Государственный комитет СССР
по делам строительства
(Госстрой СССР)
инструкция
по технологии изготовления
конструкций
и изделий из плотного силикатного бетона
СН 529-80
Утверждена постановлением
Государственного комитета СССР
по делам строительства
от 23 октября 1980 г. № 168
МОСКВА СТРОЙИЗДАТ 1981
Инструкция по технологии изготовления конструкций и изделий из плотного силикатного бетона СН 529-80/Госстрой СССР. - М.: Стройиздат, 1981. - 28 с.
Регламентирует требования по технологии изготовления конструкций и изделий из плотного силикатного бетона. Приведены технические требования к исходным сырьевым материалам: параметры вяжущего и бетонных смесей, способы их приготовления и контроля; параметры формирования и уплотнения смесей, параметры автоклавной обработки. Рассмотрены методы контроля качества изделий и правила их приемки.
Для инженерно-технических работников заводов-изготовителей строительных конструкций.
Инструкция разработана НИИСКом Госстроя СССР, ВНИИстромом им. П.П. Будникова Минстройматериалов СССР и ВНИИПО МВД СССР.
Редакторы - инж. Г.М. Гунько (Госстрой СССР, кандидаты техн. наук В.И. Скатынский, Е.И. Яикота, инж. С.М. Финкельштейн (НИИСК Госстроя СССР), кандидаты техн. наук П.М. Зильберфанб, С.М. Медин, Е.Н. Леонтьев (ВНИИстром им. П.П. Будникова Минстройматериалов СССР), д-р техн. наук проф. А.И. Яковлев (ВНИИПО МВД СССР).
|
Государственный комитет СССР по делам строительства (Госстрой СССР) |
Строительные нормы |
СН 529-80 |
|
Инструкция по технологии изготовления конструкций и изделий из плотного силикатного бетона |
- |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция содержит основные требования по производству крупноразмерных конструкций и изделий из силикатного бетона плотной структуры (проектных марок по прочности на сжатие от М150 до М700).
Плотный силикатный бетон - искусственный каменный материал, получаемый в результате автоклавного твердения бетонных смесей, приготовленных из известково-кремнеземистых вяжущих, заполнителей и воды.
1.2. Изготовление конструкций и изделий из плотного силикатного бетона должно производиться по утвержденным и установленном порядке технологическим картам, составленным применительно к условиям конкретного производства и вида конструкций и изделий.
1.3. Конструктивные характеристики плотного силикатного бетона должны соответствовать главе СНиП по проектированию бетонных и железобетонных конструкций из плотного силикатного бетона.
|
Внесены НИИСКом Госстроя СССР и ВНИИстромом им. П.П. Будникова Минстройматериалов СССР |
Утверждена постановлением Государственного комитета СССР по делам строительства от 23 октября 1980 г. № 168 |
Срок введения в действие 1 июля 1981 г. |
2. МАТЕРИАЛЫ И ТРЕБОВАНИЯ К НИМ
2.1. Для приготовления силикатного бетона плотной структуры следует применять вяжущие, получаемые на основе известковых и кремнеземистых материалов, заполнители и воду.
Известково-кремнеземистые вяжущие
2.2. Известково-кремнеземистым вяжущим материалом является продукт совместного тонкого измельчения негашеной воздушной кальциевой извести или вяжущих известково-белитового типа (известь гидравлическая и известково-белитовое вяжущее) с кремнеземистыми материалами, которые вступают между собой в химическое взаимодействие в процессе автоклавной обработки. Допускается использование воздушной магнезиальной и доломитовой извести, удовлетворяющей требованиям ГОСТ 9179-77, если она получена обжигом в кипящем слое или во взвешенном состоянии и по заключению научно-исследовательских организаций пригодна в производстве изделий из плотного силикатного бетона. В состав вяжущих вводятся также добавки для регулирования сроков схватывания, повышения размолоспособности и пластификации. В качестве кремнеземистых компонентов используются:
песок кварцевый, кварцево-полевошпатовый или полиминерального состава, отходы горнообогатительных комбинатов;
шлаки - все разновидности гранулированных шлаков (металлургии, энергетики и электротермического производства фосфора) и доменные медленно охлажденные (отвальные) шлаки.
2.3. Инструкция предусматривает применение известково-кремнеземистого вяжущего следующих видов:
известково-песчаного, приготовленного на основе воздушной кальциевой, магнезиальной или доломитовой извести и песка;
известково-песчаного, приготовленного на основе вяжущих известково-белитового типа (известь гидравлическая, получаемая из мергелизованных карбонатных пород естественного состава и известково-белитовое вяжущее, получаемое из искусственных карбонатно-кремнеземистых смесей);
известково-шлакового приготовленного на основе воздушной извести и шлаков.
2.4. Известь воздушная кальциевая, магнезиальная и доломитовая должна удовлетворять требованиям ГОСТ 9179-77 для всех трех сортов с длительностью гидратации не более 25 мин.
Известь гидравлическая, получаемая из мергелизованных карбонатных пород естественного состава, должна удовлетворять требованиям ГОСТ 917977 или извести двух видов - слабо- и сильногидравлической.
Известково-белитовое вяжущее, получаемое из искусственных карбонатно-кремнеземистых смесей, должно удовлетворять требованиям ТУ 21-31-80.
2.5. Песок, используемый в качестве компонента вяжущего, должен удовлетворять требованиям ОСТ 21-1-80, применительно к изделиям из плотного силикатного бетона.
2.6. Шлаки должны соответствовать ГОСТ 3476-74 и удовлетворять следующим требованиям:
содержание сернистых и сернокислых примесей в пересчете на SO3 - не более 2 %;
содержание загрязняющих примесей не допускается.
2.7. Гипсовый камень, используемый для регулирования сроков гидратации вяжущего и повышения его размолоспособности, должен удовлетворять требованиям ГОСТ 413-74.
2.8. Подготовки материалов, используемых для приготовления вяжущего, состоит из следующих операций:
известковые материалы и гипсовый камень измельчают до предельной крупности кусков 25 мм, а шлак - до предельной крупности 10 мм;
для отделения металлических примесей из шлака его подвергают электромагнитной сепарации;
песок карьерной влажности просеивают через виброгрохот с отверстиями 10 мм; мерзлый песок до поступления в расходные бункера необходимо отогревать;
шлак влажностью более 2 %, в целях улучшения условий работы мельниц, подлежит сушке; во избежание ухудшения качества доменных гранулированных шлаков (их расстекловывания) температура шлака при выходе из сушильного агрегата не должна превышать 150 °С.
2.9. Все компоненты вяжущего дозируются по весу.
Для известковых материалов, гипсового камня и шлака точность дозирования ±2 %, для песка ±3 %. Компоненты вяжущего в заданном соотношении поступают в мельницу без предварительного перемешивания или после кратковременного перемешивания в смесителе непрерывного или периодического действия и совместно измельчаются. В случае, когда карьерная влажность песка не обеспечивает получение вяжущего с заданной степенью гидратации в нем окиси кальция, песок дополнительно увлажняют или недостающее количество воды вводят в питатель или мельницу.
2.10. В целях обеспечения санитарно-гигиенических норм в производственных помещениях питатели, транспортные устройства по передвижению смеси компонентов вяжущего к мельнице и бункера перед ней уплотняют и снабжают аспирацией.
2.11. Измельчение материалов производят в шаровых мельницах. При использовании извести с нестабильными свойствами вяжущее необходимо усреднять в гомогенизаторах, в которых осуществляется механическое и пневматическое перемешивание продукта помола.
2.12. Основные требования к вяжущим для получения бетонов марок от М150 до М700 приведены в табл. 1.
