МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE
COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
ТРУБЫ МЕДНЫЕ И
ЛАТУННЫЕ
КРУГЛОГО СЕЧЕНИЯ
ОБЩЕГО НАЗНАЧЕНИЯ
Технические условия
|
|
Москва Стандартинформ 2007 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 «Цветметпрокат», Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов «Открытое акционерное общество «Институт Цветметобработка» (ОАО «Институт Цветметобработка»)
2 ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 29 от 24 июня 2006 г.)
За принятие стандарта проголосовали:
|
Краткое наименование страны |
Код страны |
Сокращенное наименование
национального органа |
|
Азербайджан |
AZ |
Азстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2006 г. № 495-ст межгосударственный стандарт ГОСТ 617-2006 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
5 ВЗАМЕН ГОСТ 617-90
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
Содержание
ГОСТ 617-2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ МЕДНЫЕ И ЛАТУННЫЕ КРУГЛОГО СЕЧЕНИЯ ОБЩЕГО НАЗНАЧЕНИЯ
Технические условия
General-purpose copper and brass tubes of round section. Specifications
Дата введения - 2008-01-01
1 Область применения
Настоящий стандарт распространяется на медные и латунные (из латуни марки Л96) холоднодеформированные и прессованные трубы круглого сечения общего назначения.
Стандарт устанавливает сортамент, технические требования, правила приемки, методы контроля и испытаний, упаковку, маркировку, транспортирование и хранение труб.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 859-2001 Медь. Марки
ГОСТ 1173-2006 Ленты медные. Технические условия
ГОСТ 1652.1-77 (ИСО 1554-76) Сплавы медно-цинковые. Методы определения меди
ГОСТ 1652.2-77 (ИСО 4749-84) Сплавы медно-цинковые. Методы определения свинца
ГОСТ 1652.3-77 (ИСО 1812-76, ИСО 4748-84) Сплавы медно-цинковые. Методы определения железа
ГОСТ 1652.4-77 Сплавы медно-цинковые. Методы определения марганца
ГОСТ 1652.5-77 (ИСО 4751-84) Сплавы медно-цинковые. Методы определения олова
ГОСТ 1652.6-77 Сплавы медно-цинковые. Методы определения сурьмы
ГОСТ 1652.7-77 Сплавы медно-цинковые. Методы определения висмута
ГОСТ 1652.8-77 Сплавы медно-цинковые. Методы определения мышьяка
ГОСТ 1652.9-77 (ИСО 7266-84) Сплавы медно-цинковые. Метод определения серы
ГОСТ 1652.10-77 Сплавы медно-цинковые. Методы определения алюминия
ГОСТ 1652.11-77 (ИСО 4742-84) Сплавы медно-цинковые. Методы определения никеля
ГОСТ 1652.12-77 Сплавы медно-цинковые. Методы определения кремния
ГОСТ 1652.13-77 Сплавы медно-цинковые. Методы определения фосфора
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7376-89* Картон гофрированный. Общие технические условия
* На территории Российской Федерации действует ГОСТ Р 52901-2007 «Картон гофрированный для упаковки продукции. Технические условия».
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9557-87 Поддон плоский деревянный размером 800 ´ 1200 мм. Технические условия
ГОСТ 9716.1-79 Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9716.2-79 Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектра
ГОСТ 9716.3-79 Сплавы медно-цинковые. Метод спектрального анализа по окисным образцам с фотографической регистрацией спектра
ГОСТ 9717.1-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектра
ГОСТ 9717.2-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9717.3-82 Медь. Метод спектрального анализа по оксидным стандартным образцам
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 12082-82 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 13938.1-78 Медь. Методы определения меди
ГОСТ 13938.2-78 Медь. Методы определения серы
ГОСТ 13938.3-78 Медь. Метод определения фосфора
ГОСТ 13938.4-78 Медь. Методы определения железа
ГОСТ 13938.5-78 Медь. Методы определения цинка
ГОСТ 13938.6-78 Медь. Методы определения никеля
ГОСТ 13938.7-78 Медь. Методы определения свинца
ГОСТ 13938.8-78 Медь. Методы определения олова
ГОСТ 13938.9-78 Медь. Методы определения серебра
ГОСТ 13938.10-78 Медь. Методы определения сурьмы
ГОСТ 13938.11-78 Медь. Метод определения мышьяка
ГОСТ 13938.12-78 Медь. Методы определения висмута
ГОСТ 13938.13-93 Медь. Методы определения кислорода
ГОСТ 13938.15-88 Медь. Методы определения хрома и кадмия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15102-75 Контейнер универсальный металлический закрытый номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18242-72* Статистический приемочный контроль по альтернативному признаку. Планы контроля
* На территории Российской Федерации действует ГОСТ Р 50779.71-99 (ИСО 2859-1-89) «Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL».
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22225-76 Контейнеры универсальные массой брутто 0,625 и 1,25 т. Технические условия
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 труба круглая бесшовная: Полое изделие круглое в поперечном сечении, имеющее равномерную номинальную толщину стенки, которое на всех стадиях изготовления имеет непрерывную окружность.
3.2 труба круглая сварная: Полое изделие круглое в поперечном сечении, имеющее равномерную номинальную толщину стенки, изготовленное путем сварки продольно свернутой заготовки.
3.3 средний диаметр: Среднеарифметическое наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
3.4 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
3.5 номинальная толщина стенки: Толщина стенки, указанная в заказе.
3.6 разностенность (разнотолщинность, отклонение от концентричности): Разность между наибольшим и наименьшим значениями толщины стенки, измеренными в одном поперечном сечении, перпендикулярном к оси трубы.
3.7 бухта: Отрезок изделия, намотанный в серию непрерывных витков.
3.7.1 бухта свободной намотки: Бухта, в которой витки неупорядоченно удерживаются вплотную друг к другу.
3.7.2 бухта послойной упорядоченной намотки: Бухта, в которой витки намотаны слоями, параллельными оси бухты таким образом, что последовательные витки в каждом слое идут один за другим.
3.7.3 бухта плоской спиральной намотки: Бухта, в которой изделие наматывается спирально в дискообразный слой. В зависимости от длины трубы эта бухта может иметь несколько слоев.
3.8 мерная длина: Определенная длина изделия с установленным допуском на длину, приведенная в заказе для прямых отрезков или бухт.
(Новая редакция, Изм. № 1).
3.9 кратная длина: Отрезок целого кратного числа основной длины с припуском на резку и допуском на общую длину.
3.10 немерная длина: Длина изделия в пределах установленного диапазона или не менее установленного значения.
(Введен дополнительно, Изм. № 1).
4 Сортамент
4.1 Геометрические размеры труб определяются наружным диаметром, толщиной стенки и длиной.
4.2 По согласованию потребителя с изготовителем трубы могут быть заданы внутренним диаметром. В этом случае допускаемые отклонения по внутреннему диаметру должны быть согласованы с изготовителем.
4.3 Диаметр холоднодеформированных труб и предельные отклонения по диаметру должны соответствовать указанным в таблице 1.
Таблица 1 - Номинальный наружный диаметр холоднодеформированных труб и предельные отклонения по диаметру
В миллиметрах
|
Предельное отклонение |
|
|
От 3 до 10 включ. |
- 0,15 |
|
Св. 10 до 18 включ. |
- 0,20 |
|
Св. 18 до 30 включ. |
- 0,24 |
|
Св. 30 до 48 включ. |
- 0,30 |
|
Св. 48 до 76 включ. |
- 0,40 |
|
Св. 76 до 100 включ. |
- 0,50 |
|
Св. 100 до 120 включ. |
± 0,30 |
|
Св. 120 до 139 включ. |
± 0,40 |
|
Св. 139 до 170 включ. |
± 0,50 |
|
Св. 170 до 235 включ. |
± 0,70 |
|
Св. 235 до 360 включ. |
± 0,90 |
|
Примечание - По требованию потребителя холоднодеформированные трубы изготовляют с предельными отклонениями повышенной точности по номинальному диаметру: - минус 0,14 мм - для труб номинальным наружным диаметром от 3 до 10 мм включительно; - ± 0,25 мм - для труб номинальным наружным диаметром от 104 до 120 мм включительно. |
|
4.4 По согласованию потребителя с изготовителем трубы могут быть изготовлены с предельными отклонениями по среднему диаметру, указанными в таблице 2.
