![]()
ОТРАСЛЕВЫЕ НОРМЫ
ТЕХНОЛОГИЧЕСКОГО
ПРОЕКТИРОВАНИЯ ПРЕДПРИЯТИЙ АВТОМОБИЛЬНОЙ
ПРОМЫШЛЕННОСТИ
МЕХАНООБРАБАТЫВАЮЩИЕ ЦЕХИ
Дата введения 1996-08-01
СОГЛАСОВАНЫ с Управлением по автомобилестроению Роскоммаша протокол от 15.05.96, с Главгосэкспертизой России заключение № 3-1/5-42-П от 26.09.94
УТВЕРЖДЕНЫ Заместителем Председателя Роскоммаша В.А. Александровым 04.07.96 г.
ВЗАМЕН
![]()
ВНЕСЕНЫ Гипроавтопромом
«Отраслевые нормы технологического проектирования предприятий автомобильной промышленности. Механообрабатыващие цехи» ОНТП 14-96 разработаны Государственным ордена «Знак Почета» институтом по проектированию предприятий автомобильной промышленности Гипроавтопром на основании технического задания, утвержденного Департаментом автомобильной промышленности Минпрома РФ 17 марта 1992 г.
С введением настоящих норм утрачивают силу для применения при проектировании предприятий автомобильной промышленности «Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Механообрабатывающие и сборочные цехи» ОНТП 14-86, Минстанкопром СССР.
Главный инженер института М.Л. Шерман
Начальник отдела Е.Н. Широватов
Руководитель разработки:
механообрабатывающие цехи В.Ф. Корешков
МЕХАНООБРАБАТЫВАЩИЕ ЦЕХИ
1. ОБЩАЯ ЧАСТЬ
Перспективным направлением научно-технических разработок является всемерное сокращение металлоемкости продукции машиностроения, использование малоотходных и безотходных технологий, сокращение объемов или исключение процессов обработки, связанных с образованием стружки и других отходов. Однако, доля механической обработки остается преобладающей в процессе окончательного формирования геометрических параметров, размеров, чистоты поверхностей наиболее точных деталей автомобильных агрегатов и других изделий.
Технологические процессы механической обработки весьма разнообразны и основаны на использовании обширной гаммы оборудования, инструмента, оснастки. Характер технологии и соответствующий состав оборудования определяются в основном типоразмерами выпускаемой продукции и серийностью производства. Наибольших затрат требует механическая обработка деталей основных агрегатов автомобиля: двигателя, сцепления, коробок передач и отбора мощностей, ведущих мостов, рулевого механизма, подвески и др.
Крупносерийный и массовый типы производства автомобилей и агрегатов обусловливают организацию автоматизированных и высокомеханизированных процессов обработки деталей, механизацию межоперационного, цехового и заводского транспорта, создание систем механизированного удаления стружки, централизованной и циркуляционной систем снабжения СОЖ.
Механообрабатывающее производство в составе комплексного автомобильного завода занимает значительные площади, влияет на организацию всего производственного процесса, на построение генерального плана предприятия и требует тщательной проработки при проектировании новых заводов, расширении, реконструкции и техническом перевооружении действующих.
Производство специализированных транспортных средств, агрегатов, товаров народного потребления (ТНП) и другой продукции проектируется соответственно заданной программе выпуска и условиям предприятия.
Нормы технологического проектирования определяют оптимальные соотношения количества оборудования, численности работающих, площадей, энерговооруженности производства и входящих в него подразделений (цехов, участков, служб) в зависимости от типажа, габаритов, производственной программы выпускаемой продукции.
Отраслевые нормы предназначены для разработки технологических решений механообрабатывающих цехов.
При разработке норм использованы отдельные положения и показатели ОНТП 14-86.
Нормативы используются:
для разработки технологических решений проектов и ТЭО вновь строящихся заводов: расширения, реконструкции и технического перевооружения действующих производств;
для укрупненных расчетов при разработке предпроектных материалов и документов;
для анализа показателей действующих производств с целью оценки их технико-экономической эффективности.
ОНТП 14-96 могут быть рекомендованы для проектирования машиностроительных заводов других отраслей и предприятий различных форм собственности.
2. ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ
2.1. Программа и тип производства
Решающим фактором при разработке проекта и создании производственных мощностей предприятия или отдельного объекта является программа выпуска продукции. Проектная программа выпуска продукции определяется на основании изучения потребностей народного хозяйства, рыночного спроса с учетом перспективы на определенный период и оговаривается в задании на проектирование объекта (договоре, контракте). Основными показателями программы являются:
номенклатура изделий, сборочных единиц, деталей с указанием моделей, модификаций, номеров чертежей, других реквизитов;
годовой выпуск продукции по каждой позиции заданной номенклатуры в натуральном выражении (штуки, комплекты, сборочные единицы);
объем выпуска запасных частей, который задается, как правило, укрупненно в процентном выражении от основной программы.
В процессе разработки проекта потребность в запасных частях уточняется подетально и по видам производств и задается как дополнение к основной программе.
При обширной номенклатуре изделий и их модификаций, а также в случаях предполагаемых последующих изменений моделей выпускаемой продукции, проектная программа производства может быть задана по изделиям-представителям и приведенной к ним программе производства, учитывающей другие изделия и модификации.
В качестве представителей выбираются наиболее характерные по конструкции и значимые по объему выпуска изделия.
По окончании процесса освоения производства в зависимости от состояния сбыта продукции, условий снабжения материалами и комплектующими изделиями, качества организации технологического и производственного процесса фактический объем выпуска продукции может превышать или не достигать проектных показателей. Эффективность использования проектных мощностей соответственно отражается на технико-экономических показателях производства.
Типы производства классифицируются согласно ГОСТ 14.004-83 в зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска продукции. Кроме того, в соответствии с ГОСТ 3.1108-83 одной из основных характеристик типа производства является коэффициент закрепления операций за оборудованием.
Единичное производство
Характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматривается.
Производство комплектуется универсальным оборудованием, позволяющим выполнять все виды обработки по изготовлению заданной номенклатуры единично выпускаемых изделий, технические характеристики оборудования должны соответствовать габаритам и типоразмерам обрабатываемых деталей. Станки, используемые в единичном производстве, выпускаются станкозаводами серийно и могут быть закуплены в процессе подготовки производства. Оборудование в специальном исполнении, длительного срока изготовления, применяется в исключительных случаях.
Технологическая подготовка производства заключается в изготовлении минимального объема оснастки и инструмента, так как используются стандартные зажимные приспособления и устройства, расширяющие технологические возможности оборудования, поставляемые комплектно с оборудованием; режущий инструмент - нормализованный, измерительный инструмент универсальный, покупной.
Серийное производство
Производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями.
В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Коэффициент закрепления операций за оборудованием в соответствии с ГОСТ 3.1108-74 принимают равным:
для мелкосерийного производства - от 20 до 40 включительно;
для среднесерийного производства - св. 10 до 20 включительно;
для крупносерийного производства - св. 1 до 10 включительно.
Серийное производство, в частности крупносерийное, является наиболее распространенным в автомобильной промышленности и имеет некоторые характерные особенности в организации, составе оборудования и оснащении. В зависимости от номенклатуры, величины партий запуска деталей, повторяемости изделий в обработке производство может комплектоваться:
автоматическими линиями;
поточными линиями, состоящими из специализированных и универсальных станков;
многошпиндельными автоматами, полуавтоматами, агрегатными станками, обеспечивающими высокую производительность обработки за счет концентрации операций;
станки с ЧПУ, гибкими производственными модулями и гибкими производственными системами;
универсальными станками, оснащенными комплектами быстропереналаживаемой технологической оснастки.
Экономическая эффективность серийного производства достигается при рациональном сочетании перечисленных групп оборудования, максимальном использовании технологических возможностей и полной загрузке оборудования.
Технологическая подготовка серийного производства - это сложный и длительный процесс, обусловленный необходимостью проектирования, изготовления и наладки специального оборудования, приспособлений, режущего и вспомогательного инструмента, специальных средств контроля качества продукции.
Производственный персонал серийного производства состоит из операторов, обслуживающих автоматическое и полуавтоматическое оборудование, операторов станков с ЧПУ, ГПМ и ГПС, станочников-универсалов. Важным звеном в структуре производственных кадров является контингент наладчиков автоматизированного оборудования, станков с ЧПУ, ГПМ, ГПС, в том числе наладчиков электронных систем ЧПУ. Квалифицированная наладка сложных технологических комплексов и отдельных станков обеспечивает стабильную и ритмичную работу производства и высокое качество выпускаемой продукции.
Массовое производство
Производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция, коэффициент закрепления операций принимается равным 1.
Принципы массового производства осуществляются на крупных заводах легковых и грузовых автомобилей, двигателей, на специализированных заводах по производству автомобильных агрегатов и комплектующих изделий. В производстве реализуются самые передовые достижения научно-технического прогресса в станкостроении, новые методы и принципы различных видов обработки деталей, эффективные инструментальные материалы и инструменты из них, средства автоматизации и механизации вспомогательных операций, средства автоматического контроля и регулирования технологического процесса и качества продукции.
В составе оборудования преобладают автоматические линии, создаваемые специально для обработки определенной детали или группы подобных деталей.
На передовых зарубежных фирмах широко практикуется использование переналаживаемых автоматических линий в связи с необходимостью обработки различных деталей для выпуска нескольких модификаций автомобилей или агрегатов, а также для обеспечения возможности быстрого перехода на выпуск новых моделей автомобилей для удовлетворения покупательских запросов. Возможность переналадки или «гибкость» линии обеспечивается за счет устройств ЧПУ оборудования, транспортных, накопительных и контрольных систем, работающих синхронно (при этом коэффициент закрепления операций за оборудованием больше 1).
Станки, применяемые в массовом производстве для выполнения отдельных операций, как правило, специализированы и оснащены устройствами автоматической загрузки, выгрузки деталей, специальными наладками с целью достижения максимальной производительности за счет многоинструментальной, многошпиндельной обработки.
В цехах массового производства используются системы автоматизированного межоперационного и межцехового транспорта, системы механизированного удаления стружки от рабочей зоны оборудования, циркуляционные и централизованные системы снабжения смазочно-охлаждающими жидкостями.
Ориентировочные данные для предварительного определения типа производства представлены в табл. 1.
|
Число обрабатываемых деталей одного типоразмера в год (по цеху, участку) |
|||
|
тяжелых (массой более 100 кг) |
средних (массой более 10 кг до 100 кг) |
легких (массой до 10 кг) |
|
|
Единичное |
до 5 |
до 10 |
до 100 |
|
Мелкосерийное |
5 - 100 |
10 - 200 |
100 - 500 |
|
Среднесерийное |
100 - 300 |
200 - 500 |
500 - 5000 |
|
Крупносерийное |
300 - 1000 |
500 - 5000 |
5000 - 50000 |
|
Массовое |
более 1000 |
более 5000 |
более 50000 |
2.2. Оборудование
2.2.1. Станкоемкость
Показатель «станкоемкость» принят для оценки затрат времени работы оборудования на производство определенного объема продукции и для расчета соответствующего потребного количества оборудования. Единица измерения - станко-час.
Исходные данные по станкоемкости рассчитываются при разработке технологических процессов, где определяется станкоемкость каждой детали путем суммирования затрат времени работы оборудования по технологическим операциям обработки.
Расчеты времени работы оборудования (станкоемкость) выполняются по расчетным нормам штучного времени, принятым в технологических процессах.
На основании подетальной станкоемкости выводятся необходимые данные для различных расчетов, примерный перечень которых приведен в табл. 2.
|
Назначение |
Методика определения |
|
|
Обрабатываемой детали |
Исходные данные для последующих расчетов |
По данным технологического процесса |
|
Комплект деталей сборочной единицы |
Оценка станкоемкости сборочной единицы |
Сумма станкоемкости всех обрабатываемых деталей, входящих в сборочную единицу |
|
Комплект деталей изделия |
Оценка станкоемкости изделия |
То же деталей, входящих в изделие |
|
Годовой программы обработки деталей для определенной группы оборудования (токарная, фрезерная и т.п.) |
Расчет количества оборудования определенного вида обработки |
Сумма станкоемкости годовой программы деталей по данному виду обработки |
|
Годовой программы обработки деталей по участку (цеху) |
Расчет количества оборудования участка (цеха) |
Сумма станкоемкости годовой программы всех деталей участка (цеха) |
|
Годовой программы обработки запасных частей |
Оценка станкоемкости изготовления запасных частей |
Сумма станкоемкости обработки деталей, изготовляемых в запасные части |
|
Станкоемкость 1 тонны выпускаемой продукции (укрупненный показатель) |
Оценка станкоемкости на основании весовых данных. Показатель характерен для автоматно-токарных цехов |
Станкоемкость обработки продукции, отнесенная к 1 тонне выпуска в чистом весе |
Расчетная станкоемкость является объективным показателем, на основании которого возможно определение оптимально необходимого количества оборудования для обеспечения заданной программы выпуска продукции и оценка эффективности его использования. Станкоемкость сборочной единицы или изделия, полученная расчетом, позволяет оценивать эффективность принимаемых технических решений путем сравнения с показателями аналогичных производств на передовых отечественных и зарубежных заводах.
Для укрупненных расчетов потребности в оборудовании (при отсутствии разработанных технологических процессов) могут использоваться данные по станкоемкости аналогичной продукции на передовых действующих производствах или по утвержденным проектам. При различии конструктивных, весовых данных, серийности производства в расчетах применяются соответствующие коэффициенты приведения.
