
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГРЕБЕНКИ РЕЗЬБОНАРЕЗНЫЕ ПЛОСКИЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 2287-88
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ГРЕБЕНКИ РЕЗЬБОНАРЕЗНЫЕ ПЛОСКИЕ Технические условия Flat thread chasers Specifications |
ГОСТ |
Срок
действия с 01.01.90
до 01.01.95
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на плоские гребенки в комплекте из 4 штук с вышлифованным и нешлифованным профилем, предназначенные для нарезания метрической резьбы по ГОСТ 24705-81, трубной цилиндрической резьбы по ГОСТ 6357-81 и дюймовой резьбы по ОСТ НКТП 1260.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Гребенки должны изготовляться типов:
1 - с ласточкиным хвостом;
2 - без ласточкина хвоста.
1.2. Гребенки должны изготовляться двух исполнений:
1 - с заточкой до впадины за первым зубом с полным профилем (для работы на станках без ходового винта);
2 - с заточкой по всей ширине гребенки (для работы на станках с ходовым винтом).
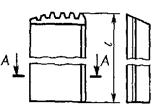
1.3. Основные размеры гребенок должны соответствовать указанным на черт. 1, 2 и в табл. 1 - 4.
Тип 1
Исполнение 1
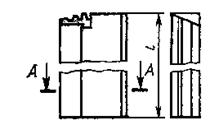
Исполнение 2
А-А
Черт. 1
Гребенки для метрической резьбы
мм
|
Комплект гребенок |
Шаг резьбы Р |
h |
b |
l |
|||
|
Исполнение 1 |
Исполнение 2 |
||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
||||
|
2660 - 0101 |
2660 - 0102 |
1,00 |
7,5 |
19,5 |
50 |
||
|
2660 - 0103 |
2660 - 0104 |
9,0 |
20,0 |
75 |
|||
|
2660 - 0105 |
2660 - 0106 |
100 |
|||||
|
2660 - 0107 |
2660 - 0108 |
10,0 |
25,0 |
75 |
|||
|
2660 - 0109 |
2660 - 0112 |
1,25 |
7,5 |
19,5 |
50 |
||
|
2660 - 0113 |
2660 - 0114 |
9,0 |
20,0 |
75 |
|||
|
2660 - 0115 |
2660 - 0116 |
100 |
|||||
|
2660 - 0117 |
2660 - 0118 |
10,0 |
25,0 |
75 |
|||
|
2660 - 0119 |
2660 - 0122 |
1,50 |
7,5 |
19,5 |
50 |
||
|
2660 - 0123 |
2660 - 0124 |
9,0 |
20,0 |
75 |
|||
|
2660 - 0125 |
2660 - 0126 |
100 |
|||||
|
2660 - 0127 |
2660 - 0128 |
10.0 |
25,0 |
75 |
|||
|
2660 - 0129 |
2660 - 0132 |
1,75 |
7,5 |
19,5 |
50 |
||
|
2660 - 0133 |
2660 - 0134 |
9,0 |
20,0 |
75 |
|||
|
2660 - 0135 |
2660 - 0136 |
100 |
|||||
|
2660 - 0137 |
2660 - 0138 |
10,0 |
25,0 |
75 |
|||
|
2660 - 0139 |
2660 - 0142 |
2,00 |
7,5 |
19,5 |
50 |
||
|
2660 - 0143 |
2660 - 0144 |
9,0 |
20,0 |
75 |
|||
|
2660 - 0145 |
2660 - 0146 |
100 |
|||||
|
2660 - 0147 |
2660 - 0148 |
10,0 |
25,0 |
75 |
|||
|
2660 - 0149 |
2660 - 0152 |
2,50 |
10,0 |
25,0 |
75 |
||
|
2660 - 0153 |
2660 - 0154 |
100 |
|||||
|
2660 - 0155 |
2660 - 0156 |
3,00 |
10,0 |
25,0 |
75 |
||
|
2660 - 0157 |
2660 - 0158 |
