Дефекты монтажа: отклонение элементов от проектного положения, отсутствие элементов и соединений, низкое качество монтажной сварки и установки монтажных болтов.
2.3. Повреждения возникают в результате механических (силовых), температурных и химических (электромеханических) воздействий.
2.4. Повреждения от механических (силовых) воздействий возникают в результате несоответствия расчетных предпосылок действительным условиям работы конструкций. Они вызываются:
- отклонением фактического напряженного состояния от расчетного вследствие упрощения и идеализации расчетной схемы конструкций, ее элементов, узлов и действующих нагрузок;
- пониженными прочностными характеристиками основного и наплавленного металла, наличием дефектов, ослабляющих поперечное сечение элементов, приводящих к концентрации напряжений;
- произвольным изменением сечений элементов, размеров сварных швов, количеству заклепок и болтов при изготовлении и монтаже по сравнению с проектными;
- недопустимой перегрузкой кранов;
- нарушениями в процессе монтажа и эксплуатации взаимного расположения элементов (смещение рельсов с оси подкрановой балки, перепады и зазоры в стыках рельса, продольные и поперечные уклоны, сужение и расширение путей, перекосы колес крана и т.д.), которые приводят к появлению дополнительных, не учитываемых расчетом, нагрузок и динамических воздействий;
- нарушениями правил технической эксплуатации: несанкционированное использование подкрановых конструкций для подвески блоков при ремонтных работах, вырезка отверстий для пропуска коммуникаций и т.д.
2.5. Повреждения от воздействия высоких температур возникают в местах расположения источников тепловыделений (над печами, холодильниками и т.д.).
В горячих цехах при нагреве конструкции появляются значительные температурные перемещения, приводящие к отклонению конструкций от проектного положения. При наличии связей, препятствующих свободным перемещениям, в элементах конструкций возникают дополнительные усилия, которые могут привести к повреждению элементов (разрыву при растяжении или искривлению и потере устойчивости при сжатии).
При нагреве конструкций выше 100 °С разрушаются защитные лакокрасочные покрытия, при 300 - 400 °С происходит коробление элементов, особенно тонкостенных.
В неотапливаемых зданиях и открытых крановых эстакадах в зимний период от воздействия низких температур в местах концентрации напряжений (сварные швы, места резкого изменения сечений, фасонки ферм и т.д.) возможно возникновение хрупких трещин за счет хладноломкости металла. Особенно подвержены хрупким разрушениям конструкции, выполненные из кипящей стали. Появлению хрупких трещин способствуют также динамические воздействия кранов.
2.6. Повреждения от химических воздействий появляются в виде разрушения защитных покрытий и коррозии металла.
Интенсивность коррозионных повреждений, измеряемая скоростью проникания коррозии по толщине элементов в мм/год и относительной площадью участков, пораженных коррозией. Она зависит от степени агрессивности эксплуатационной среды, материала конструкций (марки стали), конструктивной формы элементов, системы и качества нанесения противокоррозионной защиты, а также соблюдения правил технической эксплуатации (своевременная ликвидация протечек кровли, трубопроводов, контроль за герметичностью оборудования, уборка пыли и т.д.).
Дефекты и повреждения противокоррозионной защиты проявляются в виде шелушения, отслаивания, пор, трещин и других нарушений защитных свойств.
Повреждения металла возникают вследствие химической и электрохимической коррозии. Для стальных конструкций производственных зданий характерна электрохимическая коррозия.
Коррозионные повреждения металла подразделяются на общие (равномерные или неравномерные по площади поверхности) и местные в виде отдельных питингов, язв, сквозных поражений.
Местные коррозионные поражения возникают при локальных воздействиях, например, при протечках кровли, нарушении герметичности трубопроводов и т.д.
Если общая поверхностная коррозия приводит к уменьшению площади поперечного сечения элементов и повышению уровня напряжений, то местная коррозия не только ослабляет сечение, но и повышает концентрацию напряжений, что может привести к хрупкому разрушению конструкций.
2.7. В зависимости от степени опасности для дальнейшей эксплуатации конструкции дефекты и повреждения делятся на три категории: А, Б и В.
2.8. К категории А относятся дефекты и повреждения основных несущих элементов, их соединений и узлов, представляющие непосредственную опасность для дальнейшей эксплуатации конструкций: поперечные трещины в поясах балки, продольные трещины в стенке или в верхнем поясном шве длиной больше 200 мм, трещины в фасонках и стержнях решетчатых балок, массовое (свыше 30 %) ослабление заклепочных или болтовых соединений, значительные искривления сжатых элементов решетки, значительное (свыше 30 % по длине) разрушение соединений балки с тормозной конструкцией, разрушение элементов опорных узлов, значительные коррозионные повреждения металла (свыше 20 % по толщине элементов).
При обнаружении повреждений категории А следует немедленно остановить эксплуатацию конструкций на участке, где выявлены указанные повреждения, и провести усиление или замену конструкций.
2.9. Повреждения категории Б приводят к перераспределению усилий между элементами конструкций, но вызывают аварийных перегрузок. По мере развития эти повреждения могут привести к повреждениям категории А. К ним относятся смещения элементов конструкций относительно проектного положения, искривления элементов, небольшие продольные трещины в стенке и поясном шве балок, ослабление отдельных заклепок и болтов, повреждение рельсов и их креплений, коррозионные повреждения стали, не превышающие 20 % по толщине, и т.д.
2.10. К категории В относятся дефекты и повреждения, практически не снижающие несущую способность элементов, но превышающие допуски на изготовление и монтаж: местные повреждения тормозных листов, связей и тупиковых упоров, ослабление монтажных (нерабочих) болтов, разрушение защитных покрытий и т.д.
Отдельные повреждения категории В снижают долговечность конструкций, (например, повреждения защитных покрытий) и могут привести к повреждениям категории Б.
2.11. В зависимости от категории повреждений, их количества и места расположения на подкрановых конструкциях общее техническое состояние последних может быть классифицировано как исправное, работоспособное, ограниченно работоспособное и неработоспособное.
2.12. Исправными считаются элементы подкрановых конструкций, удовлетворяющие требованиям СНиП II-23-81* «Стальные конструкции Нормы проектирования» и СНиП III-18-75 «Металлические конструкции» Правила производства и приемки работ», СНиП 3.03.01-87 «Несущие и ограждающие конструкции», а также «Правил устройства и безопасной эксплуатации грузоподъемных кранов» Госгортехнадзора.
2.13. К работоспособным относятся элементы подкрановых конструкций, выполненные с отдельными отступлениями от конструктивных требований и качества материалов, указанных в СНиП II-23-81* (см. раздел 1). Допускаются незначительные повреждения категории Б и В, если по результатам расчетов несущая способность конструкций при действии расчетных нагрузок обеспечена и они не препятствуют нормальной эксплуатации кранов.
При этом отклонения в положении рельсового пути не должны превышать допуски, установленные «Правилами устройства и безопасной эксплуатации грузоподъемных кранов» Госгортехнадзора.
Восстановление поврежденных элементов может быть отсрочено до ближайшего планового ремонта.
2.14. К ограниченно работоспособным относятся элементы конструкций, имеющие повреждения категории Б и В, несущая способность которых обеспечена лишь при снижении интенсивности работы, скорости передвижения, грузоподъемности и других ограничениях на работу крана. Повреждения конструкций должны быть устранены в ближайший текущий ремонт.
2.15. К неработоспособным относятся элементы с повреждениями категории А, несущая способность которых даже при возможных ограничениях на работу кранов не обеспечена. Эксплуатация конструкций возможна лишь после усиления по временной (до ближайшего текущего ремонта) либо постоянной схеме и восстановления работоспособности.
Характерные дефекты и повреждения элементов подкрановых конструкций
2.16. Наиболее распространенные дефекты и повреждения подкрановых конструкций представлены в таблице 2.1 и на рис. 2.1 (нумерация дефектов и повреждений на рисунке соответствует нумерации в таблице).
2.17. Отклонение конструкций от проектного положения (табл. 3.1 п.п. 1 - 7*) является, как правило, следствием ошибок изготовления и монтажа отсутствием надлежащего контроля за качеством и в случае воздействия сильных магнитных полей в цехах электролиза.
* Здесь и далее в скобках указаны ссылки на пункты табл. 2.1.
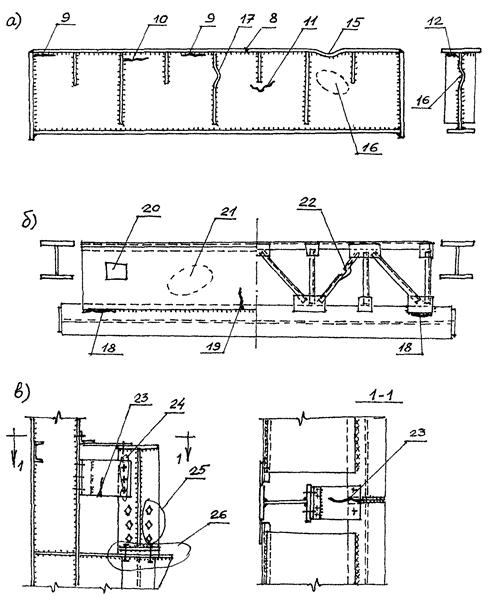
Рис. 2.1. Характерные повреждения:
а - балок; б - тормозных конструкций; в - узлов крепления (цифры соответствуют позициям таблицы 2.1)
Таблица 2.1
|
Дефекты и повреждения - характерный параметр и его измеритель |
Категория опасности |
Предельное значение при эксплуатации |
Наиболее вероятные причины возникновения |
Возможные последствия |
Способы устранения и ремонта. Рекомендации по эксплуатации |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1. ОТКЛОНЕНИЕ КОНСТРУКЦИЙ ОТ ПРОЕКТНОГО ПОЛОЖЕНИЯ |
|||||
|
1. Нарушение высотных отметок установки балок (отклонение по высоте, мм) |
Б, В |
20 |
1. Дефект монтажа 2. Осадки колонн |
Затруднение работы кранов, перераспределение вертикальных давлений и местное перенапряжение стенки |
П. 5.6 |
|
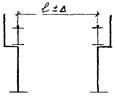
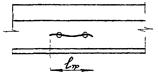
2. Сужение и расширение путей (D, мм)
l - нормальная ширина колеи крана |
Б |
15 |
1. Дефект монтажа 2. Поворот фундаментов |
Затруднение работы кранов, увеличение горизонтальных поперечных воздействий кранов, повреждение балок и узлов крепления |
П. 5.7 |
|
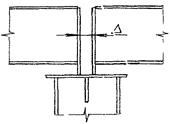
3. Смещение опорного ребра с оси колонны (D, мм)
|
В, Б |
30 |
1. Дефект монтажа 2. Смещение от температурных воздействий |
Перегрузка колонн от внецентренного приложения нагрузки |
Рис. 5.1 |
|
4. Смещение балки с оси ряда (D, мм)
|
В, Б |
По расчету |
1. Дефект монтажа 2. Поворот фундамента |
Перегрузка подкрановой ветви колонны от внецентренного приложения нагрузки |
П. 5.7 |
|
5. Зазор в стыке между балками при отсутствии прокладок (D, мм)
|
В |
10 |
1. Дефект монтажа 2. Смещение от температурных воздействий |
Ослабление болтов крепления балок к колоннам, продольное смещение балок (см. поз. 3) |
П. 5.9 |
|
6. Перепад высот (D, мм)
|
Б |
4 |
1. Дефект изготовления |
Повреждение стенки балки, излом рельса |
Рис. 5.2 П. 5.10 |
|
7. Смещение рельса с оси подкрановой балки (е, мм)
|
Б |
20 |
1. Дефект монтажа 2. Отклонение колонн от проектного положения в результате поворота фундаментов |
Повреждение стенки балки |
П. 5.11 |
|
2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ СВАРНЫХ ПОДКРАНОВЫХ БАЛОК |
|||||
|
8. Поперечная трещина в поясе - в верхнем поясе
|
А |
Не допускается |
1. Повышенные горизонтальные поперечные воздействия 2. Концентрация напряжения в местах резкого изменения сечения, дефектов стыковых швов, у отверстий |
Снижение несущей способности |
П. 5.13 |
|
- в нижнем поясе
|
А |
Не допускается |
1. Перегрузка крана. 2. Низкое качество стали 3. Концентрация напряжений в местах резкого изменения сечения, дефекты стыковых швов, приварки ребер жесткости и элементов крепления подвесок промпроводок поперечными швами |
Обрушение балок |
Рис. 5.5 П. 5.13 |
|
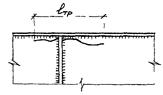
9. Продольные трещины в верхнем поясном шве или околошовной зоне (lтр, мм)
|
А, Б |
См. прим. 1 |
1. Дефекты швов (непровар, подрез и т.д.) 2. Повышенные местные напряжения в результате расстройства крановых путей 3. Дефекты рельсов и повышенные динамические воздействия. 4. Концентрация напряжений в местах приварки ребер |
Развитие трещины по длине, ослабление сечения, потеря устойчивости стенки, обрушение балки |
Рис. 5.7 П. 5.14 |
|
10. То же, в стенке в местах крепления ребер жесткости (lтр, мм)
|
А, Б |
См. прим. 1 |
1. Повышенный уровень местных напряжений |
Развитие трещины по длине, ослабление сечения, потеря местной устойчивости стенки, обрушение балки |
Рис. 5.7 |
|
11. То же, под короткими ребрами жесткости (lтр, мм)
|
А, Б |
См. прим. 1 |
1. Концентрация напряжений в местах приварки ребер |
- » - |
Рис. 5.7 раздел 4 |
|
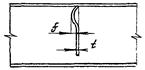
12. Трещины в шве или в ребре жесткости (lтр/b) мм
|
Б |
1/2 |
1. Дефект швов 2. Высокий уровень напряжений от кручения верхнего пояса при смещении рельса 3. концентрация напряжений у отверстий для креплений вертикальных связей |
Развитие трещины с переходом на стенку балки (см. поз. 9) |
Рис. 5.7 |
|
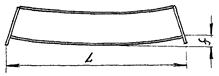
13. Остаточный прогиб балки в вертикальной плоскости (f/L, мм)
|
Б, В |
1/600 f £ 20 |
