Федеральная служба по экологическому,
технологическому и атомному надзору
Серия 17
Документы по надзору
в электроэнергетике
Выпуск 46
ПРАВИЛА УСТРОЙСТВА
И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ
ТРУБОПРОВОДОВ ПАРА И ГОРЯЧЕЙ ВОДЫ
ПБ 10-573-03
Москва
НТЦ «Промышленная безопасность»
2008
Ответственные разработчики:
B.C. Котельников, Н.А. Хапонен, А.А. Шельпяков, И.В. Семенова,
Р.А. Стандрик, Е.Г. Ситникова, А.К. Зыков, В.Ф. Резинских,
И.А. Данюшевский, Ф.А. Хромченко, Б.Д. Дитяшев, В.Н. Скоробогатых
Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды устанавливают требования к проектированию, конструкции, материалам, изготовлению, монтажу, ремонту и эксплуатации трубопроводов, транспортирующих водяной пар с рабочим давлением более 0,07 МПа (0,7 кгс/см2) или горячую воду с температурой выше 115 °С.
Правила обязательны для исполнения руководителями и специалистами, занятыми проектированием, изготовлением, монтажом, наладкой, ремонтом, техническим диагностированием (освидетельствованием) и эксплуатацией трубопроводов пара и горячей воды.
Действовавшие ранее Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды (ПБ 03-75-94), с Изменениями № 1 (РД 03-139-97) к этому документу, утвержденные постановлениями Госгортехнадзора России от 18.07.94 № 45 и от 13.01.97 № 1, утратили силу на основании приказа Федеральной службы по экологическому, технологическому и атомному надзору от 10.08.06 № 760.
Утверждены
постановлением Госгортехнадзора
России от 11.06.03 № 90,
зарегистрированным
Министерством юстиции
Российской Федерации 18.06.03 г.,
регистрационный № 4719
ПРАВИЛА УСТРОЙСТВА
И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ
ТРУБОПРОВОДОВ ПАРА И ГОРЯЧЕЙ ВОДЫ1
ПБ 10-573-03
I. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Назначение и область применения настоящих Правил, классификация трубопроводов
1.1.1. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды (далее по тексту Правила) устанавливают требования к проектированию, конструкции, материалам, изготовлению, монтажу, ремонту и эксплуатации трубопроводов*, транспортирующих водяной пар с рабочим давлением** более 0,07 МПа (0,7 кгс/см2) или горячую воду с температурой свыше 115 °С. Основные термины и определения приведены в приложении 1.
_____________
1 Печатаются по «Российской газете» от 21 июня 2003 г., № 120/1. (Примеч. изд.)
* Редукционно-охладительные устройства (РУ, РОУ, БРОУ) и коллекторы являются частью трубопроводов и должны соответствовать требованиям Правил.
** Здесь и далее по тексту указывается избыточное давление.
1.1.2. Правила не распространяются на:
а) трубопроводы, расположенные в пределах котла;
б) сосуды, входящие в систему трубопроводов и являющиеся их неотъемлемой частью (водоотделители, грязевики и т.п.);
в) трубопроводы, устанавливаемые на морских и речных судах и на других плавучих средствах, а также на морских передвижных установках и объектах подводного применения;
г) трубопроводы, устанавливаемые на подвижном составе железнодорожного, автомобильного и гусеничного транспорта;
д) трубопроводы I категории с наружным диаметром менее 51 мм и трубопроводы II, III и IV категории с наружным диаметром менее 76 мм;
е) сливные, продувочные и выхлопные трубопроводы котлов, трубопроводов, сосудов, редукционно-охладительных и других устройств, соединенные с атмосферой;
ж) трубопроводы атомных электростанций и установок;
з) трубопроводы специальных установок военного ведомства;
и) трубопроводы, изготовленные из неметаллических материалов.
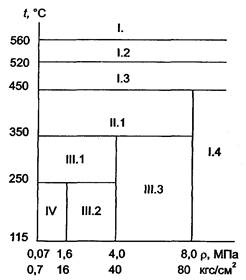
1.1.3. Все трубопроводы, на которые распространяются Правила, делятся на четыре категории (табл. 1).
Таблица 1
Категории и группы трубопроводов
|
Группа |
Рабочие параметры среды |
||
|
температура, °С |
давление, МПа (кгс/см2) |
||
|
I |
1 |
Св. 560 |
Не ограничено |
|
2 |
Св. 520 до 560 |
То же |
|
|
3 |
Св. 450 до 520 |
« |
|
|
4 |
До 450 |
Более 8,0 (80) |
|
|
II |
1 |
Св. 350 до 450 |
До 8,0 (80) |
|
2 |
До 350 |
Более 4,0 (40) до 8,0 (80) |
|
|
III |
1 |
Св. 250 до 350 |
До 4,0 (40) |
|
2 |
До 250 |
Более 1,6 (16) до 4,0 (40) |
|
|
IV |
Св. 115 до 250 |
Более 0,07 (0,7) до 1,6 (16) |
|
Примечание. Если значения параметров среды находятся в разных категориях, то трубопровод следует отнести к категории, соответствующей максимальному значению параметра среды (см. схему).
1.1.4. При определении категории трубопровода рабочими параметрами транспортируемой среды следует считать:
а) для паропроводов от котлов - давление и температуру пара по их номинальным значениям на выходе из котла (за пароперегревателем);
б) для паропроводов от турбин, работающих с противодавлением, - максимально возможное давление в противодавлении, предусмотренное техническими условиями на поставку турбины, и максимально возможную температуру пара в противодавлении при работе турбины на холостом ходу;
в) для паропроводов от нерегулируемых и регулируемых отборов пара турбины (в том числе для паропроводов промежуточного перегрева) - максимально возможные значения давления и температуры пара в отборе (согласно данным завода-изготовителя турбины);
г) для паропроводов от редукционных и редукционно-охладительных установок - максимально возможные значения давления и температуры редуцированного пара, принятые в проекте установки;
д) для трубопроводов питательной воды после деаэраторов повышенного давления - номинальное давление воды с учетом гидростатического давления столба жидкости и температуру насыщения в деаэраторе;
е) для трубопроводов питательной воды после питательных насосов и подогревателей высокого давления (ПВД) - наибольшее давление, создаваемое в напорном трубопроводе питательным электронасосом при закрытой задвижке и максимальном давлении на всасывающей линии насоса (при применении питательных насосов с турбоприводом и электронасосов с гидромуфтой - 1,05 номинального давления насоса), и максимальную расчетную температуру воды за последним ПВД;
ж) для подающих и обратных трубопроводов водяных тепловых сетей - наибольшее возможное давление и максимальную температуру воды в подающем трубопроводе с учетом работы насосных подстанций на трассе и рельефа местности.
1.1.5. Категория трубопровода, определенная по рабочим параметрам среды на входе в него (при отсутствии на нем устройств, изменяющих эти параметры), относится ко всему трубопроводу, независимо от его протяженности и должна быть указана в проектной документации.
1.1.6. Отступление от Правил может быть допущено лишь в исключительном случае по разрешению Госгортехнадзора России1. Для получения разрешения предприятие должно представить Госгортехнадзору России соответствующее обоснование, а в случае необходимости - также заключение, выданное в установленном порядке.
_____________
1 Указами Президента Российской Федерации от 09.03.04 № 314 и от 20.05.04 № 649 функции Федерального горного и промышленного надзора России (Госгортехнадзора России) переданы Федеральной службе по экологическому, технологическому и атомному надзору (Ростехнадзору). (Примеч. изд.)
Копия разрешения на отступление от Правил должна быть приложена к паспорту (свидетельству на изготовление) трубопровода.
1.2. Ответственность за нарушение настоящих Правил
1.2.1. Правила обязательны для исполнения руководителями и специалистами, занятыми проектированием, изготовлением, монтажом, наладкой, ремонтом, техническим диагностированием (освидетельствованием) и эксплуатацией трубопроводов пара и горячей воды.
1.2.2. За выбор рациональной схемы трубопровода и его конструкции, правильность расчетов на прочность и на компенсацию тепловых удлинений, соответствие рабочих параметров установленным пределам применения выбранных материалов (труб, отливок, поковок и др.), размещение опор, выбор способа прокладки и системы дренажа, а также за проект в целом и соответствие его требованиям Правил отвечает организация, разработавшая проект трубопровода.
1.2.3. Руководители и специалисты организаций, занятые проектированием, конструированием, изготовлением, наладкой, техническим диагностированием (освидетельствованием) и эксплуатацией, нарушившие Правила, несут ответственность в соответствии с законодательством Российской Федерации.
1.3. Порядок расследования аварий и несчастных случаев
1.3.1. Расследование аварий и несчастных случаев, связанных с эксплуатацией трубопроводов, проводится в установленном порядке.
1.3.2. О каждой аварии, смертельном или групповом несчастном случае, связанных с обслуживанием находящихся в эксплуатации трубопроводов, организация обязана немедленно уведомить орган Госгортехнадзора России.
1.3.3. До прибытия представителя Госгортехнадзора России для расследования обстоятельств и причин аварии или несчастного случая организация обеспечивает сохранность всей обстановки аварии (несчастного случая), если это не представляет опасности для жизни людей и не вызывает дальнейшего развития аварии.
1.4. Трубопроводы и полуфабрикаты, приобретаемые за границей
1.4.1. Трубопроводы и их элементы, а также полуфабрикаты для их изготовления, приобретаемые за границей, должны удовлетворять требованиям Правил.
1.4.2. Расчеты трубопроводов на прочность должны выполняться по нормам, утвержденным или согласованным с Госгортехнадзором России, за исключением случаев, для которых специализированной организацией будет подтверждено, что расчеты, выполненные по методике, принятой поставщиком, удовлетворяют требованиям указанных норм.
Соответствие материалов иностранных марок требованиям Правил или допустимость их применения в каждом конкретном случае должны быть подтверждены специализированной организацией. Копии указанных документов должны быть приложены к паспорту трубопровода.
1.4.3. Паспорт трубопровода должен быть составлен на русском языке по форме, приведенной в приложении 2.
II. ПРОЕКТИРОВАНИЕ
2.1. Общие положения
2.1.1. Проекты трубопроводов и их элементов, а также проекты их монтажа и реконструкции должны выполняться специализированными организациями.
2.1.2. Расчеты трубопроводов на прочность с учетом всех нагружающих факторов (давление, вес, температурное расширение и т.п.) должны производиться по нормам, утвержденным в установленном порядке.
На основании данных расчетов специализированная организация устанавливает расчетный срок службы для трубопроводов всех категорий, а также расчетный ресурс для трубопроводов I и II категорий (при условии, что число их пусков из холодного состояния за расчетный срок службы не превысит 3000). Для всех остальных трубопроводов должно быть установлено расчетное число пусков из холодного состояния. Установленные расчетные характеристики должны быть внесены в паспорта трубопроводов (приложение 2).
2.1.3. Трубопроводы должны быть спроектированы так, чтобы имелась возможность выполнения всех видов контроля, требуемых Правилами.
2.1.4. Все изменения в проекте, необходимость в которых может возникнуть в процессе изготовления, монтажа, ремонта и эксплуатации трубопровода, должны быть согласованы со специализированной организацией - разработчиком проекта.
2.1.5. Соединение деталей и элементов трубопроводов должно производиться сваркой.
Применение фланцевых соединений может быть допущено только для присоединения трубопроводов к арматуре и деталям оборудования, имеющим фланцы.
Резьбовые соединения допускаются для присоединения чугунной арматуры на трубопроводах IV категории с условным проходом не более 100 мм.
2.1.6. Тройниковые соединения, изготовляемые из труб с продольным швом, допускается применять для трубопроводов III и IV категории; при этом должна быть выполнена проверка качества всех сварных соединений радиографией или ультразвуковым методом (УЗК).
2.1.7. Трубопроводы и несущие металлические конструкции должны иметь надежную защиту от коррозии.
2.1.8. Все элементы трубопроводов с температурой наружной поверхности стенки выше 55 °С, расположенные в доступных для обслуживающего персонала местах, должны быть покрыты тепловой изоляцией, температура наружной поверхности которой не должна превышать 55 °С.
На трубопроводах I категории в местах расположения сварных соединений и точек измерения ползучести металла должны быть установлены съемные участки изоляции.
2.1.9. Вварка штуцеров, дренажных труб, бобышек и других деталей в сварные швы, а также в колена трубопроводов I и II категории не допускается.
2.2. Криволинейные элементы
2.2.1. Конструкция криволинейных элементов должна соответствовать нормативной документации (далее по тексту НД), утвержденной в установленном порядке.
2.2.2. Штампосварные колена допускается применять с одним или двумя продольными сварными швами диаметрального расположения при условии проведения контроля радиографией или УЗК по всей длине швов.
2.2.3. Сварные секторные колена допускается применять для трубопроводов III и IV категории. Угол сектора не должен превышать 30 °С. Расстояние между соседними сварными швами по внутренней стороне колена должно обеспечивать возможность контроля этих швов с обеих сторон по наружной поверхности. Спиральношовные трубы для изготовления секторных колен тепловых сетей не применяются.
2.2.4. Толщина стенки колена на любом его участке не должна быть менее значений, установленных расчетом на прочность и ТУ на изготовление.
Замер толщины стенок следует проводить по методике, указанной в НД на изделие.
2.2.5. Применение колен, кривизна которых образовывается за счет складок (гофр) по внутренней стороне колена, не допускается.
2.2.6. Максимальная овальность поперечного сечения колена, вычисляемая по формуле:
![]()
где Damax, Damax - максимальный и минимальный наружный диаметр в измеряемом сечении колена соответственно, не должна превосходить значений, предусмотренных НД на изделие.
Овальность поперечного сечения колена не должна превышать величин, указанных в НД, согласованной в установленном порядке.
2.3. Сварные соединения и их расположение
2.3.1. Все сварные соединения трубопроводов (включая швы приварных деталей) должны располагаться так, чтобы была обеспечена возможность их контроля методами, предусмотренными Правилами и НД на изделие.
2.3.2. Для соединения труб и фасонных деталей должна применяться сварка встык с полным проплавлением.
Угловые сварные соединения допускаются для приварки к трубопроводам штуцеров, труб, плоских фланцев. Угловые соединения должны выполняться с полным проплавлением.
Допускаются угловые сварные соединения с конструктивным зазором (конструктивным непроваром) для труб и штуцеров с внутренним диаметром 100 мм и менее и плоских фланцев с условным давлением не более 2,5 МПа (25 кгс/см2) и температурой не более 350 °С. Контроль качества таких соединений должен выполняться по НД, согласованной в установленном порядке.
Нахлесточные соединения допускаются для приварки накладок, укрепляющих отверстия в трубопроводах III и IV категорий, упоров, опор, подвесок, элементов крепления изоляции и т.п.
2.3.3. В стыковых сварных соединениях элементов с различной толщиной стенок должен быть обеспечен плавный переход от большего к меньшему сечению путем соответствующей односторонней или двусторонней механической обработки конца элемента с более толстой стенкой.
Угол наклона поверхностей переходов не должен превышать 15°.
При разнице в толщине стенок менее 30 % от толщины стенки тонкого элемента, но не более 5 мм, допускается выполнение указанного плавного перехода со стороны раскрытия кромок за счет наклонного расположения поверхности шва.
Данные положения не распространяются на сварные соединения с литыми, коваными и штампованными деталями, а также с крутоизогнутыми коленами. Углы переходов на концах таких деталей, а также углы наклона поверхности швов не должны превышать норм, установленных стандартами, техническими условиями и инструкциями.
2.3.4. При сварке труб и других элементов с продольными и спиральными сварными швами последние должны быть смещены один относительно другого. При этом смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм для труб с наружным диаметром более 100 мм.
2.3.5. Для поперечных стыковых сварных соединений, не подлежащих ультразвуковому контролю или местной термической обработке, расстояние между осями соседних сварных швов на прямых участках трубопровода должно составлять не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. Расстояние от оси сварного шва до начала закругления колена должно быть не менее 100 мм.
2.3.6. Для поперечных стыковых сварных соединений, подлежащих ультразвуковому контролю, длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва (до ближайших приварных деталей и элементов, начала гиба, оси соседнего поперечного шва и т.д.) должна быть не менее величин, приведенных в табл. 2.
Таблица 2
|
Номинальная толщина стенки свариваемых труб (элементов) S, мм |
Минимальная длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва, мм |
|
До 15 |
100 |
|
Св. 15 до 30 |
5S + 25 |
|
Св. 30 до 36 |
175 |
|
Более 36 |
4S + 30 |
2.3.7. Для поперечных стыковых сварных соединений, подлежащих местной термической обработке, длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва (до ближайших приварных деталей и элементов, начала гиба, соседнего поперечного шва и т.д.) должна быть не менее величины l, определяемой по формуле:
![]() ,
,
но не менее 100 мм,
здесь Dm - средний диаметр трубы (элемента), равный Dm = Da - S;
Da - номинальный наружный диаметр, мм;
S - номинальная толщина стенки трубы (элемента), мм.
2.3.8. При установке крутоизогнутых, штампованных и штампосварных колен допускается расположение поперечных сварных соединений у начала закругления и сварка между собой крутоизогнутых колен без прямого участка.
2.3.9. Для угловых сварных соединений труб и штуцеров с элементами трубопроводов расстояние от наружной поверхности элемента до начала гиба трубы или до оси поперечного стыкового шва должно составлять:
а) для труб (штуцеров) с наружным диаметром до 100 мм - не менее наружного диаметра трубы, но не менее 50 мм;
б) для труб (штуцеров) с наружным диаметром 100 мм и более - не менее 100 мм.
2.3.10. Расстояние от оси поперечного сварного соединения трубопровода до края опоры или подвески должно выбираться исходя из возможности проведения предусмотренных Правилами (НД) осмотра, контроля и термообработки.
2.4. Прокладка трубопроводов
2.4.1. Проект прокладки трубопроводов должен разрабатываться проектной организацией с учетом требований Правил и строительных норм и правил.
Подземная прокладка трубопроводов I категории в одном канале совместно с другими технологическими трубопроводами запрещается.
2.4.2. При прокладке трубопроводов в полупроходных каналах высота каналов в свету должна быть не менее 1,5 м, ширина прохода между изолированными трубопроводами - не менее 0,6 м.
2.4.3. При прокладке трубопроводов в проходных тоннелях (коллекторах) высота тоннеля (коллектора) в свету должна быть не менее 2 м, а ширина прохода между изолированными трубопроводами - не менее 0,7 м.
В местах расположения запорной арматуры (оборудования) ширина тоннеля должна быть достаточной для удобного обслуживания установленной арматуры (оборудования). При прокладке в тоннелях нескольких трубопроводов их взаимное размещение должно обеспечивать удобное проведение ремонта трубопроводов и замены отдельных их частей.
2.4.4. При надземной открытой прокладке трубопроводов допускается совместная прокладка трубопроводов всех категорий с технологическими трубопроводами разного назначения, за исключением случаев, когда такая прокладка противоречит другим правилам безопасности.
2.4.5. Камеры для обслуживания подземных трубопроводов должны иметь не менее двух люков с лестницами или скобами.
2.4.6. Проходные каналы должны иметь входные люки с лестницей или скобами. Расстояние между люками должно быть не более 300 м, а в случае совместной прокладки с другими трубопроводами - не более 50 м. Входные люки должны предусматриваться также во всех конечных точках тупиковых участков, на поворотах трассы и в узлах установки арматуры.
2.4.7. Горизонтальные участки трубопровода должны иметь уклон не менее 0,004; для трубопроводов тепловых сетей допускается уклон не менее 0,002.
Трассировка должна исключать возможность образования водяных застойных участков.
2.4.8. Арматура должна устанавливаться в местах, удобных для обслуживания и ремонта. В необходимых случаях должны быть устроены лестницы и площадки.
2.4.9. Устанавливаемая чугунная арматура должна быть защищена от напряжений изгиба.
2.5. Компенсация теплового расширения
2.5.1. Каждый участок трубопровода между неподвижными опорами должен быть рассчитан на компенсацию тепловых удлинений, которая может осуществляться за счет самокомпенсации или путем установки компенсаторов. Применение чугунных сальниковых компенсаторов не разрешается.
2.5.2. На паропроводах с внутренним диаметром 150 мм и более и температурой пара 300 °С и выше должны быть установлены указатели перемещений для контроля за расширением паропроводов и наблюдения за правильностью работы опорно-подвесной системы. Места установки указателей и расчетные значения перемещений по ним должны быть указаны в проекте паропровода. К указателям перемещений должен быть свободный доступ. В необходимых случаях следует устраивать площадки и лестницы.
2.6. Опорно-подвесная система
2.6.1. Несущие конструкции трубопровода, его опоры и подвески (за исключением пружин) должны быть рассчитаны на вертикальную нагрузку от веса трубопровода, наполненного водой и покрытого изоляцией, и на усилия, возникающие от теплового расширения трубопроводов.
Опоры и подвески паропроводов могут рассчитываться без учета массы воды при гидравлических испытаниях, но с учетом массы пара. В этом случае проектом должно быть предусмотрено применение специальных приспособлений для разгрузки пружин, опор и подвесок при гидравлическом испытании.
2.6.2. Неподвижные опоры должны рассчитываться на усилия, передаваемые на них при наиболее неблагоприятном сочетании нагрузок.
2.7. Дренажи
2.7.1. В нижних точках каждого отключаемого задвижками участка трубопровода должны предусматриваться спускные штуцера, снабженные запорной арматурой, для опорожнения трубопровода.