100 |
|||||
|
2660 - 0159 |
2660 - 0162 |
3,50 |
75 |
||||
|
2660 - 0163 |
2660 - 0164 |
100 |
|||||
|
2660 - 0165 |
2660 - 0166 |
4,00 |
75 |
||||
|
2660 - 0167 |
2660 - 0168 |
100 |
|||||
|
2660 - 0169 |
2660 - 0172 |
16,0 |
40,0 |
||||
|
2660 - 0173 |
2660 - 0174 |
4,50 |
10,0 |
25,0 |
75 |
||
|
2660 - 0175 |
2660 - 0176 |
16,0 |
40,0 |
100 |
|||
|
2660 - 0177 |
2660 - 0178 |
5,00 |
|||||
|
2660 - 0179 |
2660 - 0182 |
5,50 |
|||||
|
2660 - 0183 |
2660 - 0184 |
6,00 |
|||||
Пример условного обозначения комплекта гребенок типа 1 для метрической резьбы с нешлифованным профилем, с шагом 1,5 мм, с размерами h = 9 мм, b = 20 мм, l = 100 мм, исполнения 1:
Комплект гребенок 2660-0125 ГОСТ 2287-88
То же, для комплекта гребенок с вышлифованным профилем:
Комплект гребенок 2660-0125 Ш ГОСТ 2287-88
Гребенки для трубной резьбы
мм
|
Комплект гребенок |
Число шагов на длине 25,4 мм |
h |
b |
l |
|||
|
Исполнение 1 |
Исполнение 2 |
||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
||||
|
2686 - 0001 |
2686 - 0002 |
19 |
7,5 |
19,5 |
50 |
||
|
2686 - 0003 |
2686 - 0004 |
9,0 |
20,0 |
75 |
|||
|
2686 - 0005 |
2686 - 0006 |
100 |
|||||
|
2686 - 0007 |
2686 - 0008 |
10,0 |
25,0 |
75 |
|||
|
2686 - 0009 |
2686 - 0012 |
14 |
7,5 |
19,5 |
50 |
||
|
2686 - 0013 |
2686 - 0014 |
9,0 |
20,0 |
75 |
|||
|
2686 - 0015 |
2686 - 0016 |
100 |
|||||
|
2686 - 0017 |
2686 - 0018 |
10,0 |
25,0 |
75 |
|||
|
2686 - 0019 |
2686 - 0022 |
11 |
9,0 |
20,0 |
75 |
||
|
2686 - 0023 |
2686 - 0024 |
100 |
|||||
|
2686 - 0025 |
2686 - 0026 |
10,0 |
25,0 |
75 |
|||
Пример условного обозначения комплекта гребенок типа 1 для трубной резьбы с нешлифованным профилем с числом шагов на длине 25,4 мм равным 19, с размерами h = 9 мм, b = 20 мм, l = 100 мм, исполнения 1:
Комплект гребенок 2686-0005 ГОСТ 2287-88
То же, для комплекта гребенок с вышлифованным профилем:
Комплект гребенок 2686-0005 Ш ГОСТ 2287-88
Таблица 3
Гребенки для дюймовой резьбы
мм
|
Комплект гребенок |
Число ниток на 1" |
h |
b |
l |
|||
|
Исполнение 1 |
Исполнение 2 |
||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
||||
|
2664 - 0001 |
2664 - 0002 |
20 |
7,5 |
19,5 |
50 |
||
|
2664 - 0003 |
2664 - 0004 |
9,0 |
20,0 |
75 |
|||
|
2664 - 0005 |
2664 - 0006 |
100 |
|||||
|
2664 - 0007 |
2664 - 0008 |
18 |
7,5 |
19,5 |
50 |
||
|
2664 - 0009 |
2664 - 0012 |
9,0 |
20,0 |
75 |
|||
|
2664 - 0013 |
2664 - 0014 |
100 |
|||||
|
2664 - 0015 |
2664 - 0016 |
16 |
7,5 |
19,5 |
50 |
||
|
2664 - 0017 |
2664 - 0018 |
9,0 |
20,0 |
75 |
|||
|
2664 - 0019 |
2664 - 0022 |
190 |
|||||
|
2664 - 0023 |
2664 - 0024 |
14 |
7,5 |
19,5 |
50 |
||
|
2664 - 0025 |
2664 - 0026 |
