Технический
комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое акционерное общество
«Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»

ЦКБА
СТАНДАРТ ЦКБА
СТ ЦКБА 089-2010
Арматура трубопроводная
ЗАВАРКА ДЕФЕКТОВ ОТЛИВОК
Технические требования
Санкт-Петербург
2010
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»).
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом от 20.07.2010 г. № 41.
3 СОГЛАСОВАН:
Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК 259).
4 ВВЕДЕН ВПЕРВЫЕ:
СОДЕРЖАНИЕ
СТАНДАРТ ЦКБА
Арматура трубопроводная
ЗАВАРКА ДЕФЕКТОВ ОТЛИВОК
Технические требования
Дата введения - 01.10.2010
1 Область применения
1.1 Настоящий стандарт распространяется на трубопроводную арматуру: опасных производственных объектов, поднадзорных Ростехнадзору; общепромышленного применения, работающей в различных промышленных средах; другого назначения (кроме заказов АЭУ, судпрома) и устанавливает требования к заварке дефектов литых деталей из углеродистых и легированных сталей, высоколегированных сталей и сплавов, чугуна и титановых сплавов.
1.2 Стандарт устанавливает порядок подготовки и исправления дефектов литых деталей, а также требования к способам заварки дефектов отливок, содержит основные технические требования к разделке и заварке дефектных участков, термической обработке после заварки, контролю качества заваренных участков (мест заварки) и оформлению технической документации на заварку.
1.3 Стандарт разработан с учетом требований ПБ 03-576-03, ПБ 03-585-03, ПБ 10-574-03, ПБ 10-573-03, ПБ 03-273-99, РД 03-613-03, РД 03-614-03, РД 03-615-03 (далее - Правила).
1.4 Настоящий стандарт предназначен для технологов при разработке технологических процессов (карт), производственных мастеров и сварщиков при выполнении заварки дефектов литых деталей, а также для работников отдела технического контроля при проверке соблюдения технологии заварки.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 2.314-68 ЕСКД. Указания на чертежах о маркировании и клеймении изделий
ГОСТ 201-76 Тринатрийфосфат. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2263-79 Натр едкий технический. Технические условия
ГОСТ 2603-79 Ацетон. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 27265-87 Проволока сварочная из титана и титановых сплавов. Технические условия (BT1-00св, ОТ4-1св, ОТ4св, 2В, ПТ-7Мсв и др.)
ГОСТ 3134-78 Уайт-спирит. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
ГОСТ 380-05 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 5100-85 Сода кальцинированная техническая. Технические условия
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8429-77 Бура. Технические условия
ГОСТ 8433-81 Вещества вспомогательные ОП-7 и ОП-10. Технические условия
ГОСТ 859-01 Медь. Марки
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9389-75 Проволока стальная углеродистая пружинная. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 18300-87 Спирт этиловый ректификованный технический. Технические условия
ГОСТ 23055-78 Классификация сварных соединений по результатам радиографического контроля
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ Р 51232-98 Вода питьевая. Общие требования к организации и методам контроля качества
ОСТ 5.9071-79 Отливки фасонные из сплавов марок ТЛ. Общие технические условия
ОСТ 5Р.9537-80 Дефектоскопия капиллярная. Средства и методы контроля качества поверхности
ПОТ Р М-005-97 Межотраслевые правила по охране труда при термической обработке металлов
ПОТ Р М-016-2001 Межотраслевые Правила по охране труда (правила безопасности) при эксплуатации электроустановок
ПОТ Р М-020-2001 Межотраслевые Правила по охране труда при электро- и газосварочных работах
ПОТ Р О 14000-001-98 Правила по охране труда на предприятиях и в организациях машиностроения
ППБ 01-03 Правила пожарной безопасности в Российской Федерации
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 10-573-03 Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды
ПБ 10-574-03 Правила устройства и безопасной эксплуатации паровых и водогрейных котлов
РД 03-19-07 О порядке подготовки и аттестации работников организаций, поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору
РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
СТ ЦКБА 014-2004 Арматура трубопроводная. Отливки стальные. Общие технические условия
СТ ЦКБА 016-2005 Арматура трубопроводная. Термическая обработка деталей, заготовок и сварных сборок из высоколегированных сталей, коррозионностойких и жаропрочных сплавов
СТ ЦКБА 025-2006 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 045-2009 Арматура трубопроводная. Сварка и наплавка деталей из титана и титановых сплавов. Технические требования и контроль качества
СТ ЦКБА 050-2008 Арматура трубопроводная. Отливки из чугуна. Технические требования
СТ ЦКБА 051-2008 Арматура трубопроводная. Отливки из цветных сплавов. Технические требования
ТУ 14-4-715-75 Электроды марки ОЗЛ-17У
ТУ 6.14-577-88 Синтанол ДС-10
ТУ 2483-064-02807977-2003 Синтамид-5. Препарат неиногенный
ТУ 48-19-27-88 Специальные технические условия на вольфрам лантанированный в виде прутков
ТУ 51-940-80 Межреспубликанские технические условия. Гелий газообразный
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных документов по соответствующему указателю, составленному по состоянию на 1 января текущего года. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Обозначения и сокращения
АРДС - ручная аргонодуговая сварка неплавящимся электродом
АЭУ - атомные энергетические установки
КД - конструкторская документация
НД - нормативная документация
ОТК - отдел технического контроля
ПБ - правила безопасности
Ростехнадзор - Федеральная служба по экологическому, технологическому и атомному надзору
РД - руководящий документ
Судпром - судовая промышленность
ТД - техническая документация
ТУ - технические условия
4 Общие положения
4.1 Настоящий стандарт устанавливает требования к заварке дефектов отливок из:
- серого, ковкого, высокопрочного и жаростойкого чугуна;
- углеродистых сталей марок 15Л, 20Л, 25Л, 35Л;
- легированных сталей марок 20Х5МЛ, 20ХЛ, 20ХМЛ, 20ХН3Л, 20ХН3АЛ, 20ГМЛ, 15ХГСМЛ, 20X13Л, 20ГЛ, 15ГСЛ, 20ГСЛ;
- высоколегированных сталей и сплавов марок 03Х18Н3АГ5Л, 02Х25Н22АМ2 (ЧС 108), 03Х17Н14М3Л, 06ХН28МДТ (ЭИ 643), 12Х18Н9ТЛ, 10X18Н9Л, 12Х18Н12М3ТЛ, 16Х18Н12С4ТЮЛ (ЭИ 654ЛК), 14Х18Н4Г4Л, 05Х18АН6М2ФЛ, 07Х20Н25М3Д2ТЛ, 05Х18АН5ФЛ, Н65МФЛ, Н60МФЛ;
- титановых сплавов марок ТЛ3, ТЛ5.
Заварку дефектов отливок из других марок, не указанных в настоящем стандарте (например, 20Ш, 09Г2СШ, 10Г2Ш, 17Г1Ш и др.), разрешается производить по НТД предприятия изготовителя литых деталей при обеспечении требований настоящего стандарта.
4.2 Исправлению подлежат дефекты литья, обнаруженные до или после механической обработки литых деталей при их изготовлении и ремонте, размеры которых превышают нормы оценки, установленные в НД и КД на отливку деталей.
4.3 Заварка дефектов литых деталей производится по разработанным предприятием-изготовителем технологическим процессам, картам или инструкциям.
Допускается заварку дефектов отливки производить без разработки выше указанных НД, но с регистрацией исправления литья в журналах предприятия-изготовителя при соблюдении требований настоящего стандарта.
4.4 Технология исправления дефектов отливок арматуры для опасных производственных объектов, поднадзорных Ростехнадзору, должна быть аттестована в соответствии с требованиями РД 03-615-03.
Аттестация технологии заварки дефектов не требуется в случае, если проведена аттестация технологии сварки и заварка дефектов литья производится для той же группы основного материала.
4.5 Количество допустимых заварок одного и того же места - не более двух. О возможности дальнейшего исправления отливок принимает решение предприятие-изготовитель в установленном на предприятии порядке, если нет специальных указаний о недопустимости дальнейшей заварки.
4.6 Применение новых способов заварки и новых сварочных материалов, не предусмотренных настоящим стандартом или СТ ЦКБА 025, СТ ЦКБА 045 для соответствующих материалов отливки, разрешается при условии отработки технологии заварки и обеспечения требований настоящего стандарта.
5 Общие требования при заварке отливок из стали и чугуна
5.1 Входной контроль сварочных материалов
5.1.1 Организация, проведение и оформление результатов входного контроля сварочных материалов должны соответствовать требованиям ГОСТ 24297.
5.1.2. Контроль качества и приемка сварочных материалов, поступающих на предприятие, а также контроль правильности хранения сварочных материалов производятся отделом технического контроля совместно с соответствующими службами предприятия.
5.1.3 Контроль качества сварочных материалов должен быть проведен до начала их производственного использования.
5.1.4 Входной контроль качества сварочных материалов включает:
- проверку сопроводительной документации,
- проверку упаковки и состояния сварочных материалов.
5.1.5 Входной контроль аргона, поставляемого в баллонах по ГОСТ 10157, и двуокиси углерода, поставляемой в баллонах по ГОСТ 8050 (марка сварочная или пищевая), должен производиться в следующем объеме:
- проверка паспортных данных;
- контроль проверкой качества газовой защиты (только при проверке аргона);
- проверка давления в каждом баллоне;
- контроль маркировки на каждом баллоне с проверкой соответствия указанными на ней сведениями по данным паспорта.
Для баллонов с защитными газами допускается проведение указанной проверки по прикрепленным к клапанам этикеткам и по цвету окраски баллонов.
Для проверки качества газовой защиты аргона сварщик должен выполнить валик (без присадки) на пластине или отрезке трубы из стали 08Х18Н10Т, 12Х18Н9Т или 12Х18Н10Т. При хорошей защите дуга горит спокойно, поверхность выполненного валика светлая или с цветами побежалости без какого-либо налета.
5.1.6 Контроль сварочной проволоки, покрытых электродов и флюса.
При поступлении сварочной проволоки, электродов и флюса ОТК должен проверить:
- каждую партию сварочных материалов на наличие сертификата с проверкой полноты приведенных в нем данных и их соответствия требованиям стандартов или технических условий на сварочные материалы контролируемой марки;
- наличие на каждом упаковочном месте (ящике, пачке, коробке, бухте) маркировки (этикеток, бирок) с проверкой соответствия указанных в ней марки, сортамента, номера партии материала по данным сертификата;
- отсутствие повреждений (порчи упаковки или самих материалов);
- входной контроль сварочных материалов необходимо проводить с учетом требований ПБ.
5.1.7 Сварочные материалы должны храниться рассортированными по партиям и маркам.
5.1.8 Порядок учета, хранения, выдачи и возврата сварочных материалов устанавливается на предприятии.
5.1.9 Электроды и флюс перед использованием должны быть прокалены. Рекомендуемые режимы прокалки электродов приведены в таблице 1, флюсов - в таблице 2.
Таблица 1 - Рекомендуемые режимы прокалки электродов
|
Температура прокалки, °С |
Время выдержки, ч |
Срок годности при условии хранения в кладовых, сутки |
|
|
Э42, Э42А, Э46, Э46А ГОСТ 9467 (УОНИ-13/45, УОНИ-13/45А)* Э50А ГОСТ 9467 (УОНИ-13/55) Э-09Х1М ГОСТ 9467 (ТМЛ-1У) Э-09Х1МФ ГОСТ 9467 (ТМЛ-3У, ЦЛ-29, ЦЛ-20) Э-12X13 ГОСТ 10052 (УОНИ-10Х13) |
380 - 420 |
3 |
5 |
|
ОЗЛ-17У ТУ 14-4-715-75 |
160 - 200 |
1 |
15 |
|
Э-07Х19Н11М3Г2Ф ГОСТ 10052 (ЭА-400/10Т, ЭА-400/10У) Э-08Х19Н10М2Б ГОСТ 10052 (ЭА-400/13,ЭА-902/14) Э-08Х19Н10Г2МБ (ЭА-898/21Б) 48А-1, 48А-1Т, 48А-2, 48А-2Т |
120 - 150 |
2 |
15 |
|
Э-10Х25Н13Г2 ГОСТ 10052 (ОЗЛ-6, ЗИО-8) Э-10Х15Н25М6АГ2 ГОСТ 10052 (ЭА-395/9) |
200 - 250 |
2 |
15 |
|
ЦТ-15 |
1 - 1,5 |
5 |
|
|
Примечания: 1 Загрузку производить в печь, нагретую до температуры не выше 150 °С. Скорость нагрева печи при прокалке должна быть в пределах от 100 °С до 120 °С в час. 2 Допускается прокалку электродов проводить по режимам, указанным на этикетке предприятия изготовителя электродов. 3 * - наряду с маркой электродов УОНИ 13/... возможно применение марки УОНИИ 13/..., в зависимости от обозначения марки в НД изготовителя электродов. |
|||
Таблица 2 - Рекомендуемые режимы прокалки флюсов
|
Температура прокалки, °С |
Минимальное время выдержки, ч |
Срок годности при условии хранения в кладовых, сутки |
|
|
АН-348А, ОСЦ-45, АН-32, АН-26С, АН-26 |
380 - 420 |
3 |
5 |
|
ОФ-6 ОСТ 5Р.9206 |
905 - 930 |
5 |
15 |
|
ОФ-10 ОСТ 5Р.9206 |
950 - 970 |
5 |
3 |
|
АН-43 |
380 - 450 |
2 - 2,5 |
15 |
|
Примечание - Загрузку производить в печь, нагретую до температуры не выше 150 °С. Скорость нагрева печи при прокалке должна быть в пределах от 100 °С до 120 °С в час |
|||
Для неуказанных в настоящем стандарте сварочных материалов режимы прокалки принимаются в соответствии с НД на сварочные материалы.
Перед прокалкой электроды должны быть подвергнуты проверке на выявление ржавчины на стержнях. При наличии ржавчины вся партия электродов бракуется.
5.1.10 После прокалки электроды и флюсы следует хранить в сушильных шкафах при температуре от 60 °С до 100 °С или в герметичной таре. При соблюдении указанных условий хранения срок использования прокаленных электродов и флюсов не ограничивается. Температура в сушильных шкафах должна регистрироваться в журнале.
Допускается хранение прокаленных электродов и флюсов в специальных кладовых с температурой воздуха не ниже 15 °С при его относительной влажности не более 50 %. При этом срок использования электродов и флюсов ограничен и должен соответствовать сроку, указанному в таблицах 1 и 2.
Применение электродов и флюсов, срок годности которых истек, разрешается только после повторной прокалки. Дата каждой дополнительной прокалки должна быть указана в специальном журнале. Прокалка электродов может производиться не более трех раз, не считая прокалки при их изготовлении, после чего электроды бракуются. Количество прокалок флюса не ограничивается. Прокалку флюса рекомендуется производить слоем толщиной не более 80 мм в специальных противнях из жаропрочных или окалиностойких материалов.
5.1.11 Транспортирование прокаленных электродов и флюсов следует производить в закрытой таре (в барабанах, контейнерах, бочках, водонепроницаемой бумаге или полиэтиленовой пленке).
5.1.12 Электроды следует выдавать сварщикам в количестве, необходимом для односменной работы. Выдача электродов должна производиться с проверкой отличительной окраски торцов или покрытия данной марки электродов. Неиспользованные электроды возвращаются.
5.1.13 Непосредственно перед выдачей аустенитные электроды и проволоку следует контролировать магнитом для подтверждения отсутствия среди них ферритных материалов.
5.1.14 Сварочная проволока в бухтах и прутки, изготовленные из них, должны храниться в сухом закрытом помещении. Поверхность проволоки и прутков для сварки в среде защитных газов должна быть чистой без следов загрязнений, не должна иметь царапин и заусенцев на торцах.
5.1.15 Кассеты с проволокой или нарезанную проволоку следует подавать на рабочее место в пеналах или другой упаковке, исключающей загрязнение проволоки, в количестве, необходимом для односменной работы. Неиспользованная нарезанная проволока возвращается.
5.1.16 Входной контроль вольфрамовых прутков (электродов) предусматривает соответствие сертификата требованиям НД на поставку и контроль размеров (диаметра и длины) и прямолинейности.
Измерение диаметра и длины электродов (прутков) должно производиться на рабочем столе при освещенности не менее 150 лк.
Правку заготовок электродов следует выполнять на плите легкими ударами молотка с предварительным нагревом до красного каления. После правки заготовок их поверхности следует зачищать шлифовальной шкуркой.
Бесцентровую шлифовку следует выполнять механическим способом. Шероховатость поверхности при шлифовке должна быть не более 3,2 мкм по ГОСТ 2789.
Разрезка прутков на заготовки для электродов должна выполняться механическим способом.
5.1.17 Для легкого возбуждения дуги и повышения стабильности горения конец вольфрамового электрода рекомендуется затачивать по рисунку 1. При этом электроды затачиваются на станке с обоих концов под углом α, определяемым длиной заточки L, которая равна (2 - 3) диаметрам электрода (D). Допускается затачивать укороченные электроды с одной стороны.
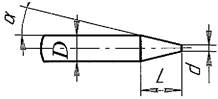
Рисунок 1 - Форма заточки вольфрамового электрода
Допускается неперпендикулярность плоскости притупления оси электрода 10°.
5.1.18 Рекомендуемые диаметры притупления вольфрамовых электродов приведены в таблице 3.
Таблица 3 - Диаметры притупления вольфрамовых электродов
|
Диаметр электрода (D), мм |
Диаметр притупления (d), мм |
|
2,5 |
0,2 - 0,3 |
|
3 |
0,3 - 0,5 |
|
4 |
1,0 - 1,5 |
|
5 |
1,5 - 2,5 |
5.1.19 Заточка электродов должна производиться:
- грубая - на наждачном круге зернистостью (32 - 40) мкм;
- чистовая - на наждачном круге с зернистостью (16 - 20) мкм.
5.1.20 После заточки концы электрода должны быть осмотрены заточником для проверки качества. Заточенные и очищенные электроды упаковываются в плотную бумагу и хранятся в сухом закрытом помещении.
После заточки вольфрамовые электроды должны быть промыты от грязи, жира и других загрязнений растворителем и просушены на воздухе.
После промывки и просушки электроды должны быть перевязаны шпагатом с прикреплением бирки с указанием марки и диаметра электрода и приняты ОТК.
5.1.21 Запуск сварочных материалов в производство проводится после проверки их работниками ОТК на соответствие требованиям стандартов, технических условий и настоящего стандарта.
5.1.22 Перед запуском в производство вольфрамовые электроды контролируются внешним осмотром на отсутствие расслоений, трещин, раковин. При обнаружении дефектов электроды должны повторно торцеваться или затачиваться. При обнаружении дефектов повторно электроды бракуются.
5.2 Требования к квалификации сварщиков и специалистов
К выполнению заварки дефектов литых деталей трубопроводной арматуры опасных производственных объектов, поднадзорных Ростехнадзору, а также к руководству по проведению заварки допускаются сварщики и специалисты, аттестованные в соответствии с ПБ 03-273-99, РД 03-495-02.
Специалисты неразрушающего контроля должны быть аттестованы в соответствии с РД 03-19-07.
5.3 Дефекты, допускаемые к исправлению заваркой
5.3.1 Дефекты, размеры и количество которых превышают нормы, указанные в СТ ЦКБА 014, в СТ ЦКБА 050, а также в других НД на отливки, указанных в КД, подлежат исправлению заваркой.
5.3.2 Заваркой могут быть исправлены отливки, имеющие следующие дефекты:
- раковины поверхностные и сквозные (газовые, усадочные, песчаные, шлаковые);
- пористость (рыхлость) поверхностная и сквозная (газовая и усадочная);
- трещины и спаи (неслитины) поверхностные и сквозные;
- местные утонения и недоливы, обнаруженные при разметке и требующие устранения наплавкой, а также неполные отливки или отбитые части.
5.3.3 Исправление отливок, имеющих дефекты, перечисленные в 5.3.2, может производиться только в тех случаях, когда:
- дефектные участки на всем протяжении доступны к заварке и контролю качества;
- заварка не ограничена техническими условиями проекта;
- качество металла отливки проверено и отвечает требованиям соответствующей технической документации на поставку литья;
- после заварки дефектов сохраняются конструктивные формы и размеры литой детали в соответствии с КД.
5.3.4 В отливках ответственного назначения исправление сквозных трещин или сквозной пористости допускается производить в тех случаях, когда заварка указанных дефектов не запрещена техническими условиями на поставку литья, а при отсутствии последних - по разрешению главного металлурга или главного сварщика (или ответственного специалиста по сварке) предприятия или в установленном на предприятии-изготовителе порядке.
