ОАО - АССОЦИАЦИЯ «МОНТАЖАВТОМАТИКА»
СТАНДАРТ ОРГАНИЗАЦИИ
СИСТЕМЫ
АВТОМАТИЗАЦИИ.
МОНТАЖ И НАЛАДКА
СТО 11233753-001-2006*
Издание 2-е,
с изменениями и дополнениями
Москва
2009
Предисловие
Цели и задачи разработки, а также использования стандартов организаций в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила разработки и оформления - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения» и ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения»
Сведения о стандарте
1 РАЗРАБОТАН ОАО - Ассоциация «Монтажавтоматика»
2 РАССМОТРЕН на техническим совете ОАО - Ассоциация «Монтажавтоматика»
3 УТВЕРЖДЕН техническим директором ОАО - Ассоциация «Монтажавтоматика» с изменениями и дополнениями 15 января 2009 г.
4 РЕКОМЕНДОВАН Советом директоров для внедрения в организациях, занимающихся монтажом и наладкой систем автоматизации
5 ВЗАМЕН СТО 11233753-001-2006
СОДЕРЖАНИЕ
Введение
Настоящий стандарт разработан как альтернатива СНиП 3.05-07-85 «Системы автоматизации».
В действующем СНиП 3.05.07-85 целый ряд норм и правил не отвечает современным техническим требованиям, уровню развития и технологии монтажа систем автоматизации.
Стандарт организации СТО 11233753-001-2006* устанавливает общие правила организации, производства и сдачи-приемки работ по монтажу и наладке систем автоматизации технологических процессов и инженерного оборудования при строительстве новых, расширении, реконструкции и техническом перевооружении действующих предприятий, зданий и сооружений.
Авторы-составители: А.М. Гуров, B.C. Сиротенко, Д.Г. Хасанзянов.
Авторы выражают благодарность: Б.З. Барласову, Д.В. Брагину, P.M. Галиуллину, А.А. Клетнову, В.Н. Лупейченко, С.Г. Москалюку, В.А. Пронякину, В.А. Проскину, P.M. Хакимову, М.А. Чудинову и В.П. Шушканову за активное участие в подготовке материалов для настоящего стандарта.
СТАНДАРТ ОРГАНИЗАЦИИ
|
СИСТЕМЫ
АВТОМАТИЗАЦИИ. |
Дата введения 2006-08-01
1 Область применения
1.1. Настоящий стандарт организации распространяется на организацию, производство и приемку работ по монтажу и наладке систем автоматизации технологических процессов и инженерного оборудования (технологических и инженерных систем) при строительстве новых, расширении, реконструкции и техническом перевооружении действующих предприятий, зданий и сооружений всех отраслей промышленности, оборонного, космического и агропромышленного комплексов, транспорта и жилищно-коммунального хозяйства.
Настоящий стандарт организации не распространяется на монтаж:
- систем автоматизации специальных объектов (атомные установки, шахты, предприятия по производству и хранению взрывчатых веществ, изотопов);
- систем СЦБ железнодорожного транспорта;
- систем связи и сигнализации;
- автоматики систем пожаротушения, охранной, пожарной и охранно-пожарной сигнализации;
- приборов с использованием радиоизотопных методов измерения;
- приборов и средств автоматизации, встроенных в станки, машины и другое оборудование, поставляемое предприятиями-изготовителями.
1.2. Стандарт организации устанавливает требования к организации, производству и приемке работ по монтажу технических средств автоматизации и сдаче их в эксплуатацию.
1.3. Данный стандарт рекомендуется соблюдать разработчикам проектной документации (проектировщикам), застройщикам (заказчикам), монтажным и пусконаладочным организациям, службам эксплуатации и другими юридическим и физическим лицам - участникам инвестиционных процессов при строительстве, реконструкции и капитальном ремонте объектов, оснащаемых системами автоматизации, независимо от их подчиненности и форм собственности.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие документы:
Гражданский кодекс Российской Федерации
Градостроительный кодекс Российской Федерации
|
ЕСКД. Эксплуатационные документы |
|
|
ГСИ. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 1. Принцип метода измерений и общие требования |
|
|
ГСИ. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 2. Диафрагмы. Технические требования |
|
|
ГСИ. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 3. Сопла и сопла Вентури. Технические требования. |
|
|
ГСИ. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 4. Трубы Вентури. Технические требования. |
|
|
ГСИ. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 5. Методика выполнения измерений. |
|
|
ССБТ. Оборудование, работающее с газообразным кислородом. Общие требования безопасности |
|
|
ССБТ. Трубопроводы ацетиленовые. Требования безопасности |
|
|
СПДС. Основные требования к проектной и рабочей документации |
|
|
СПДС. Правила выполнения спецификации оборудования, изделий и материалов |
|
|
СПДС. Автоматизация технологических процессов. Обозначения условные приборов и средств автоматизации в схемах |
|
|
СПДС. Правила выполнения рабочей документации автоматизации технологических процессов |
|
|
Информационная технология. Комплекс стандартов на автоматизированные системы. Термины и определения |
|
|
Информационная технология. Комплекс стандартов на автоматизированные системы. Виды, комплектность и обозначения документов при создании АС |
|
|
Информационная технология. Автоматизированные системы. Стадии создания |
|
|
Информационная технология. Техническое задание на создание автоматизированной системы |
|
|
Информационная технология. Виды испытаний автоматизированных систем. |
|
|
Трубы медные. Технические условия |
|
|
Трубы стальные водогазопроводные. Технические условия |
|
|
Трубы стальные бесшовные холоднодеформированные. Сортамент |
|
|
Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия |
|
|
Соединения контактные электрические. Классификация. Общие технические требования |
|
|
Соединения сварные стальных трубопроводов. Основные типы. Конструкция элементов и размеры |
|
|
Трубы напорные из полиэтилена. Технические условия |
|
|
Соединители низкочастотные на напряжение до 1500 В цилиндрические. Основные параметры и размеры |
|
|
Соединения паяные. Основные типы и параметры |
|
|
Зажимы контактные наборные с плоскими выводами. Конструкция, основные параметры и размеры |
|
|
Соединения приборов с внешними гидравлическими и газовыми линиями. Типы, основные параметры. Технические требования |
|
|
Соединения приборов с внешними пневматическими линиями. Типы, основные параметры. Технические требования |
|
|
ГСИ. Метрологическое обеспечение измерительных систем. Основные положения |
|
|
Электроустановки зданий. Требования по обеспечению безопасности. Защита от поражения электрическим током |
|
|
Электроустановки зданий. Общие требования по применению мер защиты для обеспечения безопасности. Требования по применению мер защиты от поражения электрическим током |
|
|
Электроустановки зданий. Выбор и монтаж электрооборудования. Заземляющие устройства и системы уравнивания электрических потенциалов в электроустановках, содержащих оборудование обработки информации |
|
|
Инструкция по проектированию трубопроводов газообразного кислорода |
|
|
Сварка стальных технологических трубопроводов на давление Ру свыше 9,91 до 98,1 МПа (свыше 100 до 1000 кгс/см2). Технические требования |
|
|
Трубопроводы стальные технологические на давление Ру свыше 9,91 МПа (100 кгс/см2). Ручная дуговая сварка покрытыми металлическими электродами. Типовой технологический процесс |
|
|
Трубопроводы стальные технологические из углеродистых и легированных сталей на давление до 9,81 МПа (100 кгс/см2). Ручная аргонодуговая сварка. Типовой технологический процесс |
|
|
Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды |
|
|
Правила устройства и безопасной эксплуатации технологических трубопроводов |
|
|
Общие правила промышленной безопасности для организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов |
|
|
Правила безопасности для производства, хранения и транспортировки хлора |
|
|
Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств |
|
|
Правила разработки, изготовления и применения мембранных предохранительных устройств |
|
|
Правила безопасности систем газораспределения и газопотребления |
|
|
Правила безопасности в нефтяной и газовой промышленности |
|
|
Правила промышленной безопасности для нефтеперерабатывающих производств |
|
|
Правила устройства электроустановок (7-е издание, переработанное и дополненное) |
|
|
ПТЭЭП |
Правила технической эксплуатации электроустановок потребителей (введены 1.07.2003 г.). |
|
Системы автоматизации. Монтажно-технологические требования к проектированию |
|
|
Положение от организации работы по подготовке и аттестации специалистов организаций, поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору |
|
|
Положение об организации обучения и проверки знаний рабочих организаций, поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору |
|
|
Инструкция по визуальному и измерительному контролю |
|
|
Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
|
|
Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
|
|
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
|
|
Методические указания. Информационная технология. Комплекс стандартов на автоматизированные системы. Требования к содержанию документов |
|
|
Организация строительства |
|
|
Безопасность труда в строительстве. Часть 1. Общие требования |
|
|
Безопасность труда в строительстве. Часть 2. Строительное производство |
|
|
Приемка в эксплуатацию законченных строительством объектов. Основные положения |
|
|
Внутренние санитарно-технические системы (издание 1998 г.) |
|
|
Газораспределительные системы |
|
|
Тепловые сети (издание 1999 г.) |
|
|
Технологическое оборудование и технологические трубопроводы |
|
|
Электротехнические устройства |
|
|
Системы автоматизации |
3 Термины и определения
3.1 Объекты автоматизации - здания, строения, сооружения, оборудование и коммуникации (трубопроводы технологические, воздуховоды, дымоходы и т.п.), в которых осуществляется определенная последовательность технологических операций.
Системы автоматизации (СА) - технические средства или совокупность технических и программных средств, соединенных каналами связи, которые обеспечивают:
- получение и представление информации о состоянии параметров технологических процессов и оборудования объекта автоматизации (функции контроля);
- формирование и реализацию управляющих воздействий на технологический процесс объекта автоматизации (функции управления).
Системы автоматизации подразделяются на
Измерительные (информационно-измерительные) системы - совокупность измерительных, вычислительных устройств и каналов связи для получения информации о величинах параметров технологических процессов объекта автоматизации, обработки результатов измерений, регистрации и индикации результатов измерений, преобразования этих данных в выходные сигналы системы в разных целях (сигнализации, защиты, блокировки) - ГОСТ Р 8.596;
Автоматические системы регулирования (Системы автоматического регулирования) - автоматизированные системы, реализующие после включения автоматическую стабилизацию или изменение по определенному закону технологических параметров объекта,
Автоматизированные системы (АС) - системы, состоящие из персонала и комплекса средств автоматизации его деятельности, реализующие информационную технологию выполнения установленных функций - ГОСТ 34.003.
В зависимости от вида деятельности выделяют, например, автоматизированные системы управления (АСУ), системы автоматизированного проектирования (САПР).
В зависимости от вида управляемого объекта (процесса) АСУ могут быть, например, АСУ технологическими процессами (АСУТП), АСУ предприятиями (АСУП).
3.2 Технические средства, комплекс технических средств (КТС) систем автоматизации - совокупность устройств (изделий), обеспечивающих получение, ввод, подготовку, преобразование, обработку, хранение, регистрацию, вывод, отображение, использование и передачу данных, выработку и реализацию управляющих воздействий
К КТС относят
- местные контрольно-измерительные приборы;
- первичные преобразователи (датчики),
- промежуточные (в том числе - нормирующие) преобразователи информационных и управляющих (например, электропневмопреобразователи) сигналов;
- вторичные показывающие и регистрирующие приборы;
- устройства сигнализации,
- регулирующие и функциональные приборы, органы управления;
- устройства микропроцессорной и вычислительной техники (программируемые контроллеры ПК, персональные компьютеры ПК и т.д.),
- каналы (линии) связи (электрические и трубные проводки, в том числе оптико-волоконные), концентраторы, репитеры, модемы, технические средства радиосвязи и другие средства передачи информации,
- конструктивы для размещения приборов и электроаппаратуры (щиты, шкафы, пульты, посты, стойки, стативы, столы и т.п.),
- монтажные конструкции,
- исполнительные устройства (исполнительные механизмы - пневматические, электрические, гидравлические)
Примечание. Регулирующие органы объекта управления (технологического и инженерного оборудования, запорной арматуры и т.д.), на которые воздействуют управляющие сигналы систем автоматизации, в данном стандарте в качестве исполнительных устройств не рассматриваются
Регуляторы прямого действия, к которым не подводят управляющие сигналы от технических средств систем автоматизации, относят к технологическому или инженерному оборудованию.
3.3 Программные средства систем автоматизации - совокупность программных продуктов, обеспечивающих параметрирование, конфигурирование и диагностику технических средств автоматизации, обработку и представление информации, ее передачу и хранение, выработку управляющих воздействий в соответствии с заданными алгоритмами функционирования системы.
Примечание. Программируемые технические средства и программные средства систем автоматизации могут объединяться в программно-технические комплексы (ПТК).
3.4 Рабочая документация - документация, предназначенная для производства строительных и монтажных работ и выполняемая в соответствии с требованиями системы проектной документации для строительства (СПДС).
3.5 Эксплуатационная документация - документация, предназначенная для наладки и дальнейшей эксплуатации средств автоматизации (в том числе эксплуатационная документация на составные части и компоненты систем) и разрабатываемая по требованиям ГОСТ 2.601 и ГОСТ 34.201 разработчиками АС и фирмами-изготовителями
3.6 Помещения автоматики - специальные помещения в зданиях или отдельно стоящие здания, предназначенные для размещения технических средств систем автоматизации (диспетчерские, операторские, посты управления, аппаратные залы, вычислительные центры, помещения датчиков и другие вспомогательные помещения).
3.7 Конструктивы для размещения приборов и электроаппаратуры - щиты, пульты, посты, стойки, столы.
3.8 Монтажные конструкции - конструкции, предназначенные для установки приборов и прокладки проводок:
- стенды, стативы, стойки, кронштейны;
- опорные конструкции проводок - полки, стойки, кронштейны и др.;
- несущие конструкции проводок - короба, лотки, мосты.
3.9 Закладная конструкция (закладной элемент - относится к строительной или технологической части) - деталь или сборочная единица, неразъемно встраиваемая в строительные конструкции (швеллер, уголок, гильза, патрубок, плита с гильзами, короба с песочным затвором, подвесные потолочные конструкции и т.п.) или в технологические и инженерные аппараты и трубопроводы (бобышки, гильзы, штуцеры, отборные устройства, карманы, расширители, фланцевые соединения, ответные фланцы, переходные патрубки и т.п.).
3.10 Отборное устройство (относится к технологической части) - устройство, устанавливаемое на технологическом оборудовании или трубопроводе и предназначенное для подвода контролируемой среды к приборам или измерительным преобразователям (датчикам).
3.11 Трубная проводка - совокупность труб и трубных кабелей (пневмокабелей), соединений, присоединений, защитных устройств и арматуры.
Трубные проводки различают по их функциональным назначениям:
Импульсная линия связи - трубная проводка, соединяющая отборное устройство, установленное на технологическом или инженерном трубопроводе, с контрольно-измерительным прибором преобразователем (датчиком) или регулирующим прибором. Она предназначена для передачи воздействий контролируемой или регулируемой технологической или инженерной среды (вспомогательной защитной среды, например, разделительной жидкости) на чувствительные органы контрольно-измерительных приборов, датчиков или регуляторов, непосредственно или через разделительные среды.
К импульсным линиям связи относятся также капилляры манометрических термометров и регуляторов температуры, соединяющие термочувствительные элементы (термобаллоны) с манометрическими измерительными устройствами приборов и регуляторов.
Командная линия связи - трубная проводка, соединяющая между собой отдельные функциональные блоки систем пневмо- или гидроавтоматики (датчики, переключатели, вторичные измерительные приборы, преобразователи, вычислительные, регулирующие и управляющие устройства, исполнительные механизмы). Она предназначена для передачи командных сигналов (давления воздуха, воды, масла) от передающих блоков к приемным.
Линия питания - трубная проводка, соединяющая технические средства автоматизации с источниками питания (системами воздухо- и водоснабжения, насосами, компрессорами и другими источниками). Она предназначена для подачи к техническим средствам автоматизации жидкости (воды, масла) или газа (воздуха) с избыточным давлением, изменяющимся в заданных пределах, используемых в качестве носителей вспомогательной энергии в системах пневмо- и гидроавтоматики.
Линия обогрева или линия охлаждения - трубная проводка, посредством которой подводятся (и отводятся) теплоносители или охлаждающие агенты (воздух, вода, пар и др.) к устройствам обогрева или охлаждения отборных устройств, технических средств автоматизации, конструктивов и потоков импульсных, командных и других трубных проводок.
Вспомогательная линия - трубная проводка, посредством которой:
а) подводятся к импульсным линиям защитные жидкости или газы, создающие в них встречные потоки для предохранения от агрессивных воздействий, закупорки, засорения и других явлений, вызывающих порчу и отказ в работе отборных устройств, измерительных приборов, средств автоматизации и самих импульсных линий;
б) создается параллельный поток части продукта, отбираемого из технологического аппарата или трубопровода для анализа, с целью ускорения подачи пробы к измерительному прибору, удаленному от места отбора (например, к анализатору жидких нефтепродуктов и др.).