1. Дефект изготовления (нарушение технологии сварки) 2. Перегрузка кранов. 3. Нагрев конструкции |
Затруднение в работе кранов |
П. 5.16 |
|
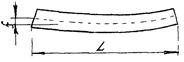
14. Искривление балки в горизонтальной плоскости (f/L); (f, мм)
|
Б |
1/600 f £ 20 |
см. 1 - 3; п. 13 4. Отсутствие или отрыв тормозных конструкций |
Затруднение в работе кранов, повреждение балки и потеря общей устойчивости балки в результате действия дополнительного крутящего момента |
П. 5.15 |
|
15. Местное искривление (погиб) верхнего пояса (f/L)
|
Б |
1 |
1. Дефект изготовления (грибовидность) и монтажа 2. Опирание домкратов при подъеме кранов 3. Сход крана с рельса |
Потеря устойчивости пояса, выключение его из работы балки и перенапряжение балки |
Рис. 5.6 П. 5.17 |
|
16. Местное искривление (погиб) стенки (f/L)
|
Б |
0,01 |
1. Дефект изготовления (нарушение технологии сварки) 2. Изгиб стенки в результате кручения верхнего пояса от эксцентричного воздействия крановой нагрузки 3. Потеря местной устойчивости стенки 4. Температурные воздействия (коробление стенки) |
Потеря устойчивости стенки и перенапряжение балки |
Рис. 5.7 П. 5.18 |
|
17. Местное искривление (погиб) ребра жесткости (f/L)
|
В |
1 |
1. Небрежная транспортировка и монтаж |
Потеря устойчивости ребра, возникновение трещин в ребре |
Рис. 5.7 |
|
2. Разрушение шва крепления ребра к поясу 3. Перенапряжение ребра при смещении рельса |
|
Рис. 5.7 П. 5.19 |
|||
|
3. дефекты и повреждения тормозных конструкций |
|||||
|
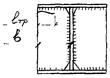
18. Трещины в швах крепления тормозного листа (фасонки тормозной фермы) к балке (lтр, мм)
|
Б |
200 |
1. Дефекты сварного шва 2. Повышенные горизонтальные поперечные воздействия из-за несовершенств кранового пути |
Развитие трещины, отрыв тормозной конструкции от балки, перенапряжение верхнего пояса |
П. 5.20 |
|
19. Трещины в тормозном листе (lтр, мм)
|
В |
200 |
1. Концентрация напряжений в местах дефектов сварных швов, вырезов |
Развитие трещины по всей ширине тормозного листа и перенапряжение верхнего пояса |
П. 5.21 |
|
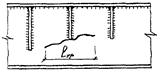
20. Вырезы в тормозном листе |
В |
Определяется расчетом |
1. Грубое нарушение правил эксплуатации конструкций |
Ослабление тормозной конструкции, появление трещин (см. поз. 19) |
П. 2.23 |
|
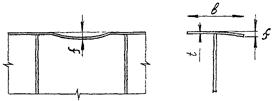
21. Остаточный погиб тормозного листа (f/d)
|
В |
1/100 |
1. Дефект изготовления и монтажа 2. Складирование ремонтных материалов |
Ослабление тормозной конструкции |
Рис. 5.9 П. 5.22 |
|
22. Искривление элементов решетки тормозной фермы (f/l) |
В |
1/200 |
1. Дефект изготовления и монтажа 2. Складирование на тормозной площадке ремонтных материалов |
Ослабление тормозной конструкции |
П. 5.24 |
|
4. ПОВРЕЖДЕНИЕ ЭЛЕМЕНТОВ УЗЛОВ КРЕПЛЕНИЯ |
|||||
|
23. Трещины и разрушения в элементах крепления подкрановой балки к колонне
|
А, Б |
См. прим. 2 |
1. Повышенный уровень горизонтальных крановых воздействий, боковые удары при проходе крана 2. Дефекты монтажных сварных швов 3. Частичное защемление балок на опоре 4. Дополнительные усилия от перекоса опорного сечения балок |
Отклонение балок от проектного положения, затруднение в работе кранов. Обрушение конструкций |
Рис. 5.10 П. 5.25 |
|
24. Разрушение сварных швов, отсутствие или ослабление болтов, соединяющих элементы крепления балок с колоннами |
А, Б |
См. прим. 2 |
- ² - |
- ² - |
Рис. 5.10 |
|
25. Отсутствие или ослабление болтов крепления балок между собой (доля поврежденных болтов, %)
|
В |
25 % |
1. Дефекты монтажа 2. Неудачное расположение болтов (создание частичной неразрезанности балок) - для разрезных балок |
Смещение балок в продольном направлении |
Рис. 5.11 П. 5.26 |
|
26. Отсутствие или ослабление анкерных болтов крепления балок и колонне (доля поврежденных болтов, %)
|
В |
25 % |
1. Дефект монтажа 2. Температурные воздействия |
Смещение балок относительно оси колонны |
Рис. 5.12 П. 5.27 |
|
27. Обмятие или неплотное примыкание упорных элементов к колонне (зазор, мм) |
Б |
2 |
1. Дефект монтажа 2. Боковые удары при проходе крана |
Повышенная деформативность конструкций в поперечном направлении, расстройство путей крана |
|
|
5. повреждение элементов связей и вспомогательных ферм |
|||||
|
28. Искривление элементов связей между балками или вспомогательных ферм (f/l, где f - стрелка искривления, l - длина элемента) |
В |
1/100 |
1. Дефекты изготовления, транспортировки и монтажа 2. Случайные удары 3. Подвеска случайных грузов |
Повышенная деформативность подкрановых конструкций |
|
|
29. Трещины, разрывы в фасонках и швах крепления связей или вспомогательных ферм к подкрановым балкам |
Б, В |
См. прим. 2 |
1. Дефекты сварных швов. 2. Концентрация напряжений 3. Повышенный уровень напряжений от вертикальных и горизонтальных крановых воздействий |
Повышенная деформативность подкрановых конструкций |
|
|
30. Ослабление или отсутствие болтов крепления связей или вспомогательных ферм к подкрановых балкам (доля поврежденных болтов, %) |
Б, В |
- ² - |
1. Дефекты монтажа 2. Повышенный уровень вертикальных и горизонтальных крановых воздействий |
- ² - |
|
|
31. Трещины, разрывы или отсутствие элементов вертикальных связей между балками
|
Б, В |
См. прим. 2 |
1. Грубое нарушение правил технической эксплуатации конструкций (вырезы элементов для пропуска технологических трубопроводов, случайные удары, приварка подвесок для случайных грузов и т.д.) 2. Повышенный уровень крановых воздействий |
Повышенная деформативность подкрановых конструкций |
|
|
32. Разрыв или отсутствие элемента крепления в связевом блоке
|
Б |
см. прим. 2 |
1. Дефект монтажа 2. Повышенные температурные воздействия |
Смещение балок относительно оси колонн (поз. 3) |
Рис. 5.15 П. 5.30 |
|
6. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ РЕЛЬСОВ И ИХ КРЕПЛЕНИЕ |
|||||
|
33. Продольная трещина в шейке рельса (lтр, мм)
|
Б |
См. прим. 3 |
1. Эксцентричное приложение вертикального давления колес крана 2. Боковые удары ребордами |
Разрушение рельса и сход крана с пути |
|
|
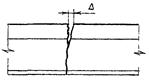
34. Поперечная трещина в рельсе (D, мм)
|
Б |
2 |
1. Дефект металла 2. Низкое качество сварки в стыках рельса |
Повышение местных напряжений в стенке балки и динамических воздействий крана |
|
|
35. Смятие и вертикальный износ головки (D, мм)
|
В, Б |
Кр70-6 Кр80-7 Кр100-10 Кр120-12 |
1. Недостаточная прочность металла рельса 2. Повышенное вертикальное давление колес крана |
При неравномерном износе повышенная динамичность крановых воздействий |
|
|
36. Боковой износ головки (D, мм)
|
В, Б |
Кр70-20 Кр80-22 Кр100-30 |
1. Недостаточная прочность металла рельса 2. Повышенное вертикальное давление колес крана 3. Сужение и расширение путей |
Разрушение головки и сход крана с рельса |
|
|
37. Выкрашивание головки рельса (D, мм)
|
В, Б |
10 |
1. Дефект монтажа |
Повышенная динамичность крановых воздействий |
|
|
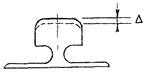
38. Перепад в стыке рельса по высоте (D, мм)
|
Б, В |
3 |
1. Монтаж разновысоких рельсов 2. Сколы металла |
Повышенная динамичность крановых воздействий |
|
|
39. Взаимное смещение торцов рельса в плане (D, мм)
|
Б, В |
3 |
1. Дефект монтажа 2. Ослабление крепления рельса |
- ² - |
|
|
40. Ослабление болтов крепления стыковых накладок (% ослабленных болтов) |
Б, В |
25 % |
1. Дефект монтажа 2. Динамическое воздействие крановых нагрузок |
Смещение торцов рельсов |
|
|
41. Ослабление креплений рельса |
Б, В |
10 % |
1. Боковые удары |
Смещение рельса относительно оси балки |
|
|
42. Выкол подошвы рельса (длина выкола, мм)
|
Б, В |
300 |
Дефект металла рельсов |
Повреждения балки и элементов крепления рельса |
|
|
43. Трещины в швах крепления рельса к верхнему поясу (lтр, мм) |
Б, В |
200 |
1. Дефект сварных швов 2. Боковые удары крана |
Повреждения балки |
|









1. Допускается временно (до ближайшего ремонта) эксплуатировать подкрановую балку с трещиной в стенке или в поясном шве, если lтр < 150 мм и засверлены отверстия-ловители по рекомендациям п. 4.28, а также установлено необходимое наблюдение. В случае, когда длина трещину начинает увеличиваться следует выполнить немедленный ремонт.
2. Допускается временная эксплуатация конструкции с повреждением в элементе крепления, если передача усилий может осуществляться через другие элементы.
3. Допускается временная эксплуатация при lтр < 150 мм и при условии установления регулярных наблюдений. Если трещина начинает расти следует немедленно заменить рельс.
4. При нарушении допуска по п.п. 3, 4 и 7 эксплуатация возможна при условии проведения тщательного освидетельствования и проверочного расчета, который должен подтвердить допустимость нарушения.
Нарушение высотных отметок установки подкрановых конструкций (1), а также смещение рельса относительно оси подкрановых балок (7) могут возникнуть при осадке колонн и повороте фундаментов, что особенно характерно для зданий, построенных на просадочных грунтах и подрабатываемых территориях.
Смещение подкрановых балок вдоль пролета (3) и зазоры в стыках (5) могут быть результатом температурных перемещений при нагреве конструкций. При этом повреждаются также узлы крепления балок к колоннам (28 - 32).
Смещение подкрановых балок относительно колонн (3, 4) практически не влияет на работу подкрановых конструкций, однако приводит к появлению в колоннах дополнительных моментов, не учитываемых при проектировании и ухудшающих условия их работы.
В результате нарушения геометрии крановых путей: нарушения высотных отметок (1), сужения и расширения путей (2), их непараллельности затрудняется работа кранов, возникают дополнительные горизонтальные воздействия, увеличивается неравномерность вертикальных давлений на колесах крана, что может привести к повреждению подкрановых конструкций.
Смещение рельса относительно оси подкрановых балок (7) приводит к появлению крутящего момента и как следствие - повороту верхнего пояса и повышению уровня напряжений в стежке. В результате в верхней зоне стенки возникают усталостью трещины (9).
Перепады высот в стыках балок (6) приводят к увеличению местных напряжений в стенке «более высокой балки», повышению динамического эффекта нагрузки, что также способствует снижению усталостной прочности стенки балки и приводит к появлению трещин (9).
2.18. В зданиях с кранами легкого и среднего режимов работы (4К - 5К) повреждаемость подкрановых балок, как правило, незначительна и связана в основном с дефектами изготовления и монтажа: искривление полок (15), стенки (16), ребер жесткости (17).
При интенсивном крановом режиме (6К - 8К) характерными повреждениями балок являются усталостные трещины. Поперечные трещины в верхнем поясе (8) возникают в местах дефектов сварных швов, отверстий для креплений рельса и других концентраторов напряжений. Нередко причиной появления трещин является отрыв тормозных конструкций и повышенные напряжения в поясе от горизонтальных поперечных воздействий. Трещины ослабляют сечение балок и в конечном результате могут привести к потере их несущей способности.
Трещины в нижнем поясе (8), хотя и возникают достаточно редко, являются наиболее опасным повреждением балок, приводящим к их обрушению. Их появление связано с пониженной усталостной прочностью металла в зоне концентрации напряжений (дефекты стыковых швов, в местах приварки дополнительных деталей и т.д.) или с дефектами обработки кромок. При обнаружении трещин в нижнем поясе необходимо незамедлительно остановить эксплуатацию кранов и провести усиление конструкций.
Продольные трещины в верхней зоне стенки (9, 10, 11) являются следствием концентрации напряжений, снижающих усталостную прочность металла.
Они возникает, как правило, под пятном контакта рельса с поясом балки, в местах дефектов сварки поясного шва. Появлению трещин способствует смещение рельса с оси балки, дефекты стыков рельса, перекос крана и появление распорных усилий, возникающие при движении крана вдоль путей и т.п.
Трещины в стенках нарушают её закрепление в поясе, в результате чего она может потерять местную устойчивость. По мере развития трещины могут привести к полному отрыву пояса от стенки и наступлению необратимого неработоспособного состояния.
В подкрановых балках, запроектированных до 1960 г., большое влияние на зарождение и развитие трещин оказывают также дефекты конструктивной формы (см. рис. 1.9).
Трещины в швах крепления ребер жесткости к верхнему поясу (12) не влияют непосредственно на несущую способность балки, однако по мере развития они могут перейти на стенку и ослабить ее сечение.
Остаточные прогибы балок (13) и искривления в горизонтальной плоскости (14) возникают в результате недостаточной жесткости подкрановых конструкций и перегрузки крана. Они могут быть следствием также неправильного выбора режима сварки при изготовлении конструкций.
Указанные перемещения затрудняют работу кранов и ухудшают условия работы подкрановых конструкций.
Местные искривления верхнего пояса (15) и стенки (16) могут привести к преждевременной потере их местной устойчивости.
