
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛУАВТОМАТЫ ПРОТЯЖНЫЕ
ГОРИЗОНТАЛЬНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ.
НОРМЫ ТОЧНОСТИ И ЖЕСТКОСТИ
ГОСТ 16015-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПОЛУАВТОМАТЫ ПРОТЯЖНЫЕ ГОРИЗОНТАЛЬНЫЕ Основные параметры и размеры. Нормы точности и жесткости Semiautomatic horisontal broaching machines. Basic parameters and dimensions. Standards of accuracy and rigidity |
ГОСТ |
Дата введения 01.07.92
Настоящий стандарт распространяется на полуавтоматы протяжные горизонтальные общего назначения для внутреннего протягивания, изготавливаемые для нужд народного хозяйства и экспорта.
Требования стандарта по точности распространяется на полуавтоматы класса точности Н с номинальным тяговым усилием от 100 до 630 кН.
Требования настоящего стандарта являются обязательными, за исключением приложения.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры должны соответствовать указанным на черт. 1 и в табл. 1.

L - наибольшая длина хода рабочих салазок; h - расстояние от станины до оси отверстия под планшайбу в опорной плите; l - расстояние от опорной плиты до направляющих приставной станины; b - размер рабочей поверхности опорной плиты; d - диаметр отверстия под планшайбу в опорной плите; d1 - диаметр планшайбы; а - ширина Т-образных пазов по ГОСТ 1574 в планшайбе при крестовом их расположении; d2 - диаметр отверстия в планшайбе; А - расстояние между центрами отверстий под винты в планшайбе; d3 - диаметр резьбовых отверстий в опорной плите для крепления планшайбы; d4 - центрирующий диаметр под вспомогательный патрон
Примечание. Чертеж не определяет конструкцию полуавтоматов.
Таблица 1
|
Значение |
|||||
|
Номинальное тяговое усилие, кН |
100 |
250 |
630 |
1000 |
|
|
L, мм |
1250 1600 |
1600 2000 |
2000 |
||
|
h, мм, не более |
250 |
280 |
320 |
- |
|
|
l, мм, не менее |
280 |
560 |
- |
||
|
b, мм, не менее |
450 |
560 |
|||
|
d - Н7, мм |
160 |
200 |
250 |
320 |
|
|
d1, мм |
280 |
360 |
400 |
500 |
|
|
a Н9, мм |
14 |
22 |
|||
|
d2, мм |
125 |
160 |
200 |
250 |
|
|
A, мм |
170 |
250 |
280 |
||
|
d3 |
М16 |
М24 |
|||
|
Конусное отверстие по ГОСТ 25557 под рабочий патрон |
Метрический |
||||
|
80АТ7 |
120АТ7 |
||||
|
d4 - h6, мм (конусное отверстие по ГОСТ 25557 под вспомогательный патрон) |
50 |
||||
|
(Морзе 5АТ7) |
(Метрический 80АТ7) |
||||
Примечания:
1. Размеры, заключенные в скобки, допускается применять в конструкторской документации, разработанной до 01.07.92.
2. Допускается увеличивать размер b по ряду Ra40 ГОСТ 6636.
3. Наибольшая длина хода рабочих салазок L указана по жестким упорам.
1.2. По заказу потребителя полуавтоматы должны оснащаться устройствами для автоматической загрузки и выгрузки деталей.
1.3. По заказу потребителя полуавтоматы изготовляются:
с тяговым усилием 63; 160 и 400 кН;
с тяговым усилием 250 и 400 кН без приставной станины и планшайбы.
2. ТОЧНОСТЬ ПОЛУАВТОМАТОВ
2.1. Общие требования к испытаниям на точность - по ГОСТ 8.
Схемы и способы измерений геометрических параметров - по ГОСТ 22267 и настоящему стандарту.
Допускается применение методов проверки и средств измерений, отличающихся от указанных в настоящем стандарте, при условии обеспечения выполнения требуемой точности измерения и достоверности определения проверяемых параметров точности в соответствии с ГОСТ 8.