Дренажная линия - трубная проводка, посредством которой сбрасываются продукты продувки и промывки (газы и жидкости) из приборов и регуляторов, импульсных и командных линий связи, вспомогательных и других линий в отведенные для этого места (в специальные емкости, атмосферу, канализацию и др.).
Трубный блок - определенное число труб необходимой длины и конфигурации, уложенных и закрепленных в определенном положении и полностью подготовленных к соединению со смежными узлами трубной проводки.
4 Общие положения
4.1 При подготовке к производству, производстве работ по монтажу и пусконаладке и приемке систем автоматизации в эксплуатацию должны соблюдаться требования настоящего стандарта, СНиП 3.05.07-85, СНиП 12-01, СНиП 3.01.04, СНиП 12-03, СНиП 12-04 и отраслевых нормативных документов.
4.2 Работы по монтажу и пусконаладке систем автоматизации могут выполняться только организациями, имеющими лицензии на проведение данных видов работ.
4.3 Организации, выполняющие монтаж и пусконаладку систем автоматизации через генподрядчика, должны привлекаться генподрядчиком к рассмотрению проекта организации строительства (ПОС) в части обеспечения бытовыми и складскими помещениями, охраны труда и техники безопасности, сроков сдачи объектов и помещений под монтаж систем автоматизации.
При выполнении работ по монтажу и пусконаладке систем автоматизации по прямым договорам с заказчиками условия производства работ оговариваются в договорах подряда.
4.4 Работы по монтажу систем автоматизации выполняют в соответствии с утвержденной заказчиком рабочей документацией, при необходимости - с учетом разработанного монтажной организацией проекта производства работ (ППР), а также на основе технической документации предприятий (фирм) - изготовителей технических средств систем автоматизации.
Разработка ППР осуществляется в случаях, предусмотренных СНиП 12-01.
Работы по пусконаладке автоматизированных систем выполняют в соответствии с технической документацией на АС по ГОСТ 34.201 и эксплуатационной документацией предприятий (фирм) - поставщиков технических средств систем автоматизации.
4.5 При монтаже, пусконаладке и сдаче в эксплуатацию систем автоматизации следует оформлять документацию в соответствии с приложениями 1 - 20 настоящего стандарта.
5 Подготовка к производству монтажных и пусконаладочных работ
Подготовка к производству работ включает:
- заключение договора (договоров) на выполнение работ;
- получение проектной и рабочей документации;
- разработку ППР (при необходимости);
- комплектацию объекта техническими средствами автоматизации;
- выполнение мероприятий по обеспечению охраны труда и промышленной безопасности на объекте;
- приемку объектов под монтаж с оформлением соответствующей документации (приложение 3);
- передачу в монтаж технических средств автоматизации.
5.1 Заключение договора
5.1.1 Договор подряда является основным документом, регулирующим взаимоотношения его участников в процессе выполнения работ.
5.1.2 В договоре подряда (субподряда) или в приложении к нему, как правило, определяют:
- виды работ и услуг;
- объем работ по каждому виду, при необходимости с разбивкой на этапы;
- порядок поставки (комплектации) оборудования и материалов и сроки их поставки;
- перечень нормативных документов, включая СНиП 3.05.07 и настоящий стандарт;
- объем услуг генподрядчика (заказчика);
- привлечение шеф-монтажного персонала;
- сроки выполнения каждого вида и этапа работ и по объекту в целом;
- условия сдачи-приемки объектов для производства монтажных и пусконаладочных работ систем автоматизации;
- необходимость разработки ППР;
- порядок перерыва работ по причинам, не зависящим от подрядчика (субподрядчика);
- объем сдаточной документации и порядок согласования выполненных работ с надзорными органами.
5.1.3 Договор подряда (субподряда) может предусматривать выполнение работ по созданию систем автоматизации в едином технологическом цикле: проектирование, изготовление, комплектация, монтаж, наладка и гарантийное обслуживание.
5.2 Приемка проектной и рабочей документации
5,2.1 Проектная и рабочая документация должна быть допущена к производству работ заказчиком подписью ответственного лица или путем простановки штампа.
5.2.2 При подготовке организации к производству монтажных и пусконаладочных работ изучается утвержденная проектная и рабочая документация, а также конструкторская документация предприятий (фирм) - изготовителей технических средств систем автоматизации.
5.2.3 Состав и содержание работ по стадиям создания СА устанавливается ГОСТ 34.601.
5.2.4 Виды, комплектность и обозначение документов, разрабатываемых на стадиях создания АСУТП, устанавливаются ГОСТ 34.201
5.2.5 Решения по техническому обеспечению (ТО) СА должны содержать следующую информацию (следующие данные) в виде чертежей и схем рабочей документации
- схему структурную комплекса технических средств (код документа по ГОСТ 34.201 «С1»),
- схему автоматизации (код документа по ГОСТ 34.201 «С3»);
- схемы принципиальные питания, управления, сигнализации и измерения (код документа по ГОСТ 34.201 «СБ»);
- схемы соединения внешних проводок (код документа по ГОСТ 34.201 «С4»);
- схемы подключения внешних проводок (код документа по ГОСТ 34.201 «С5»);
- таблицы соединений и подключений (код документа по ГОСТ 34.201 «С6»);
- чертежи установки технических средств (код документа по ГОСТ 34.201 «СА»),
- план расположения оборудования и проводок (код документа по ГОСТ 34.201 «С7»);
- чертежи общего вида шкафов, пультов, стоек и т.д. (код документа по ГОСТ 34.201 «ВО»),
- взаимоувязки с технологической, электротехнической, сантехнической и другой рабочей документацией;
- привязки в рабочих чертежах технических средств систем автоматизации, поставляемых комплектно с технологическим оборудованием;
- указания по заземлению технических средств систем автоматизации;
- указания по способам сварки и методам контроля качества сварных соединений, импульсных трубных проводок в зависимости от свойств и параметров измеряемой среды,
- указания категорий и групп взрывоопасных и пожароопасных помещений, зон и установок и их границы, наименование взрывоопасных смесей,
- для проводок высокого давления (свыше 10 МПа) указывают величины рабочих давлений, перечень нормативных документов, содержащих требования по способам сварки и методам контроля качества сварных соединений (по ПБ 03-585);
- для проводок высокого давления, в которых не допускается применение сварных соединений (при Рраб свыше 35 МПа) в рабочей документации должны быть приведены обозначение и наименование специальных технических условий для их соединения и наименование разработавших эти условия специализированных научно-исследовательских организаций.
5.2.6 Решения по информационному обеспечению (ИО) СА должны содержать следующую информацию (следующие данные) в виде таблиц и схем эксплуатационной документации.
- массив (перечень) входных данных (сигналов) (код документа по ГОСТ 34.201 «В6»);
- состав выходных данных (перечень выходных сигналов) (код документа по ГОСТ 34.201 «В8»);
- чертеж формы документа (видеокадра) - набор изображений мнемосхем (код документа по ГОСТ 34.201 «В9»).
5.2.7 Общий комплект проектной и рабочей документации АСУТП включает в себя следующие решения
- общесистемные решения (ОР),
- организационное обеспечение (ОО);
- информационное обеспечение (ИО);
- техническое обеспечение (ТО),
- математическое обеспечение (МО),
- программное обеспечение (ПО).
5.2.8 Кроме проектной и рабочей документации, генподрядчик (заказчик) передает подрядчику (субподрядчику) техническую документацию предприятий (фирм) - изготовителей технических средств автоматизации.
5.2.9 Для выполнения монтажных работ рабочая документация передается подрядчику (субподрядчику) в двух экземплярах, сметная документация - в одном экземпляре. Техническая документация предприятий (фирм) - изготовителей средств автоматизации в одном экземпляре. Для выполнения пусконаладочных работ дополнительно передается по одному экземпляру проектной и рабочей документации
5.2.10 Приемка проектной, рабочей и технической документации на средства автоматизации оформляется актом или накладной. На принятой к производству работ рабочей документации заказчик и генподрядчик проставляют штамп «Принято к производству работ» (приложение 2).
5.3. Разработка проекта производства работ
При необходимости разрабатывается проект производства работ, в состав которого включают:
- пояснительную записку;
- вопросы, подлежащие включению в ПОС;
- технико-экономические показатели по объекту (комплексу) строительства;
- организацию и методы производства работ;
- механизацию работ;
- охрану труда и технику безопасности;
- совмещение работ со смежными организациями;
- лимитно-комплектовочные ведомости на оборудование, материалы и изделия;
- графические материалы.
5.4 Приемка строительной и технологической готовности объекта под монтаж
5.4.1 В процессе приемки объекта под монтаж в зданиях или отдельных помещениях проверяются:
- строительная готовность объекта;
- готовность технологического или инженерного оборудования к монтажу на нем технических средств автоматизации.
Допускается поэтапная сдача помещений (производственных и помещений автоматики), при которой обеспечивается возможность выполнения законченных комплексов (этапов) работ по монтажу систем автоматизации.
5.4.2 При проверке готовности технологического и инженерного оборудования к монтажу систем автоматизации необходимо пользоваться п. 6.3 РТМ 36.22.2.
5.4.3 До начала монтажа систем автоматизации на строительной площадке, а также в зданиях или отдельных помещениях, сдаваемых под монтаж систем автоматизации, должны быть выполнены строительные работы, предусмотренные рабочей документацией и проектом производства работ.
В строительных конструкциях зданий и сооружений (полах, перекрытиях, стенах, фундаментах оборудования) в соответствии с архитектурно-строительными чертежами должны быть:
- нанесены разбивочные оси и рабочие высотные отметки;
- установлены закладные конструкции под конструктивы для размещения технических средств систем автоматизации;
- выполнены каналы, туннели, ниши, борозды, закладные трубы для скрытой проводки, проемы для прохода трубных и электрических проводок с установкой в них необходимых закладных конструкций (обрамлений, гильз, патрубков и т.п.);
- установлены площадки для монтажа и обслуживания приборов и средств автоматизации;
- оставлены временные монтажные проемы для перемещения крупногабаритных узлов и блоков;
- предусмотрены мероприятия и средства, обеспечивающие сохранность технических средств систем автоматизации.
5.4.4 В помещениях автоматики, а также в производственных помещениях в местах, предназначенных для монтажа технических средств систем автоматизации, должны быть закончены строительные и отделочные работы, произведена разборка опалубок, строительных лесов и подмостей, не требующихся для монтажа систем автоматизации, а также убран мусор.
5.4.5 Помещения автоматики должны быть оборудованы отоплением, вентиляцией, освещением, при необходимости кондиционированием, смонтированными по постоянной схеме, иметь остекление и дверные запоры. В помещениях должна поддерживаться температура не ниже 5 °С.
После сдачи указанных помещений под монтаж систем автоматизации в них не допускается производство строительных работ и монтаж санитарно-технических систем.
5.4.6 Окраска помещений автоматики меловой побелкой запрещается. На окнах должны быть предусмотрены средства защиты от прямых солнечных лучей (жалюзи, шторы).
Помещения систем автоматизации взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств должны отвечать дополнительным требованиям, установленным ПБ 09-563.
5.4.7 К началу монтажа систем автоматизации на технологическом и инженерном оборудовании, на трубопроводах технологических и инженерных систем механомонтажными организациями должны быть установлены:
- закладные и защитные конструкции для монтажа первичных приборов;
- закладные конструкции отборных устройств давления, расхода и уровня, заканчивающиеся запорной арматурой;
- приборы и средства автоматизации, встраиваемые в трубопроводы, воздуховоды и аппараты (сужающие устройства, объемные и скоростные счетчики, ротамеры, проточные датчики расходомеров и концентратомеров, уровнемеры всех типов, регулирующие органы и т.п.).
5.4.8 На объекте в соответствии с технологическими, сантехническими, электротехническими и другими рабочими чертежами должны быть выполнены следующие виды работ:
- к началу работ по монтажу - установлено оборудование и проложены магистральные и разводящие сети для обеспечения сварочного оборудования и инструмента электроэнергией;
- к началу испытаний - проложены магистральные трубопроводы и разводящие сети с установкой арматуры для подачи испытательных сред - воды, воздуха и др. При необходимости (в зависимости от условий проведения испытаний трубных проводок) - проложены магистральные и разводящие сети для подвода и отвода теплоносителей к обогревающим устройствам систем автоматизации;
- к началу пусконаладочных работ - подведены по постоянной схеме питающие сети для обеспечения электроэнергией технических средств автоматизации и выполнена заземляющая сеть в соответствии с требованиями главы 1.7 ПУЭ (7-е изд.), ГОСТ Р 50571.3 и ГОСТ Р 50571.21;
- выполнена специальная сеть заземления, предназначенная для защиты от помех устройств микропроцессорной техники;
- монтаж систем автоматического пожаротушения.
5.4.9 Заземляющая сеть для защиты от помех устройств микропроцессорной техники должна отвечать требованиям предприятий (фирм) - изготовителей этих технических средств.
5.4.10 Приемка объекта (здания или отдельного помещения) оформляется актом готовности объекта к производству работ по монтажу систем автоматизации (приложение 3).
5.5 Передача в монтаж приборов и средств автоматизации
5.5.1. Передача в монтаж приборов и средств автоматизации, материалов и сопроводительной технической документации осуществляется в соответствии с условиями договора подряда (субподряда).
Передача оборудования, изделий, материалов во всех случаях осуществляется на основе спецификации оборудования, изделий и материалов, входящей в состав рабочей документации. При этом для измерительных приборов, сигнализаторов, преобразователей должно быть проверено соответствие их основных технических характеристик (пределы и диапазоны измерений, шкалы, величины выходных сигналов и др.) указанным в спецификации оборудования, изделий и материалов.
5.5.2. Принимаемые от заказчика и поставляемые подрядчиком оборудование, материалы и изделия должны соответствовать государственным стандартам, техническим условиям и иметь соответствующие сертификаты, технические паспорта или другие документы, удостоверяющие их качество.
При приемке оборудования, материалов и изделий проверяют комплектность, отсутствие повреждений и дефектов, сохранность окраски и специальных покрытий, сохранность пломб, наличие специального инструмента и приспособлений, поставляемых предприятиями (фирмами)-изготовителями. Особенности приемки отдельных технических средств и материалов приведены ниже.
Устранение дефектов оборудования, обнаруженных в процессе приемки, осуществляют в соответствии с договором между заказчиком и исполнителем.
5.5.3. Технические средства систем автоматизации должны поставляться в комплекте с инструкциями по монтажу и изделиями для его крепления,
5.5.4. Конструктивы для размещения технических средств - щиты, шкафы, пульты, посты, стойки, стативы, столы и т.п. (далее - щиты) принимают в соответствии с техническими условиями на их изготовление.
При этом проверяют:
- наличие в комплекте чертежа общего вида щита;
- соответствие расположения приборов и средств автоматизации чертежу общего вида щита;
- наличие в комплекте таблиц соединений и подключений;
- соответствие схем (таблиц) подключений к клеммнику щита на схемах внешних электрических и трубных проводок.
5.5.5. Детали трубных проводок на давление свыше 10 МПа (100 кгс/см2) передаются в монтаж в виде подготовленных к монтажу изделий (трубы, фасонные части к ним, соединительные детали, метизы, арматура и т.п.) или собранными в сборочные единицы, укомплектованными по спецификации деталировочных чертежей. Отверстия труб должны быть закрыты пробками. На изделия и сборочные единицы, имеющие сварные швы, должны передаваться акты или другие документы, подтверждающие качество сварных соединений в соответствии с ПБ 03-585.
5.5.6. Сварочные материалы для сварки трубных проводок систем автоматизации, подведомственных Ростехнадзору, принимают в порядке, установленном ПБ 03-585.
5.5.7. При приемке барабанов с электрическим кабелем проверяют внешнее состояние кабельных барабанов и заделку концов кабеля на них.
5.5.8 При приемке барабанов с оптическим кабелем производится 100 %-ный входной контроль в следующем объеме:
а) внешний осмотр;
б) испытания по проверке качества изоляции металлических элементов в оптическом кабеле;
в) измерение затухания оптических волокон в оптическом кабеле;
г) измерение строительных длин кабелей;
д) сопоставление данных измерений с паспортными данными изготовителя.
5.5.9 На все оборудование и материалы, полученные от заказчика, составляют акт приемки. К акту прикладывают сопроводительную документацию предприятий-изготовителей (паспорта на оборудование, сертификаты на материалы и т.п. документация), подтверждающую качество их изготовления.
6 Производство монтажных работ
6.1 Общие требования
6.1.1 Монтаж систем автоматизации должен производиться в соответствии с рабочей документацией с учетом требований предприятий - изготовителей технических средств систем автоматизации, предусмотренных техническими условиями или инструкциями по монтажу и эксплуатации этого оборудования.