Кпр = К1 ∙ К2 ∙ К3, где
К1 - коэффициент приведения по массе;
 (1)
(1)
где Σmi - суммарная масса комплекта обрабатываемых деталей;
Σmпр - суммарная масса комплекта обрабатываемых деталей аналога;
К2 - коэффициент приведения по серийности или по соотношению годовой программы выпуска.
Значения К2 приведены в табл. 3.
|
|
0,5 |
1,0 |
2,0 |
3,0 |
5,0 |
7,0 |
10,0 |
15,0 |
20,0 |
|
К2 |
0,97 |
1,0 |
1,12 |
1,17 |
1,25 |
1,31 |
1,37 |
1,45 |
1,5 |
Ni - годовая программа обрабатываемых деталей;
Nпр - годовая программа обрабатываемых деталей аналога;
К3 - коэффициент приведения по сложности.
К3 = К3с ∙ К3т, где
К3с - учитывает число оригинальных деталей в сравниваемых изделиях;
 (2)
(2)
где Hi и Hпр - число оригинальных деталей в рассматриваемом изделии и изделии-представителе;
К3т - коэффициент, учитывающий точность сопоставляемых изделий.
 где
(2а)
где
(2а)
Ктi и Ктпр - коэффициенты, учитывающие точность деталей.
Для изделий нормальной точности (11 ... 14 квалитеты) Кт = 1;
для изделий повышенной точности Кт = 1,1 (8 … 10 квалитеты);
для изделий высокой точности (5 ... 7 квалитеты) Кт = 1,2.
Станкоемкость автоматической линии принимается равной произведению такта линии на количество основного (металлорежущего) оборудования в ней.
На предприятиях учитываемым показателем является трудоемкость, исчисляемая в нормо-часах. Непосредственное сопоставление этой трудоемкости и расчетной станкоемкости недопустимо.
Для пересчета трудоемкости в станкоемкость должны быть учтены коэффициент переработки норм и коэффициент многостаночного обслуживания, применяемые на данном производстве.
2.2.2. Расчеты количества оборудования и его загрузки
При единичном и мелкосерийном производстве расчет количества оборудования выполняется по видам обработки и соответствующим группам оборудования на основании станкоемкости обработки. Расчетное количество оборудования определяется по формуле:
![]() (3)
(3)
где Ор - расчетное количество оборудования;
С - станкоемкость обработки деталей по данной группе оборудования на годовую программу, ст. ч;
Фэ - эффективный годовой фонд времени работы оборудования, ч (принимается по отраслевым нормативам фондов времени работы оборудования).
Принятое количество оборудования Оп определяется как целое число близкое к расчетному, обеспечивающее оптимальный коэффициент загрузки оборудования по группе (см. табл. 4).
Итоговые данные по станкоемкости, расчетному и принятому количеству оборудования, загрузке оборудования по группам и участку целесообразно представлять в виде загрузочной ведомости.
В серийном производстве, для оборудования, не входящего в поточную линию, применяется методика расчета как в единичном производстве.
При последовательной обработке на одном станке партий различных деталей неизбежны переналадки, состоящие в смене зажимных приспособлений, режущего инструмента, отладке режимов обработки и настройке на заданные операционные размеры. Потери времени на переналадки, выполняемые в рабочее время; учитываются в зависимости от номенклатуры деталей, периодичности запуска партий в обработку и от сложности переналадок.
Количество оборудования в составе поточной линии рассчитывается по каждой операции по формуле:
![]() (4)
(4)
где О'р - расчетное количество оборудования;
tшт.к - штучно-калькуляционное время на операцию, мин;
τ - такт выпуска деталей с линии, мин.
Значение Ор округляется до ближайшего большего целого числа - Ор. Коэффициент загрузки станков на данной операции определяется как
![]() (5) или
(5) или ![]() (6)
(6)
При соответствии значения К3 показатели табл. 4 принятое количество станков на операции Оп = Ор.
Для учета неизбежных потерь времени, обусловленных особенностями работы поточной линии и влияющих на ее производительность (несинхронность работы станков на смежных операциях, случайный брак зоготовок, выявляющийся в процессе обработки и т.п.), на операциях с высоким коэффициентом загрузки в расчет вводится коэффициент использования оборудования - Ки (К3 → 1,0).
Расчетное количество оборудования на операции при этом:
![]() (7)
(7)
Принятое количество оборудования Оп получается округлением Ори до ближайшего большего целого числа.
Коэффициент загрузки
![]() (8)
(8)
Общее количество оборудования в поточной линии определяется суммированием принятого количества оборудования по операциям.
В отдельных случаях для выполнения оригинальных технологических операций по обеспечению особых требований чертежа детали или технических условий, оборудование принимается без расчета по технологической необходимости. Такое оборудование учитывается в общем количестве, но из расчета среднего коэффициента загрузки исключается.
В крупносерийном и массовом производстве количество автоматических линий определяется исходя из производительности линии по формуле:
![]() (9)
(9)
где Ор - расчетное количество линии;
N - программа производства деталей, подлежащих обработке на автоматических линиях;
n - производительность одной автоматической линии
(N и n - в одном интервале времени - час, смена, год).
Производительность автоматической линии с указанием установленного коэффициента использования, состав каждой автоматической линии - количество обрабатывающих, вспомогательных позиций и транспортных устройств - а также их компоновка принимаются по данным разработчика: фирмы, КБ, завода-изготовителя.
При отсутствии исходных данных технические характеристики автоматических линий принимаются по аналогам или определяются укрупненным расчетом.
Рекомендуемые коэффициенты загрузки и использования по видам оборудования приведены в табл. 4.
|
Тип производства |
||||
|
Единичное и мелкосерийное |
Среднесерийное, крупносерийное массовое (поточное производство) |
|||
|
Ки |
К3 |
Ки |
К3 |
|
|
Универсальные станки с ручным управлением |
1 |
0,8 |
0,9 |
0,8 |
|
Автоматы и полуавтоматы одношпиндельные |
1 |
0,8 |
0,85 |
0,85 |
|
Автоматы и полуавтоматы многошпиндельные |
1 |
0,8 |
0,8 |
0,9 |
|
Специальные и агрегатные станки |
- |
- |
0,8 |
0,9 |
|
Автоматические линии |
- |
- |
0,75 |
0,9 |
|
Гибкие производственные системы |
0,8 |
0,95 |
0,85 |
0,95 |
|
Станки с ЧПУ, гибкие производственные модули |
1 |
0,85 |
0,85 |
0,9 |
При необходимости значения среднего коэффициента загрузки технологической линии, группы станков, производственного участка определяются по соответствующим ведомостям загрузки оборудования.
2.2.3. Классификация оборудования
Для характеристики оснащенности производства оборудование подразделяется по ряду признаков.
Рассматривается технологическое производственное оборудование, к которому относятся все рабочие машины, станки и аппараты, занятые выполнением операций технологического процесса изготовления деталей по программе производства.
По назначению производственное оборудование разделяется на основное и прочее.
Основное производственное оборудование - на котором непосредственно выполняются операции технологического процесса изготовления деталей.
Прочее производственное оборудование - выполняющее сопутствующие основному технологическому процессу операции, как правило, не связанные с изменением размеров и формы деталей (моечные машины, пресса для технологической подсборки и т.п.).
По степени автоматизации оборудование подразделяется:
1. Автоматическое - автоматические линии, гибкие производственные модули (ГПМ) и системы (ГПС), робото-технические комплексы (РТК), станки-автоматы; агрегатные станки и станки с ЧПУ с автоматической загрузкой-выгрузкой.
2. Полуавтоматическое - станки полуавтоматы по технической характеристике завода изготовителя, станки с ЧПУ, а также станки, работающие в полуавтоматическом цикле в результате специального оснащения или модернизации. Загрузка и выгрузка деталей осуществляется вручную.
3. С ручным управлением - станки, на которых управление главным и вспомогательными движениями, установка и снятие деталей выполняется вручную.
При формировании заказов и согласовании поставок оборудование разделяется по срокам изготовления.
Оборудование длительного срока изготовления - специальное оборудование, создаваемое по индивидуальному проекту или на основе базовых моделей с большим объемом изменений применительно к заданным условиям. Оборудование оснащается специальными приспособлениями и инструментом, подлежит наладке, испытаниям и сдаче заказчику.
Заказывается и согласовывается к поставке по техническому заданию и договору между заказчиком и поставщиком, где оговариваются условия и сроки поставки.
Ориентировочные сроки поставки - 2 - 3 года.
Оборудование, серийно выпускаемое станкозаводами согласно номенклатурным каталогам станкостроительной промышленности, заказывается по спецификациям и заявкам заказчика.
Ориентировочные сроки поставок - 1 - 2 года.
2.2.4. Механизация и автоматизация
Уровень автоматизации технологического оборудования механообрабатывающего цеха, участка оценивается отношением количества оборудования работающего в автоматическом и полуавтоматическом режиме к общему количеству оборудования. К автоматизированному относится оборудование, перечисленное в п.п. 1, 2 приведенной выше классификации.
Рекомендуемые соотношения автоматизированного оборудования в общем составе приведены в табл. 5.
|
Тип производства |
|||
|
единичное, мелкосерийное |
серийное |
крупносерийное, массовое |
|
|
Разных деталей, ТНП |
0,2 |
0,6 |
0,6 - 0,85 |
|
Мелких автомобильных агрегатов электрооборудования |
- |
0,7 |
0,7 - 0,9 |
|
Агрегатов легковых автомобилей |
- |
0,75 |
0,75 - 0,95 |
|
Агрегатов грузовых автомобилей, прицепов |
0,3 - 0,5 |
0,5 - 0,65 |
0,65 - 0,9 |
|
Спецтехники |
0,3 - 0,6 |
0,4 - 0,65 |
- |
2.3. Персонал
Нормативы предназначены для проектных расчетов численности основных, вспомогательных рабочих, ИТР, и служащих, занятых на изготовлении основной продукции механообрабатывающего производства.
Численность персонала смежных производств и вспомогательных служб определяется по соответствующим нормативам и учитывается по принадлежности.
Расчеты используются для проектирования административно-бытовых помещений (зданий) и социальной инфраструктуры.
Численность персонала и соотношение по категориям работающих могут быть уточнены при составлении штатного расписания.
2.3.1. Трудоемкость
Показатель «трудоемкость» принят для оценки затрат времени производственного персонала по обслуживанию оборудования и выполнению других работ, связанных непосредственно с изготовлением выпускаемой продукции. Единица измерения - человеко-час.
Аналогично станкоемкости трудоемкость исчисляется и относится к одной детали, комплекту деталей, составляющих сборочную единицу или изделие, к одной тонне выпускаемой продукции.
Трудоемкость определяется:
1. Как производная от станкоемкости по формуле:
![]() (10)
(10) ![]() (11)
(11)
где Т - трудоемкость, чел. часы (Тп - то же поточной линии);
С - станкоемкость, станко-часы (Сп - то же поточной линии)
Кн - коэффициент, учитывающий трудоемкость работ на неметаллорежущем оборудовании (принимается равным 1,04 - 1,05);
Кр - коэффициент, учитывающий трудоемкость ручных работ.
Принимается для единичного и мелкосерийного производства - 1,1, для серийного - 1,06; для крупносерийного и массового - 1,2
Км - коэффициент многостаночного обслуживания.
Коэффициенты Кн и Кр учитывают время работы, не совмещенное с работой на основном оборудовании.
2. По численности рабочих-станочников и фонду времени рабочего.
Численность рабочих в данном случае определяется по их распределению по рабочим местам и зонам обслуживания оборудования с учетом многостаночного обслуживания.
где Р - численность рабочих-станочников;
Фр - эффективный годовой фонд времени рабочего;
принимается по отраслевым нормативам фондов времени рабочих.
Трудоемкость изготовления деталей на автоматических линиях, ГПС, РТК.
где Ра - количество наладчиков и операторов с учетом 5 % «скользящих», обслуживающих комплексы.
Трудоемкость наладочных работ учитывается по численности наладчиков и фонду времени или в процентном отношении к трудоемкости обработки.
2.3.2. Численность основных рабочих
К категории основных относятся рабочие, непосредственно участвующие в технологическом процессе производства товарной продукции - операторы производственного оборудования, операторы и наладчики автоматических линий.
Количество основных рабочих (операторов) определяется по трудоемкости механической обработки:
![]() (14)
(14)
где Ро - количество основных рабочих операторов;
Т - трудоемкость годовой программы выпуска деталей, чел. -ч;
Фр - эффективный годовой фонд времени рабочего, ч.
Для укрупненных расчетов:
![]() (15)
(15)
где Ро - количество операторов;
Оп - количество принятого производственного оборудования;
Фэ - эффективный годовой фонд времени работы оборудования, ч;
Фр - то же рабочего, чел. -ч;
Кз - средний коэффициент загрузки оборудования;
Ки - коэффициент многостаночного обслуживания.
Значения Км для различных типов производств приведены в табл. 6.
|
единичное, мелкосерийное |
среднесерийное |
крупносерийное, массовое |
|
1,1 - 1,35 |
1,3 - 1,5 |
1,9 - 2,2 |
При наличии данных по составу оборудования средний коэффициент многостаночного обслуживания определяется уточненно:
 (16)
(16)
где П - общее количество станков участка (цеха);
П1, П2, П3 … Пi - количество станков индивидуального, многостаночного (бригадного) обслуживания по группам;
Км1, Км2, Км3 … Кмi - количество станков, обслуживаемых одним рабочим.