2.19. Наиболее распространенным повреждением тормозных конструкций являются трещины в швах крепления тормозных листов или ферм к поясу подкрановых балок (18). Их появление связано с повышенными горизонтальными поперечными воздействиями, боковыми ударами реборд крана, а также с концентрацией напряжений у дефектов сварных швов.
По мере развития трещин происходит отрыв тормозной конструкции, что приводит к перенапряжению верхнего пояса, повышает деформативность подкрановых конструкций в горизонтальной плоскости и приводит к затруднению в работе кранов.
2.20. Повреждения узлов крепления подкрановых конструкций (23 - 27) являются, как правило, следствием их неудачной конструктивной формы и несоответствием расчетных предпосылок действительным условиям работы. Повышенная жесткость элементов крепления приводит к появлению в них дополнительных усилий и возникновению трещин (23), ослаблению болтов (25), разрушению сварных швов (24). В результате балки оказываются не закрепленными от смещения вдоль и поперек пролета, что повышает деформативность подкрановых конструкций и может привести к расстройству крановых путей.
2.21. Повреждения элементов и узлов крепления крестовых связей между балками (28, 29, 30, 31) возникают в результате значительных усилий при одностороннем загружении подкрановых конструкций, что не учитывается при проектировании.
Повреждения вспомогательных ферм, а также связей по нижним поясам балок связаны в основном с дефектами монтажа и нарушениями правил эксплуатации.
При повреждении связей несколько увеличивается деформативность подкрановых конструкций, однако это не представляет опасности для их эксплуатации.
При разрушении или отсутствии креплений балок и колоннам в связевом блоке (32) нарушается передача продольных усилий на вертикальные связи между колоннами, что может привести к значительным продольным перемещениям балок.
2.22. Дефекты и повреждения рельсов и их крепления (33 - 41) увеличивают динамический эффект крановой нагрузки, вызывают появление дополнительных, не учитываемых расчетом усилий и могут привести к повреждению подкрановых балок.
2.23. Указанная в таблице 2.1 категория опасности (А, Б, В) относится к случаю, когда на балке имеется единичное повреждение. Если на одной балке имеется несколько повреждений, то степень опасности возрастает (особенно, когда повреждения располагаются вблизи друг от друга).
2.24. Эффект от заварки продольных трещин в стенке может быть значительно повышен путем одновременного проведения работ по снижению уровня напряжений на участке стенки с трещиной. Для этого можно установить дополнительные элементы в виде подрельсового профиля (рис. 1.10, б) или продольных ребер (рис. 5.4 и 5.7).
3. СРОЧНЫЕ МЕРОПРИЯТИЯ, ПРОВОДИМЫЕ ПРИ ОБНАРУЖЕНИИ СЕРЬЕЗНЫХ ПОВРЕЖДЕНИЙ
3.1. При выявлении неработоспособного или ограниченно работоспособного технического состояния подкрановых конструкций (в особенности при обнаружении повреждений категории А) необходимо срочно принять следующие организационные меры:
- обеспечить безопасность людей, сохранность оборудования и конструкций в зоне выявленных повреждений;
- поставить в известность механика по кранам и руководство цеха;
- об опасности должны быть оповещены машинисты мостовых кранов данного пролета и рабочие, занятые в технологическом процессе в данной зоне;
- опасные конструкции должны быть выведены из эксплуатации, т.е. необходимо установить тупики, флажки, письменно предупредить машинистов мостовых кранов;
- принять меры по ликвидации повреждений.
Указанные ограничения могут быть сняты только после проведения ремонтных работ.
3.2. Мероприятия, снижающие опасность внезапного разрушения подкрановых конструкций и допускающие временную, ограниченную эксплуатацию мостовых кранов в опасной зоне при повреждениях категории Б состоят в следующем:
- снижение уровня нагруженности и напряженности подкрановых конструкций путем исключения нахождения более одного мостового крана на балке с повреждением или ограничение приближения к оси ряда со стороны поврежденных конструкций (в пределах половины пролета или только в противоположном крайнем положении);
- снижение динамических воздействий путем уменьшения скорости движения мостовых кранов, как минимум в зоне повреждений, исключение перемещений и торможений тележкой в зоне поврежденных конструкций;
- исключение использования мостовых кранов в опасной зоне при отрицательных температурах;
- исключение нагрева конструкций до 100 °С и более;
- организация регулярного наблюдения за развитием разрушений до критических размеров с обязательной записью о результатах наблюдений.
Эксплуатация мостовых кранов в опасной зоне может быть допущена при соответствующем обосновании под ответственность помощника начальника цеха по оборудованию или другого лица, ответственного за безопасную эксплуатацию мостовых кранов при определенных условиях и мерах безопасности.
Указанные ограничения могут быть сняты только после проведения ремонтных работ.
4. РЕМОНТ ПОДКРАНОВЫХ КОНСТРУКЦИЙ
Общие положения
4.1. Ремонт подкрановых конструкций производится для восстановления их работоспособного состояния, а также для предупреждения преждевременного износа и повышения надежности и долговечности.
4.2. Ремонт подкрановых конструкций проводят в такой последовательности:
- подготовительные работы (включая разработку необходимой документации);
- устранение повреждений и усиление;
- рихтовка конструкций и рельсов;
- покраска конструкций;
- сдача выполненных работ.
4.3. Документация на ремонтные работы разрабатывается проектно-конструкторским отделом завода с привлечением в необходимых случаях специализированных организаций. Исходными данными для разработки технического решения по ремонту конструкций служат:
- чертежи конструкций в стадии КМД (при отсутствии заводских чертежей должны быть выполнены обмерочные чертежи, содержащие сведения о геометрических размерах сечений элементов и узлов);
- характеристики материала существующих конструкций, данные о свариваемости;
- данные по нагрузкам от мостовых кранов, подвешенного или опирающегося оборудования, а для подкраново-подстропильных ферм - по нагрузкам от покрытия;
- результаты обследования конструкций с характеристиками дефектов и повреждений.
4.4. Проектная документация на ремонтные работы (усиление) включает:
- техническое решение, представляющее собой конструкцию усиленного элемента или соединения с указанием марки стали элементов усиления; при этом элементы усиления показывают более жирными линиями, чем элементы существующих конструкций;
- способ соединения элементов усиления с существующими конструкциями;
- характеристики электродов или типов болтов;
- последовательность выполнения работ (технологическую карту);
- мероприятия по безопасным методам производства работ, включающие временное раскрепление (закрепление) конструкций.
4.5. Подготовительные работы включают в себя также изготовление деталей усиления, выполнение мероприятий по технике безопасности и пожарной безопасности, подготовку конструкций к производству ремонтно-восстановительных работ, геодезическую съемку положения подкрановых рельсов на участке ремонта, правку деформированных конструкций.
4.6. Конструктивные элементы или детали для восстановительных работ и усиления конструкций изготавливаются в соответствии с требованиями СНиП III-18-75. В отдельных случаях допускается изготовление деталей и элементов с плюсовым допуском с последующей подгонкой по месту.
4.7. При производстве ремонтных работ необходимо соблюдать отраслевые правила техники безопасности.
4.8. Перед началом ремонтных работ эксплуатационный персонал производит очистку конструкций от пыли, грязи, масляных пятен, ржавчины и краски. Очистку следует производить механическим способом (за исключением пожаро- и взрывоопасных помещений) скребками, пневматическими молотками и щетками. Сухую пыль необходимо удалять с помощью вакуум-насосов.
Правка деформированных элементов
4.9. До начала установки элементов усиления деформированные участки конструкций необходимо выправить. С целью предупреждения образования хрупких трещин правку следует производить при температуре конструкций не ниже минус 10 °С. Правка выполняется, по возможности, без демонтажа конструкций.
4.10. Правку конструкций выполняют холодным методом, нагревом или комбинированным способом.
Правка допускается только при плавной деформации элементов.
Не допускается:
- правка с нагревом конструкций, изготовленных из низколегированных сталей, подвергшихся термической обработке в состоянии поставки;
- правка клепаных конструкций с общим изгибом;
- правка конструкций в местах недоваренных или дефектных сварных швов;
- холодная правка конструкций с клепаными соединениями.
4.11. Температура нагрева деталей при правке конструкций из малоуглеродистых сталей должна быть от 650 °С (темно-красный цвет каления) для низколегированных сталей от 750 °С (вишневый цвет каления). Максимальная температура нагрева 950 °С (желто-красный цвет каления). Контроль за нагревом деталей и конструкций рекомендуется вести по цветам побежалости и каления.
4.12. Нагрев конструкций производят пятнами, полосами и штрихами в зависимости от характера деформаций. Расстояние между пятнами и полосами нагрева должно быть не менее 7 мм.
Целесообразно применение спаренных и многопламенных ацетиленокислородных горелок. При комбинированном методе правки охлаждать поверхность рекомендуется после выправления деформированных участков с помощью кувалд, молотка или пресса.
Особенности производства сварочных работ
4.13. При выполнении сварочных работ необходимо соблюдать требования СНиП III-18-75, СНиП 3.03.01-87 и технологических карт, в которых должны быть указаны:
- размеры, способ и средства обработки кромок;
- минимальная температура наружного воздуха при сварочных работах без подогрева металла;
- при подогреве - способ и температура подогрева;
- последовательность наложения швов;
- способы наложения швов (каскадом, горкой, двусторонней сваркой, секциями и т.п.);
- места и размеры прихваток и выводных планок;
- диаметр и марка электрода для каждого вида шва;
- режим сварки: ток переменный или постоянный, полярность и сила;
- максимальный наибольший катет шва за один проход. Сварку ответственных узлов должны выполнять электросварщики не ниже 5-го разряда под наблюдением квалифицированного специалиста.
4.14. Для сварочных работ рекомендуется применять источники питания постоянного тока, а сварку вести на обратной полярности (плюс на электроде). Источники питания переменного тока допускается применять только при колебаниях напряжения сети не более ±5 %.
4.15. Кромки стыковых элементов под сварку при толщине более 8 мм должны иметь разделку (V-образную, U-образную и К-образную) по ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 14771-76. Зазор между кромками стыкуемых соединений не должен превышать удвоенного номинального зазора, указанного в ГОСТах.
4.16. При сварке стыковых швов диаметры электродов зависят от толщины свариваемых элементов и положения сварного шва в пространстве (табл. 4.1).
Таблица 4.1
Диаметры электродов, рекомендуемые при сварке стыковых швов
|
Толщина свариваемых элементов, мм |
||||||
|
4 - 5 |
6 - 8 |
10 - 12 |
14 |
16 - 20 |
более 20 |
|
|
Диаметр электрода (мм) при положении шва: нижнем |
3 - 4 |
4 |
4 - 5 |
5 |
5 - 6 |
6 |
|
вертикальном |
3 |
4 |
4 |
4 |
5 |
6 |
|
горизонтальном и потолочном |
3 |
4 |
||||
4.17. Перед наложением швов кромки привариваемых элементов должны быть зачищены до металлического блеска шлифовальными машинками. Кромки, недоступные для зачистки, необходимо просушить пламенем газовой горелки при температуре не более 200 °С.
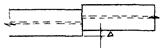
4.18. При соединении листов разной толщины допускается стыковать листы без дополнительной обработки, если при толщине более тонкого листа t (мм) разность толщин D (мм) не превосходит следующих значений:
|
4 - 8 |
10 |
12 - 25 |
25 и более |
|
|
D |
2 |
4 |
5 |
7 |
При разности толщин более 7 мм необходимо предусмотреть одно- или двусторонний скос более толстого листа с уклоном: 1:5.
4.19. Взаимное смещение листов одинаковой толщины в стыке не должно превышать 1 мм при толщине стыкуемых листов до 10 мм и 2 мм при толщине более 10 мм.
4.20. Перед наложением швов детали закрепляют прихватками или гребенками. Приварку гребенок следует выполнять электродами той же марки, которая требуется для сварки конструкций. Прихватки не должны иметь дефектов, ухудшающих качество сварных соединений.
В участках пересечения швов запрещается ставить прихватки на расстоянии менее 50 мм от точки пересечения швов.
Гребенки и другие временные детали крепления следует удалять газовой резкой без образования прожогов. Не разрешается удалять гребенки рубкой или изгибом на шов. Отдельные выхваты и уменьшения толщины, которые могут образоваться после удаления временных креплений, должны быть отремонтированы путем подварки и зачистки.
4.21. Способ наложения швов и режим сварки назначаются из условия обеспечения минимального уровня остаточных напряжений и деформаций. В связи с этим не рекомендуется производить сварочные работы на режимах сварки с максимальным током и тепловыми затратами.
4.22. При многослойной сварке стыков с разделками кромок их заполнение осуществляется обратноступенчатым способом - блоками или перевязкой слоев. Швы длиной более 2 м следует варить в направлении от середины к краям, при этом вначале и в середине шва должна быть выполнена горка, а затем в обе стороны от нее ведется сварка блоками или перевязкой слоев (рис. 4.1).
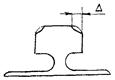
4.23. Дефектные места в стенках балок (места разветвленных трещин, вырывов, прожогов и т.п.) удаляются путем вырезки отверстий предпочтительно прямоугольной формы с закругленными углами (рис. 4.2) по высоте и ширине на 100 мм больше (в каждую сторону) размеров дефектного участка.
Удаленный участок усиливается при помощи вставки или накладки.
4.24. Вварка вставок должна выполняться таким образом, чтобы была обеспечена компенсация сварочных деформаций, а на участке замыкания швов необходимо устранить все факторы, вызывающие охрупчивание металла (дефекты в стыке, науглероживание, попадание влаги и т.п.). Рекомендуется вваривать вставки с использованием подогрева (рис. 4.3), при этом по двум кромкам оставляется зазор 2 - 4 мм. Шов заваривается обратноступенчатым методом в направлении от середины к углам вставки. После его остывания нагреваются участки А основного металла и выполняются швы 2 и 3 тем же методом. В последнюю очередь нагреваются участки Б и наносится шов 4 обратноступенчатым методом в направлении от Б к середине.
4.25. Исправление дефектных участков с помощью накладных листов допускается лишь при неотложных ремонтах (на период изготовления и монтажа конструкций замены) и в неответственных узлах.
