МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ГЛАВЭНЕРГОРЕМОНТ
РУКОВОДСТВО
ПО КАПИТАЛЬНОМУ РЕМОНТУ
ТУРБОГЕНЕРАТОРОВ
ТВФ-120-2 И ТВФ-100-2
РУ-34-38-002-84
РД 34.45.614
СЛУЖБА ПЕРЕДОВОГО ОПЫТА И ИНФОРМАЦИИ СОЮЗТЕХЭНЕРГО
Москва 1984
РАЗРАБОТАНО Новосибирским отделом ЦКБ Главэнергоремонта
ИСПОЛНИТЕЛИ В.В. САВИК, О.А. РАЖЕВ, Б.Г. НИКИФОРОВ
СОГЛАСОВАНО с заводом «Сибэлектротяжмаш»
Главный конструктор К.Н. МАСЛЕННИКОВ
УТВЕРЖДЕНО Главэнергоремонтом
Главный инженер В.И. КУРКОВИЧ
|
РУКОВОДСТВО |
РУ-34-38-002-84 |
Срок действия установлен
с 01.01.84 г.
до 01.01.89 г.
1. ВВЕДЕНИЕ
1.1. Руководство по капитальному ремонту турбогенераторов ТВФ-100-2 и ТВФ-120-2* является техническим документом, соблюдение требований которого обязательно для персонала электростанций и ремонтных предприятий, выполняющего ремонт турбогенераторов данного типа.
* В дальнейшем для краткости - Руководство.
1.2. Руководство разработано с учетом чертежей и инструкций ЛПЭО «Электросила» и завода «Сибэлектротяжмаш».
1.3. Руководство содержит:
а) общие положения по подготовке и организации работ, включая сетевой график капитального ремонта (рис. 1);
б) технические требования на дефектацию и ремонт деталей и сборочных единиц (частично включенные в операционные карты), а также предусматривает замену деталей и сборочных единиц, ремонт которых невозможен или удлиняет срок простоя турбогенератора в ремонте;
в) операционные карты, содержащие сведения по технологии работ данной операции, трудоемкости, квалификационному составу исполнителей, необходимой оснастке и инструменту;
г) программу измерений и испытаний при ремонте и сборке турбогенераторов;
д) перечень заводских чертежей, необходимых для капитального ремонта турбогенераторов (приложение 1);
е) перечни приборов, приспособлений, инструмента и нормы расхода материалов, необходимых для капитального ремонта турбогенераторов (приложения 2 и 3).
1.4. Руководство охватывает типовой объем работ по капитальному ремонту турбогенераторов, а также некоторые специальные работы, наиболее часто встречающиеся при ремонте. Отдельные положения настоящего Руководства носят рекомендательный характер.
1.5. При проведении капитального ремонта турбогенераторов помимо настоящего Руководства рекомендуется использовать «Технические описания и инструкцию по эксплуатации турбогенераторов ТВФ-100-2 и ТВФ-120-2»; «Нормы испытания электрооборудования» (М.: Атомиздат, 1978); «Правила технической эксплуатации электрических станций и сетей»; (М.: Энергия, 1977); «Правила техники безопасности при эксплуатации электроустановок» (М.: Энергия, 1981); «Инструкцию по организации ремонта энергетического оборудования электростанций и подстанций» (М.: СЦНТИ ОРГРЭС, 1975); «Инструкцию по эксплуатации и ремонту генераторов на электростанциях» (М.: Энергия, 1974); «Правила пользования инструментом и приспособлениями, применяемыми при ремонте и монтаже энергетического оборудования» (М.: Энергия, 1973); «Правила устройства и безопасной эксплуатации грузоподъемных кранов» (М.: Металлургия, 1974); «Инструкцию по содержанию и применению средств пожаротушения на предприятиях Минэнерго СССР (М., СПО Союзтехэнерго, 1980). Кроме того, необходимо учитывать требования циркуляров, решений и других директивных материалов Минэнерго СССР.
2. ОРГАНИЗАЦИЯ РЕМОНТА
2.1. Организация капитального ремонта включает:
а) подготовку документации, запасных частей и материалов;
б) создание условий для проведения работ, обеспечивающих соблюдение требований правил технической эксплуатации, правил безопасности и санитарно-технических норм;
в) организацию рабочих мест с размещением на них такелажных приспособлений, ремонтируемых сборочных единиц и оргоснастки, исходя из конкретных условий для наиболее рационального использования рабочих площадок;
г) обеспечение рабочих мест подъемно-транспортным оборудованием, приспособлениями и средствами механизации;
д) разработку схем подачи сжатого воздуха, кислорода, ацетилена, электропитания и т.д.;
е) разработку организационной структуры и режима работы ремонтного персонала;
ж) организацию уборки и транспортирования мусора, отходов и поддержания чистоты ремонтных площадок.
Рекомендуется до начала ремонта составить проект организации работ (ПОР), в который бы входили мероприятия, перечисленные выше.
2.2. Ремонт турбогенератора производится специализированными звеньями, состав которых определяется конкретным объемом работ и плановыми сроками простоя турбогенератора в ремонте. Для обеспечения оптимальной загрузки ремонтного персонала Руководством предусматривается проведение ремонта с типовой номенклатурой работ по сетевому графику (см. рис. 1).
2.3. Перед началом ремонта необходимо ознакомить персонал, принимающий участие в ремонте, с конструкцией турбогенератора, объемом и графиком ремонта и произвести инструктаж по технике безопасности. Ремонт турбогенератора выполняется по наряду-допуску на производство работ.
2.4. До начала ремонта необходимо осмотреть турбогенератор под нагрузкой, прослушать на отсутствие посторонних шумов. Необходимо выявить (по эксплуатационным документам) дефекты и ненормальности в работе турбогенератора.
2.5. Технические параметры отремонтированного турбогенератора должны строго соответствовать техническим данным, приведенным в заводской инструкции и паспорте турбогенератора.
2.6. Руководство ремонтом осуществляется представителем ремонтного подразделения.
2.7. Приемка из ремонта осуществляется персоналом эксплуатационной службы в соответствии с существующими положениями.
2.8. Окончание ремонта оформляется актом и подписывается представителями ремонтного и эксплуатационного подразделений.
2.9. На отремонтированный турбогенератор должна быть составлена ведомость основных показателей технического состояния турбогенератора.
2.10. При проведении капитального ремонта турбогенератора необходимо:
- выполнять общие требования безопасности, действующие инструкции, а также указания, изложенные в техническом описании и инструкции по эксплуатации;
- проверить состояние средств пожаротушения;
- проверить состояние, сроки испытания строп и грузоподъемных механизмов, изучить схемы стропки;
- ознакомиться с расположением и проверить состояние устройств перекрытия подачи воздуха, ацетилена, электроэнергии и т.д.
Расположение этих устройств должно обеспечить в кратчайшие сроки отключение рабочего места от магистралей и электропроводок.
3. ТРЕБОВАНИЯ К РАЗБОРКЕ ТУРБОГЕНЕРАТОРА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
3.1. Детали и сборочные единицы массой более 25 кг необходимо поднимать с помощью подъемных механизмов и приспособлений.
3.2. В процессе разборки турбогенератора необходимо тщательно замаркировать все съемные сборочные единицы и детали, включая болты, шпильки, щеткодержатели, концы силовых и измерительных кабелей прокладки.
3.3. Болты, шпильки и другие мелкие детали, снятые с турбогенератора во время его разборки, поместить в отдельные ящики или на отдельные стеллажи. Снятые гайки по возможности навинтить на свои места.
3.4. Во время разборки, а также после разборки и очистки необходимо внимательно осмотреть и проверить все снятые детали и сборочные единицы, ставшие доступными для осмотра. В первую очередь надо проверить исправность крепежа в местах крепления сборочных единиц и деталей.
3.5. Разборку необходимо производить только исправным инструментом. Используемые при разборке гаечные ключи должны охватывать головку болта или гайки всем завом и не проворачиваться.
3.6. При разборке не допускается:
- наносить удары по деталям непосредственно стальным молотком или через стальные выколотки;
- пользоваться зубилом и молотком для отвинчивания гаек и болтов;
- наносить метки на посадочные, уплотняющие и стыковые поверхности.
3.7. После разборки все детали и сборочные единицы тщательно очистить от пыли, грязи, масла, продуктов коррозионно-механического износа, нагара, промыть и протереть.
3.8. Во время разборки и ремонта турбогенератора запрещается располагать внутри статора непосредственно на активной стали инструмент и различные приспособления без подкладок, а также заносить в расточку статора ненужные для выполнения работ металлические предметы. Следует строго проверять, чтобы снятые гайки, болты, слесарный инструмент и другие металлические предметы не оставались в зоне корпуса турбогенератора (в вентиляционных отсеках, карманах корпуса, в лобовых частях обмотки т.д.). Рабочие во время работы внутри статора должны быть одеты в специальную одежду и мягкую обувь (без металлических гвоздей).
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ И РЕМОНТ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ТУРБОГЕНЕРАТОРА
4.1. Общие требования
4.1.1. Техническое состояние деталей и сборочных единиц определяется внешним осмотром и проверкой размеров и параметров с помощью мерительного инструмента и приборов.
4.1.2. При осмотре деталей особое внимание обратить на места концентрации напряжений.
4.1.3. По результатам осмотра детали и сборочные единицы турбогенератора делятся на три группы:
- годные к эксплуатации;
- требующие ремонта;
- подлежащие замене.
4.1.4. Замене подлежат детали с дефектами, устранение которых технически и экономически нецелесообразно или ремонт которых не гарантирует восстановление технических характеристик детали (сборочной единицы).
4.1.5. Дефектацию и ремонт деталей и сборочных единиц произвести согласно требований, изложенных в пп. 4.2 - 4.13 настоящего раздела и в разд. 6.
4.2. Крепежные детали
4.2.1. Состояние резьбы проверить внешним осмотром, а также навинчиванием гаек (вворачиванием болтов) от руки.
4.2.2. Посадку шпилек в деталях и сборочных единицах проверить простукиванием. Шпильки без дефектов выворачивать не рекомендуется.
4.2.3. Детали с резьбовыми поверхностями подлежат замене при наличии следующих дефектов:
а) забоин, задиров, выкрашиваний и срывов резьбы более одного витка;
б) люфтов при навинчивании гайки (вворачивании болта);
в) трещин и несмываемых пятен ржавчины;
г) повреждений граней и углов на головках гаек и болтов более 5 % номинального размера.
4.2.4. Детали с резьбовыми поверхностями подлежат ремонту при местных повреждениях общей протяженностью не более 10 % длины витка.
Дефект устранять прогонкой резьбонарезным инструментом.
4.2.5. Шплинты и стопорные шайбы подлежат замене при наличии трещин и изломов. Стопорные отгибные шайбы при капитальном ремонте подлежат замене.
4.2.6. Пружинные шайбы, бывшие в эксплуатации, допускаются к повторному применению при разводе концов шайбы не менее полуторной толщины.
4.2.7. Шпонки подлежат замене при наличии вмятин, сколов, задиров. При нарушении стенок шпоночного паза допускается увеличение его по ширине не более 15 % ширины с постановкой новой шпонки с посадкой по заводским чертежам.
4.2.8. Установочные штифты подлежат замене при их износе и ослаблении посадки. При замене штифтов отверстия под штифты подлежат развертке.
4.3. Пружины
4.3.1. Цилиндрические винтовые пружины подлежат замене при наличии;
а) надломов;
б) трещин;
в) засветлений;
г) потери упругости более допусков, указанных в заводской характеристике;
д) неравномерности шага витка по всей длине пружины более 10 %, за исключением концевых поджатых витков у пружин, работающих на сжатие.
4.4. Резиновые прокладки
4.4.1. Состояние резиновых прокладок определяется внешним осмотром.
4.4.2. Резиновые прокладки подлежат замене при наличии следующих дефектов:
а) трещин, срезов, расслоений;
б) остаточной деформации более 25 % первоначальной толщины;
в) потери эластичности;
г) раковин, пузырей, посторонних включений.
4.5. Металлические детали
4.5.1. Ответственные детали и сборочные единицы со специальными покрытиями и термически обработанными рабочими поверхностями, а также детали из цветных металлов подлежат замене при наличии трещин любого расположения, раковин, пор, обломов и сколов.
4.5.2. Замене подлежат детали со специальными покрытиями при наличии несмываемой ржавчины в зоне рабочих поверхностей.
4.5.3. При необходимости проведения сварочных работ применяемые материалы и электроды должны обеспечивать восстановление первоначальной прочности и жесткости детали (сборочной единицы) без изменения геометрических размеров и ухудшения внешнего вида. Контроль сварки производить внешним осмотром.
4.6. Концевые выводы
4.6.1. При осмотре фарфоровых изоляторов обратить внимание на отсутствие сколов и следов ударов; отсутствие трещин любых размеров; состояние глазури.
4.6.2. При обнаружении дефектов, снижающих механическую и диэлектрическую прочность, изоляторы заменить. К таким дефектам относятся:
а) продольные и кольцевые трещины (определяются простукиванием, осмотром);
б) осыпание глазури или образование цека (тонких, едва заметных трещин глазури);
в) поверхностные сколы, площадь которых превышает 0,5 - 0,75 % площади изолятора.
4.6.3. Место скола может быть защищено лаком воздушной сушки (пентафталевым, эпоксидным и др.), натуральной олифой с присадкой сиккатива или клеем БФ-4.
4.7. Газоохладители
Осмотр газоохладителей следует начинать до разборки турбогенератора во время проверки его на газоплотность. Для этого от газоохладителей отсоединить все трубы, патрубки закрыть заглушками с резиновым уплотнением, а к специальным отверстиям в заглушках присоединить V-образный водяной манометр.
При нарушений плотности избыточное давление будет наблюдаться также в газоохладителе.
Чтобы узнать, какая трубка повреждена, надо снять торцевые крышки охладителя, не снижая избыточное давление в корпусе турбогенератора. Затем к одному концу каждой трубки присоединить V-образный водяной манометр, а другой конец закрыть резиновой пробкой. В поврежденной трубке обнаружится избыточнее давление.
4.8. Изоляция лобовых частей статора
4.8.1. Лобовые части подлежат переизолировке при обнаружении в изоляции трещин, разбуханий, механических повреждений, электрического пробоя изоляции.
4.9. Клинья обмотки статора
4.9.1. Пазы статора подлежат переклиновке в случаях механических повреждений клиньев и ослабления посадки клина в пазу.
4.9.2. Плотность заклиновки стержней обмотки статора в пазах определяется на звук при простукивании клина по центру и по краям молотком массой 0,2 - 0,4 кг, а также наличием вибрации клина, определяемой при простукивании на ощупь. Проверке плотности заклиновки подлежат все клинья.
4.10. Контроль качества паек мест соединений обмоток
4.10.1. На нарушение паек обмотки статора указывает высыхание или разбухание изоляций в местах соединений, а также увеличение сопротивления постоянному току фазы или ветви относительно других или отличие от ранее измеренных значений.
Значения сопротивлений фаз могут отличаться друг от друга и от ранее измеренных не более чем на 2 %, а параллельных ветвей - на 5 %.
4.10.2. Плохие пайки могут быть обнаружены прогреванием обмотки током, равным номинальному, в течение 10 мин или равным 1,5 Iн в течение 2 мин. Места плохих паек определяются по местным перегревам. При проведении этого испытания необходимо строго выполнять правила техники безопасности и противопожарные мероприятия, особенно при применении переменного тока. При появлении запаха гари или дыма немедленно отключить ток.
4.10.3. Отыскание мест нарушения паек производится измерением сопротивления ветви по частям (с удалением изоляции отдельных головок), а также измерением напряжения непосредственно в местах паек при протекании не обмотке относительно небольшого постоянного тока. Для измерения напряжения в местах паек произвести прокол изоляции игольчатыми щупами. После окончания измерений места проколов необходимо залить лаком БТ-99.
Все плохие пайки должны быть перепаяны.
4.11. Статор
4.11.1. Осмотреть расточку и спичку сердечника статора до очистки поверхности, проверить прессовку активной стали, при этом необходимо убедиться в отсутствии местных нагревов и оплавлений активной стали, поломанных сегментов, деформированных нажимных пальцев. Плотность прессовки проверяется с помощью специального щупа (рис. 2), ножа или остро заточенной отвертки, которые при хорошей прессовке не должны входить от руки между листами активной стали.
Устранение местных дефектов активной стали производится в соответствии с рекомендациями приложения 4.
4.12. Ротор
4.12.1. Осмотреть ротор до очистки и после нее, отметить обнаруженные дефекты (вытекание лака, смещение клиньев пазов, выветривание изоляции, крепление балансировочных грузов) и т.д. Обратить особое внимание на наличие трещин на бочке и валу ротора, клиньях пазов, бандажных и центрирующих кольцах, вентиляторах, контактных кольцах.
4.12.2. Пазовые клинья с трещинами подлежат замене, при этом необходимо убедиться, нет ли трещин на прилегающих зубцах бочки ротора.
4.12.3. Лопатки вентиляторов с трещинами подлежат замене.
4.12.4. Трещины на валу, бочке ротора и контактных кольцах ликвидируются местной выборкой металла. Во всех случаях, если выборка металла для ликвидации трещин связана со снижением механической прочности сборочной единицы или детали, вопрос о дальнейшем применении их должен решаться заводом-изготовителем.
4.12.5. В случае, когда снять бандажные кольца, замаркировать и снять с лобовых частей сегменты подбандажной изоляции. Проверить правильность расклиновки лобовых частей обмотки, техническое состояние деталей расклиновки. Проверить состояние сегментов подбандажной изоляции на отсутствие трещин, расслоений, подгаров. Дефектные сегменты заменить. В доступных местах проверить состояние лобовых частей: наличие деформаций, смещения отдельных витков, качество межкатушечных соединений и др.
4.13. Корпус уплотнения вала
4.13.1. Осмотреть расточку корпуса, выявить выработку и наклеп. Шероховатость поверхности должна быть не выше Rа 1,25.
4.13.2. Измерить диаметр расточки микрометрическим нутромером. Измерения производятся по вертикальному диаметру и по двум диаметрам вблизи разъема. Значение эллипсности не должно превышать 2,5 % диаметра уплотняющего резинового шнура, если имеется неперпендикулярность торцовой поверхности наружного щита, и 5 % диаметра резины, если неперпендикулярность отсутствует.
4.13.3. Проверить плотность прилегания поверхностей разъема щупом 0,03 мм и на краску (берлинская лазурь, сажа газовая) без затяжки разъема болтами. Щуп 0,03 мм не должен проходить в разъем на глубину более 5 мм, а при проверке на краску должно быть не менее 10 точек касания на площади 25×25 мм.
4.13.4. Проверить размеры и форму канавок под уплотнящий шнур в разъеме корпуса. Площадь сечения канавки должна быть равна 1,1 - 1,15 площади сечения шнура, при этом высота канавки должна быть меньше высоты шнура на 1 - 1,5 мм. Если канавка меньше указанных размеров, то ее расширить или углубить на фрезерном станке.
4.13.5. Проверить плотность посадки призонных болтов. Болты должны плотно входить в отверстия от удара молотком, на поверхности болтов и отверстий должны быть равномерные натиры без задиров металла. После установки призонных болтов не должны появляться раскрытия разъема и смещения половин корпуса относительно, друг друга в радиальном направлении. При обнаружении дефектов необходимо при затянутых болтах разъемов поправить разверткой отверстия под при зонные болты до получения чистой поверхности и изготовить новые призонные болты по ГОСТ 7817-72 из стали 45.
4.13.6. Проверить отсутствие течей по сварным швам заливкой керосина во внутреннюю маслораздаточную камеру половин корпуса, при этом радиальные отверстия закрыть резиновыми пробками.
5. ТРЕБОВАНИЯ К СБОРКЕ ТУРБОГЕНЕРАТОРА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
5.1. Сборку турбогенератора и его составных частей производить в соответствии с требованиями, изложенными в разд. 6 настоящего Руководства.
5.2. Поступающие на сборку детали и сборочные единицы должны соответствовать техническим требованиям, приведенным в разд. 4 и 6. Они должны быть очищены от пыли, грязи и насухо протерты.
5.3. При сборке детали (сборочные единицы) необходимо предохранять от случайных повреждений.
5.4. Сборка деталей с подвижной посадкой должна производиться от руки с помощью грузоподъемных механизмов и обеспечивать перемещение сопрягаемых деталей без заеданий.
5.5. Сборку деталей, имеющих в сопряжении неподвижную посадку, производить с помощью нагрева и приспособлений.
5.6. Шпильки должны вворачиваться в гнезда плотно (без качки). Подгибание шпилек не допускается. Детали и сборочные единицы необходимо устанавливать на шпильках свободно, без заеданий.
5.7. Устанавливаемые в соединениях деталей прокладки должны быть чистыми, гладкими, без расслоений, складок и вырывов. Прокладки должны быть плотно сжаты и равномерно прилегать к сопрягаемым поверхностям.
5.8. Крепление деталей и сборочных единиц несколькими болтами или гайками производить по диагонали сначала предварительной, а затем окончательной затяжкой. Все болты и гайки одного соединения должны быть затянуты равномерно и до отказа. Болты (шпильки) должны выступать из гаек не менее чем на две-три нитки резьбы.
5.9. Перед вводом ротора убедиться в отсутствии посторонних предметов в расточке статора, а перед установкой торцевых щитов и в зоне корпуса статора.
5.10. Сборку турбогенератора и его составных частей производить, строго соблюдая требования техники безопасности.
6. РЕМОНТ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ
В разделе приведен перечень работ (операций), выполняемых при капитальном ремонте, инструмент, приспособления, оснастка, материалы, количественный и качественный состав исполнителей. Трудоемкость работ (операций) дана только для ремонтного персонала электрического (генераторного) цеха и пользоваться ею при выдаче нормированных заданий не рекомендуется.
Технологическая последовательность выполнения работ отображена на модели сетевого графика (см. рис. 1).
6.1. Подготовка ремонтных площадок
(операция 55-03)
Предыдущая операция -
Последующая операция 56-01
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена1 |
Трудоемкость, чел.-ч |
|
|
Разряд |
Количество, чел. |
||||
|
1. Проверить наличие, состояние и комплектность инструмента, приспособлений, запасных частей, материалов и оснастки. Уложить прокладки под съемные детали и сборочные единицы. Установить на ремонтную площадку передавижную кладовую, стеллажи, верстаки. Доставить все приспособления, оснастку, материалы, инструменты, запасные части и аппаратуру для испытания генератора |
Приложение 2 |
Приложение 3 |
6 4 3 2 |
1 1 1 1 |
48,0 |
|
2. Оборудовать площадку средствами временного освещения и средствами пожаротушения |
- |
- |
Выполняет персонал электростанции |
||
|
1 В состав звена входят электрослесари. |
|||||
6.2. Испытание турбогенератора на газоплотность (операция 56-01)
Предыдущая операция 55-03
Последующая операция 56-02
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Вывернуть болты нижних фланцев на патрубках подвода и слива воды газоохладителей (под турбогенератором) Примечание. Предварительно необходимо убедиться, что задвижки подвода и слива воды из газоохладителей закрыты и заперты на цепи. Контроль мастера |
