ГОСТ 15035-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕБЕДКИ СКРЕПЕРНЫЕ ПОДЗЕМНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ЛЕБЕДКИ СКРЕПЕРНЫЕ ПОДЗЕМНЫЕ Технические условия Underground scraper hoists. |
ГОСТ |
Дата введения 01.07.81
Настоящий стандарт распространяется на скреперные подземные лебедки (далее - лебедки) с электрическим двигателем, предназначенные для доставки раздробленной горной массы при подземной разработке полезных ископаемых по горизонтальным и наклонным выработкам с уклоном до 30°, изготовляемые для народного хозяйства и экспорта.
Основные показатели технического уровня и качества лебедок должны соответствовать табл. 1.
Требования, указанные в графе «Полезная мощность, Н∙м∙с-1» табл. 1, разд. 3 и п. 2.9а, являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. № 1, 3).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Лебедки должны изготовляться следующих четырех типов:
2С - лебедка двухбарабанная с соосным расположением двигателя и барабанов;
2СК - лебедка двухбарабанная с соосным расположением двигателя и барабанов для калийной промышленности;
2П - лебедка двухбарабанная с параллельным расположением двигателя и барабанов;
3С - лебедка трехбарабанная с соосным расположением двигателя и барабанов.
(Измененная редакция, Изм. № 2).
1.2. Основные параметры и размеры лебедок должны соответствовать указанным в табл. 1.
Таблица 1
|
Полезная мощность Н∙м∙с-1 (±5 %) |
Среднее тяговое усилие на рабочем канате, Н, не менее |
Средняя скорость каната, м∙с-1 ±5 % |
Диаметр рабочего каната, мм |
Канатоемкость рабочего барабана, м, не менее |
Мощность двигателя, кВт |
Габаритные размеры, мм, не более |
Масса, кг, не более |
|||
|
рабочего хода |
холостого хода |
длина |
ширина |
|||||||
|
10ЛС 2СМА |
14455 |
9800 |
1,25 |
1,70 |
12 |
45 |
11,0 |
1500 |
600 |
508 |
|
17ЛС 2СМА |
23550 |
15700 |
1,26 |
1,74 |
14 |
60 |
18,5 |
1690 |
730 |
830 |
|
30ЛС 2СМА |
42212 |
27500 |
1,30 |
1,77 |
15 |
90 |
30,0 |
2000 |
860 |
1305 |
|
30ЛС 2ПМА |
1220 |
1540 |
1455 |
|||||||
|
30лC 3смА |
2480 |
860 |
1755 |
|||||||
|
55ЛС 2СМА |
76120 |
44000 |
1,46 |
2,00 |
19,5 |
100 |
55,0 |
2480 |
1200 |
2345 |
|
55ЛС 2ПМА |
1380 |
1960 |
2655 |
|||||||
|
55ЛС 3СМА |
3025 |
1200 |
3055 |
|||||||
|
100ЛС 2СМА |
141120 |
78400 |
1,50 |
2,10 |
23 |
125 |
90 - 110 |
2800 |
1400 |
4200 |
|
100ЛС 2ПМА |
1660 |
2295 |
4470 |
|||||||
|
100ЛС 3СМА |
3480 |
1400 |
5460 |
|||||||
|
100ЛС 2СКА* |
155940 |
67800 |
1,90 |
2,70 |
23 |
310 |
90 - 110 |
3325 |
1675 |
7000 |
________
* Лебедка с двигателем в исполнении РВ.
Примечание. Габаритные размеры и масса указаны без учета рычагов управления, системы орошения и ограждения.
1.3. Условные обозначения лебедок проставляют по схеме:
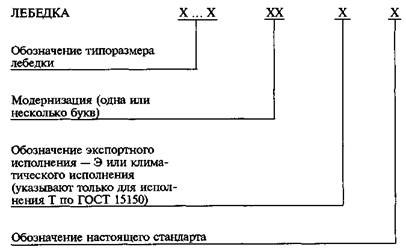
Пример условного обозначения лебедки типа 2СМА:
100ЛС 2СМА ГОСТ 15035-80
То же, для лебедки в экспортном исполнении:
100ЛС 2СМАЭ ГОСТ 15035-80
То же, для лебедки в тропическом исполнении:
100ЛС 2СМАТ ГОСТ 15035-80
1.2, 1.3. (Измененная редакция, Изм. № 2, 3).
1.4. Коды ОКП лебедок приведены в приложении 2.
(Введен дополнительно, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Лебедки в тропическом исполнении должны соответствовать ГОСТ 15151.