Рис. 4.1. Многослойная сварка стыков обратно-ступенчатым способом:
а - заварка блоками; б - перевязка слоев; в - сварка «горкой»
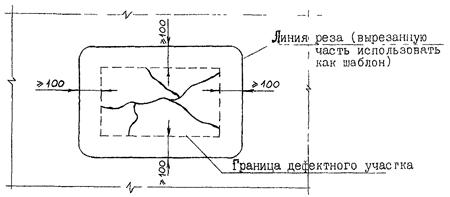
Рис. 4.2. Вырезка дефектных участков
Рис. 4.3. Участки нагрева и последовательность вварки вставки
Накладной лист необходимо приваривать непрерывным угловым швом по периметру, а также шпоночным или электрозаклепками, равномерно расположенными по площади накладного листа. Катет углового шва приварки накладного листа принимается равным 0,7 толщины листа, а расстояние между шпоночными швами и электрозаклепками не должно превышать 30 толщин накладного листа. Нахлест накладного листа должен быть не менее 10 его толщин. Призеры установки накладных листов при ремонте показаны на рис. 4.4.
Заделка трещин
4.26. Заделку трещин рекомендуется производить в следующей последовательности:
- зачистка зоны трещины и определение ее концов;
- устройство на концах трещины отверстий-ловителей;
- разделка кромок трещины под сварку;
- подогрев концевых участков трещины;
- заварка трещины с одновременной проковкой накладываемых швов;
- обработка сварного шва и рассверловка отверстий-ловителей на больший диаметр в зоне трещины;
- контроль качества сварного соединения.
4.27. Для определения границ трещины следует предварительно дефектный участок конструкции зачистить до чистого металла со всех сторон не менее, чем на три толщины и не менее, чем 50 мм. Зачистку необходимо производить с обеих сторон шлифовальной машиной и наждачной бумагой. Границы трещины определяются физическими методами: ультразвуком, гамма-рентгенографированием, цветной или магнитной дефектоскопией, методов керосиновой пробы и осмотром через лупу трех - четырехкратного увеличения.
Рис. 4.4. Ремонт с помощью накладных листов:
а - приварка шпоночными швами; б - приварка электрозаклепками; в - использование одностороннего накладного листа
4.28. Для предупреждения дальнейшего увеличения трещины на расстоянии 15 - 20 мм от ее концов по ходу распространения в сторону целого металла следует просверлить отверстия диаметром 8 - 12 мм (рис. 4.5).
4.29. Разделку кромок трещины под сварку производят воздушно-дуговой или газовой строжкой в соответствии с требованиями ГОСТ 5264-80 и ГОСТ 8713-79. При других; равных условиях следует отдавать предпочтение односторонней V-образной разделке листа.
Если один из концов трещины расположен около кромки листа, при разделке трещины под сварку нужно выйти на кромку. Поверхность разделки необходимо подвергнуть механической зачистке, шероховатость не должна быть более 1 мм.
4.30. Для уменьшения напряжений от сварки участки листа у концов трещины необходимо подогреть пламенем газовой горелки до температуры 100 - 150 °С и поддерживать ее в течение всего времени заварки трещины. С этой же целью (снижения напряжений) в среднюю часть трещины забивают клин, раздвигающий ее края.
4.31. Заварку трещин длиной до 400 мм следует выполнять на проход обратноступенчатым способом (рис. 4.6).
По толщине листа заварку трещины производят слоями. При этом корневые швы накладывают электродами диаметром 3 - 4 мм, высота шва за один проход не более 6 мм. Остальную часть разделки варят электродами диаметром не более 5 мм, высота каждого шва за один проход не более 8 мм, ширина не более 12 мм.
Для заварки корневых швов рекомендуется применять электроды типа Э46А, а для остальных - типа Э50А марки УОНИ 13/55 или аустенитные электроды марки ЦЛ-2. При толщине листов более 12 мм следует производить после каждого проходе, кроме первого и последнего, проковку (проколачивание) швов пневмозубилом с радиусом зубила 2 - 4 мм.
Рис. 4.5. Подготовка трещины к заварке
Рис. 4.6. Последовательность заварки трещин: а, б - выходящих на свободную кромку; в, г - в средней части листа
4.32. По окончании сварочных работ заваренные поверхности трещин обрабатывают шлифовальными машинками для снятия выпуклости швов, которая не должна превышать 2 мм над поверхностью основного металла. Для снижения остаточных сварочных напряжений отверстия-ловители по концам заваренной трещины следует рассверлить до 20 - 25 мм. Разрешается образование отверстий газовой резкой по шаблону.
4.33. Заваренные трещины по подкрановым балкам рекомендуется подвергать контролю физическими методами.
4.34. Заварка трещин по одному и тому же месту сварного шва допускается не более двух раз.
4.35. Над конструкциями с заваренными трещинами необходимо установить регулярное наблюдение (не реже одного раза в 10 дней) и результаты наблюдений записывать в техническом журнале по эксплуатации зданий.
Использование высокопрочных болтов
4.36. Высокопрочные болты при ремонтно-восстановительных работах рекомендуется применять в следующих случаях:
- для замены ослабленных и дефектных заклепок и болтов;
- для повышения прочности клепаных узлов решетчатых подкрановых конструкций;
- для присоединения элементов усиления и ремонта к существующим клепаным конструкциям.
Их использование следует согласовать с требованиями и указаниями «Рекомендаций по надзору и технической эксплуатация монтажных соединений на высокопрочных болтах стальных конструкций зданий и сооружений Министерства металлургии СССР».
4.37. В работы по устройству соединений на высокопрочных болтах при ремонте и усилении металлоконструкций подкрановых балок входят следующие операции:
- устройство отверстий на усиливаемых и ремонтируемых конструкциях;
- обработка соприкасающихся поверхностей элементов и деталей;
- подготовка болтов, гаек и шайб;
- сборка соединений;
- натяжение высокопрочных болтов;
- приемка и герметизация соединений.
4.38. При замене дефектных заклепок на высокопрочные болты перед сверловкой отверстий под болты предварительно следует срубить головки и выбить стержни заклепок.
Удаляемые заклепки должны быть рассредоточены по полю соединения. Запрещается удалять одновременно две и более соседних заклепок.
Между отверстиями должно оставаться не менее двух заклепок или высокопрочных болтов, затянутых на проектное усилие.
Отверстия под болты при замене заклепок разрешается не рассверливать, если болты проходят в них без повреждения резьбы.
4.39. При выборе способа обработки соприкасающихся поверхностей в условиях действующего производства следует отдавать предпочтение очистке стальными ручными или механическими щетками.
До обработки металлическими щетками контактные поверхности следует очистить от масла и краски. При обработке вручную пользуются металлическими щетками. Механическая обработка ведется пневматическими реверсивными щетками с обязательной периодической сменой направления вращения. Доводить очищаемые поверхности до металлического блеска запрещается. После обработки щетками с контактных поверхностей необходимо удалить сжатым воздухом или волосяной щеткой остатки отслоившейся окалины, пыли и ржавчины.
4.40. Сборка соединений на высокопрочных болтах предусматривает совмещение отверстий и фиксацию в проектном положении элементов и деталей соединения с помощью монтажных пробок, установку в свободные отверстия высокопрочных болтов и плотную стяжку пакета.
При сборке соединений следует следить, чтобы перепад толщин перекрываемых накладками элементов не превышал 0,5 мм, что проверяется щупом.
При перепаде плоскостей от 0,5 до 3 мм для обеспечения плавного изгиба накладки кромку выступающей детали необходимо сгладить наждачным кругом на расстоянии до 30 мм от обреза детали.
Перепад плоскостей более 3 мм следует заполнять прокладками из стали того же класса, что и основные детали.
При сборке деталей не разрешается применять обычные болты в качестве сборочных.
Длину болтов назначают в соответствии с суммарной толщиной собираемых деталей, высотой гайки и двух шайб с округлением до 10 мм. При этом выступающая за пределы гайки часть болта должна иметь от одного до трех витков резьбы.
4.41. Проектное натяжение высокопрочных болтов рекомендуется обеспечивать одним из способов регулирования усилий: по углу поворота гайки; по осевому натяжению болта; по моменту закручивания.
Натяжение болтов необходимо производить от середины соединения или наиболее жесткой его части по направлению к свободным краям в такой последовательности:
- плотно стянуть пакет путем натяжения до отказа части поставленных высокопрочных болтов (стяжные болты), равномерно распределяя их по полю соединения; при этом расположение стяжных болтов в непосредственной близости от пробок обязательно;
- все поставленные болты, включая оттяжные, затянуть до проектного усилия;
- выбить пробки, заполнить отверстия болтами и затянуть их до отказа.
4.42. Готовое соединение на высокопрочных болтах подвергается внешнему осмотру. Необходимо убедиться, что все болты имеют установленную маркировку, под все гайки и головки болтов поставлены шайбы и выступающие за пределы гайки части болтов имеют не менее одного витка резьбы над гайкой. Контроль натяжения болтов производят в зависимости от количества болтов в соединении: до 5 - 100 %; 6 - 20 - 50 %; 21 и более - не менее 25 %.
При несоответствии результатов контроля хотя бы для одного болта контролируется двойное количество болтов. Если и в этом случае обнаружится дефектный болт, контролируется все болты данного соединения.
Плотность стяжки пакета проверяют щупом толщиной 0,3 мм, который не должен проходить вглубь между собранными деталями более чем на 20 мм.
После приемки соединения все его наружные поверхности подлежат огрунтовке. Консистенция грунта должна исключать его затекание внутрь стянутого пакета более, чем на 20 мм.
5. ВОССТАНОВЛЕНИЕ И УСИЛЕНИЕ ПОДКРАНОВЫХ КОНСТРУКЦИЙ
Общие положения
5.1. Восстановление и местное усиление подкрановых конструкций и их узлов производится при обнаружении дефектов и повреждений, а также при исчерпании ресурса балок и возникновении опасности их усталостного разрушения.
5.2. Кроме восстановления и усиления элементов подкрановых конструкций необходимо также принять меры по снижению неблагоприятного воздействия кранов, связанных с их несовершенствами (перекосы колес и крана, разность диаметров колес, забегание одной стороны крана относительно другой и т.д.). После проведения работ по восстановлению и усилению конструкций следует провести рихтовку подкрановых путей и восстановить поврежденные защитные покрытия.
5.3. Конструктивные решения по усилению должны разрабатываться специалистами проектных подразделений или проектных организаций и согласовываться с лицами, ответственными за эксплуатацию подкрановых конструкций.
В необходимых случаях, в частности, при наличии массовых повреждений при применении в подкрановых конструкциях сталей с низкими пластическими характеристиками, ограниченной свариваемости, пониженной хладостойкости (для конструкций, эксплуатируемых при отрицательных температурах) конструктивные решения разрабатываются с привлечением специализированных организаций.
5.4. При выборе варианта усиления и способа производства работ необходимо:
- учитывать особенности эксплуатации и характер крановых воздействий;
- по возможности исправить конструктивные несовершенства, указанные в п. 1.11.
- обеспечить на период производства работ проектное раскрепление колонн и других конструкций;
- обеспечить удобство производства работ и качественное их исполнение (доступность сварки, исключение потолочных швов и т.д.).
Принимаемое конструктивное решение должно обеспечить необходимую надежность и долговечность конструкций, для чего следует:
- по возможности уменьшить уровень напряжений в местах повреждения конструкций;
- снизить динамический характер крановых воздействий;
- исключить сварку поперек растянутых элементов;
- использовать для усиления сталь и электроды с высокими пластическими свойствами (см. приложение 2), все материалы должны иметь сертификаты;
- обеспечить плотное сопряжение ребер, упорных деталей за счет фрезеровки их торцов и поджатия при монтаже.
5.5. Все ремонтно-восстановительные работы должны выполняться в строгом соответствии с проектным решением. Состав проектной документации см. раздел 4. Исполнительная документация должна храниться в архиве или в службе эксплуатации. В техническом журнале должна быть сделана отметка о выполненных работах и даны ссылки на номера рабочих чертежей.
Отклонение конструкций от проектного положения
5.6. Нарушение высотных отметок подкрановых конструкций устраняется путем установки подкладок, не более двух (при большем числе прокладок необходима строжка их поверхности) под опорные части подкрановых балок, предварительно ослабив узлы крепления балок к колоннам. Подкладки следует прикрепить к опорным частям колонн сваркой. После рихтовки по высоте необходимо восстановить узлы крепления подкрановых конструкций к колоннам. При этом узлы крепления вертикальных связей должны быть распущены, а после установки подкладок установлены.
Изменение высотных отметок неразрезных подкрановых балок производить только по проектной документации, разработанной специализированными организациями.
5.7. Рихтовку подкрановых балок в плане наиболее рационально производить путем горизонтального смещения балок в блоке с тормозными конструкциями и со смежной балкой, если это возможно. При этом необходимо снять или ослабить крепления балки и тормозных конструкций к колоннам. Если общие перемещения невозможны, то следует отделить тормозные конструкции и вертикальные связи, а после рихтовки восстановить, поскольку смещения подкрановых балок с колонн в плоскости колонн или рам влияет на работу колонн, их необходимо проверить расчетом. Если опорные части балок свешиваются с колонн, необходимо создать дополнительные площадки опирания.
5.8. При недопустимых смещениях опорных ребер балок с установочных осей колонн или при отсутствии опорных ребер должны быть установлены ответные ребра, см. рис. 5.1. Следует обратить внимание на обеспечение передачи вертикальных усилий через плотно поджатые торцы ребер или сварные швы.
5.9. Зазоры в стыках между подкрановыми балками необходимо заполнить прокладками, которые допускается ставить в пределах нижней трети высоты опорных частей балок.
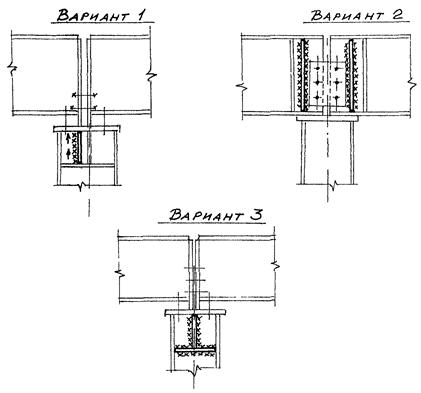
Рис. 5.1. Усиление при смещении ребер или при отсутствии ребер жесткости у колонн
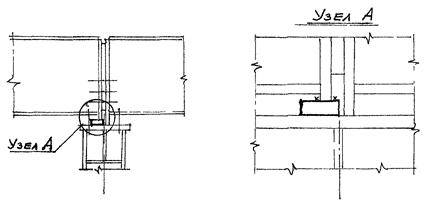
Рис. 5.2. Выравнивание уровней балок на опорах
5.10. Перепад высот подкрановых балок на опорах в разрезных стыках (см. рис. 5.2) устранить путем подъема балки с низкой стороны и установки пластин под опорное ребро с прихваткой его к опорному ребру на доступную длину. Сварку производить при затянутых анкерных болтах.