2.2. Нормы точности полуавтоматов не должны превышать значений, указанных в пп. 2.3 - 2.8.
2.3. Плоскостность рабочей поверхности опорной плиты
Таблица 2
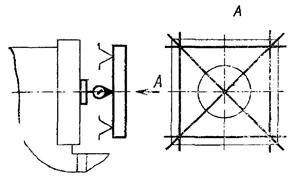
Примечание. Выпуклость не допускается.
|
Допуск, мкм |
|
|
До 400 |
30 |
|
Св. 400 » 630 |
40 |
|
» 630 » 1000 |
50 |
Измерение - по ГОСТ 22267, разд. 4, метод 3 (черт. 2).
Количество и расположение проверяемых сечений - в соответствии с черт. 2.
2.4. Параллельность оси отверстия под рабочий патрон в рабочих салазках траектории их перемещения:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
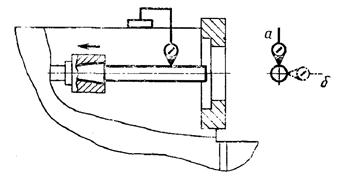
Допуск 30 мкм на длине 300 мм.
Измерение - по ГОСТ 22267, разд. 6, метод 3б (черт. 3).
Измерение проводят в начале рабочего хода салазок.
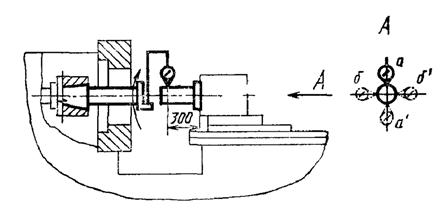
2.5. Концентричность оси отверстия под рабочий патрон в рабочих салазках с осью отверстия под планшайбу в опорной плите:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
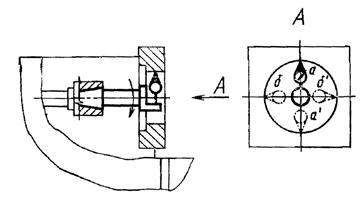
Допуск 40 мкм.
Измерение - по ГОСТ 22267, разд. 14, метод 5 (черт. 4)
Измерительный прибор с помощью вращающейся втулки устанавливают на контрольной оправке.
Поворачивая втулку с измерительным прибором на один оборот, обкатывают поперечное сечение отверстия в опорной плите.
Измерение проводят в одном сечении у начала рабочего хода салазок.
2.6. Перпендикулярность траектории перемещения рабочих салазок к рабочей поверхности опорной плиты:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
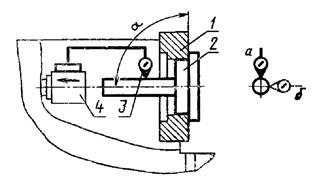
Допуск:
а) 30 мкм на длине 300 мм, a ³ 90°, где a - угол между траекторией перемещения рабочих салазок и рабочей поверхностью опорной плиты;
б) 25 мкм на длине 300 мм.
В отверстие опорной плиты 1 (черт. 5) вставляют специальную контрольную оправку 2, фланец которой прижимают к рабочей поверхности опорной плиты.
Измерительный прибор 3 устанавливают на рабочих салазках 4 так, чтобы его измерительный наконечник касался образующей контрольной оправки 2 и был перпендикулярен к ней.
Отклонение от перпендикулярности равно наибольшей алгебраической разности показаний измерительного прибора на длине перемещения.
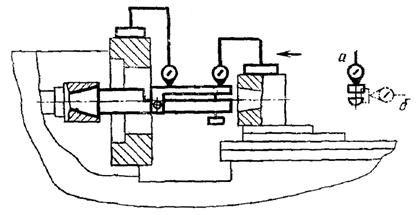
2.7. Концентричность оси центрирующего буртика под вспомогательный патрон (оси отверстия под вспомогательный патрон) во вспомогательных салазках с осью отверстия под рабочий патрон в рабочих салазках:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
Допуск 60 мкм.