Нормативы многостаночного обслуживания по группам приведены в разделе 2.3.3.
2.3.3. Нормы обслуживания оборудования
В табл. 7 представлены нормы обслуживания оборудования рабочими операторами.
|
Количество станков, обслуживаемых одним оператором, Км |
|
|
Токарные и токарно-револьверные одношпиндельные прутковые автоматы: |
|
|
1. При работе без наладчика |
3 ∙ 4 |
|
2. При работе с наладчиком |
5 ∙ 8 |
|
Токарные многошпиндельные горизонтальные прутковые автоматы: |
|
|
1. При работе без наладчика |
2 ∙ 3 |
|
2. При работе с наладчиком |
4 ∙ 5 |
|
Неавтоматизированные станки широкого применения: токарные, токарно-револьверные, токарно-карусельные, сверлильные, расточные, круглошлифовальные, внутришлифовальные, плоскошлифовальные, бесцентровошлифовальные, заточные, фрезерные, строгальные, долбежные, протяжные, плоскошлифовальные непрерывного действия с ручной загрузкой |
1 |
|
х) полуавтоматы с циклом до 0,5 мин |
|
|
Полуавтоматы: |
|
|
токарные, агрегатные, отделочно-расточные; |
2 - 3 |
|
плоскошлифовальные с круглым столом, бесцентровошлифовальные, станки для глубокого сверления, фрезерно-центровальные, внутришлифовальные и суперфинишные, фрезерные, протяжные с автоматической загрузкой и др. |
|
|
Полуавтоматы: |
|
|
зуборезные, зубодолбежные, шлицефрезерные, резьбошлифовальные, зубошевинговальные, зубошлифовальные |
2 - 5 |
|
Станки с ЧПУ, ЦПУ, гибкие производственные модули |
2 - 3 |
|
Роботизированные технологические комплексы |
3 - 4 |
|
Роторные и роторно-конвейерные линии |
1 |
Примечания: 1. Нормы составлены для типовых деталей автомобилей, для специфического и уникального оборудования (поршневые кольца, тормозная аппаратура, детали тяжелых автомобилей и пр.) требуется индивидуальный подход при расчете коэффициента многостаночного обслуживания.
2. Для станков с автоматической загрузкой допускается увеличение зоны обслуживания.
3. х) Для станков полуавтоматов и агрегатных с коротким циклом обработки (до 0,5 - 0,6 мин) возможность многостаночного обслуживания уточняется построением циклограммы обслуживания.
Численность операторов-наладчиков, обслуживающих модули в ГПС, определяются по табл. 8.
|
Норма обслуживания в сутки при односменном режиме работы, ед. |
|
|
Токарные, прутковые, патронные, патронно-центровые, патронно-прутковые |
3 - 4 |
|
Карусельные |
2 |
|
Сверлильно-фрезерно-расточные |
2 - 3 |
|
Шлифовальные: |
|
|
универсальные, круглошлифовальные, бесцентровые, внутришлифовальные, плоскошлифовальные, шлицешлифовальные, хонинговальные, специализированные шлифовальные |
2 - 3 |
|
Зубообрабатывающие |
3 - 4 |
|
Фрезерные и протяжные |
2 - 3 |
|
Электрофизикохимические |
3 - 4 |
|
Сборочные |
2 - 3 |
Примечание. Меньшее значение для количества модулей в системе до 5 ед., более - свыше 5 ед.
Расчет количества основных рабочих автоматических линий (операторов и наладчиков) производится по данным таблиц 9, 10 и уточняется по рекомендациям разработчика автоматических линий.
Нормы обслуживания автоматических линий операторами
|
Количество операторов, обслуживающих одну линию в смену, чел. |
|
|
Ручная загрузка заготовки на исходной позиции, разгрузка обработанной детали на конечной позиции вручную |
2 |
|
То же, наличие позиций с ручными операциями в составе линии |
2 + количество операторов на позициях с ручными работами |
|
Ручная загрузка заготовки на исходной позиции, разгрузка обработанной детали оператором смежной линии или станка для последующей обработки |
1 |
|
Автоматизированная загрузка и выгрузка детали. Оператор следит за работой загрузочных и разгрузочных устройств |
1 |
|
То же, наличие позиций с ручными операциями в составе линии |
1 + количество операторов на позициях с ручными работами |
Нормы обслуживания автоматических линий наладчиками
|
Оборудование |
Количество оборудования, обслуживаемого одним наладчиком в смену, шт. |
|
|
Особо сложная |
Автоматические линии из многошпиндельных двухиндексных вертикальных и горизонтальных автоматов; автоматические линии для двусторонней обработки корпусных деталей 7 ... 9 квалитета с применением сложной оснастки и специализированного инструмента; автоматические линии, состоящие из шлифовальных станков с автоматической правкой круга и автоматическим замером детали |
4 |
|
Сложная |
Автоматические линии, состоящие из двухсторонних агрегатных сверлильных, фрезерных и расточных станков, которые на отделочных операциях обеспечивают 7 ... 9 квалитет |
6 |
|
Средней сложности |
Автоматические линии, обрабатывающие тела вращения |
8 |
|
Простая |
Автоматические линии, состоящие из одношпиндельных полуавтоматических специальных и специализированных станков, серийных полуавтоматов, работающих с применением несложного режущего, вспомогательного инструмента и приспособлений |
10 |
Примечания: 1. К оборудованию относятся обрабатывающие, контрольные, вспомогательные позиции.
2. К функциям наладчика относятся: техническая подготовка автоматической линии к пуску с обеспечением заданного объема производства и качества продукции, активное наблюдение за работой линии, поддержание работоспособности оборудования, систем и механизмов автоматической линии и профилактические работы; смена, настройка и подналадка режущего инструмента.
3. Нормы даны для линий с системой централизованной доставки инструмента к рабочим местам.
Для гибких производственных систем, роботизированных комплексов количество основных рабочих определяется по рекомендациям разработчика.
В целях сокращения простоев автоматических линий и комплексов по причинам случайного отсутствия персонала предусматривается до 5 % «скользящих» рабочих от числа основных.
При двухсменном режиме работы первая смена комплектуется основными рабочими в % от их общего количества в зависимости от серийности производства:
единичное и мелкосерийное - 60 %;
среднесерийное - 55 %;
крупносерийное и массовое - 50 %.
В крупносерийном и массовом производстве для обработки наиболее трудоемких деталей используются комплексные автоматические линии, имеющие большую протяженность, сложные системы управления и транспорта. Численность обслуживающего персонала определяется исходя из конкретных условий в зависимости от количества обрабатывающих позиций, конструкции загрузочных, разгрузочных и транспортных устройств.
Примечание. К функциям оператора относятся: непосредственная загрузка-выгрузка деталей на линии или управление автоматическими загрузочными устройствами; наблюдение за работой механизмов, инструмента, систем транспорта и стружкоудаления; уход за линией.
2.3.4. Численность вспомогательных рабочих
К вспомогательным рабочим, численность которых рассчитывается и учитывается по механообрабатывающему производству, относятся:
наладчики технологического оборудования, кроме автоматических линий;
настройщики и регулировщики инструмента для станков с ЧПУ;
сборщики и регулировщики многолезвийного инструмента, в т.ч. с неперетачиваемыми пластинами механического крепления;
настройщики регулируемого резьбонарезного инструмента (самооткрывающиеся резьбонарезные головки и метчики);
кладовщики инструментальных кладовых;
кладовщики цеховых межоперационных кладовых деталей;
уборщики производственных помещений.
Нормы для расчета численности вспомогательных рабочих по указанным категориям приведены в таблицах 12, 13, 14.
Численность вспомогательных рабочих в первой смене принимается в процентах от общего количества вспомогательных рабочих в зависимости от типа производства:
единичное и мелкосерийное - 65 %;
среднесерийное - 60 %;
крупносерийное и массовое - 55 %.
В механообрабатывающем производстве занят ряд категорий вспомогательных рабочих, которые функционально относятся к другим структурным подразделениям предприятия, численность их рассчитывается по соответствующим нормативам. Перечень основных специальностей вспомогательных рабочих, не рассматриваемых в настоящих нормах, их принадлежность по структурным подразделениям приведены в табл. 11.
|
Принадлежность |
|
|
Рабочие по выполнению погрузочно-разгрузочных и транспортных операций, непосредственно относящихся к основной продукции производства; рабочие по обслуживанию технологического транспорта (грузовые конвейеры, кран-штабелеры, грузовые лифты, робокары, системы удаления и переработки стружки и т.п.) |
Транспортное хозяйство |
|
Ремонтные рабочие по текущему ремонту и техническому обслуживанию технологического оборудования |
Служба главного механика |
|
То же по электрической части и системам энергообеспечения оборудования |
Служба главного энергетика |
|
Рабочие по ремонту оснастки и инструмента; заточники инструмента |
Инструментальное хозяйство |
|
Рабочие по приготовлению смазочно-охлаждающих жидкостей, моющих растворов, обслуживанию систем подачи и очистки СОЖ |
Служба главного механика |
|
Характеристика станков |
Количество станков, обслуживаемых одним наладчиком в смену, по типам производства |
||||
|
мелкосерийное |
среднесерийное |
крупносерийное |
массовое |
||
|
Токарные и токарно-револьверные автоматы |
Одношпиндельные |
- |
4 - 6 |
5 - 7 |
5 - 8 |
|
многошпиндельные |
- |
2 - 4 |
3 - 5 |
4 - 5 |
|
|
Токарные полуавтоматы многорезцовые копировальные |
Одношпиндельные |
- |
5 - 7 |
5 - 7 |
5 - 8 |
|
Токарные полуавтоматы |
Многошпиндельные |
- |
2 - 4 |
4 - 6 |
4 - 6 |
|
Трубо - и муфтообрабатывающие полуавтоматы и токарнододелочные автоматы |
Все типы |
- |
8 - 10 |
8 - 10 |
8 - 10 |
|
Токарно-револьверные (прутковые и патронные) |
Все типы |
6 - 8 |
8 - 10 |
8 - 10 |
10 - 12 |
|
Токарно-карусельные |
Наибольший диаметр обрабатываемой детали до 2500 мм |
- |
7 - 9 |
9 - 11 |
8 - 12 |
|
Токарные |
Наибольший диаметр обработки, мм: |
||||
|
400 |
- |
12 - 14 |
14 - 16 |
14 - 18 |
|
|
630 |
- |
9 - 11 |
11 - 12 |
11 - 14 |
|
|
Токарные с программным управлением |
Наибольший диаметр обработки, мм: |
||||
|
400 |
7 - 9 |
7 - 10 |
- |
- |
|
|
630 |
4 - 6 |
4 - 7 |
- |
- |
|
|
Сверлильные |
Одношпиндельные |
- |
12 - 14 |
14 - 16 |
14 - 18 |
|
Многошпиндельные |
- |
2 - 4 |
10 - 12 |
10 - 12 |
|
|
Сверлильные с программным управлением |
Все типы |
12 - 14 |
12 - 16 |
- |
- |
|
Агрегатные сверлильные |
Количество шпинделейдо 15 |
- |
3 - 5 |
8 - 10 |
8 - 12 |
|
Количество шпинделей свыше 15 |
- |
2 - 4 |
4 - 6 |
5 - 8 |
|
|
Фрезерно-центровальные |
Одношпиндельные |
- |
8 - 10 |
8 - 10 |
10 - 12 |
|
Многошпиндельные |
- |
2 - 4 |
4 - 6 |
6 - 8 |
|
|
Отдельно-расточные |
Одношпиндельные |
- |
8 - 10 |
8 - 10 |
10 - 18 |
|
Многошпиндельные |
- |
2 - 4 |
6 - 8 |
8 - 10 |
|
|
Агрегатные горизонтально-расточные, агрегатные резьбонарезные |
Все размеры с количеством инструментов в наладке 40 и более |
- |
- |
2 - 3 |
2 - 3 |
|
Станки типа «обрабатывающий центр» |
Все типы |
3 - 5 |
3 - 6 |
- |
- |
|
Круглошлифовальные универсальные, резьбошлифовальные, плоскошлифовальные, внутришлифовальные полуавтоматы |
Все типы |
- |
12 - 14 |
14 - 16 |
16 - 18 |
|
Круглошлифовальные с загрузочным устройством; бесцентровошлифовальные; шлицешлифовальные, зубошлифовальные; суперфинишные, хонинговальные одношпиндельные полуавтоматы |
Все типы |
- |
6 - 8 |
8 - 10 |
10 - 12 |
|
Круглошлифовальные специальные; плоскошлифовальные двухшпиндельные и специальные; внутришлифовальные с автоматической правкой круга и специальные; хонинговальные многошпиндельные шлифовальные автоматы разных типов |
Все типы |
- |
- |
- |
3 - 7 |
|
Бесцентрово-шлифовальные с загрузочным устройством |
- |
2 - 3 |
3 - 4 |
4 - 5 |
|
|
Зубофрезерные полуавтоматы многошпиндельные зубошевинговальные с загрузочным устройством, зубонакатные |
Все типы |
- |
- |
- |
4 - 6 |
|
Зуборезные, шлицефрезерные полуавтоматы |
Одношпиндельные |
- |
3 - 5 |
8 - 10 |
10 - 12 |
|
Многошпиндельные |
- |
2 - 4 |
5 - 7 |
7 - 9 |
|
|
Зубодолбежные, зуборезные для конических колес зубошевинговальные, зубофрезерные полуавтоматы одношпиндельные |
Все типы |
6 - 8 |
6 - 8 |
8 - 10 |
10 - 12 |
|
Зубопротяжные зубострогальные полуавтоматы |
Все типы |
- |
3 - 5 |
6 - 8 |
8 - 10 |
|
Горизонтальные и вертикальные фрезерные, шпоночно-фрезерные, резьбофрезерные |
Все типы |
8 - 10 |
10 - 12 |
12 - 14 |
|
|
Универсальные вертикальные и горизонтально-фрезерные с программным управлением |
Все типы |
8 - 10 |
10 - 12 |
- |
- |
|
Карусельно-фрезерные, барабанно-фрезерные, вертикально-фрезерные с копировальным устройством, продольно-фрезерные |
Все типы |
- |
5 - 7 |
7 - 9 |
8 - 11 |
|
Протяжные для внутренних поверхностей |
Одноплунжерные двухплунжерные |
- |
11 - 13 |
13 - 15 |
15 - 17 |
|
Вертикально-протяжные для наружных поверхностей |
Одноплунжерные |
- |
- |
8 - 10 |
10 - 12 |
|
Вертикально-протяжные для наружных поверхностей многоплунжерные, специальные вертикально- и горизонтально протяжные |
Все типы |
- |
- |
- |
6 - 8 |
|
Специальные резьбонарезные |
Одно- и двухшпиндельные |
- |
8 - 10 |
10 - 12 |
12 - 14 |
|
Многошпиндельные |
- |
2 - 4 |
4 - 6 |
6 - 8 |
|
|
Резьбонакатные |
Все типы |
- |
2 - 4 |
5 - 7 |
6 - 8 |
Примечания: 1. Наладчики не предусматриваются для следующих групп станков: требующих простых наладок (отрезные, заточные, точильно-шлифовальные, полировальные и др.); требующих для своего обслуживания рабочих-станочников высокой квалификации (горизонтально и координатно-расточные, продольно-шлифовальные, тяжелые карусельные, тяжелые токарные, лоботокарные и др.).
