Министерство
Атомной Энергии РФ
Государственное предприятие Ленинградская Атомная Электростанция
|
СОГЛАСОВАНО Начальник 2
Управления _________________ С.А. Адамчик Начальник 4
Управления __________________ А.В. Просвирин |
УТВЕРЖДАЮ Директор Ленинградской АЭС _________________ А.П. Еперин ___ ________________1996 г. |
ТИПОВАЯ
ИНСТРУКЦИЯ
по эксплуатационному контролю состояния основного металла и сварных соединений оборудования
и трубопроводов систем, важных для безопасности энергоблоков Ленинградской АЭС
с реакторами РБМК-1000
Срок
введения: с 01.09.1996
Срок действия: до 31.12.1997
Сосновый Бор - Москва 1996
|
Заместитель директора НИКИИЭТ ____________ Ю.М. Черкашев Главный инженер ЛАЭС ____________ В.И. Лебедев Заместитель главного инженера ВНИПИЭТ ____________ Г.А. Луценко /Заместитель Генерального директора ВНИИАЭТ ____________ Ю.И. Филимонцев И.о. директора ИЦП МАЭ НИКИЭТ ____________С.В. Европин Директор НТЦ ЯРБ ____________ Б.Г. Гордон
|
СОДЕРЖАНИЕ
ПЕРЕЧЕНЬ СОКРАЩЕНИЙ
СИСТЕМЫ И ЭЛЕМЕНТЫ
АПЭН - аварийный питательный электронасос
БРУ-Б - быстродействующие редуцирующие устройства
БРУ-К - быстродействующие редуцирующие устройства
БС - барабан-сепаратор
ГПЗ - главная паровая задвижка
ГПК - главный предохранительный клапан
ГСП - гидростатический подшипник
ГЦН - главный циркуляционный насос
ДРК - дроссельно-регулирующий клапан
ЗРК - запорно-регулирующий клапан
КВД - кольцо высокого давления
КМПЦ - контур многократной принудительной циркуляции
КО СУЗ - контур охлаждения СУЗ
МК - металлоконструкция
НВК - нижние водяные коммуникации
ОК - обратный клапан
ПВК - пароводяные коммуникации
ПНД - подогреватель низкого давления
ППБ - плотно-прочный бокс
ПЭН - питательный электронасос
РГК - раздаточный групповой коллектор
РО - реакторное отделение
РУ - реакторная установка
САОР - система аварийного охлаждения реактора
СВБ - системы, важные для безопасности
СВО - спецводоочистка
СЛА - система локализации аварий
СОП - система острого пара
СПиР - система продувки и расхолаживания
СПП - сепаратор пароперегреватель
СППВ - система подачи питательной воды
СРК - стопорно-регулирующий клапан
СУЗ - система управления и защиты
ТГ - турбогенератор
ТК - технологический канал
ЦВД - цилиндр высокого давления
ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ МЕРОПРИЯТИЯ И ОРГАНИЗАЦИИ
КПР - капитальный предупредительный ремонт
ППР - планово-предупредительный ремонт
ГМО - головная материаловедческая организация
МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЯ
АО-С - анализ образцов-свидетелей
ВК - визуальный и измерительный контроль
ГИ - гидроиспытания
КК - капиллярный контроль
НК - неразрушающий контроль
МПК - магнитнопорошковый контроль
ОИА - осмотр индикаторов коррозионной агрессивности среды
ПЭК - предэксплуатационный контроль
РК - радиографический контроль
УЗК - ультразвуковой контроль
УЗТ - ультразвуковая толщинометрия
ЭК - периодический контроль (эксплуатационный)
1. ВВЕДЕНИЕ
Типовая инструкция (далее инструкция) эксплуатационного контроля основного металла и сварных соединений разработана в соответствии с требованиями нормативно-технического документа «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок» ПНАЭ Г-7-008-891).
______________
1) ссылки по тексту и в приложениях даны по разделу 8; ссылки в табл. 4.1.1 - 4.1.14 даны по разделу 6.
Инструкция разработана в развитие типовой инструкции АИЭ-10-89 [3]. При разработке инструкции учтен опыт эксплуатации АЭС с реакторами РБМК, а также рекомендации МАГАТЭ, содержащиеся в соответствующих руководствах [4, 5].
Настоящая инструкция распространяется на эксплуатационный контроль основного металла и сварных соединений оборудования и трубопроводов, а также других элементов систем, важных для безопасности (СВБ), энергоблоков Ленинградской АЭС с реакторами РБМК-1000, предусматривая зоны контроля и минимально необходимые требования к объему контроля. Инструкция является обязательной для персонала ЛАЭС. Перечень систем на элементы которых распространяется данная инструкция, приведен в разделе 4.1.
При разработке настоящей инструкции за основу были приняты элементы систем энергоблоков второго поколения РБМК-1000 - 3-й и 4-й энергоблоки ЛАЭС. При использовании настоящей инструкции для разработки рабочих программ контроля оборудования и трубопроводов 1-го и 2-го энергоблоков в них должны быть учтены имеющиеся проектные и технологические особенности.
Элементы, не подведомственные требованиям Правил [1], но важные для безопасности (например, металлоконструкция реактора, опорные конструкции барабан-сепараторов и др.), также включены в число объектов контроля.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Целью контроля за состоянием металла в процессе эксплуатации является:
а) выявление и фиксация дефектов металла;
б) выявление и фиксация изменения физико-механических свойств и структуры металла;
в) оценка состояния металла.
До пуска оборудования в эксплуатацию проводится предэксплуатационный контроль для фиксации начального состояния металла, с которым впоследствии сопоставляются данные периодического контроля. Контроль в объеме предэксплуатационного проводится также и после ремонта или замены компонента во время эксплуатации.
Очередной (периодический) эксплуатационный контроль состояния основного металла и сварных соединений проводится с определенной периодичностью (см. табл. 4.1.1 - 4.1.14).
Внеочередной эксплуатационный контроль проводится по решению администрации или по предписанию инспекции Госатомнадзора России.
Эксплуатационный контроль металла и сварных соединений является важным элементом проведения технического освидетельствования оборудования и трубопроводов в соответствии с требованиями раздела 8 Правил [1]. График проведения эксплуатационного контроля металла должен быть согласован с графиком проведения технического освидетельствования элементов энергоблока.
2.2. Ответственность за выполнение контроля в объемах, предусмотренных настоящей инструкцией, возлагается на Главного инженера АЭС.
2.3. Периодический контроль согласно данной инструкции проводится в период ППР и КПР оборудования и трубопроводов каждого энергоблока.
2.4. Для проведения контроля за состоянием металла в соответствии с настоящей инструкцией персоналом АЭС подготавливается рабочая программа обследования, которая за месяц до начала ППР (КПР) утверждается Главным инженером АЭС. По обоснованному требованию Главного конструктора РУ, Генерального проектировщика АЭС, инспекции Госатомнадзора России объем контроля в рабочих программах может быть увеличен по сравнению с базовым - минимально необходимым, указанным в инструкции.
Уменьшение объема контроля конкретного оборудования и трубопроводов в рабочих программах по сравнению с минимально необходимыми объемами, предусмотренными в настоящей инструкции, должно быть согласовано на уровне организаций и предприятий, согласовавших и утвердивших данный документ, а также Госатомнадзором России.
2.5. Рабочие программы должны удовлетворять требованиям подраздела 7.5 Правил [1]. В них должно быть предусмотрено проведение подготовительных работ и установлены ответственные исполнители работ. Периодичность, объем, методики и методы контроля должны соответствовать приведенным в программе контроля настоящей инструкции (раздел 4).
2.6. Контроль металла и сварных соединений оборудования и трубопроводов неразрушающими методами выполняет специализированное под разделение ЛАЭС (приложение 5) или при необходимости привлекаемые специализированные организации, имеющие разрешение ГАН РФ, согласно графику ремонта после выполнения подготовительных операций и обеспечения необходимых условий для нормальной работы обслуживающего персонала и аппаратуры.
2.7. Места контроля (с обозначением координат зон контроля), проводимого согласно типовой и рабочих программ, указываются на схемах контроля, которые для корпусного оборудования должны содержать его развертку, а для трубопроводов диаметром 100 мм и более - аксонометрические проекции. На схемах должна быть указана следующая информация: наименование элементов систем и их узлов, параметры среды, диаметр, толщина стенки, марка материала, номера сварных швов, гибов, трубных блоков.
2.8. Контроль тепловых перемещений оборудования и трубопроводов, контроль состояния пружинных опор и подвесок трубопроводов, а также их размеров, организовываются цехом-владельцем оборудования.
2.9. Рабочие программы контроля должны составляться таким образом, чтобы в пределах каждого периода контроля были охвачены все точки или места контроля, определенные в настоящей программе.
2.10. Для целей наблюдения за состоянием основного металла и сварных соединений в процессе эксплуатации должен осуществляться контроль по образцам-свидетелям.
2.11. При проведении выборочного контроля реперные зоны контроля подбираются таким образом, чтобы они включали:
· наиболее значительные допустимые несплошности, обнаруженные во время предэксплуатационного контроля;
· участки, больше всего подверженные коррозии или эрозии;
· участки, находящиеся в наиболее жестких условиях эксплуатации в смысле нагрузки (в особенности, цикличной нагрузки), в том числе, в местах наибольшей концентрации напряжений - в сварных швах трубопроводов у опор, в сварных швах приварки трубопроводов к патрубкам корпусного оборудования и к трубопроводной арматуре; участки, наиболее подверженные ползучести и облучению;
· монтажные сварные соединения, заваренные непосредственно на площадке ЛАЭС.
Последующие проверки проводятся на тех же участках в течение каждого периода инспекции, за исключением тех случаев, когда результаты проведенной проверки или особые эксплуатационные условия (отклонения от штатных условий) приводят к необходимости организации дополнительного контроля.
2.12. Для отремонтированных в процессе эксплуатации участков оборудования и трубопроводов рабочие программы должны предусматривать в очередной ППР (КПР) 100 %-ный контроль методами, которыми дефект был обнаружен. В зависимости от результатов очередного контроля дальнейший объем и периодичность контроля определяются Главным инженером АЭС (но не реже указанных в настоящей инструкции) и согласовываются с Госатомнадзором России.
2.13. Дефектные участки, допущенные к эксплуатации без ремонта, в очередной ППР (КПР) обследуются в объеме 100 % методами, которыми дефект был обнаружен. Дальнейший объем и периодичность контроля дефектного участка определяется техническим решением, оформленным в установленном порядке, согласованном с Госатомнадзором России и являющимся неотъемлемой частью рабочей программы.
Дефектные участки барабан-сепараторов, коллекторов, трубопроводов Ду800, опускных и водоуравнительных трубопроводов контролировать ежегодно в течение 5 лет со дня обнаружения дефекта.
2.14. Результаты контроля должны регистрироваться в отчетной документации по контролю согласно требованиям унифицированных методик на каждый вид контроля, а также в протоколах (см.приложение 1) и в книге учета обследования оборудования и трубопроводов (см.приложение 2).
2.15. В случае обнаружения несплошности в основном металле или сварном соединении, превышающего установленные нормы (см. раздел 5 настоящей инструкции), решение о мерах по устранению дефектов и возможности дальнейшей эксплуатации принимается в соответствии с Правилами [1] (п.п. 7.8.11, 8.2.23 и пр.).
2.16. Изменения в настоящую инструкцию вносятся в рабочем порядке согласно установленных извещений об изменениях по представлению эксплуатирующей организации, согласованному с предприятиями: Главным конструктором РУ и Генеральным проектировщиком ЛАЭС. Инструкция с изменениями допускается к применению Госатомнадзором России.
3. ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ МЕРОПРИЯТИЯ
3.1. Для проведения работ по контролю основного металла и сварных соединений оборудования и трубопроводов АЭС необходимо в рабочей программе подготовить и утвердить перечень необходимых организационно-технических мероприятий, обеспечивающих подготовку оборудования к проведению контроля, включающих также мероприятия по безопасности труда персонала, проводящего контроль.
3.2. Для проведения обследования состояния материалов оборудования и трубопроводов необходимо выполнить следующие подготовительные работы:
3.2.1. Отключить оборудование от всех трубопроводов, соединяющих его с источниками давления, освободить от заполняющей его рабочей среды, если это необходимо для выполнения контроля, охладить. Для участков систем, опорожнение которых невозможно (САОР, СПиР) применить перекрытие трубопроводов путем замораживания в них технологической среды.
3.2.2. Провести контроль радиационных полей вблизи контролируемого участка и оценку возможностей применения неразрушающих методов контроля без его дезактивации. При необходимости провести дезактивацию контролируемого участка.
3.2.3. Снять теплоизоляцию с оборудования и трубопроводов, предназначенных для проведения контрольных операций. Поверхности, подлежащие контролю неразрушающими методами, должны быть очищены от загрязнений, накипи на контролируемой поверхности и т.п. до уровня чистоты поверхности металла в соответствии с требованиями соответствующих методик по контролю.
3.2.4. С целью сокращения дозозатрат персонала до начала контроля необходимо подготовить и опробовать приборы, инструменты и пр. В случае необходимости провести тренировку персонала в условиях, максимально приближенных к реальным и прохронометрировать операции.
3.2.5. После окончания ремонтных работ провести контроль чистоты оборудования.
3.2.6. Все подготовительные операции (снятие теплоизоляции, опорожнение трубопроводов, установку лесов, обеспечение необходимого освещения, проведение дезактивационных работ, зачистку контролируемых поверхностей) обеспечивает цех-владелец контролируемого оборудования.
После окончания подготовительных операций цех-владелец оборудования подает заявку в письменном виде в службу контроля для проведения работ по эксплуатационному контролю согласно рабочей программе.
3.3. После проведения контроля необходимо выполнить следующие мероприятия:
3.3.1. На контрольные схемы оборудования (развертки или пространственные исполнительные схемы) нанести выявленные несплошности с указанием их положения и характеристик.
3.3.2. Поверхность оборудования привести в соответствие с требованиями проектной документации на оборудование.
3.4. Восстановление защитных покрытий, теплоизоляции, разборку лесов, очистку проконтролированных поверхностей выполняют исполнители подготовительных работ.
4. ПРОГРАММА КОНТРОЛЯ ЗА СОСТОЯНИЕМ ОСНОВНОГО МЕТАЛЛА И СВАРНЫХ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ СВБ
4.1. ПЕРЕЧЕНЬ ЗОН ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ СВБ, КОНТРОЛИРУЕМЫХ НЕРАЗРУШАЮЩИМИ МЕТОДАМИ. БАЗОВЫЕ ТРЕБОВАНИЯ ПО ВИДАМ, ОБЪЕМАМ И ПЕРИОДИЧНОСТИ КОНТРОЛЯ
В соответствии с классификацией систем и элементов, приведенной в ТОБ РУ и ТОБ АЭС, неразрушающему контролю подлежат следующие системы, важные для безопасности энергоблоков ЛАЭС с реакторами РБМК-1000:
· КМПЦ (подраздел 4.1.1);
· СОП (подраздел 4.1.2);
· СПВ (подраздел 4.1.3);
· СПиР (подраздел 4.1.4);
· САОР (подраздел 4.1.5);
· КОСУЗ (подраздел 4.1.6);
· система деаэрации питательной воды (подраздел 4.1.7);
· система конденсатного тракта (подраздел 4.1.8);
· система конденсации пара от защитных и предохранительных устройств (подраздел 4.1.9);
· вспомогательные системы ГЦН (подраздел 4.1.10);
· СПП (подраздел 4.1.11);
· СВО-1 (подраздел 4.1.12);
· системы турбогенератора (подраздел 4.1.13);
· металлоконструкция (подраздел 4.1.14).
