ГОСТ 5960-72
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛАСТИКАТ ПОЛИВИНИЛХЛОРИДНЫЙ
ДЛЯ ИЗОЛЯЦИИ И ЗАЩИТНЫХ
ОБОЛОЧЕК ПРОВОДОВ И КАБЕЛЕЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПЛАСТИКАТ
ПОЛИВИНИЛХЛОРИДНЫЙ Технические условия Flexible
PVC for insulation and protective jackets of wires and cables. |
ГОСТ |
Дата введения 01.01.74
для марок ОМБ-60, ОНМ-50 -
01.01.77
Настоящий стандарт распространяется на поливинилхлоридный пластикат, представляющий собой термопластичный материал, полученный переработкой поливинилхлоридной композиции.
Поливинилхлоридный пластикат предназначен для изоляции, а также для защитных оболочек проводов и кабелей, работающих в зависимости от марки пластиката и конструкции провода и кабеля в диапазоне температур от минус 60 до плюс 70 °С, для пластиката марки ИТ-105 - до плюс 105 °С.
1. ТИПЫ И МАРКИ
1.1. В зависимости от свойств и назначения пластиката устанавливаются следующие типы и марки, указанные в табл. 1.
(Измененная редакция, Изм. № 6, 8).
1.2. (Исключен, Изм. № 5).
1.3. Первые две буквы в условном обозначении пластиката типов И и ИО обозначают тип пластиката, две первые цифры указывают морозостойкость его, две последующие цифры указывают порядок величины удельного объемного электрического сопротивления при 20 °С, а для пластиката типа О - первая буква обозначает тип пластиката, две последующие цифры указывают морозостойкость пластиката.
Обозначение пластиката марки ИТ-105 состоит из букв, обозначающих тип пластиката, и последующих цифр, указывающих верхний предел рабочих температур пластиката.
Условное обозначение пластиката, предназначенного для маслобензостойких оболочек, - ОМБ-60.
Условное обозначение пластиката, предназначенного для оболочек с низкой миграцией пластификатора в полиэтилен, - ОНМ-50.
Условное обозначение пластиката, предназначенного для Оболочек с низким запахом, - ОНЗ-40.
Кроме изложенного выше, в условном обозначении пластиката указывают его цвет, рецептуру и сорт.
Таблица 1
|
Марка |
Тип |
Марка |
|
|
И - изоляционный |
И40-13 |
ИО - изоляционный и для оболочек |
ИО45-12 |
|
И40-13А |
|
|
|
|
И50-13 |
|
|
|
|
И40-14 |
|
|
|
|
И50-14 |
|
|
|
|
И60-12 |
|
|
|
|
ИТ - изоляционный термостойкий |
ИТ-105 |
О - для оболочек |
О-40 |
|
|
|
|
О-50 |
|
|
|
О-55 |
|
|
|
|
ОМБ-60 |
|
|
|
|
ОНМ-50 |
|
|
|
|
ОНЗ-40 |
|
|
|
|
|
Примеры условного обозначения:
Пластиката для маслобензостойких оболочек черного цвета, рецептуры М 317:
Пластикат ОМБ-60, черный, рецептура М 317 ГОСТ 5960-72
Пластиката изоляционного термостойкого марки ИТ-105 с верхним пределом рабочей температуры 105 °С, неокрашенного, рецептуры Т-50, высшего сорта:
Пластикат ИТ-105, неокрашенный, рецептура Т-50, высшего сорта ГОСТ 5960-72
1.4. По Общесоюзному классификатору промышленной и сельскохозяйственной продукции коды ОКП для каждой марки, рецептуры и сорта приведены в приложении.
(Измененная редакция, Изм, № 8).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Пластикат должен изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Введен дополнительно, Изм. № 6).
2.1. По электрическим, физико-механическим и другим показателям поливинилхлоридный пластикат должен соответствовать, нормам, указанным в табл. 2 - 5.
|
Норма для марок |
Метод испытания |
|||||||||
|
И40-13 |
И40-13А |
И50-13 |
И40-14 |
И50-14 |
И60-12 |
ИТ-105 |
||||
|
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
|||||||
|
1. Количество посторонних включений, шт., не более, размером, мм: до 0,5 |
45 |
24 |
29 |
56 |
18 |
27 |
27 |
36 |
Без посторонних включений и загрязнений |
По п. 4.6 настоящего стандарта |
|
св. 0,5 |
Отсутствие |
|||||||||
|
2. Удельное объемное электрическое сопротивление при 20 °С, Ом · см, не менее |
1 · 1013 |
5 · 1013 |
3 · 1013 |
2 · 1013 |
2 · 1014 |
1 · 1014 |
1 · 1014 |
1 · 1012 |
2 · 1013 |
По ГОСТ 6433.2 и п. 4.7.1 настоящего стандарта |
|
3. Удельное объемное электрическое сопротивление при 70 °С, Ом · см, не менее |
2 · 1010 |
1 · 1011 |
1 · 1011 |
5 · 1010 |
1.5 · 1012 |
1 · 1012 |
1 · 1012 |
1 · 1010 |
Не нормируют |
По ГОСТ 6433.2 и п. 4.7.2, настоящего стандарта |
|
4. Прочность при разрыве, МПа (кгс/см2), не менее |
17,6 (180) |
19,6 (200) |
17,6 (180) |
19,6 (200) |
19,6 (200) |
17,6 (180) |
17,6 (180) |
9,8 (100) |
14,7 (150) |
По ГОСТ 11262 и п. 4.8 настоящего стандарта |
|
5. Относительное удлинение при разрыве, %, не менее |
200 |
250 |
200 |
200 |
250 |
200 |
200 |
300 |
340 |
По ГОСТ 11262 и п. 4.8 настоящего стандарта |
|
6. Температура хрупкости, °С, не выше |
Минус 40 |
Минус 40 |
Минус 40 |
Минус 50 |
Минус 40 |
Минус 40 |
Минус 50 |
Минус 60 |
Минус 40 |
По ГОСТ 16783 и п. 4.9 настоящего стандарта |
|
7. Потери в массе при 160 °С в течение 6 ч, %, не более |
2,0. |
2,0 |
2,0 |
2,0 |
2,0 |
2,0 |
2,0 |
3,0 |
1,5 |
По п. 4.10 настоящего стандарта |
|
8. Светостойкость при 70 °С, ч, не менее |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
По п. 4.11 настоящего стандарта |
|
9. Горючесть: метод А, с, не более |
30 |
15 |
30 |
60 |
15 |
30 |
15 |
30 |
15 |
По п. 4.12 на стоящего стандарта |
|
метод Б, % |
Не нормируют |
|||||||||
|
10. Твердость при 20 °С, МПа (кгс/см2), не менее |
1,47 (15) |
1,56 - 2,15 (16 - 22) |
1,47 (15) |
5,8 (60) |
1,47 - 1,96 (15 - 20) |
1,47 (15) |
Не нормируют |
0,69 (7) |
1,17 (12) |
По п. 4.20 на стоящего стандарта |
|
11. Твердость при 70 °С, МПа (кгс/см2), не менее |
0,78 (8) |
0,78 - 1,17 (8 - 12) |
0,68 (7) |
1,07 (11) |
0,68 - 1,07 (7 - 11) |
0,68 (7) |
Не нормируют |
0,39 (4) |
Не нормируют |
По п. 4.20 настоящего стандарта |
|
12. Водопоглощение, %, не более |
0,32 |
0,20 |
0,26 |
0,32 |
0,23 |
0,26 |
0,32 |
0,46 |
0,2 |
|
|
13. Температура размягчения, °С |
180 ± 10 |
180 ± 10 |
180 ± 10 |
190 ± 10 |
180 ± 10 |
180 ± 10 |
175 ± 10 |
175 ± 10 |
Не ниже 175 |
По п. 4.22 настоящего стандарта |
|
14. Плотность, г/см3 |
1,27 - 1,35 |
1,28 - 1,32 |
1,28 - 1,32 |
1,29 - 1,35 |
1,28 - 1,32 |
1,28 - 1,32 |
1,26 - 1,30 |
1,16 - 1,24 |
1,21 - 1,27 |
По ГОСТ 15139 и п. 4.23 настоящего стандарта |
|
15. Цветостойкость в везерометре при 70 °С, ч, не менее |
96 |
96 |
96 |
96 |
96 |
96 |
96 |
96 |
96 |
По п. 4.25 настоящего стандарта |
|
16. Сохранение относительного удлинения при разрыве после выдержки при (100 ± 2) °С в течение 7 сут., %, не менее |
75 |
80 |
80 |
80 |
80 |
80 |
80 |
80 |
Не нормируют |
По п. 4.14 настоящего стандарта |
Примечания:
1 Нормы по показателю п. 1 устанавливают для пластикатов, неокрашенных в массе Посторонние включения размером более 0,5 мм не допускаются.
2 Нормы по показателям пп. 10, 11 для пластиката марки И40-13 рецептуры 251/1 должны быть соответственно не менее 1,07 (11) и 0,68 (7) МПа (кгс/см2)
3 Пластикат марки И40-13 применяют для изоляции проводов и кабелей до 01.01.93.
4 Норма по показателю 9, определяемая по методу Б, является факультативной до 01.07.91. Определение обязательно для набора данных.
