Госагропром СССР
Всесоюзный ордена «Знак Почета» государственный институт
по проектированию ремонтно-обслуживающих и складских
предприятий сельского хозяйства
(Гипропромсельстрой)
|
УТВЕРЖДЕНО Начальником подотдела проектных организаций Отдела по капитальному строительству и реконструкции Госагропрома СССР т. Береговым И.С. 2 октября 1987 г. |
РУКОВОДСТВО
ПО ТЕХНОЛОГИЧЕСКОМУ ПРОЕКТИРОВАНИЮ ОБЪЕКТОВ
ПО РЕМОНТУ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
СЕЛЬСКОХОЗЯЙСТВЕННОЙ ТЕХНИКИ
РТП 37-87
Госагропром СССР
Саратов - 1988
«Руководство по технологическому проектированию объектов по ремонту и техническому обслуживанию сельскохозяйственной техники» разработано проектным институтом «Гипропромсельстрой».
В разработке Руководства принимал участие Государственный всесоюзный ордена Трудового Красного Знамени научно-исследовательский технологический институт ремонта и эксплуатации машинотракторного парка (ГОСНИТИ).
Руководство согласовано с ГУПО МВД СССР, Министерством здравоохранения СССР и ЦК профессионального союза работников сельского хозяйства.
С введением в действие настоящего Руководства отменяются «Ведомственные нормы технологического проектирования ремонтных предприятий Госкомсельхозтехники СССР» часть I ВНТП 3-84, часть II ВНТП 5-84, часть III ВНТП 04-84, а также руководящий материал «Категории производств и классы помещений по взрывопожарной и пожарной опасности ремонтно-обслуживающих предприятий, торговых баз и складов системы «Союзсельхозтехника», утвержденный приказом Союзсельхозтехники № 143 от 10 июля 1974 года.
|
Государственный агропромышленный комитет СССР (Госагропром СССР) |
РУКОВОДСТВОпо технологическому проектированию объектов по ремонту и техническому обслуживанию сельскохозяйственной техники |
РТП 37-87 |
|
Госагропром Взамен норм технологического проектирования ремонтных предприятий, части I - III Госкомсельхозтехники СССР |
ВВЕДЕНИЕ
Руководство по технологическому проектированию объектов по ремонту и техническому обслуживанию сельскохозяйственной техники является нормативным документом для разработки технологической части проектов на строительство, расширение, реконструкцию и техническое перевооружение предприятий по ремонту и техническому обслуживанию сельскохозяйственной техники, входящих в систему Госагропрома СССР: специализированных предприятий - заводов и цехов для централизованного капитального ремонта тракторов зерновых и специальных комбайнов, тракторных и комбайновых двигателей, агрегатов шасси, восстановления изношенных деталей машин и ремонта другой сложной сельскохозяйственной техники, станций технического обслуживания энергонасыщенных тракторов (СТОТ) и оборудования животноводческих ферм и комплексов.
Для разработки технологической части проектов ремонт обслуживающих предприятий, входящих в систему Госагропром СССР, также необходимо использовать общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки (ОНТП) и другие межотраслевые нормативные документы.
|
Внесено |
Утверждено «02» 10 1987 г. |
Срок введения в действие |
Разработка технологической части проектов цехов, производственных и вспомогательных участков должна производиться по следующим ОНТП и межотраслевым нормативным документам:
_______________
ОНТП 02-86; ОНТП 01-86; ОНТП 03-86; ОНТП 05-86; ОНТП 11-85; ОНТП 09-85;
авторемонтные
заводы - по общесоюзным нормам технологического проектирования авторемонтных
предприятий ![]() ;
;
станции
технического обслуживания автомобилей (СТОА) и автотранспортные предприятия в
составе производственных объектов РАПО - по общесоюзным нормам технологического
проектирования предприятий для автомобильного транспорта ![]() ;
;
термические
цехи (участки) - по ОНТП термических цехов ![]() ;
;
участка
окраски изделий - по ОНТП окрасочных цехов ![]() ;
;
гальванические
участки - по ОНТП цехов металлопокрытий ![]() ;
;
деревообрабатывающие
участки - по ОНТП деревообрабатывающих цехов ![]() ;
;
специализированные
цехи для централизованного ремонта силового электрооборудования - по ОНТП
электромотороремонтных цехов ![]() ;
;
специализированные
цехи и участки по ремонту и изготовлению инструментальной оснастки - по ОНТП
цехов по производству инструмента и технологической оснастки ![]() ;
;
специализированные
цехи для централизованного ремонта технологического оборудования - по ОНТП
ремонтно-механических цехов ![]() ; по
ОНТП специализированных кузнечно-прессовых цехов
; по
ОНТП специализированных кузнечно-прессовых цехов ![]()
участки зарядки электрокаров и электропогрузчиков - по Указаниям по проектированию зарядных станций тяговых и стартерных аккумуляторных батарей, разработанным институтом «Тяжпромэлектропроект» (см. обязательное приложение 19).
При разработке технологической части проектов ремонтно-обслуживающих предприятий также должны частично использоваться отдельные разделы, подразделы и таблицы других общесоюзных норм технологического проектирования предприятий машиностроения, приборостроения и металлообработки, на которые имеются ссылки в соответствующих пунктах разделов и подразделов настоящего руководства.
Руководство по технологическому проектированию ремонтно-обслуживающих предприятий системы Госагропрома СССР разработан в составе двух частей:
Часть I. Руководство по технологическому проектированию участков основного производства.
Часть II. Руководство по технологическому проектированию участков вспомогательного производства и производственных складов.
Кроме того, к Руководству составлены приложения, в которые включены извлечения из общесоюзных норм технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Они являются обязательными при разработке технологической части проектов ремонтно-обслуживающих предприятий системы Госагропрома СССР.
Разработка технологической части проектов ремонтно-обслуживающих предприятий мастерских колхозов и совхозов осуществляется в соответствии с «Руководством по технологическому проектированию предприятий по ремонту, техническому обслуживанию, хранению и обеспечению горюче-смазочными материалами сельскохозяйственной техники в колхозах и совхозах, разработанным Гипроагротехпромом.
ЧАСТЬ I. РУКОВОДСТВО ПО ТЕХНОЛОГИЧЕСКОМУ ПРОЕКТИРОВАНИЮ УЧАСТКОВ ОСНОВНОГО ПРОИЗВОДСТВА
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. В проектах ремонтно-обслуживающих предприятий должны предусматриваться прогрессивные технологические процессы ремонта и технического обслуживания машин, разработанные отраслевыми научно-исследовательскими институтами, высокопроизводительное оборудование, эффективные средства механизации и автоматизации производственных процессов и научная организация труда (НОТ).
1.2. При проектировании производственных отделений (цехов) и участков разборки, ремонта, сборки машин и агрегатов на специализированных ремонтных предприятиях должно быть обеспечено:
- применение поточно-механизированных линий для разборки, сборки малин и агрегатов с использованием робототехники, механизированного разборочно-сборочного инструмента и эффективных подъемно-транспортных средств;
- повышение уровня специализации участков разборки, ремонта и сборки путем четкого разделения разборки, ремонта и сборки машин на агрегатную, узловую, подетальную и общую;
- внедрение современных высокоэффективных средств измерительной техники при дефектации деталей разобранных узлов и агрегатов машин, а также при пооперационном контроле в период их ремонта и восстановления, обеспечивающих технические условия повышенного моторесурса отремонтированным изделиям;
- организация участка комплектации деталей, обеспечивающего входной контроль новых деталей, поступающих с производственного склада, и восстановленных деталей, получаемых по кооперации от других специализированных ремонтных предприятий;
- селективный подбор сопрягаемых пар деталей при их комплектации;
- механизированная доставка комплектов деталей на рабочие места сборки узлов, агрегатов и машин.
1.3. При проектировании специализированных производств и участков по восстановлению изношенных деталей сельскохозяйственной техники необходимо предусматривать:
прогрессивные высокоэффективные технологические процессы восстановления изношенных деталей методами пластической деформации (давлением), ионным, лазерным, плазменным напылением с наплавкой в среде защитных газов и др.;
применение для механической обработки восстанавливаемых деталей поточных методов организации серийного и крупносерийного производства на поточно-механизированных линиях, оборудованных специализированными станками, станками-полуавтоматами и станками с числовым программным управлением с широким использованием робототехники.
Размещение технологического оборудования и организация рабочих мест на всех производственных и вспомогательных участках должно выполняться по нормам технологического проектирования с учетом соблюдения требований НОТ и условий обеспечения многостаночного обслуживания.
Структура ремонтно-обслуживающих предприятий
1.4. Ремонтно-обслуживающие предприятия обеспечивают ремонт и техническое обслуживание всей сельскохозяйственной техники, эксплуатируемой в хозяйствах районных агропромышленных объединений (РАПО).
Ремонтно-обслуживающие предприятия подразделяются на:
самостоятельные специализированные ремонтные предприятия - ремонтные заводы, входящие в состав краевых, областных и республиканских (автономных и союзных республик) агропромышленных комитетов;
производственные объекты - специализированные цехи (мастерские) и станции технического обслуживания автомобилей (СТОА), станции технического обслуживания энергонасыщенных тракторов (СТОТ), станции технического обслуживания оборудования животноводческих ферм и комплексов (СТОЖ), входящие в состав РАПО.
Ремонтные заводы и производственные объекты РАПО являются специализированными предприятиями и обеспечивают капитальный ремонт автомобилей, тракторов, зерновых и специальных комбайнов, водополивной и мелиоративной техники, автомобильных, тракторных и комбайновых двигателей, других сложных агрегатов машин и централизованное восстановление изношенных деталей машин.
1.5. Ремонтные заводы 5, 6 и 7 группы, специализированные цеха, ремонтные мастерские, СТОА, СТОТ и СТОЖ имеют бесцеховую структуру, в которой в качестве структурного подразделения является отделение, а основной производственной единицей является производственный участок.
Ремонтные заводы 3 и 4 группы с численностью рабочих (производственных и вспомогательных) более 500 человек имеют цеховую структуру. Количество рабочих в цеху должно быть не менее 125 человек.
1.6. Организационная структура - состав отделений (цехов) и количество в них участков основного и вспомогательного производства и производственных складов в различных типах ремонтно-обслуживающих предприятий - приведена в табл. 1.
1.7. При проектировании (наличии) на одной площадке нескольких производственных объектов, имеющих однотипные по технологическим процессам производственные, вспомогательные участки и склады, необходимо объединять, что позволит увеличить коэффициент использования оборудования, уменьшить численность производственных и вспомогательных рабочих и значительно сократить производственные площади проектируемого объекта.
Объединению подлежат участки: по текущему ремонту топливной аппаратуры, гидросистемы, автотракторного электрооборудования, стартерных аккумуляторных батарей, шиномонтажный, обойный, деревообрабатывающий, кузнечный, механический, все типы производственных складов, ОГМ и инструментальный участок.
|
Наименование отделений (цехов) и участков, входящих в состав ремонтно-обслуживающих предприятий |
Перечень ремонтно-обслуживающих предприятий, имеющих однотипное название отделений (цехов) и участков с аналогичными технологическими процессами |
||||||||||||
|
Заводы, спецмастерские по ремонту тракторов |
Заводы, спеццеха по ремонту зерновых комбайнов и автотракторных прицепов |
Заводы, спеццеха по ремонту тракторных и комбайновых двигателей |
Заводы, спеццеха по ремонту тракторных и комбайновых агрегатов шасси |
Заводы, спеццеха по ремонту машин на базе готовых агрегатов |
Заводы, спеццеха по ремонту топливной аппаратуры, гидросистемы и электрооборудования |
Заводы, спеццеха по восстановлению изношенных деталей |
Заводы, спеццеха по ремонту технологического оборудования |
Заводы, спеццеха по изготовлению монтажных заготовок |
Спеццеха по ремонту спецкомбайнов, водополивной и мелиоративной техники |
Спеццеха по ремонту и обслуживанию оборудования животноводческих ферм |
Станции технического обслуживания автомобилей и тракторов |
Мастерские для технического обслуживания и ремонта машинно-тракторного парка в хозяйствах РАПО, мастерские общего назначения (МОН) |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
1. Отделения (цеха) и участки основного производства |
|||||||||||||
|
Разборочно-моечное отделение (цех) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
|
Участки: |
|||||||||||||
|
приемки ремонтного фонда |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
|
наружной мойки |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
|
разборочно-моечный |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
- |
+ |
+ |
+ |
+ |
|
дефектации деталей |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
|
Отделение (цех) ремонта и сборки узлов, агрегатов и машин |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
- |
+ |
- |
- |
- |
|
Участки: |
|||||||||||||
|
Комплектации и входного контроля деталей |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
ремонта кабин и операция |
+ |
+ |
- |
- |
+ |
- |
- |
- |
- |
+ |
- |
+ |
+ |
|
ремонта рам |
+ |
+ |
- |
- |
+ |
- |
- |
- |
- |
+ |
- |
- |
+ |
|
ремонта кузовов |
- |
+ |
- |
- |
+ |
- |
- |
- |
- |
+ |
- |
+ |
+ |
|
ремонта и сборки агрегатов |
+ |
+ |
- |
+ |
- |
+ |
- |
+ |
- |
+ |
+ |
+ |
+ |
|
ремонта и сборки двигателей |
- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
+ |
|
обкатки и испытания двигателей |
- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
+ |
|
текущего ремонта топливной аппаратуры |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
+ |
|
текущего ремонта гидросистем |
+ |
+ |
+ |
- |
+ |
- |
- |
+ |
- |
+ |
- |
+ |
+ |
|
текущего ремонта автотракторного электрооборудования |
+ |
+ |
+ |
- |
+ |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
|
текущего ремонта стартерных аккумуляторных батарей |
+ |
+ |
- |
- |
+ |
- |
- |
- |
- |
+ |
- |
+ |
+ |
|
шиномонтажный |
+ |
+ |
- |
- |
+ |
- |
- |
- |
- |
+ |
- |
+ |
+ |
|
медницко-радиаторный |
+ |
+ |
- |
- |
+ |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
|
сборки машин |
+ |
+ |
- |
- |
+ |
- |
- |
+ |
- |
+ |
+ |
- |
+ |
|
заправки машин ГСМ |
+ |
+ |
- |
- |
+ |
- |
- |
+ |
- |
+ |
- |
+ |
+ |
|
испытания и регулировки машин |
+ |
+ |
- |
- |
+ |
- |
- |
+ |
- |
+ |
+ |
+ |
+ |
|
окраски изделий |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
консервации, упаковки и сдачи готовой продукции |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
Отделение (цех, участок) по ремонту и восстановлению изношенных деталей |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
|
Участки: |
- |
||||||||||||
|
затовительный |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
слесарный |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
механический |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
сварочно-наплавочный |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
гальванический |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
полимерный |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
|
кузнечно-прессовый (кузнечный) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
термический |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
|
холодной штамповки деталей |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
|
2. Отделения и участки вспомогательного производства |
|||||||||||||
|
Отделение по ремонту и техническому обслуживанию оборудования (ОГМ) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
Участки: |
|||||||||||||
|
слесарно-механический |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
технического обслуживания и ремонта технологического и подъемно-транспортного оборудования |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
ремонта и изготовления оргоснастки |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
технического обслуживания и ремонта электрооборудования и энергоустановок |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
технического обслуживания и ремонта санитарно-теплотехнического оборудования |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
сварочный |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
ремонтно-строительный |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
Примечания: 1. ОГМ в составе заводов или РАПО проектируется общий для обслуживания всех производственных и вспомогательных объектов, входящих в завод или РАПО. 2. Для крупных ремонтно-механических заводов (3-й и 4-й группы) отдельно от ОГМ проектируется отделение главного энергетика в составе участков технического обслуживания и ремонта электрооборудования и энергоустановок. |
|||||||||||||
|
Отделение по ремонту и изготовлению инструмента (инструментальное хозяйство) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
|
участки: |
- |
- |
- |
- |
|||||||||
|
по изготовлению инструментальной оснастки (инструментальный участок) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||
|
заточки инструмента |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
инструментально-раздаточная кладовая (ИРК) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Прочие вспомогательные участки: |
|||||||||||||
|
компрессорная |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
- |
+ |
+ |
+ |
+ |
|
зарядки электрокаров и электропогрузчиков |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
|
приготовление моющих и охлаждающих растворов |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
деревообрабатывающий |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
|
краскоприготовительный |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Лаборатории: |
|||||||||||||
|
метрологическая (измерительная) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
|
металлографическая |
- |
- |
+ |
- |
- |
- |
+ |
+ |
+ |
+ |
- |
- |
- |
|
химико-технологическая |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
испытательная (надежности) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Примечание. Указанные в табл. 1 инструментальные участок, компрессорная и лаборатории в составе завода и РАПО проектируются общими для обслуживания всех производственных и вспомогательных объектов. |
|||||||||||||
|
3. Производственные склады |
|||||||||||||
|
1. Склад запасных частей, инструмента и резинотехнических изделий |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
|
2. Склад металла |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
|
3. Склад лакокрасок и химикатов |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
4. Склад ремонтного фонда |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
|
5. Склад деталей, ожидающих ремонта (ДОР) |
+ |
+ |
+ |
+ |
- |
+ |
- |
+ |
- |
+ |
- |
- |
+ |
|
6. Склад готовой продукции |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
7. Склад лесоматериалов |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
|
8. Склад горючесмазочных материалов (ГСМ) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
|
|
9. Склад газовых баллонов |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
10. Склад утиля (отходов производства) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Примечание. Указанные в табл. 1 производственные склады (поз. 1, 2, 3, 7, 8, 9, 10) в составе завода и производственных объектов РАПО проектируются общими для материально-технического обеспечения всех производственных объектов, находящихся на территории завода или РАПО. |
|||||||||||||
Исходные данные для разработки технологической части проекта
1.8. Исходными данными для разработки технологической части проекта являются:
зона обслуживания, наличие парка машин и ремонтного фонда для обеспечения загрузки проектируемого объекта;
производственная программа по номенклатуре, количеству и стоимости ремонтируемых изделий;
характеристика действующего предприятия: наличие производственных объектов на территории предприятия, их общие производственные площади, перечень производственных и вспомогательных участков, их площади, состав, и количество технологического оборудования и его техническое состояние, возможность объединения отдельных однотипных производственных и вспомогательных участков, наличие инструментального хозяйства и службы главного механика, их состав и мощности, наличие производственных складов и степень их обеспеченности. (Составляется при разработке проектов на расширение, реконструкцию и техническое перевооружение предприятия);
технологические процессы на ремонт машин, агрегатов и восстановление изношенных деталей (техническое обслуживание) для всей номенклатуры изделий, предусмотренных программой проектируемого предприятия.
Определение проектной мощности ремонтного предприятия (производственного объекта)
1.9. Проектная мощность ремонтного предприятия (производственного объекта) определяется в денежном выражении в тыс. рублей, в приведенных (физических) ремонтах к основной машине (агрегату) представителю и условных ремонтах.
Для определения проектной мощности ремонтного предприятия в приведенных в условных ремонтах необходимо использовать «Рекомендации по определению объемов ремонта агрегатов и узлов, тракторов, зерноуборочных комбайнов и грузовых автомобилей», разработанные и изданные ГОСНИТИ в 1981 году.
Режим работы ремонтно-обслуживающих предприятий
1.10. Режим работы специализированных ремонтно-обслуживающих предприятий принимается:
количество рабочих смен - 2;
продолжительность рабочей смены - 8,2 ч;
продолжительность рабочей недели - 5 дней;
количество рабочих дней в году - 253 дня;
Режим работы для мастерских колхозов, совхозов устанавливается руководителями этих предприятий при выдаче заданий на разработку проекта.
2. ФОНДЫ ВРЕМЕНИ РАБОТЫ ОБОРУДОВАНИЯ И РАСЧЕТА ОБОРУДОВАНИЯ
Фонды времени работы оборудования
2.1. Фонды времени
работы оборудования для ремонтно-обслуживающих предприятий необходимо принимать
по общесоюзным нормам технологического проектирования предприятий
машиностроения, приборостроения и металлообработки ![]() , которые приведены в
обязательном приложении 1.
, которые приведены в
обязательном приложении 1.
2.2. Фонды времени
работы ремонтно-технологического оборудования, отсутствующего в ![]() , следует принимать по табл.
2.
, следует принимать по табл.
2.
_______
Таблица 2
|
При одной смене |
При двух сменах |
|||||
|
Номинальный годовой фонд времени, ч |
Потери от номинального фонда, % |
Эффективный годовой фонд времени, ч |
Номинальный годовой фонд времени, ч |
Потери от номинального фонда, % |
Эффективный годовой фонд времени, ч |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Моечное оборудование |
2070 |
2,5 |
2020 |
4140 |
3 |
4016 |
|
Оборудование для разборки узлов и агрегатов машин |
2070 |
2,0 |
2030 |
4140 |
3 |
4015 |
|
Оборудование для консервации изделий и специальные столы с оборудованием |
2070 |
2 |
2030 |
4140 |
3 |
4015 |
|
Шиномонтажное оборудование |
2070 |
2 |
2030 |
4140 |
3 |
4015 |
|
Вулканизационное, медницко-радиаторное |
2070 |
3 |
2010 |
4140 |
4 |
3975 |
|
Оборудование для ремонта автотракторного электрооборудования |
2070 |
2 |
2030 |
4140 |
3 |
4015 |
Расчет оборудования
2.3. Расчет количества
оборудования для производственных участков разборки (разборочное оборудование),
участков ремонта и сборки узлов, агрегатов и машин, перечисленных в табл. 1, а также
подъемно-транспортного оборудования необходимо производить по ![]() , (см.
обязательное приложение 2).
, (см.
обязательное приложение 2).
2.4. Расчет ремонтно-технологического оборудования, не предусмотренного ОНТП-14-86 и п. 2.3, такого как:
обкаточные и контрольно-испытательные стенды, выварочное (очистительное) оборудование, сушильные камеры следует рассчитывать по формуле:
![]()
где Nоб - количество оборудования, шт.;
t1 - продолжительность испытания (выварки, сушки) одного комплекта, ч;
t2 - время на установку и снятие одного комплекта, ч;
n - количество испытываемых (обрабатываемых) комплектов в год;
Фэ - эффективный годовой фонд времени работы оборудования, ч.
Кузнечное, термическое, гальваническое и для консервации изделий оборудование рассчитывается по формуле:
![]()
где Nоб - количество оборудования, шт.;
Q - вес деталей, подлежащих обработке (термообработке, гальванопокрытию, консервации), в год, кг;
qп - производительность оборудования (молота, печи, ванны, установки), кг/ч;
Фэ - эффективный годовой фонд времени работы оборудования, ч.
Для ремонтных предприятий и предприятий по техническому обслуживанию машин с объемом кузнечных работ от 30 до 45 тонн поковок в год или при годовой трудоемкости кузнечных работ от 3000 до 4000 часов оборудование для кузнечного участка не рассчитывается, а принимается минимальный комплект в следующем составе:
1. Ковочный молот с весом падающих частей до 150 кг - 1 шт.
2. Кузнечный горн на один огонь (нагревательная печь) - 1 шт.
3. Наковальня - 1 шт.
4. Вентилятор кузнечный - 1 шт.
5. Ванна для закалки изделий - 1 шт.
6. Ванна для охлаждения инструмента - 1 шт.
7. Верстак слесарный - 1 шт.
8. Вертикально-сверлильный станок - 1 шт.
При проектировании ремонтных предприятий и предприятий по техническому обслуживанию машин с объемом кузнечных работ менее 30 тонн поковок в год или с годовой трудоемкостью кузнечных работ менее 3 тыс. часов в этих предприятиях кузнечные участки не проектируются, а выполнение кузнечных работ предусматривается на кузнечных участках действующего завода или РАПО, в состав которых входит проектируемое предприятие.
Расчет количества моечного оборудования с подвесными конвейерами производят по формуле:
![]()
где Nм - количество моечных машин, шт.;
nм - количество навесок на подвесном конвейере, шт.;
t - шаг навесок, м;
k - коэффициент неравномерности навесок (k = 1,2);
Фэ - эффективный годовой фонд времени работы моечного оборудования при двухсменной работе;
v - скорость движения конвейера, м/мин.
Расчет рабочих мест (постов)
2.5. Расчет рабочих мест (постов) для поточного и тупикового производства разборки, ремонта и сборки машин, узлов и агрегатов производится, исходя из трудоемкости работ, такта производства и плотности работ на рабочих местах по формуле:
![]()
где Р - количество рабочих мест на участке, шт.;
Тг - годовая трудоемкость работ, чел.×ч.;
Фр - эффективный годовой фонд рабочего места, ч;
n - средняя плотность работ.
2.6. Нормы средней плотности работ (число рабочих, одновременно работающих на одном стенде или рабочем месте) на участках разборки, ремонта и сборки машин, узлов и агрегатов приведены в табл. 3.
|
Нормы плотности работ на рабочих местах (постах), чел. |
||
|
при поточной организации рабочих мест |
при непоточной организации рабочих мест |
|
|
1 |
2 |
3 |
|
Разборочно-моечный и сборочный |
||
|
Рабочие места разборки и сборки машин: |
||
|
гусеничных тракторов всех марок |
2 - 3 |
2 - 2,5 |
|
колесных тракторов класса до 2 т |
2 - 2,5 |
1,5 - 2 |
|
колесных тракторов класса 2 - 6 т |
2 - 3 |
2 - 2,5 |
|
комбайнов зерновых |
3 |
2 |
|
комбайнов специальных самоходных |
2 - 3 |
1,5 - 2 |
|
комбайнов прицепных |
1,5 - 2 |
1,5 - 2 |
|
водополивных и др. сельскохозяйственных машин |
1,2 - 1,5 |
1 - 1,5 |
|
Рабочие места разборки, ремонта и сборки узлов и агрегатов: |
||
|
двигателей |
1 - 2 |
1 |
|
передних и задних мостов |
1 - 1,5 |
1 |
|
коробок перемены передач и других агрегатов |
1 |
1 |
|
разборки, клепки, сварки и сборки рам |
1,5 - 2 |
1,5 - 2 |
|
правки лонжеронов, траверс |
1 |
1 |
|
кузовов |
1,5 - 2 |
1 - 2 |
|
кабин и оперения |
1,5 - 2 |
1 - 2 |
|
Рабочие места по: |
||
|
окраске изделий |
1 - 2 |
1 |
|
сварочным работам |
1 |
1 |
Примечание. Приведенные в гр. 2 и 3 табл. 3 меньшие значения относятся к ремонту машин, узлов и агрегатов меньших габаритов, а большее значение - к машинам и агрегатам больших габаритов (тракторы К-701, Т-100, зерновые и специальные комбайны, землеройные машины).
3. РАСЧЕТ ПРОИЗВОДСТВЕННЫХ ПЛОЩАДЕЙ УЧАСТКОВ
3.1. Производственные площади участков предварительно рассчитывают по суммарной площади, занимаемой оборудованием, машино-местами и оргоснасткой и коэффициенту рабочей зоны (Крз) по формуле:
![]()
где F - площадь участка, м2;
![]() -
суммарная площадь, занимаемая в плане технологическим оборудованием и
оргоснасткой, м2;
-
суммарная площадь, занимаемая в плане технологическим оборудованием и
оргоснасткой, м2;
Крз - коэффициент, учитывающий рабочую зону установленного оборудования на участке, состоящую из расстояний: между отдельными единицами оборудования, от оборудования до строительных конструкций, теплотехнических и других сооружений, между рядами оборудования в пределах участка (проезды для напольного и подвесного транспорта).
Окончательно принимаемые в проекте площади участков следует проверять графическим путем по плану расстановки технологического оборудования, выполненному с соблюдением норм расстановки оборудования, указанных в табл. 5.
3.2. При расчетах площадей участков значения коэффициентов Крз следует принимать по табл. 4.
|
Коэффициент рабочей зоны установленного оборудования на участке, Крз |
|
|
1 |
2 |
|
Наружной мойки машин, краскоприготовительный |
3 - 4 |
|
Разборочно-моечный, текущего ремонта топливной аппаратуры, гидросистем, автотракторного электрооборудования, консервации и упаковки изделий |
3,5 - 4 |
|
Дефектации деталей, комплектации и входного контроля деталей, слесарно-механический, гальванический, окраски изделий, ОГМ |
3,5 - 4,5 |
|
Ремонта кабин и оперения, ремонт рам, ремонта кузовов |
4 - 4,5 |
|
Ремонта и сборки агрегатов шасси, ремонта двигателей, текущего ремонта стартерных и тяговых аккумуляторных батарей, шиномонтажный, зарядки электрокаров и электропогрузчиков |
4 - 5 |
|
Сборки машин, заправки машин ГСМ, испытания и регулировки, диагностики машин |
4,5 - 5 |
|
Обкатки и испытания двигателей, медницко-радиаторный, сварочно-наплавочный, полимерный |
4,5 - 5,5 |
|
Кузнечно-термический |
6 |
Примечание: Приведенное в табл. 4 большее значение принимают для предприятий по ремонту и техническому обслуживанию крупногабаритных машин-тракторов К-701, (зерноуборочных и специальных комбайнов, землеройных и строительно-дорожных машин (бульдозеров, экскаваторов, скреперов).
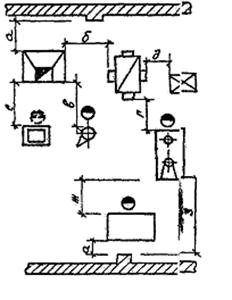
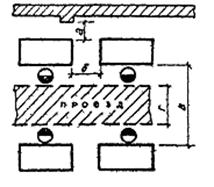
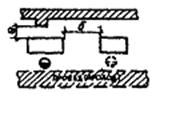
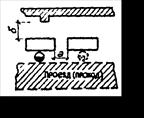
4. НОРМЫ ШИРИНЫ ПРОЕЗДОВ И НОРМЫ РАССТАНОВКИ ОБОРУДОВАНИЯ
4.1. Нормы ширины
проездов и нормы расстановки оборудования для механообрабатывающих и сборочных
цехов (участков), сборки узлов, агрегатов и машин необходимо принимать по ![]() (см. обязательное
приложение 3).
(см. обязательное
приложение 3).
_________
4.2. Нормы расстановки оборудования для остальных производственных участков следует принимать по табл. 5.
Условные обозначения
4.3. Условные обозначения на планах расположения технологического оборудования должны приниматься по ОСТ 22-1261-78 «Система проектной документации, условные изображения и обозначения на чертежах технологических планов» и ГОСТ 21.107-78 «Система проектной документации для строительства». Условные изображения элементов зданий, сооружений и конструкций» (см. обязательное приложение 4).