Ключ 7811-0025; Ключ 7811-0026 |
- |
4 2 |
1 1 |
0,5 |
|
2 |
Заглушить фланцы разболченных патрубков заглушками с резиновыми прокладками |
Ключ 7811-0025 Ключ 7811-0026 |
- |
4 2 |
1 1 |
1,0 |
|
3 |
Вывернуть болты наружных фланцев и снять трубки воздушных дренажей газоохладителей |
Ключ 7811-0025 Ключ 7811-0026 |
- |
4 2 |
1 1 |
0,5 |
|
4 |
Закрыть все масляные дренажные вентили и все вентильные краны на корпусе статора. Закрыть все вентили на газовом посту турбогенератора. Контроль мастера |
- |
- |
4 2 |
1 1 |
1,0 |
|
5 |
Через предварительно отремонтированный осушитель подать в турбогенератор сухой сжатый воздух и хладон. Поднять давление до 0,25 МПа (2,5 кгс/см2) (приложение 5). Контроль мастера |
Хладон 12 |
5 4 |
1 1 |
1,0 |
|
|
6 |
Убедиться в отсутствии течей с помощью течеискателя, а также проверить мыльной пеной все сварные швы корпуса статора, разъемы щитов, фланцы всех патрубков и вентилей на корпусе статора и на трубопроводах, находящихся под давлением. Отметить все места течей, подлежащие устранению |
Течеискатель ГТИ-6; Кисть флейцевая № 50-1 |
Мыло хозяйственное |
5 4 2 |
1 1 1 |
10,0 |
|
7 |
Определить величину утечки газа из турбогенератора (приложение 5) Примечание. Следить за изменением температуры воздуха в корпусе турбогенератора по ртутным термометрам с точностью до 0,1 °С. Записать значения температуры в начале и конце измерений. Контроль руководителя ремонта |
Манометр V-образный; термометры ртутные стеклянные со шкалой 50 °С, цена деления 0,1 °С |
- |
5 2 |
1 1 |
6,0 |
|
8 |
Снизить давление воздуха до атмосферного. Открыть люк в нижней части корпуса статора |
Ключ 7811-0026 |
- |
5 2 |
1 1 |
2,0 |
6.3. Снятие возбудителя с фундамента (операция 56-02)
Предыдущая операция 56-01
Последующая операция 56-03
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Разобрать полумуфту |
Ключ 7811-0025 |
- |
Выполняет персонал турбинного цеха |
||
|
2 |
Вывернуть болты крепления фундаментной плиты возбудителя |
Ключ 7811-0045 |
- |
5 4 2 |
1 1 2 |
6,0 |
|
3 |
Вывернуть болты фланцевых соединений подвода воды к охладителям возбудителя |
Ключ 7811-0023 |
- |
5 2 |
1 1 |
2,0 |
|
4 |
Вывернуть болты фланцевых соединений маслопроводов |
Ключ 7811-0025 |
- |
4 2 |
1 1 |
2,0 |
|
5 |
Замаркировать и отсоединить токопроводы и кабели термосопротивлений |
Ключ 7811-0025 Ключ 7811-0002 |
- |
5 4 |
1 1 |
3,0 |
|
6 |
Снять заглушки рым-болтов |
Ключ 7811-0022 |
- |
2 |
1 |
0,5 |
|
7 |
Застропить возбудитель и транспортировать вместе с фундаментной плитой на ремонтную площадку |
Стоп УСК-10,0-1/6000 |
- |
5 4 2 |
1 1 2 |
3,0 |
6.4. Снятие щеточного аппарата (операция 56-03)
Предыдущая операция 56-02
Последующая операция 56-04
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Открыть защитный кожух. Замаркировать и отсоединить кабели токопроводов |
Ключ 7811-0025 |
- |
4 3 |
1 1 |
0,5 |
|
2 |
Измерить (по щетке) с помощью индикатора радиальное биение контактных колец |
Индикатор И405 кл. 0 |
- |
4 |
1 |
1,0 |
|
3 |
Вынуть щетки контактных колец из щеткодержателей. Измерить все зазоры и размеры по щеточному аппарату и занести в формуляр. Контроль мастера |
Щупы (набор № 4) |
- |
4 |
1 |
1,0 |
|
4 |
Вывернуть болты крепления корпуса щеточного аппарата к стояку подшипника |
Ключ 7811-0041 |
- |
4 3 |
1 1 |
0,5 |
|
5 |
Застропить корпус щеточного аппарата, снять его со стояка подшипника и транспортировать на место, отведенное для ремонта |
Строп УСК-0,5-1/4000 |
- |
4 3 |
1 1 |
0,5 |
6.5. Проточка и шлифовка контактных колец (операция 56-04)
Предыдущая операция 56-03
Последующая операция 56-05
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Измерить биение и выработку контактных колец (приложение 7). Контроль руководителя ремонта |
Щупы (набор № 2) Индикатор ИЧ05 кл. 0 Линейка-300 |
- |
4 |
1 |
1,0 |
|
2 |
Установить приспособление для проточки и шлифовки контактных колец |
Приспособление для проточки контактных колец Ключ 7811-0025 Ключ 7811-0027 |
- |
(токарь) |
1 |
2,0 |
|
3 |
Проточить и прошлифовать кольца, снять заусеницы на углах профиля нарезки |
Штангенциркуль ШЦ-Ш-630-0,10 |
- |
5 (токарь) |
1 |
10,0 |
|
4 |
Проверить радиальное биение контактных колец. Контроль руководителя ремонта |
Индикатор ИЧ05 кл. 0 |
- |
4 5 (токарь) |
1 1 |
0,5 0,5 |
|
5 |
Снять приспособление для проточки и шлифовки контактных колец |
Ключ 7811-0025 Ключ 7811-0027 |
- |
5 (токарь) |
1 |
1,0 |
|
6 |
Продуть кольца сжатым воздухом и протереть контактную поверхность |
- |
- |
4 |
1 |
0,5 |
|
7 |
В случае, если проточка приведет к уменьшению диаметра контактного кольца менее 440 мм, контактное кольцо заменить. Примечание. При замене контактных колец или при ремонте токоподвода, требующем снятия контактных колец, проточка и шлифовка выполняется после сборки турбогенератора |
Приспособление для снятия контактных колец (рис. 3) |
||||
6.6. Разборка торцовых уплотнений вала (операция 56-05)
Предыдущая операция 56-04 Последующая операция 56-06
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел |
|||||
|
1 |
Вывернуть болты и снять нажимные шайбы 6 (рис. 4) |
Ключ 7811-0025 |
- |
Выполняет персонал турбинного цеха |
||
|
2 |
Вывернуть болты и снять уплотнительные и нажимные шайбы 8 |
Ключ 7811-0025 |
- |
То же |
||
|
3 |
Измерить натяг каждой пружины уплотнения, записать его значение в ремонтный журнал |
Штангенциркуль ШЦ-1-125-0,1 |
- |
Выполняет персонал турбинного цеха |
||
|
4 |
Замаркировать пружины |
- |
- |
То же |
||
|
5 |
Вывинтить винты 11 и удалить пружины |
Отвертка 7810-0326 |
- |
|||
|
6 |
Вывернуть болты верхних половин корпусов. Отсоединить провода термоконтроля вкладыша |
Отвертка 7810-0326; ключ 7811-0041 |
- |
-»- |
||
|
7 |
Застропить верхнюю половину корпуса уплотнения, снять ее и уложить на резиновый коврик на место, отведенное для ремонта |
Строп УСК-0.5-1/4000 |
Коврик резиновый |
-»- |
||
|
8 |
Отсоединить от вкладыша провода теплоконтроля и вынуть термометры сопротивления |
Отвертка 7810-0326 |
- |
-»- |
||
|
9 |
Вывернуть болты разъема вкладыша уплотнения. Снять вкладыш |
Ключ 7812-0491 |
- |
-»- |
||
|
10 |
Вывернуть болты, крепящие нижнюю половину корпуса уплотнения к щиту и маслопроводам. Снять нижнюю половину корпуса уплотнения |
Ключ 2811-0023 Ключ 7811-0041 |
- |
-»- |
||
|
11 |
Вывернуть болты и снять маслоуловители |
Ключ 7811-0023 |
- |
-»- |
||
6.7. Снятие верхних половин торцевых щитов (операция 56-06)
Предыдущая операция 56-05
Последующая операция 56-07
|
Последовательность выполнения работ |
Инструмент приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Отсоединить перепускные трубопроводы газоохладителей, со стороны турбины |
Ключ 7811-0025 |
- |
4 3 |
1 2 |
1,5 |
|
2 |
Снять заглушки с торцевых щитов |
Ключ 7811-0026 |
- |
4 2 |
1 1 |
0,5 |
|
3 |
Вывернуть болты крепления диффузоров |
Ключ 7812-0508 |
- |
4 2 |
1 1 |
0,5 |
|
4 |
Вывернуть болты, крепящие верхние половины щитов к корпусу статора |
Ключ 7811-0046 |
- |
5 4 3 2 |
1 1 2 1 |
9,0 |
|
5 |
Вывернуть болты разъемов щитов |
Ключ 7811-0149 Ключ 7811-0150 |
- |
5 4 3 2 |
1 1 2 1 |
6,0 |
|
6 |
Застропить верхние половины щитов и транспортировать на ремонтную площадку |
Строп УСК-2,5-1/6000 Скобы грузоподъемностью 2750 кг |
- |
5 4 3 2 |
1 1 2 1 |
2,5 |
6.8. Проточка и шлифовка упорных дисков вала ротора (операция 56-07)
Предыдущая операция 56-06
Последующая операция 56-08
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Измерить биение рабочей поверхности упорных дисков с помощью двух индикаторов (рис. 5). Данные измерений занести в ремонтный журнал Примечание. Биение диска измерить 2 раза при установке головок индикаторов на расстоянии 5 мм и 20 мм от края наружного диаметра диска. Допустимое биение диска 0,03 мм. Контроль мастера |
Индикатор ИЧ05 кл. 0 |
- |
Выполняет персонал турбинного цеха |
||
|
2 |
Установить приспособление для обработки упорных дисков вела |
- |
- |
То же |
||
|
3 |
Обработать рабочую поверхность диска. Проверить биение и качество обработки. Шероховатость поверхности должна быть не более Rа 0,63 Примечание. Частота вращения вала ротора 400 - 500 об/мин. В случае, если выработка на рабочей поверхности диска не превышает 0,3 мм, произвести шабрение по притиру после разборки турбогенератора |
Резцы разные |
- |
-»- |
||
|
4 |
Снять приспособление |
- |
- |
-»- |
||
6.9. Снятие нижних половин торцевых щитов (операция 56-08)
Предыдущая операция 56-07
Последующая операция 56-09
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Установить полукольцо 6 (рис. 6) на нижнюю половину щита, держатели 2 и отжимные болты 1 |
Ключ 7811-0023 Ключ 7811-0041 |
- |
6 4 3 2 |
1 1 2 1 |
5,0 |
|
2 |
Вывернуть болты, крепящие нижний полущит к корпусу статора |
Ключ 7811-0046 |
- |
6 4 3 2 |
1 1 2 1 |
7,0 |
|
3 |
Застропить полущит за подъемные серьги |
Скобы грузоподъемностью 2750 кг Строп УСК-2,5-1/6000 |
- |
6 4 3 2 |
1 1 2 1 |
1,0 |
|
4 |
Отжать полущит от корпуса статора с помощью отжимных болтов 1 |
Ключ 7811-0041 |
- |
3 |
2 |
0,5 |
|
5 |
Развернуть щит в верхнее положение |
- |
- |
6 4 3 2 |
1 1 2 1 |
6,0 |
|
6 |
Удалить держатели 2 |
Ключ 7811-0041 |
- |
3 2 |
2-1 |
1,0 |
|
7 |
Транспортировать полущит на ремонтную площадку |
- |
- |
6 4 3 |
1 1 1 |
1,5 |
|
8 |
Испытать обмотку статора повышенным выпрямленным напряжением, затем повышенным напряжением промышленной частоты |
- |
- |
Выполняет персонал лаборатории электростанции |
||
6.10. Подготовка к выводу и вывод ротора (операция 56-09)
Предыдущая операция 56-08
Последующая операция 63-01
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Подготовить площадку, доставить приспособления для вывода ротора |
- |
6 4 3 2 |
1 1 2 1 |
10,0 |
|
|
2 |
Проверить маркировку и снять лопатки вентилятора со стороны турбины |
Ключ 7811-0026 |
- |
4 3 |
1 1 |
9,0 |
|
3 |
Застрелить и приподнять ротор со стороны возбудителя |
Строп УСК-20,0-1/10000 |
Картон электроизоляционный ЭВ1 |
6 4 3 |
1 1 1 |
1,0 |
|
4 |
Установить балку 9 (рис. 7) и опереть на нее ротор, подложив деревянные подкладки, так, чтобы ротор не касался статора |
Балка двутавровая Строп УСК-0,5-1/4000 |
Бруски деревянные |
6 4 3 2 |
1 1 2 1 |
1,0 |
|
5 |
Убрать нижний вкладыш и стояк подшипника со стороны возбудителя |
Строп УСК-10,0-1/10000 |
- |
Выполняет персонал турбинного цеха |
||
|
6 |
Собрать рельсовый путь 6 (см. рис. 7) |
- |
- |
6 4 3 2 |
1 1 2 1 |
2,0 |
|
7 |
Приподнять ротор краном, положить балку 15 на ее широкую часть, ввести монтажный лист 5 в расточку статора, подложив под него электрокартон. Установить балку в нормальное положение. Положить на нее деревянные подкладки и опустить на них ротор |
Строп УСК-20,0-1/10000 Лом ЛМ-32 |
- |
6 5 3 2 |
1 1 2 1 |
1,0 |
|
8 |
Установить на вал подставку тележки 8 |
Ключ 7811-0047 Строп УСК-0,5-1/4000 |
Лист алюминиевый Электроизоляционный картон ЭВ1 |
4 3 2 |
1 1 1 |
1,0 |
|
9 |
Установить тележку 7 на рельсы |
Строп УСК-0,5-1/4000 |
- |
4 3 2 |
1 1 1 |
0,5 |
|
10 |
Поднять ротор краном, опустить его на тележку, закрепить болтами тележку 7 с подставкой 8. Убрать балку 9 |
Строп УСК-20,0-1/10000 Строп УСК-0,5-1/4000 |
- |
6 4 3 2 |
1 1 2 1 |
2,5 |
|
11 |
Застропить и приподнять вал со стороны турбины |
Строп УСК-20,0-1/10000 |
Электроизоляционный картон ЭВ1 |
6 4 3 2 |
1 1 1 1 |
1,0 |
|
12 |
Убрать вкладыш подшипника со стороны турбины |
- |
- |
Выполняет персонал турбинного цеха |
||
|
13 |
Закрепить тележку 4 (см. рис. 7) к шейке вала |
Строп УСК-0,5-1/4000 Ключ 7811-0047 |
Лист алюминиевый Электроизоляционный картон ЭВ1 |
4 3 2 |
1 2 1 |
1,0 |
|
14 |
Действуя рычагами 10 тележки и краном одновременно, вывести ротор из статора до положения, указанного на рис. 7 |
- |
- |
6 4 3 2 |
1 1 2 1 |
1,0 |
|
15 |
Установить балку 9, положить деревянные прокладки и опереть на них ротор так, чтобы он не касался расточки статора |
Строп УСК-20,0-1/10000 Строп УСК-0,5-1/3000 |
Бруски деревянные |
6 4 3 2 |
1 1 2 1 |
1,0 |
|
16 |
Установить надставку вала 3 на вал ротора |
Строп УСК-0,5-1/4000 Ключ 7811-0152 |
- |
4 3 2 |
1 1 1 |
1,0 |
|
17 |
Застропить ротор за надставку и, приподняв его краном, убрать балку 9 |
Строп УСК-20,0-1/10000 Строп УСК-0,5-1/4000 |
- |
6 4 3 2 |
1 1 2 1 |
3,0 |
|
18 |
Действуя одновременно рычагами 10 тележки и краном, вывести ротор до положения, в котором он установится на лист 5. Убрать строп |
- |
- |
6 4 3 2 |
1 1 2 1 |
1,0 |
|
19 |
Вывести ротор из расточки до положения, в котором его можно застропить за центр тяжести (см. рис. 7, б) |
- |
- |
6 4 3 2 |
1 1 2 1 |
1,0 |
|
20 |
Застропить ротор за бочку, предварительно уложить между бочкой и стропом рейки из дерева (рис. 7, рис. 8) |
Строп УСК-20,0-1/20000 |
Деревянные рейки, прессшпан |
6 4 3 2 |
1 1 2 1 |
1,5 |
|
21 |
Вывести ротор краном из расточки статора |
- |
- |
6 4 3 2 |
1 1 2 1 |
2,0 |
|
22 |
Транспортировать ротор на ремонтную площадку |
- |
- |
6 4 3 2 |
1 1 2 1 |
1,5 |
|
23 |
Снять тарелки 4, 7 (см. рис. 7) |
Ключ 7811-0047 Строп УСК-0,5-1/4000 |
- |
3 2 |
2 1 |
0,5 |
|
24 |
Убрать монтажный лист 5 из расточки статора |
- |
- |
4 3 2 |
1 2 1 |
0,5 |
6.11. Выемка газоохладителей (операция 56-10)
Предыдущая операция 56-03
Последующая операция 58-01
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1. |
Вывернуть болты и снять прижимные рамки газоохладителей, снять резиновые прокладки |
Ключ 7812-0498 |
- |
4 3 2 |
1 1 2 |
10,0 |
|
2 |
Приподнять краном газоохладитель со стороны возбудителя и вывести газоохладитель до выхода его центра тяжести на 1000 мм за пределы корпуса статора |
Строп УСК-12,5-1/6000 |
- |
4 3 2 |
1 1 2 |
6,0 |
|
3 |
Застропить газоохладитель, вывести из корпуса статора и транспортировать на ремонтную площадку |
Строп УСК-12,5-1/6000 |
- |
4 3 2 |
1 1 2 |
6,0 |
|
Примечание. Трудоемкость дана на выемку шести газоохладителей |
||||||
6.12. Осмотр статора. Чистка обмотки и корпуса (операция 63-01)
Предыдущая операция 56-09
Последующая операция 63-02
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Осмотреть состояние изоляции лобовых частей обмотки статора, бандажи лобовых частей, расточку статора, выводные шины и концевые выводы. Контроль руководителя ремонта |
- |
- |
6 3 2 |
1 1 1 |
4,5 |
|
2 |
Удалить с изоляции обмотки пядь и масло салфетками. Очистить активную сталь статора от грязи и ржавчины |
- |
Салфетки технические; растворитель (негорючий) |
3 2 |
1 1 |
20,0 |
|
3 |
Проверить состояние подвесок |
- |
- |
5 3 |
1 1 |
4,0 |
|
4 |
Устранить мелкие дефекты внутри корпуса статора |
- |
- |
5 3 2 |
1 1 1 |
24,0 |
|
5 |
Проверить плотность заклиновки пазов. Отметить пазы со слабой заклиновкой и дефектные клинья |
Молоток 7850-0104 |
Мел |
6 |
1 |
2,0 |
6.13. Испытание активной стали (операция 63-02)
Предыдущая операция 63-01
Последующая операция 63-03
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Поднести к генератору испытательную аппаратуру, испытательный и контрольный кабели |
- |
- |
3 2 |
2 1 |
5,0 |
|
Лаборатория электростанции |
- |
|||||
|
2 |
Подготовить и подключить схему для испытания (рис. 9) |
- |
- |
5 4 |
1 1 |
5,0 |
|
Лаборатория электростанции |
- |
|||||
|
3 |
Произвести испытание активной стали статора согласно приложению 8. Отметить места повышенного нагрева |
Мел |
5 4 |
1 1 |
10 |
|
|
Лаборатория электростанции |
- |
|||||
|
4 |
Разобрать схему, убрать всю аппаратуру и кабели |
- |
- |
4 3 2 |
1 2 1 |
4,0 |
|
Лаборатория электростанции |
- |
|||||
6.14. Ремонт зубцов активной стали (операций 63-03)
Предыдущая операция 63-02
Последующая операция 63-04
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
|
|
Разряд |
Количество, чел. |
||||
|
Произвести ремонт зубцов активной стали согласно приложению 4 |
- |
- |
5 3 |
1 1 |
4,0 (на один зубец в пределах одного пакета) |
6.15. Переклиновка пазов статора (операция 63-04)
Предыдущая операция 63-03
Последующая операция 63-05
|
Последовательность выполнения работ |
Инструмент, приспособление, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Закрыть брезентом лобовые части обмотки с обеих сторон от места выхода из расклиниваемого паза, уложить на лобовые части обмотки резиновые коврики |
- |
Коврик резиновый. Брезент |
4 3 |
1 1 |
0,5 |
|
2 |
Ввести в зазор между торцами клиньев заостренную стальную оправку. Ударами молотка по оправке расширить зазор между клиньями. Выбить клинья из паза ударами молотка через текстолитовую выколотку |
Оправка стальная Молоток 7850-0104 Выколотка текстолитовая |
- |
4 3 |
1 1 |
1,0 |
|
3 |
Очистить расклиненный паз пылесосом. Убедиться в отсутствии повреждений активной стали |
Пылесос |
- |
4 3 |
1 1 |
0,5 |
|
4 |
Осмотреть, очистить и скомплектовать клинья |
- |
Обтирочная ветошь |
4 3 |
1 1 |
0,5 |
|
5 |
Уложить на стержень встык уплотняющие прокладки необходимой толщины |
- |
Стеклотекстолит СТЭФ-1 |
3 |
1 |
0,5 |
|
6 |
Забить в паз ударами молотка через специальную выколотку средний клин |
Выколотка. Молоток 7850-0104 |
- |
4 |
1 |
0,5 |
|
7 |
Заклинить паз с обеих сторон к середине Примечание. Трудоемкость дана на переклиновку одного паза |
Выколотка. Молоток 7850-0104 |
- |
4 3 |
1 1 |
1,5 |
6.16. Замена шнуровых бандажей лобовых частей обмотки статора (операция 63-05)
Предыдущая операция 63-04
Последующая операция 63-06
|
Последовательность выполнения |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Подготовить шнуровой бандаж |
- |
Шнур лавсановый диаметром 3,5 мм |
4 (электрообмоточник) |
1 |
3,0 |
|
2 |
Срезать и удалить дефектные бандам |
Нож монтерский |
- |
4 (электрообмотчик) |
1 |
0,5 |
|
3 |
Наложить новые шнуровые бандажи (на лобовые части в 12 ниток, на выходе стержня из паза в 8 виток) |
Иголка специальная |
Шнур лавсановый диаметром 3,5 мм |
4 (электрообмотчик) |
1 |
6,0 |
|
4 |
Запечь лавсановый шнур при температуре 100 + 10 °С в течение 5 ч |
Термометр П 5 2 160 66 Воздуходувка |
- |
4 (электрообмотчик) |
1 |
5,0 |
|
5 |
Покрыть наложенные бандажи эмалью Примечания: 1. Трудоемкость дана на замену 10 бандажей. 2. На турбогенераторах ТВФ-120-2 с изоляцией «Монолит-2» (заводские номера 30-62) необходимо произвести усиление крепления обмотки в соответствии с Противо-аварийным циркуляром № Э-7/72 «О предотвращении повреждений турбогенераторов ТВФ-120-2 завода «Сибэлектротяжмаш» с изоляцией «Монолит-2» из-за ослабления крепления обмотки статора в пазовой и лобовой частях, а также истирания изоляции стержней». |
Краскораспылитель пневматический ручной |
Эмаль 1Ф-92-ХК |
4 (электрообмотчик) |
1 |
0,5 |
6.17. Ремонт выводов обмотки статора (операция 65-01)
Предыдущая операция 56-09
Последующая операция 63-08
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Вывинтить гайку 2 (рис. 10) |
Ключ (рис. 11) |
5 3 |
1 1 |
2,0 |
|
|
2 |
Осмотреть состояние уплотняющих шайб, при необходимости наготовить новые и заменить дефектные. Навинтить гайку 2 (см. рис. 10) |
Приспособление для вырезки круглых резиновых прокладок Ключ (см. рис. 11) |
Пластина резиновая толщиной 10 мм |
5 3 |
1 1 |
8,0 |
|
3 |
Очистить контактные поверхности выводов и компенсаторов. Проверить и скомплектовать крепежные детали |
Шкурка шлифовальная тканевая Б; Растворитель (негорючий) |
3 2 |
1 1 |
1,5 |
|
6.18. Перепайка и переизолировка головок обмотки (операция 63-06)
Предыдущая операция 63-05
Последующая операция 63-07
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
|||
|
Разряд |
Количество, чел. |
||||||
|
1 |
Снять изоляцию головки |
Нож монтерский |
- |
5 (электрообмотчик) |
1 |
3,0 |
|
|
2 |
Распаять головку, предварительно защитив прилегающую изоляцию от нагревания мокрой тестообразной асбестовой массой |
Горелка 13 |
Асбест молотый |
5 3 (электрообмотчик) |
1 1 |
1,0 |
|
|
3 |
Горелка 13 |
Припой ПСр15 Флюс № 209 |
5 3 (электрообмотчик) |
1 1 |
2,5 |
||
|
4 |
Зачистить головки стержней |
Напильник 2820-0018 |
- |
3 (электрообмотчик) |
1 |
0,5 |
|
|
5 |
Проверить качество пайки |
Ультразвуковой дефектоскоп УД-2 |
- |
Выполняет персонал лаборатории металлов |
|||
|
6 |
Наложить изоляцию согласно рис. 12, 13, 14, предварительно выровнять все неровности в соединениях замазкой |
- |
Асбестовая замазка на лаке БТ-99 |
5 (электрообмотчик) |
1 |
3,0 |
|
|
7 |
Убрать инструмент и оборудования |
- |
- |
5 (электрообмотчик) |
1 1 |
1,0 |
|
|
Примечание. Трудоемкость дана на перепайку и переизолировку одной головки |
|||||||
6.19. Покраска обмотки (операция 63-07)
Предыдущая операция 63-06
Последующая операция 63-08
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Установить ограждения вокруг генератора и повесить предупреждающие плакаты |
- |
4 3 |
1 1 |
0,5 |
|
|
2 |
Подготовить к работе краскораспылитель и эмаль |
Краскораспылитель пневматический ручной |
Эмаль ГФ-92-ХК Ацетон |
4 3 |
1 1 |
1,0 |
|
3 |
Покрыть эмалью лобовые части и расточку статора |
То же |
Эмаль ГФ-92-ХК Ацетон |
4 3 |
1 1 |
5,0 |
|
4 |
Промыть краскораспылитель, убрать ограждения и плакаты |
-«- |
Ацетон |
4 3 |
1 1 |
2,0 |
|
5 |
Испытать обмотку статора повышенным напряжением промышленной частоты (см. разд. 7) |
Испытательная установка |
- |
Выполняет персонал лаборатории электростанции |
||
6.20. Ремонт торцевых щитов (операция 62-01)
Предыдущая операция 56-08
Последующая операция 63-08
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Осмотреть торцевые щиты и диффузоры, очистить их от грязи |
- |
Салфетки технические; Растворитель (негорючий) |
6 3 |
1 1 |
2,0 |
|
2 |
Подпаять уплотнительную резину на вертикальные и горизонтальные разъемы. При необходимости уплотнительную резину заменить, предварительно очистив канавки в щите |
Нож монтерский Шабер плоский К-28504-000 |
Клей № 88-Н; Шнур резиновый вакуумный круглый диаметром 10 мм и квадратный 12×12 мм |
6 3 |
1 1 |
8,0 |
6.21. Ремонт газоохладителей (операция 58-01)
Предыдущая операция 56-10
Последующая операция 58-02
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Вывернуть болты и снять крышки газоохладителей |
Ключ 7812-0493 |
- |
4 2 |
1 1 |
1,0 |
|
2 |
Очистить трубные доски и трубки. При наличии на трубках органических отложений очистку производить ершиком, при наличии неорганических отложений - произвести кислотную промывку согласно приложению 9 |
Металлическая щетка |
Салфетки технические |
4 2 |
1 1 |
2,0 |
|
3 |
Заглушить дефектные трубки (разрешается заглушать не более пяти трубок в одном газоохладителе) |
Молоток 7850-0104 Пробки медные или латунные |
- |
4 2 |
1 1 |
2,0 |
|
4 |
Очистить крышки газоохладителей от коррозии и грязи |
Щетка металлическая Шабер плоский К-28504-000 |
Салфетки технические |
4 2 |
1 1 |
1,0 |
|
5 |
Покрыть трубные доски, крышки и водяные камеры эмалью |
Краскораспылитель пневматический ручной |
Эмаль 1Ф-92-ХК |
4 2 |
1 1 |
4,0 |
|
6 |
Проверить затяжку и состояние шпилек |
Ключ 7811-0023 |
- |
4 2 |
1 1 |
1,0 |
|
7 |