Для отвода воздуха в верхних точках трубопроводов должны быть установлены воздушники.
2.7.2. Все участки паропроводов, которые могут быть отключены запорными органами, для возможности их прогрева и продувки должны быть снабжены в концевых точках штуцером с вентилем, а при давлении свыше 2,2 МПа (22 кгс/см2) - штуцером и двумя последовательно расположенными вентилями: запорным и регулирующим. Паропроводы на давление 20 МПа (200 кгс/см2) и выше должны обеспечиваться штуцерами с последовательно расположенными запорным и регулирующим вентилями и дроссельной шайбой. В случаях прогрева участка паропровода в обоих направлениях продувка должна быть предусмотрена с обоих концов участка.
Устройство дренажей должно предусматривать возможность контроля за их работой во время прогрева трубопровода.
2.7.3. Нижние концевые точки паропроводов и нижние точки их изгибов должны снабжаться устройством для продувки.
2.7.4. Места расположения и конструкция дренажных устройств трубопроводов устанавливаются проектной организацией.
2.7.5. Непрерывный отвод конденсата через конденсационные горшки или другие устройства обязателен для паропроводов насыщенного пара и для тупиковых участков паропроводов перегретого пара.
Для тепловых сетей непрерывный отвод конденсата в нижних точках трассы обязателен независимо от состояния пара.
2.8. Арматура и редуцирующие устройства
2.8.1. Каждый трубопровод для обеспечения безопасных условий эксплуатации должен быть оснащен приборами для измерения давления и температуры рабочей среды, а в необходимых случаях - запорной и регулирующей арматурой, редукционными и предохранительными устройствами и средствами защиты и автоматизации.
Количество и размещение арматуры, средств измерения, автоматизации и защиты должны быть предусмотрены проектной организацией с учетом обеспечения безопасного обслуживания и ремонта.
2.8.2. Предохранительные устройства должны быть рассчитаны и отрегулированы так, чтобы давление в защищаемом элементе не превышало расчетное более чем на 10 %, а при расчетном давлении до 0,5 МПа (5 кгс/см2) - не более чем на 0,05 МПа (0,5 кгс/см2).
Превышение давления при полном открытии предохранительного клапана выше, чем на 10 % расчетного может быть допущено лишь в том случае, если это предусмотрено расчетом на прочность трубопровода.
Если эксплуатация трубопровода разрешена на пониженном давлении, то регулировка предохранительных устройств должна производиться по этому давлению, причем пропускная способность устройств должна быть проверена расчетом.
2.8.3. Отбор среды от патрубка, на котором установлено предохранительное устройство, не допускается. Предохранительные клапаны должны иметь отводящие трубопроводы, предохраняющие персонал от ожогов при срабатывании клапанов. Эти трубопроводы должны быть защищены от замерзания и оборудованы дренажами для слива, скапливающегося в них конденсата. Установка запорных органов на дренажах не допускается.
2.8.4. Конструкция грузового или пружинного клапана должна иметь устройство для проверки исправности действия клапана во время работы трубопровода путем принудительного открытия. В случае установки на трубопроводе электромагнитного импульсно-предохранительного устройства (ИПУ) оно должно быть оборудовано устройством, позволяющим производить принудительное открытие клапана дистанционно со щита управления.
2.8.5. Класс точности манометров должен быть не ниже:
2,5 - при рабочем давлении до 2,5 МПа (25 кгс/см2);
1,5 - при рабочем давлении более 2,5 МПа (25 кгс/см2) до 14 МПа (140 кгс/см2);
1,0 - при рабочем давлении более 14 МПа (140 кгс/см2).
2.8.6. Шкала манометров выбирается из условия, чтобы при рабочем давлении стрелка манометра находилась в средней трети шкалы.
2.8.7. На шкале манометра должна быть нанесена красная черта, указывающая допустимое давление.
Взамен красной черты допускается прикреплять к корпусу манометра металлическую пластинку, окрашенную в красный цвет и плотно прилегающую к стеклу манометра.
Манометр должен быть установлен так, чтобы его показания были отчетливо видны обслуживающему персоналу, при этом шкала его должна быть расположена вертикально или с наклоном вперед до 30° для улучшения видимости показаний.
Номинальный диаметр манометров, устанавливаемых на высоте до 2 м от уровня площадки наблюдения за манометрами, должен быть не менее 100 мм, на высоте от 2 до 3 м - не менее 150 мм и на высоте от 3 до 5 м - не менее 250 мм. При расположении манометра на высоте более 5 м должен быть установлен сниженный манометр в качестве дублирующего.
2.8.8. Перед каждым манометром должен быть трехходовой кран или другое аналогичное устройство для продувки, проверки и отключения манометра. Перед манометром, предназначенным для измерения давления пара, должна быть сифонная трубка диаметром не менее 10 мм.
2.8.9. Арматура должна иметь четкую маркировку на корпусе, в которой указывается:
а) наименование или товарный знак предприятия-изготовителя;
б) условный проход;
в) условное или рабочее давление и температура среды;
г) направление потока среды;
д) марка стали.
2.8.10. Арматура с условным проходом 50 мм и более должна поставляться с паспортом установленной формы, где указываются применяемые материалы, режимы термической обработки и результаты неразрушающего контроля, если проведение этих операций было предусмотрено ТУ. Данные должны относиться к основным деталям арматуры: корпусу, крышке, шпинделю, затвору и крепежу.
2.8.11. На маховиках арматуры должно быть обозначено направление вращения при открытии и закрытии арматуры.
2.8.12. При конструировании привода арматуры трубопроводов следует соблюдать следующие условия:
а) открытие арматуры должно производиться движением маховика против часовой стрелки, закрытие - по часовой стрелке; кроме того, должна быть предусмотрена возможность закрытия вентилей и задвижек на цепи и замки;
б) прорезь, в которой движется указатель открытия арматуры, не должна ограничивать его движения в крайних положениях; на шкале указателя открытия арматуры крайние положения должны быть обозначены надписями.
2.8.13. Трубопровод, расчетное давление которого ниже давления питающего его источника, должен иметь редуцирующее устройство с манометром и предохранительным клапаном, которые устанавливаются со стороны меньшего давления (РОУ или другие редуцирующие устройства).
2.8.14. Редукционные устройства (РУ) должны иметь автоматическое регулирование давления, а редукционно-охладительные устройства (РОУ), кроме того, - автоматическое регулирование температуры.
2.8.15. В целях облегчения открытия задвижек и вентилей, требующих значительного вращающего момента, а также для прогрева паропроводов (в технически обоснованных случаях) они должны быть оснащены обводными линиями (байпасами), диаметр которых определяется проектной организацией.
III. МАТЕРИАЛЫ И ПОЛУФАБРИКАТЫ
3.1. Общие положения
3.1.1. Для изготовления, монтажа и ремонта трубопроводов и их деталей, работающих под давлением, должны использоваться материалы и полуфабрикаты, допущенные к применению Госгортехнадзором России.
3.1.2. Применение новых материалов и полуфабрикатов, разрешается Госгортехнадзором России на основании положительного заключения специализированной организацией.
3.1.3. Поставка полуфабрикатов (их сдаточные характеристики, объем и нормы контроля) должна проводиться по НД, согласованной в установленном порядке.
3.1.4. Данные о качестве и свойствах материалов и полуфабрикатов должны быть подтверждены предприятием-изготовителем материала или полуфабриката и соответствующей маркировкой. При отсутствии или неполноте сведений (маркировки) организация-изготовитель или специализированная организация, проводящая монтаж или ремонт трубопровода, должны провести необходимые испытания с оформлением результатов протоколами.
3.1.5. При выборе материалов для трубопроводов, сооружаемых в районах с холодным климатом, кроме рабочих параметров, должно учитываться влияние низких температур при эксплуатации, монтаже, погрузочно-разгрузочных работах и хранении, если оно не учтено в организационно-технических мероприятиях.
3.2. Стальные полуфабрикаты. Общие требования
3.2.1. Изготовитель полуфабрикатов должен контролировать химический состав материала. В сертификат должны быть внесены результаты химического анализа, полученные непосредственно для полуфабриката, или аналогичные данные по сертификату на заготовку (кроме отливок), использованную для его изготовления.
3.2.2. Полуфабрикаты должны поставляться в термически обработанном состоянии. Режим термической обработки должен быть указан в документации организации - изготовителя полуфабриката.
Допускается поставка полуфабрикатов без термической обработки в следующих случаях:
если механические и технологические характеристики металла, установленные в НД, обеспечиваются технологией изготовления полуфабриката (например, методом проката);
если в организациях-изготовителях оборудования полуфабрикат подвергается горячему формообразованию, совмещенному с термической обработкой, или последующей термической обработке.
В этих случаях поставщик полуфабрикатов контролирует свойства на термически обработанных образцах.
Допустимость использования полуфабрикатов без термической обработки должна быть подтверждена специализированной организацией по материалам и технологии.
3.2.4. Испытаниям на ударную вязкость должны подвергаться полуфабрикаты в соответствии с требованиями, указанными в табл. 1 - 6 приложения 5, при толщине листа, толщине сплошной поковки и толщине стенки трубы или полой поковки (отливки) 12 мм и более или при диаметре круглого проката (поковки) 16 мм и более.
По требованию конструкторских организаций испытания на ударную вязкость должны производиться для труб, листа и поковок с толщиной стенки 6 - 11 мм. Это требование должно содержаться в НД на изделие или в конструкторской документации.
3.2.6. Испытания на ударную вязкость образцов с концентратором вида U (KCU) должны производиться при 20 ° C и в случаях, предусмотренных п. 3.2.5, при одной из указанных в табл. 3 температур:
Таблица 3
|
Температура испытания, °С |
|
|
От 0 до -20 |
-20 |
|
От -20 до -40 |
-40 |
|
От -40 до -60 |
-60 |
Испытания на ударную вязкость образцов с концентратором вида V (KCV) в соответствии с НД на полуфабрикаты производятся при 20 °С, 0 °С и -20 °С.
Значения ударной вязкости при температурах испытаний должны быть не ниже KCU = 30 Дж/см2 (3,0 кгс м/см2) и не ниже KCV = 25 Дж/см2 (2,5 кгс м/см2).
При оценке ударной вязкости определяется средняя арифметическая величина из трех результатов испытаний с отклонением минимального значения для отдельного образца не более чем на 10 Дж/см2 (1,0 кгс м/см2) от нормы, но не ниже указанных выше значений. Выбор критерия ударной вязкости KCU или KCV должен производиться конструкторской организацией и указываться в НД или конструкторской документации.
Нормы по значению ударной вязкости после механического старения должны соответствовать требованиям п. 3.2.6.
3.2.8. Нормированные значения предела текучести при повышенных температурах должны быть указаны в НД на полуфабрикаты, предназначенные для деталей, работающих при расчетной температуре выше 150 °С; для углеродистых, низколегированных марганцовистых и кремнемарганцовистых сталей - до 400 °С, для хромомолибденовых и хромомолибденованадиевых сталей - до 450 °С, для высокохромистых и аустенитных сталей - до 525 °С.
Поддержание значений пределов текучести на уровне требований НД должно обеспечиваться соблюдением технологии производства и периодическим контролем продукции. Контрольные испытания на растяжение при повышенных температурах, предусматриваемые НД на изделие, а также выполняемые в период освоения новых материалов, следует проводить при одной из температур в указанном выше диапазоне, кратной 10 или 25 °С. При этом условный предел текучести при остаточной деформации 0,2 или 1 % должен нормироваться как сдаточная характеристика, а временное сопротивление, относительное сужение или удлинение определяются как справочные данные.
3.2.9. Материал полуфабрикатов, предназначенных для работы при расчетной температуре выше значений, указанных в п. 3.2.8, должен обладать длительной прочностью не ниже указанной в НД.
Гарантируемые значения пределов длительной прочности на ресурс 104, 105 и 2·105 ч должны быть обоснованы статистической обработкой данных испытаний и периодическим контролем продукции и подтверждены положительным заключением специализированной научно-исследовательской организации.
3.2.10. Перечень видов контроля механических характеристик допускается сократить по сравнению с указанным в табл. 1 - 6 приложения 5 при условии гарантии нормированных значений характеристик предприятием-изготовителем полуфабриката. Гарантии должны обеспечиваться использованием статистических методов обработки данных сертификатов изготовителя, результатов испытаний, включая испытания на растяжение, и проведением периодического контроля продукции, что должно найти отражение в НД. Обеспечение гарантии должно быть подтверждено положительным заключением специализированной организации.
3.3. Листовая сталь
3.3.1. Пределы применения листовой стали различных марок, НД на лист, виды обязательных испытаний и контроля должны соответствовать указанным в табл. 1 приложения 5.
3.3.2. Допускается применение стальной полосы тех же марок (см. табл. 1 приложения 5) при условии, что требования к полосе будут не ниже установленных НД для листовой стали.
3.4. Стальные трубы
3.4.1. Пределы применения труб из сталей различных марок, НД на трубы, виды обязательных испытаний и контроля должны соответствовать указанным в таблицах 2 и 3 приложения 5.
3.4.2. Бесшовные трубы должны изготовляться из катаной, кованой или центробежнолитой заготовки.
3.4.3. Применение электросварных труб с продольным или спиральным швом допускается при условии выполнения радиографического или ультразвукового контроля сварного шва по всей длине.
3.4.4. Каждая бесшовная или сварная труба должна проходить гидравлическое испытание пробным давлением, указанным в НД на трубы.
Допускается не производить гидравлическое испытание бесшовных труб в следующих случаях:
если труба подвергается по всей поверхности контролю физическими методами (радиографическим, УЗК или им равноценными);
для труб при рабочем давлении 5 МПа (50 кгс/см2) и ниже, если предприятие-изготовитель труб гарантирует положительные результаты гидравлических испытаний.
3.4.5. Применение экспандированных труб без последующей термической обработки для температур выше 150 °С из материала, не проходившего контроль на ударную вязкость после механического старения, допускается для прямых участков с условием, что пластическая деформация при экспандировании не превышает 3 %.
3.5. Стальные поковки, штамповки, сортовой и фасонный прокат
3.5.1. Пределы применения поковок (проката) из стали различных марок, НД на поковки, виды обязательных испытаний и контроля должны соответствовать указанным в табл. 4 приложения 5.
Радиографический контроль или УЗК допускается проводить на готовых деталях или после предварительной механической обработки.
3.5.3. Пределы применения, виды обязательных испытаний и контроля для штамповок, изготовленных из листа, должны удовлетворять требованиям для листа (табл. 1 приложение 5), а для штамповок, изготовляемых из проката, - требованиям НД, согласованной в установленном порядке.
3.6. Стальные отливки
3.6.1. Пределы применения отливок из стали различных марок, НД на отливки, виды обязательных испытаний и контроля должны соответствовать указанным в табл. 5 приложения 5.
3.6.2. Минимальная толщина стенки отливок после механической обработки должна быть не меньше расчетной толщины, но не менее 6 мм.
3.6.3. Каждая полая отливка должна подвергаться гидравлическому испытанию пробным давлением в соответствии с НД.
Гидравлические испытания отливок, прошедших сплошной радиографический контроль или УЗК в организации-изготовителе, допускается совмещать с испытанием узла или объекта пробным давлением, установленным техническими условиями для узла или объекта.
3.7. Крепеж
3.7.1. Пределы применения сталей различных марок для крепежа, НД на крепеж, виды обязательных испытаний контроля должны соответствовать табл. 6 приложения 5.
3.7.2. Материалы крепежных деталей должны выбираться с коэффициентом линейного расширения, близким к аналогичному коэффициенту материала фланцев, причем разница в этих коэффициентах не должна превышать 10 %. Применение сталей с различными коэффициентами линейного расширения (более 10 %) допускается в случаях, обоснованных расчетом на прочность или экспериментальными исследованиями, а также в тех случаях, когда расчетная температура крепежа не превышает 50 °С.
3.7.3. Крепежные детали, изготовленные холодным деформированием, должны подвергаться термической обработке - отпуску (за исключением деталей из углеродистой стали, работающих при температурах до 200 °С).
Накатка резьбы не требует последующей термической обработки.
3.8. Чугунные отливки
3.8.1. Пределы применения отливок из чугуна различных марок, НД на чугунные отливки, виды обязательных испытаний и контроля должны соответствовать указанным в табл. 7 приложения 5.
3.8.2. Толщина стенок литых деталей из чугуна после механической обработки должна быть не менее 4 мм и не более 50 мм.
3.8.3. Отливки из ковкого или высокопрочного чугуна должны применяться в термически обработанном состоянии.
3.8.4. Каждая полая отливка должна подвергаться гидравлическому испытанию пробным давлением, в соответствии с НД, но не менее 0,3 МПа (3 кгс/см2).
3.8.5. Применение чугунных отливок для элементов арматуры, подвергающихся динамическим нагрузкам и термическим ударам, не допускается.
3.8.6. Для изготовления запорных органов продувочных, спускных и дренажных линий должны применяться отливки из ковкого или высокопрочного чугуна.
3.9. Цветные металлы и сплавы
3.9.1. Для изготовления корпусных деталей арматуры, корпусов крышек и деталей контрольно-измерительных приборов при температуре не выше 250 °С допускается применять бронзу и латунь.
3.9.2. Гидравлические испытания корпусов арматуры должны производиться в соответствии с НД.
3.10. Требования к сталям новых марок
3.10.1. Применение материалов и полуфабрикатов, изготовленных из сталей новых марок, разрешается Госгортехнадзором России на основании положительного заключения специализированной организации. Для получения заключения должны быть представлены данные о механических, физических и технологических свойствах материалов в состоянии после основной и дополнительной термической обработки.
3.10.2. Механические свойства (временное сопротивление, условный предел текучести при остаточной деформации 1 % для аустенитных хромоникелевых сталей и 0,2 % для остальных марок сталей) должны быть исследованы в интервале от 20 °С до температуры, не менее чем на 50 °С превышающей рекомендуемую максимальную.
Температура должна выбираться из условий получения четкой зависимости изменения прочностных характеристик стали от температуры. Интервалы по температуре должны быть не более 50 °С.
Для листа и труб величина отношения нормативных значений предела текучести к временному сопротивлению при температуре 20 °С должна быть не более 0,6 для углеродистой и 0,7 - для легированной стали. Для крепежа указанное отношение должно быть не более 0,8.
3.10.3. Для материалов, предназначенных для работы при высоких температурах, вызывающих ползучесть, должны быть представлены опытные данные для установления значений пределов длительной прочности на ресурс 104, 105 и 2´105 ч и условного предела ползучести для температур, при которых рекомендуется применение стали.
Число проведенных кратковременных и длительных испытаний и продолжительность последних должны быть достаточными для определения соответствующих расчетных характеристик прочности стали и оценки пределов разброса этих характеристик с учетом размеров полуфабриката (толщины стенки) и предусмотренных техническими условиями отклонений по механическим свойствам (с минимальными и максимальными значениями), по химическому составу (должен быть исследован металл плавок с наименее благоприятным в отношении жаропрочности содержанием легирующих элементов).
3.10.4. В случае склонности стали к структурным изменениям в процессе эксплуатации должны быть представлены данные, характеризующие указанные изменения и их влияние на эксплуатационные свойства стали.
3.10.5. Чувствительность стали к наклепу (например, при холодной гибке) должна быть оценена по изменению ее длительной прочности и длительной пластичности путем сравнительных испытаний наклепанного и ненаклепанного материалов.
Материал полуфабрикатов, подвергающихся при переделе холодной деформации, должен быть проверен на отсутствие склонности к механическому старению.
3.10.6. Возможность применения стали должна быть подтверждена данными о ее сопротивляемости хрупким разрушениям, полученными путем испытаний на ударную вязкость или иным методом, выбранным исходя из условий работы материала в изделии.
3.10.7. Свариваемость стали при существующих видах сварки должна быть подтверждена данными испытаний сварных соединений, выполненных по рекомендуемой технологии с применением соответствующих присадочных материалов. Результаты испытаний сварных соединений должны подтвердить их работоспособность, установить степень влияния на их эксплуатационные свойства технологии сварки, режима их термической обработки.
Для жаропрочных материалов должны быть представлены данные о длительной прочности сварных соединений и о сопротивляемости локальным разрушениям в околошовной зоне при длительной работе.
3.10.8. При создании новых материалов в отдельных случаях необходимо учитывать специфические условия их работы, вызывающие потребность в расширении требований оценки соответствующих свойств как стали, так и ее сварных соединений:
а) при отрицательных температурах - оценка хладностойкости;
б) при циклических нагрузках - оценка циклической прочности;
в) при активном воздействии среды - оценка коррозионно-механической прочности и др.
3.10.9. Для стали новой марки должны быть представлены следующие данные по ее физическим свойствам:
а) значения модуля упругости при различных температурах;
б) значения среднетермического коэффициента линейного расширения в соответствующем температурном интервале;
в) значения коэффициента теплопроводности при соответствующих температурах.
3.10.10. Организациями-изготовителями полуфабрикатов или соответствующими специализированными организациями должна быть подтверждена возможность изготовления полуфабрикатов из стали рекомендуемой марки необходимого сортамента с соблюдением установленного уровня свойств стали.
IV. ИЗГОТОВЛЕНИЕ, МОНТАЖ И РЕМОНТ
4.1. Общие положения
4.1.1. Изготовление, монтаж и ремонт трубопроводов и их элементов должны выполняться специализированными организациями.