|
Обозначение |
Норма расстояний, мм |
Эскиз |
|
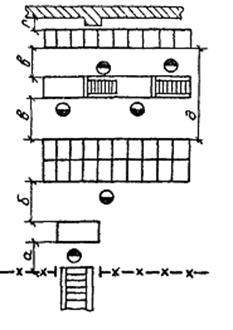
|
Разборочно-моечный участок |
|
||
|
От оборудования для наружной мойки машин в отдельном помещении до строительных конструкций |
а |
1000 |
|
|
От оборудования для наружной мойки машин до въездных и выездных проемов помещения |
б |
2000 |
|
|
От выездных проемов помещения до рабочего места разбираемой машины |
в |
2500 |
|
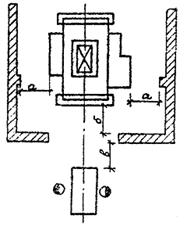
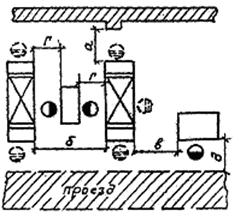
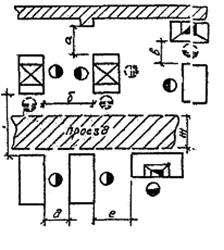
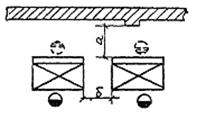
|
От проема оборудования для наружной мойки машин до разбираемой машины, установленной в линию в одном помещении |
а |
2500 |
|
|
От машины на линии разборки до строительных конструкций |
б |
2000 |
|
|
Между машинами на линии разборки |
в |
2000 |
|
|
От разбираемой машины до стационарного рабочего места |
г |
1500 |
|
|
От оборудования для наружной мойки машин до строительных конструкций |
д |
1000 |
|
|
От оборудования для наружной мойки машин до проезда |
е |
1000 |
|
|
Ширина проезда для напольного и подвесного транспорта |
ж |
2000 |
|
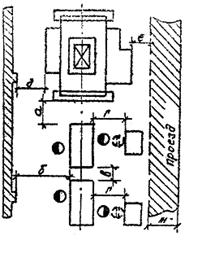
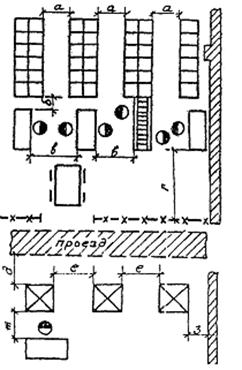
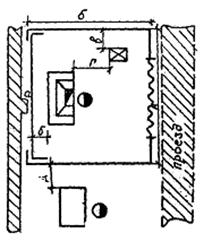
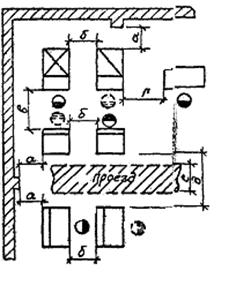
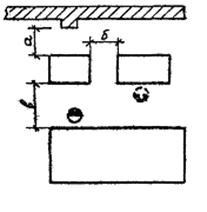
|
От оборудования для выварки деталей до строительных конструкций |
а |
1000 |
|
|
Между оборудованием для выварки деталей |
б |
1500 |
|
|
От оборудования для выварки деталей до смежного оборудования |
в |
1000 |
|
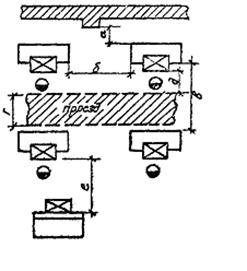
|
Между рядами оборудования (рабочих мест), расположенного фронтом друг к другу |
г |
4000 |
|
|
Ширина проезда между рядами оборудования, расположенного фронтом друг к другу |
д |
2000 |
|
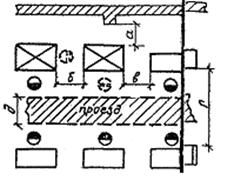
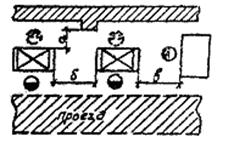
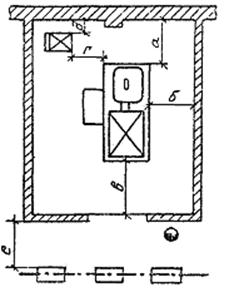
|
От оборудования для мойки агрегатов и деталей до строительных конструкций |
а |
1000 |
|
|
От оборудования для мойки агрегатов и деталей до подвесного (напольного) конвейера |
б |
1000 |
|
|
От торцевой стороны оборудования до подвесного (напольного) конвейера |
в |
1000 |
|
|
От оборудования, расположенного фронтом к конвейеру, до подвесного (напольного) конвейера |
г |
2000 |
|
|
Между оборудованием, расположенным фронтом друг к другу |
д |
2000 |
|
|
Между оборудованием, расположенным в затылок |
е |
1000 |
|
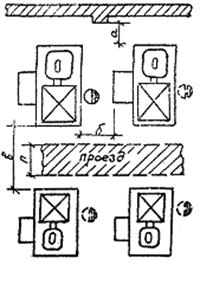
|
Между рядами оборудования, расположенного торцевой (тыльной) стороной к проезду |
ж |
2500 |
|
|
Между рядами оборудования (рабочими местами), расположенного к проезду фронтом и тыльными сторонами |
з |
3500 |
|
|
Ширина проезда между рядами оборудования (рабочими местами) |
и |
2000 |
|
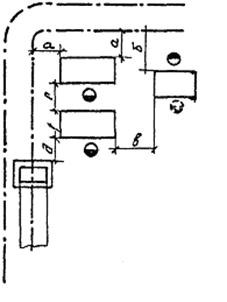
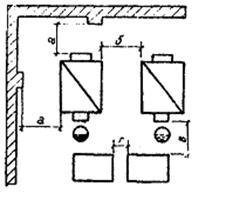
|
Участок дефектации деталей |
|
||
|
От конвейера до торцевой (тыльной) стороны дефектовочного стола |
а |
1500 |
|
|
От конвейера до контрольно-испытательного оборудования, расположенного фронтом к конвейеру |
б |
2000 |
|
|
Между торцевыми (тыльными) сторонами оборудования |
в |
1700 |
|
|
Между рабочими местами, расположенными в затылок |
г |
1000 |
|
|
От торца моечной машины до рабочего места дефектовщика |
д |
2000 |
|
|
Участок комплектации и входного контроля деталей |
|
||
|
От рабочего места входного контроля деталей до проема ограждающих конструкций |
а |
1500 |
|
|
От рабочего места входного контроля деталей до стеллажей |
б |
1000 |
|
|
От стеллажей до комплектовочных столов (рольгангов) |
в |
1000 |
|
|
От односторонних стеллажей до ограждающих конструкций |
г |
700 |
|
|
Между стеллажами |
д |
2800 |
|
|
Между стеллажами без подвесного транспорта |
а |
1000 |
|
|
Между стеллажами с применением крана-штабелера до 0,5 т |
а |
1500 |
|
|
От торцевой стороны стеллажей до комплектовочных столов |
б |
800 |
|
|
Между комплектовочными столами и рольгангами, расположенными фронтом друг к другу |
в |
2000 |
|
|
От комплектовочных столов (стеллажей) до ограждающих конструкций при использовании напольного транспорта |
г |
2500 |
|
|
От механизированных комплектовочных стеллажей до проезда |
д |
1500 |
|
|
Между механизированными комплектовочными стеллажами |
е |
1500 |
|
|
От механизированных комплектовочных стеллажей до рабочих мест |
ж |
1500 |
|
|
От механизированных комплектовочных стеллажей до строительных конструкций |
з |
1000 |
|
|
Участок ремонта кабин и оперения |
|
||
|
От оборудования для ремонта кабин до строительных конструкций |
а |
1500 |
|
|
От стендов для ремонта кабин до заготовительного (выколоточного) оборудования |
б |
2000 |
|
|
Между стендами для ремонта кабин |
в |
2500 |
|
|
Между выколоточным и заготовительным оборудованием |
г |
1500 |
|
|
От оборудования до проезда |
д |
1000 |
|
|
Участок ремонта рам |
|
||
|
От стендов для ремонта рам до строительных конструкций |
а |
1500 |
|
|
Между стендами для ремонта рам |
б |
2500 |
|
|
От стендов для ремонта рам до смежного оборудования |
в |
1500 |
|
|
От стендов для ремонта рам до проезда |
г |
1000 |
|
|
Участок ремонта кузовов |
|
||
|
От стендов для ремонта кузовов до строительных конструкций |
а |
1500 |
|
|
Между стендами для ремонта кузовов |
б |
3500 |
|
|
От стендов для ремонта кузовов до смежного оборудования |
в |
2000 |
|
|
Между стендами для ремонта кузовов, верстаками и столами |
г |
1500 |
|
|
От стендов для ремонта кузовов до проезда |
д |
1000 |
|
|
Сварочно-наплавочный участок |
|
||
|
От кабины до строительных конструкций |
а |
700 |
|
|
От сварочного стола до стенок кабины |
б |
800 |
|
|
От сварочного трансформатора (генератора) до стенок кабины |
в |
800 |
|
|
От сварочного стола до сварочного трансформатора (генератора) |
г |
2000 |
|
|
От кабины до смежного оборудования |
д |
1500 |
|
|
Габариты кабины для сварочного участка (поста): |
|||
|
ширина |
А |
4000 |
|
|
длина |
Б |
5000 |
|
|
высота стенок |
В |
2500 |
|
|
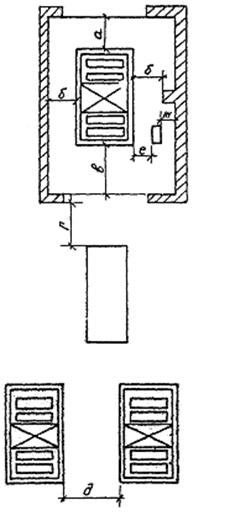
От сварочных стапелей (кондукторов), обслуживаемых со всех сторон до строительных конструкций |
а |
1500 |
|
|
Между сварочными стапелями (кондукторами) |
б |
2000 |
|
|
От сварочных стапелей (кондукторов) до смежного оборудования |
в |
2000 |
|
|
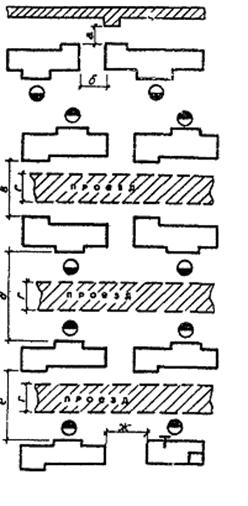
От тыльной стороны сварочно-наплавочного оборудования до строительных конструкций |
а |
800 |
|
|
Между сварочно-наплавочным оборудованием |
б |
2000 |
|
|
Между рядами сварочно-наплавочного оборудования, расположенного фронтом и тыльной стороной к проезду |
в |
3500 |
|
|
Ширина проезда для напольного подвесного транспорта |
г |
2000 |
|
|
От сварочно-наплавочного оборудования до проезда |
д |
1500 |
|
|
От сварочно-наплавочного оборудования до оборудования для измельчения отходов флюса |
е |
2000 |
|
|
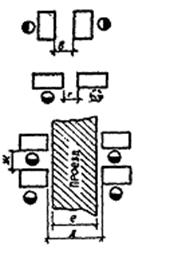
Кузнечный участок |
|
||
|
От кузнечного горна (нагревательной печи) до строительных конструкций |
а |
800 |
|
|
Между кузнечными горнами и нагревательными печами |
б |
1500 |
|
|
От горна (нагревательной печи) до наковальни |
в |
1500 |
|
|
От нагревательной печи (горна) до ковочного молота |
г |
1500 |
|
|
Между нагревательной печью и трансформатором |
д |
800 |
|
|
От горна (нагревательной печи) до ванны для закалки изделий |
е |
1000 |
|
|
От ковочного молота (горна) до смежного оборудования |
ж |
1500 |
|
|
От ковочного молота до строительных конструкций |
з |
2500 |
|
|
Полимерный участок |
|
||
|
От нагревательного, литьевого, прессового и подготовительного оборудования до строительных конструкций |
а |
1500 |
|
|
Между подготовительным, нагревательным, литьевым и прессовым оборудованием |
б |
1500 |
|
|
Между нагревательным, литьевым и прессовым оборудованием, расположенным фронтом друг к другу |
в |
2000 |
|
|
От подготовительного до смежного оборудования |
г |
2000 |
|
|
Между рядами оборудования |
д |
3000 |
|
|
Ширина проезда |
е |
2000 |
|
|
Термический участок |
|
||
|
Площадь пода печи (мм) от 0,08 до 0,50 |
|||
|
От термических печей до строительных конструкций |
а |
1000 - 1500 |
|
|
Между термическими печами |
б |
1000 - 1200 |
|
|
От термических печей до ванн для закалки изделий |
в |
1000 - 1200 |
|
|
Между ваннами для закалки изделий |
г |
1000 - 1200 |
|
|
Высота оборудования от нулевой отметки |
1400 - 2150 |
||
|
Высота здания до верхней отметки кранового рельса |
В |
6000 - 7200 |
|
|
Площадь пода |
|||
|
Площадь пода печи (мм) от 0,70 до 0,85 |
|
||
|
От термических печей до строительных конструкций |
а |
1200 - 1500 |
|
|
Между термическими печами |
б |
1300 - 1500 |
|
|
От термических печей до ванн для закалки изделий |
в |
1000 - 1200 |
|
|
Между ваннами для закалки изделий |
г |
1000 - 1200 |
|
|
Высота оборудования от нулевой отметки |
2500 |
||
|
Высота здания до верхней отметки кранового рельса |
Н |
7200 - 8400 |
|
|
Высокочастотные индукционные установки типа «ВЧГ» |
1 - высокочастотная индукционная установка 2 - закалочный станок |
||
|
Потребляемая мощность от сети (кВт) от 10 до 60 и от 100 до 200 |
|||
|
Высота оборудования «h» (мм) от 1900 до 2300 |
|||
|
Высота закалочного станка, hз, мм от 2200 до 4000 |
|||
|
Высота здания до верхней отметки кранового рельса |
Н |
От 6000 до 7200 |
|
|
От высокочастотной установки до строительных конструкций |
А Б |
800 От 1500 до 2000 |
|
|
Между высокочастотными установками |
Д |
От 2000 до 2500 |
|
|
От высокочастотной установки до нагревательного оборудования |
Е |
3000 |
|
|
Примечание. Высокочастотные установки могут располагаться непосредственно у стены здания. При размещении установки у колонны или других выступающих конструкций здания размер Н предусматривается для механической уборки помещения. |
|||
|
Высокочастотные индукционные установки типа ИЗ |
1 - нагревательный бак; 2 - бак; 3 - шкаф управления; 4 - шкаф контакторный; 5 - шкаф пусковой; 6 - блок охлаждения; 7 - преобразователи. |
||
|
Потребляемая мощность от сети (кВт) от 30 до 200 |
|||
|
Рабочая частота (Гц) от 2400 до 8000 |
|||
|
Высота здания до верхней отметки кранового рельса |
Н |
От 6000 до 7200 |
|
|
От высокочастотной установки до строительных конструкций |
А |
От 1500 до 2000 |
|
|
Б |
От 2800 до 3000 |
||
|
Б1 |
От 1500 до 2000 |
||
|
Между высокочастотными установками |
Д |
От 1200 до 1500 |
|
|
Примечания: 1. В помещении для преобразователей предусмотреть грузоподъемное средство Q = 3,2 ¸ 5 т. 2. Допускается машинный зал относить от закалочных станков не далее чем на 150 м. 3. Преобразователи допускается размещать в общем помещении цеха. |
|||
|
Медницко-радиаторный участок |
|
||
|
От ванн для выварки и испытания радиаторов (топливных баков) до строительных конструкций |
а |
1000 |
|
|
Между ваннами для выварки и испытания радиаторов, расположенных фронтом друг к другу |
б |
2000 |
|
|
От нагревательного оборудования (горна) и столом для пайки изделий |
в |
1000 |
|
|
Между рядами оборудования, расположенного фронтом и тыльной (боковой) стороной к проезду |
г |
3000 |
|
|
Между стендами (столами) для разборки и сборки радиаторов |
д |
1000 |
|
|
От стендов (столов) для разборки (сборки) до оборудования для газовой сварки изделий |
е |
1500 |
|
|
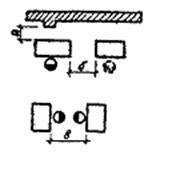
Участок заправки машин горючесмазочными материалами |
|
||
|
От заправочного оборудования до строительных конструкций |
а |
800 |
|
|
Между заправочным оборудованием |
б |
800 |
|
|
От заправочного оборудования до заправляемых машин |
в |
1000 |
|
|
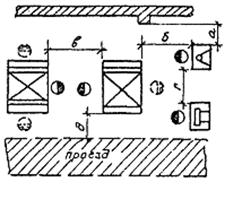
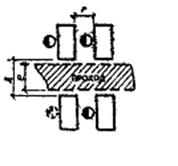
Участок обкатки и испытания двигателей |
|
||
|
От торцевой стороны обкаточного стенда в боксе до строительных конструкций |
а |
1000 |
|
|
От боковой стороны обкаточного стенда до перегородки бокса |
б |
1500 |
|
|
От торцевой стороны стенда до входного проема в боксе |
в |
2000 |
|
|
От испытательного стенда до силового реостата |
г |
1500 |
|
|
От силового реостата до строительных конструкций |
д |
800 |
|
|
От напольного (подвесного) конвейера до бокса |
е |
1500 |
|
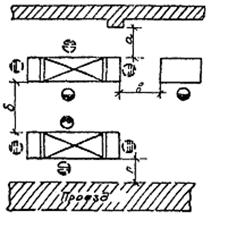
|
От торцевой стороны обкаточных стендов, расположенных в общем помещении, до строительных конструкций |
а |
1000 |
|
|
Между стендами, установленными в затылок |
б |
1000 |
|
|
Между рядами обкаточных стендов |
в |
4000 |
|
|
Ширина проезда для напольного и подвесного транспорта |
г |
3000 |
|
|
От стендов для контрольного осмотра двигателей до строительных конструкций |
а |
1000 |
|
|
Между стендами для контрольного осмотра двигателей |
б |
1000 |
|
|
Участок обкатки и испытания машин |
|
||
|
От передней торцевой стороны обкаточного стенда до выездных проемов помещения |
а |
2000 |
|
|
От боковых сторон обкаточного стенда до строительных конструкций |
б |
1500 |
|
|
От задней торцевой стороны стенда до въездных проемов помещения |
в |
3500 |
|
|
От последнего поста сборки машин до помещения для обкатки и испытания машин |
г |
3000 |
|
|
Между обкаточными стендами, расположенными в одном помещении для обкатки и испытания машин |
д |
2000 |
|
|
От испытательного стенда до диагностического оборудования |
е |
1000 |
|
|
От диагностического оборудования до строительных конструкций |
ж |
800 |
|
|
Слесарно-механический участок |
|
||
|
От тыльной стороны станков до строительных конструкций |
а |
800 |
|
|
Между станками |
б |
800 |
|
|
Между рядами станков, расположенных тыльной стороной к проезду |
в |
3000 |
|
|
Ширина проезда для напольного и подвесного транспорта |
г |
2000 |
|
|
Между рядами станков, расположенных фронтом к проезду |
д |
4500 |
|
|
Между рядами станков и верстаков (столов), расположенных тыльной стороной и фронтом к проезду |
е |
3500 |
|
|
Между станками и верстаками (столами) |
ж |
1500 |
|
|
Нормы расстояния между поточными линиями с механизированным транспортом |
|||
|
От станка до транспортной установки (подвесного конвейера) |
Е |
900 |
|
|
Между транспортными установками |
ж |
не менее 300 |
|
|
Ширина (К) принимается в соответствии с габаритами деталей |
К |
- |
|
|
Ширина пешеходного прохода (А2) |
А |
1400 |
|
|
Участки: слесарный, текущего ремонта приборов питания, электрооборудования, гидросистем, обойный, консервации и упаковки изделий, шиномонтажный, аккумуляторный |
|
||
|
От оборудования до стен и колонн здания |
а |
800 |
|
|
Между оборудованием, установленным в одном ряду по фронту |
б |
700 |
|
|
Между рядами оборудования (рабочими местами), расположенными фронтом к проезду |
в |
4000 |
|
|
Ширина проезда для подвесного и напольного транспорта |
г |
2000 |
|
|
Между оборудованием (рабочими местами), расположенными в затылок |
а |
1000 |
|
|
Между рядами оборудования (рабочими местами), расположенными торцевой (тыльной) стороной к проезду |
б |
2500 |
|
|
Ширина проезда для подвесного и напольного транспорта |
в |
2000 |
|
|
Между оборудованием (рабочими местами), расположенными фронтом друг к другу |
г |
2000 |
|
|
Примечание. При отсутствии у стен и колонн здания отопительных приборов, технологических трубопроводов и т.п. сооружений, рабочие места без оборудования (монтажные столы, верстаки) устанавливаются впритык к стенам и колоннам здания. |
|||


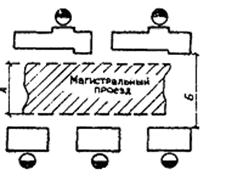
Продолжение табл. 5
|
Грузоподъемность, т |
Норма расстояния, мм |
Эскиз |
||
|
ширина проезда (А) |
между рядами оборудования (Б) |
|||
|
Магистральные проезды |
|
|||
|
Электрокары и электротележки |
до 1,0 |
3000 |
3500 |
|
|
То же |
до 3,0 |
3500 |
4000 |
|
|
- ² - |
до 5,0 |
4000 |
4500 |
|
|
Электропогрузчики с подъемными вилами |
до 1,0 |
3500 |
4000 |
|
|
То же |
до 3,0 |
4000 |
4500 |
|
|
Грузовые автомашины |
до 2,0 |
3500 |
4000 |
|
|
То же |
до 5,0 |
4000 |
5000 |
|
|
Примечания: 1. Магистральные проезды назначаются во всех ремонтно-обслуживающих предприятиях для межцеховых перевозок различных грузов механизированным напольным транспортом. Количество и расположение магистральных проездов определяются размерами и компоновкой корпуса, а также технологическими связями с другими производственными корпусами. 2. Для предприятий с наличием механизированного напольного транспорта до 5 единиц магистральные проезды принимают с односторонним движением шириной, указанной в табл. 5. При двустороннем движении (свыше 5 единиц напольного транспорта) ширину магистральных проездов увеличивают на 1 м против нормы, указанной в табл. 5. 3. Магистральные проезды назначают сквозными, прямоточными Г- и П-образными с въездными и выездными воротами. Зоны въездных, выездных ворот и магистральных проездов не должны загромождаться технологическим оборудованием, перегрузочными площадками, тележками на рельсовом пути, местами складирования изделий и т.п. |
||||
|
Обозначение |
Норма расстояний, мм |
Эскиз |
|
|
Лаборатории |
|
||
|
Лаборатория измерительной техники |
|||
|
От тыльной стороны оборудования (столов, шкафов, плит) до строительной конструкции и отопительных приборов |
а |
200 |
|
|
Между оборудованием (столами, плитами), расположенным фронтом к проезду (проходу) |
б |
600 |
|
|
От столов, плит, расположенных в затылок |
в |
1000 |
|
|
От столов, плит, расположенных фронтом друг к другу |
г |
2000 |
|
|
Ширина прохода (проезда) между рядами оборудования |
д |
1500 |
|
|
Между рядами оборудования, расположенного в затылок |
е |
2000 |
|
|
Лаборатория металлографическая и механических испытаний |
|
||
|
Между испытательным оборудованием усилием до 50 т, расположенным фронтом к проезду (проходу) |
а |
1000 |
|
|
От тыльной стороны испытательного оборудования усилием до 50 т до строительных конструкций |
б |
1500 |
|
|
Между испытательным оборудованием усилием до 50 т, расположенным тыльными сторонами |
в |
800 |
|
|
Между стилоскопами, стилометрами, расположенными фронтом |
г |
200 |
|
|
Между рядами оборудования, расположенного в затылок |
д |
3000 |
|
|
Ширина проезда между рядами оборудования |
е |
2000 |
|
|
Между оборудованием (рабочими местами), расположенными в затылок |
ж |
1000 |
|
|
Химико-технологическая лаборатория |
|
||
|
От столов для химического анализа до строительных конструкций и отопительных приборов |
а |
200 |
|
|
Между столами для химического анализа |
б |
800 |
|
|
Между столами для химического анализа, расположенными фронтом друг к другу |
в |
2000 |
|
|
Между столами для химического анализа, расположенными в затылок и оборудованными вытяжной вентиляцией |
г |
1500 |
|
|
Между рядами столов для химического анализа, оборудованных вытяжной вентиляцией |
д |
2000 |
|
|
Проход между рядами столов для химического анализа |
е |
1500 |
|
|
Примечание. При обслуживании одним лаборантом нескольких столов для химического анализа расстояние между столами «г» и «в» принимать равным 1000 мм. |
|||

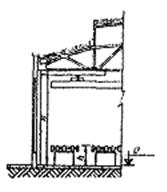
5. ДАННЫЕ ДЛЯ РАЗРАБОТКИ СТРОИТЕЛЬНОЙ ЧАСТИ ПРОЕКТА
5.1. При строительном проектировании производственных зданий ремонтно-обслуживающих предприятий необходимо руководствоваться строительными нормами и правилами, приведенными в обязательном приложении 5.
5.2. Размеры унифицированных пролетов, шаг наружных и внутренних колонн, высоты одноэтажных зданий до низа несущих конструкций (габаритная схема), тип и грузоподъемность кранов следует принимать по табл. 6.
|
Ширина пролета, м |
Высота помещения, м |
Шаг колонн, м |
Крановое оборудование |
|||
|
наружных |
внутренних |
Тип |
Грузоподъемность, т |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
По ремонту тракторов К-701, Т-130, Т-4, зерновых комбайнов, мелиоративной техники, станции технического обслуживания тракторов К-701 и автомобилей КрАЗ, МАЗ и КамАЗ |
18; 24 |
7,2 ¸ 10,8 |
6; 12 |
12 |
Подвесной Мостовой |
1 - 5 12 - 15 |
|
По ремонту тракторов класса от 2 до 3 т, специальных комбайнов, мастерские общего назначения, станции технического обслуживания автомобилей ЗИЛ и ГАЗ |
18 |
6 ¸ 8,4 |
6; 12 |
12 |
Подвесной, опорный |
1 - 3 |
|
По ремонту тракторов класса от 0,6 до 1,4 т, водополивной техники и автотракторных прицепов |
18 |
6; 7,2 |
6; 12 |
12 |
Подвесной, опорный |
1 - 2 |
|
По ремонту тракторных комбайновых двигателей |
12; 18 |
6; 7,2 |
6; 12 |
6; 12 |
Подвесной, опорный |
1 - 2 |
|
По восстановлению изношенных деталей |
12; 18 |
3,6 ¸ 6,0 |
6; 12 |
12 |
Подвесной, опорный |
0,5 - 1 |
|
По ремонту агрегатов шасси тракторов и комбайнов, топливной аппаратуры, гидросистемы, автотракторного и силового электрооборудования, по изготовлению монтажных заготовок, техническому обслуживанию и ремонту оборудования животноводческих ферм |
12; 18 |
3,6 ¸ 6,0 |
6; 12 |
6; 12 |
Подвесной, опорный |
1 - 2 |
Примечание. Мостовые краны грузоподъемностью 12 - 15 т следует применять только для обслуживания постов (рабочих мест) текущего ремонта тракторов К-701 и Т-150К на станции технического обслуживания, исходя из конструктивной особенности этих тракторов - неуправляемости тракторов (невозможности заезда в цех на пост ремонта) при неисправном (не работающем) двигателе.
5.3. Размеры унифицированных пролетов и грузоподъемность подъемно-транспортных средств многоэтажных зданий ремонтно-обслуживающих предприятий приведены в табл. 7.
|
Сетка колонн |
Высота этажей |
Крановое оборудование |
||||
|
Нижнего этажа, м |
Верхнего этажа, м |
Нижнего этажа, м |
Верхнего этажа, м |
Тип |
Грузоподъемность, т |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
По ремонту двигателей и агрегатов шасси машин |
12´6 |
18´6 |
6,0 7,2 |
4,2 4,8 6,0 |
Подвесной |
1 - 2 |
|
По ремонту топливной аппаратуры, гидросистемы, автотракторного и силового электрооборудования, аккумуляторных батарей, пусковых двигателей и турбокомпрессоров |
9´6 |
12´6 18´6 |
4,8 6,0 |
3,6 4,2 4,9 |
Подвесной |
0,5 - 1 |
5.4. Выбор оптимальной высоты до несущих конструкций перекрытия и ширину пролетов производственного здания для различных типов ремонтно-обслуживающих предприятий, в каждом конкретном случае, должен быть технически обоснован вертикальным разрезом здания, исходя из максимальных габаритов, демонтируемых машин, принятого технологического, сантехнического оборудования и подъемно-транспортных средств, с учетом перспективного развития предприятия и соответствия здания габаритным схемам, указанным в табл. 6 и 7, а также возможности свободного монтажа, обслуживания, текущего ремонта наиболее высокого установленного оборудования.
5.5. Размещение участков в производственном корпусе производится в технологической последовательности обрабатываемых изделий в зависимости от типа и структуры проектируемого предприятия и санитарной характеристики технологических процессов.
Участки с оборудованием, имеющим вредные воздействия на рабочих (высокий уровень шума, избыточное тепловыделение, наличие вредных и пожаровзрывоопасных паров и газов в пределах, не допускаемых санитарными и противопожарными нормами) размещаются в отдельных помещениях.
Участки: кузнечный, термический, сварочный (электродуговой и газовой сварки), гальванический, медницко-радиаторный, полимерный, ремонта стартерных аккумуляторных батарей, обкатки и испытания двигателей, краскоприготовительный, окраски изделий, деревообрабатывающий, шиномонтажный (вулканизационный), зарядки электрокаров и электропогрузчиков, склады сгораемых материалов и сгораемых материалов в сгораемой упаковке, склады баллонов в составе производственного корпуса размещаются в отдельных (изолированных) помещениях, причем участки кузнечных, термический, медницко-радиаторный, сварочный (электродуговой и газовой сварки) могут размещаться вместе в одном помещении, изолированном от других производственных участков с устройством дополнительного выхода наружу.
Остальные производственные и вспомогательные участки, указанные в табл. 1 в составе производственного корпуса, размещаются в одном помещении.
Участки комплектации и входного контроля деталей, инструментально-раздаточная кладовая (ИРК), склад ДОР, имеющие материальные ценности, отделяются от других участков в общем помещении щитовыми перегородками из стальной сетки на высоту не менее 2,4 м.
Участки по ремонту топливной аппаратуры, масляной и гидросистемы отделяются от других участков в общем помещении перегородками из стеклопрофилита или стеклоблоков на высоту не менее 2,5 м.
5.6. Оптимальные размеры въездных и выездных ворот в свету для производственных зданий ремонтно-обслуживающих предприятий следует назначить, исходя из максимальных габаритов (ширина и высота) ремонтируемых машин с превышением этих габаритов не менее чем на 0,2 м по высоте и 0,6 м по ширине.
5.7. Высоту проемов для проездов устанавливают с учетом стандартного ряда высот 3; 3,6; 4,2; 5,4 м и выше. В исключительных случаях допустимо снижение высоты проемов для проездов до 2,3 м при соответствующем обосновании в проекте.
Требования к полам и внутренней отделке помещений
5.8. Основные требования к полам и внутренней отделке помещений должны исходить из характера технологического процесса, степени агрессивных воздействий (механических, химических, тепловых), исключения возможности образования абразивной пыли при работе и прохода напольного транспорта, обеспечения бесфундаментной установки оборудования и механической уборки помещений.
5.9. При выдаче заданий на устройство полов и отделку помещений следует руководствоваться табл. 8.
При выдаче задания на устройство полов в разборочно-моечном отделении (цехе), в дополнение к требованиям, указанным в табл. 9, необходимо предусматривать:
на участке наружной мойки машин - уклон пола, обеспечивающий свободный сток моющего раствора в емкость для отстоя (очистки) и повторного его использования;
на разборочно-моечном участке - устройство в полу сточных каналов, покрытых решетками под подвесными и напольными конвейерами моечных машин на всем протяжении их прохода по участку для сбора моющих растворов, стекающих с деталей на всем пути их следования, а также в местах выгрузки узлов, агрегатов и деталей из тупиковых моечных машин.
|
Наименование отделений (цехов) и участков, входящих в состав ремонтно-обслуживающих предприятий |
Требование к полам |
Вид покрытия пола |
Тип пола по главе СНиП «Полы» |
Специальные требования к отделке, помещений, (стены, колонны) |
|||||||
|
Устойчивость к механич. воздействиям |
Безыскровость |
Огнестойкость |
Влагостойкость |
Маслостойкость |
Стойкость к органич. растворителям |
Стойкость к щелочам |
Беспыльность (пылеудаление) |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
I. Отделения (цеха) и участки основного производства |
|||||||||||
|
Разборочно-моечное отделение (цех) |
|||||||||||
|
Участки: |
|||||||||||
|
Приемки ремонтного фонда |
+ |
- |
- |
+ |
+ |
- |
- |
- |
Чугунные или мозаичные плиты |
П-59 П-41 |
Керамические или кафельные плиты на высоту 3 м |
|
Наружной мойки |
+ |
- |
- |
+ |
+ |
- |
+ |
+ |
|||
|
Разборочно-моечный |
+ |
- |
- |
+ |
+ |
- |
+ |
+ |
|||
|
Дефектации деталей |
+ |
- |
- |
+ |
- |
- |
- |
+ |
Мозаичные (терраццо) или мозаичные плиты |
П-11 П-41 |
Масляная окраска на высоту 2 м |
|
Отделение (цех) ремонта и сборки узлов, агрегатов и машин |
- |
||||||||||
|
Участки: |
- |
||||||||||
|
Комплектации и входного контроля деталей |
+ |
- |
- |
+ |
- |
- |
+ |
+ |
Мозаичный, (терраццо) или мозаичные плиты |
П-11 П-41 |
То же |
|
Ремонта кабин и оперения |
+ |
- |
- |
- |
- |
- |
- |
+ |
То же |
То же |
- ² - |
|
Ремонта рам |
+ |
- |
- |
- |
- |
- |
- |
+ |
- ² - |
- ² - |
- ² - |
|
Ремонта кузовов |
+ |
- |
- |
- |
- |
- |
- |
+ |
- ² - |
- ² - |
- ² - |
|
Ремонта и сборки агрегатов |
+ |
- |
- |
- |
+ |
- |
- |
+ |
- ² - |
- ² - |
- ² - |
|
Ремонта и сборки двигателей |
+ |
- |
- |
- |
+ |
- |
- |
+ |
Мозаичные (терраццо) или мозаичные плиты |
П-11 П-41 |
|
|
Обкатки и испытания двигателей |
+ |
- |
- |
- |
+ |
- |
- |
+ |
Керамические киолотоупорные плиты (ГОСТ 961-84) |
П-46 |
Керамические или кафельные плиты на высоту до 2 и- |
|
Текущего ремонта топливной аппаратуры |
+ |
+ |
+ |
- |
- |
- |
- |
+ |
|||
|
Текущего ремонта гидросистем |
+ |
+ |
+ |
- |
+ |
- |
- |
+ |
|||
|
Текущего ремонта автотракторного электрооборудования |
+ |
- |
- |
- |
- |
- |
- |
+ |
Керамические плиты (ГОСТ 6787-69) |
П-43 |
|
|
Текущего ремонта стартерных аккумуляторных батарей |
+ |
+ |
- |
- |
- |
- |
- |
+ |
Керамические кислотоупорные плиты (ГОСТ 961-84) |
П-45 |
|
|
Шиномонтажный (с вулканизацией камер) |
+ |
- |
- |
+ |
- |
- |
- |
+ |
Мозаичные (терраццо) или мозаичные плиты |
П-11 П-41 |
Масляная окраска на высоту до 2 м |
|
Медницко-радиаторный |
+ |
- |
- |
+ |
- |
- |
+ |
+ |
Керамические кислотоупорны плиты (ГОСТ 961-84) |
П-45 |
Керамические или кафельные плиты до 2 м |
|
Сборки машин |
+ |
- |
- |
- |
+ |
- |
- |
+ |
Мозаичные (терраццо) или мозаичные плиты |
П-11 П-41 |
Масляная окраска на высоту до 2 м Керамические или кафельные плитs на высоту до 2 м |
|
Заправки машин ГСМ |
+ |
- |
+ |
- |
+ |
- |
- |
+ |
|||
|
Испытания и регулировки машин |
+ |
- |
+ |
- |
+ |
- |
- |
+ |
|||
|
Окраски изделий |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
То же |
То же |
Керамические или кафельные плиты на высоту до 2 м |
|
Консервации, упаковки и сдачи готовой продукции |
+ |
+ |
+ |
- |
+ |
+ |
- |
+ |
То же |
То же |
То же |
|
Отделение (цех) по ремонту и восстановлению изношенных деталей (ЦВИД) |
|||||||||||
|
Участки: |
|||||||||||
|
Заготовительный |
+ |
- |
- |
- |
- |
- |
- |
+ |
Мозаичные (терраццо) или мозаичные плиты |
П-11 П-41 |
Масляная окраска на высоту до 2 м |
|
Слесарный |
+ |
- |
- |
- |
- |
- |
- |
+ |
|||
|
Механический |
+ |
- |
- |
+ |
- |
- |
+ |
+ |
|||
|
Сварочно-наплавочный |
+ |
- |
- |
- |
- |
- |
- |
+ |
|||
|
Гальванический |
+ |
- |
- |
+ |
- |
- |
+ |
+ |
Керамические кислотоупорные плиты (ГОСТ 961-84) |
П-45 |
Керамические или кафельные плиты на высоту до 2 м |
|
Полимерный |
+ |
+ |
+ |
- |
- |
+ |
- |
- |
Керамические кислотоупорные плиты (ГОСТ 961-84) |
П-45 |
Камеральные или кафельные плиты на высоту 2 м |
|
Кузнечный |
+ |
- |
+ |
- |
- |
- |
- |
- |
П-14 |
Масляная окраска на высоту до 2 м |
|
|
Термический |
+ |
- |
+ |
+ |
+ |
- |
- |
- |
Чугунные плиты, жароупорный бетон |
П-41 |
|
|
Холодной штамповки деталей |
+ |
- |
- |
- |
- |
- |
- |
- |
Мозаичные плиты |
То же |
|
Примечания: 1. Знаком «+» обозначены требования, выполнение которых является необходимым.
2. Для отделки потолков на участках наружной мойки машин, приготовления моющих растворов, разборочно-моечном, медницко-радиаторном должна быть применена водостойкая окраска, на остальных - известковая окраска.
3. Величина воздействия на полы нагрузок от технологического и другого оборудования (кроме оборудования, устанавливаемого на индивидуальные фундаменты) рассчитывается в каждом конкретном случае в соответствии с требованием СНиП 2.01.07-85 «Нагрузки и воздействия» на основании плана расположения и спецификации оборудования разработчиком строительной части проекта.
4. В графе «Устойчивость к механическим воздействиям» необходимо указать характер воздействия на полы: движение пешеходов, ручных тележек на резиновых шинах, ручных тележек на металлических минах, автомобилей, электротележек, транспорта на гусеничном ходу согласно СНиП II-В.8-71 «Полы. Нормы проектирования» (табл. 2).
5.10. При выдаче заданий на отладку помещений (стен, потолков и панелей) следует руководствоваться табл. 9.
|
Отделка помещений |
|||
|
стены |
панели |
потолки |
|
|
1 |
2 |
3 |
4 |
|
Наружной мойки машин, приготовления моющих растворов, разборочно-моечный, медницко-радиаторный |
водостойкая окраска |
керамические или кафельные |
водостойкая окраска |
|
Текущего ремонта топливной аппаратуры, гидросистемы, автотракторного электрооборудования, обкатки и испытания двигателей, полимерный, гальванический, кузнечный, термический, сварочно-наплавочный, окрасочный, краскоприготовительный, лаборатории |
известковая окраска |
керамические или кафельные плиты на высоту 3 м |
известковая окраска |
|
Остальные участки основного и вспомогательного производства, указанные в табл. 1 |
известковая окраска |
масляная или полимерная окраска на высоту 3 м |
известковая окраска |
|
Производственные склады, размещаемые в отдельных помещениях |
известковая окраска |
- |
известковая окраска |
|
Ремонта аккумуляторных батарей, зарядки электрокаров и электропогрузчиков |
По приложению 19 к настоящему руководству |
||
Нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне помещений
5.11. Нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне производственных помещений необходимо принимать по ГОСТ 12.1.005-76 «Воздух рабочей зоны» в зависимости от категории работ по тяжести, выполняемых рабочими на участке.
5.12. Категория работ по тяжести для производственных участков определена в зависимости от характеристики энергозатрат, производимых рабочими при выполнении технологических операций на рабочих местах участка. Для производственных участков категория работ по тяжести, выполняемая рабочими на участке, и характеристика помещений по тепло- и влаговыделениям приведены в табл. 10.
|
Категория работ по тяжести |
Характеристика помещения |
||
|
Тепловыделение |
Влаговыделение |
||
|
1 |
2 |
3 |
4 |
|
Наружной мойки машин разборочно-моечный, дефектации деталей, медницко-радиаторный, консервации и упаковки изделий |
Средней тяжести II-б |
Незначительные избытки явного тепла |
Значительные влаговыделения |
|
Ремонта рам, кузовов, кабин и оперения, шиномонтажный, полимерный |
Средней тяжести II-б |
Незначительные избытки явного тепла |
Отсутствуют |
|
Ремонта и сборки двигателей, агрегатов, текущего ремонта топливной аппаратуры, электрооборудования, гидросистем, комплектации деталей, сборки машин, холодной штамповки деталей, обойный, деревообрабатывающий, краскоприготовительный |
Средней тяжести II-б |
Отсутствуют |
Отсутствуют |
|
Слесарно-механический, заготовительный, ремонта аккумуляторных батарей, окрасочный, испытания регулировки машин |
Средней тяжести II-а |
Незначительные избытки явного тепла |
Незначительные влаговыделения |
|
Кузнечный, термический, сварочно-наплавочный, обкатки и испытания двигателей |
Тяжелая - III |
Значительные избытки явного тепла |
Незначительные влаговыделения |
Примечание. Назначение постоянных температур в теплый, холодный и переходный периоды года для участков (помещений), указанных в табл. 10, должно быть технически обосновано.
