
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛОСЫ
И ЛЕНТЫ
ИЗ КРЕМНИСТО-МАРГАНЦЕВОЙ
БРОНЗЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 4748-92
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПОЛОСЫ
И ЛЕНТЫ ИЗ Технические условия Silicon-manganese bronze strips and ribbons. |
ГОСТ
|
Дата введения 01.01.93
Настоящий стандарт распространяется на холоднокатаные полосы и ленты, применяемые для изготовления пружин и других изделий.
Требования пунктов 1.1, 1.2, 1.3.1, 1.4, 1.5, разделов 2, 3, 4 являются обязательными.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Полосы и ленты изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Холоднокатаные полосы и ленты изготовляют из кремнисто-марганцевой бронзы марки БрКМц3-1 с химическим составом по ГОСТ 18175.
1.2. Основные параметры и размеры
1.2.1. Толщина полос и предельные отклонения по толщине полос должны соответствовать приведенным в табл. 1.
Таблица 1
мм
|
Предельное отклонение по толщине |
Толщина полос |
Предельное отклонение по толщине |
|
|
|
1,0 |
-0,08 |
4,5 5,0 |
-0,20 |
|
|
1,2 1,5 |
-0,10 |
|||
|
5,5 6,0 6,5 7,0 8,0 |
-0,25 |
|||
|
1,8 2,0 |
-0,11 |
|
||
|
2,5 3,0 3,5 4,0 |
-0,12 -0,14 -0,16 -0,18 |
|||
|
9,0 10,0 |
-0,30 |
|
1.2.2. Ширина полос, интервал по ширине и предельные отклонения по ширине в зависимости от толщины должны соответствовать приведенным в табл. 2.
Таблица 2
мм
|
Интервал по ширине |
Предельное отклонение по ширине полос при ширине |
||||
|
до 1,5 включ. |
св. 1,5 до 3,0 включ. |
св. 3,0 до 5,0 включ. |
св. 5,0 до 10,0 включ. |
||
|
От 40 до 100 включ. |
10 |
-1,0 |
-1,5 |
- |
- |
|
Св. 100 « 200 « |
25 |
-1,0 |
-2,0 |
-2,0 |
-5,0 |
|
« 200 « 300 « |
50 |
-2,0 |
-3,0 |
-3,0 |
-7,0 |
Примечания:
1. Полосы толщиной 3,5 мм и более изготовляют шириной от 100 до 300 мм.
2. Допускается для полос шириной от 40 до 100 мм интервал по ширине 5 мм.
1.2.5. Толщина лент и предельные отклонения по толщине нормальной и повышенной точности должны соответствовать приведенным в табл. 3.
Таблица 3
мм
|
Толщина лент |
Предельное отклонение по толщине лент |
Толщина лент |
Предельное отклонение по толщине лент |
|
||
|
нормальной точности |
повышенной точности |
нормальной точности |
повышенной точности |
|
||
|
0,05 0,06 0,07 0,08 0,09 |
-0,01 |
- |
0,60 0,65 0,70 0,75 0,80 0,85 |
-0,06 |
-0,05 |
|
|
0,10 0,12 |
-0,02 |
|||||
|
0,90 |
-0,07 |
-0,06 |
|
|||
|
0,15 0,18 0,20 0,22 0,25 0,30 |
-0,03 |
-0,02 |
1,00 1,10 1,20 1,30 |
-0,08 |
||
|
-0,07 |
||||||
|
1,40 1,50 1,60 |
-0,09 |
|||||
|
0,35 0,40 0,45 |
-0,04 |
-0,03 |
-0,08 |
|||
|
1,70 |
-0,10 |
|||||
|
0,50 0,55 |
-0,05 |
-0,04 |
||||
|
1,80 2,00 |
-0,11 |
-0,10 |
|
|||
1.2.6. Ленты изготовляют шириной от 10 до 300 мм включительно. Размеры лент и предельные отклонения по ширине в зависимости от толщины должны соответствовать приведенным в табл. 4.
Таблица 4
мм
|
Предельное отклонение по ширине при толщине лент |
||
|
от 0,05 до 1,00 включ. |
св. 1,00 до 2,00 включ. |
|
|
10, 12, 14, 16, 18, 20, 21, 24, 25, 26, 28, 30, 32, 33, 34, 35, 36, 38, 40, 42, 45, 48, 50, 55, 56, 60, 65, 70, 80, 90, 100, 110, 120, 125, 130, 150, 170, 175 |
-0,5 |
-0,8 |
|
190, 200, 220, 250, 280, 300 |
-0,8 |
-1,0 |
Примечание. Ленты толщиной до 0,45 мм включительно изготовляют шириной от 10 до 300 мм, толщиной свыше 0,45 мм - шириной от 30 до 300 мм.