Проверить состояние прокладок под крышки газоохладителей, прижимные рамки и под фланцы трубопроводов; изготовить новые и заменить дефектные прокладки |
Просечки диаметром 12 и 16 мм; Нож монтерский |
Пластины резиновые толщиной 4-6 мм |
4 2 |
1 1 |
20,0 |
|
8 |
Установить крышки газоохладителей с уплотняющими прокладками, затянуть болты |
Ключ 7812-0493 |
- |
4 2 |
1 1 |
1,0 |
|
9 |
Установить на газоохладитель приспособление для опрессовки и спрессовать водой при давлении 0,6 МПа (6 кгс/см2) в течение 30 мин Примечание. Трудоемкость дана на ремонт одного газоохладителя |
Ключ 7811-0023 |
- |
4 2 |
1 1 |
2,0 |
6.22. Установка газоохладителей (операция 58-02)
Предыдущая операция 58-01
Последующая операция 63-08
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Застропить газоохладители и ввести в камеру |
Строп УСК-2,5-1/6000 |
- |
4 3 2 |
1 2 1 |
10,0 |
|
2 |
Отцентровать газоохладители в камерах с помощью отжимных болтов |
Ким 7811-0026 |
- |
4 3 2 |
1 2 1 |
5,0 |
|
3 |
Установить и приболтить прижимные рамки |
Ключ 7811-0026 |
- |
4 3 2 |
1 2 1 |
8,0 |
6.23. Испытание корпуса статора на газоплотность без ротора (операция 63-08)
Предыдущая операция 63-07
Последующая операция 66-01
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Установить нижние половины торцевых щитов |
Ствол УСК-2,5-1/6000 Ключ 7811-0046 Скобы грузоподъемностью 2750 кг |
- |
5 4 3 2 |
1 1 1 2 |
5,0 |
|
2 |
Установить верхние половины торцевых щитов |
Строп УСК-2,5-1/6000 Ключ 7811-0046 Скобы грузоподъемностью 2750 кг |
- |
5 4 3 2 |
1 1 1 2 |
5,0 |
|
3 |
Стянуть болтами разъемы щитов, затянуть болты разъемов верхних щитов с корпусом статора |
Ключ 7811-0149 Ключ 7811-0150 |
- |
5 4 3 2 |
1 1 1 2 |
3,0 |
|
4 |
Установить заглушки на отверстия в щитах для вала ротора, уплотнив разъем резиновой прокладкой |
Заглушки (стальной диск толщиной 15 - 20 мм с ребрами жесткости) Ключ 7811-0023 |
Пластины резиновые (толщиной 8 - 12 мм) |
5 4 3 2 |
1 1 1 2 |
4,0 |
|
5 |
Установить заглушки на газопроводы |
Ключ 7811-0023 Ключ 7811-0025 |
Пластины резиновые (толщиной 8 - 12 мм) |
5 4 3 2 |
1 1 1 2 |
3,0 |
|
6 |
Опрессовать статор воздухом, подаваемым через осушитель. Измерить величину утечки (см. приложения 5 и 6) |
- |
- |
5 4 |
1 1 |
5,0 |
|
7 |
Определить и устранить места утечек |
Течеискатель ГТИ-6. Кисть флейцевая КФ50-1 |
Мыло хозяйственное |
5 4 3 |
1 1 1 |
10,0 |
|
8 |
Снять заглушки торцевых щитов |
Ключ 7811-0023 |
- |
5 4 3 2 |
1 1 1 2 |
1,0 |
|
9 |
Снять верхние половины торцевых щитов |
Строп УСК-2,5-1/6000 Скобы грузоподъемностью 2750 кг. Ключ 7811-0046 Ключ 7811-0149 Ключ 7811-0150 |
- |
5 4 3 2 |
1 1 1 2 |
5,0 |
|
10 |
Снять нижние половины торцевых щитов |
Строп УСК-2,5-1 Скобы грузоподъемностью 2750 кг Ключ 7811-0046 |
- |
5 4 3 2 |
1 1 1 2 |
5,0 |
6.24. Осмотр ротора и испытание его на газоплотность (операция 64-01)
Предыдущая операция 56-09
Последующая операция 64-02
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Очистить ротор от грязи и масла, продуть сжатым воздухом |
- |
Салфетки технические |
4 3 |
1 1 |
2,0 |
|
2 |
Осмотреть состояние пазовых клиньев, бандажных и центрирующих колец |
Лупа ЛАЗ-10* |
- |
5 3 |
1 1 |
4,0 |
|
3 |
Проверить затяжку и стопорение всего крепежа и балансировочных грузов ротора. Контроль мастера и заказчика |
Ключ 7812-0491 Ключ 7812-0493 Ключ 7812-0496 Ключ 7812-0498 Ключ 7811-0025 Ключ 7811-0026 |
- |
5 3 |
1 1 |
0,5 |
|
4 |
Снять заглушку на торце вала ротора |
Ключ 7811-0023 |
- |
4 3 |
1 1 |
0,5 |
|
5 |
Установить приспособление для испытания ротора на газоплотность |
- |
- |
5 3 |
1 1 |
1,5 |
|
6 |
Подать в ротор сухой сжатый воздух и хладон 12, Поднять давление в роторе до 0,25 МПа (2,5 кгс/см2) - для турбогенератора ТВФ-120-2 и до 0,3 МПа (3 кгс/см2) для турбогенератора ТВФ-100-2. Отыскать места течей (при наличии). Определить величину утечки воздуха из ротора (см. приложение 5) |
Течеискатель ГТИ-6 |
Хладон 12 |
5 3 |
1 1 |
2,5 |
|
7 |
Снять приспособление для испытания ротора на газоплотность |
- |
- |
5 3 |
1 1 |
1,5 |
6.25. Проверка продуваемости каналов обмотки ротора (операция 64-02)
Предыдущая операция 64-01
Последующая операция 64-03
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Собрать приспособление для продувки вентиляционных каналов обмотки ротора (рис. 15 - 18) |
- |
- |
4 3 2 |
1 1 1 |
6,0 |
|
2 |
Проверить продуваемость вентиляционных каналов обмотки ротора. Заполнить карту продуваемости (приложение 10) |
- |
- |
4 3 2 |
1 1 1 |
50,0 |
|
3 |
Разобрать приспособление для продувки |
- |
- |
4 3 2 |
1 1 1 |
4,0 |
6.26. Устранение утечки в зоне токоведущих болтов (операция 64-03)
Предыдущая операция 64-02
Последующая операция 64-04
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Вскрыть токоведущие болты |
Ключ 7812-0491 Ключ 7812-0493 |
- |
4 3 |
1 1 |
1,0 |
|
2 |
Удалить изолируйте прокладки и колодки |
- |
- |
4 3 |
1 1 |
0,5 |
|
3 |
Освободить гибкие шины |
Ключи специальные |
- |
4 3 |
1 1 |
0,5 |
|
4 |
Вывинтить круглые гайки 6 (рис. 19) |
Ключи специальные |
- |
4 3 |
1 1 |
1,0 |
|
5 |
Вынуть уплотнительные втулки 12 |
- |
- |
4 3 |
1 1 |
0,5 |
|
6 |
Проверить состояние шайб 7, 8 и прокладок 9, 10. Заменить дефектные |
- |
- |
4 3 |
1 1 |
0,5 |
|
7 |
Взаимное смещение опорных поверхностей токоведущих болтов и вала ротора выровнять, при необходимости, установкой прокладок 9 и 10 |
- |
- |
4 3 |
1 1 |
2,0 |
|
8 |
Осмотреть состояние уплотнительных втулок 12, при необходимости заменить |
- |
- |
4 3 |
1 1 |
1,0 |
|
9 |
Установить на место уплотнительные втулки 12, шайбы 7 и 8, завернуть круглые гайки 6 |
Ключи специальные |
- |
4 3 |
1 1 |
1,0 |
|
10 |
Опрессовать ротор воздухом согласно п. 6.24. Убедиться в отсутствии течей с помощью течеискателя или спирта. Определить величину утечки |
Течеискатель ГТИ-6 |
Хладон 12 Спирт этиловый технический |
4 3 |
1 1 |
12,0 |
|
11 |
Подсоединить гибкие шины, установить изолирующие прокладки и колодки |
Ключи специальные |
- |
4 3 |
1 1 |
1,0 |
|
12 |
Закрыть узлы токоведущих болтов |
Ключ 7812-0491 Ключ 7812-0493 |
- |
4 3 |
1 1 |
1,0 |
6.27. Снятие бандажных колец (операция 64-04)
Предыдущая операция 64-03
Последующая операция 64-05
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Транспортировать к ротору приспособления и оборудование для снятия бандажных колец |
- |
- |
6 4 3 2 |
1 1 1 1 |
6,0 |
|
2 |
Снять лопатки вентилятора со стороны возбудителя, предварительно проверив маркировку |
Ключ 7811-0026 |
- |
4 3 |
1 1 |
6,0 |
|
3 |
Установить кольцо 8 (рис. 20) и вставить вкладыши 10 |
Строп УСК-0,5-1/4000 |
- |
6 4 3 2 |
1 1 1 1 |
4,0 |
|
4 |
Установить кольцо 9 на вал ротора |
Строп УСК-0,5-1/4000 |
- |
6 4 3 2 |
1 1 1 1 |
3,0 |
|
5 |
Обернуть бандажное кольцо асбестовым полотном в три слоя с перекрытием стыков |
- |
Ткань асбестовая АТ-1; АТ-2 |
6 4 3 2 |
1 1 1 1 |
2,0 |
|
6 |
Установить хомут для стропки бандажного кольца |
Хомут |
6 4 3 2 |
1 1 1 1 |
2,0 |
|
|
7 |
Установить индуктор на бандажное кольцо и подсоединить к трансформатору и водопроводу |
- |
6 4 3 2 |
1 1 1 1 |
5,0 |
|
|
8 |
Установить кольцо 6 (см. рис. 20) на кольцо 9 |
Строп УСК-0,5-1/4000 |
6 4 |
1 1 |
1,5 |
|
|
9 |
Установить тяги 1, 2 с гайками 3, 4 |
6 4 3 2 |
1 1 2 2 |
2,5 |
||
|
10 |
Подать воду в индуктор и включить схему нагрева бандажного кольца. Нагрев производить до температуры 200 - 250 °С |
Термощуп ТС-300 |
- |
6 3 |
1 1 |
2,0 |
|
11 |
Отключить схему, отсоединить индуктор от трансформатора и водопровода |
- |
- |
6 3 |
1 1 |
0,5 |
|
12 |
Застрочить бандажное кольцо за хомут |
Строп УСК-1,0-1/4000 |
- |
4 2 |
1 1 |
0,5 |
|
13 |
Утопив шпонку в канавке центрирующего кольца, затяжкой гаек 3, 4 стянуть бандажное кольцо с посадочных поверхностей |
Ключ «Звездочка» 95 мм |
6 4 3 2 |
1 1 1 1 |
4,0 |
|
|
14 |
Снять тяги 1 и 2, кольца 6, 9 |
Ключ «Звездочка» 95 мм |
- |
6 4 3 2 |
1 1 1 1 |
2,0 |
|
15 |
Снять бандажное кольцо, транспортировать на место, отведенное для ремонта, и уложить его торцом тыльной стороны на деревянные подкладки |
Строп УСК-1,0-1/4000 |
Бруски деревянные |
6 4 3 2 |
1 1 1 1 |
4,0 |
|
16 |
Разобрать приспособление (кольцо 8, вкладыши 10) и схему нагрева бандажных колец |
- |
- |
6 4 3 2 |
1 1 1 1 |
6,0 |
6.28. Ремонт бандажных и центрирующих колец (операция 64-06)
Предыдущая операция 64-04
Последующая операция 64-07
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Произвести дефектоскопию и устранить дефекты бандажных колец в соответствии с требованиями Противоаварийного циркуляра № Э-4/80 «О предотвращении повреждений бандажных колец роторов турбогенераторов вследствие коррозионного растрескивания» |
- |
- |
Выполняет персонал лаборатории металлов |
||
|
5 3 2 |
1 1 1 |
44,0 |
||||
|
2 |
Проверить поверхность центрирующих колец, ступиц вентиляторов, посадочных мест на бочке ротора для выявления трещин, забоин и подгаров |
- |
- |
5 3 |
1 1 |
3,0 |
6.29. Осмотр и мелкий ремонт лобовых частей обмотки (операция 64-05)
Предыдущая операция 64-04
Последующая операция 64-07
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Снять подбандажную изоляцию |
- |
- |
5 3 |
1 1 |
2,0 |
|
2 |
Осмотреть состояние изоляции лобовых частей обмотки |
- |
- |
5 |
1 |
1,0 |
|
3 |
Проверить качество расклиновки лобовых частей |
- |
- |
5 |
1 |
1,0 |
|
4 |
Продуть лобовые части сжатым воздухом, подаваемым через осушитель |
- |
- |
5 2 |
1 1 |
1,0 |
|
5 |
Отремонтировать поврежденную изоляцию лобовых частей |
- |
- |
5 2 |
1 1 |
8,0 |
|
6 |
Измерить сопротивление изоляции обмотки |
Мегаомметр на напряжение 1000 В |
- |
Выполняет персонал лаборатории электростанции |
||
|
7 |
Установить подбандажные сегменты так, чтобы стыки приходились напротив зубцов с зазором не более 2 мм |
- |
- |
5 2 |
1 1 |
4,0 |
6.30. Надевание бандажных колец (операция 64-07)
Предыдущая операция 64-05
Последующая операция 64-06
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Установить кольцо 8 (см. рис. 20) на бочку ротора, вставить сегменты 7 |
Строп УСК-0,5-1/4000 |
- |
6 4 3 2 |
1 1 1 1 |
4,0 |
|
2 |
Утопить кольцевую шпонку в канавку центрирующего кольца |
- |
- |
6 4 3 2 |
1 1 1 1 |
0,5 |
|
3 |
Надеть бандажное кольцо на лобовые части обмотки |
Строп УСК-1,0-1/4000 |
- |
6 4 3 2 |
1 1 1 1 |
4,0 |
|
4 |
Обернуть бандажное кольцо асбестовым полотном в три слоя с перекрытием стыков |
- |
Ткань асбестовая АТ-1; АТ-2 |
6 4 3 2 |
1 1 1 1 |
2,0 |
|
5 |
Установить индуктор на бандажное кольцо. Подсоединить к водопроводу и к трансформатору |
- |
- |
6 4 3 2 |
1 1 1 1 |
5,0 |
|
6 |
Установить кольцо 6 (см. рис. 20), закрепив его тягами 1 и 2 с гайками 3 и 4 |
Строп УСК-0,5-1/4000. Ключ «Звездочка» 95 мм |
- |
6 4 3 2 |
1 1 1 1 |
4,0 |
|
7 |
Подать воду в индуктор и включить схему нагрева бандажного кольца. Нагрев производить до температуры 200 - 250 °С |
Термощуп ТС-300 |
- |
6 3 |
1 1 |
2,0 |
|
8 |
Отключить схему нагрева и затяжкой гаек 3 и 4 (см. рис. 20) установить и закрепить бандажное кольцо на посадочные места с натягом согласно рис. 21 |
Ключ «Звездочка» 95 мм |
- |
6 4 3 2 |
1 1 1 1 |
4,0 |
|
9 |
Установить кольцевую шпонку в рабочее положение |
- |
- |
6 4 3 |
1 1 1 |
1,5 |
|
10 |
Снять приспособление, разобрать схему нагрева и отсоединить от водопровода |
- |
- |
6 4 3 2 |
1 1 1 1 |
8,0 |
|
11 |
Установить лопатки вентилятора со стороны возбудителя согласно маркировке |
Ключ 7811-0026 |
- |
6 4 3 2 |
1 1 1 1 |
8,0 |
6.31. Ремонт упорных дисков ротора (операция 64-08)
Предыдущая операция 64-07
Последующая операция 66-01
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Проверить притир по контрольной плите и пришабрить |
Притир чугунный; плита контрольная; шабер плоский К-28504-000 |
Краска (берлинская лазурь, сажа газовая) |
4 3 |
1 1 |
6,0 |
|
2 |
Промыть поверхность притира керосином и вытереть |
Керосин Салфетки технические |
4 3 |
1 1 |
1,0 |
|
|
3 |
Нанести на поверхность притира шлифующий материал. В качестве шлифующего материала использовать шлифовальные порошки и пасту ГОИ. Пасту ГОИ развести керосином и нанести тонким слоем на рабочую поверхность притира |
Шлифовальный порошок АС0 100/63; Паста ГОИ Керосин |
4 3 |
1 1 |
1,0 |
|
|
4 |
Притир прижать к диску и, поворачивая вперед и назад на угол 45°, шлифовать поверхность диска до шероховатости Rа 0,63 |
Шлифовальный порошок, АС0 100/63 Паста ГОИ Керосин |
4 3 |
1 1 |
42,0 |
|
6.32. Ремонт щеточного аппарата (операция 59-01)
Предыдущая операция 56-03
Последующая операция 66-04
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
После снятия щеточного аппарата продуть его сжатым воздухом и промыть |
- |
Салфетки технические Растворитель (негорючий) |
4 3 |
1 1 |
2,0 |
|
2 |
Разобрать траверсы, снять щеткодержатели |
Ключ 7811-0024 Ключ 7811-0025 |
- |
4 3 |
1 1 |
2,0 |
|
3 |
Проверить состояние траверсы и деталей щеткодержателей. Внутренняя поверхность щеткодержателей должна быть чистой, без забоин и неровностей |
- |
- |
4 3 |
1 1 |
3,0 |
|
4 |
Собрать траверсы, установить щеткодержатели |
Ключ 7811-0024 Ключ 7811-0025 |
- |
4 3 |
1 1 |
2,0 |
|
5 |
Подсоединить новый комплект щеток Примечание. Работы по сборке и установке щеточного аппарата вести, руководствуясь «Инструкцией по эксплуатации узла контактных колец и щеточного аппарата турбогенераторов мощностью 165 - 300 МВт» (М.: СЦНТИ ОРГРЭС. 1974) |
- |
- |
4 3 |
1 1 |
1,0 |
6.33. Ремонт корпусов уплотнений вала (операция 60-01)
Предыдущая операция 56-05
Последующая операция 60-02
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Промыть и протереть корпус уплотнения |
- |
Салфетки технические Растворитель (негорючий) |
Выполняет персонал турбинного цеха |
||
|
2 |
Проверить прилегание разъемов корпуса щупом и по краске при удаленных болтах, стягивающих разъем. Щуп 0,03 мм не должен заходить на глубину более 5 мм. При проверке на краску не должно быть участков, имеющих менее 10 точек касания на площади 25×25 мм2 |
Щупы (набор № 2) |
Краска (берлинская лазурь, сажа газовая) |
То же |
||
|
3 |
Пришабрить разъемы корпуса уплотнения |
Шабер плоский К-28504-000 |
- |
-»- |
||
|
4 |
Собрать корпус уплотнения и проверить его фланец по контрольной плите |
Плита контрольная Ключ 7811-0026 |
- |
Выполняет персонал турбинного цеха |
||
|
5 |
Проверить состояние крепежных и изоляционных деталей, резиновых прокладок. При необходимости изготовить новые прокладки |
Просечка диаметром 20 мм, нож монтерский |
Пластины резиновые (толщиной 4 - 6 мм) |
То же |
||
6.34. Ремонт вкладышей уплотнений вала (операция 60-02)
Предыдущая операция 60-01
Последующая операция 66-03
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Промыть, протереть и осмотреть вкладыши. В случае отставания, выкрашиваний, частичного выплавления или большой пористости баббита вкладыш перезалить (приложение 11) |
- |
Салфетки технические. Растворитель (негорючий) |
Выполняет персонал турбинного цеха |
||
|
2 |
Проверить плотность прилегания разъемов вкладыша. При необходимости произвести проверку по краске и шабровку разъемов. Щуп 0,03 мм не должен заходить на глубину более 2 мм. При проверке на краску не должно быть участков, имеющих менее 15 точек касания на площади 25×25 мм |
Шабер плоский К-28504-000 Щупы (набор №2) |
Краска (берлинская лазурь, сажа газовая) |
То же |
||
|
3 |
Собрать вкладыш |
Ключ 7811-0023 |
- |
-«- |
||
|
4 |
Произвести разделку баббитовой поверхности согласно заводскому чертежу (рис. 22) |
Шабер плоский К-28504-000 |
- |
-«- |
||
|
5 |
Проверить прилегание баббита по контрольной плите, при необходимости пришабрить до шероховатости Rа 1,25 с точностью не менее 12 точек на площади 25×25 мм2 (по краске) |
Шабер плоский К-28504-000; плита контрольная |
Краска (берлинская лазурь, сажа газовая) |
-«- |
||
6.35. Ремонт маслоуловителей (операция 61-01)
Предыдущая операция 56-05
Последующая операция 66-02
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел |
|||||
|
1 |
Очистить, промыть и протереть маслоуловители |
- |
Растворитель (негорючий) Ветошь обтирочная |
Выполняет персонал турбинного цеха |
||
|
2 |
Проверить по краске плотность прилегания половин по плоскости разъема. При необходимости пришабрить. На любой площадке размером 25×25 мм должно быть не менее 5 пятен |
Шабер плоский К-28504-000 |
Краска (берлинская лазурь, сажа газовая) |
То же |
||
|
3 |
Осмотреть плоскости прилегания к щиту |
- |
- |
-«- |
||
|
4 |
Осмотреть состояние ножей. Проверить плотность запрессовки. При зазоре между валом ротора и ножами маслоуловителя более допустимого ножи оттянуть. Зазор внизу должен быть вдвое меньше, чем вверху и не должен превышать 0,15 мм При невозможности установить необходимый зазор, ножи заменить на новые и проточить |
Щупы (набор № 2) |
- |
-«- |
||
6.36. Ремонт газовой системы (операция 57-01)
Предыдущая операция 56-01
Последующая операция 66-06
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Снять вентили |
Ключи 7811-0025, 7811-0041 |
- |
4 3 |
1 1 |
2,0 |
|
2 |
Проверить вентили на газоплотность |
- |
- |
4 3 |
1 1 |
8,0 |
|
3 |
При необходимости заменить изношенные детали |
- |
- |
4 3 |
1 1 |
10,0 |
|
4 |
Разобрать и очистить газоосушитель |
Ключ 7811-0024 |
- |
4 3 |
1 1 |
7,0 |
|
5 |
Заменить силикагель |
- |
Силикагель |
4 3 |
1 1 |
1,0 |
|
6 |
Собрать газоосушитель |
Ключ 7811-0024 |
- |
4 3 |
1 1 |
4,0 |
|
7 |
Установить вентили |
Ключ 7811-0025 Ключ 7811-0041 |
- |
4 3 |
1 1 |
2,0 |
|
8 |
Опрессовать газовую систему воздухом согласно приложению 5. Выявить и устранить места утечек |
Течеискатель ГТИ-6. Кисть № 50-1 Манометр |
Хладон 12 Мыло хозяйственное |
4 3 |
1 1 |
12,0 |
6.37. Подготовка к вводу и ввод ротора (операция 66-01)
Предыдущая операция 63-08
Последующая операция 66-02
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Подготовить площадку, материалы и приспособления для ввода ротора |
- |
- |
6 4 3 2 |
1 1 2 1 |
10,0 |
|
2 |
Ввести монтажный лист 5 в расточку статора (см. рис. 7, а) |
- |
- |
6 4 3 2 |
1 1 2 1 |
1,5 |
|
3 |
Установить на ротор тележки 4 и 7 с подставкой 8 (рис. 7, а) |
Строп УСК-0,5 Ключ 7811-0047 |
Лист алюминиевый Картон электроизоляционный ЭВ1 |
4 3 2 |
1 1 1 |
2,0 |
|
4 |
Установить надставку вала 3 на полумуфту |
Строп УСК-0,5-1/4000 Ключ 7811-0152 |
- |
4 3 2 |
1 1 1 |
1,0 |
|
5 |
Застропить ротор за бочку (см. рис. 7, б), поднять и проверить его горизонтальность. При стройке ротора проложить между стропом и бочкой рейки из дерева (см. рис. 7, в) |
Строп УСК-20,0-1/20000 |
Деревянные рейки Прессшпан |
6 4 3 2 |
1 1 2 1 |
1,5 |
|
6 |
Ввести ротор в расточку статора и опустить на тележки 4 и 7 (см. рис. 7, б) |
- |
- |
6 4 3 |
1 1 2 |
1,5 |
|
2 |
1 |
|||||
|
7 |
Установить балку 9 со стороны турбины (см. рис. 7, б) |
Строп УСК-0,5-1/4000 |
- |
6 4 |
1 1 |
1,5 |
|
3 2 |
2 1 |
|||||
|
8 |
Действуя рычагами 10, вставленными в отверстия роликов наружной тележки, и краном, завести ротор в статор до положения, в котором можно подвести строп под выступающую часть надставки |
- |
6 4 3 2 |
1 1 2 1 |
1,5 |
|
|
9 |
Под выступающую часть надставки подвести строп. Подтянуть ротор краном вверх до снятия тележки 4 со стального листа. Ввести ротор до положения, в котором его можно опереть полумуфтой на балку. Опереть ротор на балку так, чтобы он не касался статора |
Строп УСК-20,0-1/10000 |
Бруски деревянные |
6 4 3 2 |
1 1 1 1 |
2,0 |
|
10 |
Снять надставку вала |
Строп УСК-0,5-1/4000; Ключ 7811-0152 |
- |
4 3 2 |
1 1 1 |
1,0 |
|
11 |
Подвести строп под полумуфту. Поднять ротор со стороны турбины Ввести ротор до положения, удобного для снятия тележки 4 (см. рис. 7, г) |
Строп УСК-20,0-1/10000 |
- |
6 4 3 2 |
1 1 2 1 |
1,5 |
|
12 |
Снять тележку 4 |
Строп УСК-0,5-1/4000 Ключ 7811-0047 |
- |
4 3 2 |
1 1 1 |
1,0 |
|
13 |
Действуя рычагами 10 и краном одновременно, завести ротор до соприкосновения полумуфты турбогенератора с полумуфтой турбины |
- |
- |
6 4 3 2 |
1 1 2 1 |
2,0 |
|
14 |
Установить нижнюю половину вкладыша подшпника со стороны турбины и опустить ротор на вкладыш |
- |
- |
Выполняет персонал турбинного цеха |
||
|
15 |
Установить балку 9 со стороны возбудителя |
Строп УСК-0,5-1/3000 |
- |
6 4 3 2 |
1 1 2 1 |
3,0 |
|
16 |
Поднять ротор краном со стороны возбудителя. Отсоединить нижнюю часть тележки 7. Опереть ротор на балку и отвести, в сторону тележку 7 |
Строп УСК-20,0-1/10000 Ключ 7811-0047 |
Бруски деревянные |
3 2 |
2 1 |
2,0 |
|
17 |
Снять подставку 8 |
Строп УСК-0,5-1/40000 Ключ 7811-0047 |
- |
4 3 2 |
1 2 1 |
0,5 |
|
18 |
Убрать рельсовый путь |
- |
6 4 3 2 |
1 1 2 1 |
2,0 |
|
|
19 |
Установить балку 9 на ее широкую часть, приподняв ротор краном, убрать монтажный лист 5 из расточки статора. Установить балку в нормальное положение, опустив на нее ротор |
Строп УСК-20,0-1/10000; Лом ЛМ-32 |
- |
6 4 3 2 |
1 1 2 1 |
1,5 |
|
20 |
Установить стояк подшипника и нижнюю половину вкладыша |
- |
- |
Выполняет персоналом турбинного цеха |
||
|
21 |
Поднять конец ротора краном и убрать балку 9. Ротор опереть на вкладыш подшипника (см. рис. 7, д) |
Строп УК-21,0-1/10000; Строп УСК-0,5-1/4000 |
- |
6 4 3 2 |
1 1 2 1 |
3,0 |
|
22 |
Установить лопатки вентилятора со стороны турбины согласно маркировке |
Ключ 7811-0025 |
- |
4 3 2 |
1 1 1 |
8,0 |
6.38. Установка торцевых щитов и маслоуловителей (операция 66-02)
Предыдущая операция 66-01
Последующая операция 66-03
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Установить нижнюю половину диффузора на нижний торцевой полущит |
Ключ 7811-0025 |
- |
4 3 2 |
1 2 1 |
4,0 |
|
2 |
Ввернуть болты 1 в нижний полущит (см. рис. 6) |
Ключ 7811-0026 |
4 3 2 |
1 2 1 |
1,0 |
|
|
3 |
Застропить нижний полущит за серьги, завести в статор на место верхнего полущита |
Строи УСК-2,5-1/6000 Скобы грузоподъемностью 2750 кг |
- |
5 3 2 |
1 2 1 |
1,0 |
|
4 |
Привернуть держатели 2 к корпусу статора (см. рис. 6) |
Ключ 7811-0023 |
- |
5 4 2 |
1 1 2 |
2,0 |
|
5 |
Установить полукольцо 6, предварительно подняв нижний полущит вверх до упора в заточку статора |
Ключ 7811-0023 Полукольцо |
- |
5 4 3 2 |
1 1 2 1 |
3,0 |
|
6 |
Используя подъемные серьги на полущите, развернуть полущит так, чтобы он оказался внизу, и прихватить его болтами к корпусу статора |
Ключ 7811-0046 |
- |
5 4 3 2 |
1 1 2 1 |
1,0 |
|
7 |
Снять держатели 2 и полукольцо 6 |
Ключ 7811-0023 Ключ 7811-0026 |
- |
5 4 3 2 |
1 1 |
2,0 |
|
8 |
Установить верхнюю половину диффузора и собрать ее с нижней |
Ключ 7811-0025 |
- |
5 4 3 2 |
1 1 2 1 |
1,0 |
|
9 |
Застропить верхний полущит за серьги, завести в стопор, установить на отжимные болты 1 |
Строп УСК-2,5-1/6000 Скобы грузоподъемностью 2750 кг |
- |
5 4 3 2 |
1 1 2 1 |
1,0 |
|
10 |
Прихватить верхний полущит болтами к корпусу статора и нижнему полущиту |
Ключ 7811-0046 Ключ 7811-0149 Ключ 7811-0150 |
- |
5 4 3 2 |
1 1 2 1 |
1,0 |
|
11 |
Снять болты 1 |
Ключ 7811-0026 |
- |
4 3 2 |
1 2 1 |
0,5 |
|
12 |
Приболтить половины щитов между собой |
Ключ 7811-0149 Ключ 7811-0150 |