Нормы освещенности рабочих мест производственных участков
5.13. Для освещения рабочих мест производственных участков на ремонтно-обслуживающих предприятиях применяется естественное и искусственное освещение.
Естественное и искусственное освещение определяется разрядами и подразрядами зрительных работ в соответствии с требованиями СНиП II-4-79 «Естественное и искусственное освящение» в зависимости от характеристики выполняемой зрительной работы на рабочих местах производственных участков (вид обрабатываемых изделий, точность обработки, размер объекта различения, применяемый измерительный инструмент и приборы, контраст объекта различения и характеристика фона).
5.14. Разряды и подразряды зрительных работ для определения естественного и искусственного освещения и системы искусственного освещения приведены в табл. 11.
|
Разряд и подразряд зрительных работ |
Система искусственного освещения |
|
|
1 |
2 |
3 |
|
Приемки ремонтного фонда, наружной мойки машин |
VI |
Общая |
|
Разборочно-моечный |
V-а |
Комбинированная |
|
Ремонта рам, кузовов, кабин и оперения |
IV-в |
Общая |
|
Медницко-радиаторный, полимерный, деревообрабатывающий |
IV-б |
Комбинированная |
|
Комплектации и входного контроля деталей |
IV-а |
Комбинированная |
|
Ремонта и сборки двигателей, агрегатов, текущего ремонта топливной аппаратуры, гидросистемы, автотракторного электрооборудования, слесарно-маханический, дефектации деталей, заточный, ИРК |
III-в |
Комбинированная |
|
Обкатки испытания, и контрольного осмотра двигателей, сборки машин, обкатки и регулировки машин, краскоприготовительный, окрасочный (в зоне окраски), гальванический |
IV-б |
Общая |
|
Обойный, ремонта аккумуляторных батарей |
V-б |
Комбинированная |
|
Шиномонтажный, заправки машин горючесмазочными материалами, консервации и упаковки изделий, заготовительный |
V-б |
Общая |
|
Кузнечный, термический, сварочно-наплавочный |
VII |
Общая |
|
Склады закрытые |
VIII-б |
Общая |
|
Склады открытые |
XII |
Общая |
6. ТЕХНИКА БЕЗОПАСНОСТИ, ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ И ОСНОВНЫЕ ТРЕБОВАНИЯ ПО ВЗРЫВО- И ПОЖАРООПАСНОСТИ
Техника безопасности и производственная санитария
6.1. Для обеспечения в разрабатываемых проектах техники безопасности и производственной санитарии необходимо использовать следующие нормативные документы:
Правила техники безопасности и производственной санитарии для ремонтных предприятий системы Госкомсельхозтехники СССР, утвержденные 12.07.82 г.;
стандарты ССБТ и нормы по видам опасных и вредных производственных факторов (см. обязательное приложение 6);
стандарты ССБТ и другие нормативные документы, устанавливающие требования безопасности к производственному оборудованию (изделиям) (см. обязательное приложение 7);
стандарты ССБТ и другие нормативные документы, устанавливающие требования безопасности к производственным процессам (см. обязательное приложение 8).
Основные требования по взрыво- и пожароопасности
6.2. Взрывопожарная и пожарная опасность участков основного, вспомогательного производства и производственных складов определяется:
категориями
производств - взрывопожароопасными «А» и «Б», и пожароопасными «В»,
приведенными в ![]() ;
;
классами зон помещений - взрывоопасными класса В-I, В-Iа, В-Iб, В-Iг и В-II, - пожароопасными класса П-I, П-II, П-IIа, П-III, а также категориями взрывоопасных смесей I, IIА, IIВ, IIС и группами взрывоопасных смесей - Т1, Т2, Т3, Т4, Т5, которые определяются по ПУЭ-85 технологами совместно c электриками.
6.3. При применении на
участках взрывопожароопасных газов или жидкостей с температурой вспышки паров
до 61 °С включительно в малых количествах, категория взрывопожароопасного
производства А или Б этого участка в каждом конкретном случае должна
определяться расчетом по ![]() «Определение категории помещений и
зданий по взрывопожарной и пожарной опасности».
«Определение категории помещений и
зданий по взрывопожарной и пожарной опасности».
Примеры расчетов, устанавливающих взрывопожароопасную категорию производства А или Б на участке, приведены в обязательном приложении 10 к настоящему руководству.
6.4. Категории производств по взрывной, взрывопожарной и пожарной опасности, классификация взрывоопасных и пожароопасных зон участков основного, вспомогательного производства и помещений производственных складов ремонтно-обслуживающего предприятия, подтвержденные расчетом, принимаются по табл. 12.
6.5. Запись категорий производства и классов пожароопасных, взрывоопасных зон помещений производится на технологической планировке участка, на видном месте листа в квадрате размером 10´20 мм в виде дроби:
для пожароопасной категории в числителе записывается категория производства, а в знаменателе класс пожароопасной зоны, например:
![]()
для взрывопожароопасной категории производства в числителе - категория производства (А или Б), а в знаменателе класс взрывоопасной зоны (В-I, В-Iа, В-Iб), категория взрывоопасной смеси (I, IIА, IIВ, IIС) и группа взрывоопасной смеси (Т1, Т2, Т3, Т4, Т5), например:
![]()
Категорию и группу взрывоопасной смеси следует определять по табл. 4 обязательного приложения 10 к настоящим нормам;
непожароопасные категории производств (ГИД) на участках записываются в виде:
![]() или
или ![]() и
т.д.
и
т.д.
Характеристику среды следует определять по ПУЭ-85 п.п. 1.1.6 - 1.1.12.
|
Технологические процессы и характеристика веществ и материалов, имеющихся в производстве |
Расчетное
обоснование взрывопожароопасной категории производства по |
||||
|
Давление взрыва в помещении 5 КПа и более |
Давление взрыва в помещении, менее 5 КПа |
||||
|
Категория
производства по |
Класс взрывоопасной зоны, помещения по ПУЭ-85 |
Категория
производства по |
Класс взрывоопасной зоны, помещения по ПУЭ-85 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Окрасочный |
1. Бескамерная окраска изделий на решетках участков, расположенных в общем помещении с другими участками |
||||
|
а) при использовании растворителей с температурой вспышки паров до 28 °С включительно; |
А |
В-Iб |
По характеристике рядом расположенных участков, а в зоне 5 м от решетки следует принимать А В-Iб |
||
|
б) при использовании растворителей с температурой вспышки паров от 29 до 61 °С включительно |
Б |
В-Iб |
По характеристике рядом расположенных участков, а в зоне 5 м от решетки следует принимать: Б В-Iб |
||
|
2. Окраска и сушка изделий в камерах, размещенных в общем помещении с другими участками: |
|||||
|
а) при использовании растворителей с температурой вспышки паров до 28 °С включительно |
А |
В-Iб |
По характеристике рядом расположенных участков, а внутри окрасочной и сушильной камер и в зоне 5 м от их проемов следует принимать: |
||
|
А В-Iб |
|||||
|
б) при использовании растворителей с температурой вспышки паров от 29 до 61 °С включительно |
Б |
В-Iб |
При характеристике рядом расположенных участков, а внутри окрасочной и с усильной камер и в зоне 5 м от их проемов следует принимать: |
||
|
Б В-Iб |
|||||
|
3. Окраска и сушка изделий в камерах, размещенных в отдельном помещении от других участков: |
|||||
|
а) при использовании растворителей с температурой вспышки паров до 28 °С включительно |
В П-I |
||||
|
А |
В-Iб |
а внутри окрасочной и сушильной камер и в зоне 5 м от их проемов следует принимать |
|||
|
А В-Iб |
|||||
|
В П-I, |
|||||
|
б) при использовании растворителей с температурой вспышки паров с 29 до 61 °С включительно |
Б |
В-Iб |
а внутри окрасочной и сушильной камер и в зоне 5 м от их проемов следует принимать |
||
|
Б В-Iб |
|||||
|
Текущего ремонта дизельной топливной аппаратуры и приборов питания |
Текущий ремонт и проверка карбюраторов и топливных насосов с использованием бензина с температурой вспышки паров до 28 °С на авторемонтных предприятиях и станциях технического обслуживания автомобилей |
А |
В-Iа |
В |
П-I |
|
То же, при использовании для проверки карбюраторов, негорючих жидкостей |
- |
- |
Д |
Нормальная |
|
|
Текущий ремонт и регулировка дизельной топливной аппаратуры с температурой вспышки паров от 29 до 51 °С на ремонтных предприятиях и станциях технического обслуживания тракторов, комбайнов и автомобилей |
Б |
В-Iа |
В |
П-I |
|
|
Капитальный ремонт дизельной топливной аппаратуры, участки сборки и регулировки форсунок и обратных клапанов |
При сборке и испытании форсунок на распыл, в обратных клапанов на давление применяется дизельное топливо с температурой вспышки паров от 29 до 61 °С включительно |
Б |
В-Iа |
В |
П-I |
|
Сборки и проверки топливных: фильтров и подкачивающих помп |
При сборке и проверке топливных фильтров и подкачивающих помп на производительность и пропускную способность используется дизельное топливо с температурой вспышки паров от 29 до 61 °С включительно |
Б |
В-Iа |
В |
П-I |
|
Сборки и испытания топливных насосов |
При сборке, испытании и регулировке топливных насосов дизельных двигателей используется дизельное топливо с температурой вспышки паров от 20 до 61 °С включительно |
Б |
В-Iа |
В |
П-I |
|
Капитального и текущего ремонта гидроагрегатов и маслосистем |
При капитальном и текущем ремонте испытании гидроагрегатов и масляной системы на ремонтных предприятиях и станциях технического обслуживания машин используются картерные и др. масла с температурой вспышки паров выше 61 °С, для промывки масляных фильтров используются негорючие жидкости |
- |
- |
В |
П-I |
|
При промывке масляных фильтров керосином или дизельным топливом с температурой вспышки паров от 29 до 61 °С включительно |
Б |
В-Iа |
В |
П-I |
|
|
Капитальный ремонт силового и автотракторного электрооборудования, участки: |
|||||
|
Обмоточный |
При намотке якорей и статорных обмоток электродвигателей, стартеров, генераторов используются негорючие материалы (медная и алюминиевая проволока и другие металлы) |
- |
- |
Д |
Нормальная |
|
Пропиточно-сушильный |
Пропитка обмоток якорей и статорных полюсов шеллаком с применением растворителей с температурой вспышки паров до 61 °С включительно |
Б |
В-Iа |
В |
П-I |
|
Разборки и сборки масляных силовых трансформаторов |
При разборке масляных силовых трансформаторов производится слив трансформаторного масла, после их сборки производится заправка трансформаторным маслом с температурой вспышки паров выше 61 °С |
- |
- |
В |
П-I |
|
Текущего ремонта автотракторного электрооборудования |
Текущий ремонт фар, электропроводки, смена щеток, зачистка коллекторов и контрольная проверка на специальных стендах стартеров, генераторов магнето на ремонтных предприятиях и станциях технического обслуживания машин |
- |
- |
Д |
Нормальная |
|
Капитальный и текущий ремонт стартерных и тяговых аккумуляторных батарей, участки: |
|||||
|
Разборки и промывки стартерных и тяговых аккумуляторных батарей |
Разборка и промывка кислотных и щелочных аккумуляторных батарей в ваннах дистиллированной водой |
- |
- |
Д |
Химически активная |
|
Ремонта, сборки и заправки аккумуляторных батарей, приготовления электролита |
Ремонт положительных и отрицательных пластин, их сборка в батареи. Приготовление электролита, заправка аккумуляторных батарей электролитом |
- |
- |
Д |
Химически активная |
|
Зарядки стартерных и тяговых аккумуляторных батарей |
При зарядке стартерных и тяговых аккумуляторных батарей в специальных вытяжных шкафах оборудованных блокировочным: устройствами для автоматического включения зарядного тока и вытяжной вентиляции |
- |
- |
Д |
Нормальная |
|
При зарядке стартерных и тяговых аккумуляторных батарей на открытых стеллажах в верхнюю зону помещения выделяется водород, который в количестве 4,0 % в объеме помещения вызывает взрыв без последующего горения |
А |
В-Iб |
Принимается без расчета в ¼ верхней зоны помещения |
||
|
В нижней зоне помещения ¾ высоты от пола принимается: |
|||||
|
Д |
Нормальная |
||||
|
Участки: комплектации деталей, ремонта рам, кузовов, кабин и оперения, ремонта и сборки агрегатов, двигателей, контрольного осмотра двигателей, заготовительный, слесарно-механический, холодной штамповки деталей, ОГМ, инструментальный, ИРК, испытательная и метрологическая лаборатория |
Хранение и комплектация сухими деталями, рабочие места сборки агрегатов и машин. Ремонт и сборка узлов, агрегатов машин без использования горючих материалов, механическая обработка ремонтируемых деталей и инструмента, хранение комплектов инструмента в ИРК, ремонт технологического, сантехнического и др. оборудования на участках ОГМ. Проверка в лабораториях надежности изделий измерительного инструмента и приборов |
- |
- |
Д |
Нормальная |
|
Гальванический |
Покрытие (наращивание) поверхностей изношенных деталей электролитическим методом с применением негорючих материалов, кислот и щелочей |
- |
- |
Д |
Химически активная |
|
Медницко-радиаторный |
При нагреве паяльников на открытом огне и пайке радиаторов, воздухоочистителей выделяется лучистое тепло. При испытании радиаторов, топливных баков на течь в ваннах с водой в помещение выделяется влага |
- |
- |
Г |
Влажная |
|
Сварочно-наплавочный |
При ремонте и восстановлении изношенных, деталей машин различными методами сварки в помещение выделяется лучистое тепло и негорючая сварочная пыль |
- |
- |
Г |
Пыльная |
|
Обкатки и испытания двигателей, кузнечный, термический, компрессорная |
При обкатке и испытании двигателей внутреннего сгорания, при кузнечной и термической обработке изделий, при работе компрессоров в помещение выделяется избыточное количество конвекционного и лучистого тепла |
- |
- |
Г |
Жаркая |
|
Диагностики, обкатки и регулировки машин |
Обкатка и регулировка машин на резиновых колесах после ремонта и диагностики машин на станциях технического обслуживания |
- |
- |
В |
Нормальная |
|
То же, на гусеничном ходу |
- |
- |
Д |
Нормальная |
|
|
Производственные склады, в т.ч.: |
|||||
|
склад запасных частей и ремонтных материалов |
Хранение запасных частей, резинотехнических изделий, инструмента и т.п. в консервации и сгораемой упаковке в закрытых отапливаемых помещениях |
- |
- |
В |
П-IIа |
|
склады ремонтного фонда, готовой продукции и открытые стоянки машин |
Хранение на открытых площадках ремонтного фонда, готовой продукции машин на резиновом ходу (автомобилей, тракторов, комбайнов и др. машин) |
- |
- |
В |
П-IIа |
|
То же, на гусеничном ходу |
- |
- |
Д |
Влажная |
|
|
склады лесоматериалов и твердого топлива |
Хранение лесоматериалов и твердого топлива (каменного угля) на открытых площадках или под навесом |
- |
- |
В |
П-IIа |
|
склады ремонтного фонда агрегатов машин, ДОР, ИРК |
Хранение ремонтного фонда агрегатов машин (двигателей, коробок передач, передних и задних мостов, агрегатов топливной аппаратуры и гидросистемы и т.п.) в несгораемых контейнерах или на стеллажах Хранение деталей, ожидающих ремонт (ДОР) и инструментальной оснастки (ИРК) на несгораемых стеллажах, без консервации и упаковки |
- |
- |
Д |
Нормальная |
|
склад газовых баллонов |
Хранение газовых баллонов с негорючими газами (кислород, углекислый газ и др. негорючие газы) под навесом или в отдельных помещениях |
- |
- |
Д |
Нормальная |
|
склады металла и утиля |
Хранение металлов на площадках под навесом или в отдельных помещениях, хранение утиля на открытых площадках |
- |
- |
Д |
Нормальная |
Противопожарные мероприятия
6.6. В качестве противопожарных средств при проектировании ремонтно-обслуживающих предприятий в зависимости от пожарной опасности технологических процессов, на участках необходимо применять:
первичные средства пожаротушения;
внутренний противопожарный водопровод;
автоматическую пожарную сигнализацию;
автоматические средства пожаротушения.
6.7. Различные виды противопожарных средств для ремонтно-обслуживающих предприятий следует определять:
первичные средства пожаротушения - по Типовым правилам пожарной безопасности для объектов сельскохозяйственного производства, утвержденным ГУПО МВД 25 июня 1976 г. и по Типовым правилам пожарной безопасности для промышленных предприятий, утвержденным ГУПО МВД СССР 21 августа 1971 года;
внутренний противопожарный водопровод - для участков с пожароопасным производством категории А, Б и В - в соответствии с главой СНиП «Внутренний водопровод и канализация зданий»;
автоматическую пожарную сигнализацию и автоматические средства пожаротушения - в соответствии с перечнем зданий и помещений, подлежащих оборудованию автоматическими средствами пожаротушения ВСН-1361-77 и автоматической пожарной сигнализацией ВСН-1364-77, согласованным с Госстроем СССР 12.06.1977 года (письмо № НК-2512) и с ГУПО МВД СССР 21.07.1977 года (письмо № МИ 3551-1).
В дополнение к перечню, указанному в ВСН-1364-77, автоматическая пожарная сигнализация должна назначаться на участках с пожароопасной категорией производства «В»:
сборки тракторов и комбайнов на резиновом ходу, на участках сборки автомобилей на резиновом ходу и деревянными кузовами - (площадью 100 м2 и более);
в химико-технологических лабораториях площадью 100 м2 и более;
В дополнение к перечню, указанному в ВСН 1361-77, автоматические средства пожаротушения должны назначаться независимо от площади:
на участках для бескамерной окраски изделий на решетках;
на участках окраски изделий, расположенных в общем потоке производства, не выделенных перегородками; на участках окраски изделий методами окунания и струйного облива.
6.8. Для снижения пожарной опасности на участках заправки машин горючесмазочными материалами, необходимо заправку топливных баков бензином или дизельным топливом производить не полностью, а только из расчета выезда отремонтированных машин из производственного корпуса. Дозаправку машин горючим для обкатки их после ремонта производить на заправочных пунктах, расположенных на территории предприятия.
Норма заправки машин после ремонта в производственном корпусе на участке заправки ГСМ зависит от емкости заправочных баков, сорта применяемого топлива и на должна превышать количества, указанного в табл. 13.
|
Сорт заправляемого топлива |
Емкость заправляемых баков, л |
Максимальная норма заправки топливного бака на участке, л |
|
|
1 |
2 |
3 |
4 |
|
С карбюраторными двигателями |
Бензин |
До 100 |
8 |
|
от 100 - 200 |
10 |
||
|
свыше 200 |
15 |
||
|
С дизельными двигателями |
Дизельное топливо |
До 100 |
10 |
|
от 100 - 200 |
15 |
||
|
от 200 до 400 |
25 |
||
|
свыше 400 |
35 |
Примечание: Приведенные в табл. 13 нормы заправки горючим топливных баков машин принимаются для расчетного обоснования - определения категории производства по пожарной опасности участка заправки машин ГСМ на ремонтно-обслуживающих предприятиях.
6.9. Максимальное количество лакокрасочных материалов не должно превышать:
на участке приготовления лакокрасок - сменную потребность;
на участке окраски агрегатов и машин - по емкости окрасочных - аппаратов.
При размещении в отдельном помещении участка окраски изделий и других участков со взрывопожароопасной категорией производства А или Б во входных и выходных проемах помещений предусматривают тамбуры-шлюзы в соответствии с требованиями СНиП 2.09.02-85.
6.10. Наружную мойку топливных, масляных насосов и агрегатов гидросистемы необходимо производить на разборочно-моечном участке. На участках текущего ремонта топливной аппаратуры и гидросистемы разобранные и новые детали этих агрегатов должны промываться и обезжириваться негорючими жидкостями за исключением деталей прецизионных пар (плунжерные пары, распылители и обратные клапаны).
6.11. Тара (емкости) для перевозки, хранения, использования на рабочих местах и утилизации отходов ЛВЖ и ГЖ должна быть небьющейся, из материалов, исключающих искрообразование и накопления статического электричества, иметь крышки, предотвращающие случайный разлив содержимого.
6.12. При размещении в одном помещении производственных и вспомогательных участков различной категории производств по взрывопожароопасности необходимо предусматривать следующие противопожарные мероприятия:
герметизацию топливных и масляных баков тракторов и др. ремонтных машин;
сварочные работы выполнять с установкой защитных экранов;
мойку агрегатов и деталей производить в закрытых моечных машинах с пароподогревом и негорючими жидкостями;
участки обкатки и испытания двигателей и линию обслуживания тракторов с участком регулировки и диагностики оборудовать местными отсосами от работающих двигателей и дымоудаляющими устройствами.
Противопожарные
мероприятия для окрасочных и краскоприготовительных участков принимать в
соответствии с ![]() «Окрасочные
цехи», Москва 1986 г.
«Окрасочные
цехи», Москва 1986 г.
6.13. В производственных зданиях ремонтно-обслуживающих предприятий из легких металлических конструкций на участках с производствами категорий А, Б и В должны предусматриваться автоматические средства пожаротушения или автоматическая пожарная сигнализация в соответствии с ВСН 1361-77 и ВСН 1364-77.
Другие противопожарные мероприятия в производственных зданиях из легких металлических конструкций назначаются и соответствии с требованиями СНиП 2.01.02-85 «Противопожарные нормы», СНиП 2.09.02-85 «Производственные здания», СНиП 2.11.01-85 «Складские здания».
7. ОПРЕДЕЛЕНИЕ ЧИСЛЕННОСТИ РАБОТАЮЩИХ
Перечень профессий рабочих и отнесение их к группам производственных процессов
7.1. Профессии рабочих для производственных, вспомогательных участков и производственных складов на ремонтно-обслуживающих предприятиях определяются по Единому тарифно-квалификационному справочнику (ЕТКС).
7.2. Перечень профессий рабочих и отнесение их к группам производственных процессов в соответствии с требованием главы СНиП 2.09.04-87 «Административные и бытовые здания» в зависимости от санитарной характеристики производственных процессов приведены в табл. 14.
Таблица 14
|
Санитарная характеристика производственных процессов |
Профессии рабочих |
Группа производственных процессов по СНиП II-92-76 |
Требуемые специальные санитарно-бытовые помещения и устройства |
|
|
1 |
2 |
3 |
4 |
5 |
|
1. Участок мойки машин, агрегатов и деталей |
Мойка машин, агрегатов и деталей производится в моечных машинах 1,5 - 3-процентными щелочными растворами при температуре моющей жидкости 60 - 80 °С. Процесс мойки при обслуживании моечных машин связан с намоканием специальной одежды и обуви |
Мойщик |
2в |
Душевые, помещения и устройства для сушки специальной одежды и обуви, ножные ванны |
|
2. Участок разборки машин и агрегатов |
При разборке машин и агрегатов после их мойки происходит загрязнение тела и специальной одежды, за счет остатков грязи и масел во внутренних полостях картеров и различного рода неровностях деталей машин |
Слесарь по ремонту сельскохозяйственных машин, слесарь по ремонту автомобилей, слесарь-ремонтник |
1б |
Душевые, ножные ванны |
|
3. Участок дефектации деталей |
При дефектовке деталей после их мойки происходит загрязнение тела и специальной одежды за счет остатков грязи на различного рода неровностях деталей машин |
Слесарь по ремонту сельскохозяйственных машин, слесарь по ремонту автомобилей, слесарь-ремонтник |
1б |
Душевые, ножные ванны |
|
4. Участок комплектации деталей |
При комплектовке деталей перед сборкой происходит загрязнение тела и специальной одежды за счет остатков грязи на годных деталях после их дефектации и консервирующих материалов на новых деталях |
Комплектовщик изделий и инструмента |
1б |
То же |
|
5. Участок сборки агрегатов и машин |
При сборке узлов, агрегатов и машин из деталей, доставленных с участка комплектации, происходит загрязнение тела и специальной одежды |
Слесарь по ремонту сельскохозяйственных машин, слесарь по ремонту автомобилей, слесарь-ремонтник |
1б |
То же |
|
При испытании на герметичность происходит намокание специальной одежды и обуви |
Испытатель на герметичность |
2в |
Душевые, ножные ванны, устройства для сушки специальной одежды и обуви |
|
|
6. Слесарно-механический участок |
При обработке изношенных деталей и изготовлении деталей из металлов на металлорежущих станках происходит загрязнение тала и специальной одежды за счет остатков грязи и окалины на деталях и металлах |
Станочники, операторы станков с программным управлением |
1б |
Душевые, ножные ванны |
|
То же, при слесарной обработке деталей |
Слесарь по ремонту сельскохозяйственных машин, слесарь по ремонту автомобилей, слесарь-ремонтник |
1б |
То же |
|
|
7. Кузнечно-термический участок |
При ремонте и восстановлении деталей для сельскохозяйственных машин кузнечной и термической обработке подвергаются в основном мелкие детали весом не более 10 кг |
1. Кузнец на молотах и прессах |
2б |
Душевые, кабины или поверхности радиационного охлаждения |
|
При кузнечной и термической обработке деталей происходит выделение конвекционного и лучистого тепла. |
2. Термист |
2б |
Душевые, кабины или поверхности радиационного охлаждения |
|
|
8. Участки сварки и наплавки |
1. При электродуговой сварке и наплавке изделий применяются электроды, сварочная проволока, порошки и газы, в процессе плавки которых образуются сварочная аэрозоль, марганец и его окислы, хромовый ангидрид, хроматы, бихроматы и фтористый водород. Все эти выделения по санитарным нормам проектирования промышленных предприятий СН 245-71 относятся к 1 в 2 классам опасности |
1. Электросварщик ручной сварки |
3б |
Душевые, помещения и устройства для обеспыливания специальной одежды, искусственная вентиляция шкафов для специальной одежды |
|
2. Электросварщик полуавтоматических машин |
3б |
То же |
||
|
Технологический процесс сварки производится на стационарном рабочем месте, оборудованном местным нижним и верхним отсосами, которые удаляют вредные концентрации из рабочей зоны сварщика |
||||
|
Кроме того, процесс электродуговой сварки и наплавки металла связан с выделением лучистого и конвекционного тепла, загрязнением тела и одежды |
3. Электровибронаплавщик |
3б |
Душевые, помещения и устройства для обеспыливания специальной одежды, искусственная вентиляция шкафов для специальной одежды |
|
|
2. При газовой сварке металлических изделий и резке металлов с использованием ацетиленокислородного пламени образуются окислы азота, которые по СН 245-71 относятся к 2-му классу опасности. |
1. Газосварщик |
3б |
То же |
|
|
Технологический процесс газовой сварки и резки металлов производится на рабочих местах, оборудованных местными отсосами, которые удаляют вредные концентрации окислов азота из рабочей зоны |
1. Газорезчик |
3б |
То же |
|
|
Кроме того, процесс газовой сварки и резки металлов связан с выделением сварочной пыли, лучистого и конвекционного тепла, загрязнения тела и специальной одежды |
||||
|
3. При плазменной обработке (сварке, резке и наплавлении) воздушная среда загрязняется сварочным аэрозолем, в составе которого возможно наличие окислов металлов (железа, марганца, хрома, цинка, меди и др.), газообразных фтористых соединений, окиси углерода, окислов азота и озона, которые по СН 245-71 относятся к 1 - 2-м классам опасности. Рабочие могут подвергаться воздействию тяжелых аэроионов различной полярности, интенсивного высокочастотного шума в комбинации с ультразвуком, повышенной ультрафиолетовой и инфракрасной радиации |
Электросварщик на автоматических машинах |
3б |
Душевые, помещения для обезвреживания специальной одежды, обуви и средств индивидуальной защиты, респираторные дозиметрические камеры |
|
|
4. При лазерной сварке образуются следующие опасные и вредные производственные факторы: лазерное излучение (прямое, отраженное, рассеянное), повышенная яркость света от импульсных ламп накачки или газового разряда, повышенный уровень шума на рабочем месте, повышенный уровень ионизирующих излучений в рабочей зоне, повышенный уровень электромагнитных излучений высокочастотных генераторов, повышенная запыленность, повышенная загазованность воздуха рабочей зоны продуктами взаимодействия луча лазера с мишенью (никель, железо и другие продукты термоокислительного разложения материала мишени) и радиолиза воздуха (окислы азота и озона) |
Электросварщик на автоматических машинах |
3б |
Душевые помещения для обезвреживания, специальной одежды, обуви и средств индивидуальной защиты, респираторные, дозиметрические камеры |
|
|
9. Гальванический участок |
При восстановлении деталей машин и нанесении на изделия защитных покрытий электролитическими способами (осталивания, хромирования, цинкования и т.п.) образуются пары трихлорэтилена, аэрозоли сернистого и хромового ангидрида, цинка окиси, пары кислот (серной, азотной и соляной). Все эти выделения по СН 245-71 относятся к 1 - 2-м классам опасности |
Гальваник |
3а |
Душевые, искусственная вентиляция шкафов для специальной одежды, помещения и устройства для обезвреживания специальной одежды |
|
Технологический процесс подготовки изделий к электролитическим покрытиям и сам процесс электролитических покрытий происходит в специальных ваннах, оборудованных местными вытяжными устройствами, обеспечивающими удаление вредных веществ с поверхностей ванн до допустимых концентраций по санитарным нормам. Процессы приготовления электролитов, загрузка изделия в ванны обезжиривания и электролитических покрытий связаны с загрязнением рук |
||||
|
10. Полимерный участок |
При приготовлении клеев на основе эпоксидных смол (ЭД-5 и ЭД-6) с добавлением различных наполнителей и отвердителей выделяются толуол, аминоазот хлора, стирол, фенол, формальдегид, эпихлоргидрин, дифинол-пропан, дибутил-фтолат. Все эти вещества по СН 245-71 относятся к 1 и 2-м классам опасности. Одновременное приготовление такого клея производится в небольших количествах не более 200 - 250 г на изолированном рабочем месте, оборудованном местным отсосом для удаления вредных выделений из рабочей зоны и притоком свежего воздуха. Нанесение клеев на изолированные поверхности деталей машин производится на столах, оборудованных местными отсосами. При приготовлении и нанесении клея рабочие пользуются респираторами |
Антикоррозийщик |
3а |
Душевые, помещения и устройства для обезвреживания спец. одежды, искусственная вентиляция шкафов для специальной одежды, респираторные |
|
11. Участок по ремонту и зарядке аккумуляторных батарей |
1. Процесс разборки и сборки свинцовых аккумуляторных батарей связан с загрязнением тела и специальной одежды свинцовой пылью и неорганическими соединениями свинца, относящиеся к 1-му классу опасности |
|||
|
Плавка свинца и пайка свинцовых клемм производится на специальных столах, оборудованных отсосами |
Аккумуляторщик |
3б |
Душевые, помещения и устройства для обеспыливания специальной одежды, искусственная вентиляция шкафов для специальной одежды |
|
|
2. При приготовлении электролита, представляющего собой 10 %-ный раствор технической серной кислоты в дистиллированной воде, и разливе электролита в аккумуляторные батареи выделяются пары серной кислоты, относящиеся по СН 245-71 к 2-му классу опасности. Приготовление и разлив электролита в аккумуляторные батареи производится с помощью специального набора оборудования на отдельных рабочих местах, обеспеченных местными отсосами для удаления вредных выделений и притоком свежего воздуха |
Аккумуляторщик |
3б |
Душевые, помещения и устройства для обеспыливания специальной одежды, искусственная вентиляция шкафов для специальной одежды |
|
|
Зарядка аккумуляторных батарей производится в специальных закрытых шкафах с местными отсосами или открытым способом на стеллажах, оборудованных вытяжными зонтами. При зарядке аккумуляторных батарей выделяется водород |
||||
|
12. Медницкий участок |
При пайке и лужении изделия выделяются неорганические соединения свинца, относящиеся по СН 245-71 к 2-му классу опасности. Процесс пайки и лужения изделия производится на столах, оборудованных местными отсосами, и связан с загрязнением рук. Помещение участка дополнительно оборудовано приточно-вытяжной вентиляцией |
Медник |
3а |
Душевые, искусственная вентиляция шкафов для специальной одежды |
|
13. Участок приготовления лакокрасок |
Приготовление синтетических лакокрасок производится в отдельном помещении под вытяжными зонтами с применением сильнопахнущих органических растворителей, содержащих ацетон, сольвент нафта, сольвент каменноугольный и др., которые по СН 245-71 относятся к 1 и 2-м классам опасности. Процесс приготовления лакокрасочных материалов связан с загрязнением тела и специальной одежды и производится в респираторах. |
Маляр |
3б |
Душевые, искусственная вентиляция шкафов для специальной одежды, помещения и устройства для обезвреживания специальной одежды, респираторные |
|
14. Окрасочный участок |
Окраска изделия производится ручными краскораспылителями на решетках или в окрасочных камерах синтетическими сильнопахнущими лакокрасочными материалами, относящимися по СН 245-71 к 1 и 2-м классам опасности. Окрасочные решетки и камеры оборудованы местными отсосами вредных выделений. Процесс окраски изделий связан с загрязнениями тела и специальной одежды и производится в респираторах. |
Маляр |
3б |
То же |
|
15. Столярный участок |
Процесс обработки древесины на деревообрабатывающих станках и вручную связан с загрязнением рук и специальной одежды древесной пылью |
Столяр |
2г |
Душевые, помещения и устройства для обеспыливания специальной одежды |
|
16. Обойный участок |
При разборке, ремонте и сборке сидений для водителей машин образуется значительная пыль, загрязняющая специальную одежду и руки |
Обойщик |
2г |
То же |
|
17. Шиномонтажный участок |
При разборке и сборке резиновых колес для автомобилей, тракторов и комбайнов происходит загрязнение тела и специальной одежды оставшейся грязью на покрышках, камерах и ободьях колес |
Слесарь по ремонту сельскохозяйственных машин, слесарь по ремонту автомобилей |
1б |
Душевые, ножные ванны |
|
18. Вулканизационный участок |
При подготовке резиновых камер и покрышек к вулканизации на шероховальных машинах происходит загрязнение рук и специальной одежды |
Вулканизаторщик |
2а |
Душевые, ножные ванны |
|
Процесс вулканизации камер и покрышек производится на поверхности вулканизационного оборудования при температуре 140 - 150 °С, при этом в рабочую зону помещения выделяются избытки конвекционного тепла |
||||
|
19. Участок ремонта электрооборудования |
При ремонте, регулировке и испытании автотракторного электрооборудования (генераторов, стартеров, трамблеров, магнето, электропроводки, фар) происходит загрязнение тела и специальной одежды смазочными материалами. |
Слесарь по ремонту сельскохозяйственных машин, слесарь по ремонту автомобилей |
1б |
Душевые, ножные ванны |
|
20. Участок ремонта системы питания |
а) При ремонте системы питания автомобильных двигателей, работающих на этилированном бензине, производится разборка, промывка, ремонт, сборка и регулировка карбюраторов, бензонасосов, фильтров, питательных трубок и указателей уровня бензина. Процесс ремонта этих узлов и их деталей сопровождается загрязнением рук бензином и аэрозолем свинца, остающимися на внутренних и наружных поверхностях этих узлов. По СН 245-71 бензин топливный относится к 4-му, аэрозоль свинца к 1-му классу опасности. Рабочие места оборудованы для удаления продольных концентраций вредных веществ |
Слесарь по топливной аппаратуре |
3а |
Душевые, искусственная вентиляция шкафов для специальной одежды, помещения и устройства для обезвреживания специальной одежды |
|
б) При ремонте топливной аппаратуры дизельных двигателей, работающих на автотракторном дизельном топливе, производится разборка, мойка деталей, сборка и регулировка дизельных топливных насосов, регуляторов, подкачивающих насосов, форсунок, фильтров грубой и тонкой очистки топлива, питательных трубок низкого и высокого давления. Все операции по ремонту и регулировке топливной аппаратуры сопровождаются с непосредственным использованием дизельного топлива, загрязняющего тело и специальную одежду |
Слесарь по топливной аппаратуре |
1в |
Душевые, ножные ванны, искусственная вентиляция шкафов для специальной одежды |
|
|
21. Участок обкатки испытания (диагностики) и устранения неисправностей |
При обкатке, испытании, диагностике, регулировке и устранении неисправностей машин и дизелей после ремонта и во время технического обслуживания происходит загрязнение рук смазочными маслами и топливом: |
|||
|
а) автомобилей и двигателей, работающих на этилированном бензине с присадкой театраэтилсвинца, относящегося по СН 245-71 к 1-му классу опасности |
Слесарь по ремонту автомобилей |
3а |
Душевые, искусственная вентиляция шкафов для специальной одежды, помещения и устройства для обезвреживания специальной одежды |
|
|
б) автомобилей, тракторов, комбайнов и двигателей, работающих на дизельном топливе |
Слесарь по ремонту сельскохозяйственных машин, слесарь по ремонту автомобилей, мастер-наладчик |
1в |
Душевые, ножные ванны, искусственная вентиляция шкафов для специальной одежды |
|
|
22. Участок заправки машин горюче-смазочными материалами (ГСМ) |
а) Заправка автомобилей с карбюраторными двигателями после ремонта производится этилированным бензином, картерным и трансмиссионным маслами. Процесс заправки автомобилей связан с загрязнением смазочными маслами и бензином, имеющим в своем составе тетраэтилсвинец. По СН 245-71 бензин топливный относится к 4-му, а тетраэтилсвинец к 1-му классам опасности |
Заправщик горючими и смазочными материалами |
3а |
Душевые, искусственная вентиляция шкафов для специальной одежды, помещения и устройства для обезвреживания специальной одежды |
|
б) Заправка автомобилей, тракторов и комбайнов с дизельными двигателями после ремонта производится дизельным топливом, картерным и трансмиссионными маслами |
Заправщик горючими и смазочными материалами |
1в |
Душевые, ножные ванны, искусственная вентиляция шкафов для специальной одежды |
|
|
Процесс заправки машин связан с загрязнением тела и специальной одежды дизельным топливом и смазочными маслами |
||||
|
в) Заправка автомобилей и тракторов после проведения технического обслуживания производится только картерным и трансмиссионными маслами. Процесс заправки машин на станциях технического обслуживания связан с загрязнением тела и специальной одежды смазочными маслами. |
Заправщик горючими и смазочными материалами |
1в |
Душевые, ножные ванны, искусственная вентиляция шкафов для специальной одежды |
|
|
23. Участок консервации и упаковки изделий |
При консервации и упаковке изделий применяются различного рода антикоррозийные смазки, специально пропитанные оберточные материалы, вызывающие загрязнение специальной одежды и тела |
Консервировщик оборудования и металлоизделий |
1в |
Душевые, ножные ванны |
|
24. Эмульсионный участок |
При составлении эмульсий, растворов, суспензий и т.д. происходит намокание специальной одежды |
Эмульсовар |
2в |
Душевые, помещения и устройства для сушки специальной одежды и обуви, ножные ванны |
|
25. Компрессорная станция |
При работе на компрессорной установке происходит загрязнение специальной одежды, а в отдельных случаях и тела |
Машинист компрессорных установок |
1б |
Душевые, ножные ванны |
|
26. Жестяницкий участок |
При выполнении жестяницких работ происходит загрязнение специальной одежды, а в отдельных случаях и тела |
Жестянщик |
1б |
Душевые, ножные ванны |
|
27. Центральная заводская лаборатория |
При выполнении анализов происходит незначительное загрязнение рук |
Лаборант |
1а |
Ножные ванны |
|
28. Отделение главного механика |
а) При обслуживании и ремонте водопровода, канализации, отопительной системы происходит намокание специальной одежды |
Слесарь-сантехник |
2в |
Душевые, ножные ванны, помещения и устройства для сушки специальной одежды и мытья обуви |
|
б) При техническом обслуживании и ремонте технологического оборудования (разборке, сборке и регулировке узлов) происходит загрязнение тела и специальной одежды смазочными маслами |
Слесарь-ремонтник |
1в |
Душевые, ножные ванны |
|
|
в) При техническом обслуживании силового осветительного электрооборудования и электроустановок происходит загрязнение специальной одежды, а в отдельных случаях и тела |
Электромонтер по обслуживанию, электрооборудования |
1б |
То же |
|
|
г) При ремонте силового электрооборудования и электроустановок происходит загрязнение специальной одежды, а в отдельных случаях и тела |
Электромонтер по ремонту электрооборудования |
1б |
То же |
|
|
29. Инструментальный участок |
а) При ремонте и изготовлении инструментальной оснастки происходит загрязнение тела и специальной одежды антикоррозийной смазкой |
Слесарь-инструментальщик |
1б |
Душевые, ножные ванны |
|
б) При заточке режущего и слесарного инструмента на обдирочно-шлифовальных и заточных станках образуется смешанная пыль, состоящая из мелких частиц абразива и металла, загрязняющая руки и специальную одежду |
Заточник |
2г |
Душевые, ножные ванны, устройства для обеспыливания специальной одежды |
|
|
в) При приеме и раздаче инструментальной оснастки происходит загрязнение тела и специальной одежды антикоррозийной смазкой |
Раздатчик инструмента |
1б |
Душевые, ножные ванны |
|
|
30. Производственный склад |
а) Прием на склад и выдача со склада запасных частей, ремонтных материалов производится в закрытом отапливаемом помещении, связан с загрязнением тела и специальной одежды консервирующей смазкой, нанесенной на запасные части |
Кладовщик |
1б |
То же и устройства для обогревания рабочих |
|
б) Разгрузка запасных частей, ремонтных материалов с транспортных средств, раскладка их на хранение в стеллажи связаны с загрязнением рук и специальной одежды. Разгрузка запасных частей и материалов с транспортных средств производится на открытом воздухе, а в холодный период года работы при температуре до +10 °С |
Подсобный (транспортный рабочий) |
2г |
Душевые, ножные ванны, помещения для обогревания рабочих, помещения и устройства для сушки специальной одежды |
|
|
31. Внутрипроизводственный транспорт |
а) Постановка поступающих на ремонт тракторов, автомобилей, комбайнов на открытую площадку (склад ремонтного фонда) и установка машины на тележку для подачи ее на ремонт в производственный корпус производится козловым краном на открытом воздухе, а в холодный период года при температуре ниже +10°С |
Машинист крана (крановщик) |
2г |
Душевые, ножные ванны, помещения и устройства для сушки специальной одежды, помещения для обогревания рабочих |
|
б) Доставка запасных частей и материалов с производственного склада на участок комплектовки и на рабочие места сборки узлов, агрегатов и машин, вывоз утиля и отходов производства производятся электротележками, электрокарами, электропогрузчиками и т.п. |
1. Водитель (электротележки, электрокаров, погрузчиков) |
2г |
То же |
|
|
Внутрипроизводственная транспортировка, погрузка и разгрузка грузов связана с загрязнением рук и специальной одежды |
2. Транспортировщик |
2г |
Душевые, ножные ваяны, помещения и устройства для сушки специальной одежды, помещения для обогревания рабочих |
|
|
32. Уборка производственных и служебных помещений |
При уборке производственных и вспомогательных участков и служебных помещений происходит загрязнение тела и специальной одежды |
1. Уборщик производственных помещений |
1б |
Душевые, ножные ванны, помещения и устройства для сушки специальной одежды и обуви |
|
2. Уборщик служебных помещений |
1б |
То же |
||
|
33. Контроль качества продукции |
При контроле качества продукции происходит загрязнение специальной одежды, а в отдельных случаях и тела |
Контролеры всех специальностей |
1б |
Душевые, ножные ванны |
|
34. Организация производственных процессов |
При организации производственного процесса непосредственно на рабочих местах и участках происходит загрязнение рук |
Инженерно-технические работники |
1а |
Ножные ванны |
ПРИМЕЧАНИЕ: Перечень профессий рабочих и отнесение их к группам производственных процессов согласован с Министерством здравоохранения СССР (письмо № 122-4/15-4 от 14.01.83 г.) и с ВЦСПС работников сельского хозяйства (письмо № 4-895 от 25 ноября 1982 г.).