(Измененная редакция, Изм. № 8).
|
Норма для марок |
Метод испытания |
|||||||||||||
|
ИО45-12 |
0-40 |
0-50 |
0-55 |
ОМБ-60 |
ОНМ-50 |
ОНЗ-40 |
О-40 рец. ОМ-40 |
|||||||
|
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
Высший сорт |
Первый сорт |
|||||
|
1. Количество посторонних включений, шт., не более |
27 |
36 |
Не нормируют |
36 |
Не нормируют |
По п. 4.6 настоящего стандарта |
||||||||
|
2. Цвет |
Неокрашенный, черный, под слоновую кость, коричневый, серый |
Черный |
Черный |
Не окрашенный |
Черный |
|
||||||||
|
3. Удельное объемное электрическое сопротивление при 20 °С, Ом · см, не менее |
1 · 1012 |
1 · 1012 |
5 · 1010 |
1 · 1010 |
2,5 · 1011 |
1 · 1010 |
1 · 1011 |
1 · 1010 |
1 · 109 |
1 · 1010 |
5 · 1011 |
5 · 1010 |
1 · 1010 |
По ГОСТ 6433.2 и п. 4.7.1 настоящего стандарта |
|
4. Прочность при разрыве, МПа (кгс/см2), не менее |
11,7 (120) |
10,7 (110) |
14,7 (150) |
13,7 (140) |
17,2 (175) |
15,7 (160) |
11,7 (120) |
10,7 (110) |
11,7 (120) |
11,7 (120) |
13,7 (140) |
120 |
110 |
По ГОСТ 11262 и п. 4.8 настоящего стандарта |
|
5. Относительное удлинение при разрыве, %, не менее |
350 |
350 |
300 |
280 |
350 |
280 |
350 |
350 |
350 |
350 |
300 |
300 |
280 |
То же |
|
6. Температура хрупкости, °С, не выше |
Минус 45 |
Минус 45 |
Минус 40 |
Минус 40 |
Минус 52 |
Минус 50 |
Минус 55 |
Минус 55 |
Минус 60 |
Минус 50 |
Минус 40 |
Минус 40 |
По ГОСТ 16782 и п. 4.9 настоящего стандарта |
|
|
7. Потери в массе при 160 °С в течение 6 ч, %, не более |
2,5 |
3,0 |
3,0 |
3,0 |
2,5 |
3,0 |
2,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
По п. 4.10 настоящего стандарта |
|
|
8. Светостойкость при 70 °С, ч, не менее |
1000 |
1000 |
1500 |
1500 |
2000 |
2000 |
2000 |
2000 |
2000 |
1500 |
2000 |
2000 |
1500 |
По п. 4.11 настоящего стандарта |
|
9. Горючесть: метод А, с, не более |
30 |
40 |
30 |
30 |
30 |
30 |
15 |
30 |
30 |
60 |
30 |
15 |
30 |
По п. 4.12 настоящего стандарта |
|
метод Б, % |
Не нормируют |
|
||||||||||||
|
10. Твердость при 20 °С, МПа (кгс/см2), не более |
1,07 (11) |
1,07 (11) |
0,88 - 1,47 (9 - 15) |
1,47 (15) |
0,98 - 1,57 (10 - 16) |
1,57 (16) |
0,69 - 1,07 (7 - 11) |
1,12 (11,5) |
0,98 (10) |
0,88 (9) |
1,27 (13) |
0,88 - 1,96 (9 - 20) |
По п. 4.20 настоящего стандарта |
|
|
11. Твердость при 70 °С, МПа (кгс/см2), не более |
0,78 (8) |
0,78 (8) |
0,58 - 0,98 (6 - 10) |
0,98 (10) |
0,49 - 0,88 (5 - 9) |
0,88 (9) |
0,49 - 0,88 (5 - 9) |
0,78 (8) |
0,58 (6) |
0,49 (5) |
0,88 (9) |
0,58 - 1,17 (6 - 12) |
То же |
|
|
12. Водопоглощение, %, не более |
0,3 |
0,4 |
0,35 |
0,45 |
0,30 |
0,30 |
0,30 |
0,50 |
1,0 |
0,20 |
0,30 |
0,40 |
0,45 |
|
|
13. Температура размягчения, °С |
170 ± 10 |
170 ± 10 |
170 ± 10 |
170 ± 10 |
175 ± 10 |
175 ± 10 |
170 ± 10 |
170 ± 10 |
Не ниже 175 |
Не ниже 210 |
175 ± 10 |
170 ± 10 |
По п. 4.22 настоящего стандарта |
|
|
14. Плотность, г/см3 |
1,20 - 1,25 |
1,20 - 1,25 |
1,22 - 1,33 |
1,22 - 1,33 |
1,25 - 1,31 |
1,25 - 1,31 |
1,18 - 1,25 |
1,18 - 1,25 |
Не нормируют |
Не нормируют |
1,25 - 1,31 |
Не более 1,4 |
По ГОСТ 15139 и п. 4.23 настоящего стандарта |
|
|
15. Сопротивление раздиру, кН/м (кгс/см), не менее |
29,4 (30) |
29,4 (30) |
44,1 (45) |
44,1 (45) |
53,9 (55) |
53,9 (55) |
34,3 (35) |
34,3 (35) |
29,4 (30) |
58,8 (60) |
Не нормируют |
44,1 (45) |
39,2 (40) |
|
|
16. Цветостойкость в везерометре при 70 °С, ч, не менее |
96 |
96 |
96 |
96 |
96 |
96 |
96 |
96 |
96 |
96 |
96 |
96 |
По п. 4.25 настоящего стандарта |
|
|
17. Сохранение относительного удлинения при разрыве после выдержки при (100 ± 2) °С в течение 7 сут, %, не менее |
85 |
80 |
80 |
80 |
80 |
80 |
80 |
80 |
80 |
80 |
80 |
80 |
По п. 4.14 настоящего стандарта |
|
Примечания.
1 Нормы по показателю п. 1 устанавливают для пластикатов, неокрашенных в массе. Для пластиката марки И045-12 посторонние включения размером более 0,5 мм не допускаются.
2 Пластикат марки О-40 высшего сорта рецептур 239 ГС, 288 ГС должен соответствовать нормам:
по показателю 9 - не более 15 с;
по показателю 11 - 0,39 - 0,98 (4 - 10) МПа (кгс/см2);
по показателю 14 - не более 1,22 - 1,26 г/см3;
по показателю 15 - не менее 60 (61,2) кН/м (кгс/см2).
3. Норма по показателю 9, определяемая по методу Б, является факультативной до 01.07.98. Определение обязательно для набора данных.
4. (Исключен).
(Измененная редакция, Изм. № 7, 8, 9).
|
Норма для марок |
Метод испытания |
|||||
|
И60-12 |
ИТ-105 |
ОМБ-60 |
ОНМ-50 |
ОНЗ-40 |
||
|
1. Удельное объемное электрическое сопротивление при (105 ± 2) °С, Ом · см, не менее |
Не определяется |
1 · 1011 |
Не определяется |
По ГОСТ 6433.2 и п. 4.7.2 настоящего стандарта |
||
|
2. Сохранение прочности при разрыве, %, не менее: после выдержки в бензине при (20 ± 2) °С в течение 24 ч |
60 |
Не определяется |
95 |
Не определяется |
По п. 4.13 |
|
|
после выдержки в масле при (100 ± 2) °С в течение 24 ч |
60 |
Не определяется |
95 |
Не определяется |
По п. 4.13 |
|
|
3. Сохранение относительного удлинения при разрыве, %, не менее: после выдержки в бензине при (20 ± 2) °С в течение 24 ч |
60 |
Не определяется |
90 |
Не определяется |
По п. 4.13 |
|
|
после выдержки в бензине при (20 ± 2) °С в течение 48 ч |
Не определяется |
40 |
Не определяется |
По п. 4.13 |
||
|
после выдержки в масле при (100 ± 2) °С в течение 24 ч |
30 |
Не определяется |
65 |
Не определяется |
По п. 4.13 |
|
|
после выдержки в масле при (120 ± 2) °С в течение 48 ч |
Не определяется |
40 |
Не определяется |
По п. 4.13 |
||
|
4. Сохранение относительного удлинения при разрыве после выдержки при (136 ± 2) °С в течение 7 сут, %, не менее |
Не определяется |
90 |
Не определяется |
По п. 4.14 |
||
|
5. Температура хрупкости после выдержки при (136 ± 2) °С в течение 7 сут, °С, не выше |
Не определяется |
Минус 30 |
Не определяется |
По п. 4.9 |
||
|
6. Электрическая прочность, кВ/мм, не менее |
Не определяется |
30 |
Не определяется |
По ГОСТ 6433.3-71 и по п. 4.15 настоящего стандарта |
||
|
7. Коэффициент изменения тангенса угла диэлектрических потерь полиэтилена в контакте с пластикатом, не более |
Не определяется |
5 |
Не определяется |
По нормативно-технической документации и по п. 4.16 настоящего стандарта |
||
|
8. Обонятельный коэффициент, мл, не менее |
Не определяется |
6 |
По п. 4.17 |
|||
|
9. Коэффициент жесткости, не более |
0,65 |
Не определяется |
0,60 |
Не определяется |
По п. 4.18 |
|
|
10. Твердость при 105 °С, МПа (кгс/см2), не менее |
Не определяется |
0,39 (4) |
Не определяется |
По п. 4.20 настоящего стандарта |
||
Примечания:
1 - 3. (Исключены, Изм. № 5, 6).
4. Показатели сохранения относительного удлинения при разрыве после выдержки в бензине при (20 ± 2) °С и в масле при (120 ± 2) °С в течение 48 ч определяют при поставке пластиката марки ИТ-105 автомобильной промышленности.
|
Норма для типов |
Метод испытания |
||||
|
И |
ИТ |
ИО |
О |
||
|
1. Внешний вид жгута |
Должен соответствовать контрольному образцу, утвержденному в установленном порядке |
По п. 4.19 |
|||
|
2. Поверхность среза жгута: |
|
|
|||
|
в продольном направлении |
Не допускаются поры, видимые невооруженным глазом |
По п. 4.19 |
|||
|
в поперечном направлении |
То же |
По п. 4.19 |
|||
|
3. Термостабильность при переработке |
Пластикат не должен подгорать при остановке шнекового экструдера в течение 20 мин. Допускается незначительное изменение цвета пластиката в головке |
По п. 4.19 |
|||
Примечания:
1. Нормы по показателям таблицы не определяют при применении пластиката для других целей.