5.3.5 Исправление всех литых деталей путем приварки вставок или отдельных конструктивных элементов должно производиться по технологической документации (картам, техпроцессам, технологическим инструкциям), согласованной с проектантом этих деталей.
Материал вставок и приварышей должен отвечать всем требованиям, предъявляемым к материалу отливки.
5.3.6 Если на поверхности отливки после удаления дефектов размер каждого из углублений не превышает 0,1 толщины стенки (для отливки с толщиной стенки до 20 мм) или 0,10 + 0,05 толщины стенки (для отливок с толщиной стенки свыше 20 мм), то производится зачистка кромок углублений с обеспечением плавного перехода к основной поверхности без последующего исправления их заваркой, если это допускается расчетом.
5.4 Подготовка дефектных мест под заварку
5.4.1 Отливки, подлежащие исправлению, должны поступать на заварку после удаления литников и прибылей, очистки от формовочной смеси (земли), пригара, окалины и других загрязнений.
5.4.2 Все зачищенные дефектные места необходимо разделывать с полным удалением дефекта до здорового металла.
5.4.3 При назначении деталей под заварку рекомендуются следующие допуски:
- масса удаленного металла для каждой выборки не должна превышать 2,5 % от черновой массы отливки;
- суммарная масса удаленного металла для всех выборок не должна превышать 5 % от черновой массы отливки.
В зависимости от параметров изделий инструкциями предприятия-изготовителя литья могут допускаться другие критерии.
5.4.4 Размеры и границы дефектов рекомендуется выявлять одним или несколькими методами из числа перечисленных: визуальным контролем, в том числе лупой (3 - 10) кратного увеличения; способом капиллярной дефектоскопии; радиографическим контролем; магнитопорошковой дефектоскопией; ультразвуковым контролем.
Места, подлежащие заварке, после разделки дефектных мест подвергаются радиографическому контролю, если это предусмотрено НД (картами, техпроцессом и т.д.). Результаты заносятся в журнал регистрации заварки дефектов литья (приложение Б).
5.4.5 Границы и глубину трещин следует выявлять одним из перечисленных методов по ГОСТ 3242:
- визуальным осмотром с помощью лупы (3 - 10) кратного увеличения;
- травлением дефектного места 10 %-ным раствором азотной кислоты;
- ультразвуковым контролем;
- магнитопорошковой дефектоскопией;
- капиллярной (цветной) дефектоскопией.
5.4.6 Выбор способа разделки должен производиться в зависимости от материала отливки, места расположения дефекта.
Подготовку дефектных мест к заварке следует производить механическим способом: вырубкой, пневматическим зубилом, фрезеровкой, строжкой, шлифовальной машинкой с последующей продувкой сжатым воздухом.
Допускается подготовку кромок деталей из неподкаливающейся стали перлитного класса производить газовой резкой с обязательной последующей зачисткой кромок до чистого металла, т.е. до полного удаления следов резки.
Подготовку кромок деталей из аустенитного класса допускается производить плазменной, воздушно-дуговой или газо-флюсовой резкой с последующей механической обработкой или зачисткой наждачным кругом до полного удаления следов резки на глубину не менее 1 мм.
Выплавка дефектов в отливках из углеродистых сталей допускается с помощью газовой резки или воздушно-дуговой резки с обязательной последующей зачисткой поверхностей от грата, шлака и окалины до металлического блеска, т.е. следует удалять слой, подверженный термическому влиянию.
Выплавка дефектных мест в отливках из стали марки 35Л, должна производиться с предварительным подогревом до температуры (150 - 300) °С.
Для других марок сталей, если заварка предусмотрена с предварительным подогревом (подлежащих подкалке, например, 20ХМЛ, 15ХГСМЛ и др.; в зависимости от толщины завариваемого участка и т.д.), то удаление дефектных мест следует производить также с предварительным подогревом.
Полнота удаления дефектного металла выплавкой определятся визуальным контролем после зачистки или травления или другими методами согласно 5.4.5.
5.4.7 Форма и размеры разделки определяются характером дефекта и должны обеспечивать свободный доступ выбранного метода заварки к каждой точке завариваемой поверхности или путем манипулирования горелкой и присадочным прутком или электродом.
Поверхность разделки не должна иметь острых углов, переходов, заусенцев, чернот.
5.4.8 Отдельные дефекты, расположенные друг от друга на расстоянии более 20 мм, следует вырубать и высверливать порознь до чистого металла. При этом необходимо производить удаление дефектного места сверлом соответствующего диаметра, чтобы обеспечить разделку под заварку согласно рисункам 2, 3.
Мелкие дефекты (раковины, шлаковые включения и т.д.) диаметром от 1 мм до 2 мм, расположенные в большом количестве на площади 100 см2 и более или близко расположенные, допускается заваривать путем их общей вырубки дефектного места по всей площади.
Правильно разделанный под заварку участок должен иметь вид в соответствии с рисунком 2.

Рисунок 2 - Формы разделки под заварку несквозных дефектов
5.4.9 Разделку трещин для перлитных сталей необходимо производить с предварительной засверловкой концов трещин.
Разделку трещин для аустенитных сталей необходимо производить с предварительной засверловкой концов трещин с соблюдением следующих требований:
- для несквозных трещин глубина засверловки должна быть на (2 - 3) мм больше глубины залегания трещины;
- для сквозных трещин - на всю глубину.
Полнота удаления дефектного металла при вырубке трещин должна определяться по окончанию раздвоения стружки.
5.4.10 Разделка кромок сквозных дефектов под заварку должна производиться под V-образный или Х-образный шов. Х-образная разделка применяется при возможности доступа заварки с обеих сторон дефекта и рекомендуется при толщине стенки отливок свыше (20 - 25) мм.
Разделку следует производить по всей длине трещины с притуплением (1,5 - 2,0) мм и углом раскрытия кромок (60 - 70)° (рисунок 3).

Рисунок 3 - Разделка кромок под заварку сквозных дефектов и трещин:
а) V-образная разделка; б) Х-образная разделка
При подготовке деталей под заварку монель-металла разделку металла следует делать с резким переходом, чтобы до минимума уменьшить выход зоны термического влияния на обрабатываемую поверхность (рисунок 4).
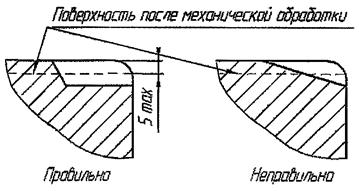
Рисунок 4 - Разделка под заварку дефектов монель-металла
Если при разделке сквозного дефекта, в том числе и при разделке трещины, в вершине угла образуется зазор или отверстие больше 3 мм, заварку рекомендуется производить с применением вспомогательной подкладки из проката или литой стали идентичной марки (по классу). Например, для углеродистых сталей подкладное кольцо может быть изготовлено из малоуглеродистой стали марки Ст3 ГОСТ 380 толщиной (3 - 4) мм или медной пластинки любой марки толщиной (5 - 6) мм (рисунок 5).
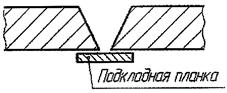
Рисунок 5 - Разделка сквозного дефекта с применением вспомогательной подкладки
Конфигурация подкладок (из меди, стали) и приспособление для их крепления должны обеспечивать плотное прилегание к месту заварки. Зазор между стенкой детали и установленной подкладкой должен быть не более 0,5 мм.
После выполнения заварки пластинка должна быть удалена, а место зачищено.
5.4.11 При большой ширине сквозной вырубки рекомендуется применять вставку (под размер вырубки) из проката или литой стали, идентичной детали. Кромки вырубки не должны иметь острых углов. Угол разделки кромок должен быть не менее 30°.
5.4.12 При восстановлении отливки, имеющей местный недолив, отбитую часть или другие недостатки геометрической формы, место под наплавку должно быть очищено от литейной корки и, в случае необходимости, подформовано огнеупорным кирпичом или глиной.
5.4.13 Поверхность отливки, примыкающую к контуру разделанного дефекта на расстоянии (15 - 20) мм, следует зачищать до металлического блеска шлифовальной машинкой или другим способом.
5.4.14 При загрязнении подготовленного под заварку участка жировыми веществами, последний должен быть промыт растворителем (20 %-ным раствором каустической соды, ацетоном ГОСТ 2603, уайт-спиритом ГОСТ 3134) до полного удаления жировых веществ и насухо протерт чистой ветошью.
5.4.15 После подготовки к заварке все исправляемые отливки должны предъявляться техническому контролю для приемки и нанесения клейма. Клеймо технического контроля наносится рядом с клеймом плавки и номером детали.
Допускается вместо нанесения клейма приемку отливок под заварку заверять подписью технического контроля в журнале регистрации.
6 Заварка дефектов стальных отливок
6.1 Технология заварки дефектов в стальных отливках
6.1.1 Исправление дефектов литых деталей рекомендуется производить ручной электродуговой сваркой или сваркой в среде аргона, а для сталей перлитного класса применяется и полуавтоматическая сварка в среде углекислого газа. Разрешается автоматическая заварка под флюсом.
Заварку дефектов рекомендуется производить сварочными материалами, указанными в таблице 6 или СТ ЦКБА 025 соответственно для каждой марки основного материала.
6.1.2 При сварке в зимних условиях холодные детали, подлежащие исправлению заваркой, во избежание образования трещин от резкого нагрева, следует нагревать постепенно и равномерно, причем зона нагрева должна быть больше на (80 - 100) мм по сравнению с нагревом в обычных условиях, а температура нагрева - выше на (50 - 100) °С.
6.1.3 Если после заварки дефектов литья аустенитного класса прилегающая поверхность не подлежит механической обработке (зачистке), то околошовная зона основного литого металла перед заваркой должна иметь защитное покрытие на ширине не менее 100 мм.
Перед заваркой кромки подготовленной для исправления поверхности и прилегающая поверхность на ширине не менее 20 мм, должны быть обезжирены уайт-спиритом или ацетоном.
6.1.4 Заварку дефектов следует осуществлять в нижнем или полувертикальном положении.
Допускается заварка дефектов в вертикальном положении, когда конструкция отливки не позволяет производить заварку в нижнем положении.
6.1.5 Заварку дефектов следует осуществлять на постоянном токе обратной полярности («плюс» на электроде) или переменном токе в зависимости от марки применяемых электродов.
Аргонодуговая заварка выполняется на постоянном токе прямой полярности. Заварку выполняют валиками так, чтобы ширина ванны не превышала внутреннего диаметра сопла горелки.
6.1.6 При исправлении дефектов для первых проходов рекомендуется применять электроды диаметром (3 - 4) мм, независимо от толщины стенки отливки.
6.1.7 При заварке необходимо дугу зажигать в разделке, а кратер выводить на наплавленный металл и заваривать.
Кратер при заварке необходимо заплавлять так, чтобы он был выпуклым или равным высоте шва.
При заплавлении кратера не следует прерывать дугу или увеличивать ее длину.
При многослойной заварке дефектов расположение кратеров не должно совпадать.
6.1.8 При многослойной заварке первый корневой валик следует выполнять усиленным во избежание образования в нем трещин.
Последующие валики должны производиться в обратном направлении со смещением начала нового валика относительно конца предыдущего.
6.1.9 Заварку дефектов высоколегированных сталей и сплавов необходимо производить узкими валиками. Ширина валика должна быть не более трех диаметров электрода или не должна превышать внутреннего диаметра сопла горелки.
Заварку стали 07Х20Н25М3Д2ТЛ рекомендуется производить без колебания электрода.
При выполнении многослойной заварки на отливках из высоколегированных сталей и сплавов каждый последующий проход необходимо выполнять после охлаждения предыдущего до температуры 100 °С и ниже.
При применении аустенитных присадочных материалов с регламентированным содержанием ферритной фазы допускается повышение указанной температуры до 250 °С.
6.1.10 Отливки из углеродистых сталей марок 15Л, 20Л, 25Л с толщиной стенки в месте завариваемого дефекта более 40 мм (допускается - не более 100 мм при условии отработки технологии заварки) или с содержанием углерода более 0,27 % перед заваркой следует подвергать местному подогреву до температуры (100 - 150) °С (желтый цвет побежалости).
6.1.11 Заварку дефектов отливок из стали марки 35Л необходимо производить с предварительным местным подогревом до температуры (250 - 300) °С (коричневый, фиолетовый или темно-синий цвет побежалости).
6.1.12 Если дефект расположен в месте резкого перехода толщины стенок отливки, подогрев следует осуществлять при любой толщине стенки.
6.1.13 Наплавленный металл каждого прохода необходимо подвергать визуальному послойному контролю в присутствии представителя ОТК и ответственного лица по заварке с отметкой контроля в журнале по заварке дефектов (приложение Б).
После заварки необходимо тщательно зачистить исправленные участки от шлака и брызг и подвергнуть визуальному контролю с целью выявления поверхностных дефектов, при этом устраняются резкие переходы от наплавленного металла к основному путем механической зачистки.
Исправленные места заварки рекомендуется зачищать заподлицо с основным металлом отливки до чистоты не ниже Ra 6,3.
6.1.14 Обнаруженные дефекты в исправленных участках должны быть полностью удалены и исправлены повторной заваркой в соответствии с требованиями настоящего документа. Дальнейшее исправление разрешается специалистами в установленном на предприятии-изготовителе порядке.
6.1.15 Для исправления дефектов, обнаруженных в процессе механической обработки или после нее, для сталей, не требующих подогрева перед заваркой, рекомендуется:
- производить заварку наложением небольших объемов металла с перерывом для охлаждения завариваемых участков отливок до температуры (70 - 80) °С;
- при наличии нескольких дефектов на одной отливке производить заварку их вразброс.
6.1.16 Дефекты на уплотнительных поверхностях следует исправлять следующим образом:
- дефектное уплотнение должно обрабатываться механическим способом на глубину (3 - 5) мм ниже требуемого чертежом размера;
- заварка всей обработанной поверхности должна производиться до требуемого чертежом размера с припуском на обработку;
- марка присадочных материалов устанавливается в соответствии с требованиями настоящего документа или согласно КД.
6.1.17 После исправления отливки сварщик, производивший заварку, должен поставить личное клеймо. Место клеймения, а также возможность применения других методов учета заварки производится в установленном порядке предприятием-изготовителем литья.
6.1.18 Рекомендуемые марки электродов и режимы заварки при исправлении дефектов литья указаны в таблице 4.
6.1.19 Рекомендуемые марки сварочной проволоки и режимы заварки при исправлении дефектов в среде углекислого газа указаны в таблице 5.
6.1.20 Для основных материалов, в том числе и не указанных в таблицах 4, 5, 6, 7, сварочные материалы (отечественные или импортные) и режимы заварки указываются в НД предприятия-изготовителя литья.
6.1.21 Рекомендуемые марки сварочных материалов при исправлении дефектов под слоем флюса указаны в таблице 6.
6.1.22 Рекомендуемые режимы заварки, температура подогрева и термообработки указаны в таблице 7.
Таблица 4 - Рекомендуемые марки электродов и режимы заварки при исправлении дефектов литья
|
Тип электрода |
Марка электрода |
Диаметр электрода, мм |
Сила тока, А |
|
|
15Л 20Л 25Л |
Э-42А |
УОНИ-13/45 |
3 |
80 - 100 |
|
4 |
130 - 150 |
|||
|
5 |
170 - 200 |
|||
|
6 |
210 - 240 |
|||
|
15Л 20Л |
Э-42 |
АНО-5 |
3 |
90 - 130 |
|
4 |
150 - 200 |
|||
|
5 |
190 - 300 |
|||
|
15Л 20Л |
Э-46 |
ОЗС-6 |
3 |
90 - 100 |
|
4 |
160 - 180 |
|||
|
5 |
200 - 250 |
|||
|
6 |
250 - 320 |
|||
|
15Л 20Л |
Э-46 |
МР-3 |
3 |
90 - 120 |
|
4 |
120 - 160 |
|||
|
5 |
160 - 220 |
|||
|
6 |
220 - 300 |
|||
|
15Л 20Л |
Э-46 |
АНО-4 |
3 |
110 - 140 |
|
4 |
170 - 210 |
|||
|
5 |
190 - 270 |
|||
|
6 |
270 - 320 |
|||
|
35Л |
Э-50А |
УОНИ 13/55 |
3 |
80 - 100 |
|
4 |
130 - 170 |
|||
|
5 |
170 - 210 |
|||
|
6 |
210 - 280 |
Таблица 5 - Рекомендуемые марки сварочной проволоки и режимы заварки при исправлении дефектов в среде углекислого газа
|
Сварочная проволока |
Диаметр электродной проволоки, мм |
Сила тока, А |
Напряжение дуги, В |
Вылет электрода, мм |
Расход газа, л/мин |
|
|
15Л 20Л 25Л 35Л 20ГМЛ 20ГЛ 15ГСЛ 20ГСЛ |
Св-08Г2СЦ, Св-08Г2С ГОСТ 2246 |
1,0 |
70 - 120 |
19 - 22 |
8 - 12 |
6 - 10 |
|
1,6 |
140 - 280 |
22 - 28 |
12 - 18 |
12 - 20 |
||
|
1,2 |
90 - 170 |
20 - 24 |
10 - 14 |
8 - 12 |
||
|
2,0 |
200 - 350 |
24 - 32 |
24 - 32 |
15 - 20 |
Таблица 6 - Рекомендуемые марки сварочных материалов при исправлении дефектов под флюсом
|
Марка сварочной проволоки по ГОСТ 2246, ТУ |
Марка флюса по ГОСТ 9087 |
Температура применения, °С |
|
|
|
15Л 20Л 25Л |
Св-08, Св-08А |
АН-348А, ОСЦ-45, АНЦ-1 |
Не ниже минус 20 |
|
|
Св-08ГА, Св-10ГА |
Не ниже минус 30 |
|
||
|
Св-08ГА, Св-10ГА, Св-10НМА |
Не ниже минус 40 |
|||
|
АН-43, ФЦ-16 |
|
|||
|
20ГМЛ 20ГЛ |
Св-10ГА, Св-08ГА, Св-10НМА |
АН-348А, ОСЦ-45, АН-43, АНЦ-1, ФЦ-16 |
Не ниже минус 40 |
|
|
Ниже минус 40 до минус 60 |
|
|||
|
20ГМЛ |
Св-10НМА, Св-10НЮ |
АН-43, АН-348А |
Не ниже минус 60 |
|
|
20ГСЛ |
Св-10ГА, Св-08ГА |
АН-348А, ОСЦ-45, АНЦ-1, АН-43, ФЦ-16 |
Ниже минус 30 до минус 40 |
|
|
20ХЛ 20ХМЛ |
Св-08ХМ, Св-08ХМФА |
АН-22, АН-42, ФЦ-11 |
Не ниже минус 40 до 450 |
|
|
12Х18Н9ТЛ |
Св-04Х19Н11М3 |
ОФ-6 |
Не выше 350 |
|
|
Св-08Х19Н10Г2Б |
Не выше 450 |
|
||
|
Св-08Х19Н10М3Б |
Не выше 500 |
|
||
|
12Х18Н12М3ТЛ |
Св-04Х19Н11М3 |
Не выше 350 |
|
|
|
Св-08Х19Н10М3Б |
Не выше 500 |
|
||
|
Примечание - Технология заварки по технической документации предприятия-изготовителя литья |
|
|||
Таблица 7 - Способы заварки дефектных мест в отливках из сталей и сплавов и сварочные материалы
|
Способы заварки |
Температура предварительного подогрева, °С |
Сварочные материалы |
Требуемые виды и режимы термической обработки после заварки |
Примечание |
|
||
|
Наименование, тип (марка) |
Техническая документация на поставку |
|
|||||
|
15Л 20Л 25Л |
Дуговая сварка покрытыми электродами |
- |
Электроды: УОНИ 13/45; УОНИ 13/45А; УОНИ 13/55; |
- |
|
||
|
Полуавтоматическая сварка в углекислом газе или в среде аргона |
Проволока Св-08Г2С |
|
|||||
|
35Л |
Дуговая сварка покрытыми электродами |
250 - 300 |
Электроды: УОНИ 13/45; УОНИ 13/45А; УОНИ 13/55; |
Отпуск при температуре (630 - 670) °С |
При фактическом содержании углерода менее 0,3 % допускается термическую обработку не производить |
|
|
|
Полуавтоматическая сварка в углекислом газе или в среде аргона |
Проволока Св-08Г2С |
|
|||||
|
15ГСЛ 20ГСЛ |
Дуговая сварка покрытыми электродами |
150 - 200 |
Проволока Св-08Г2С Электроды: УОНИ 13/55; УОНИ 13/85 |
Отпуск при температуре (600 - 620) °С |
|
||
|
20ГМЛ 20ГЛ |
Дуговая сварка покрытыми электродами |
Проволока Св-08Г2С Электроды: УОНИ 13/55; ВП-4, ВП-6 |
Отпуск при температуре (600 - 650) °С |
|
|||
|
15ХГСМЛ |
200 - 300 |
Электроды: УОНИ 13/55; ВП-4, ВП-6 |
Нормализация (930 - 950) °С, Отпуск при температуре 600 °С |
Повторную термообработку производить, если заварка дефекта с объемом более 3 см2 или с суммарным объемом дефекта более 8 см2 после получистовой обработки |
|
||
|
20ХМЛ |
Дуговая сварка покрытыми электродами |
250 - 300 |
Электроды: Э-09Х1МФ (ЦЛ-20) |
Отпуск при температуре (690 - 730) °С, охлаждение с печью до 400 °С, затем на воздухе |
Перерыв между заваркой и термообработкой не более 48 ч |
|
|
|
20ХЛ |
250 - 300 |
Электроды: Э-09Х1МФ (ЦЛ-20) |
Для получения металла шва: σт 450 МПа - отжиг при температуре (570 - 580) °С |
Перерыв между заваркой и термообработкой не более 48 ч |
|
||
|
Электроды: Э50А (УОНИ 13/55) |
Для получения металла шва: σт 200 МПа - отпуск при температуре (710 - 740) °С |
|
|||||
|
20Х13Л |
Дуговая сварка покрытыми электродами |
150 - 200 |
Электроды: Э-12Х13 ГОСТ 10052 (УОНИ-10Х13) Э-11Х15Н25М6АГ2 ГОСТ 10052 (НИАТ-5, ЭА-395/9) Э-10Х25Н13Г2 ГОСТ 10052 (ОЗЛ-6) |
Отпуск при температуре (690 - 730) °С |
Необходимость предварительного подогрева и режимы термообработки после заварки уточняется размерами выборки. Применение электродов типа Э-11Х15Н25М6АГ2, Э-10Х25Н13Г2 разрешается, если при работе конструкции допускается неравно прочность сварного соединения |
|
|
|
20ХН3Л 20ХН3АЛ |
150 - 200 |
Электроды: Э50А (УОНИ 13/55) Э70-Ф(48Н-1) |
Отпуск при температуре (660 - 670) °С |
При заварке материалами аустенитного класса подогрев (200 - 250) °С |
|
||
|
20Х5МЛ |
250 - 300 |
Электроды: Э-10Х5МФ (ЦЛ-17) |
Отжиг при температуре (720 - 780) °С, охлаждение с печью до 400 °С, затем на воздухе |
|
|||
|
02Х25Н22АМ2 03Х17Н14М3Л 06ХН28МДТ 14Х18Н4Г4Л 10X18Н9Л 12Х18Н9ТЛ |
Дуговая сварка покрытыми электродами |
- |
Электроды: Э-08Х19Н10Г2МБ (ЭА-898/21Б); Э-08Х19Н10Г2Б (ЦТ-15) |
Аустенизация (950 - 1050) °С |
При требовании стойкости к МКК |
|
|
|
Электроды: Э-04Х20Н9; Э-07Х20Н9 |
- |
При отсутствии требований стойкости к МКК |
|
||||
|
12Х18Н12М3ТЛ |
По СТ ЦКБА025 |
Электроды марки: ЭА-400/10Т, ЭА-400/10У |
См. Раздел 9 СТ ЦКБА 025 |
|
|||
|
07Х20Н25М3Д2ТЛ |
Дуговая сварка покрытыми электродами |
Электроды марки: ОЗЛ-17У |
ТУ 14-4-715-75 |
Аустенизация (1050 - 1080) °С |
При требовании стойкости к МКК |
|
|
|
Электроды марки: ЭА-400/10Т, ЭА-400/10У, ЭА-395/9 |
- |
Сварочные материалы допускается применять если металл заварки не соприкасается со средой. Поверхность, соприкасающаяся со средой, на толщину от 3 мм до 5 мм выполняется электродами ОЗЛ-17У |
|
||||
|
16Х18Н12С4ТЮЛ (ЭИ 654Л) |
- |
Электроды: ОЗЛ-3 (на проволоке ЭИ-654) |
Аустенизация (950 - 1050) °С, охлаждение на воздухе |
Термообработка производится если заварка сквозная или меньше 20 мм со стороны среды, находится в контакте с азотной кислотой при температуре выше 5 °С |
|
||
|
05Х18АН6М2ФЛ |
Дуговая сварка покрытыми электродами |
- |
Электроды марки: ЭА-400/10Т, ЭА-400/10У |
Аустенизация (950 - 1050) °С |
При требовании стойкости к МКК после заварки производится термообработка |
|
|
|
05Х18АН5ФЛ 03Х18Н3АГ5Л |
Электроды: Э-08Х19Н10Г2МБ (ЭА-898/21Б); Э-08Х19Н10Г2Б (ЦТ-15) |
|
|||||
|
Н65МФЛ Н60МФЛ |
Электроды: ОЗЛ-23 (Св-00Н70М27Р (ЭП 812)) |
Аустенизация (1050 - 1060) °С |
|
||||
|
* В таблице приведены рекомендуемые режимы предварительного подогрева, а конкретные режимы должны указываться в технической документации на заварку (картах, справках и т.д.) |
|
||||||
6.2 Термическая обработка стальных отливок после заварки
6.2.1 После заварки дефектов отливки должны подвергаться термической обработке согласно требованиям таблицы 6 или по режимам, указанным в СТ ЦКБА 016 и СТ ЦКБА 025. Термическая обработка производится для снятия остаточных напряжений, стабилизации размеров в процессе эксплуатации, улучшения структуры металла или по требованию (например, для обеспечения требования стойкости к межкристаллитной коррозии и т.д.).