Таблица 1
|
Компоненты известково-кремнеземистых вяжущих и требования к ним |
Единица измерения |
Известково-кремнеземистые вяжущие на основе |
|||
|
воздушной извести |
вяжущих известково-белкового типа |
||||
|
известково-песчаное |
известково-шлаковое |
известково-белито-песчаное |
|||
|
1. |
Известь воздушная (кальциевая, магнезиальная и доломитовая) |
% по массе |
31 - 47 |
8 - 10 |
- |
|
В том числе в пересчете на CaO + MgO активную |
То же |
25 - 38 |
6,4 - 8 |
- |
|
|
Песок |
То же |
68 - 51 |
22 - 10 |
- |
|
|
Гипсовый камень |
То же |
2 (0) |
0 - 5 |
- |
|
|
Шлаки |
То же |
- |
70 - 75 |
||
|
Вяжущее известково-белитового типа, получаемое из карбонатных пород естественного состава или из искусственных карбонатно-кремнеземистых смесей |
То же |
- |
- |
40 - 70 |
|
|
В том числе в пересчете на свободную СаО |
То же |
- |
- |
14 - 35 |
|
|
Песок |
То же |
- |
- |
30 - 60 |
|
|
Гипсовый камень |
То же |
- |
- |
0 - 1,5 |
|
|
2. |
Тонкость помола |
||||
|
По удельной поверхности: |
|||||
|
известково-кремнеземистого вяжущего, не менее |
тыс. см2/г |
5 (4) |
5 |
4 |
|
|
измельченного песка: |
|||||
|
не менее |
» |
1 (1,8) |
- |
1 |
|
|
не более |
» |
2,5 (2) |
- |
2,5 |
|
|
измельченного шлака: |
|||||
|
не менее |
» |
- |
2 |
||
|
не более |
» |
- |
3 |
- |
|
|
По остатку известково-кремнеземистого вяжущего на сите № 009, не более |
% |
8 (15) |
8 |
8 |
|
|
По содержанию зерен активных СаО + МgО крупнее 0,3 мм не более |
% |
0,5 (не нормируется) |
0,5 |
0,2 |
|
|
3. |
Степень гидратации окиси кальция в известково-кремнеземистом вяжущем из мельницы - Са(ОН)2 по отношению к общему содержанию СаО активной или СаО свободной |
% |
40 - 80 (до 30) |
40 - 80 |
|
|
4. |
Начало схватывания известково-кремнеземистого вяжущего, не менее |
мин. |
20 (не нормируется) |
20 |
20 |
Примечания: 1. Валовое содержание воздушной извести (п. 1, а) указано из условия содержания активных СаО + МgО в количестве 80 %. При ином содержании активных СаО + МgО оно соответственно корректируется.
2. В известково-шлаковое вяжущее для получения бетона марок более М300 вводят добавку молотого песка в количестве 10 % при использовании кислого шлака и 20 % при использовании основного шлака, без изменения наименования вяжущего.
3. Методика определения удельной поверхности молотого песка, остатка извести на сите № 02, степени гидратации окиси кальция и содержания СаО свободной проводятся в прил. 2 - 7.
4. В скобах указаны требования к вяжущим, которые используются при втором (гидратном) способе приготовления бетонных смесей (п. 3.2). Все остальные требования относятся к вяжущим, которые используются при первом и втором способах приготовления бетонной смеси.
2.13. Состав вяжущего выбирают с учетом требований, предъявляемых к конструкциям и изделиям. Вяжущие с повышенным содержанием активной или свободной СаО (30 % и более) необходимо применять при изготовлении конструкций и изделий для зданий I, II и III степени огнестойкости. Для таких изделий степень гидратации СаО в вяжущем должна быть не менее 70 %. При изготовлении других изделий содержание активной или свободной СаО и степень гидратации СаО в вяжущем назначаются в зависимости от необходимости получения бетона требуемой прочности и плотности при наилучших технико-экономических показателях. Для получения бетонов повышенной жесткости применяют вяжущее с меньшим содержанием активной или свободной СаО (до 30 %).
Заполнители
2.14. Для приготовления мелкозернистого плотного силикатного бетона применяются рядовые природные или искусственные пески, которые должны удовлетворять требованиям ОСТ 21-2-80.
2.15. Допускается использование смеси мелкого и крупного заполнителя, удовлетворяющего требованиям ГОСТ 10268-70, если применение последнего оправдано технико-экономическими показателями:
Вода
2.16. Применяемая для приготовления вяжущего и бетонных смесей вода должка удовлетворять требованиям ГОСТ 23732-79.
Арматура
2.17. Для армирования конструкций и изделий из плотного силикатного бетона применяют арматуру и закладные детали в соответствии с техническими требованиями ГОСТ 10922-75.
3. ПРИГОТОВЛЕНИЕ БЕТОННЫХ СМЕСЕЙ
3.1. При приготовлении бетонной смеси вяжущее и песок дозируются по весу, вода - по весу или объему. Точность дозирования вяжущего и воды ±2 %, песка ±3 %.
3.2. Бетонные смеси па основе известково-песчаного и известково-белито-песчаного вяжущего приготовляются двумя способами:
1) с сохранением эффекта гидратационного схватывания окиси кальция в бетонной смеси;
2) с полной гидратацией окиси кальция в пушонку без эффекта схватывания (гидрататный способ).
Бетонные смеси на основе известково-шлакового вяжущего готовят только по первому способу.
3.3. По первому способу все компоненты бетонной смеси (вяжущее, заполнитель, вода) перемешиваются в смесителе (например, типа С-356, СБ-93, С-951) в один прием и затем используются для формования.
Загрузку компонентов бетонной смеси в смеситель производят в следующем порядке: заполнитель, вяжущее. После кратковременного перемешивания (30 с) подают воду. Общая продолжительность перемешивания 3 - 4 мин.
Для ускорения процесса гидратации извести и повышения прочности бетона-сырца следует применять воду, подогретую до 40 - 80 °С.
3.4. Приготовление бетонной смеси по второму способу осуществляется в два приема. Вначале готовится смесь вяжущего, песка и воды, которая после тщательного перемешивания в смесителях выдерживается в силосах до полной гидратации извести. Количество вводимой воды определяется ее потребностью на реакцию гидратации извести, испарение в окружающую среду и обеспечение остаточной влажности в 2,5 - 3 %.
Выдержанная в силосах смесь подлежит вторичному перемешиванию с добавлением в нее воды в количестве, обеспечивающем получение бетонной смеси требуемой консистенции.
Перемешивание компонентов бетонной смеси осуществляется в смесителях непрерывного или периодического действия.
3.5. Бетонная смесь, приготовленная по первому способу, при укладке и форму должна иметь температуру 20 - 25 °С. Это обеспечивает получение бетона-сырца прочностью, достаточной для предотвращения появления трещин при транспортировании отформованных изделий и образования дефектов на поверхности изделий от капели в начальной стадии их тепловой обработки. Температура смеси, приготовленной по гидратному способу, не регламентируется.
3.6. Для пластификации бетонной смеси с водой вводят пластифицирующие добавки - кремнийорганические жидкости (ГКЖ-10 и ГКЖ-11) по ТУ 6-02-696-72, синтетическую пластифицирующую добавку (СПД) по ТУ 38-101-253-72 и поверхностно-активный щелок по ТУ 6-03-26, триэтаноламин по ТУ 6-02-916-74.
3.7. Состав бетонной смеси может быть подобран по любому известному методу, позволяющему получить бетон, удовлетворяющий заданным техническим требованиям. Следует при этом учитывать минимально допускаемые величины содержания вяжущего в бетонной смеси, которые зависят от крупности песка-заполнителя и способа приготовления ее. Крупность песка-заполнителя определяется по ГОСТ 8736-77.
При первом способе подготовки бетонной смеси минимальные расходы вяжущего, кг/м3:
для крупного песка ..................................... 200;
для песка средней крупности ......................230;
для мелкого и очень мелкого песка ........... 280.