В соответствии с требованиями Правил [1] обязательному контролю подлежат:
1) оборудование группы А, оборудование группы В - все сварные соединения корпусов и основной металл в зонах концентрации напряжений, швы приварки патрубков к корпусу и крышке, сварные швы коллекторов, внутренняя поверхность корпусов в зоне «пар-вода», радиусные переходы патрубков, зоны перемычек между отверстиями в корпусе, сварные швы присоединения опор, болты и шпильки, металл в резьбовых отверстиях под болты и шпильки;
2) трубопроводы группы В - сварные соединения и антикоррозионные наплавки труб и коллекторов, гибы, сварные швы приварки патрубков и труб в местах отводов, сварные швы тройников, переходов, присоединения опор.
Примечания, общие для таблиц в п.п. 4.1.1 - 4.1.14, отмечены надстрочными цифровыми индексами с расшифровкой на стр.
4.1.1. Программа неразрушающего контроля элементов КМПЦ
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Технологические каналы (ТК) Состояние конструкционных материалов ТК, переходников сталь-цирконий |
ТК контролируется в соответствии с типовым регламентом ТК и каналов СУЗ реактором РБМК-1000. Инв. № Е040-2703 (НИКИЭТ) [22] |
Группа А |
|||
|
2 |
Барабан-сепаратор |
Группа А |
||||
|
2.1 |
Контроль со стороны наружной поверхности |
|||||
|
Продольные сварные швы обечаек |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года1) |
||
|
2.1.1 |
КК или МПК |
19 |
то же |
|||
|
20 |
||||||
|
УЗК |
5, 16 |
то же |
то же |
|||
|
2.1.2 |
Кольцевые сварные швы приварки днищ |
ВК |
3 |
то же |
то же |
|
|
КК или МПК |
19 |
то же |
то же |
|||
|
20 |
||||||
|
УЗК |
5, 16 |
то же |
то же |
|||
|
2.1.3 |
Кольцевые сварные швы обечаек |
ВК |
3 |
то же |
то же |
|
|
УЗК |
5, 16 |
то же |
то же |
|||
|
2.1.4 |
Днище |
УЗК |
4, 16 |
Сектор 60° от шва приварки днища к обечайке |
то же |
Контроль на отслоение наплавки |
|
ВК |
3 |
100 % |
то же |
|||
|
2.1.5 |
Угловой сварной шов приварки патрубка питательной воды Ду500 |
ВК |
3 |
100 % |
то же |
|
|
КК или МПК |
19 |
то же |
то же |
|||
|
20 |
||||||
|
УЗК |
5 |
то же |
то же |
|||
|
2.1.6 |
Угловые сварные швы приварки патрубков опускных трубопроводов Ду300 |
ВК |
3 |
100 % на 5 швах |
то же |
|
|
КК или МПК |
19 |
100 % на 3 швах |
то же |
|||
|
20 |
||||||
|
УЗК |
5 |
то же |
то же |
|||
|
2.1.7 |
Угловые сварные швы приварки патрубков водоуравнительных трубопроводов Ду300 |
ВК |
3 |
100 % на 2 швах |
то же |
|
|
КК или МПК |
19 |
100 % на 3 швах |
то же |
|||
|
20 |
||||||
|
УЗК |
5 |
то же |
то же |
|||
|
2.1.8 |
Угловые сварные швы приварки патрубков паропроводов |
ВК |
3 |
100 % на 5 швах |
то же |
|
|
КК или МПК |
19 |
100 % на 3 швах |
то же |
|||
|
20 |
||||||
|
УЗК |
5 |
то же |
то же |
|||
|
2.1.9 |
Угловые сварные швы приварки патрубков перемычек по пару |
ВК |
3 |
100 % на 5 швах |
то же |
|
|
КК или МПК |
19 |
100 % на 3 швах |
то же |
|||
|
20 |
||||||
|
УЗК |
5 |
то же |
то же |
|||
|
2.1.10 |
Угловые сварные швы приварки штуцеров Ду70 (100) |
ВК |
100 % на 44 швах |
то же |
||
|
КК или МПК |
19 |
100 % на 20 швах |
то же |
|||
|
20 |
||||||
|
2.1.11 |
Композитные кольцевые швы приварки штуцеров Ду300 |
ВК |
3 |
100 % |
то же |
|
|
КК |
19 |
100 % |
то же |
|||
|
2.1.12 |
Композитные кольцевые швы приварки штуцеров Ду70 (100) |
ВК |
3 |
100 % на 5 швах |
то же |
|
|
КК |
19 |
100 % на 2 швах |
то же |
|||
|
РК |
22 |
то же |
то же |
|||
|
2.1.13 |
Сварные швы опор БС и опорных металлоконструкций |
ВК |
3 |
100 % |
то же |
В доступных местах |
|
2.2 |
Контроль со стороны внутренней поверхности |
ВК |
3 |
100 % |
то же |
В период технического освидетельствования |
|
2.2.1 |
Днище |
УЗК |
18 |
По 2 уч-ка 250×250 мм на одном днище в водяной и переходной зоне, включая шов приварки днища |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
то же |
|
2.2.2 |
Внутренняя поверхность корпуса в районе пар-вода |
ВК |
3 |
100 % обечайки у днища |
то же |
то же |
|
2.2.3 |
Сварные швы приварки крепления сепарационных устройств к корпусу |
ВК |
3 |
100 % швов на крайней обечайке |
то же |
то же |
|
2.2.4 |
Сварные соединения приварки антикоррозионных рубашек патрубков ПВК и опускных трубопроводов |
ВК |
3 |
100 % |
то же |
то же, в доступных местах |
|
3 |
Коллекторы КМПЦ напорные и всасывающие |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
Группа В (группа А для э/блоков 1 и 2) |
|
3.1 |
Продольные сварные швы коллектора |
|
|
|
|
|
|
|
|
КК или МПК |
19 20 |
то же |
то же |
|
|
|
|
УЗК |
5, 16 |
то же |
то же |
|
|
3.2 |
Кольцевые сварные швы включая швы приварки днищ |
ВК |
3 |
то же |
то же |
|
|
КК или МПК |
19 20 |
то же |
то же |
|||
|
УЗК |
5, 16 |
то же |
то же |
|||
|
3.3 |
Днище коллектора (контроль снаружи) |
ВК |
3 |
100 % |
то же |
Контроль над отслоением наплавки |
|
УЗК |
4, 16 |
Сектор 60° на одном днище каждого коллектора от центра до проточки под шов |
то же |
|||
|
3.4 |
Сварные угловые швы приварки патрубков Ду800 к корпусу коллектора |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|
|
КК или МПК |
19 20 |
то же |
то же |
|||
|
УЗК |
5 |
то же |
то же |
|||
|
3.5 |
Сварные угловые соединения приварки патрубков для трубопроводов Ду300 |
ВК |
3 |
100 % 5 патрубков |
||
|
КК или МПК |
19 20 |
то же |
то же |
|||
|
УЗК |
5 |
то же |
то же |
|||
|
3.6 |
Композитные сварные соединения Ду300 |
ВК |
3 |
100 % на 5 патрубках |
то же |
|
|
КК |
19 |
100 % на 2 швах |
то же |
|||
|
РК |
22 |
то же |
то же |
Только для патрубков, не имеющих сужающих устройств |
||
|
3.7 |
Уплотнительные поверхности люков в днищах и на крышках |
ВК |
3 |
100 % |
то же |
|
|
ЦД |
19 |
то же |
то же |
|||
|
3.8 |
Опоры, зоны сварных швов у жесткой и направляющей опор коллектора |
ВК |
3 |
100 % |
то же |
В доступных местах |
|
3.9 |
Решетки предохранительные, установленные на входе в РГК. Швы приварки рам (контроль конструктивной целостности) |
ВК |
3 |
100 % |
то же |
В период технического освидетельствования |
|
4 |
Трубопроводы Ду800 напорный и всасывающий |
ВК |
3 |
100 % |
то же |
Группа В (группа А для э/блоков 1 и 2) |
|
4.1 |
Кольцевые монтажные сварные швы, включая сварные соединения приварки труб Ду800 к патрубкам ГЦН, коллекторов, арматуры |
КК или МПК |
19 20 |
то же |
то же |
|
|
УЗК |
5, 16, 24 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|||
|
УЗТ |
23 |
100 % |
ежегодно |
Для сварных швов без восстановления антикоррозион. наплавки с внутренней стороны |
||
|
Контроль с внутренней стороны |
ВК |
3 |
100 % |
1 раз в 4 года |
Для тех же швов (при технических освидетельствованиях) |
|
|
4.2 |
Продольные сварные швы прямых труб и гибов |
ВК |
3 |
100 % |
то же |
|
|
КК или МПК |
19 20 |
то же |
то же |
|||
|
УЗК |
5, 16, 24 |
то же |
то же |
|||
|
4.3 |
Кольцевые заводские сварные швы |
ВК |
3 |
100 % |
то же |
|
|
КК или МПК |
19 20 |
то же |
то же |
|||
|
УЗК |
5, 16, 24 |
то же |
то же |
|||
|
4.4 |
Швы приварки расходомерных шайб |
ВК |
3 |
100 % |
то же |
|
|
КК |
19 |
то же |
то же |
|||
|
4.5 |
Сварные угловые швы приварки штуцеров вспомогательных трубопроводов Ду100 |
ВК |
3 |
100 % |
то же |
|
|
КК или МПК |
19 20 |
то же |
то же |
|||
|
4.6 |
Продольные и кольцевые сварные швы в местах, имеющих устраненные дефекты: |
ВК |
3 |
100 % |
Ежегодно в течение первых 5 лет, затем 1 раз 4 года |
|
|
КК или 19 2 МПК |
0 |
то же |
то же |
|||
|
- при ремонте перлитными |
УЗК 5, 1 |
6, 24 |
то же |
то же |
||
|
сварочными материалами |
УЗК 14 |
то же |
то же |
|||
|
- при ремонте по инструкции ТИ-96 - при ремонте электродами ЦТ-36 |
УЗК 15 |
то же |
то же |
|||
|
4.7 |
Гибы (основной металл внешнего и внутреннего обводов гибов без сварных швов, нейтральной зоны) |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 6 лет |
|
|
УЗК |
7, 16 |
то же |
то же |
|||
|
4.8 |
Места стыковки с опорами |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|
|
4.9 |
Пружинные опоры трубопроводов Ду80 |
0 ВК |
3 |
100 % |
ежегодно |
С измерением высоты пружин |
|
5 |
Раздаточно-групповые коллекторы (РГК) и напорные трубопроводы Ду300 |
Группа В |
||||
|
5.1 |
Сварные швы приварки напорных трубопроводов Ду300 к РГК |
ВК КК |
3 |
100 % на 2-х швах каждого типа с каждой стороны |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|
|
19 |
то же |
то же |
||||
|
5.2 |
Сварные швы приварки напорных трубопроводов Ду300 к обратным клапанам Ду300, смесителям |
ВК |
3 |
то же |
то же |
|
|
КК |
19 |
то же |
то же |
|||
|
5.3 |
Сварные швы приварки напорных трубопроводов Ду300 к напорному коллектору |
ВК |
3 |
то же |
то же |
|
|
КК |
19 |
то же |
то же |
|||
|
5.4 |
Кольцевые сварные швы напорного трубопровода Ду300 (монтажные) |
ВК |
3 |
10 швов |
то же |
|
|
КК |
19 |
4 шва |
то же |
|||
|
5.5 |
Кольцевые сварные швы напорного трубопровода Ду300 (заводские) |
ВК |
3 |
10 швов |
то же |
|
|
КК |
19 |
4 шва |
то же |
|||
|
5.6 |
Гибы Ду300 |
ВК |
3 |
10 % всего кол-ва гибов |
то же |
|
|
УЗТ |
7, 23 |
то же |
то же |
По всей длине гиба, включая прямые участки длиной 300 мм |
||
|
УЗК |
7, 10 |
то же |
то же |
|||
|
5.8 |
ВК |
3 |
100 % на 2-х коллекторах с каждой стороны |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
||
|
5.9 |
Сварной шов приварки донышка РГК |
ВК |
3 |
100 % 2-х швов с каждой стороны |
то же |
|
|
КК |
19 |
то же |
то же |
|||
|
5.10 |
Сварные соединения приварки ЗРК |
ВК |
3 |
100 % на 2-х коллекторах с каждой стороны |
то же |
|
|
5.11 |
Сварные угловые швы приварки патрубка подвода воды САОР к корпусу РГК или напорным трубопроводам Ду300 |
ВК |
3 |
то же |
то же |
|
|
5.12 |
Участки труб Ду300 в районе опор |
ВК |
3 |
100 % |
то же |
|
|
УЗТ |
23 |
100 % |
то же |
2) |
||
|
5.13 |
Обратный клапан Ду300 |
ВК |
3 |
100 % |
1 раз в 4 года |
Внешний осмотр и измерение внутр. деталей |
|
5.14 |
Пружинные опоры и подвески трубопроводов Ду300 |
ВК |
3 |
100 % |
В период тех. освидетельствования |
|
|
6 |
Задвижки |
Группа В |
||||
|
6.1 |
Ду800 Подфланцевые и патрубковые радиусные переходы |
ВК |
3 |
100 % радиусных переходов |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
Контроль производиться одновременно с контролем по п. 4 на задвижках |
|
КК |
19 |
По результатам ВК |
то же |
то же |
||
|
6.2 |
Сварные соединения приварки фланцев к корпусу |
ВК |
3 |
100 % периметра каждого шва |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
то же |
|
КК или МПК |
19 20 |
то же |
то же |
то же |
||
|
УЗК |
5 |
то же |
то же |
то же |
||
|
6.3 |
Сварные швы приварки патрубков к корпусу |
ВК УЗК |
3 5 |
то же 100 % |
то же |
то же |
|
6.4 |
Внутренняя поверхность, выемная часть, штоки, сварные швы, уплотнительные поверхности |
ВК |
3 |
100 % |
При капитальных ремонтах задвижек |
|
|
КК или МПК |
19 20 |
10 % от площади уплотнительной поверхности |
то же |
|||
|
6.5 |
Сварные швы приварки направляющих |
ВК |
3 |
100 % |
то же |
|
|
КК или МПК |
19 20 |
100 % |
то же |
|||
|
6.6 |
Крепеж главного разъема |
ВК |
3 |
100 % |
При кап. ремонтах |
|
|
УЗК |
13 |
20 % всего количества шпиле |
то же к |
|||
|
6.7 |
Поверхность патрубков задвижки Ду800 в районе приварки дроссельного клапана |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|
|
УЗТ |
23 |
не менее, чем в 12 точках по периметру |
то же |
|||
|
7 |
Главные циркуляционные насосы (ГЦН) |
Группа А |
||||
|
7.1 |
Сварные угловые швы приварки патрубков Ду800 |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
Контролю подлежат корпуса 2-х ГЦН (по одному с каждой стороны) |
|
КК или МПК |
19 20 |
100 % от периметра шва |
то же |
то же |
||
|
УЗК |
5 |
то же |
то же |
то же |
||
|
7.2 |
Сварной кольцевой шов корпуса |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
Контролю подлежат корпуса 2-х ГЦН (по одному с каждой стороны) |
|
КК или МПК |
19 20 |
100 % от периметра шва |