Комплектующие изделия должны применяться в том же исполнении, в котором изготовляют лебедки, если иное не определено условиями договора.
(Измененная редакция, Изм. № 1, 3).
2.2. Лебедки должны изготовляться в климатическом исполнении У и Т (для районов с сухим и влажным тропическим климатом), категории размещения 5 по ГОСТ 15150.
(Измененная редакция, Изм. № 1).
2.3. (Исключен, Изм. № 3).
2.4. Зубчатые передачи лебедок должны быть выполнены не ниже 9-8-8 - В степени точности по ГОСТ 1643.
2.5. Подготовка металлических поверхностей перед покрытием - по ГОСТ 9.402.
2.6. Покрытие наружных поверхностей лебедок и их составных частей должно выполняться эмалями по ГОСТ 6631 или ГОСТ 6465 или эмалями, не уступающими по качеству упомянутым. Покрытия должны соответствовать VI классу по ГОСТ 9.032, условия эксплуатации лебедок с покрытием В5 по ГОСТ 9.104.
Покрытия для эксплуатации в районах с тропическим климатом должны соответствовать требованиям ГОСТ 9.401.
(Измененная редакция, Изм. № 2).
2.7. Внутренние необработанные поверхности лебедок должны быть загрунтованы и покрыты эмалью по ГОСТ 7462 или заменителями, не уступающими по качеству упомянутым.
Покрытия должны соответствовать требованиям VI класса и условиям эксплуатации 6/1 по ГОСТ 9.032.
2.8. Лебедки должны изготовляться с электрооборудованием на номинальное напряжение 220/380 или 380/660 В, частотой переменного тока 50 Гц.
По требованию внешнеторговой организации лебедки должны изготовляться с электрооборудованием на номинальное напряжение 500 и 1140 В частотой переменного тока 50 Гц и 380, 500 и 600 В частотой 60 Гц.
(Измененная редакция, Изм. № 1).
2.9. (Исключен, Изм. № 2).
наработка на отказ - не менее 150 ч;
80 %-ный ресурс до капитального ремонта - не менее 5150 ч, а для лебедки типоразмера 100ЛС 2СКА - не менее 4900 ч.
Критерии отказов и предельных состояний приведены в справочном приложении 3.
(Измененная редакция, Изм. № 3).
2.10. (Исключен, Изм. № 3).
2.10а. Температура масла в редукторе лебедки не должна превышать 80 °С.
(Введен дополнительно, Изм. № 3).
2.11. (Исключен, Изм. № 3).
2.12. Крепежные резьбовые детали (гайки, шпильки, болты) должны иметь металлические покрытия в соответствии с ГОСТ 9.303.
(Измененная редакция, Изм. № 2).
2.13. (Исключен, Изм. № 2).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Конструкция лебедок должна соответствовать требованиям ГОСТ 12.2.007.0, ГОСТ 12.2.003, ГОСТ 12.2.020, «Единым правилам безопасности при разработке рудных, нерудных и россыпных месторождений подземным способом» и «Правилам безопасности в угольных и сланцевых шахтах», утвержденным Госгортехнадзором СССР.
3.2. Электрооборудование лебедок, предназначенных для шахт, опасных по газу и пыли, изготовляют во взрывобезопасном исполнении РВ по ГОСТ 22782.0, для шахт, не опасных по газу и пыли, - в рудничном нормальном исполнении РН по ГОСТ 24754.
(Измененная редакция, Изм. № 2).
3.3а. Концентрация пыли на рабочем месте оператора не должна превышать значений ГОСТ 12.1.005.
(Введен дополнительно, Изм. № 2).
3.4. Конструкция лебедок должна предусматривать ограждения вращающихся частей, кроме проемов, предназначенных для выхода канатов и рычагов управления.
3.5. Уровни вибрации на рычагах управления не должны превышать значений, установленных ГОСТ 12.1.012.
3.6. (Исключен, Изм. № 2).
3.6а. Уровни звукового давления в октавных полосах частот в контрольных точках не должны превышать значений, приведенных в табл. 2а.
Таблица 2а*
|
63 |
125 |
250 |
500 |
1000 |
2000 |
4000 |
8000 |
|
|
Уровни звукового давления, дБ, не более, при мощности двигателя, кВт: |
||||||||
|
от 10 до 18,5 включ. |
73 |
77 |
86 |
94 |
92 |
88 |
78 |
68 |
|
» 30 » 55 » |
75 |
84 |
90 |
94 |
93 |
89 |
81 |
72 |
|
» 90 » 110 » |
79 |
92 |
94 |
103 |
95 |
89 |
80 |
73 |
_________
* Табл. 2 (Исключена, Изм. № 2).
