ГОСТ 1203-75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЧЕКА ТОРМОЗНОЙ КОЛОДКИ
ДЛЯ ВАГОНОВ ЖЕЛЕЗНЫХ ДОРОГ
КОЛЕИ 1520 мм
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ЧЕКА ТОРМОЗНОЙ КОЛОДКИ ДЛЯ
ВАГОНОВ Технические условия The key of the brake shoe for cars of |
ГОСТ |
Дата введения 01.07.76
Настоящий стандарт распространяется на чеку тормозной колодки в исполнении У по ГОСТ 15150 для пассажирских, грузовых вагонов, вагонов электросекций, тендеров паровозов железных дорог колеи 1520 мм, оборудованных композиционными или чугунными колодками и башмаками поворотными или неповоротными.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 3).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. В зависимости от конструктивного исполнения головки чеки размеры и предельные отклонения должны соответствовать указанным на чертеже.
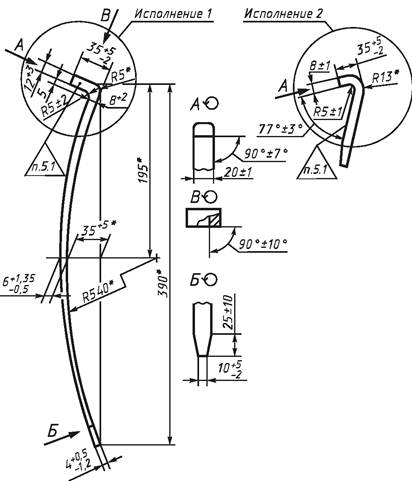
__________
* Размеры для справок.
Развернутая длина чеки 400 ± 10.
Теоретическая масса чеки исполнения 1 0,43 кг.
Теоретическая масса чеки исполнения 2 0,41 кг.
Пример условного обозначения чеки исполнения 1;
Чека 1 ГОСТ 1203-75
То же, исполнения 2:
Чека 2 ГОСТ 1203-75.
(Измененная редакция, Изм. № 1, 2, 3, Поправка).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Чека должна изготовляться в соответствии с требованиями настоящего стандарта из полосовой стали или круглого проката марки БСт5сп, БСт6сп по ГОСТ 380, стали марки 45 по ГОСТ 1050, стали марки 55С2 и 60С2 по ГОСТ 14959 или стали марки 38´С по ГОСТ 4543.
(Измененная редакция, Изм. № 1, 2).
2.2. Чека должна подвергаться термообработке. Твердость после термообработки должна быть 260...321 НВ или 27...35 HRCз.
(Измененная редакция, Изм. № 1, 3).
2.3. Острые кромки и заусенцы чеки должны быть зачищены. Трещины и расслоения не допускаются.
Допускается технологический уклон - неперпендикулярность торцовой поверхности головки чеки (исполнение 2) к поверхности головки чеки в пределах 10°.
(Измененная редакция, Изм. № 3).
2.4. Срок службы чеки - 5 лет.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия чеки требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные испытания.
3.2. Чеки должны предъявляться к приемке партиями. Размер партии устанавливается по согласованию с заказчиком.
3.3. Приемо-сдаточным испытаниям следует подвергать каждую партию чек на соответствие требованиям пп. 1.1, 2.1 - 2.3. Для проверки отбирают 2 % чек от партии, но не менее 3 шт.
3.4. Твердость чеки определяется на боковой поверхности или поверхности радиуса R 540 в четырех точках равномерно по длине чеки (от размера 8+2 мм до толщины 5,6 мм). Подготовку поверхности образцов чеки производить по ГОСТ 9012.
(Измененная редакция, Изм. № 2).
3.5. При неудовлетворительных результатах проверки на твердость проводится повторная проверка на удвоенном количестве образцов, взятых из той же партии.
При получении неудовлетворительных результатов повторного испытания все чеки данной партии следует считать несоответствующими требованиями настоящего стандарта.
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Размеры чеки (п. 1.1) следует проверять измерительным инструментом с погрешностью не более 0,1 мм.
4.2. Химический состав углеродистой стали (п. 2.1) следует проверять по ГОСТ 22536.0. Определение содержания углерода - по ГОСТ 22536.1, марганца - по ГОСТ 22536.5, кремния - по ГОСТ 22536.4, фосфора - по ГОСТ 22536.3, серы - по ГОСТ 22536.2. Химический состав легированной стали 38´С следует проверять по ГОСТ 12344 и ГОСТ 12350.
(Измененная редакция, Изм. № 1, 2).
4.3. Твердость чеки (п. 2.2) следует проверять по ГОСТ 9012 и ГОСТ 9013.
(Измененная редакция, Изм. №. 1).
4.4. Внешний вид чеки (п. 2.3) следует проверять наружным осмотром.
4.5. Радиус R 540 следует проверять шаблоном, построенным по номинальным размерам. Допускается неприлегание к шаблону, в средней части не более 5 мм.
(Введен дополнительно, Изм. № 1).
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На боковых поверхностях головки чеки (с одной стороны знак, с другой дата), или на поверхности радиуса R 540 (со стороны стрелки А) на расстоянии 30 - 40 мм от головки чеки должна быть нанесена следующая маркировка:
номер или условный знак предприятия-изготовителя;
месяц и год изготовления (последние две цифры).
(Измененная редакция, Изм. № 2).
5.2. Транспортировка чек заказчику должна производиться в контейнерах или в крытых вагонах.
5.3. Каждая партия чек должна сопровождаться документом, удостоверяющим их соответствие требованиям настоящего стандарта и содержащим:
наименование завода-изготовителя;
условное обозначение чек;
показатели качества в соответствии с настоящим стандартом;
обозначение настоящего стандарта.
5.4. Чеки должны храниться в закрытом помещении.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие чеки требованиям настоящего стандарта при условии соблюдения потребителем правил транспортирования и хранения.
Гарантийный срок устанавливается 24 мес со дня ввода чеки в эксплуатацию.
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН И ВНЕСЕН Министерством путей сообщения СССР
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 18.06.75 № 1571
3 ВЗАМЕН ГОСТ 1203-41
4 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
2.1 |
|
|
2.1 |
|
|
2.1 |
|
|
4.3 |
|
|
4.3 |
|
|
4.2 |
|
|
4.2 |
|
|
2.1 |
|
|
Вводная часть |
|
|
4.2 |
|
|
4.2 |
|
|
4.2 |
|
|
4.2 |
|
|
4.2 |
|
|
4.2 |
5 Ограничение срока действия снято Постановлением Госстандарта от 05.02.92 № 109
6 ИЗДАНИЕ (октябрь 2003 г.) с Изменениями № 1, 2, 3, утвержденными в феврале 1980 г., июне 1989 г., феврале 1992 г. (ИУС 4-80, 11-89, 5-92)
СОДЕРЖАНИЕ