2. (Исключено, Изм. № 8).
(Измененная редакция, Изм. № 1, 6, 7, 8).
2.2. Пластикат изготовляют в виде гранул при этом массовая доля гранул, а также слипшихся гранул, оставшихся после просева на сите № 7, должна быть не более 5 %, а массовая доля гранул на сите № 2/20 - не менее 90 %.
Не допускается засоренность пластиката посторонними материалами.
2.3. Изоляционный пластикат должен выпускаться неокрашенным и поставляться в комплекте с концентрированно-окрашенным пластикатом или без него.
Изоляционный пластикат марок, указанных ниже, должен окрашиваться в следующие цвета:
И40-13А - белый, черный, серый, синий, голубой, красный, розовый, оранжевый, коричневый, желтый, зеленый, фиолетовый;
И40-13 - белый, черный, серый, светло-синий, голубой, красный, розовый, оранжевый, коричневый, желтый, зеленый, фиолетовый;
И50-13 - синий, зеленый;
И40-14 - белый, черный, серый, голубой, синий, красный, розовый, оранжевый, коричневый, желтый, зеленый, темно-зеленый, фиолетовый;
И50-14 - белый, черный, серый, голубой, синий, красный, розовый, оранжевый, коричневый, желтый, зеленый, темно-зеленый, фиолетовый;
И60-12 - белый, черный, серый, голубой, синий, красный, розовый, оранжевый, коричневый, желтый, зеленый, темно-зеленый, фиолетовый;
ИТ-105 - желтый, оранжевый, бордо, зеленый, синий, коричневый, черный, серый, розовый.
По соглашению между потребителем и изготовителем допускается поставлять изоляционный пластикат, окрашенный в массе.
2.2; 2.3. (Измененная редакция, Изм. № 8).
2.4. Соотношение неокрашенного и концентрированно-окрашенного пластиката устанавливают по технической документации на концентрированно-окрашенный пластикат.
Окрашенный пластикат должен соответствовать требованиям настоящего стандарта.
2.5. Пластикат для оболочек должен поставляться окрашенным в массе в цвета, указанные в табл. 3. Пластикат марки, ИО45-12 по согласованию с потребителем может изготовляться окрашенным в массе или неокрашенным и при окраске концентрированно-окрашенным пластикатом должен соответствовать требованиям настоящего стандарта.
(Измененная редакция, Изм. № 8).
2.6. Цвет должен соответствовать контрольному образцу, утвержденному в установленном порядке.
(Измененная редакция, Изм. № 6).
3. ПРАВИЛА ПРИЕМКИ
3.1. Пластикат принимают партиями. Партией считают количество пластиката одной марки, сорта и цвета, изготовленное из одной марки полимера и сопровождаемое одним документом о качестве.
Масса партии должна быть не менее 10 т. Допускается изготовление партии меньшей массы, оговариваемой при заказе.
Документ о качестве должен содержать:
наименование предприятия-изготовителя или его товарный знак;
условное обозначение продукта;
массу нетто;
номер партии;
дату изготовления;
результаты проведенных испытаний или подтверждение о соответствии пластиката требованиям настоящего стандарта;
вид тары и количество упаковочных единиц в партии.
(Измененная редакция, Изм. № 8).
3.2. Для проверки качества пластиката отбирают 5 % мешков или 30 % контейнеров от партии.
Для проверки соответствия качества пластиката требованиям стандарта устанавливаются следующие категории испытаний по ГОСТ 16504-81:
приемо-сдаточные, периодические и типовые.
Приемо-сдаточные, периодические и типовые испытания проводят в последовательности, указанной в табл. 5а.
(Измененная редакция, Изм. № 6, 8).
3.3. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания проб, отобранных от удвоенного количества мешков той же партии или проб пластиката, отобранных от каждого контейнера.
|
Категория испытаний |
Номер пункта настоящего стандарта |
||||
|
Приемо-сдаточные |
Периодические |
Типовые |
Технические требования |
Методы испытаний |
|
|
1. Количество посторонних включений, шт., не более, размером: до 0,5 мм |
+ |
- |
- |
По п. 4.6 |
|
|
св. 0,5 мм |
+ |
- |
- |
Табл. 2 |
По п. 4.6 |
|
2. Цвет |
+ |
- |
- |
Табл. 3 |
По п. 4.6 |
|
3. Удельное объемное электрическое сопротивление, Ом · см, при 20 °С |
+ |
- |
- |
По п. 4.7.1 |
|
|
4. Удельное объемное электрическое сопротивление, Ом · см, при 70 °С |
- |
+ |
- |
Табл. 2 |
По п. 4.7.2 |
|
5. Прочность при разрыве, МПа (кгс/см2) |
+ |
- |
- |
По п. 4.8 |
|
|
6. Относительное удлинение, % |
+ |
- |
- |
То же |
По п. 4.8 |
|
7. Температура хрупкости, °С |
+ |
- |
- |
» |
По п. 4.9 |
|
8. Потери в массе при 160 °С в течение 6 ч, % |
- |
+ |
- |
» |
По п. 4.10 |
|
9. Светостойкость при 70 °С, ч |
- |
- |
+ |
» |
По п. 4.11 |
|
10. Горючесть, с |
- |
+ |
- |
По п. 4.12 |
|
|
11. Твердость при 20 °С, МПа (кгс/см2) |
- |
+ |
- |
То же |
По п. 4.10 |
|
12. Твердость при 70 °С, МПа (кгс/см2) |
- |
+ |
- |
» |
По п. 4.20 |
|
13. Водопоглощение, % |
- |
+ |
- |
» |
По п. 4.21 |
|
14. Температура размягчения, °С |
- |
- |
+ |
» |
По п. 4.22 |
|
15. Плотность, г/см3 |
- |
+ |
- |
» |
По п. 4.23 |
|
16. Сопротивление раздиру, кН/м (кгс/см) |
- |
- |
+ |
Табл. 3 |
По п. 4.24 |
|
17. Цветостойкость, ч |
- |
- |
+ |
По п. 4.25 |
|
|
18 Сохранение относительного удлинения при разрыве после выдержки при (100 ± 2) °С в течение 7 сут, % |
- |
- |
+ |
То же |
По п. 4.14 |
|
19. Массовая доля гранул, оставшихся после просева на сите № 2/20, % |
- |
+ |
- |
По п. 4.6.2 |
|
|
20. Массовая доля гранул, оставшихся после просева на сите № 7, % |
- |
+ |
- |
По п. 4.6.2 |
|
|
21. Удельное объемное электрическое сопротивление при (105 ± 2) °С, Ом · см |
- |
+ |
- |
Табл. 4 |
По п. 4.7.2 |
|
22. Сохранение прочности при разрыве, %: |
|
|
|
|
|
|
после выдержки в бензине при (20 ± 2) °С в течение 24 ч |
- |
+ |
- |
То же |
По п. 4.13 |
|
после выдержки в масле при (100 ± 2) °С в течение 24 ч |
- |
+ |
- |
» |
По п. 4.13 |
|
23. Сохранение относительного удлинения при разрыве, %: |
|
|
|
|
|
|
после выдержки в бензине при (20 ± 2) °С в течение 24 ч |
- |
+ |
- |
» |
По п. 4.13 |
|
после выдержки в бензине при (20 ± 2) °С в течение 48 ч |
- |
+ |
- |
» |
По п. 4.13 |
|
после выдержки в масле при (100 ± 2) °С в течение 24 ч |
- |
+ |
- |
» |
По п. 4.13 |
|
после выдержки в масле при (120 ± 2) °С в течение 48 ч |
- |
+ |
- |
» |
По п. 4.13 |
|
24. Сохранение относительного удлинения при разрыве после выдержки при (136 ± 2) °С в течение 7 сут, % |
- |
+ |
- |
Табл. 4 |
По п. 4.14 |
|
25. Температура хрупкости после выдержки при (136 ± 2) °С в течение 7 сут, °С |
- |
+ |
- |
То же |
По п. 4.9 |
|
26. Электрическая прочность, кВ/мм |
- |
+ |
- |
» |
По п. 4.15 |
|
27. Коэффициент изменения тангенса угла диэлектрических потерь полиэтилена в контакте с пластикатом |
- |
+ |
- |
» |
По п. 4.16 |
|
28. Обонятельный коэффициент, мл |
- |
- |
+ |
» |
По п. 4.17 |
|
29. Коэффициент жесткости |
- |
+ |
- |
» |
По п. 4.18 |
|
30. Твердость при 105 °С МПа (кгс/см2) |
- |
+ |
- |
» |
По п. 4.20 |
|
31. Внешний вид жгута |
+ |
- |
- |
Табл. 5 |
По п. 4.19 |
|
32. Поверхность среза жгута |
+ |
- |
- |
То же |
По п. 4.19 |
|
33. Термостабильность при переработке |
+ |
- |
- |
» |
По п. 4.19 |
Результаты повторного испытания пластиката, поставляемого в мешках, распространяются на всю партию, а для пластиката, поставляемого в контейнерах, на конкретный контейнер.
(Измененная редакция, Изм. № 8).
3.4. Периодические испытания по определению массовой доли гранул проводят не реже одного раза в квартал в объеме трех партий пластиката, прошедшего приемосдаточные испытания.
Периодические испытания по остальным показателям проводят не реже одного раза в квартал в объеме одной партии пластиката, прошедшего приемосдаточные испытания.
(Измененная редакция, Изм. № 6, 8).
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, проверяемых периодически, по нему проводят повторные испытания проб, отобранных от удвоенного количества мешков или контейнеров той же партии.