Таблица 2 - Номинальный наружный диаметр холоднодеформированных труб, предельные отклонения по среднему диаметру и овальность для труб в отрезках
В миллиметрах
|
Предельное отклонение по среднему диаметру |
Овальность для труб в отрезках |
|
|
От 3 до 10 включ. |
± 0,06 |
0,12 |
|
Св. 10 до 20 включ. |
± 0,08 |
0,16 |
|
Св. 20 до 30 включ. |
± 0,12 |
0,24 |
|
Св. 30 до 50 включ. |
± 0,15 |
0,30 |
|
Св. 50 до 100 включ. |
± 0,20 |
0,50 |
|
Св. 100 до 200 включ. |
± 0,50 |
1,0 |
|
Св. 200 до 300 включ. |
± 0,75 |
1,5 |
|
Св. 300 до 360 включ. |
± 1,0 |
2,0 |
4.5 Диаметр прессованных труб и предельные отклонения по диаметру должны соответствовать указанным в таблице 3.
Таблица 3 - Номинальный наружный диаметр прессованных труб и предельные отклонения по диаметру
В миллиметрах
|
Предельное отклонение |
|
|
От 30 до 36 включ. |
± 0,35 |
|
Св. 36 до 45 включ. |
± 0,4 |
|
Св. 45 до 50 включ. |
± 0,5 |
|
Св. 50 до 60 включ. |
± 0,6 |
|
Св. 60 до 70 включ. |
± 0,7 |
|
Св. 70 до 80 включ. |
± 0,8 |
|
Св. 80 до 90 включ. |
± 0,9 |
|
Св. 90 до 105 включ. |
± 1,0 |
|
Св. 105 до 110 включ. |
± 1,1 |
|
Св. 110 до 120 включ. |
± 1,2 |
|
Св. 120 до 130 включ. |
± 1,3 |
|
Св. 130 до 140 включ. |
± 1,4 |
|
Св. 140 до 150 включ. |
± 1,5 |
|
Св. 150 до 160 включ. |
± 1,6 |
|
Св. 160 до 170 включ. |
± 1,7 |
|
Св. 170 до 180 включ. |
± 1,8 |
|
Св. 180 до 190 включ. |
± 1,9 |
|
Св. 190 до 200 включ. |
± 2,0 |
|
Св. 200 до 220 включ. |
± 2,2 |
|
Св. 220 до 250 включ. |
± 2,5 |
|
Св. 250 до 280 включ. |
± 2,8 |
4.6 Толщина стенки холоднодеформированных труб и предельные отклонения по толщине стенки должны соответствовать указанным в таблице 4.
Таблица 4 - Номинальная толщина стенки холоднодеформированных труб и предельные отклонения по толщине стенки
В миллиметрах
|
Номинальный наружный диаметр |
Предельное отклонение по номинальной толщине стенки при точности изготовления |
||
|
нормальной |
повышенной |
||
|
0,8 |
От 3 до 16 включ. |
± 0,08 |
± 0,07 |
|
1,0 |
От 4 до 60 включ. |
± 0,10 |
± 0,09 |
|
1,2 |
От 5 до 42 включ. |
± 0,12 |
± 0,11 |
|
1,5 |
От 6 до 100 включ. |
± 0,15 |
± 0,13 |
|
2,0 |
От 6 до 100 включ. |
± 0,20 |
± 0,18 |
|
2,5 |
От 9 до 165 включ. |
± 0,25 |
± 0,20 |
|
3,0 |
От 11 до 231 включ. |
± 0,25 |
± 0,24 |
|
3,5 |
От 15 до 357 включ. |
± 0,30 |
± 0,25 |
|
4,0 |
От 16 до 358 включ. |
± 0,30 |
± 0,28 |
|
4,5 |
От 23 до 90 включ. |
± 0,35 |
± 0,32 |
|
5,0 |
От 20 до 360 включ. |
± 0,40 |
± 0,35 |
|
6,0 |
От 22 до 212 включ. |
± 0,50 |
± 0,42 |
|
7,0 |
От 24 до 350 включ. |
± 0,60 |
± 0,49 |
|
8,0 |
От 80 до 350 включ. |
± 0,60 |
± 0,56 |
|
10,0 |
От 34 до 315 включ. |
± 0,75 |
- |
Допускается изготовление труб с промежуточными значениями толщины стенки, для которых предельно допустимые отклонения принимаются по большему ближайшему значению толщины стенки.
4.7 По согласованию потребителя с изготовителем предельные отклонения по толщине стенки могут быть выражены в процентах от толщины. Предельные отклонения в процентах от толщины стенки холоднодеформированных труб указаны в таблице 5.
Таблица 5 - Толщина стенки холоднодеформированных труб и предельные отклонения в процентах от толщины
|
Предельное отклонение, %, от номинальной толщины стенки, мм |
||||
|
от 0,8 до 1 включ. |
св. 1 до 3 включ. |
св. 3 до 6 включ. |
св. 6 до 10 включ. |
|
|
От 3 до 40 включ. |
± 15 |
± 13 |
±11 |
± 10 |
|
Св. 40 до 120 включ. |
± 15 |
± 13 |
± 12 |
± 11 |
|
Св. 120 до 250 включ. |
- |
± 13 |
± 13 |
± 12 |
|
Св. 250 до 360 включ. |
- |
- |
± 15 |
± 15 |
4.8 Толщина стенки прессованных труб и предельные отклонения по толщине стенки должны соответствовать указанным в таблице 6.
Таблица 6 - Номинальная толщина стенки прессованных труб и предельные отклонения по толщине стенки
В миллиметрах
|
Номинальный наружный диаметр |
Предельное отклонение по номинальной толщине стенки |
|
|
5,0 |
От 30 до 70 включ. |
± 0,5 |
|
6,0 |
От 32 до 42 включ. |
± 0,6 |
|
7,0 |
От 36 до 44 включ. |
± 0,7 |
|
7,5 |
От 40 до 90 включ. |
± 0,75 |
|
8,0 |
От 42 до 46 включ. |
± 0,8 |
|
8,5 |
От 40 до 40 включ. |
± 0,85 |
|
10,0 |
От 34 до 280 включ. |
± 1,0 |
|
12,5 |
От 50 до 195 включ. |
± 1,2 |
|
15,0 |
От 50 до 270 включ. |
± 1,4 |
|
17,5 |
От 75 до 195 включ. |
± 1,6 |
|
20,0 |
От 80 до 280 включ. |
± 1,8 |
|
22,5 |
От 85 до 195 включ. |
± 1,8 |
|
25,0 |
От 90 до 270 включ. |
± 2,0 |
|
27,5 |
От 95 до 195 включ. |
± 2,2 |
|
30,0 |
От 100 до 280 включ. |
± 2,4 |
|
Примечание - По требованию потребителя прессованные трубы номинальной толщиной стенки 5,0; 10,0 и 15,0 мм изготовляют повышенной точности по толщине стенки с предельными отклонениями ± 0,45; ± 0,9; ± 1,35 мм по номинальной толщине стенки. |
||
Допускается изготовление прессованных труб с промежуточными значениями толщины стенки, для которых предельно допустимые отклонения принимаются по ближайшему большему значению толщины стенки.
(Измененная редакция, Изм. № 1).
4.9 Теоретическая масса 1 м труб при номинальном диаметре и номинальной толщине стенки для холоднодеформированных труб приведена в таблице А.1, для прессованных - в таблице А.2 (приложение А).
4.10 По длине трубы изготовляют в отрезках и бухтах.
В отрезках трубы изготовляют:
- немерной длины:
от 1,5 до 6 м - холоднодеформированные,
от 1 до 6 м - прессованные;
- мерной длины или кратной мерной в пределах немерной длины - холоднодеформированные.
Допускается поставка холоднодеформированных труб длиной менее 1,5 м, но не менее 1 м, прессованных - длиной менее 1 м, но не менее 0,5 м, в количестве не более 10 % массы партии.
В бухтах трубы изготовляют немерной длины не менее 10 м: тянутые наружным диаметром до 18 мм включительно в мягком и твердом состояниях. По согласованию с изготовителем допускается изготавливать в бухтах трубы диаметром более 18 мм.
По согласованию потребителя с изготовителем тянутые трубы могут быть изготовлены в бухтах следующих типов:
- бухты свободной намотки (БТ);
- бухты послойной упорядоченной намотки (БУ);
- бухты плоской спиральной намотки (БС).