1.2.8. Теоретическая масса 1 м2 полос и лент приведена в приложении 1.
1.2.9. Условные обозначения полос и лент проставляют по схеме:
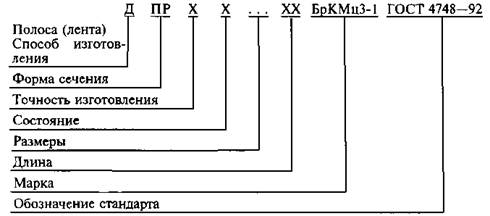
при следующих сокращениях:
Способ изготовления:
холоднокатаная - Д
Форма сечения:
прямоугольная - ПР
Точность изготовления (только для лент):
нормальная - Н
повышенная - П
Состояние:
мягкая - М
полутвердая - П
твердая - Т
особотвердая - О
Длина:
мерная - МД
кратная мерной - КД
немерная - НД
Мерность указывают только для полос. Для лент указывают только немерную длину.
Вместо отсутствующих данных ставится знак «X», кроме обозначения длины (мерности).
Примеры условных обозначений:
Полоса полутвердая, толщиной 1,2 мм, шириной 200 мм, длиной кратной мерной 500 мм из бронзы марки БрКМц3-1:
Полоса ДПРХП 1,2´200´500 КД БрКМц3-1 ГОСТ 4748-92
Лента нормальной точности изготовления, твердая, толщиной 0,05 мм, шириной 100 мм из бронзы марки БрКМц3-1:
Лента ДПРНТ 0,05´100 НД БрКМц3-1 ГОСТ 4748-92
1.3. Характеристики
1.3.1. Основное исполнение
1.3.1.1. Толщина полос и предельные отклонения по толщине полос должны соответствовать приведенным в табл. 1.
1.3.1.2. Ширина полос и предельные отклонения по ширине полос должны соответствовать приведенным в табл. 2.
1.3.1.3. Длина полос должна соответствовать приведенной в п. 1.2.3. Предельные отклонения по длине полос мерной и кратной мерной длины должны соответствовать п. 1.2.4.
1.3.1.4. Толщина лент нормальной точности изготовления и предельные отклонения по толщине должны соответствовать приведенным в табл. 3.
1.3.1.5. Ширина лент и предельные отклонения по ширине должны соответствовать приведенным в табл. 4.
1.3.1.6. Длина лент должна соответствовать приведенной в п. 1.2.7.
1.3.1.7. По состоянию материала полосы и ленты изготовляют мягкими, полутвердыми, твердыми и особотвердыми.
Твердые ленты изготовляют толщиной до 1,5 мм включительно, особотвердые - толщиной до 1,2 мм включительно.
Особотвердые полосы изготовляют толщиной до 6,0 мм включительно.
1.3.1.8. Поверхность полос и лент должна быть чистой, свободной от загрязнений, затрудняющих осмотр, гладкой, без плен, трещин, раковин, пузырей, расслоений и вмятин. Допускаются отдельные поверхностные дефекты - наколы, царапины и шероховатость, не выводящие полосы и ленты при контрольной зачистке за предельные отклонения по толщине.
Допускаются цвета побежалости, местные потемнения, покраснения и следы невыгоревшей смазки (местные пятна загрязнения). Допускается волнистость, исчезающая при изгибе ленты.
1.3.1.9. Полосы должны быть ровно обрезаны.
Волнистые, коробоватые, мятые и рваные кромки не допускаются. Допускаются малозначительные заусенцы, не влияющие на использование полос по назначению.
На торцах рулонов лент допускаются отдельные забоины, не препятствующие разматыванию рулона и не выводящие ленты за предельные отклонения по ширине.
1.3.1.10. Серповидность полос не должна превышать 4 мм на 1 м длины для полос длиной до 1600 мм включительно и 5 мм на 1 м длины для полос длиной свыше 1600 мм.
1.3.1.11. Механические свойства полос и лент должны соответствовать требованиям, приведенным в табл. 5.