то же |
то же |
||
|
УЗК |
5 |
то же |
то же |
то же |
||
|
7.3 |
Внутренняя поверхность бака, уплотнительная поверхность, сварные швы корпуса и приварки патрубков к корпусу, рабочее колесо, прокладка |
ВК |
3 |
100 % |
При капитальных ремонтах каждого ГЦН |
|
|
КК |
19 |
Один контрольный уч-ток 250×250 мм, включая шов корпуса |
то же |
|||
|
7.4 |
Шпильки главного разъема корпуса |
ВК |
3 |
100 % |
то же |
|
|
УЗК |
13 |
25 % всего количества шпилек |
то же |
|||
|
8 |
Опускные трубопроводы БС |
Группа В |
||||
|
8.1 |
Гибы Ду300 |
ВК |
3 |
10 % всего кол-ва гибов |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 6 лет |
|
|
УЗТ |
23 |
то же |
то же |
По всей длине гиба, включая прямые уч-ки длиной 300 мм |
||
|
УЗК |
7, 10 |
то же |
то же |
|||
|
Сварные соединения приварки труб к штуцерам барабанов, коллекторов и гермопроходкам |
ВК |
3 |
100 % на 2 швах каждого барабана, коллектора и гермопроходок |
то же |
||
|
КК |
19 |
то же |
то же |
|||
|
РК |
22 |
то же |
то же |
|||
|
8.3 |
Участки труб в районе опор |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 6 лет |
|
|
УЗТ |
23 |
100 % |
то же |
2) |
||
|
8.4 |
Кольцевые сварные швы ОТ (кроме швов по п. 8.2): - без теплоизоляции |
ВК |
3 |
100 % |
то же |
Открытых сварных швов |
|
- при наличии теплоизоляции (со снятием) - монтажные (в помещении ППБ) |
ВК |
3 |
10 % |
то же |
Для сварных швов с изоляцией (со снятием) |
|
|
- монтажные (в помещениях БС, а также всасывающего коллектора при отсутствии ППБ) |
РК |
22 |
25 % всех сварных швов |
то же |
При отсутствии систем контроля перемещения БС |
|
|
- заводские (в помещении ППБ) - заводские (в помещениях БС, а также всасывающего коллектора при отсутствии ППБ) |
РК |
22 |
50 % всех сварных швов |
то же |
то же |
|
|
РК |
22 |
10 % всех сварных швов |
то же |
то же |
||
|
РК |
22 |
25 % всех сварных швов |
то же |
то же |
||
|
8.5 |
Пружинные опоры и подвески |
ВК |
3 |
100 % |
В период тех. освидетельствования |
|
|
9 |
Уравнительные трубопроводы по воде БС |
ВК |
3 |
100 % |
ежегодно |
Группа В |
|
9.1 |
Кольцевые сварные швы |
РК |
22 |
50 % |
то же |
|
|
УЗК |
10 |
100 % |
то же |
|||
|
РК |
22 |
100 % |
то же |
|||
|
10 |
Наставки верхних трактов ТК |
Группа В |
||||
|
Шов приварки обоймы к тракту ТК |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в четыре года |
||
|
УЗК |
12 |
100 % |
то же |
|||
|
10.2 |
Основной металл ниже сварного шва по п. 10.1 (в зоне до 50 мм ниже сварного шва) |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в четыре года |
|
|
УЗК |
4 |
100 % |
то же |
|||
|
10.3 |
Наружная поверхность в зоне перехода к шлицам |
ВК |
100 % |
то же |
||
|
КК |
19 |
по результатам ВК |
то же |
|||
|
11 |
Трубопроводы НВК и ПВК |
Группа В |
||||
|
11.1 |
Гибы ПВК |
ВК |
3 |
100 % |
ежегодно |
При гидропрессовке |
|
УЗТ |
23 |
100 % 10-ти гибов с каждой стороны |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|||
|
11.2 |
Гибы НВК |
ВК |
3 |
100 % |
ежегодно |
При гидропрессовке |
|
УЗТ |
23 |
100 % 10-ти гибов с каждой стороны |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|||
|
11.3 |
Калачи НВК |
ВК |
3 |
100 % |
ежегодно |
При гидропрессовке |
|
УЗТ |
23 |
100 % 10-ти калачей с каждой стороны |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|||
|
11.4 |
Сварные соединения приварки труб ПВК к патрубкам БС |
ВК |
3 |
100 % |
ежегодно |
При гидропрессовке |
|
РК |
22 |
100 % 5-ти швов ПВК с каждой стороны |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|||
|
11.5 |
Сварные соединения приварки труб ПВК к коленам |
ВК |
3 |
100 % |
ежегодно |
При гидропрессовке |
|
РК |
22 |
100 % 5-ти швов ПВК с каждой стороны |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|||
|
11.6 |
Сварные соединения приварки труб НВК к ШАДРам |
ВК |
3 |
100 % |
ежегодно |
При гидропрессовке |
|
РК |
22 |
100 % 5-ти швов НВК с каждой стороны |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|||
|
11.7 |
Сварные соединения приварки труб НВК к калачам |
ВК |
3 |
100 % |
ежегодно |
При гидропрессовке |
|
РК |
22 |
100 % 5-ти швов НВК с каждой стороны |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|||
|
Подвески (контроль их целостности), контроль целостности покрытий труб в районе подвесок |
ВК |
3 |
100 % |
то же |
||
|
11.9 |
Измерение толщины труб ПВК и НВК в местах повреждения покрытий (в зонах подвесок) |
УЗТ |
23 |
100 % по результатам п. 11.8 |
то же |
2) |
|
12 |
Шариковые расходомеры (ШАДР) |
Группа В |
||||
|
12.1 |
Корпуса ШАДР |
ВК |
3 |
100 % |
то же |
При гидропрессовке |
|
13 |
Трубопроводы, примыкающие к элементам КМПЦ (до первой отсечной арматуры): |
Группа В |
||||
|
13.1 |
Кольцевые сварные швы трубопроводов СПиР Ду > 100: |
|||||
|
13.1.1 |
- приварки к патрубку НК и к отсечной арматуре |
|||||
|
- прочие |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
||
|
КК |
19 |
10 % |
то же |
|||
|
ВК |
3 |
100 % |
то же |
|||
|
13.2 |
Кольцевые сварные швы трубопроводов Ду100: |
ВК |
3 |
100 % |
то же |
|
|
КК |
19 |
10 % |
то же |
|||
|
- приварки к патрубку НК и к отсечной арматуре |
ВК |
3 |
100 % |
то же |
||
|
- прочие |
||||||
|
13.3 |
Кольцевые сварные швы трубопроводов Ду < 100: дренажные тр-ды, тр-ды вспомогательных систем ГЦН (от напорного и всасывающего трубопроводов ГЦН) |
ВК |
3 |
100 % |
то же |
|
|
13.4 |
Элементы САОР (до отсечной арматуры): |
ВК |
3 |
25 % всех швов |
то же |
|
|
Кольцевые сварные швы подводящих трубопроводов Ду300 (от быстродействующих задвижек до коллекторов САОР) |
РК |
19 |
10 % |
то же |
||
|
УЗК |
10 |
25 % |
то же |
|||
|
13.4.2 |
Коллекторы САОР (патрубковые зоны, кольцевые сварные швы) |
ВК |
3 |
50 % всех зон контроля |
то же |
|
|
Кольцевые сварные швы подводящих трубопроводов от коллекторов к РГК (напорным трубопроводам Ду300) |
ВК |
3 |
25 % всех швов |
то же |
||
|
13.4.4 |
Обратные клапаны Ду65 |
ВК |
3 |
100 % |
то же |
|
|
13.4.5 |
Опоры и подвески подводящих трубопроводов по п.п. 13.4.1 и 13.4.3 |
ВК |
3 |
100 % |
В период тех. освидетельствования |
|
4.1.2. Программа неразрушающего контроля элементов системы острого пара
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
В пределах реакторного цеха: |
Группа В |
||||
|
Стыковые сварные соединения трубопроводов: |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. час. эксплуатации, затем 1 раз в 6 лет |
||
|
1.1.1 |
- Ду400 |
|||||
|
УЗК |
5 |
100 % 5-ти сварных швов |
то же |
|||
|
1.1.2 |
- Ду300 (от БС до трубопроводов Ду400, перемычек БС по пару) |
ВК |
3 |
100 % |
то же |
|
|
УЗК |
5 |
100 % 5-ти сварных швов |
||||
|
1.2. |
Гибы трубопроводов ДуЗ00 (от БС до трубопроводов Ду400, перемычек БС по пару) |
ВК |
3 |
100 % 10-ти гибов каждого типоразмера |
то же |
Контроль по длине гиба, включая прямые участки длиной Dh |
|
КК |
19 |
то же |
то же |
|||
|
УЗК |
7 |
то же |
то же |
то же |
||
|
УЗТ |
23 |
то же |
то же |
то же |
||
|
1.3 |
Опоры и подвески трубопроводов по п. 1.1. |
ВК |
3 |
100 % |
В период технического освидетельствования |
|
|
1.4 |
Арматура (наружная и уплотнительные поверхности) |
ВК |
3 |
100 % |
При капитальном ремонте |
|
|
2 |
В пределах турбинного цеха: |
Группа В |
||||
|
2.1 |
Сварные соединения трубопроводов свежего пара в деаэраторной этажерке |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. час. эксплуатации, затем 1 раз в 6 лет |
|
|
УЗК |
5 |
25 % всех сварных швов |
то же |
|||
|
2.2 |
Сварные соединения импульсных линий, дренажей и воздушников трубопроводов |
ВК |
3 |
25 % всех сварных швов |
то же |
|
|
2.3 |
Сварные стыковые соединения трубопроводов КВД |
ВК |
3 |
то же |
то же |
|
|
2.4 |
БРУ-К с трубопроводами обвязки по острому и редуцированному пару |
ВК |
3 |
то же |
то же |
|
|
2.5 |
Стыковые сварные соединения трубопроводов Ду150 подвода свежего пара к ГПК |
ВК |
3 |
100 % |
то же |
|
|
2.6 |
Сварные швы и основной металл гибов трубопроводов Ду150 (подвода свежего пара к ГПК) |
ВК |
3 |
100 % |
то же |
|
|
3 |
В боксе ТГ: |
Группа В |
||||
|
3.1 |
Кольцевые сварные швы паропровода свежего пара (от ГПЗ до блоков СРК ТГ) |
ВК |
3 |
|||
|
УЗК |
5 |
|||||
|
3.2 |
Кольцевые сварные швы паропровода подачи пара на вторую ступень СПП (от паропровода до первой по ходу среды задвижки) |
ВК |
3 |
|||
|
УЗК |
5 |
|||||
|
3.3 |
Кольцевые сварные швы паропровода подачи пара на вторую ступень СПП (от первой по ходу среды задвижки до патрубков СПП) |
ВК |
3 |
|||
|
УЗК |
5 |
4.1.3. Программа неразрушающего контроля элементов системы подачи питательной воды
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
В пределах реакторного отделения |
Группа В |
||||
|
Стыковые сварные соединения трубопроводов: |
ВК |
3 |
50 % |
Первое обследование через 15 - 20 тыс. часов эксплуатации, затем 1 раз в 6 лет |
||
|
1.1.1 |
- Ду400 от узла регулирования до БС |
УЗК |
5 |
30 % |
то же |
|
|
1.1.2 |
- Ду400: от машзала до узла регулирования |
ВК |
3 |
30 % |
то же |
|
|
УЗК |
5 |
10 % |
то же |
|||
|
1.1.3 |
- пусковых Ду300 |
ВК |
3 |
30 % |
то же |
|
|
УЗК |
5 |
10 % |
||||
|
1.1.4 |
- Ду < 100 |
ВК |
3 |
30 % |
то же |
|
|
1.2. 1.2.1 |
Гибы трубопроводов: - Ду >= 300 |
ВК |
3 |
10 % |
то же |
Контроль по длине гиба |
|
КК |
19 |
гибов каждого типоразмера то же |
то же |
включая прямые участки на длине Двн. |
||
|
УЗК |
5 |
то же |
то же |
тоже |
||
|
УЗТ |
23 |
то же |
то же |
Контроль не менее, чем в 10 точках по растянутой части |
||
|
1.2.2 |
- Ду < 100 |
ВК |
3 |
100 % |
то же |
то же |
|
1.3 |
Опоры и подвески трубопроводов по п. 1.1 |
ВК |
3 |
100 % |
В период технического освидетельствования |
|
|
1.4 |
Запорная и регулирующая арматура, механические фильтры узла регулирования |
ВК |
3 |
100 % |
В период технического освидетельствования |
|
|
1.5 |
Смесители питательной и продувочной воды |
ВК |
3 |
100 % |
В период технического освидетельствования |
|
|
1.6 |
Трубопроводы после регулирующих клапанов на длине 10 Dh |
УЗТ |
23 |
100 % |
В период технического освидетельствования |
|
|
2 |
В пределах турбинного цеха: |
Группа В |
||||
|
2.1 |
Напорные трубопроводы ПЭН, АПЭН |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. часов эксплуатации, затем 1 раз в 6 лет |
|
|
УЗК |
5 |
25 % всех сварных швов |
то же |
4.1.4. Программа неразрушающего контроля элементов системы СПиР (система продувки и расхолаживания
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Трубопроводы |
Группа В |
||||
|
1.1 |
СП ИР Гибы и сварные соединения |
ВК |
3 |
100 % открытых стыков 10 % с теплоизоляцией |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 6 лет |
|
|
1.2 |
Сварные соединения труба-тройник забора воды с ВУТ |
ВК |
3 |
100 % |
ежегодно |
|
|
РК |
22 |
50 % |
то же |
1 и 2 э/блоки |
||
|
УЗК |
10 |
100 % |
то же |
то же4) |
||
|
РК |
22 |
100 % |
то же |
3 и 4 э/блоки |
||
|
1.3 |
Сварные соединения задвижки и трубопровода забора воды из барабан-сепаратора в СП ИР |
ВК |
3 |
100 % |
ежегодно |
|
|
РК |
22 |
50 % |
то же |
1 и 2 э/блоки |
||
|
УЗК |
10 |
100 % |
то же |
то же4) |
||
|
РК |
22 |
100 % |
то же |
3 и 4 э/блоки |
||
|
1.4 |
Участки трубопроводов за регуляторами сброса контурной воды на длине 10 Дн |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз 4 года |
|
|
УЗТ |
23 |
100 % |
то же |
|||
|
1.5 |
Индикаторы агрессивности в помещениях БС, РГК, ППБ, подаппаратном помещении |
В К |
3 |
100 % |
ежегодно |
|
|
2 |
Регенератор |
Группа В |
||||
|
2.1 |
Основной металл |
ВК |
3 |
100 % одной секции |
1 раз в 4 года |
|
|
2.2 |
Сварные соединения |
ВК |
3 |
то же |
то же |
При необходимости использовать другие методы контроля |
|
2.3 |
Крепеж |
ВК |
3 |
то же |
то же |
|
|
УЗК |
13 |
то же |
то же |
|||
|
3 |
Насосы расхолаживания |
Группа В |
||||
|
3.1 |
Основной металл корпусов насосов |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|