9,0 |
20,0 |
75 |
|||
|
2664 - 0027 |
2664 - 0028 |
100 |
|||||
|
2664 - 0029 |
2664 - 0032 |
12 |
7,5 |
19,5 |
50 |
||
|
2664 - 0033 |
2664 - 0034 |
9,0 |
20,0 |
75 |
|||
|
2664 - 0035 |
2664 - 0036 |
100 |
|||||
|
2664 - 0037 |
2664 - 0038 |
11 |
7,5 |
19,5 |
50 |
||
|
2664 - 0039 |
2664 - 0042 |
9,0 |
20,0 |
75 |
|||
|
2664 - 0043 |
2664 - 0044 |
100 |
|||||
|
2664 - 0045 |
2664 - 0046 |
10 |
7,5 |
19,5 |
50 |
||
|
2664 - 0047 |
2664 - 0048 |
9,0 |
20,0 |
75 |
|||
|
2664 - 0049 |
2664 - 0052 |
100 |
|||||
|
2664 - 0063 |
2664 - 0054 |
9 |
10,0 |
25,0 |
75 |
||
|
2664 - 0055 |
2664 - 0056 |
100 |
|||||
|
2664 - 0057 |
2664 - 0058 |
8 |
75 |
||||
|
2664 - 0059 |
2664 - 0062 |
100 |
|||||
|
2664 - 0063 |
2664 - 0064 |
7 |
75 |
||||
|
2664 - 0065 |
2664 - 0066 |
100 |
|||||
|
2664 - 0067 |
2664 - 0068 |
6 |
75 |
||||
|
2664 - 0069 |
2664 - 0072 |
100 |
|||||
|
2664 - 0073 |
2664 - 0074 |
16,0 |
40,0 |
||||
|
2664 - 0075 |
2664 - 0076 |
5 |
|||||
|
2664 - 0077 |
2664 - 0078 |
4,5 |
|||||
|
2664 - 0079 |
2664 - 0082 |
4 |
|||||
Пример условного обозначения комплекта гребенок типа 1 для дюймовой резьбы с нешлифованным профилем, с числом ниток на 1" равным 20, с размерами h = 9 мм, b = 20 мм, l = 100 мм, исполнения 1:
Комплект гребенок 2664-0005 ГОСТ 2287-88
То же, для комплекта гребенок с вышлифованным профилем:
Комплект гребенок 2664-0005 Ш ГОСТ 2287-88
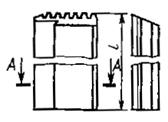
Тип 2
Исполнение 1
Исполнение 2
А-А
Черт. 2
Гребенки для трубной резьбы
мм
|
Комплект гребенок |
Число шагов на длине 25,4 мм |
h |
b |
l |
|||
|
Исполнение 1 |
Исполнение 2 |
||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
||||
|
2686 - 0031 |
2686 - 0032 |
19 |
11 |
29 |
100 |
||
|
2686 - 0033 |
2686 - 0034 |
14 |
10 |
25 |
|||
|
2686 - 0035 |
2686 - 0036 |
11 |
29 |
||||
|
2686 - 0037 |
2686 - 0038 |
33 |
|||||
|
2686 - 0039 |
2686 - 0042 |
11 |
10 |
25 |
|||
|
2686 - 0043 |
2686 - 0044 |
11 |
29 |
||||
|
2686 - 0045 |
2686 - 0046 |
33 |
|||||
|
2686 - 0047 |
2686 - 0048 |
18 |
48 |
130 |
|||
Пример условного обозначения комплекта гребенок для трубной резьбы с нешлифованным профилем, с числом шагов на длине 25,4 мм равным 14, с размерами h = 10 мм, b = 25 мм, l = 100 мм, исполнения 1:
Комплект гребенок 2686-0033 ГОСТ 2287-88
То же, для комплекта гребенок с вышлифованным профилем:
Комплект гребенок 2686-0033 Ш ГОСТ 2287-88
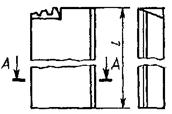
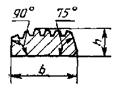
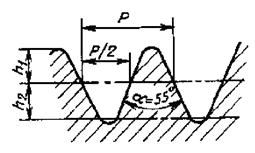
1.4. Размеры профиля нарезки гребенок для нарезания метрической резьбы должны соответствовать указанным на черт. 3 и в табл. 5.