4.1.2. Трубопроводы и их элементы должны изготавливаться в организациях, которые располагают техническими средствами, обеспечивающими их качественное изготовление в полном соответствии с требованиями Правил и технических условий. В НД должен быть указан расчетный срок службы и расчетный ресурс деталей и сборочных единиц трубопроводов (для элементов трубопроводов I и II категорий).
При изготовлении, монтаже и ремонте должна применяться система контроля качества (входной, операционный и приемочный контроль), обеспечивающая выполнение работ в соответствии с Правилами и НД.
4.1.3. Изготовление, монтаж и ремонт трубопроводов и их элементов должны производиться по технологии, разработанной специализированной организацией до начала выполнения соответствующих работ. При этом выполнение работ по разработанной технологии должно обеспечивать высокую эксплуатационную надежность трубопроводов.
4.1.4. Все положения принятой технологии изготовления, монтажа и ремонта трубопроводов должны быть отражены в производственно-технологической документации (далее по тексту ПТД), регламентирующей содержание и порядок выполнения всех технологических и контрольных операций.
ПТД должна быть составлена с учетом Правил, действующей технической документации по изготовлению, монтажу и ремонту трубопроводов (стандартов, ТУ, правил контроля и др.), утвержденной в установленном порядке.
В тех случаях, когда стандарты, ТУ, правила контроля и другая документация включают все необходимые указания по выполнению технологических и контрольных операций при изготовлении, монтаже и ремонте трубопроводов, составление ПТД не является обязательным.
4.1.5. На листах, прокате и поковках, предназначенных для изготовления деталей, работающих под давлением, а также на трубах наружным диаметром более 76 мм следует сохранять маркировку организации-изготовителя.
В случае, когда указанные полуфабрикаты разрезаются на части, маркировка должна быть сохранена на каждой из частей.
4.1.6. Для обеспечения правильного сопряжения поперечных стыков труб допускаются расточка, раздача или обжатие концов труб. Допустимое значение расточки, деформации раздачи или обжатия принимается по стандартам или другой нормативной документации.
4.1.7. Для защиты внутренних полостей деталей и элементов трубопроводов от коррозионных воздействий атмосферы перед отправкой на место монтажа их внутренние полости должны быть очищены, а отверстия закрыты заглушками, чехлами или другими равноценными защитными устройствами.
4.1.8. Холодный натяг трубопроводов, если он предусмотрен проектом, может производиться лишь после выполнения всех сварных соединений, за исключением замыкающего, окончательного закрепления неподвижных опор на концах участка, подлежащего холодному натягу, а также после термической обработки (при необходимости ее проведения) и контроля качества сварных соединений, расположенных по всей длине участка, на котором необходимо произвести холодный натяг.
4.1.9. Перед сборкой в блоки или перед отправкой с предприятия-изготовителя на место монтажа или ремонта деталей и элементов трубопроводов, поставляемых россыпью, все детали и элементы из легированной стали должны подвергаться стилоскопированию.
4.1.10. Монтажная или ремонтная организация обязана проверять наличие выписок из сертификатов, свидетельств или паспортов, а также клейм и заводской маркировки у всех поступающих на монтажную площадку элементов и деталей трубопроводов.
4.2. Сварка
4.2.1. При изготовлении, монтаже, ремонте трубопроводов должна применяться технология сварки, аттестованная в соответствии с требованиями Правил.
4.2.2. Для выполнения сварки должны применяться исправные установки, аппаратура и приспособления, обеспечивающие соблюдение требований НД (ПТД).
4.2.3. К производству работ по сварке и прихватке элементов трубопроводов допускаются сварщики, прошедшие аттестацию в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденными постановлением Госгортехнадзора России от 30.10.98 № 63, зарегистрированными Минюстом России 04.03.99, рег. № 1721, и имеющие удостоверение на право выполнения данных сварочных работ.
Сварщики могут быть допущены только к сварочным работам тех видов, которые указаны в их удостоверении.
4.2.4. Сварщик, впервые приступающий в данной организации к сварке элементов трубопроводов, работающих под давлением, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путем сварки и контроля пробного сварного соединения. Конструкция пробного сварного соединения должна соответствовать видам работ, указанным в удостоверении сварщика. Методы, объемы и нормы контроля качества сварки пробного сварного соединения должны отвечать настоящим Правилам. По результатам проверки качества пробного сварного соединения составляется протокол, являющийся основанием для допуска сварщика к выполнению сварочных работ.
4.2.5. Руководство работами по сборке, сварке и контролю качества сварных соединений трубопроводов должно быть возложено на специалиста, прошедшего аттестацию в соответствии с Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнадзору России (РД 03-444-02)1, утвержденным постановлением Госгортехнадзора России от 30.04.02 № 21, зарегистрированным Минюстом России 31.05.02 г., рег. № 3489.
____________
1 Не подлежит применению на основании приказа Ростехнадзора от 06.04.07 № 208, зарегистрированного Минюстом России 06.07.07 г., peг. № 9776. В настоящее время действует Положение об организации работы по подготовке и аттестации специалистов организаций, поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору (РД 03-19-2007), утвержденное приказом Ростехнадзора от 29.01.07 № 37, зарегистрированным Минюстом России 22.02.07 г., peг. № 9133. (Примеч. изд.)
4.2.6. Сварные соединения элементов трубопроводов, работающих под давлением с толщиной стенки 6 мм и более подлежат маркировке (клеймению), позволяющей установить фамилию сварщика, выполнившего сварку. Система маркировки указывается в ПТД. Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки должен исключать наклеп, подкалку или недопустимое утонение толщины металла и обеспечить сохранность маркировки в течение всего периода эксплуатации изделия.
Если все сварные соединения данного изделия выполнены одним сварщиком, то маркировку каждого сварного соединения можно не производить. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в рамку, наносимую несмываемой краской. Место клеймения должно быть указано в паспорте изделия.
Если сварное соединение выполнялось несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
4.2.7. Сварочные материалы, применяемые для сварки трубопроводов, должны соответствовать требованиям стандартов и технических условий.
4.2.8. Марки, сортамент, условия хранения и подготовка к использованию сварочных материалов должны соответствовать требованиям НД (ПТД) на сварку.
4.2.9. Помимо проверки в соответствии с пп. 4.1.11, 4.10.2 в) должны быть проконтролированы следующие сварочные материалы:
а) каждая партия электродов - на сварочно-технологические свойства согласно НД; на наличие легирующих элементов марочному составу путем стилоскопирования наплавленного металла, выполненного легированными электродами типов Э-09Х1М, Э-09X1МФ, аустенитных и др.;
б) каждая партия порошковой проволоки на сварочно-технологические свойства согласно НД;
в) каждая бухта (моток, катушка) легированной сварочной проволоки - на наличие основных легирующих элементов, регламентированных НД, путем стилоскопирования;
г) каждая партия проволоки с каждой партией флюса, которые будут использоваться совместно для автоматической сварки под флюсом, - на механические свойства металла шва.
4.2.10. Подготовка кромок и прилегающих к ним поверхностей под сварку должна выполняться механической обработкой либо путем термической резки или строжки (кислородной, воздушно-дуговой, плазменно-дуговой) с последующей механической обработкой резцом, фрезой, абразивным инструментом. Глубина механической обработки после термической резки (строжки) должна быть указана в НД (ПТД) в зависимости от восприимчивости конкретной марки стали к термическому циклу резки (строжки).
4.2.11. При сборке стыковых соединений труб с односторонней разделкой кромок и свариваемых без подкладных колец и подварки корня шва смещение (несовпадение) внутренних кромок не должно превышать значений, установленных НД (ПТД).
4.2.12. Кромки деталей, подлежащих сварке, и прилегающие ним участки должны быть очищены от окалины, краски, масла и других загрязнений в соответствии с требованиями ПТД.
4.2.13. Приварка и удаление вспомогательных элементов (сборочных устройств, временных креплений и др.) должны производиться в соответствии с указаниями чертежей и ПТД. Приварка этих элементов должна выполняться сварщиком, допущенным к сварке данного изделия.
4.2.14. Прихватка собранных под сварку элементов должна выполняться с использованием тех же сварочных материалов, что и для сварки данного соединения.
4.2.15. Технология сварки при изготовлении, монтаже и ремонте трубопроводов допускается к применению после подтверждения ее технологичности на реальных изделиях, проверки всего комплекса требуемых свойств сварных соединений и освоения эффективных методов контроля их качества. Применяемая технология сварки должна быть аттестована в соответствии с Правилами.
4.2.16. Аттестация технологии сварки подразделяется на исследовательскую и производственную.
Исследовательская аттестация проводится специализированной организацией при подготовке к внедрению новой, ранее не аттестованной технологии сварки.
Производственная аттестация проводится каждой организацией на основании рекомендаций, выданных по результатам исследовательской аттестации.
4.2.17. Исследовательская аттестация технологии сварки проводится в целях определения характеристик сварных соединений, необходимых для расчетов при проектировании и выдачи технологических рекомендаций (область применения технологии, сварочные материалы, режимы подогрева, сварки и термической обработки, гарантируемые показатели приемо-сдаточных характеристик сварного соединения, методы контроля и др.).
Характеристики сварных соединений, определяемые при исследовательской аттестации, выбирают в зависимости от вида и назначения основного металла и следующих условий эксплуатации сварных соединений:
механические свойства при нормальной (20 ± 10 °С) и рабочей температуре, в том числе временное сопротивление разрыву, предел текучести, относительное удлинение и относительное сужение металла шва, ударная вязкость металла шва и зоны термического влияния сварки, временное сопротивление разрыву и угол изгиба сварного соединения;
длительная прочность, пластичность и ползучесть;
циклическая прочность;
критическая температура хрупкости металла шва и зоны термического влияния сварки;
стабильность свойств сварных соединений после термического старения при рабочей температуре;
интенсивность окисления в рабочей среде;
отсутствие недопустимых дефектов;
стойкость против межкристаллитной коррозии (для сварных соединений элементов из сталей аустенитного класса);
другие характеристики, специфические для выполняемых сварных соединений.
По результатам исследовательской аттестации организацией, проводившей ее, должны быть выданы рекомендации, необходимые для ее практического применения. Разрешение на применение предлагаемой технологии в производстве выдается Госгортехнадзором России в установленном порядке.
4.2.18. Производственная аттестация технологии сварки проводится каждой организацией до начала ее применения с целью проверки соответствия сварных соединений, выполненных по ней в конкретных условиях производства, требованиям настоящих Правил и НД.
Производственная аттестация должна проводиться для каждой группы однотипных сварных соединений*, выполняемых в данной организации.
_____________
* Определение однотипности сварных соединений приведено в приложении 7.
4.2.19. Производственная аттестация проводится аттестационной комиссией, созданной в организации в соответствии с программой, разработанной этой организацией и утвержденной председателем комиссии.
Программа должна предусматривать проведение неразрушающего и разрушающего контроля сварных соединений и оценку качества сварки по результатам контроля.
Порядок проведения производственной аттестации, в том числе применявшейся в организации до введения в действие настоящих Правил, определяется НД (ПТД).
Если при производственной аттестации технологии сварки получены неудовлетворительные результаты по какому-либо виду испытаний, аттестационная комиссия должна принять меры по выяснению причин несоответствия полученных результатов установленным требованиям и решить, следует ли провести повторные испытания или данная технология не может быть использована для сварки производственных соединений и нуждается в доработке.
Разрешение на применение технологии сварки, прошедшей производственную аттестацию на предприятии, выдается органами Госгортехнадзора России в установленном порядке.
4.2.20. В случае ухудшения свойств или качества сварных соединений по отношению к уровню, установленному исследовательской аттестацией, организация-изготовитель (монтажная или ремонтная организация) должна приостановить применение технологии сварки, установить и устранить причины, вызвавшие их ухудшение, и провести повторную производственную аттестацию, а при необходимости - и исследовательскую аттестацию.
4.2.21. При изготовлении, монтаже и ремонте трубопроводов могут применяться любые аттестованные технологии сварки.
Не допускается применение газовой сварки для деталей из аустенитных сталей и высокохромистых сталей мартенситного и мартенситно-ферритного класса.
4.2.22. Сварка элементов, работающих под давлением, должна производиться при положительной температуре окружающего воздуха. При монтаже и ремонте допускается выполнять сварку в условиях отрицательных температур при соблюдении требований НД (ПТД) и создания необходимых условий для сварщиков (защиты от ветра, дождя, снегопада).
При отрицательной температуре окружающего воздуха металл в районе сварного соединения перед сваркой должен быть просушен и прогрет с доведением температуры до положительной.
4.2.23. Необходимость и режим предварительного и сопутствующего подогрева свариваемых деталей определяются технологией сварки и должны быть указаны в ПТД. При отрицательной температуре окружающего воздуха подогрев производится в тех же случаях, что и при положительной, но температура подогрева должна быть выше на 50 °С.
4.2.24. После сварки шов и прилегающие участки должны быть очищены от шлака, брызг металла и других загрязнений.
Внутренний грат в стыках труб, выполненных контактной сваркой, должен быть удален с обеспечением заданного проходного сечения.
4.3. Термическая обработка
4.3.1. Термическая обработка элементов трубопроводов производится для обеспечения соответствия свойств металла и сварных соединений показателям, принятым в НД на металл и сварку, а также для снижения остаточных напряжений, возникающих при выполнении технологических операций (сварки, гибки, штамповки и др.).
Термической обработке следует подвергать полуфабрикаты, сборочные единицы и изделия в целом, если ее проведение предусмотрено Правилами, НД, конструкторской и (или) производственно-технологической документацией.
4.3.2. Термическая обработка может быть двух видов:
а) основная, включающая в себя нормализацию, нормализацию с отпуском, закалку, закалку с отпуском, аустенизацию или многоступенчатую термообработку с нагревом до температур закалки или аустенизации;
б) дополнительная в виде отпуска.
Виды основной и дополнительной термообработки и ее режимы (скорость нагрева, температура и продолжительность выдержки, скорость охлаждения, род охлаждающей среды и др.) принимаются по НД (ПТД) на изготовление и сварку с соблюдением требований, приведенных в Правилах.
К проведению работ по термической обработке допускаются термисты-операторы, прошедшие специальную подготовку, сдавшие соответствующие испытания и имеющие удостоверение на право производства этих работ.
4.3.3. Основной термообработке изделия должны подвергаться в следующих случаях:
а) если полуфабрикаты (лист, трубы, отливки, поковки и др.) не подвергались термообработке по режимам, обеспечивающим свойства материала, принятые в НД на металл;
б) если технологические операции формоизменения (гибка, вальцовка, штамповка и др.) производились с нагревом до температуры, превышающей температуру отпуска;
в) после электрошлаковой сварки;
г) после гибки труб из стали аустенитного класса (независимо от величины наружного диаметра трубы и радиуса гиба);
д) во всех других случаях, для которых в НД (ПТД) на изготовление и сварку предусматривается основная термическая обработка, а также по требованию конструкторской документации.
4.3.4. Основная термическая обработка не является обязательной, если технологические операции формоизменения (гибка, вальцовка, штамповка и др.) проводились:
а) для деталей и полуфабрикатов из углеродистой, марганцовистой и кремнемарганцовистой сталей с нагревом до температуры нормализации с окончанием не ниже 700 °С;
б) для труб из сталей аустенитного класса при гибке на станках с нагревом токами высокой частоты до температуры аустенизации с применением спреерного охлаждения.
4.3.5. Дополнительной термообработке (отпуску) изделия подвергаются в следующих случаях:
а) после вальцовки и штамповки деталей из углеродистой, марганцовистой и кремнемарганцовистой стали, проводимой без нагрева или с нагревом до температуры ниже 700 °С, при толщине стенки более 36 мм независимо от радиуса гиба, а также при толщине стенки, превышающей 5 % от внутреннего диаметра обечайки, от наименьшего внутреннего радиуса кривизны для днищ, от внутреннего радиуса патрубка (ответвления) для штампованных тройников, от среднего радиуса кривизны для колена;
б) после гибки без нагрева гибов труб:
из углеродистой, марганцовистой и кремнемарганцовистой стали толщиной стенки более 36 мм независимо от радиуса гиба или толщиной 10 - 36 мм при среднем радиусе гиба менее трехкратного наружного диаметра трубы, если овальность поперечного сечения гиба более 5 %;
из стали марок 12Х1МФ и 15Х1М1Ф при номинальном наружном диаметре более 108 мм независимо от толщины стенки; при диаметре 108 мм и менее с толщиной стенки 12 мм и более, а также гибы с овальностью поперечного сечения более 5 %;
из остальных легированных сталей согласно указаниям НД (ПТД) на изготовление;
в) после сварки деталей и сборочных единиц трубопроводов:
из углеродистой, марганцовистой и кремнемарганцовистой стали толщиной стенки более 36 мм, а при введении сопутствующего подогрева до температуры не ниже 100 °С - с толщиной стенки более 40 мм;
из легированной стали других марок согласно указаниям НД (ПТД) на сварку;
г) после приварки штуцеров, а также деталей, не работающих под давлением, к трубопроводам при толщине стенки основной детали, превышающей толщину стенок, указанных в пункте «в»; возможность приварки без термической обработки допускается по специальной технологии, согласованной со специализированной организацией;
д) во всех других случаях, для которых в ТУ на изделие или в НД (ПТД) на сварку предусматривается дополнительная термическая обработка или замена основной термообработки на дополнительную, а также по требованию конструкторской документации.
4.3.6. Условия пребывания изделия в интервале времени между окончанием сварки и началом отпуска (длительность выдержки, допустимая температура охлаждения и т.д.) определяются НД (ПТД) на сварку. Температура отпуска сварного изделия не должна превышать температуру отпуска полуфабриката.
4.3.7. Если заданный уровень механических свойств изготовленного элемента, кроме гиба труб, будет подтвержден испытаниями, то необходимость дополнительной термообработки, предусмотренной п. 4.3.5, решается специализированной организацией по сварке.
4.3.8. Для элементов, свариваемых из сталей разных марок, необходимость термической обработки и ее режим устанавливаются НД (ПТД) на сварку.
4.3.9. При основной термической обработке деталей и элементов всех типов, а также при дополнительной термообработке продольных и поперечных сварных швов изделие следует нагревать целиком. Допускается отпуск изделия частями при условии, что будут обеспечены заданная структура и механические свойства по всей длине изделия, а также отсутствие его поводки.
4.3.10. Допускается местная термообработка при аустенизации гибов из аустенитной стали и отпуске гибов из углеродистой, низколегированной марганцовистой и кремнемарганцовистой стали. При местной термообработке гибов труб должен производиться одновременный нагрев всего участка гибов и примыкающих к нему прямых участков длиной не менее трехкратной толщины стенки трубы, но не менее 100 мм с каждой стороны гиба.
4.3.11. Отпуск поперечных сварных швов трубопроводов, а также сварных швов приварки штуцеров, элементов опор, креплений и других деталей к трубопроводам разрешается производить путем местного нагрева переносными нагревательными устройствами. При термообработке поперечных (кольцевых) сварных швов должен быть обеспечен равномерный нагрев по всему периметру кольца. Ширина зоны нагрева устанавливается НД (ПТД) с расположением сварного шва посередине нагреваемого участка.
Участки трубопровода, расположенные возле нагреваемого при термообработке кольца, должны быть покрыты изоляцией для обеспечения плавного изменения температуры по длине.
4.3.12. Термическая обработка должна производиться таким образом, чтобы были обеспечены равномерный прогрев металла изделий, их свободное тепловое расширение и отсутствие пластических деформаций. Режимы нагрева, выдержки и охлаждения при термообработке изделий с толщиной стенки 20 мм и более при температурах выше 300 °С должны регистрироваться самопишущими приборами.
4.4. Контроль. Общие положения
4.4.1. Организация-изготовитель, монтажная или ремонтная организация обязаны применять такие виды и объемы контроля своей продукции, которые гарантировали бы выявление недопустимых дефектов, ее высокое качество и надежность в эксплуатации. При этом объем контроля должен соответствовать требованиям Правил.
Система контроля качества продукции должна включать:
а) проверку аттестации персонала;
б) проверку сборочно-сварочного, термического и контрольного оборудования, аппаратуры, приборов и инструментов;
в) контроль качества основных материалов;
г) контроль качества сварочных материалов и материалов для дефектоскопии;
д) операционный контроль технологии сварки;
е) неразрушающий контроль качества сварных соединений;
ж) разрушающий контроль качества сварных соединений;
з) контроль исправления дефектов.
4.4.2. Основными методами неразрушающего контроля материалов и сварных соединений являются:
визуальный и измерительный;
радиографический;
ультразвуковой;
радиоскопический*;
капиллярный или магнитопорошковый;
токовихревой;
стилоскопирование;
замер твердости;
гидравлическое испытание.
____________
* Допускается применять только по инструкции, согласованной в установленном порядке.
Кроме этого, могут применяться другие методы (акустическая эмиссия и др.).
Выбор видов контроля должен производиться конструкторской организацией в соответствии с требованиями Правил, НД на изделие и сварку и указываться в конструкторской документации.
4.4.3. При разрушающем контроле должны проводиться испытания механических свойств, металлографические исследования и испытания на стойкость против межкристаллитной коррозии. Методика, порядок и объем контроля устанавливаются ПТД на изделие.
4.4.4. Приемочный контроль изделия, сборочных единиц и сварных соединений должен выполняться после окончания всех технологических операций, связанных с нагревом изделия свыше 450 °С, термической обработкой, деформированием и наклепом металла.
Последовательность контроля отдельными методами должна соответствовать требованиям НД (ПТД). Визуальный и измерительный контроль, а также стилоскопирование должны предшествовать контролю другими методами.