- |
4 3 2 |
1 2 1 |
6,0 |
|
13 |
Приболтить верхнюю половину щита к корпусу статора |
Ключ 7811-0046 |
- |
5 4 |
1 1 |
10,0 |
|
14 |
Установить маслоуловители, выдержав зазоры между ножами и валом ротора (рис. 23) |
Ключ 7811-0023 Щупы (набор № 2) |
- |
5 4 3 2 |
1 1 4 3 |
13,0 |
|
15 |
Подсоединить трубопроводы подачи и слива воды из газоохладителей, подсоединить воздушные дренажи |
Ключ 7811-0025 |
- |
4 3 |
1 2 |
1,5 |
6.39. Сборка торцовых уплотнений (операция 66-03)
Предыдущая операция 66-02
Последующая операция 66-04
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел.-ч. |
|||||
|
1 |
Установить на вал обе половинки вкладыша, соединить их болтами |
Ключ 7812-0491 |
- |
Выполняет персонал турбинного цеха |
||
|
2 |
Установить термометры сопротивления |
Отвертка 7810-0326 |
- |
То же |
||
|
3 |
Установить нижним половину корпуса уплотнения и прихватить болтами к щиту |
Ключ 7811-0041 |
- |
-«- |
||
|
4 |
Установить верхнюю половину корпуса уплотнения, соединить болтами с нижней половиной |
Ключ 7811-0041 |
Выполняет персонал турбинного цеха |
|||
|
5 |
Соединить болтами верхнюю половину корпуса уплотнения со щитом |
Ключ 7811-0041 |
- |
То же |
||
|
6 |
Вставить пружины в гнезда и завинтить винты 11 (см. рис. 4) Натяг пружин со стороны контактных колец - 17 мм, со стороны турбины - 11 мм |
Отвертка 7810-0326 Штангенциркуль Щ-1-125-010 |
- |
-«- |
||
|
7 |
Установить уплотнительную шайбу 12 и нажимные шайбы 8 |
Ключ 7811-0025 |
- |
-«- |
||
|
8 |
Установить нажимную шайбу 6 |
Ключ 7811-0025 |
- |
-«- |
||
|
9 |
Подсоединить маслопроводы |
Ключ 7811-0024 |
-«- |
|||
|
10 |
Измерить сопротивление изоляции подшипников и уплотнений вала |
Мегаомметр на напряжение 1000 В |
- |
-«- |
||
|
Примечание. Нормы времени даны на сборку одного уплотнения |
||||||
6.40. Установка щеточного аппарата (операция 66-04)
Предыдущая операция 66-03
Последующая операция 66-05
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Установить корпус щеточного аппарата на стояк подшипника и закрепить болтами |
Ключ 7811-0041 Строп УСК-0,5-1/4000 |
- |
5 3 |
1 1 |
2,0 |
|
2 |
Установить щеткодержатели и щетки |
- |
- |
5 3 |
1 1 |
8,0 |
|
3 |
Подсоединить к траверсе токопроводы возбудителя согласно маркировке |
Ключ 7811-0025 |
- |
5 3 |
1 1 |
2,0 |
6.41. Установка возбудителя (операция 66-05)
Предыдущая операция 66-04
Последующая операция 66-06
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Транспортировать возбудитель имеете с фундаментной плитой с ремонтной площадки и установить на место |
Ключ 7811-0045 Строп УСК-10.0-1/6000 |
- |
5 4 2 |
1 1 2 |
9,0 |
|
2 |
Подсоединить токоподводы и кабели термосопротивлений согласно маркировке |
Ключ 7811-0025 Ключ 7811-0002 |
- |
5 2 |
1 1 |
3,0 |
|
3 |
Подсоединить маслопроводы |
Ключ 7811-0025 |
- |
4 2 |
1 1 |
3,0 |
|
4 |
Подсоединить фланцевые соединения подвода воды к охладителям возбудителя |
Ключ 7811-0023 |
- |
4 2 |
1 1 |
3,0 |
|
5 |
Установить заглушки рым-болтов |
Ключ 7811-0023 |
- |
4 2 |
1 1 |
0,5 |
6.42. Испытание на газоплотность собранного турбогенератора (операция 66-06)
Предыдущая операция 66-05
Последующая операция 66-07
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Испытать собранный турбогенератор на газоплотность (см. приложения 5 и 6) |
- |
- |
5 4 3 |
1 1 1 |
24,0 |
|
2 |
Устранить течи |
- |
- |
5 4 3 2 |
1 1 1 1 |
16,0 |
6.43. Сдача турбогенератора под нагрузкой. Уборка ремонтных площадок (операция 66-07)
Предыдущая операция 66-06
Последующая операция -
|
Последовательность выполнения работ |
Инструмент, приспособления, оснастка |
Материал |
Состав звена |
Трудоемкость, чел.-ч |
||
|
Разряд |
Количество, чел. |
|||||
|
1 |
Выполнить уборку ремонтных площадок и территории вокруг турбогенератора |
- |
- |
6 3 2 |
1 1 1 |
42,0 |
|
2 |
Подсоединить компенсаторы к выводам и шинопроводам согласно маркировке |
Ключи 7811-0025 7811-0026 |
- |
4 3 |
1 1 |
6,0 |
|
3 |
Предъявить турбогенератор заказчику. Выполнить все испытания согласно программе испытаний при развороте турбогенератора и вращении его на холостом ходу. Проверить работу турбогенератора под нагрузкой в течение 24 ч |
- |
- |
Выполняет персонал лаборатории электростанции |
||
7. ИЗМЕРЕНИЯ И ИСПЫТАНИЯ
7.1. Измерения и испытания выполняемые перед остановом турбогенератора в ремонт
7.1.1. Измерить вибрацию подшипников турбогенератора в режиме номинальной нагрузки, в режиме холостого хода турбогенератора с номинальным напряжением и в режиме холостого хода без возбуждения.
7.1.2. Измерить напряжение между концами вала и между фундаментной плитой и корпусом подшипника турбогенератора со стороны возбудителя при зашунтированной масляной пленке обоих подшипников. Различие между измеренными напряжениями более чем на 10 % указывает на неисправность изоляции.
7.1.3. Произвести контрольное тепловое испытание турбогенератора в режиме возможной максимальной нагрузки в целях определения нагревов обмотки ротора, обмотки и активной стали статора.
7.1.4. Проверить содержание водорода в картерах опорных подшипников и главном масляном баке.
7.1.5. Проверить снижение чистоты водорода в корпусе за сутки (по газоанализатору и химическим анализам).
7.1.6. Проверить влажность водорода в корпусе турбогенератора.
7.1.7. Проверить работу маслосхемы масляных уплотнений вала при давлении водорода 0,25 МПа (2,5 кгс/см2) для турбогенератора ТВФ-120-2 и 0,2 МПа (2 кгс/см2) для турбогенератора ТВФ-100-2:
а) измерить давление масла в системе до и после регулятора;
б) измерить температуру уплотняющего масла;
в) измерить температуру баббита вкладышей уплотнения;
г) измерить количество масла, попадающего в турбогенератор за сутки.
7.1.8. Определить суточную утечку водорода из турбогенератора при давлении 0,25 МПа (2,5 кгс/см2) и 0,2 МПа (2 кгс/см) для турбогенераторов ТВФ-120/2 и ТВФ-100-2 соответственно, исключив возможность подпитки водородом из магистрали.
7.1.9. Снять характеристику холостого хода.
7.1.10. Измерить сопротивление изоляции обмотки ротора непосредственно после снятия возбуждения.
7.1.11. Снять характеристику сопротивления изоляции (мегаомметром на напряжение 1000 В) и характеристику полного сопротивления обмотки ротора (при напряжении 220 В частоты 50 Гц) в функции частоты вращения при снижении частоты вращения ротора.
7.2. Измерения и испытания, выполняемые после останова турбогенератора и непосредственно после его разборки
7.2.1. Измерить сопротивление изоляции обмотки статора каждой фазы мегаомметром на напряжение 2500 В и определить отношение R60’’/R15’’
Сопротивление изоляции каждой фазы по отношению к заземленному корпусу и другим заземленным фазам при отсоединенном шинопроводе должно быть не менее:
Температура обмотки, °С 75 70 60 50 40 30 20 10
Сопротивление МОм 4,7 5,6 8,0 11,3 16,0 22,0 31,5 44,2
Отношение сопротивления R60’’/R15’’ должно быть не ниже 1,3 при температуре от 10 до 30 °С. При несоблюдении хотя бы одного из условий, приведенных в этом пункте, обмотка статора должна быть подвергнута сушке.
7.2.2. После перевода турбогенератора на воздух произвести контрольную опрессовку при давлении 0,25 МПа (2,5 кгс/см2) для турбогенераторов ТВФ-120-2 и 0,2 МПа (2 кгс/см2) для турбогенераторов ТВФ-100-2. После опрессовки произвести контрольное измерение утечки в течение 24 ч (см. приложения 5 и 6).
7.2.3. Измерить сопротивление изоляции обмотки ротора и цепей возбуждения мегаомметром на напряжение 1000 В. Сопротивление изоляции при температуре от 10 до 30 °С должно быть не менее 0,5 МОм.
7.2.4. Измерить сопротивление изоляции термосопротивлений мегаомметром на напряжение 500 В (определяется вместе с соединительными проводами прибора до термометра сопротивления).
Сопротивление должно быть не менее 0,5 МОм.
7.2.5. Измерить сопротивление меди постоянному току:
а) обмотки статора (каждая фаза в отдельности): полученные значения сопротивлений могут отличаться друг от друга и от ранее измеренных значений не более чем на 2 %, параллельных ветвей - на 5 %;
б) обмотки ротора (расхождение с данными завода-изготовителя или с результатами измерений не должно быть более 2 %);
в) обмоток возбудителя (измерению значения сопротивлений не должны отличаться от заводских данных или от ранее измеренных более чем на 2 %).
7.3. Измерения и испытания, выполняемые во время ремонта и при сборке турбогенератора
7.3.1. После снятия щитов и до чистки обмотки испытать изоляцию обмотки статора:
а) выпрямленным напряжением 19,2 кВ в течение 1 мин испытывается каждая фаза в отдельности (при остальных заземленных);
б) напряжением 17,85 кВ переменного тока частоты 50 Гц в течение 1 мин (испытывается каждая фаза в отдельности при остальных заземленных).
7.3.2. Проверить продуваемость вентиляционных каналов обмоток ротора после его выемки (см. приложение 10).
7.3.3. Измерить сопротивление обмотки ротора переменного тока частоты 50 Гц напряжением 220 В в целях выявления витковых замыканий в обмотке.
Сравнение полученных результатов с измеренными ранее должны производиться при аналогичном состоянии генератора (ротор находится в генераторе или вне его, обмотка статора разомкнута или замкнута и т.д.). Отклонения полученных данных от данных предыдущих измерений или от среднего значения сопротивления полюсов должны находиться в пределах точности измерений.
7.3.4. Проверить газоплотность сборочных единиц турбогенератора (см. приложение 5).
7.3.5. Произвести испытание активной стали статора (см. приложение 8).
7.3.6. Измерять сопротивление изоляции между деталями турбогенератора (подшипники генератора и возбудителя, уплотнение вала со стороны возбудителя, подставка подвозбудителя относительно фундаментной плиты при полностью собранных маслопроводах) в процессе сборки мегаомметром на напряжение 1000 В.
Сопротивление изоляции должно быть не менее 1,0 МОм.
7.3.7. Измерить воздушный зазор между статором и ротором турбогенератора. Зазор в диаметрально противоположных точках не должен отличаться друг от друга более чем на ±2,5 % среднего значения, равного их полусумме.
7.3.8. Измерить сопротивление изоляции щитов вентиляторов.
Сопротивление, измеренное мегаомметром на напряжение 1000 В относительна наружного щита и между полу щитами вентиляторов, должно быть не менее 0,5 МОм.
7.3.9. Испытать изоляцию обмотки статора (после ввода ротора в статор и установки щитов) напряжением 10,5 кВ переменного тока частоты 50 Гц в течение 1 мин.
Допускается проведение дополнительного испытания переменным напряжением 10,5 кВ частоты 50 Гц после проведения всех ремонтных работ обмотки статора и после очистки ее от загрязнений, во до ввода ротора.
7.3.10. Измерить сопротивление изоляции обмотки ротора мегаомметром на напряжение 1000 В.
Сопротивление изоляции при температуре от 10 до 30 °С должно быть не менее 0,5 МОм.
7.3.11. Измерить сопротивление изоляции обмоток возбудителя и подвозбудителя мегаомметром на напряжение 1000 В.
Сопротивление изоляции каждой обмотки по отношению к заземленному корпусу и другой заземленной обмотке должно быть не менее 0,5 МОм.
7.3.12. Измерить сопротивление изоляции цепей возбуждения турбогенератора и возбудителя со всей присоединенной аппаратурой (без обмоток ротора и возбудителя) мегаомметром на напряжение 1000 В. Значение сопротивления изоляции должно быть не менее 1,0 МОм.
7.3.13. Проверить газоплотность турбогенератора в сборе. Измерить температуру в корпусе турбогенератора по термометрам сопротивления до и после испытания и определить значение утечек.
7.4. Измерения и испытания, выполняемые после пуска турбогенератора
7.4.1. При развороте турбогенератора измерить сопротивление изоляции обмотки ротора и полное сопротивление обмотки согласно пп. 7.1.10, 7.1.11.
7.4.2. Снять характеристики трехфазного короткого замыкания и холостого хода.
7.4.3. Проверить содержание водорода в картерах опорных подшипников и главном масляном баке турбины.
7.4.4. Проверить снижение чистоты водорода в корпусе турбогенератора.
7.4.5. Проверить влажность водорода в корпусе турбогенератора.
7.4.6. Проверить работу системы маслоснабжения на работающем турбогенераторе.
7.4.7. Измерить напряжение между концами вала ротора.
7.4.8. Измерить сопротивление изоляции опорного подшипника со стороны возбудителя.
7.4.9. Измерить вибрацию подшипников турбогенератора:
- на холостом ходу без возбуждения;
- при возбуждении;
- после включения в сеть;
- при наборе нагрузки.
Приложение 1
ПЕРЕЧЕНЬ
ЗАВОДСКИХ ЧЕРТЕЖЕЙ ДЕТАЛЕЙ. СБОРОЧНЫХ ЕДИНИЦ И ПРИСПОСОБЛЕНИЙ. НЕОБХОДИМЫХ ПРИ КАПИТАЛЬНОМ
РЕМОНТЕ
|
Наименование |
Номер чертежа |
|
|
турбогенераторы |
турбогенераторы ТВФ-100-2 |
|
|
Турбогенератор (общий вид) |
1БС.253.024 |
1БС.253.022 |
|
Подшипник с траверсой |
5БС.264.200 |
5ВС.264.200 |
|
Траверса |
ББС.125.563 |
5БС.125.563 |
|
Щеткодержатель |
5ВК.112.003.1 |
5ВК.112.003.1 |
|
Газоохладитель |
6БС.392.275.1 |
6БС.392.275.1 |
|
Уплотнение вала |
5БС.372.224 |
5БС.372.224 |
|
Вкладыш уплотнения |
5БС.263.189-190 |
5БС.263.189-190 |
|
Маслоуловитель |
5БС.377.087-088 |
5БС.377.087-088 |
|
Корпус статора |
5БС.002.653 |
5БС.002.652 |
|
Щит наружный |
5БС.012.527 |
5БС.012.527 |
|
Щит вентилятора |
5ВК.013.018 |
5ВК.013.018 |
|
Статор необмотанный |
5ВС.672.667 |
5БС.672.631 |
|
Статор обмотанный |
5ВК.670.258 |
5БС.670.772 |
|
Стержень верхний |
5ВК.540.119 |
5БС.540.229 |
|
Стержень верхний выводной |
5ВК.540.121 |
5БС.540.231 |
|
Стержень нижний |
5ВК.540.120 |
5БС.540.228 |
|
Стержень нижний выводной |
5ВК.540.122 |
5БС.540.230 |
|
Клин пазовый |
8БС.783.307 |
8БС.783.307 |
|
8БС.783.308 |
8БС.783.308 |
|
|
8БС.783.391 |
8БС.783.306 |
|
|
Схема теплоконтроля |
0БС.354.081 |
0БС.354.081 |
|
Вывод концевой (нулевой) |
5БС.516.045 |
5БС.516.045 |
|
Вывод концевой (фазный) |
5БС.516.046 |
5БС.516.046 |
|
Ротор |
5БС.675.839 |
5БС.675.449 |
|
Ротор обмотанный |
5БС.675.831 |
5БС.675.408 |
|
Вал ротора с токоподводом |
5БС.200.637 |
5БС.200.637 |
|
Стержень токоподвода |
5БС.540.246 |
5БС.540.246 |
|
Шина токоподвода |
5БС.531.069 |
5БС.531.069 |
|
Винт контактный |
8БС.900.358 |
8БС.900.358 |
|
Болт токоведущий |
8БС.568.021 |
8БС.568.021 |
|
Кольцо бандажное |
8БС.214.959 |
8БС.214.959 |
|
Вентилятор |
5БС.435.139-140 |
5БС.436.139-140 |
|
Груз балансировочный |
8БС.290.225 |
8БС.290.225 |
|
8БС.290.044 |
8БС.290.044 |
|
|
Кольца контактные |
5ВК.555.055 |
5ВК.555.055 |
|
Схема заводки ротора в статор |
0БС.344.004 |
0БС.344.004 |
|
Вкладыш подшипника |
5БС.264.200.1 |
5БС.264.200.1 |
|
Приспособление для снятия |
5БС.487.076 |
5БС.487.076 |
|
и надевания бандажного кольца |
||
|
Приспособление для снятия |
5БС.487.024 |
5БС.487.024 |
|
контактных колец |
||
|
Тележка (наружная) |
6ВС.771.003 |
6БС.771.003 |
|
Тележка внутренняя |
6БС.771.004 |
6БС.771.004 |
Приложение 2
ПЕРЕЧЕНЬ
ОБОРУДОВАНИЯ, ИНСТРУМЕНТА И АППАРАТУРЫ
|
Наименование |
ГОСТ |
Количество, шт. |
|
|
Выколотка текстолитовая для переклиновки пазов статора |
2 |
||
|
Воздуходувка |
2 |
||
|
Зубило 2810-0234 |
ГОСТ 7211-72 |
2 |
|
|
Иголка специальная для бандажировки лобовых частей обмотки статора |
4 |
||
|
Индикатор И405 кл. 0 |
2 |
||
|
Кисть флейцевая КФ 50-1 |
ГОСТ 10597-80 |
2 |
|
|
Комплект клейм 7858-0073 Щ2 |
ГОСТ 15999-70 |
1 |
|
|
Ключ для сборки выводов |
- |
1 |
|
|
Ключи: |
|||
|
7811-0149 |
ГОСТ 2841-71 |
2 |
|
|
7811-0150 |
ГОСТ 2841-71 |
2 |
|
|
7811-0152 |
ГОСТ 2841-71 |
2 |
|
|
7811-0002 |
ГОСТ 2839-71 |
2 |
|
|
7811-0022 |
ГОСТ 2839-71 |
2 |
|
|
7811-0023 |
ГОСТ 2839-71 |
2 |
|
|
7811-0024 |
ГОСТ 2839-71 |
2 |
|
|
7811-0025 |
ГОСТ 2839-71 |
2 |
|
|
7811-0026 |
ГОСТ 2839-71 |
2 |
|
|
7811-0041 |
ГОСТ 2839-71 |
2 |
|
|
7811-0043 |
ГОСТ 2839-71 |
2 |
|
|
7811-0047 |
ГОСТ 2839-71 |
2 |
|
|
Плита контрольная |
ГОСТ 10905-75 |
1 |
|
|
Притир чугунный |
- |
1 |
|
|
Просечка диаметром 12, 16 и 20 мм |
- |
по 1 |
|
|
Пылесос электрический промышленный |
ГОСТ 16999-79 |
1 |
|
|
Стропы: |
|||
|
УСК-0,5-1/4000 |
ОСТ 24.090.48-79 |
2 |
|
|
УСК-1,0-1/4000 |
ОСТ 24.090.48-79 |
2 |
|
|
УСК-2,5-1/6000 |
ОСТ 24.090.48-79 |
2 |
|
|
УСК-10,0-1/6000 |
ОСТ 24.090.48-79 |
2 |
|
|
УСК-12,5-1/6000 |
ОСТ 24.090.48-79 |
2 |
|
|
УСК-20,0-1/10000 |
ОСТ 24.090.48-79 |
2 |
|
|
УСК-20,0-1/20000 |
ОСТ 24.090.48-79 |
2 |
|
|
Течеискатель ГТИ-6 |
- |
1 |
|
|
Термометр П52 160 66 |
ГОСТ 2823-73 |
2 |
|
|
Ультразвуковой дефектоскоп УД-2 |
- |
1 |
|
|
Щупы (набор № 2) |
ГОСТ 882-75 |
1 |
|
|
Щупы (набор № 4) |
ГОСТ 882-75 |
1 |
|
|
Щабер плоский |
К-28504-000 |
4 |
|
|
Щетка металлическая |
- |
2 |
|
|
Оправка стальная, шт. |
- |
2 |
|
|
Термощупы ТС-300 |
- |
1 |
|
|
Штангенциркуль ШЦ-1-125-0,1 |
ГОСТ 166-73 |
1 |
|
|
Щ-Ш-630-0,1 |
ГОСТ 166-73 |
1 |
|
|
Микроманометр ММН-240 |
- |
1 |
|
|
Скобы такелажные грузоподъемностью 2750 кг |
ГОСТ 2476-72 |
2 |
|
|
Индуктор трубчатый, комплект |
- |
||
|
Балка двутавровая |
Двутавр 50 |
ГОСТ 8239-72 |
1 1 |
|
Ст. 3 ГОСТ 535-58 |
|||
|
Внутренняя тележка |
черт. 6БС 771.004 |
1 |
|
|
Тележка |
черт. 6ВС.771.003 |
1 |
|
|
Надставка вала |
черт. 5ЕК.200,149 |
1 |
|
|
Подставка тележки |
черт. 5БС.044.067 |
1 |
|
|
Лист (монтажный) |
черт. 8БС.341.223 |
1 |
|
|
Рельсы |
черт. 5БС.260.001 |
1 |
|
|
черт. 5БС.260.002 |
1 |
||
|
Горелка ГЗ |
ГОСТ 1077-69 |
1 |
|
Приложение 3
НОРМЫ РАСХОДА
МАТЕРИАЛОВ НА КАПИТАЛЬНЫЙ РЕМОНТ ТУРБОГЕНЕРАТОРОВ
|
Наименование |
ГОСТ |
Количество |
|
Алюминий листовой АМ, кг |
3 |
|
|
Припой ПОС-40, кг |
ГОСТ 1499-70 |
1,5 |
|
Припой ПСр-15, кг |
ГОСТ 8190-56 |
0,5 |
|
Картон электроизоляционный ЭВ1, кг |
ГОСТ 2824-75 |
10 |
|
Стеклолакоткань эскапоновая ЛСЭ-105/130 - 0,20 м |
ГОСТ 10156-78 |
5,0 |
|
Лента киперная 0,45×30 мм, м |
ГОСТ 4514-71 |
125 |
|
Ветошь обтирочная, кг |
ГОСТ 5354-79 |
15 |
|
Лента стеклянная ЛЭС 0,2×25, м |
ГОСТ 5937-68 |
400 |
|
Салфетки технические, м |
50 |
|
|
Лак БТ-99, кг |
10 |
|
|
Эмаль ГФ-92-ХК, кг |
12 |
|
|
Шпатлевка, кг |
ГОСТ 10277-76 |
20 |
|
Грунтовки, кг |
ГОСТ 4056-63 |
50 |
|
Шнур резиновый вакуумный диаметром 10 мм, кг |
ТУ-105.108-70 |
2,6 |
|
Шнур резиновый вакуумный 12×12 мм, кг |
ТУ-105.108-70 |
5,5 |
|
Пластина резиновая вакуумная, А марки 7889 толщиной 4 - 6 - 8 - 10 - 12 мм, кг |
ТУ МХП № у-251-54 |
40 |
|
Ткань асбестовая АТ-1; АТ-2, м |
ГОСТ 6102-78 |
10 |
|
Микалента ЛМЧ-ББ-0,17×20, кг |
2 |
|
|
Стеклотекстолит СТЭФ-1, толщиной 0,5 - 5,0 мм, кг |
5 |
|
|
Растворитель (негорючий), кг |
- |
30 |
|
Мыло хозяйственное, кг |
0,4 |
|
|
Шлифопорошок АСО 100/63, кг |
ГОСТ 9206-70 |
0,2 |
|
Паста ГОИ, кг |
0,2 |
|
|
Спирт этиловый технический, кг |
6 |
|
|
Клей № 88-Н, кг |
МРТУ 38-5-880-66 |
2 |
|
Смола эпоксидная ЭД-16, кг |
ГОСТ 10587-76 |
1,5 |
|
Растворитель № 646, кг |
20 |
|
|
Ацетон, кг |
ГОСТ 2768-79 |
10 |
|
Хладон 12, кг |
ГОСТ 19212-73 |
1 |
|
Керосин осветительный, кг |
ГОСТ 4753-68 |
1 |
|
Бензин Б-70, кг |
1 |
|
|
Солидол жировой, кг |
2 |
|
|
Смазка ЦИАТИМ-201, кг |
1,6 |
|
|
Асбест молотый, кг |
ГОСТ 12871-67 |
10 |
|
Брезент, м |
ГОСТ 9398-68 |
120 |
|
Мел, кг |
ГОСТ 12085-73 |
0,5 |
|
Прессшпан, кг |
ГОСТ 6983-54 |
10 |
|
Эмаль АКО-3, кг |
- |
1,45 |
|
Флюс № 209, кг |
МРТУ-6-09-4935-68 |
0,2 |
|
Шкурка шлифовальная тканевая Б, м2 |
ГОСТ 5009-75 |
4 |
|
Краска (берлинская лазурь, сажа газовая), кг |
- |
0,1 |
|
Шнур лавсановый, диаметром 3,5 мм, кг |
ТУ РСФСР 17-4814-71 |
3 |
|
Коврик резиновый, шт. |
ГОСТ 4998-78 |
8 |
Приложение 4
РЕКОМЕНДАЦИИ ПО УСТРАНЕНИЮ МЕСТНЫХ ДЕФЕКТОВ АКТИВНОЙ СТАЛИ СТАТОРА ТУРБОГЕНЕРАТОРА
Настоящими рекомендациями необходимо руководствоваться при исправлении повреждений зубцовой зоны активной стали статора турбогенератора, приведших к ослаблению плотности опрессовки сегментов, замыканиям отдельных листов и появлению местных перегревов активной стали сердечника.
1. Материалы
Шпатлевка меловая (ГОСТ 10277-76)
Вата гигроскопическая (ГОСТ 5556-75)
Салфетки хлопчатобумажные (ГОСТ 4644-75)
Кислота азотная, плотность 1,42 (ГОСТ 701-78)
Кислота соляная (ГОСТ 1382-69)
Сода кальцинированная (ГОСТ 5100-73)
Спирт ректификат этиловый (ГОСТ 17299-78)
Лак электроизоляционный покровный ЕГ-99 (ГОСТ 8017-74)
Слюда СЛМ-2 (ТУ 21-25-69)
Стеклотекстолит СТЭФ-1 (ГОСТ 12652-74) лист 3 - 5,5 мм
Лак ЭД-4 клеящий эпоксидный холодного отверждения.
2. Приспособления, инструмент
Переносная вертикально-фрезерная головка
Пневматическая высокооборотная шлифовальная машинка ШР-06А, ПДМ-068 НШР-6 и др. (ГОСТ 12634-80)
Пылесос электрический промышленный (ГОСТ 16999-79)
Краскораспылитель пневматический ручной 045 (ГОСТ 7385-65)
Фреза диаметром 20 - 32 мм (ГОСТ 17026-71)
Фреза дисковая 1 диаметром 32 - 40×0,5-1А (ГОСТ 2679-73)
Абразивные шлифовальные головки типа ГЦ, ГУ или 1СВ диаметром 12 - 40 мм, твердость СМ-1; СМ-2 (ГОСТ 2447-76)
Молоток 7850-0104(ГОСТ 2310-77)
Напильник 2820-0018
Зубило слесарное
Крейцмейсель слесарный
Шабер
Линейка - 500
Штангенциркуль ШЦ-1-125-0.10 (ГОСТ 166-73)
Щуп для проверки плотности сердечника
Посуда лабораторная для кислот и щелочи (ГОСТ 1700-76)
Лупа (ГОСТ 9461-74)
Перчатки резиновые кислотощелочестойкие (ГОСТ 9502-60)
Перчатки резиновые диэлектрические (ГОСТ 9809-61)
Коврики резиновые диэлектрические (ГОСТ 4997-68)
Очки защитные (ГОСТ 9802-61)
Палочки деревянные длиной 250 мм, диаметром 4 - 5 мм.
3. Устранение распушений и ослабления плотности опрессовки концевых пакетов сердечника статора
3.1. Проверить возможность устранения неплотности концевых зон сердечника подтяжкой нажимного фланца, для чего:
- расстопорить по четыре гайки, расположенные в диаметрально противоположных зонах;
- произвести обтяжку нажимного фланца гайками по одной в четырех диаметрально противоположных зонах последовательно в несколько обходов до упора, после чего застопорить гайки стопорными шайбами.
3.2. При невозможности подтяжки нажимного фланца, а также если подтяжкой полностью не устранено ослабление сердечника устранить неплотность сердечника установкой в зубцовую зону клиньев - заполнителей из стеклотекстолита СТЭФ-1 ГОСТ 12652-74 (рис. 24), для чего:
- изготовить стеклотекстолитовые клинья-заполнители.
Толщину и количество клиньев выбрать после оценки действительной величины распушения (ослабления) пакетов сердечника;
- расклинить обмотку статора в концевых зонах, удалить пазовые клинья из зоны распушенных пакетов;
- обезжирить поверхности прилегания сегментов железа и клиньев-заполнителей бензином Б-70 и окончательно спиртом, подсушить на воздухе;
- промазать поверхности склеивания сегментов и клиньев-заполнителей эпоксидным клеящим лаком ЭЛ-4 (см. приложение 12) и выдержать на воздухе около 15 мин (на время удаления ацетона, входящего в состав лака). На время выдержки сегменты развести с помощью распорки;
- забить клин-заполнитель между сегментами, выдержать в покое до полной полимеризации лака (при температуре 20 - 25 °С около 10 - 12 ч).
Примечание. Если одновременно с распущенней зубцов произошло нарушение лакового покрытия отдельных сегментов, примыкающих к месту установки клиньев-заполнителей, на небольшую глубину от вершины зубца, необходимо перед установкой клина-заполнителя проложить между сегментами в вершине зубца слюдяные пластинки на лаке ЭЛ-4 на глубину 30 - 35 мм;
