МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ
И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND
CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
ТРУБЫ СТАЛЬНЫЕ
ДЛЯ ПРОМЫСЛОВЫХ
ТРУБОПРОВОДОВ
Технические условия
|
|
Москва Стандартинформ 2013 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны», Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 15 марта 2012 г. № 49)
За принятие проголосовали:
|
Краткое наименование страны по MK (ИСО 3166) 004-97 |
Код страны по MK (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргызстандарт |
|
Россия |
RU |
Росстандарт |
4 Настоящий стандарт подготовлен на основе применения национального стандарта Российской Федерации ГОСТ Р 53580-2009 «Трубы стальные для промысловых трубопроводов. Технические условия»
5 Приказом Федерального агентства по техническому регулированию и метрологии от 5 июня 2013 г. № 141-ст межгосударственный стандарт ГОСТ 31443-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2014 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
В настоящем стандарте учтены изменения металлургических технологий в части обеспечения высокого качества сталей по содержанию вредных примесей, газов, неметаллических включений, в части обеспечения однородности металла и снижения ликвационной неоднородности, что является определяющим показателем эксплуатационной надежности промысловых труб, используемых в нефтяной и газовой промышленности.
В настоящий стандарт внесен ряд новых требований, которые отличают его от действующих межгосударственных стандартов, в частности:
- технические требования к трубной продукции сведены к двум уровням требований УТП1 и УТП2, соответствующим различным уровням требований по химическому составу, механическим и коррозионным свойствам;
- взамен марок сталей введены классы прочности труб;
- класс прочности (КП) соответствует минимальному напряжению начала пластической деформации, равной 0,5 %.
ГОСТ 31443-2012
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ ДЛЯ ПРОМЫСЛОВЫХ ТРУБОПРОВОДОВ
Технические условия
Steel pipes for crafts pipelines. Specifications
Дата введения - 2014-01-01
1 Область применения
Настоящий стандарт распространяется на бесшовные и сварные стальные трубы и устанавливает требования к трубам для промысловых трубопроводов нефтяной и газовой промышленности, эксплуатируемых при температуре до минус 60 °С.
2 Определение соответствия
2.1 Единицы измерения
В настоящем стандарте используют единицы измерений международной системы СИ.
2.2 Округление
Если в настоящем стандарте не указано иное, то для определения соответствия установленным требованиям измеренные или рассчитанные значения должны быть округлены с точностью до ближайшего правого разряда в числах.
2.3 Соответствие настоящему стандарту
Для обеспечения соответствия требованиям настоящего стандарта следует применять систему менеджмента качества.
В договоре может быть указано, что ответственность за соблюдение всех требований настоящего стандарта возлагается на изготовителя. Потребитель имеет право проводить любые исследования, подтверждающие соблюдение изготовителем установленных требований, и забраковывать любой материал, не отвечающий этим требованиям.
3 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3728-78 Трубы. Метод испытания на загиб
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ ИСО 10124-2002 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений1)
_________
1) На территории Российской Федерации действует ГОСТ Р ИСО 10124-99 «Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений».
ГОСТ ИСО 10543-2002 Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии2)
_________
2) На территории Российской Федерации действует ГОСТ Р ИСО 10543-99 «Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии».
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Методы фотоэлектрического спектрального анализа
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
ГОСТ 31458-2012 Трубы стальные и изделия из труб. Документы о приемочном контроле
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
4 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
4.1 бесшовная труба; БТ: Труба без сварного шва, полученная по технологии формообразования в горячем состоянии, после которого может быть проведена холодная прокатка или отделка в холодном состоянии для получения нужной формы, размеров и свойств.
4.2 состояние после прокатки: Состояние труб при поставке без использования какого-либо специального вида прокатки и/или термообработки.
4.3 класс прочности трубы: Значение уровня прочности трубы.
4.4 дефект: Несовершенство размера или плотность залегающих несовершенств, выходящие за критерии приемки, установленные настоящим стандартом.
4.5 закалка и отпуск: Термообработка, заключающаяся в закалочном упрочнении с последующим отпуском.
4.6 изготовитель: Фирма, компания или корпорация, отвечающая за изготовление и маркировку продукции в соответствии с требованиями настоящего стандарта.
Примечание - Изготовителем может быть трубный завод или обрабатывающее предприятие.
4.7 калибровка прибора: Настройка прибора для проведения неразрушающего контроля по арбитражному эталонному значению.
4.8 контроль: Измерение, исследование, испытание, взвешивание или контроль эталоном одной или нескольких характеристик изделия и сравнение полученных результатов с установленными требованиями для определения соответствия.
4.10 неразрушающий контроль: Контроль труб для выявления несовершенств при помощи рентгенографии, ультразвуковой дефектоскопии или иного метода, указанного в настоящем стандарте, который не приводит к изменению, нагружению или разрушению материалов.
4.11 несовершенство: Несплошность или неоднородность стенки изделия или его поверхности, определяемые методами контроля по настоящему стандарту.
4.12 обрабатывающее предприятие: Фирма, компания или корпорация, которая эксплуатирует оборудование для термообработки или отделки труб, изготовленных трубным заводом.
4.13 окончательная холодная обработка: Холодная обработка (обычно холодное волочение) с остаточной деформацией более 1,5 %.
Примечание - Именно величина остаточной деформации отличает эту операцию от холодного экспандирования или калибровки в холодном состоянии.
4.14 подрез: Канавка, проплавленная в основном металле у кромки лицевой поверхности сварного шва и не заполненная наплавленным металлом.
4.15 показание: Данные, полученные при неразрушающем контроле.
4.16 потребитель: Сторона, ответственная как за формулирование требований в заказе на поставку, так и за платеж по этому заказу.
4.17 по согласованию: Должно быть согласовано изготовителем и потребителем и указано в заказе на поставку.
4.18 прихваточный шов: Прерывистый или непрерывный сварной шов, используемый для выравнивания примыкающих кромок до момента выполнения окончательного сварного шва.
4.19 прокатка с нормализацией: Прокатка, при которой окончательную деформацию проводят в определенном интервале температур, что позволяет достичь такого же состояния материала, как после нормализации, причем заданные механические свойства должны сохраняться даже после последующей нормализации.
4.20 промежуточный класс прочности: Класс прочности между классами прочности, указанными в настоящем стандарте.
4.21 расслоение: Внутреннее расслоение в металле, которое создает слои, обычно параллельные поверхности трубы.
4.22 сварная труба: Труба КОС, КОСС, КОСП, ВЧС, ДСФ, ДСФС или ДСФП.
4.23 труба КОС: Труба с одним или двумя продольными швами или одним спиральным швом, изготовленная сочетанием дуговой сварки металлическим электродом в среде защитного газа и дуговой сварки под флюсом, причем наплавленный валик шва дуговой сварки металлическим электродом в среде защитного газа не удаляется полностью проходами сварки под флюсом.
4.24 труба КОСС: Труба с одним спиральным швом, изготовленная сочетанием дуговой сварки металлическим электродом в среде защитного газа и дуговой сварки под флюсом, причем наплавленный валик шва дуговой сварки металлическим электродом в среде защитного газа не удаляется полностью проходами сварки под флюсом.
4.25 труба КОСП: Труба с одним или двумя продольными швами, изготовленная сочетанием дуговой сварки металлическим электродом в среде защитного газа и дуговой сварки под флюсом, причем наплавленный валик шва дуговой сварки металлическим электродом в среде защитного газа не удаляется полностью проходами сварки под флюсом.
4.26 труба ВЧС: Труба, изготовленная методом сварки током частотой 70 кГц и более.
4.27 труба ДСФ: Труба с одним или двумя продольными швами или одним спиральным швом, изготовленная методом электродуговой сварки под флюсом.
4.28 труба ДСФС: Труба с одним спиральным швом, изготовленная методом электродуговой сварки под флюсом.
4.29 труба ДСФП: Труба с одним или двумя продольными швами, изготовленная методом электродуговой сварки под флюсом.
4.30 составная труба (труба с кольцевым швом): Два отрезка трубы, соединенные или сваренные вместе изготовителем.
4.31 состояние поставки: Изготовление труб с соответствующей термообработкой.
4.32 стыковой шов соединения рулонного или листового проката: Сварной шов, соединяющий кромки рулонного или листового проката.
4.33 тело трубы: У бесшовных труб - вся труба; у сварных труб - вся труба, за исключением сварных швов и зоны термического влияния.
4.34 термомеханическое формообразование: Процедура формообразования труб в горячем состоянии, при которой окончательная деформация выполняется в определенном интервале температур, что позволяет получить материал с определенными свойствами, которые невозможно обеспечить или воспроизвести только за счет термообработки; после такой деформации проводят охлаждение, иногда на более высокой скорости, с последующим отпуском или без отпуска, включая самоотпуск.
Примечание - Последующая термообработка при температуре выше 580 °С может понизить значения прочностных характеристик.
4.35 термомеханическая прокатка: Процедура горячей прокатки рулонного или листового проката, при которой окончательная деформация выполняется в определенном интервале температур, что позволяет получить материал с определенными свойствами, которые невозможно обеспечить или воспроизвести только за счет термообработки; после такой деформации проводят охлаждение, иногда на более высокой скорости, с последующим отпуском или без отпуска, включая самоотпуск.
Примечание - Последующая термообработка при температуре выше 580 °С может понизить значения прочностных характеристик.
4.36 трубный завод: Фирма, компания или корпорация, которая эксплуатирует оборудование для изготовления труб.
4.37 условия эксплуатации: Условия применения, указанные потребителем в заказе на поставку.
4.38 формоизменение с нормализацией: Процедура формоизменения, при которой окончательную деформацию проводят в определенном интервале температур, что позволяет достичь такого же состояния материала, как после нормализации, причем заданные механические свойства должны сохраняться даже после последующей нормализации.
4.39 химический состав продукции: Химический состав материала трубы, рулонного или листового проката.
4.40 холодноэкспандированная труба: Труба, наружный диаметр которой был увеличен по всей длине при рабочей температуре стана путем приложения внутреннего гидростатического давления в закрытых штампах или при помощи механического устройства для внутреннего экспандирования.
4.41 холоднодеформированная труба: Труба, наружный диаметр которой был окончательно увеличен или уменьшен на части ее длины или по всей длине при рабочей температуре стана после формоизменения.
4.42 холодное формообразование: Процедура формообразования рулонного или листового проката в трубу без нагрева.
4.43 шов КОС: Продольный или спиральный шов, полученный сочетанием дуговой сварки металлическим электродом в среде защитного газа и дуговой сварки под флюсом (причем наплавленный валик шва дуговой сварки металлическим электродом в среде защитного газа не удаляется полностью проходами сварки под флюсом).
4.44 шов ВЧС: Продольный шов, полученный методом электросварки.
4.45 шов ДСФ: Продольный или спиральный шов, полученный методом электродуговой сварки под флюсом.
4.46 электросварка: Способ получения сварного шва путем контактной электросварки сопротивлением, при которой свариваемые кромки механически прижимают друг к другу, а тепло для сварки выделяется вследствие сопротивления приложенному или наведенному электрическому току.
4.47 электродуговая сварка металлическим электродом в среде защитного газа: Технология сварки, при которой плавление и соединение металлов проводится за счет их нагрева электрической дугой или дугами между расходной электродной проволокой и заготовкой, при этом дуга и расплавленный металл защищаются подаваемым извне газом или газовой смесью.
4.48 электродуговая сварка под флюсом: Технология сварки, при которой плавление и соединение металлов происходит за счет их нагрева электрической дугой или дугами между расходуемым металлическим электродом или электродами без покрытия и заготовкой, при этом дуга и расплавленный металл защищаются слоем гранулообразного флюса.
5 Обозначения и сокращения
5.1 Обозначения
В настоящем стандарте применены следующие обозначения:
а - длина торцевого шва рулонного или листового проката;
δ - относительное удлинение после разрыва, округленное до целого числа, %;
Agb - размер оправки для испытания на направленный загиб;
AL - площадь внутреннего поперечного сечения трубы, мм2;
АР - площадь поперечного сечения стенки трубы, мм2;
AR - площадь поперечного сечения торцевого прижима, мм2;
В - расстояние между плитами гибочного пресса или опорами при испытании на направленный загиб;
Сэкв - углеродный эквивалент;
Рcm - параметр стойкости против растрескивания;
d - расчетный внутренний диаметр трубы, мм;
D - наружный диаметр трубы, мм;
Da - обозначенный изготовителем наружный диаметр после деформации, мм;
Db - обозначенный изготовителем наружный диаметр до деформации, мм;
f - частота, Гц (цикл в секунду);
KV - работа удара полноразмерного образца с V-образным надрезом (CVN);
L - длина трубы, м;
Р - давление гидростатического испытания, МПа;
PR - внутреннее давление на торцевой прижим, МПа;
r - радиус;
rа - радиус оправки для испытания на направленный загиб;
rb - радиус гибочного пресса для испытания на направленный загиб;
σв - предел прочности на растяжение;
σт0,5 - предел текучести (суммарное удлинение 0,5 %);
sr - коэффициент деформации;
S - напряжение в окружном направлении для гидростатического испытания;
t - толщина стенки трубы, мм;
tmin - минимально допустимая толщина стенки трубы, мм;
Vt - поперечная скорость распространения ультразвука, м/с;
W - заданный наружный диаметр муфты;
ε - деформация;
λ - длина волны;
ρ1 - масса на единицу длины трубы с гладкими концами.
5.2 Сокращения
В настоящем стандарте применены следующие сокращения:
ВЧС - сварка труб в процессе изготовления током высокой частоты;
ДСФП - дуговая сварка под флюсом в процессе изготовления труб с продольным швом;
ДСФС - дуговая сварка под флюсом в процессе изготовления труб со спиральным швом;
КОСП - комбинированный метод сварки в процессе изготовления труб с продольным швом;
КОСС - комбинированный метод сварки в процессе изготовления труб со спиральным швом;
УТП - уровень требований к продукции;
CTOD - раскрытие в вершине трещины;
CVN - V-образный надрез;
EDI - электронный обмен данными;
HAZ - зона термического влияния;
НВ - твердость по Бринеллю;
HIC - водородное растрескивание;
HRC - твердость по шкале С Роквелла;
HV - твердость по Виккерсу;
IQI - эталон качества изображения;
SSC - сульфидное растрескивание под напряжением;
SWC - ступенчатое растрескивание;
Т2, Т3 - тип ренгеновской пленки.
6 Классы прочности труб и состояние поставки
6.1 Классы прочности труб
6.1.1 Классы прочности труб уровня УТП1 должны соответствовать таблице 1. Обозначение класса прочности представляет собой сочетание букв и цифр. Класс прочности идентифицирует уровень прочности труб и связан с химическим составом стали.
Таблица 1 - Классы прочности труб и состояние поставки
|
Состояние поставки1) |
Класс прочности трубы2),3) |
|
|
УТП1 |
В состоянии после прокатки, прокатки с нормализацией, нормализации или формообразования с нормализацией |
КП 175 |
|
КП 210 |
||
|
В состоянии после прокатки, прокатки с нормализацией, термомеханической прокатки, термомеханического формообразования, формообразования с нормализацией, нормализации, нормализации и отпуска или по согласованию закалки и отпуска - только для бесшовных труб |
КП 245 |
|
|
В состоянии после прокатки, прокатки с нормализацией, термомеханической прокатки, термомеханического формообразования, формообразования с нормализацией, нормализации, нормализации и отпуска или закалки и отпуска |
КП 290 |
|
|
КП 320 |
||
|
КП 360 |
||
|
КП 390 |
||
|
КП 415 |
||
|
КП 450 |
||
|
КП 485 |
||
|
УТП2 |
В состоянии после прокатки |
КП 245 П |
|
КП 290 П |
||
|
В состоянии после прокатки с нормализацией, формообразования с нормализацией, нормализации или нормализации и отпуска |
КП 245 Н |
|
|
КП 290 Н |
||
|
КП 320 Н |
||
|
КП 360 Н |
||
|
КП 390 Н |
||
|
КП 415 Н |
||
|
В состоянии после закалки и отпуска |
КП 245 Т |
|
|
КП 290 Т |
||
|
КП 320 Т |
||
|
КП 360 Т |
||
|
КП 390 Т |
||
|
КП 415 Т |
||
|
КП 450 Т |
||
|
КП 485 Т |
||
|
КП 555 Т |
||
|
В состоянии после термомеханической прокатки или термомеханического формообразования |
КП 245 М |
|
|
КП 290 М |
||
|
КП 320 М |
||
|
КП 360 М |
||
|
КП 390 М |
||
|
КП 415 М |
||
|
КП 450 М |
||
|
КП 485 М |
||
|
1) Состояние поставки определяет изготовитель для обеспечения требуемого уровня механических характеристик продукции. 2) Промежуточные классы прочности устанавливают по согласованию, но в формате, указанном в настоящей таблице. 3) Буквы П, Н, Т, М у классов прочности труб обозначают состояние поставки. |
||
6.1.2 Классы прочности труб уровня УТП2 должны соответствовать таблице 1 Обозначение класса прочности представляет собой сочетание букв и цифр. Класс прочности идентифицирует уровень прочности труб и связан с химическим составом стали. Класс прочности трубы дополнительно содержит буквы П, Н, Т или М, которые указывают на состояние поставки (таблица 3).
Примечание - Возможно использование труб УТП2 с особыми требованиями, приведенными в приложении Д.
6.2 Состояние поставки
6.2.1 Если конкретное состояние поставки не указано в заказе на поставку, то состояние поставки труб УТП1 по каждой заказанной позиции должен выбирать изготовитель. Состояние поставки должно соответствовать требованиям таблиц 1 и 3.
6.2.2 В случае труб УТП2 состояние поставки должно соответствовать требованиям заказа на поставку по классу прочности.
7 Информация, которая должна быть предоставлена потребителем
7.1 Общая информация
Заказ на поставку должен содержать следующую информацию:
а) количество (например, общая масса или общая длина труб);
б) УТП (1 или 2);
в) тип трубы (таблица 2);
г) обозначение настоящего стандарта;
д) класс прочности трубы (6.1 или А.4.1.1, приложение А);
е) наружный диаметр и толщину стенки (9.10.1.2);
ж) длину и тип длины (произвольная или приблизительная) (9.10.1.3, 9.10.3.3 и таблица 11);
и) подтверждение применимости отдельных приложений настоящего стандарта.
7.2 Дополнительная информация
В заказе на поставку должно быть указано, какие из следующих положений применяются к конкретной позиции заказа:
а) позиции, которые должны быть согласованы в обязательном порядке, если применимы:
1) промежуточные классы прочности [таблица 1, сноска 2)];
2) химический состав для труб стандартных и промежуточных классов прочности (9.2.1, 9.2.2);
3) химический состав для труб толщиной стенки t > 25,0 мм (9.2.3);
4) предельные углеродные эквиваленты для труб уровня УТП2 класса прочности КП 415 Н (таблица 5);
5) предельные углеродные эквиваленты для труб уровня УТП2 класса прочности КП 555 Т (таблица 5);
6) предельные углеродные эквиваленты для бесшовных труб уровня УТП2 толщиной стенки t > 20,0 мм[таблица 5, сноска 1)];
7) допуск на диаметр и овальность концов для бесшовных труб толщиной стенки t > 25,0 мм [таблица 9, сноска 2)];
б) позиции, которые применяются в приведенной формулировке, если не согласовано иное:
1) диапазон коэффициентов деформации для холодноэкспандированных труб (8.9.2);
2) уравнение для определения коэффициента деформации (8.9.3);
3) предельные значения для химического состава труб уровня УТП1 (таблица 4);
4) предельные значения для химического состава труб уровня УТП2(таблица 5);
5) предельные отклонения длины труб произвольной длины [9.10.3.3, перечисление а)];
6) тип торцевой поверхности (9.11.3 или 9.11.4);
7) стандартные испытания на ударный изгиб с V-образным надрезом (CVN) (10.2.3.3, 10.2.4.3, Б.2.3.4.2 и Б.2.3.4.3, приложение Б);
8) ремонт холодноэкспандированных труб (В.4.2, приложение В);
в) позиции, которые применяются, если они согласованы:
1) состояние поставки (6.2 и таблица 1);
2) поставка бесшовных труб уровня УТП1 для класса прочности КП 245 в состоянии после закалки и отпуска (таблица 1);
3) поставка труб промежуточных классов прочности [таблица 2, сноска 1)];
4) поставка труб ДСФП с двумя швами [таблица 2, сноска 4)];
5) альтернатива заданной термообработке шва для труб уровня УТП1 (8.8.1);
6) поставка трубы ДСФС со стыковыми сварными швами рулонного или листового проката на концах труб (8.10.3);
7) температура испытаний на ударный изгиб образцов с V-образным надрезом (CVN) ниже 0 °С (9.8.2 и 9.8.3);
8) испытание на ударный изгиб образцов с V-образным надрезом (CVN) от тела трубы для сварных труб уровня УТП2 наружным диаметром D < 508 мм для определения площади вязкого разрушения (таблица 17);
9) испытание на ударный изгиб образцов с V-образным надрезом (CVN) продольного сварного шва труб ВЧС уровня УТП2 (9.8.3 и таблица 17);
10) специальная форма фаски (9.11.5);
11) удаление наружного валика сварного шва на концах труб ДСФ или КОС [9.12.2.2, перечисление д)];
12) данные о свариваемости или испытания (9.14);
13) тип документа с результатами контроля для труб уровня УТП1 (10.1.2.1);
14) информация об изготовлении труб уровня УТП1 (10.1.2.2);
15) альтернативный тип документа с результатами контроля для труб уровня УТП2 (10.1.3.1);
16) использование поперечных образцов для испытаний на растяжение бесшовных труб, не подвергшихся холодному экспандированию [таблица 19, сноска 3)];
17) применение испытания на растяжение (10.2.3.2);
18) применение контроля, альтернативного макрографическому (10.2.5.2);
19) определение твердости в процессе производства труб ВЧС (10.2.5.3);
20) использование минимально допустимой толщины стенки для определения давления гидростатического испытания (10.2.6.5);
21) специальный метод, который следует использовать для определения диаметра трубы (10.2.8.1);
22) использование измерения внутреннего диаметра для определения диаметра и овальности для неэкспандированных труб наружным диаметром D > 219 мм [10.2.8.3 и таблица 9, сноска 3)];
23) специальный метод, который следует использовать для определения других размеров трубы (10.2.8.6);
24) дополнительная маркировка, указанная потребителем (11.1.2);
25) специальные поверхности или участки для маркировки труб [11.2.2, перечисление б) или в), и п. 11.2.6, перечисление б)];
26) клеймение труб тиснением или вибротравлением (11.2.3);
27) альтернативное расположение маркировки трубы (11.2.4);
28) альтернативное расположение маркировки длины трубы (11.2.6);
29) цветовая идентификация труб (11.2.7);
30) временное наружное покрытие (12.2);
31) специальное покрытие (12.3);
32) внутреннее покрытие (12.4);
33) протоколы неразрушающего контроля [раздел 13, перечисление ж)];
34) аттестация процесса изготовления труб - в этом случае должно применяться приложение Г;
35) неразрушающий контроль бесшовных труб уровня УТП1 (Д.3.1.2, приложение Д);
36) ультразвуковой контроль сварных труб для выявления несовершенств типа расслоений на концах труб (Д.3.2.3, приложение Д);
37) ультразвуковой контроль бесшовных труб для выявления несовершенств типа расслоений на концах труб (Д.3.3.2, приложение Д);
38) рентгеноскопический контроль сварных швов ДСФ или стыковых швов рулонного или листового проката (таблица Д.1, приложение Д);
39) альтернативная практика повторного контроля швов КОС (Д.5.5.4, приложение Д);
40) ультразвуковой контроль труб ВЧС, ДСФ или КОС для выявления несовершенств типа расслоений в теле трубы (Д.8, приложение Д);
41) ультразвуковой контроль для выявления несовершенств типа расслоений вдоль кромок рулонного или листового проката или в сварном шве труб ВЧС, ДСФ или КОС (Д.9, приложение Д);
42) трубы уровня УТП2 для эксплуатации в кислой среде (приложение А);
43) ультразвуковой контроль рулонного и листового проката для выявления расслоений или механических повреждений (А.3.3.2.4, приложение А);
44) поставка и ультразвуковой контроль спирально-шовных сварных труб со стыковыми швами рулонного или листового проката (А.3.3.2.5, приложение А);
45) любые другие дополнительные или более строгие требования.
8 Изготовление
8.1 Процесс изготовления
Трубы, поставляемые по настоящему стандарту, должны изготовляться в соответствии с требованиями и ограничениями, указанными в таблицах 2 и 3.
Таблица 2 - Соответствие классов прочности труб типам труб
|
Класс прочности труб уровня УТП11) |
Класс прочности труб уровня УТП22) |
||||
|
КП 1752 |
КП 210 |
КП 245 |
от КП 290 до КП 485 |
от КП 245 до КП 555 |
|
|
БТ |
X |
X |
X |
X |
X |
|
ВЧС |
X |
X |
X |
X |
X |
|
ДСФП |
X |
X |
X |
X |
|
|
ДСФС3) |
X |
X |
X |
X |
|
|
КОСП |
X |
X |
X |
X |
|
|
КОСC3) |
X |
X |
X |
X |
|
|
ДСФП с двумя швами4) |
X |
X |
X |
X |
|
|
КОСП с двумя швами |
X |
X |
X |
X |
|
|
1) По согласованию, поставляют трубы промежуточных классов прочности, но не выше КП 290. 2) Трубы класса прочности КП 175 изготовляют наружным диаметром D ≤ 140 мм. 3) Трубы со спиральным швом изготовляют наружным диаметром D ≥ 114 мм. 4) По согласованию, трубы с двумя швами изготовляют наружным диаметром D ≥ 914 мм. |
|||||
Таблица 3 - Способы изготовления, допустимые для труб уровня УТП2
|
Тип заготовки |
Способ изготовления |
Термообработка труб |
Символ термообработки |
|
|
БТ |
Непрерывнолитая, горячедеформированная или кованая |
Нормализация при деформации |
- |
Н |
|
Горячая деформация |
Нормализация или нормализация и отпуск |
Н |
||
|
Закалка с отпуском |
T |
|||
|
Горячая деформация и холодная деформация |
Нормализация или нормализация и отпуск |
Н |
||
|
Закалка с отпуском |
Т |
|||
|
ВЧС |
Рулонный прокат с нормализацией |
Холодное формообразование |
Нормализация шва |
Н |
|
Рулон, изготовленный термомеханической обработкой |
Термообработка шва |
М |
||
|
Термообработка шва и снятие напряжения (вся труба) |
М |
|||
|
Горячекатаный или горячекатанно-нормализованный рулонный прокат |
Нормализация или нормализация и отпуск (вся труба) |
Н |
||
|
Закалка и отпуск (вся труба) |
Т |
|||
|
Нормализация шва |
Н |
|||
|
Холодное формообразование и горячее редуцирование при контролируемой температуре с результатом соответствующей нормализации |
- |
Н |
||
|
Холодное формообразование и термомеханическая обработка |
- |
М |
||
|
ДСФП или ДСФС |
Рулонный или листовой прокат горячекатанно-нормализованный, с нормализацией или с нормализацией и отпуском |
Холодное формообразование |
- |
Н |
|
Рулонный или листовой прокат, изготовленный термомеханической прокаткой |
М |
|||
|
Закаленный и отпущенный рулонный или листовой прокат |
Т |
|||
|
Рулонный или листовой прокат с термомеханической прокаткой, прокаткой с нормализацией, нормализацией или нормализацией и отпуском |
Закалка и отпуск (вся труба) |
Т |
||
|
Рулонный или листовой прокат в состоянии после прокатки, термомеханической прокатки, прокатки с нормализацией, нормализации или нормализации и отпуска |
Формовка при температуре нормализации |
- |
Н |
8.2 Процессы, требующие уточнения
Конечные операции обработки, используемые при производстве труб, влияющие на соответствие требованиям, устанавливаемым настоящим стандартом (за исключением химического состава и размеров), требуют уточнения.
Уточнения требуют следующие процессы:
а) для бесшовных труб: режим окончательного нагрева, деформация в горячем состоянии, редуцирование с натяжением или, при применении, окончательная холодная обработка;
б) для термообработанных бесшовных труб: термообработка;
в) для электросварных труб: процесс изменения размеров и шовная сварка; при использовании, термообработка шва;
г) для термообработанных электросварных труб: шовная сварка и термообработка всего тела трубы.