Минимальное содержание в бетонной смеси активной СаО + МgО при использовании воздушной извести и свободной СаО в случае применения вяжущих известково-белитового типа составляет соответственно 4 и 2 %.
Для бетонов, приготовленных по второму (гидратному) способу, расходные нормы вяжущего устанавливаются исходя из минимального содержания активной СаО + МgО - 5 %, а свободной окиси кальция - 3 %.
Примеры подбора состава бетона приводятся в прил. 8.
3.8. Удобоукладываемость бетонной смеси назначают в зависимости от конфигурации и размера изделий, насыщенности арматурой и способов уплотнения. Она характеризуется показателями жесткости и определяется на приборе ВНИИстрома (прил. 9). Для изделий, применяемых в зданиях I, II и III степеней огнестойкости, показатель жесткости смеси при сплошном их сечении должен быть не менее 30 с и при пустотных - 20 с.
3.9. Бетонная смесь, поступающая на формовочный пост, должна сохранять однородность при транспортировании и укладке. Смеси, приготовленные по первому способу, должны быть использованы для формования изделий не позднее, чем через 30 - 60 мин. Меньшая продолжительность выдерживания смесей относится к вяжущим со степенью гидратации окиси кальция до 60 %, а до 60 мин - к вяжущим с более высокой степенью гидратации окиси кальция, а также к известково-шлаковым вяжущим, содержащим небольшое количество негашеной извести и при подготовке бетонной смеси по второму способу.
3.10. Излишки и просыпи бетонной смеси могут быть использованы при формовании следующей формы, для чего их следует вернуть в бетономешалку или раздаточный бункер бетоноукладчика. Засыпка излишков на дно формы не допускается.
4. ИЗГОТОВЛЕНИЕ АРМАТУРНЫХ СЕТОК И КАРКАСОВ
4.1. Арматура и закладные детали должны соответствовать рабочим чертежам изделий, а сварные арматурные сетки должны изготовляться согласно требованиям ГОСТ 8478-66.
4.2. С целью обеспечения проектного положения арматуры необходимо установить фиксаторы. Расстояние между фиксаторами по длине ненапрягаемой арматуры должно составлять:
при Æ 3 - 4 мм ............ 0,4 - 0,5 м;
при Æ 5 - 6 мм............. 0,6 - 0,8 м;
при Æ 8 - 12 мм............ 0,8 - 1,2 м.
4.3. Коррозионная стойкость арматуры в конструкциях и изделиях из плотного силикатного бетона зависит от плотности бетона, наличия защитного слоя бетона и условия эксплуатации изделий. Толщина защитного слоя бетона должна соответствовать указанной в рабочих чертежах.
4.4. Защита арматуры при определенных условиях эксплуатации конструкций и изделий, предусмотренных СН 165-76, производится специальными антикоррозионными средствами.
4.5. При изготовлении предварительно напряженных конструкций и изделий натяжение арматуры следует производить в соответствии с проектом.
5. ФОРМОВАНИЕ КОНСТРУКЦИЙ И ИЗДЕЛИЙ
5.1. Конструкции и изделия из плотного силикатного бетона формуют по агрегатно-поточной и конвейерной технологии. Выбор технологических методов формования зависит от вида конструкций и изделий и обосновывается технико-экономическим расчетом.
5.2. Конструкции и изделия из плотного силикатного бетона формуют в стальных формах. Формы изготовляют в соответствии с ГОСТ 18886-73*.
5.3. Перед формованием поддоны и бортоснастка должны быть тщательно очищены и смазаны.
5.4. Для укладки бетонных смесей следует применять специальные бетоноукладчики и другие механизмы с рабочими органами, обеспечивающими равномерное распределение смеси по всей площади изделия.
Укладка бетонной смеси в формы должна производиться при высоте свободного падения смеси не более 1 м.
5.5. Формование изделий из силикатного бетона производят с использованием виброформовочных машин и установок. Выбор формовочного оборудования производится с учетом номенклатуры конструкций и изделий, их геометрических размеров и массы. Параметры виброуплотнения: частота колебаний 2300 - 3000 в мин, амплитуда 0,6 - 0,8 мм. Распределение амплитуд колебаний по площади формы должно быть равномерным, отклонения величины амплитуды в отдельных точках от среднего значения должны быть не более 20 %.
5.6. При толщине изделий 14 см и более необходимо уплотнять бетонную смесь дополнительно поверхностной вибрацией или другими способами, обеспечивающими равномерность уплотнения.
5.7. Продолжительность уплотнения смеси 60 - 90 с в зависимости от ее жесткости.
5.8. Имеющиеся в конструкциях и изделиях вкладыши могут извлекаться сразу же после окончания процесса формования.
5.9. Лицевая поверхность конструкций и изделий должна быть откалибрована и отделана в процессе формования с помощью калибровочной заглаживающей установки, снабженной срезывающим шнеком или виброрейкой.
5.10. Формы с изделиями следует устанавливать плавно без толчков и ударов с помощью траверсы на вагонетку в штабеля с прокладками, обеспечивающими опирание формы на четыре точки. Зазор между поддоном и изделием должен быть в пределах 1 - 3 мм. Сверху на штабель форм устанавливается теплоизолирующий щит, обеспечивающий равные условия нагрева и остывания всех изделий.
5.11. Конструкции и изделия, отформованные из бетонных смесей по первому способу, должны загружаться в автоклав не ранее чем через 3 ч после окончания формования. При втором способе приготовления бетонных смесей нет необходимости в выдержке изделий.
6. АВТОКЛАВНАЯ ОБРАБОТКА КОНСТРУКЦИЙ И ИЗДЕЛИЙ
6.1. Конструкции и изделия подвергают автоклавной обработке насыщенным паром при избыточном давлении 0,8 - 1,2 МПа.
6.2. Режим автоклавной обработки при минимальной его продолжительности должен обеспечивать заданную прочность бетона, не вызывая образования дефектов в конструкциях и изделиях.
6.3. Продолжительность изотермического периода приведена в табл. 2.
Продолжительность изотермического периода в каждом конкретном случае подлежит уточнению в производственных условиях при освоении технологии, а в последующем при изменениях характеристики сырья, номенклатуры изделий и основных технологических параметров.
Таблица 2
|
Продолжительность изотермического периода, ч, при автоклавировании при температуре (давление избыточное) |
|||
|
175 °С (0,8 МПа) |
183 °С (1,0 МПа) |
191 °С (1,2 МПа) |
|
|
10 |
5 |
4 |
4 |
|
14 |
6 |
5 |
4 |
|
18 |
7 |
6 |
5 |
|
20 |
8 |
7 |
6 |
Примечания: 1. Указанная в таблице продолжительность изотермической выдержки изделий предусматривает применение в качестве компонента вяжущего песка с содержанием кварца не менее 70 %. При меньшем количестве кварца в песке продолжительность изотермической выдержки должна быть увеличена на 1 ч.
2. Продолжительность изотермического периода для пустотелых элементов с тонкими (до 10 см) перемычками принимают как для сплошных изделий толщиной 10 см.
3. При использовании вяжущих известково-белитового типа возможно сокращение указанной в таблице продолжительности изотермической выдержки при условии сохранения прочностных характеристик конструкций и изделий.
6.4. Подъем и снижение температуры среды в автоклаве следует производить равномерно в течение 2 - 3 ч; скорость изменения температуры среды при этом не должна превышать установленную ВНИИСтроммашем допустимую скорость нагрева корпуса автоклава.
6.5. Производительность источника пароснабжения и сечение паровой магистрали должны обеспечить подачу в автоклав в период подъема температуры среды необходимого количества пара без снижения давления в других работающих автоклавах.
6.6. Регулирование подачи пара в автоклав производят в соответствии с заданным режимом при помощи программных устройств.
6.7. Образующийся в процессе автоклавной обработки конденсат должен непрерывно удаляться из автоклава.
