ФГУП ЦУФС МИНАТОМА РОССИИ (б. трест «ОРГТЕХСТРОЙ-11»)
СХЕМЫ
ВХОДНОГО И ОПЕРАЦИОННОГО КОНТРОЛЯ
КАЧЕСТВА СТРОИТЕЛЬНО-МОНТАЖНЫХ
РАБОТ
Часть III
НАРУЖНЫЕ СЕТИ КАНАЛИЗАЦИИ И ВОДОСНАБЖЕНИЯ
Москва, 2002 г.
Применение на территории Российской Федерации импортных строительных материалов
В связи со случаями поставки на российский рынок строительных материалов и изделий (поливинилхлоридные облицовочные материалы, гипсокартонные листы, трубы и другие изделия) с показателями ниже требований нормативных документов на аналогичную продукцию, действующую на территории РФ, Минстрой России разъясняет.
Применяемые в строительстве на территории РФ импортные материалы и изделия должны соответствовать требованиям действующих государственных стандартов и нормативных документов. Законодательством предусматривается подтверждение такого соответствия сертификатами соответствия или документом о качестве материалов и изделий поставщика.
При отсутствии в России государственных стандартов и нормативных документов на эти материалы и изделия и их поставке в Россию по зарубежным стандартам необходимо в соответствии с постановлением Минстроя России № 18-25 от 19.04.96 г. наличие Технического свидетельства Минстроя России, подтверждающего пригодность продукции для её применения в строительстве.
Минстрой России обратился с просьбой к органам экспертизы и архитектурно-строительного надзора усилить контроль за соблюдением указанного порядка.
(Письмо Минстроя России от 12 февраля 1997 г. № ЛХ-76/13)
Разработаны ФГУП ЦУФС Минатома РОССИИ
(б. трестом «Оргтехстрой-11»)
|
Директор (тел. 901-1681) |
О.Ф. Капура |
|
1-й зам. Директора (тел. 901-0963) |
А. В. Бетлий |
|
Исполнитель (тел. 901-1809, 901-1618, 901-1688)
Факс – 901-1644 |
А.С. Каревский |
СОДЕРЖАНИЕ
Пояснительная записка
Схемы входного и операционного контроля качества СМР составлены в соответствии с требованиями СНиП 3.01.01-85* «Организация строительного производства».
Схемы входного и операционного контроля предназначены для линейных инженерно-технических работников, бригадиров и рабочих, работников отдела контроля качества СМР, работников лабораторной, геодезической и сварочной служб, осуществляющих самоконтроль, входной, операционный и приёмочный контроль качества СМР.
Схемы могут быть использованы:
- работниками служб по подготовке строительного производства в качестве типовых для включения их в проекты производства СМР или разработки на их основе схем, отражающих специфику конкретных проектов зданий и сооружений;
- работниками служб по подготовке кадров в качестве учебного пособия при подготовке, переподготовке и повышении квалификации рабочих и ИТР;
- преподавательским составом высших и средних технических учебных заведений при подготовке инженерно-технических работников строительного профиля;
- руководителями подразделений, основных функциональных отделов и служб, а также руководством строительных организаций при проверке знаний проектов и нормативных требований по качеству выполнения СМР у линейного персонала, а также при осуществлении инспекционного контроля качества СМР;
- работниками авторского надзора проектных организаций,
- работниками технического надзора заказчика, осуществляющими приемку выполненных работ, работниками служб архитектурно-строительного надзора, федеральных и региональных центров по лицензированию строительной деятельности и других организаций, осуществляющих надзор за строительством.
Схемы входного и операционного контроля качества СМР составлены на основании требований строительных норм и правил, государственных стандартов, технических условий, типовой проектной документации и содержат:
- основные требования к качеству применяемых материалов, конструкций и деталей;
- перечень технологических операций, подлежащих контролю в процессе выполнения строительно-монтажных работ;
- перечень технических требований, подлежащих соблюдению при выполнении строительно-монтажных работ;
- схемы основных монтажных узлов;
- основные требования к качеству при приемке законченных этапов и видов работ.
Строительные конструкции, изделия, материалы и инженерное оборудование, поступающие на строительную площадку, должны пройти входной контроль. Производители работ (мастера) обязаны проверять путем внешнего осмотра и выполнения необходимых замеров соответствие качества поступающих конструкций, изделий, материалов и инженерного оборудования требованиям рабочих чертежей, государственных стандартов, технических условий.
При выполнении входного контроля на комплектовочных базах прорабу (мастеру) должны быть представлены документ (паспорта, сертификаты, акты и т.д.), подтверждающие качество поставляемых материалов и изделий. При возникновении сомнений в качестве поставляемых материалов прораб (мастер) обязан потребовать контрольной проверки поступивших материалов и изделий.
Входной контроль должен предотвратить запуск в производство материалов, конструкций и изделий, не соответствующих требованиям проектной и нормативно-технической документации. На строительной площадке входной контроль должен выполняться прорабом или мастером с привлечением в необходимых случаях лабораторной и других служб.
Операционный контроль должен осуществляться в процессе выполнения строительно-монтажных работ и обеспечивать своевременное выявление дефектов и причин их возникновения, а также своевременное принятие мер по их устранению и предупреждению.
При осуществлении операционного контроля должны проверяться:
- соблюдение заданной в проектах производства работ и технологических картах технологии производства работ;
- соответствие качества выполняемых работ требованиям проекта и нормативно-технической документации.
Операционный контроль должен осуществляться производителем работ (мастером), инженером (лаборантом) строительной лаборатории, геодезистом, работником сварочной службы или лаборатории сварки. Участие той или иной службы в осуществлении операционного контроля должно быть регламентировано технологической картой на конкретный технологический процесс.
Приемочный контроль должен осуществляться по завершении этапов или отдельных видов работ, а также ответственных конструкций. Приемка оформляется актами освидетельствования скрытых работ, актами приемки отдельных этапов или видов работ, а также ответственных конструкций.
Приемка должна производиться прорабом, работниками отдела контроля качества СМР с привлечением в необходимых случаях работников лабораторной, геодезической или сварочной служб, и представителями технического надзора заказчика.
При осуществлении производственного контроля надлежит пользоваться измерительным инструментом и приборами, прошедшими метрологическую поверку в установленные сроки.
Ссылки на нормативную литературу даны по состоянию на 01.10.2001. Данные о новой нормативной документации и изменениях действующей приводятся в информационных указателях Госстандарта и Госстроя РФ.
СХЕМЫ ВХОДНОГО И ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА СМР
ЧАСТЬ III
ГЕОДЕЗИЧЕСКИЕ РАБОТЫ
СНиП 3.01.01-85* Организация строительного производства
СНиП 3.01.03-84 Геодезические работы в строительстве
ПОСОБИЕ по производству геодезических работ в строительстве (к СНиП 3.01.03-84).
Разбивочные работы при прокладке инженерных сетей
До начала выполнения геодезических работ на строительной площадке заказчик должен передать подрядчику геодезическую разбивочную основу и рабочие чертежи, разрешенные к производству работ.
Создание геодезической разбивочной основы для строительства является обязанностью заказчика.
Не менее чем за 10 дней до начала выполнения строительно-монтажных работ заказчик обязан передать поэтапно подрядчику техническую документацию на геодезическую разбивочную основу и закрепленные на площадке строительства пункты основы, в том числе:
- знаки разбивочной сети строительной площадки;
- плановые (осевые) знаки линейных сооружений, определяющие ось, начало, конец трассы, колодцы (камеры), закрепленные на прямых участках не менее чем через 0,5 км и на углах поворота трассы;
- нивелирные реперы вдоль осей инженерных сетей не реже чем через 0,5 км;
- каталоги координат, высот и абрисы всех пунктов геодезической разбивочной основы.
Геодезическая разбивочная основа для строительства состоит из разбивочной сети строительной площадки и внешней разбивочной сети здания (сооружения). Они включают в себя плановые и высотные сети.
Работы по построению геодезической разбивочной основы для строительства должны выполняться по проекту (чертежу), составленному на основе генерального плана и стройгенплана объекта строительства, после срезки растительного слоя грунта, выполнения предварительной вертикальной планировки.
Исходной документацией для создания геодезической разбивочной основы являются рабочие чертежи, в которых указываются красные линии и линии застройки; оси проектируемых зданий и сооружений; координаты углов поворота и пересечения трасс; координаты цента колодцев и других наружных частей сооружения; расстояния между отдельными элементами коммуникаций; привязки трасс к опорной сети, к зданиям и сооружениям; уклоны между смежными колодцами; отметки дна лотков и верха колодцев.
В составе проекта должны быть разбивочный чертеж, каталоги координат и отметок исходных пунктов и каталоги (ведомости) проектных координат и отметок, чертежи геодезических знаков, пояснительная записка с обоснованием точности построения геодезической разбивочной основы для строительства.
Чертеж геодезической разбивочной основы должен составляться в масштабе генерального плана строительной площадки.
Геодезическая разбивочная основа для строительства должна создаваться в виде сети закрепленных знаками геодезических пунктов, определяющих положение здания (сооружения) на местности и обеспечивающих выполнение дальнейших построений и измерений в процессе строительства с наименьшими затратами и необходимой точностью.
Геодезическая разбивочная основа для строительства должна создаваться с привязкой к имеющимся в районе строительства пунктам геодезических сетей и с учетом:
проектного и существующего размещения зданий (сооружений) и инженерных сетей на строительной площадке;
обеспечения сохранности и устойчивости знаков, закрепляющих пункты разбивочной основы;
геологических, температурных, динамических процессов и других воздействий в районе строительства, которые могут оказать неблагоприятное влияние на качество построения разбивочной основы;
использования создаваемой геодезической разбивочной основы в процессе эксплуатации построенного объекта, его расширения и реконструкции.
Построение геодезической разбивочной основы для строительства должно производиться методами триангуляции, полигонометрии, геодезических ходов, засечек и другими методами.
Точность построения разбивочной сети строительной площадки должна соответствовать данным, приведенным в нижеследующей таблице.
|
Характеристика объектов строительства |
Величины средних квадратических погрешностей построения разбивочной сети строительной площадки |
||
|
угловые измерения, с |
линейные измерения |
Определение превышения на 1 км |
|
|
Инженерные сети в пределах застраиваемых территорий |
10 |
1/5000 |
10 |
|
Инженерные сети вне застраиваемых территорий; земляные сооружения, в том числе вертикальная планировка |
30 |
1/2000 |
15 |
Величины средних квадратических погрешностей построения внешней разбивочной сети инженерных сетей, в том числе выноса основных или главных разбивочных осей, должны быть: при линейных измерениях - 1/2000; при угловых измерениях - 30 с: при определении превышения на станции - 5 мм.
Приемка геодезической разбивочной основы для строительства должна оформляться актом по форме, приведенной в приложении 12 СНиП 3.01.03-84.
Приемку осуществляет геодезист строительного управления, в функции которого входят:
- приемка от заказчика по акту геодезической и топографической документации на геодезическую разбивочную основу для строительства, приемка генпланов, стройгенпланов, рабочих чертежей, проектов вертикальной планировки;
- проверка рабочих чертежей, используемых при разбивочных работах, в части взаимной увязки размеров, координат и отметок (высот); согласование с заказчиком в установленном порядке вопросов по устранению обнаруженных неувязок, получение на рабочих чертежах разрешения заказчика к производству работ;
- приемка от заказчика в натуре и по акту закрепленных на местности пунктов опорной геодезической сети, в том числе трасс инженерных коммуникаций и отдельных сооружений на них (начальных, конечных, углов поворота и других характерных точек трассы; учет и организация наблюдения за сохранностью и устойчивостью принятых знаков, инструментальная проверка положения пунктов опорной геодезической сети не реже двух раз в год (в весенний и осенне-зимний периоды), развитие и дополнение по мере необходимости опорной геодезической сети, ранее созданной заказчиком, ремонт, восстановление и замена пунктов, разрушенных в процессе строительства, с определением их планового и высотного положения;
- производство детальных геодезических разбивочных работ, обеспечивающих вынос в натуру от пунктов геодезической основы осей зданий и сооружений, трасс инженерных коммуникаций и закрепление их створными знаками, передача и фиксация проектных отметок от разбивочной высотной основы и т.д.
Геодезические работы при прокладке сетей инженерных коммуникаций должны выполняться в соответствии с требованиями СНиП 3.01.03-84 «Геодезические работы в строительстве», требованиями геодезической части проекта производства работ (ППР) или проекта производства геодезических работ, который должен разрабатываться при строительстве крупных и сложных объектов, а также зданий выше 9 этажей.
Геодезические работы должны производиться только при наличии утвержденного проекта производства работ (ППР или ППГР) и разрешения «к производству работ».
Запрещается осуществление строительно-монтажных работ без утвержденного проекта производства работ. Не допускаются отступления от решений проектов производства работ без согласования с организациями, разработавшими и утвердившими их.
Проект является основным документом, определяющим содержание, объем и порядок выполнения геодезических работ на строительной площадке.
В проекте должны быть приведены виды геодезических работ, подлежащие выполнению при прокладке наружных сетей, специальные требования к точности выполнения строительно-монтажных и геодезических работ, не отраженные в нормативной документации.
По каждому виду работ в проекте должны быть указаны:
исходные данные;
состав работ;
технология выполнения работ, нормы точности, способы ее достижения, технические средства;
вид и объем выдаваемой в результате выполнения работы документации (внутренней исполнительной документации и приемосдаточной исполнительной документации).
Геодезические работы следует выполнять после предусмотренной проектной документацией расчистки территории, освобождения ее от строений, подлежащих сносу, и, как правило, вертикальной планировки.
Непосредственно перед выполнением разбивочных работ исполнитель должен проверить неизменность положения знаков разбивочной сети путем повторных измерений элементов сети.
Перенесению в натуру подлежат: места подключений и присоединений коммуникаций, углы поворота сети, колодцы, камеры, а для совмещенных прокладок дополнительно ось основной сети. Обязательному перенесению подлежат места пересечения коммуникаций с другими сетями.
Для осуществления выноса в натуру необходимо иметь:
координаты и отметки точек опорной геодезической сети вдоль трассы;
координаты точек начала и конца трассы, вершин ее углов поворота;
длины прямых участков трассы;
элементы привязок.
Выбор метода перенесения зависит от характера застройки, протяженности трассы, заданной точности и от наличия пунктов и знаков геодезической сети или разбивочной сети строительной площадки.
Геодезические работы по перенесению подземных сетей на местность начинаются с выноса точек поворота и продольной оси прокладки.
Перенесение в натуру осуществляется полярным способом с контролем от ближайшей вынесенной в натуру точки; способом линейных или створных засечек и способом перпендикуляров.
Полярный способ применяется при разбивках на открытой местности и возможности производства угловых и линейных измерений с одной точки стояния прибора. Для измерения расстояний могут использоваться мерные ленты, металлические рулетки, оптические и нитяные дальномеры.
При выносе точек трассы, близко расположенных к пунктам геодезической или разбивочной сети, к капитальной застройке, рекомендуется способ линейных засечек. При этом длина стороны засечки не должна быть более длины мерного прибора, а число засечек должно быть не менее трех. Углы при вершине засечки должны быть в пределах от 30 до 120°.
При наличии достаточного числа точек с известными координатами может применяться способ створных засечек.
Способ перпендикуляров рационален в случае расположения трасс вдоль геодезической сети, специально проложенного теодолитного хода или створной линии между зданиями. Длина перпендикуляра не должна превышать 4 м. При длине перпендикуляров более 4 м вынос в натуру должен контролироваться засечкой.
При построении на местности отрезков линий заданной длины, полученных по координатам или непосредственно взятых с плана, в них вводят поправки на наклон (при угле наклона более 1,5°), температуру и компарирование. Перенесение отрезков линий в натуру должно быть осуществлено с относительной ошибкой не более 1:2000.
Ось трассы, углы поворота и места пересечения их с существующими подземными сетями и сооружениями в натуре закрепляется штырями, кольями и т.д., а их положение фиксируется параллельными выносками или створными знаками.
Допускается закрепление положения оси прокладок с использованием обноски, устраиваемой на прямолинейных участках, устанавливаемой вдоль трассы на расстоянии 40 - 50 м одна от другой, а также в местах поворота.
Правильность выполнения разбивки трассы в натуре контролируется от красных линий, осей проездов, от существующих твердых контурных точек и от специально проложенных теодолитных ходов.
Погрешность разбивочных работ (средняя квадратическая погрешность) не должна превышать: при линейных измерениях - 1/2000; при угловых измерениях - 30 с; при определении превышения на станции - 5 мм.
По окончании разбивочных работ составляется исполнительная схема разбивки и оформляется акт разбивки.
При передаче отдельных частей здания (сооружения) от одной строительно-монтажной организации другой необходимые для выполнения последующих геодезических работ знаки, закрепляющие оси, отметки, ориентиры и материалы исполнительных съемок должны быть переданы по акту согласно обязательному приложению 13 к СНиП 3.01.03-84.
Ось трассы проектируется в траншею теодолитом или отвесом от натянутой проволоки между створными точками оси или точками поворота.
Разбивка проектного уклона дна траншеи производится с помощью постоянных и ходовых визирок, оптических нивелиров и лазерных уклонофиксаторов. Разбивка по высоте основания под укладку трубопроводов с уклонами не более 0,001 производится с помощью нивелира.
Разбивка котлована колодца включает закрепление центра колодца, установку обноски, закрепленной на расстоянии 0,6 - 0,7 м от бровки траншеи, и передачу отметок и осей на обноску.
По окончании разбивочных работ должны составляться акт разбивки осей и исполнительный разбивочный чертеж (схема).
Приложение 12 к СНиП 3.01.03-84
Обязательное
|
АКТ ПРИЕМКИ ГЕОДЕЗИЧЕСКОЙ РАЗБИВОЧНОЙ ОСНОВЫ ДЛЯ СТРОИТЕЛЬСТВА __________________________________________________________________________ (наименование объекта строительства) г. ______________________________ «_______» __________________________ 20__ г. Комиссия в составе: ответственного представителя заказчика _______________________________________ (фамилия, инициалы, должность) ответственных представителей генподрядной строительно-монтажной организации __________________________________________________________________________ (фамилии, инициалы, должности) рассмотрела представленную техническую документацию на геодезическую разбивочную основу для строительства ________________________________________ __________________________________________________________________________ (наименование объекта строительства) и произвела осмотр закрепленных на местности знаков этой основы. Предъявленные к приемке знаки геодезической разбивочной основы для строительства, их координаты, отметки, места установки и способы закрепления соответствуют представленной технической документации _______________________ __________________________________________________________________________ (наименование проектной организации, номера чертежей, дата выпуска) и выполнены с соблюдением заданной точности построений и измерений. На основании изложенного комиссия считает, что заказчик сдал, а подрядчик принял знаки геодезической разбивочной основы для строительства (наименование объекта или его отдельных цехов, зданий, сооружений). Приложения: ______________________________________________________________ (чертежи, схемы, ведомости и т.п.) Представитель заказчика: ___________________________________________________ (подпись) Представители подрядчика; производитель работ ________________________________ (подпись) работник геодезической службы _________________________________ (подпись) |
Приложение 13 к СНиП 3.01.03-84
Обязательное
|
АКТ ПРИЕМКИ - ПЕРЕДАЧИ РЕЗУЛЬТАТОВ ГЕОДЕЗИЧЕСКИХ РАБОТ ПРИ СТРОИТЕЛЬСТВЕ ЗДАНИЙ, СООРУЖЕНИЙ «_____» __________________ 20__ г. __________________________________________ (место составления) Объект ____________________________________________________________________ (наименование объекта строительства) Комиссия в составе: ответственного представителя строительно-монтажной организации, передающей работы ________________________________________________________ (фамилия, инициалы, должность) ответственного представителя строительно-монтажной организации принимающей работы _________________________________ __________________________________________________________________________ (фамилия, инициалы, должность) рассмотрела представленную техническую документацию на выполненные геодезические работы (схемы геодезической разбивочной основы для строительства, внутренней разбивочной сети здания, сооружения, схемы исполнительных съемок, каталоги координат, отметок, ведомости и т.д.) при строительстве __________________________________________________________________________ (наименование объекта) и произвела осмотр закрепленных на местности и здании знаков сети. Предъявленные к приемке знаки разбивочной сети, их координаты, отметки, места установки и способы закрепления соответствуют представленной на них технической документации, и работы выполнены с соблюдением заданной точности построений и измерений. На основании изложенного комиссия считает, что ответственный представитель строительно-монтажной организации _________________________________________ (наименование организации) сдал, а представитель строительно-монтажной организации ______________________ (наименование организации) принял указанные выше работы по ____________________________________________ (наименование объекта, отдельных частей зданий и сооружений) Приложения: ______________________________________________________________ (чертежи, схемы, ведомости и т.п.) Представитель строительно-монтажной организации, передающей работы __________________________________________________________________________ (подписи производителя работ, работника геодезической службы) Представитель строительно-монтажной организации, принимающей работы __________________________________________________________________________ (подписи производителя работ, работника геодезической службы) |
Производство детальных разбивочных работ при прокладке трубопроводов
СНиП 3.01.01-85 Организация строительного производства.
СНиП 3.01.03-84 Геодезические работы в строительстве.
ПОСОБИЕ по производству геодезических работ в строительстве (к СНиП 3.01.03-84).
При подготовке к производству строительно-монтажных работ по прокладке трубопровода необходимо проверить:
- наличие ППГР, технологической карты и СОКК или в составе ППР технологической документации на проведение разбивочных работ, содержащих методы выполнения детальных разбивочных работ, схему местоположения знаков, отметок и ориентиров, порядок и объем проведения работ;
- наличие акта разбивки трассы; наличие исполнительного чертежа по результатам выноса в натуру и закрепления мест подключений и присоединений коммуникаций, углов поворота трубопровода, колодцев, камер, каналов, тоннелей, пересечений трубопровода с другими сетями;
- сохранность знаков внешней разбивочной сети трубопровода и осевых знаков, неизменность их положения путем повторных измерений элементов сети; восстановление утерянных знаков;
- наличие актов освидетельствования ранее выполненных земляных работ по устройству траншей и котлованов, актов приемки траншей и котлованов;
- наличие исполнительного чертежа по результатам геодезической проверки соответствия планового и высотного положения траншей и котлованов проектному; наличие на чертеже подтверждения заказчиком правильности составления и соответствия исполнительного чертежа натуре;
- проведение учебы рабочих организации труда и способам выверки труб и других элементов трубопровода в плане и по вертикали.
Детальные разбивочные работы при прокладке трубопроводов входят в технологический процесс строительного производства. Они должны выполняться в соответствии с требованиями СНиП 3.01.03-84, ППР, ППГР и технологической документации, утвержденной в установленном порядке.
До начала работ по прокладке трубопроводов должно быть осуществлено закрепление положения оси трубопровода.
Ось трассы проектируется в траншею теодолитом или отвесом от натянутой проволоки между створными точками оси или точками поворота.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППГР, технологической карты и СОКК, или в составе ППР технологической документации по проведению детальных разбивочных работ при прокладке трубопровода инженерных сетей; |
ППР, ППГР, технологическая карта и СОКК |
|
- наличие исполнительного чертежа по результатам выноса в натуру трассы трубопровода; |
Исполнительный чертеж |
|
|
- сохранность и неизменность положения знаков разбивочной сети трубопровода, осевых знаков и знаков, закрепляющих в натуре ось трассы, начало и конец трассы, колодцы; восстановление утерянных знаков; |
Общий журнал работ |
|
|
- наличие актов освидетельствования ранее выполненных земляных работ и акта приемки траншей и котлованов; |
Акты освидетельствования скрытых работ |
|
|
- наличие исполнительного чертежа по результатам геодезической исполнительной съемки законченных разработкой траншей и котлованов с разрешением заказчика на укладку трубопровода. |
Исполнительный чертеж |
|
|
Производство детальных разбивочных работ |
Контролировать: - соблюдение заданной технологии производства детальных разбивочных работ; - точность разбивочных работ; |
Журнал геодезического контроля |
|
- укладку труб, колодцев, камер, каналов, тоннелей в проектное положение (отклонения в плане и по высоте от предусмотренных ППР отметок с помощью постоянных и ходовых визирок, маяков, реперов, причалок, нивелира, теодолита, лазерных приборов). |
Исполнительные геодезические схемы |
|
|
Приемка |
Проверить: - соответствие фактического положения трубопровода и других конструкций требованиям проекта и нормативных документов по результатам инструментальной геодезической съемки; - надлежащее оформление исполнительного чертежа по результатам исполнительной съемки и получение подтверждение заказчиком правильности составления исполнительного чертежа натуре. |
Исполнительный чертеж |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб, геодезист - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), геодезист, представители технадзора заказчика КИП - нивелир, теодолит, визирки, проволока, причалки, обноска, рейки, рулетка измерительная, лазерные приборы и др. |
||
Закрепление положения оси трассы, особенно колодцев, допускается выполнять с использованием обноски, устраиваемой на прямолинейных участках трассы на расстоянии 40 - 50 м одна от другой, а также в местах поворота. На обноски (обрезные доски, прикрепленные горизонтально к столбам над траншеей, или инвентарные инженерные обноски) выносят и фиксируют оси, между которыми натягивается струна. Со струны ось отвесами переносится на дно траншеи.
Разбивка проектного уклона дна траншеи после доработки недоборов и восполнения переборов и разбивка дна приямков для заделки стыков трубопроводов может производиться с помощью постоянных (неподвижных) и ходовых визирок, геометрического нивелирования, оптических нивелиров и лазерных уклонофиксаторов. Отметки постоянных (неподвижных) визирок, прикрепленных к инвентарным обноскам или прибитых к деревянной обноске гвоздем, или установленных на бровке траншеи, выносятся нивелиром с учетом проектного уклона траншеи. Разность отметок неподвижных визирок определяется по формуле Dh = il, где i - проектный уклон траншеи, l - расстояние между визирками. Высота (длина) ходовой визирки определяется как разность отметок верха постоянной (неподвижной) визирки и дна траншеи (дна приямков). Разбивка по высоте основания под укладку трубопроводов с уклонами не более 0,001 производится с помощью нивелира.
При контроле способом геометрического нивелирования вдоль оси через каждые 15 - 20 м забивают колья, смещенные от оси на удобное расстояние, нивелируют их и на каждом подписывают глубину траншеи, вычисленную по разности проектной отметки и отметки колышка. Глубину траншеи контролируют рейкой с сантиметровыми делениями, по которой перемещается струбцина с ползунком. Струбцину закрепляют на отметке, равной глубине траншеи от верхнего среза колышка.
Автоматическое регулирование глубины траншеи может выполняться при помощи различных датчиков уклона, устанавливаемых на землеройной машине (маятник, электронный уровень, гирископ) или при помощи датчиков уклона, устанавливаемых параллельно оси трассы отдельно от землеройной машины (струна, световой луч лазера).
Разбивка котлована колодца включает закрепление центра колодца, установку обноски, закрепленной на расстоянии 0,6 - 0,7 м от бровки траншеи, и передачу отметок и осей на обноску.
Разбивка по высоте дна траншей, приямков и котлованов и перенос оси трубопровода с помощью неподвижных и ходовых визирок
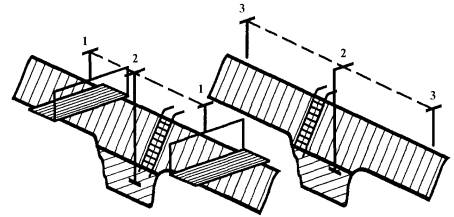
Укладка труб по высоте с помощью неподвижных и ходовых визирок
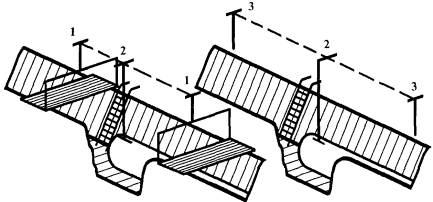
1. Неподвижные обноски 2. Визирка ходовая 3. Неподвижные визирки на бровке траншеи
Укладка труб по высоте может осуществляться:
- при строительстве на подготовленном основании (по маякам) по уровню;
- с помощью ходовых и постоянных визирок, устанавливаемых в местах будущих колодцев и поворотных точек, а на прямолинейных участках через 40 - 50 м одна от другой;
- с помощью нивелира и рейки.
Укладка по уровню осуществляется установкой каждой трубы в отдельности. При укладке по уровню в обязанности геодезической службы вменяется остановка на дне траншеи временных реперов, выверка накладных или шланговых уровней и инструктаж бригадиров и звеньевых о способах выверки и точности установки.
При укладке труб с помощью неподвижных (постоянных) визирок последние устанавливаются в местах будущих колодцев, в поворотных точках, а на прямолинейных участках через 40 - 50 м одна от другой.