ИСПОЛНЕНИЕ 1
ИСПОЛНЕНИЕ 2
Черт. 3
мм
|
Шаг Р |
Высота головки h1 |
Высота ножки h2, не менее |
Пред. откл. |
||
|
не менее |
не более |
шага Р |
половины угла профиля a/2 |
||
|
1,00 |
0,288 |
0,320 |
0,325 |
±0,03 |
±35' |
|
1,25 |
0,360 |
0,395 |
0,406 |
±30' |
|
|
1,50 |
0,433 |
0,470 |
0,487 |
||
|
1,75 |
0,504 |
0,543 |
0,568 |
±25' |
|
|
2,00 |
0,577 |
0,617 |
0,650 |
±20' |
|
|
2,50 |
0,721 |
0,764 |
0,812 |
||
|
3,00 |
0,864 |
0,910 |
0,974 |
||
|
3,50 |
1,008 |
1,057 |
1,132 |
||
|
4,00 |
1,152 |
1,203 |
1,299 |
||
|
4,50 |
1,296 |
1,349 |
1,462 |
±15' |
|
|
5,00 |
1,440 |
1,495 |
1,625 |
||
|
5,50 |
1,584 |
1,640 |
1,787 |
||
|
6,00 |
1,728 |
1,786 |
1,950 |
||
Примечания:
1. Размеры профиля нарезки указаны в нормальном сечении.
2. Профиль впадины ниже линии Б-Б не регламентируется.
3. Радиус скругления R профиля исполнения 1 выполняется от 0,144Р до 0,12Р в зависимости от фактического размера.
4. Предельные отклонения шага относятся к расстоянию между любыми нитками нарезки на длине 25 мм.
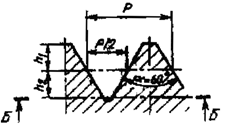
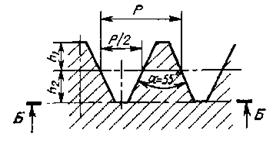
1.5. Размеры профиля нарезки гребенок для трубной резьбы должны соответствовать указанным на черт. 4 и в табл. 6.
Черт. 4
Размеры, мм
|
Число шагов на длине 25,4 мм |
Шаг Р |
Высота головки h1 |
Высота ножки h2, не менее |
Пред. откл. |
||
|
не менее |
не более |
шага Р |
половины угла профиля a/2 |
|||
|
19 |
1,337 |
0,47 |
0,51 |
0,34 |
±0,03 |
±35' |
|
14 |
1,814 |
0,62 |
0,67 |
0,48 |
±30' |
|
|
11 |
2,309 |
0,80 |
0,87 |
0,63 |
±25' |
|
Примечания:
1. Размеры профиля указаны в нормальном сечении.
2. Предельные отклонения шага относятся к расстоянию между любыми нитками нарезки на длине 25 мм.
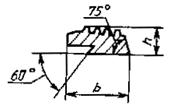
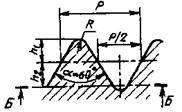
1.6. Размеры профиля нарезки гребенок для дюймовой резьбы должны соответствовать указанным на черт. 5 и в табл. 7.