4.11 Предельные отклонения по длине труб мерной длины должны соответствовать указанным в таблице 7.
Таблица 7 - Предельные отклонения по длине труб мерной длины
В миллиметрах
|
Предельное отклонение по длине |
||
|
менее 2000 |
2000 и более |
|
|
От 3 до 50 включ. |
+ 6 |
+ 10 |
|
Св. 50 до 150 включ. |
+ 10 |
+ 15 |
|
Св. 150 |
+ 18 |
+ 24 |
|
Примечание - Для труб в бухтах плоской спиральной намотки предельно допускаемое отклонение по длине составляет плюс 300 мм |
||
Пункты 4.10, 4.11 (Измененная редакция, Изм. № 1).
4.12 По согласованию потребителя с изготовителем трубы мерной длины могут быть изготовлены с предельными отклонениями по длине повышенной точности, указанными в таблице 8.
Таблица 8 - Предельные отклонения по длине повышенной точности изготовления труб мерной длины
В миллиметрах
|
Предельное отклонение по длине |
||
|
от 1000 до 4000 включ. |
св. 4000 |
|
|
От 3 до 25 включ. |
+ 5 0 |
По согласованию |
|
Св. 25 до 100 включ. |
+ 7 0 |
|
|
Св. 100 |
+ 10 0 |
|
4.13 Трубы кратной мерной длины изготовляют с припуском 5 мм на каждый рез и с предельными отклонениями на общую длину, установленными для труб мерной длины.
По согласованию потребителя с изготовителем допускается изготовление труб длиной, отличной от указанной в 4.10, с предельными отклонениями, согласованными с потребителем или по ближайшим значениям таблицы 7.
Условные обозначения труб проставляют по схеме:
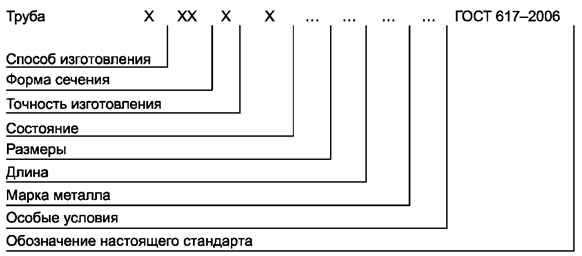
При этом используют следующие сокращения:
способ изготовления: холоднодеформированная (тянутая или холоднокатаная) - Д,
прессованная - Г;
форма сечения: круглая - КР;
точность изготовления: нормальная по толщине стенки и диаметру - Н,
повышенная по толщине стенки и диаметру - П,
нормальная по толщине стенки и повышенная по диаметру - И,
повышенная по толщине стенки и нормальная по диаметру - К,
нормальная по среднему диаметру - С,
в процентах от толщины стенки - У;
состояние: мягкое - М,
полутвердое - П,
твердое - Т,
мягкое повышенной пластичности - Л,
полутвердое повышенной прочности - Ф,
твердое повышенной прочности - Ч;
размеры: наружный диаметр и толщина стенки;
длина: немерная - НД,
кратная мерной - КД;
особые условия: труба повышенной точности по длине - Б,
труба повышенной точности по кривизне - О,
регламентированные требования по испытанию на растяжение - Р,
регламентированные требования измерения твердости по Виккерсу - Н,
труба в бухтах свободной намотки - БТ,
труба в бухтах послойной упорядоченной намотки - БУ,
труба в бухтах плоской спиральной намотки - БС.
Знак «X» ставится вместо отсутствующих данных, кроме обозначения длины и особых условий.
Примеры условных обозначений труб:
Труба тянутая, круглая, нормальной точности по толщине стенки и диаметру, твердая, наружным диаметром 28 мм и толщиной стенки 3 мм, длиной 3000 мм, из меди марки М2, повышенной точности по кривизне, с регламентированными требованиями по испытанию на растяжение:
Труба ДКРНТ 28 ´ 3 ´ 3000 М2 О Р ГОСТ 617-2006
Труба прессованная, круглая, наружным диаметром 90 мм и внутренним диаметром 60 мм, немерной длины, из меди марки М3:
Труба ГКРХХ 90 ´ 60 НД М3 ГОСТ 617-2006
Труба тянутая, круглая, нормальной точности по толщине стенки и диаметру, мягкая, наружным диаметром 12 мм и толщиной стенки 2 мм, немерной длины, из меди марки М2, с регламентированными требованиями измерения твердости по Виккерсу, в бухтах послойной упорядоченной намотки:
Труба ДКРНМ 12 ´ 2 НД М2 Н БУ ГОСТ 617-2006
Если в заказе потребителем особые условия не указаны, то трубы изготовляют с условиями исполнения на усмотрение изготовителя.
(Измененная редакция, Изм. № 1).
5 Технические требования
5.1 Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2 Трубы изготовляют из меди марок М1, М1р, М1ф, М2р, М3р, М2, М3 по ГОСТ 859 с химическим составом, указанным в таблице 9, и латуни марки Л96 по ГОСТ 15527 с химическим составом, указанным в таблице 10.
Таблица 9 - Химический состав меди
В процентах
|
Массовая доля элемента |
Способ получения (справочный) |
||||||||||||
|
Медь + серебро, не менее |
Примеси, не более |
||||||||||||
|
Висмут |
Железо |
Никель |
Цинк |
Олово |
Сурьма |
Мышьяк |
Свинец |
Сера |
Кислород |
Фосфор |
|||
|
М1 |
99,90 |
0,001 |
0,005 |
0,002 |
0,004 |
0,002 |
0,002 |
0,002 |
0,005 |
0,004 |
0,05 |
- |
Переплавка катодов |
|
М1р |
99,90 |
0,001 |
0,005 |
0,002 |
0,005 |
0,002 |
0,002 |
0,002 |
0,005 |
0,005 |
0,01 |
0,002 - 0,012 |
Переплавка катодов и лома меди с раскислением фосфором |
|
М1ф |
99,90 |
0,001 |
0,005 |
0,002 |
0,005 |
0,002 |
0,002 |
0,002 |
0,005 |
0,005 |
- |
0,012 - 0,04 |
|
|
М2р |
99,70 |
0,002 |
0,05 |
0,2 |
- |
0,05 |
0,005 |
0,01 |
0,01 |
0,01 |
0,01 |
0,005 - 0,06 |
|
|
М3р |
99,50 |
0,003 |
0,05 |
0,2 |
- |
0,05 |
0,05 |
0,05 |
0,03 |
0,01 |
0,01 |
0,005 - 0,06 |
|
|
М2 |
99,70 |
0,002 |
0,05 |
0,2 |
- |
0,05 |
0,005 |
0,01 |
0,01 |
0,01 |
0,07 |
- |
Огневое рафинирование и переплавка отходов и лома меди |
|
М3 |
99,50 |
0,003 |
0,05 |
0,2 |
- |
0,05 |
0,05 |
0,01 |
0,05 |
0,01 |
0,08 |
- |
|
Таблица 10 - Химический состав латуни марки Л96
|
Предел |
Массовая доля, % |
Плотность, г/см3, (приблизительно) |
Пример применения |
||||||||
|
Элемент |
|||||||||||
|
Cu медь |
Bi висмут |
Fe железо |
Р фосфор |
Pb свинец |
Sb сурьма |
Zn цинк |
Сумма прочих элементов |
||||
|
Л96 |
мин. |
95,0 |
- |
- |
- |
- |
- |
Остальное |
- |
8,9 |
Листы, ленты, полосы, трубы, прутки, проволока для деталей в электротехнике, для медалей и значков |
|
макс. |
97,0 |
0,002 |
0,10 |
0,01 |
0,03 |
0,005 |
- |
0,2 |
|||
5.3 Трубы изготовляют холоднодеформированными и прессованными.
Холоднодеформированные трубы изготовляют в мягком, полутвердом и твердом состояниях.
5.4 Механические свойства труб должны соответствовать требованиям, указанным в таблице 11.