|
3.2 |
Сварные соединения |
ВК |
3 |
100 % |
то же |
|
|
КК |
19 |
20 % |
то же |
4.1.5. Программа неразрушающего контроля элементов системы CAOР
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
Трубопроводы САОР с трубопроводом аварийной подачи питательной воды (АППВ) |
Группа В |
|||||
|
1 |
Гибы и сварные соединения |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 6 лет |
|
|
2 |
Сварные швы приварки задвижки АППВ |
ВК |
3 |
100 % |
то же |
2-х швов в каждом помещении |
|
УЗК |
5 |
50 % |
то же |
то же |
4.1.6. Программа неразрушающего контроля элементов системы КОСУЗ
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Коллекторы и трубопроводы для подачи и слива воды из каналов СУЗ, с ДКЭ и КД, охлаждения отражателя |
ВК |
3 |
По 20 сварных соединений и гибов в р-не плато аппарата и под аппаратом |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 6 лет |
Группа В |
|
2 |
Нижние водяные коммуникации КОСУЗ |
ВК |
3 |
100 % |
то же |
4.1.7. Программа неразрушающего контроля элементов системы деаэрации питательной воды
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Деаэраторы |
Группа С |
||||
|
Места пересечения кольцевых и продольных сварных соединений корпуса (внутренняя поверхность) деаэратора и деаэрационных колонн |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
||
|
УЗК |
5 |
25 % мест пересечений |
то же |
|||
|
2 |
Сварные угловые соединения приварки патрубков к корпусу колонок и/или швы приварки усилений |
ВК |
3 |
100 % |
1 раз в 4 года |
|
|
КК |
19 |
100 % |
то же |
|||
|
3 |
Сварные соединения приварки внутренних устройств к корпусу |
ВК |
3 |
100 % |
то же |
|
|
КК или МПК |
19 20 |
выборочно по рез. ВО |
то же |
|||
|
4 |
Угловой шов приварки деаэрационной колонки к корпусу и/или швы приварки усилений |
ВК |
3 |
100 % |
то же |
|
|
УЗК |
5 |
25 % |
то же |
Снаружи |
||
|
КК |
19 |
25 % |
то же |
Изнутри |
||
|
5 |
Сварные угловые соединения вварки штуцеров подводящих трубопроводов в донышки патрубков деаэрационных колонок и/или швы приварки усилений |
ВК |
3 |
100 % |
то же |
|
|
КК |
19 |
100 % |
то же |
|||
|
6 |
Сварные угловые соединения приварки патрубков к корпусу деаэратора и/или швы приварки усилений |
ВК |
3 |
100 % |
1 раз в 4 года |
|
|
КК |
19 |
100 % контроль 1 патрубка каждого деаэратора |
то же |
|||
|
7 |
Кольцевые и поперечные сварные швы днища колонки деаэратора |
ВК |
3 |
100 % |
то же |
По 4 крышки на блок |
|
КК |
19 |
100 % |
то же |
то же |
||
|
8 |
Кольцевой сварной шов приварки днища к корпусу |
ВК |
3 |
100 % |
то же |
|
|
УЗК |
5 |
50 % |
то же |
|||
|
КК |
19 |
10 % |
то же |
|||
|
9 |
Внутренняя поверхность деаэрационных колонок в районе врезки патрубков конденсата греющего пара от СПП-2 ступени |
ВК |
3 |
100 % |
то же |
4.1.8. Программа неразрушающего контроля элементов системы конденсатного тракта
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Подогреватель низкого давления (ПНД) |
Группа С |
||||
|
1.1 |
Сварные угловые соединения приварки патрубков основного конденсата |
ВК |
3 |
100 % |
1 раз в 4 года |
|
|
КК (МПК) |
19 (20) |
100 % |
то же |
|||
|
1.2 |
Сварные швы приварки штуцеров подвода конденсата греющего пара испарителей через ОДП |
ВК |
3 |
100 % |
то же |
|
|
КК |
25 % |
то же |
||||
|
1.3 |
Участок основного металла корпуса, расположенный в районе патрубка подвода греющего пара и подвода конденсата |
ВК |
3 |
100 % |
При капитальных ремонтах ПНД |
|
|
УЗТ |
23 |
то же |
то же |
|||
|
1.4 |
Сварные швы вварки теплообменных трубок в трубные доски |
ВК |
3 |
100 % |
то же |
|
|
1.5 |
Внутренняя поверхность ПНД |
ВК |
3 |
100 % |
то же |
|
|
1.6 |
Сварные угловые соединения приварки патрубков греющего пара и дренажа греющего пара |
ВК |
3 |
100 % |
1 раз в 4 года |
|
|
КК |
19 |
25 % |
то же |
|||
|
1.7 |
Кольцевые швы сегментного полуотвода патрубков (входа и выхода основного конденсата) в местах пересечения с продольными швами |
ВК |
3 |
100 % |
то же |
|
|
КК |
19 |
10 % |
то же |
|||
|
1.8 |
Кольцевые и продольные швы обечаек корпуса в зоне «пар-вода» |
ВК |
3 |
100 % |
то же |
|
|
КК |
19 |
10 % |
то же |
|||
|
2 |
Конденсатосборник II сборник |
ВК |
3 |
100 % |
то же |
|
|
2.1 |
Сварные угловые соединения приварки патрубков подвода и отвода конденсата |
КК |
19 |
100 % |
то же |
|
|
3 |
Барботер |
Группа С |
||||
|
3.1 |
Места пресечения продольных и кольцевых сварных соединений внутренней поверхности корпуса |
ВК |
3 |
100 % |
1 раз в 4 года |
|
|
УЗК |
5 |
25 % мест пересечений |
то же |
По 200 мм с каждой стороны от точки пересечения |
||
|
3.2 |
Сварные угловые соединения приварки пароподводящих патрубков и/или швы приварки усилений |
ВК |
3 |
100 % |
то же |
|
|
УЗК |
5 |
25 % каждого шва |
то же |
|||
|
КК (МПК) |
19 (20) |
100 % 1 шва |
то же |
|||
|
3.3 |
Сварные соединения приварки внутренних устройств к корпусу |
ВК |
3 |
100 % |
то же |
4.1.9. Программа неразрушающего контроля элементов системы конденсации пара от защитных и предохранительных устройств
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Трубопроводы среднего давления барбатеров и редуцированного пара после БРУ-Б |
ВК |
3 |
10 % |
1 раз в 6 лет |
Группа С |
|
1.1 |
Сварные соединения. Места пересечения сварных соединений |
УЗК |
5 |
10 мест пересечений |
то же |
По 200 мм с каждой стороны от точки пересечения |
|
2 |
Трубопроводы конденсатосборника (KCC) |
Группа С |
||||
|
2.2 |
Сварные швы вварки трубопроводов в патрубки головок деаэраторов |
ЗК |
3 |
25 % всех сварных швов |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|
|
УЗК |
5 |
тоже |
то же |
|||
|
2.2 |
Сварные угловые швы приварки штуцеров |
ВК |
3 |
100 % |
тоже |
|
|
УЗК |
5 |
25 % |
то же |
|||
|
2.3 |
Сварные стыковые швы приварки регулирующей арматуры |
ВК |
3 |
100 % |
то же |
|
|
УЗК |
5 |
25 % |
то же |
|||
|
2.4 |
Участки трубопроводов за арматурой на длине 10 Дн |
УЗТ |
23 |
100 % |
то же |
4.1.10. Программа неразрушающего контроля элементов вспомогательных систем ГЦН
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Трубопроводы уплотняющей воды на ГСП |
Группа В |
||||
|
Участки за регуляторами 10 Дн |
УЗТ |
23 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
||
|
2 |
Основной металл коллектора ГСП и арматуры. Гибы |
ВК |
3 |
10 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 6 лет |
|
|
3 |
Сварные соединения коллектора ГСП |
ВК |
3 |
10 % |
то же |
|
|
КК |
19 |
10 % |
то же |
4.1.11. Программа неразрушающего контроля элементов системы СПП
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
Сепаратор пароперегреватель (СПП) |
Группа С |
|||||
|
1 |
ВК |
3 |
100 % |
1 раз в 4 года |
В районе св. шва и околошовной зоны по 300 мм на стороны |
|
|
КК |
19 |
100 % |
то же |
то же |
||
|
УЗТ |
23 |
10 % |
то же |
Основной металл 20 уч-ков 100×100 мм |
||
|
2 |
вк |
3 |
100 % |
то же |
||
|
кк |
19 |
25 % |
то же |
|||
|
3 |
вк |
3 |
100 % |
то же |
||
|
РК |
22 |
25 % |
то же |
|||
|
кк |
19 |
25 % |
то же |
|||
|
4 |
вк |
3 |
100 % |
то же |
||
|
кк |
19 |
25 % |
то же |
|||
|
5 |
Камеры слива II ступени СПП в районе нижнего дренажного патрубка |
ВК |
3 |
100 % |
Первое обследование через 15 - 20 тыс. ч эксплуатации, затем 1 раз в 4 года |
|
|
6 |
Сварной шов приварки штуцера слива конденсата к камерам слива конденсата |
ВК |
100 % |
то же |
||
|
КК |
19 |
100 % |
тоже |
|||
|
7 |
Трубопроводы конденсата греющего пара II ступени СГ |
П: |
||||
|
7.1 |
Гибы (основной металл) |
ВК |
3 |
10 % |
1 раз в 45 тыс. часов |
|
|
УЗК |
18 |
10 % |
то же |
|||
|
7.2 |
Сварные соединения |
ВК |
3 |
10 % |
то же |
|
|
7.3 |
Участки трубопровода за регулирующей арматурой на длине 10 Dh |
УЗТ |
23 |
100 % |
1 раз в 17 тыс. часов |
4.1.12. Программа неразрушающего контроля элементов СВО-1
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Спецводоочистка (СВО-1) |
Группа В |
||||
|
1.1 |
Трубопроводы Ду400 (200). Основной металл (гибы) |
ВК |
3 |
100 % |
1 раз в 4 года |
|
|
УЗТ |
23 |
100 % |
то же |
|||
|
1.2 |
Сварные соединения |
ВК |
3 |
10 % |
1 раз в 6 лет |
|
|
КК |
19 |
10 % |
то же |
|||
|
2 |
Фильтры механические и смешанного действия |
|||||
|
2.1 |
Основной металл, сварные соединения |
ВК |
3 |
100 % |
то же |
|
|
КК |
19 |
Выборочно |
то же |
По результатам ВК |
4.1.13. Программа неразрушающего контроля элементов системы турбины
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Турбина |
|||||
|
1.1 |
Корпус ЦВД |
ВК |
3 |
100 % |
При капитальных ремонтах турбины |
Для наружной поверхности в местах контроля КК(МПК) на наличие трещин |
|
Основной металл внутренней и наружной поверхности |
||||||
|
КК или МПК |
19 |
100 % 10 уч-ков 200×200 мм (5 уч. на наружн. поверхности и 5 уч. на внутр. поверхност) |
то же |
Включая места радиусных переходов, сварных швов и межпатрубковых зон |
||
|
20 |
||||||
|
1.2 |
Сварные швы приварки патрубков к литью и трубам |
ВК |
3 |
100 % |
то же |
На наличие трещин |
|
2 |
Радиусные переходы вала РВД и РНД |
ВК |
3 |
100 % |
то же |
|
|
КК |
19 |
25 % радиусных переходов |
то же |
|||
|
3 |
Рабочие лопатки, бандажи, диафрагмы, направляющие лопатки |
ВК |
3 |
100 % |
то же |
|
|
4 |
Рабочие лопатки 5 ступени РВД и рабочие лопатки 5 ступени РНД |
ВК |
3 |
100 % |
При капитальных ремонтах турбины |
Выходных кромок |
|
КК |
19 |
100 % |
то же |
то же |
||
|
УЗК |
11 |
100 % |
то же |
то же |
||
|
5 |
Крепеж разъема ЦВД и стопорно-регулирующих клапанов |
ВК |
3 |
100 % |
то же |
|
|
УЗК |
13 |
20 % шпилек |
то же |
|||
|
6 |
Корпуса стопорно-регулирующих клапанов (радиусные переходы) |
ВК |
3 |
100 % |
то же |
В местах контроля КК(МПК) |
|
КК или МПК |
19 20 |
100 % 2 уч-ков 200×200 мм |
то же |
4.1.14. Программа неразрушающего контроля элементов металлоконструкции реактора РБМК-1000
|
№№ |
Наименование узлов и элементов оборудования |
Методы контроля |
Методики по разд. 6 |
Объем контроля |
Базовая периодичность контроля |
Примечание |
|
1 |
Металлоконструкции схем «Л», «Д», «С», «OP», «E», «Э», «Г», «КЖ». Сварные соединения |
ВК |
3 |
100 % доступных мест |
Первое обследование через 15 - 20 тыс. часов эксплуатации, последующие 1 раз в 6 лет |
Контроль схем «Л» и «КЖ» проводиться с помощью телекамер или перископов |
|
2 |
Металлоконструкции схем «Е», «ОР» |
АОС |
31 |
см. прилож. 7 |
см. прилож. 7 |
См.разд. 4.3 |
|
3 |
Металлоконструкции схем «Л», «Е», «КЖ» |
АОС |
31 |
см. прилож. 6 |
см. прилож. 6 |
См.разд. 4.3 |
Примечания к п.п. 4.1.1 - 4.1.14:
1) - использованные в таблицах термины «1 раз в 4 года» и «1 раз в 6 лет» соответствуют срокам, указанным в разделе Правил [1]: 30 тыс. часов и 45 тыс. часов, соответственно;
2) - контроль проводится при нарушении антикоррозионного покрытия;
3) - контроль на наличие плоскостных дефектов;
4) - от площади поверхности корпуса.
4.2. ПЕРЕЧЕНЬ ЗОН ТРУБОПРОВОДОВ АЭС С РБМК-1000, КОНТРОЛИРУЕМЫХ РАЗРУШАЮЩИМИ МЕТОДАМИ С ПОМОЩЬЮ ВЫРЕЗОК
4.2.1. В соответствии с требованиями Правил [1] контроль механических свойств трубопроводов должен производиться через 100 тыс. часов эксплуатации с применением разрушающих и (или) неразрушающих методов (например, в соответствии с [20]).
4.2.2. В случае проведения контроля разрушающими методами вырезке подлежат:
4.2.2.1. по КМПЦ:
· трубопроводы Ду800 - прямой участок со сварным швом; опускные трубопроводы - прямой участок со сварным швом и гиб;
· трубопроводы НВК - прямой участок со сварным швом, один гиб под 90°, один калач;
· трубопроводы ПВК - прямой участок со сварным швом, один гиб под 90°;
· водоуравнительные трубопроводы Б С - прямой участок со сварным швом;
4.2.2.2. по трубопроводам острого пара:
· прямой участок со сварным швом;
4.2.2.3. по трубопроводам питательной воды:
· прямой участок со сварным швом.