Измерение - по ГОСТ 22267, разд. 14, метод 5 (черт. 6).
Измерительный прибор с помощью вращающейся втулки устанавливают на контрольной оправке.
Поворачивая втулку с измерительным прибором на один оборот, обкатывают поперечное сечение контрольной оправки.
Измерение проводят в одном сечении у крайнего переднего положения рабочих и вспомогательных салазок.
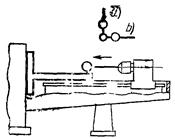
2.8. Взаимная параллельность траекторий перемещения рабочих и вспомогательных салазок:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
Допуск 60 мкм на длине 300 мм.
Измерение - по ГОСТ 22267, разд. 5, метод 2 (черт. 7).
Регулируемую линейку устанавливают на державке, закрепленной на рабочих салазках.
Измерение проводят у крайнего переднего положения рабочих салазок и у крайнего переднего положения вспомогательных салазок.
2.9. Дополнительная проверка перпендикулярности перемещения вспомогательного патрона относительно опорной плиты, регламентированная в международном стандарте ИСО 6480-83, приведена в приложении.
3. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
(проверяется при приемочных испытаниях)
3.1. Общие требования к образцу-изделию - по ГОСТ 25443.
3.2. Образец из стали с временным сопротивлением не ниже 450 - 550 МПа или чугуна, подготовленный под обработку в соответствии с требованиями черт. 8 протягивают на полуавтомате.
3.3. Торцовое биение опорной поверхности образца-изделия относительно оси протянутого отверстия.

![]() ³ 1,5; d ³ 0,5 dнаиб,
³ 1,5; d ³ 0,5 dнаиб,
где dнаиб - наибольший диаметр обрабатываемого отверстия на полуавтомате
Допуск 60 мкм на диаметре 200 мм.
Измерение - по ГОСТ 26542, метод 2.
Измерительный наконечник измерительного прибора должен отстоять от оси образца на радиусе 100 мм.
Образец поворачивают на 360°.
4. ЖЕСТКОСТЬ ПОЛУАВТОМАТОВ
4.1. Общие условия испытания полуавтоматов на жесткость - по ГОСТ 8.
4.2. Положение узлов полуавтомата, направление действия нагружающей силы F должны соответствовать указанным на черт. 9 и табл. 4.
4.3. Значения нагружающей силы F должны соответствовать, а измеренные перемещения не должны превышать значений, указанных в табл. 3.
4.4. Угловое перемещение под нагрузкой оси испытательной оправки относительно рабочей поверхности планшайбы в вертикальной плоскости.
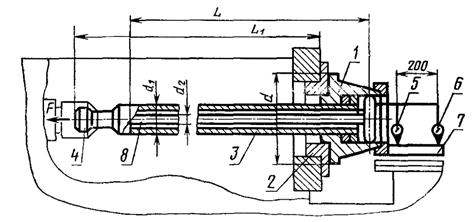
d - диаметр опорной детали; d1 - диаметр нагрузочной оправки; d2 - диаметр (испытательной оправки; L - длина испытательной оправки до сферической опоры; L1 - длина нагрузочной оправки до рабочей поверхности стола
Таблица 3
|
100 |
250 |
630 |
|
|
Нагружающая сила, F, кН |
52 |
76 |
94 |
|
Допускаемые угловые перемещения, мкм |
75 |
190 |
470 |
Таблица 4
|
100 |
250 |
630 |
|
|
d, мм |
200 |
245 |
280 |
|
d1, мм |
55 |
70 |
96 |
|
d2, мм |
30 |
40 |
|
|
L, мм |
900 |
1100 |
|
|
L1, мм |
980 |
1190 |
|
Опорную деталь 1 диаметром d (табл. 4) устанавливают на планшайбу 2 полуавтомата и закрепляют. Нагрузочную оправку 3 диаметром d1 вставляют в рабочий патрон 4. Измерительные приборы 5 и 6 устанавливают на свободном конце испытательной оправки 8 так, чтобы их измерительные наконечники касались планки 7 опорной детали и были перпендикулярны к ней.