Таблица 11 - Механические свойства труб
|
Состояние материала |
Вид испытаний* |
Наружный диаметр, мм |
Толщина стенки, мм |
Временное сопротивление sв, МПа (кгс/мм2) |
Относительное удлинение после разрыва, % |
Твердость по Виккерсу HV 5/30 |
|||||
|
d5 |
d10 |
||||||||||
|
мин. |
макс. |
мин. |
макс. |
мин. |
мин. |
мин. |
мин. |
макс. |
|||
|
Холоднодеформированные |
Мягкое |
Р |
3 |
360 |
0,8 |
10 |
200 (20) |
38 |
35 |
- |
- |
|
Н |
10 |
360 |
1 |
10 |
- |
- |
- |
- |
55 |
||
|
Полутвердое |
Р |
3 |
360 |
0,8 |
10 |
240 (25) |
10 |
8 |
- |
- |
|
|
Твердое |
Р |
3 |
360 |
0,8 |
10 |
280 (29) |
- |
- |
- |
- |
|
|
Н |
10 |
360 |
1 |
10 |
- |
- |
- |
90 |
135 |
||
|
Прессованные |
Р |
- |
200 |
5 |
30 |
190 (19) |
32 |
30 |
- |
- |
|
|
Н |
- |
200 |
5 |
30 |
- |
- |
- |
- |
80 |
||
|
Р |
200 |
- |
5 |
30 |
180 (18) |
32 |
30 |
- |
- |
||
|
* Р - испытание на растяжение - определение sв, d5, d10; Н - испытание на определение твердости HV 5/30. Примечания 1 Относительное удлинение после разрыва определяют на коротких (d5) или длинных (d10) образцах. 2 Если в заказе не указывается вид испытания и какое относительное удлинение необходимо определить (d5 или d10), выбор остается за изготовителем труб. 3 Знак «-» означает, что испытание не проводится. |
|||||||||||
По согласованию изготовителя с потребителем трубы в мягком состоянии изготовляют повышенной пластичности, полутвердые и твердые трубы изготовляют повышенной прочности. Механические свойства труб повышенной пластичности и прочности должны соответствовать указанным в таблице 12.
Таблица 12 - Механические свойства труб повышенной пластичности и прочности
|
Состояние материала |
Вид испытаний* |
Временное сопротивление sв, МПа (кгс/мм2) |
Относительное удлинение после разрыва d10, % |
|
|
мин. |
мин. |
|||
|
Холоднодеформированные |
Мягкое |
Р |
210 (21) |
40 |
|
Полутвердое |
Р |
270 (28) |
8 |
|
|
Твердое |
Р |
310 (32) |
- |
|
|
* Р - испытание на растяжение - определение sв, d10. Примечание - Знак «-», означает, что испытание не проводится. |
||||
5.5 Наружная и внутренняя поверхности труб должны быть свободными от загрязнений, затрудняющих осмотр. На поверхности труб трещины не допускаются.
Допускаются отдельные поверхностные дефекты: вмятины, углубления, забоины, риски, плены, задиры, раковины, следы правки, если они не выводят трубы за предельные отклонения по размерам при контрольной зачистке места дефекта до его полного удаления.
На поверхности труб допускаются кольцеватость, окисления и цвета побежалости, местные потемнения, если они не препятствуют проведению визуального контроля на наличие поверхностных дефектов без дополнительной очистки или обработки поверхности.
(Измененная редакция, Изм. № 1).
5.6 Не допускаются внутренние дефекты в виде раковин, расслоений, неметаллических включений и трещин.
5.7 Трубы должны быть ровно обрезаны и не должны иметь значительных по ГОСТ 15467 заусенцев.
Косина реза труб не должна превышать значений, приведенных в таблице 13.
Таблица 13 - Косина реза труб
В миллиметрах
|
Косина реза, не более |
|
|
До 20 включ. |
2 |
|
Св. 20 до 50 включ. |
3 |
|
Св. 50 до 100 включ. |
4 |
|
Св. 100 до 170 включ. |
5 |
|
Св. 170 |
7 |
Допускается изготовление труб в бухтах с обрубленными концами.
5.8 Разностенность труб не должна выводить размеры труб за предельные отклонения по толщине стенки.
Овальность для холоднодеформированных труб твердого и полутвердого состояний толщиной стенки не менее 1/30 наружного диаметра и прессованных труб толщиной стенки не менее 1/15 наружного диаметра не должна выводить размеры труб за предельные отклонения по наружному диаметру.
Овальность не устанавливают:
- для труб, изготовленных в бухтах;
- холоднодеформированных труб в мягком состоянии;
- холоднодеформированных труб в полутвердом и твердом состояниях толщиной стенки менее 1/30 наружного диаметра;
- прессованных труб толщиной стенки менее 1/15 наружного диаметра.
5.9 Холоднодеформированные полутвердые и твердые трубы наружным диаметром от 11 мм в отрезках, а также прессованные трубы должны быть выправлены. Кривизна на 1 м длины трубы не должна превышать значений, приведенных в таблице 14.
Таблица 14 - Кривизна труб
В миллиметрах
|
Номинальный наружный диаметр |
Кривизна на 1 м длины, не более, при точности изготовления |
||
|
нормальной |
повышенной |
||
|
Холоднодеформированные полутвердые и твердые в отрезках |
От 11 до 60 включ. |
3 |
2 |
|
Св. 60 до 100 включ. |
5 |
4 |
|
|
Прессованные |
До 150 включ. |
5 |
- |
|
Св. 150 |
15 |
- |
|
Общая кривизна не должна превышать произведения кривизны на 1 м длины на общую длину трубы в метрах.
Кривизну не устанавливают:
- для труб, изготовленных в бухтах;
- для холоднодеформированных труб в мягком состоянии;
- для холоднодеформированных труб в полутвердом и твердом состояниях наружным диаметром менее 11 мм.
5.10 Холоднодеформированные трубы должны выдерживать испытание на сплющивание до соприкосновения стенок трубы без появления трещин и надрывов. В местах изгиба допускается зазор, равный толщине стенки.
Полутвердые и твердые трубы должны выдерживать испытание на сплющивание после отжига.
Мягкие трубы испытывают в состоянии поставки.
5.11 Трубы должны быть герметичными.
6 Правила приемки
6.1 Трубы принимают партиями. Партия должна состоять из труб одной марки сплава, одного размера и одного состояния материала, одной точности и способа изготовления и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение труб;
- результаты испытаний (по требованию потребителя);
- номер партии;
- массу партии.
Допускается оформлять один документ о качестве на несколько партий труб одного размера, состояния, точности, способа изготовления и одной марки сплава, отгружаемых одновременно одному потребителю.
Масса партии должна быть не более 5000 кг.
6.2 Для контроля качества внутренней поверхности (за исключением труб внутренним диаметром 20 мм и менее и труб в бухтах), наружной поверхности, диаметра, толщины стенки (за исключением труб внутренним диаметром менее 8 мм), длины, косины реза, разностенности, кривизны, овальности от партии отбирают трубы «вслепую» (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. Количество контролируемых труб (бухт) определяют по таблице 15.
Таблица 15 - Количество контролируемых труб
В штуках
|
Количество контролируемых труб (бухт) |
Браковочное число |
|
|
2 - 8 |
2 |
1 |
|
9 - 15 |
3 |
1 |
|
16 - 25 |
5 |
1 |
|
26 - 50 |
8 |
2 |
|
51 - 90 |
13 |
2 |
|
91 - 150 |
20 |
3 |
|
151 - 280 |
32 |
4 |
|
281 - 500 |
50 |
6 |
|
501 - 1200 |
80 |
8 |
|
1201 - 3200 |
125 |
11 |
Количество труб в партии N, шт., вычисляют по формуле
![]() (1)
(1)
где m - масса труб в партии, кг;
mт - теоретическая масса 1 м трубы, кг;
lср - средняя длина трубы, м.
Партия считается соответствующей требованиям стандарта, если браковочное число - менее приведенного в таблице 15.
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждую трубу (бухту) по тому параметру, по которому получены неудовлетворительные результаты.
6.3 Для контроля качества внутренней поверхности труб внутренним диаметром 20 мм и менее и труб в бухтах отбирают пять труб от партии.
6.4 Для контроля толщины стенки труб внутренним диаметром менее 8 мм отбирают пять труб от партии.
6.5 Для испытания на растяжение (временное сопротивление, относительное удлинение после разрыва) или твердость по Виккерсу отбирают три трубы (бухты) от партии.
Определение механических свойств прессованных труб проводят по требованию потребителя.
(Измененная редакция, Изм. № 1).
6.6 Для испытания на сплющивание отбирают три трубы (бухты) от партии. Испытание на сплющивание проводят по требованию потребителя.
6.7 Для испытания на герметичность бесшовных труб отбирают три трубы от партии. Испытание на герметичность проводят по требованию потребителя.