Визирки устанавливаются по нивелиру по оси трассы на инвентарных или деревянных обносках или на бровке траншеи. Отметки неподвижных визирок выносятся с учетом проектного уклона трубопровода, обычно на высоте, кратной 1 м от верха проектной отметки трубы. Далее при укладке труб требуется совместить на линии визирования отметки ходовой визирки, установленной на укладываемой трубе, с отметками постоянных визирок.
При укладке труб по маякам геодезические работы заключаются в выносе осей трассы и отметок. При этом отметки даются по верху маяков, при устройстве которых особое внимание должно обращаться на их сохранность.
Укладка труб разрешается лишь после проверки соответствия отметок проектной документации: дна траншеи - при бесканальной прокладке, дна канала - при канальной прокладке.
Прямолинейность оси уложенных труб в горизонтальной плоскости (в плане) может проверяться по устанавливаемым на трубы вешкам, по шнуру, теодолитом, по лазерному или световому пучку.
При выверке труб по вешкам одна из них устанавливается по отвесу по центру трубы, а вторая на ранее уложенную. Для точной выверки в плане требуется ориентируясь по установленной в колодце вешке, фиксирующей ось трубопровода, совместить все три вешки.
Правильность уклонов уложенных труб может проверяться по визиркам, нивелиром или лазерным уклонофиксатором.
Укладка трубопроводов «змейкой» в вертикальной или горизонтальной плоскости не допускается. Отклонение трубопровода от проектного положения должно быть в пределах допусков, регламентированных нормативными документами.
Технология работ с применением лазерных приборов
Применение лазерных приборов при сооружении подземных коммуникаций (канализации, водопровода, газопровода и магистральных трубопроводов) наиболее эффективно для задания проектного направления и уклона коммуникаций и при необходимости строгого их соблюдения в процессе строительства.
Точность геодезических разбивочных работ при строительстве объектов линейного характера с применением лазерных приборов составляет около 1 см на расстоянии 50 - 100 м.
Сооружение подземных сетей с помощью лазерных приборов может осуществляться двумя способами в зависимости от технологии строительно-монтажных работ: в подготовленной траншее между двумя предварительно вынесенными в натуру точками трассы и непосредственно за проходом экскаватора.
При первом способе на дне траншеи разбиваются и закрепляются постоянными знаками начальная и конечная точки прямолинейного участка трубопровода.
Лазерный прибор устанавливают на дне траншеи и ориентируют по оси будущего трубопровода. Для ориентирования лазерного пучка используются точки, ранее вынесенные и закрепленные на дне траншеи.
В зависимости от используемого прибора проектный уклон лазерному пучку задается либо по шкале микрометра, либо с помощью подъемных винтов по нивелирной рейке, последовательно устанавливаемой перед прибором и в конце прямолинейного участка и фиксирующей высоту лазерного пучка над дном траншеи.
В торце подготовленной к укладке секции трубопровода закрепляют контрольную марку, центр которой устанавливается строго по геометрической оси трубы, после чего трубоукладчик опускает секцию на дно траншеи. Секцию одним концом присоединяют к элементу трубопровода, а свободный конец перемещают до тех пор, пока лазерный пучок не попадет в центр контрольной марки. В этом положении труба закрепляется, из нее извлекается контрольная марка и устанавливается в следующую секцию.
При втором способе на дно частично отрытой траншеи (не менее 50 м) теодолитом переносят проектную ось трубопровода и закрепляют ее через 20 м деревянными кольями. Прибор устанавливают на дне траншеи и ориентируют по проектной оси. По лазерному пучку одновременно производятся зачистка дна траншеи, подготовка бетонного основания и укладка секций трубопровода.
Трубопровод укладывают в той же последовательности, что описана в первом способе.
Наиболее простой и удобной в работе является схема положения лазерного прибора, при которой его пучок совпадает с проектным положением оси трубопровода. Если лазерный прибор нельзя установить по оси трубопровода (диаметр трубы более 800 мм, траншея залита водой и т.д.), прибор перемещают на штативе выше или ниже оси трубы, и лазерный пучок проходит параллельно оси внутри трубы или над ней.
В соответствии с положением лазерного пучка контрольные марки могут устанавливаться внутри и сверху трубы на подставках различной конструкции.
Для установки лазерного прибора на дне траншеи применяется штанговый штатив, позволяющий изменять высоту прибора в диапазоне от 30 до 200 см, консольный штатив и штанга с распоркой, позволяющая устанавливать прибор внутри смонтированной трубы.
Для обеспечения точности ориентирования пучка по оси трубопровода и фиксации лазерного пятна на экране марки лазерный прибор рекомендуется переставлять через каждые 100 - 150 м. Во избежание накопления ошибок за счет рефракции необходимо исключить попадание в трубопровод выхлопных газов строительных машин.
Исполнительные геодезические съемки
В процессе прокладки инженерных сетей должна производиться геодезическая (инструментальная) проверка соответствия положения прокладываемых инженерных сетей требованиям проекта и нормативных документов (операционный контроль).
Контролируемые в процессе прокладки инженерных сетей параметры, методы геодезического контроля, порядок и объем его проведения должны быть установлены в ППР (ППГР).
Погрешность измерений в процессе геодезического контроля и при исполнительных съемках инженерных сетей должны быть не более 0,2 величины отклонений, допускаемых проектной и нормативной документацией.
Результаты геодезической (инструментальной) проверки оформляются геодезической документацией, в которую входят: исполнительные геодезические схемы, чертежи, профили, разрезы и т.д.; журналы геодезического контроля, акты геодезической проверки, полевые журналы, и фиксируются в общем журнале работ.
При приемке работ по прокладке инженерных сетей для проверки соответствия фактического положения их требованиям проекта и нормативных документов должна выполняться исполнительная геодезическая съемка. Исполнительную геодезическую съемку подземных инженерных сетей следует выполнять в процессе строительства в открытых траншеях и котлованах до их засыпки.
Места, точки, параметры, методы, порядок проведения и оформления, а также объем съемок должен устанавливаться ППР (ППГР).
В качестве исходной геодезической основы для исполнительной съемки принимаются знаки геодезической разбивочной основы.
Производство съемок включает в себя следующие виды работ:
выяснение наличия геодезической или разбивочной сети и восстановление утерянных знаков этой сети;
съемку и нивелирование элементов инженерных сетей и сооружений;
составление исполнительных чертежей и планов.
По каждому отдельному виду подземных сетей и сооружений съемке подлежат:
по канализации, водостоку, дренажу - оси трасс, колодцы, углы поворота, изломы сетей в профиле, стыковые соединения, места присоединений и выпусков;
по газопроводу - ось трассы, углы поворота, камеры, места подключений, вводы, изломы в профиле, стыковые соединения, задвижки и т.д.;
по водопроводу - ось трассы, колодцы, вводы, аварийные выпуски, артезианские скважины, стыковые соединения и т.д.;
по теплосети - ось трассы, камеры, углы поворота, компенсаторы, места подключений, вводы, сварные соединения, центры подвижных и неподвижных опор, данные по сопутствующему дренажу сети с выпусками в канализацию и т.д.;
по телефонным сетям - ось трассы, колодцы, распределительные шкафы, места ввода и подключений, центры муфт, телефонные будки и т.д.;
по силовым кабельным сетям - ось трассы кабелей (независимо от способа укладки), колодцы, тоннели и коллекторы, трансформаторные подстанции, киоски, центры муфт и т.д.
При съемках должны быть собраны данные о количестве прокладок, отверстий, материале труб, колодцев, каналов, о размерах диаметров труб и каналов, давлении в газовых и напряжении в кабельных сетях.
При расположении подземных сетей в блоках и тоннелях снимается только одна их сторона, другая же наносится по данным промеров. Выходы подземных сетей и элементы их конструкций должны быть связаны между собой или привязаны к твердым контурам застройки контрольными промерами.
При съемке кабелей в пучках замеры производятся до крайних кабелей.
Обязательной съемке подлежат все подземные сооружения, пересекающие прокладку или идущие параллельно с ней, вскрытые траншеей. Одновременно со съемкой указанных элементов инженерных сетей должны быть сняты все здания, прилегающие к проезду или к трассам прокладок.
Ширина полосы, охватываемой съемкой, должна быть не менее 20 м в обе стороны от оси трассы или устанавливаться заданием.
При производстве работ рекомендуется давать единую нумерацию колодцев, камер и др.
У круглых колодцев снимается центр крышки решеток, у люков прямоугольной формы - два угла.
При значительном заглублении снимаемых элементов (свыше 1 м) точки их выносятся на поверхность земли при помощи отвеса или рейки с круглым уровнем.
Закругленные части снимаются так, чтобы отразить подобие фигуры в масштабе составляемого плана.
При съемке колодцев и камер производится обмер внутреннего и внешнего габаритов сооружения, его конструктивных элементов, расположения труб и фасонных частей с привязкой к отвесной линии, проходящей через центр крышки колодца.
При этом должны быть установлены назначение, конструкция колодцев, камер, распределительных шкафов и киосков, характеристика имеющейся в них арматуры.
Для газовых и тепловых сетей фиксируется расположение стыков трубопровода относительно люков колодцев или камер с указанием типа стыка.
Результаты измерений заносятся в абрис, где делаются зарисовки в плане в сочетании со схемой прокладываемого теодолитного хода, показываются привязки к опорной застройке, линейные размеры сооружения, сечения и т.д.
В колодцах, выстроенных по типовым проектам, определяется лишь внецентренность и ориентировка. Внецентренность колодцев определяется, как правило, с помощью отвесов и рейки.
Плановое положение всех подземных сетей и относящихся к ним сооружений может быть определено:
на застроенной территории - промерами от твердых точек капитальной застройки, от пунктов геодезической или разбивочной сети и съемочного обоснования, от точек специально проложенных теодолитных ходов;
на незастроенной территории - от точек съемочного обоснования, пунктов геодезической сети или от точек специально проложенных теодолитных ходов.
Выходы подземных сетей и углы их поворота на незастроенной территории координируются.
Координирование колодцев и точек углов поворота на застроенной территории производится только по специальному заданию заказчика.
Съемка планового положения элементов подземной сети производится одним из нижеприведенных способов;
способом линейных засечек - не менее чем от трех точек. Засечки не должны превышать длину мерной ленты или рулетки (20 - 50 м). Углы между смежными направлениями засечек у определяемой точки должны быть не менее 30 и не более 120;
способом перпендикуляров длиной не более 4 м от линии, соединяющих точки съемочного обоснования, теодолитных ходов или капитальной застройки, а также от линий, продолжающих их створ. Длина продолжения створа не должна превышать половины расстояния между конечными точками створа, но не должна быть более 60 м;
полярным способом - с пунктов опорной геодезической сети, с точек съемочного обоснования и теодолитных ходов или с вспомогательных точек, определенных указанными выше способами. Нуль лимба теодолита ориентируется на твердую точку, отстоящую от инструмента не ближе чем на 50 м. Длина полярного направления не должна быть более 30 м.
При всех способах съемки точек подземной инженерной сети в обязательном порядке производят контрольные измерения расстояний между ними. Все линейные измерения при съемках производятся стальными лентами или рулетками.
Точки подземной инженерной сети, расположенные в траншеях, при съемке выносятся на поверхность земли отвесом.
Все снимаемые точки элементов подземной инженерной сети последовательно, по ходу съемки, нумеруются в полевых абрисах и журналах.
Предельные ошибки определения элементов в плане не должны быть более 0,2 м.
Высотное положение элементов сети определяется до засыпки траншей техническим нивелированием от реперов городской (государственной) нивелирной сети. Высотное положение проходных коллекторов может определяться от прокладываемых внутри нивелирных ходов. Определение высотных отметок от условного начала запрещается.
Нивелированием определяются отметки пола коллекторов, верха в пакетах кабельной канализации, верха бронированного кабеля, верха напорных лотков самотечных трубопроводов, поверхности земли (бровки траншей) в характерных местах, обечаек смотровых люков и всех остальных точек, заснятых в плане. Кроме того, определяются отметки элементов всех ранее построенных инженерных сетей, вскрытых при строительстве.
Нумерация точек, установленная в процессе горизонтальной съемки, при нивелировании не изменяется.
При глубоком заложении подземных инженерных сетей, когда невозможно определить высотное положение их точек непосредственно по рейке, отметки получают путем измерения металлической рулеткой вертикального расстояния от твердой точки, занивелированной на поверхности земли, или другими доступными методами, обеспечивающими необходимую точность получения отметок.
Вскрытые при строительстве ранее построенные подземные коммуникации, пересекающие или проложенные параллельно строящимся, снимаются с той же детализацией, что и строящиеся.
По окончании обработки материалов исполнительных съемок инженерных сетей составляется исполнительный чертеж. Основой для его составления является копия согласованного проекта в масштабе 1:500 или план масштаба 1:500, составленный по результатам исполнительных съемок.
В состав исполнительного чертежа входит:
ситуационный план участка в масштабе 1:2000 с указанием месторасположения участка работ и наименованием близлежащих улиц и проездов для всех коммуникаций;
план трассы в масштабе 1:500;
продольный профиль, горизонтальный масштаб которого принимается равным масштабу плана, а вертикальный 1:100 или 1:200 н в отдельных случаях 1:50 (для тепловых сетей и кабеля связи);
размеры колодцев (камер) с указанием материалов, высоты горловины, расположения и привязкой вводов труб в колодец, направления на смежные колодцы и вводы, характерные сечения коллекторов, каналов, футляров, блоков, накатов.
Состав исполнительной документации на трубопроводы и подземные сооружения определяют на основании проектов на их сооружение.
Если прокладка подземных сооружений выполнена с отклонениями от проекта, то на исполнительных чертежах должно быть указано, кем и когда эти отклонения разрешены.
Исполнительный чертеж входит в состав обязательной исполнительной документации, предъявляемой при сдаче в эксплуатацию законченных строительством инженерных сетей.
Не позднее чем за три дня до засыпки траншей и котлованов строительные организации обязаны вызвать представителя технадзора заказчика для проведения инструментальной проверки соответствия планового и высотного положения построенных подземных инженерных сетей их отображению на предъявляемых исполнительных чертежах.
Данные проверки заносятся в абрис и нивелирный журнал и заверяются подписью. На исполнительном чертеже, в нижнем правом углу делается следующая надпись: «Планово-высотное положение инженерной сети проверено, чертеж составлен правильно, соответствует натуре, отклонений от проекта нет (или имеются)». Далее следуют подпись и дата.
СХЕМЫ ВХОДНОГО И ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА СМР
ЧАСТЬ III
НАРУЖНЫЕ СЕТИ КАНАЛИЗАЦИИ И ВОДОСНАБЖЕНИЯ
Внеплощадочные и внутриплощадочные подготовительные работы
Подготовка строительного производства должна обеспечивать планомерное развертывание строительно-монтажных работ и взаимоувязанную деятельность всех участников строительства объекта.
Общая организационно-техническая подготовка должна выполняться в соответствии с Правилами о договорах подряда на капитальное строительство и включать в том числе: обеспечение стройки проектно-сметной документацией, отвод в натуре площадки (трассы) для строительства, оформление финансирования строительства, заключение договоров подряда и субподряда на строительство, оформление разрешений и допусков на производство работ, решение вопросов о переселении лиц и организаций, размещенных в подлежащих сносу зданиях, обеспечение строительства подъездными путями, электро-, водо- и теплоснабжением, системой связи и помещениями бытового обслуживания кадров строителей, организацию поставки на строительство оборудования, конструкций, материалов и готовых изделий.
Подготовка к строительству каждого объекта должна предусматривать изучение инженерно-техническим персоналом проектно-сметной документации (включая документацию по результатам технического обследования конструкций при реконструкции действующего предприятия), детальное ознакомление с условиями строительства, разработку проектов производства работ на внеплощадочные и внутриплощадочные подготовительные работы, возведение зданий, сооружений и их частей, а также выполнение самих работ подготовительного периода с учетом природоохранных требований и требований по безопасности труда.
Внеплощадочные подготовительные работы должны включать строительство подъездных путей и причалов, линий электропередач с трансформаторными подстанциями, сетей водоснабжения с водозаборными сооружениями, канализационных коллекторов с очистными сооружениями, жилых поселков для строителей, необходимых сооружений по развитию производственной базы строительной организации, а также сооружений и устройств связи для управления строительством.
Внутриплощадочные подготовительные работы должны предусматривать сдачу-приемку геодезической разбивочной основы для строительства и геодезические разбивочные работы для прокладки инженерных сетей, дорог и возведения зданий и сооружений, освобождение строительной площадки для производства строительно-монтажных работ (расчистка территории, снос строений и др.), планировку территории, искусственное понижение (в необходимых случаях) уровня грунтовых вод, перекладку существующих и прокладку новых инженерных сетей, устройство постоянных и временных дорог, инвентарных временных ограждений строительной площадки с организацией в необходимых случаях контрольно-пропускного режима, размещение мобильных (инвентарных) зданий и сооружений производственного, складского, вспомогательного, бытового и общественного назначения, устройство складских площадок и помещений для материалов, конструкций и оборудования, организацию связи для оперативно-диспетчерского управления производством работ, обеспечение строительной площадки противопожарным водоснабжением и инвентарем, освещением и средствами сигнализации.
В подготовительный период должны быть также возведены постоянные здания и сооружения, используемые для нужд строительства, или приспособлены для этих целей существующие.
Строительство временных неинвентарных зданий и сооружений допускается только в виде исключения при соответствующем обосновании.
Устройство временных внеплощадочных и внутриплощадочных дорог допускается только в случаях нецелесообразности или невозможности использования для нужд строительства постоянных существующих и запроектированных дорог. Конструкция всех дорог, используемых в качестве временных, должна обеспечивать движение строительной техники и перевозку максимальных по массе и габаритам строительных грузов.
Обеспечение строительства водой, теплом, паром, сжатым воздухом и электроэнергией, как правило, должно осуществляться от действующих систем, сетей и установок с использованием для нужд строительства запроектированных постоянных инвентарных сетей и сооружений.
Конкретный объем и сроки выполнения работ, выполняемых в подготовительный период, определяются проектами организации строительства и производства работ, разрабатываемыми в соответствии с требованиями СНиП 3.01.01-85* «Организация строительного производства».
Запрещается осуществление строительно-монтажных работ без утвержденных проекта организации строительства и проекта производства работ. Не допускаются отступления от решений проектов организации строительства и проектов производства работ без согласования с организациями, разработавшими и утвердившими их.
До начала земляных работ на строительной площадке должны быть выполнены следующие подготовительные работы:
разработаны проекты производства работ по устройству земляных сооружений;
переданы и приняты закрепленные на местности знаки геодезической разбивки земляных сооружений;
отведены и закреплены на местности площади с учетом необходимой ширины полос земли для производства работ, под грунтовые карьеры и резервы, под постоянные и временные отвалы грунта и вскрышных пород, под временные землевозные дороги, трубопроводы, линии электропередач, а также площади, необходимые при работах способом гидромеханизации для устройства водоемов и отстойников;
выполнены работы по расчистке территории от леса, камней и валунов, осушению и отводу поверхностных вод, устройству временных инвентарных зданий, складских площадок и др.
Плодородный слой почвы в основании насыпей и на площади, занимаемой разными выемками, до начала основных земляных работ должен быть, снят в размерах, установленных проектом организации строительства и перемещен в отвалы для последующего использования его при рекультивации или повышении плодородия малопродуктивных угодий.
Допускается не снимать плодородный слой:
при толщине плодородного слоя менее 10 см;
на болотах, заболоченных и обводненных участках;
на почвах с низким плодородием в соответствии с ГОСТ 17.5.3.05-84 «Охрана природы. Рекультивация земель. Общие требования к землеванию», ГОСТ 17.4.3.02-85 «Охрана природы. Почвы. Требования к охране плодородного слоя почвы при производстве земляных работ», ГОСТ 17.5.3.06-85 «Охрана природы. Земля. Требования к определению норм снятия плодородного слоя почвы при производстве земляных работ»;
при разработке траншей шириной по верху 1 м и менее.
Необходимость снятия и мощность снимаемого плодородного слоя устанавливаются в проекте организации строительства с учетом уровня плодородия, природной зоны в соответствии с требованиями действующих стандартов и требованиями предыдущего абзаца.
Снятие и нанесение плодородного слоя следует производить, когда грунт находится в немёрзлом состоянии.
Хранение плодородного грунта должно осуществляться в соответствии с ГОСТ 17.4.3.02-85 и ГОСТ 17.5.3.04-83*. Способы хранения грунта и защиты буртов от эрозии, подтопления, загрязнения должны быть установлены в проекте организации строительства.
Окончание внеплощадочных и внутриплощадочных подготовительных работ в объёме, обеспечивающем строительство объекта запроектированными темпами, должно быть подтверждено актом, составленным заказчиком и генподрядчиком с участием субподрядной организации, выполняющей работы в подготовительный период, и профсоюзного комитета генподрядчика.
Приложение 8 к СНиП 3.01.01-85*
|
АКТ об окончании внеплощадочных и внутриплощадочных подготовительных работ и готовности объекта _________________________________________________________ (предприятия, здания, сооружения, их комплекса) к началу строительства. ___ «___________» 19 __ г. Комиссия в составе: руководителя дирекции строящегося предприятия (технического надзора заказчика-застройщика) ______________________________________________________________ (фамилия, инициалы, должность) руководителя генеральной подрядной организации ______________________________ (фамилия, инициалы, должность) руководителя субподрядной специализированной организации, выполняющей работы в подготовительный период ____________________________________________________ (фамилия, инициалы, должность) председателя профсоюзного комитета генеральной подрядной строительной организации произвела освидетельствование внеплощадочных и внутриплощадочных подготовительных работ, в том числе по обеспечению санитарно-бытового обслуживания работающих, выполненных по состоянию на «__» _________ 19__ г. 1. К освидетельствованию предъявлены работы _________________________________ (наименование внеплощадочных и внутриплощадочных подготовительных работ, в том числе по обеспечению санитарно-бытового обслуживания работающих) 2. Работы выполнены в объемах, установленных проектом организации строительства и предусмотренных проектами производства работ ________________________________ ___________________________________________________________________________ (наименование организаций, разработавших ПОС, ППР, № чертежей и дата их составления) 3. При выполнении работ отсутствуют (или допущены) отклонения от проекта организации строительства и проектов производства работ _______________________ __________________________________________________________________________ (при наличии отклонений указывается, кем согласованы, № чертежей и дата согласования) Решение комиссии Работы выполнены в объемах и в сроки в соответствии с проектом организации строительства и проектами производства работ. На основании изложенного разрешается производство основных строительных, монтажных и специальных строительных работ по строительству объекта __________________________________ (предприятия, здания, сооружения, их комплекса) Руководитель дирекции строящегося предприятия (технического надзора заказчика-застройщика) __________________________________ (подпись) Руководитель генеральной подрядной организации _______________________________ (подпись) Руководитель субподрядной специализированной организации ___________________ (подпись) Председатель профсоюзного комитета генеральной подрядной строительной организации ____________________________________ (подпись) |
Разработка траншей и котлованов для наружных сетей
СНиП 3.01.01-85* Организация строительного производства.
СНиП 3.02.01-87 Земляные сооружения, основания и фундаменты.
СНиП 2.04.02-84* Водоснабжение. Наружные сети и сооружения.
СНиП 2.04.03-85 Канализация. Наружные сети и сооружения.
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
Пособие по производству работ при устройстве оснований и фундаментов (к СНиП 3.02.01-83).
Пособие по укладке и монтажу чугунных, железобетонных и асбестоцементных трубопроводов водоснабжения и канализации (к СНиП 3.05.04-85).
СНиП III-4-80* Техника безопасности в строительстве.
Строительство наружных сетей допускается осуществлять только на основе предварительно разработанных решений по организации строительства и технологии производства работ, которые должны быть приняты в проекте организации строительства и проектах производства работ (ППР).
До начала производства работ заказчик должен оформить и передать подрядной строительной организации разрешение на производство строительных работ.
К основным работам по строительству объекта или его части разрешается приступать только после отвода в натуре площадки (трассы) для его строительства, создания разбивочной геодезической сети (см. СОКК «Построение геодезической разбивочной основы для строительства» в альбоме часть I вып. 1, и СОКК «Разбивочные работы при прокладке инженерных сетей» в данном альбоме), окончания внеплощадочных и внутриплощадочных подготовительных работ (см. СОКК «Внеплощадочные и внутриплощадочные подготовительные работы» в данном альбоме).
Разработку выемок следует производить в соответствии с требованиями СНиП 3.02.01-87, СНиП 3.01.01-85*, проекта, ППР, технологических карт и схем операционного контроля качества.
Земляные работы должны выполнять строительные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
Земляные работы должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по выполнению земляных работ.
При производстве земляных работ должно быть обеспечено соблюдение строительных норм и правил, проекта и ППР.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие утвержденной проектно-сметной документации с разрешением заказчика на производство работ; |
ПСД |
|
- наличие геодезической разбивочной основы и технической документации на нее; наличие закрепленных на площадке строительства пунктов основы; - наличие ППР, технологической карты, схемы операционного контроля качества; |
Акт приемки, техническая документация ППР, технологическая карта, |
|
|
- завершение подготовительных внеплощадочных и внутриплощадочных работ; |
СОКК Акт |
|
|
- завершение геодезических разбивочных работ по выносу в натуру и закреплению осей и характерных основных и промежуточных точек земляных сооружений. |
Акт разбивки, исполнительные схемы |
|
|
Разработка траншей и котлованов |
Контролировать: - соблюдение заданной ППР (технологической картой) технологии разработки траншей и котлованов; |
Общий и специальный журналы работ |
|
- отклонения отметок дна траншей и котлованов от проектных при черновой и окончательной разработке; крутизну откосов и поперечный профиль траншей и котлованов. |
Исполнительный разбивочный чертеж (схема) |
|
|
Приемка |
Проверить: - соответствие фактических поперечного и продольного профилей траншей и котлованов требованиям проекта и нормативных документов; |
Исполнительные геодезические схемы (чертежи) |
|
- соответствие фактического напластования и свойств грунтов оснований требованиям проекта и нормативных документов; - составление и надлежащее оформление актов освидетельствования скрытых работ, актов приемки оснований, траншей и котлованов и другой приемосдаточной документации. |
Протоколы (акты) испытаний Акты освидетельствования скрытых работ Акты приемки |
|
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), геодезист, инженер (лаборант) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб, геодезист, представители технадзора заказчика КИП - нивелир, теодолит, рулетка измерительная металлическая и др. инструмент, лабораторные приборы |
||
Возведение земляных сооружений должно производиться по утвержденному проекту производства работ (ППР).
Запрещается осуществление земляных работ без утвержденного проекта производства работ. Не допускаются отступления от решений проектов производства работ без согласования с организациями, разработавшими и утвердившими их.
Разработка выемок и вскрытие подземных коммуникаций в пределах охранных зон допускаются при наличии письменного разрешения эксплуатирующих организаций.
До начала производства земляных работ в местах расположения действующих подземных коммуникаций расположение последних на местности должно быть обозначено соответствующими знаками или надписями.
Производство земляных работ в зоне действующих подземных коммуникаций следует осуществлять под непосредственным руководством прораба или мастера, а в охранной зоне кабелей, находящихся под напряжением, или действующего газопровода, кроме того, под наблюдением работников электро- или газового хозяйства.
В случае обнаружения не указанных в проекте коммуникаций, подземных сооружений или обозначающих их знаков земляные работы должны быть приостановлены, на место работ вызваны представители заказчика и организаций, эксплуатирующих обнаруженные коммуникации, и приняты меры по предохранению обнаруженных подземных устройств от повреждения. При невозможности установления эксплуатирующих организаций следует вызвать представителей местной администрации.
Перед началом производства земляных работ на участках с возможным патогенным заражением почвы (свалка, скотомогильники, кладбища и т.п.) необходимо разрешение органов Государственно-санитарного надзора.
Котлованы и траншеи, разрабатываемые на улицах, проездах, во дворах населенных пунктов, а также местах, где происходит движение людей или транспорта, должны быть ограждены защитным ограждением с учетом требований ГОСТ 23407-78. На ограждении необходимо устанавливать предупредительные надписи и знаки, а в ночное время - сигнальное освещение.
Места прохода людей через траншеи должны быть оборудованы переходными мостиками, освещаемыми в ночное время.
Грунт, извлеченный из котлована или траншеи, следует размещать на расстоянии не менее 0,5 м от бровки выемки.
Разрабатывать грунт в котлованах и траншеях «подкопом» не допускается.
Валуны и камни, а также отслоения грунта, обнаруженные на откосах, должны быть удалены.
Рытье котлованов и траншей с вертикальными стенками без креплений в нескальных и незамерзших грунтах выше уровня грунтовых вод и при отсутствии вблизи подземных сооружений допускается на глубину не более, м: 1,0 - в насыпных, песчаных и крупнообломочных грунтах; 1,25 - в супесях; 1,50 - в суглинках и глинах.
Наибольшую высоту вертикальных стенок выемок в мерзлых грунтах, кроме сыпучемерзлых, при среднесуточной температуре воздуха ниже минус 2 °С допускается увеличивать по сравнению с вышеприведенной на величину глубины промерзания грунта, но не более чем до 2 м.