5.11. Смещения рельсов с осей подкрановых балок устранять путем рихтовки рельсов на балках, соблюдая соответствующие предельно допустимые отклонения (не допускать смещения рельсов с осей балок более 15 мм). При необходимости выполнить горизонтальные смещения подкрановых балок согласно п. 5.7.
5.12. Зазоры в примыканиях ребер к верхним поясам устраняются одним из следующих способов:
- постановка прокладок, предпочтительно клиновых, привариваемых к поясам продольными швами и к ребрам жесткости, см. рис. 5.3;
- наплавка сварных швов, достаточных для передачи вертикальных усилий;
- установка продольно расположенных фасонок в зоне ребер (см. рис. 5.4).
Дефекты и повреждения сварных подкрановых балок
5.13. Трещины в поясах подкрановых балок (особенно опасны в нижних поясах) следует устранять путем их заварки по технологии, приведенной в разделе 4.
Стыковые швы выполнять с выводными планками, которые впоследствии срезать, а места их приварки необходимо зачистить. Качество стыковых швов следует проверять с использованием физических методов контроля. Целесообразно выполнить усиление опасных участков по рис. 5.5, что позволяет исключить влияние дефектов сварки.
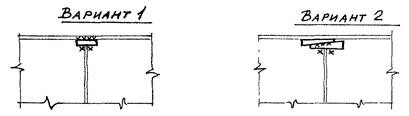
Рис. 5.3. Устранение зазоров в примыканиях ребер жесткости
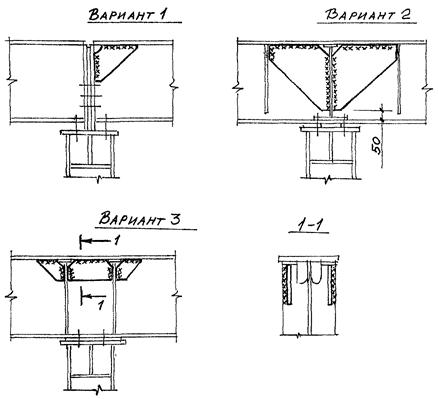
Рис. 5.4. Усиление верхней опорной зоны подкрановых балок
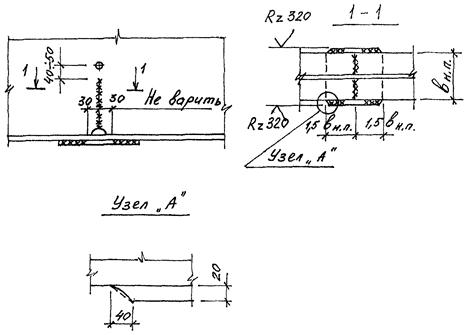
Рис. 5.5. Заварка трещин и усиление нижних поясов подкрановых балок
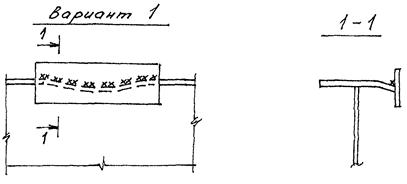
Рис. 5.6. Усиление верхних поясов балок при местных искривлениях
5.14. Заварка трещин в верхней зоне стенки балок по технологии, указанной в разделе 4, не исключает повторное появление их в этих же местах через 1 - 3 месяца, если не приняты меры по снижению уровня напряжений в опасных зонах. Усиление мест с трещинами даны на рис. 5.7. При появлении ряда однотипных трещин целесообразно выполнить усиление опасных зон всех балок одним из рекомендуемых способов.
Варианты 1, 2 - постановка фасонок у ребер жесткости. Данное усиление рекомендуется, как мера предотвращения появления трещин в верхней зоне с постановкой фасонок по всем балкам.
Вариант 3 - постановка ребер из тавров, прикрепляемых к стенке высокопрочными болтами. Они прикрепляются к поясам через прокладки. Принципиальным для этого варианта является требование по приварке ребер к верхним прокладкам в последнюю очередь, чем создается обжатие поясного шва. Отверстия под высокопрочные болты могут выполняться огневым способом с последующей зачисткой.
Вариант 4 - вырез зоны стенки с разветвленными трещинами, вварка вставки и установка ребер.
Варианты 5 - 8 - усиление верхней зоны постановкой коротких ребер, подкрепленных продольным ребром. Применение данных вариантов целесообразно для балок высотой более 1500 мм. Ребра должны быть толщиной не менее 10 мм и иметь плотную подгонку к верхнему поясу и выкружки, аналогичные варианту 1. Шаг ребер рекомендуется принимать равным 300 - 400 м.
Варианты 9 - 14 - постановка ламелей в зоне верхних поясов. Сварные швы наклонных листовых ламелей по варианту 16 должны быть с плавными переходами к основному металлу. Особое внимание следует обратить на качество сварки.
5.15. Остаточный горизонтальный выгиб подкрановых балок может не устраняться, если смещения рельсов с осей стенок не превышают 20 мм, нижние пояса балок раскреплены связями, при возможных нагревах балок более 100 °С установлены теплозащитные экраны. При смещении рельсов с осей балок более 20 мм возможно усиление верхних зон балок ламелями (варианты 9 - 14, рис. 5.7) с раскреплением нижних поясов балок. Устранение выгиба может производиться только по специальному проекту.
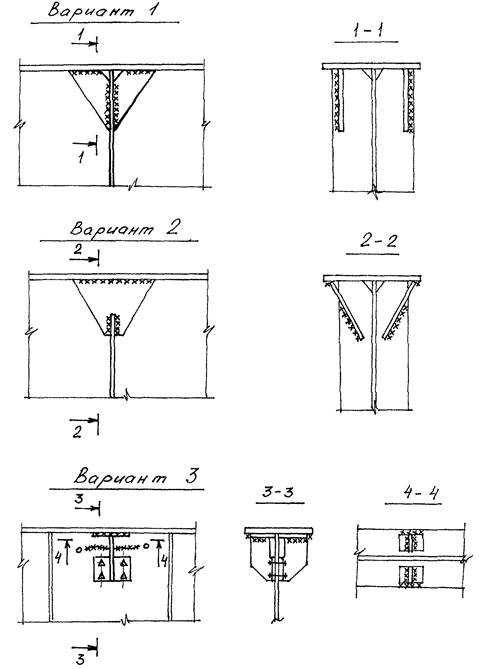
Рис. 5.7. Варианты повышения ресурса верхней зоны стенки подкрановых балок
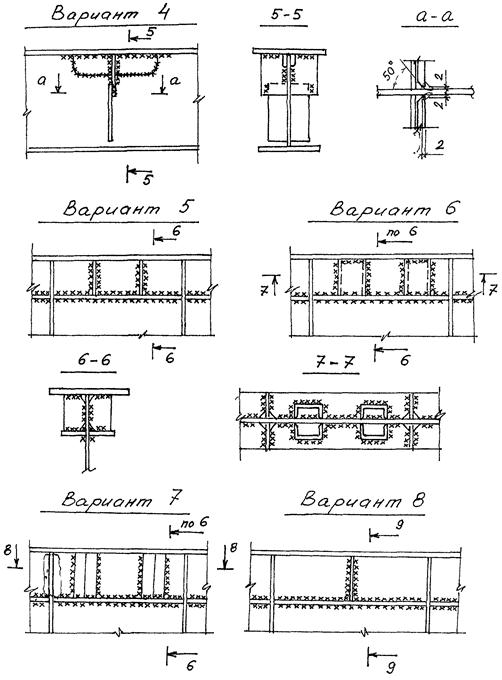
Рис. 5.7. Продолжение
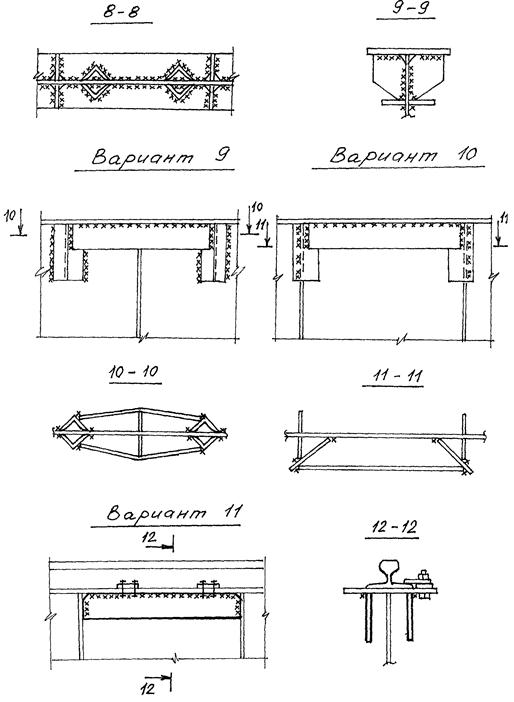
Рис. 5.7. Продолжение
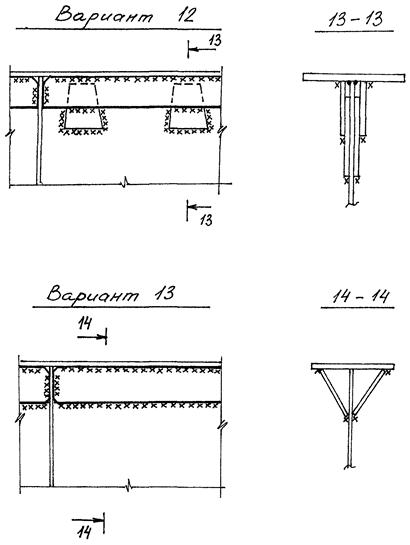
Рис. 5.7. Продолжение
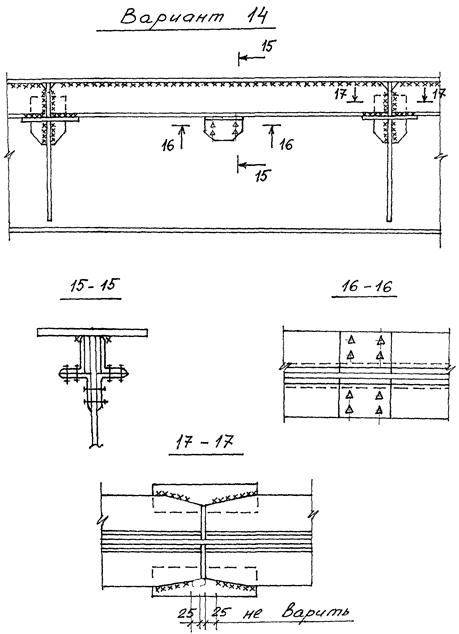
Рис. 5.7. Окончание
5.16. При общем остаточном прогибе подкрановых балок не более 1/600 пролета допускается выравнивание уровня рельсов путем установки подкладок под рельсы полосами с перерывами не более 100 мм с плавным изменением толщин подкладок, т.е. под рельсами не должно быть зазоров более 1 мм.
5.17. Местные искривления полок балок со стрелками более толщины полки необходимо зафиксировать путем постановки ребер или продольно установленных пластин (рис. 5.6).
5.18. Усиление деформированных стенок подкрановых балок в зоне верхних поясов можно выполнить путем постановки ребер (варианты 5 - 7, рис. 5.7). Стенки с общими искривлениями, превышающими ограничения, указанные в табл. 3.1, необходимо усилить одним из следующих способов:
- при искривлениях 1/100 < f/l £ 1/50 стенки допускается выправлять нагревом или без нагрева с использованием клиньев (рис. 5.8, варианты 1 - 3); правка без нагрева допускается только при плавных искривлениях; после правки установить вертикальные или наклонные ребра жесткости;
- при искривлениях f/l > 1/50, а также при волнообразных искривлениях, резких перегибах стенок в стыках листов и других деформациях стенок необходимо установить наклонные элементы - раскосы (рис. 5.8, вариант 4); соединительные прокладки устанавливать через 40 радиусов инерции сечения элемента усиления.
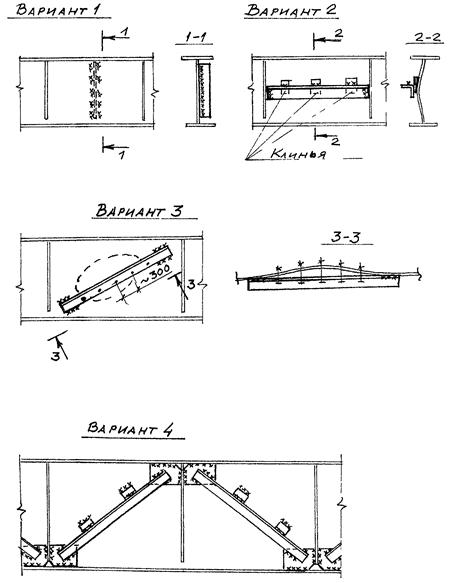
Рис. 5.8. Усиление стенки подкрановых балок
5.19. Местные искривления ребер жесткости в верхней зоне могут вызвать появление трещин в примыкании ребер к поясам или по сечению, ослабленному отверстиями. Ремонт необходимо производить постановкой пластин, параллельно ребрам или по аналогии с вариантами 1, 2, 4, 9 - 12, 14 (рис. 5.7).
Дефекты и повреждения тормозных конструкций
5.20. Трещины в швах крепления тормозного настила к подкрановым балкам необходимо зачистить и заварить вновь. Одновременно в этих же зонах необходимо приварить тормозной настил к верхним поясам подкрановых балок снизу потолочными швами на участках трещин, а также на расстоянии 1 - 1,5 м от опор балок; в прочих местах допускается прерывистый шов.
5.21. Поперечные и другие трещины в тормозном настиле необходимо зачистить и затем заварить на остающихся подкладках, обеспечивая максимальный провар. Остающиеся подкладки приварить к настилу прерывистыми швами катетом 4 мм с шагом 100 мм.