Трубы наружным диаметром до 12 мм и более 50 мм в отрезках, а также трубы в бухтах испытанию на герметичность на предприятии-изготовителе не подвергают.
6.8 Каждая сварная труба подвергается испытанию на герметичность.
6.9 Для определения химического состава отбирают две трубы (бухты) от партии. Допускается на предприятии-изготовителе отбор проб проводить от расплавленного металла.
6.10 При получении неудовлетворительных результатов испытания хотя бы по одному из показателей, за исключением проводимых с помощью статистического приемочного контроля, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяют на всю партию.
7 Методы контроля и испытаний
7.1 Осмотр наружной и внутренней поверхностей труб проводят без применения увеличительных приборов.
Для осмотра внутренней поверхности труб внутренним диаметром до 20 мм включительно, изготовленных в отрезках или бухтах, от каждой отобранной трубы (бухты) отрезают по одному образцу длиной не менее 150 мм. Образцы разрезают вдоль на две части и осматривают.
Осмотр внутренней поверхности труб внутренним диаметром более 20 мм проводят на освещенном экране.
7.2 Измерение диаметра проводят микрометром по ГОСТ 6507. Измерение диаметра проводят в сечениях, отстоящих от концов трубы на расстоянии не менее наружного диаметра, в трех точках на любом участке трубы.
Измерение диаметра труб в бухтах проводится на прямолинейных концах труб.
Контроль размеров диаметра труб, для которых овальность не устанавливают, проводят по среднему диаметру с применением предельных отклонений для номинального диаметра, указанного в заказе, для холоднодеформированных труб - в соответствии с таблицей 1, а для прессованных труб - в соответствии с таблицей 3.
7.3 Для контроля толщины стенки от каждой отобранной трубы (бухты) внутренним диаметром менее 8 мм отрезают образцы длиной не менее 150 мм, разрезают их вдоль на две части с обеих сторон образца в перпендикулярных плоскостях и измеряют микрометром по ГОСТ 6507.
Измерение толщины стенки труб внутренним диаметром более 8 мм проводят с обеих сторон трубы (образца) на расстоянии не менее 5 мм от концов трубы.
Допускается контролировать диаметр и толщину стенки труб другими средствами измерений, обеспечивающими необходимую точность.
Длину труб в отрезках измеряют рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
Длина труб в бухтах гарантируется изготовителем.
Кривизну, косину реза, разностенность и овальность измеряют в соответствии с ГОСТ 26877.
Средний диаметр вычисляют в соответствии с определением раздела 3.
Пункты 7.2, 7.3 (Измененная редакция, Изм. № 1).
7.4 Контроль поверхности и размеров, проводимый статистическим методом, обеспечивает качество поверхности и размеры труб с вероятностью 96 % (AQL = 4 %).
7.5 Для испытаний на растяжение или твердость от каждой отобранной трубы (бухты) отрезают по одному образцу.
Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
Испытание на растяжение проводят по ГОСТ 10006 на коротких или длинных продольных образцах.
Испытание на твердость по Виккерсу проводят по ГОСТ 2999.
7.6 Для испытания на сплющивание от каждой отобранной трубы (бухты) отрезают по одному образцу.
Для труб наружным диаметром более 50 мм допускается испытание образцов в виде отдельных сегментов, длина дуги которых должна быть не менее 50 мм. Ширина образца должна быть не менее 25 мм.
Образцы труб полутвердого и твердого состояний отжигают при температуре от 550 °С до 650 °С в течение 60 - 90 мин.
Испытание на сплющивание проводят по ГОСТ 8695.
7.7 Испытание на герметичность проводят одним из следующих методов:
- методом вихретокового контроля труб по методике, согласованной изготовителем с потребителем;
- гидравлическим давлением от 4,5 до 5,5 МПа (50 кгс/см2) в течение 10 с по ГОСТ 3845;
- пневматическим давлением от 0,65 до 0,80 МПа (7 - 8 кгс/см2) в течение 5 с в ванне, заполненной водой, без утечки воздуха из трубы.
Метод контроля на герметичность выбирается изготовителем, если метод контроля не согласован потребителем с изготовителем.
Испытания гидравлическим и пневматическим давлением предназначены для определения отсутствия дефектов стенки трубы и не должно рассматриваться как испытание на определение прочности или допускаемого рабочего давления.
7.8 Для анализа химического состава от каждой отобранной трубы (бухты) вырезают по одному образцу.
Отбор проб для анализа химического состава проводят по ГОСТ 24231.
Анализ химического состава проводят по ГОСТ 13938.1 - ГОСТ 13938.13, ГОСТ 13938.15, ГОСТ 9717.1 - ГОСТ 9717.3, ГОСТ 1652.1 - ГОСТ 1652.13, ГОСТ 9716.1 - ГОСТ 9716.3 или другими методами, обеспечивающими заданную точность.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 13938.1 - ГОСТ 13938.13, ГОСТ 13938.15, ГОСТ 1652.1 - ГОСТ 1652.13.
7.9 Допускается по согласованию изготовителя с потребителем применять статистические методы контроля механических свойств.
7.10 Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность. При возникновении разногласий в определении показателей контроль проводят методами, указанными в настоящем стандарте.
8 Упаковка, маркировка, транспортирование и хранение
8.1 В деревянные ящики упаковывают холоднодеформированные трубы (в том числе в бухтах), состояние материала и размеры которых указаны в таблице 16.
Таблица 16 - Состояние материала и размеры труб, упаковываемых в ящики
В миллиметрах
|
Номинальная толщина стенки |
Номинальный наружный диаметр |
|
|
Мягкое |
До 0,8 включ. |
Все диаметры |
|
1; 1,2 |
10 и более |
|
|
1,5 |
20 и более |
|
|
2; 2,5 |
60 и более |
|
|
3 |
80 и более |
|
|
3,5; 4 |
100 и более |
|
|
5 |
200 и более |
|
|
Полутвердое и твердое |
До 0,8 включ. |
Все диаметры |
|
1 |
20 и более |
Масса труб в бухтах не должна превышать 80 кг.
Допускается масса труб в бухтах более 80 кг. Минимальная и максимальная массы бухт могут устанавливаться по согласованию потребителя и изготовителя.
Трубы в отрезках наружным диаметром не более 40 мм и массой не более 25 кг связывают в пучки массой не более 80 кг.
Каждый пучок и бухта труб должны быть перевязаны проволокой диаметром не менее 1,2 мм или шпагатом из синтетических материалов не менее чем в два оборота и не менее чем в двух местах (бухта - в трех местах равномерно) таким образом, чтобы исключалось взаимное перемещение труб. Концы проволоки соединяют скруткой не менее пяти витков.
8.2 Трубы в бухтах послойной упорядоченной намотки должны быть перевязаны медной или стальной лентой не менее чем в четырех местах и упакованы в катушки из гофрированного картона по ГОСТ 7376.
Бухты послойной упорядоченной намотки упаковывают в картонные коробки или в деревянные ящики по согласованию потребителя с изготовителем.
Допускается при отсутствии перегрузки в пути транспортировать трубы в крытых вагонах и контейнерах в связках без упаковки в ящики.
Упаковка должна обеспечивать сохранность труб.
В качестве тары и упаковочных материалов могут применяться:
- ящики по ГОСТ 2991, ГОСТ 10198;
- обрешетки деревянные по ГОСТ 12082;
- контейнеры по ГОСТ 15102, ГОСТ 22225;
- проволока по ГОСТ 3282;
- лента по ГОСТ 1173, ГОСТ 3560.
Допускаются другие виды упаковки и упаковочных материалов, обеспечивающие сохранность труб при транспортировании, по нормативным документам.
8.3 Упаковка труб, отправляемых в районы Крайнего Севера и приравненные к ним местности, - по ГОСТ 15846.
8.4 Грузовые места должны быть сформированы в транспортные пакеты.
Габаритные размеры пакетов - по ГОСТ 24597.
Средства скрепления в транспортных пакетах - по ГОСТ 21650.
Максимальная допустимая масса грузового места - 5000 кг.
При транспортировании в крытых вагонах масса грузового места не должна превышать 1250 кг.
Допускается не увязывать в пучки: трубы твердого состояния всех размеров; трубы полутвердого состояния толщиной стенки 1 мм и более при соотношении наружного диаметра и толщины стенки, равном 19 и менее, при транспортировании труб в пакетах массой до 1500 кг при отсутствии перегрузки в пути.