4.4.5. Контроль качества сварных соединений должен проводиться по НД, согласованной в установленном порядке.
Специалисты неразрушающего контроля должны быть аттестованы в соответствии с Правилами аттестации персонала в области неразрушающего контроля (ПБ 03-440-02), утвержденными постановлением Госгортехнадзора России от 23.01.02 № 3 и зарегистрированными Минюстом России 17.04.02 рег. № 3378.
4.4.6. В процессе производства работ персоналом предприятия-производителя работ (завода, монтажной или ремонтной организации) должен осуществляться операционный контроль технологических процессов подготовки и сборки деталей под сварку, сварки и термической обработки сварных соединений, исправления дефектов сварных соединений.
При операционном контроле проверяется соблюдение исполнителями требований настоящих Правил, НД, ПТД и чертежей. Объемы операционного контроля при подготовке, сборке, сварке, термической обработке и исправлении дефектов должны указываться в ПТД.
4.4.7. Результаты по каждому виду контроля и места контроля (в том числе и операционного) должны фиксироваться в отчетной документации (журналах, формулярах, протоколах, маршрутных паспортах и т.д.).
4.4.8. Средства контроля должны проходить метрологическую поверку в соответствии с нормативной документацией.
4.4.9. Каждая партия материалов для дефектоскопии (пенетрантов, порошков, суспензий, радиографической пленки, химических реактивов и т.п.) до начала их использования должна быть подвергнута входному контролю.
4.4.10. Объем разрушающего и неразрушающего контроля, предусмотренный Правилами, может быть уменьшен по согласованию с органом Госгортехнадзора России в случае массового изготовления трубопроводов и их элементов, в том числе при монтаже и ремонте изделий с однотипными сварными соединениями при неизменном технологическом процессе, специализации сварщиков на отдельных видах и высоком качестве работ, подтвержденном результатами контроля за период не менее 6 месяцев.
4.4.11. Методы и объемы контроля сварных соединений приварных деталей, не работающих под внутренним давлением, должны устанавливаться НД (ПТД) на изделие и сварку.
4.4.12. Изделие признается годным, если при любом виде контроля в нем не будут обнаружены внутренние и наружные дефекты не выходящие за пределы допустимых норм, установленных Правилами (приложение 8), и НД на изделие и сварку.
4.5. Визуальный и измерительный контроль, допуски
4.5.1. Каждое изделие и все его сварные соединения подлежат визуальному и измерительному контролю, проводимому согласно Правилам, конструкторской документации, а также НД (ПТД) с целью выявления наружных дефектов, в том числе:
а) отклонений по геометрическим размерам и взаимному расположению элементов;
б) поверхностных трещин всех видов и направлений;
в) дефектов на поверхности основного металла и сварных соединений (вмятин, расслоений, раковин, наплывов, подрезов, прожогов, свищей, незаваренных кратеров, непроваров, пор, включений и т.п.).
4.5.2. Перед визуальным контролем поверхности изделия и сварных соединений должны быть очищены от загрязнений и шлака. При контроле сварных соединений зачистке подлежат поверхность шва и прилегающие к нему участки основного металла шириной не менее 20 мм в обе стороны от шва, при электрошлаковой сварке - 100 мм.
4.5.3. Визуальный и измерительный контроль сварных соединений должен производиться с внутренней и наружной сторон по всей протяженности в соответствии с НД (ПТД).
В случае недоступности для визуального и измерительного контроля внутренней поверхности сварного соединения контроль производится только с наружной стороны.
4.5.4. Поверхностные дефекты, выявленные при визуальном и измерительном контроле, должны быть исправлены до проведения контроля другими неразрушающими методами.
4.5.5. Допуски по геометрическим размерам готовых изделий не должны превышать указанных в НД и чертежах и не должны быть более установленных Правилами.
Методика и количество контрольных измерений и расположение проверяемых участков должны устанавливаться ПТД.
4.5.6. В цилиндрических и конических элементах, изготовленных из листов или поковок (штамповок) с помощью сварки, допускаются следующие отклонения:
а) по диаметру - не более ±1 % номинального наружного или внутреннего диаметра;
б) по овальности поперечного сечения - не более 1 %; овальность вычисляется по формуле:
![]()
где Dmax, Dmin - соответственно максимальный и минимальный наружные или внутренние диаметры, измеряемые в одном сечении;
в) от прямолинейности образующей - не более 0,3 % всей длины цилиндрической части элементов, а также на любом участке длиной 5 м;
г) местные утонения не должны выводить толщину стенки за пределы допустимого значения;
д) глубина вмятин и другие местные отклонения формы не должны превышать значений, установленных в НД на изделие, а при отсутствии НД должны обосновываться расчетом на прочность.
4.5.7. Отклонения по диаметру и овальности поперечного сечения элементов трубопроводов не должны превышать значений, установленных в НД на изделие.
4.5.8. Контроль толщины стенки гнутых участков труб должен производиться с помощью ультразвукового толщиномера или измерением после разрезки, производимой в выборочном порядке из партии гнутых участков с одинаковыми размерами. Методика, порядок и объем контроля толщины стенки на гнутых участках труб устанавливаются ПТД.
4.5.9. В стыковых сварных соединениях с одинаковой номинальной толщиной стенки максимально допустимое смещение (несовпадение) кромок свариваемых элементов (деталей) с наружной стороны шва не должно превышать значений, указанных в табл. 4.
Таблица 4
|
Смещение кромок, мм |
|
|
До 3 |
0,2S |
|
Св. 3 до 6 |
0,1S + 0,3 |
|
Св. 6 до 10 |
0,15S |
|
Св. 10 до 20 |
0,05S + 1,0 |
|
Св. 20 |
0,1S, но не более 3 мм |
Примечание. В стыковых сварных соединениях, выполняемых электродуговой сваркой с двух сторон, а также электрошлаковой сваркой, указанное смещение кромок не должно быть превышено ни с наружной, ни с внутренней стороны шва.
4.5.11. Требования, указанные в пп. 4.5.9 и 4.5.10, не являются обязательными для сварных соединений элементов с различной фактической толщиной стенок при условии обеспечения плавного перехода от одного сечения к другому за счет наклонного расположения поверхности шва в соответствии с требованиями п. 2.3.3.
При смещении кромок свариваемых элементов (деталей) в пределах норм, указанных в пп. 4.5.9 и 4.5.11, поверхность шва должна обеспечивать плавный переход от одной кромки к другой.
4.6. Радиографический и ультразвуковой контроль
4.6.1. Радиографический и ультразвуковой контроль должен применяться для выявления внутренних дефектов в сварных соединениях (трещин, непроваров, пор, шлаковых включений и т.д.).
Применение того или другого контроля или их сочетания должно производиться в соответствии с п. 4.4.2 Правил и НД (ПТД).
4.6.2. Радиографический и ультразвуковой контроль качества сварных соединений должен производиться в соответствии НД, согласованной в установленном порядке.
а) все стыковые сварные соединения трубопроводов I и II категории с толщиной стенки 15 мм и более - по всей длине соединения, за исключением сварных соединений литых деталей;
б) сварные соединения, ультразвуковой контроль которых предусмотрен НД (ПТД) по сварке.
Все сварные соединения труб контролируются ультразвуковой дефектоскопией с двух сторон от оси шва, а сварные соединения труб с литыми и другими фасонными деталями - с одной стороны (со стороны трубы).
Ультразвуковому контролю должны подвергаться только соединения с полным проплавлением (без конструктивного непровара).
а) все продольные сварные соединения трубопроводов всех категорий, их деталей и элементов - по всей длине соединений;
б) все поперечные сварные соединения трубопроводов I категории с наружным диаметром 200 мм и более при толщине стенки менее 15 мм - по всей длине соединений;
в) поперечные стыковые сварные соединения трубопроводов I категории с наружным диаметром менее 200 мм при толщине стенки менее 15 мм, а также трубопроводов II категории с наружным диаметром 200 мм и более при толщине стенки менее 15 мм - в объеме не менее 20 % (но не менее пяти стыков) от общего числа однотипных стыков трубопроводов, выполненных каждым сварщиком (по всей длине соединения);
г) поперечные стыковые сварные соединения трубопроводов II категории с наружным диаметром менее 200 мм при толщине стенки менее 15 мм - в объеме не менее 10 % (но не менее четырех стыков) от общего числа однотипных стыков трубопровода, выполняемых каждым сварщиком (по всей длине соединения);
д) поперечные стыковые сварные соединения трубопроводов III категории в объеме не менее 5 % (но не менее трех стыков) от общего числа однотипных стыков трубопровода, выполненных каждым сварщиком (по всей длине соединения);
е) поперечные стыковые сварные соединения трубопроводов IV категории в объеме не менее 3 % (но не менее двух стыков) от общего числа однотипных стыков трубопровода, выполненных каждым сварщиком (по всей длине соединения);
ж) все угловые сварные соединения деталей и элементов трубопроводов с внутренним диаметром привариваемых штуцеров (труб, патрубков) 100 мм и более независимо от толщины стенки - по всей длине проверяемых соединений;
з) угловые сварные соединения деталей и элементов трубопроводов с внутренним диаметром привариваемых штуцеров (труб, патрубков) менее 100 мм, поперечные стыковые сварные соединения литых элементов труб с литыми деталями (см. п. 4.6.3 «а»), а также другие сварные соединения, не указанные в настоящей статье, - в объеме, устанавливаемом НД и ПТД по сварке.
Установленные в пп. 4.6.4 «д» и 4.6.4 «е» требования по объему контроля распространяются на сварные соединения трубопроводов III и IV категорий с наружным диаметром не более 465 мм. Для сварных соединений трубопроводов большего диаметра объемы контроля устанавливаются техническими условиями на трубопровод, НД и ПТД на сварку.
Требования к контролю сварных стыковых соединений элементов трубопроводов, расположенных под углом менее 60° к продольной оси трубопровода, должны соответствовать требованиям к продольным соединениям; для других значений угла сварные соединения рассматриваются как поперечные.
Выбор метода контроля (ультразвуковой дефектоскопии или радиографии) для перечисленных в настоящей статье сварных соединений должен производиться исходя из возможностей обеспечения более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также освоенности и совершенства методики контроля для данного вида сварных соединений на конкретных изделиях.
4.6.5. Обязательной радиографии подлежат все места пересечения продольных и поперечных сварных соединений трубопровода, подвергаемых ультразвуковому контролю согласно п. 4.6.3.
4.6.6. Поперечные стыковые соединения сварных секторных отводов (колен) для трубопроводов III и IV категорий должны подвергаться ультразвуковому контролю или радиографии в утроенном объеме по сравнению с нормами, установленными в пп. 4.6.4 «д» и 4.6.4 «е», при удвоенном количестве минимального числа контролируемых стыков.
4.6.7. На изделиях из стали аустенитного класса, а также в местах сопряжения элементов из стали аустенитного класса с элементами из стали перлитного и мартенситно-ферритного классов обязательной радиографии подлежат:
а) все стыковые сварные соединения элементов трубопроводов, за исключением выполненных контактной сваркой, - по всей длине соединения;
б) все стыковые сварные соединения литых элементов, а также труб с литыми деталями - по всей длине соединения;
в) все угловые соединения деталей и элементов трубопроводов с внутренним диаметром привариваемых штуцеров (труб, патрубков) 100 мм и более независимо от толщины стенки - по всей длине соединения;
г) другие сварные соединения (в том числе угловые), не указанные в настоящей статье, - в объеме, установленном требованиями НД (ПТД) по сварке.
4.6.8. При одновременном изготовлении или монтаже в одной организации или объекте нескольких трубопроводов (или деталей и элементов для разных трубопроводов) с однотипными сварными соединениями, контролируемыми в объеме менее 100 %, объем контроля разрешается определять не от одного трубопровода, а от всей партии (серии, группы) трубопроводов.
При этом в одну партию могут быть объединены трубопроводы, цикл изготовления которых по сборочно-сварочным работам термообработке и контролю качества сварных соединений не превышает трех месяцев.
При монтаже трубопроводов данное разрешение допускается использовать только в том случае, когда все работы по выполнению соответствующих однотипных сварных соединений на объекте производятся одной организацией.
4.6.9. Сварные соединения деталей из легированных теплоустойчивых сталей перлитного класса, выполненные при температуре ниже 0 °С без предварительного и сопутствующего подогрева в зоне сварки, должны быть проконтролированы по всей длине соединений радиографией или ультразвуком.
4.6.10. Стыковые сварные соединения, которые были подвергнуты ремонтной переварке, должны быть проверены радиографией или ультразвуком по всей длине сварных соединений. Ремонтные заварки выборок металла должны быть проверены радиографией или ультразвуком по всему участку заварки, включая зону термического влияния сварки в основном металле. Кроме того, поверхность участка должна быть проверена магнитопорошковой или капиллярной дефектоскопией. При заварке по всей толщине стенки контроль поверхности должен производиться с обеих сторон, за исключением случаев недоступности внутренней стороны для контроля.
4.6.11. При невозможности осуществления ультразвуковой дефектоскопии или радиографического контроля из-за недоступности отдельных сварных соединений или неэффективности этих методов контроля (в частности, швов приварки штуцеров и труб внутренним диаметром менее 100 мм) контроль качества этих сварных соединений должен производиться другими методами в соответствии с инструкцией, согласованной в установленном порядке.
4.6.12. При выборочном контроле отбор контролируемых сварных соединений должен проводиться отделом технического контроля предприятия из числа наиболее трудновыполнимых или вызывающих сомнения по результатам визуального и измерительного контроля.
4.6.13. Если при выборочном контроле сварных соединений, выполненных сварщиком, будут обнаружены недопустимые дефекты, то контролю должны быть подвергнуты все однотипные сварные соединения по всей длине, выполненные данным сварщиком на трубопроводе за период времени, прошедший после предыдущего контроля сварных соединений изделия этим же методом.
4.6.14. Разрешается замена радиографического и ультразвукового контроля на другие методы контроля при условии согласования применяемого метода контроля со специализированной организацией и Госгортехнадзором России.
4.7. Капиллярный и магнитопорошковый контроль
4.7.1. Дополнительными видами контроля, устанавливаемыми чертежами, НД (ПТД) с целью определения поверхностных или подповерхностных дефектов, являются капиллярный и магнитопорошковый контроль сварных соединений и изделий.
4.7.2. Капиллярный и магнитопорошковый контроль должны проводиться в соответствии с методиками контроля, согласованными в установленном порядке.
4.7.3. Класс и уровень чувствительности капиллярного и магнитографического контроля должны устанавливаться чертежами НД (ПТД).
4.8. Контроль стилоскопированием
4.8.1. Контроль стилоскопированием должен проводиться с целью подтверждения соответствия легирования металла деталей и сварных швов требованиям чертежей, НД (ПТД).
4.8.2. Стилоскопированию подвергаются:
а) все свариваемые детали (части конструкций), которые по чертежу должны изготавливаться из легированной стали;
б) металл шва всех сварных соединений труб, которые согласно НД (ПТД) должны выполняться легированным присадочным материалом;
в) сварочные материалы согласно п. 4.2.9.
4.8.3. Стилоскопирование должно проводиться в соответствии с требованиями методических указаний или инструкций, согласованных в установленном порядке.
4.9. Измерение твердости
4.9.1. Измерение твердости металла сварного соединения проводится с целью проверки качества выполнения термической обработки сварных соединений.
4.9.2. Измерению твердости подлежит металл шва сварных соединений, выполненных из легированных теплоустойчивых сталей перлитного и мартенситно-ферритного классов, методами и в объеме, установленными НД.
4.10. Механические испытания, металлографические исследования и испытания на межкристаллитную коррозию
4.10.1. Механические испытания проводятся с целью проверки соответствия механических характеристик и качества сварных соединений требованиям Правил и НД на изделие.
Металлографические исследования проводятся с целью выявления возможных внутренних дефектов (трещин, непроваров, пор, шлаковых и неметаллических включений и т.п.), а также участков со структурой металла, отрицательно влияющей на свойства сварных соединений и изделий. Исследования микроструктуры являются обязательными при контроле сварных соединений, выполненных газовой сваркой, и при аттестации технологии сварки, а также в случаях, предусмотренных НД, согласованной в установленном порядке.
Испытания на стойкость против межкристаллитной коррозии проводятся в случаях, оговоренных конструкторской документацией, с целью подтверждения коррозионной стойкости сварных соединений деталей из аустенитных сталей.
4.10.2. Механические испытания проводятся:
а) при аттестации технологии сварки;
б) при контроле производственных сварных стыковых соединений, выполненных газовой и контактной сваркой;
в) при входном контроле сварочных материалов, используемых при сварке под флюсом и электрошлаковой сварке (п. 4.2.9 «г»).
4.10.3. Металлографические исследования проводятся:
а) при аттестации технологии сварки;
б) при контроле производственных сварных стыковых соединений, выполненных газовой и контактной сваркой, а также деталей из сталей разных структурных классов (независимо от способа сварки);
в) при контроле производственных сварных угловых и тавровых соединений, в том числе соединений труб (штуцеров) с трубопроводами, а также тройниковых соединений.
4.10.4. Основными видами механических и технологических испытаний являются испытания на статическое растяжение, статический изгиб или сплющивание и на ударный изгиб.
Испытания на статическое растяжение не являются обязательными для производственных поперечных сварных соединений при условии контроля этих соединений радиографией или ультразвуком в объеме 100 %.
Испытания на ударную вязкость не являются обязательными для производственных сварных соединений труб и элементов II, III и IV категории, а также всех сварных соединений деталей с толщиной стенки менее 12 мм.
Технологические испытания должны проводиться согласно требованиям, изложенным в примечаниях к таблицам приложения 5.
4.10.5. Металлографические исследования не являются обязательными:
а) для сварных соединений деталей из стали перлитного класса при условии контроля соединений радиографией или ультразвуком в объеме 100 %.
б) для сварных соединений трубопроводов, выполненных контактной сваркой на специальных машинах для контактной стыковой сварки с автоматизированным циклом работ при ежесменной проверке качества наладки машины путем испытания контрольных образцов.
4.10.6. Проверка механических свойств, металлографические исследования и испытания на межкристаллитную коррозию должны производиться на образцах, выполненных из контрольных* или из производственных сварных соединений, вырезаемых из изделия.
____________
* Определение контрольного сварного соединения изложено в приложении 7.
4.10.7. Контрольные сварные соединения должны быть идентичны контролируемым производственным соединениям. Контрольные соединения должны быть выполнены с полным соблюдением технологического процесса, применяемого при сварке производственных соединений или производственной аттестации технологии. Термическая обработка контрольных соединений должна производиться совместно с изделием (при общей термообработке в печи), а при невозможности этого - отдельно с применением методов нагрева и охлаждения и температурных режимов, установленных ПТД для производственных соединений. Если контролируемые сварные соединения подвергаются многократной термообработке, то и контрольное соединение должно пройти то же количество термообработок по тем же режимам. Если производственное соединение подвергалось многократному высокому отпуску, то контрольное соединение может быть подвергнуто однократному отпуску с продолжительностью выдержки не менее 80 % суммарного времени выдержки при всех высоких отпусках производственного соединения.
4.10.8. Контрольные сварные соединения выполняются в виде:
а) стыкового соединения двух отрезков труб - для контроля швов трубопроводов;
б) углового или таврового соединения штуцера (отрезка трубы) с основной трубой - для контроля приварки штуцеров к трубопроводу или коллектору, а также тройниковых соединений.
4.10.9. Контрольное сварное соединение должно быть проконтролировано в объеме 100 % теми же неразрушающими методами контроля, которые предусмотрены для производственных сварных соединений. При неудовлетворительных результатах контроля контрольные соединения должны быть изготовлены вновь в удвоенном количестве. Если при повторном неразрушающем контроле будут получены неудовлетворительные результаты, то и общий результат считается неудовлетворительным. В этом случае должны быть подвергнуты дополнительной проверке качество материалов, оборудование и квалификация сварщика.
4.10.10. Количество контрольных соединений, контролируемых согласно пп. 4.10.2 «б» и 4.10.3 «б», должно быть не менее одного на все однотипные производственные соединения, выполненные каждым сварщиком в течение 6 месяцев (в том числе для разных заказов), если НД (ПТД) не предусмотрено увеличенное количество контрольных соединений. После перерыва в работе сварщика более 3 месяцев следует выполнять новое контрольное сварное соединение.
При контроле поперечных соединений труб, выполненных контактной сваркой, должно быть испытано не менее двух контрольных соединений для всех идентичных производственных соединений, свариваемых на каждой сварочной машине с автоматизированным циклом работы в течение смены, а при переналадке машины в течение смены - за время между переналадками.
При контроле поперечных соединений труб с условным проходом менее 100 мм и толщиной стенки менее 12 мм, выполненных на специальных машинах для контактной сварки с автоматизированным циклом работы и с ежесменной проверкой качества наладки машины и прибора путем экспресс-испытаний контрольных образцов, допускается испытывать не менее двух контрольных сварных соединений для продукции, изготовленной за период не более трех суток при условии сварки труб одного размера и одной марки стали на постоянных режимах и с одинаковой подготовкой торцов.