Результаты повторного испытания распространяются на всю партию.
(Измененная редакция, Изм. № 8).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Точечные пробы пластиката из мешков или контейнеров отбирают из любых точек в массе пластиката любым имеющимся средством отбора проб. Из контейнеров типа МК-Л точечные пробы отбирают из трех мест по высоте контейнера.
Допускается отбирать точечные пробы у изготовителя при загрузке пластиката в мешки или контейнеры.
(Измененная редакция, Изм. № 8).
4.2. Точечные пробы, отобранные по п. 4.1, соединяют вместе, тщательно перемешивают и отбирают среднюю пробу массой не менее 3000 г, которую помещают в чистую сухую плотно закрываемую банку или полиэтиленовый мешочек. На банку наклеивают, а в мешочек вкладывают этикетку с указанием предприятия-изготовителя, наименования продукта, марки, рецептуры, номера партии, даты отбора проб. Масса пластиката, отбираемая для определения технологических свойств, зависит от условий этого испытания.
(Измененная редакция, Изм. № 5, 8).
4.3. Образцы для испытаний по пп. 4 - 6, 10, 11, 16 табл. 2, пп. 4 - 6, 10, 11, 15, 17 табл. 3, и пп. 2 - 5, 9, 10 табл. 4, вырубают штанцевым ножом, а образцы для испытаний по пп. 7 - 9, 12 - 15 табл. 2, пп. 7 - 9, 12 - 14, 16 табл. 3, и пп. 6 - 8 табл. 4 вырубают штанцевым ножом или вырезают другим режущим инструментом из листового пластиката, изготовленного вальцеванием или вальцево-прессовым методом вдоль направления вальцевания.
Допускается изготовление образца экструзионным методом при условии соответствия значений показателей, полученных при испытании образцов, изготовленных вальцеванием или вальцево-прессовым методом.
Образцы для определения электрических характеристик изготавливают вальцево-прессовым методом.
При разногласиях по этим показателям испытания проводят на образцах, изготовленных вальцево-прессовым методом.
(Измененная редакция, Изм. № 8).
4.3.1. Методом вальцевания изготавливают листы толщиной (0,5 ± 0,05), (1 ± 0,1), (1,8 ± 0,2) и (2 ± 0,2) мм.
Среднюю пробу пластиката в виде гранул или лент тщательно перемешивают и вальцуют на вальцах с равномерным нагревом валков. Вальцы должны иметь фрикцию 1,1 - 1,5.
Время вальцевания и температуру нагрева рабочего валка выбирают в зависимости от марки пластиката по табл. 6.
|
Температура нагрева рабочего валка, °С ±5 |
Время вальцевания листов разных толщин, мин |
|||
|
0,5 мм |
1,0 мм |
1,8; 2,0 мм |
||
|
И40-13 |
160 |
5 - 6 |
7 - 10 |
|
|
И40-13А |
165 |
|||
|
И50-13 |
165 |
|||
|
И40-14 |
165 |
|||
|
И50-14 |
160 |
|||
|
И60-12 |
155 |
|||
|
ИТ-105 |
170 |
|||
|
И045-12 |
165 |
|||
|
0-40, кроме рецептуры ОМ-40 |
145 |
8 - 10 |
||
|
О-40 рецептуры ОМ-40 |
160 |
5 - 6 |
7 - 10 |
|
|
О-50 |
160 |
|||
|
О-55 |
160 |
|||
|
ОМБ-60 |
170 |
|||
|
ОНМ-50 |
170 |
|||
|
ОНЗ-40 |
170 |
|||
Примечание. Приведенные в таблице режимы при необходимости могут корректироваться. Отсчет времени вальцевания производят с момента образования сплошного полотна пластиката на валках. При этом общее время вальцевания с момента загрузки пластиката для образцов толщиной 0,5 - 1,0 мм не должно превышать 10 мин, для образцов толщиной 2,0 мм - 15 мин. Если за указанное время не образуется сплошное полотно, то производят корректировку температуры нагрева рабочего валка.
(Измененная редакция, Изм. № 4, 5, 8).
Температура нагрева холостого валка должна быть на 5 °С ниже температуры нагрева рабочего валка.
Для изготовления вальцованных листов требуемых толщин берут отдельно навески пластиката. Для каждой толщины пробу вальцуют 2 - 4 мин при зазоре между валками 0,4 - 0,5 мм. Затем корректируют зазор между валками в соответствии с требуемой толщиной и продолжают вальцевание. В процессе вальцевания лист периодически подрезают не менее 2 раз в минуту, последнюю минуту вальцуют без подрезов.
(Измененная редакция, Изм. № 5).
4.3.2. Для изготовления образцов вальцево-прессовым методом первоначально вальцуют листы толщиной (0,6 ± 0,05), (1,2 ± 0;1) и (1,8 ± 0,2) мм по п. 4.3.1, а затем прессуют их до толщины (0,5 ± 0,05), (1 ± 0,1) и (1,6 ± 0,1) мм в съемных пресс-формах по ГОСТ 12019-66 (черт. 1) при температуре на (5 ± 1) °С выше температуры вальцевания. Перед прессованием листы маркируют и указывают стрелкой направление вальцевания.
Для получения листов толщиной (2 ± 0,2); (3 ± 0,2); (6 ± 0,5) и (8 ± 0,5) мм прессуют пакеты, собранные соответственно из 2, 3 и 6 - 9 вальцованных листов. Пакет укладывают в пресс-форму строго по направлению вальцевания.
Подготовленную пресс-форму устанавливают в пресс, нагретый до температуры, соответствующей марке пластиката. Плиты пресса сближают так, чтобы образцы находились под небольшим давлением. Затем давление снимают и образцы выдерживают без давления при сомкнутых плитах в течение 3 мин для толщины 0,5 - 3 мм и в течение 7 мин для толщины 6 - 8 мм. После этого создают удельное давление 6,9 - 11,7 (70 - 120) МПа (кгс/см2) и выдерживают под давлением в течение 2 мин для образцов толщиной 0,5 и 1 мм и в течение 3 мин для образцов толщиной 1,6; 2; 3; 6 и 8 мм.
Не снимая давления, производят охлаждение со средней скоростью 15 - 20 °С в минуту до 30 - 40 °С. Затем давление снимают, вынимают образцы, маркируют их и стрелкой указывают направление вальцевания. Допускается другой режим прессования. Однако при возникших разногласиях прессование следует проводить по указанному выше режиму.
(Измененная редакция, Изм. № 5).
4.3.3. Поверхность образцов, изготовленных вальцеванием и вальцево-прессовым методом, должна быть гладкой, без пузырей, трещин, раковин и других дефектов.
4.4. Перед физико-механическими испытаниями по пп. 4 - 7, 10, 16 табл. 2, пп. 4 - 7, 10, 15, 17 табл. 3 и пп. 2 - 5 табл. 4 образцы кондиционируют по ГОСТ 12423-66 при (20 ± 2) °С не менее 3 ч.
4.5. Измерение толщины образцов производят любым измерительным прибором с точностью ±0,01 мм, толщины лент - с точностью 0,1 мм, а ширины лент - с точностью 1 мм.
4.6. Определение внешнего вида
4.6.1. За посторонние включения принимают непрозрачные инородные частицы размером в наибольшем измерении от 0,2 мм.
Для определения применяют световой ящик, с внутренней стороны окрашенный в белый цвет. В раму наклонной крышки ящика вставлено стекло длиной (300 ± 2) мм, шириной (200 ± 2) мм. На дне ящика по центру установлена электрическая лампа мощностью 40 Вт. Расстояние от стекла ящика до колбы лампы равно (250 ± 10) мм.
Образец пленки размером 300´200´0,5 мм готовят из средней пробы гранул по режиму, указанному в 4.3 для образцов пленки толщиной 0,5 мм.
Образец помещают на стеклянную крышку светового ящика, включают лампу и в течение 2 мин просматривают пленку, отмечая посторонние включения, видимые невооруженным глазом на всей площади пленки на расстоянии глаз от пленки около 300 мм. С помощью измерительной лупы (ГОСТ 25706-83) определяют размер отмеченных включений и подсчитывают количество включений размером от 0,2 до 0,5 мм включительно. Затем проверяют наличие посторонних включений размером более 0,5 мм.
4.6.2. Определение массовой доли гранул, оставшихся на сите после просева
4.6.1, 4.6.2. (Измененная редакция, Изм. № 8).
4.6.2.1. Аппаратура
Весы лабораторные общего назначения с наибольшим пределом взвешивания 500 г 4-го класса точности по ГОСТ 24104-88.
Сито лабораторное диаметром 200 мм с прямоугольными отверстиями размером 2/20 мм, поддон и крышка из набора сит № 1 по нормативно-технической документации.
Сито лабораторное диаметром 200 мм с круглыми отверстиями диаметром 7 мм из набора сит № 3 по нормативно-технической документации.
Прибор лабораторный для встряхивания любого типа с количеством колебаний - 100 кол/мин.
Секундомер по ТУ 25-1819.0021-90.
4.6.2.2. Проведение испытания
Предварительно очищенные сита собирают в набор в следующем порядке: верхнее сито - сито № 7, нижнее сито № 2/20. Нижнее сито плотно соединяют с поддоном.
Навеску гранул средней пробы массой (200 ± 1) г взвешивают и помещают на верхнее сито. Сито накрывают крышкой и весь набор сит закрепляют в приборе для встряхивания, включают прибор и проводят рассев в течение 2 мин. Допускается ручной способ встряхивания.
При рассеве ручным способом набор сит берут обеими руками и совершают возвратно-поступательные движения в горизонтальной плоскости. Периодически после 20 движений производят встряхивание. Продолжительность рассева 2 мин.
По окончании рассева сита разъединяют и взвешивают гранулы, оставшиеся на каждом сите вместе с гранулами, застрявшими в отверстиях сита.