- проверить плотность опрессовки зубца сердечника специальным щупом. Щуп не должен входить между сегментами глубже 4 мм всей плоскостью лезвия на участке не ближе 100 мм от нажимного фланца;
- опилить клин-заполнитель заподлицо с профилем зубца в месте установки пазового клина. Опиловка и повреждение прилегающих сегментов железа статора недопустимы;
- окрасить сердечник в месте установки клиньев-заполнителей лаком БТ-99;
- заклинить обмотку статора пазовыми клиньями. Стыки пазовых клиньев не должны попадать на клин-заполнитель. При необходимости заклинить паз специально изготовленными пазовыми клиньями, перекрывающими установленный клин-заполнитель.
3.3. Испытать сердечник статора на нагрев при индукции 1,4 Т. Особенно внимательно следить за температурой в местах сердечника, подвергающихся ремонту.
4. Устранение местных замыканий на поверхности активной стали сердечника методом травления кислотой
4.1. Подготовить сердечник статора к испытаниям на нагрев при индукции 1,0 - 1,4 Т, установить намагничивающую и контрольную обмотки таким образом, чтобы имелся свободный доступ к поврежденным местам.
4.2. Установить в зоне повреждения термопары.
4.3. Включить намагничивающую обмотку
и при индукции 1,0 - 1,4 Т довести температуру поврежденных участков до 70 - 95 °С. Отключить намагничивающую обмотку от источника питания.
4.4. Определить и отметить мелом границы участков повышенного нагрева, подлежащих обработке.
4.5. Защитить стержни обмотки, вентиляционные каналы и пакеты активной стали вокруг поврежденного места от попадания стружки и кислоты меловой шпатлевкой или асбестовой замазкой. Настелить резиновые коврики.
4.6. Зачистить поврежденные участки активной стали сердечника шлифовальной машинкой. Зачистку по возможности производить вдоль листов. В недоступных для абразива местах зачистку производить шабером движением вдоль листов сердечника.
4.7. Тщательно выбрать стружку и абразивную пыль из зоны обработки и примыкающих зон пылесосом с узким наконечником.
4.8. Установить в зоне повреждения термометры и термопары, подсоединить и включить намагничивающую обмотку и при индукции 1,0 - 1,4 Т нагреть поврежденную зону до 75 - 105 °С. Отключить намагничивающую обмотку от источника питания.
4.9. Протравить защищенные участки ватным тампоном диаметром 10 - 15 мм, намотанным на деревянную палочку диаметром 4 - 5 мм и смоченным в азотной кислоте. Не допускать растекания кислоты за пределы обрабатываемого участка. Большие площади обрабатывать кислотой небольшими участками последовательно.
4.10. После каждой обработки кислотой длительностью 1 - 2 мин протереть обрабатываемый участок тампонами или салфеткой, смоченными в теплой дистиллированной воде, удалить таким образом образовавшуюся при травлении соль азотнокислого железа. Обработку повторить 5 - 6 раз.
4.11. Осмотреть через лупу обработанный участок. Изоляционная лаковая пленка между сегментами стали должна просматриваться сплошными темными лилиями. Если лаковая пленка просматривается в виде прерывистых линий, повторить травление, промывку и осмотр участка.
Примечания: 1. Если температура обрабатываемого участка снизилась ниже 55 °С, прекратить травление, так как реакция травления значительно замедляется. Повторить нагрев сердечника и продолжить операции травления, промывку и осмотр. При повторных нагревах сердечника контролировать также температуру обработанных ранее участков для определения качества травления.
2. При невозможности травления с нагревом сердечника производить его без нагрева смесью азотной (25 %) и соляной (75 %) кислот.
4.12. После окончания травления нейтрализовать остатки кислоты 4 - 5-кратной обработкой протравленных мест ватными тампонами или хлопчатобумажными салфетками, смоченными в 10 %-ном растворе кальцинированной соды. После каждого прохода тампоны менять, салфетки тщательно прополаскивать водой.
4.13. Промыть травленые и нейтрализованные участки теплой дистиллированной водой (40 - 60 °С), протереть насухо хлопчатобумажными салфетками.
4.14. Тщательно промыть исправленные участки спиртом в два приема (вторая промывка после удаления защитной обмазки).
4.15. Удалить защитную обмазку из пазов, зазоров, вентиляционных каналов. Собрать пылесосом пыль.
4.16. Произвести испытание сердечника на нагрев, особо контролируя нагрев обработанных участков.
4.17. Удалить намагничивающую и контрольную обмотки и приступить к дальнейшему ремонту (окраске сердечника, укладке обметки и т.д.).
5. Замена поврежденных участков активной стали сердечника статора стеклотекстолитовыми вставками-заполнителями
5.1. Удалить фрезерованием поврежденный участок сердечника статора. Для фрезерования применить специальную вертикально-фрезерную головку, укрепленную в расточке статора.
Режущий инструмент - набор концевых фрез диаметром 20, 22, 25, 28, 32 мм с коническим хвостовиком и нормальным зубом. Частота вращения шпинделя - в пределах 150 - 300 об/мин. Подача ручная. Охлаждение - окунанием фрезы в стаканчик со смазочно-охлаждающей эмульсией. Охлаждение поливом недопустимо.
Примечания: 1. Режим фрезерования (частота вращения, диаметр фрезы, подача) уточняется в каждом индивидуальном случае, так как он зависит от жесткости фрезерной головки, плотности опрессовки сердечника и пр.
2. При большой длине повреждения зубца после удаления одного пакета фрезерованием допускается удалять остальную часть подрубкой листов по одному зубилом (или крейцмейселем) или подрезкой фрезой с приводом от шлифовальной машинки с последующей чистовой зачисткой фрезерованием.
5.2. Устранить местные поверхностные замыкания сегментов в зоне обработки зачисткой абразивом и травлением кислотой с последующей нейтрализацией. Очистить и испытать сердечник на нагрев (см. приложение 8).
5.3. Изготовить из стеклотекстолита СТЭФ-1 вставку-заполнитель, имитирующий по форме и размерам удаленный участок зубца сердечника статора (рис. 25). Механической обработкой заполнителя обеспечить плотную установку его в сердечнике, совпадение вентиляционных каналов, паза под клины, отсутствие запада и выступания вставки-заполнителя в обмоточный паз и расточку статора.
5.4. Обезжирить бензином Б-70 посадочные места в стали сердечника и вставки-заполнителя и высушить.
5.5. Промазать посадочные места в стали сердечника и вставки-заполнителя клеящим лаком ЭЛ-4; выдержать на воздухе около 15 мин.
5.6. Установить вставку-заполнитель на место и прижать с помощью приспособления.
5.7. Проверить плотность зубцовой зоны сердечника по обе стороны вставки-заполнителя. При необходимости дополнительного уплотнения одновременно установить клинья-заполнители в зубцы пакетов, примыкающих к вставке.
5.8. Проверить проходимость вентиляционных каналов и отсутствие их перекрытий просмотром на свет, продувкой сжатым воздухом.
5.9. Сушить сердечник при окружающей температуре (20 - 25 °С) до полимеризации клеящего лака в течение 10 - 12 ч.
5.10. Испытать сердечник на нагрев при индукции 1,0 - 1,4 Т.
Примечания: 1. При большой длине вставки-заполнителя изготовить специальные удлиненные пазовые клинья и при заклиновке обмотки установить их таким образом, чтобы они перекрывали вставку-заполнитель и опирались обоими концами на «здоровые» участки сердечника статора не менее чем по 35 - 40 мм. Примыкающие два пазовых клина с обеих сторон от клина, крепящего вставку-заполнитель, установить в пазы на клее 88Н. В концевых зонах сердечника пазовый клин должен перекрывать вставку-заполнитель и заходить на «здоровую» часть сердечника не менее чем на один пакет. Клин установить на клее 88Н. Материал специального пазового клина - стеклотекстолит СТЭФ. 2. Наибольшая длина стеклотекстолитовой вставки-заполнителя не должна превышать длины трех пакетов сердечника, а высота - размеров, указанных на рис. 24. При повреждениях, превышающих размеры указанные выше, решение о возможности и способе ремонта согласовывается с заводом-изготовителем.
6. Меры безопасности
6.1. Необходимо строго выполнять требования инструкции и требования правил техники безопасности.
6.2. Для местного освещения следует пользоваться ручной переносной лампой напряжением 12 В с защитной сеткой. Электроинструмент применять только при необходимости, где нельзя использовать пневмоинструмент. Работы в расточке статора проводить только при отключенной от источника питания намагничивающей обмотке. При работе с электроинструментом применять проверенные индивидуальные средства защиты (резиновые перчатки, маты). Во время индукционного нагрева сердечника и проведения типовых испытаний активной стали оградить сердечник и вывесить предупредительные плакаты «Высокое напряжение», «Опасно для жизни» и др.
Входить в зону ограждения запрещается.
6.3. В расточке статора работать в исправной обуви с мягкой клееной подошвой без гвоздей и подковок, а также в облегающем тело комбинезоне без свободно висящих концов. Волосы должны быть убраны под головной убор.
6.4. Фрезерование, шлифование и травление в расточке статора производить под непосредственным руководством и наблюдением мастера.
6.5. Кислоту и щелочи хранить в стеклянных колбах или бутылках с притертыми пробками, помещенных в специальные плетеные корзинки. На посуде должны быть наклеены этикетки с указанием содержимого и надписи «Осторожно!».
6.6. Травление производить в резиновых перчатках и защитных очках. При интенсивном протекании реакции травления уклоняться от вдыхания паров кислоты и выделяющегося водорода. Курить на рабочем месте и пользоваться открытым огнем (для подсветки и т.п.) запрещается.
При случайном попадании кислоты на кожу немедленно промыть пораженный участок кожи пресной водой.
6.7. Легковоспламеняющиеся вещества (бензин, спирт, лаки и т.п.) вносить в расточку статора в специальной закрывающейся посуде малыми дозами. Проверить наличие на рабочем месте и исправность средств пожаротушения. Использованные тампоны и салфетки, пропитанные бензином, спиртом, складывать в специальную банку.
Приложение 5
РЕКОМЕНДАЦИИ ПО ПРОВЕРКЕ ГАЗОПЛОТНОСТИ ТУРБОГЕНЕРАТОРА
В процессе ремонта отдельные сборочные единицы и собранный турбогенератор должен быть проверен на газоплотность сухим воздухом.
Наличие течей в турбогенераторе проверяется с помощью мыльной пены или течеискателя ГТИ-6.
При пользовании течеискателем необходимо вводить в корпус турбогенератора хладон до повышения давления в корпусе на 0,2 - 0,3 МПа (2 - 3 кгс/см2), после чего турбогенератор заполняется воздухом и опрессовывается.
При проверке газоплотности турбогенератора в сборе (при неподвижном роторе) необходимо выявить и устранить все места течей.
Если при этом удается достичь нормальной газоплотности, проверку газоплотности статора при вынутом роторе можно не производить.
Условия проведения испытаний, нормы утечек воздуха, отнесенных к атмосферному давлению 760 мм рт. ст. и температуре 20 °С (для турбогенератора ТВФ-100-2 - к температуре 15 °С), и допустимые суточные падения давления (Р1 - Р2) при условии равенства температур и атмосферного давления в начале и в конце испытания приведены в таблице.
Величина утечки газа из турбогенератора определяется в соответствии с приложением 6.
|
Сборочная единица |
Давление воздуха при опрессовке, МПа |
Давление воздуха при проверке газоплотности, МПа |
Допустимая утечка |
Р1 - Р2, мм рт. ст. |
Продолжительность испытания, ч |
Условия проведения испытаний |
|||||
|
ТВФ-120-2 |
ТВФ-100-2 |
ТВФ-120-2 |
ТВФ-100-2 |
ТВФ-120-2 |
ТВФ-100-2 |
ТВФ-120-2 |
ТВФ-100-2 |
ТВФ-120-2 |
ТВФ-100-3 |
||
|
Ротор |
0,25 |
0,3 |
0,25 |
0,3 |
- |
- |
95 |
228 |
3 |
6 |
Ротор вне статора |
|
Корпус статора |
0,35 |
0,2 |
0,25 |
0,2 |
0,54 |
0,54 |
8 |
7,6 |
24 |
24 |
Ротор из статора выведен, трубопроводы отсоединены, все отверстия плотно заглушены |
|
Газовая система |
0,25 |
0,2 |
0,25 |
0,2 |
- |
- |
12 |
5 |
24 |
1 |
Все элементы проверяются отдельно от статора |
|
Генератор в сборе |
0,25 |
0,2 |
0,25 |
0,2 |
2,5 |
2,5 |
38 |
38 |
24 |
24 |
Испытывается в неподвижном состоянии совместно с газомасляной системой |
Приложение 6
ИНСТРУКЦИЯ ПО ОПРЕДЕЛЕНИЮ УТЕЧКИ ГАЗА ИЗ ТУРБОГЕНЕРАТОРА
1. Утечка газа (%) определяется по формуле:
где S0 - суточная утечка газа, отнесенная к атмосферному давлению Р0 = 760 мм рт. ст. и температуре 20° С газового объема турбогенератора:
Р1, Р2 - абсолютное давление газа в турбогенераторе в начале и конце испытания, равное сумме атмосферного и избыточного давлений;
θ1, θ2 - абсолютная температура газа в турбогенераторе в начале и конце испытания;
![]() 1,
1, ![]() 2 -
средняя установившаяся температура в турбогенераторе в начале и конце
испытания, измеренная несколькими термоиндикаторами, °С;
2 -
средняя установившаяся температура в турбогенераторе в начале и конце
испытания, измеренная несколькими термоиндикаторами, °С;
t - продолжительность испытания, ч.
2. Допускаемое изменение давления в турбогенераторе за время испытания при известной по нормам допустимой суточной утечке, отнесенной к атмосферному давлению 760 мм рт. ст. и температуре 20 °С, определяется по формуле:
Р1 - Р2 =
0,00108 S0 θ2 t + ![]() (2)
(2)
3. Если принять
температуру газа в турбогенераторе во время испытания на газоплотность в
пределах 15 - 25 °С (в среднем 20 °С), что обычно бывает при монтаже и в
эксплуатации, то (1) и (2) можно упростить, допустив θ1 ![]() θ2. Тогда для
данного турбогенератора с абсолютным номинальным давлением водорода вместо (1) и (2)
получим приближенные формулы (3) и (4), точность которых для практического
применения достаточна:
θ2. Тогда для
данного турбогенератора с абсолютным номинальным давлением водорода вместо (1) и (2)
получим приближенные формулы (3) и (4), точность которых для практического
применения достаточна:
4. При измерении избыточного давления Р1 и Р2 и необходимо учитывать возможное изменение атмосферного (барометрического) Р02 давления в конце испытания по сравнению с атмосферным давлением Р01, в начале испытаний следующим образом.
Если давление Р02 незначительно, увеличилось по сравнению с Р01, то необходимо повысить избыточное давление Р02 на столько же. Если Р02 уменьшилось, то давление Р2 надо также уменьшить на эту величину.
Примечание. Во время испытания на газоплотность источники сжатого газа должны быть отсоединены от турбогенератора.
5. Утечка газа DV0 (м3) равна
![]()
где V - газовый объем турбогенератора, м3.
Утечка водорода примерно в 3 раза больше утечки, измеренной на воздухе.
6. Изложенный выше способ количественного определения утечек газа применим только в тех случаях, когда можно измерить действительную температуру газа в турбогенераторе, в котором температура газа по всему объему приблизительно одинакова и в ней отсутствует принудительная циркуляция газа, например, при проверке газоплотности одного статора или полностью собранного турбогенератора в нерабочем состоянии.
При работе турбогенератора приведенные формулы можно применять для сравнения утечек при одних и тех же эксплуатационных условиях. Например, уплотнив турбогенератор в нерабочем состоянии, определяют по формулам утечку водорода у работающего турбогенератора, измеряя температуру и давление газа при одной и той же нагрузке без его подпитки в течение испытания.
Эта утечка принимается за допустимую и с ней сравниваются утечки, измеренные в эксплуатации.
Приложение 7
РЕМОНТ И НАЛАДКА ЩЕТОЧНОГО АППАРАТА
1. Перед остановом турбогенератора на капитальный ремонт необходимо измерить вибрацию контактных колец и подшипников на номинальной частоте вращения при установившейся нагрузке и на холостом ходу с возбуждением и без возбуждения.
2. В холодном состоянии ротора при вращении валоповоротным устройством измерить индикатором статическое биение каждого контактного кольца не менее чем в трех местах по ширине кольца.
3. Допустимое значение статического радиального биения контактного кольца в холодном состоянии и перепад высот не более 0,03 мм.
4. Измерить износ контактных колец в четырех точках по окружности через каждые 90° и не менее чем на трех «дорожках».
5. Если значение статического биения и перепад высот превышают допустимое и если на поверхности колец обнаружены следы эрозии - подгары и матовая поверхность, то кольца необходимо проточить и шлифовать до шероховатости поверхности Rа 0,63. После шлифовки кольца продуть сжатым воздухом, а контактную поверхность протереть спиртом.
6. Проверить исправность щеткодержателей. Внутренняя поверхность должна быть чистой, без забоин и заусениц. Пружины, имеющие цвета побежалости, должны быть проверены и в случае потери упругости заменены. Нажатие пружины на щетку должно быть 9,8 - 12,7 Н.
7. Внешним осмотром выявить щетки, имеющие высоту менее 30 мм, сколы или цвета побежалости на токоведущих проводниках и заменить их.
8. Между обоймой щеткодержателя и щеткой должен быть зазор в пределах 0,01 - 0,3 мм.
9. При замене щеток на одном кольце необходимо устанавливать все щетки, имеющие одинаковые сопротивление и марку.
10. Контактные поверхности вновь устанавливаемых щеток после пригонки на приспособлении рекомендуется притереть к рабочей поверхности контактных колец стеклянной шкуркой при вращении ротора валоповоротным устройством при нажатии на щетки своими пружинами. Использование для притирки наждачного или карборундового полотна запрещается.
11. Нормальная работа скользящего контакта может быть только при наличии на поверхности контактных колец оксидной графитированной глянцевой планки темно-серого цвета. Для получения этой пленки необходимо после операции, изложенной в п. 10, произвести приработку щеток под нагрузкой током в течение не менее 24 ч до получения 60 % зеркальной поверхности.
12. После пуска турбогенератора произвести измерение вибрации всех подшипников и контактных колец в режимах холостого хода без возбуждения и с возбуждением и при установившейся нагрузке.
Приложение 8
ИСПЫТАНИЕ АКТИВНОЙ СТАЛИ СТАТОРА ТУРБОГЕНЕРАТОРА
1. Общие указания
Испытание активной стали производится при полной перемотке обмотки статора или при повреждении стали статора до укладки новой обмотки, а также у всех турбогенераторов, проработавших свыше 15 лет (а затем через каждые 5 - 7 лет).
2. Расчет электрических параметров, необходимых для проведения испытания
Конструктивные данные статора:
Наружный диаметр сердечника статора Dа..................................... 2,375 м
Диаметр расточки статора D1............................................................ 1,13 м
Высота паза статора hп....................................................................... 0,223 м
Длина сердечника статора
без учета вентиляционных каналов l1.............................................. 2,59 м
Коэффициент заполнения активной стали КFl................................ 0,93
Масса стали сердечника статора без зубцов G................................ 56800 кг
3. Расчетные данные
3.1. Средний диаметр спинки сердечника статора
Dср = 0,5 (Dа - D1) + hп.
3.2. Эффективная длина сердечника статора
lэф = КFl l.
3.3. Высота спинки стали сердечника
hа = 0,5 (Dа - D1 - 2hп).
3.4. Поперечное сечение спинки сердечника
Q = lэф hа.
3.5. Напряжение на намагничивающей обмотке
U1 = 4,44 Вfw1 Q δ,
где В - магнитная индукция в сердечнике статора (1,4 Т);
f - промышленная частота тока (50 Гц);
w1 - число витков намагничивающей обмотки, как правило, w1 = 1;
δ - коэффициент рассеяния (1,05).
3.6. Напряжение на контрольной обмотке,
![]()
где w2 - число витков контрольной обмотки В
3.7. Магнитодвижущая сила
F = π Dcp Fуд.
3.8. Полный намагничивающий ток
![]()
3.9. Полная мощность, потребляемая при испытании и необходимая для выбора источника питания, равна
S = U1 I1 10-3.
3.10. Удельные потери (Вт/кг) в активной стали сердечника составляют:
![]()
где Р0 - мощность измеренная ваттметром и приведенная к f = 50 Гц и В = 1,4 Т;
Руд = 2,04 Вт/кг для стали Э330 и 2,41 Вт/кг для стали Э320.
Расчетные данные приведены ниже.
Расчетное значение
Dcp..................................... 1,975 м
lэф....................................... 2,41 м
hаhа....................................... 0,4 м
Q....................................... 0,964 м
U1 (при w1 = 1)................. 326 В
U2 (при w2 = 1)................. 310 В
F........................................ 310 А
I1........................................ 3270 А
S........................................ 1070 кВ·А
3.11. По приведенным расчетным данным подбираются необходимые источники питания, трансформатор, кабель и коммутационная аппаратура.
4. Порядок проведения испытания
4.1. Надежно заземлить статор.
4.2. Намотать на сердечник статора намагничивающую обмотку, число витков которой следует выбирать по возможности малым для снижения напряжения, подводимого к обмотке. Если намотка намагничивающей обмотки непосредственно на сердечник статора затруднительна, разрешается наметка с захватом корпуса.
4.3. Намотать на статор контрольную обмотку под углом 90° к намагничивающей и подключить измерительную аппаратуру (см. рис. 9). Контрольную обмотку необходимо укладывать на дно паза статора (в случае испытания необмотанного сердечника). Потери в активной стали определить с помощью ваттметра, обмотка тока которого включена через измерительный трансформатор тока, а обмотка напряжения присоединяется к контрольной обмотке.
Если необходимо определить потери в отдельных пакетах статора, то эти пакеты должны быть охвачены специальными контрольными витками, присоединенными к обмотке напряжения ваттметра с помощью вольтметрового переключателя.
4.4. В зубцы статора заложить термопары, исходя из условия: одна термопара примерно на 0,3 - 0,5 м длины сердечника статора. Термопары равномерно распределить по поверхности расточки сердечника и присоединить к переключателю. В переключателе должен обеспечиваться разрыв цепей при переходе с одной термопары на другую.
По одной термопаре заложить в крайние пакеты сердечника статора. Термопары должны быть тщательно изолированы одна от другой и от корпуса статора.
4.5. Установить на выводах намагничивающей обмотки напряжение U1, при котором напряжение на выводах контрольной обмотки равно U2, вычисленному по п. 3.6. Питание намагничивающей обмотки должно производиться напряжением переменного тока согласно ГОСТ 188-65.
4.6. Через 15 - 20 мин после выдачи питания отключить его и приступить к выявлению мест повышенного нагрева зубцов, для чего в течение 5 - 7 мин проверить на ощупь нагрев зубцов по всей длине сердечника. После этого в места, имеющие повышенный нагрев, дополнительно заложить термопары. Непосредственно перед включением намагничивающей обмотки произвести измерение температуры.
4.7. Испытание активной стали проводить при индукции 1,4 Т в течение 45 мин. В случае, если индукцию 1,4 Т выдержать невозможно, пересчет длительности испытания производить по формуле