2. При расчете количества потребных наладчиков для их более полной загрузки применять принцип совмещения профессий, при котором один и тот же наладчик обслуживает несколько различных групп станков.
3. Меньшие значения норм в пределах каждой группы следует принимать:
для токарных многошпиндельных автоматов при одновременной обработке двух и более деталей за цикл;
для зуборезных станков при обработке с 6 - 7 степенями точности;
для остальных станков при обработке по 5 - 8 квалитетам точности.
4. На стадии ТЭО при отсутствии данных о моделях оборудования количество наладчиков принимать из расчета 1 наладчик в одну смену на 10 единиц металлорежущего оборудования с учетом коэффициента загрузки этого оборудования.
|
Количество производственных станков (шпинделей), обслуживаемых одним настройщиком в смену |
||||
|
Станки с ЧПУ |
Обрабатывающие центры |
Станки с многолезвийным сборным инструментом |
Резьбонарезные станки с регулируемым инструментом |
|
|
Единичное и мелкосерийное |
15 - 20 |
5 - 6 |
- |
- |
|
Среднесерийное |
20 - 25 |
6 - 8 |
12 - 15 |
25 - 30 |
|
Крупносерийное |
- |
- |
8 - 12 |
22 - 25 |
|
Массовое |
- |
- |
8 - 12 |
22 - 25 |
Примечания: 1. Большие или меньшие значения нормативов принимаются в зависимости от сложности инструмента и точности обработки.
2. В зависимости от структуры предприятия категория настройщиков инструмента может относиться к инструментальному производству.
|
Количество производственных станков, обслуживаемых одним кладовщиком в смену |
|||
|
Кладовая заготовок |
Кладовая деталей, полуфабрикатов |
Кладовая инструментальной оснастки |
|
|
Единичное и мелкосерийное |
125 |
65 |
35 - 45 |
|
Среднесерийное |
140 |
80 |
55 - 65 |
|
Крупносерийное |
- |
105 |
75 - 85 |
|
Массовое |
- |
- |
95 - 105 |
Примечания: 1. Нормы даны с учетом механизации складских работ.
2. В функции кладовщиков оснастки кроме выдачи инструментов, приспособлений и технической документации входит также комплектация по операциям технологического процесса.
3. Большие значения норм для кладовщиков относятся к цехам при количестве станков до 200 ед.
4. При создании единой корпусной ИРК число потребных кладовщиков исчисляется, исходя из суммарного количества производственных станков этих цехов.
|
Общая площадь цеха, обслуживаемая одним уборщиком в смену, м2 |
|
|
Механообрабатывающие цехи по изготовлению: |
|
|
мелких и средних деталей |
2000 - 2500 |
|
базовых и корпусных деталей: |
|
|
массой до 10 т |
2500 - 3000 |
|
массой свыше 10 т |
3000 - 3500 |
|
ГПС |
1500 - 2000 |
Примечания: 1. Нормы даны с учетом механизированной уборки помещений цеха, механизированного удаления стружки из цеха, уборки станков и рабочих мест производственными рабочими.
2. Меньшие значения норм для механических цехов и участков принимаются при обработке деталей с образованием витой стружки или преобладании оборудования для обдирочных работ.
3. Для механосборочных цехов число уборщиков определяется путем суммирования потребного числа уборщиков для механического и сборочного отделений.
4. В случае отсутствия средств механизации уборочных работ для расчета вводить коэффициент 0,7 на площадь, обслуживаемую уборщиком в смену.
Укрупненные показатели процента численности женщин в общем количестве рабочих приведены в табл. 16.
|
Процент женщин в общем количестве рабочих |
||
|
Тип производства |
||
|
единичное, мелкосерийное, среднесерийное |
крупносерийное, массовое |
|
|
Механические |
20 - 50 |
40 - 60 |
|
Автоматно-токарные |
- |
40 - 60 |
|
Обработка мелких деталей в том числе: токарно-револьверные, доделочные участки |
50 - 75 |
- |
|
Детали электроаппаратуры |
50 - 70 |
50 - 70 |
2.3.5. Численность служащих, персонала сектора технического контроля
Нормы для расчета числа служащих приведены в табл. 17. Распределение служащих по категориям - в табл. 18.
Численность персонала сектора технического контроля - в табл. 19.
|
Тип производства |
Число служащих в процентах от числа основных рабочих, % |
|||||
|
Число основных рабочих в цехе |
||||||
|
до 75 |
76 - 150 |
151 - 300 |
301 - 700 |
св. 700 |
||
|
Механические |
Единичное и мелкосерийное |
16 - 14 |
14 - 12 |
12 - 11 |
11 - 10 |
10 - 9 |
|
Среднесерийное |
16 - 14 |
15 - 13 |
13 - 12 |
12 - 11 |
11 - 10 |
|
|
Автоматные |
Крупносерийное |
13,5 - 12 |
12 - 11 |
11 - 10 |
10 - 9 |
- |
|
Механические |
Крупносерийное |
14 - 13 |
13 - 12 |
13 - 12 |
12 - 11 |
11 - 10 |
|
Механические (автоматические линии) |
Массовое |
17,5 - 16,5 |
16,5 - 15,5 |
15,5 - 14 |
- |
- |
|
Автоматные |
- |
- |
14 - 13 |
13 - 12 |
12 - 11 |
- |
|
Механические |
- |
14,5 - 13,5 |
14,5 - 13,5 |
13,5 - 12,5 |
13,5 - 12 |
12 - 11 |
Примечания: 1. К служащим относятся руководители, технические специалисты и прочие служащие цеховых производственных подразделений.
2. Приведенные нормы предусматривают разработку и нормирование технологических процессов, проектирование оснастки, разработку программного обеспечения для станков с ЧПУ, бухгалтерский и табельный учет централизованными службами завода.
3. Большие значения норм в пределах каждой группы цехов следует применять для цехов с наименьшим числом рабочих и для цехов по изготовлению прецизионных деталей и изделий.
4. Для первой смены принимается 70 % от общей численности служащих цеха.
5. Служащие, работающие в конторских помещениях, составляют 68 % от общей численности служащих цеха.
|
Доля различных категорий служащих от общего количества служащих, % |
|||
|
руководители |
специалисты |
другие служащие |
|
|
Механические, автоматные |
45 - 55 |
35 - 45 |
10 |
|
(единичное, серийное массовое производство) |
|||
Примечание: Процентный состав служащих принимается с учетом условий производства в пределах указанных значений.
|
Число работников технического контроля в процентах от количества основных станков |
||
|
контролеры |
контрольные мастера |
|
|
Единичное и мелкосерийное |
9 - 11 |
1 - 0,8 |
|
Среднесерийное |
7 - 9 |
0,8 - 0,6 |
|
Крупносерийное и массовое |
5 - 7 |
0,6 - 0,5 |
Примечания: 1. Работники технического контроля подсчитываются по каждому цеху, но в составе работающих по цеху не включаются. Они находятся в подчинении начальника ОТК завода и учитываются в составе работающих ОТК.
2. Большие значения норм относятся к производству сложных деталей и изделий.
3. Число контролеров дано с учетом применения активного контроля.
4. Допускается обслуживание одним контрольным мастером двух или нескольких цехов.
5. Для участков и отделений финишной механической обработки нормы применяются с коэффициентом 1,5.
6. Входной контроль деталей и комплектующих изделий осуществляется ОТК завода и производится на участке входного контроля, который, как правило, размещается при складе комплектующих изделий.
2.3.6. Рабочее место
Понятие «Рабочее место» определяется ГОСТ 14.004-83 как «Элементарная единица структуры предприятия, где размещены исполнители работы, обслуживаемое технологическое оборудование, часть конвейера, на ограниченное время оснастка и инвентарь».
В учете рабочих мест приоритетным принимается «исполнитель работы» и количество рабочих мест на рассматриваемом участке должно соответствовать расчетной численности персонала в наибольшей смене.
К рабочему месту может относиться несколько единиц оборудования, отдельно стоящих стендов, приспособлений, контрольных позиций и т.п., которые в данном случае обслуживаются по принципу многостаночного обслуживания.
При обслуживании сложного оборудования, агрегатов, несколькими исполнителями работы условно принимается, что количество рабочих мест у такого оборудования соответствует численности обслуживающего персонала.
Например, при обслуживании автоматической линии двумя операторами и одним наладчиком количество рабочих мест на линии равно 3.
Зоны обслуживания оборудования могут быть обозначены при проработке планировок и аттестации рабочих мест.
3. ТРАНСПОРТ И СКЛАДЫ, ОСНОВНЫЕ ПОЛОЖЕНИЯ
Система транспорта по обслуживанию механообрабатывающего производства обеспечивает выполнение следующих задач:
своевременное снабжение производственных цехов и участков заготовками, полуфабрикатами, комплектующими изделиями и заводских складов, от заготовительных и смежных производств;
отправка готовой продукции по назначению и полуфабрикатов для выполнения промежуточных операций технологического процесса в других корпусах и цехах завода;
ритмичная подача заготовок к технологическим линиям и станкам;
межоперационная транспортировка деталей в процессе обработки.
В зависимости от назначения и зоны действия используются следующие основные виды транспортных средств:
железнодорожный подвижной состав;
колесный транспорт - автомобили и колесные тракторы, в том числе оснащенные средствами механизации погрузочных работ; авто и электропогрузчики, авто и электрокары;
электрические мостовые краны и подвесные краны (используются как технологический транспорт в единичном и мелкосерийном производстве);
конвейерный транспорт - подвесные грузонесущие и подвесные толкающие конвейеры, монорельсовые транспортные системы; ленточные, пластинчатые, роликовые и другие виды конвейеров как технологический транспорт.
Виды транспортных средств и их количество определяются объемом транспортируемых грузов, типом производства, техническими характеристиками транспортных средств и режимом их работы.
В крупносерийном и массовом производстве особое место занимают механизированные транспортные системы удаления стружки, представляющие собой сложные сочетания различных типов линейных конвейеров, каналов гидросмыва стружки, сборных и перевалочных пунктов и магистральных каналов. Трассы конвейеров и их типаж определяются размещением технологических линий, видом и материалом удаляемой стружки, способом транспортировки.
Транспортные системы обслуживания механообрабатывающего производства разрабатываются параллельно технологической части; сведения о составе и количестве транспортных средств, компоновочных и планировочных решениях по транспорту представляются в соответствующей документации.
Потребность в площадях для цеховых складов и кладовых заготовок, материалов, полуфабрикатов и деталей рассчитывается по нормам запасов хранения. Нормы запасов хранения приведены в табл. 20, нормативы площадей вспомогательных помещений - в табл. 21.
|
Объект хранение |
Нормы запаса хранения, календарные дни |
||||
|
Тип производства |
|||||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное |
массовое |
||
|
Заготовки |
Крупные отливки и поковки |
15 |
8 |
1 - 3 |
- |
|
Порезки, средние и мелкие отливки и поковки |
20 |
12 |
5 |
0,5 - 1 |
|
|
Промежуточный полуфабрикатов деталей |
Полуфабрикаты |
15 |
10 |
3 |
- |
|
Полуфабрикаты средних и мелких деталей |
20 |
12 |
3 |
- |
|
|
Инструментально-раздаточная кладовая |
Режущий, вспомогательный и измерительный инструмент |
22 - 30 |
15 - 20 |
15 - 20 |
12 - 15 |
Примечания: 1. К крупным изделиям относятся изделия с массой свыше 60 кг, к средним и мелким - до 60 кг.