6.2.2 Необходимость и режимы термической обработки отливок после исправления дефектов заваркой должны устанавливаться главным металлургом, главным сварщиком, главным технологом предприятия или другим лицом, ответственным за исправление дефектов, в зависимости от материала отливки, способа заварки, места расположения, размеров и конфигурации дефектов.
6.2.3 При исправлении крупных дефектов в отливках сложной конфигурации, ранее подвергнутых термической обработке, может быть повторно назначена полная термическая обработка, не предусмотренная настоящим стандартом.
6.2.4 При совпадении режимов термической обработки отливок и отливок после заварки допускается совмещение термической обработки.
6.2.5 Повторной термической обработке не должны подвергаться отливки:
а) из сталей 10X18Н9Л, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ, если:
- исправление одного дефекта проводилось не более 2-х раз и рабочая температура детали меньше 350 °С;
- дефекты расположены на расстоянии не менее 20 мм от поверхности, контактирующей со средой, и исправление производилось однократно;
- глубина дефектов не превышает 0,8 припуска на механическую обработку;
- к изделию не предъявляются требования стойкости к межкристаллитной коррозии;
- дефект выявлен после получистовой механической обработки с суммарным объемом дефектов менее 30 см3 при объеме единичного дефекта менее 10 см3;
- дефект обнаружен после чистовой механической обработки с суммарным объемом дефектов менее 10 см3 при объеме единичного дефекта менее 5 см3 при выполнении наплавки электродами согласно таблице 2;
б) из стали марок 15Л, 20Л, 25Л, 20ГЛ, 20ГСЛ, 20ГМЛ, если:
- глубина заварки не превышает 30 мм;
- 150 см3 - для корпусов и крышек арматуры с условным проходом до DN 300 мм с глубиной наплавки до 80 мм;
- объемом заварки одного места не превышает 250 см3 для отливок арматуры свыше DN 300 с глубиной наплавки до 80 мм.
6.2.6 При заварке дефектов стали марки 15ГСЛ необходимо учитывать, что режимы термической обработки обеспечивают разные категории прочности.
6.2.7 Режим термической обработки должен быть указан в журнале заварки дефектов (приложение Б).
6.3 Контроль качества и приемка заварки стальных отливок
6.3.1 Все заваренные отливки должны предъявляться техническому контролю для проверки качества заварки, приемки и постановки клейма. Клеймо о приемке заваренных отливок должно наноситься рядом с клеймом сварщика, производившего заварку.
6.3.2 Контролю подлежат:
- качество сварочных материалов;
- удостоверение сварщика;
- температура предварительного подогрева;
- выполнение технологического процесса заварки;
- режимы термической обработки отливок после заварки;
- качество заваренных участков отливок.
6.3.3 Сварочные материалы, применяемые для заварки дефектов, должны соответствовать требованиям действующих стандартов, технических условий.
6.3.4 Отливки должны предъявляться для контроля качества и приемки после очистки механическим способом заваренных участков от шлака, брызг, окалины, грата и других загрязнений, затрудняющих осмотр. При этом места заварки должны быть зачищены заподлицо с основным металлом.
6.3.5 Температуру предварительного подогрева отливок перед заваркой следует контролировать с помощью термокарандашей, контактных термопар или другими способами, обеспечивающими надежный контроль.
6.3.6 Представитель технического контроля должен следить за соблюдением требований настоящего стандарта на всех стадиях исправления отливки.
6.3.7 Качество заварки следует контролировать визуальным контролем с наружной и внутренней (если это возможно) сторон. При этом проверке подвергается каждая исправленная отливка.
При визуальном контроле не допускаются:
- трещины всех видов и направлений на поверхности наплавленного металла и в зоне термического влияния;
- раковины;
- непровары;
- западание между валиками более 1 мм;
- свищи;
- прожоги;
- незаваренные кратеры;
- поры, шлаковые, вольфрамовые и окисные включения;
- наплывы и подрезы в зоне перехода наплавленного металла шва заваренного участка к основному.
Допускаются отдельные подрезы длиной не более 10 мм и глубиной до 0,5 мм с расстоянием между ними не менее 30 мм.
6.3.8 Заваренные участки отливок, находящиеся под давлением рабочей среды, должны подвергаться (при доступности) контролю радиографическим методом или ультразвуковым.
Заваренные участки отливок из сталей 07Х20Н25Д2ТЛ, 05Х18АН5ФЛ, Н65МФЛ, Н60МФЛ дополнительно должны подвергаться капиллярной дефектоскопии, а из перлитных сталей - магнитопорошковой дефектоскопии или капиллярной дефектоскопией.
6.3.9 Нормы оценки при радиографическом контроле в соответствии с приложением Г.
6.3.10 При ультразвуковом контроле допускаются дефекты согласно таблице 8.
Таблица 8 - Нормы допустимости одиночных несплошностей при ультразвуковом контроле заваренных участков из углеродистых и низколегированных сталей перлитного класса
|
Наименьшая фиксируемая эквивалентная площадь точечного дефекта, мм2 |
Наибольшая допустимая эквивалентная площадь точечного дефекта, мм2 |
Максимальное количество допустимых дефектов на любые 100 мм длины шва, шт. |
||||||||||
|
От 5,5 до 7 включ. |
1,6 |
2,0 |
3,0 |
4,0 |
2,0 |
3,0 |
4,0 |
5,0 |
3 |
3 |
4 |
5 |
|
От 7 до 10 включ. |
2,0 |
3,0 |
4,0 |
5,0 |
3,0 |
4,0 |
5,0 |
7,0 |
3 |
4 |
5 |
б |
|
От 10 до 18 включ. |
3,0 |
4,0 |
5,0 |
7,0 |
4,0 |
5,0 |
7,0 |
10,0 |
3 |
5 |
6 |
7 |
|
От 18 до 30 включ. |
4,0 |
5,0 |
7,0 |
10,0 |
5,0 |
7,0 |
10,0 |
15,0 |
4 |
6 |
7 |
8 |
|
От 30 до 50 включ. |
5,0 |
7,0 |
10,0 |
15,0 |
7,0 |
10,0 |
15,0 |
20,0 |
5 |
7 |
8 |
9 |
|
От 50 до 80 включ. |
7,0 |
10,0 |
15,0 |
20,0 |
10,0 |
15,0 |
20,0 |
30,0 |
6 |
8 |
9 |
10 |
|
От 80 до 120 |
10,0 |
15,0 |
20,0 |
30,0 |
15,0 |
20,0 |
30,0 |
40,0 |
7 |
9 |
10 |
11 |
Ультразвуковой контроль проводится для выявления следующих внутренних дефектов заваренных участков из углеродистых и низколегированных сталей перлитного класса: трещин, непроваров, шлаковых включений, пор, и других без расшифровки их характера, но с указанием количества дефектов, условной протяженности, координат расположения и оценкой их эквивалентной площади.
6.3.11 В отдельных случаях, по требованию заказчика, оценку качества заварки разрешается производить в соответствии с нормами, установленными НД на поставку литья или в соответствии с КД.
6.3.12 Дефектные участки, обнаруженные после заварки при визуальном контроле, гидравлическом испытании, радиографическом контроле и других видах (методах) контроля, должны быть удалены до чистого металла, исправлены повторной заваркой и подвергнуты повторному контролю.
7 Заварка дефектов чугунных отливок
7.1 Особенности чугунных отливок
Особенности заварки литых деталей из чугуна приведены в приложении А.
7.2 Выбор способа заварки дефектов чугуна и рекомендуемая область применения
7.2.1 Выбор способа заварки дефектов в отливках из серого, ковкого и высокопрочного чугуна следует производить исходя из:
- технических требований, предъявляемых к наплавленному металлу, т.е. прочности, непроницаемости, обрабатываемости режущим инструментом, однородности свойств наплавленного металла с основным металлом, коррозионной стойкости в рабочей среде и объема заварки;
- степени ответственности отливки и ее конфигурации, времени обнаружения дефекта по технологическому циклу: до механической обработки или после окончательной обработки и исправления;
- размера и места расположения дефекта;
- технических возможностей производства: наличия соответствующего оборудования, оснастки и сварочных материалов.
7.2.2 Заварка дефектов в отливках из чугуна, в зависимости от перечисленных в приложении А требований, производиться одним из способов, область применения которых приведена в таблице 9.
Таблица 9 - Способы заварки и область их применения
|
Способ заварки |
Область применения способа и главные показатели качества наплавленного металла |
|
|
1 |
Горячая газовая заварка чугунной присадкой |
Рекомендуется применять при исправлении дефектов небольших и средних размеров на рабочих и нерабочих поверхностях отливок до и после механической обработки, но при наличии припуска на последнюю (2 - 5) мм. Необходим предварительный нагрев |
|
2 |
Низкотемпературная пайка-сварка чугунной присадкой |
Рекомендуется применять для заварки деталей, к которым предъявляются требования прочности, непроницаемости и обрабатываемости, а также для исправления чернот глубиной до (3 - 4) мм на посадочных местах неподвижных соединений |
|
3 |
Горячая ручная дуговая заварка чугунными электродами |
Заварка дефектов крупных размеров на поверхностях отливок, нёподвергающихся поверхностной закалке, к которым предъявляются требования прочности, непроницаемости и последующей обрабатываемости режущим инструментом |
|
4 |
Горячая дуговая механизированная заварка порошковой проволокой |
Рекомендуется для исправления дефектов на обрабатываемых и необрабатываемых поверхностях с предварительным подогревом основного металла, обеспечивает близкую физико-химическую однородность сварного шва и основного металла |
|
5 |
Горячая дуговая механизированная заварка проволокой с присадкой керамического стержня |
Способ дает возможность изменения в широком диапазоне химического состава и свойств наплавленного металла путем изменения состава керамических стержней, а также получения равномерной твердости, хорошей обработки |
|
6 |
Холодная ручная дуговая заварка электродами на медно-никелевой основе |
Рекомендуется для заварки отдельных поверхностных пороков (трещин, раковин, пор и т.п.) на обрабатываемых и обработанных поверхностях отливок. Обеспечивается хорошая обрабатываемость и плотность основного металла |
|
7 |
Холодная ручная дуговая заварка электродами на железо-никелевой основе |
Рекомендуется для заварки небольших и средних дефектов до и после механической обработки. Обеспечивается хорошая обрабатываемость, высокие показатели плотности и прочности наплавленного металла |
|
8 |
Холодная ручная заварка электродами на медно-стальной основе |
Заварка сквозных дефектов (трещин, спаи, несплошности, создающие течь) различной протяженности с требованием высоких показателей прочности, обрабатываемости и цвета |
|
9 |
Холодная ручная дуговая заварка электродами на основе малоуглеродистой стали со специальным покрытием |
Рекомендуется для заварки дефектов изделий средних размеров и массы |
|
10 |
Механизированная дуговая заварка тонкой проволокой на никелевой основе без подогрева |
Рекомендуется для заварки дефектов на обрабатываемых и необрабатываемых поверхностях деталей, в том числе тонкостенных. Обеспечивается хорошая обрабатываемость, прочность и плотность сварного соединения |
|
11 |
Газопламенная низкотемпературная заварка тонкой проволокой на никелевой основе без подогрева |
Рекомендуется для заварки дефектов небольших размеров на обработанных поверхностях |
|
12 |
Газопорошковая заварка самофлюсующимися порошковыми сплавами |
Заварка дефектов небольших размеров по площади до 20 см2, выявленных на финишных операциях механической обработки |
|
13 |
Холодная ручная дуговая заварка стальными электродами или полуавтоматическая стальной тонкой проволокой в среде углекислого газа |
Заварка несквозных дефектов несложной формы, средних размеров и массы, не работающих при значительных статических и ударных нагрузках. Сварное соединение, неоднородное по структуре, не обрабатывается и не требует равнопрочности и плотности. Рекомендуется для заварки дефектов с небольшим объемом наплавки |
7.2.3 В случае заварки отливок до окончательной механической обработки предпочтительными следует считать способы 1, 3 и особенно 4, для заварки механически обработанных поверхностей - способы 2, 10, 11, 12 (см. табл. 9).
7.2.4 Для получения наплавленного металла в виде серого чугуна с заданными свойствами пользуются способами: 1, 2, 3, 4, 5; для получения наплавленного металла - не чугуна, к которому предъявляются условия обрабатываемости резанием, пользуются способами: 6, 7, 8, 10, 11, 12; для получения наплавленного металла - не чугуна, к которому не предъявляются условия обрабатываемости резанием (декоративная заварка), используют способ 13.
7.2.5 Выбор способа заварки должен производиться в соответствии с нормативно-технической документацией на изделие и заводской инструкцией на заварку.
7.3 Технология заварки чугуна
Заварка дефектов в отливках должна производиться сварщиками не ниже третьего разряда, прошедшими курс практического и теоретического обучения заварки чугуна и выдержавшими соответствующие испытания.
Технология заварки отливок из серого чугуна приведена в 7.3.1 - 7.3.11, высокопрочного в - 7.3.12, ковкого в - 7.3.13.
Рекомендуемые сварочные материалы для заварки дефектов чугунных отливок приведены в таблице 10.