(Измененная редакция, Изм. № 2, 3).
3.7. Общие эргономические требования к форме, размерам, усилиям на рычагах управления должны соответствовать требованиям ГОСТ 21753.
(Измененная редакция, Изм. № 2).
3.8. Общие гигиенические требования и методы оценки - по ГОСТ 12.2.106.
(Введен дополнительно, Изм. № 2).
4. КОМПЛЕКТНОСТЬ
В комплект лебедки с электродвигателем должны входить:
пусковая аппаратура (по согласованию с потребителем);
системы орошения и ограждения (для лебедок мощностью двигателя 50 - 110 кВт);
запасные части и инструмент согласно ведомости ЗИП по ГОСТ 2.601;
эксплуатационная документация по ГОСТ 2.601.
По требованию потребителя допускается другая комплектация.
Для лебедок, изготавливаемых на экспорт, комплектность устанавливают согласно условиям договора между предприятием и внешнеэкономической организацией.
Техническая документация, прилагаемая к комплекту лебедки, должна выполняться на языке, указанном в договоре.
5. ПРИЕМКА
5.1. Для контроля соответствия лебедок требованиям настоящего стандарта следует проводить приемо-сдаточные, периодические и типовые испытания.
5.2. Приемо-сдаточным испытаниям подвергают каждую лебедку.
Приемо-сдаточные испытания должны включать:
внешний осмотр лебедки без разборки, при котором проверяют комплектность, наличие сопроводительной документации, качество покрытий, сварных швов и литья, наличие смазки в редукторе;
проверку плавности работы тормозной системы и зубчатых передач;
обкатку лебедки на холостом ходу в течение 20 мин с равной по времени переменой направления вращения, при этом проверяют отсутствие утечки смазки через уплотнения и резьбовые соединения, а также надежность крепления сборочных единиц.
При откатке ленточные тормозы барабанов должны быть затянуты.
5.3. Периодическим испытаниям подвергают не менее двух лебедок каждого типоразмера один раз в три года из числа прошедших приемо-сдаточные испытания.
Периодические испытания должны включать проверку:
полезной мощности;
среднего тягового усилия на рабочем канате;
средней скорости рабочего каната;
средней скорости холостого каната;
канатоемкости рабочего барабана;
габаритных размеров;
массы;
усилий на рычагах управления;
уровней вибрации;
шумовой характеристики;
температуры нагревания масла в редукторе;
показателей надежности.
5.4. Типовым испытаниям подвергают не менее двух лебедок после внесения изменений в конструкцию или технологию изготовления лебедки. С целью оценки эффективности и целесообразности вносимых изменений.
5.5. Лебедки, предназначенные для экспорта, подвергают приемо-сдаточным и периодическим испытаниям с учетом дополнительных требований договора между предприятием и внешнеэкономической организацией.
5.6. По результатам испытаний составляют протоколы, оформленные в установленном порядке.
6. МЕТОДЫ КОНТРОЛЯ
6.1. Средства измерений, используемые при испытаниях, должны быть проверены в соответствии с требованиями ГОСТ 8.513-84.
6.2. Полезную мощность Рпол в ньютонах на метр в секунду определяют по формуле
Рпол = FсрVс.т,
где Fcp - среднее тяговое усилие на рабочем канате, Н;
Vс.т - средняя техническая скорость канатов, м∙с-1.
6.3. Среднее тяговое усилие на рабочем канате Fcp определяют по формуле
![]()
где F - тяговое усилие рабочего каната на первом ряду навивки, Н;
D - диаметр барабана (размер по чертежу), мм;
Dcp - средний диаметр барабана, мм;
d - диаметр каната, мм.
Тяговое усилие рабочего каната на первом ряду навивки определяют с точностью ±5 % тензоупругим датчиком, устанавливаемым в полупетле рабочей ветви, или другими средствами измерений, обеспечивающими заданную точность.
Средний диаметр барабана Dcp в миллиметрах определяют по формуле
![]()
где Dp - диаметр барабана по ребордам (размер по чертежу), мм.
6.4. Среднюю скорость рабочего каната Vp в метрах в секунду определяют по формуле
![]()
где nр - частота вращения рабочего барабана в секунду.
6.5. Среднюю скорость холостого каната Vx в метрах в секунду определяют по формуле
![]()
![]()
где пx - частота вращения холостого барабана в секунду.
Частоту вращения рабочего и холостого барабана измеряют тахометром 1-го класса точности по ГОСТ 21339.