5.22. Дефекты тормозного настила в виде общих искривлений устранять путем:
- правки, аналогично стенкам подкрановых балок по п. 5.18 с постановкой дополнительных ребер жесткости (см. рис. 5.9, вариант 1);
- перекрытием деформированной зоны рифленые листом (см. рис. 5.9, вариант 2) с обваркой его по контуру сплошными швами;
- вырез и замена дефектных участков новыми с приваркой их к существующему настилу встык на остающихся подкладках.
5.23. Вырезы и проемы в тормозном настиле под коммуникации и для других целей должны быть обрамлены (рис. 5.9, варианты 3, 4).
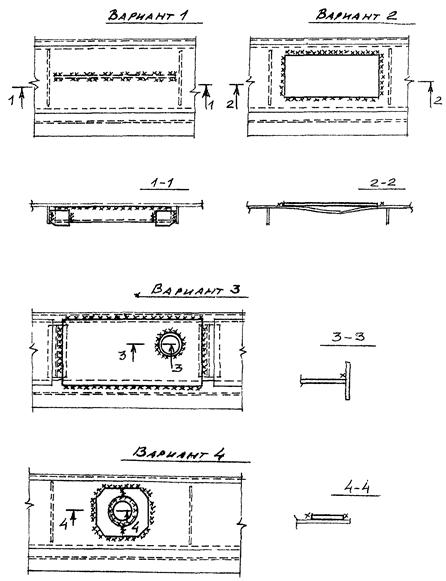
Рис. 5.9. Усиление тормозного настила
5.24. Искривленные элементы тормозных и вспомогательных ферм, а также вертикальных связей со стрелками f/l ³ 1/200 заменить новыми или установить дублирующие элементы.
Повреждения элементов узлов крепления
5.25. Разрушения и несовершенства узлов крепления верха подкрановых балок рекомендуется выполнять по одному из вариантов, приведенных на рис. 5.10. Упорные соединительные элементы должны обеспечивать возможность продольных деформаций верха балок относительно колонн при работах мостовых кранов. Упорные элементы должны иметь строганые или прокатные (из профильного проката) кромки и плотное касание. Последнее достигается путем поджатия их клиньями, установку которых целесообразно предусматривать в готовых деталях, временной затяжкой болтами или установку клиньев в предусмотренные для этого зазоры.
При толщине полки колонн менее 16 мм в местах установки упорных планок следует поставить накладки, предотвращающие местный изгиб полок.
5.26. Регулярные ослабления и разрушения болтов крепления подкрановых балок между собой рекомендуется устранить одним из следующих способов:
- заменить и затянуть болты в нижней зоне балок в пределах 1/3 высоты (мера временная, повторное подтягивание необходимо через 3 - 7 дней в зонах интенсивной работы мостовых кранов режимов 7К и 8К);
- установить под головки и гайки болтов упругие прокладки типа тарельчатых пружин по ГОСТ 3057-79), применение шайб «гровера» не эффективно); возможно применение для этой цели транспортерной ленты, прижатой пластинами;
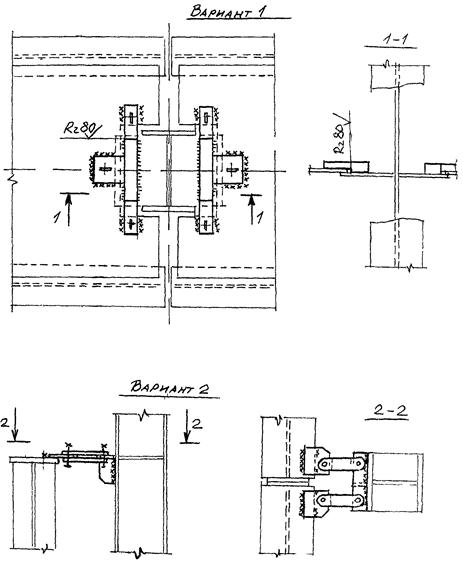
Рис. 5.10. Реконструкция узла крепления подкрановых балок к колоннам
- соединить балки с использованием прокладок и накладок, (см. варианты 1 и 2, рис. 5.11): применение высокопрочных болтов обеспечивает более равномерную передачу опорных усилий на колонны;
5.27. Ослабления и разрушения болтов крепления низа подкрановых балок к колоннам устраняются одним из следующих способов:
- закрепить или затянуть болты - временная и малоэффективная мера;
- установить под болты упругие прокладки (см. рис. 5.12 вариант 1) в виде тарельчатых пружин по ГОСТ 3057-79; прокладки из транспортерных лент, фторопласта (при эксплуатации конструкций при температуре не выше +100 °С) и т.п.;
- закрепить низ балок к колоннам посредством тяжей или длинных болтов (см. рис. 5.12, варианты 2 - 4).
Повреждения элементов связей и вспомогательных ферм
5.28. Разрушенные фасонки и стержневые элементы связевых конструкций, а также ослабленные болты необходимо восстановить по проекту. Крепление вертикальных связей между подкрановыми балками средних рядов в случае их повреждения можно реконструировать путем обеспечения возможности независимых деформаций подкрановых балок по средним рядам колонн.
5.29. При восстановительном ремонте узлов крепления вспомогательных вертикальных: и поддерживающих ферм по крайним рядам колонн рекомендуется выполнять на болтах.
5.30. В связевых панелях подкрановые балки необходимо соединить с колоннами (с целью передачи продольных тормозных усилий и обеспечения раскрепления колонн из плоскости). Для этого к нижним поясам подкрановых балок рекомендуется прикрепить листовые элементы, (см. рис. 1.6, а) или упоры к верху колонн, (см. рис. 5.13).
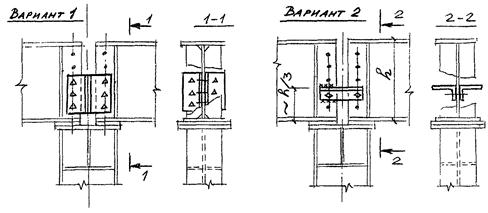
Рис. 5.11. Реконструкция узлов соединения балок между собой.
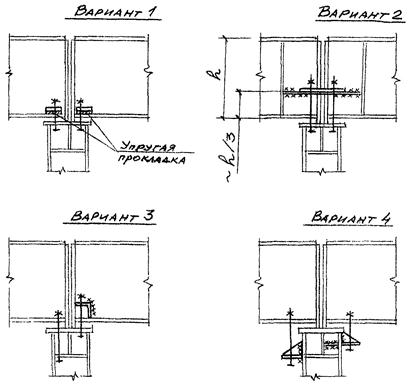
Рис. 5.12. Реконструкция узлов опирания балок
Дефекты и повреждения рельсов и их креплений
5.31. Рельсы с дефектными участками, трещинами и т.п. (дефекты типов 33 - 37, табл. 3.1) необходимо заменить новыми. Стыки рельсов, особенно сварные, следует располагать не ближе чем на 1 - 1,5 м от опор балок.
Допускается временная эксплуатация рельсов с поперечными трещинами, если обеспечена поперечная взаимная несмещаемость, например, установкой боковых упоров.
В местах перепадов высот крановых рельсов необходимо выполнить скос более высокого конца шлифмашинкой с уклоном 1:10.
Разрушенные швы крепления крановых рельсов к балкам восстановить. При повторных разрушениях целесообразно изменить способ крепления рельсов.
6. ЗАМЕНА И ОБЩЕЕ УСИЛЕНИЕ ПОДКРАНОВЫХ КОНСТРУКЦИЙ
6.1. Необходимость замены подкрановых конструкций возникает при невозможности их дальнейшей безопасной эксплуатации, неремонтопригодности в создавшихся условиях, а также в случае принципиальных изменений условий эксплуатации.
Подкрановые конструкции могут заменяться полностью или частично новыми при соответствующем обосновании, в том числе при:
- увеличении грузоподъемности мостовых кранов и их габаритных размеров, а также модернизации или усилении конструкций кранов, приводящих к увеличению крановой нагрузки;
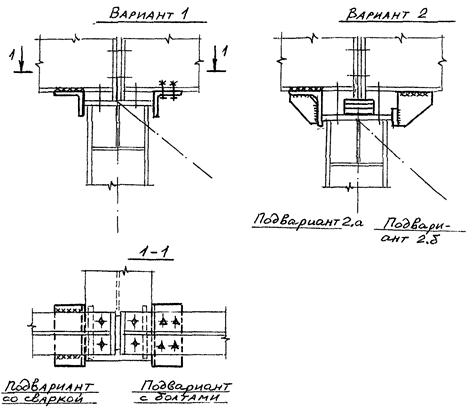
Рис. 5.13. Реконструкция узлов крепления балок к связевым колоннам.
- наличии прогрессирующих разрушений в виде трещин;
- наличии значительного количества дефектов и конструктивных несовершенств, создающих опасность внезапного разрушения конструкций.
6.2. Временная эксплуатация подлежащих замене конструкций может быть допущена при разработке и выполнении мероприятий, исключающих возможность внезапных (хрупких) разрушений конструкций и аварий мостовых кранов. В некоторых случаях целесообразны:
- установка страхующих несущих систем;
- принятие мер по стабилизации трещин;
- выполнение нетрудоемких местных усилений потенциальных зон разрушений;
- установка контрольно-сигнальных систем наблюдения за состоянием конструкций.
6.3. При принятии решения о замене часть существующих конструкций может быть использована, если:
- выполнена реконструкция подкрановых балок или усиление опасных зон;
- произведены ремонт и усиление узлов крепления подкрановых конструкций;
- выполнены мероприятия по снижению местных напряжений в стенках подкрановых балок (установка низкомодульных прокладок под подошвы рельсов и т.п.) или другие мероприятия, улучшающие условия работы конструкций.
6.4. Проектная документация по замене подкрановых конструкций разрабатывается проектными подразделениями или специализированными организациями после технико-экономического обоснования ее целесообразности.
6.5. Замена подкрановых конструкций может выполняться следующими способами:
- полная замена подкрановых конструкций;
- замена подкрановых балок с сохранением примыкающих тормозных конструкций, вспомогательных ферм и смежных подкрановых балок, см. рис. 6.1 (особенности производства работ см. п. 6.8);
- снятие существующих балок, ремонт, усиление и монтаж этих балок.
Рекомендуется использовать одну сменную балку, устанавливаемую последовательно взамен снимаемой на ремонт, поскольку в этом случае качество ремонта может быть существенно улучшено.
Замена неразрезных балок может выполняться только по проекту, разработанному специализированной проектной организацией.
Одновременно с балками, как правило, заменяют крановый рельс и рельсовый крепеж.
6.6. Изготовление и монтаж новых подкрановых конструкций необходимо выполнять по новой проектной документации. Допускается использование ранее выполненных рабочих чертежей, в том числе на стадии НМД, при ревизии и проверке ее в соответствии с действующими нормами на проектирование, изготовление и монтаж конструкций - СНиП 2.01.07-87, СНиП 2-23-81*, СНиП III-18-75, СНиП 3.03.01-87.
При разработке проектной документации и ее ревизии необходимо:
- учитывать фактические особенности эксплуатации мостовых кранов, в том числе оговоренные в разделе 1.2;
- исключать повторения имеющихся конструктивных несовершенств;
- учитывать фактическую ситуацию и состояние смежных конструкций, в том числе наличие коммуникаций, стен и оборудования, дефекты и повреждения смежных конструкций, отклонения положения колонн в опирании балок, в примыканиях горизонтальных конструкций, включая ребра жесткости и ответные фасонки, и т.п.;
- учитывать целесообразность сохранения части тормозных конструкций при условии устранения в них дефектов и повреждений;
- обеспечивать безопасное состояние и эксплуатацию каркаса здания во время замены балок, которые обеспечивают раскрепление колонн и передачу продольных воздействий;
- учитывать технологические возможности изготовления, монтажа.
Рекомендуется для кранов режимных групп 7К, 8К использовать улучшенные конструктивные решения подкрановых балок (рис. 1.10) и узлов их крепления (рис. 1.7).
6.7. Для разработки проектной документации на замену подкрановых конструкций необходимы следующие исходные данные:
- полные паспортные данные и общие схемы («габаритки») мостовых кранов;
- чертежи существующих конструкций колонн, связей, подкрановых конструкций;
- характеристики условий эксплуатации;
- результаты обследований, включая данные геодезической съемки.
6.8. В процессе замены подкрановых конструкций необходимо соблюдать ряд требований и ограничений:
- исключить возможность подхода мостовых кранов ближе чем на 6 м к заменяемой балке;
- исключить работу мостовых кранов в смежных пролетах при замене подкрановых балок по средним рядам, за исключением условий, оговоренных в п. 6.9;
- отключить троллеи, открытую электропроводку и опасные коммуникации (или оградить их);
- обеспечить подачу конструкций в зону монтажа, подготовить места складирования, стоянки монтажных кранов, а также доступы к местам крепления блоков и лебедок и другого монтажного оборудования;
- исключить работу технологического оборудования, особенно подвижных частей в монтажной зоне (допускается укрытие и ограждение);
- не допускаются тепловые, пылевые, химические и другие выделения на зону монтажа;
- обеспечить освещение и точки подключения сварочного оборудования, лебедок, кранов и т.п.
6.9. Для обеспечения сохранности части существующих конструкций и обеспечения неизменяемости каркаса здания могут быть установлены временные элементы (см. рис. 6.1).
При замене балок по этому техническому решению перед демонтажем устанавливают уголок вдоль стоек перильного ограждения, устанавливают временные подкосы снизу или тяжи сверху. После чего отрезают часть тормозного настила и демонтируют подкрановую балку. Указанные меры достаточны для обеспечения безопасности нахождения людей на настиле и обеспечения непрерывной эксплуатации мостовых кранов в смежном пролете (при соответствующих проверках расчетом и конструктивном оформлении), кроме того, обеспечивается раскрепление колонн и рам здания из плоскости. Новые подкрановые балки при этом монтируют с предварительно установленным участком тормозного настила.