Таблица 10 - Рекомендуемые сварочные материалы для заварки дефектов чугунных отливок
|
Характеристика наплавленного металла |
Рекомендуемые сварочные материалы |
Назначение |
Режимы предварительного подогрева отливок перед заваркой |
Основные приемы заварки |
||
|
Наименование и марка |
Техническая документация на поставку |
|||||
|
Способы заварки, обеспечивающие получение чугуна в наплавленном металле |
||||||
|
Горячая газовая заварка чугунной присадкой |
Наплавленный металл - серый чугун. Поддается механической обработке обычным режущим инструментом |
Прутки чугунные марки А |
- |
Дня исправления сквозных и несквозных дефектов любых размеров на обрабатываемых и необрабатываемых поверхностях отливок из серого чугуна |
Ванный способ |
|
|
Прутки чугунные «Станколит» |
||||||
|
Бура плавленая в порошкообразном состоянии |
Предварительный подогрев до температуры (350 - 400) °С или (600 - 650) °С |
|||||
|
Флюс марки ФПСН-2 |
- |
|||||
|
Кислород высшего или первого сорта |
||||||
|
Ацетилен |
||||||
|
Горячая газовая заварка чугунной присадкой |
Прутки чугунные ВНИИ ЛИТМАШ |
- |
То же. Обеспечивают однородную твердость и стабильное легирование наплавленного металла |
|||
|
Флюс марки ФПСН-2 |
||||||
|
Кислород высшего или первого сорта |
||||||
|
Ацетилен |
||||||
|
Горячая полуавтоматическая заварка порошковой проволокой с использованием керамических стержней |
Порошковая проволока марки ПАНЧ-2 |
- |
Применяется взамен газовой сварки при направлении небольших дефектов в отливках из серого чугуна с толщиной стенки более 50 мм и массивными узлами, где имеет место интенсивный отвод тепла от места заварки |
Предварительный подогрев до температуры (450 - 550) °С |
Валиками |
|
|
Керамические стержни марки СКЧ-3 |
||||||
|
Горячая полуавтоматическая заварка одной или тремя порошковыми проволоками |
Порошковая проволока марки ППАНЧ-2 |
Для механизированной заварки дефектов крупных размеров на обрабатываемых и необрабатываемых поверхностях отливок из серого чугуна |
Предварительный подогрев до температуры (350 - 400) °С |
Ванный способ |
||
|
Порошковая проволока марки ППЧ-3М |
Предварительный подогрев до температуры (500 - 700) °С |
|||||
|
Горячая дуговая заварка чугунными электродами |
Наплавленный металл - серый чугун. Механической обработке поддается плохо |
Электроды марок ЭМЧ и ЭМЧС |
Для исправления дефектов несложной конфигурации размером не более (60×60) мм в отливках из серого чугуна |
Предварительный подогрев до температуры (500 - 700) °С |
Валиками с подслойкой проковкой |
|
|
Горячая дуговая заварка чугунными электродами |
Наплавленный металл - серый чугун. Поддается механической обработке обычным режущим инструментом |
Электроды «Станколит» |
Для исправления сквозных и несквозных дефектов на обрабатываемых и необрабатываемых поверхностях отливок из серого чугуна в местах, не доступных для механизированной сварки |
До температуры 500 - 700 |
||
|
Низкотемпературная газовая пайка-сварка чугунной присадкой |
Наплавленный металл - чугун с шаровидным графитом. Поддается механической обработке обычным режущим инструментом |
Прутки чугунные марки НЧ-1, НЧ-2 Флюс марки МАФ-2 |
Для исправления дефектов небольших размеров на механически обработанных рабочих поверхностях отливок из серого чугуна, в том числе и под поверхностную закалку |
До температуры 300 -400 |
Ванный способ без расплавления основного металла |
|
|
Горячая газовая заварка чугунной присадкой |
Прутки чугунные литые |
Для исправления сквозных и несквозных дефектов на обрабатываемых и необрабатываемых поверхностях отливок из высокопрочного чугуна |
До температуры 350 -400 или 600 - 650 |
Ванный способ |
||
|
Флюс марки ФПСН-2 |
||||||
|
Бура плавленная в порошкообразном состоянии |
||||||
|
Кислород высшего или первого сорта |
||||||
|
Ацетилен |
||||||
|
Горячая полуавтоматическая заварка порошковой проволокой |
Порошковая проволока марки ППАНЧ-5 |
- |
Для исправления сквозных и несквозных дефектов средних и крупных размеров на обрабатываемых и необрабатываемых поверхностях отливок из высокопрочного чугуна |
До температуры 650 - 700 |
Полужидкий способ |
|
|
Способы заварки, обеспечивающие получение стали в наплавленном металле |
||||||
|
Холодная дуговая заварка стальными электродами |
Наплавленный металл - углеродистая сталь. Поддается заточке наждачным кругом |
Электроды марки УОНИ-13/55 |
Для декоративной заварки несквозных дефектов на необрабатываемых поверхностях отливок из серого чугуна, не работающих в условиях вибрационных нагрузок |
Не требуется |
Валиками |
|
|
Электроды марки АН-1 |
- |
|||||
|
Холодная дуговая заварка стальными электродами с графитизирующими элементами в покрытии |
Наплавленный металл - высоколегированная сталь. Поддается механической обработке обычным режущим инструментом |
Электроды марки ЦЧ-4 |
- |
Для исправления дефектов на обрабатываемых и обработанных поверхностях отливок из серого и высокопрочного чугуна |
Без подогрева или до температуры 150 - 200 |
Валиками |
|
Способы заварки, обеспечивающие получение медно-стальных сплавов в наплавленном металле |
||||||
|
Холодная дуговая заварка медно-стальными электродами |
Наплавленный металл - медно-стальной сплав. Поддается механической обработке твердосплавным абразивным инструментом |
Электроды марки ОЗЧ-2 |
- |
Для заварки сквозных дефектов преимущественно на необрабатываемых поверхностях отливок из серого чугуна |
Не требуется |
Валиками с послой-слойной проковкой |
|
Электроды марки АНЧ-1 |
Для заварки дефектов на необрабатываемых поверхностях отливок из серого чугуна, к которым предъявляются требования герметичности |
|||||
|
Способы заварки, обеспечивающие получение железо-никелевых сплавов в наплавленном металле |
||||||
|
Холодная дуговая заварка медно-никелевыми электродами |
Наплавленный металл - железо-никелевый сплав. |
Электроды марки ЦЧ-3А |
- |
Для заварки сквозных дефектов преимущественно на необрабатываемых поверхностях отливок го серого чугуна |
Не требуется |
Валиками с послойной проковкой |
|
Электроды марки ЖНБ |
||||||
|
Холодная дуговая заварка медно-никелевыми электродами |
Наплавленный металл - железо-никелевый сплав. |
Электроды ВНИИ ЛИТМАШ |
- |
Для заварки сквозных дефектов преимущественно на необрабатываемых поверхностях отливок из серого чугуна |
Не требуется |
Валиками с послойной проковкой |
|
Электроды МНЧ-2 |
Для заварки сквозных дефектов на обрабатываемых и обработанных поверхностях отливок из серого и ковкого чугуна |
|||||
|
Способы заварки, обеспечивающие получение латуни в наплавленном металле |
||||||
|
Низкотемпературная пайка-сварка латунной присадкой |
Наплавленный металл - латунь светлого цвета. Поддается механической обработке обычным режущим инструментом |
Припой марки ЛОМНА |
- |
Для исправления дефектов на обрабатываемых поверхностях отливок из серого чугуна, к которым предъявляются повышенные требования к обрабатываемости и отсутствуют жесткие требования к цвету |
До температуры 400 - 500 |
Капельный метод без расплавления основного металла |
|
Флюс марки ФПСН-2 |
||||||
|
Способы заварки, обеспечивающие получение никелево-борокреминистых соединений в наплавленном металле |
||||||
|
Низкотемпературная газопорошковая наплавка |
Наплавленный металл - никелево-борокремнистое соединение. Поддается механической обработке обычным режущим инструментом |
Порошок гранулированный марки НПЧ-1 |
- |
Для исправления дефектов на обработанных закаленных поверхностях отливок из серого чугуна |
До температуры 400 - 450 |
- |
|
Наплавленный металл - никелево-борокременистое соединение. Поддается механической обработке шлифованием |
Порошок гранулированный марки НПЧ-2 |
Для исправления дефектов на обработанных закаленных поверхностях отливок из серого чугуна |
- |
|||
7.3.1 Горячая газовая заварка чугунной присадкой
7.3.1.1 Горячая газовая заварка дефектов в чугунных деталях производится с предварительным общим подогревом до температуры (350 - 650) °С.
Изделия простой незамкнутой конструкции с толщиной стенок до 30 мм, при отсутствии возможности свободно расширяться и сжиматься при нагревании и охлаждении, допускается заваривать с местным подогревом горелкой.
Если при тех же условиях, толщина стенки равна 40 мм и более, то изделие следует заваривать с общим подогревом.
7.3.1.2 Перед заваркой основной металл вокруг дефекта подогревают пламенем горелки до светло-красного цвета (850 °С).
7.3.1.3 Пламя должно быть нормальным, расплавление осуществляют восстановительной частью пламени ((2 - 3) мм от светящегося ядра).
7.3.1.4 Стенки дефекта расплавляют и очищают от неметаллических включений чугунным присадочным прутком, после чего дефект заполняется присадочным материалом с периодическим добавлением флюса на кончике прутка.
7.3.1.5 При заварке краевых участков (бобышки, платики, бортики, уголки) сварщик, маневрируя пламенем горелки и прутком, не должен допускать стекания металла. В начальный момент угол наклона прутка к поверхности изделия составляет примерно 80 °С, а затем постепенно уменьшается до 0°.
В этом случае целесообразно прерывать процесс нагрева для охлаждения ванны, чтобы металл находился в полужидком состоянии.
7.3.1.6 В процессе заварки пламя должно быть сосредоточенно преимущественно на основном металле.
7.3.1.7 Наплавленный металл должен возвышаться над основным не менее, чем на 3 мм. Для выравнивания наплавленный металл шва прогревают пламенем горелки и натеки удаляются чугунным прутком.
7.3.1.8 В интервале температур (800 - 850) °С необходимо замедлить скорость охлаждения наплавленного металла, следующими способами: не гася горелку, медленно отвести ее на расстояние (50 - 60) мм, подогревая наплавленный металл и прилегающую зону основного металла в течение (0,5 - 1) мин; затем прервать нагрев и присыпать металл сухой землей или прикрыть куском асбеста.
7.3.1.9 Необходимо произвести повторный нагрев, если температура в процессе заварки снизилась до 350 °С.
7.3.1.10 В ответственных случаях рекомендуется последующая термообработка для снятия внутренних напряжений в виде высокотемпературного отпуска или искусственного старения при температуре (550 - 650) °С.
7.3.1.11 Присадочный материал и флюс приведены в таблице 24.
7.3.1.12 Дефекты заварки, которые могут возникать после исправления, приведены в таблице 11.
Таблица 11 - Дефекты заварки после исправления
|
Причины дефекта |
|
|
Пористость губчатого характера |
Некачественный присадочный материал |
|
Чернота и поры в зоне сплавления основного и наплавленного металла |
Недостаточная расчистка поверхности дефекта |
|
Повышенная твердость в наплавленном металле |
Слишком быстрое остывание наплавленного металла в интервале (800 - 650) °С |
|
Трещины в наплавленном и основном металлах вблизи заварки |
Недостаточный нагрев отливки до заварки. Высокая скорость охлаждения отливки после заварки |
|
Поверхностные дефекты, не удаляемые механической обработкой |
Наплавка недостаточно выступает над поверхностью отливки |
7.3.2 Низкотемпературная пайка-сварка чугунной присадкой
7.3.2.1 Газовая пайка-сварка выполняется с применением флюса, который в виде водной пасты наносятся на пруток примерно за 30 мин до начала процесса, а также в виде порошка -на стенки дефекта, нагретые до 600 °С.
7.3.2.2 Подготовленная под заварку поверхность нагревается пламенем горелки до (820 - 860) °С.
7.3.2.3 Наплавка ведется без перерыва. Если процесс приостановлен, то при его возобновлении следует очистить поверхность от шлака и окисной пленки зубилом и стальной щеткой.
7.3.2.4 Периодически в разделку следует подсыпать небольшие порции флюса специальной лопаточкой.
Необходимо избегать попадания флюса на незащищенные участки тела рабочего.
7.3.2.5 В процессе заварки разделки нужно поддерживать постоянную температуру завариваемого участка, для чего его подогревают факелом пламени, не направляя его непосредственно на разделку.
7.3.2.6 В процессе заварки поверхность, на которой находится исправляемый дефект, должна быть расположена строго горизонтально, так как расплавленный металл жидкотекуч, особенно при избытке флюса.
7.3.2.7 Наплавленный металл должен возвышаться над поверхностью детали на (2 - 3) мм.
7.3.2.8 По окончании пайки-сварки отвести пламя горелки на расстояние (50 - 60) мм, прогреть наплавленный слой и прилегающий участок основного металла, замедляя охлаждение в интервале (900 - 650) °С.
7.3.2.9 После заполнения дефекта место заварки проковывается легким ударом молотка.
Место заварки после остывания детали до комнатной температуры очищается от остатков флюса.
7.3.2.10 Рекомендуемые присадочные материалы и режим пайка-сварки приведены в таблице 24.
7.3.2.11 Возможные дефекты в наплавленном металле приведены в таблице 12.
Таблица 12 - Возможные дефекты в наплавленном металле
|
Причина возникновения дефекта |
|
|
Трещины |
Перегрев пламенем горелки. Слишком большой размер дефекта |
|
Непропаи |
Неправильная форма разделки. Недостаточный нагрев основного металла в зоне наплавки. Недостаточность обработки наплавленного металла флюсом. Некачественная подготовка поверхности чугуна |
|
Пористость |
Перегрев ванны. Избыток ацетилена или значительный избыток кислорода |
7.3.3 Горячая ручная дуговая заварка чугунными электродами
7.3.3.1 Заварка производится на постоянном токе обратной полярности валиковым или ванным способом.
Сила сварочного тока устанавливается в зависимости от температуры изделия и размеров дефекта.
7.3.3.2 Процесс нагрева отливок перед заваркой в зависимости от вида дефекта и конфигурации детали указан в таблице 13.
Таблица 13 - Процесс нагрева отливок перед заваркой в зависимости от вида дефекта и конфигурации детали
|
Способ нагрева отливок |
Характеристика отливок |
Температура нагрева, °С |
|
Общий нагрев |
Отливки сложной конфигурации с крупными дефектами, расположенными в жестком контуре |
600 - 650 |
|
Частичный нагрев в горне или переносными горелками |
Отливки с дефектами вне жесткого контура, на краю детали |
550 - 600 |
|
Сопутствующий нагрев |
Отливки, имеющие резкое изменение толщины стенок, а также дефекты, требующие длительного процесса заварки |
500 - 550 |
7.3.3.3 Температура нагрева (600 - 650) °С, рекомендуемое время выдержки - (0,5 - 1) ч.
Во всех случаях нагрева под заварку нельзя допускать перегрева основного металла.
7.3.3.4 Во время процесса заварки при применении общего подогрева вся деталь должна быть покрыта листами асбеста за исключением места заварки дефекта.
7.3.3.5 Заварку следует проводить короткими валиками длиной от 25 мм до 30 мм и шириной, равной (2 - 3) мм диаметра электрода, с перекрытием каждого предыдущего валика последующим на 0,5 его ширины.
7.3.3.6 В случае большого объема наплавленного металла при заварке ванным способом предусматривается разбивка шва на отдельные участки, разделанные формовочным материалом или графитовыми вставками так, чтобы объем каждого участка можно было поддерживать в расплавленном состоянии и тщательно перемешивать концом электрода.
7.3.3.7 Во время заварки избыток накапливающегося шлака следует периодически удалять из ванны, а также производить очистку стенок разделки от шлака.
7.3.3.8 По достижении толщины наплавленного слоя уровня поверхности основного металла сконцентрировать дугу у подножия формы и медленно пройти дугой по контуру формы. Перевести дугу в центр расплава. Наплавленный металл должен возвышаться над основным на (3 - 6) мм.
7.3.3.9 После горячей заварки детали должны медленно охлаждаться, вместе с печью под слоем древесного угля или сухого песка.
7.3.3.10 Завариваемые детали не должны находиться на сквозняках.
7.3.3.11 Термообработку заваренных отливок следует проводить немедленно после заварки с использованием тех же средств, что и при нагреве. Режимы термообработки следующие: в печах - нагрев до температуры 700 °С, охлаждение с печью до (200 - 250) °С; на горнах - нагрев до температуры (650 - 700) °С; переносными горелками - нагрев до температуры (650 - 700) °С. Время выдержки определяется толщиной стенки отливки и ее жесткостью.
7.3.3.12 Возможные дефекты заварки приведены в таблице 14.
Таблица 14 - Возможные дефекты заварки
|
Причины возникновения дефекта |
|
|
Пористость губчатого характера |
Некачественный присадочный материал |
|
Чернота и поры в зоне сплавления основного и наплавленного металла |
Недостаточная расчистка поверхности дефекта |
|
Отбел в наплавленном металле и зоне сплавления |
Недостаточный подогрев основного металла. Недостаточно замедленный переход жидкого металла в твердое состояние |
|
Повышенная твердость в наплавленном металле |
Слишком быстрое остывание наплавленного металла б интервале (800 - 650) °С |
|
Трещины в наплавленном и основном металле вблизи заварки |
Недостаточный нагрев отливки до заварки. Высокая скорость охлаждения |
|
Поверхностные дефекты (не удаляемые механической обработкой) |
Наплавка недостаточно выступает над поверхностью отливки |
7.3.4 Горячая дуговая механизированная заварка порошковой проволокой
7.3.4.1 Перед заваркой деталь необходимо нагреть до температуры от 500 °С до 650 °С. Чем больше масса отливки и меньше размер завариваемых дефектов, тем температура предварительного подогрева должна быть выше и наоборот. При меньших массах отливок и больших размеров дефектов температура должна быть ближе к нижнему пределу.
7.3.4.2 Предварительный подогрев может быть общим и местным в зависимости от конфигурации детали. Скорость нагрева должна составлять (75 - 150) °С/ч в зависимости от формы отливки.
При достижении заданной температуры деталь должна выдерживаться в печи из расчета (1,0 - 1,5) мин на 1 мм толщины стенки отливки.
Разрыв во времени между подогревом и заваркой для отливок разной массы приведен в таблице 15.
Таблица 15 - Зависимость во времени между подогревом и заваркой для отливок разной массы
|
Время между подогревом и заваркой, мин, не более |
|
|
До 50 |
1 |
|
От 50 до 200 |
3 |
|
Свыше 200 |
5 |
7.3.4.3 Во время заварки деталь должна быть надежно закреплена.
7.3.4.4 С целью уменьшения скорости охлаждения деталь не должна находиться на сквозняке.
7.3.4.5 Температура отливки во время заварки должна быть не менее 500 °С. В случае декоративной заварки температура может быть снижена до 300 °С.
7.3.4.6 Если отливка в процессе заварки охладилась ниже температуры, указанной в 7.3.4.5, то следует провести повторный нагрев отливки до температуры от 500 °С до 650 °С.
7.3.4.7 Если после повторного нагрева требуется производить наплавку по уже наплавленному металлу, то необходимо место заварки и прилегающую зону основного металла тщательно зачистить щеткой.
7.3.4.8 Заварка дефектов может производиться ванным или валиковым способом.
Ванный способ предпочтительнее.
7.3.4.9 Заварку дефекта следует начинать с расплавления донной части дефекта.
7.3.4.10 При заварке дефектов площадью до 100 см2 дугу возбудить в самом глубоком месте, навести ванну жидкого металла и подогревать ее по всей площади дефекта.
Для надежного сплавления жидкого металла с основным необходимо периодически проходить сварочной дугой по граничной зоне основного и расплавленного металлов.
7.3.4.11 Заварка дефектов ванным способом производиться непрерывно до вывода расплавленного металла заподлицо с подформовкой или основным металлом.
В случае вывода сварочной ванны заподлицо с основным металлом, необходимо дать расплавленному металлу затвердеть, а затем наплавлять усиление всей поверхности валиковым способом.
7.3.4.12 При исправлении дефектов размером более 100 см2 их заварку следует производить отдельными участками, начиная с самого глубокого места.
После наплавки каждого участка его поверхность следует зачищать металлической щеткой. Перерывы между наплавкой отдельных участков, кроме времени на зачистку, делать не следует.
7.3.4.13 При валиковом способе заварки необходимо делать колебательные движения таким образом, чтобы больше времени электрод находился на поверхности разделки.
7.3.4.14 Дефекты глубиной до 3 мм следует наплавлять в один слой.
7.3.4.15 Дефекты глубиной более 4 мм следует заваривать в несколько слоев. При этом каждый последующий слой накладывается в направлении, обратном предыдущему.
7.3.4.16 Крупные дефекты следует заваривать многослойной заваркой, участками (30 - 50) мм каждый, отдельными друг от друга графитовыми пластинами.
7.3.4.17 При многослойной наплавке валиковым способом в слое валики накладываются в одном направлении, а соседние слои накладываются в обратных направлениях.
7.3.4.18 Выводить кратер на основной металл и оставлять его не заваренным не допускается. Заварка кратера осуществляется путем удлинения дуги до естественного обрыва.
7.3.4.19 Отличительной особенностью заварки сквозного дефекта при неэлектропроводной подформовочной смеси являются порядок наложения первого слоя:
- касаясь электродом основного металла, зажигать дугу;
- опустив ее в самое глубокое место дефекта, начинают производить заварку путем наложения валика на стенку металла по контуру дефекта;
- после замыкания по конуру первого валика, накладывают второй контур по контуру первого и т.д. до получения первого сплошного металлического слоя.
7.3.4.20 Все отливки после заварки подвергаются термообработке для снятия внутренних напряжений.
7.3.4.21 Разрыв во времени между прекращением заварки и началом термообработки не должен превышать времени, указанного в 7.3.4.2.
7.3.4.22 При проведении местного подогрева необходимо непосредственно после окончания заварки произвести повторный местный подогрев исправленного места до температуры (600 - 650) °С.
7.3.4.23 Заварка порошковыми проволоками типа ППЧ и ППСВ-7 производится без защиты сварочной дуги.
7.3.4.24 Заварка производится на постоянном токе при обратной полярности.
Вылет электрода должен быть в пределах (20 - 50) мм.
7.3.4.25 Напряжение на дуге подбирается так, чтобы дуга не погружалась в жидкий металл.