4.2.3. В случае проведения контроля механических свойств неразрушающими методами (например, на базе [20]) периодичность контроля должна быть снижена до 45 - 50 тыс.часов, а количество контролируемых зон трубопроводов (см. п. 4.2.2) - увеличено в 2 - 3 раза.
4.3. ПЕРЕЧЕНЬ МЕСТ УСТАНОВКИ ОБРАЗЦОВ-СВИДЕТЕЛЕЙ
4.3.1. Образцы-свидетели для контроля коррозионной стойкости материалов должны быть установлены:
4.3.1.1. на участке циркуляционной воды для контроля опускных трубопроводов, группового раздаточного коллектора, трубопроводов нижних коммуникаций;
4.3.1.2. на участке пароводяной смеси для контроля материалов ТК, переходника и труб ПВК в пароводяной зоне;
4.3.1.3. на участке насыщенного пара для контроля паропроводов;
4.3.1.4. в барабане-сепараторе для контроля основного металла БС, наплавки и внутрисепарационных устройств;
4.3.1.5. на участке конденсата отборного пара для контроля корпусов и трубных систем подогревателя низкого давления, трубопроводов конденсата отборного пара;
4.3.1.6. на участке питательной воды для контроля трубопроводов питательной воды;
4.3.1.7. в схемах «Е», «КЖ», «Л» металлоконструкции.
4.3.2. Количество образцов-свидетелей по п. 4.3.1 и периодичность их испытаний приведены в приложении 6.
4.3.3. Образцы-свидетели для контроля механических свойств матери ала металлоконструкций головных энергоблоков установлены в схемах «Е» и «ОР»: количество образцов-свидетелей и периодичность их испытаний приведены в приложении 7. Программы и методики испытаний должны быть подготовлены АЭС и согласованы с головной материаловедческой организацией (ГМО) и Главным конструктором РУ.
4.3.4. Контроль коррозионной агрессивности среды в помещениях по тракту КМПЦ и в других помещениях должен осуществляться с использованием индикаторов агрессивности - напряженных тросиков (приложение 8).
4.3.5. Контроль поведения материала циркониевой части ТК и переходников в эксплуатации проводится на основании испытаний образцов-свидетелей: количество образцов-свидетелей и периодичность их испытаний приведены в приложении 9. Программы и методики испытаний должны быть подготовлены АЭС и согласованы с головной материаловедческой организацией и НИКИЭТ.
5. ПОРЯДОК ОЦЕНКИ РЕЗУЛЬТАТОВ ЭКСПЛУАТАЦИОННОГО КОНТРОЛЯ
5.1. Общая схема принятия решений при оценке результатов периодического контроля состояния металла и сварных соединений (включая предэксплуатационный контроль после ремонтов и замен элементов) в период эксплуатации АЭС приведена на рис. 5.1. Принятые определения приведены ниже:
· уровень фиксации (записи) - это порог, начиная с которого показания результатов НК должны документироваться (входить в отчеты по контролю); все показания результатов НК, лежащие выше уровня фиксации, анализируются и сравниваются с предыдущими результатами НК;
· показания результатов - это данные по нарушению сплошности металла, нарушению его структуры или другие характеристики металла, определяемые методами НК; показания результатов могут выражаться в условных параметрах (например, эквивалентная площадь отражателя или уловная протяженность по результатам УЗК) или физических единицах (например, геометрических размерах);
· дефект - недопустимое отклонение от требований, установленных Правилами [3] (или [2], если элемент был смонтирован и допущен в эксплуатацию до ввода в действие Правил [3]);
· браковочный уровень - максимально допустимое показание результатов несплошности, регламентируемое Правилами [3] (или [2]), или максимально допустимый уровень показаний результатов дефекта, регламентируемый специальными нормами оценки качества сварных соединений в эксплуатации (например, [21]).
5.2. Периодический (эксплуатационный) контроль - этап 00 - включает в себя следующие подэтапы:
01 - запись показаний результатов НК, выполняемого в соответствии с требованиями настоящей программы; приведенные ниже подэтапы 02 - 08 содержат типовые мероприятия, выполняемые по оценке результатов НК по каждой выявленной несплошности;
02 - оценка результатов НК: выявление несплошностей - показаний, превышающих уровень фиксации;
03 - выявление новых несплошностей по сравнению с результатами предыдущего НК (если новых несплошностей не возникло, то проводится анализ изменения показаний зафиксированных ранее несплошностей);
04 - выявление изменений показаний несплошностей, зафиксированных в предыдущий НК (если выявлено изменение показаний, то необходимо оценить величину прироста и сделать заключение относительно причин и времени этих изменений - подэтап 05);
05 - оценка допустимости показаний несплошности и/или ее прироста (сравнение показаний несплошностей и зафиксированных ранее дефектов с браковочными уровнями по п. 5.1, выявление дефектов, а также оценка допустимости возникновения новых или прироста показаний зафиксированных ранее несплошностей):
- если показания появились в первый раз или есть увеличение показателей состояния, то необходимо провести уточненный НК, чтобы можно было сделать заключение о виде, положении и величине несплошности или дефекта и предположительно о причинах их появления - подэтап 06;
07 - анализ причин появления новых несплошностей или дефектов, а также недопустимых скоростей подроста зафиксированных ранее несплошностей:
- если показания состояния компонента изменились, то есть выявлены новые показания или обнаружено увеличение значений показаний, то с учетом результатов предыдущего НК необходимо сделать заключение относительно причин и времени этих изменений;
- если подтверждается, что возникло новое состояние, то есть обнаружена новая несплошность, возникшая в процессе эксплуатации, или увеличились показания ранее выявленной несплошности, то требуется принятие специального решения (п. 7.8.1 Правил [1]);
- для выяснения причин возникновения новой или увеличения показаний несплошности (дефекта) и выработки предложений для принятия специального решения руководство предприятия-владельца (АЭС) или, при необходимости, эксплуатирующая организация, назначает комиссию. В состав комиссии входят представители эксплуатирующей организации, АЭС, инспектор Госатомнадзора России, а при необходимости, представители завода изготовителя (монтажной организации), проектной (конструкторской) организации и головной материаловедческой организации;
- при работе комиссии проводятся:
- проведение повторного контроля имеющимися приборами, в том числе, с использованием средств дефектометрии для уточнения геометрических характеристик несплопшости/дефекта, а также контроля аналогичных мест и узлов с аналогичными условиями работы;
- анализ материалов поверочного расчета на прочность в соответствии с требованиями Норм [8], а при его отсутствии выполнение соответствующего поверочного расчета на прочность;
- оценка допустимости дефектов в металле по результатам НК (схема оценки результатов НК приведена на рис. 5.2; расчет допускаемых дефектов в металле оборудования и трубопроводов во время эксплуатации АЭС проводится методами механики разрушения по методике [9]);
- результаты работы комиссии, отчетные документы о проведенном контроле и предлагаемые решения направляются в эксплуатирующую организацию, Главному конструктору РУ и Госатомнадзор России;
- выявленные причины и результаты анализа причин появления несплошности или дефекта являются определяющими для установления предела допустимости дефекта, то есть для принятия решения, допустим дефект или нет (подэтап 08);
- в зависимости от характера и масштабов выявленного дефекта комиссия принимает решение (подэтап 08):
- возможности допуска компонента с выявленной несплошностью в эксплуатацию, при условии исключения причин его возникновения и проведения дополнительных мероприятий - подэтап 09 (п. 5.3 настоящей инструкции);
- необходимости устранения выявленного дефекта (ремонта узла) и/или замены элемента (под этапы 11 и 12; перечень дополнительных мероприятий приведен в п. 5.4);
- решение по результатам контроля и возможности дальнейшей эксплуатации компонента принимается комиссией (п. 8.2.23 Правил [1]);
- специальные решения, принятые комиссией оформляются техническим решением, которое составляется АЭС, утверждается эксплуатирующей организацией и согласовывается с Госатомнадзором России;
- при замене или ремонте компонента, перед пуском его в эксплуатацию, проводится его базовый (предэксплуатационный) контроль (п. 7.6.1 Правил [1]) - подэтап 13;
- разрешение о допуске в эксплуатацию отремонтированного узла или замененного компонента дается инспекцией Госатомнадзора России на АЭС после проведения технического освидетельствования комиссией при участии инспектора Госатомнадзора России (подэтап 14).
- изменить режим работы установки;
- использовать дополнительные конструкции или усилить конструкцию узла;
- изменить условия эксплуатации компонента.
5.4. Если принято решение о проведении ремонта или замене компонента (этапы 11 и 12), то необходимо, насколько возможно, устранить причину возникновения дефекта, а эффективность выполненных работ в процессе дальнейшей эксплуатации контролировать, например, следующим образом:
- устанавливая измерительную аппаратуру;
- сокращая интервалы контроля;
- изменяя (увеличивая) объем контроля;
- изменяя, при необходимости, условия эксплуатации отремонтированного узла или замененного компонента.
5.5. Расчетная оценка допустимости дефектов в основном металле и сварных соединениях оборудования и трубопроводов по результатам дефектометрии проводится по следующим зависимостям:
[a] > a0 + Da
[c] >c0 + Dc
где [a], [c] - допускаемые размеры дефектов с учетом нормативных коэффициентов запаса, полученные в соответствии с п.п. 5.5.1 и 5.5.2;
a0, c0 - измеренные геометрические показатели дефекта;
Da, Dc - погрешность контроля (см. раздел 7).
5.6. Критерием оценки коррозионного состояния конструкционных материалов образцов-свидетелей являются значения скоростей коррозии материалов в соответствии с ОСТ 95.695-78 «Реакторы ядерные, уран - графитовые, канальные типа РБМ-К. Общие и технические требования по коррозионной стойкости».
Одним из критериев возможности возникновения коррозионного растрескивания оборудования является повреждение напряженного многожильного коррозионно-стойкого троса-индикатора агрессивности (приложение 8).
5.7. Критериями оценки механических свойств, характеристик сопротивления хрупкому разрушению и циклической прочности, определяемых для материала вырезок (п. 4.2.2) и на образцах-свидетелях, являются требования соответствующих ГОСТов, ТУ, конструкторской документации, а также требования специализированных методик, разработанных головной материаловедческой организацией и согласованных с НИКИЭТ.
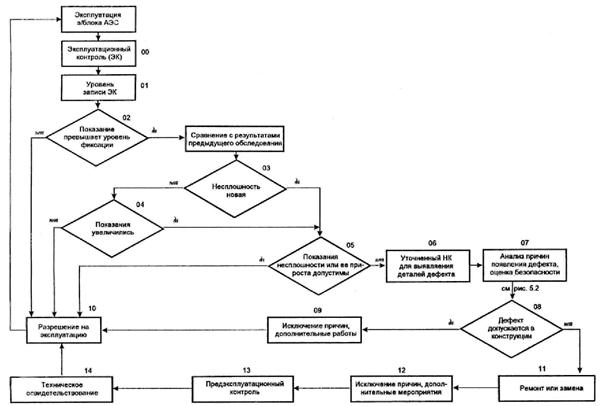
Рис. 5.1
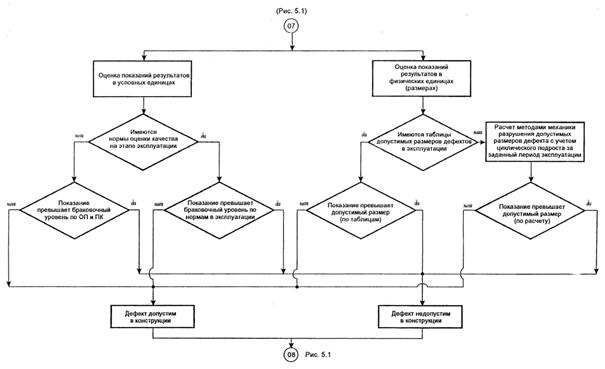
Рис. 5.2. Схема оценки допустимости дефекта по результатам НК (в кружках указаны номера этапов работ по рис. 5.1)
6. ПЕРЕЧЕНЬ МЕТОДИК, ИСПОЛЬЗУЕМЫХ ПРИ ЭКСПЛУАТАЦИОННОМ КОНТРОЛЕ ОСНОВНОГО МЕТАЛЛА И СВАРНЫХ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ СВБ
|
№№ |
Метод контроля |
Методика контроля |
Контролируемое оборудование (зоны контроля) |
Оценка качества |
|
1 |
Общие положения |
ПК 1514-72 |
Оборудование и трубопроводы АЭУ. Сварные соединения и наплавки. Правила контроля |
|
|
2 |
Общие положения |
Оборудование и трубопроводы АЭУ. Сварные соединения и наплавки. Правила контроля |
||
|
3 |
Визуальный и измерительный контроль |
Основные материалы, сварные соединения и наплавленные поверхности оборудования и трубопроводов |
||
|
4 |
Ультразвуковой контроль |
ПНАЭ Г-7-014-89 (Ультразвуковой контроль. Часть 1. Введен с 01.07.90 г.) |
Контроль основных материалов (полуфабрикатов). |
ТУ на изделие |
|
5 |
ПНАЭ Г-7-030-91 (Ультразвуковой контроль. Часть II. Введен с 01.10.92 г.) |