Таблица 5
|
Толщина, мм |
Временное сопротивление σв, МПа (кгс/мм2) |
Относительное удлинение δ10, % не менее |
|
|
Мягкое |
От 0,10 до 0,15 включ. |
Не менее 350 (36) |
- |
|
Св. 0,15 до 0,45 включ. |
28 |
||
|
От 0,50 и более |
35 |
||
|
Полутвердое |
От 0,10 до 0,15 включ. |
470 - 590 (48 - 60) |
- |
|
Св. 0,15 до 0,45 включ. |
5 |
||
|
От 0,50 и более |
10 |
||
|
Твердое |
От 0,10 до 0,15 включ. |
590 - 760 (60 - 77) |
- |
|
Св. 0,15 до 0,45 включ. |
2 |
||
|
От 0,50 и более |
5 |
||
|
Особотвердое |
От 0,10 и более |
Не менее 760 (77) |
- |
Примечание. Данные предела упругости, модуля упругости, микротвердости и твердости по Виккерсу приведены в приложении 2.
1.3.2. Исполнение по требованию потребителя
1.3.2.2. Ленты изготовляют повышенной точности по толщине с предельными отклонениями, приведенными в табл. 3.
1.3.2.3. Ленты толщиной 0,50 мм изготовляют шириной 12 мм с предельным отклонением, приведенным в табл. 4.
1.3.2.4. Полосы и ленты изготовляют с пределом текучести при растяжении: в полутвердом состоянии - 270 - 500 МПа (28 - 51 кгс/мм2); в твердом состоянии - 500 - 740 МПа (51 - 75 кгс/мм2).
При этом временное сопротивление разрыву и относительное удлинение должны соответствовать приведенным в табл. 5.
1.3.2.5. Допускается требования к качеству поверхности и кромки устанавливать по эталонам, утвержденным в установленном порядке.
1.3.3. Исполнение по согласованию изготовителя с потребителем
1.3.3.1. Полосы и ленты изготовляют промежуточных размеров по толщине и ширине с предельными отклонениями для следующего большего размера, приведенными в табл. 1, 2, 3, 4.
1.3.3.2. Полосы и ленты изготовляют с предельными отклонениями по толщине, отличающимися от приведенных в табл. 1 и 3.
1.3.3.3. Полосы и ленты изготовляют с двухсторонними предельными отклонениями по толщине. При этом предельные отклонения по толщине устанавливают по согласованию потребителя с изготовителем.
1.3.3.4. Полосы и ленты изготовляют длиной, превышающей приведенную в пп. 1.2.3, 1.2.7. При этом предельные отклонения по толщине, ширине, длине, количество короткомера, серповидность, требования к качеству поверхности устанавливают по согласованию потребителя с изготовителем.
1.3.3.5. Ленты изготовляют с регламентированной серповидностью. Норму серповидности лент устанавливают по согласованию изготовителя с потребителем.
1.3.3.6. Ленты толщиной менее 0,1 мм изготовляют с регламентированным временным сопротивлением. При этом нормы временного сопротивления устанавливают по согласованию изготовителя с потребителем.
1.3.3.7. Полосы и ленты изготовляют с механическими свойствами, отличающимися от приведенных в табл. 5.
1.4.1. К каждой пачке полос или полосе и к каждому рулону лент должен быть прочно прикреплен или приклеен на видном месте ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения полос и лент;
номера партии;
штампа (клейма) технического контроля или номера контролера ОТК.
1.4.2. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционного знака «Беречь от влаги».
Место нанесения, способ исполнения транспортной маркировки, способ крепления ярлыка - по ГОСТ 14192.
Допускается наносить маркировку непосредственно на тару.
1.5.1. Полосы должны быть сложены в пачки, ленты - свернуты в рулоны. Один рулон может состоять из нескольких отрезков лент.
Намотка должна исключать пластическое изменение формы рулона под действием силы тяжести. Допускается намотка лент по согласованию потребителя с изготовителем с применением цилиндрических втулок.
1.5.2. Упаковка должна обеспечивать защиту полос и лент от механических повреждений в процессе транспортирования и хранения.
1.5.3. Полосы толщиной не более 3 мм, сложенные в пачки, должны быть обернуты в два слоя бумагой и защищены с двух сторон (сверху и снизу) досками или деревянными щитами, размеры которых соответствуют ширине и длине пачки, и обвязаны не менее чем в двух местах или крестообразно лентой размерами не менее 0,3´30 мм или проволокой диаметром не менее 2 мм.