4.6.2.3. Обработка результатов
Массовую долю гранул, оставшихся после просева на каждом сите (X), в процентах вычисляют по формуле
![]()
где т1 - масса гранул, оставшихся на сите, г;
т - масса навески пробы, взятой для рассева, г.
За результат испытания принимают среднее арифметическое результатов двух параллельных определений, допускаемое расхождение между которыми не должно превышать 1,0 % при доверительной вероятности Р = 0,95. Вычисление проводят с точностью до первого десятичного знака, округление до целого числа.
4.6.2.1 - 4.6.2.3. (Введены дополнительно, Изм. № 8).
4.6.3. (Исключен, Изм. № 8).
4.7. Определение удельного объемного электрического сопротивления при 20, 70, 105 °С
4.7.1. Удельное объемное электрическое сопротивление при 20 °С определяют по ГОСТ 6433.2-71 на трех образцах в виде диска диаметром (150 ± 1) и толщиной (1,0 ± 0,1) мм. Перед испытанием образцы выдерживают в течение 24 ч при (20 ± 2) °С в дистиллированной воде (ГОСТ 6709-72) по ГОСТ 6433.1-71. Затем фильтровальной бумагой или хлопчатобумажной тканью воду с образцов удаляют так, чтобы не осталось ворса, и образцы протирают этиловым спиртом (ГОСТ 17299-78). Испытания проводят не позднее чем через 5 мин после извлечения образцов из воды.
Измерение проводят при (20 ± 2) °С при одном из испытательных напряжений 100, 500 или 1000 В, применяя металлические электроды с диаметром измерительного электрода (75 ± 0,2) мм при нагрузке на образец 0,01 (100) МПа (гс/см2).
Допускается определение удельного объемного электрического сопротивления пластикатов после 2 ч выдержки в дистиллированной воде. При разногласиях испытания проводят после 24 ч выдержки образцов в дистиллированной воде при напряжении 1000 В.
(Измененная редакция, Изм. № 5, 8).
4.7.2. Измерение при повышенных температурах производят после выдержки образцов в дистиллированной воде в течение 24 ч следующим образом: в термостат, нагретый вместе с электродами до заданной температуры, помещают образец и выдерживают при этой температуре в течение 1 ч. Затем, не вынимая образец из термостата, измеряют объемное сопротивление, как указано в п. 4.7.1. Допускаемое отклонение от заданной температуры при испытаниях ±2 °С.
При невозможности немедленного испытания при повышенных температурах образцы должны храниться в эксикаторе над водой не более 24 ч при комнатной температуре.
(Измененная редакция, Изм. № 8).
4.7.3. За результат испытания при 20, 70, 105 °С принимают потенцированное среднее десятичных логарифмов результатов измерений трех образцов для каждой температуры.
4.8. Прочность при разрыве и относительное удлинение при разрыве определяют по ГОСТ 11262-80 при (20 ± 2) °С на образцах типа I. Образцы вырезают (вырубают) из пластин, изготовленных по п. 4.3, вдоль направления вальцевания или экструзии.
Скорость раздвижения захватов испытательной машины должна быть (100 ± 10) мм/мин.
(Измененная редакция, Изм. № 5).
4.9. Температуру хрупкости определяют по ГОСТ 16782-92 и по ГОСТ 16783-71 при статическом режиме испытания, используя вариант Б, или экспресс-методом.
Для испытания применяют образцы без надреза, вырезанные вдоль направления вальцевания или экструзии.
4.9.1. Определение температуры хрупкости экспресс-методом
Испытание проводят на трех образцах размером 130´10 мм и толщиной (1,0 ± 0,1) мм для пластиката типа О и толщиной (0,50 ± 0,05) мм для пластикатов типов И, ИТ и ИО.
Прибор для испытания состоит из четырехугольной металлической ванны размером 220´170´70 мм, изолированной снаружи теплоизоляционным материалом, и специального приспособления для зажима испытуемых образцов.
В ванну заливают этиловый спирт (ГОСТ 17299-78 или ГОСТ 18300-87) до 40 мм ее высоты, который охлаждают добавлением твердой углекислоты (ГОСТ 12162-77) до заданной температуры. Образцы, зажатые между зажимами 1 и 2 специального приспособления, помещают в ванну в натянутом состоянии (черт. 1, положение 1) и выдерживают при заданной температуре 5 мин, после этого поворотом рукоятки зажим 2 прикладывают к зажиму 1 (черт. 1, положение 2). Место перегиба прижимают пестиком и проглаживают, в результате чего достигают перегиба образцов на 180° (черт. 1, приложение 3).
Испытанные таким образом образцы не должны иметь трещин в месте перегиба.
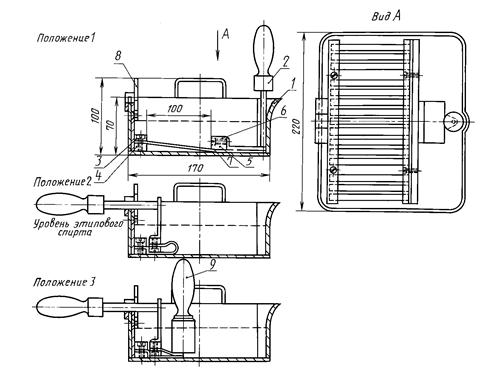
1 - ванна; 2 - ручка; 3 - зажим 1; 4 - брусок; 5 - зажим 2; 6 - брусок; 7 - образцы; 8 - защелка; 9 - пестик
(Измененная редакция, Изм. № 6, 8).
4.9.2. При разногласиях, возникающих в оценке температуры хрупкости пластиката, испытание проводят по п. 4.9.1.
Примечание. (Исключено, Изм. № 5).
4.10. Потери в массе при нагревании определяют на образцах размером 60´40´2 мм.
Образцы пластиката взвешивают с точностью до ±0,0002 г и помещают на алюминиевой или стеклянной пластине в термостат (типа сушильного шкафа № 3), предварительно нагретый до (160 ± 2) °С, и выдерживают в течение 6 ч.
Затем образцы охлаждают в эксикаторе над обезвоженным хлористым кальцием в течение 1 ч и снова взвешивают с той же точностью.
Потери в массе (X) в процентах вычисляют по формуле
![]()
где т - масса образца до нагревания, г;
m1 - масса образца после нагревания, г.
За результат испытания принимают среднее арифметическое значение трех определений.
4.11. Светостойкость определяют по ГОСТ 9.708-83 на двух образцах размерами 75´25 мм, толщиной (0,50 ± 0,05) мм, вырезанных вдоль направления вальцевания или экструзии.
В качестве источника излучения применяют две угольные дуговые лампы закрытого типа, установленные на одном уровне. Испытания проводят при температуре (70 ± 2) °С, влажность воздуха при этом не контролируют.
После испытания на поверхности образцов не должно быть выпотевания пластификатора, а также трещин или изломов при изгибе на 180° при (20 ± 2) °С. При изгибе облученная поверхность должна находиться на внешней стороне образца и подвергаться растяжению.
(Измененная редакция, Изм. № 6).
4.12. Горючесть определяют методами А и Б
(Измененная редакция, Изм. № 8).
4.12.1. Метод А
Горючесть определяют внесением образца длиной (130 ± 1) мм, шириной (10 ± 1) мм и толщиной (2,0 ± 0,2) мм в пламя газовой или спиртовой горелки с выдерживанием его в пламени под углом 45° до воспламенения.
Максимальное время зажигания образца пламенем горелки не должно превышать 15 с. Затем образец выносят из пламени и фиксируют время горения образца. Пластикат должен затухать при вынесении из пламени в течение времени не более того, которое указано в табл. 2 - 3.
Горючесть по методу А определяют до 01.01.98.
4.12.2. Метод Б
Горючесть определяют по ГОСТ 12.1.044-89 методом кислородного индекса.
4.12.1; 4.12.2. (Введены дополнительно, Изм. № 8, 9).
4.13. Стойкость пластиката к воздействию бензина и масла определяют по изменению прочности при разрыве и относительного удлинения при разрыве после выдержки образцов в бензине и масле.
Образцы, имеющие форму и размеры в соответствии с п. 4.8, выдерживают в бензине при (20 ± 2) °С в течение 24 и 48 ч и в масле при (100 ± 2) °С в течение 24 ч и при (120 ± 2) °С в течение 48 ч. Для этого пять образцов закрепляют на решетке с крючками, изготовленными из материала, стойкого к воздействию бензина и масла, и помещают в закрывающийся сосуд.
В сосуд заливают из расчета на каждый образец 40 - 50 мм бензина (ГОСТ 1012-72, марка Б-70) или масла (ГОСТ 10541-78, марка АС-8). Образцы в сосуде не должны соприкасаться друг с другом и касаться стенок и дна сосуда.
Решетка должна быть погружена в бензин или масло.
После выдержки в бензине или масле образцы вынимают вместе с решеткой из сосуда (образцы из масла протирают ватой, смоченной спиртом) и высушивают при комнатной температуре в течение 24 ч. На высушенных образцах отмечают рабочую часть и определяют прочность при разрыве и относительное удлинение при разрыве по п. 4.8.
Сохранение прочности при разрыве после выдержки в бензине или масле (Х1) в процентах вычисляют по формуле
![]()
где σб(м) - прочность при разрыве после выдержки в бензине или масле, МПа (кгс/см2);
σ - прочность при разрыве до выдержки в бензине или масле, МПа (кгс/см2).
Сохранение относительного удлинения при разрыве после выдержки в бензине или масле (X2) в процентах вычисляют по формуле
![]()
где εб(м) - относительное удлинение при разрыве после выдержки в бензине или масле, %;
ε - относительное удлинение при разрыве до выдержки в бензине или масле, %.