6.1.2 Работы по монтажу систем автоматизации должны осуществляться в две стадии (этапа).
6.1.3 На первой стадии следует выполнять:
а) подготовительные работы, выполняемые вне зоны монтажа:
- заготовку монтажных конструкций для установки приборов, конструктивов и прокладки проводок;
- сборку укрупненных узлов;
- заготовку узлов трубных проводок;
- обезжиривание труб, арматуры и соединителей для кислородных трубных проводок;
б) подготовку работ непосредственно на объекте:
- закладку труб или глухих коробов для скрытых проводок в сооружаемые фундаменты, стены, полы и перекрытия;
- подготовку мест для выполнения работ;
- разметку трасс и установку опорных и несущих конструкций для прокладки проводок, а также для установки конструктивов, исполнительных механизмов, приборов;
- прогрев кабелей на барабанах при его прокладке при отрицательных температурах;
- расстановку механизмов и приспособлений для механизации работ по прокладке электропроводок и подъему монтажных конструкций и оборудования в проектное положение.
6.1.4 На второй стадии необходимо выполнять:
- прокладку проводок по установленным конструкциям;
- установку конструктивов, приборов и средств автоматизации, устройств микропроцессорной техники;
- подключение к ним трубных и электрических проводок;
- индивидуальные испытания.
6.1.5 Скрытые работы (закладные конструкции в строительных конструкциях, технологическом и инженерном оборудовании и трубопроводах; заложенные в фундаменты, стены, полы и перекрытия трубы и короба) перед закрытием подлежат осмотру представителями заказчика и монтажной организации, результаты которого оформляются актом (приложение 7).
6.1.6 Работы по монтажу и наладке систем автоматизации на объектах газораспределительной системы: газонаполнительные станции (ГНС), газорегуляторные пункты и установки (ГРП и ГРУ), блочные газорегуляторные пункты (ГРПБ) и шкафные (ШРП) должны выполняться с учетом дополнительных требований СНиП 42-01 и ПБ 12-529.
6.1.7 Смонтированные технические средства систем автоматизации, конструктивы и монтажные конструкции, электрические и трубные проводки должны быть присоединены к контуру заземления. При наличии требований рабочей документации и предприятий (фирм)-изготовителей технические средства ПТК должны быть дополнительно присоединены к контуру специального заземления.
6.1.8. При возникновении вынужденных перерывов работ по причинам, не зависящим от подрядчика (субподрядчика), составляется акт с приложением ведомостей выполненных работ, смонтированных технических средств автоматизации (приложение 29).
Ответственность за сохранность смонтированных технических средств автоматизации несет генподрядчик (заказчик).
6.2 Монтаж конструкций
6.2.1 Разметку мест установки конструкций для технических средств автоматизации следует выполнять в соответствии с рабочей документацией.
При разметке должны учитываться следующие требования:
- при установке конструкций не должны быть нарушены скрытые проводки, прочность и огнестойкость строительных конструкций (оснований);
- должна быть исключена возможность механического повреждения смонтированных технических средств систем автоматизации.
6.2.2 Расстояние между опорными конструкциями на горизонтальных и вертикальных участках трассы для прокладки трубных и электрических проводок должно определяться в рабочей документации.
6.2.3 Опорные конструкции должны быть параллельны между собой, а также параллельны или перпендикулярны (в зависимости от вида конструкций) строительным конструкциям (основаниям).
6.2.4 Крепление несущих конструкций к опорным конструкциям должно быть болтовое или на сварке.
Соединение элементов несущих конструкций между собой (секций, угловых элементов, тройников и др.) должно быть болтовое, на заклепках или на сварке.
Соединение элементов оцинкованных несущих конструкций на сварке не допускается.
При болтовом соединении должна быть обеспечена плотность соединения элементов несущих конструкций между собой и с опорными конструкциями, а также обеспечена надежность электрического контакта между ними.
При соединении сваркой не допускается прожог коробов и лотков.
6.2.5 Конструкция коробов и их расположение после установки должны исключать возможность скапливания в них влаги.
6.2.6 В местах пересечения осадочных и температурных швов зданий и сооружений, а также на наружных установках в проектной документации на несущие конструкции должны предусматриваться компенсирующие устройства.
6.2.7 Монтажные конструкции для приборов, устанавливаемых на стене, должны быть перпендикулярны стенам. Стойки, устанавливаемые на полу, должны быть выверены по отвесу или уровню. При установке рядом двух стоек или более они должны быть скреплены между собой разъемными соединениями.
Монтажные конструкции для приборов и средств автоматизации могут крепиться к стенам и полу распорными дюбелями.
6.2.8 Все конструкции должны быть окрашены согласно указаниям, приведенным в рабочей документации.
6.2.9 Проходы трубных и электрических проводок через стены (наружные или внутренние) и перекрытия должны выполняться в соответствии с рабочей документацией.
При проходе проводок из взрывопожароопасного помещения в невзрывопожароопасное, или из одного взрывопожароопасного помещения в другое проходы должны быть заделаны противопожарными материалами. По окончании монтажных работ на закрытые торцы проема должны быть нанесены огнезащитные составы.
6.3 Монтаж трубных проводок общего назначения
6.3.1 Настоящий стандарт организации распространяется на монтаж и испытание трубных проводок систем автоматизации (импульсных, командных, питающих, обогревающих, охлаждающих, вспомогательных и дренажных согласно определению по разделу 3), работающих при абсолютном давлении от 0,001 МПа (0,01 кгс/см2) до 10 МПа (100 кгс/см2), за исключением проводок, расположенных внутри щитов и пультов.
6.3.2 Монтаж и испытание трубных проводок систем автоматизации должны отвечать рекомендациям настоящего стандарта, СНиП 3-05-07, СНиП 3-05-05, а также руководящим документам Ростехнадзора.
6.3.3 Применяемые при монтаже трубных проводок оборудование, приспособления, оснастка, методы производства работ должны обеспечивать возможность монтажа следующих труб:
- стальных водогазопроводных обыкновенных и легких с условным проходом 8; 15; 20; 25; 40 и 50 мм;
- стальных бесшовных холодно-деформированных наружным диаметром 8; 10; 14; 16 и 22 мм с толщиной стенки не менее 1 мм;
- бесшовных холодно- и теплодеформированных из коррозионно-стойкой стали с наружным диаметром 6; 8; 10; 14; 16 и 22 мм с толщиной стенки не менее 1 мм;
- медных с наружным диаметром 6 и 8 мм с толщиной стенки не менее 1 мм;
- из алюминия и алюминиевых сплавов с наружным диаметром 6 и 8 мм с толщиной стенки не менее 1 мм;
- из полиэтилена низкой плотности высокого давления (не подверженные фотоокислительному старению) с наружным диаметром 6 мм с толщиной стенки 1 мм и наружным диаметром 8 мм с толщиной стенки 1 и 1,6 мм;
- напорных из полиэтилена тяжелых (не подверженные фотоокислительному старению) с наружным диаметром 12; 20 и 25 мм;
- поливинилхлоридных гибких с внутренним диаметром 4 и 6 мм с толщиной стенки не менее 1 мм;
- пластиковых и металлопластиковых труб, труб из мягкого нейлона;
- резиновых с внутренним диаметром 8 мм с толщиной стенки 1,25 мм;
- пневматических и пневмоэлектрических кабелей (пневмокабелей) по техническим условиям предприятий-изготовителей с полиэтиленовыми трубками, не подверженными фотоокислительному старению (полиэтиленовые трубки должны иметь размеры 6´1; 8´1 и 8´1,6 мм).
6.3.4. Трубные проводки должны прокладываться по кратчайшим расстояниям между соединяемыми приборами, параллельно стенам, перекрытиям и колоннам возможно дальше от технологических агрегатов и электрооборудования, с минимальным числом поворотов и пересечений, в местах, доступных для монтажа и обслуживания, не имеющих резких колебаний температуры окружающего воздуха, не подверженных сильному нагреванию или охлаждению, сотрясению и вибрации.
6.3.5. Трубные проводки всех назначений следует прокладывать на расстоянии, обеспечивающем удобство монтажа и эксплуатации, в том числе на расстоянии, достаточном для размещения приборов неразрушающего контроля сварных соединений (для проводок, к которым в рабочей документации указаны требования по необходимости проведения такого контроля).
В пыльных помещениях трубные проводки должны быть проложены в один слой на расстояниях от стен и перекрытий, допускающих производить механическую очистку пыли.
6.3.6 Общая ширина группы горизонтальных и вертикальных трубных проводок, закрепляемых на одной конструкции, должна быть не более 600 мм при обслуживании проводки с одной стороны и 1200 мм - с двух сторон.
6.3.7 Все трубные проводки, заполняемые средой с температурой свыше 60 °С, проложенные на высоте менее 2,5 м от пола, должны быть ограждены.
6.3.8 Трубные проводки, за исключением заполняемых сухим газом или воздухом, должны прокладываться с уклоном, обеспечивающим сток конденсата и отвод газа (воздуха), и иметь устройства для их удаления.
Направление и величина уклонов должны соответствовать указанным в рабочей документации, а при отсутствии таких указаний проводки должны прокладываться со следующими минимальными уклонами:
- импульсные к манометрам для всех статических давлений, мембранным или трубным тягонапоромерам, газоанализаторам - 1:50;
- импульсные к расходомерам пара, жидкости, воздуха и газа, регуляторам уровня и дренажные линии - 1:10.
Отклонение трубной проводки от вертикали (если нет особых указаний в рабочей документации) не должно превышать 2 мм на один метр длины проводки.
Уклоны обогревающих трубных проводок должны соответствовать уклонам обогреваемых проводок.
Трубные проводки, требующие различных уклонов, закрепляемые на общих конструкциях, следует прокладывать по наибольшему уклону.
6.3.9 В рабочей документации должны быть предусмотрены меры, обеспечивающие компенсацию тепловых удлинений трубных проводок. Для случаев, когда рабочей документацией предусмотрена самокомпенсация температурных удлинений трубных проводок на поворотах и изгибах, в ней должно быть указано, на каких расстояниях от поворота (изгиба) следует закреплять трубы и приведены конструктивные решения и диаграммы холодной натяжки труб.
6.3.10 Металлические трубные проводки в местах перехода через температурные швы зданий должны иметь П-образные компенсаторы. Места установки компенсаторов и их число должны быть указаны в рабочей документации.
6.3.11 На трубных проводках, прокладываемых с уклоном, П-образные компенсаторы, «утки» и аналогичные устройства следует располагать так, чтобы они являлись наивысшей или наинизшей точкой трубной проводки и исключалась возможность накопления в них воздуха (газа) или конденсата.
6.3.12 Минимальная высота прокладки наружных трубных проводок должна быть (в свету): в непроезжей части территории, в местах прохода людей - 2,2 м; в местах пересечений с автодорогами - 5 м.
6.3.13 Монтаж трубных проводок должен обеспечивать: прочность и плотность проводок, соединений труб между собой и присоединений их к арматуре, приборам и средствам автоматизации; надежность закрепления труб на конструкциях.
6.3.14 Закрепление трубных проводок на опорных и несущих конструкциях должно производиться нормализованными крепежными деталями, крепление трубных проводок приваркой запрещается. Закрепление должно быть выполнено без нарушения целостности труб.
6.3.15 Не разрешается закрепление трубных проводок на внешней стороне щитов, корпусах приборов и средств автоматизации.
Допускается закрепление трубных проводок на разбираемом технологическом оборудовании у отборных устройств, но не более чем в двух точках.
Закрепление трубных проводок на неразбираемом технологическом оборудовании допускается по согласованию с заказчиком.
Трубные проводки в местах подхода к оборудованию могут иметь как разъемные, так и неразъемные соединения в зависимости от транспортируемой среды и ее параметров.
6.3.16 Трубные проводки должны быть закреплены:
- на расстояниях не более 200 мм от ответвительных частей (с каждой стороны);
- по обе стороны поворотов (изгибов труб) на расстояниях, обеспечивающих самокомпенсацию тепловых удлинений трубных проводок;
- по обе стороны арматуры отстойных и прочих сосудов, если арматура и сосуды не закреплены; при длине соединительной линии с какой-либо стороны сосуда менее 250 мм крепление трубы к несущей конструкции не производится;
- по обе стороны П-образных компенсаторов на расстояниях 250 мм от их изгиба при установке компенсаторов в местах перехода трубных проводок через температурные швы в стенах.
6.3.17 Изменение направления трубных проводок, как правило, должно выполняться соответствующим изгибом труб. Допускается для изменения направления трассы труб применять стандартизированные или нормализованные гнутые элементы.
6.3.18 Способы гнутья труб выбираются монтажной организацией.
Изогнутые трубы должны отвечать следующим основным требованиям:
а) на изогнутой части труб не должно быть складок, трещин, смятий и т.п.;
б) овальность сечения труб в местах изгиба допускается не более 10 %.
6.3.19 Минимальный радиус внутренней кривой изгиба труб должен быть:
- для стальных труб, изгибаемых в холодном состоянии, - не менее 4 Dн, а изгибаемых в горячем состоянии, - не менее 3 Dн;
- для отожженных медных труб, изгибаемых в холодном состоянии, - не менее 2 Dн;
- для отожженных труб из алюминия и алюминиевых сплавов при изгибании их в холодном состоянии - не менее 3 Dн;
- для полиэтиленовых труб, изгибаемых в холодном состоянии:
ПНП - не менее 6 Dн, где Dн - наружный диаметр; ПВП - не менее 10 Dн;
- для полиэтиленовых труб, изгибаемых в горячем состоянии, - не менее 3 Dн;
- для поливинилхлоридных пластифицированных труб, изгибаемых в холодном состоянии, - не менее 3 Dн;
- для пневмокабелей - не менее 10 Dн.
- для остальных труб - согласно техническим условиям изготовителей.
6.3.20 Соединение труб при монтаже разрешается осуществлять как разъемными, так и неразъемными. При соединении труб запрещается устранение зазоров и несоосности путем нагрева, натяжения или подгибания труб.
Способы сварки и методы контроля качества сварных соединений для импульсных проводок принимают в соответствии с указаниями рабочей документации.
Для импульсных проводок, на которые распространяются требования Ростехнадзора, сварку и контроль качества этих сварных соединений следует производить в соответствии с ПБ 03-585 и другими нормативными документами Ростехнадзора или СНиП 3.05.05, если в рабочей документации не указаны другие методы сварки и способы контроля качества.
6.3.21 Способ и технологический режим сварки труб, материалы для сварки и порядок контроля сварки должны приниматься в соответствии с рабочей документацией, РД 03-613, РД 03-614, РД 03-615, ПБ 03-583, РД 03-606, ПБ 03-585 и типовым технологическим процессом по сварке ОСТ 36-57 и ОСТ 36-39. Типы и конструктивные элементы сварных швов должны соответствовать ГОСТ 16037.
Сборку стыков труб под сварку производят с использованием инвентарных приспособлений, обеспечивающих требуемую точность сборки.
6.3.22 Присоединение трубных проводок к закладным конструкциям технологического оборудования и трубопроводов, ко всем приборам, средствам автоматизации, щитам и пультам должно осуществляться, как правило, разъемными соединениями.
6.3.23 Для разъемных соединений и присоединений трубных проводок должны применяться нормализованные резьбовые соединения. При этом для труб из нержавеющей стали, алюминия и алюминиевых сплавов должны применяться соединительные части, специально предназначенные для этих труб.
При использовании импортных соединителей с обжимными кольцами необходимо пользоваться инструкциями фирм-изготовителей.
6.3.24 Запрещается располагать соединения труб любого типа, кроме сварных: на компенсаторах, на изогнутых участках, в местах крепления на опорных и несущих конструкциях, в проходах через стены и перекрытия зданий и сооружений, в местах, не доступных для обслуживания при эксплуатации.
6.3.25 Соединения труб следует располагать на расстояниях не менее 200 мм от мест крепления.
6.3.26 При соединениях труб в групповых трубных проводках соединения должны располагаться со сдвигом для обеспечения возможности работы инструментом при монтаже или демонтаже трубных проводок.
При групповых прокладках блоками расстояния между разъемными соединениями должны быть указаны в рабочей документации с учетом технологии блочного монтажа.
6.3.27 Резиновые трубы или трубы из иного эластичного материала, соединяющие трубные проводки с приборами и средствами автоматизации, должны быть надеты на всю длину присоединительных наконечников, трубы должны быть проложены без перегибов, свободно.
6.3.28 Арматура (вентили, краны, редукторы и т.п.), устанавливаемая на любых трубных проводках, за исключением стальных труб, должна быть жестко укреплена на конструкциях.
Арматура, за исключением пробковой и шаровой, устанавливается так, чтобы шток находился в горизонтальном положении.