Пачки из полос толщиной более 3 мм не обкладывают деревянными щитами или досками, но перевязывают как указано выше.
Концы обвязочной ленты скрепляют в замок, проволоки - скруткой не менее 5 витков.
Допускается полосы толщиной более 3 мм не связывать в пачки, если масса отдельной полосы превышает 40 кг.
Рулоны лент толщиной более 0,5 мм перед оберткой бумагой должны быть обвязаны лентой размерами не менее 0,2´30 мм или проволокой диаметром не менее 2 мм, концы закреплены.
Допускается обвязка рулонов лентой любого материала, обеспечивающего целостность рулона, по нормативно-технической документации.
Допускается при отгрузке в контейнеры ленты и полосы не упаковывать в ящики и увязывать в пачки, а обертывать или прокладывать бумагой или другим материалом по нормативно-технической документации, обеспечивая сохранность качества полос и лент.
Размещение и крепление полос в контейнерах должно исключать возможность перемещения полос в контейнере.
1.5.5. В качестве упаковочных средств и материалов могут применяться:
ящики типов I, II-1, II-2, III-1, III-2, III-3 по ГОСТ 2991, ГОСТ 10198;
доски или деревянные щиты по нормативно-технической документации;
бумага по ГОСТ 2228, ГОСТ 8273, ГОСТ 9569, ГОСТ 8828;
древесная стружка по ГОСТ 5244;
гофрированный картон по ГОСТ 7376;
лента по ГОСТ 3560;
проволока по ГОСТ 3282;
пленка полиэтиленовая по ГОСТ 10354;
нетканые материалы по нормативно-технической документации, другие виды упаковки и упаковочных материалов по нормативно-технической документации, за исключением льняных и хлопчатобумажных тканей.
Размеры ящиков - по ГОСТ 21140 или по другой нормативно-технической документации.
Полосы и ленты, отправляемые в районы Крайнего Севера и труднодоступные районы, приравненные к ним, должны быть упакованы в соответствии с требованиями ГОСТ 15846.
Допускается применение других упаковочных материалов по согласованию изготовителя с потребителем.
1.5.6. Масса грузового места не должна превышать 80 кг.
При механизированной погрузке и выгрузке масса грузового места не должна превышать 1250 кг.
Средства скрепления грузовых мест в транспортные пакеты - по ГОСТ 21650, масса параметра и габаритные размеры транспортных пакетов - по ГОСТ 24597, ГОСТ 26663.
1.5.7. Полосы и ленты, упакованные в соответствии с требованиями пп. 1.5.3, 1.5.4, 1.5.5, формируют в транспортные пакеты.
Пакетирование проводят на поддонах по ГОСТ 9557 или без поддонов с использованием брусков сечением не менее 50´50 мм, длиной, равной ширине пакета.
Транспортные пакеты должны быть обвязаны не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282 или лентой размерами не менее 0,5´30 мм по ГОСТ 3560. Концы обвязочной проволоки скрепляют скруткой не менее пяти витков, ленты - в замок.
1.5.8. В каждый ящик или контейнер должен быть вложен упаковочный лист, в котором указаны данные, приведенные в п. 1.4.1.
2. ПРИЕМКА
2.1. Полосы и ленты принимают партиями. Партия должна состоять из полос или лент одного размера, одной точности изготовления, одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение полос и лент;
результаты механических испытаний (по требованию потребителя);
массу партии нетто;
номер партии;
штамп (клеймо) отдела технического контроля.
Допускается оформлять один документ о качестве на несколько партий полос или лент одного размера, одной марки бронзы, отгружаемых одному потребителю.
2.2. Химический состав определяют на двух полосах или двух рулонах лент, взятых от партии, от каждых полных 1000 кг или менее. Допускается изготовителю по согласованию с потребителем устанавливать норму выборки для определения химического состава.
Допускается предприятию-изготовителю проводить отбор проб от расплавленного металла.
2.3. Контролю качества поверхности и кромки лент, а также ширины и длины подвергают каждую полосу и каждый рулон лент партии.
При получении неудовлетворительных результатов проверки хотя бы по одному из показателей полосу или рулон бракуют.
2.4. Для контроля толщины полос и лент применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242 с приемочным уровнем дефектности 4 %. Отбор полос и рулонов в выборку осуществляют по табл. 6 «вслепую» (методом наибольшей объективности) по ГОСТ 18321.