8.3 Исходный материал
8.3.1 Заготовки, рулонный или листовой прокат, используемые в качестве исходного материала для производства труб, должны быть изготовлены из стали, полученной кислородно-конвертерным процессом или электросталеплавильным процессом, или мартеновским процессом с обработкой в установке типа печь-ковш.
8.3.2 Для труб уровня УТП2 сталь должна быть раскислена и произведена по технологии, обеспечивающей получение мелкого зерна.
8.3.3 На рулонном или листовом прокате труб уровня УТП2, используемых для производства, не должно быть ремонтных сварных швов.
8.3.4 Ширина рулонного или листового проката спирально-шовных труб, используемых для производства, не должна быть менее 0,8 и более 3,0-кратного наружного диаметра трубы.
8.3.5 Любые смазочно-охлаждающие вещества, которые загрязняют зону разделки шва или прилегающие участки, должны быть удалены до выполнения продольных сварных швов на трубах ДСФП или КОСП или спиральных сварных швов на трубах ДСФС или КОСС.
8.4 Прихваточные сварные швы
8.4.1 Прихваточные сварные швы должны быть выполнены с использованием следующих способов сварки:
а) полуавтоматической электродуговой сварки под флюсом;
б) электродуговой сварки металлическим электродом в среде защитного газа;
в) электродуговой сварки трубчатым электродом;
г) электродуговой сварки покрытым металлическим электродом с низким содержанием водорода.
8.4.2 Прихваточные сварные швы должны быть:
а) расплавлены и слиты с конечным сварным швом;
б) удалены механической обработкой;
в) обработаны в соответствии с В.2 (приложение В).
8.5 Сварные швы на трубах КОС
При сварке труб КОС первый валик должен быть непрерывным и должен быть выполнен методом электродуговой сварки металлическим электродом в среде защитного газа, после чего сварка ведется методом электродуговой сварки под флюсом, причем должен быть сделан хотя бы один валик на внутренней поверхности трубы и хотя бы один валик на наружной поверхности трубы; при этом валик, выполненный электродуговой сваркой металлическим электродом в среде защитного газа, не удаляется полностью при электродуговой сварке под флюсом.
8.6 Сварные швы на трубах ДСФ
При сварке труб ДСФ электродуговой сваркой под флюсом хотя бы один валик должен быть выполнен на внутренней поверхности трубы и хотя бы один валик на наружной поверхности трубы.
8.7 Сварные швы на трубах с двумя швами
На трубах с двумя швами сварные швы должны отстоять примерно на 180° друг от друга.
8.8 Термообработка сварных швов труб ВЧС
У труб классов прочности выше КП 290 сварной шов и зона термического влияния должны быть подвергнуты нормализации, за исключением случая, когда по согласованию она заменяется альтернативной термообработкой. В случае такой замены изготовитель должен продемонстрировать эффективность выбранного метода по согласованной процедуре подтверждения. Такая процедура должна включать, как минимум, определение твердости, оценку микроструктуры или механические испытания. У классов прочности КП 290 или ниже сварной шов подвергается аналогичной термообработке или такой обработке, которая обеспечивает отсутствие неотпущенного мартенсита.
Сварной шов и зона термического влияния труб всех классов прочности должны быть подвергнуты нормализации.
8.9 Холодная деформация и холодное экспандирование
8.9.1 Коэффициент деформации для холоднодеформированных труб не должен превышать 0,015, кроме случаев, когда трубы подвергаются в последующем нормализации или закалке и отпуску.
8.9.2 По согласованию, коэффициент деформации sr для холодноэкспандированных труб должен быть не менее 0,003 и не более 0,015.
8.9.3 Если не согласовано иное, коэффициент деформации sr следует рассчитывать по следующей формуле
![]() (1)
(1)
где Da - обозначенный изготовителем наружный диаметр после деформации, мм;
Db - обозначенный изготовителем наружный диаметр до деформации, мм;
|Da - Db| - абсолютная разность наружных диаметров, мм.
8.10 Стыковые сварные швы рулонного или листового проката
8.10.1 На готовой трубе с продольным швом не допускают стыковые сварные швы рулонного или листового проката.
8.10.2 На готовых спирально-шовных трубах допускают стыковку соединительных сварных швов рулонного или листового проката и спиральных сварных швов на расстоянии не менее чем 300 мм от торцов трубы.
8.10.3 По согласованию, на концах спирально-шовных труб допускают стыковые сварные швы рулонного или листового проката при условии разделения по окружности не менее чем на 150 мм стыковых сварных швов рулонного или листового проката и спирального шва на соответствующих концах труб.
8.10.4 Стыковые сварные швы рулонного или листового проката на готовых спирально-шовных трубах должны быть:
а) выполнены электродуговой сваркой под флюсом или сочетанием электродуговой сварки под флюсом и электродуговой сварки металлическим электродом в среде защитного газа;
б) проконтролированы по тем же критериям приемки, которые установлены для спиральных сварных швов.
8.11 Составные трубы
Не допускается поставка составных труб.
8.12 Термообработка
Термообработку проводят в соответствии с документированными процедурами изготовителя.
8.13 Прослеживаемость
Изготовитель должен разработать и следовать документированным процедурам для сохранения данных плавки и контролируемой партии каждой трубы. Такие процедуры должны предусматривать способы прослеживания любой отдельной трубы до соответствующей контролируемой партии и результатов химического анализа и механических испытаний.
9 Критерии приемки
9.1 Общие положения
9.1.1 Общие технические требования к поставке должны соответствовать требованиям ГОСТ 10692.
9.1.2 Трубы класса прочности КП 415 и выше следует использовать для замены труб, заказанных как трубы класса прочности КП 360 или ниже, только по согласованию с потребителем.
9.2 Химический состав
9.2.1 Химический состав труб стандартных классов прочности уровня УТП1 толщиной стенки t ≤ 25,0 мм должен соответствовать требованиям таблицы 4, химический состав промежуточных классов прочности должен быть согласован, но при этом он не должен противоречить требованиям таблицы 4.
Таблица 4 - Химический состав труб уровня УТП1 толщиной стенки t ≤ 25,0 мм
|
Массовая доля по результатам анализа плавки и продукции1), % |
||||||||
|
С, не более2) |
Mn, не более2) |
Р |
S, не более |
V, не более |
Nb, не более |
Ti, не более |
||
|
не менее |
не более |
|||||||
|
Бесшовные трубы |
||||||||
|
КП 175 |
0,21 |
0,60 |
- |
0,030 |
0,030 |
- |
- |
- |
|
КП 210 |
0,22 |
0,90 |
- |
0,030 |
0,030 |
- |
- |
- |
|
КП 245 |
0,28 |
1,20 |
- |
0,030 |
0,030 |
3), 4) |
3), 4) |
4) |
|
КП 290 |
0,28 |
1,30 |
- |
0,030 |
0,030 |
4) |
4) |
4) |
|
КП 320 |
0,28 |
1,40 |
- |
0,030 |
0,030 |
4) |
4) |
4) |
|
КП 360 |
0,28 |
1,40 |
- |
0,030 |
0,030 |
4) |
4) |
4) |
|
КП 390 |
0,28 |
1,40 |
- |
0,030 |
0,030 |
4) |
4) |
4) |
|
КП 415 |
0,285) |
1,405) |
- |
0,030 |
0,030 |
6) |
6) |
6) |
|
КП 450 |
0,285) |
1,405) |
- |
0,030 |
0,030 |
6) |
6) |
6) |
|
КП 485 |
0,285) |
1,405) |
- |
0,030 |
0,030 |
6) |
6) |
6) |
|
Сварные трубы |
||||||||
|
КП 175 |
0,21 |
0,60 |
- |
0,030 |
0,030 |
- |
- |
- |
|
КП 210 |
0,22 |
0,90 |
- |
0,030 |
0,030 |
- |
- |
- |
|
КП 245 |
0,26 |
1,20 |
- |
0,030 |
0,030 |
3), 4) |
3), 4) |
4) |
|
КП 290 |
0,26 |
1,30 |
- |
0,030 |
0,030 |
4) |
4) |
4) |
|
КП 320 |
0,26 |
1,40 |
- |
0,030 |
0,030 |
4) |
4) |
4) |
|
КП 360 |
0,26 |
1,40 |
- |
0,030 |
0,030 |
4) |
4) |
4) |
|
КП 390 |
0,26 |
1,40 |
- |
0,030 |
0,030 |
4) |
4) |
4) |
|
КП 415 |
0,265) |
1,405) |
- |
0,030 |
0,030 |
6) |
6) |
6) |
|
КП 450 |
0,265) |
1,455) |
- |
0,030 |
0,030 |
6) |
6) |
6) |
|
КП 485 |
0,265) |
1,655) |
- |
0,030 |
0,030 |
6) |
6) |
6) |
|
1) Не более: 0,50 % - для меди, никеля, хрома; 0,15 % - для молибдена. Для классов прочности до КП 360 включительно медь, хром и никель не следует добавлять преднамеренно. 2) Для каждого уменьшения массовой доли углерода на 0,01 % ниже заданной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % по сравнению с заданной максимальной массовой долей, но не более 1,65 % для классов прочности от КП 245 до КП 360 включительно; не более 1,75 % для классов прочности от КП 360 до КП 485; и не более 2,00 % для класса прочности КП 485. 3) Если не согласовано иное, суммарная массовая доля ниобия и ванадия должна быть менее 0,06 %. 4) Суммарная массовая доля ниобия, ванадия и титана должна быть менее 0,15 %. 5) Если не согласовано иное. 6) Если не согласовано иное, суммарная массовая доля ниобия, ванадия и титана должна быть менее 0,15 %. Примечание - Допускается увеличение массовой доли углерода до 0,24 %. |
||||||||
9.2.2 Химический состав труб стандартных классов прочности уровня УТП2 толщиной стенки t < 25,0 мм должен соответствовать требованиям таблицы 5, химический состав промежуточных классов прочности должен быть согласован, но при этом он не должен противоречить требованиям таблицы 5.
Таблица 5 - Химический состав труб уровня УТП2 толщиной стенки t ≤ 25,0 мм
|
Массовая доля по результатам анализа плавки и продукции, %, не более |
Сэкв1) %, не более |
Рcm1) %, не более |
|||||||||
|
С2) |
Si |
Mn2) |
Р |
S |
V |
Nb |
Ti |
Другое |
|||
|
Бесшовные и сварные трубы |
|||||||||||
|
КП 245 П |
0,24 |
0,40 |
1,20 |
0,025 |
0,015 |
3) |
3) |
0,04 |
5) |
0,43 |
0,25 |
|
КП 290 П |
0,24 |
0,40 |
1,20 |
0,025 |
0,015 |
0,06 |
0,05 |
0,04 |
5) |
0,43 |
0,25 |
|
КП 245 Н |
0,24 |
0,40 |
1,20 |
0,025 |
0,015 |
3) |
3) |
0,04 |
5) |
0,43 |
0,25 |
|
КП 290 Н |
0,24 |
0,40 |
1,20 |
0,025 |
0,015 |
0,06 |
0,05 |
0,04 |
5) |
0,43 |
0,25 |
|
КП 320 Н |
0,24 |
0,40 |
1,40 |
0,025 |
0,015 |
0,07 |
0,05 |
0,04 |
4), 5) |
0,43 |
0,25 |
|
КП 360 Н |
0,24 |
0,45 |
1,40 |
0,025 |
0,015 |
0,10 |
0,05 |
0,04 |
4), 5) |
0,43 |
0,25 |
|
КП 390 Н |
0,24 |
0,45 |
1,40 |
0,025 |
0,015 |
0,106) |
0,05 |
0,04 |
4), 5) |
0,43 |
0,25 |
|
КП 415 Н |
0,246) |
0,456) |
1,406) |
0,025 |
0,015 |
0,106) |
0,056) |
0,046) |
7), 8) |
По согласованию |
|
|
КП 245 Т |
0,22 |
0,45 |
1,40 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
5) |
0,43 |
0,25 |
|
КП 290 Т |
0,22 |
0,45 |
1,40 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
5) |
0,43 |
0,25 |
|
КП 320 Т |
0,22 |
0,45 |
1,40 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
5) |
0,43 |
0,25 |
|
КП 360 Т |
0,22 |
0,45 |
1,50 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
5) |
0,43 |
0,25 |
|
КП 390 Т |
0,22 |
0,45 |
1,50 |
0,025 |
0,015 |
0,07 |
0,05 |
0,04 |
4), 5) |
0,43 |
0,25 |
|
КП 415 Т |
0,226) |
0,456) |
1,706) |
0,025 |
0,015 |
7) |
7) |
7) |
8) |
0,43 |
0,25 |
|
КП 450 Т |
0,226) |
0,456) |
1,706) |
0,025 |
0,015 |
7) |
7) |
7) |
8) |
0,43 |
0,25 |
|
КП 485 Т |
0,226) |
0,456) |
1,806) |
0,025 |
0,015 |
7) |
7) |
7) |
8) |
0,43 |
0,25 |
|
КП 555 Т |
0,226) |
0,456) |
1,906) |
0,025 |
0,015 |
7) |
7) |
7) |
9), 10) |
По согласованию |
|
|
Сварные трубы |
|||||||||||
|
КП 245 М |
0,23 |
0,45 |
1,20 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
5) |
0,43 |
0,25 |
|
КП 290 М |
0,23 |
0,45 |
1,30 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
5) |
0,43 |
0,25 |
|
КП 320 М |
0,23 |
0,45 |
1,30 |
0,025 |
0,015 |
0,05 |
0,05 |
0,04 |
5) |
0,43 |
0,25 |
|
КП 360 М |
0,22 |
0,45 |
1,40 |
0,025 |
0,015 |
4) |
4) |
4) |
5) |
0,43 |
0,25 |
|
КП 390 М |
0,22 |
0,45 |
1,40 |
0,025 |
0,015 |
4) |
4) |
4) |
5) |
0,43 |
0,25 |
|
КП 415 М |
0,126) |
0,456) |
1,606) |
0,025 |
0,015 |
7) |
7) |
7) |
8) |
0,43 |
0,25 |
|
КП 450 М |
0,126) |
0,456) |
1,606) |
0,025 |
0,015 |
7) |
7) |
7) |
8) |
0,43 |
0,25 |
|
КП 485 М |
0,126) |
0,456) |
1,706) |
0,025 |
0,015 |
7) |
7) |
7) |
8) |
0,43 |
0,25 |
|
КП 555 М |
0,126) |
0,456) |
1,856) |
0,025 |
0,015 |
7) |
7) |
7) |
8) |
0,436) |
0,25 |
|
1) По результатам анализа продукции. Для бесшовных труб толщиной стенки t > 20,0 мм предельное значение Сэкв и Рcm должно быть согласовано. Предельное значение Сэкв применяют, если массовая доля С > 0,12 %, а предельное значение Рcm применяют, если массовая доля С ≤ 0,12 %. 2) Для каждого уменьшения массовой доли углерода на 0,01 % ниже заданной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % по сравнению с заданной максимальной массовой долей, но не более 1,65 % для классов прочности от КП 245 до КП 360 включительно; не более 1,75 % для классов прочности от КП 360 до КП 485 включительно; не более 2,0 % для классов прочности от КП 485. 3) Если не согласовано иное, суммарная массовая доля ниобия и ванадия должна быть менее 0,06 %. 4) Если не согласовано иное, суммарная массовая доля ниобия, ванадия и титана должна быть менее 0,15%. 5) Если не согласовано иное, массовая доля должна быть, не более: 0,50 % - для меди, 0,30 % - для никеля, 0,30 % - для хрома, 0,15 % - для молибдена. 6) Если не согласовано иное. 7) Если не согласовано иное, суммарная массовая доля ниобия, ванадия и титана должна быть менее 0,15 %. 8) Если не согласовано иное, массовая доля должна быть, не более: 0,50 % - для меди, 0,50 % - для никеля, 0,50 % - для хрома, 0,50 % - для молибдена. 9) Если не согласовано иное, массовая доля должна быть, не более: 0,50 % - для меди, 1,00 % - для никеля, 0,50 % - для хрома, 0,50 % - для молибдена. 10) Не более 0,004 % для бора. Примечание - Допускается увеличение массовой доли углерода до 0,24 %. |
|||||||||||
9.2.3 Для труб толщиной стенки t > 25,0 мм химический состав может быть выбран по таблицам 4 или 5. В противном случае, химический состав должен быть согласован.
9.2.4 Для труб уровня УТП1, массовая доля углерода в которых по результатам анализа продукции не более 0,12 %, параметр стойкости против растрескивания не должен превышать 0,25 %, его рассчитывают по следующей формуле
![]() (2)
(2)
где символы химических элементов обозначают массовую долю в процентах (таблица 4).
Если по результатам анализа плавки массовая доля бора менее 0,0005 %, то анализ продукции может не включать определение бора, и для расчета Рcm массовую долю бора можно считать равной нулю.
9.2.5 Для труб уровня УТП1, массовая доля углерода в которых по результатам анализа продукции более 0,12 %, углеродный эквивалент не должен превышать 0,43 %, его рассчитывают по следующей формуле
![]() (3)
(3)
где символы химических элементов обозначают массовую долю в процентах (таблица 5).
9.3 Механические характеристики
9.3.1 Механические характеристики при растяжении труб уровня УТП1 должны соответствовать требованиям таблицы 6.
Таблица 6 - Требования к механическим характеристикам труб уровня УТП1 при испытаниях на растяжение
|
Тело бесшовной или сварной трубы |
Сварной шов труб ВЧС, ДСФ и КОС |
|||
|
Предел текучести1) σт0,5, МПа, не менее |
Предел прочности1) σв, МПа, не менее |
Относительное удлинение δ, %, не менее |
Предел прочности2) σв, МПа, не менее |
|
|
КП 175 |
175 |
310 |
24 |
310 |
|
КП 210 |
210 |
335 |
24 |
335 |
|
КП 245 П КП 245 |
245 |
415 |
21 |
415 |
|
КП 290 П КП 290 |
290 |
415 |
21 |
415 |
|
КП 320 |
320 |
435 |
21 |
435 |
|
КП 360 |
360 |
460 |
21 |
460 |
|
КП 390 |
390 |
490 |
20 |
490 |
|
КП 415 |
415 |
520 |
20 |
520 |
|
КП 450 |
450 |
535 |
20 |
535 |
|
КП 485 |
485 |
570 |
20 |
570 |
|
1) Для промежуточных классов прочности разность между заданным минимальным пределом прочности и заданным минимальным пределом текучести для тела трубы должна быть такой же, как указано в настоящей таблице для следующего более высокого класса прочности. 2) Для промежуточных классов прочности заданный минимальный предел прочности для сварного шва должен быть таким же, как и предел прочности, определенный для тела труб в соответствии со сноской 1). |
||||
9.3.2 Механические характеристики при растяжении труб уровня УТП2 должны соответствовать требованиям таблицы 7.
Таблица 7 - Требования к механическим характеристикам труб уровня УТП2 при испытаниях на растяжение
|
Тело бесшовной или сварной трубы |
Сварной шов труб ВЧС, ДСФ и КОС |
||||||
|
Предел текучести1) σт0,5, МПа |
Предел прочности1) σв, МПа |
Отношение1),2) σт0,5/σв |
Относительное удлинение δ, % |
Предел прочности3) σв, МПа |
|||
|
не менее |
не более |
не менее |
не более |
не более |
не менее |
не менее |
|
|
КП 245 П КП 245 Н КП 245 Т КП 245 М |
245 |
4504) |
415 |
760 |
0,93 |
21 |
415 |
|
КП 290 П КП 290 Н КП 290 Т КП 290 М |
290 |
495 |
415 |
760 |
0,93 |
21 |
415 |
|
КП 320 Н КП 320 Т КП 320 М |
320 |
525 |
435 |
760 |
0,93 |
21 |
435 |
|
КП 360 Н КП 360 Т КП 360 М |
360 |
530 |
460 |
760 |
0,93 |
20 |
460 |
|
КП 390 Н КП 390 Т КП 390 М |
390 |
545 |
490 |
760 |
0,93 |
20 |
490 |
|
КП 415 Н КП 415 Т КП 415 М |
415 |
565 |
520 |
760 |
0,93 |
20 |
520 |
|
КП 450 Т КП 450 М |
450 |
600 |
535 |
760 |
0,93 |
18 |
535 |
|
КП 485 Т КП 485 М |
485 |
635 |
570 |
760 |
0,93 |
18 |
570 |
|
КП 555 Т КП 555 М |
555 |
705 |
625 |
825 |
0,93 |
18 |
625 |
|
1) Для промежуточных классов прочности разность между заданным максимальным и заданным минимальным пределами текучести должна быть такой же, как указано в настоящей таблице для следующего более высокого класса прочности; а разность между заданными минимальными пределом прочности и пределом текучести для тела трубы должна быть такой же, как указано в настоящей таблице для следующего более высокого класса прочности. Для промежуточных классов прочности ниже КП 555 предел прочности должен быть не более 760 МПа. 2) Данное предельное значение применяют для труб наружным диаметром D > 323,9 мм. 3) Для промежуточных классов прочности заданный минимальный предел прочности при растяжении для сварного шва должен быть таким же, как и предел, определенный для тела труб в соответствии со сноской 1). 4) Для труб наружным диаметром D < 219,1 мм максимальный предел текучести должен быть не более 495 МПа. |
|||||||
9.4 Гидростатическое испытание
Труба должна выдерживать гидростатическое испытание без утечки через сварной шов или тело трубы.
9.5 Испытание на загиб
Ни на одной части образца для испытаний не должно появиться трещин, сварной шов не должен раскрываться.
9.6 Испытание на сплющивание
При испытании на сплющивание используют следующие критерии приемки:
а) трубы ВЧС класса прочности от КП 210 наружным диаметром D < 325 мм:
1) для труб класса прочности от КП 415 толщиной стенки t ≥ 12,7 мм сварной шов не должен раскрываться, пока расстояние между плитами пресса не станет менее 66 % исходного наружного диаметра. Для всех других сочетаний классов прочности трубы и толщины стенки сварной шов не должен раскрываться, пока расстояние между плитами пресса не станет менее 50 % исходного наружного диаметра;
2) для труб с отношением D/t > 10 не должно быть трещин или разрывов, кроме как на сварном шве, пока расстояние между плитами пресса не станет менее 33 % исходного наружного диаметра;
б) трубы ВЧС класса прочности КП 175:
1) сварной шов не должен раскрываться, пока расстояние между плитами пресса не станет менее 75 % исходного наружного диаметра;
2) не должно быть никаких трещин или разрывов, кроме как на сварном шве, пока расстояние между плитами пресса не станет менее 60 % исходного наружного диаметра.
Примечание - С каждой стороны линии плавления сварной шов должен заходить на расстояние 6,4 мм у труб наружным диаметром D < 60 мм и на 13 мм у труб наружным диаметром D ≥ 60 мм.
9.7 Испытание на направленный загиб
9.7.1 За исключением предусмотренного в 9.7.2, испытуемые образцы не должны:
а) разрушаться полностью;
б) обнаруживать трещины или разрывы в металле сварного шва длиной более 3,2 мм, независимо от глубины;
в) обнаруживать трещины или разрывы в основном металле, зоне термического влияния или линии проплавления длиной более 3,2 мм или глубиной более 12,5 % толщины стенки.
9.8 Испытания на ударный изгиб образцов с V-образным надрезом (CVN)
9.8.1 Общие положения
9.8.1.1 Если используют образцы меньшего размера, требуемые минимальные средние значения работы удара (для комплекта из трех образцов) должны соответствовать значениям, установленным для образцов полного размера, умноженным на отношение заданной ширины образца меньшего размера к заданной ширине образца полного размера; полученные таким образом значения округляют с точностью до одного джоуля.
9.8.1.2 Отдельные результаты испытаний для любого образца должны быть более или равными 75 % требуемых минимальных средних значений работы удара (для комплекта из трех образцов).
9.8.1.3 Допускается проведение испытаний при значениях температуры ниже заданной температуры испытания, если применяемые требования к работе удара и площади вязкого разрушения выполняются при более низких температурах.
Минимальные средние значения работы удара (для комплекта из трех образцов) по результатам каждого испытания тела трубы должны соответствовать требованиям таблицы 8, основанным на испытании образцов полного размера при температуре 0 °С или, если согласовано, при более низкой температуре испытаний.
Примечание - Значения работы удара, указанные в таблице 8, обеспечивают достаточную стойкость к началу разрушения для большинства конструкций трубопроводов.
Таблица 8 - Требования к работе удара образцов с V-образным надрезом (CVN) для тела труб при испытаниях на ударный изгиб
|
Наружный диаметр D, мм |
Работа удара для образца с V-образным надрезом (CVN) полного размера KV, Дж, не менее |
|||
|
Класс прочности |
||||
|
до КП 415 включ. |
св. КП 415 до КП 450 включ. |
св. КП 450 до КП 485 включ. |
св. КП 485 до КП 555 включ. |
|
|
До 508 включ. |
27 |
27 |
27 |
40 |
|
Св. 508 до 762 включ. |
27 |
27 |
27 |
40 |
|
Св. 762 до 914 включ. |
40 |
40 |
40 |
40 |
|
Св. 914 до 1219 включ. |
40 |
40 |
40 |
40 |
9.8.3 Испытания сварных швов труб и зоны термического влияния
Минимальное среднее значение работы удара (для комплекта из трех образцов) для сварного шва и зоны термического влияния каждой трубы по результатам испытания полноразмерных образцов при температуре 0 °С или, если согласовано, при более низкой температуре испытаний, должно соответствовать 27 Дж для классов прочности до КП 555 включительно.
Примечание - Зона термического влияния (HAZ) продольного сварного шва на трубах ВЧС обычно слишком узкая и не позволяет точно взять пробу для изготовления образцов для испытаний на ударный изгиб с V-образным надрезом. Требование провести испытание зоны термического влияния (HAZ) сварного шва на ударный изгиб с V-образным надрезом относится только к трубам ДСФП/ДСФС и КОСП/КОСС.
9.9 Состояние поверхности, несовершенства и дефекты
9.9.1 Общие положения
9.9.1.1 Все трубы в готовом состоянии не должны иметь дефектов.
9.9.1.2 Все трубы не должны иметь трещин, выпотов и утечек.
9.9.1.3 Критерии приемки для несовершенств, выявленных неразрушающим контролем, должны соответствовать требованиям приложения Д.
9.9.2 Подрезы
Подрезы на трубах ДСФ и КОС, выявляемые при визуальном контроле, должны быть изучены, классифицированы и обработаны следующим образом:
а) подрезы глубиной менее 0,4 мм включительно допускают независимо от длины и следует обрабатывать, как указано в В.1 (приложение В);
б) подрезы глубиной более 0,4, но менее 0,8 мм включительно допустимы при условии, что:
1) длина отдельных подрезов менее 0,5t,
2) глубина отдельных подрезов менее 0,1t,
3) на любом отрезке сварного шва длиной 300 мм не более двух таких подрезов,
4) все такие подрезы обработаны в соответствии с требованиями В.2 (приложение В);
в) подрезы, параметры которых выходят за верхний предел, указанный в перечислении б), должны быть классифицированы как дефекты и обработаны в соответствии с требованиями В.3 (приложение В).
9.9.3 Поджоги от дуги
9.9.3.1 Поджоги должны классифицироваться как дефекты.
Примечания
1 Поджоги представляют собой локализованные точки плавления поверхности, возникающие вследствие образования дуги между электродом или землей и поверхностью трубы.
2 Следы контактов на трубах ВЧС, выглядящие как прерывистые метки вдоль линии плавления, которые возникают вследствие электрического контакта между электродами, подающими сварочный ток, и поверхностью трубы, рассматривают в соответствии с 9.9.7.
9.9.3.2 Поджоги следует обрабатывать в соответствии с требованиями В.2, В.3, перечисление б) или в) (приложение В), за исключением случаев, когда их можно удалить зачисткой или механической обработкой при условии, что образующуюся вследствие этого полость тщательно зачищают и проверяют на полноту удаления поврежденного материала путем травления 10 %-ным раствором персульфата аммония или использования 5%-ного раствора ниталя.
9.9.4 Расслоения
Выходящие на торец или скос торца трубы расслоения или включения, длина которых по окружности, определяемая визуальным контролем, более 6,4 мм, следует классифицировать как дефекты. Трубы с такими дефектами должны быть забракованы или подрезаны, пока на концах трубы не останется следов таких расслоений или включений.