6.3.29 Все трубные проводки должны быть замаркированы. Маркировочные знаки, наносимые на бирки, должны соответствовать маркировке трубных проводок, приведенной в рабочей документации.
6.3.30 Нанесение защитных покрытий должно производиться по хорошо очищенной и обезжиренной поверхности труб. Цвет окраски трубных проводок должен быть указан в рабочей документации.
Стальные трубы, предназначенные для защиты трубных проводок, должны быть окрашены снаружи. Пластмассовые трубы окраске не подлежат. Трубы из цветных металлов окрашивают только в случаях, оговоренных в рабочей документации.
6.3.31 При монтаже пластмассовых труб и пневмокабелей необходимо применять минимальное число соединений, максимально используя строительную длину труб и пневмокабеля.
6.3.32 Пластмассовые трубы и пневмокабели следует прокладывать по несгораемым конструкциям и укладывать по ним свободно, без натяжения, с учетом изменения длины от перепада температур.
В местах соприкосновения с острыми кромками металлических конструкций и крепежных деталей небронированные кабели и пластмассовые трубы необходимо защищать прокладками (резина, поливинилхлорид), выступающими на 5 мм по обе стороны от кромок опор и крепежных скоб.
При установке деталей крепления деформация сечений пластмассовых труб и пневмокабелей не допускается.
6.3.33 Компенсация температурных изменений длины пластмассовых трубных проводок должна быть обеспечена за счет рациональной расстановки подвижных (свободных) и неподвижных (жестких) креплений и изогнутых элементов самой трубной проводки (отводы, утки, прокладка «змейкой»).
6.3.34 Расстановку неподвижных креплений, не допускающих перемещение проводок в осевом направлении, следует производить так, чтобы разделить трассу на участки, температурная деформация которых происходит независимо одна от другой и самокомпенсируется.
Неподвижными должны быть крепления у соединительных коробок, шкафов, щитов и т.п., а также в середине участков между двумя поворотами.
Во всех остальных случаях, где допускается перемещение труб и пневмокабелей в осевом направлении, следует применять подвижные крепления, дающие возможность перемещения как в осевом, так и в поперечном направлениях.
6.3.35 Крепление пластмассовых труб и пневмокабелей на поворотах не допускается. Вершина поворота при горизонтальной прокладке должна лежать на плоской сплошной опоре. На расстоянии 0,5 - 0,7 м от вершины поворота пластмассовые трубы и пневмокабели должны быть закреплены подвижными креплениями.
6.3.36 Монтаж пластмассовых трубных проводок необходимо производить, не допуская повреждений труб (надрезов, глубоких царапин, вмятин, оплавления, прожогов и т.п.). Участки труб, получившие повреждения, должны быть заменены.
6.3.37 Пластмассовые трубы и пневмокабели, проложенные открыто в местах возможных механических воздействий на высоте до 2,5 м от пола, должны быть защищены от повреждений металлическими кожухами, трубами или другими устройствами. Конструкция защитных устройств должна допускать их свободный демонтаж и обслуживание трубных проводок.
Участки труб длиной до 1 м у приборов, исполнительных механизмов и средств автоматизации, установленных на технологических и инженерных трубопроводах и аппаратах, допускается не защищать.
6.3.38 Наружная трубная проводка из пластмассовых труб, изменяющих свои физические свойства под действием прямых солнечных лучей, должна быть защищена от них.
6.3.39 Пластмассовые трубы и пневмокабели в коробах и лотках, проложенных горизонтально, должны быть уложены свободно без креплений. При прокладке в коробах и лотках, проложенных вертикально, трубы и кабели должны быть закреплены с интервалом не более 1 м.
В местах поворота трассы или ответвления для всех случаев прокладки лотков пневмокабели должны быть закреплены в соответствии с п. 6.3.35 настоящего стандарта.
В коробах, при прокладке пластмассовых труб и пневмокабелей должны быть установлены несгораемые перегородки с пределом огнестойкости не менее 0,75 ч через каждые 50 м.
Бронированные пневмокабели прокладывать в коробах, как правило, не допускается.
Трубы и кабели из короба выводят через отверстия в его стенке или дне. В отверстия должны быть установлены пластмассовые втулки.
6.3.40 Расстояние между местами крепления пластмассовых труб или пучков из них должно быть не более указанных в таблице 1.
Таблица 1
|
Расстояние между местами крепления, м, при прокладке |
||
|
горизонтальной |
вертикальной |
|
|
До 10 |
0,3 |
0,5 |
|
Свыше 10 до 25 |
0,5 |
0,8 |
6.3.41 Трубные проводки из пластмассовых труб, по которым транспортируются жидкости или влажные газы, а также пластмассовые трубы при температуре окружающей или заполняющей среды 40 °С и выше, должны прокладываться на горизонтальных участках на сплошных несущих конструкциях, а на вертикальных участках расстояние между креплениями должно быть уменьшено вдвое по сравнению с указанным в таблице 1.
6.3.42 При многократном отсоединении и присоединении к приборам, аппаратуре и переборочным соединениям (с учетом допускаемых радиусов изгиба) пластмассовые трубы должны иметь запас не менее 50 мм на случай возможных повреждений.
6.3.43 При прокладке пневмокабелей на кабельных конструкциях должны быть выполнены следующие условия:
- пневмокабели должны быть уложены в один слой;
- стрела провеса должна образовываться только под действием собственного веса пневмокабеля и не должна превышать 1 % длины пролета.
Крепление при горизонтальной прокладке должно осуществляться через одну опору.
6.3.44 Неразъемное соединение медных труб должно осуществляться пайкой. Контроль качества паяных соединений следует выполнять путем внешнего осмотра, а также проведения гидравлического или пневматического испытания.
По внешнему виду паяные швы должны иметь гладкую поверхность. Не допускаются наплывы, плены, раковины, посторонние включения и непропои.
6.3.45 Крепление одиночных металлических трубных проводок должно производиться на каждой опоре.
6.4 Дополнительные требования к монтажу кислородных трубных проводок
6.4.1 Работы по монтажу кислородных трубных проводок должны выполняться персоналом, изучившим специальные требования к выполнению этих работ.
6.4.2 В процессе монтажа и сварки трубопровода должно быть исключено загрязнение его внутренней поверхности жирами и маслами.
6.4.3 При необходимости проведения обезжиривания труб, арматуры и соединений оно должно осуществляться по специальной технологии, предусмотренной в производственно-отраслевой инструкции, пожаробезопасными растворителями и растворенными в воде моющими средствами.
Трубы, арматура и соединения, предназначенные для трубных проводок, заполняемых кислородом, должны быть снабжены документом, свидетельствующим о проведении их обезжиривания и пригодности к монтажу.
6.4.4 При резьбовых соединениях запрещается подмотка льна, пеньки, а также промазка суриком и другими материалами, содержащими масла и жиры.
6.5 Дополнительные требования к трубным проводкам высокого давления
6.5.1 До начала работ по монтажу трубных проводок свыше 10 МПа (100 кгс/см2) назначаются ответственные лица из числа инженерно-технических работников, на которых возлагаются руководство и контроль качества работ по монтажу трубных проводок и оформлению документации.
Назначенные инженерно-технические работники должны быть аттестованы соответствующей комиссией после специальной подготовки.
6.5.2 Перед выдачей в монтаж труб, деталей сварных соединений и сварочных материалов должен проводиться входной контроль на соответствие их требованиям ПБ 03-585, стандартов, технических условий и технической документации.
Объем и методы входного контроля должны соответствовать требованиям ПБ 03-585.
6.5.3 Все элементы трубных проводок на давление свыше 10 МПа (100 кгс/см2) и сварочные материалы, поступающие на склад монтажной организации, подлежат проверке внешним осмотром. При этом проверяют также наличие и качество соответствующей сопроводительной документации изготовителей и составляют акт на приемку труб, арматуры, деталей трубопроводов, сварочных материалов и т.д.
6.5.4 Для трубных проводок давлением свыше 10 МПа (100 кгс/см2) могут применяться трубы наружным диаметром 15, 25 и 35 мм.
6.5.5 Способ сварки труб, технологический режим и материалы для сварки должны быть сертифицированы в соответствии с ПБ 03-585.
6.5.6 Способы соединения труб в трубных проводках при Рраб 35 МПа принимают по специальным техническим условиям, разработанным специализированными научно-исследовательскими организациями. Указания на эти технические условия должны быть приведены в рабочей документации.
6.5.7 Для соединения импульсных трубных проводок, в которых необходимо применять трубы из высокопрочных сталей с временным сопротивлением разрыву 650 МПа, должны применяться только муфтовые или фланцевые соединения на резьбе.
6.5.8 Сварные соединения трубных проводок высокого давления должны выполняться аттестованным сварочным оборудованием.
6.5.9 Контроль качества сварных соединений проводится неразрушающими методами:
- визуально-измерительным;
- цветной дефектоскопии;
- ультрозвуковым.
6.5.10 При сдаче трубопроводов высокого давления оформляется документация (приложения 11 - 19):
1. Титульный лист.
2. Опись технической документации.
3. Свидетельство о монтаже трубных проводок.
4. Исполнительная схема со спецификацией.
5. Заключение визуально-измерительного контроля (ВИК) о качестве сварных соединений.
6. Заключение цветной дефектоскопии о качестве сварных соединений.
7. Заключение ультразвукового контроля качества сварных соединений.
8. Акт испытания трубных проводок.
9. Список сварщиков, дефектоскопистов.
6.6 Монтаж электропроводок
6.6.1 Монтаж электропроводок систем автоматизации (цепей измерения, управления, питания, сигнализации и т.п.) проводами, кабелями (контрольными, управления, монтажными, связи, коаксиальными и т.п.) в коробках и на лотках, в пластмассовых и стальных защитных трубах, на кабельных конструкциях, в кабельных сооружениях и земле; монтаж электропроводок во взрыво- и пожароопасных зонах должны отвечать требованиям СНиП 3.05.06, настоящего стандарта и СНиП 3.05.07.
6.6.2 Подведенные к техническим средствам автоматизации кабели и провода подключают к ним через присоединительные устройства: винтовые зажимы, штепсельные разъемы, низкочастотные соединители (например, кабельные вилки и розетки и др.).
К настольным техническим средствам кабели и провода подключают через переходные устройства, установленные на стене, через штатные гибкие кабели. При установке столов на удалении от стены переходные устройства должны быть жестко закреплены на них.
6.6.3 Подключаемые к техническим средствам автоматизации жилы кабелей и проводов должны иметь запас по длине, достаточный для их двухкратного подключения.
6.6.4 Жилы медных кабелей и проводов в зависимости от сечения должны подключаться к присоединительным устройствам технических средств систем автоматизации следующими способами:
а) медные однопроволочные сечением менее 1 мм2 - навивом, пайкой, а при присоединении к зажиму - через наконечники;
б) однопроволочные сечением 1 - 6 мм2 и многопроволочные сечением 1 - 2,5 мм2 - непосредственно под винт или болт. При этом в зависимости от конструкции выводов и зажимов приборов, аппаратов и сборок зажимов оконцовываются кольцом или штырем; концы многопроволочных жил (кольца, штыри) должны быть облужены, штыревые концы могут опрессовываться штифтовыми наконечниками;
в) однопроволочные жилы сечением свыше 6 мм2, а многопроволочные свыше 2,5 мм2 - под винтовой зажим. При этом концы жил должны быть оконцованы наконечниками с помощью пайки или спрессовывания.
Если конструкция выводов и зажимов технических средств автоматизации требует или допускает иные способы присоединения однопроволочных медных жил проводов и кабелей, должны применяться способы присоединения, указанные в соответствующих стандартах и технических условиях на эти технические средства.
6.6.5 Применение алюминиевых проводов и кабелей в системах автоматизации не рекомендуется.
6.6.6 Присоединение жил проводов и кабелей к техническим средствам автоматизации, имеющим выводные устройства в виде штепсельных разъемов, должно выполняться через переходные участки с использованием гибких медных проводов или кабелей, прокладываемых от сборок зажимов или соединительных коробок до соответствующих технических средств.
Разборные и неразборные соединения медных жил проводов и кабелей с выводами и зажимами приборов, аппаратов, сборок зажимов выполняют в соответствии с требованиями ГОСТ 10434.
6.6.7 Монтаж электропроводок информационных сетей в целях снижения уровня электромагнитных помех должен осуществляться с соблюдением ряда дополнительных требований, приведенных в разделе 6.8.
Смонтированные электропроводки информационных сетей (кабели, защитные трубы, короба) следует выделять либо формой (окраской) маркировочных бирок, либо нанесением на них отличительной (опознавательной) окраски.
6.6.8 Соединение стальных защитных труб между собой, с протяжными коробками, коробами и т.д. в помещениях всех классов следует осуществлять стандартными резьбовыми соединениями.
В помещениях всех классов, кроме взрыво- и пожароопасных зон, допускается производить соединение стальных тонкостенных защитных труб гильзами из листовой стали или стальными трубами большего диаметра с последующей обваркой по всему периметру мест соединения: при этом не допускается прожог труб.
6.6.9 При монтаже электропроводок взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств к ним предъявляют дополнительные требования, установленные ПБ 09-540.
6.6.10 Технические средства систем автоматизации и элементы проводок, конструктивов и монтажных конструкций заземляются согласно рабочей документации в соответствии с ГОСТ Р 50571.3.
6.6.11 Заземляющие и специальные защитные проводники технических средств не должны использоваться в качестве нулевого рабочего проводника (при электропитании по схеме «фаза-нуль»).
Специальные защитные проводники, используемые для защиты информационных каналов от электромагнитных помех, использовать в качестве защитных от поражения электрическим током не допускается.
6.6.12 В качестве заземляющих проводников для конструктивов, технических средств и электропроводок систем автоматизации должны применяться стандартные медные гибкие проводники:
- для заземления экранов и брони контрольных кабелей проводники типа П; проводники припаивают к брони или экрану кабельной линии;
- для заземления технических средств и конструктивов типа П150 - П750.
Сечение заземляющих медных проводников должно быть не менее 4 мм2 .
6.6.13 Сопротивление заземляющих устройств систем автоматизации должно быть не более 4 Ом.
6.7 Волоконно-оптические кабели
6.7.1 Прокладка оптических кабелей (ОК) выполняется в соответствии с рабочей документацией способами, аналогичными принятым при прокладке электрических и трубных проводок, а также кабелей связи.
Оптические кабели допускается прокладывать в одном лотке, коробе или трубе совместно с другими видами проводок систем автоматизации.
Одно- и двухволоконные кабели запрещается прокладывать по кабельным полкам.
Запрещается для прокладки оптического кабеля использовать вентиляционные каналы и шахты и пути эвакуации.
6.7.2 Оптические кабели, прокладываемые открыто в местах возможных механических воздействий на высоте до 2,5 м от пола помещения или площадок обслуживания, должны быть защищены металлическими кожухами, трубами или другими устройствами в соответствии с рабочей документацией.
6.7.3 При протяжке оптического кабеля крепление средств тяжения следует производить за силовой элемент, используя ограничители тяжения и устройства против закрутки. Тяговые усилия не должны превышать значений, указанных в технических условиях на кабель.
6.7.4 Прокладка оптического кабеля должна выполняться при климатических условиях, определенных в технических условиях на кабель. Прокладку оптического кабеля при температуре воздуха ниже минус 10 °С или относительной влажности более 80 % выполнять не допускается.
6.7.5 В местах подключения оптического кабеля к приемопередающим устройствам, а также в местах установки соединительных муфт необходимо предусматривать запас кабеля.
Запас должен быть не менее 2 м у каждого сращиваемого оптического кабеля или приемопередающего устройства.
6.7.6 Оптический кабель следует крепить на несущих конструкциях при вертикальной прокладке, а также при прокладке непосредственно по поверхности стен помещений - по всей длине через 1 м; при горизонтальной прокладке (кроме коробов) - в местах поворота.
На поворотах оптический кабель необходимо крепить с двух сторон угла на расстоянии, равном допустимому радиусу изгиба кабеля, но не менее 100 мм, считая от вершины угла. Радиус поворота оптического кабеля должен отвечать требованиям технических условий на кабель.
При прокладке оптического кабеля по одиночным опорам следует применять кабели специальной конструкции (самонесущие). Опоры должны быть установлены не более чем через 1 м, а кабель должен быть закреплен на каждой опоре.
6.7.7 Допустимый статический радиус изгиба должен быть равен 20 номинальным наружным диаметрам оптического кабеля; для ОК, прокладываемых в кабельной канализации, допустимый радиус изгиба не должен превышать 250 мм. Допустимый радиус изгиба оптического волокна при монтаже - не менее 3 мм (в течение 10 мин.)
Допустимый статический радиус изгиба оптических модулей должен соответствовать требованиям технических условий заводов-производителей на конкретный тип ОК. При монтаже ОК не должны превышаться допустимые механические нагрузки, указанные в технических условиях. Монтаж и эксплуатация подвесных ОК должны осуществляться в соответствии с требованиями технических условий заводов-производителей.