где tx - время испытаний при индукции Вx, мин;
Вx - индукция, отличная от 1,4 Т.
4.8. Запись измерений по всем приборам производить через каждые 10 мин.
4.9. Нумерацию зубцов и пакетов вести в соответствии с заводской документацией на турбогенератор. Положение всех термопар должно быть точно зафиксировано: либо по номеру зубца и номеру пакета, либо по номеру зубца и порядковому номеру клина (считая со стороны контактных колец).
4.10. По окончании испытаний необходимо на ощупь убедиться в отсутствии местных перегревов.
5. Результаты испытаний и их обработка
5.1. Результаты испытаний обрабатываются по нижеприведенным формулам и заносятся в протокол испытаний
![]() - индукция в
сердечнике, Т;
- индукция в
сердечнике, Т;
р’ = р w1/w2 - мощность первичной обмотки, Вт;
 - потери в
активной стали, приведенные к индукции В = 1,4 Т и частоте 50 Гц;
- потери в
активной стали, приведенные к индукции В = 1,4 Т и частоте 50 Гц;
![]() - удельные
потери в активной стали, Вт/кг.
- удельные
потери в активной стали, Вт/кг.
5.2. Активная сталь должна перешихтовываться в местах повышенных нагревов, если:
а) удельные потери в стали при индукции 1,4 Т превышают для стали Э330 2,04 Вт/кг и для стали Э320 - 2,41 Вт/кг;
б) наибольшее превышение температуры Dt в конце испытаний свыше 25 °С;
в) разность между наибольшим и наименьшим перегревами Dt = Dtнаиб - Dtнаим в конце испытаний превышает 15 °С.
6. Меры безопасности
6.1. Все термопары перед испытанием проверить мегаомметром на напряжение 1000 В на отсутствие замыканий между ними. Проверить все термопары на отсутствие в них обрывов. Дефектные термопары отсоединить.
6.2. Переключатель для термопар должен исключать возможность даже случайного замыкания термопар.
6.3. Потенциал на концах отдельных термопар относительно земли может достигать 606 В и более, поэтому испытания надо проводить с применением соответствующих защитных средств.
6.4. Перед проведением измерений убедиться в отсутствии на концах каждой термопары напряжения, которое может повредить потенциометр. Для этого вольтметр с большим внутренним сопротивлением и пределом измерений около 100 В подключить поочередно к каждой термопаре. Снижая предел измерения вольтметра до 1,0 - 1,5 В удостовериться, что в схеме измерения температуры зубцов нет термопар с недопустимо высоким напряжением. После этого можно включать потенциометр для измерений.
6.5. После намотки на сердечнике статора намагничивающей обмотки необходимо проверить сопротивление изоляции кабеля относительно стали статора мегаомметром 2500 В. Сопротивление изоляции должно быть не менее 5 МОм в холодном состоянии.
Приложение 9
КИСЛОТНАЯ ПРОМЫВКА ГАЗООХЛАДИТЕЛЕЙ
Как показал опыт эксплуатации, после 1 - 2 лет работы внутренние поверхности трубок газоохладителей, особенно работавших на морской воде, покрываются неорганическими отложениями, несмотря на периодическую механическую очистку трубок шарошками. Толщина отложений достигает 1 - 2 мм. Тепловой расчет показывает, что уже при толщине отложений 1 мм перепад температуры на этой пленке составляет:
![]() °С
°С
где А - расчетная плотность теплового потока (45 кВт/м2);
В - толщина отложений на трубках (1 мм);
λн - коэффициент теплопроводности отложений, состоящих из СаСО3, MgСО3 и др. (29,7 · 10-4).
Механическим путем эти отложения не удаляются.
Для очистки трубок от неорганических отложений применяется кислотная промывка газоохладителей.
1. Оборудование и материалы
Установка для кислотной промывки (рис. 26).
Бак для транспортирования кислоты.
Тиосульфат натрия.
Сода кальцинированная.
Соляная кислота.
2. Промывка
2.1. Соединить установку для кислотной промывки с газоохладителями. Газоохладители уложить под углом около 10°.
2.2. Залить в растворный бак 400 л воды.
2.3. Для нейтрализации трехвалентного железа (перевод в двухвалентное), вызывающего коррозию металла трубок газоохладителя, в промывочный раствор ввести тиосульфат натрия в количестве в 10 раз больше (по массе) количества трехвалентного железа, исходя из данных анализов химической лаборатории.
2.4. Включить насос и прокачать раствор через газоохладители в течение 10 мин.
2.5. В зависимости от концентрации в раствор вливать соляную кислоту, чтобы получить 1 %-ный раствор.
2.6. Взять пробу раствора для определения процентного содержания соляной кислоты. Вначале процентное содержание соляной кислоты в растворе будет низкое.
2.7. Через 30 мин взять пробу для второго анализа. Если процентное содержание соляной кислоты в промывочном растворе снизилось, то в раствор снова влить концентрированную соляную кислоту согласно п. 2.5 и вновь сделать анализ.
2.8. Продолжать промывку до тех пор, пока в растворе не получится, согласно анализам, одинаковое процентное содержание соляной кислоты после добавления концентрированной кислоты и через 30 мин после промывки. При этом в растворе все время наибольший процент соляной нилоты не должен превышать 1 - 1,5 %.
2.9. Промывка считается законченной, если 1 %-ное содержание соляной кислоты в растворе сохраняется в течение 30 мин.
2.10. Взять пробу из растворного бака для определения содержания меди в растворе. Обычно содержание меди в растворе не превышает 100 мг/л. Это считается нормальным, если учесть, что в самой питательной воде меди содержится 10 мг/л.
2.11. Для нейтрализации в трубной системе соляной кислоты в раствор ввести кальцинированную соду до получения щелочной реакции раствора.
2.12. Открыть вентиль на подачу воды в раствор, открыть дренажный вентиль. Прокачку производить до полного удаления раствора.
2.13. Провести водную промывку газоохладителей в течение 30 мин.
2.14. Остановить насос и разобрать схему.
2.15. Снять крышки газоохладителей и промыть трубки чистой водой.
2.16. Покрасить трубные доски и крышки, собрать газоохладители под опрессовку.
2.17. Опрессовать газоохладители водой давлением 0,6 МПа (6 кгс/см2) в течение 30 мин.
2.18. Продолжительность кислотной промывки составляет в среднем 6 ч.
3. Меры безопасности при кислотной промывке
Перед началом кислотной промывки необходимо пройти инструктаж о марах предосторожности при работах с соляной кислотой.
Рабочие, производящие кислотную промывку оборудования и транспортирование кислоты, должны надевать брезентовые костюмы, резиновые сапоги и перчатки, а также должны иметь очки, закрывающие полностью глаза от случайного попадания кислоты.
Попавший на пол или окружающие предметы раствор соляной кислоты необходимо нейтрализовать кальцинированной содой, которая должна находиться на месте производства работ в необходимом количестве.
Включать и отключать насос должен только производитель работ. Подключать насос к электросети должен оперативный персонал электростанции по заявке ремонтного персонала. Электродвигатель насоса должен подключаться к электросети через тепловой автомат и пусковую кнопку.
Концентрированную соляную кислоту транспортировать в плотно закрытом баке.
Приложение 10
КОНТРОЛЬ ПРОДУВАЕМОСТИ ВЕНТИЛЯЦИОННЫХ КАНАЛОВ РОТОРА
1. Для проведения контроля продуваемости необходимо иметь:
- источник сжатого воздуха на давление не менее 0,3 МПа (3 кгс/см2) (магистраль сжатого воздуха, компрессор, баллон сжатого воздуха с редуктором);
- заглушки: по рис. 15 - 6 шт., по рис. 16 - 2 шт.;
- выходной насадок;
- напорный насадок;
- микроманометр измерительный типа ММН, верхний предел измерения 200 мм вод. ст, со шлангом - 2 шт. (один контрольный);
- манометр пружинный - верхний предел измерения 0,6 МПа (6 кгс/см2);
- пробки для отверстий в пазовых клиньях 2432 шт. и для вентиляционных каналов в валу ротора - две со стороны возбудителя и четыре со стороны турбины;
- рукава резинотканевые напорные.
2. При подготовке к проведению контроля продуваемости:
2.1. Разметить пазы ротора по часовой стрелке, смотря со стороны возбудителя, начиная от большого зуба полюса, находящегося в той части ротора, где расположено место соединения токопровода с внутренним контактным кольцом.
2.2. Пронумеровать вентиляционные отверстия в клиньях каждого паза, начиная от бандажного кольца, расположенного со стороны возбудителя.
3. При контроле продуваемости каналов в пазовой части обмотки ротора:
3.1. Заглушить пробками все отверстия в пазовых клиньях.
3.2. Вынуть пробки из входного и выходного отверстий канала, подлежащего контролю.
3.3. Вставить ниппель напорного насадка во входное отверстие и ниппель выходного насадка (с присоединенным измерительным микроманометром) в выходное отверстие.
Шланг от штуцера полного давления должен быть присоединен к штуцеру со знаком «+», а шланг от штуцера статического давления - к штуцеру со знаком «-» измерительного микроманометра.
3.4. Впустить воздух при давлении 3 ± 0,01 МПа (3 ± 0,01 кгс/см2) в канал обмотки ротора через напорный насадок.
3.5. Измерить динамическое давление на выходе из канала.
3.6. Записать значение давления в карту продуваемости.
3.7. После контроля продуваемости канала вынутые пробки поставить на прежние места.
3.8. Произвести контроль продуваемости для всех остальных каналов.
3.9. Определить среднее динамическое давление по отсекам и на каждый паз.
4. При контроле продуваемости каналов в лобовой части обмотки ротора:
4.1. Заглушить пробками и заглушками (см. рис. 15 - 3 шт., по рис. 16 - 1 шт.) все вентиляционные каналы в валу ротора и отверстия в крайнем отсеке пазовой части со стороны возбудителя.
4.2. Подвести к заглушкам (см. рис. 15) сжатый воздух давлением около 0,3 МПа и присоединить шланг контрольного микроманометра к измерительному штуцеру заглушки (см. рис. 16). Избыточное статическое давление под бандажным кольцом должно поддерживаться постоянным и равным 50 мм вод. ст.
Карта контроля продуваемости каналов ротора турбогенератора
|
Номер паза |
Лобовая часть со стороны возбудителя |
Пазовая часть ротора |
||||||||||||||||||||||||
|
Входные отверстия |
||||||||||||||||||||||||||
|
4 |
5 |
8 |
10 |
12 |
14 |
16 |
Среднее по отсеку |
19 |
20 |
22 |
24 |
26 |
28 |
30 |
Среднее по отсеку |
|||||||||||
|
Выходные отверстия |
||||||||||||||||||||||||||
|
1 |
2 |
3 |
5 |
7 |
9 |
11 |
13 |
15 |
17 |
19 |
21 |
23 |
25 |
27 |
29 |
31 |
33 |
35 |
37 |
39 |
41 |
43 |
45 |
|||
|
1 |
||||||||||||||||||||||||||
|
2 |
||||||||||||||||||||||||||
|
3 |
||||||||||||||||||||||||||
|
4 |
||||||||||||||||||||||||||
|
5 |
||||||||||||||||||||||||||
|
6 |
||||||||||||||||||||||||||
|
7 |
||||||||||||||||||||||||||
|
8 |
||||||||||||||||||||||||||
|
9 |
||||||||||||||||||||||||||
|
10 |
||||||||||||||||||||||||||
|
11 |
||||||||||||||||||||||||||
|
12 |
||||||||||||||||||||||||||
|
13 |
||||||||||||||||||||||||||
|
14 |
||||||||||||||||||||||||||
|
15 |
||||||||||||||||||||||||||
|
16 |
||||||||||||||||||||||||||
|
17 |
||||||||||||||||||||||||||
|
18 |
||||||||||||||||||||||||||
|
19 |
||||||||||||||||||||||||||
|
20 |
||||||||||||||||||||||||||
|
21 |
||||||||||||||||||||||||||
|
22 |
||||||||||||||||||||||||||
|
23 |
||||||||||||||||||||||||||
|
24 |
||||||||||||||||||||||||||
|
25 |
||||||||||||||||||||||||||
|
26 |
||||||||||||||||||||||||||
|
27 |
||||||||||||||||||||||||||
|
28 |
||||||||||||||||||||||||||
|
29 |
||||||||||||||||||||||||||
|
30 |
||||||||||||||||||||||||||
|
31 |
||||||||||||||||||||||||||
|
32 |
||||||||||||||||||||||||||
Продолжение карты
|
Пазовая часть ротора |
Лобовая часть со стороны турбины |
||||||||||||||||||||||||
|
Входные отверстия |
|||||||||||||||||||||||||
|
32 |
34 |
36 |
38 |
40 |
42 |
44 |
Среднее по отсеку |
46 |
48 |
50 |
52 |
54 |
56 |
58 |
Среднее по отсеку |
Среднее на паз |
|||||||||
|
47 |
49 |
61 |
53 |
55 |
57 |
59 |
61 |
63 |
65 |
67 |
69 |
71 |
73 |
60 |
62 |
64 |
66 |
68 |
70 |
72 |
74 |
76 |
|||
4.3. Вставить ниппель выходного насадка в выходное отверстие канала, подлежащего контролю, предварительно убедившись в наличии струи воздуха, выходящего из канала.
4.4. Шланг от штуцера статического давления выходного насадка подвести к штуцеру измерительного микроманометра и измерить статическое давление воздуха. При этом отверстие в накидной гайке и отверстие в трубке полного давления выходного насадка должны быть закрыты.
4.5. Измерить статическое давление на выходе из канала.
4.6. Записать значение давления в карту продуваемости.
4.7. Произвести операции по пп. 4.2 - 4.6 для всех нечетных каналов крайнего отсека.
4.8. Произвести контроль продуваемости по пп. 4.1 - 4.7 в лобовой части обмотки ротора со стороны турбины.
5. Технические требования к продуваемости предусматривают следующее:
5.1. Средние значения динамического давления в каналах пазовой части обмотки ротора должны быть не менее 10 мм вод. ст. по отсеку и не менее 14 мм вод. ст. на паз.
5.2. Полностью закрытые каналы (более шести) в пазовой части обмотки ротора не допускаются. При этом в пазу не должно быть более одного закрытого канала.
5.3. Наименьшее значение статического давления в отдельных каналах лобовых частей обмотки ротора не должно быть ниже 17 мм вод. ст.
5.4. Полностью закрытые каналы в лобовой части обмотки ротора не допускаются.
В качестве источника тока применяются сварочные трансформаторы ТС-2000, ТСД-2000-2 или группа трансформаторов последовательного или параллельного соединения, но токи и напряжения должны быть не ниже указанных.
Индуктор имеет водяное охлаждение. Вода для охлаждения применяется из водопровода с давлением 0,1 - 0,2 МПа (1 - 2 кгс/см2). Каждая половина индуктора охлаждается отдельно. Температура воды на выходе 40 - 50 °С. Утечка воды на бандажное кольцо недопустима.
|
Напряжение на зажимах индуктора, В |
Потребляемый ток, А |
Количество витков индуктора |
Длина наматываемого кабеля, м |
Время нагрева бандажа, мин |
|
120 |
1350 |
25 |
86 |
50-60 |
Индуктор наматывается на бандажное кольцо следующим образом: первый ряд наматывается впритык по посадочным местам и с промежутками в середине, второй ряд - только на посадочных местах.
Контроль температуры производится с помощью термощупа или термопар.
Приложение 11
РЕКОМЕНДАЦИИ ПО ПЕРЕЗАЛИВКЕ ВКЛАДЫШЕЙ ТОРЦОВЫХ УПЛОТНЕНИЙ ВАЛА РОТОРА
В случаях, когда наблюдаются отставание баббитовой заливки, большая пористость и выкрашивание или частичное выплавление баббита на рабочей поверхности, производится перезаливка вкладыша. Если указанные дефекты носят местный характер, то они могут быть устранены наплавкой баббита с помощью газовой горелки.
При перезаливке баббит выплавляется газовой горелкой или нагревом вкладыша в печи до температуры 270 - 280°С. Вкладыш тщательно очищается от грязи металлической щеткой и протирается чистой салфеткой, смоченной в бензине.
Прочность сцепления баббита с корпусом вкладыша зависит в основном от качества подготовки поверхности. Поверхность под заливку должна быть совершенно чистой и не иметь следов окисления и масла. С этой целью поверхность подвергается специальной обработке. Окисления удаляются травлением в 10 - 15 %-ном растворе серной или соляной кислоты в течение 10 мин с последующей промывкой в горячей воде. Обезжиривание поверхности производится погружением вкладыша на 10 - 15 мин в 10 %-ный раствор едкого натра или кальцинированной соды с температурой 80 - 90 °С. Затем вкладыш промывается горячей чистой водой. Лужение поверхности, подлежащей заливке, производится баббитом Б-83 или припоем ПОС-40.
Поверхность под заливку покрывается слоем флюса, представляющего собой насыщенный раствор металлического цинка в концентрированной соляной кислоте (раствор хлористого цинка). Плохая смачиваемость поверхности свидетельствует о недостаточном обезжиривании. Вкладыш нагревается до температуры 350 - 375 °С. Поверхность под заливку вновь покрывают флюсом, натирают палочкой баббита Б-83 (или припоя ПОС-40), посыпают нашатырем и протирают чистой салфеткой до получения ровной блестящей поверхности. Для предохранения полуды от окисления рекомендуется луженую поверхность смочить водным раствором нашатыря. Желтоватый цвет поверхности указывает на окисление полуды, в этом случае вкладыш следует перелудить. Остывший после лужения вкладыш подготавливают к заливке баббитом. В отверстия для подвода масла к рабочей поверхности устанавливают стальные пробки. Пробки должны иметь небольшой конус, что позволяет плотно установить их в отверстия и облегчает удаление после заливки. Применение таких пробок обеспечивает точное совпадение отверстий в баббите с маслоподводящими отверстиями в корпусе вкладыша. Внутренний масляный канал заполняется асбестовым порошком. Зона заливки ограничивается стальными кольцами.
В разъеме вкладыша устанавливаются прокладки из листовой стали толщиной 1 - 1,5 мм. Все неплотности промазываются огнеупорной замазкой. Подготовленный таким образом вкладыш необходимо просушить до полного удаления влаги, после чего можно приступить к расплавлению баббита.
Расплавление баббита лучше всего производить в глубоком тигле. Тигель предварительно нагревается до температуры 400 - 450 °С, затем загружается баббит кусками массой 1 - 2 кг. После расплавления баббита его поверхность следует покрыть слоем измельченного и просеянного древесного угля. Затем температура баббита доводится до 400 - 420 °С. Нагрев баббита свыше 430 °С недопустим, так как это вызывает интенсивное окисление и выгорание сурьмы, поэтому не следует долго держать баббит в расплавленном состоянии.
Вкладыш перед заливкой подогревают до 300 °С и располагают в непосредственной близости от тигля. Заливка баббита производится непрерывной короткой струей. Скорость заливки к концу операции уменьшается для восполнения усадки. Для облегчения выхода на поверхность пузырьков газа и различных включений залитый баббит перемешивается стальным нагретым прутком, а затем некоторое время подогревается его поверхность. После затвердения поверхность баббита должна иметь однородный цвет, иногда с местным золотистым оттенком. Плотность сцепления баббита с корпусом вкладыша проверяется простукиванием, при этом дребезжащий и глухой звук свидетельствует о недостаточной плотности сцепления. Кроме того, после проточки баббитовой заливки плотность заливки проверяется керосиновой пробой. С этой целью вкладыш погружается в ванну с керосином на 3 - 5 ч, затем насухо протирается чистой ветошью. Место стыка баббита со сталью натирается мелом, вкладыш кладется на ровную поверхность вниз баббитовой заливкой и прижимается грузом 40 - 50 кг. В местах неплотного сцепления на меловой поверхности выступят следы керосина.
При местном характере дефектов производится наплавка баббита с помощью газовой горелки. В качестве горючего газа используется пропан-бутан. Поверхность вкладыша, подлежащая наплавке, лудится баббитом Б-83 по описанной выше технологии. Вкладыш помещается в ванну с проточной водой, так чтобы уровень воды был ниже наплавленной поверхности на 5 - 10 мм.
Для наплавки применяются прутки из баббита Б-83, имеющие катет 15 - 20 мм и длину 400 - 500 мм. Наплавка производится горелкой. Пламя горелки при наплавке должно быть восстановительное, т.е. с небольшим избытком горючего газа. Вкладыш подогревается горелкой до температуры 50 - 60 °С, после чего начинается наплавка баббита.
При наплавке необходимо следить за качеством сцепления наплавляемого баббита с луженой поверхностью. Признаком качественного сцепления является хорошее смачивание направляемым слоем луженой поверхности. Нагрев вкладыша в процессе наплавки не должен превышать 100 °С. В случае перегрева необходимо увеличить расход воды или на некоторое время прекратить наплавку. Перегрев вкладыша сопровождается большой текучестью баббита по наплавляемой поверхности, появлением усадочных впадин в период кристаллизации и шероховатой поверхности. Наплавку можно производить в несколько слоев до требуемой толщины. Перед наплавкой каждого последующего слоя поверхность зачищается металлической щеткой до блеска.
Непосредственно после наплавки производится термообработка вкладыша в печи при температуре 180 - 200 °С с последующим охлаждением в печи в течение 15 - 17 ч. В случае обнаружения отслоений баббита, рыхлости, сквозных пор дефектные участки удаляются местной вырубкой, поверхность лудится и вновь подвергается наплавке.
Приложение 12
РЕКОМЕНДАЦИИ ПО ПРИГОТОВЛЕНИЮ ЭПОКСИДНО-КЛЕЯЩЕГО ЛАКА ЭЛ-4 ХОЛОДНОГО ОТВЕРЖДЕНИЯ
Настоящими рекомендациями следует руководствоваться при изготовлении эпоксидно-клеящего лака холодного отвердения. Лак применяется для склеивания гетинакса, стеклотекстолита, пластмассы, металла и других материалов.
1. Материалы
Смола ЭД-16 или ЭД-20 (ГОСТ 10587-76)
Полиэтиленполиамин (СТУ 49-2523-62)
Полиэфир № 1 (МРТУ 05-1122-68)
Ацетон (ГОСТ 2768-69)
2. Оборудование
Фарфоровый стакан или металлическая банка
Электрическая печь закрытого типа
Термометр ртутный 0 - 100 °С (ГОСТ 2823-73) или спиртовой
Технические весы с разновесами НТ-2
Деревянная или металлическая мешалка
Вытяжной шкаф с вентиляцией
3. Способ приготовления
3.1. Приготовить эпоксидный лак по следующему рецепту:
смола ЭД-16 или ЭД-20 - 100 мас. ч.
полиэтиленполиамин - 10 мас. ч.
полиэфир № 1 - 15 мас. ч.
ацетон - 20 мас. ч.
3.2. Разогреть эпоксидную смолу в электрической печи при температуре 60 °С.
3.3. Взвесить эпоксидную смолу и полиэфир № 1.
3.4. Ввести в смолу с полиэфиром необходимое количество ацетона и перемешать.
3.5. Взвесить полиэтиленполиамин, ввести в смолу с полиэфиром и перемешать. Лак готов к употреблению.
Примечания: 1. Температура массы перед введением полиэтиленполиамина должна быть не выше 30 - 35 °С.
2. Лак необходимо готовить небольшими порциями, так как он годен только в течение 3 - 3,5 ч с момента приготовления.
4. При приготовлении эпоксидного лака необходимо соблюдать осторожность, избегая попадания на кожу готового лака и его компонентов. Рекомендуется пользоваться защитными пастами (приложение 13).
Приложение 13
ИЗГОТОВЛЕНИЕ И ПРИМЕНЕНИЕ ЗАЩИТНЫХ ПАСТ
Настоящими рекомендациями следует руководствоваться при изготовлении паст в качестве профилактического средства для защиты кожи от раздражающего воздействия эпоксидных лаков и других вредных веществ. В рекомендации приведены рецепты, способы приготовления и применения паст типов «Защитная» и «Невидимые перчатки» (на метилцеллюлозной или казеиновой основе).
1. Паста «Защитная»
1.1. Материалы
Дистиллированный стеарин первого сорта (ГОСТ 6484-64)
Дистиллированный глицерин высшего или первого сорта (ГОСТ 6824-76)
Дистиллированная вода (ГОСТ 6709-72)
Водный аммиак технический (ГОСТ 9-67)
1.2. Оборудование и приспособления
Фарфоровые и стеклянные стаканы
Электрическая плитка закрытого типа
Фарфоровая ступка
Технические весы
1.3. Способ приготовления
- взвесить компоненты пасты согласно следующему рецепту: стеарин - 1 мас. ч., глицерин - 2 мас. ч., вода - 2 мас. ч, аммиак (25 %-ный) - 0,24 мас. ч;
- расплавить стеарин в фарфоровой чашке, но не доводить до кипения;
- подогреть взвешенный отдельно глицерин до температуры 40 - 50 °С; небольшими порциями добавить его в разогретый стеарин, смесь тщательно размешать;
- добавить в полученную массу кипящую воду. В случае появления комочков стеарина подогреть массу на плитке до полного расплавления комочков;
- добавить медленно тонкой струей водный раствор аммиака, все время перемешивая массу;
- перемешивать (не менее 30 мин) смесь до получения сметанообразной консистенции. В случае, если смесь не будет застывать, ее нужно подогреть, добавить еще половину порции аммиака и снова размешать. После охлаждения растирать пасту в ступке до консистенции пушистого крема.
Готовая паста должна иметь белый цвет, быть пушистой.
Расфасовать пасту в стеклянную или пластмассовую посуду.
1.4. Применение
- перед работой паста тщательно втирается в кожу (расход пасты на одно втирание - 3 г);
- после работы смыть пасту теплой водой с мылом.
Хранить пасту в прохладном месте в закрытой таре. Срок хранения - 3 - 4 мес.
2. Паста «Невидимые перчатки»
2.1. На метилцеллюлозной основе, (%);
- метилцеллюлоза - 4,0;
- глицерин дистиллированный высшего или первого сорта - 11,7;
- глина белая - 6,8;
- тальк молотый - 7,8;
- вода дистиллированная - 68,7.
2.2. На казеиновой основе (%):
- казеин технический - 19,7;
- спирт этиловый технический (гидролизный) - 58,7;
- глицерин дистиллированный высшего или первого сорта - 19,7;
- аммиак водный технический (25 %-ный) - 1,9.
2.3. Оборудование и приспособления - фарфоровые и стеклянные стаканы, термостаты, фарфоровая ступка, технические весы.
2.4. Способ приготовления
Паста на метилцеллюлозной основе:
- растворить метилцеллюлозу в воде комнатной температуры;
- смешать белую глину и тальк с глицерином;
- смешать обе приготовленные массы и тщательно перемешать.
Паста на казеиновой основе (1-й способ):
- замочить казеин (не казеиновый клей) в 3 - 4-кратном количестве воды;
- оставить для набухания на 12 - 20 ч;
- отжать избыток воды;
- добавить в отжатый казеин глицерин, спирт и аммиак;
- нагреть массу до растворения;
- профильтровать полученную массу.
Паста на казеиновой основе (2-й способ):
- замочить казеин (не казеиновый клей) в 3 - 4-кратном количестве воды;
- поставить в термостат с температурой 60 - 70 °С;
- оставить до полного набухания на 2 - 3 ч;
- перемешивать периодически смесь;
- вводить в набухший казеин небольшими порциями аммиак;
- перемешивать до получения однородной клеящей массы;
- добавить в смесь небольшими порциями при постоянном перемешивании глицерин, а затем спирт.
2.5. Применение
Наносить пасту перед работой на ладони рук (расход пасты 3 - 5 г) и равномерно растирать по всей поверхности (пасту наносить на чистые сухие руки). После нанесения паста должна подсохнуть в течение 1 - 2 мин.
После работы смыть пасту теплой водой с мылом.
Хранить пасту в банках с притертыми пробками. Срок хранения 8 - 10 дн.
Во время работы руки смачивать водой нельзя, так как вода, разрушив пленку «перчаток», откроет доступ вредным веществам к коже.