2. Для цехов массового производства предусматриваются площадки для заготовок в начале линий обработки, для готовых деталей в конце линий обработки.
3. При размещении в производственном корпусе складов готовых деталей и комплектующих изделий необходимо объединять их в единый склад, приближенный к узловой сборке.
4. Склады (кладовые) заготовок и промежуточные склады для полуфабрикатов рекомендуется объединять.
|
Объект хранения |
Нормы площади на один производственный станок, м2 |
||||||||||||||||||||||||||
|
единичное |
мелкосерийное |
среднесерийное |
крупносерийное |
массовое |
|||||||||||||||||||||||
|
Наибольшие из габаритных размеров станка в плане, мм |
|||||||||||||||||||||||||||
|
до 1800 |
от 1800 до 4000 |
от 4000 до 8000 |
св. 8000 |
до 1800 |
от 1800 до 4000 |
от 4000 до 8000 |
св. 8000 |
до 1800 |
от 1800 до 4000 |
от 4000 до 8000 |
до 1800 |
св. 1800 |
|||||||||||||||
|
Инструментально- раздаточные кладовые (ИРК) |
Режущий, вспомогательный и мерительный инструмент |
0,4 |
0,6 |
1,0 |
1,2 |
0,25 |
0,4 |
0,6 |
0,7 |
0,2 |
0,4 |
0,6 |
0,2 |
0,3 |
|||||||||||||
|
Участок сборки, настройки инструмента |
Режущий и вспомогательный инструмент станков с ЧПУ |
1,8 |
1,8 |
2,0 |
2,0 |
- |
1,8 |
2,0 |
2,0 |
- |
1,8 |
2,0 |
- |
- |
|||||||||||||
|
(на один станок с ЧПУ) |
|||||||||||||||||||||||||||
|
Кладовая приспособлений |
Приспособления |
0,6 |
0,8 |
1,2 |
1,6 |
0,35 |
0,5 |
0,7 |
0,9 |
0,25 |
0,4 |
0,6 |
0,15 |
0,2 |
|||||||||||||
|
Кладовая инструментальной оснастки |
Приспособления инструмент |
1,0 |
1,4 |
2,2 |
2,8 |
0,6 |
0,9 |
1,3 |
1,6 |
0,45 |
0,8 |
1,2 |
0,35 |
0,5 |
|||||||||||||
|
Кладовая УСП |
Универсальные приспособления |
0,35 |
0,4 |
0,45 |
0,55 |
0,3 |
0,35 |
0,45 |
0,5 |
0,05 |
0,1 |
0,2 |
- |
- |
|||||||||||||
|
Кладовая вспомогательных материалов |
Обтирочные и хозяйственные материалы |
0,1 |
|||||||||||||||||||||||||
|
Кладовая абразивов |
На один шлифовальный и полировальный станок |
||||||||||||||||||||||||||
|
Шлифовальные и полировальные круги |
0,5 |
0,7 |
0,9 |
1,2 |
0,45 |
0,5 |
0,6 |
0,7 |
0,4 |
0,5 |
0,6 |
0,4 |
0,5 |
||||||||||||||
Примечания: 1. Общая кладовая инструментальной оснастки организуется при количестве станков в цехе для единичного, мелкосерийного и среднесерийного производства - менее 50 ед., для крупносерийного и массового - менее 200 ед.
2. Рядом с ИРК рекомендуется располагать участки настройки инструмента, заточной, а также контрольно-проверочный пункт (КПП).
3. Площадь участка УСП должна быть не менее 20 м2. На участке предусматриваются стеллажи для хранения комплектов УСП, а также верстачные рабочие места для сборки приспособлений.
4. Все кладовые, кроме кладовой вспомогательных материалов, относятся к инструментальному хозяйству.
4. РАЗМЕЩЕНИЕ ПРОИЗВОДСТВА
4.1. Компоновочные решения
При разработке компоновочных планов корпусов необходимо учитывать следующие основные положения:
габаритные размеры корпуса (длина, ширина), его "посадка" на площадке предприятия, расположение магистральных проездов и ворот должны быть согласованы с организацией - разработчиком генерального плана предприятия.
Размеры унифицированных пролетов предпочтительно принимать согласно данным таблиц 22, 23 соответственно для одноэтажных и многоэтажных зданий.
В производственных корпусах с преобладанием в их составе механосборочного производства следует предусматривать, как правило, системы энергетического, сантехнического обеспечения согласно табл. 24, а также учитывать потребности смежных производств.
Размещение производственных подразделений в корпусе предусматривать с учетом ситуационного плана расположения заводских складов металла, заготовок, готовой продукции; рациональной организации транспортных потоков; требований безопасности в отношении размещения участков с вредными выделениями и особыми условиями работы, требующих наружных стен, учета господствующего направления ветра и т.п.
Предусматривать в корпусе необходимые вспомогательные службы.
Учитывать рельеф площадки и геологические условия при определении необходимости значительных заглублений для подвалов, тоннелей, технических этажей и цоколей.
Встроенные помещения следует выполнять единообразно в виде панелей и массивов для рациональной организации строительства и снижения затрат на строительные работы.
Категорирование помещений и зданий по пожарной опасности выполнять в строгом соответствии с отраслевыми нормами ВНТП 10-90, соблюдать правила размещения взрыво- и пожароопасных помещений и участков.
Размещение административно-бытовых помещений (зданий) принимается в увязке с генпланом или по согласованию с разработчиком архитектурно-строительной части проекта.
|
Ширина пролета |
Шаг колонн (средний) |
Высота до низа конструкций покрытия |
Высота до головки кранового рельса |
Наименование транспорта |
Грузоподъемность |
|
|
т |
кн |
|||||
|
18 |
6, 12 |
6.0; 7,2 |
- |
Подвесной |
0,5 - 5,0 |
5-50 |
|
24 |
8,4 |
|||||
|
18 |
6; 12 |
8,4; 9,6 |
6,35 |
То же |
10 |
100 |
|
24 |
6,95 |
-»- |
15/3 |
150/30 |
||
|
18 |
6 |
10,8 |
8,15 |
-»- |
20/5 |
200/50 |
|
24 |
||||||
|
18 |
12 |
10,8; 12,0x |
8,15 |
-»- |
10 |
100 |
|
24 |
14,4x |
9,35 |
-»- |
15/3 |
150/30* |
|
|
30* |
11,35 |
-»- |
20/5 |
200/50 |
||
|
36* |
30/5 |
300/50* |
||||
* Принимается при соответствующем обосновании
|
Сетка колонн верхнего |
Высота этажей, м |
Наименование транспорта |
Грузоподъемность |
||
|
т |
кн |
||||
|
6∙6 |
18∙6 |
4,8; 6,0; 7,2 (верхний) |
Подвесной |
0,5 - 5,0 |
5 - 50 |
|
9∙6 |
18∙6 |
4,8; 6,0; 7,2 (верхний) |
0,5 - 5,0 |
5 - 50 |
|
|
6∙6 |
18∙6 |
4,8; 6,0; 10,8 (верхний) |
Подвесной мостовой на верхнем этаже |
5 или 10 |
50 или 100 |
|
12∙6 |
12∙6 |
4,8; 6,0; 7,2 (верхний) |
Подвесной |
0,5 - 5,0 |
5 - 50 |
Примечания: 1. Таблица составлена на основании ГОСТ 24337-80 «Здания производственные, вспомогательные и складские многоэтажные». Габаритные схемы и СНиП 2.09.02-85* «Производственные здания промышленных предприятий. Нормы проектирования».
2. Установка мостовых однобалочных кранов грузоподъемностью до 5 т допускается в исключительных случаях при соответствующем обосновании.
3. Нагрузки на перекрытия (сосредоточенные и распределенные) рассчитываются в каждом конкретном случае разработчиками строительной части проекта.
|
Назначение |
Количество |
|
|
Комплектная трансформаторная подстанция |
Электроснабжение |
По укрупненному расчету, аналогу |
|
Тепловой ввод |
Теплоснабжение |
1 - 2 на корпус |
|
Ввод водопровода |
Питьевое, техническое водоснабжение |
1 - 3 на корпус |
|
Вентиляционные системы (зоны для установки) |
Вентиляция |
В зависимости от условий и площади корпуса |
|
Помещение для устройств управления системами противопожарной автоматики и сигнализации |
Обеспечение безопасности |
1 - 2 на корпус |
|
Магистральные каналы стружкоудаления, снабжения СОЖ |
Механизация работ |
По технологии |
|
Подвалы, технические этажи для специфических процессов; боксы для изготовления, сборки, контроля точных изделий |
Обеспечение условий технологии и безопасности |
По технологии |
|
Санузлы |
Обеспечение условий работы |
По предварительному расчету |
4.2. Планировочные решения
Расположение оборудования определяется в основном технологическим процессом обработки деталей, составом технологического оборудования, оснащенностью производства средствами механизации и транспорта. Особое значение имеет рациональное размещение цехов, участков технологических линий и отдельных станков в крупносерийном и массовом производстве. При удачном взаимном расположении технологического и транспортного оборудования, систем стружкоудаления и снабжения СОЖ, правильной организации грузопотоков могут быть достигнуты эффективные показатели использования площади, сокращение строительных и производственных затрат.
Планировочные габариты оборудования на стадии «Проект» принимаются по информационным материалам станкостроительной промышленности; на специальное оборудование, в т.ч. на автоматические линии, по предварительным данным изготовителей и аналогам.
Рабочая документация должна разрабатываться на основании рабочей технологии, уточненных данных по составу оборудования; планировочные габариты специального оборудования принимаются по данным поступающей с ним от изготовителей документации.
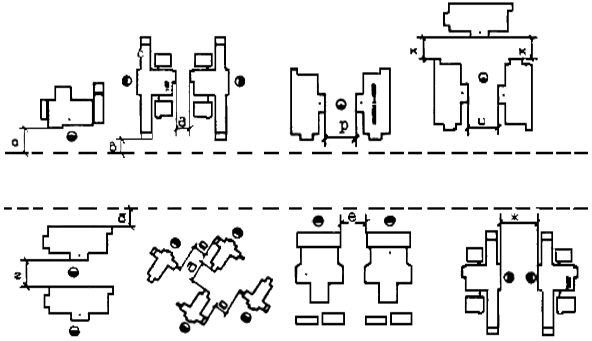
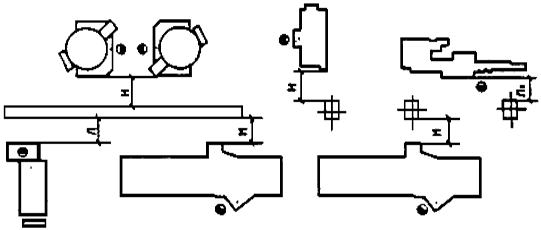
Нормы ширины проездов, расстояний относительно строительных элементов здания и взаимного расположения оборудования приведены в табл. 25, 26.
Эскизы 1, 2 - без средств механизации;
эскизы 3, 4 - при наличии средств механизации;
эскизы 5, 6 - фрагменты автоматических линий.
Таблица 27, эскизы 7, 8, 9, 10 - автоматы токарные прутковые.
Фрагмент установки оборудования на балочном фундаменте показан на эскизе 11.
|
Наименование транспортных средств |
Грузоподъемность, т (кН) |
Размеры транспортируемых грузов или тары с грузом, мм |
Ширина проезда, мм |
||
|
при одностороннем движении |
при двустороннем движении |
||||
|
Магистральный |
Напольные транспортные средства: электротележки, электротягачи, электропогрузчики |
4500 |
|||
|
автомашины, автопогрузчики, уборочные машины и др. |
5500* |
||||
|
Ценовой |
Напольные транспортные средства (электропогрузчики, оборудованные вилочными захватами; электротележки, электротягачи) |
До 0,5 (5) |
До 800 |
2200** |
- |
|
До 1,0 (10) |
До 1200 |
2700 |
- |
||
|
До 3,2 (32) |
До 1600 |
3600 |
- |
||
|
До 5,0 (50) |
До 3000 |
4000 |
- |
||
|
Цеховой проход (для безопасной транспортировки и сопровождения грузов) |
Монорельсовые и крановые транспортные средства (тали электрические, мостовые и подвесные краны) |
- |
До 800 |
2200 |
- |
|
- |
До 1200 |
2700 |
- |
||
|
- |
До 1600 |
3600 |
- |
||
|
- |
До 3000 |
4000 |
- |
||
|
Железнодорожный ввод |
Вагоны грузовые |
- |
- |
6000 |
- |
|
Пешеходные проходы |
- |
- |
- |
1400 |
|
Примечания: 1. Магистральные проезды предназначены для осуществления межцеховых перевозок в корпусе всеми видами напольного транспорта при двустороннем движении.
2*. Магистральные проезды для автомашин, автопогрузчиков, уборочных машин и другие принимаются при соответствующем обосновании.
3. Перегрузочные платформы (тележки) на рельсовом пути для транспортировки деталей и изделий не должны размещаться на магистральных проездах.
4. Количество и расположение магистральных проездов определяется размерами и компоновкой корпуса, а также технологическими связями с другими корпусами.
5. Грузоподъемность транспортных средств определяется технологической необходимостью.
6. Размеры транспортируемых грузов или тары с грузом - это размер в направлении, перпендикулярном проезду (по ширине проезда).