6.7.8 В процессе монтажа оптических кабелей осуществляется пооперационный контроль его параметров:
- измерение параметров кабеля перед прокладкой (приложение 5);
- измерение параметров кабеля после прокладки (приложение 22);
- измерение параметров кабеля после монтажа соединительных муфт (приложение 22);
6.8 Распределенная система управления и система противоаварийной защиты
6.8.1 Монтаж технических средств распределенной системы управления и системы противоаварийной защиты выполняется в соответствии с нормативными требованиями раздела 6.10 настоящего стандарта и требованиями инструкций предприятий (фирм) - изготовителей технических средств систем управления и противоаварийной защиты.
6.8.2 Для линий передачи информации систем управления и противоаварийной защиты следует применять экранированные кабели с парной скруткой жил (витая пара) и коаксиальные кабели, а для передачи дискретных сигналов с напряжением 24 В и более - экранированные кабели без парной скрутки жил.
6.8.3 Экраны и металлические оболочки проводов и кабелей должны соединяться с цепями защитного заземления.
6.8.4 Кабели информационных сигналов и кабели дискретных сигналов 24 В и более должны прокладываться в отдельных коробах (или отдельных секциях коробов) или отдельных трубах.
6.8.5 Короба и металлические трубы должны обеспечивать непрерывную электрическую связь по всей длине трассы.
6.8.6 Расстояние в свету от кабелей линий передачи информации должно быть до силовых кабелей и шинопроводов при напряжении до 1000 В:
- не менее 0,7 м при их открытой прокладке на полках или лотках;
- не менее 0,6 м при прокладке в заземленных коробах, обеспечивающих экранирование не менее 85 % общей поверхности короба;
- не менее 0,45 м при прокладке в заземленных коробах, а силовых кабелей - в металлических трубах (или наоборот);
- не менее 0,3 м при прокладке как информационных, так и силовых кабелей в металлических трубах.
До кабелей и шинопроводов при напряжении 6 и 10 кВ - не менее 1,5 м.
6.8.7 Заземляющие устройства систем управления и систем противоаварийной защиты разделяют на защитные и специальные (логические).
Защитное заземление служит для защиты персонала от поражения электрическим током и выполняется по требованиям ПУЭ.
Специальные (логические) заземляющие устройства предназначены для защиты технических средств и информационных сетей от помех, которые возникают со стороны питающих сетей из-за разности потенциалов между различными точками цепей заземления и блуждающих токов в цепях заземления вследствие воздействия внешних электромагнитных полей и других причин.
Максимально допустимое значение сопротивления цепей специального (логического) заземления устанавливается в комплектной технической документации предприятий (фирм) - изготовителей технических средств.
6.8.8 Рабочая документация (проектно-сметная) на защитное и специальное (логическое) заземляющие устройства разрабатывается в электротехнической части проектной документации по каждому конкретному объекту.
6.9 Монтаж конструктивов для размещения технических средств
6.9.1 Конструктивы для размещения технических средств - щиты, пульты, посты, стойки, стативы, столы - должны передаваться заказчиком в собранном виде с аппаратурой, арматурой и установочными изделиями, с электрической и трубной внутренней проводками, подготовленными к подключению внешних электрических и трубных проводок и приборов, а также с крепежными изделиями для сборки и установки конструктивов.
6.9.2 Отдельные щиты, пульты и стативы должны собираться в составные щиты (операторские, диспетчерские) любой конфигурации при помощи разъемных соединений.
Крепежные резьбовые соединения должны быть плотно и равномерно затянуты и предохранены от самоотвинчивания.
6.9.3 Конструктивы должны устанавливаться на закладных конструкциях. Исключение составляют малогабаритные щиты, размещаемые на стенах и колоннах, плоские стативы и столы для установки технических средств систем автоматизации.
Основной способ закрепления опорных рам щитов к закладным конструкциям - неразъемный, выполняемый сваркой.
6.9.4 Установка вспомогательных элементов (панелей декоративных, мнемосхем и т.п.) должна производиться с сохранением осевой линии и вертикальности всей фронтальной плоскости щита. Заданный в рабочей документации угол наклона мнемосхемы должен быть выдержан в пределах указанных в ней допусков.
6.9.5 Вводы, концевые заделки и подключения электрических и трубных проводок в конструктивы должны выполняться согласно требованиям СНиП 3.05.06 и технологической документации.
6.10 Монтаж приборов и средств автоматизации
6.10.1 В монтаж должны приниматься приборы и средства автоматизации:
- не имеющие просроченных клейм госповерителя;
- прошедшие предмонтажную проверку.
Приборы с просроченными сроками госповерки заказчик обязан передать на госповерку.
Для предмонтажной подготовки приборов и средств автоматизации могут (на договорной основе) привлекаться организации, которые затем осуществляют пусконаладочные работы систем автоматизации.
Проведение предмонтажной проверки приборов и средств автоматизации фиксируется актом (приложение 23).
6.10.2 В целях обеспечения сохранности приборов и оборудования от поломки, разукомплектования и хищения монтаж их должен выполняться после письменного разрешения генподрядчика (заказчика) (приложение 24).
6.10.3 Поверка и калибровка приборов и средств автоматизации производятся заказчиком или привлекаемыми им специализированными организациями, имеющими аккредитацию на право проведения поверки и калибровки. Результаты поверки (калибровки) соответственно заносятся в свидетельство о поверке или сертификат о калибровке средства измерений.
6.10.4 При предмонтажной подготовке приборов и средств автоматизации они должны быть подготовлены для доставки к месту монтажа.
С этой целью:
- подвижные системы должны быть арретированы;
- присоединительные устройства защищены от попадания в них влаги, грязи и пыли.
Вместе с приборами и средствами автоматизации должны быть переданы монтажной организации специальные инструменты, принадлежности и крепежные детали, входящие в их комплект, необходимые при монтаже.
6.10.5 Размещение приборов и средств автоматизации и их взаимное расположение должны производиться по рабочей документации. Их монтаж должен обеспечить точность измерений, свободный доступ к приборам и к их запорным и настроечным устройствам (кранам, вентилям, переключателям, рукояткам и т.п.).
6.10.6 Приборы и средства автоматизации должны устанавливаться при температуре окружающего воздуха и относительной влажности, оговоренных в монтажно-эксплуатационных инструкциях предприятий (фирм)-изготовителей.
6.10.7 Присоединение к приборам внешних трубных проводок должно осуществляться в соответствии с требованиями ГОСТ 25164 и ГОСТ 251652, а электрических проводок - в соответствии с требованиями ГОСТ 10434, ГОСТ 25154, ГОСТ 19104.
6.10.8 Крепление приборов и средств автоматизации к металлическим конструкциям (щитам, стативам, стендам и т.п.) должно осуществляться способами, предусмотренными конструкцией приборов и средств автоматизации и деталями, входящими в их комплект.
Если в комплект отдельных приборов и средств автоматизации крепежные детали не входят, то они должны быть закреплены нормализованными крепежными изделиями.
При наличии вибраций в местах установки приборов резьбовые крепежные детали должны иметь приспособления, исключающие самопроизвольное их отвинчивание (пружинные шайбы, контргайки, шплинты и т.п.).
6.10.9 Отверстия в приборах и средствах автоматизации, предназначенные для присоединения трубных и электрических проводок, должны оставаться заглушёнными до момента подключения проводок.
6.10.10 Корпуса приборов и средств автоматизации должны быть заземлены в соответствии с требованиями инструкций предприятий (фирм)-изготовителей и СНиП 3.05.06.
6.10.11 Чувствительные элементы жидкостных термометров, термосигнализаторов, манометрических термометров, преобразователей термоэлектрических (термопар), термопреобразователей сопротивления должны, как правило, располагаться в центре потока измеряемой среды. При давлении свыше 6 МПа (60 кгс/см2) и скорости потока пара 40 м/с и воды 5 м/с глубина погружения чувствительных элементов в измеряемую среду (от внутренней стенки трубопровода) должна быть не более 135 мм.
Установка указанных чувствительных элементов относительно сужающих устройств расходомеров (в том числе - глубина погружения, установка защитных гильз) должна удовлетворять требованиям ГОСТ 8.586.5.
6.10.12 Рабочие части поверхностных преобразователей термоэлектрических (термопар) и термопреобразователей сопротивления должны плотно прилегать к контролируемой поверхности.
Перед установкой этих приборов место соприкосновения их с трубопроводами и оборудованием должно быть очищено от окалины и зачищено до металлического блеска.
6.10.13 Преобразователи термоэлектрические (термопары) в фарфоровой арматуре допускается погружать в зону высоких температур на длину фарфоровой защитной трубки.
6.10.14 Термометры, у которых защитные чехлы изготовлены из разных металлов, должны погружаться в измеряемую среду на глубину не более указанной в паспорте предприятия-изготовителя.
6.10.15 Не допускается прокладка капилляров манометрических термометров по поверхностям, температура которых выше или ниже температуры окружающего воздуха.
При необходимости прокладки капилляров в местах с горячими или холодными поверхностями между последними и капилляром должны быть воздушные зазоры, предохраняющие капилляр от нагревания или охлаждения, или должна быть проложена соответствующая теплоизоляция.
По всей длине прокладки капилляры манометрических термометров должны быть защищены от механических повреждений.
При излишней длине капилляр должен быть свернут в бухту диаметром не менее 300 мм. Бухта должна быть перевязана в трех местах неметаллическими перевязками и надежно закреплена у прибора.
6.10.16 Приборы для измерения давления пара или жидкости по возможности должны быть установлены на одном уровне с местом отбора давления; если это требование невыполнимо, рабочей документацией должна быть определена постоянная поправка к показаниям прибора.
6.10.17 Жидкостные U-образные манометры устанавливают строго вертикально. Жидкость, заполняющая манометр, должна быть незагрязнена и не должна содержать воздушных пузырьков.
Пружинные манометры (вакуумметры, мановакуумметры) должны устанавливаться в вертикальном положении.
6.10.18 Установка сужающих устройств расходомеров должна отвечать требованиям ГОСТ 8.563.1.
6.10.19 Разделительные сосуды устанавливают согласно нормалям или рабочей документации, как правило, вблизи мест отбора импульсов.
Разделительные сосуды должны устанавливаться так, чтобы контрольные отверстия сосудов располагались на одном уровне и могли легко обслуживаться эксплуатационным персоналом.
Монтаж разделительных сосудов для расходомеров с сужающими устройствами и схемы присоединения дифманометров и преобразователей перепада давления должны выполняться с учетом требований ГОСТ 8.586.5.
6.10.20 При пьезометрическом измерении уровня открытый конец измерительной трубки должен быть установлен ниже минимального измеряемого уровня. Давление газа или воздуха в измерительной трубке должно обеспечить проход газа (воздуха) через трубку при максимальном уровне жидкости. Расход газа или воздуха в пьезометрических уровнемерах должен быть отрегулирован на величину, обеспечивающую покрытие всех потерь, утечек и требуемое быстродействие системы измерения.
6.10.21 Монтаж приборов для физико-химического анализа и их отборных устройств должен производиться в строгом соответствии с требованиями инструкций предприятий (фирм)-изготовителей приборов.
6.10.22 При установках показывающих и регистрирующих приборов на стене или на стойках, крепящихся к полу, шкала, диаграмма, запорная арматура, органы настройки и контроля пневматических и других датчиков должны находиться на высоте 1 - 1,7 м, а органы управления запорной арматурой - в одной плоскости со шкалой прибора.
6.10.23 Монтаж технических средств должен осуществляться по технической документации предприятий (фирм)-изготовителей. При монтаже технических средств взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств должны соблюдаться дополнительные требования, установленные ПБ 09-540.
6.10.24 Все приборы и средства автоматизации, устанавливаемые или встраиваемые в технологические аппараты и трубопроводы (сужающие и отборные устройства, счетчики, ротаметры, поплавки уровнемеров, регуляторы прямого действия и т.п.), должны быть установлены в соответствии с рабочей документацией и с документацией предприятий (фирм)-изготовителей и с требованиями, указанными в приложении 30 настоящего стандарта.
6.11 Монтаж электрообогрева средств автоматизации
6.11.1 Греющий кабель должен храниться в чистом, сухом месте в диапазоне температуры -40 °С ... +60 °С. Греющий кабель должен быть защищен от механических повреждений.
6.11.2 Перед монтажом необходимо провести сверку греющего кабеля и комплектной аппаратуры с рабочей документацией и документацией фирмы поставщика.
6.11.3 Температура, которой может подвергаться греющий кабель, не должна превышать температуру, указанную в документации фирмы поставщика.
Номинальное напряжение греющего кабеля должно соответствовать рабочему напряжению, имеющемуся на объекте.
Греющий кабель и комплектную аппаратуру необходимо проверить на предмет выявления возможных повреждений, возникших при транспортировке.
6.11.4 Трубопроводы, подлежащие обогреву, должны быть испытаны и не должны иметь брака, шероховатых поверхностей или острых краев, которые могут повредить греющий кабель.
6.11.5 При размотке кабеля следует избегать:
- острых краев;
- чрезмерного натяжения кабеля;
- любого кручения или сплющивания;
- выкладывать на него оборудование или грузы.
6.11.6 Нагревательный кабель может быть проложен:
- прямолинейно;
- по спирали.
Способ прокладки устанавливается рабочей документацией на электрообогрев средств автоматизации.
6.11.7 Для крепления нагревательного кабеля применяют клейкие ленты:
- клейкая стеклолента;
- клейкая алюминиевая лента.
Крепление греющего кабеля к обогреваемой трубе производится через 300 мм.
6.11.8 На всех концах нагревательного кабеля должны быть установлены конечные или соединительные муфты.
6.11.9 Монтаж компонентов греющего кабеля (соединительные коробки, концевые заделки, тройники, наборы для герметизации и т.д.) производится в соответствии с рабочей документацией и инструкцией предприятия (фирмы) поставщика.
6.11.10 После окончания монтажа электрообогрева проверяется: сопротивление изоляции между проводниками и металлической оплеткой кабеля и металлическим трубопроводом (мегомметром на 2500 В).
Минимальные показания должны составлять 10 МОм.
7 Индивидуальные испытания
7.1 Общие положения
7.1.1 К приемке рабочей комиссии предъявляется законченные монтажом системы автоматизации в объеме, предусмотренном рабочей документацией, и прошедшие индивидуальные испытания.
7.1.2 При индивидуальном испытании следует проверить:
- соответствие смонтированных систем автоматизации рабочей документации и требованиям настоящего стандарта;
- для трубных проводок высокого давления (свыше 10 МПа), I, II и III категорий по ПБ 03-585 - контроль качества сварных соединений неразрушающими методами;
- трубные проводки на прочность и плотность, а при необходимости - дополнительным пневматическим испытаниям на герметичность с определением падения давления во время испытания;
- сопротивление изоляции электропроводок;
- непрерывность (сохранность) цепей заземления металлоконструкций, подключенных к контуру защитного заземления; отсутствие подключения к (логическому) специальному информационному контуру заземления посторонних технических средств;
- измерения степени затухания сигналов в отдельных волокнах смонтированного оптического кабеля (по специальной инструкции).
7.1.3 При проверке смонтированных систем на соответствие рабочей документации проверяется соответствие мест установки приборов и средств автоматизации указаниям чертежей расположения оборудования и проводок, их типов и технических характеристик спецификации оборудования, изделий и материалов, соответствие требованиям настоящего стандарта, СНиП 3.05.07 и эксплуатационным инструкциям способов установки приборов, средств автоматизации, щитов и пультов, других средств локальных систем, электрических и трубных проводок, в том числе - соблюдение уклонов трубных проводок.
7.1.4 После окончания работ по индивидуальному испытанию оформляется акт окончания работ по монтажу систем автоматизации, к которому прилагается исполнительная документация в составе (приложение 6):
- рабочая документация с внесенными в нее изменениями, оформленными разрешением от проектной организации;
- акты испытаний трубных и электрических проводок;
- акты испытаний электропроводок;
- ведомость смонтированных технических средств систем автоматизации.
7.1.5 Допускается передача монтажных работ под наладку отдельными системами или отдельными частями комплекса АСУТП, которые могут функционировать автономно и их целесообразно после наладки сдавать в постоянную эксплуатацию (или ввода объекта в эксплуатацию по временной схеме). Сдача таких отдельных систем также оформляется актами с указанием в них наименований сдаваемых систем или частей (приложение 26).
7.2 Трубные проводки
7.2.1 Полностью смонтированные трубные проводки должны испытываться на прочность и плотность.
Импульсные трубные проводки высокого давления (свыше 10 МПа), I, II и III категорий по ПБ 03-585 подвергаются испытаниям на прочность и плотность после контроля качества сварных соединений неразрушающими методами.