Черт. 5
Размеры, мм
|
Число ниток на 1" |
Шаг Р |
Высота головки h1 |
Высота ножки h2, не менее |
Пред. откл. |
||
|
не менее |
не более |
шага Р |
половины угла профиля a/2 |
|||
|
20 |
1,270 |
0,440 |
0,48 |
0,407 |
±0,03 |
±35' |
|
18 |
1,411 |
0,490 |
0,53 |
0,452' |
||
|
16 |
1,588 |
0,545 |
0,59 |
0,509 |
||
|
14 |
1,814 |
0,630 |
0,68 |
0,581 |
±30' |
|
|
12 |
2,117 |
0,730 |
0,79 |
0,678 |
±25' |
|
|
11 |
2,309 |
0,800 |
0,87 |
0,740 |
||
|
10 |
2,540 |
0,875 |
0,95 |
0,813 |
||
|
9 |
2,822 |
0,980 |
1,06 |
0,904 |
||
|
8 |
3,175 |
1,100 |
1,19 |
1,017 |
||
|
7 |
3,629 |
1,250 |
1,36 |
1,162 |
||
|
6 |
4,233 |
1,460 |
1,58 |
1,356 |
±20' |
|
|
5 |
5,080 |
1,750 |
1,89 |
1,627 |
||
|
4,5 |
5.644 |
1,840 |
2,09 |
1,807 |
||
|
4 |
6,350 |
2,18 |
2,33 |
2,033 |
||
Примечания:
1. Размеры профиля указаны в нормальном сечении.
2. Профиль впадины ниже линии Б-Б не регламентируется.
3. Предельные отклонения шага относятся к расстоянию между любыми нитками нарезки на длине 25 мм.
1.7. Элементы конструкции и геометрические параметры гребенок указаны в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Гребенки должны быть изготовлены из быстрорежущей стали по ГОСТ 19265-73.
2.2. Твердость гребенок должна быть 63 ... 65 HRCэ.
Твердость гребенок из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1 - 2 единицы HRCэ.
2.3. Параметры шероховатости поверхностей гребенок по ГОСТ 2789-73 не должны быть более, мкм:
задней поверхности режущей части........................................................................... Rz 3,2
передней поверхности режущей части.................................................................... Ra 0,63
профилям нарезки.......................................................................................................... Rz 10
профиля нарезки для гребенок с вышлифованным профилем................................ Rz 3,2
установочных и опорных поверхностей................................................................. Ra 1,25
остальных поверхностей............................................................................................... Rz 10
2.4. Профиль нарезки одного комплекта из четырех штук последовательно смещается на 0,25 шага.
Допуск смещения шага двух смежных гребенок комплекта не должен быть более, мм:
при шаге 1 - 1,5 мм (20 - 16 ниток на 1"; 19 шагов на длине 25,4 мм)................... ±0,03
при шаге резьбы 1,75 - 2,5 мм (14 - 9 ниток на 1"; 14 - 11 шагов на длине 25,4 мм) ± 0,04
при шаге резьбы 3 - 6 мм (8 - 4 нитки на 1")............................................................. ±0,05
2.5. Предельные отклонения размеров гребенок не должны превышать:
по высоте h:
для гребенок высотой до 10 мм.................................... +0,15 мм
св. 10 мм.......................................... +0,20 мм
по, углам при основании:
угла 60°........................................................................... +40'
угла 75°........................................................................... -20'
по ширине b и длине l................................................... h14
Разность размера h у гребенок одного комплекта не должна быть более 0,05 мм.
2.6. Допуск прямолинейности установочной и опорной поверхностей гребенок не должен превышать 0,11 мм, а для гребенок с вышлифованным профилем - 0,08 мм (допускается только вогнутость).
2.7. Допуск нарезаемой резьбы должен соответствовать:
для метрической резьбы - 6-й, 8-й степени точности по ГОСТ 16093-81;
для дюймовой резьбы - в пределах 2-го и 3-го классов точности по ОСТ НКТП 1261 и ОСТ НКТП 1262;
для трубной резьбы - в пределах классов точности А или В по ГОСТ 6357-81.
2.8. Средний и установленный периоды стойкости комплекта гребенок с углом режущей части j = 25°, установленных в головке, должны быть не менее указанных в табл. 8, при условиях испытаний, приведенных в разд. 4.