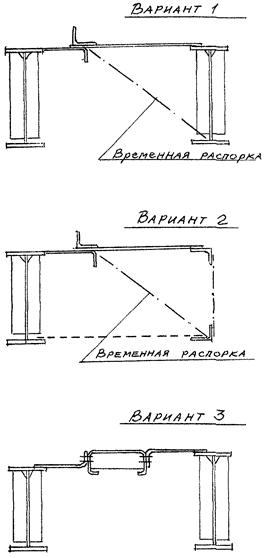
Рис. 6.1. Замена подкрановых балок
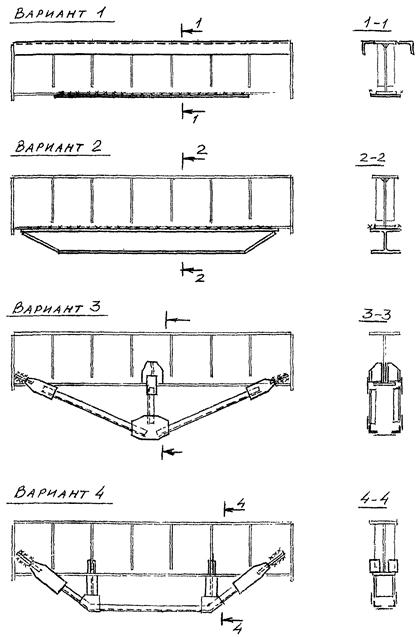
Рис. 6.2. Усиление подкрановых балок
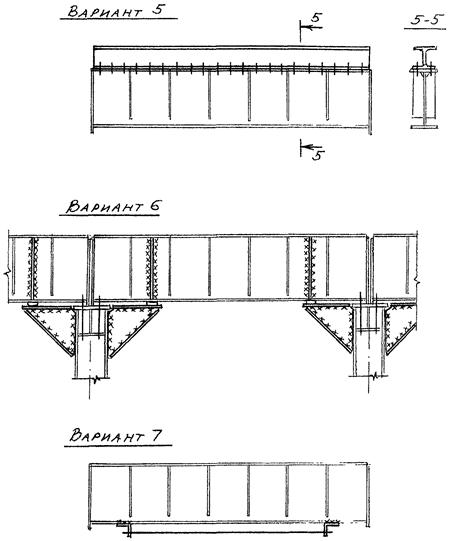
Рис. 6.2. Усиление подкрановых балок (окончание)
6.10. Общее усиление подкрановых балок целесообразно и экономически оправдано при увеличении нагрузок для кранов легкого и среднего режиме работы (группы режимов 1К - 6К).
6.11. Общее усиление подкрановых балок может быть выполнено:
- способом увеличения площади поперечного сечения;
- изменением конструктивной схемы;
- способом регулирования усилий (напряжений).
Каждый из этих способов может применяться самостоятельно или в комбинации с другим (см. рис. 6.2).
6.12. Выбор способа усиления определяется:
- общим техническим состоянием подкрановых конструкций и их конструктивными особенностями;
- возможностью выполнения работ без остановки производства или во время технологических перерывов;
- технологическими возможностями изготовления и монтажа элементов усиления;
- степенью увеличения нагрузки на подкрановые балки.
6.13. Усиление увеличением площади сечения балок целесообразно при небольшом увеличении крановых нагрузок. При значительном возрастании усилий от крановых воздействий рекомендуются усиления изменением конструктивной схемы, регулированием усилий или комбинированным способом.
СПИСОК ЛИТЕРАТУРЫ
1. Пособие по проектированию усиления стальных конструкций (к СНиП II-23-81*). - М.: Стройиздат, 1989.
2. Романов Е.И. Новые узлы крепления подкрановых балок к колоннам - Серия: Изготовление металлических и монтаж строительных конструкций. Вып. 6. 1987. с. 1 ... 8.
3. Савелов В.М. Пути восстановления несущей способности подкрановых балок существующих цехов металлургических заводов Приднепровья. // Тезисы докладов Всесоюзного семинара индустриальных технических решений для реконструкции зданий и сооружений промышленных предприятий. - Макеевский инженерно-строительный институт. -Макеевка, 1986. с. 28 ... 29.
4. А.с. 717244 (СССР). Узловое соединение подкрановых балок с колонной / Ю.И. Новиков. Заявл. 01.08.77, № 2513179/29-33; опубл. в Б.И., 1980, № 7.
5. А.с. 732467 (СССР). Устройство для передачи тормозных сил на колонны здания при перемещении мостовых кланов / Г.М. Толстобров и В.М. Крючков. Заявл. 10.10.77, № 2546359/29-33; опубл. в Б.И., 1980, № 17.
6. А.с. 950659 (СССР). Тормозная подкрановая конструкция / С.П. Кулешов и А.И. Конаков. Заявл. 08.05.80, № 2923336/29-11; опубл. в Б.И., 1982, № 30.
7. А.с. 1122794 (СССР). Узловое соединение подкрановых балок с колонной / Ю.И. Новиков и Ю.Ф. Косенко. Заявл. 12.10.33, № 3651178/29-33; опубл. в Б.И., 1984, № 41.
8. А.с. 1135868 (СССР). Узел крепления подкрановой балки к колонне /Р.С. Зекцер и Ю.С. Плишкин. Заявл. 26.01.84 № 3694280/29-33; опубл. в Б.И., 1985, № 3.
9. А.с. 1234148 (СССР). Способ предотвращения роста трещин в изделии / А.П. Махов, А.И. Конаков и С.П. Кулешов. Заявл. 20.12.84, № 3827695/25-27; опубл. в Б.И., 1986, № 20.
10. А.с. 1384648 (СССР). Способ усиления имеющего трещину металлического элемента пролетных строений мостов / В.С. Данков и В.А. Сухарев. Заявл. 21.10.86, № 4136741/29-33; опубл. в Б.И., 1988, № 12.
11. А.с. 1456488 (СССР). Способ усиления имеющего трещину металлического элемента пролетных строений мостов / В.С. Данков. Заявл. 09.07.87, № 4280594/29-33; опубл. в Б.И., 1989, № 5.
12. А.с. 1474230 (СССР). Узел крепления тормозных конструкций разрезных подкрановых балок к колонне / Б.Д. Бейзерман и В.С. Беркенбист. Заявл. 16.12.86, № 4162024/29-33; опубл. в Б.И., 1989, № 15.
13. А.с. 1482997 (СССР). Способ усиления имеющего трещину металлического элемента пролетных строений мостов / В.С. Данков. Заявл. 14.01.87, № 4180880/29-33; опубл. в Б.И., 1989, № 20.
14. А.с. 1502683 (СССР), Способ усиления имеющей трещину в стенке металлической мостовой балки / В.С. Данков и С.К. Каневский. Заявл. 14.04.87, № 4229627/29-33; опубл. в Б.И., 1989, № 31.
15. Конаков А.И., Махов А.П. Отказы и усиление строительных металлических конструкций // Обзорн. информ. ВНИИИС Госстроя СССР. Сер. 8, 1981. Вып. 4.
ПРИЛОЖЕНИЕ 1
РЕЖИМ РАБОТЫ ПОДКРАНОВЫХ КОНСТРУКЦИЙ
В соответствии с ГОСТ 24546-82
режим работы кранов определяется по величине комплексного показателя ![]() , где Q - номинальная грузоподъемность крана; Qi - средняя масса груза, перемещаемого краном с числом циклов Ci за срок службы крана;
, где Q - номинальная грузоподъемность крана; Qi - средняя масса груза, перемещаемого краном с числом циклов Ci за срок службы крана; ![]() . В таблице П.1.1 приводятся данные о
группах режимов работы кранов в зависимости от значений Ст и Кр.
. В таблице П.1.1 приводятся данные о
группах режимов работы кранов в зависимости от значений Ст и Кр.
Таблица П.1.1
|
Группа режима работы крана при показателе Кр, равном |
||||
|
0,125 |
0,25 |
0,5 |
1 |
|
|
до 0,3×105 |
1К |
1К |
2К |
2К |
|
1,25×105 |
2К |
3К |
4К |
5К |
|
2,5×105 |
3К |
4К |
5К |
6К |
|
5,0×105 |
4К |
5К |
6К |
7К |
|
20,0×105 |
6К |
7К |
8К |
- |
|
более 40×105 |
8К |
8К |
- |
- |
В таблице П.1.2 приводятся ориентировочные сведения о режимах работы кранов в зданиях производств черной и цветной металлургии. Указанные сведения являются усредненными для группы одноименных цехов и в каждом конкретном случае могут уточняться с учетом специфики производственного процесса путем проведения экспериментальных исследований с привлечением специализированных организаций.
Таблица П.1.2.
Режим работы подкрановых конструкций
|
Здания (отделения, пролеты) основных производств |
||
|
Общая характеристика |
Примерный перечень объектов |
|
|
Легкий |
Здания (пролеты), в которых эксплуатируются краны с ручным приводом, ремонтные и монтажные краны режимных групп 2К и 3К |
А. Доменное производство: здание поддоменника. Б. Сталеплавильное производство: пролеты пультов управления, электромашинные залы мелко- и средне-сортных, штрипсовых проволочных, непрерывно заготовительных и широкополосных станов цехов горячей прокатки (ЦГП), холодной прокатки (ЦХП) и жести, а также в отделениях блюмингов и слябингов; вальцешлифовальные мастерские, пролеты агрегатов электролитического и горячего лужения цехов жести Г. Трубное производство: машинные залы трубопрокатных цехов (ТПЦ) Д. Ремонтное хозяйство: прессовые и молотовые отделения, склады металла и ремонтно-механические мастерские кузнечно-прессовых цехов (КПЦ) и фасонно-литейных цехов (ФСЛЦ) |
|
Средний |
Здания (пролеты), в которых эксплуатируются краны режимных групп 4К - 6К с регулярной сменной загрузкой |
А. Доменное производство: литейные дворы; здания колошникового подъемника; депо ремонта чугуновозных ковшей (основной и вспомогательный пролеты) Б. Сталеплавильное производство: конверторные пролеты главного здания конверторных цехов В. Прокатное производство: пролеты установок непрерывной разливки стали, вспомогательные пролеты нагревательных колодцев отделений блюминга и слябинга, а также пролеты для хранения коксика и уборки шлака ЦГП и ЦХП; становые пролеты отделений блюминга и слябинга, непрерывно заготовительных, широкополосных, мелко- и среднесортовых, штрипсовых и проволочных станов; пролеты агрегатов очистки и резки, непрерывного отжига, электролитического и горячего лужения ЦГП, ЦХП и цеха жести; пролеты гибочных агрегатов цехов горячего прессования (ЦГПр); Д. Ремонтное хозяйство: отделения смачивания шлака, подготовки жидкого чугуна, ковшовые, формовочные, остывания форм изложниц цеха изложниц; пролеты станков и слесарно-сборочные отделения механических цехов; пролеты флюсовых мастерских |
|
Тяжелый |
Здания (пролеты), в которых эксплуатируются крюковые краны режимной группы 7К, а также краны, транспортирующие жидкий металл |
Б. Сталеплавильное производство: разливочные, печные и загрузочные пролеты главных зданий, здания миксерных отделений и отделений магнитных и сыпучих материалов, шихтовые отделения мартеновских, конверторных и сталеплавильных цехов; колоннады, бойные отделения, отделения огневой и механической резки скрапа копровых (скрапо-разделочных) цехов В. Прокатное производство: печные, скрапные пролеты и пролеты уборки окалины отделений блюминга, мелко- и среднесортных, штрипсовых, проволочных и непрерывно заготовительных станов; склады готовой продукции отделений среднесортных и проволочных станов; травильные отделения, склады готовой продукции и погрузочные пролеты, а также здания чистки и смазки изложниц, склады холодного металла, дворов изложниц и пролеты дрессировочных станов ЦГП, ЦХП, ЦГПр и цеха жести Г. Трубное производство: склады заготовок, штрипса, готовой продукции; пролеты агрегатов резки, калибровки, сварки, отделки и охлаждения труб ТПЦ, ТСЦ и ТЭСЦ |
|
|
|
Д. Ремонтное хозяйство: шихтовые пролеты, формовочно-заливочные, землеприготовительные, обрубные отделения, склады литья чугунолитейных цехов, ФСЛЦ и цехов изложниц; заготовительные отделения, отделения обработки металла, сборки и сварки, склады металла и готовой продукции цехов металлоконструкций Е. Предприятия цветной металлургии: плавильные цеха и отделения медного, никеле-кобальтового, оловянного и алюминиевого производств; отделения анодной массы, обожженных анодов и шихтовое алюминиевого производства |
|
Особо тяжелый |
Зданий (пролеты), в которых эксплуатируются краны режимной группы 8К с лапами, траверсами на жестком подвесе, грейферные, магнитно-грейферные и мульдомагнитные |
Б. Сталеплавильное производство: шлаковое отделение и отделение раздевания слитков копровых цехов и ЦПС В. Прокатное производство: пролеты нагревательных колодцев и складов заготовок (адьюстажа) отделений блюминга и слябинга СПЦ и ЦГП; склады слитков и готовой продукции штрипсовых станов, пролеты горячекатанных рулонов и термические отделения ЦГП и ЦХП Е. Предприятия цветной металлургии: склады руды, окатышей и флюсов |
ПРИЛОЖЕНИЕ 2
МАТЕРИАЛ ПОДКРАНОВЫХ КОНСТРУКЦИЙ И ТРЕБОВАНИЯ К МАТЕРИАЛАМ ДЛЯ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ
1. Эксплуатируемые подкрановые конструкции были изготовлены в разное время из сталей тех марок, которые выпускались промышленностью и использовались в соответствии с имевшими в период строительства требованиями норм проектирования.
В таблицах П.2.1 и П.2.2 приведены данные о действовавших в различные периоды стандартах на малоуглеродистую и низколегированную сталь, а в таблице П.2.3 - о нормах проектирования.