7.2.2 Величина пробного (испытательного) давления на прочность и плотность в трубных проводках (импульсных, питающих, обогревающих, вспомогательных и командных систем гидроавтоматики, дренажных) должна быть:
а) при рабочих давлениях Рр до 0,5 МПа (5 кгс/см2) - 1,5 Рр, но не менее 0,2 МПа (2 кгс/см2);
б) при рабочих давлениях свыше 0,5 МПа (5 кгс/см2) - 1,25 Рр, но не менее Рр + 0,3 МПа (3 кгс/см2);
в) трубные проводки, предназначенные для работы под низким вакуумом, должны испытываться давлением 0,15 МПа (1,5 кгс/см2).
7.2.3 Командные и питающие трубные проводки, заполняемые воздухом при рабочем давлении Рр £ 0,14 МПа (1,4 кгс/см2), следует испытывать на прочность и плотность пневматическим способом пробным давлением 0,3 МПа (3 кгс/см2).
Питающие трубные проводки, подводящие сжатый воздух Рр до 1 МПа (10 кгс/см2), испытывают пробным давлением не менее Рп.д = 1,25 Рр.
7.2.4 Манометры, применяемые для испытаний, должны иметь:
- класс точности не ниже 1,5;
- диаметр корпуса не менее 160 мм;
- пределы измерения, равные 4/3 измеряемого давления.
7.2.5 Испытания пластмассовых трубных проводок и пневмокабелей должны производиться при температуре испытательной среды, не превышающей 30 °С.
7.2.6 Испытания пластмассовых трубных проводок разрешается производить не ранее чем через 3 ч после выполнения последней сварки труб.
7.2.7 Перед проведением испытаний на прочность и плотность все трубные проводки независимо от назначения должны быть подвергнуты:
- внешнему осмотру с целью обнаружения дефектов монтажа, соответствия их рабочей документации и готовности к испытаниям;
- продувке, а при указании в рабочей документации - промывке.
7.2.8 Продувка трубных проводок должна производиться сжатым воздухом или инертным газом, осушенным и очищенным от масла и пыли.
Трубные проводки для пара и воды допускается продувать и промывать рабочей средой.
7.2.9 Продувка трубных проводок должна производиться давлением, равным рабочему, но не более 0,6 МПа (6 кгс/см2).
При необходимости продувки под давлением более 0,6 МПа (6 кгс/см2) продувку следует выполнять в соответствии с указаниями, приведенными в специальных схемах по продувке технологических или инженерных трубопроводов, согласованных с заказчиком.
Продувку следует производить в течение 10 мин до появления чистого воздуха.
Продувку трубных проводок, работающих при давлении до 0,1 МПа (1 кгс/см2) или абсолютном давлении от 0,001 до 0,095 МПа (от 0,01 до 0,95 кгс/см2), следует производить воздухом давлением не более 0,1 МПа (1 кгс/см2).
7.2.10 Промывку трубных проводок следует производить до устойчивого появления чистой воды из выходного патрубка или спускного устройства промываемых трубных проводок.
По окончании промывки трубные проводки должны быть полностью освобождены от воды и при необходимости продуты сжатым воздухом.
7.2.11 После продувки и промывки трубные проводки должны быть заглушены.
Конструкция заглушек должна исключать возможность их срыва при пробных давлениях.
На трубные проводки, предназначенные для работы при Рр ³ 10 МПа (100 кгс/см2), должны устанавливаться заглушки или глухие линзы с хвостовиками.
7.2.12 Трубопроводы, подводящие испытательную жидкость, воздух или инертные газы от насосов, компрессоров, баллонов и т.п. к трубным проводкам, должны быть предварительно испытаны гидравлическим давлением в собранном виде с запорной арматурой и манометрами.
7.2.13 При гидравлических испытаниях в качестве испытательной жидкости может применяться вода. Температура воды при испытаниях должна быть не ниже 5° С.
7.2.14 При пневматических испытаниях в качестве испытательной среды должен применяться воздух или инертный газ. Воздух и инертные газы должны быть освобождены от влаги, масла и пыли.
7.2.15 При гидравлическом и пневматическом испытаниях рекомендуются следующие ступени подъема давления:
1-я - 0,3 Рпр;
2-я - 0,6 Рпр;
3-я - до Рпр;
4-я - снижается до Рр.
Для трубных проводок с Рр до 0,2 МПа (2 кгс/см2) рекомендуется только 2-я ступень.
Давление на 1-й и 2-й ступенях выдерживается в течение 1 - 3 мин; в течение этого времени по показаниям манометра устанавливается отсутствие падения давления в трубной проводке.
Пробное давление 3-й ступени выдерживается в течение 5 мин.
На трубопроводах давлением Рр ³ 10 МПа пробное давление выдерживается 10 - 12 мин.
Подъем давления на 3-ю ступень является испытанием на прочность.
Рабочее давление (4-я ступень) выдерживается в течение времени, необходимого для окончательного осмотра и выявления дефектов. Давление 4-й ступени является испытанием на плотность.
7.2.16 Дефекты устраняют после снижения давления в трубной проводке до атмосферного.
После устранения дефектов испытания повторяются.
7.2.17 Трубные проводки считаются годными к эксплуатации, если за время испытания на прочность не произошло падения давления по манометру и при последующем испытании на плотность в сварных швах и соединениях не обнаружено утечек.
По окончании испытаний должен быть составлен акт (приложение 8).
7.2.18 Трубные проводки, находящиеся под вакуумом и заполняемые кислородом, должны подвергаться дополнительному пневматическому испытанию на герметичность с определением падения давления во время испытания (приложение 9).
7.2.19 Дополнительные испытания на герметичность проводят сжатым воздухом или инертным газом (по указанию в рабочей документации) после проведения испытания на прочность и плотность, промывки и продувки.
7.2.20 Дополнительные испытания на герметичность производят пробным давлением, равным рабочему (Рпр = Рр), кроме проводок, находящихся под вакуумом, для которых испытательное давление принимают равным 0,1 МПа (1,0 кгс/см2).
7.2.21 Продолжительность дополнительного испытания на герметичность с определением падения давления во время испытаний устанавливается в рабочей документации, но должна быть не менее 24 ч.
7.2.22 Результаты дополнительного пневматического испытания на герметичность признаются удовлетворительными, если скорость падения давления окажется не более 0,1 % за час для проводок, находящихся под вакуумом, и 0,2 % за час для проводок, заполняемых кислородом.
7.2.23 Испытание на герметичность с определением падения давления можно производить только после выравнивания температур в проводке. Для наблюдения за температурой в начале и конце испытываемой проводки следует устанавливать термометры.
7.2.24 По окончании дополнительного испытания на герметичность составляется акт (приложение 9).
7.2.25 При проведении пневматических испытаний должны соблюдаться требования техники безопасности, изложенные в СНиП 12-03, СНиП 12-04 и ПБ 03-585.
7.3 Электропроводки
7.3.1 Смонтированные электропроводки систем автоматизации должны быть подвергнуты внешнему осмотру, которым устанавливается соответствие смонтированных проводок рабочей документации и требованиям настоящего стандарта.
Контрольные кабели и провода электропроводок, удовлетворяющие указанным требованиям, подлежат проверке на сопротивление изоляции.
7.3.2 Измерение сопротивления изоляции электропроводок систем автоматизации (цепей измерения, управления, питания, сигнализации и т.п.) производится мегаомметром на напряжение (500 - 1000) В. Сопротивление изоляции не должно быть менее 0,5 МОм.
Во время измерения сопротивления изоляции провода и кабели должны быть подключены к сборкам зажимов щитов, стативов, пультов и соединительных коробок.
Приборы, аппараты и проводки, не допускающие испытания мегаомметром напряжением (500 - 1000) В, на время испытания должны быть отключены.
7.3.3 По результатам измерения сопротивления изоляции составляют протоколы (приложение 2).
7.4 Волоконно-оптические кабели
7.4.1 В полностью смонтированной волоконно-оптической линии связи после монтажа оконечных устройств производится проверка состояния оптических кабелей.
7.4.2 Проверка состояния оптических кабелей проводится волоконно-оптическим рефлектометром или OTDR (Optical Time Domain Reflectometer) и комплектом оптического измерителя мощности.
7.4.3 На волоконно-оптической линии производят следующие измерения:
- общее затухание (дБ);
- общая длина волокна (м);
- коэффициент затухания волокна (дБ/км);
- затухание в местах соединений световодов (дБ);
- расположение мест соединений световодов (м);
- потери на отражение в оптических разъемах;
- затухание, длина и коэффициенты затухания различных участков волокна.
7.4.4 Результаты измерений оформляются протоколами и прикладываются к акту окончания работ по монтажу систем автоматизации (приложение 22).
8 Производство пусконаладочных работ
8.1 Общие положения
8.1.1 Пусконаладочные работы по системам автоматизации должны проводиться в соответствии с решениями и нормами, предусмотренными проектной и рабочей документацией, технологическим регламентом (производственной инструкцией), эксплуатационной документацией на технические и программные средства систем автоматизации предприятий-изготовителей и разработчиков, Правилами устройства электроустановок, Межотраслевыми правилами по охране труда (правилами безопасности) при эксплуатации электроустановок, Правилами технической эксплуатации электроустановок потребителей, производственно-отраслевыми нормативными документами по монтажно-наладочным работам систем автоматизации, а также с соблюдением норм безопасности труда в строительстве согласно СНиП 12-03 и СНиП 12-04.
8.1.2 Пусконаладочные работы по системам автоматизации проводятся в три стадии:
I стадия - подготовительные работы;
II стадия - автономная наладка систем автоматизации;
III стадия - комплексная наладка систем автоматизации.
8.1.3 В действующей нормативной базе по ценообразованию при определении стоимости пусконаладочных работ на разных стадиях и в документах бухгалтерской отчетности применяют термин «вхолостую», относящийся ко второй стадии выполнения пусконаладочных работ, и термин «под нагрузкой» - к третьей стадии.
8.1.4 До начала работ по автономной наладке систем автоматизации заказчик должен подать на объект электропитание (другие виды энергии) по постоянной схеме и привести в работоспособное состояние всю регулирующую и запорную арматуру, на которой смонтированы исполнительные механизмы систем автоматизации, ввести в действие системы автоматического пожаротушения и сигнализации.
8.1.5 Необходимые отключения или переключения трубных и электрических проводок, связанные с наладкой отдельных приборов или средств автоматизации, осуществляет пусконаладочная организация.
8.1.6 В период автономных испытаний и комплексного опробования технологического оборудования пусконаладочная организация должна обеспечить ввод в действие систем автоматизации, необходимых для проведения испытания или опробования технологического оборудования в соответствии с проектом и техническими условиями предприятий-изготовителей.
8.1.7 При возникновении вынужденных перерывов между монтажными и пусконаладочными работами по причинам, не зависящим от подрядчика, к пусконаладочным работам приступают после проверки сохранности раннее смонтированных технических средств систем автоматизации и монтажа ранее демонтированных технических средств. В этом случае акт окончания монтажных работ составляется заново на дату начала пусконаладочных работ.
8.2 Подготовительные работы
8.2.1 Во время подготовительных работ изучается проектная и рабочая документация систем автоматизации, основные характеристики технических средств, состав и функции поставляемого комплектно программного обеспечения.
8.2.2 Для проверки приборов и средств автоматизации заказчик передает пусконаладочной организации запасные части, специальное оборудование и инструменты, калибраторы, программаторы и (или) инструментальное программное обеспечение, поставляемое комплектно с техническими средствами.
8.2.3 При проверке приборов и средств автоматизации проверяют соответствие основных технических характеристик аппаратуры требованиям, установленным в паспортах и инструкциях предприятий-изготовителей. Результаты проверки и регулировки фиксируют в акте или паспорте аппаратуры.
Исправные приборы и средства автоматизации после проверки по акту передают заказчику для передачи в монтаж.
Приборы и средства автоматизации разукомплектованные, без технической документации (паспорта, инструкции и т.п.), с изменениями, не отраженными в технических условиях, для проведения проверок не принимаются.
Неисправные приборы и средства автоматизации передаются заказчику для ремонта или замены.
8.2.4 Для подготовки систем автоматизации к работе в период комплексного опробования технологического оборудования заказчик должен передать пусконаладочной организации перечень необходимых к включению систем и график их включения.
8.2.5 Персонал пусконаладочной организации, выделенный для обслуживания включенных в работу систем автоматизации на период комплексного опробования, должен пройти инструктаж по технике безопасности и правилам работы на действующем предприятии. Инструктаж проводится службами заказчика в объеме, установленном отраслевыми министерствами, о проведении инструктажа должна быть сделана запись в журнале по технике безопасности.
При выполнении пусконаладочных работ на опасных производственных объектах указанный персонал должен пройти обучение и аттестацию в порядке, определенном РД 03-444.
8.2.6 При отсутствии конкретных требований к показателям работы систем автоматизации в рабочей документации определение таких требований осуществляется заказчиком по согласованию с пусконаладочной организацией.
8.2.7 Все переключения режимов работы технологического оборудования при определении реальных характеристик объекта автоматизации должен производить заказчик. Включение и выключение систем автоматизации должно фиксироваться в оперативном журнале.
8.3 Автономная наладка автоматизированных систем
8.3.1 На стадии выполнения автономной наладки систем автоматизации осуществляется:
- проверка монтажа приборов и средств автоматизации на соответствие требованиям инструкций предприятий - изготовителей приборов и средств автоматизации; обнаруженные дефекты монтажа приборов и средств автоматизации устраняются монтажной организацией;
- проверка правильности маркировки, подключения и фазировки электрических проводок;
- фазировка и контроль характеристик исполнительных механизмов;
- настройка логических и временных взаимосвязей систем сигнализации, защиты, блокировки и управления; проверка правильности прохождения сигналов;
- предварительное определение характеристик объекта, расчет и настройка параметров аппаратуры систем, конфигурирование и параметрический синтез интеллектуальных датчиков, преобразователей и программно-логических устройств;
- подготовка к включению и включение в работу систем автоматизации для обеспечения индивидуального испытания технологического оборудования и корректировка параметров настройки аппаратуры систем в процессе их работы;
- оформление производственной и технической документации.
8.3.2 Включение систем автоматизации в работу должно производиться только при:
- отсутствии нарушений требований к условиям эксплуатации приборов и средств автоматизации, каналов связи (по температуре, влажности и агрессивности окружающей среды и т.п.) и к технике безопасности;
- наличии минимально необходимой технологической нагрузки объекта автоматизации для определения и установки параметров настройки приборов и средств автоматизации, испытания и сдачи в эксплуатацию систем автоматизации;
- соответствии уставок срабатывания устройств приборов и средств автоматизации указанным в рабочей документации или установленным заказчиком;
- наличии у заказчика документов об окончании монтажных работ.
8.4 Комплексная наладка автоматизированных систем
8.4.1 Комплексная наладка систем автоматизации выполняется после полного окончания строительно-монтажных работ, приемки их рабочей комиссией согласно требованиям СНиП 12-01, настоящего стандарта и СНиП 3.05.07 на действующем оборудовании и при наличии устойчивого технологического процесса.
8.4.2 При комплексной наладке осуществляется:
- определение соответствия порядка отработки устройств и элементов систем сигнализации, защиты и управления алгоритмам рабочей документации с выявлением причин отказа или «ложного» срабатывания их, установка необходимых значений срабатывания позиционных устройств;
- определение соответствия пропускной способности запорно-регулирующей арматуры требованиям технологического процесса, правильности отработки выключателей;
- определение расходных характеристик регулирующих органов и приведение их к требуемой норме с помощью имеющихся в конструкции элементов настройки;
- подготовка к включению и включение в работу систем автоматизации для обеспечения комплексного опробования технологического оборудования;
- уточнение статических и динамических характеристик объекта, корректировка значений параметров настройки систем с учетом их взаимного влияния в процессе работы;
- испытание и определение пригодности систем автоматизации для обеспечения эксплуатации оборудования с производительностью, соответствующей нормам освоения проектных мощностей в начальный период;
- анализ работы систем автоматизации в эксплуатации;
- оформление производственной документации.
8.4.3 Снятие расходных характеристик и определение пропускной способности регулирующих органов следует производить при условии соответствия параметров среды в трубопроводе нормам, установленным стандартом, рабочей документацией или паспортом на регулирующую арматуру.
8.4.4 Корректировку установленных рабочей документацией или другой технологической документацией значений срабатывания элементов и устройств систем сигнализации и защиты следует производить только после утверждения заказчиком новых значений.
8.4.5 При отсутствии конкретных требований к показателям работы систем автоматизации в проектной и рабочей документации определение таких требований осуществляется заказчиком по согласованию с пусконаладочной организаций.