7. Цеховые проезды даны для одностороннего движения транспорта, двустороннее движение допускается только при соответствующем обосновании. При двустороннем движении ширина проезда принимается равной удвоенной ширине транспортных средств с тарой и деталями плюс 960 мм. Для транспортирования тары с деталями шириной более 2300 мм следует предусматривать разъезды.
8**. ширина цехового проезда 1600 мм допустима при условии специального обоснования.
9. Ширина проезда при транспортировании электропогрузчиками с фронтальным расположением вил дана с учетом возможности их поворота на 90°.
10. Ширина проезда вдоль наружных стен для протирки окон определяется по габаритным размерам применяемых средств механизации протирочных работ.
11. В случае расположения канала для транспортирования стружки вдоль проезда его размер в ширину проезда не входит.
|
Обозначение |
Расстояние, мм |
|||||||||
|
Единичное, мелкосерийное и среднесерийное производство |
Крупносерийное и массовое производство |
|||||||||
|
до 1800 |
от 1800 до 4000 |
от 4000 до 8000 |
св. 8000 |
до 1800 |
от 1800 до 4000 |
св. 4000 |
||||
|
От проезда до |
фронта |
а |
1600 |
|
1000 |
|||||
|
тыльной стороны |
б |
500 |
500*** |
500 |
||||||
|
боковых сторон |
в |
5000 |
700 |
1000 |
500 |
|||||
|
в «затылок» |
г |
1700 |
2600 |
1400 |
1600 |
1800 |
||||
|
тыльными сторонами |
д |
700 |
800 |
1000 |
1300 |
700 |
800 |
1000 |
||
|
боковыми сторонами |
е |
900 |
1300 |
1800 |
900 |
1200 |
||||
|
Относительно друг друга |
фронтом и при обслуживании одним рабочим |
одного станка |
ж |
2100 |
2500 |
2600 |
1900 |
2300 |
2600 |
|
|
двух станков |
р |
1700 |
- |
1400 |
1600 |
- |
||||
|
при П-образном расположении трех станков, обслуживаемых одним рабочим |
и |
2500 |
- |
1400 |
1600 |
- |
||||
|
к |
700 |
- |
700 |
1500 |
||||||
|
От стен и колонн до |
фронта |
л |
1600 |
|
1300 |
1500 |
||||
|
л1 |
1300 |
1500 |
1300 |
1500 |
||||||
|
тыльной стороны |
м |
700 |
800 |
900 |
1000 |
700 |
800 |
900 |
||
|
боковых сторон |
н |
1200 |
900 |
|||||||
Примечания: 1. Нормы расстояний разработаны с учетом оргоснастки на основании типовых проектов организации рабочих мест, разработанных институтом Оргстанкинпром, Укроргстанкинпром и ЦНОТ Минтяжмаша и требований ГОСТ 12.3.020-80 «Процессы перемещения грузов. Общие требования безопасности».
2. Ширина проезда принимается по табл. 25.
3. Расстояния указаны от наружных габаритов станка, включающих крайние положения движущихся частей, открывающихся дверок и постоянных ограждений.
4. Габаритный чертеж станка включает выносное оборудование (электрошкафы, пульты управления и т.д.), расположение которого определено заводом-изготовителем. Если выносное оборудование не имеет жесткой связи со станком, то его расположение определяется планировкой с учетом возможности обслуживания.
5**. Для продольно-фрезерных, продольно-строгальных и продольно-шлифовальных станков расстояние от фронта станка до проезда принимается равным 2000 мм.
6***. Расстояние от тыльной стороны станка до проезда при соответствующем обосновании увеличивается с учетом обслуживания, установки и схема деталей и приспособлений.
7. Для уникальных станков расстояния устанавливаются применительно к каждому конкретному случаю.
8. Нормы расстояний между станками с разными габаритными размерами выбираются по большему из этих станков.
9. При установке станков на индивидуальные фундаменты расстояния от колонн и между станками принимаются с учетом конфигурации и глубины фундаментов станков и колонн.
10. В случае обслуживания станков подвесными или мостовыми кранами расстояния от стен и колонн до станков принимаются с учетом возможности обслуживания кранами.
11. Нормы расстояний не учитывают размещение тары для сборки стружки и каналов для ее транспортирования, промпроводок (пар, вода, сжатый воздух и т.д.), устройств для транспортирования деталей (местные подъемные устройства, рольганги и т.д.), мест для хранения оснастки (приспособлений), крупных и тяжелых деталей.
12. При расположении каналов для транспортирования стружки между тыльными сторонами двух рядов станков, установленных на общей фундаментной плите, расстояние между ними принимается: при транспортировании дробленой стружки - мм*, витой стружки - +400 мм. Для станков, устанавливаемых на индивидуальные фундаменты, расстояние между фундаментами должно быть не менее: при транспортировании дробленой стружки - 800 мм, витой стружки - 1000 мм.
* Текст соответствует оригиналу. - Примечание «КОДЕКС».
13. При установке станков рядом с площадкой для складирования деталей, заготовок и т.п. расстояние от площадки следует принимать в зависимости от положения станка, равным соответственно л, м или н.
14. Нормы расстояний между станками, приведенные в настоящей таблице, не распространяются на роботизированные и комплексно-автоматизированные участки. Расстояния между станками в них определяются конкретными планировками участков с учетом конструкции станков, транспортно-накопительных систем и условий их обслуживания.
Эскиз 1
Нормы расстояний взаимного расположения оборудования
Эскиз 2
Нормы расстояний от строительных конструкций
Нормы минимальных расстояний между оборудованием и транспортными системами
Эскиз 3
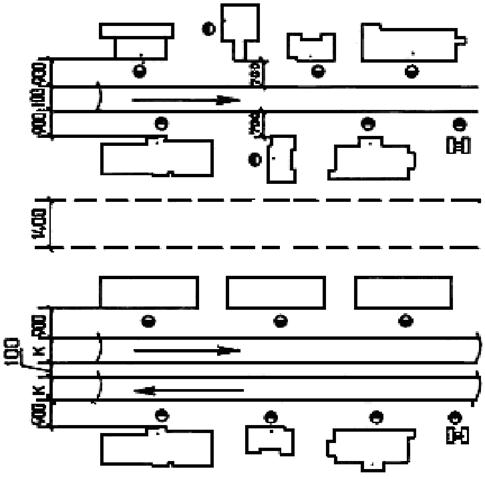
Эскиз 4
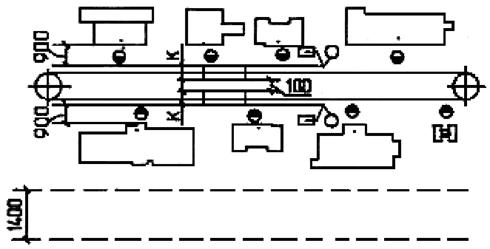
Ширина механизированного межоперационного транспорта «К»
принимается в соответствии с габаритами обрабатываемых деталей.
Примеры установки автоматических линий (5, 6)
Эскиз 5
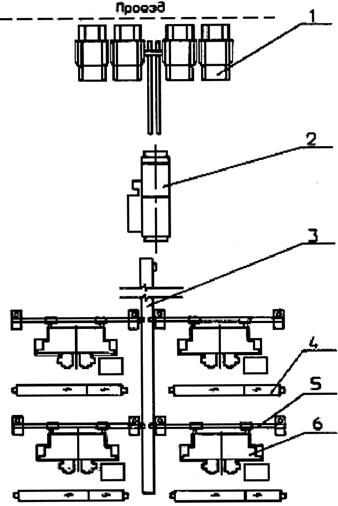
|
Наименование |
|
|
1 |
Устройство накопления деталей (Унифлекс) |
|
2 |
Моечная установка |
|
3 |
Пластинчатый транспортер |
|
4 |
Шкаф электроснабжения |
|
5 |
Портальный манипулятор |
|
6 |
Станок |
Эскиз 6
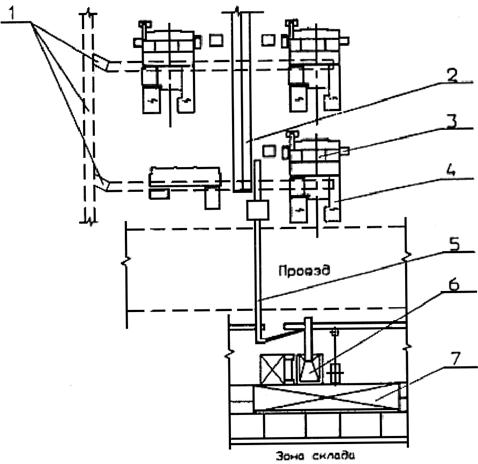
|
Наименование |
|
|
1 |
Каналы гидросмыва стружки |
|
2 |
Пластинчатый транспортер |
|
3 |
Станок |
|
4 |
Шкаф электроснабжения |
|
5 |
Транспортер |
|
6 |
Загрузочный бункер |
|
7 |
Штабелер |
|
Обозначение |
Расстояние, мм |
|||
|
одношпиндельные автоматы |
многошпиндельные автоматы |
|||
|
диаметр обрабатываемого прутка, мм |
||||
|
до 65 |
св. 65 |
|||
|
Между станками при поперечном расположении к проезду |
г |
1000 |
1100 |
1300 |
|
От конца поддерживающей трубы до боковой стороны станка |
т |
500 |
- |
- |
|
Технологический проход |
В |
1600 |
- |
- |
|
Технологический проезд для транспортирования длинномеров к станкам |
А1 |
- |
1600 ... 2000 |
1600 ... 2000 |
|
Зона заправки и раздачи прутков |
Р (α = 20°) |
3900 |
- |
- |
|
Р (α = 30°) |
3600 |
- |
- |
|
|
Р (α = 40°) |
3200 |
- |
- |
|
|
Р (α = 45°) |
3000 |
- |
- |
|
|
Между концами поддерживающих труб: |
||||
|
без механизации стружкоудаления (эскиз 7) |
А |
- |
4200 |
4000 |
|
при наличии каналов стружкоудаления и СОЖ (эскиз 8) |
А |
- |
4800 |
4500 |
|
при сочетании зоны загрузки с краном-штабелером (по типу ВАЗ, (эскиз 9) |
А |
- |
10500 ... 13500 |
10500 ... 13500 |
Примечание. Остальные расстояния принимаются по табл. 26.
Нормы расстояний взаимного расположения токарных прутковых автоматов
Эскиз 7
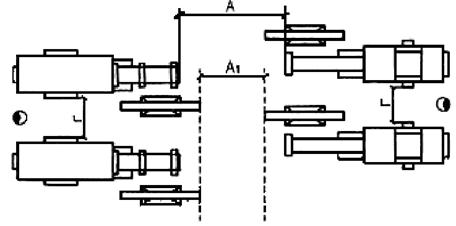
Эскиз 8
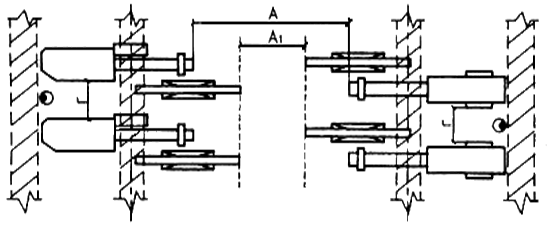
Эскиз 9
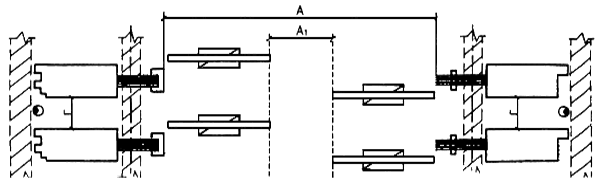
Эскиз 10
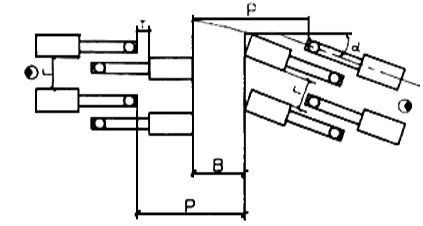
Фрагмент установки оборудования на балочном фундаменте
Эскиз 11
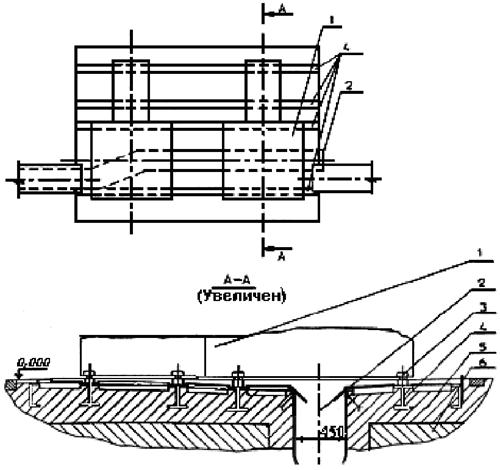
|
Наименование |
|
|
1 |
Станок |
|
2 |
Литок гидросмыва |
|
3 |
Крепежное устройство |
|
4 |
Опорные балки |
|
5 |
Фундамент |
|
6 |
Земля |
Показатели общей площади на единицу оборудования (удельная площадь)
В табл. 28 приведены нормативы удельной общей площади для укрупненных расчетов площади цеха. Нормативы даны без учета площадей вспомогательных служб (склады, ремонтная база, мастерская энергетика, отделение по ремонту оснастки, заточное отделение) и площадей, занятых энергетическими и сантехническими устройствами.