Перлитная часть сварных соединений трубопроводов СВБ. Для угловых швов с аустенитной рубашкой или наплавкой со стороны внутренней поверхности из-за конструктивных особенностей возможен контроль 100 % по периметру и 30 % по сечению шва. |
Нормы Ду 800 ПНАЭ Г-7-010-89 |
|
|
6 |
ПНАЭ Г-7-032-91 (Ультразвуковой контроль. Часть IV. Введен с 01.10.92 г.) |
Контроль сварных соединений из сталей аустенитного класса. |
Требование конструкторской документации |
|
|
7 |
Ультразвуковой контроль |
И № 23 СД-80 |
Гибы трубопроводов из перлитной стали |
И № 23 СД-80 |
|
8 |
Инструкция ВТИ, 1978 |
Сварные швы трубопроводов НВК, ПВК и Ду 300 из аустенитной стали без снятия антикоррозионного покрытия |
нет |
|
|
9 |
ТИ-ЛМ-1-94 |
Стыковые кольцевые сварные соединения трубопроводов |
ТИ-ЛМ-1-94 |
|
|
10 |
ТИ-ЛМ-2-95 |
Стыковые кольцевые сварные соединения трубопроводов 325×15 из сталей аустенитного класса |
ТИ-ЛМ-2-95 |
|
|
11 |
Инструкция ВТИ, 1979 |
Выходные кромки рабочих лопаток турбин |
Инструкция ВТИ, 1979 |
|
|
12 |
И-037-91 |
Обоймы ТК, сварные швы |
И-037-91 |
|
|
13 |
Методика ультразвукового контроля крепежа АЭС |
Шпильки фланцевых соединений разъемов оборудования и арматуры АЭС |
Методика УЗК крепежа АЭС |
|
|
14 |
МЦУ-8-91 |
Аустенитные ремонтные заварки трубопроводов Ду 800, выполненные по технологической инструкции ТИ-096 |
МЦУ-2-91 |
|
|
15 |
МЦУ-2-91 |
Ремонтные заварки трубопроводов Ду 800 КМПЦ, выполненные высоконикелевыми материалами |
МЦУ-8-91 |
|
|
16 |
Ультразвуковой автоматизированный контроль |
38-СК019.00.00.00.00.Д1 |
Кольцевые и продольные швы трубопроводов Ду 800, коллекторов Ду 900, основного металла гибов Ду 800, днищ коллекторов и барабан-сепараторов |
ПК [21] |
|
17 |
Ультразвуковой контроль (визуализация дефектов) |
100.468.00.00.000 Д. Методика автоматизированного ультразвукового топографического контроля элементов КМПЦ реакторов типа РБМК. |
Основной металл оборудования и трубопроводов, выполненных из сталей перлитного класса; сварные соединения, выполненные перлитными сварочными материалами |
ПК [21] |
|
18 |
Ультразвуковой контроль поверхностными волнами |
См. п. 7 настоящего раздела |
Оборудование из сталей перлитного и аустенитного классов |
См. п. 7 настоящего раздела |
|
19 |
Капиллярный контроль (цветная дефектоскопия) |
Ремонтные заварки трубопроводов Ду 800 КМПЦ выполненные высоконикелевыми электродами. Остальное оборудование |
Тр-2761т-90 ПН АЭ Г-7-010-89 |
|
|
20 |
Магнитопорошковый контроль |
Все |
ПН АЭ Г-7-010-89 |
|
|
21 |
И № 23 СД-80 |
Гибы перлитных труб |
И № 23 СД-80 |
|
|
22 |
Радиографический контроль |
ПНАЭ Г-017-89 |
Все |
|
|
23 |
Ультразвуковая толщинометрия |
Инструкция по эксплуатации ультразвуковых толщиномеров. ПНАЭ Г-7-031-91 |
Оборудование из углеродистых сталей. Оборудование из нержавеющих сталей. ПВК-НВК |
ОСТ 24.321.26-74 ТУ 95.5093-78 |
|
24 |
Ультразвуковой контроль |
Методика УЗК сплошности металла перлитной части и зон ее сплавления с антикоррозионным пояском сварных соединений трубопроводов Ду800 КМПЦ РБМК-1000, РБМК-1500 в процессе эксплуатации, 1988 |
Трубопроводы Ду800 КМПЦ |
|
|
25 |
Контроль герметичности |
Инструкция по эксплуатации гелиевых течеискателей, ПНАЭ Г-7-019-89 |
Сварные соединения |
|
|
26 |
Гидравлические (пневматические) испытания |
Сварные соединения |
||
|
27 |
Металлографические исследования |
Отраслевая инструкция (ВНИИАЭС) |
Сварные соединения, наплавка и основной металл |
|
|
28 |
Методы определения механических свойств |
|||
|
28.1 |
Методы испытания на растяжение |
ПНАЭ Г-7-002-86, приложение 2 |
Сварное соединение |
Технические условия. ГОСТ, [8] |
|
28.2 |
Методы испытания на растяжение |
ПНАЭ Г-7-002-86, приложение 2 |
Основной металл |
Технические условия. ГОСТ, [8] |
|
28.3 |
Методы испытания на ползучесть |
ПНАЭ Г-7-002-86, приложение 2 |
Технические условия. ГОСТ, [8] |
|
|
28.4 |
Методика определения критической температуры хрупкости |
ПНАЭ Г-7-002-86, приложение 2 |
Технические условия. ГОСТ, [8] |
|
|
28.5 |
Методика определения сдвига критической температуры хрупкости вследствие термического старения |
ПНАЭ Г-7-002-86, приложение 2 |
Технические условия. ГОСТ, [8] |
|
|
28.6 |
Методика определения сдвига критической температуры хрупкости вследствие накопления усталостных повреждений |
ПНАЭ Г-7-002-86, приложение 2 |
Технические условия. ГОСТ, [8] |
|
|
28.7 |
Методика определения сдвига критической температуры хрупкости вследствие влияния облучения и коэффициента радиационного охрупчивания |
ПНАЭ Г-7-002-86, приложение 2 |
Технические условия. ГОСТ, [8] |
|
|
28.8 |
Методы испытаний на усталость |
ПНАЭ Г-7-002-86, приложение 2 |
Технические условия. ГОСТ, [8] |
|
|
28.9 |
Методы технологических испытаний металлов (метод испытаний на изгиб; трубы, метод испытаний на сплющивание) |
ПНАЭ Г-7-002-86, приложение 2 |
Технические условия. ГОСТ, [8] |
|
|
29 |
Испытание на стойкость против межкристаллитной коррозии |
Оборудование и трубопроводы из коррозионно-стойких сталей |
||
|
30 |
Определение содержания ферритной фазы |
Отраслевая инструкция АОИ-6-83 ГОСТ 11378-66 |
Наплавленный металл сварочных и наплавленных материалов, сварных швах ауст. сталей и антикоррозионной наплавки - Основной металл элементов из аустенитной стали |
ПНАЭ Г-7-010-89 (сварное соединение) ТУ (основной металл) |
|
31 |
Контроль химического состава: |
ГОСТ 18895-81 ГОСТ 12344 - 12365 ГОСТ 7122-81 ГОСТ 1778-70 ГОСТ 7565-81 ГОСТ 20560-81 ГОСТ 22536.0-77 - 22536.13-77 |
Сталь. Стали легированные и высоколегированные. Сварные швы и наплавленный металл. Сталь. Чугун, сталь и сплавы. Высоколегированные и легированные стали. Углеродистая сталь и нелегированный чугун |
Технические условия, ГОСТ, [8] |
|
32 |
Контроль микроструктуры |
Сталь. Микроструктура листов и лент. Сталь. Выявление и определение величины зерна. Сталь. Эталоны микроструктуры |
Технические условия, ГОСТ, [8] |
|
|
33 |
Определение характеристик механических свойств по характеристикам твердости |
РД ЭО 0027-94 |
Основной металл и сварные соединения |
ТУ, ПН АЭ Г-7-002-86 |
|
34 |
Определение характеристик трещиностойкости |
Основной металл и сварные соединения |
Технические условия, ГОСТ, [8] |
|
|
35 |
Определение скорости сплошной коррозии на образцах-свидетелях |
Инв. № Е34. 146-13433 (по учету НИКИЭТ) ГОСТ 9.908-85 ЕСЗКС* |
Образцы (разгруженные) из сталей марок 20, 10ХСНД, 08Х18Н10Т, 22К, ЭИ-898 |
ОСТ 95.695-78 |
|
36 |
Показания индикаторов агрессивности |
Инв. № Е34. 529-3730 (по учету НИКИЭТ) |
Инв. № Е34. 529-3730 (по учету НИКИЭТ) |
|
|
37 |
Испытания на коррозионное растрескивание |
ГОСТ 9.901.1-89 ЕСЗКС |
* - ЕСЗКС - единая система защиты от коррозии и старения
7. ПОГРЕШНОСТИ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ДЕФЕКТОВ С ПРИМЕНЕНИЕМ МЕТОДИК И ТЕХНИЧЕСКИХ СРЕДСТВ, ИСПОЛЬЗУЕМЫХ ЛАЭС
7.1. Погрешности эксплуатационного контроля с применением штатных средств УЗ контроля приведены в соответствии с ПНАЭ Г-7-030-91 в условных показателях и составляют:
|
Измеряемая характеристик |
Средняя квадратическая погрешность измерений |
|
Амплитуда |
± 2 дБ |
|
Эквивалентная площадь |
± 50 % |
|
Условная протяженность |
± 5 мм при Н <= 200 мм |
|
± 10 мм при Н > 200 мм |
|
|
Условная высота |
|
7.2. Для эксплуатационного штатного ультразвукового контроля дефектов по геометрическим характеристикам АЭС должны быть оснащены соответствующими средствами дефектометрии. Погрешности контроля должны быть приняты по паспортным данным или на основании тестовых испытаний.
7.3. При использовании экспертного контроля в дополнение к штатному погрешности определения геометрических характеристик дефектов по результатам ультразвукового контроля могут быть приняты в соответствии с таблицей экспертных оценок погрешностей, которая может быть включена в качестве приложения к настоящей инструкции.
8. ИСТОЧНИКИ РАЗРАБОТКИ
1. ПНАЭ Г-7-008-89. Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок. 1989.
4. In-Service Inspection for Nuclear Power Plants, № 50-SG-O2, IAEA, Vienna, 1980
5. In-Service Inspection of Nuclear Power Plants, № 50-P-2, IAEA, Vienna, 1991.
6. ПК 1514-72. Правила контроля сварных соединений и наплавок узлов и конструкций атомных электростанций, опытных и исследовательских ядерных реакторов и установок.
7. ПНАЭ Г-7-010-89. Оборудование и трубопроводы атомных энергетических установок.. Сварные соединения и наплавки. Правила контроля. 1990.
8. ПНАЭ Г-7-002-86. Нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок. 1989.
9. М-02-91. Методика расчета допускаемых размеров дефектов в эксплуатации. 1991.
10. М-ТПР-01-93. Методика расчета трубопроводов атомных энергетических установок в рамках концепции «течь перед разрушением». 1993.
11. ПНАЭ Г-7-014-89. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок (АЭУ). Ультразвуковой контроль. Часть 1. Контроль основных материалов (полуфабрикатов).
12. ПНАЭ Г-7-015-89. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Магнитопорошковый контроль.
13. ПНАЭ Г-7-016-89. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Визуальный и измерительный контроль.
14. ПНАЭ Г-7-017-89. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Радиографический контроль.
15. ПНАЭ Г-7-018-89. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Капиллярный контроль.
16. ПНАЭ Г-7-019-89. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Контроль герметичности. Газовый и жидкостные методы.
17. ПНАЭ Г-7-030-91. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть Контроль сварных соединений и наплавки для ручного контроля.
18. ПНАЭ Г-7-031-91. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть Измерение толщины монометаллов, биметаллов и антикоррозионных покрытий.
19. ПНАЭ Г-7-032-91. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть Контроль сварных соединений из сталей аустенитного класса.
Материал, форма и количество образцов, размещаемых на участке циркуляционной воды (участок № 1)
Таблица П6.1
|
Материал образцов основного оборудования контура |
Эскиз образца |
Чертеж |
Общее кол-во |
Количество образцов по годам |
||||||
|
1 |
3 |
5 |
10 |
15 |
20 |
25 |
||||
|
Материал: трубы ВК наплавки коллекторов |
|
5 |
5 |
5 + (5)* |
5 + (5)* |
5 + (5)* |
5 + (5)* |
5 + (5)* |
||
|
120 |
5 |
5 |
5 + (5)* |
5 + (5)* |
5 + (5)* |
5 + (5)* |
5 + (5)* |
|||
|
|
67 |
6 |
6 |
5 + (6)* |
5 + (6)* |
5 + (6)* |
5 + (6)* |
5 + (6)* |
||
|
Материал: Полномасштабный нижний переходник автоклавированный |
42 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
||
|
Материал: труба ВК |
|
60 |
5 |
5 |
5 + (5)* |
5 + (5)* |
5 + (5)* |
5 + (5)* |
5 + (5)* |
|
|
σ ≅ 30 кгс/мм2 |
||||||||||
|
Материал: трубы ВК |
53 |
4 |
4 |
4 + (5)* |
4 + (5)* |
4 + (5)* |
4 + (5)* |
4 + (5)* |
||
|
σ ≅ 30 кгс/мм2 |
||||||||||
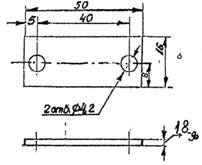
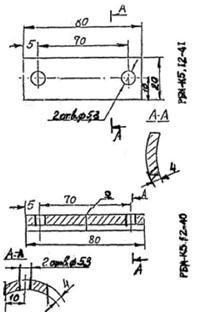
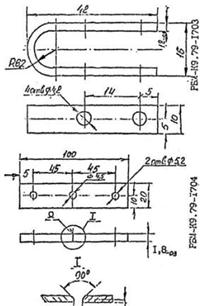
*) В скобках указано количество образцов, устанавливаемых на период дезактивации
Таблица П6.2
Материал, форма и количество образцов, загружаемых в каналы реактора (пароводная смесь)
|
Эскиз образца |
Чертеж |
Общее кол-во |
Количество образцов по годам |
|||||||
|
1 |
3 |
5 |
10 |
15 |
20 |
25 |
||||
|
Труба ТК 88×4 (автоклавированная и неавтоклавированная). Труба ПВК |
|
6 |
6 |
6 |
6 |
6 |
6 |
6 |
||
|
ЭЛС соединение полномасштабного верхнего переходника с канальной трубой автоклавированный неавтоклавированный. Труба ПВК |
|
6 |
6 |
6 |
6 |
6 |
6 |
6 |
||
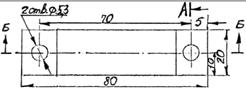
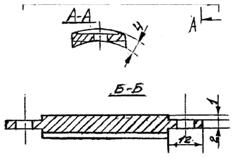
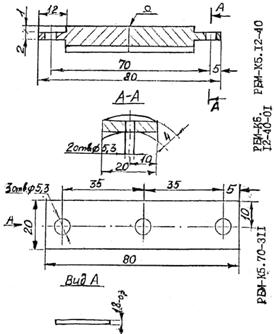
Таблица П6.3
Материал, форма и количество образцов, размещаемых в трубопроводе насыщенного пара (для определения отложений железоокисных, кобальта, меди и пр.)