6.8. При совпадении периодов подъема давления в одном автоклаве и снижения в другом должен производиться перепуск пара.
7. ВЫГРУЗКА, РАСПАЛУБКА КОНСТРУКЦИЙ И ИЗДЕЛИЙ, РЕМОНТ ИХ ЛИЦЕВЫХ ПОВЕРХНОСТЕЙ
7.1. Выгружаемые из автоклава конструкции и изделия не должны подвергаться резкому охлаждению. Остывание конструкций и изделий должно происходить в неразобранных штабелях на вагонетках. Разборку штабелей форм с конструкциями и изделиями и снятие с верхнего изделия теплоизолирующего щита следует производить при разности температур поверхности изделий и цеха не более 40 °С.
7.2. Съем конструкций и изделий должен производиться без рывков и толчков. Съем стеновых панелей производят после кантования форм с изделиями в наклонное положение под углом 80 - 85 °С. При съеме стеновых панелей без квантования формы с изделием необходимо предварительно удалить борта формы у нижней грани изделия.
7.3. Ремонт изделий, имеющих околы, производится путём нанесения приготовленного строительного раствора на изделия после их автоклавной обработки.
Состав строительного раствора (весовые части):
песок ................................................. 2,6;
портландцемент .............................. 0,8;
глиноземистый цемент ................... 0,2;
ПВА .................................................. 0,05 - 0,1;
вода ................................................... 0,5 - 0,8.
8. XPAHЕНИЕ И ТРАНСПОРТИРОВАНИЕ КОНСТРУКЦИЙ И ИЗДЕЛИЙ
8.1. Готовые конструкции и изделия, рассортированные по маркам и партиям, должны храниться в штабелях на специально оборудованных складах.
8.2. Условия хранения и транспортирования конструкций и изделий, принятых ОТК, должны соответствовать требованиям ГОСТ 13015-75, а также ГОСТам и ТУ на конкретные виды изделий.
9. КОНТРОЛЬ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВА КОНСТРУКЦИЙ И ИЗДЕЛИЙ
9.1. Технический контроль технологического процесса производства конструкций и изделий из плотного силикатного бетона включает проверку:
качества исходного сырья (извести, шлака, песка и др.);
приготовления вяжущего и его качества;
приготовление бетонной смеси и ее свойств;
армирования;
параметров формования конструкций и изделий;
режима автоклавной обработки конструкций и изделий;
качества бетона в конструкциях и изделиях.
9.2. Для известковых материалов должны быть выполнены следующие анализы1:
определение содержания в воздушной извести (кальциевой, магнезиальной и доломитовой) активных CaO + MgO по ГОСТ 22688-77 (анализ производится при контрольной проверке поступившей партии и во время приготовления вяжущего);
определение содержания свободной СаО в вяжущем известково-белитового типа (прил. 7) (анализ производится при контрольной проверке поступившей партии и во время приготовления известково-белито-песчаного вяжущего).
1 Количество анализируемых проб определяется технологической картой производства.
9.3. Для песка, используемого в качестве компонента вяжущего, производят следующие анализы:
химический с обязательным определением несвязанного SiO2 (прил. 1), общего содержания SiO2, сернистых и сернокислых примесей по ГОСТ 2642.1-72;
определение содержания щелочных окислов (Na2O + K2O) с помощью пламенной фотометрии по ГОСТ 19609.5-79;
определение пылевидных, илистых и глинистых частиц методом отмучивания по ГОСТ 8735-75;
петрографический анализ с установлением содержания слюды по ГОСТ 8735-75;
определение содержания органических примесей колориметрическим методом по ГОСТ 8735-75 (анализ производят при контрольной проверке свойств песка, впервые используемого на данном предприятии).
9.4. Для песка, используемого в качестве заполнителя, помимо анализов, проводимых для песка-компонента вяжущего, должны быть определены удельный вес, объемная масса в насыпном и виброуплотненном состоянии, пустотность, зерновой состав и модуль крупности с помощью ситового анализа (по ОСТ 21-1-80). Хотя для песка-заполнителя и не нормируется содержание SiО2 (общего и несвязанного), этот анализ следует проводить с целью определения возможности использования одного и того же песка не только в качестве наполнителя, но и для приготовления вяжущего.
9.5. Для гипсового камня, применяемого при приготовлении вяжущего в качестве замедлителя гидратации извести, производится определение содержания двуводной сернокислой соли кальция СаSO4 2H2O по ГОСТ 4013-74. Качество гипсового камня проверяют в каждой новой поступившей партии.
9.6. Контроль качества шлака состоит в определении содержания сернистых и сернокислых примесей по ГОСТ 5382-73. Качество шлака проверяют при каждом изменении поставщика.
9.7. Контроль качества вяжущих производят во время их приготовления и после усреднения в гомогенизаторах. Во время приготовления вяжущего контролируется содержание активных СаО + МgO (свободной СаО) и степень гидратации окиси кальция (прил. 4 7) примерно один раз в течение 45 - 60 мин работы мельницы. После усреднения вяжущего контролируется содержание активных СаО + МgO (свободной СаО), степень гидратации извести и тонкость помола вяжущего и молотого песка (прил. 2 6) один раз после заполнения гомогенизатора. При отсутствии гомогенизатора производят те же определения, но чаще. Количество содержание активных СаО + МgO (свободной СаО) следует проверять не реже одного раза в смену и каждый раз после изменения состава готовящегося вяжущего.
9.8. Проверка качества сварки арматуры и сварных закладных деталей должна производиться по ГОСТ 10922-75.
9.9. Контроль качества предварительно напряженной арматуры производят в соответствии с инструкциями по технологии изготовления предварительно напряженных железобетонных конструкций.
9.10. Контроль приготовления бетонных смесей предусматривает проверку:
содержания активных СаО + МgO (при использовании воздушной извести) и свободной СаО при использовании гидравлической извести, не реже двух раз в смену;
содержания влаги - не реже двух раз в смену;
удобоукладываемости (прил. 9) - не реже одного раза в смену.
9.11. Контроль процесса (формования заключается в проверке: подготовленности форм, соответствия укладки арматуры требованиям проекта, соблюдения требований по режимам уплощения смеси, по отделке лицевой поверхности.
9.12. Контроль автоклавной обработки заключается в проверке работы программных регуляторов температуры и давления. Следует контролировать также соответствие продолжительности остывания изделий.
9.13. Прочность бетона проверяют испытанием контрольных кубов по ГОСТ 10180-78.
9.14. Испытание бетона на морозостойкость производят по ГОСТ 10060-76.
10. КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ И ИЗДЕЛИЙ, ПРАВИЛА ИХ ПРИЁМКИ
Правила приемки конструкции и изделий, а также методы их контроля качества и испытаний должны соответствовать государственным стандартам и техническим условиям, установленным на конкретные виды конструкций и изделий.
11. ОХРАНА ТРУДА, ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
При производстве изделий из плотного силикатного бетона необходимо руководствоваться правилами техники безопасности в соответствии с главой СНиП по технике безопасности в строительстве.
Кроме того, при работе по защите арматуры составами, содержащими органические растворители (цементно-полистирольные, цементно-перхлорвиниловые), необходимо выполнять следующие условия:
пользоваться специальной одеждой (комбинезонами, резиновыми фартуками, перчатками, сапогами и др.), а также распираторами и защитными очками;
помещения или посты, на которых производится эта работа, должны быть оборудованы вентиляцией;
на месте производства работ с этими составами следует иметь противопожарное оборудование (огнетушители, кошму, ящики с песком и т.д.);
бидоны с составами, содержащие органические растворители, нельзя освещать спичками и другими источниками огня во избежание взрыва;
запрещается курить и вести работы, связанные с искрообразованием, в местах нанесения защитных обмазок;
мастики и растворители следует транспортировать в герметически закрытой железной таре (бочках, бидонах) согласно правилам по перевозке огнеопасных материалов.