7.3.4.26 Признаки правильного подбора режима заварки:
- устойчивое горение дуги;
- хорошее расплавление шихты;
- хорошее формирование валика.
7.3.4.27 Скорость охлаждения не должна превышать 100 °С/ч, для этого деталь следует погрузить в сухой мелкий песок.
7.3.4.28 Заварка «нахолодно» применяется для исправления дефектов в отливках, прошедших искусственное или естественное старение, при расположении дефекта в местах, где возможна свободная линейная усадка наплавленного металла (недоливы, отбитые части и т.д.) кроме поверхностей, подвергающихся доследующей механической обработке.
7.3.4.29 Режимы заварки указаны в таблице 24.
7.3.4.30 Возможные дефекты в наплавленном металле указаны в таблице 16.
Таблица 16 - Возможные дефекты в наплавленном металле
|
Причины возникновения дефекта |
|
|
Неплотности и черноты в наплавленном металле |
Недостаточное расплавление основного металла. Недостаточная выдержка ванны в жидком состоянии. Основной металл содержит гнезда нерастворившегося модификатора |
|
Отбел в зоне сплавления в наплавленном металле |
Недостаточный подогрев основного металла в зоне наплавки. Быстрое охлаждение ванны, недостаточность цикла термообработки |
|
Неметаллические включения |
Неправильно выбраны режимы заварки и разделка дефекта под заварку |
7.3.5 Горячая дуговая механизированная заварка проволокой с присадкой керамического стержня
7.3.5.1 Полуавтоматической заварке с использованием керамических стержней подлежат дефекты, расположение и размеры которых обеспечивают доступ электродержателя со стержнем в зону заварки.
7.3.5.2 При заварке дефектов отливок с использованием керамических стержней производится предварительный подогрев основного металла до (450 - 500) °С.
7.3.5.3 В тех случаях, когда дефекты имеют объем до (200 - 250) см и расположены в местах, где возможна свободная усадка металла в процессе заварки, деталь подвергается местному подогреву газовыми горелками.
7.3.5.4 Заварка осуществляется при максимальном приближении стержня к сварочной ванне, но при этом стержень не должен опираться на свариваемые кромки или на поверхность наплавки.
7.3.5.5 Заварку дефекта площадью (60 - 150) мм2 необходимо вести непрерывно по всей площади дефекта наложением спирального валика, начиная и заканчивая процесс заварки в центре разделки.
7.3.5.6 Заварку дефекта площадью до 60 мм2 следует производить путем одновременного заполнения разделки жидким металлом по всей площади.
7.3.5.7 Заварка дефекта площадью более 150 мм2 производится отдельными участками, начиная с участка, расположенного в наиболее глубоком месте разделки. Площадь одновременно завариваемого участка должна находиться в пределах (60 - 150) мм2.
7.3.5.8 В процессе заварки необходимо периодически удалять шлак с поверхности ванны и стенок разделки.
7.2.5.9 При заварке дефектов в несколько слоев обязательно производить зачистку шлака после каждого слоя.
7.3.5.10 Высота наплавленного слоя над уровнем основного металла должна быть не менее (3 - 6) мм.
7.3.5.11 При исправлении дефектов небольших объемов, наплавку необходимо выполнять послойно обратно поступательным движением, укладывая последующие слои на горячие предыдущие.
7.3.5.12 В процессе наплавки необходимо следить за равномерностью расплавления стержня и отдельных его частей, попадающих в ванну.
Масса расплавленного стержня должна составлять (20 - 25) % массы расплавленной проволоки.
7.3.5.13 Заканчивая наплавку, дугу следует переместить в центральную часть расплава.
7.3.5.14 Отливки сложной конфигурации или имеющие крупные дефекты в жестком контуре после заварки должны быть немедленно подвергнуты отжигу.
7.3.5.15 Керамические стержни должны храниться на стеллажах в сухих отапливаемых помещениях с температурой не ниже +18 °С.
7.3.5.16 Срок хранения стержней составляет 12 месяцев. При большом сроке хранения или при нарушении условий хранения стержни перед заваркой должны быть подвергнуты повторной прокалке при температуре (250 - 350) °С в течение 1,5 ч.
7.3.5.17 Возможные виды дефектов при исправлении чугунных отливок и причины их образования приведены в таблице 17.
Таблица 17 - Возможные виды дефектов
|
Причина образования дефекта |
|
|
Отбел в переходной зоне и трещины в наплавленном металле и переходной зоне |
Недостаточный предварительный подогрев. Охлаждение детали в процессе заварки ниже заданной температуры предварительного подогрева. Ускоренное охлаждение детали после заварки дефектов. Несоблюдение режима заварки, вызвавшее нарушение заданного соотношения веса расплавленного стержня к весу расплавленной электродной проволоки. Неполное удаление рыхлого или содержащего песок основного металла. Попадание жидкого металла шва на нерасплавленный основной металл. Некачественная очистка развариваемого участка разделки. Отсыревшие или плохо прокаленные стержни |
|
Местные непровары и слоистость наплавленного металла |
Неполное удаление рыхлого или содержащего песок основного металла. Попадание жидкого металла шва на нерасплавленный основной металл. |
|
Поры в наплавленном металле |
Некачественная очистка развариваемого участка разделки. Отсыревшие или плохо прокаленные стержни. Применение загрязненной или ржавой проволоки. Заварка одной проволокой при прекращении подачи стержня в процессе заварки дефекта |
|
Поверхностные дефекты (чернота) после механической обработки |
Недостаточная высота слоя наплавленного металла |
7.3.6 Холодная ручная дуговая заварка электродами на медно-никелевой основе и механизированная тонкой проволокой на никелевой основе без подогрева
7.3.6.1 Заварку следует вести короткой дугой на постоянном токе обратной полярности.
7.3.6.2 Заварка выполняется небольшими участками (50 - 60) мм обратно-ступенчатым методом.
После заварки каждого участка детали дают остыть до температуры (60 - 70) °С.
7.3.6.3 Заварку следует проводить от середины разделки к краям.
7.3.6.4 При многослойной заварке каждый слой наплавленного металла должен быть зачищен от шлака, брызг.
7.3.6.5 В процессе заварки каждый предыдущий валик следует наплавлять с перекрытием на 1/3 его ширины.
7.3.6.6 При заварке раковин в первую очередь необходимо заваривать наиболее глубокие места.
7.3.6.7 Во избежание появления трещин сварщик не должен оставлять валик с не заваренным кратером.
7.3.6.8 После наложения шва длиной (50 - 60) мм каждый валик проковывается легкими ударами молотка для ликвидации внутренних усадочных напряжений.
7.3.6.9 При заварке монель-металлом разрешается чередовать слои меди любой марки по ГОСТ 859 со слоями наплавки монель-металлом.
7.3.6.10 Толщина наплавленного металла после окончательной обработки должна быть не менее 3 мм. При меньшей толщине в процессе механической обработки может происходить вырывание участков наплавленного металла.
7.3.6.11 Если толщина наплавленного металла после окончательной механической обработки превышает 7 мм, то допускается произвести предварительную облицовку места наплавки электродами ОЗС-2.
7.3.6.12 При укладке первого слоя наплавки на чугун следует пользоваться нижним пределом тока. При наплавке второго и последующих слоев на ранее наплавленный слой необходимо увеличить величину тока на 10 %, что соответствует верхнему пределу для указанных диаметров электродов (см. таблицу 24).
7.3.6.13 Наплавка должна выполняться ниточным швом обратно поступательным движением электрода.
7.3.6.14 Наплавка электродами из монель-металла должна выполняться только в нижнем положении.
7.3.6.15 Обрыв сварочной дуги производится на ранее наплавленном металле путем неоднократного зажигания дуги до полного заполнения кратера. Не допускается кратковременный заход на основной металл, что вызывает появление кратера. Не допускается кратковременный заход на основной металл, что вызывает появление закалочных структур в переходной зоне.
7.3.6.16 Заварку проволоками на основе никеля применяют в случае необходимости уменьшения тепловложения при наплавке, особенно в тонкостенных изделиях.
7.3.6.17 Заварка проволокой ПАНЧ-11 выполняется открытой дугой. Ее главное назначение - заварка трещин на тонкостенных корпусных изделиях.
7.3.6.18 Благодаря малому диаметру проволоки можно выполнять заварку дефектов в узкую разделку.
7.3.6.19 Возможные дефекты и причины их возникновения указываются в таблице 18.
Таблица 18 - Возможные дефекты и причины их возникновения
|
Причины возникновения дефекта |
|
|
Пористость наплавки |
Некачественное покрытие. Применена беглая наплавка при завышенных величинах тока. Не проведена прокалка электродов после длительного хранения |
|
Чернота в слоях |
Недостаточная очистка очередных валиков от шлака, некачественная разделка поверхности дефекта. Наплавка недостаточно поднята над поверхностью отливки |
|
Трещины на исправленном участке |
Недостаточная проковка. Наплавка выполнялась чрезмерно уширенными валиками. Перегрев металла при заварке |
|
Подкладка переходной зоны |
Завышена величина тока |
7.3.7 Холодная ручная дуговая заварка электродами на железо-никелевой и медно-стальной основе
7.3.7.1 Заварка производится без предварительного подогрева на постоянном токе обратной полярности.
7.3.7.2 Первый слой наплавляется на чугун при нижнем пределе тока. При наплавке второго и последующих слоев на ранее наплавленный медно-стальной слой необходимо увеличить силу тока на 10 %, что соответствует верхнему пределу тока (см. таблицу 24).
7.3.7.3 При заполнении разделки валиками в несколько проходов каждый валик очищается от шлака и обязательно проковывается.
7.3.7.4 Если противоположная сторона доступна для заварки, необходимо подварить корень шва, для чего воздушно-дуговой резкой следует выплавлять канавку вдоль корня шва глубиной, достаточной для заплавления в один проход.
Можно пользоваться для этих целей электродами ОЗР-1 или обычными, но с повышением силы рабочего тока на (30 - 40) %.
7.3.7.5 Заварку трещин большой протяженности следует выполнять длиной не более (100 - 150) мм. Заварку начинают с места выхода трещины на край стенки, заплавляют половину объема первого участка, затем последовательно - второго и т.д. Каждый валик очищают от шлака и проковывают.
Окончательное заполнение дефекта рекомендуется удлиненными проходами, уширенными валиками.
7.3.7.6 Возможные дефекты при заварке электродами на медно-стальной и железо-никелевой основе указаны в таблице 19.
Таблица 19 - Возможные дефекты при заварке электродами на медно-стальной и железо-никелевой основе
|
Причины возникновения дефекта |
|
|
Пористость наплавленного металла |
Некачественное покрытие электродов. Повышенная скорость наплавки при увеличенной силе сварочного тока. |
|
Чернота в слоях наплавленного металла и в зоне сплавления |
Некачественная подготовка поверхности дефекта. Недостаточная очистка валиков от шлака |
|
Трещины в наплавленном металле |
Превышение допустимых величин сварочного тока |
|
Трещины в околошниковой зоне |
Местный перегрев, особенно при заварке тонких стенок |
7.3.8 Холодная ручная дуговая заварка электродами на основе малоуглеродистой стали со специальным покрытием
7.3.8.1 Для холодной ручной дуговой заварки допускается применять электроды ЦЧ-4.
7.3.8.2 Заварку электродами ЦЧ-4 следует производить на постоянном токе обратной полярности. Дефекты крупных размеров, заплавляемые более чем тремя наплавочными слоями, предварительно подогреть до (150 - 250) °С.
7.3.8.3 Для уменьшения отбела в зоне сплавления и получения легко обрабатываемого качественного заваренного участка проплавлять свариваемый чугун следует минимально. С этой целью необходимо предварительно наплавлять свариваемые кромки заваренного участка электродами ЦЧ-4 диаметром не более 4 мм.
Режимы заварки приведены в таблице 24.
7.3.8.4 Наплавку следует производить параллельными валиками с перекрытием каждого последующего валика на 1/2 его ширины.
7.3.8.5 Допускается второй и последующие слои заполнения объема дефекта наплавлять по слою измельченной чугунной стружки, насыпанной слоем (2 - 3) мм.
7.3.8.6 Заварку спаев, трещин и других подобных дефектов следует производить в полувертикальном положении, ведя заварку снизу вверх в направлении выхода дефекта, заполняя при этом все сечения разделки.
7.3.8.7 При заварке дефектов в тонкостенных фасонных отливках следует нагревать металл более, чем на (50 - 70) °С, поскольку перегрев может привести к образованию трещин в участках, прилегающих ко шву. В этом случае рекомендуется заварка с ускоренным заполнением разделки дефекта и принудительным охлаждением места заварки без перерыва процесса заварки.
7.3.8.8 При окончательном заполнении разделки не допускается попадание на основной металл, не имеющий слоя, наплавленного электродами ЦЧ-4.
7.3.8.9 После наплавки каждого валика необходимо удалять шлак.
7.3.8.10 Для улучшения механической обработки рекомендуется наплавлять отжигающий валик, при этом заход на основной металл недопустим.
7.3.8.11 После окончания заварки деталь засыпать песком или покрыть куском асбеста для медленного охлаждения.
7.3.8.12 При большой протяженности дефекта процесс заварки вести обратно-ступенчатым методом с длиной участков - 60 мм.
7.3.8.13 Возможные дефекты заварки приведены в таблице 20.
Таблица 20 - Возможные дефекты и причины их возникновения
|
Причины возникновения дефекта |
|
|
Повышенная твердость в наплавке |
Не выдержан режим заварки. Отжигающие валики вышли на основной металл |
|
Поры в наплавке |
Недостаточно очищен шлак при наплавке наполнительного слоя |
|
Трещина в слоях наплавленного металла |
Превышение допустимого объема наплавки. Недостаточная проковка. Отсутствие местного подогрева |
|
Отслаивание наплавленного металла |
Превышение допустимой толщины слоя наплавки. Отсутствие местного подогрева |
7.3.9 Газопламенная низкотемпературная пайка-сварка латунными присадочными материалами
7.3.9.1 Перед заваркой следует нагреть поверхность ацетилено-кислородным пламенем до (400 - 500) °С.
7.3.9.2 После нагрева поверхности на нее наносится флюс.
7.3.9.3 После смачивания флюсом стенок и дна разделки в зону пламени вносится предварительно очищенный наждачной бумагой пруток, конец прутка должен периодически окунаться во флюс.
7.3.9.4 Процесс ведут нормальным пламенем снизу вверх.
7.3.9.5 При исправлении дефектов небольших размеров пайка-сварка ведется жидкой ванной до заполнения объема дефектов с учетом припуска на механическую обработку (не менее 2 мм).
7.3.9.6 При исправлении более крупных дефектов жидкая ванна перегревает деталь, поэтому процесс ведут с перерывами.
7.3.9.7 После заполнения ванны металл следует прогреть по контуру соединения.
7.3.9.8 После окончания процесса произвести легкую проковку медным молотом, укрыть асбестом и дать медленно остыть.
7.3.9.9 После полного охлаждения детали усиление шва снимается шлифовальной машиной.
7.3.9.10 Для исправления черноты глубиной до (3 - 4) мм на посадочных местах неподвижных соединений можно использовать способ низкотемпературной пайка-сварки оловянным припоем ПОС-30.
7.3.9.11 Возможные дефекты заварки приведены в таблице 21.
Таблица 21 - Возможные дефекты и причины их возникновения
|
Причины возникновения дефекта |
|
|
Трещины |
Перегрев пламенем горелки |
|
Непропаи |
Неправильная форма разделки. Недостаточный нагрев основного металла в зоне наплавки. Недостаточность обработки наплавляемого металла флюсом. Некачественная подготовка поверхности чугуна |
|
Пористость |
Перегрев ванны. Избыток ацетилена или кислорода |
|
Отбел в переходной зоне |
Нарушен режим охлаждения |
7.3.10 Газопорошковая заварка самофлюсующимися порошковыми сплавами
7.3.10.1 Газопорошковой наплавкой можно исправлять следующие дефекты: поры, сквозные поры, шлаковые включения, отколы.
7.3.10.2 Перед заваркой место дефекта необходимо подогревать пламенем горелки до (400 - 500) °С.
Пламя должно быть отрегулировано таким образом, чтобы горючего газа было примерно вдвое больше, чем кислорода. В этом случае пламя при подаче порошка приближается к нормальному.
7.3.10.3 Перед заваркой произвести обслуживание поверхности дефекта. Для этого горелку с полностью открытым порошковым рычагом следует быстро пронести над нагретой поверхностью.
7.3.10.4 Момент начала наплавки устанавливается по появлению признаков расплавления облуживания слоя. Горелке придается перпендикулярное положение относительно поверхности детали.
7.3.10.5 Процесс наплавки ведется прерывистой подачей порошка для обеспечения полного расплавления зерен сплава.
7.3.10.6 Наплавка ведется в две стадии: первая - напыление порошка на подогретую поверхность, вторая - оплавление сформировавшегося покрытия.
7.3.10.7 После подогрева поверхности устанавливают нужный расход порошка и с расстояния от 100 мм до 200 мм напыляют ровный слой от 0,5 мм до 1 мм последовательным перемещением горелки.
7.3.10.8 Далее подача порошка прекращается и производится оплавление напыленного слоя с расстояния от 15 мм до 30 мм. Оплавление фиксируется визуально по появлению характерного блеска.
7.3.10.9 Заварку дефекта следует начинать с центра и по мере заполнения переходить к краям до полного выравнивания с поверхностью металла с учетом припуска не менее 1 мм.
7.3.10.10 При исправлении дефектов, превышающих оптимально установленные размеры (до 20 см2), целесообразно применять комбинированный метод наплавки, при котором весь объем дефекта заполняется электродами на никелевой основе, а верхняя часть дефекта (5 мм) наплавляется порошковым сплавом.
7.3.10.11 По окончанию наплавки отвести пламя горелки на (50 - 60) мм, прогреть наплавку и прилегающий у нему участок основного металла.
7.3.10.12 Место после наплавки проковать легкими ударами молотка с закругленным бойком. Проволоку вести строго по исправленному месту, не затрагивая поверхности основного металла.
7.3.10.13 Большая толщина достигается повторением оплавления и напыления.
7.3.10.14 Технологический процесс газопорошковой наплавки можно осуществлять горелками типа ГАЛ-2, ГАЛ-4 или ГН-1.
7.3.10.15 Возможные дефекты и причины их возникновения приведены в таблице 22.
Таблица 22 - Возможные дефекты и причины их возникновения
|
Причины возникновения дефекта |
|
|
Несплавление с основным металлом |
Несоблюдение требований к подготовке поверхности. Недостаточно нагрета поверхность дефекта. Чрезмерная удаленность ядра пламени горелки от поверхности, неравномерная подача порошка |
|
Поры и повышенная твердость участков наплавки |
Несоблюдение требований к хранению порошка (окисленный порошок). Перегрев основного металла. Ведение процесса окисленным пламенем. Перегрев металла в отдельных зонах наплавки |
7.3.11 Холодная ручная дуговая заварка стальными электродами или полуавтоматическая стальной проволокой в среде углекислого газа
7.3.11.1 Заварка производится без предварительного подогрева на постоянном токе обратной полярности и осуществляется на минимальном (для данной марки электрода) силе сварочного тока.
7.3.11.2 Заварка дефекта производится отдельными валиками длиной не более 50 мм, накладываемыми по всей площади дефекта «вразброс».
7.3.11.3 Заварка небольших раковин с объемом наплавленного металла до 2 см3 производится в один прием без перерыва, с немедленной проковкой наплавленного металла после заварки.
7.3.11.4 Наплавка валиков производится без поперечных колебаний (валики должны быть узкими и высокими) с минимальным проплавлением металла отливки.
7.3.11.5 Температура отливки в месте заварки не должна превышать 100 °С. Для предотвращения местного перегрева и трещин в основном и наплавленном слоях металла, в процессе заварки следует делать перерывы для охлаждения до температуры (60 - 80) °С.
7.3.11.6 Направление наложения каждого последующего слоя не должно совпадать с наплавлением предыдущего. Первый слой следует наплавлять электродами диаметром не более 4 мм.
7.3.11.7 Каждый наплавленный валик очищается от брызг шлака окалины.
7.3.11.8 Для увеличения прочности между основным и наплавленным металлом рекомендуется на дефектном месте в шахматном порядке ставить ввертыши, которые обвариваются в первую очередь.
7.3.11.9 Если место заварки необходимо впоследствии обрабатывать механическим способом, то границу соприкосновения между чугуном и наплавкой рекомендуется заваривать монель-металлом или медными электродами.
7.3.11.10 Если трещина разветвлена, то сначала завариваются более короткие ответвления, а затем основная трещина. Это правило соблюдается при прочих методах заварки.