|
Характеристика производства, оснащенности |
Удельная площадь, м2 |
|
|
Механические разных деталей, запасных частей, ТНП |
Оборудование универсальное, производство серийное |
24 |
|
Механические, детали шасси грузовых автомобилей г/п до 5 т |
Оборудование универсальное и специальное, производство серийное |
30 |
|
То же, г/п св. 5 т |
То же |
34 |
|
То же |
Производство крупносерийное |
36 - 38 |
|
Механические мелких агрегатов, электроаппаратуры, ТНП |
Оборудование специализированное, производство крупносерийное |
24 |
|
Двигателей мощности до 70 л.с. |
Оборудование специализированное, производство крупносерийное |
27 |
|
То же, 75 - 120 л.с. |
То же |
30 |
|
То же, 120 - 200 л.с. |
То же |
32 |
|
Тоже, св. 200 л.с. |
Производство серийное |
34 |
|
Коробок передач, агрегатов шасси легковых автомобилей, микроавтобусов |
Серийное производство, универсальное и специальное оборудование |
25 |
|
То же |
Крупносерийное, массовое производство, преобладание автоматических линий, системы стружкоудаления, подачи СОЖ |
45 |
|
Специальных станков, полуавтоматов, агрегатных станков и прочего оборудования |
Средства малой механизации, масса оборудования |
|
|
до 10 т |
26 |
|
|
св.10 т |
32 |
|
|
То же |
Механизированный транспорт, автоматизированная система стружкоуборки, масса оборудования |
|
|
до 10 т |
30 |
|
|
св.10 т |
34 |
|
|
Станков с ЧПУ, РТК |
Масса оборудования |
|
|
до 10 т |
45 |
|
|
св. 10 т |
55 |
|
|
Многоцелевых станков с ЧПУ и инструментальным магазином (ОЦ) |
Масса оборудования |
|
|
до 10 т |
90 |
|
|
св. 10 т |
110 |
|
|
То же с механизированным складом |
||
|
до 10 т |
100 |
|
|
св. 10 т |
120 |
|
|
Автоматических линий (эскиз 5) |
Проходного типа для тел вращения с шагом транспортером |
35 - 40 |
|
(эскиз 5) |
с гибкой связью и портальным манипулятором |
40 - 45 |
|
(эскиз 6) |
то же с автоматической загрузкой заготовок |
45 - 50 |
|
спутниковые для корпусных деталей для крупных тел вращения типа «Пирин» |
60 |
|
|
Одношпиндельных прутковых автоматов (эскиз 10) |
Детали со средней массой: |
|
|
до 0,040 кг |
18 |
|
|
св. 0,040 кг |
20 |
|
|
То же с автоматической загрузкой прутков |
- |
30 |
|
Многошпиндельных прутковых автоматов при наличии каналов стружкоудаления и циркуляционной системы снабжения СОЖ (эскиз 7) |
Детали со средней массой: |
|
|
до 0,040 кг |
33 |
|
|
св. 0,040 кг |
35 |
|
|
То же с автоматической загрузкой прутков или обслуживание участка краном-штабелером (эскиз 8) |
до 0,040 кг |
42 |
|
св. 0,040 кг. |
45 |
|
|
Многошпиндельных прутковых автоматов с |
Детали со средней массой: |
|
|
автономным снабжением СОЖ без механизации |
до 0,040 кг |
30 |
|
удаления стружки (эскиз 9) |
св. 0,040 кг |
33 |
|
Доделки автоматных деталей |
- |
15 - 20 |
5. ТЕХНИКА БЕЗОПАСНОСТИ
Основные требования по взрыво- и пожаробезопаснооти, производственная санитария
При проектировании механообрабатывающих цехов должны соблюдаться требования действующих строительных норм и правил (СНиП), санитарных норм, государственных стандартов (в том числе по видам работ), других норм, правил и инструкций, утвержденных в установленном порядке.
Объемно-планировочные и конструктивные решения производственных помещений и зданий надлежит принимать согласно СНиП 2.01.02-85* «Противопожарные нормы». СНиП 2.09.02-85* «Производственные здания» в зависимости от их категории по взрывопожарной и пожарной опасности.
Категории помещений и зданий механообрабатывающих цехов необходимо принимать по отраслевым (ведомственным) нормам технологического проектирования, касающимся категорирования помещений и зданий, или по специальным перечням, устанавливающим их категории по взрывопожарной и пожарной опасности, утвержденным в установленном порядке. А при отсутствии указанных документов - их следует определять по ОНТП 24-86 МВД СССР или другим заменяющим их нормам.
Пожарная безопасность указанных цехов должна обеспечиваться по ГОСТ 12.1.004-85 с учетом противопожарных требований отраслевых (ведомственных) норм технологического проектирования по вопросам категорирования и обеспечения пожарной безопасности производств и настоящих норм.
Механообрабатывающие цехи должны обеспечиваться средствами пожарной техники по ГОСТ 12.4.009-83. Автоматические средства пожаротушения и пожарной сигнализации для защиты помещений и участков необходимо предусматривать по специальным отраслевым (ведомственным) перечням помещений, цехов, участков, подлежащих оборудованию автоматическими установками пожаротушения и пожарной сигнализации. В помещениях категории Г и Д в качестве средства извещения о пожаре могут использоваться электрические кнопочные пожарные извещатели или телефоны внутриобъектной и городской телефонной сети, обеспечивающие прямую связь с пожарной охраной.
Для защиты открытых технологических проемов в перегородках для прохода непрерывных транспортных систем (конвейеров и т.п.) следует предусматривать с двух сторон проемов устройство дренчерных водяных завес.
Участки с технологическими процессами, связанными с повышенной пожаровзрывоопасностью, следует размещать в отдельных помещениях. При этом помещения категории А и Б должны размещаться у наружных стен. В случае размещения указанных участков в общих производственных помещениях по технологическому потоку (что должно быть обосновано в технологической части проекта) следует предусматривать эффективные защитные мероприятия по предотвращению возможности возникновения взрыва и распространения пожара и воздействия опасных факторов пожара и взрыва на работающих, занятых в данном производстве (например, устройство местных отсосов, осуществление взрыво- и пожароопасных работ в специальных камерах или кабинах, устройство поддонов, бортиков, экранов, применение средств для локального пожаротушения и др.).
В механообрабатывающих цехах со станками или другим оборудованием, в которых используются горючие жидкости в системах смазки, охлаждения и гидропривода, в целях снижения их пожарной опасности рекомендуется применять оборудование с герметически закрытыми системами или оснащенное поддонами или другими устройствами, препятствующими вытеканию жидкости за его пределы. В цехах также следует по необходимости предусматривать устройство бортиков, лотков, каналов, приямков для сбора и удаления аварийно пролитой жидкости, применение стационарных и передвижных средств для пожаротушения.
Для промывки и обезжиривания деталей и узлов в технологических процессах необходимо применять негорючие или менее горючие жидкости в соответствии с рекомендациями по замене легковоспламеняющихся и горючих жидкостей (ЛВЖ, ГЖ) на негорючие или менее горючие жидкости, моющие растворы и препараты. Применение для этих целей ЛВЖ и ГЖ может быть допущено по условиям технологии, когда заменить их не представляется возможным. При этом количество применяемых жидкостей должно быть минимальное, требуемое для нормального ведения технологического процесса.
Технологические проезды в цехах для обеспечения безопасной эвакуации людей, а также для возможности маневрирования пожарных автомобилей при необходимости их въезда в здания, рекомендуется проектировать спрямленными и сквозными.
Устанавливаемое в цехах технологическое, подъемно-транспортное и иное оборудование, приборы КИП и автоматики по своему исполнению должны отвечать классам взрывоопасных и пожароопасных зон, характеристикам сред в соответствии с требованиями ПУЭ.
На постоянных рабочих местах и в рабочих зонах в производственных помещениях (цехах) механообрабатывающего производства уровни звукового давления, дБ, в октавных полосах частот, уровни звука и эквивалентные уровни звука, дБА, не должны превышать допустимых значений по санитарным нормам № 3223-85.
Защиту от шума, воздействующего на человека на рабочих местах и в рабочих зонах, следует осуществлять комплексом мер, включающим:
технические средства борьбы с шумом (уменьшение шума оборудования в источнике - тщательная статическая и динамическая балансировка движущихся деталей, применение принудительной смазки трущихся поверхностей в сочленениях и др.);
замену шумного оборудования малошумным;
технологические средства снижения шума (виброгасители на оправках режущего инструмента, малошумные направляющие трубы токарных автоматов и др.);
применение глушителей шума на выхлопе воздуха пневмоприспособлений оборудования и инструмента, использующих сжатый воздух;
нанесение на металлические поверхности тары вибропоглощающих покрытий;
строительно-акустические мероприятия в соответствии с требованиями СНиП и справочников проектировщика по защите от шума;
средства индивидуальной защиты от шума по ГОСТ 12.4.051-87;
организационные мероприятия (сокращение времени нахождения в шумных условиях, лечебно-профилактические и др. мероприятия).
Шумовые характеристики оборудования должны отвечать требованиям ГОСТ 23941-79, ГОСТ 12.2.107-85*, ГОСТ 12.2.030-83 и определяться по «Каталогу шумовых характеристик технологического оборудования».
На постоянных рабочих местах в производственных помещениях (цехах) среднеквадратичные значения виброскорости, м/с (или уровни виброскорости, дБ, в октавных полосах частот) общей и локальной вибрации не должны превышать допустимых значений по ГОСТ 12.1.012-90.
В целях защиты людей от общей и локальной вибрации следует осуществлять комплекс мер, предусматривающий применение:
вибробезопасных машин и оборудования;
средств виброзащиты, снижающих вибрацию на путях ее распространения, в соответствии с рекомендациями руководства по проектированию виброизоляции;
проектировочных решений технологических процессов и цехов в соответствии с требованиями главы СНиП по проектированию фундаментов машин с динамическими нагрузками;
средств индивидуальной защиты от вибрации по ГОСТ 12.4.002-74, ГОСТ 12.4.024-76*;
организационных мероприятий (улучшение организации рабочих мест, качества используемого виброопасного инструмента и оборудования, улучшение санитарно-гигиенического и лечебно-профилактического обслуживания рабочих).
технологические источники вредных выделений (оборудование для промывки, станки электроэрозионной обработки и др.) должны быть максимально герметизированы или иметь местные укрытия, в которых с помощью вытяжной вентиляции необходимо создавать разрежение, препятствующее выделению вредностей из укрытия.
При проектировании участков, в которых применяются ультразвуковые установки, необходимо учитывать «Санитарные нормы и правила при работе на промышленных ультразвуковых установках № 1733-77».
При проектировании цехов (участков), в которых по технологическому процессу требуют специальные условия по температуре и влажности воздуха, следует руководствоваться «Отраслевыми техническими условиями на изготовление изделий, требующих специальных условий» и настоящими нормами.
В проектной документации механообрабатывающих цехов предприятий автомобильной промышленности должны быть приведены опасные и вредные производственные факторы, которые могут быть при осуществлении соответствующих технологических процессов и конкретные меры, предотвращающие их воздействие на организм работающих.
Требования безопасности к разработке и выполнению процессов механической обработки металлов резанием на металлорежущих станках должны соответствовать ГОСТ 12.3.025-80.
Распределение рабочих механообрабатывающих цехов по группам санитарной характеристики производственных процессов - согласно отраслевому номенклатурному перечню профессий РД 37.047.116-90 в соответствии со СНиП 2.09.04-87.
6. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ, УТИЛИЗАЦИЯ ОТХОДОВ
Выделения вредных веществ в окружающую среду - атмосферу, почву, водоемы - в процессе производства не должны создавать предельно допустимых концентраций, установленных нормативными документами, как на рабочих местах, так и в зоне размещения предприятия.
Основные виды выделений и отходов в механообрабатывающем производстве и способы их нейтрализации приведены в табл. 29.
|
Состав |
Степень токсичности |
Способ обезвреживания |
Способ ликвидации |
|
|
Металлоотходы |
Н |
- |
регенерация |
- |
|
Шлам от шлифовки, зачистки мойки деталей |
К |
+ |
- |
Обезвоживание, складирование на полигоне |
|
Отходы абразивов |
Н |
- |
регенерация |
- |
|
Ветошь, текстиль (обтирочный материал) |
О |
- |
регенерация ЦПНО |
Термическое обезвреживание на полигоне |
|
Бумага, картон |
О |
- |
вторсырье |
- |
|
Отходы масел, СОЖ |
О |
+ |
регенерация, ЦПНО |
Термическое обезвреживание на полигоне |
|
Мусор |
К |
- |
- |
Складирование на полигоне |
Принятые сокращения и обозначения:
Н - неорганические отходы;
О - органические отходы;
К - комбинированные отходы;
+ - слаботоксичные отходы;
ЦПНО - цех по переработке промышленных неметаллических отходов.
Непосредственных выделений в атмосферу от механообрабатывающего производства не происходит. Выделяющие в процессе обработки аэрозоли и пары СОЖ и моющих растворов подвергаются фильтрации и очистке посредством местных отсосов и в системе общеобменной вентиляции производственных помещений.