Фонды времени рабочих
7.3. Для определения численности производственных рабочих принимается эффективный (расчетный) годовой фонд времени рабочих. Эффективный годовой фонд времени рабочих определяется из номинального годового фонда времени за вычетом потерь рабочего времени из номинального фонда времени рабочих. Номинальный годовой фонд времени рабочих при 41-часовой неделе принимается 2070 часов.
Потери рабочего времени рабочих на ремонтно-обслуживающих предприятиях связаны с очередными отпусками, отпусками по учебе, беременности, с кормлением грудных детей, болезнями, сокращением рабочим днем подростков в возрасте от 16 до 18 лет и выполнением государственных обязанностей.
7.4. Эффективный годовой фонд времени для производственных рабочих ремонтно-обслуживающих предприятий приведен в табл. 15.
|
Продолжительность очередного отпуска, дни |
% потерь номинального фонда времени |
Эффективный (расчетный) фонд времени рабочего, час |
|
|
1 |
2 |
3 |
4 |
|
Приемщики ремонтного фонда, мойщики, слесари по ремонту сельскохозяйственных машин, слесари по ремонту автомобилей, работающих на дизельном топливе, комплектовщики изделий и инструмента, станочники, жестянщики, электромонтеры по обслуживанию и ремонту электрооборудования, контролеры всех специальностей, мастера, наладчики, операторы станков с программным управлением |
15 |
10 |
1860 |
|
Приемщики ремонтного фонда, мойщики, слесари по ремонту автомобилей, работающих на этилированном бензине, испытатели на герметичность, столяры, обойщики, слесари по ремонту дизельной топливной аппаратуры, слесари по ремонту сельскохозяйственных машин и автомобилей, занятые на обкатке и испытании машин и двигателей, работающих на дизельном топливе. Заправщики горючими и смазочными материалами машин, работающих на дизельном топливе, консервировщики оборудования и металлоизделий, эмульсовары, слесари-сантехники, слесари-ремонтники, занятые на техническом обслуживании и ремонте технологического и подъемно-транспортного оборудования, заточники инструмента, вулканизаторщики |
18 |
11 |
1840 |
|
Кузнецы, молотобойцы, термисты, электросварщики, газосварщики на всех видах сварки, наплавки и резки металлов, гальваники, аккумуляторщики, антикоррозийщики, медники, маляры, слесари по топливной аппаратуре, карбюраторных двигателей, работающих на этилированном бензине, слесари по ремонту автомобилей, занятые на обкатке и испытании двигателей, работающих на этилированном бензине, заправщики горючими и смазочными материалами машин, работающих на этилированном бензине. |
24 |
12 |
1820 |
Определение количества производственных и вспомогательных рабочих
7.5. Количество производственных рабочих по профессиям (за исключением указанных в п.п. 7.6; 7.7) для производственных участков, приведенных в табл. 1 настоящих норм, необходимо определять по ОНТП 14-86 (см. обязательное приложение 9).
7.6. Для кузнечного участка принимается состав бригады из расчета одного кузнеца и одного молотобойца на один молот в смену.
7.7. Количество слесарей по испытанию двигателей в смену принимается:
при размещении испытательных стендов в отдельных боксах из расчета обслуживания одним рабочим 2-х стендов;
при размещении испытательных стендов в одном помещении из расчета обслуживания одним рабочим 3-х стендов.
7.8. Количество станочников при многостаночном обслуживании следует определять по ОНТП 14-86 (см. обязательное приложение).
Нормы численности вспомогательных (подсобных) рабочих основного производства
7.9. Профессии и количество вспомогательных рабочих основного производства принимаются по нормам, приведенным в табл. 16.
|
Определяющий показатель |
Норма обслуживания на одного вспомогательного рабочего в смену |
|
|
1 |
2 |
3 |
|
Крановщики мостовых и козловых кранов, управляемых из кабины |
Количество кранов |
1* |
|
Водители напольного транспорта (электрокар, электропогрузчиков, автопогрузчиков и т.п.) |
Количество транспортных единиц |
1** |
|
Контролеры: |
||
|
участков разборки |
Количество производственных рабочих |
30 |
|
участка сборки |
То же |
25 |
|
участков восстановления деталей и слесарно-механических участков |
² |
15 |
|
прочих участков |
² |
20 |
|
Комплектовщики (кладовщики промежуточных окладов) |
Количество производственных рабочих |
40 - 50 |
|
Рабочие по приготовлению моющих растворов и обслуживанию оборудования ЦРП |
Решается в каждом конкретном случае, исходя из принятой системы приготовления и очистки моющих растворов |
|
|
Транспортные рабочие Уборщики производственных помещений |
Принимать по «Ведомственным нормативам численности вспомогательных рабочих, выполняющих транспортную группу работ и уборщиков ремонтных мастерских и заводов Госкомсельхозтехники РСФСР», утвержденным Госкомсельхозтехникой РСФСР 01.02.79 г. и согласованным республиканским комитетом профсоюза работников сельского хозяйства, (постановление № 1 от 31.01.79 г.) |
|
* Мостовыми и подвесными кранами с нижним управлением управляют рабочие участка.
** Водители напольного транспорта исполняют обязанности транспортных рабочих, если транспортируемый груз не превышает 20 кг (доставка на рабочие места инструментальной оснастки, чертежей и мелких партий деталей).
7.10. Относительные показатели процентного отношения женщин в общем количестве рабочих приведены в табл. 17.
|
% женщин в общем количестве рабочих |
|
|
1. Трактороремонтные и комбайноремонтные предприятия |
15 - 20 |
|
2. Цеха восстановления изношенных деталей |
30 - 50 |
|
3. Станции технического обслуживания |
13 - 15 |
Структура и нормы численности аппарата управления ремонтных заводов
7.11. Структура управления ремонтных заводов зависит от группы предприятия по оплате труда руководящих и инженерно-технических работников.
7.12. Ремонтные заводы относятся к группам по оплате труда руководящих и инженерно-технических работников в зависимости от среднегодовой стоимости промышленно-производственных основных фондов и эффективности их использования, численности промышленно-производственного персонала, уровня производительности труда, сложности и качества выпускаемой продукции.
7.13. Отнесение ремонтных заводов к группам по оплате труда руководящих и инженерно-технических работников производится в зависимости от общей суммы баллов (условных единиц) в соответствии с табл. 18.
|
Общая сумма баллов |
|
|
I |
Свыше 400 |
|
II |
От 220 до 400 |
|
III |
110 220 |
|
IV |
50 110 |
|
V |
15 50 |
|
VI |
5 15 |
|
VII |
2 5 |
7.14. Конкретные размеры баллов для определения их общего количества при отнесении заводов к группам для оплаты труда руководящих и инженерно-технических работников определены письмом Всесоюзного объединения «Сельхозтехника» № 103-V от 28 мая 1973 года и приведены в табл. 19.
|
Тип производства |
||||||
|
массовое и кропносерийное |
серийное |
индивидуальное и мелкосерийное |
массовое и кропносерийное |
серийное |
индивидуальное и мелкосерийное |
|
|
особо сложная продукция |
другая продукция (сложная и простая) |
|||||
|
Один миллион стоимости промышленных производственных фондов (А) |
4,9 |
5,8 |
6,8 |
3,8 |
4,6 |
5,4 |
|
Сто человек промышленно-производственного персонала (Б) |
3,0 |
3,6 |
4,2 |
2,4 |
2,8 |
3,2 |
Сумма баллов, исчисленная по показателям, указанным в табл. 19, увеличивается в зависимости от:
повышения темпов роста производительности труда по сравнению с установленными в пятилетнем плане за каждый процент (пункт) превышения - до 10 % (В);
удельного веса продукции высшей категории, при удельном весе (Г) -
10 до 20 % увеличивается до 10 %;
20 до 50 % от 10 до 20 %;
более 50 % от 10 до 30 %.
К предприятиям, выпускающим особо сложную (высшей категории) продукцию, относятся заводы и специализированные цеха по ремонту тракторов, зерновых и специальных комбайнов, автомобилей, двигателей, агрегатов шасси, топливной аппаратуры, гидросистем, автотракторного и силового электрооборудования, технологического оборудования, по восстановлению изношенных деталей, водополивной и мелиоративной техники.
К предприятиям, выпускающим сложную продукцию, относятся заводы и специализированные цеха по ремонту автотракторных прицепов и изготовлению монтажных заготовок (основание: приложение 1 к постановлению комитета Совета Министров СССР по вопросам труда и заработной платы и Секретариата ВЦСПС от 27 декабря 1972 г. № 376/35 «Показатели для отнесений предприятий машиностроительной и металлообрабатывающей промышленности к группам по оплате труда руководящих и инженерно-технических работников», п.п. 11 и 12).
7.15. Группа ремонтного завода для оплаты труда руководящих и инженерно-технических работников определяется по общей сумме баллов N, полученных как сумма всех составляющих, указанных в п. 7.15. и табл. 19 по формуле:
N = A + Б + В + Г
7.16. Структура управления ремонтных заводов в зависимости от группы предприятия по оплате труда руководящих и инженерно-технических работников приведена в табл. 20.
|
Группа предприятия по оплате труда инженерно-технических работников |
|||||
|
III |
IV |
V |
VI |
VII |
|
|
Директор |
+ |
+ |
+ |
+ |
+ |
|
Главный инженер |
+ |
+ |
+ |
- |
- |
|
Заместитель директора |
+ |
+ |
+ |
+ |
+ |
|
Юрисконсульт |
+ |
+ |
- |
- |
|
|
Отдел главного конструктора |
+ |
+ |
- |
- |
- |
|
Отдал главного технолога |
+ |
+ |
- |
- |
- |
|
Технический отдел |
- |
- |
+ |
+ |
- |
|
Производственно-диспетчерский отдел |
+ |
+ |
- |
- |
- |
|
Планово-производственный отдал |
- |
- |
+ |
+ |
- |
|
Планово-экономический отдал |
+ |
+ |
- |
- |
- |
|
Отдел главного механика |
+ |
+ |
+ |
- |
- |
|
Отдел главного энергетика |
+ |
+ |
- |
- |
- |
|
Отдел технического контроля (ОТК) |
+ |
+ |
+ |
- |
- |
|
Отдел труда и заработной платы |
+ |
+ |
+ |
- |
- |
|
Центральная заводская лаборатория (ЦЗЛ) |
+ |
+ |
+ |
- |
- |
|
Отдал материально-технического снабжения |
+ |
+ |
+ |
- |
- |
|
Отдал сбыта |
+ |
+ |
+ |
- |
- |
|
Финансовый отдел |
+ |
+ |
- |
- |
- |
|
Бухгалтерия |
+ |
+ |
- |
- |
- |
|
Бухгалтерско-финансовый отдел |
- |
- |
+ |
+ |
+ |
|
Отдел кадров и технического обучения |
+ |
+ |
+ |
- |
- |
|
Административно-хозяйственный отдел (группа) (АХО) |
+ |
+ |
+ |
+ |
- |
7.17. Численность работников аппарата управления ремонтных заводов определяют в зависимости от количества промышленно-производственных рабочих (производственных + вспомогательных), занятых на заводе согласно табл. 21.
|
Общая численность промышленно-производственных рабочих завода |
Численность аппарата управления - всего на заводе |
|
А - Б |
В - Г |
|
Для заводов, изготавливающих особо сложную продукцию |
|
|
50 - 100 |
14 - 27 |
|
101 - 150 |
27 - 33 |
|
151 - 200 |
33 - 42 |
|
201 - 250 |
42 - 49 |
|
251 - 300 |
49 - 61 |
|
301 - 400 |
61 - 77 |
|
401 - 500 |
77 - 92 |
|
501 - 600 |
92 - 110 |
|
601 - 700 |
110 - 142 |
|
701 - 800 |
142 - 157 |
|
801 - 1000 |
157 - 185 |
|
1001 - 1200 |
185 - 208 |
|
1201 - 1400 |
208 - 230 |
|
1401 - 1600 |
230 - 248 |
|
А - Б |
В - Г |
|
Для заводов, изготавливающих сложную и простую продукцию |
|
|
50 - 100 |
12 - 23 |
|
101 - 150 |
23 - 31 |
|
151 - 200 |
31 - 40 |
|
201 - 250 |
40 - 47 |
|
251 - 300 |
47 - 55 |
|
301 - 400 |
55 - 77 |
|
401 - 500 |
71 - 91 |
|
501 - 600 |
91 - 103 |
|
601 - 700 |
103 - 145 |
|
701 - 800 |
145 - 157 |
|
801 - 1000 |
157 - 180 |
|
1001 - 1200 |
180 - 205 |
|
1201 - 1400 |
205 - 230 |
|
1401 - 1600 |
230 - 246 |
|
1601 - 2000 |
246 - 300 |
|
2001 - 2400 |
300 - 360 |
|
2401 - 2600 |
360 - 390 |
|
2601 - 3000 |
390 - 450 |
|
3001 - 3400 |
450 - 510 |
7.18. Численность аппарата управления заводов, имеющих промежуточное количество рабочих (между максимальным и минимальным значением каждой группы), устанавливают расчетом на плановую численность рабочих по формуле:
![]()
где Та - расчетная численность аппарата управления;
В - наименьшая численность аппарата управления завода по нормам;
Г - наибольшая численность аппарата управления завода по нормам;
Б - наибольшее количество рабочих по нормам;
А - наименьшее количество рабочих по нормам;
С - количество рабочих, превышающее минимальную численность рабочих по нормам.
При получении в расчетах дробной численности доли 0,5 и более принимать за полную единицу.
Пример. На заводе, изготавливающем особо сложную продукцию, по полученным расчетным данным проекта 285 рабочих.
В этом случае численность аппарата управления будет:
![]()
(принимаем 57 чел.)
7.19. Численность инженерно-технических работников (ИТР) и служащих, определенную по нормам, распределяют между отделами и производственными подразделениями согласно разработанным типовым структурам для определения труда заводов.
С учетом особенностей производства и условий труда (сменность, специфика, безопасность труда и т.д.) допустимо увеличение или уменьшение численности аппарата управления до 10 %. Указанные в табл. 20 отделы создают с численностью работников не менее 4 чел.
Их возглавляет начальник отдела. При численности в отделе 10 человек и более устанавливают должность заместителя начальника отдела (в бухгалтерии при меньшей численности).
7.20. На ремонтных заводах должности начальников производственных подразделений вводят для организации выполнения программ предприятия в следующей номенклатуре:
начальник цеха - при численности рабочих в цехе свыше 125 чел.
старший мастер (начальник отделения) - при условии подчинения ему не менее трех мастеров производственных участков.
Должность начальника участка можно вводить только в особо крупных производственных цехах и на участках с большой номенклатурой изделий при условии подчинения ему не менее двух старших мастеров.
Количество мастеров следует принимать из расчета одного мастера на 20 - 25 рабочих на участке.
При количестве рабочих на участке менее 20 следует предусматривать мастера на группу участков, родственных по технологии выполняемых работ (тепловая обработка, ремонт приборов питания и электрооборудования, ремонт кабин и оперения, включая окраску и т.п.).
Количество контрольных мастеров следует принимать из расчета одного мастера на 6 - 8 человек рабочих технического контроля (контролеров).
Показатели для отнесения специализированных цехов, ремонтных мастерских, станций технического обслуживания автомобилей, тракторов, оборудования животноводческих ферм, технических обменных пунктов РАПО и машиноиспытательных станций и группам по оплате труда руководящих и инженерно-технических работников
7.21. Специализированные цеха, ремонтные мастерские, станции технического обслуживания автомобилей, тракторов, оборудования животноводческих ферм, технические обменные пункты РАПО относятся к группам по оплате труда инженерно-технических работников в зависимости от планового годового объема производства продукции (работ, услуг) по показателям, приведенным в табл. 22.
|
Группа по оплате труда |
|||
|
I |
II |
III |
|
|
годовой объем производства продукции (работ, услуг) по плану (тыс. руб.) |
|||
|
Специализированный цех (мастерская) |
Свыше 800 |
От 500 до 800 |
От 50 до 500 |
|
Станции технического обслуживания автомобилей, машинно-тракторного парка, оборудования животноводческих ферм |
- |
Свыше 200 |
От 20 до 200 |
|
Технический обменный пункт |
- |
Свыше 400 |
От 50 до 400 |
Примечание. Технические обменные пункты относятся к группам по оплате труда работников по объему обменных операций (тыс. руб.)
7.22. Оплата труда руководящих и инженерно-технических работников машиноиспытательных станций производится по следующим группам:
II - машиноиспытательные станции являются головными в испытании важнейшей сельскохозяйственной техники или головными в испытании сельскохозяйственной техники в почвенно-климатической зоне;
III - остальные машиноиспытательные станции.
7.23. Численность инженерно-технических работников специализированных цехов определяют в зависимости от годового объема производства по табл. 23.
|
Перечень руководящих, инженерно-технических работников и служащих |
Годовой объем производства, тыс. руб. |
||
|
свыше 800 |
от 500 до 800 |
до 500 |
|
|
Начальник цеха |
1 |
1 |
1 |
|
Зам. начальник цеха |
1 |
- |
- |
|
Старший инженер |
1 |
1 |
1 |
|
Старший инженер-технолог |
1 |
1 |
- |
|
Инженер-технолог |
2 |
1 |
1 |
|
Инженер по нормированию |
1 |
1 |
- |
|
Техник по труду |
1 |
1 |
1 |
|
Старший инженер дефектовочно-комплектовочного участка |
1 |
1 |
- |
|
То же, инженер |
1 |
1 |
1 |
|
Инженер по приему ремонтного фонда и выдаче готовой продукции |
1 |
1 |
- |
|
Мастер по ремонту |
1 на 35 рабочих |
||
|
Сменный инженер |
1 для второй смены |
||
|
Инженер-конструктор |
2 |
1 |
- |
|
Ст. инженер-контролер |
1 |
- |
- |
|
Инженер-контролер |
1 |
1 |
1 |
|
Техник-контролер |
1 |
1 |
1 |
|
Старший бухгалтер |
1 |
- |
- |
|
Бухгалтер |
1 |
1 |
1 |
|
Инженер-экономист |
1 |
1 |
- |
7.24. Структуру и численность руководящих и инженерно-технических работников для станций технического обслуживания автомобилей определяют в зависимости от годового объема производства по табл. 24.
|
Перечень руководящих и инженерно-технических работников и служащих |
Плановый годовой объем производства в тыс. руб. |
||
|
от 276 до 400 |
от 151 до 275 |
от 100 до 150 |
|
|
Начальник станции |
1 |
1 |
1 |
|
Старший инженер-технолог |
1 |
1 |
1 |
|
Инженер-технолог |
1 |
1 |
1 |
|
Инженер-диспетчер |
1 |
- |
- |
|
Инженер по нормированию труда |
1 |
1 |
- |
|
Техник по труду |
- |
- |
1 |
|
Инженер по диагностированию технического состояния автомобилей |
1 |
1 |
- |
|
Техник по диагностированию |
- |
- |
1 |
|
Ст. бухгалтер (бухгалтер) |
1 |
1 |
1 |
|
Экономист |
1 |
- |
- |
|
Старший инженер-контролер |
1 |
1 |
- |
|
Контрольный мастер |
- |
- |
1 |
|
Кроме того, дополнительно вводятся: |
|||
|
Инженер-энергетик |
1 |
1 |
- |
|
(для станций, созданных не на территории райобъединения) |
|||
|
Сменный инженер-технолог |
По одному на вторую и третью смены |
||
|
Инженер (техник)-технолог по диагностированию технического состояния автомобилей |
По одному на вторую и третью смены |
||
|
Мастер по ремонту |
На каждые 35 рабочих |
||
|
Техник-контролер |
По одному на вторую и третью смены |
||
Примечания:
1. Для станций технического обслуживания автомобилей с объемом производства свыше 400 тыс. руб. в год штаты утверждаются руководителем РАПО в индивидуальном порядке в пределах утвержденного фонда зарплаты и предельных ассигнований на содержание аппарата управления.
2. Штаты для станций технического обслуживания автомобилей с объемом работ от 50 до 100 тыс. руб. утверждаются руководителем РАПО в индивидуальном порядке с численностью инженерно-технических работников и служащих не более 3 человек.
7.25. Структуру и численность руководящих и инженерно-технических работников для станций технического обслуживания тракторов определяют в зависимости от годового объема работ по табл. 25.
|
Перечень руководящих, инженерно-технических работников и служащих |
Плановый годовой объем в тыс. руб. |
|
|
Свыше 200 |
от 50 до 200 |
|
|
Начальник станции |
1 |
1 |
|
Старший инженер-технолог |
1 |
- |
|
Инженер-технолог |
- |
1 |
|
Старший инженер дефектовочно-комплектовочного участка |
1 |
- |
|
Инженер дефектовочно-комплектовочного участка |
- |
1 |
|
Инженер по нормированию труда |
1 |
- |
|
Техник по труду |
- |
1 |
|
Бухгалтер |
1 |
- |
На каждую передвижную диагностическую установку вводится должность инженера по диагностике машинно-тракторного парка.
Примечание:
При объеме работ по техническому обслуживанию менее 50 тыс. руб. станция не создается.
7.26. Структуру и численность руководящих и инженерно-технических работников для технических обменных пунктов определяют от годового объема обменных операций по табл. 26.
|
Перечень руководящих, инженерно-технических работников и служащих |
Плановый объем обменных операций в год, тыс. руб. |
||
|
от 400 и выше |
от 201 до 400 |
200 |
|
|
Заведующий техническим обменным пунктом |
1 |
1 |
1 |
|
Инженер |
1 |
- |
- |
|
Старший техник |
1 |
1 |
- |
8. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
8.1. При разработке мероприятий по охране окружающей природной среды необходимо руководствоваться требованиями природоохранного законодательства - постановлением ПК КПСС и Совета Министров СССР от 1 декабря 1978 г. № 984 «О дополнительных мерах по усилению охраны природы и улучшению использования природных ресурсов», постановлением Верховного Совета СССР от 3 июля 1985 г. «О соблюдении требований законодательства об охране природы и рациональном использовании природных ресурсов», а также нормативно-технической документацией по охране атмосферного воздуха, поверхностных вод и почв от загрязнения (Сборник законодательных и методических документов для экспертиз» воздухоохранных мероприятий, Л., Гидрометеоиздат, 1986).
Основные мероприятия по охране окружающей среды при разработке технологической части проектов ремонтно-обслуживающих предприятий должны предусматривать: применение прогрессивной малоотходной технологии ремонта машин, агрегатов и восстановления изнеженных деталей;
замену вредных веществ в производстве менее вредными, сухих способов обработки пылящих изделий - мокрыми;
применение малошумного оборудования и инструмента;
создание местных индивидуально-отсасывающих устройств для отсоса (удаления) вредных выделений выхлопных газов, паров и аэрозолей из зоны обработки изделий на участках: испытания двигателей и машин, сварочно-наплавочном, медницко-радиаторном, полимерном, окрасочном, гальваническом, термическом, кузнечном, деревообрабатывающем, заточки инструмента и от моечно-очистного оборудования;
очистку производственных стоков от загрязнений в местных и общих очистных сооружениях от моечно-очистного, окрасочного, гальванического и другого оборудования с устройствами оборотного водоснабжения этого оборудования.
Защита от шума
8.2. При проектировании вновь строящихся, расширяемых и технически перевооружаемых ремонтно-обслуживающих предприятий следует предусматривать мероприятия по предотвращению вредного воздействия шума внутри помещения и на территории предприятия, если его уровень превышает допустимые пределы, предусмотренные ГОСТ 12.1.0003-83 «Система стандартов безопасности труда. Шум. Общие требования безопасности».
8.3. Определение общего шума в расчетных точках производственных участков ремонтно-обслуживающих предприятий должно производиться в соответствии с методикой, изложенной в СНиП II-12-77 «Защита от шума».
8.4. Шумовые характеристики технологического оборудования и механизированного инструмента приведены в табл. 27. На оборудование, не вошедшее в табл. 27, шумовые характеристики следует принимать по техническим паспортам предприятий-изготовителей оборудования или определять путем натурных замеров на действующих предприятиях.