7.3.11.11 Заварку стальными электродами без специальных покрытий применять для исправления дефектов размером не более (100×50) мм и глубиной до 6 мм на крупных деталях. Твердость переходной зоны и границы сплавления должны быть (440 - 500) НВ.
7.3.11.12 Режимы холодной электродуговой заварки стальными электродами приведены в таблице 24.
7.3.11.13 Возможные дефекты и причины их возникновения приведены в таблице 23.
Таблица 23 - Возможные дефекты и причины их возникновения
|
Причины возникновения дефекта |
|
|
Трещины в основном и наплавленном металле |
Несоблюдение режимов охлаждения |
|
Отслаивание наплавленного металла от основного |
Наплавка на большой площади выполнена не вразброс. Недостаточная разделка дефекта (заварка по не зачищенной поверхности) |
|
Чернота в слоях наплавленного металла, выявляемая после заточки наждаком |
Недостаточная зачистка валиков от шлака |
7.3.12 Заварка отливок из высокопрочного чугуна
7.3.12.1 Отливки из высокопрочного чугуна завариваются после термообработки (графитизирующего отжига) с общим предварительным до температуры (500 - 650) °С при скорости подогрева не более 200 °С/ч.
7.3.12.2 При возможности усадки наплавленного металла (например, отбитых частей) и заварке дефектов малого объема до (100 - 150) см3 на массивных деталях используют местный подогрев.
7.3.12.3 Получение наплавленного металла однородного по структуре и свойствам с основным металлом возможно при применении следующих способов: механизированная порошковой проволокой специального состава; полуавтоматическая проволокой (сплошной и порошковой) с присадкой керамического стержня; дуговая и газовая чугунными электродами специального состава.
7.3.12.4 При исправлении дефектов на поверхностях неподвижных соединений, если достаточным считается хорошая обрабатываемость, можно применять при условии предварительного подогрева газопорошковую наплавку, низкотемпературную пайку-сварку чугунными прутками и сплавом ЛОМНА.
7.3.12.5 В качестве способов заварки без предварительного подогрева может быть применена заварка электродами (проволоками) на медно-никелевой и никелевой основе, медно-стальной, железо-никелевой, а также стальными электродами с карбидообразующим покрытием.
Однако, их применение должно строго регламентироваться, исходя из требований к завариваемой поверхности и конструкции в целом.
7.3.12.6 Процесс заварки необходимо заканчивать при температуре не ниже 500 °С. В случае необходимости следует применять сопутствующий подогрев.
7.3.12.7 Непосредственно после заварки отливки необходимо подвергать термообработке (отжигу).
Режим отжига: температура нагрева (750 - 820) °С, при заварке проволокой ПП-АНЧ5 (800 - 900) °С время выдержки устанавливается отделом главного металлурга, охлаждение с печью до температуры (200 - 250) °С.
7.3.12.8 Заварку порошковой проволокой ПП-АНЧ5 осуществляют валиками или полужидкой ванной на постоянном токе обратной полярности.
При больших размерах дефектов заварку следует выполнять отдельными участками. Во время заварки температура детали должна поддерживаться на уровне 600 °С.
7.3.12.9 Заварку порошковой проволокой ПП-ВЧ1 выполнять преимущественно с образованием жидкой ванны большого объема на постоянном токе обратной полярности.
7.3.12.10 Полуавтоматическую заварку с присадкой керамического стержня СКВЧ-1 осуществляют валиками или полужидкой ванной.
При заплавлении дефектов больших объемов наплавку следует вести на ранее наплавленный металл, поддерживая полужидкое состояние прилегающих слоев наплавки.
7.3.12.11 Газовую заварку присадкой прутков марки ПСЧ-2 осуществляют с образованием жидкой ванны. Допустимо применение ацетилена, пропан-бутана, природного газа.
7.3.12.12 Применение газопорошковой заварки целесообразно для исправления дефектов небольших размеров на обработанных поверхностях деталей, к которым не предъявляются требования прочности. Техника заварки аналогична процессу для черного чугуна.
7.3.12.13 При заварке дефектов больших размеров необходим сопутствующий подогрев с тем, чтобы температура детали поддерживалась на уровне 600 °С.
7.3.13 Заварка отливок из ковкого чугуна
7.3.13.1 Дефекты в отливках из ковкого чугуна предпочтительнее исправлять в исходном состоянии (в виде белого чугуна) до отжига, т.к. структура чугуна после отжига предрасполагает к образованию пористости в металле шва.
7.3.13.2 Заварку ковкого чугуна в исходном состоянии можно осуществлять присадочными прутками из чугунных материалов: газовую - чугунными прутками, ручную дуговую - электродами на основе чугунных прутков, механизированную - порошковой проволокой и т.д.
Технология заварки аналогична процессу для высокопрочного чугуна.
7.3.13.3 Температура предварительного подогрева должна быть (250 - 400) °С.
7.3.13.4 После заварки отливка подается на отжиг (томление).
7.3.13.5 Дефекты, выявленные на стадии механической обработки или во время эксплуатации, исправляют без предварительного подогрева электродами на медно-никелевой, железо-никелевой, медно-стальной и никелевой основе.
7.3.13.6 Допустимо применение тех же сварочных материалов, что и для высокопрочного чугуна.
7.3.13.7 При ручной заварке дефектов стальными электродами или полуавтоматической стальной проволокой необходимо:
- в начале наплавки валика задержать электрод несколько дольше, чем обычно, для того, чтобы разогреть основной металл;
- при продвижении электрода вперед следует через (15 - 20) мм резким движением возвратить назад и снова пройтись по наплавленному участку валика.
Таблица 24 - Присадочные материалы и режимы заварки при исправлении дефектов литья
|
Сварочные материалы |
Режимы заварки, расход газа |
||
|
Марка |
Диаметр, мм |
||
|
Горячая газовая заварка чугунной присадкой |
Прутки марок «А» и «Б» ПЧ-1, ПЧ-2, ПЧ-3, ПВЧ-1, ПЧ-2Г, ГТЧС-2 Флюс ФСЧ-1 |
10,0 - 12,0 |
(100 - 120) дм3/ч ацетилена на 1 мм толщины металла |
|
Низкотемпературная пайка-сварка чугунной присадкой |
НЧ-1, НЧ-2, УНЧ-2 Флюс МАФ-2 |
6,0 - 8,0 |
(60 - 70) дм3/ч пропан бутана на 1 мм толщины металла |
|
Горячая ручная заварка чугунными электродами |
ЦЧ-5, ЭЧ-1, ЭЧ-2, ПЧ-2Э |
6,0 |
(250 - 350) А |
|
8,0 |
(350 - 450) А |
||
|
10,0 |
(450 - 550) А |
||
|
14,0 |
(1200 - 1300) А |
||
|
16,0 |
(1300 - 1400) А |
||
|
Горячая дуговая механизированная заварка порошковой проволокой |
ППЧ-2, ППЧ-3, ГШАНЧ-2, ППАНЧ-5 |
2,5 - 3,5 |
Одной проволокой |
|
(220 - 280) А; (30 - 32) В |
|||
|
(350 - 450) А; (32 - 34) В |
|||
|
(440 - 600) А; (34 - 36) В |
|||
|
(550 - 600) А; (36 - 38) В |
|||
|
Тремя проволоками |
|||
|
(1200 - 1300) А; (38 - 40) В |
|||
|
(1300 - 1400) А; (42 - 44) В |
|||
|
Горячая дуговая механизированная заварка проволокой с присадкой керамического стержня |
СКЧ-3, СКВЧ-1, ДСКЧ-2, Св-08, Св-08А, ППЧ-3М |
12,0 |
(230 - 240) А; (35 - 38) В |
|
(260 - 280) А; (36 - 40) В |
|||
|
(300 - 310) А; (38 - 43) В |
|||
|
14,0 |
(300 - 320) А; (35 - 40) В |
||
|
(330 - 350) А; (40 - 45) В |
|||
|
(360 - 380) А; (43 - 45) В |
|||
|
Холодная ручная заварка электродами на медно-никелевой основе |
МНЧ-2 |
3,0 |
(90 - 110) А |
|
4,0 |
(120 - 140) А |
||
|
5,0 |
(160 - 180) А |
||
|
6,0 |
(210 - 230) А |
||
|
Механизированная дуговая заварка тонкой проволокой на никелевой основе без подогрева |
ПАНЧ-11 |
1,2 |
(120 - 150) А |
|
Газопламенная низкотемпературная пайка-сварка латунными припоями |
ЛОМНА 49-0,65-10-4-0,4 ЛОК 59-1-0,3 |
(60 - 70) л/ч пропан бутана на 1 мм толщины изделия |
|
|
Газопорошковая заварка самофлюсующимися порошковыми сплавами |
НПЧ-1, НПЧ-2, НПЧ-3 |
Ацетилена (1150 - 1950) л/ч Кислорода (1050 - 1750) л/ч |
|
|
Холодная ручная дуговая заварка электродами на железно-никелевой основе |
ОЗЖН-1 |
2,5 |
(80 - 100) А |
|
3,0 |
(100 - 120) А |
||
|
4,0 |
(130 - 150) А |
||
|
5,0 |
(160 - 180) А |
||
|
Холодная ручная дуговая заварка электродами на основе малоуглеродистой стали со специальным покрытием |
ЦЧ-4 |
3,0 |
(65 - 80) А |
|
4,0 |
(90 - 120) А |
||
|
5,0 |
(130 - 150) А |
||
|
Холодная ручная дуговая заварка электродами на медно-стальной основе |
ОЗЧ-2, ОЗЧ-3, ОЗЧ-4 |
3,0 |
(80 - 110) А |
|
4,0 |
(110 - 140) А |
||
|
5,0 |
(140 - 190) А |
||
|
6,0 |
(220 - 250) А |
||
|
Холодная ручная дуговая заварка стальными электродами или полуавтоматическая стальной проволокой в среде углекислого газа |
УОНИ 13/45 Св-08, Св-08А |
3,0 |
(80 - 100) А |
|
4,0 |
(130 - 150) А |
||
|
5,0 |
(170 - 200) А |
||
|
6,0 |
(210 - 240) А |
||
|
1,2 |
(100 - 170) А |
||
7.4 Контроль качества заварки дефектов чугуна
7.4.1 Заваренные отливки должны предъявляться техническому контролю для проверки качества заварки, приемки и постановки клейма. Клеймо о приемке заваренных отливок должно наноситься рядом с клеймом сварщика.
7.4.2 При исправлении дефектов отливок заваркой следует контролировать:
- качество сварочных материалов;
- квалификацию сварщика;
- подготовку дефектных мест под заварку;
- температуру предварительного подогрева;
- выполнение технологического процесса заварки;
- качество заваренных отливок;
- режимы термической обработки отливок после заварки.
7.4.3 Отливки должны предъявляться для контроля качества и приемки после очистки заваренных участков от шлака, брызг, окалины, грата и других загрязнений, затрудняющих визуальный контроль.
7.4.4 Сварочные материалы, применяемые для заварки дефектов, должны соответствовать требованиям действующих стандартов и технических условий.
7.4.5 Температуру предварительного подогрева отливок перед заваркой следует контролировать с помощью термокарандашей, контактных термопар или другими способами, обеспечивающими надежный контроль.
7.4.6 Представитель службы контроля должен следить за соблюдением требований технологического процесса на всех стадиях исправления отливок.
7.4.7 Исправленные участки подлежат визуальному контролю. При этом не допускаются в местах заварки трещины, раковины, подрезы, наплывы, пористость и шлаковые включения.
Другие методы контроля должны быть указаны в чертеже на отливку.
7.4.8 Отливки, предназначенные для работы под давлением должны подвергаться гидравлическим испытаниям. Давление и время выдержки должны устанавливаться в соответствии с отраслевыми техническими условиями на чугунные отливки.
7.4.9 Все исправленные участки фиксируются в журнале заварки дефектов.
8 Заварка дефектов отливок из титановых сплавов
8.1 Общие указания по исправлению дефектов отливок
8.1.1 Исправлению заваркой подлежат наружные и внутренние дефекты, превышающие нормы, установленные в СТ ЦКБА 051, при условии обеспечения доступа для выполнения всех операций, связанных с исправлением и контролем дефектного участка.
8.1.2 Заваркой исправляются следующие дефекты литых деталей:
- газовые раковины;
- усадочные раковины и рыхлоты;
- засоры от форм;
- недоливы тела отливки;
- местные утонения тела отливки;
- трещины.
8.1.3 На все подлежащие исправлению отливки составляются технологические процессы (карты) с указанием характера дефекта, площади и глубины разделки под заварку или производится регистрация всех имеющихся дефектов в специальном журнале.
8.2 Требования к производственному помещению, предназначенному для подготовки и заварки титановых сплавов
8.2.1 Рекомендуется участок разделки дефектов литья располагать в помещении, изолированном от остальных производственных помещений. Участок разделки дефектов рекомендуется располагать рядом со сборочно-сварочным участком.
8.2.2 Участок разделки дефектов должен быть снабжен приточно-вытяжной, общей и местной вытяжной вентиляцией.
8.2.3 На участке разделки дефектов должно быть отдельное место или участок для проведения контроля качества выполнения разделки дефектного участка (полноты удаления слоя повышенной твердости, геометрии разделки и т.д.).
8.2.4 К производственным помещениям участков заварки дефектов предъявляются такие же технические требования, как и к производственным помещениям сборочно-сварочных участков (цехов).
8.2.5 Помещение участка должно быть теплым, сухим и чистым, температура воздуха должна быть не менее 5 °С.
8.2.6 Стены должны быть гладкими, выкрашенными масляной краской, позволяющей легко проводить уборку помещения.
8.2.7 Двери, окна должны закрываться. Двери дополнительно должны завешиваться шторами из плотной ткани, предохраняющими помещение от попадания пыли из других смежных помещений.
8.2.8 Пол должен быть гладким, без щелей, пазов, шероховатостей, т.е. покрыт полимерцементом, пластиком или другим гладким строительным материалом, что исключает задержку пыли и грязи и позволяет легко проводить уборку.
8.2.9 Сварочная кабина должна быть просторной и выкрашена в светлые тона специальными светопоглощающими красками.
8.2.10 Вентиляция общая, обменная, потоки воздуха у сварочных мест не более 0,3 м/с, сквозняки не допускаются. Работа вентиляционных установок и пневматического инструмента в цехе или на участке должна быть организована так, чтобы не нарушалась газовая защита при заварке.
8.2.11 Помещение участка должно быть хорошо освещенным (не менее 50 лк). Кроме общего освещения, должно быть предусмотрено специальное местное или переносное освещение, обеспечивающее возможность определения цвета побежалости на поверхности заваренного участка (с лицевой и обратной сторон), а также возможность осуществления контроля качества.
8.2.12 Столы, верстаки очищаются от загрязнения ежедневно до начала работ, сборочно-сварочные приспособления протираются ацетоном или другими растворителями; разрешаются водные смывки.
8.2.13 На участке заварки не допускается проводить работы, связанные с обильным выделением пыли и дыма (газовая резка, электродуговая сварка и т.д.).
8.2.14 Подготовка литой детали под заварку, за исключением обезжиривания, а также механическая зачистка мест исправления литья заваркой должны проводиться в специальном помещении, в котором заварка не проводится.
8.2.15 Спецодежда сварщиков должна быть всегда чистой. Запрещается проводить заварку в грязных перчатках и в грязной одежде.
8.2.16 При входе в помещение участка должны быть установлены щетки, маты или влажные тряпки для очистки обуви.
8.3 Требования к основному оборудованию и инструменту для заварки
8.3.1 При ручной аргонодуговой заварке неплавящимся электродом рабочее место сварщика должно быть оснащено:
а) источником питания постоянного тока с балластными реостатами допускается питание поста от общей сварочной сети постоянного тока; напряжение в сети не должно превышать 5 %, колебание силы сварочного тока при включении и выключении сварочных постов не должно превышать ±5 % от заданной величины;
б) необходимыми измерительными приборами (вольтметром, амперметром и др.) допускается контроль режимов производить переносными приборами. Правильность показаний измерительных приборов на сварочном посту проверяется в установленном на предприятии порядке;
в) сварочной горелкой, обеспечивающей работу на заданном режиме. Рекомендуется применять горелки типа ГРАД, АР, УРГ и др.;
г) баллонами с защитным газом, закрепленными в специальных стойках или системой централизованной разводки газа;
д) электромагнитным газовым клапаном типа КЭГК-I для дистанционного включения и выключения подачи защитного газа при сварке (при необходимости);
е) ротаметрами типа РС-3, РС-5 или др. расходомерами, обеспечивающими требуемый расход защитного газа;
ж) набором гибких шлангов для подачи защитных газов и воды в горелку и приставку. Шланги для подачи должны периодически промываться этиловым спиртом-ректификатом по ГОСТ 18300 до полного удаления загрязнения. Газозащитные приставки разрешается промывать ацетоном.
Расчетное количество спирта на периодическую промывку:
- шлангов - 12,5 г на 1 погонный м;
- газовых клапанов - 29 г на 1 шт.;
- расходомерных устройств - 58 г на 1 шт.;
- сварочных горелок - 15 г на 1 шт.;
- газозащитных приставок - 62 г на 1 шт.;
з) защитным шлемом-маской с набором защитных стекол;
и) металлическими щетками, диаметр проволоки не должен превышать 0,15 мм, в качестве материала для проволоки необходимо применять стальную углеродистую пружинную проволоку по ГОСТ 9389;
к) зубилами и молотком, пассатижами и кусачками, напильником и шабером.
8.3.2 Для других способов заварки следует применять сварочное оборудование, аппаратуру, приспособления и инструменты в соответствии с требованиями по комплектации сварочного поста.
8.4 Требования к квалификации сварщиков и специалистов
8.4.1 К сварочным работам по исправлению дефектов трубопроводной арматуры из титановых сплавов опасных производственных объектов, поднадзорных Ростехнадзору, могут быть допущены сварщики, аттестованные на I уровень профессиональной подготовки в соответствии с ПБ 03-273-99 и имеющие аттестационное удостоверение, в котором указывается, к каким видам работ допущен сварщик (способ сварки, наименование изделий, положение шва в пространстве).
Содержание и объем первичной, периодической, дополнительной и внеочередной аттестации регламентируется в РД 03-495-02.
8.4.2 К выполнению ручной аргонодуговой заварке литой арматуры из титановых сплавов, допускаются сварщики не ниже IV разряда. Сварщики должны пройти дополнительные теоретические и практические испытания по заварке литых деталей из титановых сплавов по программе, разработанной предприятием, о чем должна быть сделана соответствующая запись в дипломе.
Если сварщик аттестован по сварке и заварке дефектов титана, то не требуется дополнительная аттестация по заварке дефектов литья.
8.4.3 К руководству и техническому контролю за проведением сварочных работ должны быть допущены специалисты сварочного производства, аттестованные в соответствии с ПБ 03-273-99.
8.4.4 Если производится заварка дефектов литья трубопроводной арматуры, на которые не распространяются Правила, то аттестация сварщиков и персонала производится по НД предприятия-изготовителя в соответствии с установленным на предприятии порядком.
Сварщики подвергаются теоретическим и практическим испытаниям периодически, не реже одного раза в два года, независимо от стажа работы. Сварщики, работающие непрерывно не менее одного года по сварке (заварке) деталей из титановых сплавов (литья) и дающие продукцию высшего качества, по решению комиссии могут освобождаться от испытаний каждый раз на срок до одного года, но не менее, чем два раза подряд, о чем в удостоверении сварщика делается соответствующая запись.
8.4.5 К выполнению дефектоскопии сварных соединений (радиографический контроль, капиллярная дефектоскопия) допускаются операторы, ИТР, контрольные мастера и другие лица, производящие оценку качества сварных швов в установленном предприятием порядке.
8.5 Разделка дефектных участков и подготовка их под заварку
8.5.1 При исправлении дефектов литья из титана разделка участков для заварки должна производиться по всей длине дефекта и на всю глубину его залегания.
8.5.2 Дефекты, подлежащие исправлению заваркой, должны вырубаться или разделываться механическим способом (зубилом, корундовым кругом, борфрезой или с помощью высверливания, строжки или фрезерования). Чистота поверхности, при этом, должна быть не более 6,3 мкм по ГОСТ 2789. Прилегающие к участкам разделки поверхности должны быть зачищены с обеих сторон на ширину (20 - 30) мм. Контроль полноты удаления дефектов производится повторным рентгенографированием, если последний является контролем по качеству отливок.
8.5.3 После вырубки дефектного участка зубилом поверхности, подлежащие последующей заварке, должны быть зачищены корундовыми кругами зернистостью 16 по ГОСТ 3647, борфрезами или напильником до полного удаления забоин, заусенцев и грубых рисок.