Рытье котлованов и траншей с откосами без креплений в нескальных грунтах выше уровня грунтовых вод (с учетом капиллярного поднятия) или в грунтах, осушенных с помощью искусственного водопонижения, допускается при глубине выемки и крутизне откосов согласно нижеприведенной таблице.
|
Вид грунтов |
Крутизна откоса (отношение его высоты к заложению и градусы) при глубине выемки, м, не более |
||
|
1,5 |
3 |
5 |
|
|
Насыпные неуплотненные |
|
|
|
|
Песчаные гравийные |
|
|
|
|
Супесь |
|
|
|
|
Суглинок |
|
|
|
|
Глина |
|
|
|
|
Лессы и лессовидные |
|
|
|








При напластовании различных видов грунтов крутизну откосов для всех пластов надлежит назначать по наиболее слабому виду грунта.
Крутизна откосов выемок глубиной более 5 м во всех случаях и глубиной менее 5 м при гидрогеологических условиях и видах грунтов, не предусмотренных в вышеприведенной таблице, должна устанавливаться проектом.
При высоте откосов более 5 м в однородных грунтах их крутизну допускается принимать по графикам приложения 3 СНиП 3.02.01-87, но не круче указанных в вышеприведенной таблице для глубины выемки 5 м и во всех грунтах (включая скальные) не более 80°. Крутизна откосов выемок, разрабатываемых в скальных грунтах с применением взрывных работ, должна быть установлена в проекте.
Наибольшую высоту вертикальных стенок выемок в мерзлых грунтах, кроме сыпучемерзлых, при среднесуточной температуре воздуха ниже минус 2 °С допускается увеличивать по сравнению с вышеприведенными на величину глубины промерзания грунта, но не более чем на 2 м.
В проекте должна быть установлена необходимость временного крепления вертикальных стенок траншей и котлованов в зависимости от глубины выемки, вида и состояния грунта, гидрогеологических условий: величины и характера временных нагрузок на бровке и других местных условий.
При установке креплений верхняя часть их должна выступать над бровкой выемки не менее чем на 15 см.
Устанавливать крепления необходимо в направлении сверху вниз по мере разработки выемки на глубину не более 0,5 м.
Разборку креплений следует производить в направлении снизу вверх по мере обратной засыпки выемки.
Разработка роторными и траншейными экскаваторами в связных грунтах (суглинках, глинах) траншей с вертикальными стенами без крепления допускается на глубину не более 3 м. В местах, где требуется пребывание рабочих, должны устраиваться крепления траншеи или откосов.
Производство работ в котлованах и траншеях с откосами, подвергшимися увлажнению, разрешается только после тщательного осмотра производителем работ (мастером) состояния грунта откосов и обрушения неустойчивого грунта в местах, где обнаружены «козырьки» или трещины (отслоения).
При наличии в период производства работ подземных вод в пределах выемок или вблизи их дна мокрыми следует считать не только грунты, расположенные ниже уровня грунтовых вод, но и грунты, расположенные выше этого уровня на величину капиллярного поднятия, которую следует принимать:
0,3 м - для крупных, средней крупности и мелких песков:
0,5 м - для пылеватых песков и супесей;
1,0 - для суглинков и глин.
Котлованы и траншеи, разработанные в зимнее время, при наступлении оттепели должны быть осмотрены, а по результатам осмотра должны быть приняты меры к обеспечению устойчивости откосов и креплений.
Перед допуском рабочих в котлованы или траншеи глубиной более 1,3 м должна быть проверена устойчивость откосов и креплений.
При пересечении траншей, разрабатываемых для каналов и коллекторов, с действующими коммуникациями, не защищенными от механических повреждений, разработка грунта землеройными машинами разрешается на расстояниях не менее 0,5 м от боковой поверхности и 0,5 м над верхом коммуникаций с предварительным их обнаружением с точностью до 0,25 м.
Ширину вскрытия полос дорог и городских проездов при разработке траншей следует принимать: при бетонном покрытии или асфальтовом покрытии по бетонному основанию - на 10 см больше ширины траншеи по верху с каждой стороны с учетом креплений; при других конструкциях дорожных покрытий - на 25 см.
При дорожных покрытиях из сборных железобетонных плит ширина вскрытия должна быть кратной размеру плиты.
Минимальная ширина траншей должна приниматься в проекте наибольшей из числа величин, удовлетворяющих следующим требованиям:
под трубопроводы - кроме магистральных, с откосами 1:0,5 и круче по нижеследующей таблице;
под трубопроводы, кроме магистральных, с откосами положе 1:0,5 - не менее наружного диаметра трубы с добавлением 0,5 м при укладке отдельными трубами и 0,3 м при укладке плетями;
под трубопроводы на участках кривых вставок - не менее двукратной ширины траншеи на прямолинейных участках;
при устройстве искусственных оснований под трубопроводы, кроме грунтовых подсыпок, коллекторы и подземные каналы - не менее ширины основания с добавлением 0,2 м с каждой стороны;
разрабатываемых одноковшовыми экскаваторами - не менее ширины режущей кромки ковша с добавлением 0,15 м в песках и супесях, 0,1 м в глинистых грунтах, 0,4 м в разрыхленных скальных и мерзлых грунтах;
разрабатываемых траншейными экскаваторами - не менее номинальной ширины копания.
Ширина траншей для трубопроводов диаметром свыше 3,5 м устанавливается в проекте.
|
Способ укладки трубопроводов |
Ширина траншей, м, без учета креплений |
|
а) при стыковом сварном соединении Плетями или отдельными секциями при наружном диаметре труб, D, м: до 0,7 включительно |
D + 0,3 но не менее 0,7 |
|
свыше 0,7 |
1,5D |
|
То же на участках, разрабатываемых траншейными экскаваторами под трубопроводы диаметром до 219 мм, укладываемые без спуска людей в траншеи (узкотраншейный метод) |
D + 0,2 |
|
То же на участках трубопровода, пригружаемого железобетонными пригрузами или анкерными устройствами |
2,2D |
|
То же на участках трубопровода, пригружаемого с помощью нетканных синтетических материалов |
1,5D |
|
Отдельными трубами при наружном диаметре труб D, м, включительно: до 0,5 |
D + 0,5 |
|
от 0,5 до 1,6 |
D + 0,8 |
|
от 1,6 до 3,5 |
D + 1,4 |
|
б) при раструбном соединении Отдельными трубами при наружном диаметре труб: до 0,5 |
D + 0,6 |
|
от 0,5 до 1,6 |
D + 1,0 |
|
от 1,6 до 3,5 |
D + 1,4 |
|
в) при муфтовом, фланцевом, фальцевом соединении для всех труб и раструбном для керамических труб Отдельными трубами: до 0,5 |
D + 0,8 |
|
от 0,5 до 1,6 |
D + 1,2 |
|
от 1,6 до 3,5 |
D + 1,4 |
При параллельной укладке нескольких трубопроводов в одной траншее расстояния от крайних труб до стенок траншей определяется согласно требованиям вышеприведенной таблицы, а расстояния между трубами устанавливаются проектом.
Размеры приямков для заделки стыков трубопроводов должны быть не менее указанных в нижеприведенной таблице.
|
Трубы |
Стыковое соединение |
Уплотнитель |
Условный проход трубопровода, мм |
Размеры приямков, м |
||
|
длина |
ширина |
глубина |
||||
|
Стальные |
Сварное |
- |
Для всех диаметров |
1,0 |
D + 1,2 |
0,7 |
|
Чугунные |
Раструбное |
Резиновая манжета |
До 300 включ. |
0,5 |
D + 0,2 |
0,1 |
|
Пеньковая прядь |
До 300 включ. |
0,55 |
D + 0,5 |
0,3 |
||
|
Св. 300 |
1,0 |
D + 0,7 |
0,4 |
|||
|
Герметики |
До 300 включ. |
0,5 |
D + 0,5 |
0,2 |
||
|
Св. 300 |
1,0 |
D + 0,7 |
0,3 |
|||
|
Асбестоцементные |
Муфта типа САМ |
Резиновое кольцо фигурного сечения |
До 300 включ. |
0,7 |
D + 0,2 |
0,2 |
|
Св. 300 |
0,7 |
D+ 0,5 |
0,2 |
|||
|
Чугунная фланцевая муфта |
Резиновое кольцо круглого сечения и типа КЧМ |
До 300 включ. |
0,7 |
D + 0,5 |
0,3 |
|
|
Св. 300 |
0,9 |
D + 0,7 |
0,3 |
|||
|
Любое для безнапорных труб |
Любой |
До 400 включ. |
0,7 |
D + 0,5 |
0,2 |
|
|
Бетонные и железобетонные |
Раструбное, муфтовое и с бетонным пояском |
Резиновое кольцо круглого сечения |
До 600 включ. |
0,5 |
D + 0,5 |
0,2 |
|
От 600 до 3500 |
1,0 |
D + 0,5 |
0,3 |
|||
|
Пластмассовые |
Все виды стыковых соединений |
- |
Для всех диаметров |
0,6 |
D + 0,5 |
0,2 |
|
Керамические |
Раструбное |
Асфальтобитум, герметик и др. |
То же |
0,5 |
D + 0,6 |
0,3 |
Перед началом производства земляных работ необходимо обеспечить отвод поверхностных и подземных вод с помощью временных или постоянных устройств, не нарушая при этом сохранность существующих сооружений.
Разработку в траншеях и котлованах элювиальных грунтов, меняющих свои свойства под влиянием атмосферных воздействий, следует осуществлять, оставляя защитный слой, величина которого и допустимая продолжительность контакта вскрытого основания с атмосферой устанавливается проектом. Защитный слой удаляется непосредственно перед началом возведения сооружения.
Выемки в грунтах, кроме валунных, скальных и элювиальных, следует разрабатывать, как правило, до проектной отметки с сохранением природного сложения грунтов основания. Вид и характеристики вскрытого грунта естественных оснований должны соответствовать проекту.
Допускается разработка траншей и котлованов в два этапа: черновая - с отклонениями, приведенными в пунктах 1 - 4 нижеследующей таблицы, и окончательная (непосредственно перед возведением конструкции) - с отклонениями, приведенными в пункте 5 этой же таблицы.
|
Технические требования |
Предельные отклонения |
Контроль (метод и объем) |
|
1. Отклонения отметок дна выемок от проектных (кроме выемок в валунных, скальных и вечномерзлых грунтах) при черновой разработке: |
|
Измерительный, точки измерений устанавливаются случайным образом; число измерений на принимаемый участок должно быть не менее: |
|
а) одноковшовыми экскаваторами, оснащенными ковшами с зубьями |
Для экскаваторов с механическим приводом по видам рабочего оборудования: |
|
|
драглайн … +25 см |
20 |
|
|
прямого копания … +10 см |
15 |
|
|
обратная лопата … +15 см |
10 |
|
|
Для экскаваторов с гидравлическим приводом … +10 см |
5 |
|
|
б) одноковшовыми экскаваторами, оснащенными планировочными ковшами, зачистным оборудованием |
+5 см |
5 |
|
в) бульдозерами |
+10 см |
15 |
|
г) траншейными экскаваторами |
+10 см |
10 |
|
2. Отклонения отметок дна выемок от проектных при черновой разработке в скальных и вечномерзлых грунтах, кроме планировочных выемок: |
|
Измерительный, при числе измерений на сдаваемый участок не менее 20 в наиболее высоких местах, установленных визуальным осмотром |
|
а) недоборы |
Не допускаются |
|
|
б) переборы |
По табл. 5 СНиП 3.02.01-87 |
|
|
3. Отклонения отметок дна выемок в местах устройства фундаментов и укладки конструкций при окончательной разработке или после доработки недоборов и восполнения переборов |
+5 Ом |
Измерительный, по углам и центру котлована, в местах поворотов и примыканий траншей, расположения колодцев, но не реже чем через 50 м и не менее 10 измерений на принимаемый участок |
|
4. Вид и характеристика вскрытого грунта естественных оснований под фундаменты и земляные сооружения |
Должны соответствовать проекту. Не допускается размыв, размягчение, разрыхление или промерзание верхнего слоя грунта основания толщиной более 3 см. |
Технический осмотр всей поверхности основания |
|
5. Отклонения от проектного продольного уклона дна траншей, водоотводных канав и других выемок с уклонами |
Не должны превышать ±0,0005 |
Измерительный, в местах поворотов, примыканий, расположения колодцев и т.п., но не реже чем через 50 м и не менее 10 измерений на принимаемый участок |
Доработку недоборов до проектной отметки следует производить с сохранением природного сложения грунтов основания.
Восполнение переборов в местах укладки трубопроводов и устройства фундаментов должно быть выполнено местным грунтом с уплотнением до плотности грунта естественного сложения основания или малосжимаемым грунтом (модуль деформации не менее 20 МПа). В просадочных грунтах II типа не допускается применение дренирующего грунта.
Способ восстановления оснований, нарушенных в результате промерзания, затопления, а такие переборов глубиной более 50 см, должен быть согласован с проектной организацией.
Проектом организации строительства и проектом производства работ должно быть предусмотрено опережающее строительство дренажных насосных и устройств по выпуску воды в соответствии с рабочими чертежами.
До укладки в траншею дренажные трубы должны быть осмотрены и очищены от грунта и мусора.
Послойную фильтрующую обсыпку дренажных трубопроводов (кроме трубофильтров) гравием и песком необходимо выполнять с использованием инвентарных разделительных форм.
Прямолинейность участков дренажных трубопроводов между смежными колодцами следует проверять осмотром «на свет» с помощью зеркала до и после засыпки траншеи. Отраженная в зеркале окружность трубы должна иметь правильную форму. Допустимая величина отклонения от окружности по горизонтали должна быть не более 0,25 диаметра трубы, но не более 50 мм в каждую сторону.
Отклонение от правильной формы окружности по вертикали не допускается.
|
F |
Размеры траншей, приямков для заделки стыков трубопроводов и котлованов должны быть не менее установленных проектом. Крутизна откосов должна быть не более установленной проектом. |
При производстве земляных работ должен выполняться входной, операционный и приемочный контроль.
В состав операционного контроля, т.е. в технологический процесс выполнения земляных работ входят контрольные геодезические измерения точности геометрических параметров земляных сооружений (траншей и котлованов).
Состав контролируемых операций, объем, сроки и способы контроля, осуществляемого в процессе разработки траншей и котлованов, участие в нем геодезической службы, строительной и геотехнической лаборатории и других функциональных служб должно быть определено технологическими картами на выполнение этих работ.
Контроль точности производства земляных работ осуществляется как в плане, так и по высоте. Измерения осуществляются инструментально геодезическими методами.
При контроле сопоставляются измеренные размеры с размерами и отметками, указанными на чертежах, и величинами допусков, установленных нормативными документами.
Крутизну откосов проверяют откосинками (откосными лекалами).
Контроль точности высотного положения траншей и котлованов производят с помощью геометрического, тригонометрического нивелирования или визирок.
Глубину траншей или котлована до 3 м можно контролировать нивелиром методом геометрического нивелирования. Нивелир устанавливают на бровку и по рейке, поставленной на дно, берут отсчет а. Глубина выемки (h) вычисляется по формуле:
h = а - n,
где: n - высота инструмента.
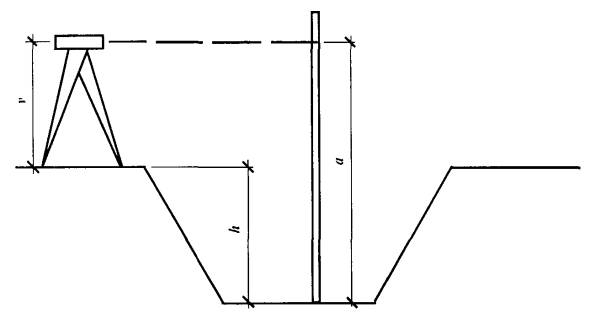
При контроле тригонометрическим нивелированием для определения глубины котлована h измеряют вертикальный угол n и горизонтальное расстояние d с одной станции прибора.
Тогда:
h = d·tgn + n - i,
где: i - высота прибора; n - высота визирования на рейку.
На практике всегда высота визирования равна высоте прибора, поэтому формула принимает вид: h = d·tgn
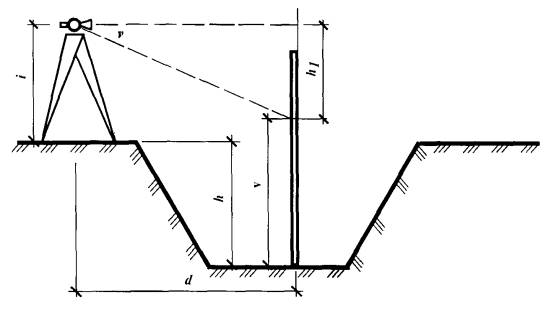
Уклон дна траншей и котлованов можно контролировать посредством теодолита, нивелира или с помощью визирок.
Результаты геодезической (инструментальной) проверки при операционном контроле должны быть зафиксированы в общем журнале работ.
Отсутствие нарушений природных свойств грунтов основания и соответствие этих свойств предусмотренным в проекте допускается проверять визуально (технический осмотр). В сомнительных случаях следует применять пенетрацию, зондирование, отбор проб грунта для испытаний и др.
При больших отклонениях от проектных данных должно быть выполнено, кроме того, испытание грунтов пробными нагрузками и принято решение о необходимости разработки поправок к проекту оснований и фундаментов, либо к проекту производства работ.
Проверку однородности и достаточности выполненного уплотнения грунтов в естественном залегании следует осуществлять полевыми методами (зондированием, радиоизотопными методами и пр.) и выборочным определением плотности сухого грунта по отобранным образцам из каждого уплотненного слоя грунта.
При контроле качества выполнения земляных работ по разработке траншей и котлованов следует обращать внимание на:
соблюдение необходимых недоборов грунта, недопущение переборов и нарушения структуры грунта основания;
недопущение нарушения структуры грунта при срезке недоборов и подготовке оснований;
предохранение грунтов оснований от подтапливания подземными и поверхностными водами с размягчением и размывом верхних слоев основания;
соответствие характеристик вскрытых грунтов основания предусмотренным в проекте;
достижение достаточного и однородного уплотнения песчаных подушек.
Результаты операционного контроля качества выполненных земляных работ фиксируются в общих и специальных журналах работ, журналах геотехнического контроля, исполнительных геодезических схемах, чертежах и других документах, предусмотренных технологическими картами и действующей в данной организации системой управления качеством.
При приемке земляных работ по разработке траншей и котлованов производятся исполнительные съемки.
Плановое и высотное положение элементов инженерных сетей следует определять от знаков разбивочной сети строительной площадки, внешней разбивочной сети здания (сооружения) или от твердых точек капитальных зданий (сооружений). Перед началом работ необходимо проверить неизменность положения пунктов сети и ориентиров.
Производство исполнительных съемок включает в себя следующие виды работ:
- выяснения наличия геодезической или разбивочной сети и восстановление знаков этой сети;
- съемку и нивелирование элементов инженерных сетей и сооружений;
- составление исполнительных чертежей и планов.
При исполнительной съемке земляных сооружений подлежат съемке в плане: бровки котлованов, траншей, границы планировочных оформляющих плоскостей. Верхняя и нижняя бровки снимаются при глубине выемок свыше 3 м. В остальных случаях допускается снимать только нижнюю бровку.
Съемке по высоте подлежат контуры котлованов, перепады (изменения) отметок оснований под фундаменты, трубы и т.п. По окончании обработки материалов исполнительных съемок составляется исполнительный чертеж. Если земляные работы выполнены с отклонениями от проекта, то на исполнительном чертеже должно быть указано, кем и когда эти отклонения разрешены.
На исполнительном чертеже должно быть подтверждение заказчиком правильности составления и соответствия исполнительного чертежа натуре. Исполнительный чертеж входит в состав обязательной исполнительной документации, которая прилагается к акту освидетельствования скрытых работ по разработке траншей и котлованов.
Промежуточной сдаче заказчику с составлением актов освидетельствования скрытых работ подлежат следующие виды скрытых земляных работ, выполняемых при разработке траншей и котлованов тепловых сетей:
- разбивка земляных работ (трассы);
- качество грунтов естественных оснований;
- замена грунтов в основаниях;
- устройство естественных оснований под земляные сооружения, фундаменты, трубопроводы в котлованах и траншеях;
- устройство дренажей и его элементы (дренажные слои и их основания, колодцы, трубопроводы и их обсыпка);
- устройство грунтовых подушек и т.д.
Сдача-приемка траншей и котлованов должна оформляться актом, к которому прилагаются:
- перечень технической документации, на основании которой были произведены работы;
- материалы испытаний грунтов, выполненных как в процессе операционного контроля, так и при приемке основания;
- акты промежуточных проверок и приемок скрытых работ;
- журналы производства работ;
- исполнительные чертежи, выполненные по результатам геодезических съемок законченных строительством котлованов и траншей;
- перечень недоделок, не препятствующих эксплуатации траншей и котлованов, с указанием сроков их устранения.
Приложение 6 к СНиП 3.01.01-85*
|
АКТ ОСВИДЕТЕЛЬСТВОВАНИЯ СКРЫТЫХ РАБОТ ___________________________________________________________________________ (наименование работ) выполненных в _____________________________________________________________ (наименование в место расположения объекта) «____» _______________ 19__ г. Комиссия в составе: представителя строительно-монтажной организации _____________________________ (фамилия, инициалы, должность) представителя технического надзора заказчика __________________________________ (фамилия, инициалы, должность) произвела осмотр работ, выполненных _________________________________________ (наименование строительно-монтажной организации) и составила настоящий акт о нижеследующем: 1. К освидетельствованию предъявлены следующие работы _______________________ (наименование скрытых работ) 2. Работы выполнены по проектно-сметной документации ________________________ (наименование проектной организации, № чертежей и дата их составления) 3. При выполнении работ применены __________________________________________ (наименование материалов, конструкций, изделий со ссылкой на сертификаты или другие документы, подтверждающие качество) 4. При выполнении работ отсутствуют (или допущены) отклонения от проектно-сметной документации ______________________________________________________ (при наличии отклонений указывается, кем согласованы, № чертежей и дата согласования) 5. Дата: начала работ ________________________________________________________ окончания работ ________________________________________________________ Решение комиссии Работы выполнены в соответствии с проектно-сметной документацией, стандартами, строительными нормами и правилами и отвечают требованиям их приёмки. На основании изложенного разрешается производство последующих работ по устройству (монтажу) ________________________________________________________ (наименование работ и конструкции) Представитель, технического надзора заказчика _________________________________ (подпись) Представитель строительно-монтажной организации _____________________________ (подпись) |
Прокладка напорных стальных трубопроводов на наружных сетях водоснабжения и канализации
Технические требования к трубам, соединительным частям, арматуре и другим материалам
ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент.
ГОСТ 10705-80* Трубы стальные электросварные. Технические условия.
ГОСТ 10706-76* Трубы стальные электросварные прямошовные. Технические условия.
ГОСТ 8696-74* Трубы стальные электросварные со спиральным швом общего назначения. Технические условия.
ГОСТ 20295-85 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия.
ГОСТ 8731-74* Трубы стальные бесшовные горячедеформированные. Технические условия.
ГОСТ 8732-78* Трубы стальные бесшовные горячедеформированные. Сортамент.
ГОСТ 8733-74* Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические условия.
ГОСТ 8734-75* Трубы стальные бесшовные холоднодеформированные. Сортамент.
ТУ 14-3-377-87 Трубы стальные сварные прямошовные для магистральных газонефтепроводов.
ТУ 14-3-684-77 Трубы стальные электросварные со спиральным швом диаметром 530 - 1420 мм.
ТУ 14-3-943-80 Трубы стальные электросварные.
ТУ 14-3-1840-92 Трубы стальные электросварные диаметром от 530 до 1420 мм с наружным антикоррозионным покрытием из эпоксидных порошковых композиций.
ТУ 102-39-84 Трубы стальные тонкостенные со спиральным швом, выполненные методом высокочастотной сварки.
ГОСТ 3262-75* Трубы стальные водогазопроводные.
ТУ 14-3р-03-94 Трубы стальные электросварные прямошовные с повышенными эксплуатационными характеристиками (530 - 1220 мм).
ТУ 14-3р-13-95 Трубы стальные электросварные прямошовные диаметром от 20 до 159 мм.
ТУ 14-3р-28-99 Трубы стальные электросварные прямошовные диаметром от 20 до 159 мм.
ТУ 1373-001-12608729-93 Трубы стальные электросварные для мелиоративных работ и водоснабжения.
ТУ 4859-004-03984155-93 Трубы стальные водопроводные с внутренним антикоррозионным цементно-песчаным покрытием.
ТУ 1373-001-024947557- Трубы с внутренним цементно-песчаным покрытием стальных труб по ГОСТ 10704-91 и ГОСТ 8696-74*.
ТУ 1390-001-35564615-97 Трубы стальные водопроводные диаметром от 200 до 1400 мм с внутренним противокоррозионным цементно-песчаным покрытием.
ТУ 1390-001-04005951-98 Трубы стальные диаметром 76 - 2020 мм с антикоррозионным внутренним защитным цементно-песчаным покрытием.
ТУ 1390-004-04005951-987 Фасонные детали стальные для трубопроводов диаметром 76 - 2020 мм с внутренним защитным антикоррозионным цементно-песчаным покрытием.
ТУ 1390-001-18380581-98 Цементно-песчаная защита внутренней поверхности стальных труб и фасонных частей к ним диаметром 300 - 1600 мм.
ТУ 1390-004-04005951-97 Внутреннее защитное цементно-песчаное покрытие фасонных частей для трубопроводов диаметром 76 - 2020 мм.
ТУ 1394-001-04005951-98 Внутреннее защитное противокоррозионное цементно-песчаное покрытие стальных труб.
ТУ 1390-005-41989945-96 Цементно-песчаное покрытие внутренней поверхности подземных трубопроводов из металлических труб.
ТУ 5745-005-05235050-96 Цементно-песчаное покрытие внутренней поверхности водопроводных стальных труб наносным методом центробежного набрызгивания.
ТУ 5745-001-16341648-99 Внутренняя цементно-песчаная антикоррозионная изоляция стальных трубопроводов.
ТУ 5739-003-07805066-97 Покрытие из мелкозернистого бетона для защиты от коррозии.
ТУ 1390-009-04799210-98 Трубы стальные с защитным комбинированным покрытием на основе липтобиолитовой смолы и мелкозернистого бетона.
ТУ 2313-002-47366760-97 Покрытие наружное полимерное изолирующее «Пиптус».
ТУ 1396-001-01022802-95 Трубы стальные с двухсторонним стеклоэмалевым покрытием ТЭ.
ТУ 1390-001-01297858-96 Трубы стальные с двухсторонним силикатно-эмалевым покрытием.
ТУ 1308-004-02066613-97 Трубы стальные с наружным и внутренним силикатным эмалевым покрытием.
ТУ 1308-001-35194383-98 Труба стальная, футерованная полиэтиленом.
ТУ 1394-006-43464046-97 Трубы стальные, футерованные изнутри трубами полиэтиленовыми.
ТУ 102-176-90 Трубы стальные электросварные спиральношовные с наружным противокоррозионным покрытием из полиэтилена.
ТУ 1390-002-01297858-96 Трубы стальные диаметром 89 - 530 мм с наружным антикоррозионным покрытием из экструдированного полиэтилена.
ТУ 1390-003-00154341-95 Трубы стальные электросварные и бесшовные с наружным антикоррозионным покрытием на основе экструдированного полиэтилена.
ТУ 1390-005-01297858-98 Трубы стальные с наружным двухслойным защитным покрытием на основе экструдированного полиэтилена.
ТУ 1390-006-01297858-99 Трубы стальные с наружным двухслойным защитным покрытием на основе экструдированного полиэтилена.
ТУ 1390-013-04001657-98 Трубы с комбинированным ленточно-полиэтиленовым покрытием.
ТУ 1390-014-05111644-98 Трубы диаметром 57 - 530 мм с наружным комбинированным ленточно-полиэтиленовым покрытием.
ТУ 1394-001-05111644-96 Трубы стальные с двухслойным покрытием из экструдированного полиэтилена.
ТУ 1394-002-47394390-99 Трубы стальные с покрытием из экструдированного полиэтилена.
ТУ 1394-003-02066613-97 Трубы стальные с наружным противокоррозионным полиэтиленовым покрытием.
ТУ 1394-003-02066613-99 Трубы стальные с наружным полиэтиленовым антикоррозионным покрытием.
ТУ 1394-005-04005951-97 Трубы стальные с наружным защитным покрытием из экструдированного полиэтилена диаметром 57 … 426 мм.
ТУ 1394-009-04005951-99 Трубы стальные с наружным двух- и трехслойным покрытием на основе экструдированного полиэтилена.
ТУ 1394-011-04005951-2000 Трубы стальные с двух- и трехслойным наружным покрытием на основе экструдированного полипропилена.