9.9.5 Геометрические отклонения
9.9.5.1 Геометрические отклонения от правильной цилиндрической формы трубы, кроме вмятин (такие как плоские впадины и выступы), которые возникают в процессе формообразования трубы или при выполнении технологических операций с глубиной более 3,2 мм, если измерять их как расстояние между крайней точкой отклонения и линией продления нормального контура трубы, следует считать дефектами и обрабатывать в соответствии с требованиями В.3, перечисление б) или в) (приложение В).
9.9.5.2 Длина вмятин в любом направлении должна быть не более 0,5D, а глубина, если измерять ее, как расстояние между крайней точкой отклонения и линией продления нормального контура трубы, не должна превышать 3,2 мм.
Вмятины, параметры которых превышают установленные значения, следует считать дефектами и обрабатывать в соответствии с требованиями В.3, перечисление б) или в) (приложение В).
9.9.6 Участки повышенной твердости
Участки повышенной твердости размером более 50 мм в любом направлении следует классифицировать как дефекты, если их твердость превышает 35 HRC, 345 HV10 или 327 HBW по отдельным отпечаткам. Трубы с такими дефектами следует обрабатывать в соответствии с требованиями В.3, перечисление б) или в) (приложение В).
9.9.7 Другие несовершенства поверхности
Другие несовершенства поверхности, обнаруженные при визуальном контроле, должны быть изучены, классифицированы и обработаны следующим образом:
а) несовершенства глубиной менее 0,125t, которые не уменьшают толщину стенки ниже минимально допустимого значения, должны быть классифицированы как допустимые несовершенства и обработаны в соответствии с требованиями В.1 (приложение В);
б) несовершенства глубиной более 0,125t, которые не уменьшают толщину стенки ниже минимально допустимого значения, должны быть классифицированы как дефекты и зачищены в соответствии с требованиями В.2 (приложение В) или должны быть обработаны в соответствии с требованиями В.3 (приложение В);
в) несовершенства, которые уменьшают толщину стенки ниже минимально допустимого значения, должны быть классифицированы как дефекты и обработаны в соответствии с требованиями В.3 (приложение В).
Примечание - Под несовершенствами, которые уменьшают толщину стенки ниже минимально допустимого значения, подразумевают несовершенства, толщина стенки под которыми менее минимально допустимой толщины стенки.
9.10 Размеры, масса и допуски
9.10.1 Размеры
9.10.1.1 Трубы следует поставлять размерами, указанными в заказе на поставку, с учетом допустимых отклонений.
9.10.1.2 Наружный диаметр и толщина стенки должны быть в соответствии с приложением Е.
9.10.1.3 Трубы следует поставлять произвольной или приблизительной длины, как указано в заказе на поставку.
Массу на единицу длины ρ1, кг/м, рассчитывают по следующей формуле
ρ1 = t(D - t)0,02466, (4)
где t - толщина стенки, указанная в заказе, мм;
D - наружный диаметр, указанный в заказе, мм.
Примечание - Номинальная масса трубы представляет собой произведение ее длины на массу единицы длины.
9.10.3 Допуски на диаметр, толщину стенки, длину и прямолинейность
9.10.3.1 За исключением предусмотренного в В.2.3 (приложение В), допуски на диаметр и овальность должны соответствовать требованиям таблицы 9.
Таблица 9 - Допуски на диаметр и овальность
В миллиметрах
|
Допуск на диаметр |
Допуск на овальность |
|||||
|
Труба, кроме концов1) |
Конец трубы1),2),3) |
Труба, кроме концов1) |
Конец трубы1),2),3) |
|||
|
бесшовная |
сварная |
бесшовной |
сварной |
|||
|
До 60 |
От -0,4 до +1,6 |
От -0,4 до +1,6 |
Включено в допуск на диаметр |
|||
|
От 60 до 168 включ. |
±0,0075D |
0,015D |
0,015D |
|||
|
Св. 168 до 600 включ. |
±0,0075D |
±0,0075D, но не более ±3,2 |
±0,0075D4) |
±0,0075D, но не более ±1,6 |
||
|
Св. 600 |
±0,01D |
±0,005D, но не более ±4,0 |
±2,0 |
±1,6 |
0,015D, но не более 15, для D/t ≤ 75, по согласованию для D/t > 75 |
0,01D, но не более 13, для D/t ≤ 75, по согласованию для D/t > 75 |
|
1) Конец трубы - это участок длиной 100 мм от торца с каждой стороны трубы. 2) Для бесшовных труб допуск применяют для толщины стенки t < 25,0 мм, допуск для труб с большей толщиной стенки должен быть согласован. 3) Для труб наружным диаметром D ≥ 219 мм может быть определен допуск на диаметр и овальность по расчетному внутреннему диаметру (наружный диаметр минус двойная толщина стенки) или по измеренному внутреннему диаметру, а не по наружному диаметру (10.2.8.3). 4) По требованию потребителя и по согласованию с изготовителем величина допуска может быть согласована. |
||||||
9.10.3.2 Допуск на толщину стенки должен соответствовать требованиям таблицы 10.
Таблица 10 - Допуск на толщину стенки
В миллиметрах
|
Допуск1) |
|
|
Бесшовные трубы2) |
|
|
До 4,0 включ. |
+0,6 -0,5 |
|
Св. 4,0 до 25,0 включ. |
+0,150t -0,125t |
|
Св. 25,0 |
+3,7 или +0,1t, в зависимости от того, что больше -3,0 или -0,1t, в зависимости от того, что больше |
|
Сварные трубы3),4) |
|
|
До 5,0 включ. |
±0,5 |
|
Св. 5,0 до 15,0 включ. |
±0,1t |
|
Св. 15,0 |
±1,5 |
|
1) Если в заказе на поставку указан меньший минусовой допуск на толщину стенки, чем допустимый допуск, указанный в настоящей таблице, плюсовой допуск должен быть увеличен настолько, чтобы сохранить поле допусков. 2) Для труб наружным диаметром D ≥ 351 мм и толщиной стенки t ≥ 25,0 мм толщина стенки локально может выходить за пределы плюсового допуска толщины стенки на дополнительные 0,05t при условии, что не будет превышен плюсовой допуск на массу (9.13). 3) Плюсовой допуск на толщину стенки не распространяется на зону сварного шва. 4) Дополнительные ограничения приведены в 9.12.2. |
|
9.10.3.3 Допуск на длину должен отвечать следующим требованиям:
а) если не согласовано иное, трубы произвольной длины поставляют в зависимости от условного интервала длинами, указанными в таблице 11;
Таблица 11 - Размеры произвольных длин труб согласно условным интервалам
В метрах
|
Минимальная длина |
Минимальная средняя длина для каждой позиции заказа |
Максимальная длина |
|
|
6 |
3,0 |
5,4 |
6,8 |
|
9 |
4,2 |
8,0 |
10,0 |
|
12 |
4,3 |
10,8 |
12,0 |
б) трубы приблизительной длины следует поставлять с допусками ±500 мм.
9.10.3.4 Отклонение от прямолинейности должно соответствовать следующим требованиям:
а) общее отклонение от прямолинейности всей длины трубы должно быть менее или равно 0,2 % длины трубы, как показано на рисунке 1;
б) любое отклонение от прямолинейности на участке длиной 1000 мм от каждого конца трубы должно быть менее или равно 4,0 мм, как показано на рисунке 2.
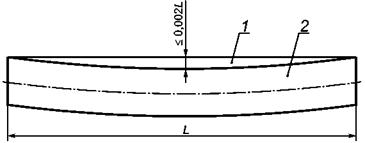
1 - натянутая струна или проволока; 2 – труба
Рисунок 1 - Измерение прямолинейности всей длины трубы
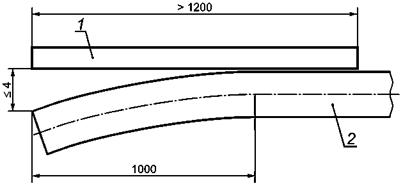
1 - линейка; 2 – труба
Рисунок 2 - Измерение концевой прямолинейности
9.11 Отделка концов труб
9.11.1 На концах труб не должно быть заусенцев.
9.11.2 Неперпендикулярность, измеряемая как показано на рисунке 3, должна быть не более 1,6 мм.

Рисунок 3 - Неперпендикулярность
9.11.3 Если не согласовано иное, торцы труб толщиной стенки t ≤ 3,2 мм должны быть подрезаны перпендикулярно.
9.11.4 Если не согласовано иное, на торцах труб толщиной стенки t > 3,2 мм должны быть выполнены фаски под сварку. За исключением случаев, предусмотренных 9.11.5, угол фаски, измеряемый от линии, проведенной перпендикулярно коси трубы, должен быть равным 30° с допуском +5°/0°, а ширина торцевого кольца (притупления) фаски должна быть равной 1,6 мм с допуском ±0,8 мм.
9.11.5 По согласованию, допускается поставлять трубы с фаской иной формы.
9.11.6 Если проводят механическую обработку внутренней поверхности трубы, то угол внутренней фаски, измеренный относительно продольной оси трубы, не должен превышать следующие значения:
а) для бесшовных труб - значения, указанного в таблице 12;
б) для сварных труб - 7,0°.
Таблица 12 - Максимальный угол внутренней фаски для бесшовных труб
|
Толщина стенки t, мм |
Максимальный угол фаски |
|
До 10,5 |
7,0° |
|
От 10,5 до 14,0 |
9,5° |
|
От 14,0 до 17,0 |
11,0° |
|
От 17,0 и выше |
14,0° |
9.12 Допуски для сварных швов
9.12.1 Радиальное смещение кромок рулонного или листового проката
Для труб ВЧС радиальное смещение кромок рулонного или листового проката (рисунок 4а) не должно приводить к тому, что остаточная толщина стенки в сварном шве окажется менее минимально допустимой толщины стенки.

а - Радиальное смещение кромок рулонного или листового проката на трубах ВЧС
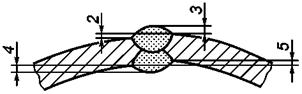
б - Радиальное смещение кромок рулонного или листового проката и высота валиков сварного шва на трубах ДСФ
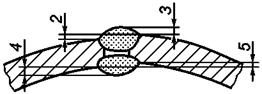
в - Радиальное смещение кромок рулонного или листового проката и высота валиков сварного шва на трубах КОС
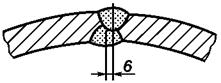
г - Смещение валиков сварного шва на трубах ДСФ
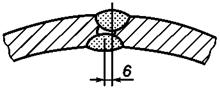
д - Смещение валиков сварного шва на трубах КОС
1 - остаточная толщина стенки в сварном шве; 2 - наружное
радиальное смещение кромок;
3 - высота наружного валика сварного шва; 4 - высота внутреннего
валика сварного шва;
5 - внутреннее радиальное смещение кромок; 6 - смещение осей швов
Рисунок 4 - Отклонения размеров сварного шва
Для труб ДСФ и КОС радиальное смещение кромок рулонного или листового проката (рисунок 4б ил и рисунок 4в, в зависимости от того, какой из них применим) не должно превышать допустимого значения, указанного в таблице 13.
Таблица13 - Максимально допустимое радиальное смещение кромок рулонного или листового проката для труб ДСФ и КОС
В миллиметрах
|
Максимально допустимое радиальное смещение кромок1 |
|
|
До 15,0 включ. |
1,5 |
|
Св. 15,0 до 25,0 включ. |
0,1t |
|
Св. 25,0 |
2,5 |
|
1) Данные предельные значения распространяются также на стыковые сварные швы рулонного или листового проката. |
|
9.12.2 Высота грата или валика/усиления сварного шва
9.12.2.1 Для труб ВЧС применяют следующие требования:
а) наружный грат должен быть удален практически заподлицо;
б) внутренний грат не должен выступать за контур трубы более чем на 1,5 мм;
в) толщина стенки в месте удаления грата не должна быть менее минимально допустимой толщины стенки;
г) глубина утонения, образующегося в результате удаления внутреннего грата, не должна превышать значений, указанных в таблице 14.
Таблица 14 - Максимально допустимая глубина утонения на трубах ВЧС
В миллиметрах
|
Максимально допустимая глубина утонения1) |
|
|
До 4,0 включ. |
0,1t |
|
Св. 4,0 до 8,0 включ. |
0,4 |
|
Св. 8,0 |
0,05t |
|
1) Глубина утонения определяется как разность между толщиной стенки на расстоянии примерно 25 мм от линии сварного шва и минимальной толщиной стенки в месте удаления грата. |
|
9.12.2.2 Для труб ДСФ и КОС применяют следующие требования:
а) выпуклые поверхности внутреннего и наружного валиков сварного шва, кроме зоны удаления, не должны находиться ниже прилежащей поверхности трубы;
б) переход между валиками сварного шва и прилежащей поверхностью трубы должен быть плавным;
в) внутренний валик сварного шва на расстоянии не менее 100 мм от каждого торца трубы должен быть удален настолько, чтобы он не выступал над прилежащей поверхностью трубы более чем на 0,5 мм. На остальной части трубы возвышение внутреннего валика сварного шва над прилежащей поверхностью трубы не должно превышать соответствующих значений, указанных в таблице 15;
Таблица 15 - Максимально допустимая высота валика сварного шва для труб ДСФ и КОС (кроме концов трубы)
В миллиметрах
|
Высота валика сварного шва1), не более |
||
|
внутреннего |
наружного |
|
|
До 13,0 включ. |
3,5 |
3,5 |
|
Св. 13,0 |
3,5 |
4,5 |
|
1) По своему усмотрению изготовитель может удалить валики сварных швов высотой, превышающей допустимую, до допустимой высоты. |
||
г) возвышение наружного валика сварного шва над прилежащей поверхностью трубы не должно превышать соответствующих значений, указанных в таблице 15;
д) по согласованию, наружный валик сварного шва на расстоянии не менее 150 мм от каждого торца трубы может быть удален настолько, чтобы он не выступал над прилежащей поверхностью трубы более чем на 0,5 мм.
9.12.3 Смещение валиков сварных швов на трубах ДСФ и КОС
Смещение валиков сварных швов на трубах ДСФ (рисунок 4г) и КОС (рисунок 4д) не является основанием для отбраковки, если было обеспечено полное проплавление и полное сплавление, что должно быть подтверждено результатами неразрушающего контроля (НК). Смещение валиков сварного шва не должно превышать 3 мм у труб толщиной стенки t ≤ 20 мм или 4 мм - у труб толщиной стенки t > 20 мм.
9.13 Допуск на массу
9.13.1 За исключением предусмотренного в 9.13.2, масса каждой отдельной трубы не должна отличаться от своей номинальной массы, рассчитанной путем умножения ее длины на массу единицы длины (9.10.2), более чем на:
а) плюс 10,0 % или минус 5,0 % - для труб класса прочности КП 175;
б) плюс 10,0 % или минус 3,5 % - для труб всех других классов прочности.
9.13.2 Если в заказе на поставку указано меньшее минусовое отклонение толщины стенки, чем соответствующее отклонение, указанное в таблице 10, плюсовое отклонение массы должно быть увеличено на процент, эквивалентный соответствующему процентному уменьшению минусового отклонения толщины стенки.
9.13.3 Для каждой позиции заказа общей массой 18 т или более масса позиции заказа не должна отклоняться от своей номинальной массы, рассчитанной путем умножения общей длины труб в позиции заказа на массу единицы длины (9.10.2), более чем на:
а) минус 3,5 % - для труб класса прочности КП 175;
б) минус 1,75 % - для труб всех других классов прочности.
9.14 Свариваемость металла труб
По согласованию, изготовитель должен представить данные о свариваемости для соответствующего типа стали.
Требования к химическому составу сталей и, в частности, предельные значения Рcm и Сэкв (таблица 5 или таблица А.1, приложение А) были выбраны так, чтобы облегчить свариваемость материала.
Примечание - Однако необходимо учесть то, что поведение сталей во время сварки и после нее зависит не только от химического состава стали, но также и от использованных расходных материалов, условий разделки шва и выполнения самой сварки.
10 Контроль
10.1 Виды контроля и документы, оформляемые по результатам контроля
10.1.1 Общие положения
10.1.1.1 Соответствие требованиям заказа на поставку должно быть проверено специальным контролем в соответствии с ГОСТ 31458.
10.1.1.2 Документы, оформляемые по результатам контроля, должны быть выполнены в печатном или электронном виде, пригодном для электронного обмена документами в соответствии с соглашением об электронном обмене документами между потребителем и изготовителем.
10.1.2 Документы, оформляемые по результатам контроля, для труб уровня УТП1
10.1.2.1 Если согласовано, изготовитель должен представить документ о качестве типа 3.1.А, 3.1.В или 3.1.С в соответствии с ГОСТ 31458.
а) наружный диаметр, толщина стенки, класс прочности трубы, УТП, тип трубы и состояние поставки;
б) химический состав (плавки и продукции) и углеродный эквивалент (для химического состава продукции);
в) результаты испытания на растяжение, тип, размер, расположение и ориентация образцов;
г) заданное минимальное давление гидростатического испытания и заданная длительность испытания;
д) для сварных труб - применяемый метод неразрушающего контроля сварного шва (рентгеновский, ультразвуковой или магнитный), а также тип и размер применяемого эталонного отражателя или эталона качества изображения;
е) для бесшовных труб - применяемый метод неразрушающего контроля (ультразвуковая, магнитная или магнитопорошковая дефектоскопия), а также тип и размер применяемого эталонного отражателя;
ж) для труб ВЧС - минимальная температура термообработки сварного шва или, в соответствующем случае, указание на то, что термообработка не проводилась;
и) результаты любых дополнительных испытаний, указанных в заказе на поставку.
10.1.3 Документы, оформляемые по результатам контроля, для труб уровня УТП2
10.1.3.1 Изготовитель должен представить документ о качестве типа 3.1.В по ГОСТ 31458, если в заказ на поставку не включено требование предоставить документ о качестве типа 3.1.А или 3.1.С, или протокол приемки типа 3.2 по ГОСТ 31458.
10.1.3.2 Изготовитель должен предоставить соответствующую информацию по каждой позиции заказа следующего перечня:
а) наружный диаметр, толщина стенки, УТП, тип трубы, класс прочности трубы и состояние поставки;
б) химический состав (плавки и продукции) и углеродный эквивалент (для химического состава продукции);
в) результаты испытания на растяжение, тип, размер, расположение и ориентация образцов;
г) результаты испытания на ударный изгиб образцов с V-образным надрезом (CVN); размер, расположение и ориентация образцов; температура испытания и критерии приемки для образцов применяемого размера;
д) заданное минимальное давление гидростатического испытания и заданная длительность испытания;
е) для сварных труб - применяемый метод неразрушающего контроля сварного шва (рентгеновский, ультразвуковой или магнитный), а также тип и размер применяемого эталонного отражателя или эталона качества изображения;
ж) для бесшовных труб - применяемый метод неразрушающего контроля (ультразвуковой, магнитный или магнитопорошковый), а также тип и размер применяемого эталонного отражателя;
и) для труб ВЧС - минимальная температура термообработки сварного шва;
к) результаты любых дополнительных испытаний, указанных в заказе на поставку.
10.2 Виды контроля
10.2.1 Периодичность контроля в зависимости от вида контроля
10.2.1.1 Периодичность контроля труб уровня УТП1 должна соответствовать таблице 16.
Таблица16 - Периодичность контроля труб уровня УТП1
|
Тип трубы |
Периодичность контроля |
|
|
Анализ плавки |
Все трубы |
Один анализ на плавку стали |
|
Анализ продукции |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Два анализа на плавку стали (пробы отбирают от разных изделий) |
|
Испытание на растяжение тела сварных труб наружным диаметром D ≤ 48 мм класса прочности КП 175 |
ВЧС |
Одно испытание на контролируемую партию1) размером не более 25 т труб |
|
Испытание на растяжение тела сварных труб наружным диаметром D > 48 мм класса прочности КП 175 |
ВЧС |
Одно испытание на контролируемую партию размером не более 50 т труб |
|
Испытание на растяжение тела бесшовных труб |
БТ |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандирования 2) |
|
Испытание на растяжение тела сварных труб класса прочности выше КП 175 |
ВЧС, ДСФП, ДСФС, КОСП или КОСС |
|
|
Испытание на растяжение продольного или спирального сварного шва сварных труб диаметром D ≥ 219 мм |
ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандирования 2),3),4) |
|
Испытание на растяжение стыкового шва рулонного или листового проката для труб диаметром D > 219 мм |
ДСФС или КОСС |
Одно испытание на контролируемую партию не более 100 труб с одинаковым коэффициентом холодного экспандирования2),4),5) |
|
Испытание на загиб продольного сварного шва сварных труб диаметром D ≤ 48 мм класса прочности КП 175 |
ВЧС |
Одно испытание на контролируемую партию размером не более 25 т труб |
|
Испытание на загиб продольного сварного шва сварных труб диаметром 48 мм < D ≤ 60 мм класса прочности КП 175 |
ВЧС |
Одно испытание на контролируемую партию размером не более 50 т труб |
|
Испытание на направленный загиб продольного или спирального сварного шва сварных труб |
ДСФП, ДСФС, КОСП или КОСС |
Одно испытание на контролируемую партию не более 50 труб одного класса прочности |
|
Испытание на направленный загиб стыкового сварного шва рулонного или листового проката |
ДСФС или КОСС |
Одно испытание на контролируемую партию не более 50 труб одного класса прочности 5 |
|
Испытание сварных труб на сплющивание |
ВЧС |
Как показано на рисунке 6 |
|
Определение твердости участков повышенной твердости сварных труб холодного формообразования |
ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Любой участок повышенной твердости размером более 50 мм в любом направлении |
|
Гидростатическое испытание |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Каждая труба |
|
Макрографический контроль продольного или спирального сварного шва сварных труб |
ДСФП, ДСФС, КОСП или КОСС |
Не менее одного испытания в смену плюс испытание при любом изменении размера труб в течение рабочей смены; или, если применимы положения 10.2.5.3, в начале производства труб каждого сочетания наружного диаметра и толщины стенки |
|
Металлографический контроль продольного сварного шва сварных труб |
ВЧС |
Не менее одного испытания в смену плюс испытание при любом изменении класса прочности, наружного диаметра или толщины стенки; плюс одно испытание в случае значительных отклонений от условий термообработки |
|
Визуальный контроль |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Каждая труба, кроме случаев, оговоренных в 10.2.7.2 |
|
Контроль диаметра и овальности труб |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Не менее одного испытания каждые 4 ч рабочей смены плюс испытание при любом изменении размера труб в течение рабочей смены |
|
Измерение толщины стенки |
Все трубы |
Каждая труба (10.2.8.5) |
|
Контроль других размеров |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Произвольный контроль по усмотрению изготовителя |
|
Взвешивание труб диаметром D < 141 мм |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Каждая труба или каждая партия, выбор остается на усмотрение изготовителя |
|
Взвешивание труб диаметром D ≥ 141 мм |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Каждая труба |
|
Неразрушающий контроль |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
В соответствии с приложением Д |
|
1) Определение термина «контролируемая партия» - см. 4.9. 2) Коэффициент холодного экспандирования устанавливает изготовитель и рассчитывают по указанному наружному диаметру или окружности до и после экспандирования. Увеличение или уменьшение коэффициента холодного экспандирования более чем на 0,002 требует формирования новой контролируемой партии. 3) Для труб с двумя швами оба продольных сварных шва в трубе, выбранной в качестве образца контролируемой партии, подлежат контролю. 4) Кроме того, не реже одного раза в неделю испытывают трубу, взятую с каждого сварочного агрегата. 5) Применяют только к готовым трубам со спиральным сварным швом, у которых есть стыковые сварные швы рулонного или листового проката. |
||
10.2.1.2 Периодичность контроля труб уровня УТП2 должна соответствовать таблице 17.
Таблица17 - Периодичность контроля труб уровня УТП2
|
Тип трубы |
Периодичность контроля |
|
|
Анализ плавки |
Все трубы |
Один анализ на плавку стали |
|
Анализ продукции |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Два анализа на плавку стали (пробы отбирают от разных изделий) |
|
Испытание на растяжение тела трубы |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Одно испытание на контролируемую партию1) труб с одинаковым коэффициентом холодного экспандирования2) |
|
Испытание на растяжение продольного или спирального сварного шва сварных труб наружным диаметром D ≥ 219 мм |
ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандирования2),3),4) |
|
Испытание на растяжение стыкового шва рулонного или листового проката для труб наружным диаметром D ≥ 219 мм |
ДСФС или КОСС |
Одно испытание на контролируемую партию не более 100 труб с одинаковым коэффициентом холодного экспандирования2),3),5) |
|
Испытание на ударный изгиб образца с V-образным надрезом (CVN) от тела труб наружным диаметром и толщиной стенки, как указано в таблице 21 |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандирования2) |
|
По согласованию, испытание на ударный изгиб образца с V-образным надрезом (CVN) с продольным сварным швом от сварных труб наружным диаметром и толщиной стенки, указанными в таблице 21 |
ВЧС |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандирования2),3) |
|
Испытание на ударный изгиб образца с V-образным надрезом (CVN) с продольным или спиральным сварным швом от сварных труб наружным диаметром и толщиной стенки, указанными в таблице 21 |
ДСФП, ДСФС, КОСП или КОСС |
Одно испытание на контролируемую партию труб с одинаковым коэффициентом холодного экспандирования2),3),4) |
|
Испытание на ударный изгиб образца с V-образным надрезом (CVN) со стыковым сварным швом рулонного или листового проката от сварных труб наружным диаметром и толщиной стенки, указанными в таблице 21 |
ДСФС или КОСС |
Одно испытание на контролируемую партию не более 100 труб с одинаковым коэффициентом холодного экспандирования2),3),5) |
|
Испытание на направленный загиб продольного или спирального сварного шва сварных труб |
ДСФП, ДСФС, КОСП или КОСС |
Одно испытание на контролируемую партию не более 50 труб с одинаковым коэффициентом холодного экспандиро-вания2) |
|
Испытание на направленный загиб стыкового сварного шва рулонного или листового проката |
ДСФС или КОСС |
Одно испытание на контролируемую партию не более 50 труб с одинаковым коэффициентом холодного экспандиро-вания2),3),5) |
|
Испытание сварной трубы на сплющивание |
ВЧС |
Как показано на рисунке 6 |
|
Определение твердости участков повышенной твердости сварных труб холодного формообразования |
ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Любой участок повышенной твердости размером более 50 мм в любом направлении |
|
Гидростатическое испытание |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Каждая труба |
|
Макрографический контроль продольного или спирального сварного шва сварной трубы |
ДСФП, ДСФС, КОСП или КОСС |
Не менее одного испытания в смену плюс испытание при любом изменении размера труб в течение рабочей смены или, если применимы положения 10.2.5.3, в начале производства труб каждого сочетания наружного диаметра и толщины стенки |
|
Металлографический контроль (или, как вариант, определение твердости вместо металлографического исследования) продольного сварного шва сварной трубы |
ВЧС |
Не менее одного испытания в смену плюс испытание при любом изменении класса прочности, наружного диаметра или толщины стенки; плюс одно испытание в случае значительных отклонений от условий термообработки |
|
Визуальный контроль |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Каждая труба, кроме случаев, оговоренных в 10.2.7.2 |
|
Контроль диаметра и овальности труб |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Не менее одного испытания каждые 4 ч рабочей смены плюс испытание при любом изменении размера труб в течение рабочей смены |
|
Измерение толщины стенки |
Все трубы |
Каждая труба (10.2.8.5) |
|
Контроль других размеров |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Произвольный контроль по усмотрению изготовителя |
|
Взвешивание труб наружным диаметром D < 141 мм |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Каждая труба или каждая партия, выбор остается на усмотрение изготовителя |
|
Взвешивание труб наружным диаметром D ≥ 141 мм |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
Каждая труба |
|
Неразрушающий контроль |
БТ, ВЧС, ДСФП, ДСФС, КОСП или КОСС |
В соответствии с приложением Д |
|
1) Определение термина «контролируемая партия» - см. 4.9. 2) Коэффициент холодного экспандирования устанавливает изготовитель и рассчитывают по обозначенному наружному диаметру или окружности до и после экспандирования. Увеличение или уменьшение коэффициента холодного экспандирования более чем на 0,002 требует формирования новой контролируемой партии. 3) Кроме того, не реже одного раза в неделю испытывают трубу, взятую с каждого сварочного агрегата. 4) Для труб с двумя швами оба продольных сварных шва в трубе, выбранной в качестве образца контролируемой партии, подлежат контролю. 5) Применяется только к готовым трубам со спиральным сварным швом, у которых есть стыковые сварные швы рулонного или листового проката. |
||
10.2.2 Пробы и образцы для анализа продукции
Отбирать пробы и готовить образцы следует в соответствии с ГОСТ 7565. Такие пробы следует отбирать от трубы рулонного или листового проката.