Количество полос в партии, количество контролируемых участков на одной полосе, длину лент в рулоне для выбора числа контролируемых точек в рулоне осуществляют по формулам, приведенным в п. 3.3.
План выборочного контроля приведен в табл. 7 и 8.
Количество контролируемых точек на каждой отобранной полосе определяют в зависимости от общего числа участков длиной 100 мм по периметру полосы в соответствии с табл. 7. При периметре, не кратном 100 мм, конечный участок длиной менее 100 мм принимается за один участок.
Таблица 6
|
Количество контролируемых полос (рулонов лент) от партии, шт. |
|
|
4 - 25 |
3 |
|
26 - 90 |
13 |
|
91 - 150 |
20 |
|
151 - 280 |
32 |
|
281 - 500 |
50 |
|
501 - 1200 |
80 |
|
1201 - 3200 |
125 |
Таблица 7
|
Количество контролируемых точек в полосе, шт. |
Браковочное число |
|
|
4 - 25 |
3 |
1 |
|
26 - 90 |
13 |
2 |
|
91 - 150 |
20 |
3 |
|
151 - 280 |
32 |
4 |
Контролируемая полоса считается годной, если число результатов измерений, не соответствующих требованиям пп. 1.2, 1.3.1.1, 1.3.2.1, 1.3.3.1, 1.3.3.2, менее браковочного числа, приведенного в табл. 7.
Количество контролируемых точек в каждом отобранном рулоне определяют в соответствии с табл. 8.
Таблица 8
|
Количество контролируемых точек в рулоне, шт. |
Браковочное число |
|
|
От 5 до 12 включ. |
3 |
1 |
|
» 13 » 45 » |
13 |
2 |
|
» 46 » 75 » |
20 |
3 |
|
» 75 » 140 » |
32 |
4 |
|
» 141 » 250 » |
50 |
6 |
Контролируемый рулон считается годным, если число результатов измерения, не соответствующих требованиям пп. 1.2, 1.3.1.4, 1.3.2.2, 1.3.3.1, 1.3.3.2, менее браковочного числа, приведенного в табл. 8.
При получении неудовлетворительных результатов измерения хотя бы на одной из контролируемых полос или на одном из контролируемых рулонов лент партию бракуют. Допускается изготовителю проводить сплошной контроль толщины полос и рулонов лент.
По требованию потребителя контроль толщины проводят на каждой полосе и каждом рулоне партии.
2.5. Допускается изготовителю контроль качества поверхности и размеров полос и лент проводить в процессе производства.
2.6. Серповидность определяют на двух полосах или двух рулонах лент от партии.
2.7. Для испытаний на растяжение от партии отбирают три полосы или три рулона лент от каждых полных 1000 кг или менее. Допускается норму выборки устанавливать по согласованию изготовителя с потребителем.
2.8. Измерение предела текучести проводят по требованию потребителя.
2.9. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей, приведенных в пп. 2.6 - 2.8, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяются на всю партию.
2.10. Допускается изготовителю применять другие правила приемки при условии обеспечения качества полос и лент требованиям настоящего стандарта.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Для анализа химического состава от каждой отобранной полосы или от каждого отобранного рулона ленты вырезают по одному образцу. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
Анализ химического состава проводят по ГОСТ 15027.1 - ГОСТ 15027.14 или иным методом, обеспечивающим необходимую точность определения, установленную стандартом.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 15027.1 - ГОСТ 15027.14.
3.3. Толщину полос или лент измеряют микрометром по ГОСТ 6507, измерительной прижимной головкой по ГОСТ 28798 или многооборотным индикатором по ГОСТ 9696.
Толщину полос и лент измеряют на расстоянии не менее 100 мм от конца и не менее 10 мм от кромки. Для лент шириной 20 мм и менее измерение проводят посередине.
Контроль толщины полос и лент проводят статистическим методом.
Толщину полосы или ленты измеряют на каждой отобранной полосе или на каждом отобранном рулоне ленты в точках, расположенных равномерно - случайно по периметру полосы или по длине рулона.
Число полос в партии (М) в штуках вычисляют по формуле
![]()
где Р - масса партии, кг;
H - толщина полосы, мм;
b - ширина полосы, мм;
l - длина полосы, мм;
γ - плотность материала, г/см3.