Пакетирование проводят на поддонах по ГОСТ 9557 или без поддонов с использованием брусков сечением не менее 50 ´ 50 мм с обвязкой проволокой диаметром не менее 3 мм или лентой размером не менее 0,3 ´ 30 мм, или с использованием пакетируемых строп. Концы обвязочной проволоки скрепляют скруткой в пять витков, ленты - в замок.
(Измененная редакция, Изм. № 1).
8.5 В каждый контейнер или в один из ящиков контейнера должен быть вложен упаковочный лист, на котором должны быть указаны следующие данные:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение труб или марка сплава, размеры трубы, точность изготовления, состояние материала, обозначение настоящего стандарта;
- номер партии;
- штамп технического контроля или номер технического контролера;
- дата изготовления.
8.6 К каждому пучку (бухте) труб должен быть прикреплен ярлык с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- условного обозначения труб или марки сплава, размеров трубы, точности изготовления, состояния материала, обозначения настоящего стандарта;
- номера партии;
- штампа технического контроля или номера технического контролера.
8.7 К каждой трубе без упаковки и не в связке должен быть прикреплен деревянный или металлический ярлык, на котором должны быть указаны данные, перечисленные в 8.6. Эти данные допускается указывать на ярлыке, наклеенном на внутреннюю поверхность трубы.
8.8 Транспортная маркировка - по ГОСТ 14192.
8.9 Трубы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Для труб длиной более 3 м транспортные средства определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
8.10 Трубы должны храниться в крытых помещениях и должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства труб при хранении не изменяются.
Приложение А
(справочное)
Теоретическая масса 1 м труб при номинальном диаметре и номинальной толщине стенки
Таблица А.1 - Теоретическая масса 1 м холоднодеформированных труб
|
Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм |
|||||||||||||||
|
0,8 |
1,0 |
1,2 |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
6,0 |
7,0 |
8,0 |
10,0 |
|
|
3 |
0,049 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
0,072 |
0,084 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
0,094 |
0,112 |
0,127 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
0,116 |
0,140 |
0,161 |
0,189 |
0,224 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
7 |
0,139 |
0,168 |
- |
0,231 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
8 |
0,161 |
0,196 |
0,228 |
0,272 |
0,335 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
9 |
0,183 |
0,224 |
- |
0,314 |
0,391 |
0,454 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
10 |
0,206 |
0,252 |
0,295 |
0,356 |
0,447 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
11 |
- |
- |
- |
0,398 |
0,503 |
0,594 |
0,671 |
- |
- |
- |
- |
- |
- |
- |
- |
|
12 |
0,250 |
0,307 |
0,362 |
0,440 |
0,559 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
13 |
- |
0,335 |
- |
0,482 |
0,615 |
0,734 |
0,838 |
- |
- |
- |
- |
- |
- |
- |
- |
|
14 |
- |
0,363 |
- |
0,524 |
0,671 |
0,803 |
0,992 |
- |
- |
- |
- |
- |
- |
- |
- |
|
15 |
- |
0,391 |
- |
0,566 |
- |
0,873 |
- |
1,125 |
- |
- |
- |
- |
- |
- |
- |
|
16 |
0,340 |
0,419 |
0,496 |
0,608 |
0,782 |
- |
1,090 |
- |
1,341 |
- |
- |
- |
- |
- |
- |
|
17 |
- |
0,447 |
- |
- |
0,838 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
18 |
- |
0,475 |
- |
0,692 |
0,894 |
- |
1,258 |
1,418 |
1,565 |
- |
- |
- |
- |
- |
- |
|
19 |
- |
0,503 |
- |
0,734 |
0,950 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
- |
0,531 |
0,630 |
0,776 |
1,006 |
1,223 |
1,425 |
- |
1,789 |
- |
2,096 |
- |
- |
- |
- |
|
21 |
- |
- |
- |
- |
- |
- |
1,510 |
- |
- |
- |
- |
- |
- |
- |
- |
|
22 |
- |
0,587 |
0,697 |
0,859 |
1,118 |
1,362 |
1,593 |
- |
2,012 |
- |
2,375 |
2,684 |
- |
- |
- |
|
23 |
- |
- |
- |
0,901 |
- |
- |
- |
- |
- |
2,326 |
- |
- |
- |
- |
- |
|
24 |
- |
0,643 |
- |
0,943 |
1,230 |
1,502 |
1,761 |
- |
2,236 |
- |
2,655 |
3,019 |
3,326 |
- |
- |
|
25 |
- |
0,671 |
0,798 |
0,985 |
1,286 |
1,572 |
1,844 |
2,103 |
- |
- |
2,795 |
3,187 |
- |
- |
- |
|
26 |
- |
0,699 |
- |
1,026 |
1,341 |
1,642 |
1,928 |
- |
- |
- |
2,934 |
3,354 |
3,717 |
- |
- |
|
27 |
- |
0,727 |
- |
- |
- |
- |
2,012 |
- |
- |
- |
3,074 |
- |
- |
- |
- |
|
28 |
- |
0,755 |
0,899 |
1,111 |
1,453 |
- |
2,096 |
- |
- |
- |
3,214 |
- |
- |
- |
- |
|
30 |
- |
0,810 |
- |
1,198 |
1,565 |
1,921 |
2,264 |
2,592 |
- |
- |
3,493 |
- |
- |
- |
- |
|
31 |
- |
- |
- |
- |
- |
- |
2,347 |
2,690 |
- |
3,333 |
- |
- |
- |
- |
|
|
32 |
- |
0,866 |
1,033 |
1,279 |
1,677 |
2,061 |
2,431 |
- |
3,130 |
3,458 |
3,773 |
- |
- |
- |
- |
|
33 |
- |
- |
- |
- |
- |
- |
2,516 |
2,885 |
- |
- |
- |
- |
- |
- |
- |
|
34 |
- |
0,922 |
- |
1,362 |
1,788 |
2,201 |
2,599 |
2,983 |
3,354 |
3,710 |
4,052 |
4,695 |
- |
- |
6,707 |
|
35 |
- |
0,950 |
1,134 |
1,404 |
- |
2,271 |
- |
- |
- |
- |
4,192 |
- |
- |
- |
- |
|
36 |
- |
- |
1,167 |
1,446 |
1,900 |
2,340 |
2,767 |
- |
3,577 |
- |
4,332 |
- |
5,676 |
- |
- |
|
37 |
- |
- |
- |
- |
- |
- |
2,852 |
- |
- |
- |
- |
- |
- |
- |
- |
|
38 |
- |
1,034 |
- |
1,530 |
- |
2,480 |
2,934 |
- |
3,801 |
- |
- |
- |
- |
- |
- |
|
40 |
- |
1,090 |
- |
1,614 |
2,123 |
2,620 |
3,102 |
- |
4,024 |
- |
4,890 |
- |
6,456 |
- |
8,384 |
|
42 |
- |
1,146 |
1,368 |
1,698 |
2,236 |
2,760 |
- |
- |
- |
- |
5,170 |
- |
- |
- |
- |
|
45 |
- |
1,230 |
- |
1,823 |
2,403 |
2,969 |
3,521 |
4,059 |
- |
- |
5,589 |
- |
- |
- |
- |
|
48 |
- |
- |
- |
1,949 |
2,571 |
- |
3,773 |
- |
4,918 |
- |
6,008 |
- |
- |
- |
- |
|
50 |
- |
1,368 |
- |
2,033 |
2,683 |
3,319 |
3,940 |
- |
5,142 |
- |
6,288 |
- |
- |
- |
- |
|
51 |
- |
- |
- |
- |
- |
3,383 |
4,024 |
- |
- |
- |
- |
- |
- |
- |
- |
|
53 |
- |
- |
- |
2,159 |
2,850 |
- |
4,192 |
4,842 |
5,477 |
- |
- |
- |
- |
- |
- |
|
54 |
- |