ТУ 2112-004-02066613-97 Трубы стальные с наружным противокоррозионным полиэтиленовым покрытием.
ТУ 4859-001-11775856-95 Трубы стальные с покрытием из полиэтиленовых липких лент.
ТУ 0256-001.04656157-95 Покрытие битумно-атактическое от подземной коррозии стальных водопроводных и газовых сетей.
ТУ 14-3-1399-86 Трубы стальные электросварные.
ТУ 1468-006-01297858-2001 Наружное полиуретановое покрытие для противокоррозионной защиты деталей соединительных узлов и узлов трубопроводов диаметром от 108 до 1420 мм.
ТУ 5263-010-04005951-2000 Детали трубопроводов сварные фасонные водопроводных сетей Dу = 50 - 1600 мм.
ТУ 400-24-588-94 Детали трубопроводов сварные фасонные водопроводных сетей Dу = 50 - 1600 мм.
ГОСТ 12816-80* Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Общие технические требования.
ГОСТ 12820-80*, ГОСТ 12821-80* Фланцы стальные плоские приварные (конструкция и размеры).
ГОСТ 5762-74* Задвижки на условное давление Ру < 25 МПа (250 кгс/см2). Общие технические условия.
ГОСТ 3706-93 Задвижки литые фланцевые и под приварку. Строительные длины.
ГОСТ 9544-93 Арматура трубопроводная запорная. Нормы герметичности затворов.
ГОСТ 13252-91 Затворы обратные на номинальное давление Рн ≤ 25 МПа (250 кгс/см2). Общие технические условия.
ГОСТ 3326-86 Клапаны запорные, клапаны и затворы обратные. Строительные длины.
ГОСТ 11823-91 Клапаны обратные на номинальное давление Рн ≤ 25 МПа (250 кгс/см2). Общие технические условия.
ГОСТ 22445-88 Затворы обратные. Основные параметры.
ГОСТ 9789-75* Клапаны предохранительные пружинные, полноподъемные фланцевые стальные на Ру 1,6 и 4,0 МПа (16 и 40 кгс/см2).Технические условия.
ГОСТ 12532-88 Клапаны предохранительные прямого действия. Основные параметры.
ГОСТ 8220-85* Гидраты пожарные подземные. Технические условия.
ГОСТ 17380-83* Детали трубопроводов стальные бесшовные приварные на Ру < 10 МПа (100 кгс/см2). Технические условия.
ГОСТ 17375-83*, ГОСТ 17376-83*, ГОСТ 17378-83* Стальные приварные отводы крутоизогнутые, тройники, переходы и заглушки эллиптические (конструкция и размеры).
ТУ 400-28-213-77 Патрубок с фланцем.
ТУ 400-28-153-86 Узлы арматурные фланцевые.
ТУ 400-28-65-85 Обвязки технологического оборудования из труб диаметром Dу от 15 до 700 мм.
ТУ 66.19.318-90 Узлы унифицированные трубные для наружных водопроводных колодцев.
ГОСТ 481-80* Паронит и прокладки из него. Технические условия.
ГОСТ 7338-90 Пластины резиновые и резинотканевые. Технические условия.
ГОСТ 9347-74* Картон прокладочный и уплотнительные прокладки из него. Технические условия.
ГОСТ 24297-87 Входной контроль продукции. Основные положения.
Государственные стандарты и технические условия на стальные трубы, фасонные изделия, узлы и другие материалы и изделия, предусмотренные проектом.
СНиП 3.01.01-85* Организация строительного производства.
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 2.04.02-84 Водоснабжение. Наружные сети и сооружения.
СНиП 2.04.03-85 Канализация. Наружные сети и сооружения.
Пособие по определению толщин стенок стальных труб, выбору марок, групп и категорий сталей для наружных сетей водоснабжения и канализации (к СНиП 2.04.02-84 и СНиП 2.04.03-85).
Пособие по защите внутренней поверхности стальных труб от коррозии (к СНиП 2.04.02-84).
Входной контроль качества стальных труб, арматуры, узлов и др. материалов должен осуществляться в соответствии с требованиями государственных стандартов, технических условий, ППР и другой технологической документации, утвержденной в установленном порядке.
Виды и объем контроля, а также участие в нем тех или иных должностных лиц и служб должны быть определены в технологических картах на выполнение работ или другой технологической документации.
На строительной площадке и в заготовительном производстве в процессе входного контроля:
- должны быть проверены сопроводительные документы (паспорта, технические паспорта, сертификаты, или их копии, вверенные владельцем сертификата) с целью определения полноты содержащихся в них данных;
- должны быть проверены маркировка, ярлыки с целью определения соответствия поступивших труб, узлов, фасонных частей, сварочных и изоляционных материалов, оборудования, арматуры, соединительных деталей, изоляционных покрытий требованиям проекта и их комплектности (без разборки узлов на сборочные единицы и детали). На трубы, фасонные части, сварочные и изоляционные материалы, применяемые в соответствии с проектом, должны иметься сертификаты (паспорта) заводов-изготовителей (или их копии, заверенные владельцем сертификата), удостоверяющие их качество. На оборудование, арматуру диаметром более 100 мм, узлы, соединительные детали и изолирующие фланцы должны иметься технические паспорта заводов-изготовителей, центрально-заготовительных мастерских (ЦЗМ) или центрально-заготовительных заводов (ЦЗЗ) строительно-монтажных организаций. На изоляционные покрытия, выполненные в условиях ЦЗМ или ЦЗЗ, должен составляться технический паспорт (акт), в котором указываются: дата выполнения изоляционных работ, тип изоляционного покрытия и результаты контроля его качества. Все вышеперечисленные сопроводительные документы входят в состав исполнительной документации, предъявляемой при приемке законченных строительством объектов систем водоснабжения и канализации. В случае отсутствия сертификатов и паспортов, необходимых данных в них, а также при несоответствии ярлыков (бирок) на упаковках данным сертификатов материалы могут быть допущены к применению только после их проверки и испытании на соответствие требованиям стандартов или технических условий. Арматуру, не имеющую паспортов и маркировки, можно использовать только после ее ревизии и испытания;
- должно быть проверено наличие и сроки действия гарантий предприятий-изготовителей на оборудование и изделия (оборудование и изделия, на которые истек гарантийный срок, указанный в технических условиях, а при отсутствии таких указаний - по истечение года могут быть приняты в монтаж только после проведения ревизии, устранения дефектов, испытаний, а также других работ, предусмотренных эксплуатационной документацией; результаты проведенных работ должны быть занесены в формуляры, паспорта и другую сопроводительную документацию; чугунную арматуру с условным проходом более 200 мм, независимо от наличия паспорта, маркировки и срока хранения, перед установкой следует подвергнуть ревизии и гидравлическому испытанию на прочность и плотность);
- должен быть произведен внешний осмотр труб, узлов, фасонных частей, сварочных и изоляционных материалов, оборудования, арматуры, соединительных частей, изоляционных покрытий и т.д. с целью проверки соответствия их требованиям стандартов или других нормативно-технических документов и обнаружения недопустимых дефектов на наружных и внутренних поверхностях;
- должны быть проведены замеры наружного диаметра и толщины стенки труб, замеры габаритных размеров сборочных единиц и другие замеры и испытания, предусмотренные проектом и технологическими картами;
- при возникновении каких-либо сомнений в качестве поступивших материалов или документов должны быть вызваны представители строительной лаборатории и (или) функциональных служб, ответственных за поставку материалов.
ГОСТ 10705-80* Трубы стальные электросварные. Технические условия
ГОСТ 10704-91 Трубы стальные электросварные прямошовные
Сортамент
Данные стандарты распространяются на стальные электросварные прямошовные трубы диаметром от 8 до 530 мм с толщиной стенки до 10 мм включительно из углеродистой стали, применяемые для трубопроводов и конструкций разного назначения.
В зависимости от показателей качества трубы изготовляют следующих групп:
А - с нормированием механических свойств из спокойной, полуспокойной и кипящей стали марок Ст2, Ст3, Ст4 по ГОСТ 380-94 (категории 4 по ГОСТ 16523-97, категории 1 по ГОСТ 14637-89*);
Б - с нормированием химического состава из спокойной, полуспокойной и кипящей стали марок Ст2, Ст3, Ст4 по ГОСТ 380-94 и ГОСТ 14637-89*, из спокойной, полуспокойной и кипящей стали марок 08, 10, 15, 20 по ГОСТ 1050-88* и стали марки 08Ю по ГОСТ 9045-93;
В - с нормированием механических свойств и химического состава из спокойной, полуспокойной и кипящей спали марок Ст2, Ст3, Ст4 по ГОСТ 380-94 (категории 4 по ГОСТ 16523-97 и категории 2 - 5 по ГОСТ 14637-89*), из спокойной, полуспокойной и кипящей стали марок 08, 10, 15, 20 по ГОСТ 1050-88* и для труб диаметром 50 мм стали марки 08Ю по ГОСТ 9045-93;
Д - с нормированием испытательного гидравлического давления. Трубы изготовляют термически обработанными (по всему объему трубы или по сварному соединению) и без термической обработки. Вид термической обработки по всему объему трубы выбирает изготовитель.
По длине трубы изготовляют:
немерной длины:
при диаметре до 30 мм - не менее 2 м;
при диаметре св. 30 до 70 мм - не менее 3 м,
при диаметре св. 70 до 152 мм - не менее 4 м;
при диаметре св. 152 мм - не менее 5 м;
(по требованию потребителя трубы групп А и В по ГОСТ 10705-80* диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм - длиной не менее 4 м);
мерной длины:
при диаметре до 70 мм - от 5 до 9 м;
при диаметре св. 70 до 219 мм - от 6 до 9 м,
при диаметре св. 219 до 420 мм - от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
Трубы мерной и кратной длины изготовляют двух классов точности по длине:
I - с обрезкой концов и снятием заусенцев;
II - без заторцовки и снятия заусенцев (с порезкой в линии стана).
Предельные отклонения по длине мерных труб приведены в нижеследующей таблице.
|
Длина труб, мм |
Предельные отклонения по длине мерных труб, мм, классов |
|
|
I |
II |
|
|
До 6 включ. |
+10 |
+50 |
|
Св. 6 |
+15 |
+70 |
Предельные отклонения по общей длине кратных труб не должны превышать:
+5 мм - для труб I класса точности;
+100 мм - для труб II класса точности.
По требованию потребителя трубы мерной и кратной длины II класса точности должны быть с заторцованными концами с одной или двух сторон.
Предельные отклонения по наружному диаметру трубы приведены в нижеследующей таблице.
|
Наружный диаметр труб, мм |
Предельные отклонения по наружному диаметру при точности изготовления |
|
|
обычной |
повышенной |
|
|
10 |
±0,2 мм |
- |
|
Св. 10 до 30 включ. |
±0,3 мм |
±0,25 |
|
Св. 30 до 51 включ. |
±0,4 мм |
±0,35 |
|
Св. 51 до 193,7 включ. |
±0,8 % |
±0,7 % |
|
Св. 193,7 до 426 включ. |
±0,75 % |
±0,65 % |
|
Св. 426 до 1020 включ. |
±0,7 % |
±0,65 % |
По требованию потребителя трубы изготовляют с односторонним или смещенным допуском по наружному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных выше.
Предельные отклонения по толщине стенки должны соответствовать:
±10 % - при диаметре труб до 152 мм;
ГОСТ 19903-74* - при диаметре труб свыше 152 мм для максимальной ширины листа нормальной точности.
По согласованию потребителя и изготовителя допускается изготовлять трубы с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклонений по толщине стенки.
Овальность, и разностенность труб должна быть не более предельных отклонений соответственно по наружному диаметру и толщине стенки.
Кривизна труб не должна превышать 1,5 мм на 1 м длины. По требованию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 м длины.
На поверхности труб не допускаются трещины, плены, закаты, рванины и риски.
Рябизна, забоины, вмятины, мелкие риски, слои окалины и следы зачистки допускаются при условии, что они не выводят толщину стенки и диаметр трубы за предельные отклонения. Допускается смещение кромок до 10 % от номинальной толщины стенки.
Поверхность труб, термически обработанных в защитной атмосфере, не должна иметь окалины. Допускается наличие окисной пленки.
Непровары швов должны быть заварены, место сварки зачищено.
На трубах диаметром 57 мм и более допускается один поперечный шов.
Наружный грат на трубах должен быть удален. В месте снятия грата допускается утонение стенки на 0,1 мм сверх минусового допуска.
Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев. Допускается образование фаски. Косина реза для труб диаметром до 219 мм не должна превышать 1 мм, а для труб диаметром 219 мм и более - 1,5 мм. По согласованию изготовителя с потребителем трубы изготовляют разрезанными в линии стана.
По требованию потребителя на концах труб с толщиной стенки 5 мм и более должна быть снята фаска под углом 25 - 30° к торцу трубы и оставлено торцовое кольцо шириной 1,8 ± 0,8 мм. По согласованию изготовителя с потребителем угол скоса и ширина торцового кольца могут быть изменены.
Трубы должны выдерживать испытательное гидравлическое давление:
при диаметре до 102 мм - не менее 6,0 МПа (60 кгс/см2);
при диаметре 102 мм и более - не менее 3 МПа (30 кгс/см2);
при диаметре 402 - 530 мм и толщине стенки 4,0 - 5,5 мм - не менее 2 МПа (20 кгс/см2).
Пример условного обозначения трубы с наружным диаметром 76 мм, толщиной стенки 3 мм, мерной длины, II класса точности по длине, из стали марки Ст3, изготовленной по группе В ГОСТ 10705-80:
![]()
ГОСТ 10706-76* Трубы стальные электросварные прямошовные. Технические требования.
ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент.
Данные стандарты распространяются на стальные электросварные прямошовные трубы общего назначения диаметром от 426 до 1620 мм.
В зависимости от показателей качества трубы изготовляют следующих групп:
А - по механическим свойствам из углеродистой стали марок Ст2, Ст3 (всех степеней раскисления) категории 1 по ГОСТ 14637-89*;
Б - по химическому составу из углеродистой стали марок Ст2, Ст3 (всех степеней раскисления) с химическим составом по ГОСТ 14637-89*;
В - по химическому составу и механическим свойствам из углеродистой стали марок Ст2 (всех степеней раскисления) категории 2, Ст3кп категории 2 и 3, Ст3пс, Ст3сп категории 2 и 5 по ГОСТ 14637-89*;
Д - без нормирования механических свойств и химического состава, но с нормированием испытательного гидравлического давления.
По согласованию изготовителя с потребителем допускается изготовлять трубы из низколегированной стали, при этом углеродный эквивалент для труб групп Б и В не должен превышать 0,48 %.
По длине трубы изготовляют немерной длины - не менее 5 м.
Предельные отклонения по наружному диаметру трубы приведены в нижеследующей таблице.
|
Наружный диаметр труб, мм |
Предельные отклонения по наружному диаметру при точности изготовления |
|
|
обычной |
повышенной |
|
|
426 |
±0,75 % |
±0,65 % |
|
Св. 426 до 1020 включ. |
±0,7 % |
±0,65 % |
|
Св. 1020 |
±0,6 % |
±6,0 мм |
Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706-76*, поставляют с предельными отклонениями по наружному диаметру торцов, приведенными в нижеследующей таблице.
|
Наружный диаметр труб, мм |
Предельные отклонения по наружному диаметру торцов для точности изготовления |
|
|
обычной |
повышенной |
|
|
От 478 до 720 включ. |
±2,5 мм |
±1,5 мм |
|
Св. 720 до 1020 включ. |
±2,5 мм |
±2,0 мм |
|
Св. 1020 |
±4,0 мм |
±3,5 мм |
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706-76*, должны быть трех классов точности по овальности. Овальность концов труб не должна превышать:
- 1 % от наружного диаметра труб для 1-го класса точности;
- 1,5 % от наружного диаметра труб для 2-го класса точности;
- 2 % от наружного диаметра труб для 3-го класса точности.
Овальность концов труб с толщиной стенки менее 0,01 наружного диаметра устанавливается по согласованию изготовителя с потребителем.
Общая кривизна труб, изготовленных по ГОСТ 10706-76*, не должна превышать 0,2 % от длины трубы. Кривизна на 1 м длины таких труб не определяется.
Концы труб должны быть обрезаны под прямым углом. Отклонение от прямого угла (косина реза) не должно превышать: 2,5 мм - для труб наружным диаметром 426 ÷ 720 мм; 3,5 мм - для труб наружным диаметром 820 ÷ 1020 мм; 4,5 мм - для труб наружным диаметром 1120 ÷ 1420 мм; 5,5 мм - для труб наружным диаметром 1620 мм.
Концы труб должны иметь фаску под углом 25 - 30° к торцу трубы. При этом должно быть оставлено торцовое кольцо (притупление) шириной 1,0 ÷ 3,0 - для труб диаметром до 1020 мм включительно и шириной 1,0 ÷ 5,0 мм - для труб диаметром более 1020 мм.
Трубы диаметром до 820 мм должны иметь не более одного продольного и одного поперечного шва. Трубы диаметром 820 мм и более могут иметь два продольных и один поперечный шов. По требованию потребителя допускается увеличение количества поперечных швов.
При наличии поперечного шва продольные швы должны быть смещены один относительно другого на расстояние не менее 100 мм. По требованию потребителя устанавливается верхняя граница смещения продольных швов относительно друг друга.
Высота валика усиления наружных продольных и поперечных швов должна быть в пределах: 0,5 ÷ 3,0 мм - для толщины стенки до 8 мм; 0,5 ÷ 3,5 мм - для толщины стенки св. 8 до 14 мм; 0,5 ÷ 4,0 мм - для толщины стенки св. 14 до 17 мм; 0,5 ÷ 5,0 мм - для толщины стенки св. 17 мм.
Допускается в местах ремонта швов и прихваток увеличение высоты валика на 1 мм сверх норм, приведенных выше.
На трубах, сваренных односторонней сваркой, допускается западание валика на глубину до 10 % от толщины стенки трубы с плавным переходом к основному металлу. Толщина шва в месте западания должна быть на 10 % выше минимально допустимой толщины стенки.
Величина валика усиления по центру внутреннего шва должна быть не менее 0,5 мм.
Допускается на концах труб на длине не менее 150 мм снятие усиления внутреннего шва до высоты 0 ÷ 0,5 мм.
На поверхности труб не допускаются трещины, плены, раковины, расслоения и закаты.
Незначительные забоины, рябизна, вмятины, мелкие риски, тонкий слой окалины, следы зачистки и заварки дефектов допускаются при условии, что они не выводят толщину стенки за предельные отклонения. Кроме того, допускается продольная риска глубиной не более 0,2 мм, наносимая при автоматической сварке для направления шва.
Разрешается заварка дефектов труб с последующей зачисткой места заварки и повторным испытанием гидравлическим давлением.
Поверхностные дефекты металла шва в виде пор, раковин, свищей и других дефектов, снижающих плотность и прочность металла шва, не допускаются.
Допускаются следы усадки металла вдоль продольной оси шва (утяжины). При этом величина усадки не должна выводить высоту усиления за пределы допускаемой минимальной высоты шва.
Переход от усиления шва к основному металлу должен быть плавным (без подрезов).
Допускаются без ремонта подрезы глубиной до 0,5 мм. При совпадении подрезов на наружном и внутреннем швах один из них должен быть отремонтирован.
Допускается производить ремонт сварных труб с последующим испытанием их гидравлическим давлением или контролем места ремонта физическими методами.
Сварные швы труб для тепловых сетей должны быть проконтролированы неразрушающими методами по всей длине.
Сварные соединения труб для магистральных тепловых сетей должны подвергаться испытаниям на статический изгиб.
Пример условного обозначения трубы с наружным диаметром 1020 мм, повышенной точности изготовления, толщиной стенки 12 мм, повышенной точности по наружному диаметру торцов, 2-го класса точности по овальности, немерной длины, из стали марки Ст3сп, изготовленной по группе В ГОСТ 10706-76*:
![]()
ГОСТ 8732-78* Трубы стальные бесшовные горячедеформированные. Сортамент.
ГОСТ 8731-74* Трубы стальные бесшовные горячедеформированные. Технические требования
Трубы выпускаются: наружным диаметром от 20 до 550 мм; толщиной стенок от 2,5 до 75 мм; длиной: немерной длины - в пределах от 4 до 12,5 м, мерной длины - в пределах немерной; длины, кратной мерной - в пределах немерной длины с припуском на каждый рез по 5 мм; приблизительной длины - в пределах немерной длины.
Предельные отклонения по длине труб мерной длины и длины, кратной мерной, не должны превышать: +10 мм - при длине до 6 м; +15 мм - при длине свыше 6 м или с наружным диаметром более 152 мм; ±500 мм - для приблизительной длины.
Предельные отклонения по наружному диаметру не должны превышать величин, указанных в нижеследующей таблице.
|
Наружный диаметр труб, мм |
Предельные отклонения по наружному диаметру при точности изготовления |
|
|
обычной |
повышенной |
|
|
До 50 включительно |
±0,5 мм |
±0,5 мм |
|
Св. 50 до 219 включ. |
±0,8 % |
±1,0 % |
|
Св. 219 |
±1,0 % |
±1,25 % |
Овальность и разностенность труб не должны выводить размер труб за предельные отклонения по диаметру и толщине стенки.
Кривизна любого участка трубы на 1 м длины не должна превышать: 1,5 мм - для труб с толщиной стенки до 20 мм; 2,0 - для труб с толщиной стенки свыше 20 до 30 мм; 4,0 - для труб с толщиной стенки свыше 30 мм.
Предельные отклонения по толщине стенки труб не должны превышать значений, приведенных в нижеследующей таблице.
|
Наружный диаметр мм |
Толщина стенки мм |
Предельные отклонения по толщине стенки труб точности изготовления, % |
|
|
повышенной |
обычной |
||
|
До 219 |
До 15 включ. |
±12,5 |
+12,5; -15,0 |
|
Св. 15 до 30 |
+10,0; -12,5 |
±12,5 |
|
|
30 и выше |
±10,0 |
+10,0; -12,5 |
|
|
Св. 219 |
До 15 включ. |
+12,5; -15,0 |
|
|
Св. 15 до 30 |
±12,5 |
||
|
30 и выше |
+10,0; -12,5 |
||
Поступившие на строительную площадку трубы:
- не должны иметь трещин, плен, рванин и закатов;
- могут иметь отдельные незначительные забоины, вмятины, риски, тонкий слой окалины, следы зачистки дефектов и мелкие плены, если они не выводят толщину стенки за пределы минусовых отклонений;
- должны иметь зачищенные от заусенцев концы труб (допускается образование фаски при их удалении); должны иметь обрезанные под прямым углом концы труб (при этом допускается образование фаски под углом не менее 70° к оси трубы);
- должны иметь снятые фаски под углом 35 - 40° к торцу трубы и оставленное при этом торцовое кольцо шириной 1 - 3 мм (если это оговорено договором поставки для труб с толщиной стенки от 5 до 20 мм).
Трубы выпускаются в зависимости от показателей качества (с нормированием механических свойств, химического состава и марок стали или без нормирования механических свойств и химического состава, но с нормированием испытательного гидравлического давления) пяти групп А, Б, В, Г и Д.
ГОСТ 8733-74* Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования
Трубы в зависимости от показателей качества (с нормированием механических свойств, химического состава и марок стали или без нормирования механических свойств и химического состава, но с нормированием испытательного гидравлического давления) выпускаются пяти групп Б, В, Г, Д и Е.
Размеры труб и предельные отклонения по ним должны соответствовать указанным в ГОСТ 8734-75*.
Поступившие на строительную площадку трубы:
- не должны иметь трещин, плен, рванин, раковин и закатов;
- могут иметь отдельные незначительные забоины, окалину (следы отслоившейся окалины), не препятствующие осмотру, вмятины, следы правки, риски и следы зачистки дефектов, если они не выводят размеры труб за предельные отклонения;
- не должны иметь на поверхности окалины (если это оговорено договором поставки);
- должны иметь обрезанные под прямым углом и зачищенные от заусенцев концы труб (допускается образование фаски при удалении заусенцев);
- должны иметь снятые фаски под углом 35 - 40° к торцу трубы и торцовое кольцо шириной 1 - 3 мм (если это оговорено договором поставки для труб с толщиной стенки 5 мм и более).
ГОСТ 20295-85 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
Данный стандарт распространяется на стальные сварные прямошовные и спиральношовные трубы диаметром 159 ÷ 820 мм, применяемые для сооружения магистральных газонефтепроводов, нефтепродуктопроводов, технологических и промысловых трубопроводов.
Трубы изготовляют трех типов:
1 - прямошовные диаметром 159 ÷ 426 мм, изготовленные контактной сваркой токами высокой частоты;
2 - спиральношовные диаметром 159 ÷ 820 мм, изготовленные электродуговой сваркой;
3 - прямошовные диаметром 530 ÷ 820 мм, изготовленные электродуговой сваркой.
В зависимости от механических свойств трубы изготовляют классов прочности К 34; К 38; К 42; К 50; К 52; К 55; К 60.
Трубы изготовляют длиной от 10,6 до 11,6 м.
Трубы диаметром 159 и 168 мм выпускают с толщиной стенок от 3 до 6 мм; трубы диаметром 219 мм - от 3 до 8 мм; трубы диаметром 245 и 273 мм - от 4 до 8 мм; трубы диаметром 325 мм - от 4 до 9 мм; трубы диаметром 377 мм - от 4,5 до 9 мм; трубы диаметром 426 мм - от 5 до 10 мм; трубы диаметром 530-820 мм - от 5 до 12 мм.
Предельные отклонения по наружному диаметру корпуса труб должны соответствовать приведенным в нижеследующей таблице.
|
Наружный диаметр, мм |
Предельные отклонения, мм |
|
159 и 168 |
±1,5 |
|
Св. 168 до 325 включ. |
±2,0 |
|
Св. 325 до 426 включ. |
±2,2 |
|
Св. 426 до 630 включ. |
±3,0 |
|
Св. 630 до 820 включ. |
±4,0 |
По требованию потребителя предельные отклонения по наружному диаметру корпуса труб типа 2 диаметром 159 ÷ 377 мм должны соответствовать нижеприведенным.
|
Наружный диаметр, мм |
Предельные отклонения, мм |
|
159 и 168 |
±1,2 |
|
Св. 168 до 325 включ. |
±1,5 |
|
377 |
±2,0 |
Предельные отклонения по толщине стенки труб должны соответствовать допускам на толщину металла, предусмотренным ГОСТ 19903-74* для максимальной ширины листовой и рулонной стали.
Овальность торцов труб типа 1 и 2 не должна выводить их размеры за предельные отклонения по наружному диаметру корпуса труб, приведенные выше.
Кривизна труб типа 1, исключая участок поперечного шва, не должна превышать 1,5 мм на 1 м длины, по требованию потребителя - 1 мм на 1 м длины.
Общая кривизна труб всех типов не должна превышать, 0,2 % от длины трубы (по требованию потребителя - 0,15 % от длины трубы).
Высота усиления всех наружных швов труб типов 2 и 3 должна быть 0,5 - 2,5 мм для труб с толщиной стенки менее 10 мм.
Высота усиления внутренних швов должна быть не менее 0,5 мм. На внутреннем шве допускается седловина или отдельные углубления до уровня основного металла.
Высота остатка наружного грата на трубах типа 1 не должна превышать 1 мм. Внутренний грат не удаляется.
В сварном соединении труб типа 2 допускается относительное смещение кромок по высоте на величину до 15 % от номинальной толщины стенки, для труб типов 1 и 3 - до 10 %.
Концы труб должны быть обрезаны под прямым углом. Предельные отклонения от прямого угла (косина реза) не должны превышать: 1 мм - для труб наружным диаметром от 159 до 325 мм включ.; 1,5 мм - для труб наружным диаметром св. 325 до 426 мм включ.; 2,0 мм - для труб наружным диаметром св. 426 до 820 мм включительно.
Концы труб с толщиной стенки 5 мм и более должны иметь фаску под углом 25 - 30°. При этом должно быть оставлено торцовое кольцо (притупление) шириной 1 - 3 мм.
Пример условного обозначения трубы типа 1 диаметром 325 мм, толщиной стенки 7 мм, класса прочности К 38, с объемной термообработкой:
Труба тип 1-Т 325×7 - К 38 ГОСТ 20295-85
Трубы изготовляют термически обработанными (по всему объему или сварному соединению) и без термической обработки.
Трещины, плены, рванины, расслоения и закаты на поверхности основного металла труб не допускаются.
Незначительные забоины, рябизна и окалина допускаются, если они не выводят толщину стенки за пределы минусовых отклонений.
Исправление поверхностных дефектов основного металла сваркой не допускается. Допускается исправление поверхностных дефектов зачисткой, при этом следы зачистки не должны выводить толщину стенки трубы за пределы минусовых отклонений.