8.5. По результатам расчетов, в случае превышения допустимых уровней звукового давления по ГОСТ 12.1.003-78, необходимо разработать систему мероприятий по ограничению шума от технологических процессов и оборудования на производственных участках ремонтно-обслуживающих предприятий. При этом следует руководствоваться требованиями СНиП II-12-77 «Защита от шума» и методическими указаниями по определению уровней шума и выбору противошумных мероприятий при проектировании цехов автомобильных и подшипниковых заводов (Москва, Гипроавтопром, 1968 г.).
|
Тип, маска, модель, условие измерения |
Средний уровень звукового давления, дБ в октавных полосах частот, Гц |
Общий уровень звука, дБА |
|||||||||
|
63 |
125 |
250 |
500 |
1000 |
2000 |
4000 |
8000 |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
Металлорежущее, разное технологическое оборудование |
|||||||||||
|
Токарные станки |
Среднетиповой спектр |
78 ± 4 |
80 ± 5 |
84 ± 4 |
85 ± 5 |
85 ± 6 |
84 ± 5 |
80 ± 5 |
80 ± 5 |
||
|
Станок токарно-винторезный |
1КБ2Т |
50 |
50 |
68 |
72 |
73 |
63 |
61 |
56 |
80 |
|
|
Автоматы токарные |
Среднетиповой спектр |
82 ± 3 |
88 ± 3 |
85 ± 3 |
87 ± 3 |
87 ± 3 |
86 ± 3 |
86 ± 4 |
84 ± 4 |
||
|
Станок точильно-шлифовальный |
3Б634 |
80 |
87 |
88 |
87 |
85 |
89 |
91 |
93 |
97 |
|
|
Станки шлифовальные |
Среднетиповой спектр |
84 ± 4 |
85 ± 4 |
87 ± 5 |
94 ± 1 |
97 ± 0 |
94 ± 1 |
88 ± 4 |
86 ± 1 |
||
|
Станок плоскошлифовальный |
3Е722 |
84 |
85 |
87 |
94 |
97 |
94 |
88 |
86 |
||
|
Станки заточные |
Среднетиповой спектр |
78 ± 4 |
85 ± 2 |
85 ± 2 |
84 ± 3 |
85 ± 3 |
81 ± 1 |
81 ± 3 |
80 ± 3 |
||
|
Фрезерные станки |
675П |
60 |
65 |
73 |
82 |
82 |
80 |
77 |
69 |
||
|
То же |
6Р82 |
68 |
76 |
79 |
90 |
82 |
83 |
84 |
81 |
||
|
- ² - |
6Р12К |
64 |
60 |
62 |
70 |
79 |
79 |
86 |
84 |
||
|
- ² - |
6Р13К |
76 |
75 |
73 |
83 |
88 |
82 |
76 |
68 |
||
|
- ² - |
6Н13П |
64 |
70 |
74 |
72 |
78 |
74 |
72 |
63 |
||
|
- ² - |
6Р81 |
65 |
70 |
76 |
80 |
76 |
73 |
70 |
58 |
||
|
- ² - |
6М12П |
66 |
70 |
71 |
78 |
79 |
76 |
72 |
75 |
||
|
- ² - |
6Н83 |
71± |
74± |
82± |
83-3 |
82± |
89+7 |
65± |
65± |
90 |
|
|
Станки строгальные и расточные |
Среднетиповой спектр |
74±3 |
80±3 |
82±3 |
80±3 |
79±3 |
82±3 |
78±3 |
73±3 |
||
|
Станки координатно-расточные |
То же |
66±1 |
66±2 |
71±2 |
75±2 |
74±3 |
71±2 |
64±2 |
57±2 |
||
|
Станки долбежные |
- ² - |
75±3 |
78±2 |
79±2 |
80±2 |
79±2 |
77±2 |
72±3 |
63±3 |
||
|
Ножницы фрезерно-отрезные |
МП175; 8Б67 холостой ход |
84 |
90 |
89 |
93 |
94 |
92 |
82 |
80 |
||
|
То же |
Медленная подача |
82 |
90 |
92 |
102 |
97 |
97 |
87 |
82 |
||
|
- ² - |
Быстрая подача |
73 |
80 |
84 |
84 |
84 |
80 |
76 |
70 |
||
|
Гидропрессы усилием 20 т |
Среднетиповой спектр |
70 |
75 |
78 |
71 |
68 |
67 |
64 |
68 |
||
|
Гидропрессы усилием 30 т |
То же |
65 |
60 |
68 |
88 |
73 |
62 |
58 |
53 |
||
|
Гидропрессы усилием 60 т |
- ² - |
68 |
65 |
71 |
91 |
75 |
68 |
65 |
64 |
||
|
Гидропрессы усилием 100 т |
- ² - |
81 |
88 |
91 |
78 |
89 |
88 |
88 |
86 |
||
|
Гидропрессы усилием 160 т |
- ² - |
90 |
93 |
95 |
94 |
94 |
90 |
90 |
88 |
||
|
Молот ковочный пневматический |
М-4129А |
100 |
92 |
94 |
96 |
95 |
90 |
86 |
80 |
98 |
|
|
Ковка ручная |
Наковальня |
80 |
84 |
83 |
82 |
86 |
107 |
100 |
98 |
99 |
|
|
Трансформаторы сварочные |
Среднетиповой спектр |
85±3 |
90±3 |
90±3 |
92±3 |
89±1 |
86±2 |
84±3 |
87±3 |
||
|
Машина точечной сварки |
МТП-75-9 |
84 |
90 |
91 |
91 |
92 |
90 |
89 |
94 |
||
|
Сварка газовая |
55 |
62 |
60 |
76 |
78 |
75 |
75 |
76 |
84 |
||
|
Автоматы высадочные |
Среднетиповой спектр |
87±3 |
88±3 |
89±3 |
97±0 |
89±0 |
86±3 |
89±0 |
76±4 |
||
|
Ручная рихтовка кузова |
87 |
90 |
94 |
95 |
96 |
91 |
83 |
77 |
99 |
||
|
Пиление древесины |
Пила дисковая |
86 |
87 |
90 |
92 |
93 |
100 |
97 |
90 |
104 |
|
|
Строгание древесины |
Станок СР 6-7 |
80 |
78 |
92 |
98 |
99 |
96 |
87 |
85 |
100 |
|
|
Выбивные решетки |
Среднетиповой спектр |
96±4 |
104±2 |
104±2 |
105±7 |
104±4 |
102±3 |
99±3 |
95±3 |
||
|
Машина литья под давлением |
То же |
81±3 |
86±2 |
84±3 |
86±2 |
85±3 |
81±3 |
80±3 |
75±3 |
||
|
Литейные бегуны |
То же |
93±2 |
93±3 |
97±1 |
89±2 |
86±2 |
85±2 |
83±3 |
79±3 |
||
|
Смешивающие бегуны |
- ² - |
92±3 |
89±2 |
89±2 |
87±3 |
84±2 |
78±2 |
75±2 |
70±3 |
||
|
Шаровые мельницы |
- ² - |
93±4 |
94±3 |
95±4 |
95±3 |
96±3 |
88±4 |
82±4 |
75±5 |
||
|
Вибромельницы |
- ² - |
87±3 |
81±3 |
78±4 |
81±4 |
85±3 |
87±3 |
88±3 |
84±3 |
||
|
Формовочные машины |
- ² - |
97±3 |
99±3 |
100±3 |
99±3 |
98±3 |
97±3 |
96±2 |
96±4 |
||
|
Барабан галтовочный диаметром 0,6 м |
Под кожухом |
87 |
92 |
98 |
99 |
93 |
98 |
102 |
102 |
||
|
Барабан галтовочный диаметром 0,9 м |
Под кожухом |
84 |
92 |
91 |
93 |
93 |
90 |
88 |
86 |
||
|
Ванна ультразвуковая |
УЗВ-ЛП-67 |
81 |
76 |
75 |
82 |
81 |
85 |
90 |
102 |
||
|
То же |
УЗМ-10 |
89 |
87 |
84 |
89 |
86 |
89 |
94 |
107 |
||
|
Ванна ультразвуковая |
УЗГ |
73 |
73 |
73 |
92 |
105 |
112 |
124 |
- |
||
|
Таль электрическая |
ТЭЗ-511 |
подъем |
78 |
63 |
72 |
71 |
71 |
71 |
65 |
54 |
74 |
|
спуск |
68 |
62 |
63 |
64 |
66 |
65 |
56 |
45 |
70 |
||
|
Гидроподъемник |
П112 |
78 |
81 |
84 |
86 |
85 |
83 |
80 |
70 |
66 |
|
|
Станок для расточки то тормозных колодок |
Р-114 |
84 |
85 |
86 |
87 |
91 |
87 |
86 |
80 |
94 |
|
|
Станок для разборки и сборки рессор |
Р-275 |
53 |
58 |
55 |
50 |
43 |
41 |
36 |
26 |
60 |
|
|
Станок для рихтовки рессорных листов |
ЦКБ-2470 |
72 |
76 |
73,5 |
69,5 |
70 |
66 |
64 |
55 |
74 |
|
|
Ручная рихтовка рессор |
78 |
80 |
84 |
87 |
98 |
106 |
98 |
96 |
104 |
||
|
Стенд для сборки и регулировки сцеплений |
Р-724 |
44 |
45 |
46 |
49 |
52 |
56 |
60 |
59 |
63 |
|
|
Стенд для сборки и регулировки креплений |
Р-207 |
63 |
64 |
56 |
55 |
57 |
70 |
74 |
71 |
74 |
|
|
Стенд для демонтажа колес |
Ш-501М |
63 |
72 |
70,5 |
70 |
67,5 |
64 |
56 |
53 |
74 |
|
|
Стенд контрольно-испытательный для проверки АТЭ |
532М |
72 |
79 |
80 |
88 |
82 |
82 |
73 |
68 |
91 |
|
|
Гайковерты |
ГОСТ 10210-74 |
110 |
103 |
97 |
106 |
103 |
101 |
99 |
97 |
108 |
|
|
Пневмогайковерт |
ИП-3103 |
69 |
70 |
78 |
94 |
97 |
92 |
96 |
96 |
103 |
|
|
Машины сверлильные |
ГОСТ 10212-68, ГОСТ 8524-73 |
110 |
103 |
97 |
94 |
91 |
92 |
102 |
100 |
105 |
|
|
Машины шлифовальные |
ГОСТ 12634-67, ГОСТ 11096-73 |
110 |
103 |
105 |
93 |
101 |
93 |
100 |
101 |
108 |
|
|
Дрель электрическая |
С-480 |
62 |
61 |
68 |
74 |
78 |
85 |
83 |
82 |
93 |
|
|
Дрель электрическая |
С-437А, С-473А |
64 |
69 |
70 |
71 |
76 |
88 |
89 |
90 |
91 |
|
|
Станки зубодолбежные |
Среднетиповой спектр |
75 |
82 |
82 |
85 |
78 |
75 |
71 |
65 |
- |
|
|
Станки вертикально-сверлильные |
- ² - |
81±3 |
82±3 |
83±7 |
86±3 |
85±4 |
84±3 |
90±3 |
84±4 |
- |
|
|
Станок вертикально-сверлильный |
2Н118 |
103 |
96 |
91 |
88 |
85 |
83 |
84 |
80 |
72 |
|
|
Электроэрозионный станок |
87 |
86 |
84 |
86 |
85 |
87 |
93 |
102 |
- |
||
|
Анодно-механический станок |
4А821 |
70 |
83 |
80 |
84 |
80 |
84 |
83 |
79 |
- |
|
|
Ножницы листовые |
Среднетиповой спектр |
92±3 |
95±3 |
94±3 |
95±3 |
95±2 |
90±3 |
93±2 |
92±2 |
- |
|
|
Всасывающие воздуховоды |
Компрессов 202 ВП-10/8 |
120 |
117 |
104 |
102 |
97 |
90 |
86 |
84 |
||
|
То же |
То же ВП-20/8М |
119 |
118 |
109 |
102 |
94 |
87 |
83 |
83 |
||
|
- ² - |
- ² - 205ВП-30/8 |
121 |
127 |
117 |
108 |
100 |
94 |
90 |
89 |
||
|
- ² - |
- ² - ВП-50/8 |
122 |
124 |
115 |
110 |
99 |
98 |
94 |
92 |
||
|
Выхлопные воздуховоды |
- ² - 202ВП-10/8 |
112 |
132 |
92 |
95 |
108 |
110 |
105 |
106 |
||
|
То же |
- ² - ВП-20/8М |
104 |
111 |
104 |
102 |
110 |
107 |
105 |
105 |
||
|
- ² - |
- ² - 205 ВП-30/8 |
106 |
108 |
117 |
115 |
109 |
106 |
107 |
|||
|
- ² - |
- ² - ВП-50/8 |
106 |
108 |
117 |
118 |
115 |
109 |
106 |
107 |
||
|
Станки карусельные |
Среднетиповой спектр |
87±3 |
90±3 |
93±3 |
93±3 |
89±5 |
90±3 |
87±3 |
80±3 |
||
|
Станки зубострогальные |
- ² - |
72 |
73 |
83 |
79 |
73 |
73 |
67 |
64 |
||
|
Обкатка двигателей |
|||||||||||
|
А-О1М |
1700 об/мин |
109 |
103 |
94 |
96 |
99 |
98 |
97 |
92 |
103 |
|
|
СМД-17 |
Работы под нагрузкой, система отвода выхлопных газов технологическая |
84 |
83 |
86 |
88 |
87 |
84 |
79 |
76 |
- |
|
|
ТМЗ-238 |
Работа под нагрузкой, система отвода выхлопных газов технологическая |
116 |
105 |
109 |
109 |
104 |
102 |
97 |
92 |
111 |
|
|
Д-54 |
То же |
109 |
101 |
102 |
101 |
100,5 |
101 |
88 |
76 |
105 |
|
|
ЯМЗ-340 |
² |
118 |
107 |
116 |
112 |
107 |
101 |
99 |
92 |
113 |
|
|
Окраска кузова |
Пульверизатор |
53 |
52 |
57 |
60 |
68 |
68 |
75 |
80 |
88 |
|
|
Обкатка двигателей Д-21А |
1800 об/мин |
89 |
87 |
87,5 |
92 |
96 |
92,5 |
86,5 |
84 |
99,4 |
|
|
То же Д-37Е |
1800 об/мин |
87 |
88 |
85 |
87 |
88 |
90 |
87 |
83,5 |
94,5 |
|
|
- ² - Д-48 |
1600 об/мин |
95,5 |
94 |
93 |
90 |
90 |
88 |
83 |
75 |
96 |
|
|
- ² - Д-50 |
1700 об/мин |
94 |
93 |
92,5 |
92,5 |
94 |
90,5 |
86,5 |
81 |
97,7 |
|
|
- ² - Д-60Н |
1800 об/мин |
95,5 |
88,5 |
86 |
88,5 |
94 |
91,5 |
82 |
75,5 |
97,5 |
|
|
- ² - Д-114 |
2200 об/мин |
99,5 |
85 |
92 |
93 |
94 |
97,5 |
90 |
90 |
101,5 |
|
|
- ² - Д-160 |
2200 об/мин |
81 |
93,5 |
96 |
94 |
98 |
97,5 |
91 |
88,5 |
102,5 |
|
|
- ² - Д-240 |
1700 об/мин |
93,7 |
85,3 |
91 |
92,2 |
95,6 |
92,5 |
84,6 |
78,5 |
99 |
|
|
- ² - СМД-14 |
1700 об/мин |
94,5 |
88,5 |
89 |
87 |
89,5 |
87,5 |
85,5 |
83 |
94,5 |
|
|
- ² - А-41 |
1750 об/мин |
96 |
86,5 |
85,5 |
91,5 |
92 |
91 |
85,5 |
81 |
96,7 |
|
|
- ² - ЯМЗ-236 |
94 |
101 |
96 |
98 |
103 |
100 |
91 |
85 |
105 |
||
|
- ² - ПД-10 |
под нагрузкой |
95 |
102 |
99 |
104 |
99 |
100 |
95 |
90 |
105 |
|
|
Гайковерт |
ЭК-2 |
92 |
91 |
90 |
86 |
93 |
91 |
93 |
82 |
98 |
|
|
Дрель пневматическая |
64-4-002 |
74 |
78 |
78 |
92 |
90 |
98 |
98 |
100 |
108 |
|
|
Ножницы ручные электрические, кромкорезы, бороздоделы |
ГОСТ 14294-69, ОТУ-22-1816-69 |
110 |
103 |
97 |
103 |
106 |
108 |
108 |
107 |
114 |
|
|
Пилы дисковые, рубанки, долбежники |
ГОСТ 11094-73; ГОСТ 8306-73 |
110 |
103 |
97 |
103 |
105 |
105 |
107 |
107 |
113 |
|
|
Станок настольный сверлильный |
2М112 |
99 |
92 |
86 |
83 |
80 |
78 |
76 |
74 |
85 |
|
|
Солидолонагнетатель |
390М |
68 |
59 |
66 |
72 |
70,5 |
69,5 |
66 |
54 |
74 |
|
|
Солидолонагнетатель |
1127М |
67 |
67 |
72 |
75 |
73 |
74 |
78 |
67 |
82 |
|
|
Клепальный молоток |
ГОСТ 14633-69 |
110 |
124 |
122 |
121 |
115 |
110 |
110 |
110 |
122 |
|
|
Мощность, кВт |
Частота вращения, об/мин |
Общий уровень звука, дБА |
Уровни звукового давления, дБ, в среднегеометрических частотах октавных полос, Гц |
||||||||
|
63 |
125 |
250 |
500 |
1000 |
2000 |
4000 |
8000 |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
Электродвигатели |
|||||||||||
|
АО-31-4 |
1,0 |
1390 |
72 |
- |
- |
- |
- |
- |
- |
- |
- |
|
П-11 |
1,0 |
3900 |
84 |
- |
- |
- |
- |
- |
- |
- |
- |
|
ПН-10 |
2,28 |
2800 |
88 |
- |
- |
- |
- |
- |
- |
- |
- |
|
П-42/41 |
4,5/3,2 |
1500 |
76 |
51 |
68 |
73 |
66 |
74,5 |
68 |
71 |
70 |
|
АО-42-2 |
4,5 |
2870 |
77 |
- |
- |
- |
- |
- |
- |
- |
- |
|
АОЛ-52-6 |
4,5 |
930 |
76 |
- |
- |
- |
- |
- |
- |
- |
- |
|
А-62-6 |
6,0 |
930 |
80 |
- |
- |
- |
- |
- |
- |
- |
- |
|
АОЛ-52-4 |
7,0 |
1440 |
80 |
- |
- |
- |
- |
- |
- |
- |
- |
|
П-52/51 |
8,0/6,0 |
1500 |
78 |
65 |
64 |
76 |
78 |
74 |
66 |
60 |
57 |
|
А-52-2 |
8,0 |
2850 |
86 |
- |
- |
- |
- |
- |
- |
- |
|
|
П-52 |
9,0 |
1500 |
78 |
- |
- |
- |
- |
- |
- |
- |
- |
|
П-42 |
10,0 |
4000 |
87 |
- |
- |
- |
- |
- |
- |
- |
- |
|
А-61-2 |
11,0 |
2900 |
95 |
- |
- |
- |
- |
- |
- |
- |
- |
|
П-62/61 |
14,0/11,0 |
1500 |
75 |
52 |
61 |
67 |
63,5 |
66 |
61 |
70 |
70 |
|
А-81/6 |
19,0 |
955 |
81 |
- |
- |
- |
- |
- |
- |
- |
- |
|
АМ-72-4 |
19,0 |
1430 |
88 |
65 |
65 |
79 |
76 |
79 |
81 |
68 |
54 |
|
А81-4 |
25,0 |
1435 |
84 |
- |
- |
- |
- |
- |
- |
- |
- |
|
П-72М |
25,0 |
1450 |
77 |
67 |
69 |
71 |
69 |
67 |
61 |
53 |
49 |
|
АМ-81-4 |
25,0 |
1485 |
86 |
69 |
77 |
85 |
81 |
76 |
74,5 |
70 |
65 |
|
П-81М |
32,0 |
1500 |
80 |
69 |
73 |
72 |
71 |
69 |
64 |
60 |
51 |
|
П-82 |
43,0 |
1450 |
92 |
- |
- |
- |
- |
- |
- |
- |
- |
|
П-82М |
43,0 |
1450 |
84 |
89,5 |
80 |
83 |
73,5 |
71 |
69 |
63,5 |
- |
|
АМ-101-4 |
55,0 |
1465 |
99 |
72 |
88 |
85 |
94 |
87 |
72 |
74 |
72 |
|
А-102-6 |
70,0 |
975 |
88 |
- |
- |
- |
- |
- |
- |
- |
- |
Производственные выбросы вредных веществ в помещение и атмосферу
8.6. Производственные выбросы вредных веществ в помещение и атмосферу на ремонтно-обслуживающих предприятиях выделяются от технологических процессов и оборудования на следующих производственных и вспомогательных участках:
разборочно-моечном - при мойке, очистке машин, узлов, агрегатов и деталей нагретыми синтетическими моющими растворами;
гальваническом - при химической и электролитической обработке металлических изделий;
сварочно-наплавочном - при ремонте и восстановлении деталей машин различными методами сварки, наплавки и напыления;
кузнечно-термическом - при кузнечной и термической обработке металлических изделий;
медницко-радиаторном - при ремонте радиаторов, топливных баков, воздухоочистителей топливных фильтров и других изделий методами пайки и лужения оловянно-свинцовистыми соединениями и газовой сварки;
полимерном - при заделке трещин в корпусных деталях эпоксидными смолами и изготовлении деталей машин из полимерных материалов;
окрасочном - при обезжиривании, нанесении лакокрасочных покрытий и сушки изделий;
ремонта и испытания топливной аппаратуры и гидросистемы - выделение паров горючесмазочных материалов;
обкатки и испытания двигателей - выбросы выхлопных газов;
ремонта и зарядки аккумуляторных батарей - выделение аэрозолей свинца, паров кислот и щелочей;
механическом - образование металлической абразивной пыли при сухой механической обработке металла;
шиномонтажном - образование резиновой пыли и паров растворителей клея при зачистке и вулканизации камер для резиновых колес;
деревообрабатывающем - образование древесной пыли при обработке древесины;
консервации и упаковки изделий - выделение паров консервирующей смазки;
химико-технологической лаборатории - выделение паров и аэрозолей при химическом анализе составов моющих растворов, горючесмазочных, лакокрасочных и других материалов;
8.7. Производственные выбросы вредных веществ в помещения и атмосферу от технологических процессов и оборудования на ремонтно-обслуживающих предприятиях не должны превышать допустимых концентраций, предусмотренных ГОСТ 12.1.005-76 и СН 245-71.
8.8. Общая масса вредных веществ, выделяемых в производственные помещения и атмосферу от технологических процессов и оборудования, должна рассчитываться для каждого вредного вещества, присутствующего в производственных выбросах.
Для определения состава и качества вредных выбросов в помещения и атмосферу от технологических процессов и оборудования необходимо использовать «Удельные показатели характеристик загрязнений, выделяемых в атмосферу предприятиями Госкомсельхозтехники СССР», согласованные с Госкомгидрометом СССР 12.09.84 г. и утвержденные Госкомсельхозтехникой СССР 13.09.84 г.
По результатам расчетов фактических концентраций вредных выбросов в помещение и атмосферу, в случае их превышения допустимых пределов по ГОСТ 12.1.005-76 и СН 245-71, необходимо в проектах разрабатывать систему мероприятий по их уменьшению и утилизации до допустимых концентраций по санитарным нормам.
Для разработки системы мероприятий необходимо использовать «Рекомендации по уменьшению вредных выбросов в атмосферу на предприятиях Госагропрома СССР (специализированные ремонтные предприятия и заводы)», утвержденные Госагропромом СССР 09.04.86 г.
Производственные стоки отработанных растворов и жидкостей
8.9. Производственные стоки отработанных растворов и жидкостей на ремонтно-обслуживающих предприятиях образуются от технологических процессов и оборудования на следующих производственных и вспомогательных участках:
разборочно-моечном - отработанные моющие растворы после наружной мойки машин, мойки и очистки (выварки) агрегатов и деталей;
медницко-радиаторном - отработанная техническая вода, используемая для проверки на герметичность радиаторов и топливных баков;
обкатки и испытания двигателей - отработанная техническая вода, используемая для охлаждения двигателей;
гальваническом - отработанные обезжиривающие, электролитические и ополаскивающие растворы;
окрасочном - отработанные обезжиривающие растворы и эмульсоуносящая вода;
механическом - отработанная охлаждающая жидкость (эмульсолы);
компрессорной - отработанная техническая вода, используемая для охлаждения компрессоров;
кузнечном и термическом - отработанные жидкости, используемые для закалки изделий и охлаждения инструмента;
централизованного приготовления, раздачи и очистки моющих растворов и охлаждающих жидкостей - отработанные моющие и охлаждающие растворы, не пригодные для дальнейшей очистки и повторного использования.
8.10. Производственные стоки от технологических процессов и оборудования на ремонтно-обслуживающих предприятиях по характеру загрязнений делятся на:
кислотно-щелочные и содержащие ионы тяжелых металлов (гальванический, разборочно-моечный и окрасочный участки при подготовке поверхности);
содержащие хром (гальванический участок);
содержащие нефтепродукты и взвеси (разборочно-моечные участки);
содержащие незначительные загрязнения по взвесям (от испытательных стендов, от ванн проверки на герметичность, от охлаждения оборудования).
Состав и концентрации загрязнений в сточных водах технологического оборудования приведены в табл. 28.
На оборудование, не вошедшее в табл. 28, характеристики загрязнений стоков следует принимать по паспортным или эксплуатационным данным оборудования.
8.11. Производственные сточные воды, не удовлетворяющие требованиям ПДК, приведенным в СНиП 2.04.03-84 «Канализация. Наружные сети и сооружения» подвергаются предварительной очистке и обработке. Очистка должна проводиться с учетом максимально-возможного их повторного использования.
При организации систем оборота и повторного использования стоков необходимо руководствоваться «Техническими требованиями к качеству воды для технологических процессов на предприятиях Госкомсельхозтехники СССР», утвержденными Госкомсельхозтехникой СССР 15 октября 1984 г.
|
Оборудование |
Исходный состав раствора |
Стоки |
Примечание |
||||
|
Режим сброса |
Состав |
Концентрация, г/л |
Температура, °С |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Гальванический участок |
|||||||
|
Промывка в горячей воде после хромирования |
Ванна |
Вода питьевая ГОСТ 2874-82 |
Непрерывно |
Хромовый ангидрид, |
0,005 |
Маточный раствор |
|
|
серная кислота, |
0,025 |
60 |
Нейтрализуется в ванне |
||||
|
железо |
0,002 |
||||||
|
Промывка в холодной воде после хромирования |
Ванна |
Вода питьевая ГОСТ 2874-82 |
Непрерывно |
Хромовый ангидрид, |
0,005 |
||
|
серная кислота, |
0,02 |
25 |
|||||
|
железо |
0,0005 |
||||||
|
Промывка в горячей воде после травления |
Ванна |
Вода питьевая ГОСТ 2874-82 |
Непрерывно |
Серная кислота, |
0,75 |
Маточный раствор. Нейтрализуется в ванне травления |
|
|
железный купорос |
0,3 |
60 |
|||||
|
Промывка в холодной вода после травления |
Ванна |
Вода питьевая ГОСТ 2874-82 |
Непрерывно |
Серная кислота, |
0,1 |
||
|
железный купорос |
0,05 |
25 |
|||||
|
Осталивание |
Ванна |
Вода питьевая ГОСТ 2874-82 |
1 раз в месяц |
Хлористое железо, |
20,0 |
||
|
соляная кислота |
0,1 |
25 |
|||||
|
Промывка в горячей воде после осталивания |
Ванна |
Вода питьевая ГОСТ 2874-82 |
1 раз в месяц |
Хлористое железо, |
0,15 |
||
|
соляная кислота |
0,02 |
60 |
|||||
|
Промывка в холодной воде после осталивания |
Ванна |
Вода питьевая |
Непрерывно |
Хлористое железо, |
0,05 |
||
|
соляная кислота |
2,0 |
25 |
|||||
|
Электролитическое обезжиривание |
Ванна |
Вода питьевая |
1 раз в месяц |
Сода кальцинированная, |
5,0 |
||
|
сода каустическая, |
7,0 |
25 |
|||||
|
жидкое стекло, |
1,5 |
||||||
|
нефтепродукты |
3,0 |
||||||
|
Промывка в горячей воде после обезжиривания |
Ванна |
Вода питьевая |
Непрерывно |
Сода кальцинированная, |
0,012 |
||
|
сода каустическая, |
0,016 |
60 |
|||||
|
жидкое стекло |
0,004 |
||||||
|
Нейтрализация деталей |
Ванна |
Вода питьевая |
1 раз в неделю |
Сода кальцинированная |
2 |
||
|
Окрасочный участок |
|||||||
|
Подготовка поверхности: |
|||||||
|
обезжиривание |
ПЛ-102.008 |
Техническая вода п. 4ж |
1 раз в неделю |
Темп-100 мехпримеси |
4,0 - 8,0 0,5 - 1,0 |
80 |
|
|
Темп-100, 5 - 10 г/л |
нефтепродукты |
0,1 - 0,5 |
|||||
|
ополаскивание |
ПЛ-102.502 |
Техническая вода п. 4ж |
- ² - |
Темп-100 мехпримеси |
следы 0,1 |
50 |
|
|
Темп-100, следы |
нефтепродукты |
0,01 |
|||||
|
Снятие старой краски: |
|||||||
|
выварка |
ОМ-3998 |
Техническая вода п. 4ж |
- ² - |
Каустическая сода |
40,0 |
||
|
Каустическая сода до 80 г/л |
нефтепродукты |
3,0 |
80 |
||||
|
мехпримеси |
10,0 |
||||||
|
ополаскивание |
ОМ-3998 |
Техническая вода п. 4ж |
- ² - |
Каустическая сода |
35,0 |
||
|
нефтепродукты |
3,0 |
80 |
|||||
|
мехпримеси |
10,0 |
||||||
|
Нанесение лакокрасочного покрытия |
ПЛ-204.020 ПЛ-200.021 ПЛ-21470 ПЛ-204.502 ПЛ-21413 ПЛ-21414 ПБ-202.053 ПБ-204.051 |
Техническая вода п. 2ж |
- ² - |
Грунт Эмаль |
3,0 |
25 |
|
|
Разборочно-моечный участок |
|||||||
|
Наружная очистка машин |
Струйные ОМ-5535М ОМ-8036М ОМ-14259 и др. |
Техническая вода п. 7ж |
1 раз в 1 - 2 месяца с ЦРП |
Темп-100 и др. |
6,0 - 10,0 |
||
|
мехпримеси |
1,0 - 6,0 |
70 |
|||||
|
Темп-100, 100Д Лабомид 101, 102 10 - 15 г/л |
нефтепродукты |
0,5 - 5,0 |
|||||
|
Мониторные ОМ-5361 ОМ-5362 |
Вода техническая п. 11ж |
Непрерывно |
мехпримеси |
5,0 - 30,0 |
|||
|
нефтепродукты |
2,0 - 10,0 |
70 |
|||||
|
Мониторные ОМ-5359 ОМ-5360 |
Техническая вода п. 7ж |
- ² - |
Темп-100 и др. |
1,0 - 3,0 |
|||
|
мехпримеси |
5,0-30,0 |
70 |
|||||
|
Темп-100, 100Д Лабомид-101, 102 1 - 5 г/л |
нефтепродукты |
2,0 - 10,0 |
|||||
|
Очистка агрегатов, узлов и деталей |
Погружные ОМ-15429 ОМ-21602 ОМ-9318 ОМ-5287 ОМ-5288 ОМ-21608 ОМ-4990 |
Техническая вода п. 7ж |
1 раз в 2 недели |
Лабомид-203 |
20,0 - 25,0 |
||
|
мехпримеси |
1,0 - 10,0 |
70 |
|||||
|
Лабомид-203 25 - 30 г/л |
нефтепродукты |
0,5 - 5,0 |
|||||
|
Струйные типа ОМ-4267М ОМ-1366Г ОМ-4610 |
Техническая вода п. 7ж |
1 раз в неделю |
Темп-100 и др. |
8,0 - 15,0 |
|||
|
мехпримеси |
0,5 - 10,0 |
70 |
|||||
|
Темп-100, 100Д Лабомид-101, 102 10 - 20 г/л |
нефтепродукты |
0,5 - 5,0 |
|||||
|
Очистка двигателей в сборе, узлов и деталей |
Погружные ОМ-14241 ОМ-21614 ОМ-9318 ОМ-5333 ОМ-15429 ОМ-22608 ОМ-5471 |
Техническая вода Лабомид-203 25 - 30 г/л |
1 раз в 2 недели |
Лабомид-203 мехпримеси нефтепродукты |
20,0 - 25,0 1,0 - 6,0 1,5 - 7,0 |
80 |
|
|
Струйные типа ОМ-4267М |
Техническая вода п. 7ж Темп-100 100Д, Лабомид-101, 102 10 - 20 г/л |
1 раз в неделю |
Темп-100 и др. мехпримеси нефтепродукты |
8,0 - 15,0 1,0 - 6,0 1,5 - 6,0 |
|||
|
Удаление накипи (операция промывки и нейтрализации) |
ОМ-21605 ОМ-9788М |
Техническая вода п. 1ж Темп-100 20 - 25 г/л |
1 - 2 раза в неделю |
Темп-100 мехпримеси |
3,0 - 5,0 2,0 - 6,0 |
80 |
|
|
Участок испытания двигателей |
|||||||
|
Обкатка двигателя |
Стенд обкаточно-тормозной КИ-5274 КИ-5542 КИ-5527 КИ-5372А КИ-5540 КИ-5541 |
Техническая вода п. 1ж t = 50 °С |
Непрерывно |
Техническая вода |
- |
95 |
Охлаждение |
|
Прочие участки |
|||||||
|
Проверка герметичности резиновых камер |
Ванна ОМ-4902 |
Техническая вода п. 8ж |
1 раз в месяц |
мехпримеси |
0,5 |
25 |
|
|
Гидроиспытание головок блоков |
Стенды КИ-9147 КИ-13163 КИ-13184 КИ-5372 |
Техническая вода п. 5ж |
1 раз в смену |
мехпримеси |
1,0 |
25 |
|
|
Испытание радиаторов |
Стенд КИ-13771 |
Техническая вода п. 5ж |
1 раз в месяц |
мехпримеси |
1,0 |
25 |
|
|
Проверка топливных баков на герметичность |
Ванна ОР-12043 |
Техническая вода п. 5ж |
1 раз в месяц |
мехпримеси нефтепродукты |
1,0 0,01 |
25 |
|
ж) «Технические требования к качеству воды для технологических процессов на предприятиях Госкомсельхозтехники СССР», утвержденные 15 октября 1984 года.
ПРИМЕЧАНИЯ:
1. В таблице 28 нормы концентраций загрязнений в сточных водах от технологического оборудования приняты при коэффициенте использования оборудования, равном 1. Поэтому для каждого проектируемого производственного объекта эти нормы необходимо корректировать в зависимости от коэффициента использования оборудования, полученного в проекте.
2. Принятые в табл. 28 моющие средства имеют следующий состав (в % по весу):
ЛАБОМИД 101:
Сода кальцинированная - 50,0
Жидкое стекло - 16,5
Триполифосфат натрия - 30,0
Синтанол ДТ-7 и ДС-10 - 3,5
ЛАБОМИД 203:
Сода кальцинированная - 50,0
Жидкое стекло - 10,0
Триполифосфат натрия - 30,0
Синтанол ДТ-7 и ДС-10 - 8,0
Алкилсульфаты натрия - 2,0
ТЕМП 100:
Триполифосфат натрия - 20
Тринатрийфосфат - 26,7
Жидкое стекло - 13,3
Синтанол ДТ-7 и ДС-10 - 2,0
Оксифос КД-6 - 0,7
Сода кальцинированная - 37,3
9. РАСХОД ЭНЕРГОРЕСУРСОВ
Расход электроэнергии
9.1. Расход электроэнергии для ремонтно-обслуживающих предприятий по объекту (цеху, участку) определяется расчетом по ОНТП-14-86 (смотри обязательное приложение 11).
9.2. Для определения расхода электроэнергии коэффициенты использования (Ки), мощности (cosj) и (tgj) приведены в табл. 29.
|
Наименование групп электротокоприемников производственного и вспомогательного оборудования |
Коэффициенты |
||
|
использования (Ки) |
мощности |
||
|
(cosj) |
(tgj) |
||
|
1 |
2 |
3 |
4 |
|
Металлорежущее оборудование |
|||
|
Станки токарные, строгальные, долбежные, расточные, шлифовальные и т.п. с нормальным режимом работы для единичного, мелкосерийного и серийного производства |
0,12 - 0,15 |
0,6 - 0,8 |
1,33 - 0,75 |
|
Кузнечно-прессовое оборудование |
|||
|
Прессы механические, приводы молотов, ковочных машин, ножниц, правильных и гибочных машин |
0,15 - 0,17 |
0,6 - 0,8 |
1,33 - 0,75 |
|
Электротермическое оборудование |
|||
|
Электропечи сопротивления камерные, тигельные |
0,6 |
0,95 |
0,33 |
|
Сушильные шкафы, лабораторные электропечи |
0,8 |
1,0 |
- |
|
Индукционные печи низкой частоты |
0,7 |
0,35 |
2,67 |
|
Индукционные печи высокой частоты с собственными двигателями-генераторами |
0,7 |
0,8 |
0,75 |
|
Установки высокочастотные для ультразвуковой обработки деталей |
0,3 - 0,5 |
0,38 |
2,42 |
|
Электросварочное оборудование |
|||
|
Сварочные трансформаторы дуговой сварки |
0,2 |
0,3 |
3,17 |
|
Машины для точечной и стыковой сварки |
0,35 |
0,6 |
1,33 |
|
Сварочные машины шовные |
0,35 |
0,6 |
1,33 |
|
Однопостовые двигатели-генераторы |
0,2 |
0,6 |
1,33 |
|
Моечное оборудование |
|||
|
Моечные машины для мойки узлов и агрегатов |
0,3 |
0,6 |
1,33 |
|
Насосные установки для наружной мойки автомобилей, тракторов и других машин |
0,2 |
0,6 |
1,33 |
|
Разборочно-сборочное оборудование |
|||
|
Стенды и приспособления для разборки, сборки и регулировки |
0,2 |
0,6 |
1,33 |
|
Стационарные и передвижные дефектоскопические устройства |
0,2 |
- |
- |
|
Переносной электроинструмент |
0,06 |
0,5 |
1,71 |
|
Обкаточное и контрольно-испытательное оборудование |
|||
|
Стенды для обработки и испытания двигателей и агрегатов |
0,2 |
0,6 |
1,33 |
|
Стенды технической диагностики |
0,2 |
0,6 |
1,33 |
|
Окрасочное оборудование |
|||
|
Приводы вентиляторов окрасочных и сушильных камер |
0,6 |
0,6 |
0,75 |
|
Приводы насосов гидрофильтров окрасочных камер |
|||
|
Нагреватели сушильных камер |
0,8 |
1,0 |
- |
|
Лабораторное оборудование |
0,15 |
0,8 |
0,75 |
|
Выпрямители полупроводниковые |
0,6 |
0,8 |
0,75 |
|
Оборудование гальванических, полимерных покрытий и аккумуляторных батарей |
|||
|
Агрегаты гальванических покрытий |
0,6 |
0,8 |
0,75 |
|
Специализированные автоматические линии гальванических цехов |
0,5 |
0,7 |
1,0 |
|
Установки для нанесения полимерных покрытий |
0,3 |
0,75 |
0,87 |
|
Зарядная аккумуляторов электропогрузчиков и электрокаров (на 2 - 5 агрегатов) |
0,5 |
0,6 |
1,35 |
|
Деревообрабатывающее оборудование |
|||
|
Станки токарные, фрезерные, круглопильные, рейсмусовые, лесопильные рамы |
0,1 - 0,15 |
0,75 |
0,87 |
|
Подъемно-транспортное оборудование |
|||
|
Краны, кран-балки, тельферы и т.п. (механических и сборочных участков) |
0,1 |
0,5 |
1,71 |
|
Конвейеры, транспортеры, элеваторы |
0,4 - 0,5 |
0,5 - 0,75 |
1,71 - 0,37 |
|
Пневмоподъемники, пневморазгрузчики |
0,55 |
0,75 |
0,87 |
|
Механизмы очистки и удаления пыли |
0,66 |
0,8 |
0,75 |
|
Однорельсовые подвесные дороги, электрогрузовозы с автоматическим адресованием (при массовом и серийном характере производства) |
0,45 |
0,7 |
1,0 |
9.3. Коэффициент спроса электроэнергии Кс по типам ремонтно-обслуживающих предприятий приведен в табл. 30.
|
Коэффициент спроса (Кс) |
|
|
1 |
2 |
|
Заводы, цеха (мастерские) по ремонту тракторов |
0,24 - 0,38 |
|
Специализированные цеха (мастерские) по ремонту комбайнов |
0,25 - 0,4 |
|
Заводы, цеха по ремонту двигателей |
0,3 - 0,43 |
|
Специализированные предприятия по восстановлению изношенных деталей |
0,3 - 0,4 |
|
Станции технического обслуживания тракторов |
0,3 - 0,4 |
Примечание. Меньшие показатели коэффициента использования (Ки) и коэффициентов мощности (cosj) и (tgj) приняты для оборудования, имеющего наименьшие электрические нагрузки.