Количество контролируемых участков в полосе (N) в штуках вычисляют по формуле
![]()
Результаты измерения толщины полосы, не соответствующие табл. 1, не должны отличаться от допускаемых более чем на половину поля предельного отклонения, кроме полос, изготовляемых в соответствии с п. 1.3.2.1, толщиной 1,8 и 2,0 мм, для которых допустимое отличие не должно быть более 0,06 мм, и кроме полос толщиной от 5,5 до 8,0 мм включительно, для которых допустимое отличие не должно быть более 0,13 мм.
Длину ленты для выбора количества контролируемых точек в рулоне по табл. 8 (L) в метрах вычисляют по формуле
![]()
где D и d - соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427, мм;
b - толщина ленты, мм.
Результаты измерения толщины лент нормальной точности, не соответствующие требованиям, приведенным в табл. 3, не должны отличаться от допускаемых более чем на половину поля предельного отклонения лент нормальной точности.
Результаты измерения толщины лент повышенной точности, не соответствующие приведенным в табл. 3, не должны отличаться от допускаемых более чем на величину поля предельного отклонения для лент повышенной точности.
Допускается на предприятии-изготовителе в процессе производства контролировать толщину полосы и ленты другими средствами измерений, обеспечивающими необходимую точность.
3.4. Ширину полос и лент измеряют штангенциркулем по ГОСТ 166, длину полос и лент - рулеткой по ГОСТ 7502.
На каждой полосе делается одно измерение ширины на расстоянии не менее 100 мм от края полосы.
Измерение ширины ленты проводят на трех участках: с обоих концов и в средней части по три измерения на каждом участке на расстоянии не менее 1 м одно от другого.
3.5. Серповидность полос и лент измеряют по ГОСТ 26877 на любом участке полосы или ленты.
Серповидность может быть измерена другим методом, обеспечивающим требуемую точность измерения. В случае разногласий оценку серповидности проводят по ГОСТ 26877.
3.6. Волнистость кромки лент проверяют огибанием ее вокруг оправки диаметром 100 - 200 мм. Если волнистость при изгибе не исчезает, рулон ленты бракуют.
3.7. Для испытаний на растяжение от каждой отобранной полосы или каждого отобранного рулона ленты вырезают по одному образцу вдоль направления прокатки. Отбор образцов - по ГОСТ 24047.
Испытание на растяжение лент толщиной менее 0,5 мм проводят на плоских образцах типа I или II, шириной 12,5 мм (b0) с начальной расчетной длиной l0 = 4b0 по ГОСТ 11701.
При ширине ленты менее 12,5 мм допускается проводить испытание на образцах типа II по ГОСТ 11701.
Испытание
на растяжение полос и лент толщиной от 0,5 до 3 мм проводят на плоских образцах
типа I или II, шириной 20
мм (b0) с
начальной расчетной длиной l0 = 11,3![]() по ГОСТ 11701.
по ГОСТ 11701.
При ширине ленты менее 20 мм допускается проводить испытания на длинных образцах типа II по ГОСТ 11701.
Испытание
на растяжение полос толщиной 3 мм и более проводят по ГОСТ
1497 на плоских образцах типа I или
II шириной 20 мм для полос толщиной до 7 мм включительно и шириной
30 мм для полос толщиной более 7 мм. Начальная расчетная длина образцов (l0)
равна 11,3![]() . Допускается при измерении предела
текучести применять те же образцы, что и для измерения временного сопротивления
и относительного удлинения.
. Допускается при измерении предела
текучести применять те же образцы, что и для измерения временного сопротивления
и относительного удлинения.
3.8. Допускается изготовителю применять другие средства и методы испытаний, обеспечивающие необходимую точность, установленную стандартом.
В случае разногласий применяют средства измерений и методы контроля, установленные в пп. 3.2 - 3.6.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Полосы и ленты транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными Министерством путей сообщений СССР, и по ГОСТ 22235.
4.2. Допускается транспортировать полосы и ленты в контейнерах по ГОСТ 18477, ГОСТ 15102 и ГОСТ 20435 или по другой нормативно-технической документации, или повагонными отправками в пакетированном виде без упаковки в ящики и увязки в пачки. При этом полосы и ленты должны быть обернуты бумагой по ГОСТ 8273 или проложены картоном по ГОСТ 7933.