На трубах всех типов допускается один поперечный шов стыка рулонов (стыковой шов за исключением труб типа 1 диаметром 159 и 168 мм) и один кольцевой шов (исключая трубы типа 2 диаметром 159 ÷ 377 мм) при условии контроля их неразрушающими методами.
На трубах типа 2 стыковой шов двух смежных рулонов должен быть расположен на расстоянии не менее 300 мм от торца трубы.
Каждая партия труб должна сопровождаться документом о качестве, содержащим:
наименование предприятия-изготовителя и товарный знак или его товарный знак; тип трубы; номинальные размеры труб; класс прочности и марку стали; номер партии;
результаты механических испытаний основного металла и сварного соединения; марку стали и номер стандарта на сталь для труб из углеродистых сталей;
эквивалентную фактической величину гидравлического давления без учета осевого подпора;
состояние металла труб (термически обработанная по всему объему или по сварному шву, или без термообработки); отметку о проведении неразрушающего контроля; обозначение данного стандарта.
На каждой трубе на расстоянии 100 ÷ 1500 мм от одного из концов должно быть выбито клеймо с указанием: товарного знака или наименования предприятия-изготовителя и его товарного знака; допускается взамен товарного знака указывать условное обозначение; марки стали или ее условного обозначения; номера трубы или номера партии, или номера трубы в партии; клейма технического контроля; года изготовления.
Участок клеймения четко отмечается краской.
Допускается для труб типа 1 взамен клеймения нанесение маркировки несмываемой краской.
ГОСТ 8696-74* Трубы стальные электросварные со спиральным швом общего назначения. Технические условия
Данный стандарт распространяется на стальные электросварные трубы со спиральным швом общего назначения. Стандарт не распространяется на трубы, предназначенные для магистральных газопроводов и нефтепроводов.
Трубы изготовляют наружным диаметром от 159 до 2520 мм и толщиной от 3,5 до 25 мм.
Трубы изготовляют длиной от 10 до 12 м. В партии допускается до 5 % укороченных труб длиной не менее 6 м.
Предельные отклонения по толщине стенки должны соответствовать предельным отклонениям на толщину металла, предусматриваемым ГОСТ 19903-74* для максимальной ширины рулонной и листовой стали.
Смещение кромок не должно превышать 25 % от номинальной толщины стенки, но не более 3 мм для труб диаметром 530 ÷ 1420 мм с толщиной стенки менее 14 мм и не более 5 мм для труб диаметром 1420 ÷ 2520 мм с толщиной стенки 14 мм и более.
Для труб группы Б допускается местное смещение кромок до 30 % от толщины стенки трубы на участках до 10 % длины шва.
Смещение кромок труб повышенной точности изготовления не должно превышать для труб диаметром 530 - 1420 мм: 1,0 мм при толщине стенки 4 мм; 1,2 мм при толщине стенки 5 мм; 1,4 мм при толщине стенки 6 мм; 1,6 мм при толщине стенки 7 мм и более.
Предельные отклонения по наружному диаметру должны соответствовать приведенным в нижеследующей таблице.
|
Наружный диаметр труб, мм |
Предельные отклонения по наружному диаметру при точности изготовления |
|
|
обычной |
повышенной |
|
|
159 |
±1,5 мм |
±1,4 мм |
|
Св. 159 до 273 включ. |
±2,0 мм |
±1,8 мм |
|
Св. 273 до 377 включ. |
±2,5 мм |
±2,2 мм |
|
Св. 377 до 720 включ. |
±2,0 мм |
±1,6 мм |
|
Св. 720 до 920 включ. |
±2,5 мм |
±1,6 мм |
|
1020 |
±3,0 мм |
±1,6 мм |
|
Св. 1020 до 1420 включ. |
±3,5 мм |
±1,6 мм |
|
1620 |
±4,0 мм |
±3,5 мм |
|
Св. 1620 до 2520 включ. |
±0,3 % |
±4,5 мм |
Овальность труб не должна превышать 2 % от номинального наружного диаметра.
Овальность труб повышенной точности изготовления не должна превышать 1 % от номинального наружного диаметра.
Общая кривизна труб не должна превышать 0,2 % от их длины.
Общая кривизна труб повышенной точности изготовления не должна превышать 0,1 % от длины.
Концы труб должны быть обрезаны под прямым углом. Косина реза не должна превышать 2 мм, а для труб диаметром 1420 мм и более с толщиной стенки 14 мм и более - 4 мм.
На концах труб должна быть снята фаска под углом 25 - 30° к торцу трубы, при этом должно быть оставлено торцовое кольцо шириной:
1 - 3 мм при толщине стенки 4 - 7 мм;
1 - 4 мм при толщине стенки 8 - 14 мм;
1 - 6 мм при толщине стенки 15 - 25 мм.
Ширина торцового кольца не измеряется в зоне шва на расстоянии 80 мм.
Усиление наружного шва должно быть:
0,5 - 3,0 мм при толщине стенки до 10 мм;
0,5 - 3,5 мм при толщине стенки 10 - 14 мм;
0,5 - 4,5 мм при толщине стенки 15 - 20 мм;
0,5 - 5,0 мм при толщине стенки 20 мм и более.
Для труб повышенной точности изготовления усиление наружного шва должно быть: 0,5 - 3,2 мм при толщине стенки 10 - 14 мм; 0,5 - 4,5 мм при толщине стенки 15 мм и более.
Усиление внутреннего шва должно быть не менее 0,5 мм. На внутреннем шве допускается седловина или отдельные углубления не более 2 мм при условии, что толщина шва в месте углубления не менее чем на 1 мм превышает допускаемую минимальную толщину стенки трубы.
Пример условного обозначения трубы с наружным диаметром 630 мм с толщиной стенки 7 мм, немерной длины из стали Ст2кп, изготовленной по группе Б ГОСТ 8696-74*:
Труба 630×7 - Ст2кп ГОСТ 8696-74
В зависимости от показателей качества трубы должны изготовляться следующих групп:
А - по механическим свойствам из углеродистой стали марок Ст2, Ст3 (всех степеней раскисления) категории 1 по ГОСТ 14637-89*;
Б - по химическому составу из углеродистой стали марок Ст2, Ст3 (всех степеней раскисления) по ГОСТ 14637-89*;
В - по химическому составу и механическим свойствам из углеродистой стали Ст2 (всех степеней раскисления) категории 2, Ст3 (всех степеней раскисления) категории 2 и 3, Ст3пс и Ст3сп категории 4 и 5 по ГОСТ 14637-89, стали марки 20 по ГОСТ 1050-88*, низколегированной стали по ГОСТ 19281-89* и низколегированной стали с химическим составом, приведенным в табл. За. Марка низколегированной стали выбирается изготовителем труб с учетом требований по нормам механических свойств, установленных для классов прочности К45, К50, К52 и К55;
Д - без нормирования химического состава и механических свойств.
Трубы изготовляют с наружным и внутренним швом. На трубах допускается поперечный шов стыка рулонов и один кольцевой шов, выполненные двусторонней сваркой. Кольцевой шов на трубах диаметром 159 - 377 мм выполняется односторонней сваркой.
Допускается выход поперечного шва на торец трубы и пересечения его с кольцевым швом. Место пересечения спирального шва и поперечного шва стыка рулонов должно находиться на расстоянии не менее 300 мм от торца трубы или кольцевого шва.
Трещины, плены, раковины, расслоения и закаты на поверхности труб не допускаются.
Незначительные забоины, вмятины, мелкие риски, тонкий слой окалины и следы зачистки пороков допускаются, если они не выводят толщину стенки за пределы установленных предельных отклонений.
На поверхности труб групп Б и Д допускаются отдельные пороки основного металла, если минимальная толщина стенки в местах их залегания составляет не менее 70 % от номинальной толщины.
Допускается заварка пороков труб с последующей зачисткой места заварки и повторным гидравлическим испытанием.
Металл швов должен быть без пор, раковин, трещин и других пороков.
Непровар шва на трубах групп А, Б и В не допускается. Переход от усиления шва к основному металлу труб должен быть плавным, без подрезов. Допускаются отдельные подрезы глубиной до 0,5 мм длиной не более 0,3 м с общей длиной не более 10 % длины шва. Совпадение подрезов в одном сечении по внутреннему и наружному шву не допускается.
Нормы допускаемых пороков швов, определяемых физическими неразрушающими методами, устанавливаются нормативно-технической документацией, утвержденной в установленном порядке.
ТУ 1390-003-00154341-95 Трубы стальные электросварные и бесшовные с наружным антикоррозионным покрытием на основе экструдированного полиэтилена
Данные технические условия распространяются на трубы стальные электросварные и бесшовные диаметром 57 - 530 мм с наружным антикоррозионным покрытием на основе экструдированного полиэтилена, предназначенные для сооружения подземных магистральных трубопроводов и отводов от них, продуктопроводов, межпоселковых газопроводов, городских газовых и водопроводных сетей.
Допустимые температуры:
- при проведении строительно-монтажных работ, погрузочно-разгрузочных работ и транспортных работ - от -40 °С до +40 °С;
- при хранении - от -40 °С до +40 °С;
- при эксплуатации - не выше +40 °С.
Пример условного обозначения трубы наружного диаметра 114 мм, толщиной стенки 6 мм из стали Ст10, изготовленной по ГОСТ 8732-78*, с наружным антикоррозионным покрытием на основе экструдированного полиэтилена:
труба 114×6 мм - Ст10 ГОСТ 8732-78, ТУ 1390-003-00154341-95
Двухслойное покрытие усиленного или весьма усиленного типа наносят на трубы диаметром 57 - 530 мм, толщиной стенки 3,0 - 8,0 мм, длиной 8,0 - 12,0 м, предназначенные для магистральных трубопроводов, для систем газоснабжения и водопроводных сетей.
Тип покрытия подлежит согласованию с потребителем.
Покрытие не наносят на концы труб на расстоянии 100 - 150 мм от торца в случае отсутствия иных требований потребителя. Края покрытия должны иметь плавный переход к телу трубы под углом не более 30°.
Внешний вид покрытия: однородная, гладкая поверхность черного цвета без пропусков, отслоений, пузырей, трещин, обнаруживаемых визуально.
Толщина покрытия должна соответствовать нижеприведенным требованиям.
|
Диаметр трубы мм |
Толщина покрытия не менее, мм |
|
|
усиленного типа |
весьма усиленного типа |
|
|
От 57 до 100 |
1,5 |
2,5 |
|
От 101 до 250 |
2,0 |
2,5 |
|
От 251 до 500 |
2,5 |
3,0 |
Покрытие должно обладать сплошностью при проверке искровым дефектоскопом напряжением из расчета 5 кВ на 1 мм толщины покрытия.
Прочность связи покрытия с металлом на 1 см ширины отслаиваемой полосы:
- исходная при 20 °С - не менее 35 Н (3,5 кгс);
- после выдержки в воде при 20 °С и 60 °С в течение 1000 час - не менее 30 Н (3,0).
Каждая партия изолированных труб должна сопровождаться паспортом, в котором кроме сведений о трубах должны быть приведены следующие дополнительные данные:
- марка материала покрытий и дата нанесения;
- результаты испытаний покрытий по всем показателям, нормированным в данных технических условиях.
Маркировка труб, увязанных в пакеты, должна наноситься на ярлык.
Помимо маркировки, наносимой в соответствии с требованиями соответствующих стандартов и технических условий на трубы без покрытий, дополнительно маркировочной краской должны быть нанесены следующие сведения:
- обозначение марки материала наружного покрытия;
- дата нанесения покрытия.
Погрузочно-разгрузочные работы и хранение изолированных труб должно производиться в условиях, предотвращающих механическое повреждение покрытия.
Срок хранения труб с покрытием на открытой площадке - не более 1 года. Допускается использование труб с покрытием по истечении срока хранения при условии соответствия показателей качества покрытий при повторных испытаниях требованиям данных технических условий.
Изготовитель должен гарантировать качество покрытия при соблюдении потребителем условий применения, транспортирования, хранения и эксплуатации в течение 12 месяцев после отгрузки.
ТУ 1390-001-04005951-98 Трубы стальные диаметром от 76 до 2020 мм с антикоррозионным внутренним защитным цементно-песчаным покрытием
Данные технические условия распространяются на внутреннее защитное противокоррозионное цементно-песчаное покрытие, наносимое методом центробежного набрызга на внутреннюю поверхность труб с наружным диаметром от 76 до 2020 мм и длиной до 12 м, предназначенные для строительства подземных трубопроводов питьевого назначения и канализации с температурой транспортируемой жидкости от +0,5 °С до +40 °С под давлением до 1,2 МПа (12 кгс/см2).
Подземные стальные трубопроводы с внутренним защитным цементно-песчаным покрытием рассчитаны на эксплуатацию при температуре воздуха от -60 до +50 °С.
Толщина внутреннего защитного противокоррозионного цементно-песчаного покрытия в зависимости от диаметра трубы должна соответствовать данным, приведенным в нижеследующей таблице.
|
Наружный диаметр трубы мм |
Толщина внутреннего покрытия, мм |
|
|
номинальная |
допуск |
|
|
76 |
4 |
+2 |
|
89 |
4 |
+2 |
|
102 |
4 |
+2 |
|
108 |
4 |
+2 |
|
114 |
4 |
+2 |
|
133 |
4 |
+2 |
|
159 |
5 |
+2 |
|
219 |
5 |
+2 |
|
273 |
5 |
+2 |
|
325 |
6 |
+2 |
|
377 |
6 |
+2 |
|
426 |
7 |
+2 |
|
530 |
7 |
+2 |
|
630 |
7 |
+2 |
|
720 |
7 |
+2 |
|
820 |
9 |
+2 |
|
920 |
10 |
+2 |
|
1020 |
11 |
+2 |
|
1220 |
12 |
+2 |
|
1420 |
12 |
+2 |
|
1620 |
12 |
+3 |
|
2020 |
12 |
+4 |
На трубы диаметром до 630 мм покрытие должно быть нанесено по всей длине. Допускается отсутствие покрытия на расстоянии до 1 мм от торца. На концах труб на расстоянии не более 50 мм от торца труб допускается уменьшение толщины покрытия до 50 %.
На трубы диаметром 720 мм и более покрытие должно быть нанесено по всей длине, за исключением концевых участков размерами 40 ÷ 60 мм. По согласованию с заказчиком допускается покрытие с концевых участков не снимать.
На торцах труб наличие остатков цементно-песчаного раствора не допускается.
Толщина слоя покрытия над сварными швами стальных труб должна быть не менее 3,0 мм.
После монтажа трубопровода места сварки должны быть заделаны изнутри цементно-песчаным раствором.
Покрытие должно быть сплошным и разглаженным. На поверхности покрытия допускаются борозды глубиной не более 1 мм. Допускается не производить разглаживание покрытия при диаметре труб 800 мм и более, при этом высота неровностей на поверхности покрытия должна быть не более 10 % его толщины.
На поверхности покрытия допускаются усадочные трещины шириной раскрытия не более 0,8 мм. Кольцевые трещины не допускаются.
После нанесения покрытий торцы труб должны быть закрыты на весь срок хранения до монтажа трубопровода.
Прочность покрытия должна быть не ниже 45,0 МПа (450 кгс/см2). Трубы должны быть отпущены потребителю после нанесения и выдержки в течение 3-х суток до набора прочности не менее 30,0 МПа (300 кгс/см2). Если отпускная прочность составляет менее 30,0 МПа, то время выдержки труб с покрытием должно быть увеличено до достижения прочности не менее 30,0 МПа. Если температура открытого воздуха составляет менее +10 или более +40 °С, то трубы с покрытием независимо от набора прочности должны быть выдержаны в цехе изготовления в течение 7 суток.
Каждая труба или партия труб одного диаметра с покрытием, отправляемые заказчику одной транспортной единицей, поставляется со следующими сопроводительными документами:
- товаро-транспортная накладная;
- паспорт.
Паспорт должен содержать гарантию соответствия прочности цементно-песчаного покрытия требованиям данных технических условий.
На наружную поверхность каждой трубы с покрытием прикрепляется самоклеющаяся этикетка голубого цвета, содержащая следующие данные:
- наименование завода-изготовителя:
- диаметр, толщина стальной трубы;
- номер НТД (ТУ 1390-001-04005951-98);
- дата изготовления;
- номер замеса;
- знак сертификации или номер сертификата соответствия.
Гарантийный срок хранения труб с цементно-песчаным покрытием - 12 месяцев со дня отгрузки труб при соблюдении потребителем требований по транспортированию и хранению труб.
ГОСТ 10692-80* Трубы стальные, чугунные и соединительные части к ним. Приёмка, маркировка, упаковка, транспортирование и хранение
Каждая партия стальных труб должна сопровождаться документом о качестве, содержащим: товарный знак или наименование или товарный знак и наименование предприятия-изготовителя, наименование предприятия-потребителя, номер заказа, дату выписки документа о качестве, обозначение стандарта или нормативно-технической документации, размер труб, марку стали, номер плавки (при поплавочной поставке) или партии, химический состав труб (по требованию потребителя), массу партии, общую длину труб и по требованию количество труб в штуках, результаты всех видов испытаний, отметки об отправке труб разных размеров, если это оговорено в нормативно-технической документации, штамп технического контроля.
Маркировку наносят на каждую трубу диаметром свыше 159 мм с толщиной стенки 3,5 мм и более. По требованию потребителя допускается маркирование каждой трубы диаметром от 114 мм. В зависимости от диаметра и толщины стенки труб маркировку наносят клеймением, электрическим карандашом или резиновым штампом (несмываемой краской), электрографом или несмываемой краской.
Маркировку труб производят на расстоянии не более 500 мм и не менее 20 мм от торца и обводят или подчеркивают яркой краской.
Маркировку труб, имеющих светлую поверхность наносят на ярлык. Маркировка должна содержать размер трубы, марку стали, товарный знак или наименование и товарный знак предприятия-изготовителя. При машинной маркировке допускается обозначать марку стали четырехзначным числовым кодом в соответствии с Общесоюзным классификатором продукции.
В транспортные пакеты по нормативно-технической документации увязывают трубы диаметром свыше 159 до 250 мм включительно.
При хранении и складировании трубы должны быть рассортированы партиями по размерам и маркам стали, чтобы предотвратить возможность их перепутывания. Трубы должны храниться на стеллажах или площадках открытого хранения, при этом они должны иметь консервационное покрытие.
ГОСТ 12816-80* Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20 МПа (от 1 до 200 кгс/см2). Общие технические требования
Поступившие на строительную площадку фланцы и кольца могут иметь отдельные вмятины, забоины, раковины, шлаковые включения и другие дефекты, не влияющие на прочность и герметичность.
Допускается местная зачистка (подторцовка) поверхности фланцев под гайки (головки болтов) глубиной не более 1 мм.
На наружной цилиндрической поверхности или стороне квадрата, или (и) тыльной стороне фланцев должна быть выполнена следующая маркировка: товарный знак предприятия-изготовителя или его сокращенное наименование (по требованию потребителя), марка материала фланцев, за исключением фланцев из стали ВСт3сп, ВСт3пс, условный проход в мм и условное давление в кгс/см2 без указания букв Dу и Рy и размерности; буква Ф для фланцев под фторопластовую прокладку.
Партия фланцев должна сопровождаться документом о качестве.
Для уплотнения фланцевых соединений в соответствии с требованиями проекта и ППР должны применяться прокладки из следующих материалов:
- паронит (ГОСТ 481-80*) марок ПОН (паронит общего назначения) и ПМБ (паронит маслобензостойкий) толщиной от 1 до 4 мм;
- пластины резиновые и резинотканевые (ГОСТ 7338-90*) толщиной 3 - 5 мм;
- фторопласт - 4 (ГОСТ 10007-80*Е);
- картон прокладочный (ГОСТ 9347-74*), смоченный в натуральной олифе (ГОСТ 7931-76*).
Допускается применение прокладок из других уплотнительных материалов, обеспечивающих не меньшую герметичность соединений по сравнению с вышеприведенными материалами (с учетом среды, давления и температуры).
Технические требования к прокладке трубопроводов
Прокладку трубопроводов наружных сетей канализации и водоснабжения следует осуществлять в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 2.04.02-84, СНиП 2.04.03-85, СНиП 3.05.04-85*, ППР, технологических карт, схем операционного контроля качества СМР и другой нормативной документации, утвержденной в установленном порядке.
Строительство трубопроводов и сооружений водоснабжения и канализации должны выполнять строительно-монтажные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
Строительство должно вестись по утвержденному проекту при наличии организации, на которую возложены технический надзор и приемка работ.
Работы по монтажу трубопроводов должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по монтажу трубопроводов.
Производству работ по прокладке напорных стальных трубопроводов должны предшествовать:
- выполнение предусмотренных проектом внеплощадочных и внутриплощадочных подготовительных работ (см. СОКК «Внеплощадочные и внутриплощадочные подготовительные работы» в данном альбоме);
- разработка проекта производства работ, технологических карт и схем операционного контроля качества;
- выполнение и приемка предусмотренных проектом земляных работ (см. СОКК «Разработка траншей и котлованов» в данном альбоме);
- выполнение геодезических работ по перенесению подземных сетей в натуру; передача и приемка закрепленных на местности знаков геодезической разбивки (см. СОКК «Разбивочные работы при прокладке инженерных сетей» и «Производство детальных разбивочных работ при прокладке трубопроводов» в данном альбоме);
- входной контроль проектно-сметной документации, труб, узлов и других элементов наружных сетей;
- изучение инженерно-техническим персоналом проектной и технологической документации.
При входном контроле рабочей документации должна производиться проверка ее комплектности и достаточности содержащейся в ней технической информации для производства работ. Рекомендуется обратить внимание на наличие в проекте мероприятий, направленных на снижение воздействия внешних нагрузок на трубы с целью уменьшения расчетных толщин стенок трубопровода: отрывку траншей предусматривать по возможности с вертикальными стенками и минимально допустимой шириной по дну; укладку труб предусматривать на спрофилированное по форме трубы грунтовое основание или с контролируемым уплотнением грунта засыпки.
Входной контроль труб и других элементов наружных сетей должен производиться в соответствии с требованиями соответствующих технологических карт и другой технологической документации, утвержденной в установленном порядке. Технические требования к трубам и другим элементам трубопроводов, перечень нормативно-технической документации и задачи входного контроля приведены выше.
Объем входного контроля при проверке труб и других материалов и деталей, а также участие в нем лабораторной и других служб должны определяться в технологических картах.
Применение стальных труб для напорной сети канализации допускается при прокладке в труднодоступных пунктах строительства, в вечномерзлых, просадочных грунтах, на подрабатываемых территориях, в местах переходов через водные преграды, под железными и автомобильными дорогами, в местах пересечения с сетями хозяйственно-питьевого водопровода, в местах, где возможны механические повреждения труб и др.
Стальные трубопроводы должны быть покрыты снаружи антикоррозионной изоляцией. На участках возможной электрокоррозии должна быть предусмотрена катодная защита трубопроводов.
Применение стальных труб в наружных сетях водоснабжения допускается в местах переходов через водные преграды и овраги, при прокладке на участках с расчетным внутренним давлением более 1,5 МПа (15 кгс/см2), под железными и автомобильными дорогами, в местах пересечения хозяйственно-питьевого водопровода с сетями канализации, при прокладке трубопроводов по автодорожным и городским мостам, по опорам эстакад и в туннелях, в просадочных и вечномерзлых грунтах, в Западно-Сибирском нефтегазовом комплексе.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППР, технологических карт и схем операционного контроля качества (СОКК); - наличие актов освидетельствования ранее выполненных земляных работ и акта приемки траншей и котлованов (с исполнительной документацией и разрешением заказчика на укладку трубопровода); наличие в натуре и неизменность положения знаков разбивочной сети трассы и наличие акта приемки-передачи этих знаков и материалов исполнительной съёмки (при передаче работ); |
ППР, технологические карты и СОКК Акты освидетельствования скрытых работ с исполнительной документацией; Акты приёмки |
|
- выполнение геодезических работ по перенесению трассы трубопровода в натуру; - выполнение земляных работ по окончательной разработке траншеи (доработка недоборов); |
Исполнительный чертеж |
|
|
- сопроводительные документы (документы о качестве, сертификаты и т.д.), клеймы и маркировку, ярлыки и внешним осмотром качество поступивших элементов и деталей трубопроводов, качество антикоррозионных покрытий; - выполнение работ по очистке труб, их правке или обрезке, зачистке кромок, раскладке труб и готовых звеньев на бровке вдоль траншеи; установке сварочного оборудования и уточнению технологических параметров сварки и т.д. |
Документы о качестве |
|
|
Прокладка напорных стальных трубопроводов |
Контролировать: - соблюдение заданной технологии укладки трубопровода и узлов задвижек; - укладку трубопровода и узлов задвижек в проектное положение; |
Общий и специальный журналы |
|
- соблюдение технологии и техники сварки, качество сварных швов, их очистку и антикоррозионную защиту. |
Журнал сварочных работ |
|
|
Приемка |
Проверить: - соответствие фактического положения уложенного трубопровода требованиям проекта и нормативных документов; - выполнение требований проекта и нормативных документов к качеству сварных соединений и антикоррозионных покрытий; - надлежащее оформление исполнительной документации. |
Исполнительный чертеж, акты освидетельствования скрытых работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), геодезист, лаборант (инженер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), геодезист, представители технадзора заказчика КИП - нивелир, теодолит и др. геодезические приборы, лабораторные приборы и оборудование. |
||
При применении стальных труб должна предусматриваться защита их внешней и внутренней поверхности от коррозии.
В трубопроводах наружных сетей канализации и водоснабжения следует применять стальные сварные трубы, рациональный сортамент которых согласно «Пособию по определению толщин стенок стальных труб, выбору марок, групп и категорий сталей для наружных сетей водоснабжения и канализации» (к СНиП 2.04.02-84 и СНиП 2.04.03-85) приведен ниже.
|
Диаметр мм |
Трубы по |
|||||
|
ТУ 102-39-84 |
||||||
|
Толщина стенки, мм |
||||||
|
условный d |
наружный dе |
из углеродистых сталей по ГОСТ 380-88 |
из углеродистой стали по ГОСТ 380-88 |
из углеродистой стали по ГОСТ 380-88 |
из низколегированной стали по ГОСТ 19281-89 |
из углеродистой стали по ГОСТ 380-88 |
|
150 |
159 |
4 - 5 |
- |
3 - 4 |
3 - 4 |
4 - 4,5 |
|
250 |
273 |
4 - 5,5 |
- |
3 - 5 |
3 - 4 |
4 - 4,5 |
|
300 |
325 |
4 - 5,5 |
- |
3 - 5 |
3 - 4 |
4 - 4,5 |
|
350 |
377 |
4 - 6 |
- |
3 - 6 |
3 - 5 |
4 - 4,5 |
|
400 |
426 |
4 - 6 |
- |
3 - 7 |
3 - 6 |
4 - 4,5 |
|
500 |
530 |
5 - 6,5 |
5 - 8 |
5 - 7 |
4 - 5 |
- |
|
600 |
630 |
- |
6 - 9 |
6 - 7 |
5 - 6 |
- |
|
700 |
720 |
- |
5 - 9 |
6 - 8 |
5 - 7 |
- |
|
800 |
820 |
- |
6 - 9 |
7 - 9 |
6 - 8 |
- |
|
900 |
920 |
- |
8 - 10 |
8 - 10 |
- |
- |
|
1000 |
1020 |
- |
9 - 11 |
8 - 11 |
7 - 10 |
- |
|
1200 |
1220 |
- |
10 - 12 |
8 - 12 |
7 - 10 |
- |
|
1400 |
1420 |
- |
- |
8 - 13 |
8 - 11 |
- |
|
1600 |
1620 |
- |
- |
15 - 18 |
15 - 16 |
|
Допускается по предложению заказчика применение труб по техническим условиям, указанным в нижеследующей таблице.
|
Технические условия |
Диаметры (толщина стенок), мм |
Марка сталей |
|
ТУ 14-3-377-87 «Трубы стальные сварные прямошовные для магистральных газонефтепроводов» |
219 - 325 (6, 7, 8) |
ВСт3сп по ГОСТ 380-94 10, 20 по ГОСТ 1050-88* |
|
ТУ 14-3-684-77 «Трубы стальные электросварные со спиральным швом диаметром 530 - 1420 мм» |
530, 630 (6 - 9) 720 (6 - 10) 820 (8 - 12) 1020 (9 - 12) 1220 (10 - 12) 1420 (11 - 14) |
ВСт3пс2, ВСт3сп2 по ГОСТ 380-94; 20 по ГОСТ 1050-88*; 17Г1С, 17Г2СФ, 16ГФР по ГОСТ 19281-89*; классы К45, К52, К60 |
|
ТУ 14-3-943-80 «Трубы стальные электросварные» |
219 - 530 по ГОСТ 1070580 (6, 7, 8) |
ВСт3пс2, ВСт3сп2, ВСт3пс3, ВСт3сп3 по ГОСТ 380-94; 10сп2, 10пс2 по ГОСТ 1050-88* |
Применение других труб и деталей трубопроводов допускается по заключению специализированных научно-исследовательских организаций.