- |
- |
- |
2,906 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
55 |
- |
1,509 |
- |
2,243 |
2,962 |
3,668 |
4,360 |
5,037 |
5,701 |
6,351 |
6,986 |
- |
- |
- |
- |
|
58 |
- |
- |
- |
- |
- |
3,877 |
- |
5,331 |
6,036 |
6,728 |
- |
8,728 |
- |
- |
- |
|
60 |
- |
1,649 |
- |
2,452 |
3,242 |
4,017 |
4,779 |
5,526 |
6,260 |
- |
7,685 |
- |
- |
- |
- |
|
63 |
- |
- |
- |
2,578 |
3,409 |
2,227 |
5,030 |
- |
6,595 |
- |
8,104 |
9,558 |
10,96 |
- |
- |
|
65 |
- |
- |
- |
- |
3,521 |
4,367 |
5,198 |
6,015 |
- |
- |
8,384 |
- |
11,35 |
- |
15,37 |
|
68 |
- |
- |
- |
- |
- |
- |
- |
- |
7,154 |
- |
- |
- |
- |
- |
- |
|
70 |
- |
- |
- |
2,871 |
3,801 |
4,716 |
5,617 |
6,504 |
7,378 |
- |
9,082 |
- |
- |
- |
- |
|
75 |
- |
- |
- |
3,081 |
4,080 |
5,065 |
6,036 |
6,996 |
7,937 |
- |
9,781 |
- |
- |
- |
- |
|
76 |
- |
- |
- |
- |
- |
- |
6,120 |
- |
8,048 |
- |
- |
- |
- |
- |
- |
|
80 |
- |
- |
- |
3,291 |
4,360 |
5,415 |
6,456 |
- |
8,496 |
- |
10,48 |
12,41 |
- |
16,10 |
- |
|
85 |
- |
- |
- |
3,500 |
4,639 |
5,764 |
- |
7,972 |
9,054 |
10,12 |
11,18 |
- |
15,26 |
- |
20,96 |
|
86 |
- |
- |
- |
- |
- |
- |
6,959 |
- |
- |
- |
- |
- |
- |
- |
- |
|
90 |
- |
- |
- |
3,710 |
- |
6,113 |
- |
8,461 |
- |
10,75 |
11,88 |
- |
- |
- |
- |
|
95 |
- |
- |
- |
3,919 |
5,198 |
6,462 |
7,713 |
- |
- |
- |
12,58 |
- |
- |
- |
- |
|
96 |
- |
- |
- |
- |
- |
- |
7,797 |
- |
- |
- |
- |
- |
- |
- |
- |
|
100 |
- |
- |
- |
4,129 |
5,477 |
6,812 |
8,131 |
9,439 |
10,73 |
- |
13,27 |
15,76 |
18,19 |
20,57 |
25,15 |
|
104 |
- |
- |
- |
- |
5,701 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
105 |
- |
- |
- |
- |
- |
7,161 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
106 |
- |
- |
- |
- |
- |
- |
8,635 |
- |
- |
- |
- |
- |
- |
- |
- |
|
107 |
- |
- |
- |
- |
- |
- |
- |
10,12 |
- |
- |
- |
- |
- |
- |
- |
|
108 |
- |
- |
- |
- |
- |
- |
- |
- |
11,63 |
- |
- |
- |
- |
- |
- |
|
110 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
14,67 |
- |
- |
- |
27,95 |
|
114 |
- |
- |
- |
- |
6,260 |
- |
- |
- |
- |
- |
- |
- |
20,93 |
- |
- |
|
115 |
- |
- |
- |
- |
- |
7,860 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
116 |
- |
- |
- |
- |
- |
- |
9,470 |
- |
- |
- |
- |
- |
- |
- |
- |
|
120 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
16,07 |
- |
- |
- |
30,74 |
|
122 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
19,45 |
- |
- |
- |
|
124 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
22,89 |
- |
- |
|
125 |
- |
- |
- |
- |
6,870 |
8,560 |
10,23 |
- |
13,53 |
- |
16,77 |
18,95 |
- |
20,30 |
32,14 |
|
128 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
23,67 |
- |
- |
|
129 |
- |
- |
- |
- |
7,090 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
130 |
- |
- |
- |
- |
- |
8,910 |
- |
- |
- |
- |
- |
- |
- |
27,28 |
33,53 |
|
131 |
- |
- |
- |
- |
- |
- |
10,73 |
- |
- |
- |
- |
- |
- |
- |
- |
|
132 |
- |
- |
- |
- |
- |
- |
- |
12,57 |
- |
- |
- |
- |
- |
- |
- |
|
135 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
18,16 |
- |
- |
- |
- |
|
137 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
21,97 |
- |
- |
- |
|
139 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
25,82 |
- |
- |
|
144 |
- |
- |
- |
- |
7,940 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
145 |
- |
- |
- |
- |
- |
9,960 |
- |
- |
- |
- |
- |
- |
- |
- |
37,73 |
|
146 |
- |
- |
- |
- |
- |
- |
11,99 |
- |
- |
- |
- |
- |
- |
- |
- |
|
150 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
20,26 |
- |
- |
- |
- |
|
155 |
- |
- |
- |
- |
- |
10,65 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
156 |
- |
- |
- |
- |
- |
- |
12,83 |
- |
- |
- |
- |
- |
- |
- |
- |
|
157 |
- |
- |
- |
- |
- |
- |
- |
15,01 |
- |
- |
- |
- |
- |
- |
- |
|
158 |
- |
- |
- |
- |
- |
- |
- |
- |
17,21 |
- |
- |
- |
- |
- |
- |
|
160 |
- |
- |
- |
- |
- |
11,00 |
13,16 |
- |
17,44 |
- |
21,66 |
25,82 |
- |
33,98 |
41,92 |
|
165 |
- |
- |
- |
- |
- |
11,35 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
166 |
- |
- |
- |
- |
- |
- |
13,67 |
- |
- |
- |
- |
- |
- |
- |
- |
|
168 |
- |
- |
- |
- |
- |
- |
- |
- |
18,33 |
- |
- |
- |
- |
- |
- |
|
170 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
23,06 |
- |
- |
- |
44,71 |
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
47,51 |
|
181 |
- |
- |
- |
- |
- |
- |
14,92 |
- |
- |
- |
- |
- |
- |
- |
- |
|
182 |
- |
- |
- |
- |
- |
- |
- |
17,46 |
- |
- |
- |
- |
- |
- |
- |
|
183 |
- |
- |
- |
- |
- |
- |
- |
- |
20,01 |
- |
- |
- |
- |
- |
- |
|
185 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
25,15 |
- |
- |
- |
- |
|
189 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
35,60 |
- |
- |
|
200 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
42,92 |
53,10 |
|
206 |
- |
- |
- |
- |
- |
- |
17,02 |
- |
- |
- |
- |
- |
- |
- |
- |
|
207 |
- |
- |
- |
- |
- |
- |
- |
19,90 |
- |
- |
- |
- |
- |
- |
- |
|
208 |
- |
- |
- |
- |
- |
- |
- |
- |
22,80 |
- |
- |
- |
- |
- |
- |
|
210 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
28,64 |
- |
- |
- |
- |
|
212 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
34,54 |
- |
- |
- |
|
214 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
40,49 |
- |
- |
|
231 |
- |
- |
- |
- |
- |
- |
19,12 |
- |
- |
- |
- |
- |
- |
- |
- |
|
232 |
- |
- |
- |
- |
- |
- |
- |
22,35 |
- |
- |
- |
- |
- |
- |
- |
|
233 |
- |
- |
- |
- |
- |
- |
- |
- |
25,60 |
- |
- |
- |
- |
- |
- |
|
235 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
32,14 |
- |
- |
- |
- |
|
239 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
45,38 |
- |
- |
|
250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
54,10 |
57,07 |
|
258 |
- |
- |
- |
- |
- |
- |
- |
- |
28,39 |
- |
- |
- |
- |
- |
- |
|
260 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
35,63 |
- |
- |
- |
- |
|
282 |
- |
- |
- |
- |