10.2.3 Пробы и образцы для механических испытаний
10.2.3.1 Общие положения
Отбор проб и изготовление образцов для испытаний на растяжение, ударный изгиб (образцов с V-образным надрезом - CVN), загиб, направленный загиб и сплющивание следует проводить в соответствии с применяемыми стандартами.
Пробы и образцы для разных видов испытаний следует отбирать из мест, показанных на рисунках 5 и 6, и в соответствии с указаниями в таблице 18 или 19, в зависимости от того, какая из них применима, а также с учетом дополнительных требований, приведенных в 10.2.3.2 - 10.2.3.6 и 10.2.4.
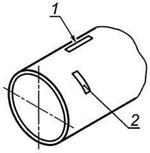
1 - L - продольная проба; 2 - Т - поперечная проба
а - Бесшовная труба
Рисунок 5 - Ориентация и расположение проб и образцов для испытаний
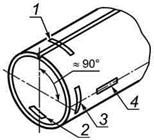
1 - W - поперечная проба
по сварному шву;
2 - Т180 - поперечная проба примерно в 180° от продольного
сварного шва;
3 - Т90 - поперечная проба примерно в 90° от продольного сварного шва;
4 - L90 - продольная проба примерно в 90° от продольного сварного
шва
Примечание - На двухшовной трубе поперечная проба 2 берется на втором сварном шве.
б - Трубы ВЧС, ДСФП и КОСП
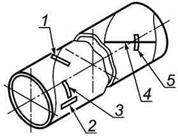
1 - W - поперечная проба,
центрированная по спиральному сварному шву;
2 - L - продольная проба, центрированная не менее чем в а/4 в
продольном направлении от спирального
сварного шва; 3 - Т - поперечная проба, центрированная не менее чем в
а/4 в продольном направлении от
спирального сварного шва; 4 - стыковой сварной шов рулонного или
листового проката;
5 - WS - поперечная проба, центрированная не менее чем в а/4 от
соединений спирального сварного шва
и стыкового сварного шва рулонного или листового проката
Примечание - «а» - длина стыкового сварного шва рулонного или листового проката.
в - Трубы ДСФС и КОСС
Рисунок 5, лист 2
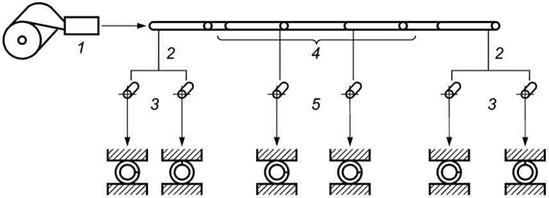
1 - сварка; 2 - конец рулона; 3 - два образца для
испытаний с каждого конца рулона;
4 - остановка сварного шва; 5 - два образца для испытаний с
каждой стороны от остановки сварного шва
а -
Трубы ВЧС класса прочности от КП 245 наружным диаметром D < 323,9 мм
неэкспандированные, производимые кратными длинами
Рисунок 6 - Испытания на сплющивание
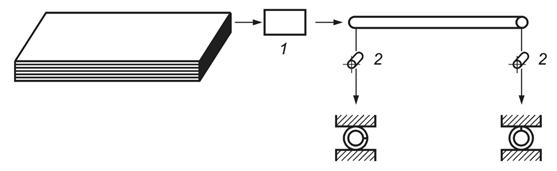
1 – сварка; 2 – два образца для испытаний с каждого конца трубы
б - Трубы ВЧС
класса прочности от КП 245 неэкспандированные,
производимые отдельными длинами

1 - контролируемая партия ≤ 50 т труб; 2 – один образец для испытаний от одного конца трубы
в - Сварные трубы класса прочности КП 175 наружным диаметром D ≥ 73 мм

1 – контролируемая партия ≤ 100 труб; 2 – один образец для испытаний от одного конца трубы
г - Трубы ВЧС
класса прочности от КП 245 и более наружным диаметром D < 325 мм
холодноэкспандированные
Рисунок 6, лист 2
Таблица 18 – Количество, ориентация и расположение образцов для механических испытаний труб уровня УТП1
|
Расположение пробы |
Вид испытания |
Ориентация, расположение и количество образцов от пробы1) |
||||
|
Наружный диаметр D, мм |
||||||
|
до 219 |
от 219 до 325 |
от 325 до 508 |
от 508 |
|||
|
БТ нехолодноэкспандированная (рисунок 5а) |
Тело трубы |
Растяжение |
1L2) |
1L |
1L |
1L |
|
БТ холодноэкспандированная (рисунок 5а) |
Тело трубы |
Растяжение |
1L2) |
1T3) |
1T3) |
1T3) |
|
ВЧС (рисунок 5б) |
Тело трубы |
Растяжение |
1L902) |
1Т1803) |
1Т1803) |
1Т1803) |
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W |
|
|
Тело трубы и сварной шов |
Сплющивание |
Как показано на рисунке 6 |
||||
|
ДСФП или КОСП (рисунок 5б) |
Тело трубы |
Растяжение |
1L902) |
1Т1803) |
1Т1803) |
1Т1803) |
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W4) |
|
|
Сварной шов |
Направленный загиб |
2W |
2W |
2W |
2W4) |
|
|
ДСФС или КОСС (рисунок 5в) |
Тело трубы |
Растяжение |
1L2) |
1Т3) |
1Т3) |
1Т3) |
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W |
|
|
Сварной шов |
Направленный загиб |
2W |
2W |
2W |
2WS |
|
|
Стыковой шов рулонного или листового проката |
Направленный загиб |
2WS |
2WS |
2WS |
2WS |
|
|
1) Объяснение символов, использованных для обозначения ориентации и расположения проб и образцов для испытаний, - см. рисунок 5. 2) Изготовитель по своему выбору может использовать продольные образцы полного сечения. 3) По согласованию, для определения предела текучести в поперечном направлении можно использовать кольцеобразные образцы, подвергаемые испытанию на раздачу на гидравлической установке в соответствии с нормативными документами. 4) Для труб с двумя сварными швами испытанию должны подвергаться оба продольных сварных шва трубы, являющейся образцом контролируемой партии. |
||||||
Таблица 19 - Количество, ориентация и расположение образцов для механических испытаний труб уровня УТП2
|
Расположение пробы |
Вид испытания |
Ориентация, расположение и количество образцов от пробы1) |
||||
|
Наружный диаметр D, мм |
||||||
|
до 219 |
от 219 до 325 |
от 325 до 508 |
от 508 |
|||
|
БТ без холодного экспандирования (рисунок 5а) |
Тело трубы |
Растяжение |
1L2) |
1L3),4) |
1L3),4) |
1L3),4) |
|
На ударный изгиб (CVN) |
3Т |
3Т |
3Т |
3Т |
||
|
БТ холодноэкспандированная (рисунок 5а) |
Тело трубы |
Растяжение |
1L2) |
1Т4) |
1Т4) |
1Т4) |
|
На ударный изгиб (CVN) |
3Т |
3Т |
3Т |
3Т |
||
|
ВЧС (рисунок 5б) |
Тело трубы |
Растяжение |
1L902) |
1Т1804) |
1T1804) |
1T1804) |
|
На ударный изгиб (CVN) |
3Т90 |
3Т90 |
3T90 |
3T90 |
||
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W |
|
|
На ударный изгиб (CVN) |
3W |
3W |
3W |
3W |
||
|
Тело трубы и сварной шов |
Сплющивание |
Как показано на рисунке 6 |
||||
|
ДСФП или КОСП (рисунок 5б) |
Тело трубы |
Растяжение |
1L902) |
1T1804) |
1T1804) |
1T1804) |
|
На ударный изгиб (CVN) |
3Т90 |
3T90 |
3T90 |
3T90 |
||
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W5) |
|
|
На ударный изгиб (CVN) |
3W и 3HAZ |
3W и 3HAZ |
3W и 3HAZ |
3W5) и 3HAZ5) |
||
|
Направленный загиб |
2W6) |
2W6) |
2W6) |
2W5),6) |
||
|
ДСФС или КОСС (рисунок 5в) |
Тело трубы |
Растяжение |
1L2) |
1T4) |
1T4) |
1T4) |
|
На ударный изгиб (CVN) |
3Т |
3T |
3T |
3T |
||
|
Сварной шов |
Растяжение |
- |
1W |
1W |
1W |
|
|
На ударный изгиб (CVN) |
3W и 3HAZ |
3W и 3HAZ |
3W и 3HAZ |
3W и 3HAZ |
||
|
Направленный загиб |
2W6) |
2W6) |
2W6) |
2W6) |
||
|
Стыковой шов рулонного или листового проката |
Растяжение |
- |
1WS |
1WS |
1WS |
|
|
На ударный изгиб (CVN) |
3WSn 3HAZ |
3WSn 3HAZ |
3WSn 3HAZ |
3WSn 3HAZ |
||
|
Направленный загиб |
2WS6) |
2WS6) |
2WS6) |
2WS6) |
||
|
1) Объяснение символов, использованных для обозначения ориентации и расположения проб и образцов для испытаний, - см. рисунок 5. 2) Изготовитель по своему выбору может использовать продольные образцы полного сечения. 3) По согласованию, допускается использование образцов с поперечной ориентацией. 4) По согласованию, для определения предела текучести в поперечном направлении могут использоваться кольцеобразные образцы, подвергаемые испытанию на раздачу на гидравлической установке в соответствии с нормативными документами. 5) Для труб с двумя сварными швами испытанию должны подвергаться оба продольных сварных шва трубы, являющейся образцом контролируемой партии. 6) Для труб толщиной стенки t > 19,0 мм образцы для испытаний могут быть подвергнуты механической обработке для получения прямоугольного поперечного сечения толщиной 18,0 мм. |
||||||
При проведении механических испытаний по разделу 9 образцы для испытаний, на которых обнаружены дефекты изготовления или несовершенства материала, не связанные с целью конкретного механического испытания, независимо от того, выявлены они до испытания или после него, могут быть забракованы и заменены другими образцами от той же трубы.
10.2.3.2 Образцы для испытаний на растяжение
Плоские образцы для испытаний, представляющие всю толщину стенки трубы, следует отбирать и изготовлять в соответствии с ГОСТ 10006 и как показано на рисунке 5; заготовки поперечных образцов должны быть выпрямлены.
Допускается использовать цилиндрические образцы. Для испытаний на растяжение образцов из продольных проб труб толщиной стенки t более 16,0 мм образцы должны быть диаметром 10,0 мм. Для испытаний на растяжение в поперечном направлении диаметр образцов должен соответствовать требованиям таблицы 20, однако изготовитель по своему усмотрению может выбрать следующий больший диаметр.
Таблица 20 - Соотношение размеров труб и диаметров цилиндрических образцов для испытаний на растяжение в поперечном направлении
В миллиметрах
|
Толщина стенки t |
|||
|
Диаметр образца для испытаний в пределах расчетной длины |
|||
|
12 |
8 |
6 |
|
|
От 219 до 273 |
- |
От 28 |
До 28 |
|
От 273 до 325 |
От 36 |
От 25 до 36 |
До 25 |
|
От 325 до 355 |
От 33 |
От 23 до 33 |
До 23 |
|
От 355 до 406 |
От 32 |
От 23 до 32 |
До 23 |
|
От 406 до 457 |
От 30 |
От 22 до 30 |
До 22 |
|
От 457 до 508 |
От 29 |
От 21 до 29 |
До 21 |
|
От 508 до 559 |
От 28 |
От 21 до 28 |
До 21 |
|
От 559 до 610 |
От 28 |
От 20 до 28 |
До 20 |
|
От 610 до 660 |
От 27 |
От 20 до 27 |
До 20 |
|
От 660 до 711 |
От 27 |
От 19 до 27 |
До 19 |
|
От 711 до 762 |
От 26 |
От 19 до 26 |
До 19 |
|
От 762 до 813 |
От 26 |
От 19 до 26 |
До 19 |
|
От 813 до 864 |
От 25 |
От 19 до 25 |
До 19 |
|
От 864 до 914 |
От 25 |
От 18 до 25 |
До 18 |
|
От 914 до 965 |
От 25 |
От 18 до 25 |
До 18 |
|
От 965 до 1016 |
От 25 |
От 18 до 25 |
До 18 |
|
От 1016 до 1067 |
От 24 |
От 18 до 24 |
До 18 |
|
От 1067 до 1118 |
От 24 |
От 18 до 24 |
До 18 |
|
От 1118 до 1168 |
От 24 |
От 18 до 24 |
До 18 |
|
От 1168 |
От 24 |
От 18 до 24 |
До 18 |
Для испытаний труб наружным диаметром D менее 219 мм изготовитель по своему усмотрению может использовать продольные образцы полного сечения.
При испытании на растяжение проб со сварным швом валики усиления сварных швов должны быть зачищены заподлицо.
10.2.3.3 Образцы для испытаний на ударный изгиб с V-образным надрезом (CVN)
Образцы должны быть изготовлены в соответствии с ГОСТ 9454. Ось надреза должна проходить перпендикулярно к поверхности трубы.
Каждый образец для испытаний сварного шва и зоны термического влияния (HAZ) должен подвергаться травлению перед нанесением надреза, чтобы можно было сделать надрез в требуемом месте.
Ось надреза на образцах со сварным швом от труб ДСФ и КОС должна быть расположена на оси наружного валика сварного шва или насколько можно ближе к этой оси.
Ось надреза на образцах с зоной термического влияния (HAZ) от труб ДСФ и КОС должна быть расположена насколько можно ближе к краю наружного валика сварного шва, как показано на рисунке 7.
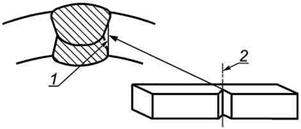
1 - материал,
отбираемый для изготовления образца с V-образным надрезом для испытания на ударную
вязкость в зоне термического влияния (HAZ) сварного шва вблизи линии плавления;
2 - ось надреза на образце для испытания на ударный изгиб
Рисунок
7 - Расположение образцов с V-образным
надрезом для испытаний
в зоне термического влияния
Ось надреза на образцах со сварным швом от труб ВЧС должна быть расположена на линии плавления или насколько можно ближе к ней.
Размер, ориентация и источник образцов для испытаний должны соответствовать требованиям таблицы 21, за исключением случая, когда предполагается работа удара более 80 % полной шкалы измерительного прибора установки для испытаний на ударный изгиб, в этом случае может быть использован ближайший образец меньшего размера.
Таблица 21 - Соотношение размеров труб и требуемых образцов для испытаний на удар для труб УТП2
В миллиметрах
|
Толщина стенки t |
||||
|
Размер, ориентация и источник образцов с V-образным надрезом (CVN) |
||||
|
полного размера1) |
3/42) |
2/33) |
1/24) |
|
|
От 114 до 141 |
От 12,6 |
От 11,7 до 12,6 |
От 10,9 до 11,7 |
От 10,1 до 10,9 |
|
От 141 до 168 |
От 11,9 |
От 10,2 до 11,9 |
От 9,4 до 10,2 |
От 8,6 до 9,4 |
|
От 168 до 219 |
От 11,7 |
От 9,3 до 11,7 |
От 8,6 до 9,3 |
От 7,6 до 8,6 |
|
От 219 до 273 |
От 11,4 |
От 8,9 до 11,4 |
От 8,1 до 8,9 |
От 6,5 до 8,1 |
|
От 273 до 325 |
От 11,3 |
От 8,7 до 11,3 |
От 7,9 до 8,7 |
От 6,2 до 7,9 |
|
От 325 до 355 |
От 11,1 |
От 8,6 до 11,1 |
От 7,8 до 8,6 |
От 6,1 до 7,8 |
|
От 355 до 406 |
От 11,1 |
От 8,6 до 11,1 |
От 7,8 до 8,6 |
От 6,1 до 7,8 |
|
От 406 |
От 11,0 |
От 8,5 до 11,0 |
От 7,7 до 8,5 |
От 6,0 до 7,7 |
|
1) Полноразмерные образцы для испытаний из невыпрямленных проб, поперечных оси трубы или сварного шва, в зависимости от того, что применимо. 2) Образцы размером 3/4 невыпрямленных проб, поперечных оси трубы или сварного шва, в зависимости от того, что применимо. 3) Образцы размером 2/3 невыпрямленных проб, поперечных оси трубы или сварного шва, в зависимости от того, что применимо. 4) Образцы размером 1/2 выпрямленных проб, поперечных оси трубы или сварного шва, в зависимости от того, что применимо. |
||||
10.2.3.4 Образцы для испытаний на загиб (полного сечения) Образцы должны быть подготовлены в соответствии с ГОСТ 3728.
10.2.3.5 Образцы для испытаний на направленный загиб
Образцы должны быть подготовлены в соответствии со стандартом [1] и рисунком 8.
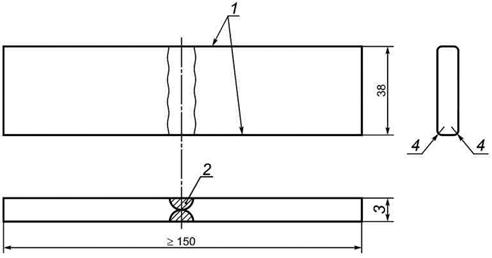
1 - кромки длинной
стороны механически обрабатывают или обрезают кислородной горелкой, или
обрабатывают, используя оба способа; 2 - сварной шов; 3 - толщина
стенки;
4 - радиус r должен быть менее или
равен 1,6 мм
а - Трубы ДСФ и КОС
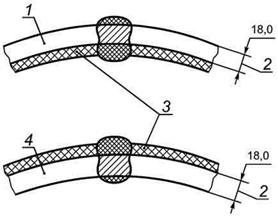
1 - загнутый образец с
внешней стороной шва; 2 - уменьшенная толщина;
3 - материал, удаленный до или после выпрямления; 4 - загнутый
образец с корнем
шва
Примечание - Используют зажим размером, предназначенным для труб толщиной стенки t = 19,0 мм.
б - Образцы уменьшенной толщины (как вариант для труб ДСФ и
КОС
толщиной стенки t
> 19,0 мм)
Рисунок 8 - Образцы для испытаний на направленный загиб
Образцы от труб толщиной стенки t > 19,0 мм могут быть подвергнуты механической обработке, чтобы получить прямоугольное сечение толщиной 18,0 мм. Образцы от труб толщиной стенки t ≤ 19,0 мм должны быть с загнутым поперечным сечением и должны представлять полную толщину стенки.
Для труб ДСФ и КОС усиление сварного шва должно быть удалено с обеих сторон.
10.2.3.6 Образцы для испытаний на сплющивание
Образцы следует отбирать в соответствии с ГОСТ 8695, за исключением того, что длина каждого образца для испытаний должна быть более или равна 60 мм.
Небольшие поверхностные несовершенства могут быть удалены.
10.2.4.1 Анализ продукции
Образцы для химического анализа должны быть вырезаны и подготовлены в соответствии с ГОСТ 7565. По выбору изготовителя труб они должны быть взяты из листового или рулонного проката, заготовки бесшовной трубы или из трубы.
Химический состав определяют по ГОСТ 22536.0 - ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.12, ГОСТ 12354, ГОСТ 12359, ГОСТ 12360, ГОСТ 12361, ГОСТ 18895, ГОСТ 28473, а наличие газа в стали - по ГОСТ 17745. Допускается применять другие методы определения, обеспечивающие точность определения в соответствии с указанными стандартами.
В случае возникновения разногласий химический состав определяют по согласованному методу.
10.2.4.2 Испытания на растяжение
Испытания на растяжение основного металла труб следует проводить в соответствии с ГОСТ 1497.
При испытаниях основного металла труб следует определять предел текучести, временное сопротивление и относительное удлинение.
Образцы для испытаний на растяжение изготовляют в соответствии с ГОСТ 10006.
Испытания на растяжение сварного шва труб следует проводить по ГОСТ 6996.
При испытаниях на растяжение сварного шва следует определять временное сопротивление.
10.2.4.3 Испытание на ударный изгиб образца с V-образным надрезом (CVN)
Испытания основного металла трубы следует проводить в соответствии с ГОСТ 9454, а испытания сварного шва - ГОСТ 6996.
10.2.4.4 Испытания на загиб образцов полного сечения Испытания следует проводить в соответствии с ГОСТ 3728.
Для каждой контролируемой партии выполняют загиб на угол 90° в холодном состоянии одного полноразмерного образца соответствующей длины вокруг оправки диаметром не более 12 D.
10.2.4.5 Испытания на направленный загиб
Испытания на направленный загиб следует проводить в соответствии со стандартом [1]. Размер оправки Agb, мм, определяют по следующей формуле, причем результат должен быть округлен с точностью до 1 мм
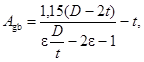 (5)
(5)
где 1,15 - коэффициент неравномерности;
ε - деформация в соответствии с таблицей 22;
D - наружный диаметр, указанный в заказе, мм;
t - толщина стенки, указанная в заказе, мм.
Оба образца для испытания должны быть загнуты на угол 180° в приспособлении, показанном на рисунке 9. У одного образца корень сварного шва должен непосредственно контактировать с оправкой, у другого образца в непосредственном контакте с оправкой должна быть лицевая сторона сварного шва.
10.2.4.6 Испытания на сплющивание
Испытания на сплющивание следует проводить в соответствии с ГОСТ 8695.
Как показано на рисунке 6, из участков, соответствующих обоим концам рулона, отбирают по два образца для испытаний. По одному образцу от каждой стороны рулона подвергают испытанию так, чтобы сварной шов был в положении 6 или 12 ч, а два оставшихся образца испытывают так, чтобы сварной шов был в положении 3 или 9 ч.
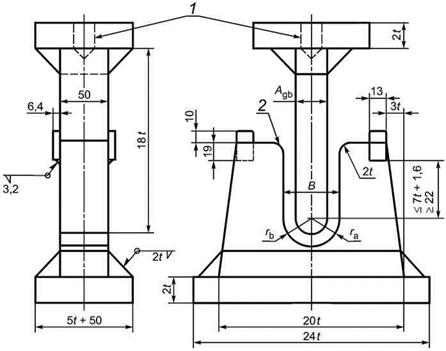
1 - резьбовое
установочное отверстие; 2 - закаленные и смазанные заплечики или
закаленные ролики;
В = Аgb + 2t + 3,2 мм; ra - радиус оправки для
испытания на направленный загиб;
rb - радиус пуансона для
испытания на направленный загиб
а - Плунжерный тип
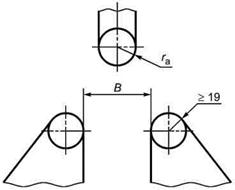
1 - ролик
б - Регулируемый тип
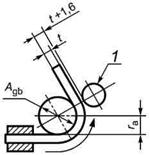
в - Охватывающий тип
Рисунок 9 - Приспособления для испытаний на направленный загиб
Таблица 22 - Значения деформации для испытаний на направленный загиб
|
Значение деформации1) ε |
|
|
КП 210 |
0,1650 |
|
КП 245 |
0,1375 |
|
КП 290 |
0,1375 |
|
КП 320 |
0,1325 |
|
КП 360 |
0,1250 |
|
КП 390 |
0,1175 |
|
КП 415 |
0,1125 |
|
КП 450 |
0,1100 |
|
КП 485 |
0,1025 |
|
КП 555 |
0,0950 |
|
КП 625 |
0,0850 |
|
КП 690 |
0,0800 |
|
КП 830 |
0,0675 |
|
1) Для промежуточных классов прочности значения деформации могут быть получены путем интерполяции, основанной на заданном минимальном пределе прочности; интерполированное значение округляют с точностью до ближайшего значения, кратного 0,0025. |
|
Образцы для испытаний, отобранные из отрезаемых концов в местах остановки сварного шва, испытывают только в положении 3 или 9 ч.
10.2.4.7 Определение твердости
Когда по результатам визуального контроля можно определить наличие участков повышенной твердости, твердость определяют в соответствии с требованиями ГОСТ 9012, ГОСТ 2999 или ГОСТ 9013.
10.2.5 Макрографический и металлографический контроль
10.2.5.1 За исключением методов контроля, предусмотренных в 10.2.5.2, взаиморасположение внутреннего и наружного валиков сварного шва труб ДСФ и КОС (рисунок 4г, д) должно быть проверено методом макрографического контроля.
10.2.5.3 В случае труб, сварные швы которых должны быть подвергнуты термообработке (8.8.1 или 8.8.2, в зависимости от того, какой из них применим), необходимо провести металлографический контроль, чтобы убедиться в полной термообработке всей зоны термического влияния (HAZ) по всей толщине стенки. В случае труб, сварные швы которых не подвергают термообработке (8.8.1), необходимо провести металлографический контроль, чтобы убедиться в отсутствии неотпущенного мартенсита.
Кроме того, может быть согласована необходимость определения твердости.
10.2.6 Гидростатическое испытание
10.2.6.1 Бесшовные трубы всех размеров и сварные трубы наружным диаметром D ≤ 457 мм должны быть выдержаны под давлением испытания не менее 5 с, сварные трубы наружным диаметром D > 457 мм - не менее 10 с.
10.2.6.2 Чтобы обеспечить контроль каждой трубы под требуемым давлением, каждая установка для испытаний должна быть оборудована средствами регистрации давления испытания и длительности испытания каждой трубы или снабжена автоматическим или блокирующим устройством, которое гарантированно не допускает классификации трубы как проверенной, пока не будут соблюдены все требования испытания (давление и длительность). Такие записи или графики следует предоставлять на контроль инспектору потребителя на предприятии-изготовителе, при применении такого контроля. Калибровку приборов для регистрации давления проводят при помощи грузопоршневого манометра или аналогичного прибора не менее чем за четыре месяца до каждого применения. По своему усмотрению изготовитель может проводить испытания при давлении более высоком, чем требуемое.
Примечание - В любом случае, заданное давление испытания представляет собой значение давления, ниже которого давление не должно падать в течение заданной длительности испытания.
10.2.6.3 За исключением предусмотренного в 10.2.6.4, 10.2.6.5 и сносок к таблице 23, давление гидростатического испытания Р, МПа, для труб определяют по следующей формуле, результат округляют с точностью до 0,1 МПа
![]() (6)
(6)
где S - окружное напряжение, МПа, равное определенному проценту от заданного минимального предела текучести трубы (таблица 23);
t - толщина стенки трубы, мм;
D - наружный диаметр трубы, мм.
Таблица 23 - Процент от заданного минимального предела текучести трубы для определения окружного напряжения S
|
Наружный диаметр D, мм |
Процент от заданного минимального предела текучести, %, для определения S |
||
|
Стандартное испытательное давление |
Альтернативное испытательное давление |
||
|
КП 175 |
До 141 включ. |
601) |
751) |
|
КП 210 |
Любой |
601) |
751) |
|
КП 245 |
Любой |
601) |
751) |
|
КП 290 и выше |
До 141 включ. |
602) |
753) |
|
Св. 141 до 219 включ. |
752) |
753) |
|
|
Св. 219 до 508 включ. |
852) |
853) |
|
|
Св. 508 |
902) |
903) |
|
|
1) Для наружного диаметра D ≤ 89 мм давление испытания не должно превышать 17,0 МПа; для наружного диаметра D > 89 мм давление испытания не обязательно должно превышать 19,0 МПа. 2) Давление испытания не обязательно должно превышать 20,5 МПа. 3) Для наружного диаметра D ≤ 406 мм давление испытания может не превышать 50,0 МПа; для наружного диаметра D > 406 мм давление испытания не обязательно должно превышать 25,0 МПа. |
|||
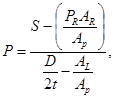 (7)
(7)
где S - окружное напряжение, МПа, равное определенному проценту от заданного минимального предела текучести трубы (таблица 23);
PR - внутреннее давление на торцевом уплотнении трубы, МПа;
AR - площадь поперечного сечения торцевого уплотнения трубы, мм2;
Ар - площадь поперечного сечения стенки трубы, мм2;
D - наружный диаметр, мм;
t - толщина стенки, мм;
AL - площадь внутреннего поперечного сечения трубы, мм2.