8.5.4 При обработке наждачным кругом сила прижатия круга к поверхности детали должна выбираться такой, чтобы на зачищенных участках исключить появление цвета побежалости. При появлении на зачищенных участках цветов побежалости эти участки должны быть зачищены до удаления цветов побежалости.
8.5.5 Поверхностный слой отливки, прилегающий к разделанному участку, должен быть удален в соответствии с рисунком 6.
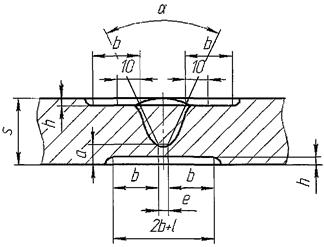
Рисунок 6 - Несквозная разделка литейного дефекта под заварку
Поверхностный слой необходимо также удалять в тех случаях, когда производится наплавка для исправления местного утонения стенки.
В том случае, если размер «α» менее 10 мм, производится зачистка с тыльной стороны на глубину «h» в соответствии с рисунком 6. Если размер «а» или толщина стенки при выплавке более 10 мм, зачистка может не производиться.
При недоступности обратной стороны разделки для проверки полноты удаления поверхностного слоя технология ремонта данного дефекта решается в зависимости от ответственности отливки. На сварные узлы делаются специальные эскизы.
8.5.6 Глубина снятия поверхностного слоя отливки «h» (рисунок 6) устанавливается в зависимости от толщины стенки отливки в данном сечении в соответствии с ОСТ 5.9071 (таблица 8). Величина «b» выбирается в зависимости от толщины стенки отливки:
- при S до 12 мм «b» не менее 20 мм;
- при S от 13 мм до 25 мм «b» не менее 30 мм;
- при S от 26 мм и выше «b» не менее 40 мм.
Переход прямолинейного участка с удаленным поверхностным слоем к поверхности отливки с не удаленным слоем должен быть плавным, с постепенным сведением на нет местного обнижения (утонения) зачисткой наждачным камнем. Толщину стенки в термических узлах (местах перехода радиусов, галтелей) считать по перпендикуляру к поверхности сечения с учетом литейных припусков.
8.5.7 Измерение всех геометрических размеров разделки производится визуально и с помощью универсальных мерительных инструментов. Подготовка разделанного дефекта должна обеспечивать свободный доступ для качественного выполнения заварки.
8.5.8 При заварке сквозных отверстий или приварке заглушек необходимо производить зачистку литой поверхности отливки с обратной стороны (рисунок 7).

Рисунок 7 - Сквозная разделка дефекта под заварку
8.5.9 Если перемычки между соседними разделанными дефектами остаются 7 мм и менее, то разделку необходимо производить как одного дефекта.
8.5.10 Контроль полноты удаления дефектов устанавливается технологическим процессом (картами) и др. НД в установленном на предприятии порядке (визуальный контроль, капиллярная дефектоскопия, радиографический контроль).
8.6 Подготовка деталей под заварку
8.6.1 Все детали перед сборкой под заварку должны быть обезжирены в местах разделки кромок и по внешней и внутренней поверхности на ширину не менее 20 мм от границ разделки дефекта (дефектного участка).
Для обезжиривания подготовленной поверхности под заварку и прилегающих поверхностей деталей рекомендуются водные обезжиривающие растворы (водные смывки), составы которых приведены в таблице 25.
Зачистку с последующим обезжириванием ацетоном по ГОСТ 2603 или спиртом по ГОСТ 18300 или водными обезжиривающими растворами необходимо проводить до полного удаления грязи, масла и т.д.
Полноту обезжиривания кромок и прилегающих поверхностей необходимо проверять путем протирки их сухой чистой бязевой салфеткой.
8.6.2 Обезжиренные участки, подготовленные под заварку, нельзя трогать незащищенными руками.
Таблица 25 - Водные обезжиривающие растворы
|
Наименование компонентов раствора |
Массовая концентрация компонентов, г/л |
|
|
1 |
Синтанол по ТУ 6.14-577-88, синтамид-5 по ТУ 2483-064-02807977-2003 |
5 - 10 |
|
Тринатрийфосфат по ГОСТ 201 |
30 - 35 |
|
|
Вода питьевая ГОСТ Р 51232 |
Остальное |
|
|
2 |
Тринатрийфосфат по ГОСТ 201 |
10 - 20 |
|
Сода кальцинированная по ГОСТ 5100 |
10 - 20 |
|
|
Натр едкий по ГОСТ 2263 |
20 - 40 |
|
|
Вода питьевая ГОСТ Р 51232 |
Остальное |
|
|
3 |
Синтанол ДС-10 по ТУ 6.14-577 |
10 - 15 |
|
Вода питьевая Вода питьевая ГОСТ Р 51232 |
Остальное |
|
|
4 |
Синтамид-5 по ТУ 2483-064-02807977 |
10 - 15 |
|
Смывка ОП-7 по ГОСТ 8433 |
5 - 10 |
|
|
Вода питьевая ГОСТ Р 51232 |
Остальное |
|
|
Примечание - Разрешается использовать для обезжиривания составы других водных смывок. |
||
8.7 Сварочные материалы
8.7.1 Сварочные материалы для заварки отливок из титана марок ТЛ3 и ТЛ5 приведены в таблице 26.
Таблица 26 - Сварочные материалы для заварки титана и его сплавов
|
Сварочный материал (присадочные прутки, проволока) |
||
|
Марка |
Обозначение документа на поставку или изготовление |
|
|
Отливки, работающие при температуре выше 100 °С |
2В ПТ-7М ПТ-7Мсв |
|
|
Отливки с дефектными участками глубиной 1/2 и более толщины стенки отливка и при недопустимости выполнения усиления |
||
|
Во всех остальных случаях |
BT1-00св |
|
8.7.2 Для повышения пластических свойств металла при заварке сварочная проволока перед применением должна подвергаться дегазации (вакуумный отжиг), если эта операция не была выполнена на предприятии-изготовителе проволоки.
Режим вакуумного отжига: нагрев при температуре от 750 °С до 800 °С, выдержка 2 ч, охлаждение в вакууме до температуры 200 °С. Вакуум должен составлять от 1 ∙ 10-3 мм рт. ст. до 1 ∙ 10-4 мм рт. ст.
8.7.3 Все применяемые сварочные материалы должны иметь сертификаты и удовлетворять требованиям стандартов или технических условий на их поставку.
8.7.4 Подготовка сварочной проволоки включает выполнение следующих операций:
- правку и рубку проволоки на присадочные прутки, предназначенные для ручной заварки;
- очистку (обезжиривание) поверхности проволоки (прутков);
- травление и вакуумный отжиг проволоки и прутков (при необходимости).
8.7.5 Рубка проволоки может производиться на правильно-отрезных станках любого типа. В процессе подготовки проволоки и присадочных прутков ко всем пачкам должны быть прикреплены бирки с указанием марки материала, номера плавки, диаметра и отметки ОТК приемки.
8.7.6 Очистка (обезжиривание) прутков, проволоки производится ацетоном с последующей протиркой спиртом по ГОСТ 18300.
Для обезжиривания поверхности проволоки (присадочных прутков) рекомендуются водные обезжиривающие растворы (водные смывки), составы которых приведены в таблице 24.
Очистку поверхности проволоки (прутков) проводить путем промывки в течение (20 - 30) мин в обезжиривающем растворе, нагретом до температуры (70 - 80) °С.
При промывке необходимо проволоку (прутки) погрузить в ванну с обезжиривающим раствором. Ванны для промывки следует изготовлять из коррозионностойких материалов.
После обезжиривания присадочный материал тщательно промывают в горячей, а затем в холодной проточной питьевой воде.
Контроль чистоты проводится путем протирки присадочных материалов сухой чистой салфеткой из хлопчатобумажной ткани типа «бязь». При обнаружении на салфетке следов грязи ж жира присадочные материалы должны быть вторично промыты. Наличие металлического натира на салфетке не является браковочным признаком и поверхность присадочных материалов следует считать чистой.
Запрещается брать голыми руками очищенные (обезжиренные) сварочные материалы.
8.7.7 Хранить упакованные и принятые ОТК присадочные прутки необходимо в чистых, сухих и отапливаемых помещениях, имеющих температуру воздуха не ниже 25 °С и относительную влажность не более 60 %. Если это требование не обеспечивается, то кладовая должна быть оборудована сушильными шкафами для просушки присадочного металла. Температура просушки (200 ± 15) °С, выдержка - 30 минут.
8.7.8 Пеналы или контейнеры с проволокой рекомендуется хранить на стеллажах, уложенными не более чем в 2 ряда.
В кладовых хранения сварочных материалов необходимо вести регистрацию их поступления и выдачи в специальном журнале.
8.7.9 Присадочный металл должен поступать на сварочный участок в упакованном виде.
8.7.10 В качестве защитного газа следует применять чистый аргон (первого и высшего сорта) по ГОСТ 10157 для защиты лицевой и обратной сторон шва.
Для защиты обратной стороны шва рекомендуется применять гелий по ТУ 51-940-80, удельный вес которого меньше удельного веса воздуха.
8.7.11 Входной контроль аргона предусматривает: проверку наличия и соответствия сертификатным данным маркировки на баллонах и контрольную проверку качества аргона.
Проверка качества газовой защиты включает в себя пробу на «пятно» и «наплавку валика».
Пробы на «пятно» и «наплавкой валика» должны выполняться при проверке обеспечения качественной газовой защиты новых горелок и горелок, поступивших из ремонта, перед запуском их в производство, а также непосредственно перед началом заварки и после смены цанг и электродов.
При работе горелками типа ГСН с приставками газовая защита, обеспечиваемая этими горелками, должна проверяться последовательно пробами на «пятно» и «наплавкой валика».
В случаях, когда заварка выполняется горелками типа ГСН без приставок, проверку газовой защиты горелок следует делать только пробой на «пятно».
Перед началом заварки, после смены цанг или разборки горелки необходимо произвести проверку качества газовой защиты металла, обеспечиваемой сварочной горелкой.
Горелки, работающие без газозащитных приставок, проверяются пробой «на пятно».
Качество газовой защиты горелок, работающих с газозащитными приставками, проверяются пробой «на пятно» и пробой «наплавка валика».
Проверка горелок пробой «на пятно» производится во всех случаях при снятых фартуках и газозащитных приставках. Фартуками условно названы подвижные защитные приспособления, перемещающиеся в процессе заварки вместе с горелкой и не имеющие специального подвода защитного газа.
Чтобы не нарушалось нормальное распределение газа между соплом и газозащитной приставкой, снятая с горелки приставка не должна отключаться от системы питания газом.
Снятая газозащитная приставка должна располагаться вблизи горелки так, чтобы выходящий из нее защитный газ был направлен в сторону от сопла горелки.
При проверке «на пятно» горелка располагается таким образом, чтобы вольфрамовый электрод находился примерно в перпендикулярном положении относительно поверхности технологической планки (на расстоянии не менее диаметра сопла от любой кромки технологической планки).
Дуга зажигается и держится в намеченной точке до тех пор, пока сварочная ванна не достигает, примерно, диаметра (15 ± 2) мм при выполнении пробы на токе до 150 А и диаметра (20 ± 2) мм - при выполнении на токе свыше 150 А.
Затем дуга гасится, и сварочная ванна охлаждается под защитой газа в течение не менее 15 секунд.
После охлаждения сварочной ванны проводится осмотр «пятна» с целью выявления наличия цветов побежалости.
Горелка считается годной, если поверхность «пятна» при осмотре имеет серебристый цвет.
Если «пятно» будет иметь хотя бы слабые цвета побежалости (включая золотистый цвет), то горелка считается негодной для работы и подлежит ремонту.
Проверка горелок пробой «наплавка валика» проводится после проверки «на пятно» и только в том случае, если проверка горелки «на пятно» показала удовлетворительные результаты.
При выполнении пробы «наплавка валика» газозащитную приставку необходимо закрепить на горелке в рабочем положении.
Валик наплавляется вдоль планки, при этом расстояние от любой кромки до валика должно быть не менее диаметра сопла горелки.
Длина наплавленного валика должна быть не менее трех длин газозащитной приставки.
Горелка считается годной, если поверхность валика имеет серебристый или слегка золотистый цвет.
Проверка горелок пробой «на пятно» и пробой «наплавка валика» проводится на технологических планках, изготовленных из сплавов.
Чистота поверхности планок должна соответствовать требованиям, предъявляемым настоящим стандартом к деталям, подготовленным под заварку.
Рекомендуемые размеры планок и режимы заварки в зависимости от диаметра вольфрамового электрода приведены в таблице 26.
Проверка новых горелок и горелок, поступающих из ремонта, должна проводиться на максимально допустимом для проверяемой горелки режиме заварки согласно таблице 27.
При ежедневной проверке горелок перед началом работы и после замены цанги или вольфрамового электрода режим заварки принимается в соответствии с технологическим процессом на заварку для выполняемого узла.
Размеры технологических планок принимаются в зависимости от диаметра вольфрамового электрода в соответствии с таблицей 3.
Горелка допускается в работу после приемки ОТК качества защиты.
Таблица 27 - Выбор размеров технологических планок в зависимости от диаметра электрода
|
Сила сварочного тока, А |
Расход аргона, л/мин |
Размеры технологических планок, мм, не менее |
|||
|
Для пробы «на пятно» |
Для пробы «наплавка валика» |
Для горелок, имеющих газозащитную приставку, л/мин |
Для пробы «на пятно» |
Для пробы «наплавка валика» |
|
|
2 |
150 ± 10 |
- |
От 20 до 26 |
6×50×50 |
- |
|
3 |
250 ± 10 |
250 ± 10 |
8×50×50 |
8×50×200 |
|
|
4 |
350 ± 10 |
350 ± 10 |
8×50×50 |
8×50×200 |
|
|
5 |
400 ± 10 |
400 ± 10 |
10×50×50 |
10×50×200 |
|
|
6 |
450 ± 10 |
450 ± 10 |
15×50×50 |
15×50×200 |
|
8.7.12 В качестве неплавящегося электрода необходимо применять вольфрамовые прутки по ТУ 48-19-27-88. Допускается применять другие, выпускаемые промышленностью, вольфрамовые прутки (см. 5.1).
8.8 Заварка дефектов
8.8.1 Для заварки дефектов отливок применяется способ ручной аргонодуговой заварки неплавящимся электродом (АРДС). Рекомендуется руководствоваться требованиями СТ ЦКБА 045.
Допускается применение механизированных способов заварки, например, полуавтоматической и ручной заварки с механизированной подачей присадочного материала заварки.
8.8.2 Подготовленные участки для заварки необходимо обезжирить ацетоном или спиртом. Для этого необходимо их тщательно промыть или протереть с помощью бязевых тампонов, смоченных в растворителе, а затем насухо протереть бязевыми чистыми салфетками.
8.8.3 Непосредственно перед заваркой дефектов сварщик обязан проверить чистоту участка, подлежащего заварке, белой чистой салфеткой. В случае обнаружения загрязнений необходимо зачистить детали металлической щеткой и промыть растворителем.
8.8.4 Чистота защитного газа и работа горелки проверяются перед заваркой пробой на «пятно» на технологической планке. Газозащитные приставки и приспособления проверяются пробой «наплавка валиков». Поверхность «пятна» должна иметь серебристый цвет и на вольфраме не должно быть цветов побежалости.
8.8.5 Прекращение подачи аргона через горелку и отвод ее от отливки производится только после выключения сварочного тока и после остывания сварочной ванны до температуры, при которой заплавленный кратер будет иметь серебристую поверхность.
8.8.6 Не разрешается защищать кратер потоком газа, выходящего из приставки.
8.8.7 Запрещается производить заварку окисленных поверхностей.
8.8.8 Технологическое оборудование, оснастка, приспособление и инструмент на участке заварки дефектов должны отвечать тем же требованиям, что и на сборочно-сварочном участке (цехе).
8.8.9 Режимы заварки выбираются в зависимости от толщины разделанного участка и указаны в таблице 28.
Таблица 28 - Режимы заварки
|
Диаметр присадочной проволоки, мм |
Сила тока, А |
||
|
Нижнее и потолочное положение шва |
Вертикальное и горизонтальное положение шва |
||
|
Сквозной дефект |
1,2 - 3,0 |
60 - 120 |
45 - 100 |
|
3,0 |
|||
|
До 3 вкл. |
2,0 |
100 - 130 |
90 - 120 |
|
Св. 3 до 5 вкл. |
2,0 |
120 - 150 |
100 - 130 |
|
3,0 |
150 - 160 |
140 - 160 |
|
|
Св. 6 до 10 вкл. |
2,0 |
160 - 200 |
100 - 130 |
|
3,0 |
200 - 230 |
150 - 200 |
|
|
4,0 |
240 - 270 |
240 - 250 |
|
|
Св. 10 до 17 вкл. |
3,0 |
200 - 250 |
180 - 230 |
|
4,0 |
250 - 300 |
240 - 280 |
|
|
5,0 |
280 - 310 |
270 - 290 |
|
|
Св. 17 до 25 вкл. |
3,0 |
220 - 250 |
180 - 230 |
|
4,0 |
260 - 340 |
240 - 310 |
|
|
5,0 |
290 - 400 |
270 - 340 |
|
|
Св. 25 |
3,0 |
220 - 280 |
180 - 230 |
|
4,0 |
270 - 350 |
260 - 330 |
|
|
5,0 |
300 - 420 |
280 - 360 |
|
8.8.10 При исправлении дефектных участков проволоки марки ВТ1-00С высота усиления должна быть не менее 0,1 глубины разделанного дефектного участка.
При заварке проволокой марки Сп7 и Сп2В заварка может быть выполнена без усиления (заподлицо), если это требуется КД.
При выполнении усиления необходимо обеспечить плавное сопряжение крайних валиков с поверхностью отливки, при этом усиление не должно перекрывать более (2 - 3) мм оплавленную «холостым проходом» поверхность отливки.
8.8.11 в случае заварки несквозных дефектов при остающейся под разделкой толщины отливки менее 10 мм необходимо принимать меры для защиты обратной стороны титана от окисления. Защита может осуществляться местным поддувом инертного газа.
8.9 Термическая обработка
8.9.1 Все отливки после исправления дефектов заваркой должны термообрабатываться не позднее, чем через 10 суток после окончания заварки дефектов при температуре (675 ± 15) °С.
Загрузка литых деталей производится в холодную печь.
Допускается загружать в печь, нагретую до температуры не выше 350 °С.
8.9.2 При термообработке:
а) в среде инертных газов охлаждение проводить до 300 °С с печью, далее на спокойном воздухе;
б) без инертной среды - охлаждение на спокойном воздухе.
8.9.3 Длительность выдержки при термической обработке зависит от толщины основного материала литой детали и составляет примерно от 1,5 мин до 2 мин на 1 мм наибольшей толщины стенки изделия, но не менее часа.
8.9.4 Перед отправкой деталей на термическую обработку их следует очистить от грязи, масляных пятен (с обезжириванием этих мест), влаги, а также остатков мела и других следов от проведения капиллярной дефектоскопии.
Контроль качества обезжиривания производится визуально.
Поверхности конструкций, подлежащие механической обработке, допускается не обезжиривать.
8.9.5 Термическую обработку деталей следует производить в электрических печах, оборудованных приборами для регистрации и регулирования температуры печи. При невозможности производить термическую обработку в электрических печах разрешается использовать газовые печи, оборудованные самопишущими приборами для регистрации и контроля температуры. При термической обработке в газовой печи атмосфера печи должна быть слабо окисленной (коэффициент избытка воздуха 1,1 - 1,3).
8.9.6 Печное оборудование должно обеспечивать возможность строгого соблюдения заданных тепловых режимов по перепаду температурного поля, скорости нагрева и охлаждения, температуре выдержки.
8.9.7 В рабочем пространстве печи перепад температуры не должен превышать ±15 °С.
8.9.8 Размеры рабочего пространства печи должны обеспечивать свободное размещение в нем нагреваемых изделий, свободный доступ горячего воздуха ко всем частям нагреваемых изделий.
8.9.9 Контроль качества поверхности литых деталей после выполнения термической обработки следует производить путем визуального осмотра поверхности. На термически обработанных деталях допускаются цвета побежалости, пятна и потеки, а в местах подвергнутых контролю методом капиллярной дефектоскопии (если она производилась до термообработки), - отслаивающиеся пленки, которые при соблюдении температурно-временных условий термической обработки браковочным признаком не являются.
При наличии специальных требований по чистоте указанные выше дефекты необходимо подвергнуть механической зачистке (наждачной шкуркой, кругом) до чистого металла.
8.9.10 Термическая обработка литых исправленных деталей должна производиться термистами, прошедшими специальное обучение - по термической обработке и имеющими соответствующий документ о допуске к работам с титановыми сплавами.