Для изготовления фасонных частей методом гнутья должны применяться только бесшовные трубы.
Для фасонных частей, изготовляемых методом сварки, могут применяться те же трубы, что и для линейной части трубопровода.
Согласно СНиП 2.04.02-84 «Водоснабжение. Наружные сети и сооружения» и СНиП 2.04.03-85 «Канализация. Наружные сети и сооружения» при применении стальных труб на наружных сетях канализации должна предусматриваться защита их внешней поверхности, а на наружных сетях водоснабжения - внешней и внутренней поверхности от коррозии. Стальные трубы на наружных сетях водоснабжения следует, как правило, применять с внутренними полимерцементными, цементно-песчаными или полиэтиленовыми защитными покрытиями.
Выбор методов защиты внешней поверхности стальных труб от коррозии должен быть обоснован в проекте данными о коррозионных свойствах грунта, а также данными о возможности коррозии, вызываемой блуждающими токами.
Защита от наружной коррозии стальных трубопроводов должна быть предусмотрена согласно ГОСТ 9.602-89* «КС3КС. Сооружения подземные. Общие требования к защите от коррозии».
Для защиты внутренней поверхности стальных труб от коррозии должны быть предусмотрены:
- стабилизационная обработка воды;
- применение труб с внутренним антикоррозионным защитным покрытием. Защита внутренней поверхности стальных труб от коррозии независимо от коррозионной активности воды должна предусматриваться защитными покрытиями: цементно-песчаными, лакокрасочными, цинковыми и др.
Цементные покрытия рекомендуется наносить на внутреннюю поверхность труб методами центрифугирования и центробежного набрызга.
Цементно-песчаные и цементно-полимерные покрытия методом центрифугирования рекомендуется наносить на внутреннюю поверхность водопроводных труб диаметром до 1000 мм. Трубы при этом должны иметь кривизну не более 1,5 мм на 1 м длины, а овальность их не должна превышать 0,01 диаметра.
Перед нанесением покрытия на основе цемента внутреннюю поверхность труб обезжиривают путем погружения труб на 5 - 8 мин в стационарные ванны с моющими растворами, имеющими температуру 75 - 80 °С. После обезжиривания трубы промывают горячей водой до полного удаления остатков моющих растворов.
Толщина цементно-песчаного покрытия зависит от диаметра трубы и должна составлять: для диаметра трубы 200 - 700 мм … 8 мм
800 - 900 мм … 10 мм
1000 - 1100 мм … 12 мм
1200 - 1400 мм … 14 мм
и свыше 1400 мм … 16 мм
Толщина цементно-полимерного покрытия должна составлять 5 ± 1 мм.
Покрытие должно быть плотным, гладким, одинаковой толщины по всей длине. Не допускаются дефекты, обусловленные плохим качеством раствора (цементные и песчаные комья, вздутия), а также отслоения, допускаются единичные раковины и наплывы глубиной (высотой) не более 2 мм и диаметром не более 10 мм, трещины шириной раскрытия 0,2 мм.
Транспортировать трубы с внутренними цементно-песчаными и цементно-полимерными покрытиями необходимо автотранспортом, снабженным специальными крепежными устройствами.
Трубы с внутренними цементно-песчаными и цементно-полимерными покрытиями следует соединять сваркой. Дополнительной защиты внутренней поверхности стыкового соединения не требуется.
Методом центробежного набрызга следует наносить цементно-песчаные покрытия на трубы и уложенные (действующие и вновь построенные) трубопроводы диаметром 1000 - 1400 мм. На трубопроводах при этом должна быть установлена равнопроходная арматура.
Облицовку новых водоводов, уложенных в траншею и засыпанных грунтом, и действующих (после их очистки от обрастаний очистными устройствами) следует осуществлять по прямолинейным участкам трубопровода длиной до 150 м (за исключением мест вырезок для ввода облицовочной машины).
Допускается облицовка трубопровода с плавным изломом оси не более 5° при диаметре труб 1000 - 1200 мм и до 10° - при диаметре труб 1400 мм.
При укладке вновь строящегося трубопровода из отдельных труб или секций облицовку рекомендуется осуществлять сразу же после монтажа и засыпки грунтом участка трубопровода длиной до 150 м с открытого (наращиваемого) его конца.
При способе укладки трубопровода плетью, сваренной на бровке траншеи, облицовку рекомендуется осуществлять из незасыпанных котлованов, расположенных на расстоянии 150 м друг от друга, через специально вырезаемые в трубах окна.
Толщина цементно-песчаного покрытия должна составлять 10 - 12 мм и регулироваться в указанных пределах изменением скорости перемещения облицовочной машины по трубопроводу.
При новом строительстве можно наносить цементно-песчаное покрытие методом набрызга на отдельные трубы или сварные секции из нескольких труб в базовых условиях.
Для окраски внутренней поверхности водопроводных труб рекомендуется применять следующие лакокрасочные материалы: эмаль антикоррозионную ХС-720, эмаль ХС-710, сополимер КОРС, полистирольную смолу КОРС и др. К лакокрасочным материалам в качестве наполнителя необходимо добавлять 10 - 15 % алюминиевой пудры ПАП-2 (ГОСТ 5994-93).
Перед окраской трубы подвергаются тщательной очистке от жировых загрязнений, ржавчины и окалины.
Лакокрасочное покрытие следует наносить методом пневматического распыления в четыре слоя общей толщиной 150 мкм. Лакокрасочное покрытие на концы труб на расстоянии 15 - 20 см от края наноситься не должно. На концы труб следует наносить цинковое покрытие электродуговым способом. Толщина цинкового покрытия должна составлять 150 - 200 мкм.
В проекте трубопровода должны быть предусмотрены мероприятия, обеспечивающие непрерывную электрическую проводимость труб для возможности устройства электрохимической защиты от коррозии.
Глубина заложения трубопроводов хозяйственно-питьевых водопроводов должна быть, как правило, не менее 0,5 м, считая до верха труб. Глубина заложения труб, считая до низа, должна быть на 0,5 м больше расчетной глубины проникания в грунт нулевой температуры.
Меньшую глубину заложения труб допускается принимать при условии принятия мер, исключающих:
- замерзания арматуры, устанавливаемой на трубопроводе;
- недопустимое снижение пропускной способности трубопровода в результате образования льда на внутренней поверхности труб;
- повреждение труб и стыковых соединений в результате замерзания воды, деформации грунта и температурных напряжений в материале стенок труб;
- образование в трубопроводе ледяных пробок при перерывах подачи воды, связанных с повреждением трубопровода.
Для предупреждения нагревания воды в летнее время глубину заложения трубопроводов хозяйственно-питьевых водопроводов надлежит, как правило, принимать не менее 0,5 м, считая от верха труб. Допускается принимать меньшую глубину заложения водопроводов или участков водопроводной сети при условии обоснования теплотехническими расчетами.
При определении глубины заложения водоводов и водопроводных сетей при подземной прокладке должны быть учтены внешние нагрузки от транспорта и условия пересечения с другими подземными сооружениями и коммуникациями.
Выбор диаметров труб водоводов и водопроводных сетей должен быть произведен на основании технико-экономических расчетов, с учетом условий их работы при аварийном отключении отдельных участков.
Диаметр труб водопровода, объединенного с противопожарным, в населенных пунктах и на промышленных предприятиях должен быть не менее 100 мм, в сельских населенных пунктах - не менее 75 мм.
Надземная и наземная прокладка канализационных трубопроводов на территории населенных пунктов не допускается. При пересечении глубоких оврагов, водотоков и водоемов, а также при укладке канализационных трубопроводов за пределами населенных пунктов допускается наземная и надземная прокладка трубопроводов.
Минимальные расстояния по горизонтали (в свету) от ближайших подземных сетей водопровода и канализации до зданий и сооружений приведены в нижеследующей таблице.
|
Здания и сооружения |
Расстояние, м, по горизонтали от зданий и сооружений до ближайших сетей водопровода и напорной канализации |
|
Фундаменты зданий и сооружений |
5 |
|
Фундаменты ограждений предприятий, эстакад, опор контактной сети и связи, железных дорог |
3 |
|
Ось крайнего пути: ж. д. колеи 1520 мм, но не менее глубины траншеи до подошвы |
4 |
|
насыпи и бровки выемки ж. д. колеи 750 мм и трамвая |
2,8 |
|
Бортовой камень улицы, дороги (кромка проезжей части, укрепленной полосы обочины) |
2 |
|
Наружная бровка, кювета или подошва насыпи дороги |
1 |
|
Фундаменты опор воздушных линий электропередачи напряжением: до 1 кВ наружного освещения, контактной сети трамваев и троллейбусов |
1 |
|
свыше 1 до 35 кВ |
2 |
|
свыше 35 до 110 кВ и выше |
3 |
Минимальные расстояния по горизонтали (в свету) между соседними инженерными подземными сетями при их параллельном размещении в городских поселениях приведены в нижеследующей таблице, на вводах инженерных сетей в зданиях сельских поселений - не менее 0,5 м.
При разнице в глубине заложения смежных трубопроводов свыше 0,4 м расстояния, указанные в нижеследующей таблице, следует увеличивать с учетом крутизны откосов траншей, но не менее глубины траншеи до подошвы насыпи и бровки выемки.
При пересечении инженерных сетей между собой расстояния по вертикали (в свету) следует принимать в соответствии с требованиями СНиП II-89-80.
|
Инженерные сети |
Расстояние, м, по горизонтали до соседних инженерных подземных сетей от |
||
|
водопровода |
канализации бытовой |
дождевой канализации |
|
|
Водопровод |
см. примеч. |
см. примеч. |
1,5 |
|
Канализация бытовая |
см. примеч. |
0,4 |
0,4 |
|
Дренаж и дождевая канализация |
1,5 |
0,4 |
0,4 |
|
Газопроводы давлением, МПа (кгс/см2): низкого до 0,005 (0,05) |
1 |
1 |
1 |
|
среднего св. 0,005 (0,05) до 0,3 (3) |
1 |
1,5 |
1,5 |
|
высокого: св. 0,3 (3) до 0,6 (6) |
1,5 |
2 |
2 |
|
св. 0,6 (6) до 1,2 (12) |
2 |
5 |
5 |
|
Кабели силовые всех напряжений |
0,5 |
0,5 |
0,5 |
|
Кабели связи |
0,5 |
0,5 |
0,5 |
|
Тепловые сети: наружная стенка канала, тоннеля |
1,5 |
1 |
1 |
|
оболочка бесканальной прокладки |
1,5 |
1 |
1 |
|
Каналы, тоннели |
1,5 |
1 |
1 |
|
Наружные пневмомусоропроводы |
1 |
1 |
1 |
|
Примечание: При параллельной прокладке нескольких линий водопровода (заново или дополнительно к существующим) расстояние в плане между наружными поверхностями труб должно устанавливаться с учетом производства и организации работ и необходимости защиты от повреждений смежных водоводов при аварии на одном из них в пределах от 0,7 до 2,5 м по табл. 35 СНиП 2.04.02-84, приведенной ниже. |
|||
|
Стальные трубы диаметром, мм |
Вид грунта |
|||||
|
скальные |
крупнообломочные породы, песок гравелистый, песок крупный, глины |
песок средней крупности, песок мелкий, песок пылеватый, супеси, суглинки, грунты с примесью растительных остатков, заторфованные грунты |
||||
|
Давление, МПа (кгс/см2) |
||||||
|
<1 (10) |
> 1 (10) |
< 1 (10) |
> 1 (10) |
<1 (10) |
> 1 (10) |
|
|
Расстояние в плане между наружными поверхностями труб, мм |
||||||
|
до 400 |
0,7 |
0,7 |
0,9 |
0,9 |
1,2 |
1,2 |
|
св. 400 |
1 |
1 |
1,2 |
1,5 |
1,5 |
2 |
|
до 1000 |
|
|
|
|
|
|
|
св. 1000 |
1,5 |
1,5 |
1,7 |
2 |
2 |
2,5 |
На отдельных участках трассы водоводов, в том числе на участках прокладки водоводов по застроенной территории и на территории промышленных предприятий, приведенные выше расстояния допускается уменьшать при условии укладки труб на искусственное основание, в туннеле, футляре или при применении других способов прокладки, исключающих возможность повреждения соседних водоводов при аварии на одном из них. При этом расстояния между водоводами должны обеспечивать возможность производства работ как при прокладке, так и при последующих ремонтах.
При прокладке водопроводных линий в туннелях расстояния от стенки трубы до внутренней поверхности ограждающих конструкций и стенок других трубопроводов надлежит принимать не менее 0,2 м.
Предшествующие монтажу трубопроводов земляные работы и работы по устройству оснований должны выполняться в соответствии с требованиями проекта и СНиП 3.02.01-87 (см. СОКК «Разработка траншей и котлованов»).
Монтаж трубопроводов должен производиться после приемки земляных работ, оформления актов освидетельствования скрытых работ и исполнительного чертежа по результатам исполнительной геодезической съемки.
Запрещается выполнение последующих работ при отсутствии актов освидетельствования предшествующих скрытых работ во всех случаях.
Монтаж трубопровода должен производиться после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна. Результаты проверки должны быть отражены в журнале производства работ.
Перед началом работ по монтажу трубопровода необходимо устроить в начале участка трубопровода концевой упор, в который должна упираться первая уложенная труба и который впоследствии может быть использован при гидравлическом испытании.
При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
Основание под трубы должно быть предварительно осушено и очищено.
Трубопровод укладывают на естественное или искусственное основание. Вид и характеристики вскрытого грунта естественного основания под трубопровод должны соответствовать проекту. Не допускается размыв, размягчение, разрыхление или промерзание верхнего слоя грунта основания толщиной более 3 см. Способ восстановления оснований, нарушенных в результате промерзания, затопления, а также переборов глубиной более 50 см, должен быть согласован с проектной организацией.
Проектом могут быть предусмотрены следующие типы оснований для стальных напорных трубопроводов:
грунтовое плоское;
грунтовое плоское с подготовкой из песчаного грунта;
грунтовое спрофилированное;
грунтовое спрофилированное с подготовкой из песчаного грунта;
бетонное спрофилированное.
В целях обеспечения требуемой несущей способности грунта проектом могут быть предусмотрены следующие требования по степени уплотнения грунтовых засыпок:
нормальная степень уплотнения;
повышенная степень уплотнения;
плотная степень уплотнения, достигаемая намывом.
При засыпке трубопровода должно производиться послойное уплотнение грунта с обеспечением коэффициента уплотнения не менее 0,85 - при нормальной степени уплотнения и не менее 0,93 - при повышенной степени уплотнения.
Наиболее высокая степень уплотнения грунта достигается гидронамывом.
Для обеспечения расчетной работы трубы уплотнение грунта должно производиться на высоту не менее чем на 20 см выше трубы.
Укладка труб в узкую прорезь
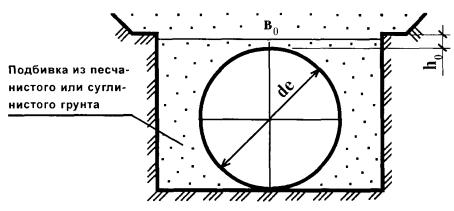
Трубы перед монтажом следует располагать вдоль траншеи так, чтобы они не мешали механизмам, работающим по прокладке трубопровода, чтобы осмотр и подготовка их концов, захват и опускание трубы в траншею были бы наиболее удобными, чтобы исключить ненужные перемещения труб во время монтажа трубопровода.
Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
При перемещении труб и собранных секций, имеющих антикоррозионное покрытие, следует применять мягкие захваты, гибкие полотенца и другие средства, исключающие повреждение этих покрытий (внешняя и внутренняя поверхности труб в соответствии с требованиями проекта должны защищаться от коррозии; выбор методов защиты должен производиться в соответствии с указаниями п.п. 8.32 - 8.34 СНиП 2.04.02-84; при применении труб с толщиной стенки до 4 мм независимо от коррозионной активности транспортируемой жидкости рекомендуется предусматривать защитные покрытия внутренней поверхности труб).
Способы опирания труб на основание
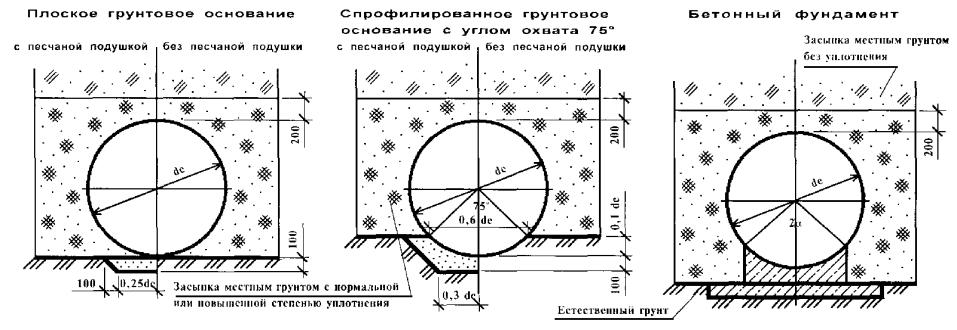
При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод.
Трубы и фасонные часта, арматура и готовые узлы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов.
Сборка и сварка трубопроводов из стальных труб должна производиться в соответствии с требованиями проекта, СНиП 3.05.04-85*, ППР и другой технологической документации, утвержденной в установленном порядке (см. СОКК «Сварка стальных напорных трубопроводов на наружных сетях канализации и водоснабжения»).
Правильность укладки трубопровода следует проверять путем нивелирования всех указанных в проекте узловых точек уложенного трубопровода и мест его пересечения с подземными сооружениями.
Требуемая точность работ по прокладке напорных трубопроводов должна обеспечиваться детальными разбивочными работами, которые входят в технологический процесс подготовки и прокладки трубопроводов (см. СОКК «Производство детальных разбивочных работ при прокладке трубопроводов»). Как правило, выверка положения труб по вертикали осуществляется с помощью ходовой визирки, которая устанавливается на лоток укладываемой трубы и верх которой при установке трубы в проектное положение должен находиться на линии визирования. Выверка труб в плане осуществляется по вешкам.
После укладки трубопровода в траншею должны быть проверены: проектная глубина, уклон и прилегание трубопровода ко дну траншеи или искусственному основанию на всем его протяжении, состояние защитного покрытия трубопровода, плановое и высотное его положение.
Отклонения от проектного положения трубопровода в плане и по высоте должны быть зафиксированы в исполнительном чертеже по результатам исполнительной геодезической съемки уложенного трубопровода (или участка трубопровода).
|
F |
Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ±100 мм в плане, а отметок верха напорных трубопроводов ±30 мм, если другие нормы не обоснованы проектом. |
Исполнительная геодезическая съемка подземных инженерных сетей должна выполняться до засыпки траншей.
Съемке подлежат:
по канализации, водостоку, дренажу - оси трасс, колодцы, углы поворота, изломы сетей в профиле, места присоединений и выпусков;
по водопроводу - ось трассы, колодцы, вводы, аварийные выпуски, артезианские скважины.
На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров в стыковых соединениях, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением, монтаж компенсаторов, устройство пропусков труб через стены колодцев, камер, емкостных сооружений и др.
Переходы трубопроводов через естественные и искусственные преграды.
Способы прокладки трубопроводных переходов через естественные и искусственные преграды должны определяться проектом.
Прокладку подземных трубопроводов под дорогами следует осуществлять при постоянном маркшейдерско-геодезическом контроле за соблюдением предусмотренного проектом планового и высотного положений футляров и трубопроводов.
Отклонение оси защитных футляров переходов от проектного положения для напорных трубопроводов не должны превышать по вертикали и горизонтали соответственно 1 и 1,5 % длины футляра.
Дополнительные требования к строительству трубопроводов в особых природных и климатических условиях.
Трубопроводы временного водоснабжения, как правило, необходимо укладывать на поверхность земли с соблюдением при этом требований, предъявляемых к укладке трубопроводов постоянного водоснабжения.
Строительство трубопроводов на вечномерзлых грунтах следует производить, как правило, при отрицательных температурах наружного воздуха с сохранением мерзлых грунтов оснований. В случае строительства трубопроводов при положительных температурах наружного воздуха следует сохранять грунты основания в мерзлом состоянии и не допускать нарушений их температурно-влажностного режима, установленного проектом.
Подготовку основания под трубопроводы на льдонасыщенных грунтах следует осуществлять путем оттаивания их на проектную глубину и уплотнения, а также путем замены в соответствии с проектом льдонасыщенных грунтов талыми уплотненными грунтами.
Строительство трубопроводов в сейсмических районах следует осуществлять теми же способами и методами, как и в обычных условиях строительства, но с выполнением предусмотренных проектом мероприятий по обеспечению их сейсмостойкости. Стыки стальных трубопроводов и фасонных частей следует сваривать только электродуговыми методами и проверять качество сварки их физическими методами контроля в объеме 100 %.
Цементные растворы следует применять с пластифицирующими добавками в соответствии с проектом.
Все работы по обеспечению сейсмостойкости трубопроводов, выполненные в процессе строительства, следует отражать в журнале работ и в актах освидетельствования скрытых работ.
Трубопроводы на болотах следует укладывать в траншею после отвода из нее воды или в залитую водой траншею при условии принятия в соответствии с проектом необходимых мер против их всплывания.
Плети трубопровода следует протаскивать вдоль траншеи или перемещать на плаву с заглушенными концами.
При строительстве трубопроводов на присадочных грунтах приямки под стыковые соединения следует выполнять путем уплотнения грунта.
Сварка стальных напорных трубопроводов на наружных сетях водоснабжения и канализации
ГОСТ 9467-75* Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
ГОСТ 9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
ГОСТ 2246-70* Проволока пильная сварочная. Технические условия.
ГОСТ 26271-84* Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия.
Государственные стандарты и технические условия на сварочные материалы конкретных видов и марок, предусмотренные проектом.
ОСТ 95 10295-87 Материалы сварочные. Порядок подготовки к сварке.
ГОСТ 16037-80* Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
СНиП 3.01.01-85* Организация строительного производства.
СНиП 3.05.04-85* Наружные сети сооружения водоснабжения и канализации.
Входной контроль качества сварочных материалов должен производиться в соответствии с требованиями проекта, СНиП 3.01.01-85*, требованиями государственных стандартов и технических условий на сварочные материалы конкретных видов и марок, предусмотренных проектом, требованиями ППР (ППСР), технологических карт и другой технологической документации, утвержденной в установленном порядке.
Входной контроль сварочных материалов должен включать в себя:
проверку наличия сопроводительной документации (паспортов, сертификатов) и полноты содержащихся в них данных, маркировки, ярлыков, этикеток и соответствия поставленных сварочных материалов требованиями проекта; проверку сохранности упаковки и гарантийных сроков хранения и использования материалов;
внешний осмотр сварочных материалов, проверку технологических свойств сварочных материалов и определение области их применения.
Сварочные материалы подлежат строгому учету, надлежащему хранению и подготовке к сварочным работам. Технические требования к сварочным материалам и процессу их подготовки к сварке более подробно изложены в схеме операционного контроля «Подготовка сварочных материалов» (альбом часть II).
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие сопроводительных документов на сварочные материалы и полно) у содержащихся в них данных, маркировку, этикетки, сохранность упаковки; |
Сертификаты, паспорта |
|
- подготовку сварочных материалов (внешний осмотр, технологические испытания, прокалку электродов и проволоки, очистки проволоки, намотку в кассеты); |
Журнал сварочных работ |
|
|
- наличие ППР, проекта производства сварочных работ, технологических карт и схем операционного контроля; - квалификацию сварщиков; |
ППР, ППСР технологические карты, СОКК |
|
|
- подготовку рабочего места сварщика, наличие инвентарного помещения для обогрева или тепляка (в зимних условиях производства сварочных работ); - наличие и исправность сварочного оборудования; - подготовку свариваемых поверхностей (очистку их от загрязнений, контроль размеров разделки кромок, зачистку кромок и прилетающих к ним поверхностей); - сборку труб для сварки, правку плавных вмятин на концах труб, величины смещения кромок труб, смещение швов смежных труб, величины зазоров между трубами, число прихваток. |
Журнал сварочных работ |
|
|
Сварка стальных напорных трубопроводов на наружных сетях водоснабжения и канализации |
Контролировать: - соблюдение заданного ППР (технологической картой) режима сварки, технику сварки и качество сварных швов, очистку сварных швов от шлака и брызг металла, окалины и других загрязнений; - технологию подварки дефектных участков сварного шва и качество исправленных швов; - наличие на швах личного клейма сварщика; - восстановление наружной изоляции труб. |
Журнал сварочных работ |
|
Приемка |
Проверить: - соответствие конструкции, внешнего вида и размеров сварных соединений требованиям проекта и нормативных документов; - составление и надлежащее оформление актов освидетельствования скрытых работ. |
Акты (протоколы) испытаний Акты освидетельствования скрытых работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), сварщик, инженер по сварке - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), работники сварочной службы, представители технадзора заказчика КИП - лабораторные приборы (Арина-02, Арина-05, Арина-2-02, Арматура, УЗД МВТУ и др.), шаблоны, линейка металлическая |
||
Стыковое соединение трубы с трубой или с арматурой, без скоса кромок, односторонним швом
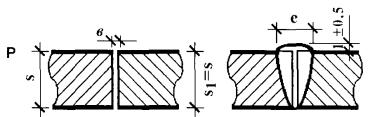
S = 2,0 в = 0,5+0,5 е = 4+2
S = 3,0 в = 1,0+0,5 е = 4+2
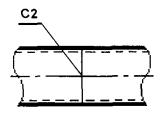
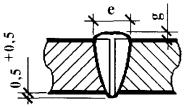
S = 1,0 ÷ 1,6 в = 0,5±0,3 е = 3+1 g = 0,5+0,5
S = 2,0 ÷ 3,0 в = 1,0±0,5 е = 4+2 g = 1,0+0,5
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 ÷ 5 мм и минимальном наружном диаметре трубы 25 мм.
Газовая сварка (Г) допускается при толщине стенки трубы 1 ÷ 3 мм и максимальном наружном диаметре трубы 150 мм.
Стыковое соединение трубы с трубой или с арматурой односторонним швом на съемной подкладке
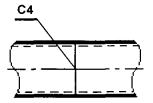
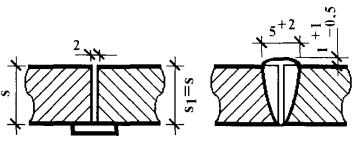
S = S1 = 2 ÷ 3 мм (Р)
S = S1 = 2 ÷ 4 мм (ЗП)
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 ÷ 3 мм (Р) и 2 ÷ 4 мм (ЗП) и минимальном наружном диаметре трубы 25 мм.
Стыковое соединение трубы с трубой или с арматурой односторонним швом на остающейся цилиндрической подкладке
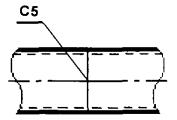
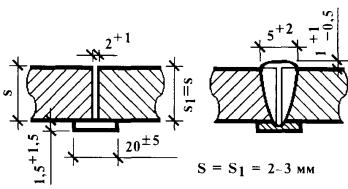
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 ÷ 3 мм и минимальном наружном диаметре трубы 25 мм.
Сварочные работы следует производить по утвержденному проекту производства сварочных работ (ППСР) или другой технологической документации.
К сварке стыков стальных трубопроводов, включая прихватку и приварку временных креплений, допускаются сварщики, аттестованные в соответствии с действующими Правилами аттестации сварщиков, утвержденными Госгортехнадзором России, и имеющие удостоверение сварщика установленного образца. При этом сварщики могут быть допущены к тем видам сварочных работ, которые указаны в их удостоверениях.
Руководство работами по сборке, сварке и контролю качества сварных соединений должны осуществлять инженерно-технические работники, имеющие специальную техническую подготовку, изучившие Правила, рабочие чертежи, технологические процессы и другую необходимую НТД и прошедшие аттестацию комиссии предприятия.
Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80*, проектной и технологической документации.
Стыки стальных трубопроводов и фасонных частей при строительстве трубопроводов в сейсмических районах следует сваривать только электродуговыми методами и проверять качество сварки их физическими методами контроля в объеме 100 %.
Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
По окончании сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20 % толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
Стыковое соединение трубы с трубой или с арматурой, со скосом одной кромки, односторонним швом
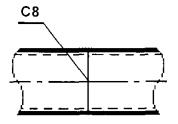
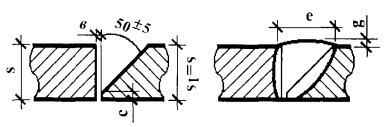
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 3 ÷ 20 мм и минимальном наружном диаметре трубы 25 мм.
|
S = S1, мм |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
14 |
16 |
18 |
20 |
|
в, мм |
1+0,5 |
2+0,5 |
2+1,0 |
||||||||||
|
с, мм |
0,5+0,5 |
1+0,5 |
|||||||||||
|
е, мм |
8+2 |
10+2 |
11+2 |
12+2 |
13+3 |
14+3 |
16+4 |
18+4 |
20+4 |
22+5 |
25+5 |
27+5 |
29+9 |
|
g, мм |
|
|
|||||||||||
Стыковое соединение трубы с трубой или с арматурой, со скосом одной кромки, односторонним швом на остающейся цилиндрической подкладке
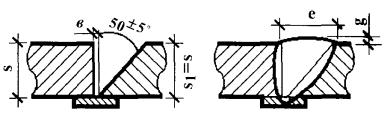
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 ÷ 20 мм и минимальном наружном диаметре трубы 25 мм (ЗП) и 57 мм (Р).
|
S = S1, мм |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
14 |
16 |
18 |
20 |
|
в, мм |
2+2 |
4±1 |
|
|||||||||||
|
е, мм |
9+2 |
10+2 |
11+2 |
12+2 |
13+3 |
14+4 |
16+4 |
18+4 |
19+4 |
21+5 |
23+6 |
26+6 |
28+6 |
31+9 |
|
g, мм |
|
|
||||||||||||
Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
- 0,2 м от края конструкции опоры трубопровода;
- 0,3 м от наружной и внутренней поверхности камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой «катушки» длиной не менее 200 мм.
Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5 % диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5 % диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если он впервые приступил к сварке трубопроводов или имел перерыв в работе свыше 6 месяцев;
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
Стыковое соединение трубы с трубой или с арматурой, со скосом кромок, односторонним швом
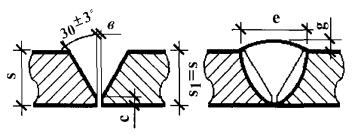
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 3 ÷ 20 мм и минимальном наружном диаметре трубы 25 мм. Газовая сварка (Г) допускается при толщине стенки трубы 3 ÷ 7 мм и наружном диаметре трубы 14 ÷ 150 мм.
|
S = S1, мм |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
||
|
в, мм |
1+0,5 |
1,5+0,5 |
2+1,0 |
2+1,5 |
||||||||||
|
с, мм |
0,5+0,5 |
1±0,5 |
1,5±0,5 |
|||||||||||
|
е, мм |
8+2 |
8+2 |
9+2 |
11+2 |
12+3 |
13+3 |
16+4 |
18+4 |
21+4 |
23+6 |
26+6 |
28+6 |
||
|
g, мм |
|
|
||||||||||||
Стыковое соединение трубы с трубой или с арматурой, со скосом кромок, односторонним швом на съемной подкладке
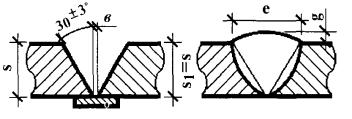
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 ÷ 40 мм и минимальном наружном диаметре трубы 25 мм.
|
S = S1, мм |
2 |
3 - 4 |
5 |
6 - 8 |
9 - 10 |
12 |
14 |
16 |
18 |
20 |
25 - 30 |
35 - 40 |
|
в, мм |
2+1,0 |
|
4+1,0 |
6±1,0 |
||||||||
|
е, мм |
7+2 |
8+2 |
10+2 |
13+3 |
15+3 |
18+3 |
22+4 |
24+4 |
26+5 |
29+5 |
39+7 |
50+7 |
|
g, мм |
|
|
||||||||||
На трубах диаметром 529 мм и более разрешается сваривать половину допускного стыка.
Допускной стык подвергается:
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям СНиП 3.05.04-85* и ГОСТ 16037-80;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82*;
механическим испытаниям на разрыв и изгиб в соответствии с ГОСТ 6996-66*.
В случае неудовлетворительных результатов проверки допускного стыка производится сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
Каждый сварщик должен иметь присвоенное ему клеймо. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 - 50 мм от стыка со стороны, доступной для осмотра.
Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50 °С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
при температуре наружного воздуха до минус 20 °С - при применении труб из углеродистой стали с содержанием углерода не более 0,24 % (независимо от толщины стенок труб), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
при температуре наружного воздуха до минус 10 °С - при применении труб из углеродистой стали с содержанием углерода свыше 0,24 %, а также труб из низколегированной стали с толщиной стенок свыше 10 мм.
Стыковое соединение трубы с трубой или с арматурой, со скосом кромок, односторонним швом на остающейся цилиндрической подкладке
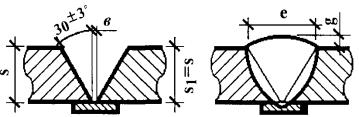
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 ÷ 20 мм и минимальном наружном диаметре трубы 25 мм.
|
S = S1, мм |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
|
в, мм |
2+1,0 |
|
5±1,0 |
||||||||||
|
е, мм |
7+2 |
8+2 |
9+2 |
10+2 |
12+3 |
13+4 |
14+4 |
16+5 |
18+5 |
23+6 |
25+8 |
27+8 |
30+8 |
|
g, мм |
|
|
|||||||||||
Нахлесточное соединение труб с раздачей одного конца трубы, односторонним швом
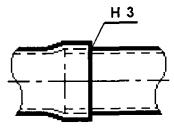
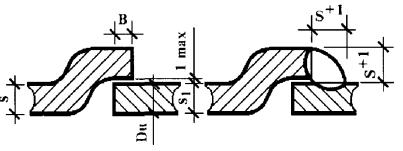
В не более:
30 мм - при Dн до 32 мм включительно;
40 мм - при Dн св. 32 до 102 мм включительно;
50 мм - при Dн свыше 108 мм
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 ÷ 20 мм и минимальном наружном диаметре трубы 14 мм (ЗП) и 25 мм (Р).
При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать не ниже вышеуказанной, или осуществлять подогрев на открытом воздухе концов свариваемых труб на длину не менее 200 мм до температуры не ниже 200 °С.
После окончания сварки необходимо обеспечить постепенное понижение температуры стыков и прилегающих к ним зон труб путем укрытия их после сварки асбестовым полотенцем или другим способом.
При многослойной сварке каждый слой шва перед наложением следующего шва должен быть очищен от шлака и брызг металла. Участки металла шва с порами, раковинами и трещинами должны быть вырублены до основного металла, а кратеры швов заварены.
При ручной электродуговой сварке отдельные слои шва должны быть наложены так, чтобы замыкающие участки их в соседних слоях не совпадали один с другим.
При выполнении сварочных работ на открытом воздухе во время осадков места сварки должны быть защищены от влаги и ветра.
При контроле качества сварных соединений стальных трубопроводов следует выполнять:
операционный контроль в процессе сборки и сварки трубопровода в соответствии с требованиями СНиП 3.01.01-85*;
проверку сплошности сварных стыков с выявлением внутренних дефектов одним из неразрушающих (физических) методов контроля - радиографическим (рентгено- или гаммаграфическим) по ГОСТ 7512-82* или ультразвуковым по ГОСТ 14782-86.
Применение ультразвукового метода допускается только в сочетании с радиографическим, которым должно быть проверено не менее 10 % общего числа стыков, подлежащих контролю.
При операционном контроле качества сварных соединений свальных трубопроводов следует проверить соответствие стандартам конструктивных элементов и размеров сварных соединений, способа сварки, качества сварочных материалов, подготовки кромок, величины зазоров, числа прихваток, а также исправность сварочного оборудования.
Внешнему осмотру подлежат все сварные стыки. На трубопроводах диаметром 1020 мм и более сварные стыки, сваренные без подкладного кольца, подвергаются внешнему осмотру и измерению размеров снаружи и изнутри трубы, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб на ширину не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
Качество сварного шва по результатам внешнего осмотра считается удовлетворительным, если не обнаружено:
- трещин в шве и прилегающей зоне;
- отступлений от допускаемых размеров и формы шва;
- подрезов, западаний между валиками, наплывов, прожогов, незаваренных кратеров и выходящих на поверхность пор, непроваров или провисаний в корне шва (при осмотре стыка изнутри трубы);
- смещений кромок труб, превышающих допускаемые размеры.
Стыки, не удовлетворяющие перечисленным требованиям, подлежат исправлению или удалению и повторному контроли их качества.
Проверке качества сварных швов физическими методами контроля подвергаются трубопроводы водоснабжения и канализации с расчетным давлением: до 1 МПа (10 кгс/см2) в объеме не менее 2 % (но не менее одного стыка на каждого сварщика); 1 - 2 МПа (10 - 20 кгс/см2) - в объеме не менее 5 % (но не менее двух стыков на каждого сварщика); свыше 2 МПа (20 кгс/см2) - в объеме не менее 10 % (но не менее трех стыков на каждого сварщика).
Сварные стыки для контроля физическими методами отбираются в присутствии представителя заказчика, который записывает в журнал производства работ сведения об отобранных для контроля стыках (местоположение, клеймо сварщика и др.).
Физическим методам контроля следует подвергать 100 % сварных соединений трубопроводов, прокладываемых на участках переходов под и над железнодорожными и трамвайными путями, через водные преграды, под автомобильными дорогами, в городских коллекторах для коммуникаций при совмещенной прокладке с другими инженерными коммуникациями.
Сварные швы следует браковать, если при проверке физическими методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
При проверке сварных швов радиографическим методом допустимыми дефектами считаются:
- поры и включения, размеры которых не превышают максимально допустимых по ГОСТ 23055-78* для 7-го класса сварных соединений;
- непровары, вогнутость и превышение проплава в корне шва, выполненного электродуговой сваркой без подкладного кольца, высота которых (или глубина) не превышает 10 % номинальной толщины стенки, а суммарная длина - 1/3 внутреннего периметра соединения.
При выявлении физическими методами контроля недопустимых дефектов в сварных швах эти дефекты следует устранить и произвести повторный контроль качества удвоенного числа швов. В случае выявления недопустимых дефектов при повторном контроле должны быть проконтролированы все стыки, выполненные данным сварщиком.
Участки сварного шва с недопустимыми дефектами подлежат исправлению путем местной выборки и последующей подварки (как правило, без переварки всего сварного соединения), если суммарная длина выборок после удаления дефектных участков не превышает суммарной длины, указанной в ГОСТ 23055-78* для 7-го класса.
Исправление дефектов в стыках следует производить дуговой сваркой.
Подрезы должны исправляться наплавкой ниточных валиков высотой не более 2 - 3 мм. Трещины длиной менее 50 мм засверливаются по концам, вырубаются, тщательно зачищаются и завариваются в несколько слоев. Результаты проверки качества сварных стыков физическими методами следует оформлять актом (протоколом).
Прокладка напорных трубопроводов из железобетонных труб со стальным сердечником на наружных сетях водоснабжения и канализации
Технические требования к железобетонным напорным трубам со стальным сердечником
ГОСТ 26819-86* Трубы железобетонные напорные со стальным сердечником. Технические условия
Государственные стандарты и технические условия на трубы со стальным сердечником, уплотняющие резиновые кольца и другие материалы и изделия, предусмотренные проектом
СНиП 3.01.01-85* Организация строительного производства.
СНиП 3.05.04-85* Наружные сети сооружения водоснабжения и канализации.
СНиП 2.04.02-84 Водоснабжение. Наружные сети и сооружения.
ПОСОБИЕ по укладке и монтажу чугунных, железобетонных и асбестоцементных трубопроводов водоснабжения и канализации.
Входной контроль железобетонных напорных труб со стальным сердечником, уплотнительных материалов, арматуры и других материалов, предусмотренных проектом, должен осуществляться в соответствии с требованиями государственных стандартов и технических условий, ППР и другой технологической документации, утвержденной в установленном порядке.
ГОСТ 26819-86* Трубы железобетонные напорные со стальным сердечником Технические условия
Данный стандарт распространяется на железобетонные предварительно напряженные напорные раструбные трубы со стальным сердечником (типа ТНС) классов Н10 и Н15 по ГОСТ 22000-86, изготовленные из мелкозернистого бетона и предназначенные для прокладки напорных трубопроводов, по которым транспортируют жидкости температурой не выше 40 °С и с неагрессивной степенью воздействия на железобетонные конструкции и уплотняющие резиновые кольца стыковых соединений.
Трубы выпускаются следующих типоразмеров
|
Типоразмер трубы |
Диаметр условного прохода трубы, мм |
Полезная длина трубы, мм |
|
ТНС25,50 |
250 |
5000 |
|
ТНС30,50 ТНС30,100 |
300 |
5000 10000 |
|
ТНС40,50 ТНС40,100 |
400 |
5000 10000 |
|
ТНС50,50 ТНС50,100 |
500 |
5000 10000 |
|
ТНС60,50 ТНС60,100 |
600 |
5000 10000 |
Размеры железобетонных напорных труб со стальным сердечником и допускаемые отклонения от них не должны превышать нижеприведенных значений.
|
d |
di |
пред. откл. |
d1 |
пред. откл. |
d2 |
пред. откл. |
h |
пред. откл. |
l |
пред. откл. |
l2 |
пред. откл. |
l1 |
пред. откл. |
l3 |
пред. откл. |
|
250 |
232 |
-7,5 |
284 |
+1 |
284 |
от -0,3 до -1,4 |
9 |
±1,5 |
5000 |
±10 |
90 |
±3 |
5090 |
±10 |
95 |
±3 |
|
300 |
294 |
-7,5 |
349 |
+1 |
349 |
от -0,3 до -1,4 |
9 |
±1,5 |
5000 10000 |
±10 |
90 |
±3 |
5090 10090 |
±10 |
95 |
±3 |
|
400 |
394 |
450 |
349 |
|||||||||||||
|
500 |
490 |
554 |
349 |
|||||||||||||
|
600 |
590 |
654 |
349 |
Раструбное стыковое соединение железобетонных напорных труб со стальным сердечником
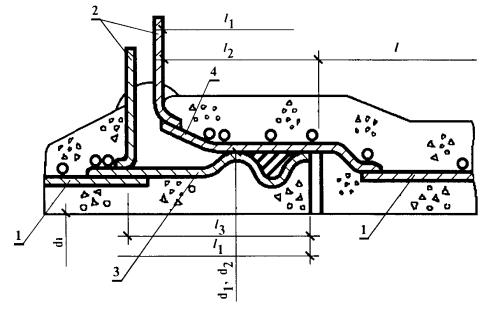
1 - стальной сердечник; 2 - закладные детали электрохимзащиты; 3 - калиброванная часть втулки; 4 - калиброванная часть раструба; 5 - резиновое уплотнительное кольцо в рабочем положении; 6 - спиральная арматура; 7 - цементный раствор
На поверхностях труб не допускаются:
- трещины и околы, а также раковины диаметром более 10 мм и глубиной более 3 мм - на наружной и внутренней поверхностях труб;
- отслоения наружного защитного слоя бетона.
Толщина шламовой пленки на внутренней поверхности трубы должна быть не более 2 мм.
Расслоения, трещины, окалины в металлопрокате, задиры, заусенцы и другие дефекты или следы их зачистки на посадочных поверхностях соединительных колец, выводящие посадочные размеры за пределы допусков, не допускаются.
Открытые (не защищенные бетоном) поверхности стальных соединительных колец трубы (раструба и втулки) должны иметь покрытие из слоя коррозионно-стойкого металла - цинка или алюминия толщиной 100 мкм. Коррозионно-стойкое металлическое покрытие на соединительных кольцах не должно иметь шелушения, сколов, вздутий и растрескивания.
Пример условного обозначения (марки) трубы типа ТНС диаметром условного прохода 300 мм, полезной длины 5000 мм, класса Н15, с напрягаемой спиральной арматурой класса Вр-1:
ТНС30.50-15Вр1
На заглаженном участке бетона наружной поверхности раструба труб должны быть нанесены несмываемой краской следующие маркировочные надписи: наименование или товарный знак завода-изготовителя, марка трубы, дата ее изготовления, масса трубы, штамп ОТК.
Каждая партия труб должна сопровождаться документом о качестве, в котором должны быть указаны: наименование и адрес предприятия-изготовителя, номер и дата выдачи документа, номер партии, наименование и марка труб, число труб каждой марки, дата изготовления труб, марка бетона по прочности, передаточная и отпускная прочность бетона, обозначение ГОСТ 26819-86, марка уплотнительных резиновых колец и обозначение технических условий на них.
Трубы должны транспортироваться в контейнерах или с применением специализированной оснастки, исключающей смещения и соприкасания труб в процессе перевозки.
Трубы должны храниться в штабелях или контейнерах.
Число ярусов труб в штабеле не должно превышать указанного в нижеследующей таблице.
|
Диаметр условного прохода трубы, мм |
Число ярусов труб в штабеле при длине труб, мм |
|
|
5000 |
10000 |
|
|
250 |
7 |
- |
|
300, 400 |
5 |
3 |
|
500, 600 |
3 |
2 |
Подкладки под трубами и прокладки между ними в штабеле следует располагать на расстоянии 0,2 длины труб от их торцов.
Трубы со стальным сердечником должны комплектоваться уплотняющими резиновыми кольцами (по числу труб плюс 10 %), изготовленными по техническим условиям и имеющими паспорта-сертификаты. По требованию потребителя предприятие-изготовитель обязано поставлять дополнительные уплотняющие резиновые кольца в количестве, согласованном между ними.
Согласно ГОСТ 22000-86 «Трубы бетонные и железобетонные. Типы и основные параметры» и ТУ 38-1051222-78 размеры колец должны соответствовать приведенным в нижеследующей таблице.
|
Размеры резиновых колец, мм |
Диаметр условного прохода труб, мм |
||||
|
250 |
300 |
400 |
500 |
600 |
|
|
Внутренний диаметр кольца, мм |
240 |
280 |
380 |
480 |
570 |
|
Диаметр сечения кольца, мм |
16 |
||||
На поверхности колец не допускаются трещины, пузыри и срезы. Не допускаются возвышения, углубления и посторонние включения размером более 2 мм в количестве трех и более штук.
На строительной площадке в процессе входного контроля:
- должны быть проверены сопроводительные документы (сертификаты и паспорта), маркировка, ярлыки с целью определения соответствия поступивших труб, резиновых колец и других элементов и деталей трубопровода требованиям проекта;
- должен быть произведен внешний осмотр труб, резиновых колец и других элементов и деталей трубопровода с целью обнаружения недопустимых дефектов на наружной и внутренней поверхности труб, на поверхности резиновых колец и т.д.;
- должны быть проверены размеры труб, наличие отслоения защитного слоя бетона в трубах и другие показатели качества труб, предусмотренные технологической картой на прокладку напорных трубопроводов;
- при возникновении каких-либо сомнений в качестве поступивших элементов и деталей трубопровода должны быть произведены необходимые инструментальные замеры, вызваны представители строительной лаборатории или функциональных служб, ответственных за поставку материалов.
Входной контроль труб и других элементов наружных сетей должен производиться в соответствии с требованиями соответствующих технологических карт и другой технической документации, утвержденной в установленном порядке. В этих документах должен быть определен объем входного контроля, а также участие в нем линейного персонала, лабораторной и других служб.
Если в процессе осмотра труб будет установлено несоответствие их требованиям стандарта или технических условий, обнаружено разрушение труб или потеря ими герметичности при предварительном испытании первого участка смонтированного трубопровода, рекомендуется трубы перед дальнейшей развозкой на трассу и укладкой подвергать выборочно предварительному испытанию на стенде испытательным давлением.
Запорная, регулирующая и контрольная арматура до ее установки должна быть подвергнута ревизии. Если арматура не отвечает техническим требованиям, то ее надлежит разобрать, осмотреть и устранить дефекты, после чего испытать в соответствии с требованиями проекта.
Фасонные части и арматура, имеющие паспорта, поступающие в монтаж до истечения гарантийного срока, ревизии и испытанию не подлежат.
Технические требования к прокладке трубопроводов
Прокладку напорных железобетонных трубопроводов наружных сетей канализации и водоснабжения следует осуществлять в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 2.04.02-84, СНиП 2.04.03-85, СНиП 3.05.04-85*, ППР, технологических карт и схем операционного контроля качества СМР и другой нормативной документации, утвержденной в установленном порядке.
Строительство трубопроводов водоснабжения и канализации должны выполнять строительно-монтажные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППР, технологических карт и схем операционного контроля качества (СОКК); - наличие актов освидетельствования ранее выполненных земляных работ и акта приёмки траншей и котлованов (с исполнительной документацией и разрешением заказчика на укладку трубопровода); наличие в натуре и неизменность положения знаков разбивочной сети трассы и наличие акта приемки-передачи этих знаков и материалов исполнительной съёмки (при передаче работ); |
ППР, технологические карты и СОКК Акты освидетельствования скрытых работ с исполнительной документацией; акты приемки; акты приемки-передачи |
|
- выполнение геодезических работ по перенесению трассы трубопровода в натуру; - выполнение земляных работ по окончательной разработке траншеи (доработка недоборов); |
Исполнительный чертеж |
|
|
- сопроводительные документы (документы о качестве, сертификаты и т.д.), маркировку, ярлыки и внешним осмотром и испытаниями качество поступивших элементов и деталей трубопроводов, качество антикоррозионных покрытий; - выполнение работ по очистке труб изнутри и снаружи от грязи, снега, льда и посторонних предметов; раскладке труб и готовых звеньев, запорной арматуры и фасонных частей на бровке вдоль траншеи. |
Документы о качестве |
|
|
Прокладка напорных железобетонных трубопроводов из труб составных сердечником |
Контролировать: - соблюдение заданной технологии укладки трубопровода и заделки стыкового соединения труб; - укладку трубопровода в проектное положение; - величину зазора между упорной поверхностью раструба и торцом соединяемой трубы; - соблюдение требований к выполнению фланцевых соединений фасонных частей и арматуры. |
Общий и специальный журналы |
|
Приемка |
Проверить: - соответствие фактического положения уложенного трубопровода требованиям проекта и нормативных документов; - выполнение требований проекта и нормативных документов к качеству выполнения раструбных стыковых соединений и выполнения фланцевых соединений; - надлежащее оформление исполнительной документации. |
Исполнительный чертеж, акты освидетельствования скрытых работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), геодезист, лаборант (инженер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), геодезист, представители технадзора заказчика КИП - штангенциркуль, калибр-скоба, калибр-пробка, нивелир, теодолит и др. геодезические приборы, лабораторные приборы и оборудование. |
||
Строительство должно вестись по утвержденному проекту и при наличии организации, на которую возложены технический надзор и приемка работ.
Работы по монтажу трубопроводов должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по монтажу трубопроводов.
Монтаж трубопроводов должен производиться после приемки земляных работ, оформления актов освидетельствования скрытых работ и исполнительного чертежа по результатам исполнительной геодезической съемки.
Запрещается выполнение последующих работ при отсутствии актов освидетельствования предшествующих скрытых работ во всех случаях.
Монтаж трубопровода должен производиться после проверки соответствия проекту размеров траншеи, отметок дна, крепления стенок. Результаты проверки должны быть отражены в журнале производства работ.
Перед началом работ по монтажу трубопровода необходимо устроить в начале участка трубопровода концевой упор, в который должна упираться первая уложенная труба и который впоследствии может быть использован при гидравлическом испытании трубопровода.
При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
Трубопровод укладывают на естественное или искусственное основание. Вид и характеристики вскрытого грунта естественного основания под трубопровод должны соответствовать проекту. Не допускается размыв, размягчение, разрыхление или промерзание верхнего слоя грунта основания толщиной более 3 см. Способ восстановления оснований, нарушенных в результате промерзания, затопления, а также переборов глубиной более 50 см, должен быть согласован с проектной организацией.
Основание под трубы должно быть предварительно осушено и очищено.
Каждая труба при укладке на естественное основание во избежание неравномерной осадки должна по всей своей длине (кроме части, расположенной в приямке) опираться на ненарушенный грунт. Применение каких-либо подкладок под трубы для их выравнивания не допускается.
Трубы перед монтажом следует располагать вдоль траншеи так, чтобы они не мешали механизмам, работающим по прокладке трубопровода, чтобы осмотр и подготовка их концов, установка резинового кольца, захват и опускание трубы в траншею были бы наиболее удобными, чтобы исключить ненужные перемещения труб во время монтажа трубопровода.
При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод.
Трубы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов. Особенно тщательно очищают от загрязнений маслами внутреннюю поверхность раструбов, а также наружную поверхность гладких концов труб, входящих в раструб. Захват труб при опускании их в траншею следует осуществлять приспособлениями, обеспечивающими их сохранность в местах захвата.
При опускании труб в траншею, а также при их укладке не должны допускаться удары труб друг о друга и о твердые предметы.
Укладку и монтаж труб следует начинать, как правило, с участков пониженного профиля. Трубы раструбного типа предпочтительно укладывать раструбом вверх по уклону.
Прокладка напорных трубопроводов по пологой кривой без применения фасонных частей допускается для раструбных труб со стыковыми соединениями на резиновых уплотнителях с углом поворота в каждом стыке не более чем на 2° для труб условным диаметром до 600 мм и не более чем на 1° для труб условным диаметром свыше 600 мм.
При прокладке трубопровода на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по веси окружности.
Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
Монтаж стыковых соединений труб с резиновыми уплотнителями рекомендуется производить при температурах от -20 до +50 °С.
В зимних условиях резиновые уплотнители перед надеванием на втулочные концы труб и их монтажом рекомендуется подогревать до температуры 15 - 20 °С в специальных термошкафах.
Монтаж трубопроводов
Монтаж трубопроводов из труб со стальным сердечником состоит из следующих операций:
- установки грузоподъемного крана;
- строповки трубы и опускания ее в траншею;
- подготовки раструбного конца ранее уложенной трубы и втулочного конца укладываемой трубы;
- нанесения цементно-песчаного раствора на внутреннюю поверхность торца раструба уложенной трубы;
- монтажа укладываемой трубы: введения ее втулочного конца в раструб уложенной трубы с образованием зазора, заполняемого цементно-песчаным раствором;
- контроля глубины ввода втулочного конца;
- заглаживания изнутри поверхности стыкуемых труб;
- заделки стыка снаружи цементно-песчаным раствором;
- подсыпки грунта в пазухах с тщательным уплотнением.
Основными механизмами, используемыми при монтаже трубопровода, являются: кран-трубоукладчик (автомобильный и тракторный), стропы и монтажная траверса, тележка или сани с уложенными трубами, приспособления для монтажа (стыковки) труб, заглаживания цементно-песчаной смеси внутри трубопровода в месте соединения труб и заделка стыка труб снаружи.
Перед опусканием очередной монтируемой трубы в траншею следует подготовить ее раструбный и втулочный концы:
- очистить внутреннюю поверхность раструбного и наружную поверхность втулочного концов трубы от грязи и ржавчины;
- в канавку втулочного конца трубы установить резиновое уплотнительное кольцо без перекоса и перекручивания, что контролируется по положению технологического шва на кольце от разъема пресс-форм;
- покрыть резиновое кольцо сверху ровным тонким слоем графито-глицериновой пасты состава: глицерин (ГОСТ 6823-77*) - 40 %, графит пластинчатый (ГОСТ 5420-74*) - 40 %, вода - 20 % (по объему), что облегчит стыковку труб и предохранит кольцо от разрыва;
- внутреннюю поверхность раструбного конца трубы покрыть тонким слоем графито-глицериновой пасты вышеприведенного состава;
- на внутреннюю торцевую поверхность раструба нанести цементно-песчаный раствор состава 1:2 (цемент при этом должен иметь марку не ниже М300);
- на втулочном конце укладываемой трубы на расстоянии 80 мм от торца (для труб длиной 5 м) и 70 мм (для труб длиной 10 м) следует сделать метку, например, мелом, указывающую глубину ее ввода в раструб уложенной трубы.
После окончания подготовки очередной трубы к монтажу ее опускают в траншею в непосредственной близости от уложенной трубы. Затем через нее пропускают трос от ранее введенного в уложенную трубу приспособления для заглаживания изнутри цементно-песчаного раствора, излишек которого будет выдавлен во внутрь полости стыкуемых труб при монтаже.
Нанесение цементно-песчаного раствора на внутреннюю поверхность раструба уложенной трубы производится перед самым монтажом очередной трубы.
Приспособление для заглаживания (зачистки) места стыковки изнутри может быть выполнено в форме шарообразной резиновой пневматической камеры, заключенной в брезентовую покрышку (чехол) или по типу пыжа - с круглыми прокладками из мягкой резины, обжимаемыми двумя дисками. Приспособление должно иметь проушину для троса, присоединяемого к зачистному устройству.
Монтаж труб может производиться с помощью различных механизмов и приспособлений. Рекомендуются проверенные на практике следующие способы:
- монтаж трубопровода при помощи монтажного приспособления с центральным торцевым винтом;
- монтаж трубопровода с использованием бетонного упора и гидравлического домкрата;
- монтаж трубопровода с помощью натяжного приспособления, имеющего винтовую распорку, устанавливаемую внутри уложенной трубы;
- монтаж трубопровода при помощи рычажной лебедки;
- монтаж трубопровода при помощи бульдозера;
- монтаж трубопровода при помощи шестереночной лебедки;
- монтаж трубопровода с помощью экскаватора;
- монтаж трубопровода с помощью универсальной траверсы УТ 30, УТ 80 и УТ 120; т.е. те же монтажные приспособления, которые используются для монтажа виброгидропрессованных труб. Схемы этих приспособлений приведены в СОКК «Прокладка напорных железобетонных трубопроводов из виброгидропрессованных труб».