4.3. Полосы и ленты хранят в закрытых помещениях, в распакованном виде в условиях, обеспечивающих их сохранность. При этих условиях хранения потребительские свойства полос и лент при хранении не изменяются.
ПРИЛОЖЕНИЕ 1
Справочное
ТЕОРЕТИЧЕСКАЯ МАССА 1 м2 ПОЛОС И ЛЕНТ ИЗ КРЕМНИСТО-МАРГАНЦЕВОЙ БРОНЗЫ
Таблица 9
|
Толщина полос и лент, мм |
Теоретическая масса 1 м2, кг |
Толщина полос и лент, мм |
Теоретическая масса 1 м2, кг |
|
0,05 |
0,42 |
0,90 |
7,62 |
|
0,06 |
0,51 |
1,00 |
8,47 |
|
0,07 |
0,59 |
1,10 |
9,32 |
|
0,08 |
0,68 |
1,20 |
10,16 |
|
0,09 |
0,76 |
1,30 |
11,01 |
|
0,10 |
0,85 |
1,40 |
11,86 |
|
0,12 |
1,02 |
1,50 |
12,71 |
|
0,15 |
1,27 |
1,60 |
13,55 |
|
0,18 |
1,52 |
1,70 |
14,40 |
|
0,20 |
1,69 |
1,80 |
15,25 |
|
0,22 |
1,86 |
2,00 |
16,94 |
|
0,25 |
2,12 |
2,5 |
21,18 |
|
0,30 |
2,54 |
3,0 |
25,41 |
|
0,35 |
2,96 |
3,5 |
29,65 |
|
0,40 |
3,39 |
4,0 |
33,83 |
|
0,45 |
3,81 |
4,5 |
38,12 |
|
0,50 |
4,24 |
5,0 |
42,35 |
|
0,55 |
4,66 |
5,5 |
46,59 |
|
0,60 |
5,08 |
6,0 |
50,82 |
|
0,65 |
5,51 |
6,5 |
55,06 |
|
0,70 |
5,93 |
7,0 |
52,29 |
|
0,75 |
6,35 |
8,0 |
67,76 |
|
0,80 |
6,78 |
9,0 |
76,23 |
|
0,85 |
7,20 |
10,0 |
84,70 |
Примечание. Теоретическая масса вычислена по номинальной толщине полос и лент. Плотность бронзы принята равной 8,47 г/см3.
ПРИЛОЖЕНИЕ 2
Справочное
ОРИЕНТИРОВОЧНЫЕ ДАННЫЕ МОДУЛЯ УПРУГОСТИ, ПРЕДЕЛА УПРУГОСТИ И ТВЕРДОСТИ БРОНЗЫ МАРКИ БрКМц3-1
Таблица 10
|
Состояние материала |
Толщина, мм |
Модуль упругости Е, МПа (кгс/мм2) |
Предел упругости при растяжении σ0,005, МПа (кгс/мм2) |
Твердость, измеренная алмазной пирамидкой при нагрузке, кгс/мм2 |
|
|
Р = 200 г (на приборе ПМТ-3) |
Р = 5 г |
||||
|
Мягкое |
Менее 0,5 |
- |
- |
80 - 140 |
- |
|
0,5 и более |
- |
- |
- |
75 - 135 |
|
|
Полутвердое |
Менее 0,5 |
88200 - 118000 (9000 - 12000) |
130 - 290 (13 - 30) |
140 - 200 |
- |
|
0,5 и более |
150 - 245 (15 - 25) |
- |
135 - 195 |
||
|
Твердое |
Менее 0,5 |
255 - 520 (26 - 53) |
180 - 250 |
- |
|
|
0,5 и более |
235 - 440 (24 - 45) |
- |
183 - 235 |
||
|
Особотвердое |
Менее 0,5 |
Св. 520 (53) |
Св. 240 |
- |
|
|
0,5 и более |
Св. 440 (45) |
- |
Св. 230 |
||
Примечание. Минимальные значения модуля упругости относятся к образцам, вырезанным вдоль направления прокатки, максимальное значение - к образцам, вырезанным поперек направления прокатки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН ТК 106
РАЗРАБОТЧИКИ
Ю.М. Лейбов, канд. техн. наук (руководитель темы); О.М. Зуева, канд. техн. наук
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 20.02.92 № 170
3. ВЗАМЕН ГОСТ 4748-70
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
5. ПЕРЕИЗДАНИЕ. Февраль 1997 г.
СОДЕРЖАНИЕ