6.6. Среднюю техническую скорость канатов Vс.т определяют по формуле
![]()
6.7. Канатоемкость рабочего барабана Lк в метрах определяют по формуле
Lк = 0,001mк(Кк ∙
D +![]() ∙ d),
∙ d),
где тк - целое число витков каната, укладывающихся на длине рабочего барабана;
Кк - число рядов каната на рабочем барабане (целое).
Целое число витков каната, укладывающихся на длине рабочего барабана, определяют по формуле
![]()
где Lб - длина рабочего барабана, мм.
Число рядов каната на рабочем барабане определяют по формуле
![]()
6.8. Габаритные размеры лебедок измеряют рулетками не ниже класса точности 2 по ГОСТ 7502 с пределом допускаемой погрешности ±2 %.
6.9. Массу лебедки определяют путем взвешивания ее на весах обычного класса точности по ГОСТ 23676.
6.10. Усилия на рычагах управления определяют при достижении среднего тягового усилия на рабочем канате при помощи динамометра не ниже класса точности 2 по ГОСТ 13837.
При этом скоба динамометра должна быть закреплена на рычаге управления в месте контакта рук оператора. Измерение следует проводить в плоскости действия прилагаемого оператором усилия, направленного вдоль силовой линии динамометра. Число измерений должно быть не менее трех. За результат принимают среднее арифметическое значение всех измерений.
6.11. Уровень вибрации определяют по ГОСТ 12.1.012, ГОСТ 12.1.034 и ГОСТ 12.1.042 средствами измерения по ГОСТ 12.4.012 на рычагах управления при развитии лебедкой среднего тягового усилия на рабочем канате.
6.12. Шумовая характеристика определяется по ГОСТ 23941.
Измерение шума на рабочем месте - по ГОСТ 12.1.050.
6.13. Общие требования к методам контроля запыленности воздуха рабочей зоны - по ГОСТ 12.1.005.
6.14. Измерение температуры масла в редукторе следует проводить после непрерывной работы лебедки без нагрузки не менее 2 ч при затянутых ленточных тормозах барабанов.
Степень нагревания масла контролируют палочным термометром по ГОСТ 28498-90 с пределом допускаемой погрешности ±1 °С или другими средствами измерения, обеспечивающими заданную точность. При превышении температуры должна быть выявлена и устранена причина нагрева и проведены повторные испытания по температурному режиму.
6.15. Показатели надежности определяют по статическим данным эксплуатации лебедок.
Методы и планы контроля показателей надежности - по ГОСТ 27.410. Испытания на надежность проводят по программам и методикам, утвержденным в установленном порядке.
Расчет показателей надежности - по РД 50-639-87.
6.16. Типовые испытания проводят по программам и методикам, утвержденным в установленном порядке.
Разд. 4 - 6. (Измененная редакция, Изм. № 3).
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. На видном месте каждой лебедки должна быть прикреплена табличка по ГОСТ 12971, содержащая следующие данные:
товарный знак предприятия-изготовителя;
условное обозначение лебедки;
массу лебедки с электродвигателем;
порядковый номер лебедки (по системе нумерации предприятия-изготовителя);
год и месяц выпуска.
Для лебедок, изготовленных на экспорт, не указывают обозначение настоящего стандарта, а делают дополнительную надпись «Страна-изготовитель и (или) поставщик». Табличку выполняют на языке, указанном в условиях договора между предприятием и внешнеэкономической организацией.
(Измененная редакция, Изм. № 3).
7.2. Лебедки следует транспортировать железнодорожным, автомобильным или водным транспортом в соответствии с условиями хранения и транспортирования по категории 7 (Ж1) ГОСТ 15150.
(Измененная редакция, Изм. № 2).
7.3. Лебедки, запасные части и инструмент должны быть законсервированы в соответствии с требованиями ГОСТ 9.014. Срок действия консервации - не менее одного года.
Для лебедок, инструмента и запасных частей, предназначенных для экспорта, срок действия консервации не менее: 3 года - для лебедок; 5 лет - для инструмента и запасных частей.
Для лебедок, предназначенных для экспорта, упаковка - по ГОСТ 24634 и в соответствии с условиями договора между изготовителем и потребителем.
(Измененная редакция, Изм. № 3).
7.5. (Исключен, Изм. № 3).
7.6. Требования к маркировке лебедок по ГОСТ 14192 и в соответствии с условиями договора между предприятием и внешнеэкономической организацией.
(Измененная редакция, Изм. № 3).
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель гарантирует соответствие лебедок требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
8.2. Гарантийный срок эксплуатации - 12 месяцев с момента ввода лебедок в эксплуатацию.