4.14. Относительное удлинение при разрыве после выдержки при 100 °С или 136 °С и температуру хрупкости после выдержки при 136 °С в течение 7 сут. определяют соответственно по пп. 4.8 и 4.9. Предварительно образцы подвешивают на стеклянный стержень с помощью фторопластового корда на расстоянии 5 - 10 мм друг от друга, помещают в термостат, нагретый до 100 - 136 °С, поднимают температуру до 100 °С или 136 °С и выдерживают при этих температурах в течение 7 сут.
Допускается другой метод крепления образцов. Режим теплового старения ведут непрерывно. После 7 сут. образцы охлаждают в термостате, после чего вынимают и испытывают.
Сохранение относительного удлинения после выдержки при 100 °С или 136 °С в течение 7 сут (Х3) в процентах вычисляют по формуле
![]()
где Σm - относительное удлинение при разрыве после выдержки при 100 °С или 136 °С;
Σ - относительное удлинение при разрыве после выдержки при комнатной температуре в течение 7 сут.
4.13, 4.14. (Измененная редакция, Изм. № 5).
4.15. Электрическую прочность при переменном напряжении частоты 50 Гц определяют по ГОСТ 6433.3-71 в трансформаторном масле (ГОСТ 982-80) с применением металлических, нажимных, цилиндрических электродов при плавном подъеме напряжения на образцах в форме диска диаметром (100 ± 1) и толщиной (0,5 ± 0,05) мм при (20 ± 2) °С.
Диаметр электродов должен быть равен (25 ± 0,5) мм, радиус закругления 2,5 мм, высота не менее 25 мм.
За результат испытания принимают среднее арифметическое значение пяти определений, вычисленное с точностью до двух значащих цифр.
4.16. Определение коэффициента изменения тангенса угла диэлектрических потерь полиэтилена в контакте с пластикатом
4.16.1. Применяемая аппаратура и материалы:
резонатор коаксиальный с собственной частотой 537 мГц;
цилиндр из нержавеющей стали;
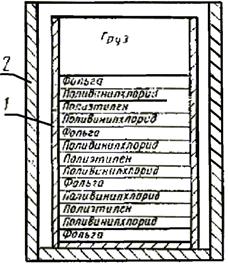
груз массой 19,85 г, соответствующий давлению 1 · 103 (10) МПа (гс/см2);
фольга по ГОСТ 618-73;
три пакета, состоящие из двух образцов пластиката, расположенных снизу и сверху образца полиэтилена.
Тангенс угла диэлектрических потерь полиэтилена до и после контакта с пластикатом определяют по нормативно-технической документации.
(Измененная редакция, Изм. № 5).
4.16.2 Подготовка к испытанию
Для испытания собирают три пакета, состоящие из двух образцов пластиката, между которыми прокладывают образец из полиэтилена.
Образцы должны иметь форму диска диаметром (16 ± 0,1), толщиной (1 ± 0,1) мм из пластиката и диаметром (15,90 ± 0,05), толщиной (1,950 ± 0,005) мм из полиэтилена.
Из пакетов собирают установку (черт. 2) следующим образом: пакет помещают на дно цилиндра, затем фольгу, пакет, фольгу и т.д.
На последний пакет устанавливают груз.
4.16.3. Проведение испытания
Установку помещают в термостат и выдерживают при 90 °С в течение 4 ч. Затем установку вынимают, охлаждают, образцы полиэтилена протирают сначала ватой, слегка смоченной этиловым спиртом (ГОСТ 17299-78), а затем сухой ватой.
4.16.4. Обработка результатов
Коэффициент изменения тангенса угла диэлектрических потерь полиэтилена (K) вычисляют по формуле
![]()
где tgδм - тангенс угла диэлектрических потерь полиэтилена после контакта с пластикатом;
tgδ0 - тангенс угла диэлектрических потерь полиэтилена до контакта с пластикатом.
4.17. Определение обонятельного коэффициента
Сущность метода заключается в определении минимального количества воздуха в миллилитрах, которое необходимо ввести при помощи шприца в склянку для того, чтобы выходящая из нее струя пахучего воздуха вызывала при попадании в нос обонятельное ощущение.
Обонятельный коэффициент (ОК) является мерой обонятельной чувствительности исследователя.
4.17.1. Применяемая аппаратура и реактивы:
ольфактометр (черт. 3), состоящий из склянки Вульфа объемом 500 см3 с тремя горлами:
первое - с резиновой пробкой и проходящей через нее стеклянной трубкой, которая служит для введения при помощи шприца наружного воздуха в склянку;
второе - с резиновой пробкой и проходящей через нее трубкой, которая служит для отвода воздуха, насыщенного пахучим веществом, из склянки к носовым оливам;
третье - с притертой пробкой, предназначенное для очистки склянки и перезарядки ее другим пахучим веществом, а также для определения запаха с пробки или непосредственно из склянки;
бензин по ГОСТ 1012-72, марка Б-70.
4.17.2. Подготовка к испытанию
Обонятельный коэффициент у лиц с нормальным обонянием устанавливают, используя бензин в качестве пахучего вещества.
Обонятельный коэффициент у бензина марки Б-70 находится в пределах от 0,5 до 1 мл.
Испытания начинают с подачи из склянки воздуха с таким количеством пахучего вещества (например, 2 - 3 мл), которое заранее вызывает ощущение запаха. Воздух подают кратковременно с интервалом в 2 - 3 мин.
Исследователю вставляют в нос оливы 4 (черт. 3) с таким расчетом, чтобы отверстия их были направлены в сторону средних носовых ходов и не закрывались носовой перегородкой или передними концами нижней раковины.
1 - цилиндр из нержавеющей стали; 2 - термостат
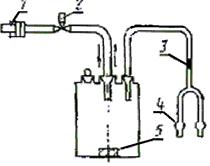
1 - шприц; 2 - трехходовой кран; 3 - зажим; 4 - оливы; 5 - образец
В таком положении исследователь удерживает оливы, а экспериментатор, открывая трехходовой кран 2, набирает через него в шприц 1 наружный воздух (например, 0,3 мл), затем закрывает кран, соединяя шприц с трубкой, идущей в склянку.
Избыточный воздух, насыщенный уже парами бензина через вторую трубку, попадает в оливы при открывании зажима 3.
В момент подачи воздуха в нос исследователь не дышит, а производит нюхательные движения только после того, как перекрывается зажимом 3 резиновая трубка, ведущая к оливам.
При отрицательном результате в склянку вводят 0,4 мл наружного воздуха, а затем 0,5 мл и т.д.
4.17.3. Проведение испытания
Образец испытуемого пластиката помещают в вакуумный эксикатор в количестве 0,2 м2 пластиката на 1 м3. Камеру-эксикатор герметизируют и ставят в термостат, в котором выдерживают в течение 24 ч при максимальной температуре, соответствующей температуре эксплуатации испытуемого материала. Затем у исследователей с нормальным обонятельным коэффициентом определяют по п. 4.17.2 обонятельный коэффициент для образцов исследуемого материала, обладающего запахом.
Условно запахи по величине обонятельного коэффициента (ОК) в миллилитрах делят на 4 группы:
резкий запах - менее 0,5;
умеренный запах - 0,5 - 1;
ослабленный запах - 1 - 5;
слабый запах - более 5.
4.18. Коэффициент жесткости рассчитывают путем сравнения величин модулей сдвига испытуемого пластиката и пластиката марки О-55.
Метод определения модуля сдвига состоит в измерении при заданной температуре угла поворота верхней части стандартного образца, жестко закрепленного в подвижном верхнем зажиме, под действием определенного вращающего момента относительно неподвижного нижнего зажима.
4.18.1. Применяемая аппаратура
Прибор (черт. 4), состоящий из следующих частей:
закручивающего устройства, укрепленного в опорной стойке;
двух зажимов для крепления образца;
криостата.
Образец материала устанавливают вертикально в зажимах.
Нижний зажим закреплен жестко, а верхний связан со стержнем горизонтального шкива, через который на образец передается определенный крутящий момент. Крутящий момент создают при помощи двух грузов массой по 50 г, действующих на шкив диаметром 11,6 см. При вращении шкива должно быть обеспечено незначительное трение. Угол закручивания отмечают по шкале, откалиброванной в градусах дуги с точностью до 1°.
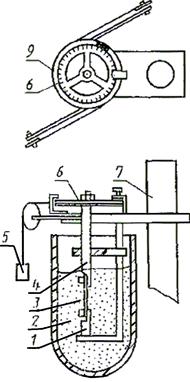
1, 4 - зажимы; 2 - охлаждающая смесь; 3 - образец; 5 - груз; 6 - шкала в градусах; 7 - опорная стойка; 8 - сосуд Дьюара; 9 - стрелка
4.18.2. Подготовка к испытанию
Перед испытанием устанавливают температуру охлаждающей смеси минус (60 ± 1) °С, используя в качестве охлаждающей смеси этиловый спирт (ГОСТ 17299-78) и твердую углекислоту.
Температуру охлаждающей смеси отсчитывают по термометру, шарик которого должен находиться вблизи середины испытуемого образца.
Образцы длиной (60 ± 1), шириной (6,4 ± 0,1), толщиной (1 ± 0,1) мм, вырезанные вдоль направления вальцевания или экструзии с гладкой поверхностью и строгой параллельностью сторон, устанавливают вертикально в зажимах.
Свободная длина образца между зажимами должна быть (38,1 ± 0,5) мм. Зажимы должны полностью покрывать ширину образца.
4.18.3. Проведение испытания
Образец, установленный в зажимах прибора в распрямленном состоянии, но без напряжения, помещают в охлаждающую смесь ниже ее уровня (черт. 4), при этом крутящий шкиф должен быть фиксирован на нуле.