8.10 Маркировка
После исправления отливки сварщик, производивший заварку, должен поставить личное клеймо. Место клеймения, а также возможность применения других методов учета заварки производится в установленном порядке предприятием-изготовителем литья.
Глубина клеймения не более 0,3 мм по ГОСТ 2.314 и размеры клейм устанавливаются в производственно-технологической документации (технологические карты, инструкции) на основании требований конструкторской, технологической документации.
В случае снятия клейм (маркировки) при предыдущей механической обработке они должны быть восстановлены в тех же местах. Клеймение продольных и кольцевых швов с толщиной стенки менее 4 мм допускается производить электрографом или несмываемой краской.
В случае, когда клеймение невозможно выполнить или сохранить в процессе эксплуатации, в паспорте изделия должны быть указаны места заварки, выполненные без маркировки, и указаны на них клейма сварщика (сварщиков), выполнявших заварку.
8.11 Контроль качества участков после удаления дефектов
8.11.1 Качество подготовки дефектного участка под заварку должно быть проверено лицом, ответственным за проведение заварки и принято ОТК.
8.11.2 Контроль качества подготовки любого участка под заварку после удаления дефекта производится следующими методами:
- визуально-измерительным, с целью установления соответствия формы и чистоты обработки подготовленных к заварке исправляемых участков;
- оплавлением «холостыми проходами» на токе (80 - 100) А мест, прилегающих к разделанному под заварку участку, на расстоянии 10 мм от края разделки.
При толщинах отливки до 20 мм контроль качества подготовки производится согласно ОСТ 5.9071 (п. 3.3.9).
8.11.3 На участках, забракованных по трещинам, после их выборки необходимо произвести оплавление всей площади мест выборки «холостыми проходами» на токе (80 - 100) А с последующим контролем цветным или люминесцентным методом.
Если при контроле методами, указанными выше, не будет обнаружено трещин, удаление дефектного участка считается законченным. Если трещины при контроле будут обнаружены, то следует произвести повторную вырубку, зачистку и проверку полноту удаления поверхностного слоя.
8.11.4 После проведения оплавления «холостыми валиками» с последующим контролем цветным или люминесцентным методами необходимо тщательно зачистить места, подлежащие заварке, стальной щеткой, обезжирить ацетоном, водной смывкой или спиртом-ректификатом по ГОСТ 18300 и просушить. Контроль чистоты поверхности производится белой салфеткой.
8.12 Контроль качества заварки
8.12.1 Лицо, ответственное за проведение заварки дефектов, и ОТК должны производить контроль за соблюдением правильности применения присадочных материалов, за качеством газовой защиты, за соблюдением режимов заварки.
8.12.2 Качество исправления дефектов проверяется:
- визуальным контролем;
- методом капиллярной дефектоскопии по ОСТ 5Р.9537 наплавленного металла, зачищенного основного металла плюс 10 мм незачищенного металла в районе наплавки не позднее, чем через 10 дней после заварки и повторно, после термообработки, перед окончательной пескоструйной обработкой и сдачей литья для отправки заказчику (в том случае, если не производится контроль цветным методом всей поверхности отливки);
- радиографическим контролем;
- замером твердости мест заварки согласно дополнительным требованиям КД на отливку или техпроцесса.
8.12.3 Радиографическому контролю должны подвергаться все исправленные участки отливок согласно ГОСТ 7512.
8.12.4 Оценку результатов исправленных участков следует производить по нормам, указанным в СТ ЦКБА 051.
8.12.5 Если при контроле качества исправленного участка в нем вновь будут обнаружены дефекты, превышающие допустимые, то производится повторное исправление дефектного участка. Если после повторного исправления на участке будут обнаружены дефекты, вопрос о дальнейшем исправлении данного участка решается главным сварщиком или лицом, ответственным за исправление дефектов.
9 Требования безопасности
9.1 Основные требования по охране и безопасности труда на предприятиях, занятых проведением сборочно-сварочных работ, должны соответствовать нормам и правилам установленным в ПОТ Р О 14000-001-98.
9.2 Условия труда работников на участках сварки и наплавки должны соответствовать санитарным нормам, установленным в «Санитарных правилах при сварке, наплавке и резке металлов» и утвержденных Министерством здравоохранения СССР от 04 апреля 1973, № 1009.
9.3 При выполнении сварочных работ необходимо соблюдать ППБ 01-03, ПОТ Р М-016-2001, РД 153-34.0150-00, Технический регламент «О требованиях пожарной безопасности».
9.4 При проведении подогрева и термической обработке должны соблюдаться требования ПОТ Р М-005-97.
9.5 При выполнении всех сварочных работ должны соблюдаться требования по ограничению вибрации рабочих мест и требования по предельно допустимым уровням звукового давления на постоянных рабочих местах и рабочих зонах в сборочно-сварочных цехах. Требования и нормы этих и других допустимых опасных и вредных производственных факторов для электродуговых и газовых способов сварки, наплавки и резки металлов регламентируются ПОТ Р М-020-2001.
9.6 На рабочих местах должны быть специальные инструкции по технике безопасности при выполнении соответствующих производственных операций (сварки, сборки, термической обработке и др.).
9.7 Допуск к работе вновь поступивших рабочих разрешается только после проведения инструктажа и проверки знаний требований безопасности. Результаты проверки должны фиксироваться в специальном журнале.
9.8 Не реже одного раза в три месяца администрация предприятия-изготовителя обязана проводить повторный инструктаж рабочих по правилам безопасности. Внеочередной инструктаж проводится при возникновении сомнений в безопасности применяемых сварщиком приемов работы, а также после несчастного случая, произошедшего на данном участке.
9.9 При выполнении сварочных работ необходимо применять общую приточно-вытяжную или местную вентиляцию, а также должны быть приняты меры, предохраняющие работающего от ожогов.
9.10 При сварке в защитных газах в закрытом помещении забор отсасываемого воздуха должен производиться из нижних слоев дополнительно к вентиляции, проводимой в зоне нахождения сварщика.
9.11 Производство сварочных работ с применением обезжиривающих жидкостей следует производить по специальному разрешению представителя пожарной службы и лица, отвечающего за работу на данном участке.
9.12 При сварочных работах, выполняемых материалами с повышенным содержанием марганца (проволока Св-08Х20Н9Г7Т, Св-08Х2Ш10Г6 и др.), необходимо предусмотреть дополнительную вентиляцию, отсос и получить специальное разрешение на выполнение сварочных работ в установленном порядке.
9.13 Администрация предприятия-изготовителя должна обеспечивать повседневный контроль за соблюдением требований безопасности проведения работ и периодически проверять знания рабочих по правилам безопасности. Результаты проверки должны фиксироваться записью в специальном журнале.
Приложение А
(рекомендуемое)
Особенности заварки чугунных отливок
Особую трудность при заварке дефектов литых деталей из чугуна представляет серый чугун.
Структура серого чугуна, а, следовательно, и его обрабатываемость определяется степенью графитизации, последняя зависит от скорости охлаждения при его затвердевании.
Наиболее благоприятные условия для графитизации создаются при медленном охлаждении чугуна, имеющего нормальную концентрацию элементов способствующих выделению свободного углерода (графита). К таким элементам относятся: углерод, кремний, алюминий и никель, а такие элементы как хром, марганец и сера задерживают графитизацию.
По своей структуре, определяемой степенью и характером графитизации, серые чугуны могут быть разбиты на три основные группы:
- перлитный чугун;
- перлито-ферритный чугун;
- ферритный чугун.
Наиболее распространенным при отливке ответственных деталей является перлитный чугун, обладающий однородной структурой с мелкими равномерными включениями графита.
Чугун, обладающий перлитной структурой, хорошо сваривается многими способами сварки.
Чугуны ферритной группы, как правило, применяются для изготовления крупных толстостенных отливок. Чугун этой группы при крупных включениях графита обладает пониженной свариваемостью.
Характер и величина порока определяют количество наплавленного металла необходимого для заварки дефектного места.
Большое количество наплавленного металла в ограниченном участке детали вызывает местный концентрированный нагрев при сварке. Такой местный нагрев и неравномерное охлаждение при усадке наплавленного металла вызывает возникновение больших внутренних напряжений, которые благодаря хрупкой природе чугуна не могут рассредоточиться.
Местная концентрация внутренних напряжений при холодной сварке вызывает местное разрушение детали (трещины или отслаивание наплавленного металла).
Поэтому, в большинстве случаев, для предупреждения возникновения внутренних напряжений и образования трещин приходится прибегать к местному или общему нагреву отливки.
Температура подогрева колеблется в пределах (400 - 700) °С и определяется характером и расположением порока, конфигурацией отливки, толщиной стенок и др. Подогрева выше 700 °С, независимо от применяемого способа сварки, надо избегать, так как в противном случае такой высокий нагрев приведет к снижению механических свойств чугуна.
Степень ответственности детали и ее конфигурация, а так же в какой стадии технологического цикла обнаружен порок, являются основными факторами, влияющими на выбор способа заварки. При обнаружении порока в отливке до ее обработки значительно легче решить вопрос о выборе способа заварки, т.к. при этом почти всегда могут быть применены горячие способы, гарантирующие высокое качество сварочной работы при заварке любого порока.
Большие трудности, связанные с необходимостью всестороннего учета технологии заварки, встречаются при обнаружении порока на последней стадии механической обработки отливки или еще сложнее, когда порок выявляется при испытании уже готовой детали. В последнем случае, как правило, горячие способы заварки применены быть не могут, так как нагрев уже готовой детали вызовет в результате коробления потерю ее размеров. Непродуманное применение холодных способов заварки, в силу указанных выше причин, могут привести к образованию трещин как в наплавленном, так и в основном металле.
Приложение Б
(рекомендуемое)
Форма журнала регистрации литых деталей, прошедших исправление заваркой
|
Дата |
Номер заказа |
Номер чертежа |
Наименование изделия |
Марка материала отливки |
Номер плавки и данные контрольного химического анализа |
Номер технологической инструкции предприятия или специального технологического процесса, по которым производится исправление, способы подготовки и заварки дефектных мест и режимы термической обработки |
Фамилия лица, отвечающего за исправление отливки |
Фамилия и подпись контрольного мастера, производившего приемку подготовки всех дефектных мест отливки к заварке |
Фамилия, имя отчество, номер клейма и номер диплома сварщика, производившего заварку отливки |
Фамилия и подпись контрольного мастера, производившего приемку всех заваренных дефектных мест отливки |
Приложение В
(рекомендуемое)
Карта технологического процесса на исправление литейных дефектов в цехе
|
Дата |
Номер заказа |
Номер чертежа |
Наименование изделия |
Марка материала отливки |
Номер плавки и данные контрольного химического анализа |
Номер технологической инструкции предприятия или специального технологического процесса, по которым производятся исправления |
Способ подготовки дефектного места и способ заварки |
Режимы и последовательность заварки |
Режимы термической обработки |
Фамилия, имя отчество, номер клейма и номер диплома сварщика, производившего заварку отливки |
Способ и результаты контроля |
Эскиз дефектной отливки с указанием места расположения и описание характера дефектов и эскиз подготовки дефектного участка к заварке |
Приложение Г
(обязательное)
Классы оценки дефектов заваренных участков литья при радиографическом контроле
- диаметр - для сферических пор и включений;
- длина и ширина - для удлиненных пор и включений.
Г.2 За размер скопления пор, шлаковых или вольфрамовых включений принимается его длина, измеренная по наиболее удаленным друг от друга краям изображений пор или включений в скоплении.
Г.3 Скоплением называется при или более расположенных беспорядочно пор, шлаковых или вольфрамовых включений с расстоянием между любыми двумя близлежащими краями изображений пор или включений более одной, но не более трех их максимальных ширин или диаметров.
Г.4 За размеры окисных включений, непроваров и трещин принимается их длина.
Г.5 Поры или включения с расстоянием между ними не более их максимальной ширины или диаметра, независимо от их числа и взаимного расположения, рассматриваются как одна пора или одно включение, размеры которых определяются в соответствии с Г.1.
Г.6 Максимальные допустимые длина, ширина и суммарная длина пор, шлаковых, вольфрамовых и окисных включений для любого участка радиограммы длиной 100 мм для классов 1 - 7 приведены в таблице Г.1.
Г.7 При длине радиограмм менее 100 мм приведенная в таблице Г.1 максимальная допустимая суммарная длина пор и включений (для любого участка радиограмм длиной 100 мм) уменьшается пропорционально длине радиограмм, но не должна быть менее соответствующей максимальной допустимой длины отдельных пор и включений.
Г.8 При наличии смежных радиограмм с длиной менее 100 мм каждая, а также в случаях, когда наибольшее число пор и включений выявлено на смежных краях двух радиограмм (при любой длине этих радиограмм), при определении максимальной суммарной длины пор и включений эти радиограммы должны рассматриваться как одна радиограмма.
Г.9 Чувствительность контроля - по ГОСТ 7512.
Таблица Г.1 - Классы оценки дефектов заваренных участков литья при радиографическом контроле
|
Поры или включения |
Суммарная длина, мм |
|||
|
Ширина (диаметр), мм |
Длина, мм |
|||
|
Класс 2 (PN > 6,3 МПа) |
||||
|
До 3 |
0,3 |
0,6 |
3,0 |
|
|
От 3 до 5 |
0,4 |
0,8 |
4,0 |
|
|
От 5 до 8 |
0,5 |
1,0 |
5,0 |
|
|
От 8 до 11 |
0,6 |
1,2 |
6,0 |
|
|
От 11 до 14 |
0,8 |
1,5 |
8,0 |
|
|
От 14 до 20 |
1,0 |
2,0 |
10,0 |
|
|
От 20 до 26 |
1,2 |
2,5 |
12,0 |
|
|
От 26 до 34 |
1,5 |
3,0 |
15,0 |
|
|
От 34 до 45 |
2,0 |
4,0 |
20,0 |
|
|
От 45 до 67 |
2,5 |
5,0 |
25,0 |
|
|
От 67 до 90 |
3,0 |
6,0 |
30,0 |
|
|
От 90 до 120 |
4,0 |
8,0 |
40,0 |
|
|
От 120 до 200 |
5,0 |
10,0 |
50,0 |
|
|
От 200 до 400 |
5,0 |
10,0 |
60,0 |
|
|
Класс 3 (6,3 МПа ≥ PN > 2,5 МПа) |
||||
|
До 3 |
0,4 |
1,2 |
4,0 |
|
|
От 3 до 5 |
0,5 |
1,5 |
5,0 |
|
|
От 5 до 8 |
0,6 |
2,0 |
6,0 |
|
|
От 8 до 11 |
0,8 |
255 |
8,0 |
|
|
От 11 до 14 |
1,0 |
3,0 |
10,0 |
|
|
От 14 до 20 |
1,2 |
3,5 |
12,0 |
|
|
От 20 до 26 |
1,5 |
5,0 |
15,0 |
|
|
От 26 до 34 |
2,0 |
6,0 |
20,0 |
|
|
От 34 до 45 |
2,5 |
8,0 |
25,0 |
|
|
От 45 до 67 |
3,0 |
9,0 |
30,0 |
|
|
От 67 до 90 |
4,0 |
10,0 |
40,0 |
|
|
От 90 до 120 |
5,0 |
10,0 |
50,0 |
|
|
От 120 до 200 |
5,0 |
10,0 |
60,0 |
|
|
От 200 до 400 |
5,0 |
10,0 |
70,0 |
|
|
Класс 4 (2,5 МПа ≥ PN > 1,6 МПа) |
||||
|
До 3 |
0,5 |
1,5 |
5,0 |
|
|
От 3 до 5 |
0,6 |
2,0 |
6,0 |
|
|
От 5 до 8 |
0,8 |
2,5 |
8,0 |
|
|
От 8 до 11 |
1,0 |
3,0 |
10,0 |
|
|
От 11 до 14 |
1,2 |
3,5 |
12,0 |
|
|
От 14 до 20 |
1,5 |
5,0 |
15,0 |
|
|
От 20 до 26 |
2,0 |
6,0 |
20,0 |
|
|
От 26 до 34 |
2,5 |
8,0 |
25,0 |
|
|
От 34 до 45 |
3,0 |
9,0 |
30,0 |
|
|
От 45 до 67 |
4,0 |
12,0 |
40,0 |
|
|
От 67 до 90 |
5,0 |
12,0 |
50,0 |
|
|
От 90 до 120 |
5,0 |
12,0 |
60,0 |
|
|
От 120 до 200 |
5,0 |
12,0 |
70,0 |
|
|
От 200 до 400 |
5,0 |
12,0 |
80,0 |
|
|
Класс 5 (PN ≤ 1,6 МПа) |
||||
|
До 3 |
0,6 |
2,0 |
6,0 |
|
|
От 3 до 5 |
0,8 |
2,5 |
8,0 |
|
|
От 5 до 8 |
1,0 |
3,0 |
10,0 |
|
|
От 8 до 11 |
1,2 |
3,5 |
12,0 |
|
|
От 11 до 14 |
1,5 |
5,0 |
15,0 |
|
|
От 14 до 20 |
2,0 |
6,0 |
20,0 |
|
|
От 20 до 26 |
2,5 |
8,0 |
25,0 |
|
|
От 26 до 34 |
3,0 |
10,0 |
30,0 |
|
|
От 34 до 45 |
4,0 |
12,0 |
40,0 |
|
|
От 45 до 67 |
5,0 |
15,0 |
50,0 |
|
|
От 67 до 90 |
5,0 |
15,0 |
60,0 |
|
|
От 90 до 120 |
5,0 |
15,0 |
70,0 |
|
|
От 120 до 200 |
5,0 |
15,0 |
80,0 |
|
|
От 200 до 400 |
5,0 |
15,0 |
90,0 |
|
|
Класс 6* |
||||
|
До 3 |
0,8 |
3,0 |
8,0 |
|
|
От 3 до 5 |
1,0 |
4,0 |
10,0 |
|
|
От 5 до 8 |
1,2 |
5,0 |
12,0 |
|
|
От 8 до 11 |
1,5 |
6,0 |
15,0 |
|
|
От 11 до 14 |
2,0 |
8,0 |
20,0 |
|
|
От 14 до 20 |
2,5 |
10,0 |
25,0 |
|
|
От 20 до 26 |
3,0 |
12,0 |
30,0 |
|
|
От 26 до 34 |
4,0 |
15,0 |
40,0 |
|
|
От 34 до 45 |
5,0 |
20,0 |
50,0 |
|
|
От 45 до 67 |
5,0 |
20,0 |
60,0 |
|
|
От 67 до 90 |
5,0 |
20,0 |
70,0 |
|
|
От 90 до 120 |
5,0 |
20,0 |
80,0 |
|
|
От 120 до 200 |
5,0 |
20,0 |
90,0 |
|
|
Класс 7* |
||||
|
До 3 |
1,0 |
5,0 |
10,0 |
|
|
От 3 до 5 |
1,2 |
6,0 |
12,0 |
|
|
От 5 до 8 |
1,5 |
8,0 |
15,0 |
|
|
От 8 до 11 |
2,0 |
10,0 |
20,0 |
|
|
От 11 до 14 |
2,5 |
12,0 |
25,0 |
|
|
От 14 до 20 |
3,0 |
15,0 |
30,0 |
|
|
От 20 до 26 |
4,0 |
20,0 |
40,0 |
|
|
От 26 до 34 |
5,0 |
25,0 |
50,0 |
|
|
От 34 до 45 |
5,0 |
25,0 |
60,0 |
|
|
От 45 до 67 |
5,0 |
25,0 |
70,0 |
|
|
От 67 до 90 |
5,0 |
25,0 |
80,0 |
|
|
От 90 до 120 |
5,0 |
25,0 |
90,0 |
|
|
* нормы оценки по 6 - 7 классам сварных соединений назначаются по усмотрению заказчика или проектанта |
||||
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
№ документа |
Входящий № сопроводительного документа и дата |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннулированных |
||||||
|
Генеральный директор ЗАО «НПФ «ЦКБА» |
Дыдычкин В.П. |
|
|
Первый заместитель генерального директора - директор по научной работе |
Тарасьев Ю.И. |
|
|
Заместитель генерального директора - главный конструктор |
Ширяев В.В. |
|
|
Заместитель технического директора - главный технолог |
Лярский В.И. |
|
|
Заместитель директора - начальник технического отдела |
Дунаевский С.Н. |
|
|
Исполнители: |
||
|
Начальник лаборатории 115 |
Семенова Е.С. |
|
|
Ведущий специалист по сварке |
Сергеева Г.А. |
|
|
Инженер III категории |
Лабунец И.И. |
|
|
Согласовано: |
||
|
Председатель ТК 259 |
Власов М.И. |