9.4. Нормы установленной мощности и удельный расход электроэнергии на 1 тыс. руб. выпуска продукции приведены в табл. 31.
|
Нормы установленной мощности электроприемников (кВт) на 1000 руб. выпуска продукции |
Удельный расход электроэнергии (кВт×ч.) на 1000 руб. выпуска продукции |
|
|
1 |
2 |
3 |
|
Завод и цеха по ремонту шасси колесных тракторов класса до 2 т |
2,65 |
1300 |
|
Завод и цеха по ремонту гусеничных тракторов класса 3 т |
1,43 |
1635 |
|
Заводы по ремонту гусеничных и колесных тракторов класса 6 т |
0,84 |
1290 |
|
Ремонтная мастерская общего назначения по ремонту тракторов и комбайнов |
1,53 |
1370 |
|
Специализированные цеха по ремонту зерноуборочных и специализированных комбайнов |
1,13 |
1190 |
|
Специализированные цеха по ремонту тракторных и комбайновых двигателей |
1,45 |
1770 |
|
Специализированное производство по централизованному комплексному восстановлению автомобильных и тракторных деталей |
1,1 |
1626 |
|
Станция технического обслуживания грузовых автомобилей |
1,23 |
1223 |
|
Завод по ремонту автотракторного электрооборудования с программой 5 млн. руб. в год |
- |
1900 |
|
Специализированный цех по ремонту дизельной топливной аппаратуры на 40 тыс. комплектов в год |
0,535 |
610 |
Расход сжатого воздуха
9.5. Расход сжатого воздуха для ремонтно-обслуживающих предприятий по объекту (цеху, участку) следует принимать по ОНТП-14-86 (смотри обязательное приложение 12).
9.6. Расход сжатого воздуха для ремонтно-технологического оборудования, не предусмотренный в ОНТП-14-86, приведен в табл. 32.
|
Рабочее давление сжатого воздуха, кгс/см2 (кПа) |
Расход сжатого воздуха на единицу оборудования нм3 |
||
|
в минуту |
в час |
||
|
1 |
2 |
3 |
4 |
|
Установка порошкового напыления и металлизации |
6 (588) |
0,6 |
36 |
|
Наплавочные станки |
5 (490) |
0,15 |
9 |
|
Барбатеры для |
|||
|
моечного оборудования |
4 (392) |
0,15 |
9 |
|
гальванических ванн |
2 (196) |
0,046 |
2,8 |
9.7. Коэффициент использования сжатого воздуха для ремонтно-технологического оборудования, не предусмотренный в ОНТП-14-86, приведен в табл. 33.
|
Коэффициент использования |
|
|
1 |
2 |
|
Установки для порошкового напыления и металлизации |
0,7 |
|
Наплавочные станки |
0,6 |
|
Барбатер для моечного и гальванического оборудования |
0,8 |
Нормы расхода воды
9.8. Нормы расхода воды для погружного метода промывки (гальванические ванны) и смазочно-охлаждающих жидкостей (СОЖ) следует принимать по ОНТП-14-86 (см. обязательное приложение 13).
9.9. Расход воды на технологические нужды ремонтно-обслуживающих предприятий, кроме указанных в п. 9.8, следует принимать по «Нормам водопотребления для технологического оборудования предприятий Госкомсельхозтехники СССР», утвержденным 16.09.85 г.
Нормы расхода пара
9.10. Нормы расхода пара (для гальванических ванн и ванн промывки деталей) следует принимать по ОНТП-14-86 (смотри обязательное приложение 14).
9.11. Расход пара на моечные машины ремонтно-обслуживающих предприятий, кроме указанных в п. 9.10, приведены в табл. 34.
|
Техническая характеристика |
||||
|
Производительность, т/ч |
Объем бака, м3 |
Расход пара, кг/ч |
Максимальные габариты очищаемых деталей, мм |
|
|
1 |
2 |
3 |
4 |
5 |
|
Струйные |
0,6 - 2 |
0,6 - 4,0 |
120 - 300 |
дл. 600 - 1600 шир. 500 - 1200 выс. 500 - 1200 |
|
Погружные |
0,1 - 5,0 |
0,5 - 14,5 |
30 - 300 |
дл. 700 - 2500 шир. 350 - 1100 выс. 300 - 1500 |
|
Комбинированные |
4,0 - 12,0 |
5,9 - 22 |
250 - 500 |
дл. 850 - 1500 шир. 500 - 1000 выс. 700 - 800 |
|
Циркуляционные |
2 - 3 ед.×ч |
0,15 - 15 |
80 - 400 |
дл. 1000 - 2500 шир. 600 - 1700 выс. 800 - 1500 |
|
Специальные |
0,15 - 0,6 |
0,1 - 1,0 |
30 - 80 |
дл. 150 - 800 шир. 150 - 800 выс. 150 - 800 |
Примечание: Меньшее значение расхода пара, указанного в табл. 34, принимать для машин с меньшей производительностью.
10. КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ ОБОРУДОВАНИЯ
10.1. Коэффициент использования оборудования определяется отношением расчетного числа единиц технологического оборудования к фактически принятому по специализированному предприятию по формуле:
![]() ,
,
где Ор - расчетное число единиц оборудования;
Оп - принятое число единиц оборудования.
10.2. Коэффициент использования основного технологического оборудования на специализированных ремонтных предприятиях приведен в табл. 35.
|
Коэффициент использования основного технологического оборудования на специализированных ремонтных предприятиях |
||||||||
|
Заводы, специализированные цеха (мастерские) по ремонту |
||||||||
|
Тракторов |
Зерновых комбайнов и автотракторных прицепов |
Тракторных и комбайновых двигателей |
Тракторных и комбайновых агрегатов шасси |
Восстановлению изношенных деталей |
Спецкомбайнов, водополивной и мелиоративной техники |
Изготовлению монтажных заготовок |
Топливной аппаратуры, гидросистем и электооборудования |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Металлообрабатывающие станки |
||||||||
|
токарные |
0,75 - 0,8 |
0,7 - 0,8 |
0,7 - 0,8 |
0,7 - 0,8 |
0,7 - 0,8 |
0,7 - 0,8 |
0,7 - 0,8 |
0,7 - 0,8 |
|
фрезерные |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
0,8 - 0,85 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
|
сверлильные |
0,6 |
0,6 |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
|
шлифовальные |
0,6 |
0,6 |
0,7 |
0,7 |
0,8 |
0,7 |
- |
0,7 |
|
расточные |
0,6 - 0,7 |
- |
0,75 - 0,8 |
- |
0,6 - 0,7 |
- |
- |
- |
|
хонинговальные |
- |
- |
0,4 |
- |
0,8 |
- |
- |
- |
|
Кузнечно-прессовое оборудование |
0,4 |
0,5 |
- |
0,2 |
- |
- |
0,75 |
- |
|
Моечное оборудование |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
- |
0,7 |
|
Разборочно-сборочное оборудование |
0,7 - 0,8 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
|
Сварочно-наплавочное оборудование |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,75 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
0,6 - 0,7 |
|
Контрольно-испытательные стенды |
0,7 |
0,7 |
0,8 |
0,7 |
0,7 |
0,7 |
- |
0,7 |
|
Гальваническое оборудование |
- |
- |
0,5 |
0,5 |
0,5 |
- |
- |
0,7 |
|
Окрасочно-сушильное оборудование |
0,7 - 0,8 |
0,5 - 0,6 |
0,7 - 0,8 |
0,7 - 0,8 |
0,5 - 0,6 |
0,5 - 0,6 |
0,5 - 0,6 |
0,6 - 0,7 |
Примечания: 1. В таблице 35 меньшее значение дано для специализированных цехов и мастерских, большее - для заводов.
2. Допускается применение основного технологического оборудования с меньшим коэффициентом использования, обоснованным технологической необходимостью, большой разномарочностью ремфонда и т.п.
10.3. Коэффициент использования основного технологического оборудования для СТОТ, СТОЖ, МОН не определяется.
Количество оборудования для этих предприятий применяется по табелям:
- «Перечень потребности в основных средствах оснащения СТОТ». Утвержден ГОСНИТИ 2 июля 1984 г.;
- «Табель оборудования и оснастки центральных ремонтных мастерских колхозов и совхозов». Утвержден Министерством сельского хозяйства СССР 29 августа 1983 г. и Госкомсельхозтехникой СССР 2 сентября 1983 г.;
- «Табель оснащения оборудованием, стендами, приборами, приспособлениями и инструментом станций райсельхозтехники по техническому обслуживанию машин и оборудования животноводческих ферм и комплексов». Утвержден Госкомсельхозтехникой СССР 11 января 1983 г.
Табели оборудования корректируются ГОСНИТИ, ВНИИТИМЖем, ВНИИТиН в зависимости от разработок новых прогрессивных технологических процессов, ремонтно-технологического оборудования для технического обслуживания и текущего ремонта машин на СТОТ и СТОЖ.
11. УРОВЕНЬ СПЕЦИАЛИЗАЦИИ И КООПЕРИРОВАНИЯ ПРОИЗВОДСТВА
Специализация производства
11.1. Под специализацией производства следует понимать ограничение номенклатуры обслуживаемых и ремонтируемых изделий, близких по назначению или ограничению номенклатуры технологических процессов.
Специализация характеризуется уровнем специализации, который определяется по формуле:
![]()
где К - уровень специализации (%);
А - объем работ ограничиваемой номенклатуры обслуживаемых ремонтируемых изделий (тыс. руб.);
С - общий объем работ предприятия (тыс. руб.).
Ремонтные заводы и производственные объекты РАПО (кроме МОН) являются специализированными ремонтно-обслуживающими предприятиями по обслуживанию и ремонту одной или 2 - 3 марок машин и их агрегатов, близких по конструкции и технологии ремонта.
Кооперирование производства
11.2. Под кооперированием производства понимается регламентируемое использование производственных мощностей нескольких предприятий или подразделений предприятия для участия в ремонте или техническом обслуживании определенных изделий.
Кооперирование производства характеризуется уровнем кооперирования, который определяется по формуле:
![]()
где: Р - уровень кооперирования (%);
q - суммарная стоимость поставляемых изделий предприятиями-смежниками (тыс. руб.).
С - общий объем работ предприятия (тыс. руб.).
11.3. Уровень специализации и кооперирования производства приведен в табл. 36.
|
Уровень кооперирования |
Уровень специализации |
|
|
1 |
2 |
3 |
|
1. Производства по ремонту тракторов |
15 |
100 |
|
2. Производства по ремонту зерноуборочных комбайнов |
20 |
100 |
|
3. Производства по ремонту кормоуборочных машин |
25 |
100 |
|
4. Производства по ремонту тракторных и комбайновых двигателей |
20 |
100 |
|
5. Мастерские по техническому обслуживанию и текущему ремонту машинно-тракторного парка (МОН) |
30 |
- |
|
6. Станции технического обслуживания энергонасыщенных тракторов |
20 |
100 |
12. УРОВНИ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА РЕМОНТНО-ОБСЛУЖИВАЮЩИХ ПРЕДПРИЯТИЙ
12.1. Уровень механизации и автоматизации производства в проектах ремонтно-обслуживающих предприятий следует определять по «Методическим указаниям по оценке степени и уровня автоматизации производства, предусматриваемой в проектах на строительство новых, реконструкция и техническое перевооружение действующих предприятий», утвержденным постановлением Государственного комитета СССР по науке и технике от 7 августа 1985 г. № 425.
12.2. Механизация и автоматизация производства в проектах ремонтно-обслуживающих предприятий определяются уровнем и степенью механизации и автоматизации производства (М и А) в зависимости от количества механизированных звеньев, имеющихся в установленном оборудовании, заменяющих или исключающих ручной труд рабочих в процессе производства и в зависимости от численности основных рабочих ручного труда.
Классификация применяемых в проектах ремонтно-обслуживающих предприятий машин (оборудования) по количеству содержащихся в них звеньев дана в табл. 37.
К рабочим ручного труда следует относить рабочих, находящихся на рабочих местах, обеспеченных машинами (оборудованием), имеющих звенность = 1, а также рабочих, выполняющих работу вручную более 50 % своего рабочего времени на рабочих местах, оборудованных машинами (оборудованием), имеющих 2 - 4 звена и рабочие, занятые на погрузочно-разгрузочных, складских, ручных работах, занятые техническим обслуживанием оборудования, приготовлением моющих, охлаждающих растворов, лакокрасок и т.п.
|
Наименование машин (оборудования), применяемых на ремонтно-обслуживающих предприятиях |
Количество звеньев в оборудовании, (Z) |
Количество машин-орудий в оборудовании гр. 2 (М) |
|
|
1 |
2 |
3 |
4 |
|
1. |
Машины (оборудование) ручного действия |
||
|
Механические устройства с ручным приводом: пресс, таль, дрель, домкрат, коловорот, транспортная тележка, тележка для транспортировки ГСМ, разборочно-сборочные стенды и др. устройства с ручным приводом (подъем, зажим, поворот и т.д.) ножницы, насосы, кран-балки с ручной талью, рольганги неприводные, грузозахватывающие устройства, устройства для обвязки пакета груза и т.п. |
1 |
1 |
|
|
2. |
Механизированно-ручные машины (оборудование) |
||
|
Механизмы с электро-, пневмо- или гидроприводами: пневмо- и электродрель, гайковерты, краскораспылители, электропаяльники, пост газопорошковой наплавки, ручная газо- и электросварка, электрический ручной шлифовальный станок с гибким валом, ножницы ручные электрические, электрорубанок, насосы переносные с электроприводом, пылесосно-подметальная машина, шланговая мойка изделий, солидолонагнетатели, таль и лебедка электрические скоба для клепки рам, приспособление для срезания заклепок, стенды и приспособления, частично механизированные (отдельные операции: поворот, зажим, подъем и т.д.) с ручным управлениям, тележки-штабелеры и т.п. |
2 |
1 |
|
|
3. |
Механизированные машины (оборудование) |
||
|
Механизированное оборудование без систем автоматического управления: универсальные станки, прессы, молоты, ножницы, пресс-ножницы, машины листогибочные; разборочно-сборочные и обкаточно-испытательные стенды и оборудование с различного рода приводами: стенды для проверки топливной аппаратуры, электрооборудования; стенды разборки сборки и обкатки агрегатов двигателей и машин, притирки и шлифовки клапанов, расточки тормозных барабанов, проточки колодок, демонтажа шин и т.д.; установки с ручной подачей сварочного аппарата: машины контактной точечной и рельефной сварки, сварки трением, полуавтоматы для дуговой сварки в среде защитных газов; |
3 |
1 |
|
|
топливозаправочные колонки и агрегаты, зарядные выпрямители, шкафы сушильные; механизированные конвейеры всех типов, краны электрические опорные, подвесные, козловые; электротележки, электроштабелеры, авто- и электропогрузчики, механизированные стеллажные комплексы, моечные (выворочные) ванны с ручной механизированной загрузкой и выгрузкой изделий |
|||
|
4. |
Машины (оборудование) - полуавтоматы |
3,5 |
2 |
|
Машины с устройствами автоматического управления (РВ, ЦПУ, ЧПУ) технологическим циклом (рабочим и холостым ходом): - станки, прессы и стенды - полуавтоматы - молоты с манипулятором подачи заготовок; - установки с самоходным сварочным аппаратом: автоматы для дуговой сварки, универсальные наплавочные станки и автоматические установки электроимпульсного покрытия и газопламенного напыления; - моечные машины, окрасочные, сушильные камеры, гальванические ванны с подвесными и напольными конвейерами и др. автоматизированные камеры, (ванны, установки и т.п.), высокочастотные установки, электропечи сопротивления камерные и шахтные, электрованны соляные с механизированно-ручной загрузкой изделий; - вибрационные и галтовочные барабаны, дробилки, диагностические, обкаточные и испытательные стенды с ЦПУ или дистанционным управлением, краско-мешалки, ванны нагрева подшипников, печь подогрева поршней, баня водяная для нагрева полимеров, ванна кипячения и нормализации полимерных деталей, заправочные агрегаты с дистанционным управлением, комплексы зарядки и хранения аккумуляторных батарей, дистилляторы; |
|||
|
- поточные механизированные разборочно-сборочные, ремонтные и т.п. линии, оборудованные механизированными подъемно-транспортными средствами; - подвесные напольные дороги и конвейеры с автоматическим адресованием (шагом, распределением) и механизированно-ручной загрузкой, элеваторы стеллажные краны-штабелеры с автоматическим поиском ячеек, лифты и т.п. |
|||
|
5. |
Машины (оборудование) - автоматы |
4,0 |
2 |
|
Отдельные машины с устройствами автоматического управления и автоматической подачей однотипных заготовок, обеспечивающие повторение рабочего цикла при смене головок (с ручной заменой инструмента): - станок, пресс, молот-автоматы и т.п., оснащенные промышленными работами; - машины, установки, стенды, гальванические, сушильные, окрасочные, моечные, специальные камеры и установки различного типа и назначения, которые встроены в автоматические линии; - подвесные и напольные автоматические дороги (конвейеры) с адресованием и автоматической загрузкой, разгрузкой; - система ленточных конвейеров (линий) с автоматической загрузкой, перегрузкой и разгрузкой; - автоматические автооператорные гальванические линии; - агрегаты - автоматы электропечные, термопластавтоматы для полимеров и т.п. |
|||
|
6. |
Гибкие производственные модули (ГПМ) |
4,5 |
2 |
|
Комплекс, управляемый от общего программного устройства, который включает одну или несколько технологических машин определенного вида с разнотипными предметами труда, механизированной загрузкой (подачей) их в зону технологического воздействия, сменой орудий труда и т.п.: |
|||
|
- два пресса с работами для подачи деталей и сменой инструмента; - автоматическая линия по изготовлению (восстановлению) разных деталей с автоматической транспортировкой их только в зону воздействия отдельных машин, сменой типа деталей и инструмента и т.п. |
|||
|
7. |
Гибкая автоматизированная линия (ГАЛ) |
4,75 |
2 |
|
Совокупность, дополняющая друг друга в технологическом процессе машин с ЧПУ, которые связаны общей транспортной и управляющей системами и расположены в соответствии с единым технологическим маршрутом при последовательной смене разнотипных предметов труда определенного вида: - автоматическая линия по восстановлению коленчатых валов разных, сходных по параметрам двигателей, включая наплавку, токарную, сверлильную, шлифовальную и полировальную операции. |
|||
|
8. |
Гибкий автоматизированный участок, цех, завод (ГАУ, ГАЦ, ГАЗ) |
5,0 |
2 |
|
Автоматическое управление адаптацией систем машин-автоматов к предметам труда при параллельном изготовлении изделий различных видов. Разветвленная в пространстве совокупность дополняющих друг друга в технологических процессах машин, связанных общими транспортной и управляющей системами, которые обеспечивают одновременное изготовление изделий с разными технологическими маршрутами. |
|
Нормы уровня и степени механизации и автоматизации производственных процессов ремонтно-обслуживающих предприятий |
||||||||||||||||||
|
По ремонту тракторов |
По ремонту зерновых и специальных комбайнов |
По ремонту тракторных и комбайновых двигателей |
По ремонту тракторных и комбайновых агрегатов шасси |
По ремонту агрегатов топливной аппаратуры, АТЭ, гидросистемы |
По восстановлению изношенных деталей |
По изготовлению монтажных заготовок |
Мастерские общего назначения по ремонту и техническому обслуживанию МТП (МОН) |
Станции технического обслуживания тракторов, автомобилей и автотранспортных предприятий |
||||||||||
|
Уровень МиА |
Степень МиА |
Уровень МиА |
Степень МиА |
Уровень МиА |
Степень МиА |
Уровень МиА |
Степень МиА |
Уровень МиА |
Степень МиА |
Уровень МиА |
Степень МиА |
Уровень МиА |
Степень МиА |
Уровень МиА |
Степень МиА |
Уровень МиА |
Степень МиА |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
Разборочно-моечный |
30 |
10 |
30 |
10 |
30 |
10 |
30 |
10 |
30 |
10 |
30 |
10 |
- |
- |
30 |
10 |
- |
- |
|
Дефектации и входного контроля деталей |
26 |
8 |
26 |
8 |
26 |
8 |
26 |
8 |
26 |
8 |
26 |
8 |
- |
- |
26 |
8 |
- |
- |
|
Комплектации деталей |
22 |
5 |
22 |
5 |
22 |
5 |
22 |
5 |
22 |
5 |
22 |
5 |
22 |
5 |
22 |
5 |
- |
- |
|
Ремонта рам, кабин и оперения |
29 |
8 |
29 |
8 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Обойный |
11 |
2 |
11 |
2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
11 |
2 |
- |
- |
|
Ремонта и сборки агрегатов шасси |
45 |
11 |
20 |
6 |
- |
- |
23 |
6 |
- |
- |
- |
- |
- |
- |
20 |
6 |
20 |
6 |
|
Ремонта и сборки двигателей |
- |
- |
- |
- |
30 |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
24 |
7 |
- |
- |
|
Обкатки и испытания двигателей |
- |
- |
- |
- |
50 |
19 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Текущего ремонта топливной аппаратуры |
22 |
6 |
22 |
6 |
30 |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
22 |
6 |
22 |
6 |
|
Текущего ремонта агрегатов гидросистемы |
20 |
6 |
20 |
6 |
- |
- |
- |
- |
20 |
6 |
- |
- |
- |
- |
20 |
6 |
20 |
6 |
|
Текущего ремонта автотракторного электрооборудования |
18 |
5 |
18 |
5 |
- |
- |
- |
- |
18 |
5 |
- |
- |
- |
- |
18 |
5 |
18 |
5 |
|
Текущего ремонта стартерных аккумуляторных батарей |
26 |
8 |
26 |
8 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
26 |
8 |
26 |
8 |
|
Медницко-радиаторный |
38 |
13 |
38 |
13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9 |
2 |
9 |
2 |
|
Шиномонтажный |
29 |
9 |
29 |
9 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
20 |
6 |
20 |
6 |
|
Кузнечно-термический |
19 |
10 |
19 |
10 |
- |
- |
39 |
15 |
- |
- |
- |
- |
25 |
9 |
13 |
3 |
- |
- |
|
Сварочно-наплавочный |
19 |
10 |
19 |
10 |
30 |
12 |
48 |
16 |
- |
- |
50 |
18 |
- |
- |
13 |
3 |
- |
- |
|
Слесарно-механический |
43 |
14 |
43 |
14 |
60 |
20 |
46 |
15 |
50 |
16 |
60 |
20 |
52 |
17 |
32 |
10 |
- |
- |
|
Сборки машин |
25 |
5 |
25 |
5 |
- |
- |
- |
- |
30 |
12 |
- |
- |
- |
- |
15 |
5 |
15 |
5 |
|
Заправки машин ГСМ |
25 |
5 |
25 |
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
25 |
5 |
25 |
5 |
|
Испытания и регулировки машин |
23 |
5 |
23 |
5 |
- |
- |
- |
- |
30 |
10 |
- |
- |
- |
- |
23 |
5 |
23 |
5 |
|
Окраски изделий и т.д. |
53 |
21 |
53 |
21 |
60 |
30 |
53 |
20 |
53 |
21 |
60 |
30 |
- |
- |
- |
- |
- |
- |
|
Нормы уровня и степени механизации и автоматизации производственных процессов в целом по ремонтно-обслуживающему предприятию (МиА) |
35 |
11 |
32 |
9 |
36 |
13 |
32 |
11 |
40 |
12 |
43 |
16 |
35 |
11 |
27 |
8 |
26 |
7 |
Примечания: 1. Показатели уровня и степени механизации и автоматизации производства от принятых в табл. 38 могут изменяться на 8 - 10 в зависимости от мощности проектируемых предприятий и технического уровня (звенности) применяемого оборудования.
2. Для ремонтно-обслуживающих предприятий, не вошедших в табл. 38, уровень и степень механизации и автоматизации производства определяется по методическим указаниям ГКНТ СССР при разработке проекта.
Определение уровня и степени механизации и автоматизации производства
12.3. Уровень и степень механизации и автоматизации производства следует определить для каждого производственного участка и в целом по ремонтно-обслуживающему предприятию (ремонтному заводу, специализированному цеху, СТОТ, СТОА, МОН).
Исходными данными для определения уровня и степени механизации и автоматизации производства являются:
перечень и количество установленного оборудования на каждом производственном участке принимается по спецификации оборудования технологической части проекта;
звенность оборудования (Z), примененного в проекте (определяется для каждой единицы установленного оборудования по табл. 37 настоящих норм;
количество машин, орудий, имеющихся в каждой единице установленного оборудования (определяется по конструкции оборудования, поточно-механизированных линий, установок и т.п.);
коэффициент загрузки установленного оборудования (принимается по расчетной части проекта);
количество рабочих, занимающихся ручным трудом (по фактическим рабочим местам ручного труда и времени (продолжительностью) работы на оборудовании).
Полученные исходные данные заносятся в форму таблицы, приведенную в приложении 4 Методических указаний по оценке степени и уровня автоматизации производства, предусматриваемой в проектах на строительство новых, реконструкцию и техническое перевооружение действующих предприятий, утвержденных ГКНТ 07.08.85. Пример расчета Кма и rма приводится в приложении 27 настоящего Руководства.
Уровень и степень механизации и автоматизации производства определяются по формулам (6.1) и (6.2) Методических указаний.
12.4. Уровень и степень механизации и автоматизации производства участков и в целом ремонтно-обслуживающих предприятий приведены в табл. 38.
ЧАСТЬ II. РУКОВОДСТВО ПО ТЕХНОЛОГИЧЕСКОМУ ПРОЕКТИРОВАНИЮ УЧАСТКОВ ВСПОМОГАТЕЛЬНОГО ПРОИЗВОДСТВА И ПРОИЗВОДСТВЕННЫХ СКЛАДОВ
1. ОТДЕЛЕНИЕ ПО РЕМОНТУ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ ОБОРУДОВАНИЯ (ОГМ)
Назначение и организационная структура ОГМ
1.1. ОГМ предназначается для обеспечения постоянной технической готовности находящегося в эксплуатации на ремонтно-обслуживающих предприятиях технологического, подъемно-транспортного, энергетического, теплотехнического санитарно-технического оборудования и промпроводок в соответствии с требованиями «Единой системы планово-предупредительного ремонта и рациональной эксплуатации технологического оборудования машиностроительной промышленности» (ЕСППР).
1.2. На ремонтных заводах системы Госагропрома отделение по ремонту и техническому обслуживанию оборудования (ОГМ) является структурным подразделением завода, относится к вспомогательному производству и входит в службу главного механика завода.
Проектирование ОГМ для заводов должно производиться по нормам технологического проектирования, приведенным в данном разделе.
При организации работ по ремонту и техническому обслуживанию оборудования ОГМ необходимо руководствоваться ЕСППР и типовым стандартом предприятия «Организация работ по техническому обслуживанию и ремонту технологического оборудования на заводе», М. ЦБНТИ Госкомсельхозтехники РСФСР, 1980 г.
На заводах, где службы главного механика и главного энергетика разделены, все работы, касающиеся энергетического хозяйства, выполняет служба главного энергетика, что должно быть обусловлено при составлении задания на разработку проекта завода.
1.3. Техническое обслуживание и ремонт технологического и другого оборудования, установленного на ремонтно-обслуживающих предприятиях РАПО, организуется двумя методами:
- на договорных началах специализированными хозрасчетными отделениями по ремонту и техническому обслуживанию оборудования (ОГМ), проектируемыми в составе краевых, областных и автономных республиканских агропромышленных объединений для централизованного технического обслуживания и ремонта технологического и другого оборудования, установленного на ремонтно-обслуживающих предприятиях, входящих в состав РАПО.
Проектирование
специализированных хозрасчетных ОГМ должно производиться по общесоюзным нормам
технологического проектирования ремонтно-механических цехов ![]() ;
;
_________
- отделением по ремонту и техническому обслуживанию оборудования (ОГМ), входящим в структурное подразделение вспомогательного производства ремонтно-обслуживающих предприятий РАПО.
Проектирование ОГМ в составе вспомогательного производства РАПО должно производиться на основании настоящего руководства по технологическому проектированию, приведенного в данном разделе.
Методы организации технического обслуживания и ремонта оборудования для производственных объектов РАПО определяются заказчиком при составлении задания на разработку проекта.
1.4. ОГМ в составе завода и РАПО обеспечивает ежедневное и регламентированное техническое обслуживание оборудования (ТО), текущий и средний ремонты оборудования и устранение случайных поломок и неисправностей в оборудовании.
1.5. Капитальный ремонт оборудования, его узлов и изготовление сложных деталей для текущего и среднего ремонта оборудования заводы и РАПО проводят на специализированных предприятиях по ремонту оборудования.
Состав ОГМ
1.6. На заводах и РАПО в состав ОГМ должны входить:
- механический участок;
- участок технического обслуживания и ремонта технологического, подъемно-транспортного оборудования и изготовления оргоснастки;
- участок технического обслуживания и ремонта электрооборудования и энергоустановок;
- участок технического обслуживания и ремонта санитарно-технического и теплотехнического оборудования;
- ремонтно-строительный участок.
Выбор и определение количества оборудования для ОГМ
1.7. Оборудование для ОГМ подразделяется на основное и вспомогательное. К основному оборудованию относится металлорежущее оборудование - токарные, фрезерные, строгальные, долбежные, сверлильные и шлифовальные станки, устанавливаемые в механическом участке ОГМ.
К вспомогательному оборудованию относится оборудование, необходимое для выполнения слесарных, ремонтных и сборочных работ, выполняемых на соответствующих участках, входящих в состав ОГМ.
В комплект вспомогательного оборудования входят: отрезные, обдирочно-шлифовальные и настольно-сверлильные станки, приводные ножницы, гидравлические, ручные и приводные настольные прессы, сварочный трансформатор, переносный аппарат для газовой сварки и резки металла, моечное оборудование.
В комплект оргоснастки входят: верстаки, тумбочки, шкафы, стеллажи, подставки и т.д.
1.8. Перечень основного, вспомогательного оборудования и оргоснастки для ОГМ выбирается с учетом мощности обслуживаемого объекта, выполняемых видов работ и состава, указанного в п.п. 1.4. - 1.6.
1.9. Количество основного оборудования для ОГМ завода или РАПО определяется путем расчетов, а для объектов с небольшим количеством обслуживаемого оборудования принимается минимальный комплект по табл. 42.
Для расчета количества основного оборудования необходимо иметь следующие исходные данные:
- количество установленного (обслуживаемого) оборудования на заводе или РАПО по каждому типу;
- среднюю ремонтную сложность каждого типа обслуживаемого оборудования;
- общее количество ремонтных единиц оборудования в целом по заводу или РАПО.
1.10. Средняя ремонтная сложность отдельных типов применяемого оборудования на заводах и РАПО определена по ЕСППР и приведена в табл. 39.
|
Типы применяемого оборудования на предприятиях Госагропрома СССР |
Средняя ремонтная сложность оборудования на ремонтных предприятиях в ремонтных единицах |
Примечание |
||
|
механической части |
электротехнической части |
общая |
||
|
1 |
2 |
3 |
4 |
5 |
|
Металлорежущие станки в том числе: |
||||
|
токарные |
11,2 |
9,5 |
20,7 |
Включая настольные станки |
|
сверлильные |
6,9 |
3,9 |
10,8 |
|
|
расточные |
15,6 |
3,5 |
19,1 |
|
|
фрезерные |
12,0 |
9,0 |
21,0 |
|
|
шлифовальные |
8,1 |
7,3 |
15,4 |
Включая обдирочные и заточные станки |
|
строгальные и долбежные |
5,5 |
2,7 |
8,2 |
|
|
трубонарезные и трубоотрезные |
5,5 |
3,3 |
8,8 |
|
|
Кузнечно-прессовое оборудование |
||||
|
в том числе: |
||||
|
прессы кривошипные |
7,0 |
3,0 |
10,0 |
Включая прессы-ножницы |
|
прессы гидравлические |
10,0 |
4,1 |
14,8 |
Включая настольные прессы |
|
молоты пневматические кузнечные |
7,3 |
3,8 |
11,1 |
|
|
Подъемно-транспортное оборудование |
||||
|
в том числе: |
||||
|
краны мостовые |
11,0 |
16 |
27,0 |
Включая козловые краны |
|
кран-балки подвесные |
7,0 |
9,7 |
16,7 |
|
|
краны электрические консольные |
2,5 |
4,2 |
6,7 |
Включая монорельсы |
|
конвейеры подвесные 1 пог. м длины |
- |
- |
0,6 |
|
|
конвейеры напольные на 1 пог. м длины |
- |
- |
0,5 |
|
|
конвейеры ленточные на 1 пог. м. длины |
- |
- |
- |
0,35, включая рольганги |
|
Моечное оборудование |
15,0 |
8,0 |
23,0 |
|
|
Окрасочное оборудование |
12,0 |
15,0 |
27,0 |
|
|
Стендовое оборудование |
||||
|
в том числе: |
||||
|
разборочные и сборочные стенды |
3,0 |
2,0 |
5,0 |
|
|
обкаточные и испытательные стенды |
6,0 |
4,0 |
10,0 |
|
1.11. Общее расчетное количество ремонтных единиц оборудования по заводу и РАПО определяется по данным таблицы 40.
|
К-во обслуживаемого оборудования (N), шт. |
Средняя ремонтная сложность единицы обслуживаемого оборудования (Сре), ед. |
Общее расчетное к-во ремонтных единиц обслуживаемого оборудования (Nре) |
|
|
1 |
2 |
3 |
4 |
|
Металлорежущие станки в том числе: |
|||
|
токарные |
+ |
20,7 |
+ |
|
сверлильные |
+ |
10,8 |
+ |
|
расточные |
+ |
19,1 |
+ |
|
фрезерные |
+ |
21,0 |
+ |
|
шлифовальные |
+ |
15,4 |
+ |
|
и т.д. по всем позициям, указанным в табл. 1 |
+ |
+ |
+ |
|
Итого |
- |
- |
+ |
|
Добавка на неучтенное оборудование в размере 15 % к общему количеству ремонтных единиц (Nре) |
- |
- |
+ |
|
Всего по предприятию |
- |
- |
+ |
Примечание. Добавка 15 % к итоговому количеству учитывает обслуживание отопительного, вентиляционного, канализационного, компрессорного и другого оборудования, не вошедшего в табл. 40.
1.12. Нормы общего количества основных металлорежущих станков для ОГМ завода или РАПО принимаются в зависимости от ремонтной сложности оборудования (Nре) и приведены в табл. 41.
|
Нормы общего количества основных металлорежущих станков для ОГМ |
||
|
ремонтных и ремонтно-механических заводов, шт. |
объекты РАПО, шт. |
|
|
от 2000 до 6300 |
м.к.* |
м.к.* |
|
* м.к. -
минимальный комплект (принимается по табл. 42). При ремонтной
сложности оборудования (Nре) более 6300 единиц количество основных металлорежущих манков
принимается по |
||
1.13. Примерное процентное распределение общего количества основных металлорежущих станков в ОГМ по типам:
токарных - 40 %
фрезерных - 20 %;
сверлильных - 15 %;
шлифовальных - 10 %;
строгальных и долбежных - 15 %.