4.10.11. Размеры и количество контрольных соединений должны быть достаточными для изготовления комплекта образцов для испытаний. При этом минимальное количество образцов для каждого вида испытаний должно составлять:
а) два образца - для испытаний на статическое растяжение;
б) два образца - для испытаний на статический изгиб;
в) три образца - для испытаний на ударный изгиб;
г) один образец (шлиф) - для металлографических исследований при контроле сварных соединений из углеродистой и низколегированной стали и не менее двух - при контроле сварных соединений из высоколегированной стали, если это предусмотрено НД и (или) ПТД;
д) два образца - для испытаний на стойкость к межкристаллитной коррозии.
Испытание на статический изгиб контрольных соединений труб наружным диаметром не более 108 мм допускается заменять испытанием на сплющивание. Испытания на сплющивание производятся в случаях, оговоренных в НД (ПТД).
4.10.12. При получении неудовлетворительных результатов по какому-либо виду механических испытаний допускается повторное испытание на удвоенном количестве образцов, вырезанных из тех же контрольных сварных соединений, по тому виду испытаний, по которому получены неудовлетворительные результаты.
Если при повторном испытании хотя бы на одном из образцов будут получены показатели свойств, не удовлетворяющие установленным нормам, общая оценка данного вида испытаний считается неудовлетворительной.
В случае невозможности вырезки образцов из первого контрольного соединения (комплекта) разрешается сварка второго контрольного соединения (комплекта) с соблюдением указанных выше требований.
4.11. Нормы оценки качества
4.11.1. Организация-изготовитель должна применять систему контроля качества изготовления, исключающую выпуск изделия с дефектами, которые снижают надежность за пределы, обеспечивающие безопасность эксплуатации.
4.11.2. Допуски по геометрическим размерам готовых изделий должны отвечать требованиям Правил и НД.
4.11.3. Качество сварных соединений должно удовлетворять нормам оценки качества сварных соединений, приведенным в приложении 8.
4.12. Гидравлическое испытание
4.12.1. Гидравлическому испытанию с целью проверки прочности и плотности трубопроводов и их элементов, а также всех сварных и других соединений подлежат:
а) все элементы и детали трубопроводов; их гидравлическое испытание не является обязательным, если они подвергались 100 % контролю ультразвуком или иным равноценным методом неразрушающей дефектоскопии;
б) блоки трубопроводов; их гидравлическое испытание не является обязательным, если все составляющие их элементы были подвергнуты испытанию в соответствии с пунктом «а», а все выполненные при их изготовлении и монтаже сварные соединения проверены методами неразрушающей дефектоскопии (ультразвуком или радиографией) по всей протяженности;
в) трубопроводы всех категорий со всеми элементами и их арматурой после окончания монтажа.
4.12.2. Допускается проведение гидравлического испытания отдельных и сборных элементов совместно с трубопроводом, если при изготовлении или монтаже невозможно провести их испытания отдельно от трубопровода.
Арматура и фасонные детали трубопроводов должны подвергаться гидравлическому испытанию пробным давлением в соответствии с НД.
4.12.4. Максимальная величина пробного давления устанавливается расчетом на прочность по НД, согласованной в установленном порядке.
Величину пробного давления выбирает организация-изготовитель (проектная организация) в пределах между минимальным и максимальным значениями.
4.12.5. Для гидравлического испытания должна применяться вода с температурой не ниже +5 °С и не выше +40 °С.
Гидравлическое испытание трубопроводов должно производиться при положительной температуре окружающего воздуха. При гидравлическом испытании паропроводов, работающих с давлением 10 МПа (100 кгс/см2) и выше, температура их стенок должна быть не менее +10 °С.
4.12.6. Давление в трубопроводе следует повышать плавно. Скорость подъема давления должна быть указана в НД на изготовление трубопровода.
Использование сжатого воздуха для подъема давления не допускается.
4.12.7. Давление при испытании должно контролироваться двумя манометрами. При этом выбираются манометры одного типа с одинаковыми классом точности, пределом измерения и ценой деления.
Время выдержки трубопровода и его элементов под пробным давлением должно быть не менее 10 мин.
После снижения пробного давления до рабочего производится тщательный осмотр трубопровода по всей его длине.
Разность между температурами металла и окружающего воздуха во время испытания не должна вызывать выпадения влаги на поверхностях объекта испытаний. Используемая для гидроиспытания вода не должна загрязнять объект или вызывать интенсивную коррозию.
4.12.8. Трубопровод и его элементы считаются выдержавшими гидравлическое испытание, если не обнаружено: течи, потения в сварных соединениях и в основном металле, видимых остаточных деформаций, трещин или признаков разрыва.
4.13. Исправление дефектов в сварных соединениях
4.13.1. Недопустимые дефекты, обнаруженные в процессе изготовления, монтажа, ремонта, испытания и в эксплуатации, должны быть устранены с последующим контролем исправленных участков.
4.13.2. Технология исправления дефектов и порядок контроля устанавливаются ПТД, разработанной в соответствии с требованиями Правил и НД.
Отклонения от принятой технологии исправления дефектов должны быть согласованы с ее разработчиком.
4.13.3. Удаление дефектов следует проводить механическим способом с обеспечением плавных переходов в местах выборок. Максимальные размеры и форма подлежащих заварке выборок устанавливаются НД (ПТД).
Допускается применение способов термической резки (строжки) для удаления внутренних дефектов с последующей обработкой поверхности выборки механическим способом.
Полнота удаления дефектов должна быть проконтролирована визуально и методом неразрушающего контроля (капиллярной или магнитопорошковой дефектоскопией либо травлением) в соответствии с требованиями НД (ПТД).
4.13.4. Исправление дефектов без заварки мест их выборки допускается в случае сохранения минимально допустимой толщины стенки детали в месте максимальной глубины выборки.
4.13.5. Если при контроле исправленного участка будут обнаружены дефекты, то допускается проводить повторное исправление в том же порядке, что и первое.
Исправление дефектов на одном и том же участке сварного соединения допускается проводить не более трех раз.
Не считаются повторно исправленными разрезаемые по сварному шву соединения с удалением металла шва и зоны термического влияния.
В случае вырезки дефектного сварного соединения труб и последующей вварки вставки в виде отрезка трубы два вновь выполненных сварных соединения не считаются исправлявшимися.
V. РЕГИСТРАЦИЯ, ТЕХНИЧЕСКОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ, РАЗРЕШЕНИЕ НА ЭКСПЛУАТАЦИЮ
5.1. Регистрация
5.1.1. На все трубопроводы, на которые распространяются Правила, организациями-владельцами на основании документации, предоставляемой организациями-изготовителями и монтажными организациями, должны быть составлены паспорта установленной формы (приложение 2).
Редукционно-охладительные установки (РУ, РОУ, БРОУ) должны регистрироваться совместно с паропроводом со стороны высокого давления, при этом должна предъявляться техническая документация на все элементы, включая входную и выходную задвижки РОУ, с указанием характеристик предохранительного устройства, устанавливаемого на стороне низкого давления.
5.1.2. Опасные производственные объекты, на которых эксплуатируются трубопроводы пара и горячей воды, должны быть зарегистрированы в Государственном реестре опасных производственных объектов в порядке, установленном Правилами регистрации объектов в Государственном реестре опасных производственных объектов, утвержденных Постановлением Правительства Российской Федерации от 24.11.98 № 1371*.
____________
* Собрание законодательства Российской Федерации. 1998. № 48. Ст. 5939.
5.1.3. Трубопроводы I категории с условным проходом более 70 мм, трубопроводы II и III категорий с условным проходом более 100 мм, а также трубопроводы IV категории, расположенные в пределах зданий тепловых электростанций и котельных с условным проходом более 100 мм, должны быть зарегистрированы до пуска в работу в органах Госгортехнадзора России. Другие трубопроводы, на которые распространяются настоящие Правила, подлежат регистрации в организации, являющейся владельцем трубопровода.
5.1.4. Регистрация трубопроводов в органах Госгортехнадзора России производится после проведения технического освидетельствования на основании письменного заявления администрации организации - владельца трубопровода.
При регистрации трубопроводов в органах Госгортехнадзора России организацией, являющейся владельцем трубопровода, должны представляться следующие документы:
1. Паспорт трубопровода (приложение 2).
2. Исполнительная схема трубопровода с указанием на ней:
а) марки стали, диаметров, толщин труб, протяженности трубопровода;
б) расположения опор, компенсаторов, подвесок, арматуры, воздушников и дренажных устройств;
в) сварных соединений с указанием расстояний между ними и от них колодцев и абонентских вводов;
г) расположения указателей для контроля тепловых перемещений с указанием проектных величин перемещений, устройств для измерения ползучести (для трубопроводов, которые работают при температурах, вызывающих ползучесть металла, ст. 6.2.4).
3. Свидетельство об изготовлении элементов трубопровода (приложение 3).
4. Свидетельство о монтаже трубопровода (приложение 4).
5. Акт приемки трубопровода владельцем от монтажной организации.
5.1.5. Орган Госгортехнадзора России обязан в течение пяти дней рассмотреть представленную документацию. При соответствии документации на трубопровод требованиям Правил орган Госгортехнадзора России регистрирует трубопровод, ставит в паспорте штамп и возвращает паспорт со всеми документами владельцу трубопровода. Отказ в регистрации сообщается владельцу в письменном виде с указанием причин отказа и со ссылкой на соответствующие пункты Правил.
5.1.6. При передаче трубопровода другому владельцу до пуска в работу трубопровод подлежит перерегистрации.
5.2. Техническое освидетельствование
5.2.1. Трубопроводы, на которые распространяются Правила, перед пуском в работу и в процессе эксплуатации должны подвергаться следующим видам технического освидетельствования: наружному осмотру и гидравлическому испытанию.
5.2.2. Техническое освидетельствование трубопроводов должно проводиться лицом, ответственным за исправное состояние и безопасную эксплуатацию, в следующие сроки:
а) наружный осмотр (в процессе работы) трубопроводов всех категорий - не реже одного раза в год;
б) наружный осмотр и гидравлическое испытание трубопроводов, не подлежащих регистрации в органах Госгортехнадзора России, - перед пуском в эксплуатацию после монтажа, ремонта, связанного со сваркой, а также - при пуске трубопроводов после нахождения их в состоянии консервации свыше двух лет.
5.2.3. Зарегистрированные в органах Госгортехнадзора России трубопроводы должны подвергаться:
наружному осмотру и гидравлическому испытанию - перед пуском вновь смонтированного трубопровода, после ремонта трубопровода, связанного со сваркой, а также при пуске трубопровода после его нахождения в состоянии консервации свыше двух лет;
наружному осмотру - не реже одного раза в три года.
Техническое освидетельствование трубопроводов, зарегистрированных в органах Госгортехнадзора России, осуществляется специалистами организации, имеющей лицензию Госгортехнадзора России на экспертизу промышленной безопасности.
5.2.4. Наружный осмотр трубопроводов, проложенных открытым способом или в проходных и полупроходных каналах, может производиться без снятия изоляции. Наружный осмотр трубопроводов при прокладке в непроходных каналах или при бесканальной прокладке производится путем вскрытия грунта отдельных участков и снятия изоляции не реже чем через каждые два километра трубопровода.
Лицо, производящее техническое освидетельствование, в случае появления у него сомнений относительно состояния стенок или сварных швов трубопровода вправе потребовать частичного или полного удаления изоляции.
5.2.5. Вновь смонтированные трубопроводы подвергаются наружному осмотру и гидравлическому испытанию до наложения изоляции.
5.2.6. Гидравлическое испытание трубопроводов может производиться лишь после окончания всех сварочных работ, термообработки, а также после установки и окончательного закрепления опор и подвесок. При этом должны быть представлены документы, подтверждающие качество выполненных работ.
5.2.7. Гидравлическое испытание трубопроводов должно производиться в соответствии с требованиями, изложенными в разделах IV и V настоящих Правил, а величина пробного давления должна приниматься в соответствии с п. 4.12.3.
Сосуды, являющиеся неотъемлемой частью трубопровода, испытываются тем же давлением, что и трубопроводы.
5.2.8. Для проведения гидравлического испытания трубопроводов, расположенных на высоте свыше 3 м, должны устраиваться подмостки или другие приспособления, обеспечивающие возможность безопасного осмотра трубопровода.
5.2.9. При контроле качества соединительного сварочного стыка трубопровода с действующей магистралью (если между ними имеется только одна отключающая задвижка, а также при контроле не более двух соединений, выполненных при ремонте) гидравлическое испытание может быть заменено проверкой сварного соединения двумя видами контроля - радиографическим и ультразвуковым.
5.2.10. При техническом освидетельствовании трубопровода обязательно присутствие лица, ответственного за исправное состояние и безопасную эксплуатацию трубопровода.
5.2.11. Результаты технического освидетельствования и заключение о возможности эксплуатации трубопровода с указанием разрешенного давления и сроков следующего освидетельствования должны быть записаны в паспорт трубопровода лицом, производившим освидетельствование.
Если при освидетельствовании трубопровода окажется, что он находится в аварийном состоянии или имеет серьезные дефекты, вызывающие сомнение в его прочности, то дальнейшая эксплуатация трубопровода должна быть запрещена, а в паспорте сделана соответствующая мотивированная запись.
5.2.12. По истечении расчетного срока службы (расчетного ресурса) трубопровод должен пройти техническое диагностирование по методике, согласованной с Госгортехнадзором России, или демонтирован. Техническое диагностирование должно выполняться организацией, имеющей лицензию Госгортехнадзора России на проведение экспертизы промышленной безопасности.
5.3. Разрешение на эксплуатацию
5.3.1. Разрешение на эксплуатацию вновь смонтированных трубопроводов, подлежащих регистрации в органах Госгортехнадзора России, выдается после их регистрации, технического освидетельствования и проверки организации надзора и обслуживания.
Разрешение на эксплуатацию трубопроводов, не регистрируемых в органах Госгортехнадзора России, выдается лицом, ответственным за исправное состояние и безопасную эксплуатацию трубопроводов, на основании проверки документации и результатов произведенного им освидетельствования.
Разрешение на эксплуатацию трубопроводов, подлежащих регистрации в органах Госгортехнадзора России, записывается в паспорт трубопровода инспектором Госгортехнадзора России, а не подлежащих регистрации - лицом, ответственным за их исправное состояние и безопасную эксплуатацию.
5.3.2. Разрешение на включение в работу трубопроводов как регистрируемых, так и не регистрируемых в органах Госгортехнадзора России, выдается лицом, ответственным за исправное состояние и безопасную эксплуатацию трубопроводов, на основании проверки готовности их к пуску и оформляется записью в сменном журнале.
5.3.3. На каждый трубопровод после его регистрации в специальные таблички форматом не менее 400´300 мм должны быть внесены следующие данные:
регистрационный номер;
разрешенное давление;
температура среды;
дата (месяц и год) следующего наружного осмотра.
На каждом трубопроводе должно быть не менее трех табличек, которые должны устанавливаться по концам и в середине трубопровода. Если один и тот же трубопровод размещается в нескольких помещениях, табличка должна быть на трубопроводе в каждом помещении.
VI. ОРГАНИЗАЦИЯ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ И РЕМОНТА
6.1. Организация безопасной эксплуатации
6.1.1. Производственный контроль за безопасной эксплуатацией трубопроводов пара и горячей воды должна осуществляться в соответствии с Правилами организации и осуществления производственного контроля за соблюдением требований промышленной безопасности на опасном производственном объекте, утвержденными постановлением Правительства Российской Федерации от 10.03.99 № 263*.
_____________
* Собрание законодательства Российской Федерации. 1999. № 11. Ст. 1305.
6.1.2. Руководство организации - владельца трубопровода обеспечивает содержание трубопроводов в исправном состоянии и безопасные условия их эксплуатации путем организации надлежащего обслуживания.
В этих целях владельцу необходимо:
а) назначить ответственного за исправное состояние и безопасную эксплуатацию трубопроводов из числа инженерно-технических работников, прошедших проверку знаний в установленном порядке;
б) обеспечить инженерно-технических работников правилами и руководящими указаниями по безопасной эксплуатации трубопроводов (циркулярами, информационными письмами, инструкциями и др.);
в) назначить необходимое количество лиц обслуживающего персонала, обученного и имеющего удостоверение на право обслуживания трубопроводов;
г) разработать и утвердить инструкцию для персонала, обслуживающего трубопроводы. Инструкция должна быть выдана под расписку обслуживающему персоналу и вывешена на рабочих местах. В цехах электростанций инструкции могут не вывешиваться;
д) установить такой порядок, чтобы персонал, на который возложены обязанности по обслуживанию трубопроводов, вел тщательное наблюдение за порученным ему оборудованием путем осмотра, проверки исправности действия арматуры, контрольно-измерительных приборов и предохранительных устройств; для записи результатов осмотра и проверки должен вестись сменный журнал;
е) установить порядок и обеспечить периодичность проверки знания руководящими и инженерно-техническими работниками правил, норм и инструкций по технике безопасности;
ж) организовать периодическую проверку знаний персоналом инструкций;
з) обеспечить выполнение инженерно-техническими работниками правил, а обслуживающим персоналом - инструкций;
6.1.3. Ответственный за исправное состояние и безопасную эксплуатацию трубопроводов назначается руководством организации - владельца трубопроводов. Номер и дата приказа о назначении ответственного лица должны записываться в паспорт трубопровода до его регистрации в территориальных органах Госгортехнадзора России, а также каждый раз после назначения нового ответственного лица.
6.1.4. Ответственный за исправное состояние и безопасную эксплуатацию трубопроводов назначается из числа специалистов, прошедших проверку знаний в соответствии с Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнадзору России1, утвержденным постановлением Госгортехнадзора России от 30.04.02 № 21 и зарегистрированным Минюстом России от 31.05.02 рег. № 1706.
____________
1 См. примечание в пункте 4.2.5. (Примеч. изд.)
6.1.5. Ответственность за исправное состояние и безопасную эксплуатацию трубопроводов должна быть возложена на руководящего работника, которому непосредственно подчинен персонал, обслуживающий трубопроводы.
6.1.6. На время отсутствия ответственного за исправное состояние и безопасную эксплуатацию трубопроводов (отпуск, командировка, болезнь) исполнение его обязанностей должно быть возложено приказом по организации на другого специалиста, прошедшего проверку знаний Правил. При этом запись в паспорт трубопровода не делается.
6.1.7. Организация обязана обеспечить ответственного за исправное состояние и безопасную эксплуатацию трубопроводов всем комплектом нормативно-технической документации (Правилами, циркулярами, информационными письмами, инструкциями и др.).
6.1.8. Организация обязана обеспечить ответственного за исправное состояние и безопасную эксплуатацию трубопроводов необходимыми материальными средствами для выполнения им своих обязанностей (спецодеждой, приборами и инструментами, канцелярскими принадлежностями и др.).
6.1.9. Ответственный за исправное состояние и безопасную эксплуатацию трубопроводов обязан:
6.1.9.1. Допускать к обслуживанию трубопроводов только обученный и аттестованный персонал.
6.1.9.2. Своевременно извещать комиссию по периодической и очередной проверке знаний о предстоящих проверках и обеспечить явку персонала для проверки знаний.
6.1.9.3. Обеспечивать обслуживающий персонал производственными инструкциями, разработанными на основе инструкций организаций-изготовителей по монтажу и эксплуатации с учетом компоновки оборудования. Инструкции выдаются обслуживающему персоналу под расписку и постоянно находятся на рабочих местах.
6.1.9.4. Обеспечивать прохождение обслуживающим персоналом периодических медицинских обследований.
6.1.9.5. Обеспечивать ведение и хранение технической документации по эксплуатации и ремонтам трубопроводов (паспортов, сменного и ремонтного журналов, журнала контрольных поверок манометров и др.).
6.1.9.6. Ежедневно в рабочие дни проверять записи в сменном журнале с росписью в нем.
6.1.9.7. Выдавать письменное распоряжение на пуск трубопроводов в работу после проверки готовности к эксплуатации и организации их обслуживания.
6.1.9.8. Обеспечивать каждый трубопровод, введенный в эксплуатацию, табличкой, предусмотренной п. 5.3.3 настоящих Правил.
6.1.9.9. Допускать к применению трубопроводы, соответствующие требованиям промышленной безопасности.
6.1.9.10. Организовывать своевременную подготовку к техническому освидетельствованию трубопроводов, зарегистрированных в органах Госгортехнадзора России, и участвовать в этих освидетельствованиях.
6.1.9.11. Проводить своевременное техническое освидетельствование трубопроводов.
6.1.9.12. Обеспечивать вывод трубопроводов в ремонт в соответствии с графиком планово-предупредительных ремонтов.
6.1.9.13. Участвовать в обследованиях, проводимых органами Госгортехнадзора России и выполнять предписания, выдаваемые по результатам обследований.
6.1.9.14. Проводить инструктаж и противоаварийные тренировки с персоналом, обслуживающим трубопроводы.
6.1.9.15. Устанавливать порядок приемки и сдачи смены обслуживающим трубопроводы персоналом.
6.1.9.16. Обеспечивать устранение выявленных во время технического освидетельствования или диагностирования неисправностей или дефектов до пуска трубопроводов в эксплуатацию.
6.1.10. Ответственный за исправное состояние и безопасную эксплуатацию трубопроводов имеет право:
6.1.10.1. Осуществлять свободный доступ во все помещения, связанные с эксплуатацией трубопроводов в любое время суток.
6.1.10.2. Участвовать в деятельности комиссии по расследованию причин аварий, инцидентов и несчастных случаев, произошедших при эксплуатации трубопроводов.
6.1.10.3. Участвовать в работе комиссии по проверке знаний у специалистов и обслуживающего трубопроводы персонала.