2.9. Критерием затупления комплекта гребенок является потеря точности нарезаемой резьбы или наличие дефектов, не допускаемых ГОСТ 1759.2-82.
Размеры, мм
|
Комплект гребенок для нарезания резьбы |
Период стойкости, мин |
||||||||
|
метрической |
трубной |
дюймовой |
средний |
установленный |
|||||
|
Диаметр резьбы |
Шаг Р |
Обозначение размера резьбы |
Число шагов на длине 25,4 мм |
Обозначение размера резьбы, дюймы |
Число ниток на 1" |
с вышлифованным профилем |
с нешлифованным профилем |
с вышлифованным профилем |
с нешлифованным профилем |
|
6 |
1,00 |
- |
- |
- |
- |
33 |
25 |
13 |
10 |
|
8 |
1,25 |
- |
- |
- |
- |
||||
|
10 |
1,50 |
- |
- |
- |
- |
||||
|
12 |
1,75 |
¼ |
19 |
¼ |
20 |
39 |
30 |
15 |
12 |
|
- |
- |
- |
5/16 |
18 |
|||||
|
16 |
2,00 |
3/8 |
3/8 |
16 |
|||||
|
- |
- |
- |
14 |
7/16 |
14 |
||||
|
20 |
2,50 |
½ |
½ |
12 |
|||||
|
- |
- |
- |
5/8 |
11 |
|||||
|
24 |
3,00 |
¾ |
¾ |
10 |
|||||
|
- |
- |
- |
11 |
7/8 |
9 |
||||
|
30 |
3,50 |
1 |
1 |
8 |
|||||
|
- |
- |
- |
11/8 |
7 |
42 |
32 |
17 |
13 |
|
|
36 |
4,00 |
1¼ |
1¼ |
||||||
|
- |
- |
1½ |
1½ |
6 |
|||||
|
- |
- |
- |
1¾ |
5 |
|||||
|
- |
- |
2 |
2 |
4½ |
|||||
|
- |
- |
- |
2 1/4 |
4 |
|||||
Примечание. Для гребенок с углом режущей части j = 11° Кт = 1,5.
2.10. На каждой гребенке должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение гребенки (последние четыре цифры);
порядковый номер гребенки в комплекте;
шаг резьбы или число шагов на длине 25,4 мм или число ниток на 1";
обозначение комплекта гребенок в зависимости от предельного отклонения высоты гребенок:
А - с отклонениями h от 0 до +0,05 мм;
Б » » » св. +0,05 до +0,10 мм;
В » » » св. +0,10 до +0,15 мм;
Г » » » св. +0,15 до +0,20 мм;
марка стали;
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР;
угол режущей части j;
буква Ш для гребенок с вышлифованным профилем.
Примечания:
2. Допускается нанесение обозначения гребенки (последние четыре цифры), изображение государственного Знака качества, угла j и буквы Ш только на этикетке.
2.11. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088-83.
2.12. Вариант внутренней упаковки ВУ-1 - по ГОСТ 9.014-78.
2.13. Остальные требования к упаковке - по ГОСТ 18088-83.
3. ПРИЕМКА
3.1. Приемка - по ГОСТ 23726-79.
3.3. Испытаниям должна подвергаться головка с комплектом гребенок одного типоразмера любого типа и исполнения из каждого диапазона стойкости, указанных в табл. 8 с вышлифованным и нешлифованным профилем.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида гребенок осуществляют визуально.
4.2. Контроль геометрических параметров следует проводить средствами контроля, имеющими погрешность, не более:
при измерении линейных размеров - значений, указанных в ГОСТ 8.051-81;
при измерении углов - 35 % значений допуска на проверяемый параметр;
при контроле формы и расположения поверхностей - 25 % значения допуска на проверяемый параметр.
4.3. Контроль параметров шероховатости гребенок проводят сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми деталями, имеющими предельные значения шероховатости поверхностей.
Сравнение осуществляется визуально при помощи лупы ЛП-1-4× по ГОСТ 25706-83.