- |
- |
- |
27,24 |
- |
- |
- |
- |
- |
- |
- |
|
283 |
- |
- |
- |
- |
- |
- |
- |
- |
31,19 |
- |
- |
- |
- |
- |
- |
|
300 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
65,28 |
- |
|
307 |
- |
- |
- |
- |
- |
- |
- |
29,69 |
- |
- |
- |
- |
- |
- |
- |
|
308 |
- |
- |
- |
- |
- |
- |
- |
- |
33,98 |
- |
- |
- |
- |
- |
- |
|
310 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
42,62 |
- |
- |
- |
- |
|
315 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
68,64 |
85,24 |
|
332 |
- |
- |
- |
- |
- |
- |
- |
32,13 |
- |
- |
- |
- |
- |
- |
- |
|
350 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
67,10 |
76,46 |
- |
|
357 |
- |
- |
- |
- |
- |
- |
- |
34,58 |
- |
- |
- |
- |
- |
- |
- |
|
358 |
- |
- |
- |
- |
- |
- |
- |
- |
39,57 |
- |
- |
- |
- |
- |
- |
|
360 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
49,60 |
- |
- |
- |
- |
|
Примечания 1 Теоретическая масса вычислена по номинальному диаметру и номинальной толщине стенки. 2 Плотность меди принята равной 8,9 г/см3. |
|||||||||||||||
Таблица А.2 - Теоретическая масса 1 м прессованных труб
|
Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм |
|||||||||||||||
|
5,0 |
6,0 |
7,0 |
7,5 |
8,0 |
8,5 |
10,0 |
12,5 |
15,0 |
17,5 |
20,0 |
22,5 |
25,0 |
27,5 |
30,0 |
|
|
30 |
3,493 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
32 |
3,772 |
4,359 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
34 |
- |
4,695 |
- |
- |
- |
- |
6,707 |
- |
- |
- |
- |
- |
- |
- |
- |
|
36 |
4,331 |
- |
5,673 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
38 |
- |
5,365 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
4,890 |
- |
6,465 |
6,811 |
- |
7,482 |
8,383 |
- |
- |
- |
- |
- |
- |
- |
- |
|
42 |
- |
6,036 |
- |
- |
7,601 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
44 |
5,452 |
- |
7,242 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
5,589 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
46 |
- |
- |
- |
- |
8,495 |
- |
10,06 |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
6,287 |
- |
- |
8,907 |
- |
- |
11,18 |
13,10 |
14,67 |
- |
- |
- |
- |
- |
- |
|
55 |
6,986 |
- |
- |
9,955 |
- |
- |
12,58 |
14,85 |
16,77 |
- |
- |
- |
- |
- |
- |
|
60 |
7,685 |
- |
- |
11,00 |
- |
- |
13,97 |
16,59 |
18,86 |
- |
- |
- |
- |
- |
- |
|
65 |
8,383 |
- |
- |
12,05 |
- |
- |
15,37 |
18,34 |
20,96 |
- |
- |
- |
- |
- |
- |
|
70 |
9,082 |
- |
- |
13,10 |
- |
- |
16,77 |
20,09 |
23,05 |
- |
- |
- |
- |
- |
- |
|
75 |
- |
- |
- |
14,15 |
- |
- |
18,16 |
21,83 |
25,15 |
28,12 |
- |
- |
- |
- |
- |
|
80 |
- |
- |
- |
- |
- |
- |
19,56 |
23,58 |
27,25 |
30,56 |
33,53 |
- |
- |
- |
- |
|
85 |
- |
- |
- |
- |
- |
- |
20,90 |
25,32 |
29,34 |
33,01 |
26,33 |
39,30 |
- |
- |
- |
|
90 |
- |
- |
- |
17,29 |
- |
- |
22,36 |
27,07 |
31,44 |
35,45 |
39,12 |
42,44 |
45,41 |
- |
- |
|
95 |
- |
- |
- |
18,34 |
- |
- |
23,75 |
28,85 |
33,53 |
37,90 |
41,92 |
45,58 |
48,90 |
51,87 |
- |
|
100 |
- |
- |
- |
- |
- |
- |
25,15 |
30,56 |
35,63 |
40,34 |
44,71 |
48,73 |
52,40 |
55,71 |
58,68 |
|
105 |
- |
- |
- |
- |
- |
- |
- |
32,31 |
37,72 |
42,79 |
47,52 |
51,87 |
55,89 |
59,56 |
62,87 |
|
110 |
- |
- |
- |
- |
- |
- |
27,94 |
34,06 |
39,82 |
45,23 |
50,30 |
55,02 |
59,38 |
63,40 |
67,07 |
|
115 |
- |
- |
- |
- |
- |
- |
- |
35,80 |
41,92 |
47,68 |
53,09 |
58,16 |
62,87 |
67,24 |
71,26 |
|
120 |
- |
- |
- |
- |
- |
- |
30,74 |
- |
44,01 |
50,13 |
55,89 |
61,30 |
66,37 |
71,08 |
73,45 |
|
125 |
- |
- |
- |
- |
- |
- |
- |
39,30 |
- |
52,57 |
58,68 |
64,45 |
69,66 |
74,99 |
79,64 |
|
130 |
- |
- |
- |
- |
- |
- |
33,53 |
- |
48,20 |
- |
61,48 |
67,69 |
73,35 |
78,77 |
83,83 |
|
135 |
- |
- |
- |
- |
- |
- |
- |
42,79 |
- |
57,46 |
- |
70,73 |
76,85 |
82,61 |
88,02 |
|
140 |
- |
- |
- |
- |
- |
- |
36,33 |
- |
- |
- |
- |
- |
- |
- |
- |
|
145 |
- |
- |
- |
- |
- |
- |
- |
46,28 |
- |
62,35 |
- |
77,02 |
- |
90,29 |
96,41 |
|
150 |
- |
- |
- |
- |
- |
- |
39,12 |
- |
56,59 |
- |
72,65 |
- |
87,33 |
- |
100,6 |
|
155 |
- |
- |
- |
- |
- |
- |
- |
49,78 |
- |
67,24 |
- |
83,31 |
- |
97,98 |
- |
|
160 |
- |
- |
- |
- |
- |
- |
41,92 |
- |
60,78 |
- |
78,24 |
- |
94,31 |
- |
109,0 |
|
165 |
- |
- |
- |
- |
- |
- |
- |
53,27 |
- |
72,13 |
- |
89,60 |
- |
105,7 |
- |
|
170 |
- |
- |
- |
- |
- |
- |
44,71 |
- |
64,97 |
- |
83,83 |
- |
100,3 |
- |
117,4 |
|
175 |
- |
- |
- |
- |
- |
- |
- |
56,76 |
- |
77,02 |
- |
95,88 |
- |
113,4 |
- |
|
180 |
- |
- |
- |
- |
- |
- |
47,51 |
- |
69,16 |
- |
89,42 |
- |
108,3 |
- |
125,8 |
|
185 |
- |
- |
- |
- |
- |
- |
- |
60,25 |
- |
81,91 |
- |
102,2 |
- |
121,0 |
- |
|
190 |
- |
- |
- |
- |
- |
- |
50,30 |
- |
73,25 |
- |
95,01 |
- |
115,3 |
- |
134,1 |
|
195 |
- |
- |
- |
- |
- |
- |
- |
68,75 |
- |
86,80 |
- |
108,5 |
- |
128,7 |
- |
|
200 |
- |
- |
- |
- |
- |
- |
53,09 |
- |
77,65 |
- |
100,6 |
- |
122,3 |
- |
142,5 |
|
210 |
- |
- |
- |
- |
- |
- |
55,89 |
- |
81,74 |
- |
106,2 |
- |
129,2 |
- |
150,9 |
|
220 |
- |
- |
- |
- |
- |
- |
58,68 |
- |
85,93 |
- |
111,8 |
- |
136,2 |
- |
159,3 |
|
230 |
- |
- |
- |
- |
- |
- |
61,48 |
- |
90,12 |
- |
117,4 |
- |
143,2 |
- |
167,7 |
|
240 |
- |
- |
- |
- |
- |
- |
64,27 |
- |
94,31 |
- |
123,0 |
- |
150,2 |
- |
176,1 |
|
250 |
- |
- |
- |
- |
- |
- |
- |
- |
98,50 |
- |
128,5 |
- |
157,2 |
- |
184,4 |
|
260 |
- |
- |
- |
- |
- |
- |
69,86 |
- |
- |
- |
134,1 |
- |
164,2 |
- |
192,8 |
|
270 |
- |
- |
- |
- |
- |
- |
- |
- |
106,9 |
- |
- |
- |
171,2 |
- |
201,2 |
|
280 |
- |
- |
- |
- |
- |
- |
75,45 |
- |
- |
- |
145,3 |
- |
- |
- |
209,6 |
|
Примечания 1 Теоретическая масса вычислена по номинальному диаметру и номинальной толщине стенки. 2 Плотность меди принята равной 8,9 г/см3. |
|||||||||||||||
Ключевые слова: медные и латунные трубы, наружный диаметр, средний диаметр, толщина стенки, марки, химический состав, косина реза, кривизна, герметичность