После пятиминутной выдержки образцов при заданной температуре освобождают закручивающее устройство и через (5 ± 0,1) с отсчитывают по шкале блока угол закручивания образца в градусах. Затем возвращают блок в исходное положение, по термометру отмечают температуру испытания.
4.18.4. Обработка результатов
Модуль сдвига (М) в кгс/см2 вычисляют по формуле
![]()
где т - крутящий момент, кгс × см;
l - длина образца между зажимами, см;
b - ширина образца, см;
h - толщина образца, см;
v - функция отношения b/h;
φ - угол поворота шкалы в градусах.
Крутящий момент (m) в кгс × см вычисляют по формуле
m = 0,05 · 11,6 = 0,58,
где 0,05 - масса груза, кг;
11,6 - диаметр шкива, см.
Значения величины v в зависимости от отношения b/h приведены в табл. 7.
|
4,00 |
4,50 |
5,00 |
6,00 |
7,00 |
8,00 |
9,00 |
10,00 |
|
|
v |
4,49 |
4,59 |
4,66 |
4,77 |
4,85 |
4,91 |
4,96 |
5,00 |
За результат испытания принимают среднее арифметическое значение трех определений.
Коэффициент жесткости (K1) вычисляют по формуле
![]()
где М - модуль сдвига испытуемого пластиката, кгс/см2;
М1 - модуль сдвига пластиката марки О-55, кгс/см2.
4.19. Определение технологических свойств пластиката
4.19.1. Применяемая аппаратура:
шнековой экструдер со следующими параметрами:
диаметр шнека (d) - от 25 до 90 мм;
длина рабочей части шнека - (20 ± 5)d;
шаг нарезки - 1d;
тип нарезки - постепенно убывающая глубина;
глубина нарезки, мм:
у загрузочного отверстия - от 0,16 до 0,17d;
у головки - от 0,06 до 0,07d;
число заходов нарезки - 1.
Зазор между шнеком и цилиндром должен быть в соответствии с паспортом.
4.19.2. Проведение испытания
В головку шнекового экструдера устанавливают глухой дорн и матрицу следующего диаметра:
для пластиката типов И, ИТ, ИО - 2 мм;
для пластиката типа О - 5 мм.
Температурный режим шнекового экструдера устанавливают в соответствии с данными, приведенными в табл. 8.
Допускается по рекомендации предприятия-изготовителя корректировка температурного режима.
|
Температура по зонам, °С |
|||||
|
I |
II |
III |
Головка |
Матрица |
|
|
И, ИТ, ИО |
135 ± 10 |
145 ± 10 |
155 ± 10 |
165 ± 10 |
175 ± 10 |
|
О |
115 ± 10 |
135 ± 10 |
145 ± 10 |
155 ± 10 |
165 ± 10 |
|
О-40 рецептуры ОМ-40 |
135 ± 10 |
140 ± 10 |
145 ± 10 |
160 ± 10 |
170 ± 10 |
При частоте вращения шнека 50 - 60 об/мин выдавливают жгутик в течение 10 мин. После этого отбирают не менее трех проб. Каждую пробу отбирают в течение 1 мин.
Отобранные пробы охлаждают до комнатной температуры в сосуде с водой и определяют внешний вид жгута сравнением с утвержденным контрольным образцом.
Из середины каждой пробы с помощью острого ножа или бритвы вырезают образец длиной 15 см, на поперечном срезе которого определяют визуально наличие пор, а для рецептуры ОМ-40 - наличие пор и агломератов мела. Затем на каждом образце производят продольный срез длиной 2 - 3 см и также определяют наличие пор, а для рецептуры ОМ-40 и агломератов мела.
После отбора проб снижают число оборотов шнека в два раза и в течение 5 - 6 мин выдавливают жгутик, а затем останавливают экструдер на 20 мин при включенном обогреве зон пресса. По истечении 20 мин головку экструдера разбирают и определяют наличие подгорания пластиката.
Допускается определять технологические свойства пластиката по другой методике при условии корреляции значений показателей с нормами, предусмотренными в табл. 5.
(Измененная редакция, Изм. № 5, 6, 8).
4.20. Твердость при 20, 70 или 105 °С определяют твердомером типа ТШМ-2 или ТШР согласно инструкции, прилагаемой к прибору. При этом измеряют глубину погружения в испытуемый образец стального шарика диаметром 0,5 см, находящегося под нагрузкой в 9,8 Н (1 кгс) в течение 30 с. Испытание проводят на трех образцах в виде плоскопараллельных пластин размерами не менее 30´30´6 мм. Поверхность образцов должна быть ровной и гладкой. Твердость измеряют на каждом образце не менее чем в трех точках, расположенных на расстоянии не менее 10 мм друг от друга и от краев образца.
Ртутный шарик термометра, применяемого для измерения температуры испытания, помещают в непосредственной близости от образца.
Испытания при повышенных температурах проводят на образцах пластиката после определения твердости при 20 °С.
Перед испытанием при повышенных температурах образцы пластиката выдерживают в термокамере при (70 ± 2) или (105 ± 2) °С в течение (30 ± 1) мин и производят измерение твердости при этой же температуре.
Наконечник с шариком при выдержке образца пластиката при повышенной температуре должен находиться в термокамере в непосредственной близости от ртутного шарика прибора.
Твердость (Н) в МПа (кгс/см2) вычисляют по формуле
![]()
где Р - величина груза, равная 9,8 Н (1 кгс);
d - диаметр шарика, см;
h - глубина погружения шарика, см.
За результат испытания принимают среднее арифметическое значение девяти параллельных определений.
4.21. Водопоглощение определяют методом А по ГОСТ 4650-80.
Перед испытанием образцы сушат в течение (24 ± 1) ч при температуре (50 ± 2) °С в вакуумном сушильном шкафу.
4.20 - 4.21. (Измененная редакция, Изм. № 5).
4.22. Определение температуры размягчения
4.22.1. Применяемые приборы и реактивы:
стакан по ГОСТ 25336-82, вместимостью 600 или 1000 см3;
груз из медной или стальной проволоки (масса груза в граммах должна быть равна по абсолютной величине толщине образца в миллиметрах, деленной на 0,25; допускается отклонение по массе груза ±15 %);
пружинный зажим;
термометр со шкалой выше 200 °С;
глицерин по ГОСТ 6259-75.
4.22.2. Проведение испытания
Для испытания применяют не менее трех образцов по ГОСТ 11262-80 типа I, толщиной (1 ± 0,1) мм.
Один конец образца загибают для удержания подковообразного груза, а к другому концу прикрепляют пружинный зажим, с помощью которого подвешивают образец в стакане, наполненном глицерином. Нижний конец образца должен быть расположен на расстоянии 37 мм от дна стакана. Зажим должен находиться выше уровня глицерина. В стакан помещают термометр таким образом, чтобы шарик термометра был расположен посередине стакана.
Начальная температура испытания не должна быть выше 65 °С.
Стакан при перемешивании глицерина нагревают с повышением температуры на 5 - 6 °С в минуту. Отмечают температуру, при которой нижний конец образца коснется дна стакана, что соответствует 100 %-ному удлинению образца.
4.23. Плотность определяют по ГОСТ 15139-69 методом гидростатического взвешивания в дистиллированной воде при температуре (20 ± 2) °С на образцах, вырезанных из пленки толщиной 1 - 2 мм, изготовленной по п. 4.3.
4.24. Сопротивление раздиру определяют по ГОСТ 262-79 при (20 ± 2) °С на образцах типа Б, вырезанных вдоль направления вальцевания и экструзии.
4.25. Цветостойкость определяют на двух образцах размерами 75´25 мм, толщиной (0,50 ± 0,05) мм по ГОСТ 9.708-83.
В качестве источника излучения применяют две угольные дуговые лампы закрытого типа, установленные на одном уровне. Образцы облучают с одной стороны. Испытание проводят при температуре (70 ± 2) °С, влажность воздуха при этом не контролируют.
Цвет образцов до и после испытания оценивают визуально, при этом не должно быть изменения цвета. Допускается незначительное изменение оттенка.
(Измененная редакция, Изм. № 6).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Пластикат упаковывают:
в четырех - пятислойные бумажные мешки марки НМ по ГОСТ 2226-88 с полиэтиленовым или поливинилхлоридным вкладышем по нормативно-технической документации;
в четырех - пятислойные бумажные мешки марки ПМ по ГОСТ 2226-88;
в специализированные мягкие контейнеры типов МК-1,5 Л; МК-1,0 Л; МКР-1,0 С с полиэтиленовым вкладышем, МКО-1,0 С по нормативно-технической документации.
Масса нетто пластиката:
в мешке - не более 30 кг, при этом во всех мешках одной партии масса должна быть одинаковой;
в контейнере мягком специализированном типов МК-1,0 Л; МКО-1,0 С и МКР-1,0 С - не более 800 кг, типа МК-1,5 Л - не более 1250 кг.
Допустимое отклонение массы нетто в контейнере составляет ±10 кг, в мешке ±0,5 кг.
Упаковывание открытых бумажных мешков производят машинным способом согласно ГОСТ 2226-88. Допускается прошивка мешков двухниточным швом без крепированной ленты. Горловина вкладыша мешка или контейнера должна быть заварена.
Допускается вкладыш мешка прошивать совместно с бумажным мешком, а вкладыш контейнера перевязывать шпагатом по ГОСТ 17308-88 или другими материалами по нормативно-технической документации, при этом горловину вкладыша собирают в пучок, завязывают шпагатом, затем перегибают и снова завязывают.
5.2. Пластикат, упакованный в мешки по п. 5.1, помещают в универсальные контейнеры по ГОСТ 18477-79 или формируют в транспортные пакеты.
Основные параметры и размеры пакетов по ГОСТ 24597-81.