10.2.6.5 По согласованию, вместо толщины стенки t для определения требуемого давления испытания можно использовать минимально допустимую толщину стенки tmin, при условии использования окружного напряжения, составляющего не менее 95 % заданного минимального предела текучести трубы.
10.2.7.1 За исключением предусмотренного в 10.2.7.2, каждая труба должна быть подвергнута визуальному контролю для выявления дефектов поверхности при освещенности не менее 300 люкс. Такая освещенность должна быть обеспечена на всей наружной поверхности и, насколько возможно, на внутренней поверхности.
Примечание - Обычно у труб ДСФ и КОС большого диаметра всю внутреннюю поверхность подвергают визуальному контролю.
10.2.7.3 Визуальный контроль проводит персонал:
а) способный (после специального обучения) выявлять и оценивать несовершенства поверхности;
б) обладающий остротой зрения, соответствующей применимым требованиям стандарта [2] или других нормативных документов.
10.2.7.4 Поверхность сварных труб холодного формообразования должна быть подвергнута контролю для выявления геометрических отклонений контура трубы. Если такой контроль не подтверждает того, что причиной геометрических отклонений поверхности является механическое повреждение, но показывает, что такие отклонения поверхности могут быть обусловлены участком повышенной твердости, должны быть определены размеры участка и, при необходимости, твердость этого участка. Выбор метода определения твердости остается за изготовителем. Если размеры и твердость превысят критерии приемки, указанные в 9.9.6, участок повышенной твердости необходимо удалить в соответствии с процедурой, установленной в 9.9.7 и приложении В.
10.2.8 Контроль размеров
10.2.8.2 Овальность труб проверяют не реже одного раза каждые 4 ч каждой рабочей смены. За исключением предусмотренного в 10.2.8.3, овальность определяют как разность между наибольшим и наименьшим наружными диаметрами, измеренными в одной плоскости поперечного сечения.
10.2.8.3 По согласованию, для экспандированных труб наружным диаметром D ≥ 219 мм и для неэкспандированных труб для подтверждения соответствия предельным отклонениям по диаметру используют измерения внутреннего диаметра труб, а овальность следует определять как разность между наибольшим и наименьшим внутренними диаметрами, измеренными в одной плоскости поперечного сечения.
10.2.8.4 Для труб ДСФ и КОС максимальное отклонение плоских и выступающих участков от нормального контура трубы на сварном шве у торца трубы измеряют по шаблону, ориентированному поперек оси трубы, длиной 0,25D или 200 мм, в зависимости от того, что меньше.
10.2.8.5 Каждую трубу подвергают измерениям для определения ее соответствия требованиям, предъявляемым к толщине стенки. Толщина стенки на любом участке должна быть в пределах, установленных таблицей 10, за исключением зоны сварного шва, которая не должна быть ограничена положительным предельным отклонением. Измерения толщины стенки следует проводить механическим толщиномером или надлежащим образом откалиброванным устройством для неразрушающего контроля подходящей точности. В случае разногласий предпочтение отдается результатам измерений, проводимым механическим толщиномером. Следует использовать механический толщиномер с контактными наконечниками круглого поперечного сечения. Торец наконечника, контактирующий с внутренней поверхностью трубы, должен быть закруглен радиусом не более 38 мм для труб размером 168 мм или более и радиусом не более d/4 для труб менее168 мм, однако, радиус должен быть не менее 3,2 мм. Торец наконечника, контактирующий с наружной поверхностью трубы, должен быть плоским или закругленным с радиусом не менее 38 мм.
10.2.8.6 Для подтверждения соответствия требованиям к размерам и форме, указанным в 9.10 - 9.12, следует использовать соответствующие методы. Если в заказе на поставку не указаны конкретные методы контроля, изготовитель может выбирать методы по своему усмотрению.
10.2.9 Взвешивание
Трубы наружным диаметром D ≥ 140 мм по согласованию сторон взвешивают индивидуально. Трубы наружным диаметром D < 140 мм следует взвешивать индивидуально или партиями, удобными для изготовителя.
10.2.10 Неразрушающий контроль
Неразрушающий контроль труб должен соответствовать требованиям приложения Д.
10.2.11 Классификация и повторная обработка
Классификацию и повторную обработку проводят в соответствии со стандартом [3].
10.2.12 Повторные испытания
10.2.12.1 За исключением предусмотренного в 10.2.12.2, повторные испытания должны соответствовать требованиям стандарта [3].
11 Маркировка
11.1 Общие положения
11.1.1 На трубы, изготовленные в соответствии с настоящим стандартом, маркировка должна быть нанесена изготовителем.
11.2 Маркировка труб
11.2.1 Маркировка труб должна включать:
а) наименование или торговый знак изготовителя труб (X);
б) обозначение настоящего стандарта;
в) наружный диаметр;
г) толщину стенки;
д) класс прочности трубы (таблица 1 или А.1, приложение А, в зависимости от того, какая из них применима);
е) обозначение уровня требований к продукции;
ж) тип трубы (таблица 2);
и) знак представителя службы контроля заказчика (Y), если такой контроль применяют;
к) идентификационный номер трубы или партии труб (Z).
Пример - X ГОСТ 31443-2012 508 12,7 КП 360 М УТП2 ДСФП Y, Z.
а) маркировку труб наружным диаметром D ≤ 48 мм следует наносить:
1) на ярлыке, закрепленном на связке труб;
2) на ленте или хомуте, используемом для обвязки труб;
3) на одном из концов каждой трубы;
4) непрерывно по всей длине трубы;
б) маркировку бесшовных труб наружным диаметром D > 48 мм и сварных труб наружным диаметром 48 мм < D < 406 мм, если в заказе на поставку не определено конкретное место, наносят:
1) на наружной поверхности трубы, в последовательности, указанной в 11.2.1, начиная сточки, расположенной в интервале от 415 до 750 мм от одного из торцов трубы;
2) на внутренней поверхности трубы, начиная сточки, расположенной на расстоянии не менее 150 мм от одного из торцов трубы;
в) маркировку сварных труб наружным диаметром D ≥ 406 мм, если в заказе на поставку не определено конкретное место, наносят:
1) на наружной поверхности трубы в последовательности, указанной в 11.2.1, начиная с точки, расположенной в интервале от 450 до 750 мм от одного из торцов трубы;
2) на внутренней поверхности трубы, начиная сточки, расположенной на расстоянии не менее 150 мм от одного из торцов трубы.
а) такая маркировка должна быть расположена на скосе торца трубы или в пределах 150 мм от одного из торцов трубы;
б) такая маркировка должна быть расположена на расстоянии не менее чем 25 мм от сварных швов;
в) холодное клеймение (при температуре менее 100 °С) рулонного или листового проката или труб, которые впоследствии не подвергают термообработке, должно осуществляться только скругленными или притуплёнными клеймами.
11.2.5 В случае нанесения временного защитного покрытия (12.2) маркировка должна быть выполнена после нанесения такого покрытия и должна быть читаемой.
11.2.6 В дополнение к маркировке по 11.2.1, должна быть нанесена маркировка длины трубы в метрах с точностью до двух разрядов после десятичного знака или, по согласованию, в другом формате:
а) на трубах наружным диаметром D ≤ 48 мм маркируют либо длину отдельной трубы (по результатам измерения длины готовой трубы) на удобном участке на наружной поверхности трубы, либо общую длину труб в связке - на ярлыке, полосе или хомуте, обвязывающих трубы;
б) на трубах наружным диаметром D > 48 мм маркируют длину отдельной трубы (по результатам измерения длины готовой трубы) на следующих участках:
1) на подходящем участке на наружной поверхности трубы или
2) по согласованию, на подходящем участке на внутренней поверхности трубы.
11.2.7 По согласованию, изготовитель наносит отметку краской диаметром примерно 50 мм на внутренней поверхности каждой трубы. Цвета краски должны соответствовать таблице 24, если трубы классов прочности, включенных в настоящую таблицу; для всех остальных классов прочности цвета краски должны быть указаны в заказе на поставку.
Таблица 24 - Цвета краски и классы прочности
|
Цвет краски |
|
|
КП 320 |
Черный |
|
КП 360 |
Зеленый |
|
КП 390 |
Синий |
|
КП 415 |
Красный |
|
КП 450 |
Белый |
|
КП 485 |
Фиолетовый |
|
КП 555 |
Желтый |
12 Покрытия
12.1 За исключением предусмотренного в 12.2 - 12.4, трубы поставляют без покрытия.
12.3 По согласованию, трубы должны поставлять со специальным покрытием.
12.4 По согласованию, трубы должны поставлять со специальным внутренним покрытием.
13 Хранение документации
Документы о следующих видах контроля, если они проводились, должен сохранять изготовитель и предоставлять потребителю по его требованию в течение трех лет со дня приобретения продукции потребителем:
а) анализ плавки и продукции;
б) испытание на растяжение;
в) испытание на направленный загиб;
г) испытание на ударный изгиб образцов с V-образным надрезом (CVN);
д) гидростатические испытания (в виде ленты регистрации работы установки или данных о ее работе в электронном виде);
е) рентгенографический контроль труб (в виде рентгенограммы);
ж) неразрушающий контроль другими методами, где применимо;
и) аттестация персонала, проводящего, неразрушающий контроль (в виде результатов аттестации персонала);
к) рентгенографический контроль сварных швов составных труб (в виде рентгенограммы);
л) контроль процедуры ремонта сваркой.
14 Погрузка труб
Если ответственность за погрузку труб возлагают на изготовителя, последний должен подготовить и следовать схемам погрузки, в которых должно быть указано, как укладывать, защищать и закреплять трубы на грузовиках, в вагонах, на баржах или на морских судах, в зависимости от того, какое транспортное средство будет использоваться. Погрузка не должна приводить к повреждению торцов труб, истиранию, наклепу и усталостному растрескиванию. Погрузка должна осуществляться в соответствии со всеми действующими правилами, нормами, стандартами или руководящими указаниями.
Приложение
А
(обязательное)
Трубы УТП2, предназначенные для эксплуатации в кислых средах
А.1 Введение
Настоящее приложение устанавливает дополнительные требования, относящиеся к трубам УТП2, предназначенным для эксплуатации в кислых средах [7.2, перечисление в), 42)].
А.2 Дополнительная информация, которую должен предоставить потребитель
В дополнение к установленному в 7.1, перечисления а) - ж), заказ на поставку должен содержать указание, какое из следующих положений должно распространяться на конкретную позицию заказа:
- способ разливки стали для рулонного или листового проката, используемого для производства сварных труб (А.3.3.2.1);
- ультразвуковой контроль рулонного или листового проката на расслоение (А.3.3.2.4);
- поставку спирально-шовных труб, содержащих сварной стыковочный шов рулонного или листового проката (А.3.3.2.5);
- химический состав для промежуточных классов прочности (А.4.1.1);
- химический состав для труб толщиной стенки t > 25,0 мм (А.4.1.2);
- предельные значения химического состава [таблица А.1, сноски 3) - 6), 9) - 11)];
- периодичность контроля твердости продольного шва труб ВЧС или ДСФ (таблица А.3);
- испытание на сульфидное растрескивание под напряжением (SSC) при аттестации процедуры изготовления (таблица А.3);
- альтернативные методы испытаний на водородное растрескивание (HIC) и ступенчатое растрескивание (SWC) и соответствующие критерии приемки (А.7.3.1.3);
- микрофотографии трещин, вызванных HIC (А.7.3.1.4);
- альтернативные методы испытаний на сульфидное растрескивание под напряжением (SSC) и соответствующие критерии приемки при аттестации процедуры изготовления (А.7.3.2.2);
- ультразвуковой контроль концов труб на расслоение в пределах длины, превышающей 100 мм, для труб толщиной стенки t ≥ 5,0 мм (Ж.2.1.3, приложение Ж);
- магнитопорошковый контроль на расслоение торцов и фасок труб (Ж.2.1.4, приложение Ж);
- увеличенный охват ультразвукового измерения толщины стенки бесшовных труб (Ж.3.3, приложение Ж);
- применение одной или более дополнительных операций неразрушающего контроля бесшовных труб (Ж.3.4, приложение Ж);
- ограничение размера отдельных расслоений до 100 мм2 (таблица Ж.1, приложение Ж);
- уровни приемки L2/C или L2 неразрушающего контроля сварного шва труб ВЧС (Ж.4.1, приложение Ж);
- ультразвуковой контроль на расслоение тела труб ВЧС (Ж.4.2, приложение Ж);
- ультразвуковой контроль на расслоения кромок рулонного или листового проката или участков, прилегающих к сварному шву (Ж.4.3, приложение Ж);
- неразрушающий контроль тела труб ВЧС ультразвуковым методом или методом магнитного потока рассеяния (Ж.4.4, приложение Ж);
- использование для калибровки аппаратуры пазов фиксированной глубины [Ж.5.1.1, перечисление в) (приложение Ж)];
- радиографический контроль неконтролируемых концов труб и участков ремонта [Ж.5.3, перечисление а) (приложение Ж)];
- магнитопорошковый контроль сварного шва на концах труб ДСФ (Ж.5.4, приложение Ж).
А.3 Изготовление труб
А.3.1 Процедура изготовления
Все трубы должны быть изготовлены в соответствии с процедурой изготовления, аттестованной в соответствии с приложением Г.
А.3.2 Производство стали
А.3.2.1 Сталь1) должна быть получена кислородно-конвертерным или электропечным методом и должна быть раскисленной.
_________
1) Технология производства стали может включать различные переплавы и вторичные металлургические процессы.
А.3.2.2 Сталь должна быть подвергнута вакуумной дегазации для снижения содержания газов.
А.3.2.3 Плавка стали должна быть обработана для регулирования формы включений. Процедура контроля (в т.ч. металлографического контроля) может быть согласована между изготовителем и потребителем для оценки эффективного регулирования формы включений.
А.3.3 Изготовление труб
А.3.3.1 Бесшовные трубы
Бесшовные трубы должны быть изготовлены из катаной, кованой и непрерывнолитой заготовки. Если используют процесс окончательной холодной обработки, это должно быть указано в документе о приемке.
А.3.3.2 Сварные трубы
А.3.3.2.1 Если не согласовано иное, то рулонный или листовой прокат для изготовления сварных труб должен быть прокатан из непрерывнолитых заготовок. Трубы должны быть типов ДСФП, ДСФС или ВЧС.
А.3.3.2.2 У труб ВЧС стыкуемые кромки рулонного или листового проката перед сваркой должны быть обработаны фрезерованием или иным методом резания.
А.3.3.2.3 Рулонный или листовой прокат, используемый для производства сварных труб, после прокатки должен подвергаться визуальному контролю.
Визуальный контроль рулонного проката, используемого для производства труб, можно проводить в виде контроля размотанного рулонного проката или контроля кромок в рулоне.
А.3.3.2.4 По согласованию, рулонный и листовой прокат следует подвергать ультразвуковому контролю на расслоение в соответствии с приложением Ж, который можно проводить до или после резки рулонного или листового проката, или же готовую трубу подвергают контролю, включая ультразвуковой контроль, по всему телу трубы.
А.3.3.2.5 По согласованию, допускается поставка спирально-шовных труб, изготовленных из сваренного встык рулонного или листового проката, при условии, что стыковые швы расположены на расстоянии не менее 300 мм от торцов трубы и подвергнуты такому же неразрушающему контролю, которому, согласно приложению Ж, подвергают кромки рулонного или листового проката и основные сварные швы.
А.3.3.2.6 При сварке труб ДСФП и ДСФС прерывистые прихваточные швы допускаются только в том случае, когда потребитель согласился с их применением на основе данных, представленных изготовителем и подтверждающих обеспечение требуемых механических свойств как в месте расположения прихваточных швов, так и в промежутке между ними.
А.4.1 Химический состав
А.4.1.1 Для труб толщиной стенки t ≤ 25,0 мм химический состав стандартных классов прочности приведен в таблице А.1. Химический состав промежуточных классов прочности может быть согласован, но в соответствии с составом стандартных классов прочности по таблице А.1. Класс прочности трубы должен соответствовать таблице А.1 и представлять собой буквенно-цифровое обозначение класса прочности, с дополнением букв: первой - Н, Т или М, обозначающей состояние поставки, и второй - С, обозначающей условия эксплуатации.
А.4.1.2 Для труб толщиной стенки t > 25,0 мм химический состав устанавливают по согласованию, с корректировкой, при необходимости, требований таблицы А.1.
Таблица А.1 - Химический состав труб УТП2 толщиной стенки t ≤ 25,4 мм
|
Массовая доля по результатам анализа плавки и продукции, %, не более |
Cэкв1), %, не более |
Рcm1), %, не более |
|||||||||
|
С2) |
Si |
Mn2) |
Р |
S |
V |
Nb |
Ti |
Прочие3),4) |
|||
|
Бесшовные и сварные трубы |
|||||||||||
|
КП 245 НС |
0,14 |
0,40 |
1,35 |
0,015 |
0,0055) |
6) |
6) |
0,04 |
7) |
0,36 |
0,198) |
|
КП 290 НС |
0,14 |
0,40 |
1,35 |
0,015 |
0,0055) |
0,05 |
0,05 |
0,04 |
- |
0,36 |
0,198) |
|
КП 320 НС |
0,14 |
0,40 |
1,40 |
0,015 |
0,0055) |
0,07 |
0,05 |
0,04 |
7) |
0,38 |
0,208) |
|
КП 360 НС |
0,16 |
0,45 |
1,65 |
0,015 |
0,0055) |
0,10 |
0,05 |
0,04 |
7) |
0,43 |
0,228) |
|
КП 245 ТС |
0,14 |
0,40 |
1,35 |
0,015 |
0,0055) |
0,12 |
0,04 |
0,04 |
- |
0,34 |
0,198) |
|
КП 290 ТС |
0,14 |
0,40 |
1,35 |
0,015 |
0,0055) |
0,12 |
0,04 |
0,04 |
- |
0,34 |
0,198) |
|
КП 320 ТС |
0,15 |
0,45 |
1,40 |
0,015 |
0,0055) |
0,12 |
0,05 |
0,04 |
- |
0,36 |
0,208) |
|
КП 360 ТС |
0,17 |
0,45 |
1,65 |
0,015 |
0,0055) |
0,12 |
0,05 |
0,04 |
7) |
0,39 |
0,208) |
|
КП 390 ТС |
0,17 |
0,45 |
1,65 |
0,015 |
0,0055) |
0,12 |
0,05 |
0,04 |
7) |
0,42 |
0,218) |
|
КП 415 ТС |
0,17 |
0,45 |
1,65 |
0,015 |
0,0055) |
0,12 |
0,05 |
0,04 |
7), 9), 11) |
0,41 |
0,228) |
|
КП 450 ТС |
0,17 |
0,45 |
1,65 |
0,015 |
0,0055) |
0,12 |
0,05 |
0,06 |
7), 9), 11) |
0,42 |
0,228) |
|
КП 485 ТС |
0,17 |
0,45 |
1,65 |
0,015 |
0,0055) |
0,12 |
0,05 |
0,06 |
7), 9), 11) |
0,42 |
0,228) |
|
Сварные трубы |
|||||||||||
|
КП 245 МС |
0,12 |
0,40 |
1,25 |
0,020 |
0,0035) |
0,10 |
0,04 |
0,04 |
- |
- |
0,19 |
|
КП 290 МС |
0,12 |
0,40 |
1,25 |
0,020 |
0,0035) |
0,10 |
0,04 |
0,04 |
- |
- |
0,19 |
|
КП 320 МС |
0,12 |
0,45 |
1,35 |
0,020 |
0,0035) |
0,10 |
0,05 |
0,04 |
- |
- |
0,20 |
|
КП 360 МС |
0,12 |
0,45 |
1,45 |
0,020 |
0,0035) |
0,15 |
0,06 |
0,04 |
- |
- |
0,20 |
|
КП 390 МС |
0,12 |
0,45 |
1,45 |
0,020 |
0,0035) |
0,15 |
0,08 |
0,04 |
7) |
- |
0,21 |
|
КП 415 МС |
0,12 |
0,45 |
1,45 |
0,020 |
0,0035) |
0,15 |
0,08 |
0,06 |
7), 9) |
- |
0,21 |
|
КП 450 МС |
0,12 |
0,45 |
1,60 |
0,020 |
0,0035) |
0,15 |
0,08 |
0,06 |
7), 9), 10) |
- |
0,22 |
|
КП 485 МС |
0,12 |
0,45 |
1,60 |
0,020 |
0,0035) |
0,15 |
0,08 |
0,06 |
7), 9), 10) |
- |
0,22 |
|
1) По результатам анализа продукции (9.2.4 и 9.2.5). Предельные значения Сэкв применяют при массовой доле углерода более 0,12 %, предельные значения Рcm - при массовой доле углерода до 0,12 % включительно. 2) При уменьшении массовой доли углерода на каждые 0,01 % ниже максимального значения допускается увеличение массовой доли марганца на 0,05 % сверх установленного максимального значения, но не более чем на 0,20 %. 3) Общая массовая доля: Al - до 0,060% включительно, N - до 0,012 % включительно, Al/N ≥ 2:1 (не распространяется на стали, раскисленные титаном или обработанные титаном); Cu ≤ 0,35 % (по согласованию, Cu ≤ 0,10 %); Ni ≤ 0,30 %; Cr ≤ 0,30 %; Мо ≤ 0,15 %; В ≤ 0,0005 %. 4) Если не согласовано иное, то для сварных труб, когда в сталь намеренно добавляют Са, Ca/S ≥ 1,5, если S > 0,0015 %. Для бесшовных и сварных труб массовая доля Са ≤ 0,006 %. 5) Наибольшая массовая доля S может быть увеличена для бесшовных труб до 0,008 % включительно и, по согласованию, для сварных труб до 0,006 % включительно. При такой повышенной массовой доле S в сварных трубах может быть согласовано пониженное отношение Ca/S. 6) Если не согласовано иное, то суммарная массовая доля Nb и V должна быть до 0,16 % включительно. 7) Суммарная массовая доля Nb, V и Ti должна быть до 0,15 % включительно. 8) Для бесшовных труб указанное значение может быть увеличено на 0,03 %. 9) По согласованию, массовая доля Мо должна быть до 0,35 % включительно. 10) По согласованию, массовая доля Cr должна быть до 0,45 % включительно. 11) По согласованию, массовая доля Cr должна быть до 0,45 % включительно и Ni ≤ 0,50 %. |
|||||||||||
А.4.2 Механические характеристики
А.4.2.1 Прочностные свойства труб должны соответствовать требованиям таблицы А.2.
Таблица А.2 - Требования к механическим характеристикам труб при испытаниях на растяжение
|
Тело бесшовных и сварных труб |
Сварной шов труб ВЧС и ДСФ |
||||||
|
Предел текучести1) σТ0,5, МПа |
Предел прочности1) σв, МПа |
Отношение2) σТ0,5/σв |
Удлинение на длине 50 мм δ, % |
Предел прочности3) σв, МПа |
|||
|
не менее |
не более |
не менее |
не более |
не более |
не менее |
не менее |
|
|
КП 245 НС КП 245 ТС КП 245 МС |
245 |
4504) |
415 |
760 |
0,93 |
21 |
415 |
|
КП 290 НС КП 290 ТС КП 290 МС |
290 |
495 |
415 |
760 |
0,93 |
21 |
415 |
|
КП 320 НС КП 320 ТС КП 320 МС |
320 |
525 |
435 |
760 |
0,93 |
21 |
435 |
|
КП 360 НС КП 360 ТС КП 360 МС |
360 |
530 |
460 |
760 |
0,93 |
21 |
460 |
|
КП 390 ТС КП 390 МС |
390 |
545 |
490 |
760 |
0,93 |
20 |
490 |
|
КП 415 ТС КП 415 МС |
415 |
565 |
520 |
760 |
0,93 |
20 |
520 |
|
КП 450 ТС КП 450 МС |
450 |
600 |
535 |
760 |
0,93 |
20 |
535 |
|
КП 485 МС |
485 |
635 |
570 |
760 |
0,93 |
20 |
570 |
|
1) Для промежуточных классов прочности разность между заданными наибольшим и наименьшим значениями предела текучести должна быть такой же, как для ближайшего более высокого класса прочности, а разность между заданными наименьшим значением предела прочности и наименьшим значением предела текучести - как для ближайшего более высокого класса прочности, указанного в настоящей таблице. Предел прочности промежуточных классов прочности должен быть до 760 МПа включительно. 2) Эти пределы применимы для труб наружным диаметром D > 325 мм. 3) Для промежуточных классов прочности заданный минимальный предел прочности сварного шва должен быть таким же, как предел прочности тела трубы с учетом сноски 1). 4) Для труб наружным диаметром D < 219 мм наибольшее значение предела текучести должно быть до 495 МПа включительно. |
|||||||
А.4.3 Испытание на водородное растрескивание (HIC) или ступенчатое растрескивание (SWC)
Результаты испытания, проводимого с целью оценки стойкости материала к водородному растрескиванию, должны отвечать приведенным ниже критериям приемки, где каждый коэффициент представляет собой максимальное допустимое среднее значение для трех сечений контрольного образца при испытании в растворе (среде) А по стандарту [28]:
а) коэффициент чувствительности к растрескиванию CSR ≤ 2 %;
б) коэффициент длины трещин CLR ≤ 15 %;
в) коэффициент толщины трещин CTR ≤ 5 %.
А.4.4 Контроль твердости
При контроле твердости образцов по А.7.3 твердость тела трубы, сварного шва и зоны термического влияния должна составлять до 250 HV10 включительно или 22 HRC.
Максимальная допустимая твердость верхнего слоя сварного шва, не контактирующего с кислой средой, наружной поверхности зоны термического влияния и основного металла может составлять 275 HV10 или 26 HRC, при условии, что пользователь согласится с данным пределом твердости верхнего слоя сварного шва и с тем, что толщина стенки трубы превышает 9 мм, верхний слой сварного шва непосредственно не контактирует с кислой средой и водород не удерживается, например катодной защитой.
А.4.5 Испытание на сульфидное растрескивание под напряжением (SSC)
После удаления образцов, подвергаемых этому испытанию (А.7.3.2), из испытательной среды исследуют их поверхность маломощным микроскопом с десятикратным увеличением. Наличие на поверхности образцов трещин или любых иных признаков разрушения означает, что образец не выдержал испытание, если не будет доказано, что эти признаки не являются следствием сульфидного растрескивания под напряжением.
А.5 Состояние поверхности, поверхностные несовершенства и дефекты
А.5.1 Поверхностные несовершенства, кроме подрезов на трубах ДСФ, обнаруженные при визуальном контроле, должны быть исследованы, классифицированы и по ним должны быть приняты следующие меры:
а) несовершенства глубиной, равной или менее 0,05t, не уменьшающие минимальную допустимую толщину стенки, должны считаться допустимыми несовершенствами и должны быть обработаны в соответствии с В.1 (приложение В);
Примечание - Если на трубу впоследствии будут наносить покрытие, то в заказе на поставку должны быть указаны особые требования к поверхностным несовершенствам.
б) несовершенства глубиной более 0,05t, не уменьшающие минимальную допустимую толщину стенки, должны считаться дефектами, и по ним должны быть приняты меры в соответствии с В.2 и В.3, перечисление б) или в) (приложение В);
в) несовершенства, уменьшающие минимальную допустимую толщину стенки, следует считать дефектами, и по ним должны быть приняты меры в соответствии с В.3, перечисление б) или в) (приложение В).
А.5.2 В сварных трубах любые участки повышенной твердости размером более 50 мм в любом направлении следует считать дефектами, если их твердость при оценке отдельных отпечатков превышает:
а) 250 HV10, 22HRC или 240 HBW на внутренней поверхности трубы или в месте ремонта внутреннего валика сварного шва;
б) 275 HV10, 27HRC или 260 HBW на наружной поверхности трубы или в месте ремонта наружного валика сварного шва.
По трубам с такими дефектами следует принимать решения в соответствии с В.3, перечисление б) или в) (приложение В).
А.6 Внутренний грат на трубах ВЧС
Внутренний грат не должен выступать за контур трубы более чем на 0,3 мм + 0,05t.
А.7 Контроль
А.7.1 Виды контроля
Периодичность контроля должна соответствовать приведенной в таблице 17, за исключением специальных изменений в таблице А.3.