8.4.6 Объем и условия выполнения пусконаладочных работ по отдельным системам или их частям определяются в программе, разработанной пусконаладочной организацией и утвержденной заказчиком. В программу включают виды автономных или комплексных испытаний в соответствии с программами и методиками, предусмотренными в составе проектной и рабочей документации по ГОСТ 34.201. Виды испытаний и порядок их проведения принимают по ГОСТ 34.603.
8.4.7 Результаты проведения пусконаладочных работ и испытаний оформляют протоколом, в который заносятся оценка работы системы, выводы и рекомендации. Реализация рекомендаций по улучшению работы систем автоматизации осуществляется заказчиком.
8.5 Сдача систем автоматизации в эксплуатацию
8.5.1 Передача систем автоматизации в эксплуатацию производится по согласованию с заказчиком как по отдельно налаженным системам, так и комплексно по автоматизированным установкам, узлам технологического оборудования с оформлением акта (приложение 26).
8.5.2 При сдаче систем автоматизации в эксплуатацию в полном объеме оформляется акт о приемке систем автоматизации в эксплуатацию (приложение 27).
8.5.3 К акту приемки в эксплуатацию систем автоматизации должна прилагаться следующая документация:
- перечень уставок устройств, приборов и средств автоматизации и значений параметров настройки систем автоматического управления (регулирования);
- программы и протоколы испытаний систем автоматизации;
- принципиальные схемы из комплекта рабочей документации автоматизации со всеми изменениями, внесенными и согласованными с заказчиком в процессе производства пусконаладочных работ (один экземпляр);
- паспорта и инструкции предприятий - изготовителей приборов и средств автоматизации, дополнительная техническая документация, полученная от заказчика в процессе пусконаладочных работ.
Приложение 1
Производственная документация, оформляемая при монтаже и наладке систем автоматизации
|
Наименование |
Форма документа |
|
1. Акт передачи рабочей документации для производства работ |
Приложение 2 |
|
2. Акт готовности объекта к производству работ по монтажу систем автоматизации |
Приложение 3 |
|
3. Акт (акты при поэтапной приемке) передачи-приемки технических средств |
Приложение 4 |
|
4. Протокол входного контроля измерения затухания оптических волокон |
Приложение 5 |
|
5. Акт окончания работ по монтажу |
Приложение 6 |
|
6. Акт освидетельствования скрытых работ |
Приложение 7 |
|
7. Акты на трубные проводки: испытания на прочность и плотность дополнительные пневматические испытаниям на герметичность с определением падения давления во время испытания на обезжиривание арматуры, соединений и труб |
Приложение 8 Приложение 9 Приложение 10 Составляется на трубные проводки, заполняемые кислородом |
|
8. Трубные проводки высокого давления |
|
|
9. Протокол измерения сопротивления изоляции |
Приложение 20 |
|
10. Протокол прогрева кабелей на барабанах |
Приложение 21 Составляется в случаях, предусмотренных СНиП 3.05.06 |
|
11. Документация по ВОЛС: |
|
|
паспорта изготовителя на строительные длины ОК |
|
|
протокол входного контроля ОК |
Приложение 5 |
|
паспорта регенерационных участков |
Приложение 22 |
|
паспорта на смонтированные соединительные муфты |
То же |
|
протокол измерения параметров смонтированных ВОЛС |
» |
|
12. Акт проверки приборов и средств автоматизации |
Приложение 23 |
|
13. Разрешение на монтаж приборов и средств автоматизации |
Приложение 24 |
|
14. Ведомость смонтированных приборов и средств автоматизации |
Приложение 25 |
|
15. Акт приемки в эксплуатацию отдельных систем автоматизации |
Приложение 26 Оформляется при сдаче в эксплуатацию по отдельно налаженным системам |
|
16. Акт приемки систем в эксплуатацию |
Приложение 27 В объеме, предусмотренном рабочей документацией |
|
17. Перечень приборов, аппаратуры, материалов и монтажных работ с разделением их учета в рабочей документации |
Приложение 28 |
|
18. Акт приостановки (консервации) монтажных работ по системам автоматизации |
Приложение 29 |
Приложение 2
АКТ
|
|
№ п/п |
Наименование и номера чертежей |
Количество экз. |
Примечание |
|
1 |
2 |
3 |
4 |
Рабочую документацию принял: ___________________________________________
Рабочую документацию передал: ___________________________________________
Приложение 3
АКТ
|
Приложение 4
АКТ
|
|
№ п/п |
Наименование оборудования, материала |
Тип, марка и заводская документация |
Единица измерения |
Количество |
|
1 |
2 |
3 |
4 |
5 |
Переданные технические средства, изделия и материалы соответствуют спецификации
_______________________________________________________________________
(обозначение с «С1»)
Представитель заказчика __________________________________________________
Представитель монтажной организации ______________________________________
Приложение 5
ПРОТОКОЛ
|
|||||||||||||||||||||||||||||||||
|
Длина ОК, м (L) |
Номер ОВ |
Паспортные данные (затухание ОВ, А, дБ) |
Мощность излучения по индикатору, дБ |
Результаты расчета |
Дата проверки |
|||
|
Затухание А, дБ |
Коэффициент затухания α, дБ/км |
|||||||
|
Авх |
Авых |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Затухание оптических волокон определяют по формуле
А = Авых - Авх,
где Авых и Авх - значение сигналов, соответствующих уровням мощности на входе и выходе ОВ.
Коэффициент затухания ОВ определяют по формуле
α = А/L.
Среднее значение затухания определяют по формуле
![]()
![]()
где N - число замеров (не менее трех).
Проверку производил __________________________________________________
(ф.и.о. исполнителя)
Приложение 6
АКТ
|
Приложение 7
АКТ
|
Приложение 8
АКТ
|
|
№ трубной проводки по проекту |
Наименование трубной проводки |
Внутренний диаметр трубопровода, мм |
Длина трубной проводки, мм |
Испытательное давление на прочность, МПа (кгс/см2) |
Испытательное давление на плотность, МПа (кгс/см2) |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Во время испытания никаких дефектов или течи в трубных проводках не обнаружено. Трубные проводки, указанные в настоящем акте, считать выдержавшими испытания.
Установлено __________ заглушек. Снято после испытания __________ заглушек.
Представители:
Заказчика ______________________________________________________________
(подпись)
Монтирующей организации _______________________________________________
(подпись)
Приложение 9
|
АКТ
город____________________________ «_____»__________________200 г. Предприятие (завод-заказчик) _____________________________________________ (наименование) Представитель организации-заказчика ______________________________________ (должность, фамилия, имя, отчество) ________________________________________________________________________________ (наименование организации, должность, фамилия, имя, отчество) Представитель монтирующей организации __________________________________ (наименование организации, должность, фамилия, имя, отчество) Наименование проектной организации ______________________________________ Проект № __________ Данные контрольных приборов
Испытательная среда _______________________________________________________ Результаты испытаний
Установлено _________заглушек. Снято после испытаний __________заглушек. Согласно приведенным результатам испытаний и осмотру монтаж трубных проводок выполнен в соответствии с проектом и техническими требованиями главы СНиП. Представители: Заказчика ______________________________________________________________ (подпись) Монтирующей организации_________________________________________ (подпись)
|
Приложение 10
АКТ
|
Приложение 11
ОПИСЬ
|
|
№ п/п |
Наименование документов |
Кол-во листов |
Примечание |
|
1 |
Свидетельство о монтаже |
||
|
2 |
Акт испытания трубных проводок |
||
|
3 |
Исполнительный чертеж трубных проводок |
||
|
4 |
Журнал по сварке трубных проводок |
||
|
5 |
Заключение ВИК |
||
|
6 |
Заключение цветной дефектоскопии |
||
|
7 |
Заключение ультразвуковой дефектоскопии |
||
|
8 |
Список сварщиков, дефектоскопистов |
||
|
9 |
Копии удостоверений сварщиков |
||
|
10 |
Копии удостоверений дефектоскопистов |
||
|
11 |
Документация входного контроля на изделия и материалы для трубных проводок. Сертификаты |
||
Документацию сдал: ______________________________________________________
(должность, ф. и. о)
Документация принял: ____________________________________________________
(должность, ф. и. о)
Приложение 12
Свидетельство № _____ о монтаже трубных проводок________________________________________________________________________ (наименование и месторасположение объекта, отделение, корпус) ________________________________________________________________________ (назначение и категория трубопровода) ________________________________________________________________________ (буквенно-цифровое обозначение) ________________________________________________________________________ (рабочая среда, рабочее давление, рабочая температура) 1. Данные о монтаже Трубные проводки смонтированы ___________________________________________ 00(наименование монтажной организации) в полном соответствии с рабочей документацией, разработанной ________________ 0(наименование проектной организации) _________________________________________________________________________ по рабочим чертежам _____________________________________________________ (номера чертежей расположения оборудования и трубопроводов) 2. Сведения о сварке Вид сварки, применявшейся при монтаже трубных проводок ___________________ Методы и объем контроля качества сварных соединений ______________________ ________________________________________________________________________ Сварка и контроль качества сварных соединений произведены в соответствии с «Правилами устройства и безопасной эксплуатации стальных технологических трубопроводов», рабочей документацией и НТД сварщиками, прошедшими испытания согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России. 3. Термообработка Термообработка сварных соединений произведена в соответствии с «Правилами устройства и безопасной эксплуатации стальных технологических трубопроводов», рабочей документацией и НТД термистами-операторами, прошедшими обучение согласно требованиям ________________________________________________________________________ 4. Сведения
стилоскопировании Примечание. Пункты 3 и 4 заполняются при наличии указаний в рабочей документации или НТД о необходимости выполнения указанных работ. ЗАКЛЮЧЕНИЕ Трубные проводки смонтированы в соответствии с «Правилами устройства и безопасной эксплуатации стальных технологических трубопроводов», утвержденных Госгортехнадзором России, рабочей документацией и НТД. Руководитель монтажных работ __________________ ________________________ (подпись) (фамилия и., о.) Главный инженер монтажной организации __________________ ________________________ (подпись) (фамилия и., о.) |
Приложение 13
АКТ
|
Приложение 14
Позиция 10FT5018
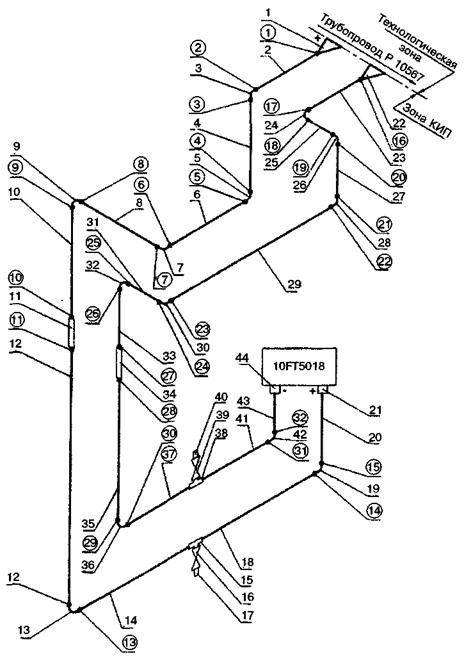
1 ![]() -
Номер сварочного стыка
-
Номер сварочного стыка
2 ![]() Соединение
под сварку ГОСТ
16037-Н4Г
Соединение
под сварку ГОСТ
16037-Н4Г
3 Проектная документация - черт. 0148636-(64)-510/12,521-АТХ-040 л. 30
Руководитель работ по сварке _________________ ________________
(подпись) (Ф.И.О.)
Руководитель монтажных работ_________________ _______________
(подпись) (Ф.И.О.)
Приложение 15
Спецификация к исполнительной схеме
|
Поз. |
Обозначение трубы |
Наименование импульсной линии |
Длина |
Ед. изм. |
|
2 |
1 FT5018-2 |
Импульсная линия 1FT5018 ст. 316SS1/2OD |
400 |
мм |
|
4 |
1 FT5018-4 |
1680 |
мм |
|
|
6 |
1 FT5018-6 |
2800 |
мм |
|
|
8 |
1 FT5018-8 |
940 |
мм |
|
|
10 |
1 FT5018-10 |
1920 |
мм |
|
|
12 |
1 FT5018-12 |
720 |
мм |
|
|
14 |
1 FT5018-14 |
105 |
мм |
|
|
18 |
1 FT5018-18 |
105 |
мм |
|
|
20 |
1 FT5018-20 |
210 |
мм |
|
|
Импульсная линия 2FT5018 ст. 316SS1/2OD |
||||
|
23 |
2 FT5018-23 |
400 |
мм |
|
|
25 |
2 FT5018-25 |
195 |
мм |
|
|
27 |
2 FT5018-27 |
1610 |
мм |
|
|
29 |
2 FT5018-29 |
2670 |
мм |
|
|
31 |
2 FT5018-31 |
940 |
мм |
|
|
33 |
2 FT5018-33 |
1960 |
мм |
|
|
35 |
2 FT5018-35 |
610 |
мм |
|
|
37 |
2 FT5018-37 |
90 |
мм |
|
|
41 |
2 FT5018-41 |
90 |
мм |
|
|
43 |
2 FT5018-43 |
100 |
мм |
|
№ п/п |
Обозначение элемента, позиция |
Наименование элемента |
Кол-во, шт. |
|
1 |
1, 22 |
Муфта переходная H-SWRM12P-8T из стали 316SS |
2 |
|
2 |
3, 5, 7, 9, 13, 19, 24, 26, 28, 30, 32, 36, 42 |
Муфта угловая H-SWLA-8T 90° из стали 3166SS |
13 |
|
3 |
11, 34 |
Муфта соединительная H-SWFC-8T из стали 316SS |
2 |
|
4 |
16, 39 |
Вентиль 1/2 GB3F-8N-GB Ду 11,1 мм из стали 316SS |
2 |
|
5 |
15, 38 |
Ввертной тройник CBTM8-8N из стали 316SS |
2 |
|
6 |
17, 40 |
Пробка глухая H-SPB-8N из стали 316SS |
2 |
|
7 |
21, 44 |
Соединитель SS-810-1-8 из стали 316SS |
2 |
Приложение 16
|
ЖУРНАЛ
№________ (наименование и месторасположение объекта, отделение, корпус) ________________________________________________________________________ (№ чертежей расположения трубопроводов, буквенно-цифровое обозначение участков)
Примечание. Графы 9 - 14, 17 заполняются при наличии соответствующих указаний в рабочей документации или НТД. __________________________________________________________________________________ (наименование монтажной организации)
Руководитель работы по сварке __________________ _____________________________________ (подпись)(фамилия, и.о.) Руководитель монтажных работ ________________________________________________ (подпись) (фамилия, и.о.) |
Приложение 17
АКТ
|
Приложение 18
|
_______________________________ сварочная лаборатория ЗАКЛЮЧЕНИЕ ВИК №______
|
|
Позиция по проекту |
№ стыка |
Ф. И. О. сварщика |
Клеймо сварщика |
Дата контроля |
Заключение |
|
1 |
2 |
3 |
4 |
5 |
6 |
Контролер _____________________ __________________
(подпись) (фамилия, и.о.)
Начальник лаборатории ___________________ _________
(подпись) (фамилия, и.о.)
Приложение 19
_____________________________
сварочная лаборатория
|
ЗАКЛЮЧЕНИЕ
№______ Объект _______________________________________________________________________ Проект _______________________________________________________________________ Проверка качества сварных швов произведена методом капиллярной дефектоскопии Контроль производился дефектоскопическим комплектом ____________________________ Класс чувствительности контроля _________________________________________________ Дефектоскопист ________________________________________________________________ Удостоверение _________________________________________________________________ Результаты контроля
Дефектоскопист ___________________ ________________________________ (подпись) (фамилия, и.о.) Начальник лаборатории ___________________ _________________________ (подпись) (фамилия, и.о.) список _____________________________________________________________________ (месторасположение объекта, отделение, корпус) _____________________________________________________________________ (наименование монтажной организации)
Руководитель работы по сварке _______________ _______________________ (подпись) (фамилия, и.о.) Руководитель монтажных работ ______________ ________________________ (подпись) (фамилия, и.о.)
|
Приложение 20
ПРОТОКОЛ
|
||||||||||||||||||||||||||||||||||||||||||||
|
№ п/п |
Наименование прибора |
Тип |
№ прибора |
Шкала |
Класс |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Данные испытаний
|
№ п/п |
Маркировка провода (кабеля) по чертежу, № позиции |
Марка провода (кабеля) |
Кол-во и сечение жил, мм2 |
Сопротивление изоляции, МОм |
Примечание |
|
|
Между проводами (жилами) |
Относительно земли |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Сопротивление изоляции соответствует техническим требованиям ПУЭ.
Представители:
Заказчика _________________ _______________________________________________
(подпись) (должность, фамилия, и.о.)
Монтирующей организации _________________ ________________________________
(подпись) (должность, фамилия, и.о.)