Испытательная оправка 8 диаметром d2 жестко соединена с нагрузочной оправкой 3 и имеет сферическую опору в опорной детали 1. Положение рабочих салазок определяется длиной L1 нагрузочной оправки (табл. 4).
Нагружение осуществляют силой F в направлении хода рабочих салазок. После достижения заданного значения силы F фиксируют показания измерительных приборов 5 и 6.
Перед каждым нагружением осуществляют обратный ход рабочих салазок на 5 ... 20 мм.
Результат измерения для каждого нагружения равен алгебраической разности показания измерительных приборов 5 и 6.
Угловое перемещение оси испытательной оправки относительно рабочей поверхности планшайбы равно средней арифметической величине результатов двух измерений.
ПРИЛОЖЕНИЕ
Справочное
ИСО 6480-80 «СТАНКИ ПРОТЯЖНЫЕ ГОРИЗОНТАЛЬНЫЕ ДЛЯ ВНУТРЕННЕГО ПРОТЯГИВАНИЯ. ПРОВЕРКА ТОЧНОСТИ» ГЕОМЕТРИЧЕСКИЕ ПРОВЕРКИ И ТЕРМИНОЛОГИЯ
1. Геометрические проверки
Таблица 1
|
Схема |
Проверка |
Допускаемое отклонение, мм |
Измерительный инструмент |
Примечание и ссылки на пункты ИСО Р/230 |
|
|
G4 |
|
Перпендикулярность перемещения вспомогательного патрона относительно опорной плиты а) в вертикальной плоскости б) в горизонтальной плоскости |
а) и b) 0,075/300 |
Индикатор с круговой шкалой и специальный угольник |
П. 5.522.2 Индикатор закрепляют на вспомогательном патроне. Специальный угольник устанавливают на опорной плите. Перемещают вспомогательный патрон и определяют отклонения в горизонтальной и вертикальной плоскостях. |
2. Терминология

Таблица 2
|
Русский язык |
Английский язык |
Французский язык |
|
|
1 |
Станина |
Bed |
Bati avant |
|
2 |
Рабочие салазки |
Pull block |
Chariot de traction |
|
3 |
Рабочий патрон |
Pulling chuck |
Tete d¢accrochage avant |
|
4 |
Направляющие рабочих салазок |
Pull block ways |
Guidage du chariot de traction |
|
5 |
Стол |
Table |
Montant du plateau de fixation |
|
6 |
Опорная плита |
Face plate |
Plateau de fixation |
|
7 |
Планшайба |
Work support bush |
Support de piece |
|
8 |
Направляющие приставной станины |
Outer support ways |
Guidage du chariot d¢amenage et d¢accompagnement |
|
9 |
Вспомогательный патрон |
Retrieving chuck |
Tete d¢accrochage arriere |
|
10 |
Вспомогательные салазки |
Outer support block |
Chariot d¢amenage et d¢accompagnement |
|
11 |
Приставная станина |
Outer support table |
Support du chariot d¢amenage |
|
12 |
Основание |
Base box |
Socle |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим Комитетом по стандартизации «Станки» (ТК «Станки»)
РАЗРАБОТЧИКИ
В. Ф. Скиженок, В. А. Футлик, В. К. Савченко, А. В. Безенсон, В. В. Лагуновский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 13.11.91 № 1736
3. Срок проверки 1996 г., периодичность проверки - 5 лет
4. Стандарт соответствует международному стандарту ИСО 6480-83 в части норм точности и терминологии
5. ВЗАМЕН ГОСТ 10648-82, ГОСТ 16015-83
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
СОДЕРЖАНИЕ
|
1. Основные параметры и размеры.. 1 3. Точность образца-изделия (проверяется при приемочных испытаниях) 6 |