4.4. Контроль твердости гребенок - по ГОСТ 9013-59.
4.5. Испытания гребенок на работоспособность, средний и установленный периоды стойкости, установленных на резьбонарезных тангенциальных головках, должны проводиться на револьверных, токарных, сверлильных станках и специальных полуавтоматах, соответствующих установленным для них нормам точности и жесткости.
4.6. Испытания должны проводиться на заготовках из стали марок 30 или 40, или 45 по ГОСТ 1050-74 твердостью 160 ... 190 НВ. Допускается проводить испытания на заготовках из стали марок 15 или 20 по ГОСТ 1050-74 или легированных конструкционных сталей по ГОСТ 4543-71, или серого чугуна по ГОСТ 1412-85 твердостью 160 ... 190 НВ.
4.7. Испытания следует проводить на режимах, указанных в табл. 9.
Размеры, мм
|
Комплект гребенок для нарезания резьбы |
Скорость, υ, м/мин |
Длина нарезаемой резьбы при испытании на работоспособность |
|||||
|
метрической |
трубной |
дюймовой |
|||||
|
Диаметр |
Шаг Р |
Обозначение размера резьбы |
Число шагов на длине 25,4 мм |
Обозначение размера резьбы, дюймы |
Число ниток на 1" |
||
|
6 |
1,00 |
- |
- |
- |
- |
15 |
100 |
|
8 |
1,25 |
- |
- |
- |
- |
||
|
10 |
1,50 |
- |
- |
- |
- |
||
|
12 |
1,75 |
¼ |
19 |
¼ |
20 |
||
|
- |
- |
- |
5/16 |
18 |
17 |
150 |
|
|
16 |
2,00 |
3/8 |
3/8 |
16 |
|||
|
- |
- |
- |
14 |
7/16 |
14 |
||
|
20 |
2,50 |
½ |
½ |
12 |
|||
|
- |
- |
- |
5/8 |
11 |
12 |
||
|
24 |
3,00 |
¾ |
3/4 |
10 |
|||
|
- |
- |
- |
11 |
7/8 |
9 |
||
|
30 |
3,50 |
1 |
1 |
8 |
|||
|
- |
- |
- |
11/8 |
7 |
|||
|
36 |
4,00 |
- |
- |
- |
|||
|
- |
- |
1¼ |
1¼ |
7 |
14 |
||
|
- |
- |
1½ |
1½ |
6 |
|||
|
- |
- |
- |
1¾ |
5 |
|||
|
- |
- |
2 |
2 |
4½ |
|||
|
- |
- |
- |
2¼ |
4 |
|||
Примечание. Скорость резания в зависимости от конкретного оборудования может быть уменьшена до 10 %.
4.8. Поправочные коэффициенты на скорость резания в зависимости от обрабатываемого материала указаны в табл. 10.
|
Обрабатываемый материал |
Кυ |
|
Сталь 30, 40 или 45 |
1,0 |
|
Сталь 15 или 20, стали легированные конструкционные |
0,9 |
|
Чугун серый |
0,8 |
4.9. B качестве смазочно-охлаждающей жидкости следует применять сульфофрезол по ГОСТ 122-84.
4.10. Приемочные значения среднего и установленного периодов стойкости комплекта гребенок с углом режущей части j = 25°, установленных в головке, должны быть не менее указанных в табл. 11.