Приложение 1
Определение содержания в песке кварца (несвязанной SiО2)
Определение несвязанной SiО2 основано на обработке минеральной породы концентрированным раствором фосфорной кислоты удельного веса 1,78 - 1,80 при температуре 250 - 280 °С. При этих условиях все минеральные составляющие породы переходят в растворимое состояние, а свободный кремнезем не подвергается воздействию фосфорной кислоты и остается в осадке. Важным условием является соблюдение концентрации фосфорной кислоты - удельного веса 1,78 - 1,80. Фосфорная кислота более низкого удельного веса не разлагает в должной мере глинистые материалы.
Необходимые реактивы:
кислота ортофосфорная по ГОСТ 6552-58, плотностью 1,78 - 1,80;
натрий углекислый по ГОСТ 83-79, 5 %-ный раствор;
кислота соляная по ГОСТ 3118-77, 5 %-ный раствор;
кислота фтористоводородная по ГОСТ 10484-78, 40 %-ный раствор.
Навеску 0,5 - 1,0 г, предварительно высушенную при 110 °С, помещают в платиновую чашку вместимостью 50 мл и прокаливают в муфельной печи в течение часа при температуре 500 - 600 °С.
После охлаждения в чашку медленно наливают 25 мл ортофосфорной кислоты плотностью 1,78 - 1,80, и содержимое чашки перемешивают платиновым шпателем, а затем помещают в термостат или муфельную печь и выдерживают при 250 - 280 °С в течение 30 мин, периодически перемешивая 2 - 3 раза платиновым шпателем.
По охлаждении в чашку наливают 30 мл дистиллированной воды и переводят осадок в стакан вместимостью 500 мл. Осадок тщательно смывают со стенок чашки дистиллированной водой, доводят объем до 300 мл, тщательно перемешивают и оставляют на 12 ч для отстаивания мелких частиц кремнезема.
Фильтрат отделяют от осадка на воронке Бюхнера (по ГОСТ 9147-73) с помощью вакуум-насоса. На воронку укладывают двойной беззольный фильтр: один маленький по диаметру воронки, а второй несколько больше, чтобы он был загнут и касался стенок воронки.
Осадок на воронке промывают 3 - 4 раза 5 %-ным раствором соляной кислоты и 3 - 4 раза горячей водой, а затем вместе с фильтром переносят в фарфоровую чашку.
Осадок в чашке обрабатывают 100 мл 5 %-ного раствора соды. После окончания промывания содой производят пятикратную обработку осадка 5 %-ным раствором соляной кислоты и 8 - 10 раз кипящей дистиллированной водой.
Промытый осадок с фильтром переносят во взвешенный платиновый тигель, озоляют при низкой температуре и прокаливают при температуре 1050 - 1100 °С до постоянной массы.
Для проверки чистоты полученного кремнезема, прокаленный осадок обрабатывают 10 мл плавиковой кислоты с добавлением 4 - 5 капель концентрированной серной кислоты.
После отгонки SiО2 плавиковой кислотой определяют количество примесей, захваченных осадком, и вычитают их массу из массы осадка. Содержание кварца (несвязанной SiО2) определяют по формуле:
SiО2несвяз
= ![]() %,
%,
где а - масса после прокаливания, г;
А - масса навески, г.
Приложение 2
Определение удельной поверхности измельченного песка в вяжущем
Удельную поверхность молотого песка определяют путем измерения скорости прохождения воздуха через слой материала на приборе ПСХ-4.
Отделение молотого песка из вяжущего производят следующим образом: берут навеску известково-песчаного вяжущего в количестве 30 г, высыпают в химический стакан, куда небольшими порциями наливают горячую 10 %-ную соляную кислоту, взятую в количестве 100 мл. Содержимое перемешивают стеклянной палочкой до прекращения газовыделения.
После этого стакан нагревают на плитке с асбестовой прокладкой до кипения. Затем смесь взбалтывают и фильтруют. Измельченный песок, оставшийся на фильтровальной бумаге, промывают теплой водой до получения нейтральной реакции.
Осадок на фильтре высушивают в сушильном шкафу при температуре 110 °С до постоянной массы. Пробу из этого осадка подвергают анализу на приборе ПСХ-4, снабженном соответствующей инструкцией.
Приложение 3
Определение содержания в вяжущем зерен активных CaO + MgO (CaOсвоб) крупнее 0,2 мм
Усредненную пробу вяжущего массой 100 г просеивают через сито № 02.
В остатке определяют содержание активных CaO + MgO по ГОСТ 22688-77 (CaOсвоб по ТУ 21-31-34-80), Расчет содержания в вяжущем активных CaO + MgO (CaOсвоб) крупнее 0,2 мм производят по формуле
![]()
где h - содержание активных CaO +MgO (CaOсвоб) крупнее 0,2 мм, %;
N - остаток вяжущего на сите № 02, %;
A - содержание активных CaO + MgO (CaOсвоб) в остатке на сите № 02, %.
Приложение 4
Определение степени гидратации извести в вяжущем по тепловыделению
Определение степени гидратации извести в вяжущем по тепловыделению производят по установленным ранее для разных составов вяжущего эталонным кривым зависимости
b = f(Dt),
где b - степень гидратации извести в вяжущем, %;
Dt - разница между максимальной температурой гидратации вяжущего и исходной температурой суспензии вяжущего, °С.
Для построения эталонных кривых следует использовать известково-кремнеземистое вяжущее трех составов с содержанием активной СаО порядка 25, 30 и 35 % с применением извести и песка конкретного предприятия. Для определения степени гидратации извести берут навеску вяжущего и воды по 20 г и готовят суспензию в сосуде Дьюара. Начальные температуры вяжущего и воды должны быть равными 20°С. Колбу сосуда закрывают пробкой с плотно вставленным термометром на 100 °С и оставляют в покое. Отсчет температуры прекращают после начала ее снижения, фиксируют максимальную температуру гидратации извести - t °Смакс. Рассчитывают Dt = t °Смакс - t °Снач.
Одновременно определяют степень гидратации извести по аналитическому методу (прил. 5).
По экспериментальным данным строят эталонные кривые зависимости Dt от степени гидратации извести для каждого из исследуемых составов (рис. 1).
Рис. 1. Эталонные кривые зависимости тепловыделения (Dt, °С) и степени гидратации извести в вяжущем (b, %)
1 - активный СаО в вяжущем - 25 %; 2 - активный СаО в вяжущем - 30 %; 3 - активный СаО в вяжущем - 35 %
Описываемый метод не отличается большой точностью и применяется в качестве экспресс-метода во время контроля свойств вяжущего в процессе его приготовления. Определяя во время помола содержание активной СаО в вяжущем и величину Dt, корректируют в нужном направлении дозировку компонентов вяжущего (песка, извести и воды) для получения вяжущего заданного состава и степени гидратации извести.
Приложение 5
Определение степени гидратации извести в вяжущем аналитическим методом
Фарфоровый тигель, предварительно высушенный в термостате при 120 °С в течение 30 мин, охлаждают в эксикаторе 20 мин и взвешивают на аналитических весах вместе с тонкой стеклянной палочкой длиной 1 - 4 см.
Навеску вяжущего 3 г высыпают в тигель и взвешивают вместе с палочкой на аналитических весах. Во взвешенную пробу вливают 3 мл дистиллированной воды, перемешивают стеклянной палочкой, которую оставляют в тигеле, высушивают пробу в термостате в течение 1 ч при 120 °С, первые 30 мин тигель накрывают крышкой. Затем охлаждают пробу в эксикаторе в течение 20 мин и взвешивают. Для проверки полноты высушивания дополнительно сушат пробу в течение 30 мин. После получении постоянной массы определяют степень гидратации и вяжущем:

где b - количество гидратной извести, т.е. извести, находящейся в виде Са(ОН)2, по отношению к общему содержанию активной СаО в вяжущем, %;
Р - навеска исследуемого материала, г;
DР - изменение массы материала при высушивании, г;
А - содержание активной СаО в вяжущем, %.