1.14. Перечень и минимальный комплект основного и вспомогательного оборудования для ОГМ заводов и РАПО приведен в табл. 42.
|
Характеристика применяемого оборудования |
Минимальный комплект оборудования для ОГМ |
||
|
на ремонт. завод, шт. |
на РАПО, шт. |
||
|
1 |
2 |
3 |
4 |
|
Основное оборудование |
|||
|
Токарно-винторезные станки |
ВЦ 180 - 500 мм РМЦ 1000 - 2000 мм |
2 |
1 |
|
Широкоуниверсальные фрезерные станки |
Размер рабочей поверхности стола 320´1250 мм, наибольшее перемещение стола 800´420 мм |
1 |
1 |
|
Вертикально-фрезерные станки |
Размер рабочей поверхности стола 1000´250 мм |
- |
- |
|
Вертикально-сверлильные одношпиндельные станки |
Диаметр сверления 25 - 35 мм |
1 |
1 |
|
Радиально-сверлильные станки |
Диаметр сверления 25 - 35 мм |
1 |
1 |
|
Круглошлифовальный станок |
Наибольший диаметр обрабатываемого изделия 100 мм, расстояние между центрами до 1000 м |
- |
- |
|
Плоскошлифовальный станок |
Размер рабочей поверхности стола 200´630 мм |
- |
- |
|
Поперечно-строгальный станок |
Ход 700 |
1 |
- |
|
Долбежный |
Ход 200 |
- |
- |
|
Вспомогательное оборудование |
|||
|
Обдирочно-шлифовальный станок |
Диаметр шлифовального круга 150 - 400 мм |
2 |
1 |
|
Настольно-сверлильный станок |
Диаметр сверления до 12 мм |
2 |
2 |
|
Пресс-ножницы |
Усилие 25 т |
1 |
- |
|
Гидравлический пресс |
Усилие 40 т |
1 |
1 |
|
Настольный пресс |
Усилие 3 тс |
1 |
1 |
|
Сварочный трансформатор |
1 |
1 |
|
|
Пост газовой сварки |
Стационарный, с централизованной подачей газа |
1 |
- |
|
Газосварочный аппарат |
Переносный |
1 |
1 |
|
Ванны моечные |
Необходимые размеры |
1 |
1 |
Примечания: 1. Вспомогательное оборудование в расчетное количество не входит и принимается в количествах, необходимых для обеспечения работы участка.
2. Шлифовальные, строгальные, долбежные станки в ОГМ не устанавливаются при наличии и неполной загрузке этих типов в основном производстве.
3. Кузнечные и термические работы для ОГМ выполняются на соответствующих участках основного производства.
Определение производственной площади для ОГМ и размещение отделения в составе предприятия
1.15. Производственная площадь для ОГМ определяется для всех участков по площади, занимаемой основным и вспомогательным оборудованием, и коэффициенту рабочей зоны.
![]()
где ![]() - площадь,
занижаемая оборудованием на всех участках ОГМ;
- площадь,
занижаемая оборудованием на всех участках ОГМ;
Кр.з - коэффициент рабочей зоны (величина Кр.з приведена в табл. 4 настоящего руководства).
1.16. Окончательная
площадь, необходимая для ОГМ, уточняется и корректируется технологической
расстановкой оборудования на всех участках с учетом норм
расстановки оборудования по ![]() и настоящего Руководства.
и настоящего Руководства.
1.17. При разработке проектов ремонтных предприятий для нового строительства ОГМ размещается в общем помещении производственного корпуса рядом с инструментальным участком на площадях, не занятых отделениями (цехами) основного производства.
1.18. При разработке проектов на расширение, реконструкцию или техническое перевооружение заводов или ремонтно-обслуживающих объектов РАПО, ОГМ может размещаться как в проектируемом корпусе, так и на свободных площадях, имеющихся в действующих предприятиях, что должно быть согласовано с заказчиком проекта при составлении задания на проектирование объекта.
1.19. При размещении ОГМ и инструментального участка в составе завода или РАПО необходимо предусматривать возможность кооперирования принадлежащего им основного оборудования с целью рационального использования и максимальной загрузки основных металлорежущих станков однотипными работами по ремонту технологического оборудования и инструментальной оснастки.
Определение численности рабочих ОГМ
1.20. В ОГМ имеются производственные и вспомогательные рабочие. Перечень профессий производственных и вспомогательных рабочих, отнесение их к группе производственных профессий указана в табл. 14.
1.21. Режим работы ОГМ принимается по режиму работы отделений (цехов) основного производства.
1.22. Численность рабочих-станочников принимается по количеству установленных металлорежущих станков в механическом участке ОГМ с учетом двухсменной их работы по формуле:
![]()
где: Рст - количество рабочих-станочников;
N - количество основных станков в ОГМ;
Ксм - количество смен работы участка;
Кз - коэффициент загрузки станков. Для ОГМ Кз = 0,7;
Ксп - коэффициент многостаночного обслуживания. Для ОГМ Ксп = 1,2.
1.23. Количество слесарей для ремонта оборудования и изготовления оргоснастки принимается 30 % от количества станочников механического участка ОГМ.
1.24. Количество сварщиков для ОГМ на заводах принимается по количеству сварочных агрегатов с учетом сменности их работы.
1.25. Количество вспомогательных рабочих для ОГМ по техническому обслуживанию технологического, подъемно-транспортного оборудования, энергоустановок, силового и осветительного электрооборудования - слесарей-ремонтников, электромонтеров определяется по «Общемашиностроительным типовым нормам обслуживания для вспомогательных рабочих цехов основного и вспомогательного производства».
1.26. Количество слесарей-сантехников для ОГМ по ремонту и техническому обслуживанию вентиляционного отопительного оборудования водопровода и канализации определяется при проектировании этих систем и передается в общий штат работников ОГМ.
2. ИНСТРУМЕНТАЛЬНОЕ ХОЗЯЙСТВО
2.1. На ремонтных предприятиях инструментальное хозяйство обеспечивает:
получение готового стандартизированного и нормализованного инструмента, приборов и приспособлений от инструментальной промышленности через базы снабжения или от других специализированных предприятий отрасли;
выдачу заказов специализированным инструментальным цехам РАПО или промышленным предприятиям на разработку и изготовление недостающей технологической оснастки - сложных приспособлений, штампов, пресс-форм, кондукторов и т.п. или отправку их в ремонт и восстановление;
организация хранения, учета и выдачи инструмента;
контроль за исправностью инструмента, приборов и приспособлений;
ремонт и изготовление несложной инструментальной оснастки;
заточку режущего инструмента.
В состав инструментального хозяйства на ремонтных заводах и ремонтно-обслуживающих предприятиях РАПО входят:
участок по ремонту и изготовлению инструмента и приспособлений (инструментальный участок);
инструментально-раздаточная кладовая (ИРК);
заточной участок.
Инструментальный участок
2.2. Инструментальный участок на ремонтных предприятиях предназначается для:
обеспечения текущего ремонта слесарно-монтажного, крепежно-зажимного, кузнечного, сварочного и механизированного инструмента, станочных, разборочно-сборочных, сварочных, контрольно-испытательных и других приспособлений, штампов, пресс-форм, кондукторов и т.п.;
изготовления несложной инструментальной оснастки (простейших съемников, струбцин, воротков, зубил, бородок, выколоток, насадок, переходных втулок и т.д.);
текущего ремонта и заточки сложного режущего инструмента (разверток, фрез, зенкеров, фасонных резцов и т.п.).
Примечание. Капитальный ремонт, изготовление сложной инструментальной оснастки (разверток, штампов, пресс-форм, кондукторов и т.п.) для заводов и ремонтно-обслуживающих объектов РАПО производятся в отраслевых специализированных инструментальных цехах или на промышленных предприятиях.
2.3. Для всего комплекта производственных предприятий (цехов), входящих в состав ремонтного завода или РАПО, проектируется один инструментальный участок.
При отсутствии инструментального участка в составе действующего ремонтного завода или РАПО этот участок проектируется при разработке проекта на расширение, реконструкцию или техническое перевооружение ремонтного завода или ремонтно-обслуживающего объекта РАПО, что должно быть оговорено с заказчиком проекта в задании на проектировании объекта.
2.4. Инструментальные и заточные участки следует проектировать по ОНТП-11-85 «Цехи по производству инструмента и технологической оснастки» (см. обязательное приложение 15).
Инструментально-раздаточные кладовые (ИРК)
2.5. Инструментально-раздаточные кладовые (ИРК) проектируются во всех ремонтно-обслуживающих предприятиях и входят в состав вспомогательной службы - инструментального хозяйства.
ИРК предназначаются для хранения, выдачи и проверки всех видов режущего, монтажного, мерительного инструмента, приборов, приспособлений, абразивов и технической документации, используемых на рабочих местах отделений (цехов) и участков предприятий, а также для заточки несложного режущего инструмента (резцов, сверл, бородков и т.п.).
2.6. При наличии на территории предприятия нескольких производственных корпусов в каждом из них проектируется одна ИРК для обслуживания инструментальной оснасткой всех производственных и вспомогательных отделений (цехов) и участков, расположенных в составе корпуса
Если в производственном корпусе в отдельных цехах (разборочном, сборочном или восстановления деталей) имеется более 200 единиц оборудования, то для этого цеха проектируется самостоятельная ИРК.
2.7. На ремонтно-обслуживающих предприятиях в состав ИРК должны входить:
а) участок хранения и раздачи инструмента, приспособлений, абразивов и технической документации;
б) контрольно-проверочный пункт (рабочее место);
в) заточный участок (рабочее место);
г) участок (рабочее место) испытания абразивных кругов.
2.8.
Инструментально-раздаточные кладовые следует проектировать по ![]() (см.
обязательные приложения 16, 17).
(см.
обязательные приложения 16, 17).
___________
ОНТП 14-93
3. ЛАБОРАТОРИИ РЕМОНТНЫХ ПРЕДПРИЯТИЙ
Состав лабораторий
3.1. В технологическом процессе ремонта автомобилей, тракторов, комбайнов и других машин на ремонтных предприятиях используют различного рода материальные ресурсы (запасные части, металлы, полимеры, химикаты, лакокрасочные материалы), которые требуют механического и химического анализа с целью определения соответствия этих материалов техническим условиям, государственным и отраслевым стандартам.
Для соблюдения технических условий и обеспечения высокого качества восстановления деталей, ремонта агрегатов и машин технологический процесс ремонта сопровождается последовательным комплексом различного рода измерений и испытаний с помощью специального измерительного инструмента, приборов и регулировочных стендов, которые должны обеспечивать постоянную точность измерения, соответствующую заданным техническим условиям.
3.2. Для ремонтных и ремонтно-механических заводов, относящихся по оплате труда к III, IV, V группе, проектируется центральная заводская лаборатория (ЦЗЛ), для всего комплекса ремонтно-обслуживающих предприятий, входящих в состав РАПО, проектируется производственная лаборатория. При отсутствии лабораторий на действующих заводах и объектах РАПО лаборатории проектируются при разработке проектов на расширение, реконструкцию и техническое перевооружение завода или ремонтно-обслуживающих объектов РАПО, что должно быть оговорено с заказчиком проекта в задании на проектирование объекта.
3.3. В состав ЦЗЛ и производственной лаборатории РАПО входят следующие специализированные лаборатории: измерительной техники, металлографическая и механических испытаний, надежности (испытательная) и химико-технологическая. Наличие каждой из этих лабораторий зависит:
на ремонтных и ремонтно-механических заводах - от группы завода по оплате труда работающих;
в РАПО - от количества специализированных производственных объектов.
Состав специализированных лабораторий в ЦЗЛ на заводах различной группы и в производственной лаборатории РАПО в зависимости от количества специализированных ремонтно-обслуживающих объектов приведен в таблице 43.
|
Наименование специализированных лабораторий на ремонтных предприятиях |
Состав ЦЗЛ по группам заводов |
Состав производственной лаборатории в РАПО при наличии специализированных ремонтно-обслуживающих объектов |
|
|||
|
III |
IV |
V |
||||
|
3 и более объекта |
1 - 2 объекта |
|
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Измерительной техники (метрологическая) |
+ |
+ |
+ |
+ |
+ |
|
|
Металлографическая и механических испытаний |
+ |
+ |
-* |
+ |
-* |
|
|
Надежности (испытательная) |
- |
+ |
+ |
+ |
+ |
|
|
Химико-технологическая |
+ |
+ |
+ |
+ |
+ |
|
* Лаборатория металлографическая и механических испытаний на заводах V группы в составе ЦЗЛ объединяется с лабораторией надежности.
На заводах V группы при наличии специализированного производства по изготовлению монтажных заготовок, технологического оборудования или по восстановлению изношенных деталей машин в составе ЦЗЛ проектируется лаборатория металлографическая и механических испытаний.
В РАПО лаборатория металлографическая и механических испытаний проектируется при наличии специализированного цеха по централизованному восстановлению изношенных деталей машин.
3.4. Лаборатории на ремонтных предприятиях (заводах и ремонтно-обслуживающих объектах РАПО) являются самостоятельным структурным подразделением, входящим в состав вспомогательного производства.
Лаборатория измерительной техники (метрологическая)
3.5. Для осуществления комплекса работ по метрологическому обеспечению на ремонтных заводах и ремонтно-обслуживающих объектах РАПО проектируется лаборатория измерительной техники (метрологическая лаборатория).
3.6. Основные функции лаборатории измерительной техники:
анализ состояния метрологического обеспечения производства и разработка мероприятий по его совершенствованию;
разработка и согласование стандартов предприятия и другой нормативно-технической документации (НТД) предприятия по вопросам метрологии;
разработка для нужд предприятия совместно с другими подразделениями средств измерения, испытаний и контроля;
ведение учета средств измерений, испытаний, контроля;
организация размножения документов, форм, бланков по вопросам метрологического обеспечения, вызов спецслужб, диспетчерская связь, хозяйственные и вспомогательные работы для нужд метрологических подразделений предприятия;
систематизация и анализ заявок подразделений предприятия на средства измерений, связь с органами снабжения и сбыта по вопросу приобретения (реализации) средств измерений, запасных частей и материалов для их ремонта и эксплуатации;
контроль за метрологическим обеспечением всей производственной деятельности предприятия, состоянием и применением средств измерений, испытаний, контроля, соблюдением методик выполнения измерения, а также нормативных актов общесоюзного, отраслевого и местного значения;
разработка и внедрение методов проверки и испытаний средств измерений, в том числе узкоспециальных, организация всех видов поверки;
организация ремонта и проверки средств измерений на предприятии и в органах Госстандарта;
определение межповерочных интервалов для средств измерений, находящихся в эксплуатации;
проведение ремонтно-юстировочных работ (в том числе планово-предупредительного ремонта), осуществление шеф-монтажа и приема в эксплуатацию новых средств измерений (с разрешения территориальных органов Госстандарта);
техническая помощь подразделениям предприятия в проведении сложных особо точных измерений;
сбор, систематизация и анализ, информация о состоянии средств измерений, изучение и исследование их эксплуатационных и метрологических свойств, составление соответствующих заключений и отчетов;
информирование подразделений предприятия о результатах новейших достижений в области метрологии и о поступлении новых средств измерений;
проведение нормоконтроля и метрологической экспертизы технической документации, разрабатываемой предприятием;
участие в проведении метрологической аттестации средств измерения, испытательного оборудования, находящегося на предприятии, а также на прикрепленных предприятиях;
участие в работе по подготовке к аттестации продукции, выпускаемой предприятием;
организация технической учебы и подготовка кадров по вопросам метрологии.
Структура лаборатории измерительной техники
3.7. Лаборатория измерительной техники состоит из следующих подразделений:
группы измерительной техники (контрольно-поверочных пунктов);
группы (участка) ремонта измерительной техники;
группы надзора за состоянием средств измерений.
Состав подразделении лаборатории измерительной техники для заводов в РАПО приведен в табл. 44.
|
Наличие подразделений лаборатории по группам |
Наличие подразделений в лаборатории РАПО |
|||
|
III |
IV |
V |
||
|
1 |
2 |
3 |
4 |
5 |
|
Группа измерительной техники (контрольно-поверочные пункты) |
+ |
+ |
+ |
+ |
|
Группа (участок) ремонта измерительной техники |
+ |
+ |
- |
- |
|
Группа надзора за состоянием средств измерений |
+ |
+ |
+ |
+ |
Примечания: 1. Ремонтные заводы V группы и ремонтно-обслуживающие предприятия РАПО ремонтируют измерительную технику на отраслевых ремонтно-механических заводах III, IV группы или в областных (республиканских) лабораториях стандартизации и метрологии.
2. Контрольно-поверочный пункт (КПП) на заводах создается для каждого специализированного цеха, КПП в РАПО создается для специализированного цеха по восстановлению изношенных деталей.
Контрольно-поверочные пункты в специализированных цехах заводов и РАПО размещаются в инструментально-раздаточных кладовых (ИРК).
Лаборатория металлографическая и механических испытаний
3.8. Основными функциями лаборатории металлографической и механических испытаний являются:
испытание и выборочная проверка поступающих на ремонтное предприятие запасных частей, ремонтных материалов и полуфабрикатов, испытание и выборочная проверка восстановленных деталей на соответствие их ГОСТам, ОСТам и техническим условиям;
разработка с участием главного технолога (технического) и ОТК мероприятий по устранению брака на основе подробного анализа случаев брака в производстве и разработка организационно-технических мероприятий по ликвидации брака на предприятии;
исследования, связанные с разработкой новых технологических процессов и заменой одних материалов другими;
обслуживание производственных цехов ремонтных предприятий испытаниями в соответствии со стандартами и техническими условиями;
осуществление контроля и исследования принятых на ремонтном предприятии технологических процессов с целью их усовершенствования, определение технического уровня изделий и технологии производства, сравнительных испытаний и исследований выпускаемой продукции с лучшими образцами отечественной и зарубежной продукции.
Лаборатория надежности (испытательная)
3.9. Основные функции лабораторий надежности (испытательной):
координация всех контрольных и исследовательских работ в целях обеспечения высокого качества и долговечности выпускаемой продукции;
осуществление контроля за обеспечением необходимого уровня надежности изделий на стадиях ремонта, транспортирования, хранения и эксплуатации;
изучение причин возникновения отказов и повреждений и решение вопросов, связанных с обеспечением уровня надежности;
организация на ремонтном предприятии порядка приемки изделий, при котором поступающие в ремонт изделия не должны приниматься без технической документации, содержащей данные о месте работы изделия, продолжительности эксплуатации, наработки в объеме выполненных работ, причине сдачи в ремонт, количестве ремонтов и замене деталей, произведенных в период эксплуатации изделий;
организация выборочной дефектации деталей с установлением причин выбраковки и ее процента по каждой причине;
выполнение вместе с другими техническими подразделениями работ по установлению гарантийных сроков ремонтируемого изделия, подготовке рекомендаций для нормирования расхода запасных частей на капитальный ремонт, оценке приспособлений оборудования к проведению ремонта, определению стоимости капитального ремонта, установлению фактических межремонтных периодов изделия;
осуществление контроля за выполнением требований технологической документации и руководящих технических материалов по вопросам обеспечения надежности ремонтируемых изделий;
методическое руководство специальными испытаниями на надежность (включая опытную эксплуатацию), проводимыми при изменении технологии ремонта, методов и объема восстановления деталей (испытания изделий на надежность выполняются на испытательных стендах, установленных на участках основного производства);
участие в контрольных разборках отремонтированных изделий с последующим анализом качества ремонта;
ведение систематического учета, обработки и анализа данных об отказах, выявленных при приемно-сдаточных и других внутризаводских испытаниях;
установление и исследование причин отказов и повреждений, информирование соответствующих подразделений ремонтного предприятия о выявленных отказах и повреждениях, разработка вместе с ними рекомендаций по проведению мероприятий, обеспечивающих требуемый уровень надежности, контроль их выполнения;
организация выборочных наблюдений за работой отремонтированных изделий для определения их фактической надежности после ремонта;
ведение систематического учета, обработка и анализ данных об отказах и повреждениях отремонтированных изделий по рекламациям и информациям организаций, эксплуатирующих изделия, подготовка решений для проведения мероприятий по обеспечению надежности, контроль их выполнения;
установление номенклатуры быстроизнашивающихся деталей и сборочных единиц, участие в их испытаниях и подготовка предложений по надежности;
анализ вместе с ОТК причин брака, разработка мероприятий по их устранению;
анализ экономической эффективности мероприятий по совершенствованию технологии ремонта для выбора наиболее эффективных путем обеспечения надежности ремонтируемых изделий;
изучение условий эксплуатации изделий;
установление связи с потребителями;
организация получения от потребителей достоверной полной и непрерывной информации по единым формам учета о наработке, отказах и повреждениях изделий при эксплуатации;
изучение организации и проведение ремонта изделий в период эксплуатации для уточнения норм предельных износов и определения сроков службы деталей, сроков планово-предупредительных ремонтов изделий или его составных частей, а также для уточнения норм расхода запасных частей и составления их номенклатуры.
Лаборатория надежности состоит из следующих групп:
анализа уровня надежности;
причин отказов изделий, поступающих по рекламациям;
изучение опыта эксплуатации выпускаемой продукции;
испытания на надежность.
Химико-технологическая лаборатория
3.10. Основные функции химико-технологической лаборатории:
анализ, испытание и выборочная проверка поступающих на ремонтное предприятие материалов и полуфабрикатов на соответствие их ГОСТам, ОСТам и техническим условиям;
выполнение различных испытаний, контроля и анализов составов моечных растворов, лакокрасочных и гальванических покрытий и других материалов, необходимых для нормального ведения технологического процесса и обеспечения качества выпускаемой продукции;
участие в разработке и внедрении новых, более эффективных методов контроля качества продукции и усовершенствование существующих;
участие в исследовательских работах совместно с отраслевыми научно-исследовательскими институтами по тематике, отвечающей нуждам ремонтных предприятий;
внедрение в производство ремонта машин результатов научных работ, выполненных научно-исследовательскими институтами и лабораториями родственных предприятий;
проведение контрольных анализов очистки отработанных растворов и сбросов с целью предотвращения загрязнения окружающей среды отходами ремонтного производства и возможности их повторного использования.
Режим работы, фонды времени работы оборудования и работающих в лабораториях
3.11. Режим работы лабораторий - односменный.
Продолжительность смены - 8,2 ч.
Продолжительность рабочей недели - 41 ч.
Количество рабочих дней в неделе - 5.
Количество рабочих дней в году - 253.
Фонды времени работы оборудования и работающих приведены в табл. 45.
|
Действительный (расчетный) годовой фонд времени, ч |
||
|
оборудования |
работающих |
|
|
Лаборатория измерительной техники (метрологическая) |
2030 |
1860 |
|
Лаборатория металлографическая и механических испытаний |
2030 |
1860 |
|
Лаборатория надежности (испытательная) |
2030 |
1860 |
|
Химико-технологическая лаборатория |
2030 |
1840 |
Выбор и определение количества оборудования
3.12. Оборудование, приборы и лабораторная мебель принимается без расчета в комплекте, обеспечивающем выполнение всех необходимых работ в соответствии с назначением лаборатории.
Примерный перечень оборудования для лаборатории приведен в рекомендуемом приложении 18.
3.13. Механическое оборудование для изготовления шлифов в металлографической лаборатории не предусматривается. Изготовление шлифов производится на металлорежущем оборудовании инструментального участка или механического участка основного производства предприятия.
3.14. Оборудование для лаборатории надежности не предусмотрено. Испытания на надежность изделий (деталей и опытных образцов продукции) выполняют на испытательных стендах участков основного производства.
Определение площадей и размещение лабораторий в составе предприятия
3.15. Площадь помещений для лабораторий определяется технологическими планировками организации рабочих мест с учетом соблюдения норм расстановки оборудования, приведенных в табл. 46.
3.16. Лаборатории ремонтных предприятий могут размещаться в административно-бытовом (инженерном) корпусе или в производственном, и удалении от участков, вызывающих вибрацию и коррозию измерительной техники.
3.17. Лаборатория измерительной техники должна размещаться выше первого этажа и на расстоянии не менее 15 м от участков: кузнечно-прессового, обкатки и испытания двигателей, машин после ремонта и компрессорных установок, создающих вибрацию, а также на расстоянии не менее 20 м от разборочно-моечного и гальванического участков, вызывающих коррозию и загрязнение измерительной техники.
Контрольно-проверочные пункты (КПП) в специализированных цехах необходимо размещать в инструментально-раздаточных кладовых (ИРК).
3.18. Химико-технологическую лабораторию необходимо разместить у наружных стен одноэтажного здания или на верхнем этаже многоэтажного здания с целью лучшего обеспечения удаления вредных и пожароопасных выделений, образующих при анализе применяемых на предприятиях различного рода химических веществ.
Нормы расстановки оборудования
3.19. При расстановке оборудования и оргоснастки необходимо соблюдать:
прямолинейность расположения оборудования в ряду;
расстояния между единицами оборудования и от оборудования до строительных конструкций, теплотехнических, сантехнических приборов и других сооружений, обеспечивающих безопасные условия труда работающих и нормальные условия технического обслуживания оборудования.
Нормы расстановки оборудования на рабочих местах лабораторий приведены в табл. 5 настоящего руководства.
Номенклатура профессий и нормы численности работающих в лабораториях
3.20. Для руководства и организации работ всех специализированных лабораторий на заводе назначается начальник центральной заводской лаборатории.
Для руководства и организации работ всех специализированных лабораторий в РАПО назначается начальник производственной лаборатории РАПО.
3.21. В номенклатуру профессий специализированных лабораторий завода и РАПО входят:
старший инженер-лаборант (руководитель специализированной лаборатории);
инженер-лаборант;
лаборант;
производственные рабочие (слесари V - VI разряда по ремонту измерительной техники на заводах III - IV группы по оплате труда).
3.22. Инженер-лаборант назначается при наличии в лаборатории трех и более лаборантов.
Старший инженер-лаборант (руководитель лаборатории) и инженер-лаборант входят в общую численность работающих специализированной лаборатории.
3.23. Численность работающих для лаборатории измерительной техники определяется в процентах от количества производственных рабочих, имеющихся на заводе и ремонтно-обслуживающих объектов РАПО по нормам, приведенным в табл. 47.
|
Нормы численности работающих в измерительной лаборатории, % |
||||
|
группа завода |
предприятия РАПО |
|||
|
III |
IV |
V |
||
|
Количество производственных рабочих |
2,5 |
2,0 |
1,7 |
1,7 |
3.24. Количество лаборантов для лаборатории металлографической и механических испытаний и химико-технологической лаборатории определяется в зависимости от количества обслуживаемого технологического оборудования на заводах и объектах РАПО по нормам, приведенных в табл. 48.
|
Лаборатория |
Профессия |
Наименование обслуживаемого оборудования |
Норма обслуживания оборудования на одного лаборанта, шт. |
|
|
1 |
2 |
3 |
4 |
5 |
|
Термический, заготовительный, механический, сварочно-наплавочный, гальванический |
Металлографическая и механических испытаний |
Лаборант-металлограф |
Печи, ванны, металлорежущие, сварочно-наплавочное оборудование |
20 |
|
Гальванический, окрасочный, разборочно-моечный, сварочно-наплавочный, аккумуляторный, консервации и упаковки, котельная, очистные сооружения |
Химико-технологическая |
Лаборант химического анализа |
Ванны, камеры, сварочно-наплавочные агрегаты, котельные установки, очистные сооружения |
23 |
Примечания: В общую численность работающих в лаборатории металлографической и механических испытаний, а также химико-технологической лаборатории входят старший инженер-лаборант (руководитель лаборатории) и инженеры-лаборанты, которые дополнительно определяются на основании п.п. 3.10.1 и 3.10.3 данного раздела норм.
3.25. Численность работающих для лаборатории надежности определяется для заводов в зависимости от группы завода по оплате труда в количестве:
заводы III группы - 5 человек;
заводы IV группы - 4 человека;
заводы V группы - 3 человека.
Для РАПО в зависимости от наличия специализированных ремонтно-обслуживающих объектов (специализированные цеха, мастерские, станции технического обслуживания: СТОА, СТОТ, СТОЖ) - в количестве:
при 1 - 2 специализированных предприятиях - 3 человека;
3 и более специализированных предприятиях - 4 человека.
Требования к помещениям лабораторий
3.26. Высота помещений лабораторий должна быть не менее 3 м. Лаборатории размещаются в административно-бытовом здании.
3.27. При выдаче заданий на отделку помещений (стен, потолков и панелей) следует руководствоваться табл. 49.
|
Отделка помещений |
|||
|
Стены |
Панели |
Потолки |
|
|
1 |
2 |
3 |
4 |
|
Лаборатории измерительной техники |
Известковая окраска - верхняя часть стен |
Керамические глазурованные, кафельные плиты на высоту рабочей зоны (3 м) |
Известковая окраска |
|
Металлографическая лаборатория и механических испытаний |
То же |
То же |
То же |
|
Лаборатория надежности |
Известковая окраска |
Известковая окраска |
Известковая окраска |
|
Химико-технологическая лаборатория |
То же |
Керамические глазурованные плиты на высоту 3 м |
То же |
3.28. При выдаче заданий на устройство полов следует руководствоваться табл. 50.
|
Вид покрытия |
Тип пола по главе СНиП «полы» |
|
|
Лаборатория измерительной техники |
Мозаичные полы |
П-41 |
|
Металлографическая лаборатория и механических испытаний |
То же |
П-41 |
|
Лаборатория надежности |
То же |
П-41 |
|
Химико-технологическая лаборатория |
Керамические кислотоупорные плиты |
П-45 |
Нормы температуры, относительной влажности и скорости движения воздуха в помещении лаборатории
3.29. Нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне лабораторий принимаются в соответствии с требованием ГОСТ 12.1.005-76 «Воздух рабочей зоны» в зависимости от категории работы по тяжести, выполняемой лаборантами.
Категория работ по тяжести, выполняемая лаборантами и характеристика помещений лабораторий по тепло- и влагоотделению приведены в табл. 51.
Таблица 51
|
Категория работ по тяжести |
Характеристика помещения |
||
|
тепловыделение |
влагоотделение |
||
|
1 |
2 |
3 |
4 |
|
Лаборатория измерительной техники |
Легкая I |
Отсутствует |
Отсутствует |
|
Металлографическая и механических испытаний |
Средней тяжести (IIа) |
Незначительные избытки явного тепла |
Отсутствует |
|
Химико-технологическая |
Средней тяжести (IIб) |
Незначительные избытки явного тепла |
Незначительные влаговыделения |
Нормы освещенности рабочих мест лаборатории
3.30. Для освещения рабочих мест лаборатории на ремонтно-обслуживающих предприятиях применяется естественное и искусственное освещение.
Для лабораторий освещенность рабочих поверхностей определяют по СНиП II-4-79 «Естественное и искусственное освещение», табл. 2, раздел «Здания управления» ..., п. 17, 20, 23.
Противопожарные мероприятия
3.31. Определение категории производств по взрывной, взрывопожарной, пожарной безопасности и противопожарные мероприятия для лабораторий следует принимать по разделу 6, части I настоящих норм.
4. УЧАСТОК ЗАРЯДКИ ЭЛЕКТРОКАРОВ И ЭЛЕКТРОПОГРУЗЧИКОВ
Назначение и состав участка
4.1. На ремонтно-обслуживающих предприятиях участок предназначен для обеспечения постоянной исправности внутрицехового напольного электрического транспорта (электрокаров и электропогрузчиков).
4.2. Участок обеспечивает ежедневную подзарядку тяговых аккумуляторных батарей непосредственно на электрокарах и электропогрузчиках и периодическую замену и доливку электролита в перерыве между 2-й и 1-й сменами.
4.3. Периодическое техническое обслуживание в соответствии с планово-предупредительной системой технического обслуживания и ремонта, текущий ремонт и устранение неисправностей электрокаров и электропогрузчиков производится на рабочих местах в отделении главного механика.
Примечание. Капитальный ремонт электрокаров, электропогрузчиков и тяговых аккумуляторных батарей производится на других специализированных предприятиях.
4.4. На ремонтно-обслуживающих предприятиях участок зарядки электрокаров и электропогрузчиков состоит из следующих помещений:
для стоянки машин и зарядки аккумуляторов на машинах или стеллажах (помостах);
для приготовления электролитов (электролитная);
для зарядных агрегатов;
для приготовления дистиллированной воды (дистилляторная);
вентиляционной камеры.
Количество помещений может быть изменено в зависимости от наличия соответствующих помещений в составе действующего предприятия, что должно быть оговорено с заказчиком при составлении задания на проектирование объекта.
Примечания: 1. Приготовление электролита, зарядка, ремонт и хранение щелочных и кислотных аккумуляторных батарей в одном помещении не допускается.
2. При наличии на проектируемом предприятии электрокаров и электропогрузчиков до 10 шт. от техническое обслуживание, устранение неисправностей и текущий ремонт допускается проводить в общем выгороженном от других участков помещений с зарядкой аккумуляторных батарей. Дистилляторы допускается размещать в помещении электролитной.
Выбор и определение количества оборудования
4.5. Перечень оборудования, оснастки и приборов, инструмента для участка зарядки электрокаров и электропогрузчиков выбирается с учетом условий полного обеспечения технического обслуживания и зарядки тяговых аккумуляторных батарей в зависимости от количества помещений (рабочих мест), проектируемых в составе участка зарядки электрокаров и электропогрузчиков.
4.6. Количество оборудования, оргоснастки, приборов и инструмента для участка зарядки электрокаров и электропогрузчиков принимается без расчета по табелю (из расчета количества организованных рабочих мест).
Расчет производственных площадей и размещение участка в составе предприятия
4.7. Производственная площадь для всех помещений участка зарядки электрокаров и электропогрузчиков определяется по площади, занимаемой технологическим оборудованием, и коэффициенту рабочей зоны по формуле:
F = Fоб×Крз, м2,
где F - площадь помещения, входящего в состав участка, м2;
Fоб - площадь пола, занимаемая оборудованием в помещении, м2;
Крз - коэффициент рабочей зоны (см. табл. 4 настоящего руководства).
Общая площадь участка определяется как сумма площадей всех помещений, входящих в состав участка.
4.8. На ремонтно-обслуживающих предприятиях зарядку тяговых аккумуляторных батарей можно производить, как в специальных отдельных помещениях, а также и в общем помещении с другими участками в специально выделенном месте непосредственно на машинах или помостах со снятием батарей с машин.
4.9. В проектируемом ремонтно-обслуживающем предприятии при количестве до шести напольных электрических машин отдельное помещение для участка зарядки электрокаров и электропогрузчиков не проектируется, а зарядка тяговых аккумуляторных батарей размещается в общих производственных, невзрыво- и непожароопасных помещениях, на участках с производством категории «Д» при установке в одном месте не более двух машин или батарей, при условии заряда батарей под местными вытяжными устройствами. При выполнении этих требований категория производства и класс помещения участков по пожарной опасности не изменятся.
Устройства для зарядки батарей непосредственно на машинах могут оборудоваться в проездах или на свободных площадях участков.
Для заряда батарей (снятых с машин) на подмостах отводятся специальные места, преимущественно у наружных стен с оконными проемами, и отгораживаются от основного участка сетчатой перегородкой.
4.10. в проектируемом ремонтно-обслуживающем предприятии при количестве более шести напольных электрических машин участок зарядки электрокаров и электропогрузчиков проектируется в отдельном помещении.
4.11. Сообщение зарядного помещения с помещениями производств взрывопожароопасной категории А и Б, как правило, не допускается.
Если производства категорий А и Б обслуживаются электрокарами и электропогрузчиками во взрывобезопасном исполнении, сообщение таких помещений допускается выполнять через тамбур-шлюз.
Сообщение зарядного помещения с помещениями производств В и Г следует выполнять через тамбур-шлюз, а с помещениями производств категории Д - через ворота без тамбура. Ворота должны находиться в пределах нижней невзрывоопасной зоны.
4.12. Зарядное помещение участка должно быть расположено дальше от внешних источников пыли (обойных участков), испарений и газов (участков мойки) и сблокировано с помещениями зарядных устройств, электролитной и дистилляторной, если предусматривать проектирование этих помещений в составе участка зарядки электрокаров и электропогрузчиков.
4.13. Выпрямительные установки, зарядные устройства для преобразования переменного тока в постоянный размещаются отдельно от зарядного помещения. Зарядные устройства должны иметь мощность и напряжение, достаточные для полного заряда аккумуляторных батарей номинальным зарядным током.
Величина минимального напряжения зарядного устройства на каждый элемент батареи принимается для щелочных аккумуляторов 2 В, для кислотных – 3 В.
В качестве зарядных устройств рекомендуется применять индивидуальные выпрямительные установки, рассчитанные на зарядку одной аккумуляторной батареи или группы последовательно соединенных батарей, при этом общее напряжение постоянного (зарядного) тока не должно превышать 220 В.
4.14. Наиболее распространенные типы электрокаров и электропогрузчиков, применяемые на ремонтно-обслуживающих предприятиях, и их характеристики приведены в табл. 52.
Характеристика производственных процессов при зарядке аккумуляторных батарей
4.15. Для заливки в тяговые аккумуляторные батареи применяется составной электролит, представляющий собой раствор едкой щелочи в дистиллированной воде, с добавлением моногидранта лития.
Материалы для приготовления составного электролита:
а/ натр твердый едкий (каустическая сода), ГОСТ 2263-59, сорт «А»;
б/ моногидрат лития (литий едкий аккумуляторный), ГОСТ 8595-57;
в/ кали твердое едкое (кали едкое техническое), ГОСТ 9285-59, сорт «А».