Основные мероприятия по охране окружающей среды должны предусматривать:
оснащение производства оборудованием, удовлетворяющим требованиям санитарных плавил при работе со смазочно-охлаждающими жидкостями, укомплектованным местными вытяжными устройствами типа вентилируемых укрытий зоны обработки с возможностью стока конденсирующих паров и аэрозолей в отстойники и фильтрующие системы СОЖ;
при отсутствии отсосов в стандартном исполнении оборудования на операциях обработки с интенсивным выделением вредностей в виде паров, аэрозолей, пыли применение местных вытяжных устройств, спроектированных и изготовленных применительно к данному оборудованию и условиям обработки;
использование прогрессивного технологического оборудования автоматического и полуавтоматического действия с целью уменьшения контакта работающих с вредными веществами;
замену вредных веществ на менее вредные;
правильно определять количество и классифицировать промышленные стоки по степени опасности для применения более эффективных способов очистки и нейтрализации на очистных сооружениях.
Промышленные отходы, подлежащие регенерации, перед отправкой на переработку должны очищаться от загрязнений остатками СОЖ на водной и масляной основе посредством центрифугирования и других способов. Это позволяет уменьшить выделение продуктов сгорания при последующей переплавке металла и термическом обезвреживании других отходов.
Неутилизируемые отходы в виде мусора, остатков различных материалов, шлама от абразивной обработки и моечных агрегатов подлежат складированию на специально отведенных и оборудованных для этих целей полигонах.
7. РАСХОД МАТЕРИАЛОВ И ЭНЕРГОНОСИТЕЛЕЙ
Потребность в основных материалах, используемых для изготовления выпускаемой цехом, участком продукции рассчитывается подетально по чистой массе каждой детали и коэффициенту использования металла.
Коэффициент использования металла характеризует отношение массы готовой детали к массе исходной заготовки. Рекомендуемые значения коэффициентов использования по видам продукции и заготовок приведены в табл. 30.
|
Материал |
Коэффициент использования металла |
||
|
массовое крупносерийное и серийное производство |
мелкосерийное и единичное производство |
||
|
Отливки в песчаные формы |
Чугун: серый и ковкий, сталь углеродистая и легированная, цветные металлы |
0,7 - 0,75 |
0,6 |
|
Точное литье |
Сталь углеродистая, легированная |
0,92 |
0,92 |
|
Отливки в кокиль и пресс-формы |
Цветные металлы |
0,88 |
0,85 |
|
Горячая штамповка |
Сталь углеродистая и легированная, цветные металлы |
0,75 |
0,65 |
|
Заготовки из труб: |
|||
|
центровально-подрезные операции |
Сталь углеродистая и легированная, цветные металлы |
0,8 |
0,8 |
|
обточка или расточка по профилю |
-»- |
0,7 |
0,6 |
|
Автоматные заготовки: |
|||
|
механическая доделка после термообработки |
Сталь углеродистая и легированная, цветные металлы |
0,92 |
0,92 |
|
штучные заготовки из прутка для деталей типа валов |
-»- |
- |
0,75 |
|
Заготовки из проката (отрезки штучные) |
Сталь углеродистая и легированная, цветные металлы |
0,5 |
0,5 |
|
Заготовки холодной штамповки - доделки |
Сталь углеродистая и легированная |
0,95 |
0,9 |
|
Сварные заготовки |
-»- |
0,9 |
0,85 |
|
Заготовки, вырезанные из листа |
-»- |
- |
0,8 |
Расход материалов на изделие, сборочную единицу, комплект обрабатываемых деталей, годовую программу производства рассчитывается, исходя из подетального расхода материалов.
При отсутствии подробных сведений о номенклатуре и количестве обрабатываемых деталей, а также для укрупненных расчетов используются данные по изделиям-аналогам.
Количество отходов материалов в процессе обработки рассчитывается как разница между «черной» и «чистой» массой деталей или через коэффициент использования металла.
Данные о потребности в материалах и количестве отходов группируются по маркам материалов, видам заготовок и отходов и используются для экономических расчетов, проектирования систем транспорта и переработки отходов.
Затраты на вспомогательные материалы (смазочно-охлаждающие жидкости, обтирочные материалы и т.п.) определяются укрупненно по удельным нормативам на единицу оборудования.
Расход энергоносителей
Для проектирования систем энергоснабжения технологического оборудования производственных участков и цехов на основании разработки технологических решений выдаются задания, ориентировочный перечень которых приведен в табл. 31.
|
Параметры |
Источник информации |
|
|
Электроснабжение |
Установленная мощность электроприемников, их количество |
Техническая характеристика оборудования |
|
Снабжение паром |
Наибольший и средний часовой расход одним потребителем или группой потребителей; давление, температура |
-»- |
|
Снабжение перегретой водой |
-»- |
-»- |
|
Снабжение сжатым воздухом |
Наибольший и средний часовой расход (приведенный к нормальным условиям) по группам потребителей, рабочее давление, коэффициенты загрузки и одновременности |
-»- |
8. ДАННЫЕ ДЛЯ РАЗРАБОТКИ СТРОИТЕЛЬНЫХ РЕШЕНИЙ
На основании разработки технологических решений на стадии «Проект» в качестве заданий и исходных данных для разработки строительных решений выдаются следующие документы:
компоновочные планы с указанием пролетов, капитальных стен и перегородок; панелей и массивов встроенных помещений; магистральных каналов, тоннелей, антресолей, вставок; предварительного размещения КТП, РП, санузлов, пунктов ППА; размещения крупного комплексного технологического оборудования (сложных технологических линий, сборочных конвейеров и т.п.); категорий помещений и здания по пожарной опасности.
Задание на проектирование конторско-бытовых помещений: численность персонала с разделением по категориям и санитарной характеристике; численность работающих в первой смене.
Задание на проектирование полов под оборудование без фундаментов и отделки помещений (задание на полы под оборудование, требующее фундаментов, выдается при наличии исходных данных). Общие требования к полам и отделке помещений приведены в табл. 32.
|
Требования к полам |
Специальные требования к отделке помещений (стены, колонны, потолок) |
||||||||||
|
Устойчивость к механическим воздействиям |
Безыскровость |
Огнестойкость |
Электропроводность (защита от статического электричества) |
Бесшовность |
Влагостойкость |
Маслостойкость |
Стойкость к органическим растворителям |
Стойкость к щелочам |
Беспыльность |
||
|
Механические цехи |
+ |
- |
- |
- |
- |
+ |
+ |
- |
+ |
- |
- |
|
Автоматные цехи |
+ |
- |
+ |
- |
+ |
+ |
+ |
- |
+ |
+ |
Маслостойкость на высоту до 2 м |
|
Участки: |
|||||||||||
|
финишной обработки деталей (термоконстантные помещения) |
+ |
- |
- |
- |
+ |
+ |
+ |
- |
- |
+ |
Гладкое покрытие, допускающее влажную уборку; беспыльность |
|
обработка изоляционных материалов |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
+ |
- |
|
обработка магниевых сплавов |
+ |
- |
+ |
- |
+ |
- |
- |
- |
- |
+ |
- |
|
шлифовка магниевых сплавов |
+ |
+ |
+ |
- |
+ |
- |
+ |
- |
- |
+ |
- |
|
Шлифовальный |
+ |
- |
- |
- |
+ |
+ |
- |
- |
+ |
+ |
- |
|
заточки инструмента |
+ |
- |
- |
- |
+ |
+ |
- |
- |
- |
+ |
- |
|
электроэрозионной обработки |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
Гладкое покрытие, допускающее влажную уборку |
|
проезды |
+ |
- |
- |
- |
+ |
+ |
+ |
- |
- |
+ |
- |
|
Склады (кладовые): |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
заготовок, промежуточные, готовых деталей и комплектующих изделий |
|||||||||||
|
инструментов и приспособлений |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
вспомогательных материалов |
+ |
+ |
+ |
- |
+ |
- |
+ |
- |
- |
- |
- |
|
Участок консервации |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
+ |
Маслостойкость на высоту до 2 м |
Примечания: 1. Знаком «А» обозначены требования, выполнение которых является необходимым.
2. Величина воздействия на полы нагрузок от технологического и другого оборудования (кроме оборудования, устанавливаемого на индивидуальные фундаменты) рассчитывается в каждом конкретном случае в соответствии с требованиями СНиП II-6-74 «Нагрузка и воздействие» на основании плана расположения и спецификации оборудования разработчиком строительной части проекта.
3. В графе «Устойчивость к механическим воздействиям» необходимо указать характер воздействия на полы: движение пешеходов, ручных тележек на резиновых шинах, ручных тележек на металлических шинах, автомобилей, электротележек, транспорта на гусеничном ходу - согласно СНиП II-В.8-71 «Полы. Нормы проектирования» (табл. 2).
4. В механических цехах, в которых должны устанавливаться станки с применением масляных охлаждающих жидкостей, следует предусматривать нескользские полы, обеспечивающие безопасность движения работающих.
5. При применении электротягачей с ПУ на трассе их движения полы не должны иметь металлического покрытия (по 300 мм в каждую сторону от высокочастотного кабеля).
Характеристика среды производственных помещений.
Задание на проектирование антикоррозионной защиты строительных конструкций (для производства с агрессивными средами).
Общие положения для разработки строительной части проекта.
Размеры унифицированных пролетов и грузоподъемность транспортных средств производственных механообрабатывающих и механосборочных корпусов приведены в разделе «Компоновочные решения», табл. 20.
Для напольного транспорта следует принимать типовые конструкции ворот с превышением размеров габаритов транспортных средств (в загруженном состоянии) не менее 0,2 по высоте и 0,6 м по ширине.
Размеры ворот в свету для железнодорожного подвижного состава нормальной колеи следует принимать не менее 5,4 м по высоте и 4,8 м по ширине.
Сквозные железнодорожные вводы допускаются в исключительных случаях при соответствующем обосновании.
При наличии в корпусе помещений с особыми условиями работы и соответствующими требованиями по температурно-влажностному режиму, чистоте и скорости движения воздуха, отделке помещений эти условия и требования оговариваются в задании.
Некоторые производственные и вспомогательные службы механосборочных цехов рекомендуется размещать в изолированных помещениях. Перечень указанных подразделений приведен в табл. 33.
Рекомендации по размещению производственных участков и вспомогательных служб в изолированных помещениях
Рекомендации по размещению производственных участков и вспомогательных служб механических цехов в изолированных помещениях приводятся в табл. 33.
|
Производственные факторы, обуславливающие необходимость выделения работ в изолированное помещение |
Выполняемые работы, применяемые материалы и оборудование |
|
Пожаро- и взрывоопасность |
Технологические процессы, связанные с применением пожаро- или взрывоопасных материалов, с последующим отнесением помещений, в которых или размещаются в категории А, Б или В по взрывопожарной и пожарной безопасности |
|
Вредности, влияющие на здоровье человека: |
|
|
пыль металлическая, абразивная и др. |
Заточные и шлифовальные работы без применения СОЖ, полирование с применением паст на основе окиси хрома |
|
пары воды, масла, щелочей |
Обезжиривание и промывка деталей, применение масляных ванн с подогревом |
|
токсические вещества |
Обработка молибденовых и титановых сплавов с применением свинца, олова, испытание двигателей внутреннего сгорания |
|
повышенный уровень электромагнитных, рентгеновских и световых излучений |
Рентгеновские и лазерные установки для контроля и обработки, установки высокочастотного нагрева |
|
ультразвук |
Производственное оборудование, в котором генерируются ультразвуковые колебания, для выполнения технологического процесса и оборудование, при эксплуатации которого ультразвук возникает, как сопутствующий фактор |
|
повышенный уровень шума |
Операции очистки деталей на вибрационных дробеструйных установках, обработка в галтовочных барабанах, испытание двигателей |
|
Особые требования технологического процесса: |
|
|
по метеорологическим условиям (температуре, относительной влажности и др.) |
Процессы изготовления высокоточных изделий, требующие создания в помещении термоконстантных условий, экспериментальные и исследовательские процессы, требующие создания термокамер |
|
по чистоте помещения |
Участки ОТК, оснащенные измерительными приборами, участки юстировки приборов, участки сборки узлов, влияющих на окончательную точность изделия; электронных приборов |
|
по условиям производства |
Процессы испытания изделий на шум, требующие создания звукоизолированных камер, участки гидроиспытаний изделий |
|
Особые условия эксплуатации оборудования |
Дорогостоящее уникальное оборудование, термоконстантный режим при эксплуатации высокочастотного оборудования, чистота помещения при работе с высокочувствительными приборами |
|
Хранение материальных ценностей |
Все цеховые склады и кладовые, за исключением складов металла крупного литья и поковок, крупногабаритных изделий, которые хранятся на открытых площадках в помещении цеха |
Примечание. В таблице приведены, как, например, наиболее характерные виды работ, материалов, оборудования. Перечень их может быть продолжен и уточнен в соответствии со спецификой отрасли.
Для разработки санитарно-технического обеспечения производственных корпусов выдаются:
компоновочный план корпуса;
характеристика среды производственных помещений по пожарной и взрывоопасности, агрессивности среды;
задание на проектирование производственного водоснабжения и канализации;
задание на проектирование отопления, вентиляции;
данные о количестве и составе вредных выделений в атмосферу.
Исходные данные для разработки заданий принимаются на основании:
ведомственных нормативов по определению категорий помещений и зданий по взрыво- и пожароопасности - ВНТП-10-90;
технических характеристик оборудования в отношении потребления воды, количества и загрязненности стоков;
то же в отношении тепловыделений, состав и количество вредностей, выделяемых в атмосферу;
методики определения валовых выбросов вредных веществ в атмосферу, утвержденной Минавтопромом от 06.12.85 и Госкомгидрометом от 28.10.85.
СОДЕРЖАНИЕ