|
Эскиз образца |
Чертеж |
Общее кол-во |
Количество образцов по годам |
||||||||
|
1 |
3 |
5 |
10 |
15 |
20 |
25 |
|||||
|
Материал: лопатка турбин или трубчатка СПП |
|
70 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
|
Трубы паровые |
|||||||||||
|
Материал: Труба ТК 88×4 автоклавированная |
42 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
||
|
Материал: трубчатка |
|
35 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
||
|
СПП σ ≅ 30 кгс/мм2 |
|||||||||||
|
Материал: трубчатка |
28 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
|||
|
СПП σ ≅ 12 кгс/мм2 |
|||||||||||
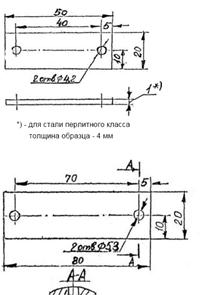
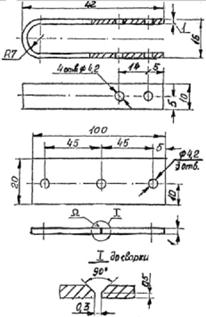
Таблица П6.4
Материал, форма и количество устанавливаемых образцов в барабан-сепараторе (зона воды и граница раздела пар-вода)
|
Эскиз образца |
Чертеж |
Общее кол-во |
Количество образцов по годам |
|||||||
|
1 |
3 |
5 |
10 |
15 |
20 |
25 |
||||
|
Материал: корпус барабана-сепаратора; |
|
70 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
|
Внутрисепарационные устройства |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|||
|
Материал: наплавка; |
|
28 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
|
σизг. = 30 кгс/мм2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|||
|
Корпус барабана-сепаратора |
||||||||||
|
σизг. = 15 кгс/мм2 |
||||||||||
|
Материал: наплавка; |
42 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
||
|
σр = 12 кгс/мм2 корпус; |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|||
|
σр = 12 кгс/мм2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|||
|
внутрисепарационные устройства |
||||||||||
|
σр = 12 кгс/мм2 |
||||||||||
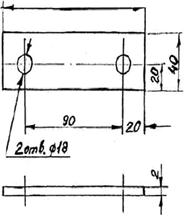
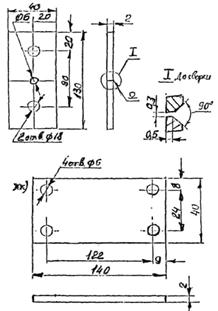
*) вырезку сварных образцов из материала корпуса 22К производить из контрольной пробы после сварки и отпуска
**) вырезку сварных образцов из наплавки производить из контрольной пробы, имитирующей верхний слой переходной зоны от наплавки к плакировке
Таблица П6.5
Материал, форма и количество образцов, устанавливаемых в трубопроводе конденсата отборного пара
|
Эскиз образца |
Чертеж |
Общее кол-во |
Количество образцов по годам |
|||||||
|
1 |
3 |
5 |
10 |
15 |
20 |
25 |
||||
|
Материал: корпус. Трубчатые системы ПНД |
|
70 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
|
Материал: корпус. Трубчатые системы ПНД |
70 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
||
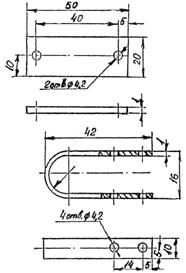
Таблица П6.6
Материал, форма и количество образцов, устанавливаемых в трубопроводе питательной воды
|
Эскиз образца |
Чертеж |
Общее кол-во |
Количество образцов по годам |
|||||||
|
1 |
3 |
5 |
10 |
15 |
20 |
25 |
||||
|
Трубные системы ПНД |
|
70 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
|
Трубопроводы питательной воды |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|||
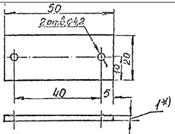
*) для стали перлитного класса. Толщина образца - 4 мм
Таблица П6.7
Материал, форма и количество образцов, устанавливаемых в схемах КЖ, Е и Л
|
Эскиз образца |
Чертеж |
Общее кол-во |
Количество образцов по годам |
|||||||
|
1 |
3 |
5 |
10 |
15 |
20 |
25 |
||||
|
Материал: сх «Е» |
|
Е64 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
|
|
сх «КЖ» |
КЖ17 |
126 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
|
|
сх «Л» |
Л21 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
||
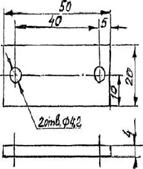
Приложение
1
Обязательное
|
Лаборатория металлов ПРОТОКОЛ (ЗАКЛЮЧЕНИЕ) №1. Объект контроля________________________________________________________ _________________________________________________________________________ (наименование, материал, толщина, № стыка, з-д-изготовитель, № чертежа) _________________________________________________________________________ 2. Цель контроля__________________________________________________________ _________________________________________________________________________ 3. Метод контроля_________________________________________________________ _________________________________________________________________________ (наименование и № инструкции, тип прибора, реактивы и т.д.) _________________________________________________________________________ _________________________________________________________________________ 4. Результат контроля______________________________________________________ _________________________________________________________________________ _________________________________________________________________________ Контроль производил:_____________________________________________________ Начальник лаборатории металлов:___________________________________________ |
Приложение 2
Обязательное
ФОРМА КНИГИ УЧЕТА РЕЗУЛЬТАТОВ КОНТРОЛЯ
|
№ |
Наименование оборудования, элемента оборудования и трубопроводов |
№ схемы |
№ элемента по схеме |
Результаты контроля по годам |
|
1 |
2 |
3 |
4 |
5 |
Приложение 3
Обязательное
АКТ ОБСЛЕДОВАНИЯ ДЕФЕКТНОГО УЗЛА
1. Дата сварки или обнаружения дефекта.
2. Наименование узла.
3. Номер сборочного чертежа.
4. Марка стали.
5. Срок службы узла до обнаружения дефекта.
6. Условие эксплуатации: среда, давление, температура, число температурных циклов и циклов напряжения, имевших место на данном узле (указать амплитуду колебаний температуры и напряжений), вибрация и т.д.
Примечание: Отметить особые условия и временные отклонения от номинальных режимов на величину, влияющую на эксплуатационную надежность узла.
7. Мощность дозы излучения вблизи узла.
8. Оценка общего состояния поверхности контролируемого металла.
9. Место расположения, тип (трещины, свищи и т.д.), величина (протяженность, раскрытие, глубина) и конфигурация дефекта.
10. Методы, применяемые при обследовании.
11. Фотография, слепок или чертеж дефекта.
12. Результаты лабораторных исследований механических характеристик.
13. Результаты металлографического анализа.
14. Причины разрушения металла.
15. Случаи повреждения этого или аналогичного узла ранее.
16. Мероприятия по ликвидации дефекта и предотвращению подобных повреждений при дальнейшей эксплуатации.
17. №№ протоколов и заключений.
Подписи: гл. инженер АЭС, начальник цеха, начальник лаборатории металлов АЭС.
Приложение 4
Обязательное
ВЫПИСКА ИЗ ЗАВОДСКОГО СЕРТИФИКАТА № НА ОБСЛЕДОВАННЫЙ (ДЕФЕКТНЫЙ) УЗЕЛ
1. Наименование узла.
2. Номинальный наружный диаметр _ мм.
3. Толщина стенки ____ мм.
4. Завод-изготовитель и заводской №.
5. Способ изготовления.
6. Номер плавки, поковки.
7. Конечный режим термообработки.
8. Химический состав, %.
|
C |
Mn |
Si |
S |
Р |
Cr |
Мо |
V |
Ni |
Другие элементы |
9. Механические свойства.
|
Предел текучести σs, МПа |
Предел прочности σв, МПа |
Относительное удлинение d, % |
Относительное сужение y, % |
Ударная вязкость ак, Дж/м2 |
Твердость НВ, Н/м2 |
Технологическая проба |
10. Вальность по неметаллическим включениям.
11. Результаты металлографического анализа.
Подпись: начальник лаборатории металлов
Приложение 5
Рекомендуемое
ТРЕБОВАНИЯ К ПОДРАЗДЕЛЕНИЮ ЛАЭС, ОТВЕТСТВЕННОМУ ЗА ПРОВЕДЕНИЕ ЭКСПЛУАТАЦИОННОГО КОНТРОЛЯ МЕТАЛЛА
1. Подразделение ЛАЭС, ответственное за эксплуатационный контроль металла (далее «подразделение») является самостоятельной структурной единицей ЛАЭС.
2. В своей работе подразделение руководствуется:
- Правилами, нормами и инструкциями Госатомнадзора России и государственными стандартами;
- инструкциями и директивными указаниями Минатома России;
- приказами и распоряжениями руководства ЛАЭС;
- настоящей инструкцией.
3. Подразделение осуществляет контроль за состоянием металла оборудования и трубопроводов на предэксплуатационном этапе и в период эксплуатации, а также контроль за состоянием металла и сварных соединений оборудования и трубопроводов во время планово-предупредительных ремонтов. Контроль за состоянием металла оборудования и трубопроводов осуществляется физическими неразрушающими и лабораторными методами.
4. Для решения поставленных задач подразделение:
- разрабатывает рабочие программы периодического контроля за состоянием металла оборудования и трубопроводов на основании инструкции по эксплуатационному контролю за состоянием металла;
- выполняет входной контроль, пусконаладочный и эксплуатационный контроль за состоянием основного металла и сварных соединений всего энергооборудования и трубопроводов ЛАЭС (за исключением материалов активной зоны) в соответствии с действующими инструкциями по контролю;
- проводит исследование влияния эксплуатационных факторов на структуру и свойства металла энергооборудования;
- осуществляет контроль за процессом развития ранее обнаруженных и допущенных в эксплуатацию в установленном порядке дефектов металла;
- накапливает и обрабатывает статистические данные повреждаемости металла оборудования и разрабатывает рекомендации по периодичности контроля (включая предложения по внеочередным проверкам конкретных узлов);
- участвует в оценке допустимости к дальнейшей эксплуатации оборудования по результатам проведенных исследований;
- исследует причины возникновения дефектов металла и участвует в разработке мероприятий по их устранению и предотвращению;
- составляет протоколы и отчеты по результатам обследования металла энергооборудования;
- обобщает результаты контроля состояния металла, а также осваивает и внедряет в практику оптимальные методы и приборы для контроля качества металла с учетом специфических условий ЛАЭС;
- внедряет новые методы и средства контроля металла и сварных соединений основного оборудования и трубопроводов;
- составляет технические задания на разработку дистанционных механизированных систем контроля оборудования в труднодоступных местах или в условиях повышенной радиации;
- проверяет знание персоналом ПТЭ должностных и производственных инструкций, правил, норм и инструкций Госатомнадзора России;
- повышает квалификацию персонала путем организации технической учебы, изучения директивных указаний Минатома России.
5. В составе подразделения ЛАЭС, ответственного за эксплуатационный контроль состояния основного металла и сварных соединений, целесообразно иметь самостоятельные структурные единицы (лаборатории) по следующим направлениям деятельности:
- материаловедческие исследования и исследования коррозионных процессов;
- контроль состояния металла неразрушающими методами;
- технический контроль.
Примерная структура подразделения представлена на рис. П5.1.
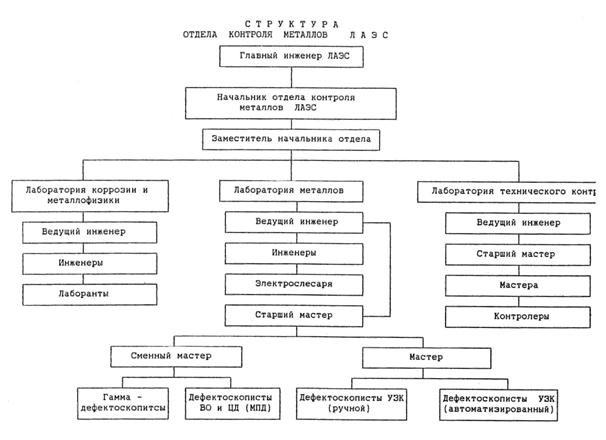
Рис. П5.1
Приложение 6
(обязательное)
_______________
1) При составлении рабочих программ контроля должны быть учтены проектные данные по загруженным образцам-свидетелям, а также принятые в процессе эксплуатации технические решения, согласованные в установленном порядке
П6.1. Цель установки образцов-свидетелей.
Образцы-свидетели установлены с целью контроля состояния, оценок скоростей коррозии конструкционных материалов в процессе эксплуатации, прогнозирования их срока службы, а также величин и состава отложений продуктов коррозии.
П6.2. Материалы образцов и места их установки по контуру станции и в реакторном пространстве.
П6.2.1. Участок циркуляционной воды.
Участок циркуляционной воды от барабана-сепаратора до напорного коллектора. Материалы, форма и количество загружаемых образцов на данном участке представлены в табл. П6.1.
По результатам испытаний материалов образцов-свидетелей в трубопроводах циркуляционной воды оценивается коррозионная стойкость материала опускных трубопроводов, группового коллектора, трубопроводов подвода воды к ТК.
П6.2.2. Участок пароводяной смеси.
Участок пароводяной смеси с образцами-свидетелями, материалы, форма и количество которых представлены в табл. П6.2, размещаются в пароводяной зоне ТК.
По результатам испытаний материалов, загружаемых на этом участке, оценивается коррозионная стойкость материалов ТК, переходника и труб ПВК в пароводяной зоне.
П6.2.3. Участок насыщенного пара.
Участок насыщенного пара от барабан-сепаратора до турбины. На указанном участке размещаются образцы-свидетели, материалы, форма и количество которых представлены в табл. П6.3.
По результатам коррозионных исследований испытываемых материалов оценивается коррозионная стойкость материала трубопроводов насыщенного пара.
П6.2.4. Барабан-сепаратор.
В барабан-сепаратор (в зону воды и на границе раздела пар-вода) устанавливаются образцы из материалов корпусов барабан-сепараторов, наплавки и внутрисепарационных устройств в соответствии с требованиями табл. П6.4 и имеющейся в проектной документации схемой установки (на специальном каркасе).
В каждом каркасе размещаются образцы-свидетели на одну временную выдержку. Всего в барабан-сепаратор загружается 14 комплектов образцов, по 7 комплектов в каждую зону. После каждой временной выдержки в период ППР извлекаются по одному каркасу с образцами-свидетелями из каждой зоны. Извлеченные образцы исследуются на сплошную коррозию и коррозионное растрескивание.
По результатам проведенных исследований оценивается коррозионная стойкость материалов барабан-сепаратора.
П6.2.5. Участок конденсата отборного пара.
В трубопроводе конденсата отборного пара устанавливаются образцы-свидетели, материалы, форма и количество которых представлены в табл. П6.5.
По коррозионным исследованиям образцов-свидетелей, установленных на данном участке, оценивается коррозионная стойкость материалов корпусов и трубных систем ПНД, трубопроводов конденсата отборного пара.
П6.2.6. Участок питательной воды.
На участке питательной воды от деаэратора до барабан-сепаратора устанавливаются образцы-свидетели, материалы, форма и количество которых представлены в табл. П6.6. По коррозионным исследованиям этих образцов-свидетелей определяется коррозионная стойкость материала трубопроводов питательной воды.
П6.2.7. Участки в реакторном пространстве.
Коррозионная стойкость материала металлоконструкции реактора оценивается по образцам-свидетелям, установленным в схемах «Е», «КЖ», и «Л». Материалы, форма и количество которых, а также периодичность испытаний, представлены в табл. П6.7.
П6.3. Краткая методика исследования.
На стальных образцах определяется скорость сплошной коррозии по методикам п. 35 раздела 6 настоящей инструкции. На напряженных образцах материалов определяется скорость сплошной коррозии (п.35 раздела 6) и на коррозионностойкой нержавеющей стали оценивается возможность возникновения коррозионного растрескивания в условиях эксплуатации станции (п. 37 раздела 6).
На образцах циркония (материал труб ТК) определяется величина отложений продуктов коррозии, и, одновременно, оценивается скорость сплошной коррозии (п. 35 раздела 6).
На образцах, подверженных местной коррозии, проводятся металлографические исследования, определяется глубина проникновения коррозии (П.П. 27, 32, 35 разделу 6).
П6.4. Порядок проведения работ.
Загрузка и выгрузка образцов в соответствии с требованиями конструкторской документации, а также исследование образцов-свидетелей осуществляются сотрудниками станции. Обработка результатов исследований осуществляются сотрудниками АЭС с участием специалистов предприятия - Главного конструктора РУ и головной материаловедческой организации
В процессе эксплуатации станции перечень исследуемых материалов может изменяться и расширяться в соответствии с изменениями материалов основного оборудования АЭС.
Полученные данные оформляются протоколами и направляются Главному конструктору РУ и в головную материаловедческую организацию.
Приложение 7
(обязательное)
_______________
1) При составлении рабочих программ контроля должны быть учтены проектные данные по загруженным образцам-свидетелям, а также принятые в процессе эксплуатации технические решения, согласованные в установленном порядке.
П7.1. Цель работы.