Приложение 6
Определение степени гидратации извести в вяжущим методом прокаливания
Определение степени гидратации извести в вяжущем производят путем определения в нем связанной воды и активной окиси кальция. Для определения связанной воды пробу вяжущего предварительно высушивают в сушильном шкафу при температуре 105 - 110 °С в течение 2 ч и охлаждают в эксикаторе с поглотителем влаги (прокаленных хлористый кальций, натронная известь).
В предварительно прокаленный и взвешенный платиновый или фарфоровый тигель, отвешивают 1 - 2 г высушенной пробы вяжущего и помещают на 2 ч в муфельную печь, нагретую до температуры 520 ± 10 °С. Тигель с навеской охлаждают в герметически закрытом эксикаторе с поглотителем влаги, а затем взвешивают.
Содержание гидратной воды определяют по формуле
![]()
где W - содержание гидратной воды, г, на 1 г вяжущего;
а - навеска вяжущего, г;
b - навеска вяжущего после прокаливания, г.
Определение общего содержания активной окиси кальция в вяжущим осуществляют по сахаратному способу в соответствии с ГОСТ 2268-77. Степень гидратации извести в вяжущем рассчитывают по формуле
где b - степень гидратации извести в вяжущем, %;
А - содержание активной СаО, %;
0,32 - количество воды на гидратацию 1 г СаО;
W - содержание гидратной воды, г.
Приложение 7
Определение содержания свободной окиси кальция в известково-белито-песчаных вяжущих
Применяемые реактивы и растворы:
сахароза по ГОСТ 5833-75, 10 %-ный раствор,
фенолфталеин по ГОСТ 5850-72, 1 %-ный спиртовой раствор,
соляная кислота по ГОСТ 31 18-77, 1 н. титрованный раствор.
Навеску вяжущего около 2 г помещают в коническую колбу вместимостью 250 мл, добавляют 100 мл раствора сахарозы, плотно закрывают пробкой и энергично взбалтывают в течение 15 мин.
Для улучшения перемешивания в колбу предварительно помещают 3 - 5 стеклянных бус или оплавленных стеклянных палочек длиной 5 - 7 мм.
Содержимое колбы фильтруют на воронке Бюхнера с применением вакуум-насоса. Стенки колбы и остаток на фильтре промывают 10 %-ным раствором сахарозы из промывалки по 3 - 4 раза (примерное количество раствора сахарозы для промывки - 100 мл). В фильтрат добавляют 2 - 3 капли фенолфталеина и титруют 1 н. раствором соляной кислоты. Титрование производят по каплям до исчезновения розовой окраски. Количество свободной окиси кальция в процентах вычисляют по формуле
![]() ,
,
где V - объем 1 н. раствора соляной кислоты, пошедшей на титрование мл.;
ТСаО - титр 1 н. раствора соляной кислоты, выраженный в г СаО;
G - масса навески вяжущего, г.
Приложение 8
Подбор состава бетона
1. Бетонные смеси готовят по первому способу (см. разд. 3).
Исходными данными для назначения состава бетона являются: требуемая марка бетона, требуемая удобоукладываемость смеси, характеристика исходных материалов, давление пара и продолжительность изотермической выдержки.
В основу описываемого способа подбора состава силикатного бетона заложена взаимосвязь между прочностью бетона и вяжущеводным отношением:
![]() ,
,
где R - прочность бетона;
B - вяжущее;
W - вода.
Вначале определяют свойства исходных материалов. Если они соответствуют требованиям, приведенным в настоящей Инструкции, подбор состава бетона ограничивается изготовлением образцов-кубов из бетонных смесей разного состава без изготовления крупноразмерных изделий требуемой номенклатуры.
Учитывая, что состав вяжущего и тонкость измельчения его компонентов при принятом режиме автоклавной обработки определяют реакционную способность измельченной смеси, в целях выбора наиболее рационального состава силикатного бетона с меньшим расходом цементирующего вещества, при подборе состава бетона варьируют составами вяжущего, отличающимися соотношением в них СаО:SiO2.
В первых опытах по подбору состава бетонов марок от М150 до М500 следует использовать вяжущее с содержанием активной СаО 35 ± 3 % и тонкостью измельчения по удельной поверхности молотого песка для марок М150 - 200 в пределах 1000 - 1300 см2/г, для более высоких марок - 1500 - 2200 см2/г; степень гидратации извести в вяжущем в пределах 60 - 80 %. В экспериментах по подбору состава бетона необходимо соблюдать следующие условия:
удобоукладываемость смесей назначать с учетом принятых на производстве средств уплотнения и типа формуемого изделия, его конфигурации, степени армирования и пр.;
уплотнение бетонных смесей производить теми же средствами, которые приняты при изготовлении изделий на предприятии (например, на виброплощадке с теми же динамическими параметрами вибрации); продолжительность уплотнения смесей назначать с учетом достижения максимальной объемной массы бетона (60 - 90 с);
формовать образцы тех же размеров, какие будут приняты на производстве при контроле прочности бетона;
гидротермальную обработку образцов производить по режиму, принятому на производстве или заложенному в проекте,
Зависимость между прочностью бетона и В/W на определенном участке представляет собой прямую, поэтому для ее построения достаточно иметь две точки. Однако в целях контроля для построения такой зависимости необходимо иметь три точки.
В соответствии с этим на основе вяжущего изготовляют образцы из бетонных смесей трех составов. При постоянстве показателей жесткости смесей они будут отличаться по расходу вяжущего и его составляющих, а также по значениям В/W.
Для удобства расчетов при проведении экспериментов задаются различными значениями содержания активной СаО в бетонной смеси с тем, чтобы получить разные прочности бетона - например 4,0; 5,5 и 7,0 %; величину В/W определяют фактическую по выявленным в опыте расходам вяжущего и воды.
При расчете сухих компонентов бетонной смеси на 1 замес следует исходить из того, что суммарное количество вяжущего и песка-заполнителя на 1 л бетонной смеси (с учетом возможных потерь при изготовлении образцов) составит 2,4 кг. Тогда для изготовления трех образцов-близнецов с общим объемом, V потребуется
В + П = 2,4V,
где V - объем трех образцов, л;
В - расход вяжущего на 1 замес, кг;
П - расход песка на 1 замес, кг.
Для каждого состава бетонной смеси расход вяжущего на 1 замес определяется по формуле
 ,
,
где aб - принятое содержание активной СаО в бетоне;
aв - содержание активной СаО (свободной СаО) в используемом вяжущем
Расход песка на 1 замес: П = 2,4 - В.
Количество воды затворения подбирают из условия получения бетона требуемой жесткости, контролируемой показателем жесткости (см. прил. 9). Ориентировочно содержание воды в бетонной смеси, уплотняемой вибрацией, в зависимости от свойств материалов и консистенции бетонкой смеси изменяется в пределах 8 - 12 % от веса сухих компонентов.
Для вычисления расхода материалов на 1 м3 бетона при изготовлении образцов определяется объемная масса уплотненной бетонной смеси. Для этого необходимо взвесить форму без смеси, а затем ту же форму - с уплотненной бетонной смесью.
Объемная масса уплотненной бетонной смеси gб.см определяется следующим образом:
gб.см = ![]() ,
,
где Q1 - масса формы без смеси, кг;
Q2 - масса формы с уплотненной бетонной смесью, кг;
V - объем формы, л.
Расход материалов, кг/м3, бетона составит:
вяжущего
![]() ×1000;
×1000;
песка-заполнителя
![]() ×1000;
×1000;
воды
![]() ×1000.
×1000.
Величины В, Н и W расход вяжущего, песка и воды на 1 замес.