Рис. 1. Модель сетевого графика капитального ремонта турбогенераторов ТВФ-120-2 и ТВФ-100-2:
Цифры в кружках обозначают номер события; цифры над стрелками обозначают шифр работ, наименование которых занесено в операционных картах

Рис. 2. Специальный щуп для контроля прессовки активной стали:
1 - гайка; 2 - ручка; 3 - пружина; 4 - тарелка; 5 - втулка; 6 - линейка; 7, 8 - наездники; 9 - наконечник; 10 - планка

Рис. 3. Приспособление для снятия контактных колец:
1 - кольцо; 2 - шпилька стяжная; 3 - гайка; 4 - шайба

1, 3 - изолирующая шайба; 2 - болт № 20×70; 4 - болт М12×45; 5 - маслоуловитель; 6, 8 - нажимные шайбы; 7 - болт М16×45; 9 - вкладыш; 10 - пружина; 11 - винт; 12 - уплотнительная шайба

Рис. 5. Схема измерения биения упорных дисков вала ротора
|
Точки отсчета |
Показания |
Алгебраическая разность показаний |
Биение диска |
||
|
Индикатор № 1 |
Индикатор № 2 |
Индикатор |
Индикатор № 2 |
||
|
1 |
5 |
||||
|
2 |
6 |
||||
|
3 |
7 |
||||
|
4 |
8 |
||||
|
5 |
1 |
||||
|
6 |
2 |
||||
|
7 |
3 |
||||
|
8 |
4 |
||||
|
1 |
5 |
||||