Целью работы является периодическое определение механических свойств при кратковременном растяжении: σb - временного сопротивления; σ0,2 - предела текучести; ds - относительного удлинения после разрыва; dk - относительного сужения после разрыва; db - равномерного относительного сужения и критической температуры хрупкости основного металла, из которого изготавливаются основные узлы металлоконструкций схем «Е» и «ОР», а также материала сварного шва.
П7.2. Объект и объем контроля.
Контролируемым оборудованием является материал нижней плиты металлоконструкции Сх. «Е» и верхней плиты Сх. «ОР», аппарата РБМК. Контроль осуществляется на образцах-свидетелях, вырезанных из припусков штатных заготовок контролируемого оборудования и образцах-свидетелях, вырезанных из сварных соединений, выполненных по той же технологии сварки с применением тех же присадочных материалов и средств нагрева, сваренных на том же оборудовании, подвергнутым тем же методам контроля, что и контролируемое соединение. Механические свойства при кратковременном растяжении определяются на образцах типа III № 9 (короткий) по ГОСТ 1497-73 для основного металла и типа I по ГОСТ 6996-66 для сварного шва.
Определение σb, σ0,2, <ds и dk производится в соответствии с требованиями ГОСТ 1497-73, ГОСТ 9651-73 и ГОСТ 6996-66, при температурах 20 °С и 350 °С. Равномерное относительное сужение получают пересчетом по равномерному удлинению (db), соответствующему максимальной нагрузке (Рb) по диаграмме растяжения. Количество и типы образцов-свидетелей приведены в табл. П7.1.
Критическая температура хрупкости определяется в соответствии с методикой, указанной приложении 2 Норм [8]. Количество и типы образцов-свидетелей, а также периодичность их испытаний, приведены в табл. П7.1.
Образцы комплектуются в специальный контейнер, который содержит один комплект, включающий следующие образцы:
а) для определения механических свойств при кратковременном растяжении;
б) для определения критической температуры хрупкости.
Все указанные испытания проводятся в соответствии с указаниями, содержащимися в приложении 2 Норм [8].
Из шести контейнеров, в каждый из которых входит один комплект образцов, монтируются подвески, которые размещаются в реакторе вблизи схемы «ОР» или «Е». Конструкция подвески должна позволять легко извлекать ее и отделять каждую секцию для транспортировки и дальнейшего испытания образцов.
На каждый образец или группу образцов составляется паспорт (в двух экземплярах), в котором указываются, как минимум, следующие характеристики:
а) сертификатные данные (№ плавки, № партии, № сертификата);
б) номер комплекта, в котором размещен образец;
в) тип образца;
г) маркировка;
д) материал.
Паспорт на образцы находится на АЭС. Для получения прочностных характеристик в исходном (необлученном) состоянии изготавливается один комплект образцов. Этот комплект поставляется АЭС. Количество образцов-свидетелей, предназначенных для контроля за состоянием материала в процессе эксплуатации и испытываемых при разовой выгрузке, а также периодичность проведения испытаний, указаны в табл. П7.1.
Форма паспорта прилагается.
П7.3. Реакторные испытания.
П7.3.1. Подвеска с шестью комплектами образцов устанавливается в районе схемы «Е» или «ОР» на расстоянии не более 150 мм от нижней плиты «Е» или верхней плиты «ОР» (тракт контрольный РБМ-К Сб.45, РБМ-К Сб.47).
П7.3.2. В процессе реакторных испытаний должны проводится измерения потока быстрых нейтронов с энергией более 0,5 МэВ.
П7.4. Послереакторные испытания.
П7.4.1. Послереакторные испытания проводятся на АЭС или в головной материаловедческой организации (п.П7.3.3).
Для этого АЭС обеспечивает подготовку к транспортировке и транспортировку облученных и необлученных образцов в адрес головной материаловедческой организации.
Результаты испытаний должны содержать оценку изменения механических свойств в зависимости от дозы облучения, температуры испытания.
П7.4.2. Металлографические исследования (по методикам п.п. 27, 30, 32) проводятся на образцах, предназначенных для определения критической температуры хрупкости.
При металлографических исследованиях определяются количество, форма и распределение фазовых составляющих и другие элементы структуры.
П7.5. Оформление результатов.
П7.5.1. Результаты исследований оформляются отчетом АЭС, НИКИЭТ и головной материаловедческой организации (п. П7.3.3).
П7.5.2. На основании отчета головная материаловедческая организация составляет заключение с оценкой предполагаемого состояния материала металлоконструкций, которое должно быть согласовано с администрацией АЭС и НИКИЭТ.
Паспорт на образец-свидетель
1. Наименование и тип образца, номер чертежа.
2. Завод-изготовитель.
3. Маркировка образца.
4. № плавки, № партии, № сертификата.
5. № комплекта, в котором размещен образец.
6. Марку и химический состав материала.
7. Режим термической обработки.
8. Метод и режимы сварки, присадочный материал или электроды (для сварных образцов).
9. Механические свойства (по сертификату).
Таблица П7.1
Подпись начальника ОТК
|
Тип образца и ГОСТ |
Материал |
Количество*, шт. |
Примечание |
||
|
на 1 комплект |
на реактор |
||||
|
1 |
Тип III |
нижнего листа схемы Е |
10 |
70 |
Отбор образцов должен соответствовать ГОСТ 7564-71. Ось образца должна быть расположена перпендикулярно направлению прокатки |
|
образец № 9 ГОСТ 1497-73 короткий |
|||||
|
2 |
« |
верхнего листа схемы ОР |
10 |
70 |
« |
|
3 |
Тип II |
нижнего листа схемы Е |
15 |
105 |
Отбор образцов должен соответствовать ГОСТ 7564-73. Надрез должен быть ориентирован вдоль направления прокатки |
|
4 |
« |
верхнего листа схемы ОР |
15 |
105 |
« |
|
5 |
Тип I |
сварного шва нижнего листа схемы Е |
10 |
70 |
« |
|
6 |
« |
сварного шва верхнего листа схемы ОР |
10 |
70 |
« |
|
7 |
Тип IX ГОСТ 6996-66 |
сварного шва нижнего листа схемы Е |
15 |
105 |
« |
|
8 |
« |
верхнего листа схемы ОР |
15 |
105 |
« |
Приложение 8
(обязательное)
Требования по оценке коррозионной ситуации в помещениях по индикаторам агрессивности
Влияние окружающей атмосферы, особенно в случае возможных протечек и конденсаций влаги, на состояние трубопроводов и оборудования оценивается по индикаторам агрессивности, размещенным по тракту контура МПЦ и в других помещениях.
Указанные индикаторы агрессивности представляют собой - образные образцы, изготовленные из троса стали марки 12Х18Н10Т или 08Х18Н10Т диаметром 2,52 - 3,6 мм (определяющими параметрами при изготовлении и при замене тросика являются марка стали и диаметр тросика). В случае создания в помещении неблагополучной, с точки зрения коррозии, ситуации (повышенной температуры, упаривания влаги на поверхности металлов и т.д.) появляется возможность возникновения коррозионного растрескивания, в первую очередь, на напряженных тросиках. На их напряженном участке будет наблюдаться появление «ерша». Наличие обрыва многожильного троса является первым сигналом о неблагополучной, с точки зрения коррозии, обстановке в данном помещении и, следовательно, о необходимости проведения тщательного осмотра действующего оборудования и трубопроводов, выполненных из коррозионностойких сталей (например, стали марки 12Х18Н10Т). Индикатор агрессивности с оборванный тросиком подлежит замене.
Образцы - индикаторы агрессивности изготавливаются на станции и устанавливаются в помещениях, где размещается основное технологическое оборудование. СВБ, изготовленное из сталей аустенитного класса, и характеристика помещения по проектной документации содержит указание на повышенный уровень влажности. При обнаружении в процессе эксплуатации мест скопления влаги или иных помещений с повышенной влажностью (свыше 70 %), с размещенным в них оборудованием, изготовленным из нержавеющих сталей аустенитного класса, в них также должны быть установлены индикаторы агрессивности. Перечень помещений, где установлены индикаторы агрессивности должен содержаться в рабочей программе контроля.
Приложение 9
(обязательное)
Контроль за состоянием материала технологических каналов по образцам-свидетелям1)
________________
1) При составлении рабочих программ контроля должны быть учтены проектные - данные по загруженным образцам-свидетелям, а также принятые в процессе эксплуатации технические решения, согласованные в установленном порядке
П9.1. Цель работы.
Целью работы является определение изменения механических характеристик, характеристик сопротивления хрупкому разрушению и циклической прочности, величин наводороживания, коррозионных свойств и структурного состояния материала труб технологических каналов и его сварных соединений на образцах-свидетелях, устанавливаемых внутри технологического канала.
Работа выполняется в соответствии с Правилами [1] (по разделу 8).
П9.2. Объект контроля.
Объектом контроля является материал, из которого изготовлены канальные трубы дет. 31 - 1 данного реактора.
Контроль проводится на образцах, изготавливаемых из материала канальных труб, устанавливаемых в реакторе, при этом материал и сварные соединения, из которых изготовляются образцы должны пройти все технологические операции, по которым изготавливаются каналы.
Образцы комплектуются в специальную секцию, которая содержит один комплект образцов, включающий следующие образцы:
а) для определения кратковременных механических характеристик, табл. П9.1, п.п. 1 и 6;
б) для испытания на ударную вязкость, табл. П9.1, п.п. 2 и 7;
в) для определения характеристик сопротивления хрупкому разрушению, табл. П9.1, п.п. 3, 4 и 8;
г) для испытаний на малоцикловую усталость, табл. П9.1, п.п. 5 и 9;
д) для коррозионных исследований используются образцы, табл. П9.1, п.п. 2 и 7.
Исследование наводороживания проводится на образцах, табл. П9.1, п.п. 2 и 7.
Из секций монтируется подвеска с образцами, которая помещается внутри технологического канала. Конструкция подвески должна позволять отрезать каждую секцию для транспортировки и дальнейшего испытания образцов.
На образец-свидетель или на группу образцов, изготовленных по одному чертежу (одной плавки, одинакового режима термообработки) составляется предприятием-изготовителем паспорт. Форма паспорта прилагается.
Паспорт вместе с образцами высылается и хранится на АЭС.
Для получения прочностных характеристик в исходном (необлученном) состоянии изготовителем оборудования поставляется на АЭС комплект образцов в количестве, указанном в - табл. П9.1 (в расчете на одну подвеску).
Комплектация образцов-свидетелей для конкретных типов сплавов циркония может изменится по согласованию между АЭС, заводом-изготовителем технологических каналов и НИКИЭТ.
Поставка образцов-свидетелей входит в объем поставки завода-изготовителя оборудования.
П9.3. Реакторные испытания.
П9.3.1. Подвеска с 4 секциями (комплектами образцов) устанавливается в технологическом канале реактора, выше активной зоны. Подвеска устанавливается в канале, предназначенном для дополнительного поглотителя с наибольшим временем выдержки в активной зоне.
П9.3.2. Подвеска с образцами должна омываться потоком циркулирующего теплоносителя.
П9.3.3. Через четыре года извлекается один комплект образцов из активной зоны.
Время очередного извлечения корректируется согласно результатам испытаний предыдущего комплекта образцов и согласовывается с Главным конструктором РУ и головной материаловедческой организацией - ГМО.
П9.4. Послереакторные испытания.
П9.4.1. Послереакторные испытания проводятся АЭС или ГМО (П9.3.3) по программе и методике, составленной АЭС и согласованной с ГМО и НИКИЭТ.
АЭС обеспечивает подготовку к транспортировке и транспортировку облученных и необлученных образцов в адрес ГМО.
П9.4.2. Механические характеристики определяются в соответствии с указаниями приложения 2 Норм [8] на образцах, представленных в табл. П9.1, при температурах 20 и 350 °С.
В ходе испытаний определяются следующие механические характеристики:
а) предел текучести;
б) предел прочности;
в) относительное удлинение;
г) относительное сужение;
д) равномерное относительное сужение.
По результатам испытаний оценивается изменение механических свойств в зависимости от дозы облучения, температуры испытания.
П9.4.4. Характеристики сопротивления хрупкому разрушению определяются по методике п. 34 раздела 6 на образцах, представленных в табл. П9.1, п.п. 3, 4 и 8 в интервале температур 20 - 350 °С. По результатам испытаний оценивается изменение критической величины раскрытия трещин < dc в зависимости от температуры и интегральной дозы облучения.
П9.4.5. Испытания на малоцикловую усталость проводятся в соответствии с указаниями приложения 2 Норм [8] на образцах, табл. П9.1 п.п. 5 и 9. По результатам испытаний оценивается влияние облучения на малоцикловую усталость.
П9.4.6. Исследования коррозионной стойкости и структурных изменений проводятся по методикам п. 35 раздела 6 настоящей инструкции на образцах, представленных в табл. П9.1, п.п. 2 и 7. Для набора статистических данных визуальному осмотру и фотографированию подвергаются все образцы. Оценка влияния совместного действия облучения и коррозионной среды (теплоносителя) на коррозионную стойкость и оценка структурных изменений материала проводится после проведения комплекса исследований, включающего в себя: а) визуальный и измерительный контроль; б) гравиметрические исследования; в) металлографические исследования; г) электронно-микроскопические исследования; д) рентгеноструктурные исследования; е) фотометрирование; ж) определение содержания водорода.
Таблица П9.1
|
Материал |
Обозначение образца по конструктор. документ. РБМ-К5 |
Вид испытаний |
Вид образца |
Кол. обр.* шт. |
|
|
1 |
2 |
3 |
4 |
6 |
|
|
1. |
Основной металл циркониевой части ТК |
12 - 31 |
Определение механических свойств при растяжении |
|
6 |
|
2. |
12 - 28 |
Ударная вязкость |
|
15 |
|
|
3. |
12 - 29 |
dс на продольных образцах |
|
12 |
|
|
4. |
12 - 30 |
dс на сегментных образцах |
|
12 |
|
|
5. |
12 - 32 |
М.Ц.У. малоцикловая усталость |
|
10 |
|
|
6. |
Металл сварного шва |
12 - 22 |
Определение механических свойств при растяжении |
|
6 |
|
7. |
12 - 20 |
Ударная вязкость |
|
15 |
|
|
8. |
12 - 21 |
dс на продольных образцах |
|
12 |
|
|
9. |
12 - 23 |
М.Ц.У. малоцикловая усталость |
|
10 |


* - периодичность испытаний 1 раз в 4 года
П9.5. Оформление результатов.
П9.5.1. Результаты исследований образцов-свидетелей оформляются отчетом АЭС, НИКИЭТ, завода-изготовителя, ГМО.
П9.5.2. На основании отчета ГМО составляет заключение с оценкой предполагаемого состояния материала каналов, которое согласовывается с администрацией АЭС и НИКИЭТ. Форма паспорта предприятия-изготовителя на образцы-свидетели.
1. Наименование образца, обозначение чертежа.
2. Завод-изготовитель.
3. № сертификата, № плавки, № партии, № трубы.
4. Химический состав.
5. Режим термической обработки.
6. Метод и режим сварки (для сварных образцов).
7. Механические свойства.
8. Маркировка образца.
9. Режим автоклавирования. Подпись начальника ОТК