6.1.10.4. Отстранять от обслуживания трубопроводов персонал, допустивший нарушения инструкций или показавший неудовлетворительные знания во время периодической или внеочередной проверках знаний и во время противоаварийных тренировок.
6.1.10.5. Предоставлять руководству организации предложения по привлечению к ответственности специалистов и обслуживающий персонал, допустивших нарушения правил и инструкций.
6.1.10.6. Предоставлять руководству организации предложения по устранению причин, вызывающих нарушения требования правил и инструкций.
6.2. Обслуживание
6.2.1. К обслуживанию трубопроводов могут быть допущены лица, обученные по программе, согласованной в установленном порядке, имеющие удостоверение на право обслуживания трубопроводов и знающие инструкцию.
Знания обслуживающего персонала должны проверяться квалификационной комиссией организации. Участие представителя органа Госгортехнадзора России в работе квалификационной комиссии по аттестации обслуживающего персонала необязательно.
6.2.2. Проверка знаний персонала, обслуживающего трубопроводы, должна проводиться не реже одного раза в 12 месяцев, а также при переходе из одной организации в другую.
6.2.3. Результаты экзаменов и периодической проверки знаний обслуживающего персонала должны оформляться протоколом за подписью председателя комиссии и ее членов и заноситься в специальный журнал.
Лицам, выдержавшим экзамены, выдаются удостоверения за подписью председателя комиссии.
6.2.4. Для предотвращения аварий паропроводов, работающих при температуре, вызывающей ползучесть металла, организация обязана установить систематическое наблюдение за ростом остаточных деформаций. Это требование относится к паропроводам из углеродистой и молибденовой стали, работающим при температуре пара 450 °С и выше, из хромомолибденовых и хромомолибденованадиевых сталей при температуре пара 500 °С и выше и из высоколегированных теплоустойчивых сталей при температуре пара 550 °С и выше.
Наблюдения, контрольные замеры и вырезки должны производиться на основании инструкции, согласованной с Госгортехнадзором России.
6.2.5. Проверка исправности действия манометров и предохранительных клапанов должна производиться в следующие сроки:
а) для трубопроводов с рабочим давлением до 1,4 МПа (14 кгс/см2) включительно - не реже одного раза в смену;
б) для трубопроводов с рабочим давлением свыше 1,4 МПа (14 кгс/см2) до 4,0 МПа (40 кгс/см2) включительно - не реже одного раза в сутки;
в) для трубопроводов с рабочим давлением свыше 4,0 МПа (40 кгс/см2) - в сроки, установленные инструкцией, утвержденной в установленном порядке в отрасли электроэнергетика.
О результатах проверки делается запись в сменном журнале.
6.2.6. Проверка исправности манометра обслуживающим персоналом в процессе эксплуатации трубопровода производится с помощью трехходового крана или заменяющих его запорных вентилей путем «установки стрелки манометра на нуль».
Не реже одного раза в 12 месяцев манометры должны быть поверены в порядке, предусмотренном Госстандартом России, на каждом из них должно быть установлено клеймо или пломба.
Кроме указанной поверки, владелец обязан не реже одного раза в шесть месяцев производить дополнительную проверку рабочих манометров контрольным с записью результатов в журнал контрольных проверок манометров.
При отсутствии контрольного манометра допускается дополнительную проверку производить проверенным рабочим манометром, имеющим с проверяемым манометром одинаковую шкалу и класс точности.
6.2.7. Манометры не допускаются к применению в следующих случаях:
а) на манометре отсутствует пломба или клеймо с отметкой о проведении поверки;
б) истек срок поверки манометра;
в) стрелка манометра при его отключении не возвращается к нулевой отметке шкалы на величину, превышающую половину допускаемой погрешности для данного манометра;
г) разбито стекло или имеются другие повреждения манометра, которые могут отразиться на правильности его показаний.
6.2.8. Исправность предохранительных клапанов проверяется принудительным кратковременным их «подрывом».
6.3. Организация ремонта
6.3.1. При эксплуатации необходимо обеспечивать своевременный ремонт трубопроводов по утвержденному графику планово-предупредительного ремонта. Ремонт должен выполняться по техническим условиям (технологии), разработанным до начала выполнения работ.
6.3.2. Ремонт трубопроводов должен проводиться только по наряду-допуску, выдаваемому в установленном порядке.
6.3.3. В организации должен вестись ремонтный журнал, в который за подписью лица, ответственного за исправное состояние и безопасную эксплуатацию трубопроводов, должны вноситься сведения о выполненных ремонтных работах, не вызывающих необходимости внеочередного технического освидетельствования.
Сведения о ремонтных работах, вызывающих необходимость проведения внеочередного освидетельствования трубопровода, о материалах, использованных при ремонте, а также сведения о качестве сварки должны заноситься в паспорт трубопровода.
6.3.4. До начала ремонтных работ на трубопроводе он должен быть отделен от всех других трубопроводов заглушками или отсоединен.
В случае если арматура трубопроводов пара и горячей воды бесфланцевая, отключение трубопровода должно производиться двумя запорными органами при наличии между ними дренажного устройства диаметром условного прохода не менее 32 мм, имеющего прямое соединение с атмосферой. Приводы задвижек, а также вентилей открытых дренажей должны быть заперты на замок так, чтобы исключалась возможность ослабления их плотности при запертом замке. Ключи от замков должны храниться у ответственного за исправное состояние и безопасную эксплуатацию трубопровода.
Толщина применяемых при отключении трубопровода заглушек и фланцев должна быть определена расчетом на прочность. Заглушка должна иметь выступающую часть (хвостовик), по которой определяется ее наличие.
Прокладки между фланцами и заглушкой должны быть без хвостовиков.
VII. ОКРАСКА И НАДПИСИ НА ТРУБОПРОВОДАХ
7.1. В зависимости от назначения трубопровода и параметров среды поверхность трубопровода должна быть окрашена в соответствующий цвет и иметь маркировочные надписи.
Окраска, условные обозначения, размеры букв и расположение надписей должны соответствовать государственным стандартам.
7.2. На трубопроводы должны наноситься надписи следующего содержания:
а) на магистральных линиях - номер магистрали (римской цифрой) и стрелка, указывающая направление движения рабочей среды. В случае, если при нормальном режиме возможно движение ее в обе стороны, даются две стрелки, направленные в обе стороны;
б) на ответвлениях вблизи магистралей - номер магистрали (римской цифрой), номера агрегата (арабскими цифрами) и стрелки, указывающие направление движения рабочей среды;
в) на ответвлениях от магистралей вблизи агрегатов - номер магистрали (римской цифрой) и стрелки, указывающие направление движения рабочей среды.
7.3. Число надписей на одном и том же трубопроводе не нормируется. Надписи должны быть видимы с мест управления вентилями, задвижками и т.п. В местах выхода и входа трубопроводов в другое помещение надписи обязательны.
7.4. При покрытии поверхности изоляции трубопровода металлической обшивкой (листами алюминия, оцинкованного железа и другими коррозионно-стойкими металлами) окраска обшивки по всей длине может не производиться. В этом случае в зависимости от транспортируемой среды должны наноситься соответствующие условные обозначения.
7.5. На вентили, задвижки и приводы к ним должны наноситься надписи следующего содержания:
а) номер или условное обозначение запорного или регулирующего органа, соответствующие эксплуатационным схемам и инструкциям;
б) указатель направления вращения в сторону закрытия (З) и в сторону открытия (О).
7.6. Надписи на арматуре и приводах, перечисленных в п. 7.5, делаются в следующих местах:
а) при расположении штурвала вблизи корпуса вентиля (задвижки) - на корпусе или изоляции вентиля (задвижки) или на прикрепленной табличке;
б) при дистанционном управлении с помощью штурвала - на колонке или кронштейне штурвала;
в) при дистанционном управлении с помощью цепи - на табличке, неподвижно соединенной с кронштейном цепного колеса и закрепленной в положении, обеспечивающем наилучшую видимость с площадки управления;
г) при дистанционном управлении вентилем или задвижкой расположенными под полом площадки обслуживания, с помощью съемного штурвала (конец вала утоплен в полу и закрыт крышкой) - на крышке с внутренней и внешней сторон;
д) при дистанционном управлении с помощью электропривода - у пускового включателя;
е) при дистанционном управлении, кроме надписей, предусмотренных пп. «б», «в», «г», «д», должны быть нанесены надписи и на маховики управляемой арматуры.
VIII. КОНТРОЛЬ ЗА СОБЛЮДЕНИЕМ ПРАВИЛ
8.1. Контроль за соблюдением Правил осуществляется органами Госгортехнадзора России путем проведения периодических обследований организаций, эксплуатирующих трубопроводы, а также организаций-изготовителей, монтажных и ремонтных организаций в соответствии с методическими указаниями, инструкциями и другими руководящими материалами Госгортехнадзора России.
8.2. Если во время обследования организации-изготовителя, монтажной или ремонтной организации будет установлено, что при изготовлении, монтаже или ремонте трубопроводов и их деталей допускаются нарушения Правил, то в зависимости от характера нарушения устанавливаются сроки их устранения или запрещается дальнейшее изготовление, монтаж или ремонт в порядке, установленном Госгортехнадзором России.
8.3. Если при обследовании находящихся в эксплуатации трубопроводов будут выявлены дефекты в их элементах или нарушения Правил, угрожающие безопасности их дальнейшей эксплуатации, а также, если истек срок их очередного освидетельствования или обнаружено отсутствие лица, ответственного за исправное состояние и безопасную эксплуатацию, работа трубопровода должна быть запрещена. При этом в паспорт трубопровода должна быть внесена запись о причинах запрещения со ссылкой на действующие пункты Правил.
8.4. Необходимость и сроки приведения в соответствие с Правилами трубопроводов, находящихся в процессе изготовления или монтажа, эксплуатации, ремонта и реконструкции, должны быть определены владельцем и согласованы с органами Госгортехнадзора России не позднее чем через 6 месяцев с момента введения в действие Правил.
ПРИЛОЖЕНИЯ
Приложение 1
Основные термины и определения
|
№ п/п |
Термин |
Определение |
|
1 |
Сборочная единица |
Изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе с применением сборочных операций (сварки, свинчивания, развальцовки и др.). |
|
2 |
Деталь |
Изделие, изготовленное из однородного по наименованию материала без применения сборочных операций. |
|
3 |
Полуфабрикат* |
Предмет труда, подлежащий дальнейшей обработке в организациях-потребителях. |
|
4 |
Изделие |
Единица промышленной продукции, количество которой может исчисляться в штуках или экземплярах. |
|
5 |
Фасонная часть (деталь) |
Деталь или сборочная единица трубопровода или трубной системы, обеспечивающая изменение направления, слияние или деление, расширение или сужение потока рабочей среды. |
|
6 |
Колено |
Фасонная часть, обеспечивающая изменение направления потока рабочей среды на угол от 15 до 180°. |
|
7 |
Крутоизогнутое колено |
Колено, изготовленное гибкой радиусом от одного до трех номинальных наружных диаметров трубы. |
|
8 |
Гиб |
Колено, изготовленное с применением деформации изгиба трубы. |
|
9 |
Элемент трубопровода |
Сборочная единица трубопровода пара или горячей воды, предназначенная для выполнения одной из основных функций трубопровода (например, прямолинейный участок, колено, тройник, конусный переход фланец и др.). |
|
10 |
Штампосварное колено |
Колено, изготовленное из труб или листа с использованием штамповки и сварки. |
|
11 |
Штампованное колено |
Колено, изготовленное из трубы штамповкой без применения сварки. |
|
12 |
Кованое колено |
Колено, изготовленное из поковки с последующей механической обработкой. |
|
13 |
Секторное колено |
Колено, изготовленное из сваренных между собой секторов, выполненных из листа, бесшовных или сварных труб. |
|
14 |
Расчетная толщина стенки |
Толщина стенки, теоретически необходимая для обеспечения прочности детали при воздействии внутреннего или наружного давления. |
|
15 |
Номинальная толщина стенки |
Толщина стенки, предназначенная для выбора полуфабриката или заготовки и характеризующая размеры детали в целом, т.е. вне связи с каким-либо конкретным участком детали. |
|
16 |
Допустимая толщина стенки |
Толщина стенки, при которой возможна работа детали на расчетных параметрах в течение расчетного ресурса; она является критерием для определения достаточных значений фактической толщины стенки. |
|
17 |
Фактическая толщина стенки |
Толщина стенки, измеренная на определяющем параметры эксплуатации конкретном участке детали при изготовлении или в эксплуатации. |
|
18 |
Расчетное давление |
Максимальное избыточное давление в расчетной детали, на которое производится расчет на прочность при обосновании основных размеров, обеспечивающих надежную эксплуатацию в течение расчетного ресурса. |
|
19 |
Рабочее давление в элементе трубопровода |
Максимальное избыточное давление на входе в элемент, определяемое по рабочему давлению трубопровода с учетом сопротивления и гидростатического давления. По величине рабочего давления в элементе трубопровода следует определять область применения материала. |
|
20 |
Разрешенное давление |
Максимально допустимое избыточное давление в трубопроводе или его фасонной детали, установленное по результатам технического освидетельствования или контрольного расчета на прочность. |
|
21 |
Условное давление |
Рабочее давление среды в арматуре и деталях трубопроводов, при котором обеспечивается их длительная эксплуатация при 20 °С. |
|
22 |
Пробное давление |
Избыточное давление, при котором должно производиться гидравлическое испытание трубопровода или его фасонной части (детали) на прочность и плотность |
|
23 |
Расчетная температура стенки |
Температура металла детали, по которой выбирается величина допускаемого напряжения при расчете толщины стенки. |
|
24 |
Расчетная температура среды |
Максимальная температура пара или горячей воды в трубопроводе или его фасонной детали. |
|
25 |
Предельная температура стенки |
Максимальная температура стенки детали трубопровода. |
|
26 |
Расчетная температура наружного воздуха |
Средняя суточная температура воздуха в данном районе за наиболее холодную пятидневку года. |
|
27 |
Расчетный ресурс эксплуатации |
Продолжительность эксплуатации трубопровода в часах, в течение которой предприятие-изготовитель гарантирует надежность его работы при соблюдении заданных параметров и режима эксплуатации, указанных в инструкции предприятия-изготовителя. |
|
28 |
Расчетный срок службы |
Срок службы в календарных годах со дня ввода в эксплуатацию, по истечении которого следует провести экспертное обследование технического состояния трубопровода, с целью определения допустимости, параметров и условий дальнейшей эксплуатации трубопровода или необходимости его демонтажа. |
|
29 |
Техническое диагностирование |
Определение технического состояния объекта. |
|
30 |
Экспертное техническое диагностирование |
Техническое диагностирование трубопровода, выполняемое по истечении расчетного срока службы трубопровода (независимо от исчерпания расчетного ресурса безопасной работы), а также после аварии или обнаруженных повреждений с целью определения возможности, параметров и условий дальнейшей эксплуатации. |
|
31 |
Владелец трубопровода |
Организация, на балансе которой находится трубопровод и администрация которой несет юридическую и уголовную ответственность за безопасную его эксплуатацию. |
|
32 |
Нормативная документация (НД) |
Технические условия, отраслевые и государственные стандарты. |
|
33 |
Производственно-техническая документация (ПТД) |
Технологические инструкции и карты технологического процесса. |
|
34 |
Сертификат соответствия |
Документ, выдаваемый в соответствии с правилами сертификации продукции и указывающий, что продукция соответствует Правилам, а также конкретному стандарту или другому нормативному документу. |
|
35 |
Условный проход, Dy |
Параметр, принимаемый для трубопроводных систем в качестве характеристики присоединяемых частей. Параметр Dy не имеет единицы измерения и приблизительно равен внутреннему диаметру присоединяемого трубопровода, выраженному в мм, округленному до ближайшей величины из стандартного ряда |
_____________
* В Правилах рассматриваются следующие полуфабрикаты: листы, трубы, поковки (штамповки), прокат, стальные и чугунные отливки и крепеж.
Примечания. 1. При указании диапазона величин приведенное значение следует включать в данный диапазон; например, «до 150 °С» означает «до 150 °С включительно».
2. Трубопроводы в пределах котла, сосуда, турбины, насоса, паровых, воздушных и гидравлических машин рассматриваются как элементы указанного оборудования. Эти трубопроводы должны входить в объем поставки организации-изготовителя указанного оборудования или изготавливаться по его нормативно-технической документации. Границы (пределы) котла - запорные устройства питательных, дренажных и других трубопроводов, а также предохранительные клапаны и другие клапаны и задвижки, ограничивающие внутренние полости элементов котла и присоединенных к ним трубопроводов. При отсутствии запорных органов пределами котла следует считать границы его заводской поставки.
3. НД, ПТД и ТУ должны быть составлены с учетом требований Правил.
4. Под угловыми сварными соединениями в тексте настоящих Правил понимаются угловые и тавровые соединения пересекающихся деталей, выполненные односторонним или двусторонним швом с полным или частичным проплавлением независимо от того, имеет деталь продолжение в одну или обе стороны от сварного шва или не имеет.
Приложение 2
(ОБРАЗЕЦ)
(паспорт оформляется в жесткой обложке: формат 210×297 мм)
|
Паспорт трубопровода Наименование и адрес предприятия - владельца трубопровода ___________________ ____________________________________________________________________________ Назначение трубопровода __________________________________________________ Рабочая среда _____________________________________________________________ Рабочие параметры среды: давление, МПа (кгс/см2) ____________________________________________________ температура, °С ___________________________________________________________ Расчетный срок службы, лет* _______________________________________________ Расчетный ресурс, ч* ______________________________________________________ Расчетное число пусков* ___________________________________________________ ____________ * Заполняется по данным проектной организации. Перечень схем, чертежей, свидетельств и других документов на изготовление и монтаж трубопровода, представляемых при регистрации __________________________ ____________________________________________________________________________ ____________________________________________________________________________ м.п. Подпись главного инженера предприятия (владельца трубопровода) «___» _______________ 20___ г. Лицо, ответственное за исправное состояние и безопасную эксплуатацию трубопровода
Записи администрации о ремонте и реконструкции трубопровода
Записи результатов освидетельствования трубопровода
Трубопровод зарегистрирован за № ________ в ________________________________ _________________________________________________________________ г. ________ (наименование регистрирующего органа) В паспорте пронумеровано ___________ страниц и прошнуровано всего ___________ листов, в том числе чертежей (схем) на ________ листах ___________________________ ____________________________________________________________________________ (должность регистрирующего лица и его подпись) М. П. «____» ____________ 20____ г. |
Приложение 3
Форма свидетельства об изготовлении элементов трубопровода
|
Разрешение на изготовление трубопровода № ___________________________________ от __________________________ 20____ г. Выдано ______________________________ (наименование органа _____________________________________ Госгортехнадзора России, _____________________________________ выдавшего разрешение) _____________________________________ (наименование предприятия- _____________________________________ изготовителя) |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Свидетельство № _____________________ об изготовлении элементов трубопровода ___________________________________________________________________________ (наименование трубопровода по назначению) ___________________________________________________________________________ (наименование предприятия-изготовителя и его адрес) Заказчик _________________________________________________________________ Заказ № ____________________________ Год изготовления ______________________ Рабочая среда ________________________ Рабочее давление _____________________ Рабочая температура ______________________________________________________ 1. Сведения о трубах, из которых изготовлены элементы трубопровода.
Примечание. Для трубопроводов I категории, кроме указанных в таблице данных, к свидетельству должны быть приложены сертификаты на металл и данные по контролю. 2. Сведения об основной арматуре и фасонных частях (литых, сварных или кованых) трубопровода.
Примечание. Для фасонных частей трубопроводов, работающих с давлением 10 МПа (100 кгс/см2) и выше, помимо предусмотренных таблицей сведений, заводом-изготовителем должны быть представлены заказчику данные контроля качества металла (сертификаты) каждой фасонной части в объеме, предусмотренном НД. 3. Сведения о фланцах и крепежных деталях.
4. Сведения о сварке. Вид сварки, применявшийся при изготовлении элементов _______________________ ____________________________________________________________________________ Данные о присадочном материале ___________________________________________ ____________________________________________________________________________ Сварка произведена в соответствии с требованиями Правил, НД на сварку сварщиками, прошедшими испытания в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства. 5. Сведения о термообработке труб, гибов и сварных соединений (вид, режим) _____ ____________________________________________________________________________ 6. Сведения о контроле сварных соединений (объем и методы контроля)___________ 7. Сведения о стилоскопировании ___________________________________________ 8. Сведения о гидравлическом испытании _____________________________________ 9. Заключение. Элементы трубопровода: ___________________________________________________ (наименование элементов, ____________________________________________________________________________ их количество) изготовлены и испытаны в полном соответствии с Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды, НД на изготовление и признаны годными к работе при расчетных параметрах. Опись прилагаемых документов _____________________________________________ ____________________________________________________________________________ «____» __________ 20____ г. Главный инженер предприятия-изготовителя м.п. Начальник ОТК |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение 4
Форма свидетельства о монтаже трубопровода
|
Разрешение на монтаж трубопровода № ___________________________________ от _________________________ 20____ г. Выдано ______________________________ (наименование органа _____________________________________ Госгортехнадзора России, выдавшего _____________________________________ разрешение на монтаж) |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Свидетельство № __________________________ ___________________________________________________________________________ (назначение трубопровода) ___________________________________________________________________________ (наименование монтажной организации) Рабочая среда ________________________ Рабочее давление _____________________ Рабочая температура _______________________________________________________ 1. Данные о монтаже. Трубопровод смонтирован в полном соответствии с проектом, разработанным _____ ___________________________________________________________________________ (наименование проектной организации) и изготовлен _______________________________________________________________ (наименование завода-изготовителя) по рабочим чертежам ________________________________________________________ (номер узловых чертежей) 2. Сведения о сварке. Вид сварки, применявшийся при монтаже трубопровода:________________________ Данные о присадочном материале ___________________________________________ (указать тип, ___________________________________________________________________________ марку, ГОСТ или ТУ) Методы, объем и результаты контроля сварных соединений _____________________ Сварка трубопровода произведена в соответствии с требованиями Правил, НТД на сварку сварщиками, прошедшими испытания в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства. 3. Сведения о термообработке сварных соединений (вид и режим) ___________________________________________________________________________ 4. Сведения о материалах, из которых изготовлялся трубопровод: ___________________________________________________________________________ (эти сведения записываются только для тех материалов, ___________________________________________________________________________ данные о которых не вошли в свидетельство завода-изготовителя) а) сведения о трубах.