Таблица А.3 - Периодичность контроля
|
Тип трубы |
Периодичность контроля |
|
|
Контроль твердости труб наружным диаметром D < 508 мм |
БТ, ВЧС, ДСФП или ДСФС |
Одно испытание от партии не более 100 труб с одинаковым коэффициентом холодного экспандирования1) |
|
Контроль твердости труб наружным диаметром D ≥ 508 мм |
БТ, ВЧС, ДСФП или ДСФС |
Одно испытание от партии не более 50 труб с одинаковым коэффициентом холодного экспандирования1) |
|
Контроль твердости участков повышенной твердости сварных труб |
ВЧС, ДСФП или ДСФС |
Каждый участок повышенной твердости, обнаруженный на наружной или внутренней поверхности трубы |
|
По согласованию, контроль твердости продольного спирального сварного шва труб ВЧС |
ВЧС, ДСФП или ДСФС |
Как указано в заказе на поставку |
|
Диаметр и овальность труб наружным диаметром D ≤ 168 мм |
БТ, ВЧС, ДСФП или ДСФС |
Одно испытание от партии не более 100 труб |
|
Диаметр и овальность труб наружным диаметром D ) 168 мм |
БТ, ВЧС, ДСФП или ДСФС |
Одно испытание от партии не более 20 труб |
|
Неразрушающий контроль |
БТ, ВЧС, ДСФП или ДСФС |
В соответствии с приложением Е |
|
Испытание на водородное растрескивание (HIC) |
БТ, ВЧС, ДСФП или ДСФС |
Одно испытание от каждой их трех первых плавок, в дальнейшем одно испытание на партию не более чем от 10 плавок |
|
По согласованию, испытание на сульфидное растрескивание под напряжением (SSC) |
БТ, ВЧС, ДСФП или ДСФС |
Одно испытание от каждой трубы, отобранной для аттестации процедуры изготовления |
|
1) Коэффициент холодного экспандирования указывает изготовитель и вычисляют по наружному диаметру или длине окружности до и после экспандирования. Увеличение или уменьшение коэффициента холодного экспандирования более чем на 0,002 требует формирования новой партии для контроля. |
||
А.7.2 Пробы и образцы для механических и технологических испытаний
А.7.2.1 Общие положения
А.7.2.1.1 Для испытаний: на растяжение, на ударный изгиб (CVN), на направленный загиб, сплющивание, для контроля твердости, на водородное растрескивание (HIC), сварного валика на трубе, сварного валика на плите, на сульфидное растрескивание под напряжением (SSC) - отбор проб и подготовку образцов следует осуществлять согласно соответствующим стандартам.
А.7.2.1.2 Места отбора проб и образцов для различных испытаний указаны на рисунках 5 и 6 и в таблице А.4, при этом необходимо учитывать дополнительные указания по 10.2.3.2 - 10.2.3.6, 10.2.4, А.7.2.2 - А.7.2.4.
Таблица А.4 - Количество, ориентация и расположение образцов, отбираемых от пробы для контроля твердости
|
Место отбора пробы |
Количество, ориентация и расположение образцов, отбираемых от пробы1) |
||
|
Наружный диаметр D, мм |
|||
|
до 508 |
от 508 |
||
|
БТ2) (рисунок 5а) |
Тело трубы |
1Т |
1Т |
|
ДСФП (рисунок 5б) |
Сварной шов |
1W |
1W3) |
|
ДСФС (рисунок 5в) |
Сварной шов |
1W |
1W |
|
ДСФС (рисунок 5в) |
Стыковой шов рулонного или листового проката |
1WS |
1WS |
|
ВЧС (рисунок 5б) |
Сварной шов |
1W |
1W |
|
1) Символы, используемые для обозначения ориентации и расположения, приведены на рисунке 5. 2) Распространяется на бесшовные трубы с холодным экспандированием и без него. 3) На трубах с двойным продольным швом должна быть проконтролирована твердость обоих продольных швов трубы, представляющей контролируемую партию. |
|||
А.7.2.2 Пробы для испытаний на водородное растрескивание (HIC) отбирают в соответствии со стандартом [29].
А.7.2.3 Пробы и образцы для испытания на сульфидное растрескивание под напряжением (SSC) отбирают в соответствии со стандартом [30].
При испытании сварных труб образец должен иметь по центру участок продольного или спирального шва. Если геометрические размеры труб не позволяют изготовить образцы указанных размеров, возможно согласование образцов другого размера и других критериев приемки.
А.7.2.4 Пробы для контроля твердости
Пробы для контроля твердости следует отбирать от одного из концов выбранной трубы, при контроле сварных труб каждая проба должна иметь по центру участок продольного или спирального шва (рисунок А.1).
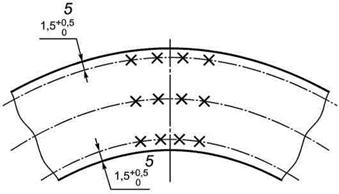
а - Бесшовная труба
Рисунок А.1 - Места контроля твердости
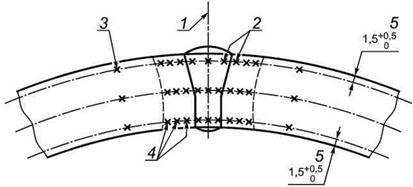
б - Труба ДСФ
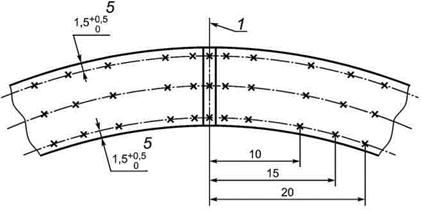
в - Труба ВЧС
1 - ось сварного шва; 2 - 0,75 мм от линии сплавления; 3
- 1t от линии сплавления;
4 - с шагом 1,0 мм в пределах видимой зоны термического влияния HAZ;
5 - от наружной и внутренней поверхностей
Рисунок А.1, лист 2
А.7.3 Методы испытаний
А.7.3.1 Испытание на водородное растрескивание (HIC) и ступенчатое растрескивание (SWC)
А.7.3.1.1 Испытание и оформление результатов испытаний HIC/SWC - по стандарту [29].
А.7.3.1.2 За исключением предусмотренного в А.7.3.1.3, испытание следует проводить в среде согласно требованиям стандарта [29], раствор А.
А.7.3.1.3 По согласованию, испытание проводят:
а) в альтернативной среде (см. таблицу В.3 стандарта [28]), включая раствор В по стандарту [29];
б) при парциальном давлении сероводорода H2S, соответствующем намечаемой области применения;
в) по критериям приемки, равным или превышающим критерии, установленные в А.4.3.
А.7.3.1.4 В протоколе испытания должны быть указаны значения коэффициента чувствительности к растрескиванию, коэффициента длины трещин и коэффициента толщины трещин. По согласованию, к протоколу должны быть приложены снимки трещин.
А.7.3.2 Испытание на сульфидное растрескивание под напряжением (SSC)
А.7.3.2.1 За исключением предусмотренного в А.7.3.2.2, испытания следует проводить по методу А стандарта [30].
Испытанию следует подвергать образец для четырехточечного изгиба по стандарту [31] или [32], продолжительность испытания должна составлять 720 ч.
За исключением предусмотренного в А.7.3.2.2, образец следует нагружать до 0,72 от заданного минимального предела текучести трубы.
Примечание - Использование приложенного напряжения, равного 0,72-кратному заданному минимальному пределу текучести, не следует рассматривать как свидетельство того, что материал был уже предварительно аттестован для всех вариантов эксплуатации в кислых средах. Подробнее о предварительной аттестации - см. стандарт [28].
А.7.3.2.2 По согласованию, испытание можно проводить по альтернативному SSC методу, в альтернативной среде (включая иное парциальное давление сероводорода, отвечающее предполагаемой области применения) и по иным критериям приемки (таблица В.1 стандарта [28]). При проведении таких испытаний вместе с результатами в протоколе должны быть приведены полные сведения о среде и условиях испытания.
А.7.3.3 Контроль твердости
А.7.3.3.1 Твердость основного металла измеряют по Виккерсу согласно ГОСТ 2999 либо по Роквеллу согласно ГОСТ 9013. В спорных случаях применяют контроль твердости по Виккерсу.
Контроль твердости сварного шва и HAZ проводят по ГОСТ 2999.
При контроле твердости тела трубы и основного металла отдельные показания, выходящие за допускаемый интервал, могут считаться допустимыми, если среднее значение твердости из дополнительных измерений, минимум трех и максимум шести, сделанных вблизи сомнительной точки, не превышает предел приемки и если ни один из отдельных отсчетов не превышает допустимый предел более чем на 10 HV10 или 2 HRC, что применимо.
А.7.3.3.2 Места контроля твердости бесшовной трубы должны соответствовать приведенным на рисунке А.1а со следующими исключениями:
а) для труб толщиной стенки t < 4,0 мм твердость следует измерять только посередине толщины стенки;
б) для труб толщиной стенки 4,0 мм ≤ t < 6,0 мм твердость следует измерять только по наружной и внутренней поверхностям.
А.7.3.3.3 Участки контроля твердости сварной трубы должны включать поперечное сечение сварного шва. Следует измерять твердость основного металла, видимой зоны термического влияния (HAZ) и вдоль оси шва (рисунок А.1б и в), со следующими исключениями:
а) для труб толщиной стенки t < 4,0 мм твердость следует измерять только посередине толщины стенки;
б) для труб толщиной стенки 4,0 мм ≤ t < 6,0 мм твердость следует измерять только по наружной и внутренней поверхностям.
А.7.4 Неразрушающий контроль
Неразрушающий контроль труб - см. А.3.3.2.3 - А.3.3.2.5 и приложение Ж.
А.8 Маркировка труб
В дополнение к требованиям маркировки по 11.2, маркировка труб должна включать идентификационный номер, позволяющий соотнести продукцию или партию поставки с соответствующим документом о приемке. После обозначения уровня требований к продукции должна следовать буква С, указывающая, что трубы предназначены для эксплуатации в кислой среде и на них распространяются требования приложения А.
Приложение
Б
(обязательное)
Б.1 Общие положения
Б.1.1 Ремонтную сварку следует выполнять:
а) при горизонтальном положении оси трубы;
б) в соответствии с аттестованной процедурой сварки;
в) сварщиком-ремонтником или оператором сварочной машины, аттестованным согласно Б.3.
Б.1.2 Ремонтные швы следует накладывать одним из следующих методов:
а) автоматической сваркой под флюсом;
б) автоматической или полуавтоматической дуговой сваркой металлическим электродом в среде защитного газа;
в) ручной сваркой покрытым электродом с использованием электродов с низким содержанием водорода.
Б.1.3 Все сварочные материалы требуют правильного обращения и хранения в соответствии с рекомендациями изготовителя так, чтобы предотвратить попадание в них влаги и других загрязнений.
Б.1.4 Пробные швы следует накладывать на рулонном или листовом прокате или трубе.
Б.1.5 Изготовитель должен сохранять запись о процедуре сварки и результаты аттестационных испытаний процедуры. Копии требований к процедуре сварки и протокол ее аттестации следует предоставлять потребителю по требованию.
Б.2 Аттестация процедуры ремонтной сварки
Б.2.1 Общие положения
Б.2.1.1 Процедуры сварки должны быть аттестованы путем выполнения и испытания сварных швов в соответствии с настоящим приложением, за исключением предусмотренного в Б.2.1.2.
Б.2.1.2 Аттестационные испытания процедуры сварки проводят согласно РД [4].
Б.2.1.3 В контексте настоящего приложения термин «автоматическая сварка» включает машинную сварку, механизированную сварку и автоматическую сварку.
Если какая-либо из указанных ниже переменных будет изменена и выйдет за установленные пределы, то существующая процедура становится неприменимой и должна быть аттестована новая процедура:
а) процесс сварки:
1) изменение процесса сварки, например замена сварки под флюсом на сварку металлическим электродом в среде защитного газа;
2) изменение метода сварки, например замена ручной сварки полуавтоматической;
б) материал труб:
1) изменение в категории классов прочности; если в пределах каждой категории классов прочности используют разные системы легирования, то каждая легирующая композиция должна быть аттестована отдельно, причем рассматривают следующие категории классов прочности:
- до КП 290 включительно;
- свыше КП 290 и до КП 450;
- каждый класс прочности от КП 450;
2) изменение толщины стенки трубы в большую сторону, чем у аттестованной продукции, в пределах каждой категории классов прочности;
3) изменение в пределах категории классов прочности и интервалов толщин стенки трубы следующих величин - Сэкв при массовой доле углерода более 0,12 % и Рcm при массовой доле углерода не более 0,12 %, определенных на основе анализа ремонтируемого материала, - более чем на 0,03 % выше значений данных величин у аттестованного материала;
4) изменение типа заготовки (таблица 3).
в) сварочные материалы:
1) изменение классификации присадочного металла;
2) если требуется испытание на ударный изгиб, то изменение марки расходуемых материалов;
3) изменение диаметра электрода;
4) изменение состава защитного газа X более чем на 5 %;
5) изменение расхода защитного газа q более чем на 10 %;
6) изменение марки флюса для сварки под флюсом;
г) параметры сварки:
1) изменение вида тока, например переход с переменного на постоянный;
2) изменение полярности тока;
3) при автоматической и полуавтоматической сварке - могут быть установлены интервалы тока, напряжения, скорости и теплоподвода для охвата интервала толщин. Для аттестации всего интервала в его пределах должны быть испытаны соответствующим образом выбранные точки. После этого новая аттестация потребуется в том случае, если отклонение от аттестованного интервала превысит одно из следующих значений:
- 10 % по силе тока;
- 7 % по напряжению;
- 10 % по скорости перемещения при автоматической сварке;
- 10 % по теплоподводу;
д) валик шва: при ручной и полуавтоматической сварке - изменение ширины шва более чем на 50 %;
е) подогрев и термообработка после сварки:
1) проведение ремонтной сварки при температуре трубы ниже температуры аттестационных испытаний;
2) добавление или исключение термообработки после сварки.
Б.2.3 Механические испытания
Б.2.3.1 Количество образцов
Для каждого аттестационного испытания процедуры сварки необходимо изготовить и испытать два образца (Б.2.3.2 и Б.2.3.3). Для испытания на ударный изгиб необходимо изготовить и испытать три образца.
Б.2.3.2 Испытание на растяжение в поперечном направлении
Б.2.3.2.1 Образцы для испытания на растяжение в поперечном направлении должны иметь ширину в соответствии с требованиями ГОСТ 6996. Стыковой шов должен находиться в середине образца (рисунок 8а). Усиление шва должно быть удалено с обеих сторон.
Б.2.3.2.2 Предел прочности на растяжение должен быть равен минимальному установленному пределу для соответствующего класса прочности труб.
Б.2.3.3 Испытание на направленный загиб в поперечном направлении
Б.2.3.3.1 Форма образца для этого испытания изображена на рисунке Б.1 со швом, размещенным в надрезе.
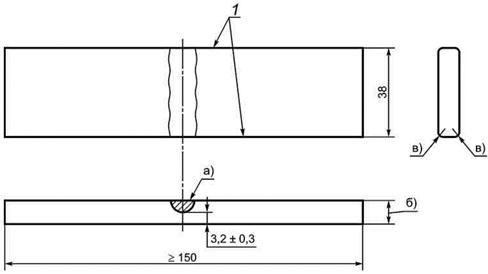
________
а) Удалено усиление шва.
б) В Б.2.2, перечисление б), 2).
в) Радиус r должен быть до 1,6 мм включительно.
1 - Длинные кромки получены механической или кислородной резкой или и тем, и другим
Рисунок Б.1 - Образец для испытания на направленный загиб
Б.2.3.3.2 Образец загибают на 180° в приспособлении (рисунок 9 и таблица Б.1), при этом наружная поверхность шва должна нагружаться на растяжение.
Таблица Б.1 - Размеры приспособления для испытания на направленный загиб
|
Размеры1), мм |
||||
|
ra2) |
rb2) |
Agb2) |
B2) |
|
|
До КП 290 включ. |
3,0t |
4,0t + 1,6 |
6,0t |
8,0t + 3,2 |
|
КП 320 |
3,5t |
4,5t + 1,6 |
7,0t |
9,0t + 3,2 |
|
КП 360 |
4,0t |
5,0t + 1,6 |
8,0t |
10,0t + 3,2 |
|
КП 390 |
4,0t |
5,0t + 1,6 |
8,0t |
10,0t + 3,2 |
|
КП 415 |
4,5t |
5,5t + 1,6 |
9,0t |
11,0t + 3,2 |
|
КП 450 |
4,5t |
5,5t + 1,6 |
9,0t |
11,0t + 3,2 |
|
КП 485 |
5,0t |
6,0t + 1,6 |
10,0t |
12,0t + 3,2 |
|
КП 555 |
5,0t |
6,0t + 1,6 |
10,0t |
12,0t + 3,2 |
|
1) Для промежуточных классов прочности размеры принимают как для ближайшего более низкого класса прочности или определяют интерполяцией. 2) ra, rb, Аgb, В - см. рисунок 9. |
||||
Б.2.3.3.3 За исключением предусмотренного в Б.2.3.3.4, результаты испытания следует считать приемлемыми при отсутствии после загиба в наплавленном или основном металле трещин и иных дефектов любого направления, превышающих 3,2 мм.
Б.2.3.3.4 Трещины на кромках образца, образующиеся в процессе испытания, не должны быть причиной для отбраковки, если их длина не превышает 6,4 мм.
Б.2.3.4 Испытание на ударный изгиб образцов с V-образным надрезом (CVN)
Б.2.3.4.1 Образцы для испытания на ударный изгиб отбирают от участка ремонтной сварки для аттестационных испытаний процедуры ремонтной сварки (Б.2.1.1).
Б.2.3.4.2 Подготовка образцов к испытанию должна проводиться в соответствии с требованиями 10.2.3.3 настоящего стандарта.
Б.2.3.4.3 Испытание на ударный изгиб должно проводиться в соответствии с требованиями 9.8 и 10.2.4.3 настоящего стандарта.
Б.2.3.4.4 Минимальная средняя работа удара (для комплекта из трех образцов) для каждого ремонтного шва и его зоны термического влияния (HAZ) при использовании образцов полного размера и температуре испытания 0 °С или при более низкой согласованной температуре должна быть не меньше установленной в 9.8.3 для металла сварного шва трубы и зоны термического влияния (HAZ).
Если размеры трубы не позволяют подготовить и испытать образцы полного размера от проб аттестационных испытаний процедуры ремонтной сварки и используют уменьшенные образцы, то применяют требования 10.2.3.3 и таблицы 21.
Б.2.4 Неразрушающий контроль при аттестационных испытаниях процедуры ремонтной сварки
Образец, взятый от пробы для аттестационных испытаний процедуры ремонтной сварки, подвергают неразрушающему контролю в соответствии с Д.3 (приложение Д), используя радиографический метод контроля по Д.4 (приложение Д) или ультразвуковой метод по Д.5 (приложение Д), или комбинацию обоих методов. Место ремонтной сварки должно отвечать тем же критериям приемки, которые установлены в Д.4.5 и/или Д.5.5 (приложение Д) (по принадлежности).
Б.3.1 Аттестация
Б.3.1.1 Общие положения
Каждый сварщик-ремонтник или оператор-ремонтник должен быть аттестован в соответствии с требованиями нормативного документа, например [4] - [7]. Ремонтник, аттестованный по одной категории [Б.2.2, перечисление б)], считается аттестованным по всем более низким категориям при условии применения того же процесса сварки.
Б.3.1.2 Приемка
При аттестации сварщик-ремонтник или оператор-ремонтник должен выполнять сварные швы, которые должны быть приняты контролем по следующим критериям:
а) радиографический пленочный контроль в соответствии с приложением Д;
б) два испытания на направленный загиб в поперечном направлении (Б.2.3.3).
Б.3.1.3 Отказ в приемке
Если результат хотя бы одного из видов контроля по Б.3.1.2 не будет отвечать установленным требованиям, то сварщику или оператору разрешается выполнить еще один дополнительный аттестационный шов. Если и этот шов окажется недопустимым хотя бы по одному виду контроля по Б.3.1.2, то сварщика или оператора дисквалифицируют. Дополнительные испытания не допускаются до тех пор, пока сварщик не пройдет дополнительное обучение.
Б.3.2 Повторная аттестация
Повторная аттестация по Б.3.1 требуется в следующих случаях:
а) прошел один год с момента предыдущей действующей аттестации;
б) сварщик или оператор не выполнял сварочные работы с применением аттестованных процедур в течение трех месяцев или более;
в) есть основания сомневаться в квалификации сварщика или оператора.
Приложение
В
(обязательное)
Устранение поверхностных несовершенств и дефектов
B.1 Устранение поверхностных несовершенств
Поверхностные несовершенства, не признанные дефектами, могут быть оставлены на трубе без ремонта или могут быть удалены путем косметической абразивной зачистки.
B.2 Устранение исправимых поверхностных несовершенств
B.2.1 Все исправимые поверхностные несовершенства должны быть удалены абразивной зачисткой.
B.2.2 Зачистка должна быть выполнена таким образом, чтобы зачищенная поверхность плавно переходила в контур трубы.
B.2.3 Полноту удаления несовершенств проверяют местным визуальным контролем, прибегая при необходимости к неразрушающему контролю. Толщина стенки в месте зачистки должна соответствовать требованиям 9.10.3.2, однако требования к минусовому предельному отклонению диаметра и овальности (9.10.3.1) на место зачистки не распространяются.
B.3 Устранение неисправимых поверхностных дефектов
По трубам с неисправимыми поверхностными дефектами могут быть приняты следующие решения:
а) дефекты сварных швов на трубах ДСФ и КОС должны быть устранены сваркой в соответствии с В.4;
б) участки труб с поверхностными дефектами должны быть отрезаны при сохранении длины трубы в пределах допустимой;
в) труба должна быть забракована полностью.
B.4 Устранение дефектов ремонтной сваркой
B.4.1 Ремонт тела трубы сваркой не допускается.
B.4.2 Ремонт сваркой ограничивается ремонтом сварных швов на трубах ДСФ и КОС. Если не согласовано иное, то ремонт сварных швов холодноэкспандированных труб следует проводить до холодного экспандирования.
B.4.3 Общая длина зоны ремонта каждого сварного шва должна составлять менее 5 % общей длины сварного шва.
B.4.4 Дефекты сварного шва, расстояние между которыми составляет менее 100 мм, следует ремонтировать как один непрерывный дефект. Каждый отдельный ремонт следует выполнять не менее чем за два прохода на длине не менее 50 мм.
B.4.5 Ремонт сварных швов проводят с помощью процедуры сварки, аттестованной в соответствии с приложением Б.
B.4.6 После ремонта сварного шва всю площадь ремонта необходимо подвергнуть радиографическому или ультразвуковому контролю в соответствии с приложением Д или Ж.
Приложение
Г
(обязательное)
Аттестация процедуры изготовления труб
Г.1 Введение
Г.1.1 В настоящем приложении установлены требования, относящиеся к аттестации процедуры изготовления труб при заказе [7.2, перечисление в), 34)].
Г.1.2 В особых случаях, например при первой поставке или при поставке труб нового класса прочности, потребитель при заказе крупной партии может потребовать доказательства того, что технология производства труб полностью соответствует требованиям настоящего стандарта.
Г.1.3 Соответствие процедуры изготовления труб установленным требованиям должно быть подтверждено предоставлением данных, характеризующих прежнее производство труб, или аттестацией в соответствии с Г.3 или Г.4.
Г.2 Дополнительная информация, предоставляемая потребителем
Заказ на поставку должен содержать указание, какое из следующих положений применяют к конкретной позиции заказа:
а) аттестация в соответствии с Г.3 или Г.4, или Г.1.3;
б) частота и объем испытаний (Г.4.2);
в) испытание на прокаливаемость (валик на листе или валик на трубе) (Г.4.5);
г) параметры режима сварки и критерии приемки по испытанию на прокаливаемость (Г.4.5).
Г.3 Характеристики процедуры изготовления
До начала производства или по результатам выпуска первой производственной серии изготовитель должен сообщить потребителю сведения об основных характеристиках процесса производства труб, включая следующие сведения:
а) по всем трубам:
1) изготовитель стали;
2) способы производства и разливки стали;
3) заданный химический состав;
4) процедура гидростатического испытания;
5) процедуры неразрушающего контроля;
б) по сварным трубам:
1) способ изготовления рулонного или листового проката, включая способ термообработки (Н или Т), при применении;
2) процедуры неразрушающего контроля рулонного или листового проката;
3) процедуры формообразования трубы, включая подготовку кромок, контроль соосности и формы;
4) процедура термообработки трубы, включая термообработку сварного шва в процессе сварки, при применении;
5) требования к сварке, включая процедуру ремонтной сварки, вместе с протоколами предшествующей аттестации этой процедуры. Информация должна включать:
для труб ВЧС:
- результаты механических испытаний труб с термообработанным швом, изготовленных из полосы термомеханической прокатки (включая результаты контроля твердости зоны термического влияния);
- результаты металлографического исследования;
- для труб ДСФ и КОС:
- результаты механических испытаний (включая результаты контроля твердости зоны термического влияния);
- результаты анализа наплавленного металла;
в) по трубам БТ:
1) процедура формообразования труб;
2) процедура термообработки труб.
Г.4 Аттестационные испытания процедуры изготовления
Г.4.1 При аттестации процедуры изготовления в начале производства необходимо провести обязательные испытания по таблице 17 или таблице А.3 приложения А (по применимости).
Г.4.2 Частота и объем испытаний должны быть указаны в заказе на поставку.
Г.4.3 Потребитель может потребовать представления данных о других свойствах, например свариваемости изделия.
Примечание - Запрос потребителя о предоставлении данных о свариваемости для конкретных классов прочности стальных труб может потребовать проведения специальных испытаний на свариваемость. В таких случаях потребитель должен предоставить изготовителю сведения о технологиях и параметрах сварки, для которых необходимы данные о свариваемости.
Г.4.4 Изготовитель может представить для утверждения потребителем доаттестационные данные прежнего производства.
Приложение
Д
(обязательное)
Неразрушающий контроль труб, не предназначенных для эксплуатации в кислых средах
Д.1 Аттестация персонала
Д.1.1 Основой для аттестации персонала, проводящего неразрушающий контроль (кроме визуального контроля), должны служить правила безопасности [8] или стандарт [2]. Если работник не проводил неразрушающий контроль, по которому он был ранее аттестован, в течение периода более 12 мес, то он должен быть переаттестован по этому методу.
Д.1.2 Неразрушающий контроль должен проводить персонал с профессиональной квалификацией 1-го, 2-го или 3-го уровней по неразрушающему контролю.
Д.2 Стандартные виды контроля
За исключением специальных изменений по настоящему приложению, неразрушающий контроль, кроме контроля поверхности (10.2.7) и контроля толщины стенки, проводят в соответствии со следующими стандартами:
а) [9], [10] или [11] - магнитный контроль (метод рассеяния магнитного потока);
б) [12] - магнитный контроль (вихретоковый метод);
в) ГОСТ ИСО 10124 - ультразвуковой контроль;
г) [13], [14] - ультразвуковой контроль (сварного шва);
д) [15], [16] - магнитопорошковый контроль;
е) [17] - радиографический контроль;
ж) [18] - капиллярный контроль.
Д.3 Методы неразрушающего контроля
Д.3.1 Общие положения
Д.3.1.1 Швы сварных труб диаметром D ≥ 60 мм классов прочности от КП 210 подвергают неразрушающему контролю по всей длине и толщине стенки согласно таблице Д.1. Сварные швы стыковки рулонного или листового проката на готовых спирально-шовных трубах также подвергают неразрушающему контролю по всей длине и толщине стенки согласно таблице Д.1.
Таблица Д.1 - Неразрушающий контроль сварных швов труб
|
Метод неразрушающего контроля1) |
|||
|
магнитный |
ультразвуковой |
радиографический |
|
|
ВЧС |
Один из методов или их сочетание |
Не применяют |
|
|
ДСФ |
Не применяют |
Требуется2) |
По согласованию |
|
КОС |
Не применяют |
Требуется |
Не применяют |
|
Конец рулонного или листового проката |
Не применяют |
Требуется2) |
По согласованию |
|
1) Сварной шов на концах трубы требует дополнительного контроля (Д.3.2). 2) Требуется, если изготовителем и потребителем не согласована замена ультразвукового контроля радиографическим контролем. |
|||
Д.3.1.2 Все бесшовные трубы УТП2 и бесшовные трубы УТП1 класса прочности КП 245 после закалки и отпуска должны подвергаться неразрушающему контролю по всей длине (100 %) согласно таблице Д.2. По согласованию, другие бесшовные трубы УТП1 также подвергают неразрушающему контролю согласно таблице Д.2.