Рис. 6. Снятие и установка щитов:
1 - болт М20×70; 2 - держатель; 3 - болт М20×50; 4 - шайба 12; 5 - болт № 2×50; 6 - полукольцо

Рис. 7. Схема ввода и вывода ротора:
1 - ротор; 2 - статор; 3 - надставка вала; 4 - внутренняя тележка; 5 - монтажный лист; 6 - рельсы; 7 - тележка; 8 - подставка тележки; 9 - балка; 10 - рычаг; 11 - рейка; 12 - клин; 13 - шнур; 14 - прессшпан (2 слоя)

Рис. 8. Стропка ротора одним стропом

Рис. 9. Схема испытания активной стали статора:
1 - намагничивающая обмотка; 2 - контрольная обмотка
Рис. 10. Вывод концевой (фазный):
1 - стержень вывода; 2 - гайка; 3 - уплотнительное кольцо; 4, 6, 10 - шайбы; 5 - изолятор; 7 - труба; 8 - штуцер; 9 - кольцо

Рис. 11. Ключ для сборки выводов

Рис. 12. Изолировка головок лобовых частей обмотки статора турбогенератора ТВФ-120-2:
1 - стеклоткань ЛСЭ 0,2; 2 - микалента ЛМЧ-66 0,17×20 мм; 3 - изоляционные покрышки; 4 - хомутик; 5 - лента стеклянная ЛСЭ 0,2×25 мм
Рис. 13. Соединение и изоляция головок стержней турбогенератора ТВФ-100-2:
1, 2, 3, 4 - изоляционные покрышки; 5 - черная стеклолакоткань толщиной 0,25 мм; 6 - лента стеклянная 0,2×25 мм; 7 - наконечник; 8 - прокладка
Примечание. Поз. 5, 6 - накладывать с перекрытием 1/2 ширины

Рис. 14. Изоляция головок выводных стержней турбогенератора ТВФ-120-2:
1 - прокладка; 2 - верхний стержень выводной; 3 - нижний стержень выводной; 4 - хомутик; 5 - микалента ЛМЧ-66 0,17×20 мм, слюда П 6/10 (микалента черная ЛМЧ-П 0,17×20 мм); 6 - эскапоновая стеклолакоткань ЛСЭ 0,2 (черная стеклолакоткань толщиной 0,25 мм); 7 - стеклянная лента ЛЭС 0,2×25 мм; 8 - клин
Примечание. Материал в скобках приведен для турбогенератора ТВФ-100-2

1 - трубка; 2 - корпус (резина)

Рис. 16. Заглушка со штуцером:
1 - трубка; 2 - корпус (резина); 3 - измерительный штуцер

Рис. 17. Выходной насадок:
1 - штуцер полного давления; 2 - штуцер статического давления; 3 - сменный ниппель

1 - корпус; 2 - смешанный ниппель

Рис. 19. Вал ротора с токоподводом:
1 - стержень токоподвода; 2 - вал ротора с клиньями; 3 - контактные кольца; 4 - гибкий вывод; 5 - контактный винт; 6 - гайка; 7, 8 - шайбы; 9 - стеклотекстолитовая прокладка; 10 - прокладка; 11 - токоведущий болт; 12 - втулка уплотнительная

Рис. 20. Надевание и снятие бандажного кольца:
1, 2 - тяги; 3, 4 - гайки; 5 - шайба; 6, 8, 9 - кольца; 7 - сегмент; 10 - вкладыш
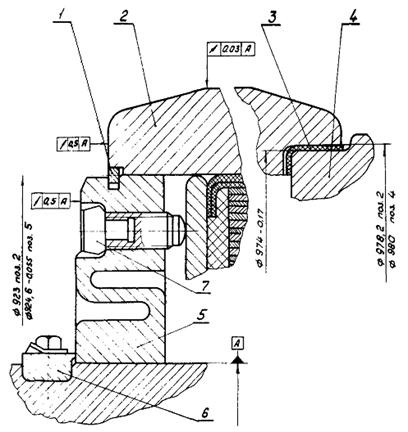
Рис. 21. Крепление бандажных колец:
1 - пружинное кольцо; 2 - бандажное кольцо; 3 - подбандажный сегмент; 4 - бочка ротора; 5 - центрирующее кольцо; 6 - упорная планка; 7 - уравновешивающий грузик

Рис. 22. Разделка вкладыша уплотнения вала (сторона возбудителя)


Рис. 24. Уплотнение концевых зон сердечника статора (пример исполнения):
1 - клин-заполнитель; 2 - обработка заподлицо со стенками шлица зуба сердечника после установки клиньев. Повреждение активной стали сердечника при этом недопустимо

Рис. 25. Стеклотекстолитовая вставка-заполнитель (пример исполнения):
1 - 3 - клинья - вставки заполнителя; 4 - обработка в соответствии с формой сегментов статора

Рис. 26. Схема кислотной промывки газоохладителей:
1 - фланец; 2 - патрубок для химического анализа; 3 - манометр; 4 - бак растворный; 5, 11 - фланцы; 6 - заглушке; 7 - вентиль; 8 - бак пеноотбора; 9 - задвижка; 10, 14 - вентили; 12 - сетка; 13 - насос; 15 - газоохладитель
СОДЕРЖАНИЕ