Через сутки после окончания автоклавной обработки образцы освобождают от форм, взвешивают и определяют объемную массу отвердевшего бетона и предел прочности его при сжатии.
По полученным значениям прочности бетона в пересчете на марку (Rб), расхода вяжущего (В) и величины вяжуще-водного отношения (В/W) строят графики зависимостей:
Rб = f (В/W); В = f (В/W).
На основании построенных графиков, представляющих собой отрезки прямых, не проходящих через начало координат, для бетона требуемой марки определяют величины В/W и В и рассчитывают содержание активной СаО в бетонной смеси.
В случае, если бетон требуемой марки не получен на основе исследуемого вяжущего, следует либо изменить его состав (уменьшить в нем содержание активной), либо повысить дисперсность молотого песка в нем (в пределах, указанных в табл. 1).
Таблица 1
|
Содержание активной СаО в бетонной смеси |
Влажность бетонной смеси |
В W |
Состав смеси по весу, кг* |
Вес, кг |
|||||
|
вяжущее |
песок |
вода |
формы |
формы с бетоном |
бетона в объеме формы |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
36,6 |
4,0 |
7,6 |
1,43 |
0,79 230 |
6,41 1873 |
0,55 162 |
7,555 |
14,350 |
6,795 |
|
36,6 |
5,5 |
8,0 |
1,88 |
1,08 315 |
6,12 1782 |
0,575 168 |
10,300 |
17,100 |
6,800 |
|
36,6 |
7,0 |
8,4 |
2,27 |
1,375 402 |
5,82 1720 |
0,605 178 |
7,960 |
14,870 |
6,910 |
Продолжение табл. 1
|
Объемная масса сырца, кг/м3 |
Бетонные образцы |
||||||
|
Размеры, см |
Вес, кг |
Объемная масса, кг/м3 |
Предел прочности при сжатии, МПа |
||||
|
a |
b |
h |
фактический |
в пересчете на кубы с ребром 15 см |
|||
|
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
|
10,1 |
10 |
10,1 |
2115 |
2070 |
37,8 |
||
|
2265 |
10 |
10 |
10 |
2100 |
2100 |
39,2 |
|
|
10 |
10 |
10 |
2095 |
2095 |
35,2 |
||
|
Сред. |
2090 |
37,4 |
34,0 |
||||
|
9,9 |
10 |
10 |
2115 |
2140 |
51,3 |
||
|
2265 |
10 |
10 |
10 |
2125 |
2125 |
46,8 4 |
|
|
10 |
10 |
10 |
2130 |
2130 |
47, |
||
|
Сред. |
2130 |
48,2 |
43,8 |
||||
|
10,1 |
10 |
10 |
2175 |
2130 |
56,2 |
||
|
2300 |
10 |
10 |
10 |
2150 |
2150 |
61,7 |
|
|
10 |
10 |
10 |
140 |
2140 |
16,6 |
||
|
Сред. |
2140 |
58,5 |
53,2 |
||||
* Над чертой - расход материала на 1 замес, под чертой - на 1 м3 бетона.
Поясним предложенное конкретным примером.
Для изготовления панелей внутренних стен толщиной 16 см требуется применять силикатный бетон марки М300 с показателем жесткости 20 с.
Для приготовления вяжущего используют известь с содержанием в ней активной окиси кальция 80 %. Основные показатели свойств песка, применяемого в качестве компонента вяжущего:
песок очень мелкий, Мк - 1,11;
содержание SiO2несвяз - 94,8 %;
органические примеси - светлее эталона;
отмучиваемые пылевидные, глинистые и илистые примеси - 0,5 %.
Свойства песка заполнителя:
содержание SiO2несвяз - 56,8 %;
модуль крупности - 3,1;
содержание отмучиваемых примесей - 2,7 %.
Таким образом, песок как компонент вяжущего и как заполнитель удовлетворяет нормативным требованиям.
Применение разных песков для приготовления вяжущего и в качестве заполнителя обусловлено тем, что последний, вследствие большой крупности, нецелесообразно подвергать измельчению, если имеются карьеры более мелкого песка, тем более с повышенным содержанием SiO2несвяз.
Учитывая требования к прочности бетона (марка М300) и свойства сырья (высокое содержание кварца в песке-компоненте вяжущего, крупный песок-заполнитель хорошей гранулометрии) принимают состав вяжущего по содержанию активной СаО, близкий к верхнему пределу - 38 %, а степень измельчения вяжущего по удельной поверхности молотого песка, равной 1500 см2/г.
В рассматриваемом примере фактическое содержание активной СаО в вяжущем составило 36,6 %, а удельная поверхность молотого песка - 1500 см2/г.
На основе исследуемых материалов (вяжущего и песка) были приготовлены бетонные смеси с содержанием активной СаО 4; 5,5 и 7 % с одинаковым показателем жесткости - 20 с. Уплотнение смесей осуществлялось вибрацией при частоте колебаний 2800 в мин и амплитуде 0,7 - 0,8 мм. Изготовляли кубы с ребром 10 см. Автоклавирование производили при 1,0 МПа с изотермической выдержкой 4 ч.
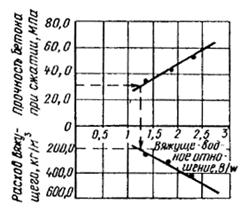
Рис. 2. Зависимость прочности бетона от вяжуще-водного отношения (В/W)
Результаты опытов по подбору состава бетона приведены в табл. 1 и на рис. 2, где по оси абсцисс отложена величина Rб, равная прочности бетона в кубах с ребром 10 см, умноженной на коэффициент 0,91 в соответствии с ГОСТ 10180-78. Опыты показали, что даже при самом меньшем значении B/W для состава бетона с содержанием активной СаО - 4 % получен бетон с прочностью 340 кгс/см2, т.е. выше требуемой.
По данным рис. 2 находим, что бетон марки М300 получается при величине B/W равной 1,28 и расходе вяжущего на 1 м3 бетона - 200 кг/м3, из них извести 200 × 36,6/80 = 92 кг/м3 и молотого песка 200 - 92 = 108 кг/м3.
Расход воды на кубометр бетона составляет 200/1,23 = 156 л, а суммарное количество сухих компонентов:
gсырца - W = 2260 - 156 = 2104 кг.
Содержание извести в бетоне рекомендуемого состава:
aб.см =
![]() = 3,5
%; принимаем минимально допускаемое - 4 %.
= 3,5
%; принимаем минимально допускаемое - 4 %.
В рассматриваемом примере бетон марки М300 получен при небольшом расходе вяжущего и содержании извести в бетонной смеси вследствие использования благоприятного сырья, характеристика которого была приведена выше.
Подобранный состав бетона проверяется испытанием контрольных образцов, изготовляемых одновременно с крупными изделиями, и в случае надобности корректируется. При необходимости установления оптимальной продолжительности выдержки изделий при постоянном давлении, опыты по подбору состава бетона проводятся при автоклавировании образцов с разными сроками изотермического периода.
Влияние состава бетонной смеси на прочность бетона во многом зависит от свойств сырья, в частности от содержания кварца в песке-компоненте вяжущего и песке заполнителе и пр. не исключено, что в некоторых случаях изменения в составе бетонной смеси в пределах, приведенных в рассмотренном выше примере, могут практически не отразиться на прочности бетона. В таком случае, естественно, выбирается состав бетона, обеспечивающий получение требуемой марки при минимальном расходе вяжущего.
2. Бетонные смеси готовят по второму способу (см. разд. 3).
Для расчета расхода материалов на 1 м3 бетонной смеси исходными данными являются:
марка бетона;
объемная масса бетона, кг/м;
содержание активных СаО + МgО в бетонной смеси (aсм), %;
масса 1 м3 бетона (Рб), кг;
содержание тонкомолотого кварцевого песка (Пм), %;
величина водотвердого отношения (В/Т).