Примечание. Для трубопроводов I категории, кроме указанных в таблице данных, к свидетельству должны быть приложены сертификаты на металл и данные по контролю. б) сведения об основной арматуре и фасонных частях (литых и кованых).
в) сведения о фланцах и крепежных деталях.
5. Сведения о стилоскопировании ___________________________________________ 6. Результаты гидравлического испытания трубопровода. Трубопровод, изображенный на прилагаемой схеме, испытан пробным давлением ___________________________________________________________________________ При давлении _____________ трубопровод был осмотрен, при этом обнаружено ____ ___________________________________________________________________________ 7. Заключение. Трубопровод изготовлен и смонтирован в соответствии с Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденными Госгортехнадзором России, а также в соответствии с проектом и НД и признан годным к работе при давлении _______________ и температуре _____________________________ «_____» ________________ 20____ г. Опись прилагаемых документов ____________________________ ____________________________ Руководитель монтажных работ м.п. Главный инженер |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение 5
Материалы, применяемые для изготовления трубопроводов пара и горячей воды, работающих под давлением
Таблица 1
Листовая сталь
|
НТД |
Предельные параметры |
Обязательные механические испытания1, 2 |
Контроль1 |
|||||||||||
|
на лист |
на сталь |
S, мм |
р, МПа (кгс/см2) |
t °С |
sв |
sт |
s |
ψ |
КС |
КСА |
на изгиб |
макроструктуры |
дефектоскопия3 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
Ст3пс3 |
ГОСТ 146374 |
12 |
1,6 (16) |
200 |
+ |
+ |
+ |
- |
+ |
+ |
+ |
- |
- |
|
|
Ст3сп3 |
||||||||||||||
|
Ст3Гпс3 |
||||||||||||||
|
Ст3пс4 |
||||||||||||||
|
Ст3сп5 |
||||||||||||||
|
Ст3Гпс4 |
||||||||||||||
|
20 |
12 |
1,6 (16) |
300 |
+ |
+ |
+ |
- |
+ |
+ |
+ |
- |
- |
||
|
15К, 16К, 18К, 20К |
Не ограничено |
Не ограничено |
450 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
22К |
ТУ 108.1025 ТУ 24-3-15-870 ТУ 14-2-538 |
ТУ 108.1025 ТУ 24-3-15-870 ТУ 14-2-538 |
То же |
То же |
350 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15ГС |
ТУ 108.1268 |
ТУ 108.1268 |
« |
« |
450 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
17ГС, 17Г1С |
« |
« |
350 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
14ХГС |
25 |
« |
350 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
16ГС, 09Г2С, 10Г2С1 |
Не ограничено |
« |
450 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
12МХ |
ТУ 14-1-642 |
« |
« |
530 |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
|
|
12ХМ |
« |
« |
540 |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
||
|
10Х2М |
« |
« |
570 |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
||
|
12Х1МФ |
ТУ 14-1-1584 |
« |
« |
570 |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
|
|
15Х1М1Ф |
ТУ 24-3-15-163 ТУ 108-11-348 |
ТУ 24-3-15-163 ТУ 108-11-348 |
« |
« |
575 |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
|
08Х18Н10Т 12Х18Н9Т 12Х1810Т |
« |
« |
600 |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
+ |
||
Примечания:
1. Нормируемые показатели и объем контроля листов должны соответствовать указанным в НД. Категория качества и дополнительные виды испытаний, предусмотренные в НД, выбираются конструкторской организацией. Требования, предусмотренные таблицей (отмеченные знаком +), но отсутствующие в действующих НД, должны быть выполнены изготовителем элементов трубопроводов.
2. Контроль механических свойств при испытаниях на растяжение производится в соответствии с пп. 3.2.3 и 3.2.8 и при испытаниях на ударную вязкость - в соответствии со ст. 3.2.4 - 3.2.7.
3. УЗК подвергаются листы толщиной более 60 мм, а также листы толщиной более 20 мм, предназначенные для деталей при рабочем давлении более 6,4 МПа (64 кгс/см2).
4. Для плоских фланцев при рабочем давлении до 2,5 МПа (25 кгс/см2) и температуре до 300 °С допускается применение листа из стали Ст3сп 3, 4 и 5-й категории и при давлении до 1,6 МПа (16 кгс/см2) и температуре до 200 °С - листа из стали Ст3сп, Ст3пс, Ст2сп, Ст2пс, Ст3кп, Ст2кп 2-й и 3-й категории.
Таблица 2
Бесшовные трубы
|
Нормативный документ |
Предельные параметры применения |
Контролируемые (сдаточные) характеристики |
Гарантируемые характеристики |
|||||||||||||
|
на трубы |
на сталь |
температура, °С |
давление, МПа (кгс/см2) |
Механические свойства1* |
Технологические испытания2* |
Дефектоскопия3* |
Макроструктура |
Микроструктура |
Неметаллические включения |
s0,2t |
sдп |
|||||
|
sв |
s0,2 |
δ |
ψ |
КС |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
10, 20 |
300 |
1,6 (16) |
+ |
+ |
+ |
- |
- |
+ |
- |
+ |
- |
- |
- |
- |
||
|
10, 20 |
ТУ 14-3-190 |
425 |
6,4 (64) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
- |
- |
- |
- |
|
|
20 |
ГОСТ 550 группа А |
425 |
5,0 (50) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
|
|
20, 20-ПВ |
ТУ 14-3Р-55 |
ТУ 14-3Р-55 |
450 |
не ограничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
10Г2 |
350 |
5,0 (50) |
+ |
+ |
+ |
- |
- |
+ |
- |
+ |
- |
- |
- |
- |
||
|
09Г2С |
ТУ 14-3-1128 |
425 |
5,0 (50) |
+ |
+ |
+ |
- |
+ |
+ |
+4* |
+ |
- |
- |
- |
- |
|
|
15ГС |
ТУ 108-874 |
ТУ 108-874 |
450 |
не ограничено |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
- |
|
ТУ 14-3Р-55 |
ТУ 14-3Р-55 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||
|
16ГС |
ТУ 3-923 |
450 |
не ограничено |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
+ |
+ |
- |
|
|
15ХМ |
ТУ 14-3Р-55 |
ТУ 14-3Р-55 |
550 |
не ограничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
12Х1МФ, 12Х1МФ-ПВ |
ТУ 14-3Р-55 |
ТУ 14-3Р-55 |
570 |
не ограничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15Х1М1Ф |
ТУ 14-3Р-55 |
ТУ 14-3Р-55 |
575 |
не ограничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
ТУ 1108-874 |
ТУ 1108-874 |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
+ |
|||
|
ТУ 3-923 |
ТУ 3-923 |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
+ |
|||
|
10Х9МФБ-Ш |
ТУ 14-3Р-55 |
ТУ 14-3Р-55 |
не ограничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
|
Примечания:
1*. Контроль механических свойств при испытаниях на растяжение производится в соответствии с пп. 3.2.3 и 3.2.8, при испытаниях на ударный изгиб - в соответствии с пп. 3.2.4 - 3.2.6.
2*. В зависимости от диаметра труб выполняются одно или несколько технологических испытаний:
диаметром до 60 мм включительно - испытания на загиб вокруг оправки или на раздачу,
диаметром более 60 мм до 108 мм с толщиной стенки до 9 мм включительно - испытания на раздачу или сплющивание, а с толщиной стенки более 9 мм, но не более 15 % от наружного диаметра - испытания на сплющивание; трубы с толщиной стенки более 15 % от наружного диаметра - испытания на загиб полосы;
диаметром более 108 до 245 мм включительно с толщиной стенки до 15 % от наружного диаметра - испытания на сплющивание, с толщиной стенки более 15 % от наружного диаметра - испытания на загиб полосы;
диаметром более 245 мм с толщиной стенки до 25 мм включительно - испытания на загиб полосы.
3*. Ультразвуковая дефектоскопия, радиографический контроль должны выполняться на трубах, предназначенных для трубопроводов I и II категорий.
4. Нормируемые показатели и объем контроля труб должны соответствовать указанным в НД; дополнительные виды испытаний, предусмотренные НД, устанавливаются конструкторской организацией.
5. Допускается применение труб по ГОСТ 8731 и ГОСТ 8733, изготовленных из слитка методом пилигримной прокатки, при условии проведения сплошного УЗД.
6. Изготовитель подтверждает гарантируемые s0,2t и sдп металла труб по каждой марке стали не реже одного раза в три года.
Таблица 3
Сварные трубы
|
Нормативный документ |
Предельные параметры применения |
Контролируемые (сдаточные) характеристики |
Гарантируемая характеристика s0,2t |
||||||||||||||
|
на трубы |
на сталь |
температура, °С |
давление, МПа (кгс/см2) |
Механические свойства1 |
Дефектоскопия |
Гидравлические испытания |
Технологические испытания3 |
Микроструктура сварного соединения |
|||||||||
|
Основной металл |
Сварное соединение |
||||||||||||||||
|
sв |
s0,2 |
δ |
КС |
sв |
КС |
Статический изгиб |
основного металла |
сварного соединения |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
|
3.1 Прямошовные трубы |
|||||||||||||||||
|
Ст3сп |
ГОСТ 10706 (группа В) |
115 |
1,0 (10) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
|
ГОСТ 10705 (группа В) |
300 |
1,6 (16) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
+ |
- |
- |
||
|
ТУ 1303-002-08620133 |
300 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
||
|
10, 20 |
ГОСТ 10705 (группа В) |
300 |
1,6 (16) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
+ |
- |
- |
|
|
20 |
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
- |
- |
- |
|||
|
ТУ 1303-002-08620133 |
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
||
|
09Г2С |
ТУ 1303-002-08620133 |
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
|
|
16ГС |
ТУ 1303-002-08620133 |
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
|
|
17ГС |
ТУ 14-3-620 |
ТУ 14-1-1921 ТУ 14-1-1950 |
300 |
1,6 (16) |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
+ |
- |
- |
- |
|
ТУ 1303-002-08620133 |
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
||
|
17Г1С |
ТУ 14-3-620 |
ТУ 14-1-1921 ТУ 14-1-1950 |
300 |
1,6 (16) |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
+ |
- |
- |
- |
|
425 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
- |
- |
- |
|||
|
ТУ 1303-002-08620133 |
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
||
|
17Г1С-У |
ТУ 14-3-620 |
ТУ 14-1-1921 ТУ 14-1-1950 |
300 |
1,6 (16) |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
+ |
- |
- |
- |
|
425 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
- |
- |
- |
|||
|
ТУ 1303-002-08620133 |
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
||
|
06ГФ АА |
ТУ 14-3Р-28 |
ТУ 14-3Р-28 |
115 |
1,0 (10) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
|
3.2 Трубы со спиральным швом |
|||||||||||||||||
|
Ст3сп |
ТУ 14-3-954 |
ТУ 14-1-4636 |
300 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
20 |
ТУ 13.0300-8-011-00212-179 |
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
|
|
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
- |
- |
- |
|||
|
17ГС 17Г1С 17Г1С-У |
350 |
2,5 (25) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
- |
- |
- |
||
|
ТУ 14-3-954 |
ТУ 14-1-4636 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|||
|
06ГФ АА |
ТУ 14-3Р-52 |
ТУ 14-3Р-52 |
115 |
1,0 (10) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
Примечания:
1. Контроль механических свойств при испытаниях на растяжение производится в соответствии с пп. 3.2.3 и 3.2.8, при испытаниях на ударный изгиб - в соответствии с пп. 3.2.4 - 3.2.6.
2. В зависимости от диаметра труб, изготавливаемых по ГОСТ 10705, выполняются следующие виды технологических испытаний:
до 108 мм - на раздачу,
до 152 мм - на сплющивание,
до 159 мм - на бортование,
до 530 мм - на загиб полосы.
3. Нормируемые показатели и объем контроля труб должны соответствовать указанным в НД; дополнительные виды испытаний, предусмотренные НД, устанавливаются конструкторской организацией.
4. Изготовитель подтверждает гарантии s0,2t металла труб каждой марки стали не реже одного раза в три года.
Таблица 4
Стальные поковки
|
НД |
Предельные параметры |
Обязательные испытания2 |
Контроль2 |
|||||||||
|
на поковки1 |
на сталь |
t, °С |
p, МПа (кгс/см2) |
механические испытания3 |
макроструктуры |
дефектоскопия4 |
||||||
|
sв |
sт |
δ |
ψ |
КС |
Н |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
Ст2сп3 Ст3сп3 |
ГОСТ 8479 (группа IV) |
200 |
1,6 (16) |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
|
|
15, 20, 25 |
ГОСТ 8479 (группа IV, V)5 |
450 |
6,4 (64) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
|
20 |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
450 |
Не ограничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
10Г2, 10Г2С |
450 |
То же |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
||
|
22К |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
350 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15ГС, 16ГС |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
450 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
16ГНМА |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
350 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
12МХ |
ГОСТ 8479 (группа IV, V) |
530 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
|
15ХМ |
ГОСТ 8479 (группа IV, V) |
550 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
|
12Х1МФ |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
570 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15Х1М1Ф |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
575 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
Примечания:
1. Круглый прокат, применяемый согласно п. 3.5.2 настоящих Правил, допускается использовать по НД на прокат при условиях, указанных в табл. 4, т.е. изготовлять из тех же марок стали, на те же параметры, при выполнении того же контроля механических свойств (на растяжение и ударную вязкость) и сплошного радиографического контроля или УЗК. При диаметре проката более 80 мм контроль механических свойств следует производить на образцах тангенциального направления.
2. Нормируемые показатели и объем контроля должны соответствовать указанным в НД. Категория, группа качества поковок и дополнительные испытания, предусмотренные НД, выбираются конструкторской организацией. Требования, предусмотренные таблицей (отмеченные знаком +), но отсутствующие в действующих НД, должны быть выполнены изготовителем элементов трубопроводов.
3. Контроль механических свойств при испытаниях на растяжение производится в соответствии с пп. 3.2.3 и 3.2.8 и при испытаниях на ударную вязкость - в соответствии с пп. 3.2.4 - 3.2.6.
4. Все поковки деталей трубопроводов I и II категории, имеющие один из габаритных размеров более 200 мм и толщину более 50 мм, подлежат радиографическому контролю или УЗК.
5. Допускается применение поковок из сталей 20, 25 и 12Х1МФ по ГОСТ 8479 (группа II) при Ду < 100 мм без ограничения давления при температурах до 350 °С для сталей 20 и 25 и до 570 °С для 12Х1МФ.
Таблица 5
Стальные отливки
|
НД |
Предельные параметры |
Обязательные испытания1 |
Дефектоскопия3 |
||||||||
|
на отливку |
на сталь |
t, °C |
p, МПа (кгс/см2) |
механические испытания2 |
|||||||
|
sв |
sт |
δ |
ψ |
КС |
Н |
||||||
|
15Л, 20Л, 25Л, 30Л, 35Л |
ГОСТ 977 (группа 2) |
300 |
5 (50) |
+ |
+ |
+ |
- |
- |
- |
- |
|
|
20Л, 25Л, 30Л, 35Л |
ГОСТ 977 (группа 3) |
350 |
Не ограничено |
+ |
+ |
+ |
- |
+ |
- |
+ |
|
|
25Л |
ОСТ 108.961.03 |
ОСТ 108.961.03 |
4254 |
То же |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
20ГСЛ |
ОСТ 108.961.03 |
ОСТ 108.961.03 |
450 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
20ХМЛ |
ОСТ 108.961.03 |
ОСТ 108.961.03 |
520 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
20ХМФЛ |
ОСТ 108.961.03 |
ОСТ 108.961.03 |
540 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15Х1М1ФЛ |
ОСТ 108.961.03 |
ОСТ 108.961.03 |
570 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
12Х18Н9ТЛ |
ГОСТ 977 (группа 3) |
ГОСТ 977 (группа 3) |
610 |
« |
+ |
+ |
+ |
+ |
+ |
- |
+ |
|
12Х18Н12МЗТЛ |
ГОСТ 977 (группа 3) |
ГОСТ 977 (группа 3) |
610 |
« |
+ |
+ |
+ |
+ |
+ |
- |
+ |
Примечания:
1. Нормируемые показатели и объем контроля должны соответствовать указанным в НД. Группа качества и дополнительные виды испытаний, предусмотренные НД, выбираются конструкторской организацией. Требования, предусмотренные таблицей (отмеченные знаком +), но отсутствующие в действующих НТД, должны быть выполнены изготовителем элементов трубопроводов.
2. Контроль механических свойств при испытаниях на растяжение производится в соответствии с пп. 3.2.3 и 3.2.8 и при испытаниях на ударную вязкость - в соответствии с пп. 3.2.4 - 3.2.6.
3. Отливки для трубопроводов I и II категории подлежат радиографическому контролю, УЗК или другому равноценному контролю. Объем контроля устанавливается техническими условиями на отливки. При этом обязательному контролю подлежат концы патрубков, подвергающихся сварке.
4. Для отливок, изготавливаемых по ОСТ 108.961.03 из стали 25Л с толщиной стенки во внефланцевой части до 55 мм, предельная температура их применения устанавливается до 450 °С.
Таблица 6
Крепеж
|
НД |
Предельные параметры рабочей среды |
Обязательные испытания1 |
Макроструктура |
||||||||||
|
на крепеж |
на сталь |
шпильки2 и болты3 |
гайки4 |
механические испытания (шпилек и болтов)5 |
|||||||||
|
t, °C |
p, МПа (кгс/см2) |
t, °C |
p, МПа (кгс/см2) |
sв |
sт |
δ |
ψ |
КС |
Н |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Ст5сп2, Ст3сп3, Ст4сп3 |
200 |
2,5 (25) |
350 |
2,5 (25) |
+ |
+ |
+ |
- |
- |
- |
- |
||
|
Ст3сп6, Ст3сп5 |
350 |
1,6 (16) |
350 |
2,5 (25) |
+ |
+ |
+ |
- |
+ |
- |
- |
||
|
Ст3сп3, Ст3пс37, Ст3кп37 |
- |
- |
350 |
2,5 (25) |
- |
- |
- |
- |
- |
+ |
- |
||
|
10, 10кп |
- |
- |
350 |
2,5 (25) |
- |
- |
- |
- |
- |
+ |
- |
||
|
20 |
400 |
2,5 (25) |
400 |
10 (100) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
||
|
25 |
400 |
2,5 (25) |
400 |
10 (100) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
||
|
* ГОСТ 1759.0-87 «Болты, винты, шпильки и гайки. Технические условия» утратил силу в Российской Федерации. Действуют ГОСТ Р 52627-2006 «Болты, винты и шпильки. Механические свойства и методы испытаний» и ГОСТ Р 52628-2006 «Гайки. Механические свойства и методы испытаний». (Примеч. изд.) |
|||||||||||||
|
30, 35, 40 |
425 |
10 (100) |
425 |
20 (200) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
||
|
45 |
425 |
10 (100) |
425 |
20 (200) |
+ |
+ |
+ |
+ |
+ |
+ |
- |
||
|
09Г2С |
425 |
10 (100) |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
35Х, 40Х |
425 |
20 (200) |
450 |
20 (200) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
30ХМА, 35ХМ |
450 |
Не ограничено |
510 |
Не ограничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
38ХН3МФА |
350 |
То же |
350 |
То же |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
25Х1МФ (ЭИ10) |
510 |
» |
540 |
» |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
20Х1М1Ф1ТР (ЭП182) |
580 |
» |
580 |
» |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
20Х1М1Ф1БР (ЭП44) |
580 |
» |
580 |
» |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
20X13 |
450 |
» |
510 |
» |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
13Х11Н2В2МФ (ЭИ961) |
510 |
Не ограничено |
540 |
Не ограничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
20Х12ВНМФ (ЭП428) |
560 |
То же |
560 |
То же |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
18Х12ВМБФР (ЭИ993) |
ГОСТ 5949 |
560 |
» |
560 |
» |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
08Х16Н13М2Б (ЭП680) |
625 |
» |
625 |
» |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
31Х19Н9МВБТ (ЭИ572) |
625 |
Не ограничено |
625 |
Не ограничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
ХН35ВТ (ЭИ612) |
650 |
» |
650 |
» |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
Примечания:
1. Нормируемые показатели и объем контроля должны соответствовать указанным в стандартах. Категории, группы качества и дополнительные испытания, предусмотренные стандартами, выбираются конструкторской организацией. Предусмотренные таблицей требования (отмеченные знаком +), но отсутствующие в действующих НД, должны быть выполнены изготовителем элементов трубопроводов.