Пакетирование осуществляют:
при мелких и малотоннажных отправках в разборных (складных) ящичных поддонах с крышкой 4Я-840´1240 по ГОСТ 9570-84;
при повагонных отправках или отгрузке автомобильным транспортом на плоских поддонах по ГОСТ 9557-87, ГОСТ 9078-84, ГОСТ 26381-84 или без них.
Способ укладки груза на поддоне по ГОСТ 21140-88.
Средства скрепления груза в пакете по ГОСТ 21650-76.
5.3. Маркировка мешка, пакета или контейнера должна содержать:
наименование предприятия-изготовителя и (или) его товарный знак или его условное обозначение;
условное обозначение продукта;
номер партии;
массу нетто и(или) брутто;
дату изготовления;
для пластиката ОМ-40 манипуляционный знак «Боится сырости» по ГОСТ 14192.
Размеры маркировочного ярлыка, размеры знаков, способы нанесения маркировки, способы крепления ярлыка и краска для маркировки - по ГОСТ 14192.
В мягкие специализированные контейнеры, имеющие карман, ярлык вкладывают в карман контейнера. При отсутствии кармана маркировочный ярлык крепят:
в контейнерах типа МК-Л - к одной из несущих проушин контейнера;
в контейнерах типов МКР-1,0 С, МКО-1,0 С - к горловине вкладыша в месте перевязки.
5.4. Транспортная маркировка пластиката производится по ГОСТ 14192 с нанесением для пластиката ОМ-40 манипуляционного знака «Боится сырости».
5.5. Пластикат, упакованный в мешки или сформированный в транспортные пакеты, транспортируют железнодорожным и автомобильным транспортом в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на данном виде транспорта.
Пластикат, упакованный в специализированные мягкие контейнеры или помещенный в универсальные контейнеры, транспортируют автомобильным транспортом в открытых транспортных средствах или на открытом подвижном составе в соответствии с техническими условиями погрузки и крепления грузов. Пластикат рецептуры ОМ-40, упакованный в специализированные мягкие контейнеры, транспортируют в открытых транспортных средствах с дополнительной защитой от попадания в пластикат атмосферных осадков.
По согласованию с потребителем пластикат транспортируют в специализированных вагонах грузоотправителя для гранулированных полимеров.
5.1 - 5.5. (Измененная редакция, Изм. № 8, 9).
5.6. (Исключен, Изм. № 8).
5.7. Поливинилхлоридный пластикат должен храниться в закрытом помещении, исключающем попадание прямых солнечных лучей и на расстоянии не менее 1 м от нагревательных приборов.
Температура хранения пластиката должна быть не ниже температуры его морозостойкости и не выше 35 °С.
Перед пуском в переработку поливинилхлоридный пластикат должен быть выдержан не менее 12 ч в производственном помещении.
5.8. Условия длительного хранения пластиката
5.8.1. В нормальных складских условиях при температуре от 5 до 35 °С и относительной влажности не более 80 %.
Не допускается совместное хранение пластиката и органических растворителей, кислот, химикатов, взаимодействующих с пластикатом.
5.8.2. В полевых условиях при температуре окружающей среды от минус 50 до плюс 50 °С и относительной влажности 98 %, определяемой при 40 °С.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Готовая продукция должна быть принята техническим контролем предприятия-изготовителя. Изготовитель должен гарантировать соответствие всего выпускаемого пластиката требованиям настоящего стандарта при соблюдении потребителем условий хранения.
(Измененная редакция, Изм. № 6).
6.2. Гарантийный срок хранения по п. 5.7 - 1 год со дня изготовления.
6.3. Гарантийный срок хранения пластиката по п. 5.8 - 11 лет, из них 8 лет в условиях, указанных в п. 5.8.1, и 3 года в условиях, указанных в п. 5.8.2.
Допускается изменение характеристик пластиката не более 15 % от норм, установленных в разд. 2 настоящего стандарта.
Гарантийный срок хранения пластиката рецептур ОМ-40 и 1182 по п. 5.8.1 - 3 года со дня изготовления.
(Измененная редакция, Изм. № 5, 6).
6.4. (Исключен, Изм. № 5).
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННОЙ САНИТАРИИ
7.1. Поливинилхлоридный пластикат при нормальной температуре вредных продуктов в концентрациях, опасных для организма человека, не выделяет и не является взрывоопасным продуктом. При длительном воздействии повышенных температур (170 ± 5) °С возможно выделение хлористого водорода.
Предельно допускаемая концентрация хлористого водорода в производственных помещениях составляет 5 мг/м3.
Температура воспламенения пластиката 280 - 320 °С. Температура самовоспламенения 350 - 400 °С.
7.2. При производстве пластиката должны соблюдаться меры предосторожности. Работающие с вредными веществами должны быть в спецодежде, фартуке, защитных очках и респираторе. Руки должны быть предохранены резиновыми перчатками или защитными мазями типа «Биологические перчатки».
7.1, 7.2. (Измененная редакция, Изм. № 5).
7.3. При воспламенении пластиката во время его изготовления переработки и хранения пожар следует тушить любыми имеющимися средствами пожаротушения (кошма, песок, огнетушитель).
7.4. Производственные помещения в соответствии со СНиП II-92-76 должны соответствовать категории В, класс помещений - по ПУЭ-П-11.
7.5. Пластикат должны изготовлять в помещениях, оборудованных приточно-вытяжной вентиляцией, обеспечивающей необходимую чистоту воздуха, в соответствии с санитарными нормами СН-245-71.
7.3 - 7.5 (Введены дополнительно, Изм. № 5).
ПРИЛОЖЕНИЕ
Обязательное
Коды ОКП марок, рецептур и сортов
|
Рецептура |
Сорт |
Код ОКП |
|
|
И40-13 |
- |
- |
22 4623 0100 01 |
|
230/1 |
- |
22 4623 0101 00 |
|
|
250/1 |
- |
22 4623 0102 10 |
|
|
И40-13А |
- |
- |
22 4623 1500 07 |
|
8/2 |
Высший |
22 4623 1501 06 |
|
|
8/2 |
Первый |
22 4623 1502 05 |
|
|
230М |
Высший |
22 4623 1503 04 |
|
|
230М |
Первый |
22 4623 1504 03 |
|
|
И50-13 |
- |
- |
22 4623 0200 09 |
|
489 |
- |
22 4623 0201 08 |
|
|
И40-14 |
- |
- |
22 4623 0300 06 |
|
Э40-1 |
Высший |
22 4623 0301 05 |
|
|
Э40-1 |
Первый |
22 4623 0302 04 |
|
|
И50-14 |
- |
- |
22 4623 0400 03 |
|
Э50-1 |
- |
22 4623 0401 02 |
|
|
И60-12 |
- |
- |
22 4623 0500 00 |
|
Э60-1 |
- |
22 4623 0501 10 |
|
|
ИТ-105 |
- |
- |
22 4623 0600 08 |
|
Т-50 |
- |
22 4623 0601 07 |
|
|
ИО45-12 |
- |
- |
22 4623 0800 02 |
|
948 |
Высший |
22 4623 0801 01 |
|
|
948 |
Первый |
22 4623 0802 00 |
|
|
О-40 |
- |
- |
22 4623 0900 10 |
|
ОМ-40 |
Высший |
22 4623 0901 09 |
|
|
ОМ-40 |
Первый |
22 4623 0902 08 |
|
|
239, 239/1; 288; 288/1 |
Высший |
22 4623 0903 07 |
|
|
239; 239/1; 288; 288/1 |
Первый |
22 4623 0904 06 |
|
|
239ГС, 288ГС |
Высший |
22 4623 0905 05 |
|
|
239ГС, 288ГС |
Первый |
22 4623 0906 04 |
|
|
239/1НМ, 288/1НМ |
Высший |
22 4623 0907 03 |
|
|
239/1НМ, 288/1НМ |
Первый |
22 4623 0908 02 |
|
|
О-50 |
- |
- |
22 4623 1000 00 |
|
301 |
Высший |
22 4623 1001 10 |
|
|
301 |
Первый |
22 4623 1002 09 |
|
|
О-55 |
- |
- |
22 4623 1100 08 |
|
1183 |
Высший |
22 4823 1101 07 |
|
|
1183 |
Первый |
22 4623 1102 06 |
|
|
1182 |
Высший |
22 4623 1103 05 |
|
|
1182 |
Первый |
22 4623 1104 04 |
|
|
ОМБ-60 |
- |
- |
22 4623 1200 05 |
|
М317 |
- |
22 4623 1201 04 |
|
|
ОНМ-50 |
- |
- |
22 4623 1400 10 |
|
М620 |
- |
22 4623 1401 09 |
|
|
ОНЗ-40 |
- |
- |
22 4623 1300 02 |
|
М258 |
- |
22 4623 1301 01 |
(Измененная редакция, Изм. № 8).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической промышленности СССР
РАЗРАБОТЧИКИ
Ю.В. Овчинников, В.В. Гузеев, В.И. Афанасьева, М.Н. Рафиков, Л.К. Белякова, Л.А. Карачева, В.С. Ковальчук, В.Д. Карагодина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 13.12.72 № 2254
Изменение № 9 принято Межгосударственным Советом по стандартизации, метрологии и сертификации от 21.10.94 протокол № 6
За принятие проголосовали:
|
Наименование национального органа стандартизации |
|
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 5960-51
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
|
ГОСТ 262-79 |
|||
|
ТУ 25-1819.0021-90 |
|||
|
|
|
5. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ (декабрь 2003 г.) с Изменениями № 3, 4, 5, 6, 7, 8, 9, утвержденными в октябре 1977 г., марте 1983 г., январе 1983 г., мае 1985 г., декабре 1986 г., декабре 1988 г., феврале 1996 г. (ИУС 11-77, 4-80, 5-83, 8-85, 4-87, 3-89, 5-96)