Таблица П.2.1
Стандарты на малоуглеродистую сталь
(по состоянию на 01.01.90)
|
Время действия |
Примечания |
||
|
от |
до |
||
|
ОСТ 4125 |
13.02.32 |
01.04.37 |
|
|
ОСТ 2897 |
01.04.37 |
15.07.41 |
|
|
ГОСТ 380-41 |
15.07.41 |
01.10.50 |
Есть издание 1946 г. |
|
ГОСТ 380-50 |
01.10.50 |
01.07.58 |
|
|
ГОСТ 380-57 |
01.07.58 |
01.01.60 |
Практически не применялось |
|
ГОСТ 380-60 |
01.01.60 |
|
|
|
ГОСТ 380-60* |
|
01.01.72 |
Выпущены издания в 1963, 1966 и 68 гг. |
|
ГОСТ 380-71 |
01.01.72 |
|
Есть издания 1985 г. |
|
ГОСТ 380-71* |
|
01.01.90 |
|
|
01.01.90 |
- |
|
|
|
01.01.89 |
- |
|
|
Таблица П.2.2
Стандарты на низколегированную сталь
(по состоянию на 01.01.90 г.)
|
Время действия |
Примечания |
||
|
от |
до |
||
|
ТУ НКУМ-30Т |
|
01.10.49 |
|
|
ГОСТ 5058-49 |
01.10.49 |
01.10.57 |
|
|
ГОСТ 5058-57 |
01.10.57 |
01.01.67 |
|
|
ГОСТ 5058-65 |
01.01.67 |
01.01.75 |
|
|
ГОСТ 19281-23 |
01.01.75 |
- |
|
|
01.01.75 |
- |
|
|
Таблица П.2.3.
Технические условия и нормы проектирования, по которым осуществлялось проектирование подкрановых конструкций (по состоянию на 01.01.90 г.)
|
Наименование нормативного документа |
Соответствующие ГОСТ, ОСТ на сталь |
|
|
1 |
2 |
3 |
|
До 1931 |
Технические условия и нормы проектирования и воздействия металлоконструкций, КОМ СТО и др. ведомственные указания |
№ 302 ТУ НКПС № 368 ТУ НКПС № 321 ТУ НКПС Сортаменты металлопроката 1926 г. |
|
1931 - 1934 |
Технические условия и нормы проектирования и возведения металлических конструкций и сооружений ВСНХ СССР от 21 VIII-1931 г. (ТУ и Н 1931 г.) |
То же Сортаменты металлопроката 1926 и 1932 годов |
|
1934 - 1942 |
Технические условия и нормы на проектирование промышленных зданий. Металлические конструкции и сооружения. Главстройпром НКТП СССР (ТУиН 1934 г.) |
ОСТ 4125, ОСТ 4129 Сортаменты металлопроката 1932 - 1939 гг. |
|
1942 - 1946 |
Указания по проектированию и применению стальных конструкций в условиях военного времени от 26.VI.1942 г. Наркомстрой СССР (У-28-42) |
ГОСТ 330-41 И-63-42 Наркомстроя (упрощенные указания для обезличенной стали). Сортаменты металлопроката 1936 г. и 1939 г. |
|
1946 - 1955 |
Нормы и технические условия проектирования стальных конструкций. Министерство строительства предприятий тяжелой индустрии |
ГОСТ 380-41, сортаменты металлопроката 1936 и 1939 гг. |
|
|
Указания по проектированию стальных клепаных конструкций из низколегированных сталей повышенной прочности марки СХЛ-2. Министерство строительства предприятий тяжелой индустрии 08.08.1946 г. (У-70-46) |
ТУ-303 НКЧМ; сортаменты металлопроката, 1936 г. |
|
|
Указания по проектированию стальных конструкций из сталей марок НЛ1 и НЛ2 (V-70-51). Министерства строительства предприятий тяжелой индустрии от 08.06.1951. |
ГОСТ 5058, ГОСТ 499-41 (заклепки), ГОСТ 380-50 (материал для болтов) |
|
1955 - 1962 |
Нормы и технические условия проектирования стальных конструкций. Госстрой СССР. Утверждены 31.01.1955 г. (срок введения 1 июля 1955 г.) НиТУ 121-55 |
ГОСТ 380-50 и ГОСТ 380-37 (углеродистая сталь); ГОСТ - 6713-58) сталь № 16с), ГОСТ 5058-49 (сталь НЛ); ГОСТ 499-41 (заклепочная сталь); Сортаменты металлопроката 1939, 1956 и 1957 гг. |
|
1962 - 1972 |
Стальные конструкции. Нормы проектирования. Госстрой СССР СНиП П-В, 3-62, утв. 27.08.1952. СНиП П-В, 3-62 (1968 г.) и изменения его от 23.07-1971 г. |
ГОСТ 380-60, ГОСТ 380-60, (углеродистая сталь), ГОСТ 5058-57 (низколегированная сталь) |
|
|
Временные указания по проектированию стельных конструкций из сталей высокой прочности. Госстрой СССР (СН 347-66). Указания по проектированию, изготовлению и монтажу стальных конструкций, предназначенных для эксплуатации в условиях низких температур. Госстрой СССР (СН-363-66) |
ГОСТ 5058-65 (НЛ). Сортаменты металлопроката 1956 и 1957 гг. |
|
1973 - 1981 |
Стальные конструкции. Нормы проектирования СНиП П-В.3-72. Госстрой СССР, утвержденные 29.12.72 г. Срок введения 01.07.1973 г. |
ГОСТ 380-71, ГОСТ 380-71 х), ГОСТ 5058-55 (до янв. 1975 г.), ГОСТ 19281-73 (низколегированная сталь, с янв. 1973 г.), ГОСТ 19282-73 (низколегированная сталь, толстолист. и широкополосная универ. сталь с 1.1.75 г. |
|
с 1982 г. |
Стальные конструкции. Нормы проектирования. СНиП II-23-81. Госстрой СССР. Утв. 14.08.81. Срок введения 01.01.82 |
ГОСТ 380-71, ГОСТ 19281-73, ГОСТ 19282-73, ТУ-14-1-3023-80, ГОСТ 23570, ГОСТ 22772-88 |
|
|
Вносились изменения 25.06.84 (пост. № 120) 11.12.85 (пост. № 218) 29.12.86 (пост. № 69) 12.07.89 (пост. № 121) |
Сортаменты металлопроката 1956, 1957, 1971, 1972 гг. |
2. Материалы для ремонтов подкрановых конструкций должны обладать повышенными пластическими характеристиками и иметь, как правило, прочность не ниже основного материала конструкций.
3. Для ремонтов конструкций из малоуглеродистых марок сталей используется сталь ВСт3пс5-2(1,2) по ТУ 14-1-3023-80 и ВСт3сп5 по ГОСТ 380-71. Для ремонтов конструкций из низколегированной стали прочностью до 430 МПа - сталь 09Г2-12 гр.2(1), 09Г2С-12 гр.2(1) по ТУ 14-1-3023-80, допускается сталь 09Г2-12 по ГОСТ 19282-73. Применение сталей ВСт3кп по 2, 4, 6; 10Г2С1 и 14Г2 допускается только для вспомогательных элементов типа ребер жесткости.
При использовании стали по ГОСТ 27772-83 рекомендуются марки С255 и С285, а также марки С345 третьей категории.
Все стали, применяемые для ремонтов, должны иметь сертификат или пройти полную проверку для подтверждения их качества.
4. Для ручной дуговой сварки следует применять электроды по ГОСТ 9467-75 и ГОСТ 9466-75 типов Э-42А, Э-46А, Э-50А, марок УОНИ-13/45, УОНИ-13/55.
Каждая партия электродов, применяемых для ремонтов, должна иметь сертификат, технические условия или паспорт.
5. Все материалы, применяемые для ремонтов подкрановых конструкций, должны подвергаться входному контролю соответствия их качества по документам.
В основных элементах балок не допускается расслоение, плены в виде тонких отслоений, случайные выхваты, ожоги, зарубки, риски, особенно перпендикулярно действию силовых потоков.
Электроды должны перед употреблением подвергаться термической обработке в соответствии с этикетками на пачках. Все электроды подлежат внешнему осмотру и отбраковке.
ПРИЛОЖЕНИЕ 3
ПЕРИОДИЧНОСТЬ ОСМОТРОВ И ОБСЛЕДОВАНИЙ ПОДКРАНОВЫХ КОНСТРУКЦИЙ
1. Текущие осмотры и общие периодические осмотры подкрановых конструкций производятся в соответствии с разделом 2 ОРД 00 000 89 МинЧермета СССР.
2. Периодичность текущих осмотров осуществляется в зависимости от режима работы кранов в соответствии с табл. П.3.1.
Таблица П.3.1
|
Периодичность текущих осмотров (не реже) |
Объем обследуемых конструкций |
|
|
Особо тяжелый режим заботы |
Два раза в месяц |
Все подкрановые конструкции и их узлы. Особое внимание обратить на поиск повреждений в виде трещин и ослабления болтов |
|
Тяжелый режим работы |
Один раз в месяц |
20 % элементов, узлов и соединений |
|
Средний и легкий режим работы |
Один раз в три месяца |
10 % элементов, узлов и соединений |
3. Общие периодические осмотры производятся два раза в год (весной и осенью).
4. Обследования подкрановых конструкций проводятся в соответствии с разделом 3 ОРД 00 000 89 МинЧермета СССР.
5. Рекомендуемая периодичность обследований подкрановых конструкций приведена в табл. П.3.2.
Таблица П.3.2
|
Срок эксплуатации, после которого рекомендуется проведение обследований |
|||
|
в среде |
|||
|
неагрессивной и слабоагрессивной |
среднеагрессивной |
сильноагрессивной |
|
|
1 |
2 |
3 |
4 |
|
Легкий и средний режим работы |
18 |
12 |
12 |
|
Тяжелый режим работы |
12 |
8 |
6 |
|
Особо тяжелый режим работы |
8 |
5 |
5 |
ПРИЛОЖЕНИЕ 4
РЕКОМЕНДУЕМЫЙ ТОК ДЛЯ РУЧНОЙ СВАРКИ РАЗЛИЧНЫМИ ЭЛЕКТРОДАМИ
|
Диаметр, мм |
Ток, А при положении сварного шва: |
|||
|
нижнем |
вертикальном |
потолочном |
||
|
АНО-40 |
3 |
100 - 140 |
90 - 110 |
100 - 120 |
|
4 |
170 - 210 |
140 - 150 |
140 - 170 |
|
|
5 |
190 - 270 |
150 - 170 |
|
|
|
УОНИ 13/45 |
3 |
100 - 130 |
90 - 120 |
90 - 120 |
|
УОНИ 13/45А |
4 |
160 - 210 |
130 - 160 |
130 - 160 |
|
УОНИ 13/55 |
5 |
220 - 280 |
160 - 210 |
|
|
АНО-9 |
4 |
160 - 190 |
160 - 210 |
- |
|
5 |
180 - 240 |
220 - 270 |
- |
|
|
3 138 50Н |
3 |
100 - 130 |
130 - 160 |
130 - 160 |
|
4 |
160 - 210 |
160 - 210 |
160 - 210 |
|
|
5 |
220 - 280 |
200 - 240 |
|
|
ПРИЛОЖЕНИЕ 5
ВАРИАНТЫ РЕКОНСТРУКЦИИ УЗЛОВ КРЕПЛЕНИЯ ПОДКРАНОВЫХ БАЛОК К КОЛОННАМ
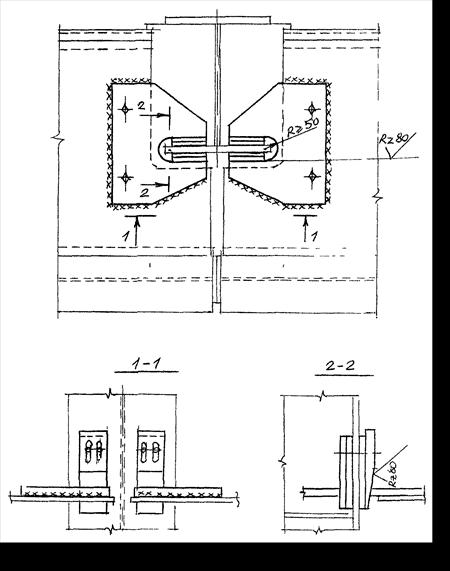
Рис. П5.1
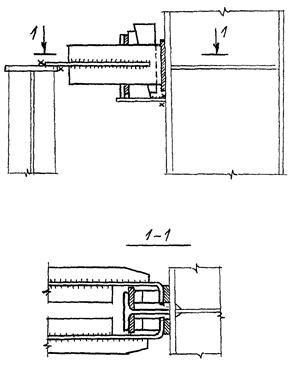
Рис. П5.2.
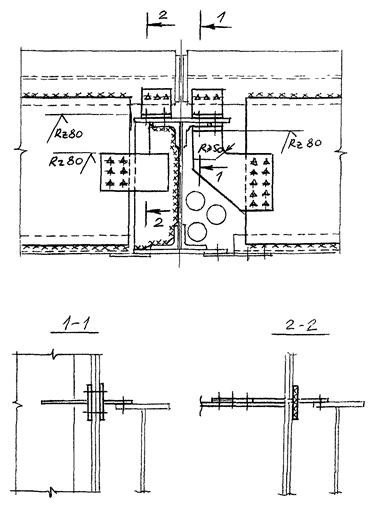
Рис. П5.3
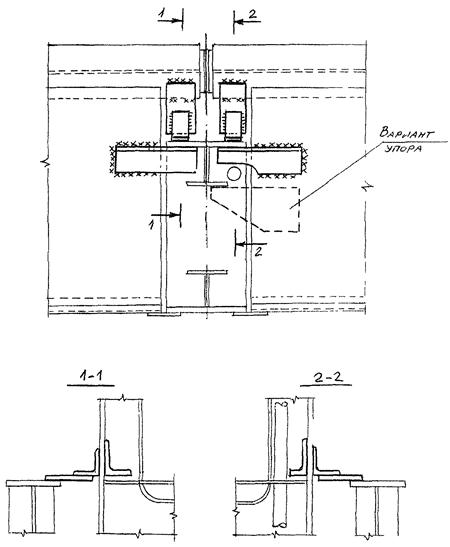
Рис. П5.4
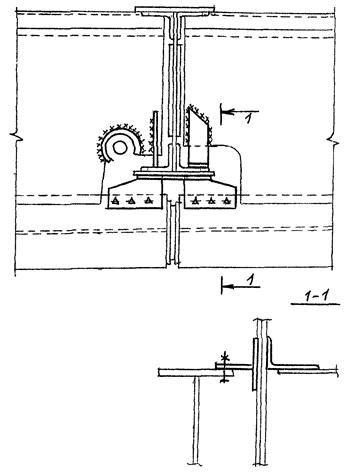
Рис. П5.5.