2. Применение шпилек по ГОСТ 1759.0 допускается до температуры 300 °С.
3. Применение болтов допускается по ГОСТ 20700 до давления 3 МПа (30 кгс/см2) и температуры 300 °С. В остальных случаях должны применяться шпильки.
4. Материал для гаек должен подвергаться контролю только по твердости.
5. Контроль механических свойств производится при испытаниях на растяжение в соответствии с пп. 3.2.3 и 3.2.8 и при испытаниях на ударную вязкость - в соответствии с пп. 3.2.4 - 3.2.7.
6. Материал шпилек, болтов из углеродистых сталей по ГОСТ 380, предназначенных для работы при температуре выше 200 °С, должен быть испытан на ударную вязкость после механического старения.
7. Гайки из полуспокойной и кипящей стали допускается применять, если оборудование установлено в помещении с температурой выше 0 °С. По ГОСТ 1759.4* и ГОСТ 1759.5** следует применять болты и шпильки из стали 20 - классов прочности 4 или 5, из сталей 30 и 35 - классов прочности 5 или 6; гайки из сталей Ст3 и 20 - класса прочности 4, сталей 30 и 35 - класса прочности 5.
8. Для шпилек, болтов из аустенитных сталей накатка резьбы допускается при температуре среды до 500 °С.
_____________
* ГОСТ 1759.4-87 «Болты, винты и шпильки. Механические свойства и методы испытаний» утратил силу в Российской Федерации. Действует ГОСТ Р 52627-2006 с тем же названием. (Примеч. изд.)
** ГОСТ 1759.5-87 «Гайки. Механические свойства и методы испытаний» утратил силу в Российской Федерации. Действует ГОСТ Р 52628-2006 с тем же названием. (Примеч. изд.)
Таблица 7
Чугунные отливки
|
НД |
Наименование элемента |
Предельные параметры |
Обязательные испытания1 |
||||||
|
Ду, мм |
t, °C |
p, МПа (кгс/см2) |
механические испытания |
||||||
|
sв |
sт |
δ |
H |
||||||
|
Сч102, Сч15 |
80 300 |
130 200 |
3 (30) 0,8 (8) |
+ |
- |
- |
+ |
||
|
Сч20, Сч25, Сч30, Сч35 |
100 200 300 |
300 |
3 (30) 1,3 (13) 0,8 (8) |
+ |
- |
- |
+ |
||
|
Сч20, Сч25, Сч30, Сч35 |
600 1000 |
130 |
0,64 (6,4) 0,25 (2,5) |
+ |
- |
- |
+ |
||
|
Кч33-8, Кч35-10, Кч37-12 |
200 |
300 |
1,6 (16) |
+ |
- |
+ |
+ |
||
|
Вч35, Вч40, Вч45 |
200 600 |
350 130 |
4 (40) 0,8 (8) |
+ |
+ |
+ |
+ |
||
Примечания:
1. Нормируемые показатели и объем контроля должны соответствовать указанным в стандартах.
2. Применение чугуна Сч10 допускается с временным сопротивлением не ниже 120 МПа (12 кгс/мм2).
Приложение 6
Подразделение сталей на типы и классы
|
№ п/п |
Тип, класс стали |
Марка стали |
|
1 |
2 |
3 |
|
1. |
Углеродистые |
Ст2сп2, Ст2сп3, Ст3сп2, Ст3сп3, Ст3пс3, Ст3Гпс3, Ст3пс4, Ст3сп4, Ст3сп5, Ст3сп6, Ст3Гпс4, Ст4пс3, Ст4сп3, Ст5сп2*, 08, 10, 15, 20, 25, 30*, 35*, 40*, 15К, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 30Л, 35Л |
|
2. |
Низколегированные марганцовистые и кремнемарганцовистые |
10Г2, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1СУ, 09Г2С, 10Г2С1, 14ХГС |
|
3. |
Низколегированные хромистые |
35Х*, 40Х* |
|
4. |
Низколегированные молибденовые, хромомолибденовые, хромомолибденованадиевые |
12МХ, 12ХМ, 15ХМ, 10Х2М, 15Х1М1Ф, 12Х1МФ, 20ХМЛ, 20ХМФЛ, 15Х1МФЛ, 20Х1МФ*, 25Х1М1Ф1ТР*, 20Х1М2Ф1БР* |
|
5. |
Низколегированные хромоникельмолибденованадиевые |
38ХН3МФА* |
|
6. |
Мартенситные хромистые |
20X13, 12Х11В2МФ*, 13Х11М2В2МФ*, 20Х12ВНМФ*, 18Х12ВМВФР* |
|
7. |
Аустенитные хромоникелевые |
08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9ТЛ, 12Х18Н12МЗТЛ, ХН35ВТ* |
____________
* Материалы не подлежат сварке - детали крепежа.
Приложение 7
Определение понятий однотипных и контрольных сварных соединений
Однотипными сварными соединениями является группа сварных соединений, имеющих следующие общие признаки:
а) способ сварки;
б) марка (сочетание марок) основного металла. В одну группу допускается объединять сварные соединения деталей из сталей различных марок, для сварки которых, согласно технологии, предусмотрено применение сварочных материалов одних и тех же марок (сочетаний марок);
в) марка (сочетание марок) сварочных материалов. В одну группу допускается объединять сварные соединения, выполненные с применением различных сварочных материалов, марки (сочетание марок) которых, согласно технологии, могут использоваться для сварки деталей из одной и той же стали; электроды должны иметь одинаковый вид покрытия по ГОСТ 9466 (основной, рутиловый, целлюлозный, кислый);
г) номинальная толщина свариваемых деталей в зоне сварки. В одну группу допускается объединять соединения с номинальной толщиной деталей в зоне сварки в пределах одного из следующих диапазонов:
до 3 мм включительно;
свыше 3 до 10 мм включительно;
свыше 10 до 50 мм включительно;
свыше 50 мм.
Для угловых, тавровых и нахлесточных соединений указанные диапазоны относятся к привариваемым деталям; толщину основных деталей разрешается не учитывать;
д) радиус кривизны деталей в зоне сварки. В одну группу допускается объединять сварные соединения деталей с радиусом кривизны в зоне сварки (для труб - с половиной наружного номинального диаметра) в пределах одного из следующих диапазонов:
до 12,5 мм включительно;
свыше 12,5 до 50 мм включительно;
свыше 50 до 250 мм включительно;
свыше 250 мм (включая плоские детали).
Для угловых, тавровых и нахлесточных сварных соединений указанные диапазоны относятся к привариваемым деталям; радиусы кривизны основных деталей разрешается не учитывать;
е) вид сварного соединения (стыковое, угловое, тавровое, нахлесточное). В одну группу могут быть объединены угловые, тавровые и нахлесточные соединения, кроме угловых сварных соединений приварки штуцеров (труб) к элементам котлов;
ж) форма подготовки кромок. В одну группу допускается объединять сварные соединения с одной из следующих форм подготовки кромок:
с односторонней разделкой кромок при угле их скоса более 8°;
с односторонней разделкой кромок при угле их скоса до 8° включительно (узкая разделка);
с двусторонней разделкой кромок;
без разделки кромок;
з) способ сварки корневого слоя: на остающейся подкладке (подкладном кольце), на расплавляемой подкладке, без подкладки (свободное формирование обратного валика), с подваркой корня шва;
и) термический режим сварки: с предварительным и сопутствующим подогревом, без подогрева, с послойным охлаждением;
к) режим термической обработки сварного соединения.
Контрольным сварным соединением является соединение, вырезанное из числа производственных сварных соединений или сваренное отдельно, но являющееся идентичным либо однотипным по отношению к производственным сварным соединениям и предназначенное для проведения разрушающего контроля при аттестации технологий сварки или проверки качества и свойств производственных сварных соединений.
Приложение 8
НОРМЫ ОЦЕНКИ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
1. Общие положения
1.1. Настоящие нормы оценки качества сварных соединений устанавливают основные требования к оценке качества сварных соединений, работающих под давлением и выполненных дуговой, электрошлаковой, электронно-лучевой и газовой сваркой, при визуальном, измерительном, капиллярном, магнитопорошковом, радиографическом и ультразвуковом контроле, а также при механических испытаниях и при металлографическом исследовании.
Конкретные нормы оценки качества сварных соединений должны быть разработаны на основе требований и указаний настоящих норм и приведены в НД по контролю сварных соединений, согласованной с Госгортехнадзором России.
Для сварных соединений, выполненных другими способами сварки, и сварных соединений, не работающих под давлением, а также для контроля сварных соединений не указанными выше методами нормы оценки качества устанавливаются НД, согласованной с Госгортехнадзором России.
1.2. Использованные в настоящем приложении термины и определения приведены в разделе 9 настоящего приложения.
1.3. Нормы оценки качества принимают по следующим размерным показателям (РП):
по номинальной толщине сваренных деталей - для стыковых сварных соединений деталей одинаковой толщины (при предварительной обработке концов деталей путем расточки, раздачи, калибровки или обжатия - по номинальной толщине сваренных деталей в зоне обработки);
по номинальной толщине более тонкой детали - для стыковых сварных соединений деталей различной номинальной толщины (при предварительной обработке конца более тонкой детали - по ее номинальной толщине в зоне обработки);
по расчетной высоте углового шва - для угловых, тавровых и нахлесточных сварных соединений (для угловых и тавровых сварных соединений с полным проплавлением за размерный показатель допускается принимать номинальную толщину более тонкой детали);
по удвоенной номинальной толщине более тонкой детали (из двух сваренных) - для торцевых сварных соединений (кроме соединений вварки труб в трубные доски);
по номинальной толщине стенки труб - для сварных соединений вварки труб в трубные доски.
При радиографическом контроле сварных соединений через две стенки нормы оценки качества следует принимать по тому же размерному показателю, что и при контроле через одну стенку.
1.4. Протяженность (длина, периметр) сварных соединений определяется по наружной поверхности сваренных деталей у краев шва (для соединений штуцеров, а также угловых и тавровых соединений - по наружной поверхности привариваемой детали у края углового шва).
1.5. Число и суммарная приведенная площадь одиночных включений и скоплений, выявленных применяемыми методами неразрушающего контроля, не должны превышать значений, указанных в настоящих нормах, на любом участке сварного соединения длиной 100 мм.
Для сварных соединений протяженностью менее 100 мм нормы по числу и суммарной приведенной площади одиночных включений и скоплений уменьшают пропорционально уменьшению протяженности контролируемого соединения. Если при этом получается дробная величина, то она округляется до ближайшего целого числа.
2. Визуальный и измерительный контроль
2.1. При визуальном и измерительном контроле сварных соединений не допускаются:
трещины всех видов и направлений;
непровары (несплавления) между основным металлом и швом, а также между валиками шва;
непровары в корне шва (кроме случаев, оговоренных в НД);
наплывы (натеки) и брызги металла;
незаваренные кратеры;
свищи;
прожоги;
скопления;
подрезы (кроме случаев, оговоренных в НД);
отклонения размеров шва сверх установленных норм.
2.2. Нормы допустимых дефектов, выявленных при визуальном и измерительном контроле, приведены в табл. 1.1.
Таблица 1.1
Нормы поверхностных дефектов в сварных соединениях
|
Допустимый максимальный размер, мм |
Число дефектов |
|
|
Выпуклость стыкового шва с наружной стороны |
Устанавливается НД или конструкторской документацией в зависимости от вида сварки и типа соединения |
|
|
Западания (углубления) между валиками и чешуйчатость поверхности шва |
0,12РП* + 0,6, но не более 2 |
- |
|
Одиночные включения |
0,12РП + 0,2, но не более 2,5 |
При РП от 2 до 10 - 0,2РП + 3 При РП свыше 10 до 20 - 0,1РП + 4 При РП свыше 20 - 0,05РП + 5, но не более 8 |
|
Выпуклость корня шва при односторонней сварке труб без подкладных колец |
1,5 при Двн до 25 вкл. 2,0 при Двн свыше 25 до 150 вкл. 2,5 при Двн свыше 150 |
|
|
Вогнутость корня шва при односторонней сварке труб без подкладных колец |
0,12РП + 0,4, но не более 1,6 |
______________
*РП - размерный показатель, указанный в п. 1.3.
3.1. При контроле сварного соединения по индикаторным следам не допускаются удлиненные и неодиночные индикаторные следы. Количество одиночных округлых индикаторных следов не должно превышать норм, установленных в табл. 1.1 для одиночных включений, а наибольший размер каждого индикаторного следа не должен превышать трехкратных значений этих норм.
3.2. Выявленные при контроле согласно п. 3.1 дефекты допускается оценивать по их фактическим показателям после удаления реактива. При этом следует руководствоваться требованиями п. 2.1 и табл. 1.1. Результаты этой оценки являются окончательными.
4. Магнитопорошковый контроль
4.1. Нормы оценки качества при магнитопорошковом контроле должны соответствовать нормам для визуального контроля (п. 2.1 и табл. 1.1).
4.2. Выявленные при контроле по п. 4.1 дефекты допускается оценивать по их фактическому размеру после удаления эмульсии или порошка. Результаты этой оценки являются окончательными.
5. Радиографический контроль
5.1. Качество сварных соединений считается удовлетворительным, если на радиографическом снимке не будут зафиксированы трещины, непровары (за исключением случаев, оговоренных НД), прожоги, свищи, недопустимые выпуклость и вогнутость корня шва (табл. 1.1), а размер, число и суммарная приведенная площадь одиночных включений и скоплений не будут превышать норм, приведенных в табл. 2.1 и НД.
Требуемый уровень чувствительности снимка устанавливается НД.
Таблица 2.1
Нормы допустимых дефектов сварных соединений, выявленных при радиографическом контроле
|
Размерный показатель сварного соединения (РП), мм |
Максимальный размер, мм |
Число дефектов на 100 мм шва |
|
|
Одиночные включения |
От 2,0 до 15 вкл. |
0,15РП + 0,5 |
Суммарное число одиночных включений и скоплений: |
|
Св. 15 до 40 вкл. |
0,05РП + 2,0 |
||
|
Св. 40 |
0,025РП + 3,0, но не более 5 |
||
|
Одиночные скопления |
От 2,0 до 15 вкл. |
1,5 (0,15РП + 0,5) |
0,25РП + 12 при РП от 2 до 40 |
|
Св. 15 до 40 вкл. |
1,5 (0,05РП + 2,0) |
0,1РП + 18, но не более 27 при РП свыше 40 |
|
|
Св. 40 |
1,5 (0,025РП + 3), но не более 8,0 |
||
|
Одиночные протяженные включения |
От 2,0 до 5 вкл. |
0,15РП + 5, но не более 14 |
2 |
|
Св. 5 до 50 вкл. |
3 |
||
|
Св. 50 |
4 |
Примечание: Нормы по суммарной приведенной площади устанавливаются НД.
6. Ультразвуковой контроль
6.1. Качество сварных соединений считается удовлетворительным при соблюдении следующих условий:
выявленные несплошности не являются протяженными (условная протяженность несплошности не должна превышать условную протяженность соответствующего эталонного отражателя);
расстояние по поверхности сканирования между двумя соседними несплошностями должно быть не менее условной протяженности несплошности с большим значением этого показателя (несплошности являются одиночными);
эквивалентные площади и количество одиночных несплошностей не должны превышать норм, установленных в НД, согласованной с Госгортехнадзором России.
7. Механические испытания
7.1. Качество сварных соединений по результатам механических испытаний считается удовлетворительным при условии выполнения следующих требований:
а) временное сопротивление должно быть не ниже минимально допустимого для основного металла, а при испытании сварных соединений элементов с разными нормативными значениями временного сопротивления этот показатель не ниже минимально допустимого для менее прочного основного металла;
б) угол изгиба при испытании на статический изгиб и просвет между сжимающими поверхностями при испытании на сплющивание сварных стыков труб наружным диаметром менее 108 мм с толщиной стенки менее 12 мм должны соответствовать требованиям табл. 3.1;
в) ударная вязкость при испытании на ударный изгиб образцов типа VI по ГОСТ 6996-66 с надрезом по шву должна быть не менее:
49 Дж/см2 (5 кгс·м/см2) - для сварных соединений элементов из сталей перлитного класса и высоколегированных сталей мартенситно-ферритного класса;
69 Дж/см2 (7 кгс·м/см2) - для сварных соединений элементов из хромоникелевых сталей аустенитного класса.
8. Металлографические исследования
Нормы оценки качества сварных соединений по результатам металлографических исследований должны соответствовать требованиям НД. При этом недопустимыми дефектами являются дефекты, приведенные в п. 2.1.
9.1. Номинальная толщина сварных деталей - указанная в чертеже (без учета допусков) толщина основного металла деталей в зоне, примыкающей к сварному шву.
9.2. Расчетная высота углового шва - расчетная высота двустороннего углового шва определяется как сумма расчетных высот двух его частей, выполненных с разных сторон.
9.3. Включение - обобщенное наименование пор, шлаковых и вольфрамовых включений.
9.4. Максимальный размер включения - наибольшее расстояние между двумя точками внешнего контура включения.
9.5. Максимальная ширина включения - наибольшее расстояние между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном максимальному размеру включения.
9.7. Скопление - два или несколько включений, минимальное расстояние между краями которых менее установленных п. 9.6 для одиночных включений, но не менее максимальной ширины каждого из любых двух рассматриваемых соседних включений.
9.8. Внешний контур скопления - контур, ограниченный внешними краями включений, входящих в скопление, и касательными линиями, соединяющими указанные края.
9.9. Максимальный размер скопления - наибольшее расстояние между двумя точками внешнего контура скопления.
9.10. Максимальная ширина скопления - наибольшее расстояние между двумя точками внешнего контура скопления, измеренное в направлении, перпендикулярном максимальному размеру скопления.
9.11. Скопление одиночное - скопление, минимальное расстояние от внешнего контура которого до внешнего контура любого другого соседнего скопления или включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых скоплений (или скопления и включения), но не менее трехкратного максимального размера скопления (включения) с меньшим значением этого показателя (из двух рассматриваемых).
9.12. Группа включений - два или несколько включений, минимальное расстояние между краями которых менее максимальной ширины хотя бы одного из двух рассматриваемых соседних включений. Внешний контур группы включений ограничивается внешними краями включений, входящих в рассматриваемую группу, и касательными линиями, соединяющими указанные края. При оценке качества сварных соединений группа включений рассматривается как одно сплошное включение.
9.13. Включения одиночные протяженные (при радиографическом контроле) - включения, максимальный размер которых превышает допустимый максимальный размер одиночных включений, а допустимость устанавливается только в зависимости от размеров и количества без учета их площади при подсчете суммарной приведенной площади и без включения их количества в общее количество одиночных включений и скоплений.
9.14. Приведенная площадь включения или скопления (при радиографическом контроле) - произведение максимального размера включения (скопления) на его максимальную ширину (учитывается для одиночных включений и одиночных скоплений).
9.15. Суммарная приведенная площадь включений и скоплений (при радиографическом контроле) - сумма приведенных площадей отдельных одиночных включений и скоплений.
9.16. Индикаторный след (при капиллярном контроле) - окрашенный пенетрантом участок (пятно) поверхности сварного соединения или наплавленного металла в зоне расположения несплошности.
9.17. Индикаторный след округлый (при капиллярном контроле) - индикаторный след с отношением его максимального размера к максимальной ширине не более трех.
9.18. Индикаторный след удлиненный (при капиллярном контроле) - индикаторный след с отношением его максимального размера к максимальной ширине более трех.
9.19. Индикаторный след одиночный (при капиллярном контроле) - индикаторный след, минимальное расстояние от края которого до края любого другого соседнего индикаторного следа не менее максимальной ширины каждого из двух рассматриваемых индикаторных следов, но не менее максимального размера индикаторного следа с меньшим значением этого показателя (из двух рассматриваемых).
Таблица 3.1
Требования к результатам испытания сварных соединений на изгиб и сплющивание
|
Номинальная толщина сваренных деталей, S, мм |
Угол изгиба при испытании на изгиб, град, (не менее) |
Просвет между сжимающими поверхностями при испытании на сплющивание (не более) |
|
|
Углеродистые |
До 20 вкл. |
100 (70)* |
4S |
|
Св. 20 |
80 |
- |
|
|
Марганцевые и кремнемарганцевые |
До 20 вкл. |
80 (50)* |
5S |
|
Св. 20 |
60 |
- |
|
|
Марганцевоникельмолибденовые, хромомолибденовые и хромомолибденованадиевые перлитного класса и высоколегированные хромистые мартенситно-ферритного класса |
До 20 вкл. |
50 |
6S |
|
Св. 20 |
40 |
- |
|
|
Хромоникелевые аустенитного класса |
До 20 вкл. |
150 |
4S |
|
Св. 20 |
120 |
- |
____________
* В скобках указаны значения угла изгиба для сварных соединений, выполненных газовой сваркой.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Рабочее давление в элементе трубопровода, МПа (кгс/см2);
t - расчетная температура стенки элемента; для крепежа - температура рабочей среды, °С;
S - предельная толщина стенки, мм;
Ду - условный проход, мм;
sв - временное сопротивление, МПа (кгс/мм2);
sт - условный предел текучести, МПа (кгс/мм2);
δ - относительное удлинение, %;
ψ - относительное сужение, %;
КС (КСU, КСV) - ударная вязкость, Дж/см2 (кгс·м/см2);
КСА - ударная вязкость после механического старения, Дж/см2 (кгс·м/см2);
H - твердость НВ, МПа (кгс/мм2).
СОДЕРЖАНИЕ