4.17. Отработанный элемент, сливаемый из аккумуляторных батарей, представляет собой химически вредное вещество, состоящее из следующих компонентов в количественном соотношении:
раствор едкой щелочи:
NaOH 10 ¸ 15 %
KOH 20 ¸ 30 %
|
Тип, марка, модель |
Характеристика напольных машин |
|||||
|
грузоподъемность |
габаритные размеры, мм |
масса машины, кг |
тип, марка аккумуляторной батареи |
радиус поворота подъемного устройства, м |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Электропогрузчик |
ЭП-4015М |
0,5 |
2200´900´1600 |
1500 |
22ТЖН-300ВМ |
1,200 |
|
Электропогрузчик универсальный |
ЭП-0604, ЭП-0604А |
0,5 |
2110´905´2040 |
1465 |
22ТЖН-350П |
1,08 |
|
Электропогрузчик универсальный |
ЭП-0601, ЭП-0601А |
0,63 |
2110´905´1960 |
1500 |
22ТЖН-350П |
1,08 |
|
ЭП-0602, ЭП-0662А |
0,63 |
2110´905´1460 |
1465 |
22ТЖН-350П |
1,08 |
|
|
ЭП-0603, ЭП-0603А |
0,63 |
2110´905´2040 |
1465 |
22ТЖН--350П |
1,08 |
|
|
Электропогрузчик |
ЭП-104, ЭП-105 |
0,75 |
2610´100´1500 |
2350 (2200) |
27ТЖН-300-ВМ |
1,80 |
|
Электропогрузчик |
ЭП-0801 |
0,80 |
2180´985´1960 |
1700 |
22ТЖН-350П |
1,17 |
|
ЭП-103 |
1,0 |
2600´830´1700 |
2350 |
34ТЖК-400 |
1,60 |
|
|
ЭН-1003 |
1,0 |
2326´988´1960 |
2100 |
34ТЖН-400 |
2,04 |
|
|
Электропогрузчик |
ЭП-201 |
1,76 (2,0) |
3150´1350´1600 (2950) |
3,3 (3,644) |
40ТЖН-400 |
2,04 |
|
Электропогрузчик |
Серии 0, 2, 0, 4 |
1,5 |
2975´930´1480 (2100) |
2,5 (2,62) |
24ТЖН-500 |
2,10 |
|
Электропогрузчик с поворотно-выдвижными вилами |
ЭП-1008 |
1,0 |
4040´1400´3150 |
4,52 |
40ТЖН-400 |
2,10 |
|
Электротележка |
ЭК-2 |
2,0 |
2785´1140´1230 |
1,25 |
28ТЖН-250 |
3,8 |
|
Электротележка |
ЭТМ-С |
1,0 |
2300´850´1280 |
0,95 |
22ТЖН-250 |
2,15 |
|
Электротележка |
ЭП-201 |
2,0 |
3150´1350´2950 |
3,644 |
40ТЖН-400 |
2,04 |
карбонаты Na2CO3, K2CO3 70 ¸ 100 г/л
шлам:
эбонит (винипласт) +
гидрат закиси никеля +
графит +
железный порошок +
Примечание. Определение содержания в шламе эбонита (винипласта), гидрата никеля, графита и железного порошка требует дополнительных научных исследований.
4.18. Количество отработанного электролита определяется в зависимости от наличия на предприятии электрокаров и электропогрузчиков, от объема ванн и периодичности замены электролита в аккумуляторных батареях. Сброс отработанного электролита в канализацию без предварительной его нейтрализации запрещается. В связи с этим участок должен быть оборудован устройством нейтрализации отработанного щелочного электролита.
4.19. Характеристика производственного процесса зарядки щелочных аккумуляторных батарей и нормы расхода материалов на одну аккумуляторную батарею приведены в табл. 18.
4.20. При большом количестве отработанного электролита в составе участка зарядки электрокаров и электропогрузчиков следует устанавливать оборудование для его регенерации.
4.21. В процессе зарядки тяговые аккумуляторные батареи при необходимости должны охлаждаться. Способы охлаждения определяются конструкцией батарей. Для батарей с элементами ТЖН 250 ¸ 550 охлаждение должно производиться сосредоточенной вытяжкой воздуха в зоне заряжаемых батарей, а для батарей с элементами ТЖН-950 охлаждение осуществляется подачей охлажденного воздуха снизу батарей.
4.22. В процессе зарядки из аккумуляторных батарей выделяется водород, который является легким летучим газом и может находиться в помещении только в верхней зоне, занимаемой 1/4 высоты помещения. В нижней зоне, занимаемой 3/4 высоты помещения от уровня пола, при нормальной работе вентиляции водород не остается.
Количество водорода в литрах, выделяемого в помещение во время зарядки аккумуляторных батарей, принимается по табл. 53 или определяется по формуле:
VH2 = 0,2×i×t, л,
где VH2 - количество выделяемого водорода, л;
i - наибольший зарядный ток, А;
t - время зарядки батареи, ч.
4.23. В помещении для зарядки аккумуляторных батарей необходимо предусматривать следующее:
а/ помещение должно быть оборудовано механической приточно-вытяжной вентиляцией, обслуживающей только зарядное помещение;
б/ механическое вытяжное вентиляционное устройство должно иметь два вентилятора - рабочий и резервный, с автоматическим включением резервного при остановке рабочего вентилятора и автоматической блокировкой отключения зарядного тока при полном прекращении работы вытяжной вентиляции;
в/ отсос газов должен производиться из верхней и нижней зон зарядного помещения. Из верхней зоны отсос следует выполнять более интенсивным, чем приток. Если потолок помещения разделен балками на отсеки, отсос воздуха должен производиться из каждого отсека;
г/ в верхней зоне помещения установка силового (кран-балки, вентиляторы) и осветительного (стационарные и переносные светильники) электрооборудования должна быть выполнена во взрывозащищенном исполнении.
Допускается применение кран-балок, вентиляторов и переносных светильников в нормальном исполнении при установке в зарядном помещении автоматических газоанализаторов, отключающих как питание кранов, вентиляторов, переносных светильников, так и питание зарядных агрегатов при появлении в воздухе помещения концентрации водорода не более 2 % к объему воздуха.
Примечание. В нижней зоне зарядного помещения разрешается применять клеммовые соединения в открытом исполнении и штепсельные в заводском (например, ШСГ).
д/ помещения электролитной, зарядных устройств и дистилляторной оборудуются приточно-вытяжной вентиляцией.
Определение численности рабочих
4.24. На участке зарядки электрокаров и электропогрузчиков используются водители электрокаров и аккумуляторщики.
Количество воителей определяется по количеству электрокаров и электропогрузчиков с учетом двухсменной работы и одного водителя на каждую машину в смену. Водители также используются при проведении периодических технических уходов и текущих ремонтов за электрокарами и электропогрузчиками.
4.25. Количество аккумуляторщиков для обслуживания батарей принимается в зависимости от количества эксплуатируемых напольных электрических машин на предприятии. При наличии на предприятии до 6 электрокаров и электропогрузчиков аккумуляторщики не назначаются. Обслуживание аккумуляторных батарей на этих предприятиях обеспечивается соответствующей службой, имеющейся в действующем предприятии. При наличии на предприятии от 7 до 10 электрокар и электропогрузчиков принимается один аккумуляторщик и при более 10 машин - 2 человека, из них один для первой смены и один для второй смены.
Указания по ПУЭ и строительной части зарядных станций приводятся в обязательном приложении 19.
|
Масса батареи с электролитом, кг |
Количество электролита, л |
Зарядный ток, А |
Время зарядки, ч |
Выделение водорода, л |
Интенсивность тепловыделений при зарядке (тепловая мощность аккумулятора), Вт |
Расход материалов на 1 заряж. аккум. |
|||||
|
Время зарядки (полной) |
Среднее, ч |
За первые сутки самозарядки VH2 = C/20 |
дистиллированной воды, л |
щелочи, кг |
воздуха на охлаждение, м3/ч |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
28ТЖН-250 |
4373,0 |
62,5 |
7 |
62,5 |
9,0 |
12,5 |
16,9 |
2,5 (2,25) |
0,5 (0,75) |
20 |
|
|
22ТЖН-300ВМ |
470 |
5,0 (110) |
75,0 |
7 |
75,0 |
10,7 |
15,0 |
19,0 |
3,34 (3,00) |
0,66 (1,00) |
22 |
|
22ТЖН-350П |
600 |
4,5 (99) |
90,0 |
7 |
90,0 |
13,0 |
17,5 |
22,5 |
3,75 (3,37) |
0,75 (1,23) |
24 |
|
34ТЖН-400 |
845 |
5,0 (170) |
105,0 |
7 |
105,0 |
15,0 |
20,0 |
25,0 |
4,17 (3,75) |
0,83 (1,25) |
26 |
|
40ТЖН-400 |
985 |
5,0 (200) |
125,0 |
7 |
105,0 |
15,0 |
20,0 |
25,0 |
4,17 (3,75) |
0,83 (1,25) |
26 |
|
24ТЖН-500 |
724 |
6,0 (144) |
125 |
7 |
125,0 |
17,9 |
25,0 |
315 |
5,00 (4,50) |
1,00 (1,50) |
30 |
|
Аккумуляторы: |
|||||||||||
|
ТЖН-450 |
28 |
5,5 |
125 |
7 |
125,0 |
17,9 |
22,5 |
29,0 |
4,60 (4,14) |
0,90 (1,37) |
28 |
|
ТЖН-550 |
30 |
9,0 |
140 |
7 |
140 |
20,0 |
27,5 |
35,0 |
7,50 (6,75) |
1,50 (2,25) |
32 |
|
ТЖН-950 |
55 |
9,0 |
217,0 |
7 |
217,0 |
31,0 |
47,5 |
50,0 |
7,50 (6,75) |
1,50 (2,25) |
34 (20) |
Примечания: 1. В графе 3 в скобках указано количество электролита, заливаемого в батарею.
2. В графе 10 в скобках указано количество дистиллированной воды, необходимое для приготовления электролита.
3. В графе 11 в скобках указано количество едкой щелочи КОН, необходимое для приготовления электролита.
5. ПРОИЗВОДСТВЕННЫЕ СКЛАДЫ
Назначение и состав складов
5.1. Производственные склады ремонтно-обслуживающих предприятий системы Госагропрома СССР предназначены для:
приема, хранения, выдачи товаров производственного назначения (запасные части и ремонтные материалы), расходуемых на основное и вспомогательное производство;
приема и хранения ремонтного фонда машин и агрегатов;
хранения и выдачи отремонтированных машин и агрегатов.
5.2. Организационная структура производственных складов в различных типах ремонтно-обслуживающих предприятий приведена в табл. 1, часть I настоящих норм.
5.3. Состав складов, их назначение, и условия для хранения различных товаров, приведены в табл. 54.
|
Номенклатура хранимых товаров |
Место расположения склада (тип склада) |
Условия хранения |
||
|
Температура, °С |
Относительная влажность, % |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1. Склад запасных частей, инструмента и ремонтных материалов |
Запасные части, узлы, агрегаты, инструмент, резинотехнические и кабельные изделия, аккумуляторные батареи, автотракторное электрооборудование, бумажная продукция, текстиль, спецодежда, обувь и др. |
В общем помещении производственных складов |
Не менее +5 |
Не более 60 |
|
2. Склад металла |
Черные и цветные металлы, метизы |
Под навесом |
Не нормируется |
Не нормируется |
|
Черные металлы крупных профилей |
На открытой площадке |
Не нормируется |
Не нормируется |
|
|
3. Склад лакокрасок |
Растворители, лаки и краски |
В отдельном помещении производст. складов |
То же |
То же |
|
4. Склад химикатов |
Кислоты, щелочи, соли, синтетические моющие средства, полимерные материалы др. |
То же |
Не менее +5 |
То же |
|
5. Склады ремонтного фонда |
Ремонтный фонд: |
|||
|
машин (тракторов, автомобилей, комбайнов и др. сельскохозяйственных машин) |
На открытой площадке с крановыми средствами |
Не нормируется |
То же |
|
|
агрегатов, шасси (задние и передние мосты автомобилей, комбайнов, тракторов, каретки, подвески, звенья гусениц, рамы тракторов и автомобилей и т.д. |
Под навесом |
Не нормируется |
То же |
|
|
двигателей, коробок перемены передач, деталей восстановления |
Под навесом, в стеллажах-навесах |
Не нормируется |
Не нормируется |
|
|
гидросистем, топливной аппаратуры и электрооборудования |
В общем помещении производственных складов |
Не менее +5 |
Не более 60 |
|
|
резино-технических изделий (покрышки, камеры) |
В неотапливаемом помещении производственных складов |
Не нормируется |
Не нормируется |
|
|
6. Склад деталей ожидающих ремонта (ДОР) |
Ремонтопригодные детали |
В производственном корпусе |
Не менее +5 |
Не нормируется |
|
7. Склад готовой продукции |
Отремонтированная продукция: |
|||
|
машины (тракторы, автомобили, комбайны и др. с/х машины) |
На открытой площадке с крановыми средствами |
Не нормируется |
То же |
|
|
агрегаты, шасси |
Под навесом, в стеллажах-навесах, в неотапливаемом помещении производственных складов |
То же |
То же |
|
|
двигатели, топливная аппаратура, электрооборудование, восстановленные детали |
В отапливаемом помещении производственных складов |
Не менее +5 |
Не более 60 |
|
|
резинотехнические изделия (покрышки, камеры) |
В неотапливаемом помещении производственных складов |
Не нормируется |
Не более 85 |
|
|
8. Склад лесоматериалов |
Пиломатериалы |
На открытой площадке |
Не нормируется |
Не нормируется |
|
9. Склад горюче-смазочных материалов |
Топливо (дизельное, бензин, керосин) |
В подземных металлических резервуарах вместимостью 5, 10 м3 с насосными установками |
То же |
То же |
|
Масла (моторные, трансмиссионные, индустриальные) и консистентные смазки (солидолы, консталины) |
Складской участок в производственном корпусе или отдельно стоящее здание |
Не менее +5 |
Не нормируется |
|
|
10. Склад газов |
Газы в баллонах (кислород, ацетилен, ацетон, углекислый газ и др.) |
Под навесом или на открытой площадке с ограждением |
Не нормируется |
То же |
|
11. Склад утиля (отходов производства) |
Отходы производства (металл, пиломатериалы, картон, бумага и др.) |
На открытой площадке с использованием производственной тары |
То же |
То же |
Примечание: 1. Условия хранения приведены для укрупненной номенклатуры материалов. При определении условий хранения конкретных металлов необходимо руководствоваться требованиями соответствующих стандартов и технических условий.
2. Перечень материалов, несовместимых при хранении, принимается по ![]() (см.
обязательное приложение 20).
(см.
обязательное приложение 20).
3. Хранение ремфонда и готовой продукции осуществляется в соответствии с «Рекомендациями по организации и технологии хранения ремонтного фонда и готовой продукции на предприятиях Госкомсельхозтехники», утверждены Госкомсельхозтехникой 22 июня 1981 г.
Организация складского хозяйства
5.4. При организации складского хозяйства заводов и ремонтно-обслуживающих объектов РАПО необходимо:
максимальное кооперирование и централизация складского хозяйства;
комплексная механизация всего технологического процесса погрузочно-разгрузочных и складских работ;
максимальное использование площадей и объемов складских помещений;
применение универсальных высокопроизводительных штабелирующих устройств.
5.5. Технологический процесс переработки грузов на складах состоит из следующих основных операций:
разгрузки внешнего транспорта и подготовки к приемке материалов;
приемки и подготовки к хранению материалов;
хранения материалов;
комплектования заказов и учет;
подготовки материалов и отправки заказов.
Режим работы и фонды времени работы оборудования и рабочих в складах
5.6. Режим работы производственных складов ремонтно-обслуживающих предприятий принимается односменным.
5.7. Эффективный
(расчетный) годовой фонд времени работы рабочих и складского оборудования
(электропогрузчиков, автопогрузчиков, кранов-штабелеров) следует принимать по
«Общесоюзным нормам технологического проектирования общезаводских складов
предприятий машиностроения, приборостроения и металлообработки» ![]() (см.
обязательное приложение 21).
(см.
обязательное приложение 21).
Выбор и определение количества оборудования
5.8 Подъемно-транспортное оборудование для производственных складов назначается, исходя из принятых объемно-планировочных решений (ширины пролета и высоты складских помещений), объема грузооборота склада, способов хранения товарно-материальных ценностей и технологии переработки грузов.
5.9. Применение подъемно-транспортного оборудования в зависимости от строительной характеристики производственных складов приведено в табл. 55.
|
Применяемое подъемно-транспортное оборудование |
||||||
|
Ширина пролета, м |
Высота от пола до низа несущих конструкций, м |
Электропогрузчики |
Краны-штабелеры, управляемые с пола |
Опорные краны-штабелеры, управляемые из кабины |
Подъемники межстеллажные |
Подвесные кран-балки |
|
12 |
3,0; 4,2 |
+ |
- |
- |
+ |
- |
|
12 |
4,8 |
+ |
+ |
- |
+ |
+ |
|
12 |
6,0 |
+ |
+ |
- |
+ |
+ |
|
18 |
6,0 |
+ |
+ |
- |
+ |
+ |
|
18, 24 |
7,2 |
+ |
+ |
- |
- |
+ |
|
18, 24 |
9,6 |
- |
- |
+ |
- |
- |
5.10. Основным подъемно-транспортным оборудованием для складов запасных частей и ремонтных материалов при высоте до 7,2 м являются краны-штабелеры, управляемые с пола, электропогрузчики и электроштабелеры грузоподъемностью от 0,5 до 2,0 т (5 - 20 кН).
Электропогрузчики и электроштабелеры, преимущественно с поворотно-выдвижными видами, позволяют улучшить использование складской площади на 30 % по сравнению с фронтальными электропогрузчиками за счет уменьшения рабочего прохода между стеллажами до 1,6 м.
5.11. Тара, стеллажи и весоизмерительные приборы являются технологическим оборудованием складов.
Основные параметры стеллажей определяются по ГОСТ 14757-81, ГОСТ 16141-81, ГОСТ 16140-77*, а складской тары по ГОСТ 14861-77*, ГОСТ 9570-84, ГОСТ 9078-84.
Расчет оборудования для закрытых складов
5.12. Потребность в производственно-складском оборудовании (таре и стеллажах) определяется для каждого вида склада по формуле:
Поб = Пхр + Пр, шт.,
где Поб - потребность в оборудовании, шт.;
Пхр - тара (стеллажи), предназначенная для хранения, перемещения и складирования грузов внутри склада, шт.;
Пр - тара (стеллажи), находящиеся в ремонте, шт.
Оборудование (тара, стеллажи), предназначенное для хранения, перемещения и складирования отдельных групп грузов внутри склада Пхр, определяется по формуле:
![]()
где О - грузооборот данной группы товара в год, т;
Т - нормативный срок хранения товара, дн. (принимается по табл. 56);
у - грузовместимость тары (стеллажей), т;
365 - количество календарных дней в году.
Оборудование (тара и стеллажи), находящееся в ремонте (Пр) определяется по формуле:
Пр = Пхр + Кр, шт.,
где Пхр - оборудование для хранения и перемещения грузов в складе, шт.;
Кр - коэффициент ремонта оборудования.
Кр = 0,1.
5.13. Наряду с внутрискладским оборудованием (тара и стеллажи) в производственном складе ремонтных предприятий также должно иметься дополнительное оборудование - контейнеры для перевозки агрегатов, узлов и изношенных деталей в ремонт и из ремонта по кооперации в другие ремонтные предприятия.
Выбор контейнеров производится в зависимости от характеристики перевозимых грузов.
Количество контейнеров для перевозки изделий по кооперации - принимается в необходимом количестве без расчета.
5.14. Расчет потребности подъемно-транспортных средств для выполнения погрузочно-разгрузочных работ в производственных складах должен производиться на основании «Общесоюзных норм технологического проектирования складов тарно-штучной продукции» (см. обязательное приложение 22).
Расчет площади складов
5.15. Площадь производственных складов для хранения товаров в закрытом помещении и под навесом определяется по формуле:
![]()
где Fск - площадь склада, м2,
О - годовое поступление материалов на склад, т;
Т - норма запаса материалов, дни (см. табл. 56);
365 - количество календарных дней в году;
qср - средняя нагрузка на полезную площадь склада, т/м2 (см. табл. 57);
Кс - коэффициент использования площади склада, учитывающий площади проходов и проездов, приемочных и отпускных площадок (см. табл. 57).
5.16. Нормы запаса товаров производственного назначения, ремонтного фонда и готовой продукции на производственных складах ремонтно-обслуживающих предприятиях приведены в табл. 56.
|
Норма запаса товаров производственного назначения, ремфонда и готовой продукции в календарных днях |
||||
|
При поступлении от заводов-поставщиков |
При поступлении с централизованных баз системы Госагропрома |
|||
|
серийное и крупносерийное производство |
мелкосерийное производство |
единичное производство |
||
|
1 |
2 |
3 |
4 |
5 |
|
Товары производственного назначения |
||||
|
Металлы черные |
- |
20 |
20 - 25 |
25 - 30 |
|
Металлы цветные |
- |
20 |
20 - 25 |
25 - 30 |
|
Метизы, электроды |
- |
15 |
15 - 20 |
20 - 25 |
|
Запасные части |
60 |
20 |
25 - 30 |
30 |
|
Материалы бумажные и текстильные |
- |
20 |
20 - 25 |
25 - 30 |
|
Хозяйственные товары, спецодежда и др. товары производственного назначения |
- |
15 |
15 - 20 |
15 - 20 |
|
Резинотехнические изделия |
- |
20 |
20 - 25 |
25 - 30 |
|
Химические материалы |
- |
20 |
20 - 25 |
25 - 30 |
|
Лаки и краски |
- |
20 |
20 - 25 |
25 - 30 |
|
Масла и смазки |
- |
15 |
15 - 25 |
15 - 25 |
|
Светлые нефтепродукты |
- |
15 |
15 - 25 |
15 - 25 |
|
Лес и пиломатериалы |
- |
15 |
15 - 20 |
20 - 25 |
|
Сжатые газы в баллонах |
- |
5 |
5 - 10 |
5 - 10 |
|
Твердое топливо |
- |
20 |
20 - 25 |
20 - 25 |
|
Жидкое топливо |
- |
20 |
20 - 30 |
20 - 30 |
|
Запасные части к оборудованию |
- |
10 - 20 |
10 - 20 |
10 - 20 |
|
Электротехнические материалы |
- |
20 |
20 - 25 |
20 - 30 |
|
Ремонтный фонд |
||||
|
Тракторы |
- |
- |
15 - 30 |
15 |
|
Автомобили |
- |
30 |
15 - 20 |
- |
|
Комбайны |
- |
- |
60 |
60 |
|
Прицепы |
- |
- |
20 - 30 |
- |
|
Двигатели |
- |
20 - 30 |
15 - 20 |
- |
|
Топливная аппаратура |
- |
15 - 30 |
10 - 15 |
- |
|
Гидросистема |
- |
15 - 30 |
10 - 15 |
- |
|
Электрооборудование |
- |
20 - 30 |
15 - 20 |
10 - 15 |
|
Агрегаты |
- |
20 - 30 |
15 - 20 |
10 - 15 |
|
Детали, ожидающие ремонта |
- |
- |
15 - 20 |
10 - 15 |
|
Прочие изделия |
- |
- |
10 - 15 |
- |
|
Готовая продукция |
||||
|
Тракторы |
- |
- |
5 - 10 |
- |
|
Автомобили |
- |
- |
3 - 5 |
- |
|
Комбайны |
- |
- |
30 |
- |
|
Прицепы |
- |
- |
5 - 8 |
- |
|
Двигатели |
- |
- |
5 - 10 |
- |
|
Топливная аппаратура |
- |
- |
5 - 8 |
- |
|
Гидросистема |
- |
- |
3 - 5 |
- |
|
Электрооборудование |
- |
- |
3 - 5 |
- |
|
Агрегаты |
- |
- |
5 - 10 |
- |
|
Детали восстановления |
- |
- |
5 - 10 |
3 - 5 |
|
Прочие изделия |
- |
- |
3 - 5 |
- |
Примечание. Большее значение норм запаса товаров производственного назначения, ремонтного фонда и готовой продукции на складах относится к предприятиям по ремонту крупногабаритных машин (тракторы К-700, зерновые и специальные комбайны; землеройные машины) и их агрегатов.
5.17. Средняя нагрузка на полезную площадь складов и коэффициент использования площади складов приведены в табл. 57.
|
Средняя нагрузка на полезную площадь, т/м2 (qср) |
Коэффициент использования площади складов |
||||||
|
По высоте укладки, м |
Напольный транспорт |
Верхний транспорт |
|||||
|
2 |
4 |
5,5 |
6,5 |
8,0 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Запасные части и детали восстановления |
- |
1,0 |
1,40 |
1,6 |
2,0 |
0,25 - 0,3 |
0,35 - 0,5 |
|
Основные вспомогательные материалы |
- |
1,2 |
1,65 |
2,0 |
2,5 |
0,25 - 0,3 |
0,4 - 0,45 |
|
Металлы |
3 |
5,5 |
- |
- |
- |
0,25 - 0,3 |
0,3 - 0,4 |
|
Ремонтные химикаты |
0,5 |
1,0 |
- |
- |
- |
0,3 - 0,35 |
- |
|
Лакокрасочные материалы |
0,5 |
1,0 |
- |
- |
- |
0,3 - 0,35 |
- |
|
Смазочные материалы |
1,0 |
2,0 |
- |
- |
- |
0,3 - 0,35 |
- |
|
Лесные материалы |
0,8 |
- |
- |
- |
- |
0,3 - 0,4 |
0,4 - 0,45 |
|
Сжатые газы в баллонах |
0,8 |
- |
- |
- |
- |
0,3 - 0,45 |
0,4 - 0,45 |
|
Утиль и промышленные отходы |
0,9 |
1,8 |
- |
- |
- |
0,3 - 0,4 |
0,4 - 0,6 |
|
Ремонтный фонд узлов и агрегатов |
- |
1,6 |
2,8 |
- |
- |
0,3 - 0,4 |
0,35 - 0,45 |
|
Отремонтированные (готовая продукция) узлы и агрегаты |
- |
1,6 |
2,8 |
- |
- |
0,3 - 0,4 |
0,35 - 0,45 |
|
Ремонтный фонд и готовая продукция машин |
(см. пункты 5.4.4. - 5.4.9) |
||||||
Примечание. Большее значение коэффициента использования площади относится к складам с пролетами 18 - 24 м.
Склады ремонтного фонда и отремонтированных (готовой продукции) машин
5.18. Склады для хранения ремонтного фонда и готовой продукции машин проектируются на открытых площадях с твердым покрытием.
На ремонтных предприятиях с программой до 300 машин в год склады ремонтного фонда и готовой продукции могут проектироваться на одной площадке. При этом участок склада готовой продукции отгораживается от склада ремонтного фонда машин сетчатыми перегородками.
Площадка (склад) ремонтного фонда машин размещается со стороны въездных ворот в производственный корпус на расстоянии не менее 4 м от ворот.
Площадка (склад) готовой продукции машин может размещаться на генплане предприятия в любом месте, но не ближе 10 м от выездных ворот из производственного корпуса.
5.19. Площади складов (площадок) для хранения ремонтного фонда и готовой продукции машин определяются, исходя из принятой схемы расстановки машин на площадке хранения по формуле:
Фп = Фм×N, м2,
где Фп - общая площадь открытой площадки (склада) ремфонда или готовой продукции, м2;
Фм - норма площади на одно машино-место, м2 (см. табл. 58);
N - количество (одновременный запас) машин, находящихся на площадке хранения ремонтного фонда или готовой продукции, определяется на основании табл. 56 в зависимости от готовой программы предприятия.
5.20. На ремонтных предприятиях с программой до 300 ремонтов в год с независимым въездом и выездом (своим ходом) машин на площадку ремонтного фонда и готовой продукции рекомендуется применять двухрядную установку машин на площадке хранения.
Двухрядная тупиковая схема установки машин на площадку хранения и доставки их в производственный корпус для ремонта своим ходом приведена на рис. 2.
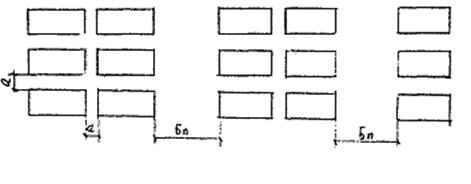
Рис. 2. Примерная схема двухрядной тупиковой расстановки машин на площадке хранения
Бп - ширина проезда между рядами машин, м; а - расстояние между боковыми и торцевыми сторонами машин, м (для всех схем расстановки машин на площадке хранения а = 1 м.
5.21. Нормы площади на одно машино-место (Фм) и нормы ширины проезда между рядами машин (Бп) для двухрядной установки машин на площадке хранения приведены в табл. 58.
|
Нормы площади на одно машино-место (Фм), м2 |
Нормы ширины проезда между рядами машин (Бп), м |
|
|
Автомобили ГАЗ-53а |
31,0 |
10,0 |
|
ЗИЛ-130 |
34,0 |
10,0 |
|
ЗИЛ-ММЗ-555 |
33,6 |
9,0 |
|
МАЗ-5540 |
35,8 |
10,0 |
|
КамАЗ-5320 |
40,5 |
10,0 |
|
Тракторы |
||
|
К-701 |
35,8 |
10,0 |
|
ТЗ-82 |
19,65 |
6,0 |
|
Т-150К |
19,43 |
8,0 |
|
ДТ-75М |
19,4 |
6,0 |
|
Т-130 |
24,5 |
8,0 |
|
Комбайны |
||
|
зерноуборочные СК-5 |
70,0 |
8,5 |
|
СК-6 |
70,0 |
8,5 |
|
Дон-1500 |
73,5 |
10,0 |
|
кормоуборочные КСК-100 |
40,5 |
8,5 |
|
свеклоуборочные КСК-3 |
19,4 |
5,6 |
|
ботвоуборочные БМ-8А |
34,0 |
6,5 |
|
силосоуборочные КСС-2,0 |
25,0 |
6,0 |
|
картофелеуборочные ККУ-2 |
28,0 |
6,5 |
Для ремонтного фонда машин, не вошедших в табл. 58, ширина проезда между рядами машин (Бп) определяется по формуле:
Бп = R×n, м
где R - внешний габаритный радиус поворота машин, м;
n - наибольшее допустимое приближение (защитная зона) перемещаемой машины к препятствиям, ограничивающим ширину проезда, м.
Принимается n = 0,5 - 0,8 м - большее значение для крупногабаритных машин (тракторов К-700, зерновых и специальных комбайнов, землеройных).
5.22. При определении площади склада ремфонда необходимо учитывать, что транспортирование машин на склад после мойки и приемки, а также со склада в производственный корпус на ремонтных предприятиях с программой до 300 машин в год, как правило, производится при помощи буксировки тягачом.
В этом случае рекомендуется схема однорядной проездной расстановки машин, приведенная на рис. 3.
Нормы площади для хранения машин при однорядной проездной расстановке принимаются по табл. 58 с учетом поправочного коэффициента на ширину проезда, ратного 1,8 - 2,0, большее значение принимать для крупногабаритных машин.

Рис. 3. Схема однорядной расстановки машин на площадке хранения
5.23. Для сокращения площади склада ремфонда, а также механизации транспортных работ на ремонтных предприятиях с программой ремонта более 300 ремонтов машин в год следует оборудовать склад ремонтного фонда козловым краном соответствующей грузоподъемности.
При расстановке машин должны быть выдержаны габариты приближения - расстояние от головки рельса подкранового пути до установленных машин, которое принимается равным 2 м.
Расстояние между машинами необходимо принимать 1,0 м. Нормы площади для хранения машин под козловым краном принимаются по табл. 58.
Схема расстановки машин на складе ремфонда с учетом обслуживания козловым краном приведена на рис. 4.
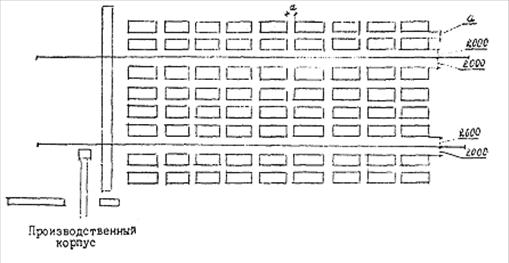
Рис. 4. Схема расстановки ремонтного фонда машин на площадке хранения, оборудованной козловым краном
Нормы расстановки складского оборудования
5.24. Минимальные нормы расстояний между стеллажами и штабелями определяются исходя из параметров применяемого подъемно-транспортного оборудования по заводским паспортам.
Ширина проезда без разворота напольного транспорта при одностороннем движении должна быть не менее ширины этого транспортного устройства (с учетом находящихся на нем грузов) плюс 0,6 м, но не менее 1,3 м.
5.25. Проходы для обслуживающего персонала следует принимать не менее 1,0 м.
5.26. Нормы ширины
проездов и проходов в зависимости от применяемого оборудования
необходимо назначать по ![]() (см.
обязательное приложение 23).
(см.
обязательное приложение 23).
Данные для разработки строительной части
5.27. Строительные параметры складских зданий и помещений должны соответствовать требованиям главы СНиП 2.11.01-85 «Складские здания» и главы СНиП 2.09.02-85 «Производственные здания».
Рекомендуемые строительные параметры складов ремонтных предприятий приведены в табл. 59.
|
Размеры пролетов, м |
|||
|
Ширина, м |
Шаг внутренних колонн, м |
Высота от пола до низа несущих конструкций, м |
|
|
1 |
2 |
3 |
4 |
|
Одноэтажные здания и навесы |
12; 18; 24 |
12 |
3,0; 4,2; 4,8; 6,0; 7,2; 8,4; 9,6 |
|
Одноэтажные здания (помещения для хранения лакокрасок, химикатов, карбида кальция) |
6; 12 |
6 |
3,0; 3,6; 4,2; 4,8; 6,0 |
|
Многоэтажные здания |
9; 12 |
6 |
Высота этажей 3,0; 4,2; 4,8; 6,0; 7,2; 8,4 |
5.28. Технологические
требования к конструкциям полов, отделке помещений складов принимаются согласно
![]() (см.
обязательное приложение 24).
(см.
обязательное приложение 24).
5.29. Освещенность складских помещений назначается согласно главе СНиП II-4-79 «Естественное и искусственное освещение».
5.30. Температура - влажностный режим помещений производственных складов принимать по табл. 54.
Противопожарные мероприятия, техника безопасности и производственная санитария
5.31. Категории производств помещений складов по взрывной, взрывопожарной и пожарной опасности необходимо принимать по табл. 13, части I настоящих норм.
5.32. Склады лакокрасочных и горючесмазочных материалов, ремонтных химикатов и карбида кальция должны размещаться в отдельных помещениях с самостоятельным выходом наружу.
5.33. В помещениях складов не должны размещаться участки по упаковке, консервации, расконсервации и входного контроля изделий, зарядных станций аккумуляторных электропогрузчиков и другие вспомогательные участки, не имеющие непосредственного отношения к хранению и складской переработке материалов. Эти участки в случае размещения их в здании производственного склада должны быть отделены от складских помещений несгораемыми перегородками.
5.34. Предельная площадь помещения склада между противопожарными стенами и степень огнестойкости зданий принимается согласно СНиП 2.11.01-85 «Складские здания».
5.35. Производственные склады оборудуются установками автоматического пожаротушения и автоматической пожарной сигнализацией в соответствии с перечнями зданий и помещений, подлежащих оборудованию установками автоматического пожаротушения (ВСН-1361-77) и автоматической пожарной сигнализацией (ВСН 1364-77).
Первичные средства пожаротушения следует принимать по «Типовым правилам пожарной безопасности для промышленных предприятий», утвержденным ГУПО МВД СССР 21 августа 1975 г.
5.36. Требования техники безопасности принимать согласно «Инструкции по технике безопасности и производственной санитарии при погрузочно-разгрузочных работах на предприятиях и в организациях Госкомсельхозтехники СССР», утвержденной Госкомсельхозтехникой СССР 10 марта 1981 г.
Определение численности работников складов
5.37. Перечень профессий работающих производственных складов и отнесение их к группам производственных процессов следует принимать по табл. 14, части I настоящих норм.
5.38. Численность
работающих производственных складов следует определять по ![]() (см. обязательное
приложение 23).
(см. обязательное
приложение 23).
Уровень механизации транспортно-складских работ
5.39. Уровень механизации
транспортно-складских работ следует определять по ![]() (см. обязательное приложение
26).
(см. обязательное приложение
26).
СОДЕРЖАНИЕ