Кроме того, устанавливают количество извести по содержанию активной СаО + МgО (aи), %.
Потребность в активной СаО + МgО извести, кг, рассчитывается по формуле
![]()
Потребность в валовой извести определяется по формуле
![]() кг.
кг.
Потребность в молотом песке определяется по формуле
![]() кг.
кг.
Затраты воды на гидратацию извести рассчитываются по формуле
![]() кг.
кг.
Состав вяжущего и бетонной смеси назначается с учетом требуемой прочности бетона, руководствуясь данными приведенными в табл. 2.
Таблица 2
|
Содержание в бетонной смеси, % |
||
|
активной СаО |
молотого песка |
|
|
150 |
5 - 6 |
5 - 6 |
|
200 |
6,5 - 7 |
6 - 8 |
|
300 |
7 - 8 |
8 - 10 |
Расход гидратированного вяжущего на приготовление 1 м3 бетона рассчитывается по формуле рвяж = Ив + Рм + Вг, кг. Масса сухого карьерного песка определяется по формуле
![]() = gб - (рвяж
+ Вмех) кг,
= gб - (рвяж
+ Вмех) кг,
где Вмех - свободная влага, содержащаяся в бетоне, кг, определяется по формуле
Вмех = ![]()
где Wб - остаточная влажность бетона через сутки после автоклавирования, %.
Масса карьерного песка естественной влажности рассчитывается по формуле
![]() кг,
кг,
где Wп - влажность песка, %.
По данным расчета приготовляют бетонные смеси и формуют лабораторные образцы при принятом значении В/Т и В/Т ± 0,02. После уплотнения определяют объемную массу сырого бетона, рассчитывают объемную массу автоклавированного бетона.
При недостаточном уплотнении бетонной смеси производят повторную формовку, увеличивая величину В/Т на 0,01 до получения бетона удовлетворительной плотности. Через сутки после автоклавирования образцы испытывают на прочность при сжатии. При соответствии прочности бетона требованиям проекта бетонная смесь принимается в производство. В случае меньшей прочности бетона состав бетонной смеси корректируют за счет изменения содержания извести, молотого песка и воды. В первую очередь изменяют В/Т, затем повышают содержание молотого песка и содержание активных СаО + МgО, т.е. расход вяжущего.
Пример расчета состава бетонной смеси
Проектируемая марка бетона - 200.
Объемная масса бетона gб = 1950 кг/м3.
Содержание активных СаО + МgО в извести - 75 %.
Ориентировочная величина В/Т в пределах 0,10 - 0,14.
Содержание в бетонной смеси активных CaO + MgO и содержание молотого песка принимаем ориентировочно по табл. 2: Асм = 6,5 %, Пм = 6 %.
Равновесная влажность бетона Вмех = 5 %
Определяет потребность в активной СаО + МgО:
![]() кг
кг
Определяем вес извести по валу:
![]() кг.
кг.
Определяем потребность в сухом молотом песке:
![]() кг.
кг.
Определяем вес карьерного песка, расходуемого на приготовление вяжущего при Wп = 3 %:
![]() кг.
кг.
Вес вяжущего, расходуемого на изготовление 1 м бетона:
рвяж = Ив + ![]() = 169 + 121 = 290 кг.
= 169 + 121 = 290 кг.
Общие затраты воды на гидратацию вяжущего:
![]() = 0,32×127 = 41 кг.
= 0,32×127 = 41 кг.
Потребность в дополнительной воде на реакцию гидратации:
![]() =
=![]() ‑ (
‑ (![]() ‑ рм) = 41 ‑
(121 ‑ 117) = 41 ‑ 4 = 37 кг.
‑ рм) = 41 ‑
(121 ‑ 117) = 41 ‑ 4 = 37 кг.
Вес вяжущего после завершения процесса гидратации извести:
![]() = рвяж +
= рвяж + ![]() = 290 + 37 = 327
кг.
= 290 + 37 = 327
кг.
Вес сухого песка-заполнителя:
![]() = gб ‑ (
= gб ‑ (![]() + Вмех) = 1950 ‑ (327 +
+ Вмех) = 1950 ‑ (327 + ![]() ×5) = 1950 ‑ 424 =
×5) = 1950 ‑ 424 =
= 1526 кг.
Вес песка-заполнителя при Wп = 3%.
![]() кг.
кг.
Вес воды в карьерном песке-заполнителе:
Вкар
= ![]() ‑
‑
![]() =
1572 ‑ 1526 = 46 кг
=
1572 ‑ 1526 = 46 кг
Общая потребность в формовочной воде при В/Т ¾ 0,10; 0,12; 0,14:
Вобщ = Рсух В/Т = (![]() +
+ ![]() ) В/Т = 1852 В/Т;
) В/Т = 1852 В/Т;
Вобщ.1 = 1852 × 0,10 = 185 л;
Вобщ.2 = 1852 × 0,12 = 222 л;
Вобщ.3 = 1852 × 0,14 = 259 л;
Расход компонентов бетонной смеси на 1 м3 бетона:
известь воздушная, кг.................................... 169;
песок молотый, сухой, кг.............................. 117;
вода на гидратацию
активных СаО + МgО, л................................ 41;
песок-заполнитель (сухой), кг...................... 1526;
Вода, л, при В/Т:
0,10.................................................... 185;
0,12.................................................... 222;
0,14.................................................... 259.
Приложение 9
Способ определения жесткости бетонных смесей и устройство для его осуществления
1. Жесткость бетонной смеси Ж характеризуется временем вибрации с, необходимым для полного уплотнения бетонной смеси, уложенной в цилиндре прибора для определения жесткости (рис. 3).
2. Уплотнение бетонной смеси в приборе производят на лабораторной виброплощадке, которая с установленным на ней прибором без бетонной смеси должна обеспечивать вертикально направленные колебания с частотой 2800 - 3000 в 1 мин и амплитудой 0,5 мм.
Рис. 3. Прибор для определения жесткости известково-песчаной бетонной смеси
1 - плита; 2 - цилиндр; 3 - крышка; 4 - диск; 5 - штанга; 6 - стрелка
3. Виброплощадка должна иметь устройства, обеспечивающие при испытании бетонной смеси жесткое крепление прибора к поверхности стола виброплощадки.
4. Цилиндр прибора изготовляют из листовой стали. Внутренняя сторона цилиндра должна иметь гладкую поверхность, степень шероховатости которой не должна быть более 40 мк.
5. Общая масса диска 4 и штанги 5 со стрелкой-указателем 6 прибора должна составлять 1750 ± 50 г.
6. Определение жесткости бетонной смеси производят следующим образом:
вначале очищают и протирают влажной тканью все соприкасающиеся с бетонной смесью поверхности прибора;
прибор устанавливают на виброплощадку и жестко закрепляют опорную плиту 1, на которой крепят цилиндр 2;
цилиндр заполняют бетонной смесью путем свободного засыпания ее кельмой с высоты 1 - 5 см; избыток смеси срезают металлической линейкой вровень с верхними краями цилиндра;
на уложенную в цилиндре смесь устанавливают диск прибора 4 со штангой 5, проходящей через крышку 3, затем крышку закрепляют на цилиндре. После этого одновременно включают виброплощадку и секундомер и наблюдают за уплотнением смеси в цилиндре по перемещению стрелки-указателя 6 в прорези вертикальной части крышки прибора;
бетонную смесь вибрируют в цилиндре до полного ее уплотнения, которое определяется прекращением перемещения стрелки-указателя. В момент полного уплотнения смеси выключают виброплощадку и секундомер. Полученное время, с, от начала до конца уплотнения характеризует жесткость бетонной смеси.
жесткость бетонной смеси вычисляют с точностью до 1 с как среднее арифметическое результатов двух определений жесткости из одной пробы смеси, отличающихся между собой не более чем на 20 %; при большем расхождении результатов определения повторяют.
СОДЕРЖАНИЕ