Размеры, мм
|
Комплект гребенок для нарезания резьбы |
Приемочные периоды стойкости, мин |
||||||||
|
метрической |
трубной |
дюймовой |
средний |
установленный |
|||||
|
Диаметр резьбы |
Шаг Р |
Обозначение размера резьбы |
Число шагов на длине 25,4 мм |
Обозначение размера резьбы, дюймы |
Число ниток на 1" |
с вышлифованным профилем |
с нешлифованным профилем |
с вышлифованным профилем |
с нешлифованным профилем |
|
6 |
1,00 |
- |
- |
- |
- |
38 |
29 |
15 |
11 |
|
8 |
1,25 |
- |
- |
- |
- |
||||
|
10 |
1,50 |
- |
- |
- |
- |
||||
|
12 |
1,75 |
¼ |
19 |
¼ |
20 |
45 |
34 |
17 |
13 |
|
- |
- |
- |
5/16 |
18 |
|||||
|
16 |
2,00 |
3/8 |
3/8 |
16 |
|||||
|
- |
- |
- |
14 |
7/16 |
14 |
||||
|
20 |
2,50 |
½ |
½ |
12 |
|||||
|
- |
- |
- |
5/8 |
11 |
|||||
|
24 |
3,00 |
¾ |
¾ |
10 |
|||||
|
- |
- |
- |
7/8 |
9 |
|||||
|
30 |
3,50 |
1 |
1 |
8 |
|||||
|
- |
- |
- |
11 |
11/8 |
7 |
||||
|
36 |
4,00 |
1¼ |
1¼ |
48 |
37 |
19 |
14 |
||
|
- |
- |
1½ |
1½ |
6 |
|||||
|
- |
- |
- |
1¾ |
5 |
|||||
|
- |
- |
2 |
2 |
41/2 |
|||||
|
- |
- |
- |
2¼ |
4 |
|||||
Примечание. Для гребенок с углом режущей части j = 11° Кт = 1,5
4.11. После испытания на работоспособность гребенки не должны иметь сколов и выкрошенных мест и должны быть пригодны для дальнейшей работы.
4.12. Допускается проводить испытания на стойкость и работоспособность на предприятии-потребителе в производственных условиях.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088-83.
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ГРЕБЕНОК
1. Элементы конструкции и геометрические параметры гребенок указаны на черт. 6, 7 и в табл. 12
Тип 1
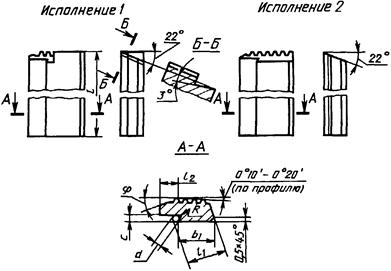
Черт. 6
Размеры, мм
|
Резьба |
l |
l1 ±0,1 |
с |
b1 |
R |
Ролик d |
||
|
метрическая |
трубная |
дюймовая |
||||||
|
Шаг Р |
Число шагов на длине 25,4 мм |
Число ниток на 1" |
||||||
|
1 - 2 |
19, 14 |
20 - 10 |
50 |
14,2 |
2,8 |
12,5 |
0,3 |
3,0 |
|
1 - 2 |
19, 14, 11 |
20 - 10 |
75 |
17,7 |
3,0 |
17,0 |
2,5 |
|
|
100 |
||||||||
|
1 - 4,5 |
19, 14, 11 |
9 - 6 |
75 |
|||||
|
2,5 - 4 |
- |
9 - 6 |
100 |
|||||
|
4 - 6 |
- |
6 - 4 |
100 |
30,6 |
5,0 |
29,0 |
0,5 |
4.5 |
Тип 2
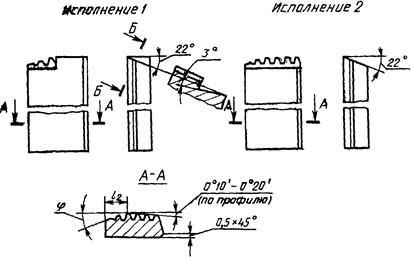
Черт. 7
Примечания:
1. Для нарезания резьбы на деталях с ограниченным сбегом угол j = 25°, для нарезания резьбы на деталях без ограниченного сбега j = 11°.
2. Длина режущей части
l2 = (h1наиб + h2наим + 1) · ctgφ.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Д.И. Семенченко, канд. техн. наук; Г.А. Астафьева, канд. техн. наук; Н.И. Минаева; А.А. Грудов; А.В. Шахова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.09.88 № 3189
3. Срок проверки - 1994 г.; периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 2287-61
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который даны ссылки |
Номер пункта, раздела |
|
ГОСТ 122-84 |
|
|
ГОСТ 9378-75 |
|