Таблица Д.2 - Неразрушающий контроль тела бесшовных труб
|
Метод неразрушающего контроля |
|||
|
магнитный |
ультразвуковой |
магнитопорошковый (круговым полем) |
|
|
Трубы любого класса прочности |
Требуется один из методов или их сочетание |
||
|
Трубы УТП1, класс прочности КП 245, закалка и отпуск |
Требуется один из методов или их сочетание |
||
|
Трубы УТП1, все классы прочности, кроме указанных выше |
Если согласовано, требуется один из методов или их сочетание |
||
Д.3.1.3 Размещение оборудования для неразрушающего контроля на предприятии изготовителя выполняют по выбору изготовителя, за исключением того, что:
а) неразрушающий контроль сварных швов холодноэкспандированных труб следует проводить после проведения операции холодного экспандирования; неразрушающий контроль бесшовных труб выполняют после проведения всех операций термообработки и холодного экспандирования, при применении, но можно проводить до обрезки концов, скоса кромок и калибровки концов;
б) по согласованию сторон, сварные швы на трубах ВЧС подвергают неразрушающему контролю после проведения гидростатических испытаний.
Д.3.2 Контроль концов сварных труб
Д.3.2.1 Если в соответствии с требованиями Д.3.1.1 используют автоматическую систему ультразвукового или магнитного контроля, то сварные швы на концах труб, которые не охватывает автоматическая система контроля, должны быть подвергнуты для выявления дефектов ручному или полуавтоматическому ультразвуковому контролю наклонным лучом или радиографическому контролю, по принадлежности, или неконтролируемые концы труб должны быть отрезаны.
Д.3.2.2 На трубах ДСФ и КОС сварной шов на каждом конце трубы на длине не менее 200 мм должен быть подвергнут радиографическому контролю. Результаты контроля должны быть зарегистрированы на пленке или ином носителе.
Д.3.2.3 При согласовании, для проверки отсутствия расслоений размером более 6,4 мм, ориентированных по окружности, концевая зона каждого конца трубы шириной 25 мм должна быть подвергнута ультразвуковому контролю по стандартам [19], [20] или [21].
Д.3.3 Контроль концов бесшовных труб
Д.3.3.1 Если в соответствии с требованиями по Д.3.1.2 используют автоматическую систему ультразвукового или магнитного контроля, включающую оборудование, процедуры и персонал, то концы труб, которые не охватывает автоматическая система контроля, должны быть подвергнуты для выявления дефектов ручному или полуавтоматическому ультразвуковому контролю наклонным лучом или магнитопорошковому контролю, или неконтролируемые концы труб должны быть отрезаны.
Д.3.3.2 Если согласовано, для проверки отсутствия расслоений размером более 6,4 мм, ориентированных по окружности, концевая зона шириной 25 мм каждого конца трубы толщиной стенки t ≥ 5,0 мм должна быть подвергнута ультразвуковому контролю по стандартам [21] или [19] и [20].
Д.4 Радиографический контроль сварных швов
Д.4.1 Метод радиографического контроля
Радиографический контроль сварных швов (при применении) осуществляют в соответствии со стандартом [17] с качеством изображения класса R1.
Д.4.2 Оборудование для радиографического контроля
Д.4.2.1 Контроль однородности сварных швов радиографическими методами осуществляют при помощи рентгеновского излучения, проходящего через материал шва и создающего изображение на радиографической пленке или иной среде, чувствительной к рентгеновскому излучению и обладающей требуемым уровнем чувствительности.
Д.4.2.2 Следует использовать радиографические пленки классов Т2 или Т3 по стандарту [22] или классов I или II по стандарту [23] со свинцовым экраном.
Д.4.2.3 Плотность радиографического снимка должна быть не менее 2,0 и должна выбираться таким образом, чтобы плотность под наиболее толстой частью сварного шва составляла не менее 1,5 и достигался максимальный контраст для используемого типа пленки.
Д.4.3 Эталоны чувствительности (IQI)
Д.4.3.1 Следует использовать проволочные эталоны чувствительности IQI.
Д.4.3.2 При использовании проволочных эталонов IQI по ИСО, они должны быть типов WIFE, W6FE или W10FE по стандарту [24], существенные диаметры проволок должны соответствовать толщине шва согласно таблице Д.3.
Таблица Д.3 - Проволочные эталоны чувствительности IQI для радиографического контроля по ИСО
|
Существенный диаметр проволоки, мм |
Комплект FE |
Номер проволоки |
|
|
До 8 включ. |
0,16 |
W10...W16 |
14 |
|
Св. 8 до 11 включ. |
0,20 |
W10...W16 |
13 |
|
Св. 11 до 14 включ. |
0,25 |
W10...W16 или W6...W12 |
12 |
|
Св. 14 до 18 включ. |
0,32 |
W10...W16 или W6...W12 |
11 |
|
Св. 18 до 25 включ. |
0,40 |
W10...W16 или W6...W12 |
10 |
|
Св. 25 до 32 включ. |
0,50 |
W6...W12 |
9 |
|
Св. 32 до 41 включ. |
0,63 |
W6...W12 |
8 |
|
Св. 41 до 50 включ. |
0,80 |
W6...W12 |
7 |
|
Св. 50 |
1,00 |
W6...W12 |
6 |
|
1) Толщина шва равна толщине стенки плюс ориентировочная толщина усиления шва. Примечание - «FE» - символ, обозначающий материал проволоки [24]. |
|||
Д.4.3.3 При использовании проволочных эталонов IQI по АСТМ они должны соответствовать стандарту [25], и существенные диаметры проволок должны соответствовать толщине шва согласно таблице Д.4.
Таблица Д.4 - Проволочные эталоны чувствительности IQI для радиографического контроля по АСТМ
|
Существенный диаметр проволоки, мм |
Комплект проволок |
Номер проволоки |
|
|
До 8 включ. |
0,16 |
А |
4 |
|
Св. 8 до 11 включ. |
0,20 |
А |
5 |
|
Св. 11 до 14 включ. |
0,25 |
А или В |
6 |
|
Св. 14 до 18 включ. |
0,33 |
В |
7 |
|
Св. 18 до 25 включ. |
0,41 |
В |
8 |
|
Св. 25 до 32 включ. |
0,51 |
В |
9 |
|
Св. 32 до 41 включ. |
0,64 |
В |
10 |
|
Св. 41 до 50 включ. |
0,81 |
В или С |
11 |
|
Св. 50 |
1,02 |
С |
12 |
|
1) Толщина шва равна толщине стенки плюс ориентировочная толщина усиления шва. |
|||
Д.4.3.4 За исключением предусмотренного в Д.4.3.5, эталоны чувствительности IQI помещают поперек шва на участке, представляющем полное усиление шва, и они должны включать оба существенных диаметра проволок: диаметр, выбранный по толщине шва с полным усилением, и диаметр, выбранный по толщине шва без усиления.
Д.4.3.5 Могут быть использованы два эталона чувствительности IQI: эталон, помещенный поперек шва, и эталон, помещенный на основной металл.
Д.4.4 Поверка средств измерения
Д.4.4.1 При динамических методах контроля на рабочей скорости следует использовать эталон чувствительности для поверки чувствительности и адекватности контроля на одной трубе через каждые 50 труб, но не реже чем через каждые 4 ч в течение рабочей смены.
Примечание - Правильные определение и чувствительность обеспечиваются в том случае, когда оператор четко видит в контролируемой зоне (шов или основной металл) проволоку существенного диаметра.
Д.4.4.2 Для первоначальной настройки аппаратуры по эталонам чувствительности труба может находиться в стационарном положении.
Д.4.4.3 При применении пленочной радиографии эталон чувствительности должен появляться на каждом снимке.
Д.4.5 Критерии приемки несовершенств, обнаруживаемых при радиографическом контроле
Размер и количество несовершенств типа шлаковых включений и газовых пор не должны превышать значения, приведенные в таблицах Д.5 и Д.6.
Таблица Д.5 - Удлиненные несовершенства типа шлаковых включений
|
Минимальное расстояние между несовершенствами, мм |
Максимальное число несовершенств на любом отрезке шва длиной 150 мм |
Максимальная суммарная длина несовершенств на любом отрезке шва длиной 150 мм |
|
|
1,6×13,0 |
150 |
1 |
13 |
|
1,6×6,4 |
75 |
2 |
13 |
|
1,6×3,2 |
50 |
3 |
13 |
Таблица Д.6 - Круглые несовершенства типа шлаковых включений и газовых пор
|
Соседний размер, мм |
Минимальное расстояние между несовершенствами, мм |
Максимальное число несовершенств на любом отрезке шва длиной 150 мм |
Максимальная сумма диаметров несовершенств на любом отрезке шва длиной 150 мм |
|
|
3,21) |
3,21) |
50,0 |
2 |
6,4 |
|
3,21) |
1,6 |
25,0 |
Переменное |
6,4 |
|
3,21) |
0,8 |
13,0 |
Переменное |
6,4 |
|
3,21) |
0,4 |
9,5 |
Переменное |
6,4 |
|
1,6 |
1,6 |
13,0 |
4 |
6,4 |
|
1,6 |
0,8 |
9,5 |
Переменное |
6,4 |
|
1,6 |
0,4 |
6,4 |
Переменное |
6,4 |
|
0,8 |
0,8 |
6,42) |
8 |
6,4 |
|
0,8 |
0,4 |
4,8 |
Переменное |
6,4 |
|
0,4 |
0,4 |
3,2 |
16 |
6,4 |
|
1) 2,4 мм - для труб толщиной стенки t ≤ 6,4 мм. 2) Два несовершенства диаметром менее или равным 0,8 мм могут находиться на расстоянии одного диаметра друг от друга при условии, что расстояние от них до любого иного несовершенства составляет не менее 13 мм. |
||||
Примечания
1 При определении допустимости несовершенств важными учитываемыми факторами являются размер несовершенств и расстояние между ними, а также сумма их диаметров на определенной длине. Это расстояние принято равным 150 мм длины шва. Несовершенства этого типа обычно имеют строчечное расположение, однако различие между строчечным и рассеянным расположением несовершенств не устанавливается. Распределение несовершенств может иметь также смешанный характер.
2 Если несовершенства не являются удлиненными, то нельзя с уверенностью сказать, представляют ли собой показания радиографического контроля шлаковые включения или газовые поры. Поэтому для всех круглых несовершенств установлены одинаковые критерии приемки.
Д.4.6 Дефекты, обнаруживаемые при радиографическом контроле
Трещины, неполное проплавление и непровары, обнаруживаемые при радиографическом контроле, считаются дефектами. Несовершенства, обнаруживаемые при радиографическом контроле, размер или количество которых превышают значения, указанные в таблицах Д.5 или Д.6 (по применимости), также считаются дефектами. По трубам с такими дефектами должно приниматься одно или несколько решений, приведенных в Д.10.
Д.4.7 Прослеживаемость радиографических снимков
Радиографические снимки должны быть идентифицированы с трубой, при контроле которой они получены.
Д.5 Ультразвуковой и магнитный контроль
Д.5.1 Аппаратура
Д.5.1.1 Применяют аппаратуру, использующую принципы ультразвукового или магнитного контроля и обеспечивающую непрерывный контроль сварного шва сварных труб или наружной и/или внутренней поверхности бесшовных труб (по принадлежности).
Д.5.1.2 При контроле сварных труб аппаратура должна обеспечивать контроль сварного шва по всей толщине в следующем объеме:
а) граница сплавления + 1,6 мм основного металла по обе стороны границы сплавления - при контроле сварных швов ВЧС;
б) металл шва + 1,6 мм основного металла по обе стороны шва - при контроле сварных швов ДСФ и КОС.
Д.5.2 Стандартные образцы для ультразвукового и магнитного контроля
Д.5.2.1 Наружный диаметр и толщина стенки стандартного образца должны находиться в пределах допусков на контролируемые трубы.
Д.5.2.2 Стандартные образцы могут быть любой удобной длины по выбору изготовителя.
Д.5.2.3 Стандартные образцы должны иметь стандартные индикаторы в виде одного или нескольких механически обработанных пазов или радиальных сверленых отверстий согласно таблице Д.7.
Таблица Д.7 - Искусственные отражатели стандартных образцов
|
Искусственные отражатели1) |
||||||||
|
Размещение паза |
Ориентация паза |
Размеры паза |
Диаметр радиального сверленого отверстия4), мм |
|||||
|
на наружной поверхности |
на внутренней поверхности |
продольная |
поперечная |
глубина2), % |
наибольшая длина3), мм |
наибольшая ширина, мм |
||
|
Шов ВЧС |
5) |
5) |
5) |
6) |
10,0 |
50 |
1,0 |
3,2 |
|
Шов ДСФ8) |
5) |
5) |
5) |
9) |
5,07) |
50 |
1,0 |
1,67) |
|
Шов КОС8) |
5) |
5) |
5) |
9) |
5,07) |
50 |
1,0 |
1,67) |
|
Шов соединения рулонного или листового проката8) |
5) |
5) |
5) |
9) |
5,07) |
50 |
1,0 |
1,6 7) |
|
Бесшовные трубы УТП2 |
5) |
5) |
10) |
6) |
12,5 |
50 |
1,0 |
3,2 |
|
Бесшовные трубы УТП1 с закалкой и отпуском |
11) |
11) |
10) |
6) |
12,5 |
50 |
1,0 |
3,2 |
|
Прочие бесшовные трубы УТП1 |
11) |
6) |
10) |
6) |
12,5 |
50 |
1,0 |
3,2 |
|
1) Искусственные отражатели могут располагаться на шве или на теле трубы. 2) Глубина паза выражена в процентах номинальной толщины стенки. Глубина не обязательно должна быть менее 0,3 мм. Предельное отклонение глубины паза - ± 15 % номинальной глубины или ± 0,05 мм, что больше. 3) Длина части паза полной глубины. 4) Диаметры сверленых отверстий основаны на стандартных размерах сверл. Отверстие не требуется, если для установления критерия приемки используют паз. 5) Требуется. 6) Не требуется. 7) По выбору изготовителя можно использовать пазы N10 или отверстия диаметром 3,2 мм (критерии приемки в таблице Д.8). 8) По выбору изготовителя для швов ДСФ и КОС критерий приемки может быть установлен с использованием пазов или радиальных сверленых отверстий в кромке шва. 9) Требуется поперечный паз или радиальное сверленое отверстие диаметром 1,6 мм. 10) По выбору изготовителя пазы могут быть ориентированы под углом, что может облегчить выявление ожидаемых дефектов. 11) Требуется для труб наружным диаметром D > 60 мм, если для установления критериев приемки используют паз. Примечания 1 Пазы могут иметь прямоугольную или U-образную форму. 2 При магнитном контроле может потребоваться, чтобы стандартный образец имел пазы на наружной и внутренней поверхностях или радиальное сверленое отверстие (Д.5.3.4). |
||||||||
Д.5.2.4 Расстояние между стандартными индикаторами должно быть достаточно большим, чтобы обеспечивать независимые и различимые показания от них.
Д.5.2.5 Стандартные образцы должны быть маркированы. Размеры и вид стандартных индикаторов должны поверяться по документально оформленной процедуре.
Д.5.3 Калибровка аппаратуры
Д.5.3.1 Изготовитель должен использовать нормативные документы для установления браковочных уровней по ультразвуковому или магнитному контролю (по применимости). Искусственные отражатели по таблице Д.8 можно выявлять при обычных рабочих условиях. Такой способностью аппаратура должна обладать в динамическом режиме при проверке по выбору изготовителя в потоке или вне потока при относительной скорости перемещения трубы и преобразователя, аналогичной той, на которой будет проводиться реальный контроль.
Д.5.3.2 Для того, чтобы продемонстрировать эффективность аппаратуры и процедур контроля, аппаратуру необходимо проверять по соответствующему стандартному образцу (Д.5.2) не менее чем два раза за рабочую смену, причем вторую проверку калибровки необходимо проводить через 3 - 4 ч после первой калибровки. Калибровку аппаратуры необходимо подтвердить перед ее выключением в конце цикла контроля.
Д.5.3.3 Калибровка оборудования неразрушающего контроля должна обеспечивать наличие четких показаний от соответствующих искусственных отражателей стандартного образца при не менее чем трехкратном пропуске его через установку.
При поверке калибровки в течение контроля и в конце цикла контроля в распоряжении должны быть четкие показания от соответствующих искусственных отражателей стандартного образца при однократном пропуске его через установку.
Д.5.3.4 Если для установления браковочного уровня при магнитном контроле труб наружным диаметром D ≥ 60 мм используют сверленое отверстие и объектом контроля является сварной шов сварной трубы или наружная и внутренняя поверхности бесшовной трубы, то должно быть дополнительно подтверждено, обеспечивает ли аппаратура после калибровки получение показаний от пазов на внутренней и наружной поверхностях стандартного образца, не меньших, чем браковочные уровни, установленные с использованием радиального сверленого отверстия.
Д.5.4 Документация поверки работоспособности аппаратуры
Д.5.4.1 Необходимо сохранить результаты поверки способности системы неразрушающего контроля выявлять искусственные отражатели, используемые для настройки чувствительности аппаратуры.
Поверка должна охватывать:
а) расчет охвата путем контроля поверхности трубы, например план сканирования;
б) пригодность для контроля предполагаемой толщины стенки трубы;
в) воспроизводимость выявления искусственных отражателей;
г) ориентацию преобразователя, обеспечивающую выявление дефектов, типичных для данного производственного процесса [таблица Д.7, сноска 10)];
д) документацию, подтверждающую, что дефекты, типичные для данного производственного процесса, действительно выявляют при использовании методов неразрушающего контроля по Д.4 или Д.5, по принадлежности;
е) параметры настройки пороговых уровней.
Д.5.4.2 Кроме того, изготовитель должен сохранять документацию, относящуюся к:
а) рабочим процедурам системы неразрушающего контроля;
б) описанию оборудования неразрушающего контроля;
в) информации об аттестации персонала, осуществляющего неразрушающий контроль;
г) результатам динамических испытаний, подтверждающих работоспособность системы неразрушающего контроля в условиях производства.
Д.5.5.1 Критерии приемки по показаниям от искусственных отражателей должны соответствовать приведенным в таблице Д.8.
Д.5.5.2 При ультразвуковом контроле труб в динамическом режиме любое несовершенство, вызывающее показание, превышающее соответствующий критерий приемки по таблице Д.8, следует рассматривать как дефект, если не будет установлено следующее:
а) ультразвуковой контроль несовершенства в статическом режиме дает показание, меньшее, чем критерий приемки по таблице Д.8, при этом установлено, что получен максимальный сигнал;
б) показание вызвано поверхностным несовершенством, не являющимся дефектом по 9.9;
в) для труб ДСФ и КОС радиографический контроль свидетельствует, что фиксируемое несовершенство представляет собой шлаковое включение или газовую пору, допустимые согласно требованиям по Д.4.5.
Д.5.5.3 При контроле бесшовных труб любое фиксируемое поверхностное несовершенство, превышающее соответствующий критерий приемки по таблице Д.8, рассматривают как дефект, если не установлено, что это несовершенство не является дефектом согласно 9.9.
Таблица Д.8 - Критерии приемки
|
Тип паза |
Диаметр отверстия, мм |
Критерий приемки1), %, не более |
|
|
ДСФ, КОС или ремонтный шов |
N5 |
1,6 |
100 |
|
N10 |
3,2 |
33 |
|
|
Электросварные швы |
N10 |
3,2 |
100 |
|
Бесшовные трубы |
N12,5 |
3,2 |
100 |
|
1) В процентах от показания, вызванного искусственным отражателем. Браковочный уровень (Д.5.3) не должен превышать соответствующий критерий приемки. |
|||
Д.5.5.4 При контроле швов КОС любое непрерывное показание длиной более 25 мм, независимо от его высоты, при условии, что эта высота превышает фоновый шум, должно быть перепроверено радиографическим методом в соответствии с Д.4 или, по согласованию, иным методом.
Д.5.6 Устранение дефектов, обнаруженных при ультразвуковом или магнитном контроле
По трубам с дефектами должно быть принято решение согласно Д.10.
Д.5.7 Ремонт сварных швов
Дефекты швов ДСФ и КОС, выявленные ультразвуковым контролем, могут быть устранены сваркой с повторным контролем по В.4.5 (приложение В). Контроль ремонта проводят тем же методом, что и контроль первоначального шва.
Д.6 Магнитопорошковый контроль
Д.6.1 Магнитопорошковый контроль бесшовных труб
Д.6.1.1 Если магнитопорошковый контроль используют для обнаружения продольных дефектов, то контролю следует подвергать всю наружную поверхность трубы.
Д.6.1.2 Поверхностные несовершенства, обнаруженные при магнитопорошковом контроле, необходимо исследовать, классифицировать и принять по ним следующие меры:
а) несовершенства глубиной не более 0,125t, не выводящие толщину стенки за минимальное допускаемое значение, классифицируют как допустимые и принимают меры по ним в соответствии с В.1 (приложение В);
б) несовершенства глубиной более 0,125, не выводящие толщину стенки за минимальное допускаемое значение, классифицируют как дефекты и удаляют абразивной зачисткой по В.2 (приложение В) или принимают меры по ним в соответствии с В.3 (приложение В);
в) несовершенства, не выводящие толщину стенки за минимальное допускаемое значение, классифицируют как дефекты и принимают меры по ним в соответствии с В.3 (приложение В).
Примечание - Несовершенства, нарушающие минимальную допускаемую толщину стенки, означают, что остаточная толщина стенки под ними менее минимально допустимой толщины стенки.
Д.6.2 Аппаратура
Аппаратура, применяемая для магнитопорошкового контроля, должна создавать магнитное поле достаточно высокой интенсивности, выявляющее на наружной поверхности трубы следующие дефекты: трещины, волосовины и плены.
Д.6.3 Стандартные образцы для магнитопорошкового контроля
По требованию потребителя изготовитель должен наглядно продемонстрировать представителю потребителя процесс проведения контроля труб. Такую демонстрацию проводят на трубах в процессе их изготовления или аналогичных трубах, сохраненных изготовителем для этой цели и имеющих естественные или искусственные дефекты, указанные в Д.6.2.
Д.7 Остаточная намагниченность
Д.7.1 Требования к остаточной намагниченности должны применяться только к испытаниям, проводимым на предприятии - изготовителе труб.
Примечание - На результаты измерения остаточной намагниченности труб после их отгрузки с предприятия-изготовителя могут влиять условия транспортирования и хранения.
Д.7.2 Для контроля остаточной намагниченности измеряют продольное магнитное поле труб с гладкими концами наружным диаметром D ≥ 168 мм и всех более мелких труб с гладкими концами, которые подвергались магнитному контролю по всей длине или перемещались магнитным оборудованием перед отгрузкой. Измерения проводят на торце трубы с гладким концом или на кромке притупления разделки торца.
Примечание - Измерения, проводимые на трубах в штабелях, не считаются корректными.
Д.7.3 Измерения должны проводиться гауссметром, работающим с использованием эффекта Холла или калиброванного прибора иного типа, однако, в спорном случае измерения с помощью гауссметра на принципе эффекта Холла имеют преимущество. Гауссметр следует использовать в соответствии с документами, демонстрирующими точные результаты.
Д.7.4 Измерение проводят на обоих концах одной трубы не менее одного раза каждые 4 ч в течение рабочей смены.
Д.7.5 Намагниченность труб следует измерять после любого контроля с использованием магнитного поля перед отгрузкой с предприятия-изготовителя. При использовании магнитного подъемно-транспортного оборудования после измерения намагниченности должны быть приняты меры, чтобы не вызвать остаточной намагниченности, превышающей допустимую по Д.7.6.
Д.7.6 По окружности каждого конца трубы должны быть сняты четыре отсчета через примерно 90°. При измерении гауссметром на эффекте Холла среднее значение четырех отсчетов должно быть менее или равно 3,0 мТ (30 Гс), и ни один отсчет не должен превышать 3,5 мТ (35 Гс). При измерении приборами иного типа показания не должны превышать эквивалентных значений.
Д.7.7 Любые трубы, не отвечающие требованиям Д.7.6, считают дефектными. За исключением предусмотренного в Д.7.8, все трубы, изготовленные в период времени между изготовлением дефектной трубы и последней качественной трубы, должны быть проверены индивидуально.
Д.7.8 Если последовательность производства труб задокументирована, то их намагниченность может быть проверена в обратной последовательности, начиная с трубы, изготовленной перед дефектной, и кончая тремя последовательно изготовленными трубами, отвечающими требованиям к остаточной намагниченности.
Примечание - Трубы, изготовленные перед этими тремя годными трубами, не требуют контроля намагниченности.
Д.7.9 Намагниченность труб, изготовленных после дефектной, должна быть проверена индивидуально до трех последовательно изготовленных труб, отвечающих требованиям к остаточной намагниченности.
Д.7.10 Все дефектные трубы должны быть подвергнуты размагничиванию по всей длине с повторным контролем остаточной намагниченности до тех пор, пока три последовательные трубы не будут отвечать требованиям Д.7.6.
Д.8 Расслоения тела труб ВЧС, ДСФ и КОС
Д.8.1 По согласованию, ультразвуковой контроль следует использовать для проверки труб ВЧС на отсутствие расслоений, превышающих допустимые:
а) по стандарту [21] - уровень приемки В2, если такой контроль проводят до холодного формообразования трубы;
б) по стандарту [26] - уровень приемки В3, если такой контроль проводят после сварки.
Д.8.2 По согласованию, ультразвуковой контроль используют для проверки труб ДСФ и КОС на отсутствие расслоений, превышающих допустимые по стандарту [21], уровень приемки В2.
Д.9 Расслоения вдоль кромок рулонного или листового проката или вдоль сварного шва труб ВЧС, ДСФ и КОС
По согласованию, ультразвуковой контроль используют для проверки на трубах ВЧС, ДСФ и КОС зоны шириной 15 мм вдоль каждой кромки рулонного или листового проката или по обе стороны от сварного шва на отсутствие расслоений, превышающих допустимые:
а) по стандарту [21] - уровень приемки Е2, если такой контроль проводят до формообразования трубы;
б) по стандарту [27] - уровень приемки Е2, если такой контроль проводят после сварки.
Д.10 Принятие решения по трубам с несовершенствами и дефектами
По трубам с несовершенствами и дефектами должно быть принято одно или несколько из следующих решений:
а) несовершенства должны быть устранены абразивной зачисткой в соответствии с приложением В;
б) несовершенства должны быть устранены ремонтной сваркой в соответствии с приложением В;
в) участки труб с дефектами должны быть вырезаны при сохранении длины трубы в пределах допустимых ограничений;
г) вся труба с дефектом должна быть забракована.