8.3. Для лебедок, предназначенных для экспорта, гарантийный срок эксплуатации - 12 мес со дня ввода в эксплуатацию, но не более 24 мес с момента их проследования через Государственную границу СССР.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1. (Исключено, Изм. № 3).
ПРИЛОЖЕНИЕ 2
Справочное
Коды ОКП лебедок
|
Типоразмер |
Код ОКП |
Типоразмер |
Код ОКП |
|
10ЛС 2СМА |
31 4362 1141 00 |
55ЛС 2ПМА |
31 4362 1222 00 |
|
10ЛС 2СМАЭ |
31 4362 1142 10 |
55ЛС 2ПМАЭ |
31 4362 1227 06 |
|
10ЛС 2СМАТ |
31 4362 1143 09 |
55ЛС 2ПМАТ |
31 4362 1228 05 |
|
17ЛС 2СМА |
31 4362 1139 05 |
55ЛС 3СМА |
31 4362 1325 05 |
|
17ЛС 2СМАЭ |
31 4362 1144 08 |
55ЛС 3СМАЭ |
31 4362 1329 01 |
|
17ЛС 2СМАТ |
31 4362 1145 07 |
55ЛС 3СМАТ |
31 4362 1331 07 |
|
30ЛС 2СМА |
31 4362 1136 08 |
100ЛС 2СМА |
31 4362 1138 06 |
|
30ЛС 2СМАЭ |
31 4362 1146 06 |
100ЛС 2СМАЭ |
31 4362 1151 09 |
|
30ЛС 2СМАТ |
31 4362 1147 05 |
100ЛС 2СМАТ |
31 4362 1152 08 |
|
30ЛС 2ПМА |
31 4362 1221 01 |
100ЛС 2ПМА |
31 4362 1223 10 |
|
30ЛС 2ПМАЭ |
31 4362 1225 08 |
100ЛС 2ПМАЭ |
31 4362 1229 04 |
|
30ЛС 2ПМАТ |
31 4362 1226 07 |
100ЛС 2ПМАТ |
31 4362 1231 10 |
|
30ЛС 3СМА |
31 4362 1324 06 |
100ЛС 3СМА |
31 4362 1326 04 |
|
30ЛС 3СМАЭ |
31 4362 1327 03 |
100ЛС 3СМАЭ |
31 4362 1332 06 |
|
30ЛС 3СМАТ |
31 4362 1328 02 |
100ЛС 3СМАТ |
31 4362 1333 05 |
|
55ЛС 2СМА |
31 4362 1137 07 |
100ЛС 2СКА |
31 4362 1153 07 |
|
55ЛС 2СМАЭ |
31 4362 1148 04 |
100ЛС 2СКАЭ |
31 4362 1154 06 |
|
55ЛС 2СМАТ |
31 4362 1149 03 |
100ЛС 2СКАТ |
31 4362 1155 05 |
(Измененная редакция, Изм. № 3).
ПРИЛОЖЕНИЕ 3
Справочное
Критерии отказов и предельных состояний лебедок скреперных подземных
Критерии отказов:
прекращение работы;
разрушение деталей.
Критерии предельных состояний:
предельный износ зубьев зубчатых колес;
предельный износ посадочных мест корпусов подшипников, для устранения которых требуется механическая обработка на станках;
предельный износ подшипников;
предельный износ тормозной ленты, шарнирных соединений и тяг тормоза.
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения
РАЗРАБОТЧИКИ
Л.А. Белоусов (руководитель темы), В.П. Герасимов, Г.С. Шутт, П.М. Бойко (ответственный исполнитель), И.М. Гузова, Р.П. Бойко, Ю.А. Петров, Б.Г. Галактионов, В.Н. Лысенко, Б.А. Муратов, Г.А. Кузовников, З.П. Ростовых, Н.А. Макаренко, В.М. Шевцова, В.Ф. Выщипан, А.Г. Соловьев, М.Г. Ведяпин, В.В. Немцов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 03.04.80 № 1506
3. ВЗАМЕН ГОСТ 15035-69 и ГОСТ 5.1327-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, раздела |
Обозначение НТД, на который дана ссылка |
Номер пункта, раздела |
|
Разд. 4 |
|||
|
Разд. 4 |
|||
|
ГОСТ 11278-82 |
|||
|
|
|
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 04.02.91 № 101
6. ПЕРЕИЗДАНИЕ (март 1999 г.) с Изменениями № 1, 2, 3, утвержденными в марте 1982 г., апреле 1986 г., феврале 1991 г. (ИУС 5-82, 7-86, 5-91)
СОДЕРЖАНИЕ