Приложение 21
|
ПРОТОКОЛ г. _____________________________ «_____»__________________200 г. Объект __________________________________________ Монтажная организация ___________________________ ПРОТОКОЛ
Прогрев произвел________________________________________________________ (подпись)(должность, фамилия, и.о.) Руководитель подразделения монтирующей организации ________________ ______ (подпись)(должность, фамилия, и.о.)
|
|||||||||||||||||||||||||||
Приложение 22
|
ПАСПОРТ г. _____________________________ «_____»_______________200 г. Объект ________________________________________________________________ Монтажная организация _________________________________________________ Проект ________________________________________________________________ Регенерационный участок ________________________________________________
Измерения производил: ___________________ ________________________________ (подпись)(должность, фамилия, и.о.)
|
||||||||||||||||||||||||||||||
ПАСПОРТ
на
смонтированную соединительную муфту
|
г._____________________________ «_____»__________________200 г. Объект _______________________________________________________________________ Монтажная организация ________________________________________________________ Проект _______________________________________________________________________ Муфта № _____________________________________________________________________ Оптическая линия связи ________________________________________________________ Регенерационный участок _______________________________________________________ Марка оптического кабеля ______________________________________________________ Монтаж производил ____________________________________________________________ (наименование монтажной ______________________________________________________________________________ организации, ф.и.о. исполнителей, дата) Сведения о ремонте ____________________________________________________________ ______________________________________________________________________________ Измерительные приборы ________________________________________________________ ______________________________________________________________________________
Измерения производил: _____________________ ______________________________ (подпись) (должность, фамилия, и.о.) ПРОТОКОЛ г._____________________________ «_____»__________________200 г. Объект _________________________________________________________________ Проект _________________________________________________________________ Монтажная организация (подрядчик) _______________________________________ (должность, фамилия, и.о. ________________________________________________________________________ исполнителей) Заказчик ________________________________________________________________ (должность, фамилия, и.о.) произвела осмотр и измерение смонтированной ВОЛС. 1. Монтаж выполнен в соответствии с ПСД рабочие чертежи _________________________________________________________ отступления от рабочих чертежей ___________________________________________ 2. Затухание отдельных ОВ А1 = А2 = А3 = А4 = А5 = А6 = А7 = А8 = 3. Обрывы и неоднородности, возникающие в результате монтажа ________________________________________________________________________ 4. Заключение о сдаче-приемке ВОЛС ______________________________________ ________________________________________________________________________ Представители: монтажной организации ___________________ _______________________________ (подпись) (должность, фамилия, и.о.) Заказчик ___________________ _______________________________ (подпись) (должность, фамилия, и.о.) |
|||||||||||||||||||||||||||||
Приложение 23
АКТ
|
Результаты стендовой поверки
|
|||||||||||||||||||||||||||||||
|
Проверка производилась по _______________________________________________ (наименование контрольного прибора) Тип_______ №_______ Класс точности _________________ Паспорт № __________ от «______» __________________200 г. Заключение по результатам стендовой проверки ________________________________________________________________________ Обнаруженные дефекты: __________________________________________________ ________________________________________________________________________ (подробно перечислить все обнаруженные дефекты) ________________________________________________________________________ Заключение о пригодности к монтажу ______________________________________ _______________________________________________________________________ (указать, какие работы необходимо произвести до монтажа) Поверку произвели: Представитель проверяющей организации ________________________________ (подпись) (должность, фамилия, и.о.) Представитель заказчика _______________________________________________ (подпись) (должность, фамилия, и.о.) |
Приложение 24
РАЗРЕШЕНИЕ
|
Приложение 25
ВЕДОМОСТЬ
|
|
№ п/п |
№ позиции по спецификации |
Наименование |
Тип |
Заводской номер |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
Принял: ______________________________________________________________
(должность, фамилия, и.о. представителя генподрядчика, заказчика)
Сдал: _________________________________________________________________
(должность, фамилия, и.о. представителя монтажной организации)
Приложение 26
|
Утверждаю: ______________________________ ______________________________ «_____» _________________200 г. АКТ
|
Приложение 27
|
Утверждаю: ______________________________ ______________________________ «_____» __________________200 г. АКТ
|
Приложение 28
|
№ п/п |
Наименование приборов, материалов и монтажных работ |
Рабочая документация автоматизации |
Технологическая рабочая документация |
||
|
Спецификация оборудования |
Смета |
Спецификация оборудования |
Смета |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Первичные приборы |
|||||
|
1 |
Преобразователь термоэлектрический, термопреобразователи сопротивления биметаллические дилатометрические датчики температуры, термобаллоны манометрических термометров, электроды электрических емкостей ультразвуковых уровнемеров и т.п., газозаборные устройства газоанализаторов, погружные датчики концентратомеров и т.п. |
+ |
+ |
- |
- |
|
Монтаж на установленных закладных устройствах |
+ |
+ |
- |
- |
|
|
Закладные устройства для монтажа первичных приборов |
|||||
|
2 |
Бобышки и расширители закладные, оправы и штуцеры, отборные устройства с запорной арматурой, защитные карманы и гильзы, патрубки с ответными фланцами и т.п. |
- |
- |
+ |
+ |
|
Монтаж закладных устройств |
- |
- |
+ |
+ |
|
|
Индивидуальные приборы расходомеры |
|||||
|
3 |
Объемные и скоростные счетчики, ротаметры без дистанционной передачи показаний и т.п. |
- |
- |
+ |
+ |
|
Монтаж приборов |
- |
- |
+ |
+ |
|
|
Датчики комплектов расходомеров и анализаторов жидкости и приборы, встраиваемые в технологические трубопроводы |
|||||
|
4 |
Сужающие устройства расходомеров (диафрагмы, сопла, трубы Вентури и т.д.), ротаметры с электро- и пневмопередачей, датчики электромагнитных (индукционных) и щелевых расходомеров, проточные датчики концентратомеров и плотномеров и т.п. |
- |
- |
+ |
+ |
|
Монтаж датчиков |
+ |
+ |
- |
- |
|
|
Регулирующие органы |
|||||
|
5 |
Клапаны с электрическими, пневматическими и гидравлическими исполнительными механизмами, клапаны с рычажными приводами, регуляторы прямого действия, регулирующие заслонки |
- |
- |
+ |
+ |
|
Монтаж регулирующих органов |
- |
- |
+ |
+ |
|
|
Исполнительные механизмы, сочленяемые с клапанами, с рычажными приводами и заслонками |
|||||
|
6 |
Электрические исполнительные механизмы, мембранные и поршневые пневмоприводы, гидравлические сервомоторы и т.п. |
- |
- |
+ |
+ |
|
Монтаж исполнительных механизмов |
- |
- |
+ |
+ |
|
|
Материалы, необходимые для монтажа исполнительных механизмов и их сочленения с регулирующими органами |
- |
- |
+ |
+ |
|
|
Вспомогательные приборы и устройства для установки на исполнительных механизмах регулирующих клапанов |
|||||
|
7 |
Позиционеры, манометры, реостаты и т.д. |
+ |
+ |
- |
- |
|
Монтаж вспомогательных приборов и устройств |
+ |
+ |
- |
- |
|
|
Запорные органы с дистанционными приводами |
|||||
|
8 |
Задвижка и вентили с электро-, пневмо- и гидроприводами, клапаны безопасности |
- |
- |
+ |
+ |
|
9 |
Монтаж запорных органов |
- |
- |
+ |
+ |
|
Монтажные материалы, необходимые для монтажа приборов и средств автоматизации, перечисленные в поз. 6, 7, 8, 11 (фланцы, прокладки, конусные переходы при изменении диаметров крепежные стойки и т.д.) |
- |
- |
+ |
+ |
|
|
Обводные линии (байпасы для приборов по поз. 6, 7, 8) |
|||||
|
10 |
Запорная арматура и оборудование (фильтр и т.п.) |
- |
- |
+ |
+ |
|
Монтаж обводных линий |
- |
- |
+ |
+ |
|
|
Материалы для обводных линий |
- |
- |
+ |
+ |
|
|
Поплавковые и буйковые уровнемеры |
|||||
|
11 |
Сигнализаторы уровня поплавковые, измерители уровня поплавковые и буйковые |
+ |
+ |
- |
- |
|
Монтаж уровнемеров |
- |
- |
+ |
+ |
|
|
Монтаж направляющих и защитных устройств для поплавков и буйков в емкостях (камер, расширителей и т.д.) |
- |
- |
+ |
+ |
|
|
Материалы и трубопроводная арматура, необходимые для монтажа приборов и изготовления направляющих и защитных устройств |
- |
- |
+ |
+ |
|
Приложение 29
АКТ
|
|
№ п/п |
Выполненные и принятые заказчиком работы |
Технические средства систем автоматизации, переданные заказчику |
Примечание |
|
1 |
2 |
3 |
4 |
Представитель проверяющей организации ____________________________
(подпись) (должность, фамилия, и.о.)
Представитель заказчика __________________________________________
(подпись) (должность, фамилия, и.о.)
Приложение 30
ТРЕБОВАНИЯ
к установке приборов на технологическом и инженерном оборудовании и
трубопроводах
1. Установка сужающих устройств в трубопроводах должна производиться согласно рабочим чертежам и нормалям с соблюдением требований ГОСТ 8.563.1.
2. Перед установкой сужающего устройства должна быть произведена сверка с проектными данными и комплектовочной ведомостью:
а) диаметра трубопровода и места установки;
б) марки материала сужающего устройства;
в) направления потока и правильности обозначения «плюс» и «минус» на корпусе сужающего устройства.
3. Установка сужающего устройства должна производиться так, чтобы в рабочем состоянии его корпус был доступен для осмотра.
В случае невыполнимости этого требования к сужающему устройству прикрепляется пластинка, на которую наносятся данные, помещенные на корпусе сужающего устройства.
4. Сужающие устройства, устанавливаемые на трубопроводах, необходимо монтировать с соблюдением основных технических требований:
а) должны быть выдержаны указанные в рабочей документации длины прямых участков трубопровода до и после сужающего устройства;
б) установка фланцев должна производиться так, чтобы плоскости фланцев были между собой параллельны и перпендикулярны оси трубопроводов. Расстояние между плоскостями фланцев должно быть равно строительной длине сужающего устройства с учетом места для прокладок с обеих сторон;
в) трубопровод перед сужающим устройством должен быть очищен от грязи, следов сварки и внутренних выступов, искажающих форму потока; на внутренней поверхности участка трубопровода длиной, равной двум наружным его диаметрам, перед и за сужающим устройством не должно быть никаких уступов, а также заметных невооруженным глазом неровностей (вмятин, сварочного грата и т.п.);
г) должна быть обеспечена соосность трубопровода и сужающего устройства, а также перпендикулярность торца сужающего устройства оси трубопровода;
д) направление стрелки, указанной на сужающем устройстве, должно совпадать с направлением потока вещества, заполняющего трубопровод; острая кромка диафрагмы, округленная часть сопла или трубы Вентури должны быть направлены против потока измеряемой среды;
е) уплотнительные прокладки не должны выступать внутрь технологических или инженерных трубопроводов.
5. Закладные конструкции для монтажа отборных устройств давления и отбора от сужающих устройств на горизонтальных и наклонных трубопроводах должны располагаться:
а) на газо- и воздухопроводах - сверху;
б) на трубопроводах жидкости и пара - сбоку.
6. Измерители расхода (счетчики, ротаметры и т.п.), встраиваемые в технологические и инженерные трубопроводы, необходимо монтировать с соблюдением следующих основных требований:
а) установка счетчиков производится после окончания монтажа и тщательной очистки трубопровода; испытание трубопровода и счетчика производится одновременно;
б) скоростные счетчики должны быть установлены на прямых участках трубопроводов в местах, указанных в проекте;
в) плоскости фланцев должны быть между собой параллельны и перпендикулярны оси трубопровода.
7. Технологические и инженерные трубопроводы в местах установки ротаметров, объемных и скоростных счетчиков должны иметь обводные линии с соответствующей запорной арматурой.
8. Если калибр счетчика меньше диаметра трубопровода, установка счетчика должна производиться между двумя конусными переходными патрубками. При этом запорная арматура должна быть установлена на основном трубопроводе до и после патрубков. Применение переходных фланцев запрещается.
9. Поплавки уровнемеров всех типов должны устанавливаться так, чтобы перемещение поплавка и троса или тяги происходило без затираний. Ход поплавка должен быть равен или несколько больше максимального измерения уровня.
10. Установка регуляторов температуры и давления прямого действия на технологических и инженерных трубопроводах должна производиться таким образом, чтобы направление стрелок на их корпусах соответствовало направлению движения измеряемой среды.
11. Длина прямых участков трубопровода до и после регулирующих клапанов должна соответствовать указанной в рабочей документации.
12. При несоответствии условного прохода регулирующего клапана диаметру трубопровода установка клапана должна производиться посредством конусных переходных патрубков.
Применение переходных фланцев запрещается.
13. Все приборы и средства автоматизации, устанавливаемые или встраиваемые в технологические и инженерные аппараты и трубопроводы - регуляторы прямого действия, сужающие устройства, регулирующие клапаны, счетчики и т.п., - следует устанавливать после очистки и промывки аппаратов и трубопроводов до их гидравлического испытания на прочность и плотность, на кислородопроводах - после обезжиривания.
Приложение 31
В перечне приведены нормативные документы, содержащие требования по способам сварки и методам контроля качества сварных соединений и рекомендации по области их применения для импульсных трубных проводок систем автоматизации в зависимости от физико-химических свойств (токсическая опасность, взрывопожароопасность) и рабочие параметры заполняющей эти проводки измеряемой среды.
В перечне нормативные документы разделены на две группы:
- для технологии производства (таблица 1);
- для инженерных систем (таблица 2).
Таблица 1
Технология производства
|
Обозначение нормативного документа |
Признаки, определяющие требования |
|||
|
Наименование |
Назначение |
Группы и категория проводок |
Рабочие параметры среды |
|
|
Газообразная, парообразная и жидкая |
Для химических нефтехимических, нефтеперерабатывающих, газоперерабатывающих, химикофармацевтических, целлюлозно-бумажных, микробиологических, коксохимических, нефте- и газодобывающих предприятий |
Опасные AI, AII |
До 10 МПа - по ПБ 03-585 |
|
|
Взрывопожароопасные БI-БIV |
||||
|
Трудногорючие и негорюч, вещества BI - BV |
||||
|
ПБ 03-585 и Правила устройства и безопасной эксплуатации стационарных компрессорных установок, воздухопроводов и газопроводов |
Воздух и инертные газы |
Свыше 10 МПа (100 кгс/см2) |
||
|
Производство хлора |
Жидкий и сухой газообразный |
|||
|
Производство сероводорода |
ПБ 03-585 и отраслевые НТД, согласованные с ГГТН РФ, рекомендованные специализированными НИИ |
Газ, содержащий сероводород |
||
|
Газообразная, парообразная и жидкая |
Транспортировка и распределение ацетилена |
Ацетилен |
См. примечание п. 1 |
|
|
Производство, потребление кислорода |
ВСН 10-83 МИНХИМПРОМ ГОСТ 12.2.052 |
Кислород газообразный |
||
|
Металлургия, машиностроение, пищевая промышленность, строительные материалы, горно-обогатительная (в т.ч. - угольная) промышленность и др. (в т.ч. - специальные) |
Ведомственные (отраслевые) нормативные документы |
См. примечание п. 2 |
См. примечание п. 2 |
|
Таблица 2
Инженерные системы
|
Обозначение нормативного документа |
Характеристики (классы) проводок |
||
|
Наименование |
Назначение |
||
|
Вода |
На хозяйственные - питьевые и производственные нужды (в т.ч. оборотные системы), в противопожарных системах |
СНиП 3.05.01 (издание 1998 г.) |
Т = 5 - 20 °С, Р до 0,6 МПа |
|
Горячее водоснабжение |
Т до 75 °С, Р до 0,6 МПа |
||
|
Вода |
Системы теплоснабжения |
СНиП 3.05.03 (издание 1999 г.) ПБ 03-75 (издание 1997 г.) |
Т до 115 °С, Р до 0,07 МПа |
|
Пар |
|||
|
Вода |
Т свыше 115 °С, Р свыше 0,07 МПа |
||
|
Пар |
|||
|
Природный газ систем газоснабжения |
До ГРП, ГРУ и потребителей производственных |
СНиП 3.05.02 (издание 1999 г.) |
Т не ниже минус 10 °С, Р до 0,005 и до 1,2 МПа |
Примечания:
1. Параметры измеряемой среды приведены в соответствующих государственных стандартах.
2. В рабочей документации для характеристики требований к способом сварки методом контроля качества сварных соединений достаточно указать группу и категорию проводок.
|
Ключевые слова: монтаж и наладка систем автоматизации, монтаж конструкций, трубных проводок, электропроводок, приборов и средств автоматизации, индивидуальные испытания, производство пусконаладочных работ |