Приложение
Е
(обязательное)
Сортамент бесшовных и сварных труб
Таблица Е.1 - Наружный диаметр и толщина стенки для сварных труб
В миллиметрах
|
Наружный диаметр труб |
Толщина стенки |
||||||||||||||||||
|
3,0 |
3,2 |
3,5 |
3,8 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
(13,0) |
14,0 |
15,0 |
16,0 |
|
|
26 |
X |
||||||||||||||||||
|
27 |
X |
||||||||||||||||||
|
28 |
X |
||||||||||||||||||
|
30 |
X |
X |
X |
||||||||||||||||
|
32 |
X |
X |
X |
||||||||||||||||
|
33 |
X |
X |
X |
||||||||||||||||
|
34 |
X |
X |
X |
||||||||||||||||
|
(35) |
X |
X |
X |
||||||||||||||||
|
36 |
X |
X |
X |
||||||||||||||||
|
38 |
X |
X |
X |
||||||||||||||||
|
40 |
X |
X |
X |
||||||||||||||||
|
42 |
X |
X |
X |
||||||||||||||||
|
45 |
X |
X |
X |
||||||||||||||||
|
48 |
X |
X |
X |
||||||||||||||||
|
50 |
X |
X |
X |
X |
X |
||||||||||||||
|
51 |
X |
X |
X |
X |
X |
||||||||||||||
|
53,0 |
X |
X |
X |
X |
X |
||||||||||||||
|
(54,0) |
X |
X |
X |
X |
X |
||||||||||||||
|
57,0 |
X |
X |
X |
X |
X |
||||||||||||||
Продолжение таблицы Е.1
В миллиметрах
|
Наружный диаметр труб |
Толщина стенки |
||||||||||||||||||
|
3,0 |
3,2 |
3,5 |
3,8 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
(13,0) |
14,0 |
15,0 |
16,0 |
|
|
60,0 |
X |
X |
X |
X |
X |
X |
|||||||||||||
|
63,5 |
X |
X |
X |
X |
X |
X |
|||||||||||||
|
70,0 |
X |
X |
X |
X |
X |
X |
|||||||||||||
|
73,0 |
X |
X |
X |
X |
X |
X |
|||||||||||||
|
76,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
83,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
89,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
95,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
102,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
108,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
114,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
121,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
127,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
133,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
140,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
152,0 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
159,0 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
168,0 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
189,0 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
194,0 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
203,0 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
219,0 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
Окончание таблицы Е.1
В миллиметрах
|
Наружный диаметр труб |
Толщина стенки |
||||||||||||||||||
|
4,5 |
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
13,0 |
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
19,0 |
20,0 |
21,0 |
|
|
245 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
|
273 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||
|
299 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
325 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||||
|
351 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||||
|
377 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||||
|
402 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
426 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
(478) |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||||
|
480 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||||
|
530 |
X |
X |
X |
X |
X |
X |
|||||||||||||
|
680 |
X |
X |
X |
X |
X |
X |
|||||||||||||
|
720 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||
|
(810) |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||
|
820 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||
|
920 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||
|
1020 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||
|
1120 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||
|
1220 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
Таблица Е.2 - Наружный диаметр и толщина стенки для бесшовных труб
В миллиметрах
|
Наружный диаметр труб |
Толщина стенки |
||||||||||||||
|
2,5 |
2,6 |
2,8 |
3,0 |
3,2 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
|
|
30 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
32 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
35 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
38 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
40 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
42 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
45 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
50 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
51 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
54 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
57 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
60 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
68 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
70 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
73 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
76 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
83 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||
|
89 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||
|
95 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||
|
102 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||
|
104 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||
|
108 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||
|
114 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||
|
121 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||
|
127 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||
|
133 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||
Продолжение таблицы Е.2
В миллиметрах
|
Наружный диаметр труб |
Толщина стенки |
||||||||||||||
|
2,5 |
2,6 |
2,8 |
3,0 |
3,2 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
|
|
140 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
|
146 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
|
152 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
|
159 |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
|
165 |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
168 |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
178 |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
180 |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
194 |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
203 |
X |
X |
X |
X |
X |
||||||||||
|
219 |
X |
X |
X |
X |
X |
||||||||||
|
245 |
X |
X |
X |
X |
|||||||||||
|
273 |
X |
X |
X |
X |
|||||||||||
|
299 |
X |
X |
|||||||||||||
|
324 |
X |
X |
|||||||||||||
|
325 |
X |
X |
|||||||||||||
|
351 |
X |
||||||||||||||
|
356 |
X |
||||||||||||||
|
377 |
X |
||||||||||||||
|
402 |
X |
||||||||||||||
|
406 |
X |
||||||||||||||
|
426 |
X |
||||||||||||||
|
450 |
|||||||||||||||
|
457 |
|||||||||||||||
|
465 |
|||||||||||||||
|
480 |
|||||||||||||||
|
500 |
|||||||||||||||
|
508 |
|||||||||||||||
|
530 |
|||||||||||||||
|
550 |
|||||||||||||||
Продолжение таблицы Е.2
В миллиметрах
|
Наружный диаметр труб |
Толщина стенки |
|||||||||||
|
8,5 |
9,0 |
9,5 |
10,0 |
11,0 |
12,0 |
13,0 |
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
|
|
127 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
133 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
140 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
146 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
152 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
159 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
165 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
168 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
178 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
180 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
194 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
203 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
219 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
245 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
273 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
299 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
324 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
325 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
351 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
356 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
377 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
402 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
406 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
426 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
450 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
457 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
465 |
X |
X |
X |
X |
X |
X |
X |
X |
||||
|
480 |
X |
X |
X |
X |
X |
X |
X |
X |
||||
|
500 |
X |
X |
X |
X |
X |
X |
X |
X |
||||
|
508 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
530 |
X |
X |
X |
X |
X |
X |
X |
X |
||||
|
550 |
X |
X |
X |
X |
X |
X |
X |
X |
||||
Продолжение таблицы Е.2
В миллиметрах
|
Наружный диаметр труб |
Толщина стенки |
|||||||
|
19,0 |
20,0 |
22,0 |
24,0 |
25,0 |
26,0 |
28,0 |
30,0 |
|
|
40 |
||||||||
|
42 |
||||||||
|
45 |
||||||||
|
50 |
||||||||
|
51 |
||||||||
|
54 |
||||||||
|
57 |
||||||||
|
60 |
||||||||
|
68 |
||||||||
|
70 |
||||||||
|
73 |
X |
|||||||
|
76 |
X |
|||||||
|
83 |
X |
|||||||
|
89 |
X |
X |
X |
X |
||||
|
95 |
X |
X |
X |
X |
||||
|
102 |
X |
X |
X |
X |
||||
|
104 |
X |
X |
X |
X |
||||
|
108 |
X |
X |
X |
X |
X |
X |
X |
X |
|
114 |
X |
X |
X |
X |
X |
X |
X |
X |
|
121 |
X |
X |
X |
X |
X |
X |
X |
X |
|
127 |
X |
X |
X |
X |
X |
X |
X |
X |
|
133 |
X |
X |
X |
X |
X |
X |
X |
X |
|
140 |
X |
X |
X |
X |
X |
X |
X |
X |
|
146 |
X |
X |
X |
X |
X |
X |
X |
X |
|
152 |
X |
X |
X |
X |
X |
X |
X |
X |
|
159 |
X |
X |
X |
X |
X |
X |
X |
X |
Окончание таблицы Е.2
В миллиметрах
|
Наружный диаметр труб |
Толщина стенки |
|||||||
|
19,0 |
20,0 |
22,0 |
24,0 |
25,0 |
26,0 |
28,0 |
30,0 |
|
|
165 |
X |
X |
X |
X |
X |
X |
X |
X |
|
168 |
X |
X |
X |
X |
X |
X |
X |
X |
|
178 |
X |
X |
X |
X |
X |
X |
X |
X |
|
180 |
X |
X |
X |
X |
X |
X |
X |
X |
|
194 |
X |
X |
X |
X |
X |
X |
X |
X |
|
203 |
X |
X |
X |
X |
X |
X |
X |
X |
|
219 |
X |
X |
X |
X |
X |
X |
X |
X |
|
245 |
X |
X |
X |
X |
X |
X |
X |
X |
|
273 |
X |
X |
X |
X |
X |
X |
X |
X |
|
299 |
X |
X |
X |
X |
X |
X |
X |
X |
|
324 |
X |
X |
X |
X |
X |
X |
X |
X |
|
325 |
X |
X |
X |
X |
X |
X |
X |
X |
|
351 |
X |
X |
X |
X |
X |
X |
X |
X |
|
356 |
X |
X |
X |
X |
X |
X |
X |
X |
|
377 |
X |
X |
X |
X |
X |
X |
X |
X |
|
402 |
X |
X |
X |
X |
X |
X |
X |
X |
|
406 |
X |
X |
X |
X |
X |
X |
X |
X |
|
426 |
X |
X |
X |
X |
X |
X |
X |
X |
|
450 |
X |
X |
X |
X |
X |
X |
X |
X |
|
457 |
X |
X |
X |
X |
X |
X |
X |
|
|
465 |
X |
X |
X |
X |
X |
X |
X |
|
|
480 |
X |
X |
X |
X |
||||
|
500 |
X |
X |
X |
X |
||||
|
508 |
X |
X |
X |
X |
X |
X |
X |
|
|
530 |
X |
X |
X |
X |
||||
|
550 |
X |
X |
X |
X |
||||
Приложение
Ж
(обязательное)
Неразрушающий контроль труб, предназначенных для эксплуатации в кислых средах
Ж.1 Введение
Настоящее приложение распространяется на трубы, предназначенные для работы в кислых средах [7.2, перечисление в), 42)]. К таким трубам применяют требования по неразрушающему контролю приложения А, за исключением специальных дополнений по настоящему приложению.
Ж.2 Общие требования к неразрушающему контролю и критерии приемки
Ж.2.1 Расслоения на концах труб
Ж.2.1.1 Расслоения длиной по окружности более 6,4 мм и площадью более 100 мм2 следует считать дефектами.
Ж.2.1.2 Для труб толщиной стенки t ≥ 5,0 мм ультразвуковой контроль по стандарту [21] следует применять для подтверждения отсутствия расслоений на участке шириной 50 мм на обоих концах трубы.
Ж.2.1.3 По согласованию, для труб толщиной стенки t ≥ 5,0 мм ультразвуковой контроль по стандарту [21] следует применять для подтверждения отсутствия расслоений на концевом участке шириной 100 мм на обоих концах трубы
Ж.2.1.4 По согласованию, торцы и скосы каждой трубы должны быть проконтролированы на наличие расслоений магнитопорошковым контролем по стандарту [15]. Расслоения длиной по окружности более 6,4 мм следует считать дефектами.
Ж.2.2 Сомнительные трубы
Ж.2.2.1 Трубы, при неразрушающем контроле которых фиксируют показания, вызывающие срабатывание тревожной сигнализации, следует считать сомнительными.
Ж.2.2.2 Если в настоящем приложении или приложении А (по применимости) не оговорено иное, то по сомнительным трубам должны приниматься меры согласно соответствующему стандарту на неразрушающий контроль труб.
Ж.2.2.3 Ремонт сваркой проводят в соответствии с В.4 (приложение В).
Ж.2.2.4 При выполнении зачистки полнота удаления несовершенств должна быть подтверждена визуальным контролем, а при необходимости подходящим методом неразрушающего контроля.
Ж.2.2.5 Любой метод ручного неразрушающего контроля, используемый для проверки сомнительных участков, должен обладать такой же чувствительностью и иметь такие же параметры и уровень приемки (глубина искусственного отражателя), как и метод контроля, при помощи которого был обнаружен сомнительный участок. При ручном ультразвуковом контроле скорость сканирования должна быть менее или равна 150 мм/с.
Ж.2.2.6 Полноту удаления (зачистки) несовершенства допускается контролировать магнитопорошковым методом. После удаления несовершенства проверяют оставшуюся толщину стенки трубы.
Ж.3 Неразрушающий контроль бесшовных труб
Ж.3.1 Ультразвуковой контроль для выявления продольных несовершенств
Все тело бесшовных труб должно подвергаться ультразвуковому контролю по стандарту [33] для выявления продольных несовершенств. Критерии приемки для такого контроля должны соответствовать стандарту [33], уровень приемки L2/C.
Ж.3.2 Расслоения в теле трубы
На трубах, предназначенных для эксплуатации в кислых средах, отдельные расслоения или скопления расслоений, превышающие уровень приемки труб для кислых сред, приведенный в таблице Ж.1, следует считать дефектами. Соответствие этим требованиям проверяют при помощи ультразвукового контроля по стандартам [26] (кроме 4.2 стандарта [26]), [20] или [19]. Охват поверхности при автоматическом контроле должен составлять более 20 % всей поверхности трубы.
Таблица Ж.1 - Критерии приемки для расслоений
|
Условия эксплуатации |
Максимальный размер отдельного несовершенства |
Минимальный размер несовершенства, принимаемого во внимание |
Максимальная плотность расслоений1) |
|||
|
Площадь, мм2 |
Длина, мм |
Площадь, мм2 |
Длина, мм |
Ширина, мм |
||
|
Тело трубы (или тело рулонного и листового проката) |
||||||
|
Кислые среды |
500 |
Не устанавливают |
150 |
15 |
8 |
10 (на квадрате 500×500 м)2),3) |
|
Кислые среды, по согласованию |
100 |
Не устанавливают |
30 |
5 |
5 |
5 (на квадрате 500×500 м)2),3) |
|
Кромки рулонного и листового проката или участки вблизи сварного шва4) |
||||||
|
Кислые среды |
100 |
20 |
- |
10 |
- |
3 (на 1,0 м длины) |
|
1) Количество несовершенств размером менее максимального и более минимального размера несовершенства. 2) Для труб наружным диаметром D < 325 мм и рулонного и листового проката шириной менее 1000 мм максимальная плотность расслоений отнесена к 1,0 м2. 3) Для труб наружным диаметром D < 168 мм и рулонного и листового проката шириной менее 500 мм максимальная плотность расслоений отнесена к 0,25 м2. 4) Максимальная площадь расслоения у кромок представляет собой произведение максимальной длины несовершенства, где длина является размером, параллельным кромке изделия, и поперечного размера. Несовершенство считают крупнее максимально допустимого при превышении длины или поперечного размера. Примечания 1 Для того, чтобы несовершенство считалось превышающим минимальное, оно должно иметь все показатели, превышающие минимальные площадь, длину и ширину, приведенные для тела трубы или рулонного проката. 2 При оценке размера несовершенства принимают, что соседние несовершенства, расстояние между которыми менее меньшей из двух малых осей несовершенств, следует считать одним несовершенством. |
||||||
Ж.3.3 Ультразвуковое измерение толщины стенки
Бесшовные трубы должны быть подвергнуты ультразвуковому контролю по всей окружности в соответствии с ГОСТ ИСО 10543 для проверки соответствия требованиям к минимальной допустимой толщине стенки. Охват поверхности при таком контроле должен составлять более 25 % всей поверхности трубы или, при согласовании, превышать минимальный охват.
Ж.3.4 Дополнительный неразрушающий контроль бесшовных труб
Ж.3.4.1 По согласованию, бесшовные трубы следует подвергать ультразвуковому контролю для выявления поперечных несовершенств в соответствии со стандартом [34], уровень приемки L2/C.
Ж.3.4.2 По согласованию, все тело бесшовных труб следует подвергать контролю методом рассеяния магнитного потока в соответствии со стандартом [9], уровень приемки L2, или [11] для выявления продольных несовершенств и/или в соответствии со стандартом [10], уровень приемки L2, или [11] для выявления поперечных несовершенств.
Ж.3.4.3 По согласованию, все тело бесшовных труб следует подвергать контролю вихретоковым методом для выявления несовершенств по стандарту [12] уровень приемки L2.
Ж.4 Неразрушающий контроль труб ВЧС
Ж.4.1 Неразрушающий контроль сварного шва
Сварной шов по всей длине должен быть подвергнут ультразвуковому контролю для выявления продольных несовершенств с критериями приемки по одному из следующих документов:
а) стандарт [13], уровень приемки L3/C, или, по согласованию, уровень приемки L2/C;
б) стандарт [33], уровень приемки L3, или, по согласованию, уровень приемки L2.
По согласованию, тело трубы или рулонного или листового проката должно быть подвергнуто ультразвуковому контролю для выявления расслоений в соответствии со стандартами [26] (кроме 4.2 стандарта [26]) или [35], соответственно, с критериями приемки, указанными для соответствующих случаев применения в таблице Ж.1. Охват поверхности при автоматическом контроле должен составлять более 20 % поверхности трубы.
Ж.4.3 Расслоения по кромкам рулонного или листового проката или области, примыкающей к сварному шву
По согласованию, кромки рулонного или листового проката или область, примыкающая к сварному шву, должны быть подвергнуты ультразвуковому контролю на ширине 15 мм для выявления расслоений в соответствии со стандартами [35] или [27] с критериями приемки, указанными в таблице Ж.1 для кромок рулонного или листового проката или области, примыкающей к сварному шву.
Ж.4.4 Дополнительный неразрушающий контроль
По согласованию, тело трубы ВЧС следует подвергать контролю для выявления продольных несовершенств ультразвуковым методом по стандарту [33] или методом рассеяния магнитного потока по стандарту [9] с уровнем приемки L3/C.
Ж.5 Неразрушающий контроль труб ДСФ
Ж.5.1 Неразрушающий контроль сварного шва для выявления продольных и поперечных несовершенств
Ж.5.1.1 Сварные швы труб ДСФ должны быть подвергнуты ультразвуковому контролю по всей длине для выявления продольных и поперечных несовершенств согласно стандарту [14], уровень приемки L2, со следующими изменениями:
а) глубина паза должна быть менее или равна 2,0 мм;
б) не допускается использование для калибровки аппаратуры внутренних и наружных продольных пазов, расположенных по оси сварного шва;
в) в качестве альтернативы использованию эталонного отверстия для калибровки аппаратуры с целью выявления поперечных несовершенств допускается использование внутренних и наружных пазов для уровня приемки L2 с расположением поперек шва и по его центру. В этом случае внутреннее и наружное усиление шва должно быть зачищено заподлицо до плавного перехода к контуру трубы на непосредственно примыкающем участке и по обе стороны эталонного паза. Пазы должны быть расположены на достаточно большом расстоянии в продольном направлении друг от друга и от оставшегося усиления шва так, чтобы получить от них четкие раздельные ультразвуковые сигналы. Полную амплитуду сигнала от каждого паза используют для настройки уровня срабатывания или подачи сигнала аппаратурой.
В качестве альтернативы использованию для калибровки аппаратуры пазов для уровня приемки L2 допускается, по согласованию, использование внутренних и наружных пазов фиксированной глубины и повышение чувствительности контроля электронными средствами, т. е. повышение чувствительности в децибелах. В этом случае, известном как «метод двух X», глубина пазов должна быть равна двойной длине волны на используемой ультразвуковой частоте. Длина волны X, м, составляет
![]() (Ж.1)
(Ж.1)
где Vt - скорость поперечных ультразвуковых колебаний, м/с;
f - частота, цикл/с.
Пример - При частоте 4 МГц длина волны составляет 0,8 мм, и глубина паза должна составлять 1,6 мм.
Требуемое повышение чувствительности контроля должно быть основано на толщине стенки трубы, и изготовитель должен доказать потребителю, что достигнутая чувствительность контроля по существу эквивалентна достижимой при использовании пазов для уровня приемки L2;
г) при повторном контроле сомнительных участков изготовитель может руководствоваться положениями Ж.5.3.
Ж.5.1.2 При производстве труб ДСФС сварной шов стыковки рулонного или листового проката должен быть подвергнут ультразвуковому контролю по всей длине при такой же чувствительности контроля и тех же параметрах, которые используют при контроле спирального шва по Ж.5.1.1.
Кроме того, Т-образные стыки шва стыковки рулонного или листового проката со спиральным швом должны быть подвергнуты радиографическому контролю согласно А.4 (приложение А).
Ж.5.2 Расслоения в теле трубы и на кромках рулонного или листового проката
Ж.5.2.1 Тело трубы или рулонного или листового проката должно быть подвергнуто ультразвуковому контролю для выявления расслоений согласно стандарту [35] с уровнями приемки, установленными для соответствующих условий эксплуатации в таблице Ж.1, с охватом, более или равным 20 % поверхности.
Такой контроль можно осуществлять на предприятии, изготовляющем рулонный или листовой прокат или трубы.
Ж.5.2.2 Кромки рулонного или листового проката, включая те, которые прилегают к шву стыковки рулонного или листового проката спирально-шовных труб, должны быть подвергнуты ультразвуковому контролю для выявления расслоений на ширине 15 мм по стандарту [35] с уровнем приемки по таблице Ж.1 для кромок рулонного или листового проката или зон, прилегающих к сварному шву.
Ж.5.3 Неразрушающий контроль сварных швов на концах труб и отремонтированных участках
Участок сварного шва на конце трубы, который не может быть проверен автоматическим оборудованием для ультразвукового контроля, и отремонтированные участки сварного шва (В.4, приложение В) должны быть подвергнуты:
а) выявлению продольных несовершенств с использованием ручного или полуавтоматического ультразвукового контроля с той же чувствительностью и теми же параметрами контроля, которые установлены в Ж.5.1.1, или если не согласовано иное, радиографическому контролю в соответствии с А.4 (приложение А);
б) выявлению поперечных несовершенств с использованием ручного или полуавтоматического ультразвукового контроля с той же чувствительностью и теми же параметрами контроля, которые установлены в Ж.5.1.1, или, если не согласовано иное, радиографическому контролю в соответствии с А.4 (приложение А).
При ручном ультразвуковом контроле скорость сканирования должна быть менее или равна 150 мм/с.
Ж.5.4 Дополнительный неразрушающий контроль
По согласованию, внутренние и наружные поверхности сварного шва на предельной длине 50 мм от обоих концов трубы должны быть подвергнуты магнитопорошковому контролю по стандарту [16]. Все показания, превышающие 3,0 мм, должны быть исследованы, и меры по ним должны быть приняты в соответствии с В.2 (приложение В).
Приложение И
(справочное)
В таблице И.1 приведены правила по обозначению сталей (номера сталей), которые используют в Европе наряду с наименованием стали.
Таблица И.1 - Перечень соответствующих дополнительных обозначений (номеров) стали, используемых в Европе
|
Номер стали по стандарту [36] |
Класс прочности по настоящему стандарту |
Номер стали по стандарту [36] |
|
|
Класс прочности труб уровня УТП2 по таблице 5 настоящего стандарта |
КП 555 М |
1.8758 |
|
|
КП 625 М |
1.8753 |
||
|
КП 690 М |
1.8979 |
||
|
КП 245 П |
1.8788 |
КП 830 М |
1.8755 |
|
КП 290 П |
1.8789 |
Класс прочности труб уровня УТП2 для кислых сред по таблице А.1 (приложение А) |
|
|
КП 245 Н |
1.8790 |
||
|
КП 290 Н |
1.8791 |
||
|
КП 320 Н |
1.8792 |
КП 245 НС |
1.1020 |
|
КП 360 Н |
1.8793 |
КП 290 НС |
1.1021 |
|
КП 390 Н |
1.8970 |
КП 320 НС |
1.1022 |
|
КП 415 Н |
1.8736 |
КП 360 НС |
1.8757 |
|
КП 245 Т |
1.8737 |
КП 245 ТС |
1.1025 |
|
КП 290 Т |
1.8738 |
КП 290 ТС |
1.1026 |
|
КП 320 Т |
1.8739 |
КП 320 ТС |
1.1027 |
|
КП 360 Т |
1.8741 |
КП 360 ТС |
1.8759 |
|
КП 390 Т |
1.8740 |
КП 390 ТС |
1.8760 |
|
КП 415 Т |
1.8742 |
КП 415ТС |
1.8761 |
|
КП 450 Т |
1.8743 |
КП 450 ТС |
1.8762 |
|
КП 485 Т |
1.8744 |
КП 485 ТС |
1.8763 |
|
КП 555 Т |
1.8745 |
КП 245 МС |
1.1030 |
|
КП 245 М |
1.8746 |
КП 290 МС |
1.1031 |
|
КП 290 М |
1.8747 |
КП 320 МС |
1.1032 |
|
КП 320 М |
1.8748 |
КП 360 МС |
1.1033 |
|
КП 360 М |
1.8749 |
КП 390 МС |
1.1034 |
|
КП 390 М |
1.8971 |
КП 415 МС |
1.8766 |
|
КП 415 М |
1.8752 |
КП 450 МС |
1.8767 |
|
КП 450 М |
1.8754 |
КП 485 МС |
1.8768 |
|
КП 485 М |
1.8756 |
||
Библиография
|
ISO 7438:2005 |
Metallic materials - Bend test |
|
|
ISO 11484:2009 |
Steel products - Employers qualification system for nondestructive testing (NDT) personnel |
|
|
Международный стандарт ИСО 404:19921) |
Сталь и стальные изделия. Общие технические условия поставки |
|
|
(ISO 404:1992) |
(Steel and steel products; general technical delivery requirements) |
|
|
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
||
|
[5] |
Правила аттестации сварщиков и специалистов сварочного производства |
|
|
[6] |
DIN EN 287-1:2006 |
Qualification test of welders - Fusion welding - Part 1: Steels; German version EN 287-1:2004 + A2:2006 |
|
Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства |
||
|
Правила аттестации персонала в области неразрушающего контроля |
||
|
ISO 9402:1989 |
Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes; full peripheral magnetic transducer/flux leakage testing of ferromagnetic steel tubes for the detection of longitudinal imperfections |
|
|
ISO 9598:1989 |
Seamless steel tubes for pressure purposes; full peripheral magnetic transducer/flux leakage testing of ferromagnetic steel tubes for the detection of transverse imperfections |
|
|
ASTM E 570 |
Standard Practice for Flux Leakage Examination of Ferromagnetic Steel Tubular Products |
|
|
ISO 9304:1989 |
Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes; eddy current testing for the detection of imperfections |
|
|
ISO 9764:1989 |
Electric resistance and induction welded steel tubes for pressure purposes; ultrasonic testing of the weld seam for the detection of longitudinal imperfections |
|
|
Международный стандарт ИСО 9765:19901) |
Трубы стальные напорные, изготовленные методом дуговой сварки под флюсом. Ультразвуковой контроль сварного шва для обнаружения продольных и/или поперечных несовершенств |
|
|
(ISO 9765:1990) |
(Submerged arc-welded steel tubes for pressure purposes; ultrasonic testing of the weld seam for the detection of longitudinal and/or transverse imperfections) |
|
|
ISO 13664:1997 |
Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of the tube ends for the detection of laminar imperfections |
|
|
ISO 13665:1997 |
Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of the tube body for the detection of surface imperfections |
|
|
ISO 12096:1996 |
Submerged arc-welded steel tubes for pressure purposes - Radiographic testing of the weld seam for the detection of imperfections |
|
|
ISO 12095:1994 |
Seamless and welded steel tubes for pressure purposes - Liquid penetrant testing |
|
|
ASTM A 578 |
Standard Specification for Straight-Beam Ultrasonic Examination of Plain and Clad Steel Plates for Special Applications |
|
|
ASTM A 435 |
Standard Specification for Straight-Beam Ultrasonic Examination of Steel Plates |
|
|
Международный стандарт ИСО 12094:19941) |
Трубы стальные сварные напорные. Ультразвуковой контроль для обнаружения несовершенств в виде расслоений в рулонном или листовом прокате, используемом для изготовления сварных труб |
|
|
(ISO 12094:1994) |
(Welded steel tubes for pressure purposes - Ultrasonic testing for the detection of laminar imperfections in strips/plates used in the manufacture of welded tubes) |
_________
1) Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов.
|
ASTM E 1815:06 |
Standard Test Method for Classification of Film Systems for Industrial Radiography |
|
|
ISO 11699-1:2008 |
Non-destructive testing - Industrial radiographic film – Part 1: Classification of film systems for industrial radiography |
|
|
ISO 19232-1:2004 |
Non-destructive testing - Image quality of radiographs – Part 1: Image quality indicators (wire type) - Determination of image quality value |
|
|
ASTM E 747:04 |
Standard Practice for Design, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used for Radiology |
|
|
ISO 10124:1994 |
Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Ultrasonic testing for the detection of laminar imperfections |
|
|
ISO 13663:1995 |
Welded steel tubes for pressure purposes - Ultrasonic testing of the area adjacent to the weld seam for the detection of laminar imperfections |
|
|
Международный стандарт ИСО 15156-2:20031) |
Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Трещиностойкие углеродистые и низколегированные стали и применение литейного чугуна |
|
|
(ISO 15156-2:2003) |
(Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production - Part 2: Cracking-resistant carbon and low alloy steels, and the use of cast irons) |
_________
1) Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов.
|
NACE ТМ 0284:2003 |
Standard Test Method - Evaluation of Pipeline and Pressure Vessel Steels for Resistance to Hydrogen-Induced Cracking |
|
|
NACE TM 0177:2005 |
Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in H2S Environments |
|
|
ISO 7539-2:1989 |
Corrosion of metals and alloys - Stress corrosion testing - Part 2: Preparation and use of bent-beam specimens |
|
|
ASTM G 39 |
Standard Practice for Preparation and Use of Bent-Beam Stress-Corrosion Test Specimens |
|
|
ISO 9303:1989 |
Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes; full peripheral ultrasonic testing for the detection of longitudinal imperfections |
|
|
ISO 9305:1989 |
Seamless steel tubes for pressure purposes; full peripheral ultrasonic testing for the detection of transverse imperfections |
|
|
ISO 11496:1993 |
Seamless and welded steel tubes for pressure purposes; ultrasonic testing of tube ends for the detection of laminar imperfections |
|
|
BS EN 10027-2:1992 |
Designation systems for steels. Steel numbers |
Ключевые слова: нефтяная и газовая промышленность, стальные трубы, промысловый трубопровод, требование к технологии производства труб, размер, химический состав, испытания, контроль, маркировка, условия поставки