Для монтажа труб в траншее шириной по дну 1,3 м и более рекомендуется также использовать навесное оборудование, смонтированное на тракторе Т-54В-С2.
Для достижения качественного монтажа труб перед производством монтажных работ следует обеспечивать их взаимную центровку (соосное расположение). Монтаж труб следует осуществлять плавно, обращая внимание на равномерный вход втулочной части монтируемой трубы в раструб уложенной трубы.
Допустимый угол отклонения осей смежных труб не должен превышать 1°, что соответствует отклонению оси раструба монтируемой трубы от оси уложенной трубы на 6 см при ее длине 5 м и на 12 см - при ее длине 10 м.
После проверки правильности монтажа трубы (ее стыковки) следует заделать стыковое соединение изнутри, для чего введенное ранее приспособление с помощью пропущенного ранее троса протягивают через стык до раструба уложенное трубы, а излишнюю массу цементно-песчаной смеси удаляют наружу.
После этого производят заделку стыка снаружи, обеспечивающую защиту от коррозии металлических обечаек стыкуемых труб. Для этого смачивают покрываемые поверхности водой, на наружные поверхности стыкуемых труб накладывается специальное приспособление из мешковины, полиэтиленовой пленки или стеклоткани, охватывающее место стыка на ширине 250 - 300 мм, и плотно закрепляется с помощью мягкой проволоки, пропускаемой по краям подшивки приспособления. Затем во внутрь образующейся полости пропускается гибкий трос диаметром 4 ÷ 8 мм, длиной на 0,6 ÷ 1 м больше периметра перекрываемых труб и производится заливка в эту полость цементно-песчаного раствора. Для более плотного (без воздушных пустот) заполнения раствора используется трос.
Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
фланцевые соединения должны быть установлены перпендикулярно оси трубы;
плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
сваривание стыков смежных с фланцевыми соединениями следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
Правильность укладки трубопровода следует проверять путем нивелирования всех указанных в проекте узловых точек уложенного трубопровода и мест его пересечения с подземными сооружениями.
Требуемая точность работ по прокладке напорных трубопроводов должна обеспечиваться детальными разбивочными работами и постоянным контролем точности укладки трубопровода, которые входят в технологический процесс подготовки и прокладки трубопроводов (см. СОКК «Производство детальных разбивочных работ при прокладке трубопроводов»).
После укладки трубопровода в траншею должны быть проверены:
- проектная глубина и уклон трубопровода;
- плотность прилегания трубопровода ко дну траншеи или искусственному основанию на всем его протяжении;
- состояние защитного покрытия трубопровода;
- плановое и высотное положение трубопровода.
|
F |
Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ±100 мм в плане, а отметок верха напорных трубопроводов ±30 мм, если другие нормы не обоснованы проектом. |
|
F |
Величину зазора между упорной поверхностью раструба и торцом соединяемой трубы следует принимать, мм: для железобетонных напорных труб диаметром до 1000 мм - 12 ÷ 15, диаметром свыше 1000 мм - 18 ÷ 22. |
Отклонения от проектного положения трубопровода в плане и по высоте должны быть зафиксированы в исполнительном чертеже, выполненном по результатам исполнительной геодезической съемки уложенного трубопровода (или участка трубопровода).
На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров в стыковых соединениях, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением, устройство пропусков труб через стены колодцев, камер, емкостных сооружений и др.
Основания, фундаменты и обратная засыпка трубопроводов по серии 3.007.1-1
Способы опирания труб на основание:
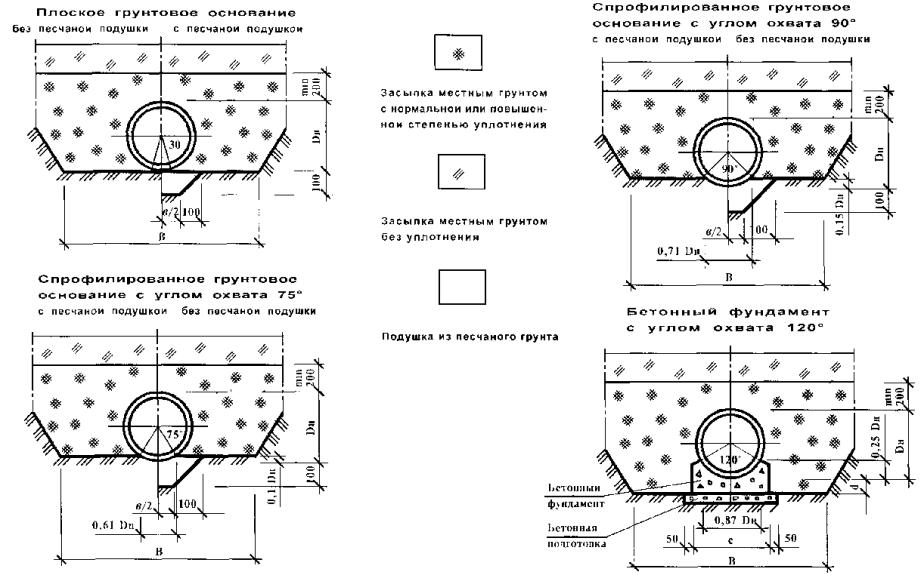
Серия 3.007.1-1 Трубы железобетонные напорные со стальным сердечником диаметром 250 - 600 мм
Материалы серии 3.007.1-1 распространяются на железобетонные напорные трубы со стальным сердечником заводского изготовления по ГОСТ 26819-86*, предназначенные для устройства подземных напорных трубопроводов мелиоративного и водохозяйственного назначения.
Для обеспечения долговечности трубопроводов наружный слой бетона труб должен быть пропитан композицией из петролатума (90 ± 2 %) и высших жирных кислот (10 ± 1 %) на глубину не менее 10 и не более 18 мм.
Водопоглощение бетона труб не должно превышать: для бетона, пропитанного композицией из петролатума - 3 %; для бетона, не пропитанного композицией из петролатума - 9 %.
Для устройства защиты трубопровода от электрокоррозии завод-изготовитель обязан поставлять трубы со специальными закладными изделиями, предусмотренными ГОСТ 26819-86*.
Материалы серии не распространяются на прокладку трубопроводов:
- в зонах вечномерзлых, просадочных и набухающих грунтов;
- на подрабатываемых территориях;
- на участках, подверженных оползням и карстообразованиям;
- под железными дорогами;
- под промышленными площадками со специальными транспортными средствами.
В проекте предусмотрены четыре способа опирания труб на основание:
- укладка труб на плоское грунтовое основание;
- укладка труб на грунтовое основание, спрофилированное по форме трубы с углом охвата 75°;
- то же с углом охвата 90°;
- укладка на бетонный фундамент с углом охвата 120°.
В проекте предусмотрены две степени уплотнения грунтов засыпки: нормальная и повышенная.
Для достижения нормальной степени уплотнения трамбование засыпки производится слоями толщиной не менее 20 см на высоту не менее 20 см над трубой.
Для достижения повышенной степени уплотнения способ трамбования пазух на высоту не менее 20 см над трубой назначается из условия обеспечения плотности скелета грунта не менее:
1,5 т/м3 - при засыпке песчаным грунтом и супесями;
1,6 т/м3 - при засыпке суглинками и глинами.
Повышенная степень уплотнения должна контролироваться и оформляться актом на скрытые работы.
При засыпке пазух необходимо уплотнять грунт одновременно с обеих сторон трубы.
При укладке труб в траншею уплотнение грунта производят по всей ее ширине; при укладке в насыпь - на ширину двух диаметров трубопровода с каждой стороны.
Методы засыпки трубопровода выше 0,2 м над ним должны обеспечивать сохранность труб. Степень уплотнения этого грунта не влияет на напряженное состояние трубопровода.
Ширина траншеи устанавливается в проекте производства работ в зависимости от диаметра труб и принятого метода производства земляных работ в соответствии с требованиями СНиП 3.02.01-87.
Основание траншей должно обеспечивать плотное прилегание трубопровода по всей его длине.
При наличии в основании крупнообломочных и скальных грунтов необходимо под трубами устраивать подушку из песчаных грунтов толщиной не менее 10 см над выступающими неровностями основания. При наличии в основании мокрых связных грунтов (суглинки, глины) необходимость устройства подушки из песчаного грунта устанавливается проектом трубопровода в зависимости от способа производства работ.
В илистых и других слабых грунтах с нормативным сопротивлением менее 1 кгс/см2, а также при залегании в основании трубопровода грунтов с различными модулями деформаций необходимо устройство искусственных оснований или специальных фундаментов. Конструкции фундаментов под трубы для этих условий должны разрабатываться в проекте конкретного трубопровода.
Основные конструктивные размеры основания и фундаментов
|
Dу, мм |
250 |
300 |
400 |
500 |
600 |
|
Наружный диаметр труб, мм, Dн |
313 |
375 |
478 |
582 |
682 |
|
Ширина песчаной подушки в, мм |
170 |
190 |
280 |
340 |
380 |
|
Рекомендуемые размеры с, мм |
325 |
375 |
550 |
650 |
750 |
|
бетонного фундамента d, мм |
50 |
55 |
70 |
95 |
110 |
|
и подготовки t, мм |
50 |
50 |
70 |
70 |
70 |
Прокладка напорных трубопроводов из виброгидропрессованных напорных труб на наружных сетях водоснабжения и канализации
Технические требования к трубам и уплотняющим кольцам
ГОСТ 125860-83* Трубы железобетонные напорные виброгидропрессованные. Технические условия.
ТУ 5861-138-00284807-94 Трубы железобетонные напорные виброгидропрессованные повышенной надежности диаметром 800 мм со спирально-перекрестным армированием
ТУ 5861-139-00284807-94 Трубы железобетонные напорные виброгидропрессованные со спирально-перекрестным армированием повышенной надежности диаметром 800 мм
ТУ 5861-140-00284807-94 Трубы железобетонные низконапорные виброгидропрессованные диаметром 600 - 1200 мм со спирально-перекрестным армированием.
Государственные стандарты и технические условия на трубы, уплотняющие резиновые кольца и другие материалы и изделия, предусмотренные проектом.
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 2.04.02-84 Водоснабжение. Наружные сети и сооружения.
ПОСОБИЕ по укладке и монтажу чугунных, железобетонных и асбестоцементных трубопроводов водоснабжения и канализации.
Серия 3.901-1/89 Трубы железобетонные напорные виброгидропрессованные диаметром 500 ÷ 1600 мм
Входной контроль качества труб, соединительных деталей, уплотнительных материалов, арматуры и других материалов, предусмотренных проектом, должен осуществляться в соответствии с требованиями государственных стандартов и технических условий, ППР и другой технологической документации, утвержденной в установленном порядке
ГОСТ 12586.0-83* Трубы железобетонные напорные виброгидропрессованные. Технические условия
На поверхностях труб не допускаются:
трещины на наружной и внутренней поверхности труб;
наплывы и околы, а также раковины диаметром более 3 мм и глубиной более 2 мм на стыковых поверхностях раструба и втулочного конца труб;
наплывы и околы бетона ребер на торцовых поверхностях труб высотой (глубиной) более 5 мм;
раковины диаметром более 10 мм и глубиной более 2 мм на остальной наружной поверхности;
более трех раковин на площади 0,01 м2 (100×100 мм) на любом участке стыковой поверхности;
следы (риски) шириной и глубиной более 1,5 мм на стыковой поверхности раструба от шлифовального инструмента;
отслоения наружного защитного слоя бетона.
Раковины на трубах, имеющие размеры свыше допустимых, и околы бетона ребер торцевых поверхностей могут быть заделаны нетоксичными материалами, предохраняющими арматуру труб от коррозии и предотвращающими фильтрацию воды между уплотняющим резиновым кольцом и бетонной поверхностью. Этими же материалами допускается устранять отслоения защитного слоя бетона размерами в кольцевом и продольном направлениях трубы, не превышающими значения 0,4d, и покрывать концы продольной напрягаемой арматуры. Основной материал для покрытия концов продольной напрягаемой арматуры - цементно-казеиновая обмазка состава по массе 1:0,05:0,4 (цемент : казеиновый клей : вода), которая наносится слоем толщиной 0,5 - 0,6 мм на концы арматуры и прилегающие участки бетона.
Размеры труб и значения действительных отклонений геометрических параметров труб, мм, не должны превышать предельных, приведенных в нижеследующей таблице
|
Условный проход |
di |
t |
d1 |
d2 |
d3 |
de |
a |
Пред. откл. по ширине и высоте заходной фаски |
|
500 |
500 ± 4 |
55 ± 4 |
634 ± 2 |
790 |
628 ± 2 |
610 ± 2 |
112 (+35, -5) |
+7, -5 |
|
600 |
600 ± 4 |
65 ± 4 |
754 ± 2 |
940 |
748 ± 2 |
730 ± 2 |
112 (+35, -5) |
+7, -5 |
|
800 |
800 ± 4 |
65 ± 4 |
955 ± 2 |
1152 |
948 ± 2 |
930 ± 2 |
122 (+35, -5) |
+7, -5 |
|
1000 |
1000 ± 5 |
75 ± 5 |
1175 ± 2 |
1384 |
1168 ± 2 |
1150 ± 2 |
122 (+35, -5) |
+7, -5 |
|
1200 |
1200 ± 5 |
85 ± 5 |
1397 ± 2 |
1660 |
1390 ± 2 |
1370 ± 2 |
122 (+35, -5) |
+7, -5 |
|
1400 |
1400 ± 5 |
95 ± 5 |
1617 ± 2 |
1900 |
1610 ± 2 |
1590 ± 2 |
154 (+35, -5) |
+7, -5 |
|
1600 |
1600 ± 5 |
105 ± 5 |
1841 ± 2 |
2140 |
1834 ± 2 |
1810 ± 2 |
145 (+35, -5) |
+7, -5 |
Раструбное стыковое соединение
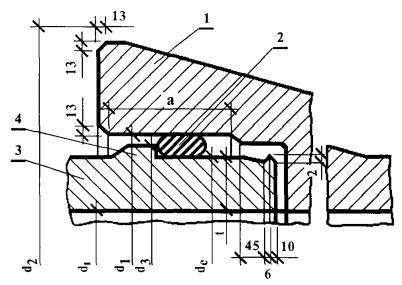
1. Раструб 2. Резиновое уплотнительное кольцо в рабочем положении 3. Гладкий (втулочный) конец трубы 4. Упорный буртик
Виброгидропрессованные трубы должны комплектоваться уплотняющими резиновыми кольцами (одно кольцо на одну трубу), изготовленными по техническим условиям и имеющими паспорта-сертификаты.
Согласно ГОСТ 22000-86 «Трубы бетонные и железобетонные. Типы и основные параметры» и ТУ 38.1051222-88 размеры колец должны соответствовать приведенным в нижеследующей таблице.
|
Размеры резиновых колец, мм |
Диаметр условного прохода труб, мм |
||||||
|
500 |
600 |
800 |
1000 |
1200 |
1100 |
1600 |
|
|
Внутренний диаметр кольца |
545 |
660 |
835 |
1035 |
1230 |
1440 |
1650 |
|
Диаметр сечения кольца |
24 |
30 |
|||||
На поверхности резиновых колец не допускаются трещины, пузыри и срезы.
На наружной поверхности раструба каждой трубы должны быть нанесены несмываемой краской следующие маркировочные надписи: наименование или товарный знак завода-изготовителя, марка трубы, дата ее изготовления, масса трубы, штамп ОТК.
Каждая партия труб должна сопровождаться документом о качестве - паспортом, в котором должны быть указаны: наименование и адрес предприятия-изготовителя, номер и дата выдачи документа, номер партии, наименование и марка труб, число изделий каждой марки, дата изготовления труб, марка бетона по прочности, передаточная прочность бетона, обозначение стандарта на трубы, марка уплотняющих резиновых колец и обозначение технических условий на кольца.
Трубы следует хранить на складе готовой продукции в штабелях рассортированными по маркам. Число рядов труб по высоте должно быть не более 4, 3 и 2 для труб диаметром условного прохода, соответственно, 500 - 1000, 1200 и 1400 - 1600 мм.
Под каждый нижний ряд труб штабеля должны быть уложены две подкладки на расстоянии 1 м от торцов труб. Конструкция подкладки не должна позволять раскатываться первому ряду труб. Подкладки устанавливают параллельно под цилиндрическую часть трубы.
На месте постоянного складирования труб подкладки следует закреплять на площадке. Трубы в рядах укладывают так, чтобы раструбы двух рядом лежащих труб были обращены в разные стороны. Трубы каждого последующего ряда располагают по длине перпендикулярно к предыдущему ряду.
На строительной площадке в процессе входного контроля:
должны быть проверены сопроводительные документы (документы о качестве, паспорта, сертификаты), маркировка, ярлыки с целью определения полноты содержащихся в них данных и определения соответствия поступивших труб, резиновых колец, фланцевой арматуры, фасонных частей, стальных вставок, сварочных материалов требованиям проекта;
должен быть произведен внешний осмотр труб, резиновых колец с целью обнаружения недопустимых дефектов на наружной и внутренней поверхностях труб, на поверхности резиновых колец;
при возникновении каких-либо сомнений в качестве поступивших элементов и деталей трубопровода должны быть вызваны представители строительной лаборатории или функциональных служб, ответственных за поставку материалов.
Полный объем входного контроля и участие в нем строительной лаборатории и других служб должен быть определен в технологических картах.
Если в процессе осмотра труб будет установлено несоответствие их требованиям стандарта, обнаружено разрушение труб или потеря ими герметичности при предварительном испытании первого участка смонтированного трубопровода, рекомендуется трубы перед дальнейшей развозкой на трассу и укладкой подвергать выборочно предварительному испытанию на стенде испытательным давлением.
По результатам осмотра, проверки размеров и испытаний на все дефектные трубы и резиновые уплотнители должны быть предъявлены рекламации заводам-изготовителям.
Запорная, регулирующая и контрольная арматура до ее установки должна быть подвергнута ревизии. Если арматура не отвечает техническим требованиям, то ее надлежит разобрать, осмотреть и устранить дефекты, после чего испытать в соответствии с требованиями проекта.
Фасонные части и арматура, имеющие паспорта, поступающие в монтаж до истечения гарантийного срока, ревизии и испытанию не подлежат.
Основания, фундаменты и обратная засыпка трубопроводов по серии 3.901-1/89
Прокладку напорных железобетонных трубопроводов наружных сетей водоснабжения и канализации следует осуществлять в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 2.04.02-84, СНиП 2.04.03-85, СНиП 3.05.04-85*, ППР, технологических карт и схем операционного контроля качества СМР и другой нормативной документации, утвержденной в установленном порядке.
Строительство трубопроводов водоснабжения и канализации должны выполнять строительно-монтажные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
Строительство должно вестись по утвержденному проекту и при наличии организации, на которую возложены технический надзор и приемка работ.
Работы по монтажу трубопроводов должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по монтажу трубопроводов.
Монтаж трубопроводов должен производиться после приемки земляных работ, оформления актов освидетельствования скрытых работ и исполнительного чертежа по результатам исполнительной геодезической съемки.
Запрещается выполнение последующих работ при отсутствии актов освидетельствования предшествующих скрытых работ во всех случаях.
Монтаж трубопровода должен производиться после проверки соответствия проекту размеров траншеи, отметок дна, крепления стенок. Результаты проверки должны быть отражены в журнале производства работ.
Перед началом работ по монтажу трубопровода необходимо устроить в начале участка трубопровода концевой упор, в который должна упираться первая уложенная труба и который впоследствии может быть использован при гидравлическом испытании трубопровода.
При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППР, технологических карт и схем операционного контроля качества (СОКК); - наличие актов освидетельствования ранее выполненных земляных работ и акта приемки траншей и котлованов (с исполнительной документацией и разрешением заказчика на укладку трубопровода); наличие в натуре и неизменность положения знаков разбивочной сети трассы и наличие акта приёмки-передачи этих знаков и материалов исполнительной съемки (при передаче работ); |
ППР, технологические карты и СОКК Акты освидетельствования скрытых работ с исполнительной документацией; акты приемки; акты приемки-передачи |
|
- выполнение геодезических работ по перенесению трассы трубопровода в натуру; - выполнение земляных работ по окончательной разработке траншеи (доработка недоборов); |
Исполнительный чертеж |
|
|
- сопроводительные документы (документы о качестве, сертификаты и т.д.), маркировку, ярлыки и внешним осмотром и испытаниями качество поступивших элементов и деталей трубопроводов, качество антикоррозионных покрытий; - выполнение работ по очистке труб изнутри и снаружи от грязи, снега, льда и посторонних предметов; раскладке труб и готовых звеньев, запорной арматуры и фасонных частей на бровке вдоль траншеи. |
Документы о качестве |
|
|
Прокладка напорных железобетонных трубопроводов из виброгидропрессованных труб |
Контролировать: - соблюдение заданной технологии укладки трубопровода и заделки стыкового соединения труб; - укладку трубопровода в проектное положение; - величину зазора между упорной поверхностью раструба и торцом соединяемой трубы; правильность расположения резинового кольца в раструбной щели; - соблюдение требований к выполнению фланцевых соединений фасонных частей и арматуры. |
Общий и специальный журналы |
|
Приёмка |
Проверить: - соответствие фактического положения уложенного трубопровода требованиям проекта и нормативных документов; - выполнение требований проекта и нормативных документов к качеству выполнения раструбных стыковых соединений и выполнения фланцевых соединений; - надлежащее оформление исполнительной документации. |
Исполнительный чертеж, акты освидетельствования скрытых работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), геодезист, лаборант (инженер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), геодезист, представители технадзора заказчика КИП - штангенциркуль, калибр-скоба, калибр-пробка, нивелир, теодолит и др. геодезические приборы, лабораторные приборы и оборудование. |
||
Трубопровод укладывают на естественное или искусственное основание. Вид и характеристики вскрытого грунта естественного основания под трубопровод должны соответствовать проекту. Не допускается размыв, размягчение, разрыхление или промерзание верхнего слоя грунта основания толщиной более 3 см. Способ восстановления оснований, нарушенных в результате промерзания, затопления, а также переборов глубиной более 50 см, должен быть согласован с проектной организацией.
Основание под трубы должно быть предварительно осушено и очищено.
Каждая труба при укладке на естественное основание во избежание неравномерной осадки должна по всей своей длине (кроме части, расположенной в приямке) опираться на ненарушенный грунт. Применение каких-либо подкладок под трубы для их выравнивания не допускается.
Основание траншей должно обеспечивать плотное прилегание трубопровода по всей его длине.
При наличии в основании крупнообломочных и скальных грунтов необходимо под трубами устраивать подушку из песчаных грунтов толщиной не менее 10 см над выступающими неровностями основания. При наличии в основании мокрых связных грунтов (суглинки, глины) необходимость устройства подушки из песчаного грунта устанавливается проектом трубопровода в зависимости от способа производства работ.
В илистых и других слабых грунтах с нормативным сопротивлением менее 1 кгс/см2, а также при залегании в основании трубопровода грунтов с различными модулями деформаций необходимо устройство искусственных оснований или специальных фундаментов. Конструкции фундаментов под трубы для этих условий должны разрабатываться в проекте конкретного трубопровода.
Ширина траншеи устанавливается в проекте производства работ в зависимости от диаметра труб и принятого метода производства земляных работ в соответствии с требованиями СНиП 3.02.01-87.
Минимальная ширина траншей, м, без учета креплений при раструбном соединении отдельными трубами должна составлять:
D + 0,6 - при наружном диаметре труб D до 0,5 м включительно;
D + 1,0 - при наружном диаметре труб D от 0,5 до 1,6 м включительно;
D + 1,4 - при наружном диаметре труб D от 1,6 до 3,5 м включительно.
В типовой серии 3.901-1/89 предусмотрены четыре способа опирания труб на основание:
- укладка труб на плоское грунтовое основание;
- укладка труб на грунтовое основание, спрофилированное по форме трубы с углом охвата 75°;
- то же с углом охвата 90°;
- укладка на бетонный фундамент с углом охвата 120°.
В серии предусмотрены две степени уплотнения грунтов засыпки: нормальная и повышенная.
Нормальное уплотнение грунта достигается путем послойного (не более 200 мм) трамбования, обеспечивающего уплотнение грунта с коэффициентом Кcom не менее 0,85 (Кcom равен отношению проектной плотности скелета грунта к максимальной его плотности, полученной по методике ГОСТ 22733-77).
Повышенное уплотнение грунта обеспечивается уплотнением с коэффициентом Кcom не менее 0,93.
Уплотнение грунта производится на высоту не менее 200 мм над трубой.
Степень уплотнения грунта должна контролироваться и оформляться актом освидетельствования скрытых работ.
Средняя по принимаемому участку плотность уплотненного грунта при поверхностном уплотнении не должна быть ниже проектной. Допускается снижение плотности сухого грунта на 0,05 т/м3 не более чем в 10 % определений. Метод и объем контроля - по указаниям проекта, а при отсутствии указаний один пункт на 300 м2 уплотненной площади с измерениями в пределах всей уплотненной толщи через 0,25 м по глубине при толщине уплотненного слоя до 1 м и через 0,5 м - при большей толщине; число проб в каждой точке не менее двух.
Средняя по принимаемому участку плотность сухого грунта при устройстве грунтовых подушек должна быть не ниже установленной проектом. Допускается снижение плотности на 0,05 т/м3 не более чем в 10 % определений. Метод и объем контроля - по указаниям проекта, а при отсутствии указаний один пункт на 300 м2 площади подушки, не менее трех измерений в каждом слое.
При засыпке пазух необходимо уплотнять грунт одновременно с обеих сторон трубы.
При укладке труб в траншею уплотнение грунта производят по всей ее ширине; при укладке в насыпь - на ширину двух диаметров трубопровода с каждой стороны.
Методы засыпки трубопровода выше 0,2 м над ним должны обеспечивать сохранность труб. Степень уплотнения этого грунта не влияет на напряженное состояние трубопровода.
Способы опирания труб на основание
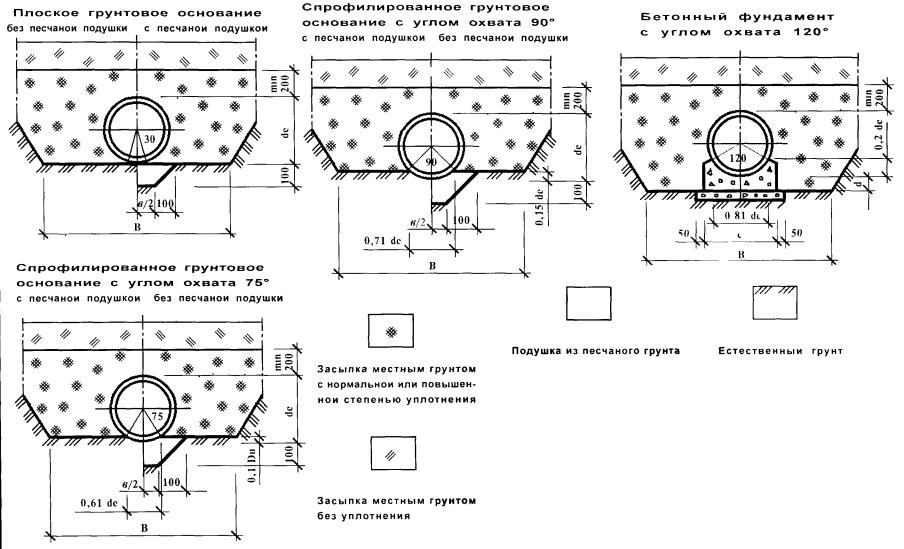
Основные конструктивные размеры оснований и фундаментов
|
Диаметр труб, мм |
500 |
600 |
800 |
1000 |
1200 |
1400 |
1600 |
|
|
Наружный диаметр труб, de, мм |
610 |
730 |
930 |
1150 |
1370 |
1590 |
1810 |
|
|
Ширина песчаной подушки В, мм |
340 |
380 |
470 |
560 |
650 |
740 |
830 |
|
|
Рекомендуемые размеры бетонного фундамента и подготовки, мм |
с |
650 |
750 |
960 |
1190 |
1420 |
1650 |
1880 |
|
а |
95 |
110 |
115 |
120 |
150 |
160 |
170 |
|
|
t |
70 |
70 |
70 |
70 |
100 |
100 |
100 |
|
Монтаж трубопроводов
Трубы перед монтажом следует располагать вдоль траншеи так, чтобы они не мешали механизмам, работающим по прокладке трубопровода, чтобы осмотр и подготовка их концов, установка резинового кольца, захват и опускание трубы в траншею были бы наиболее удобными, чтобы исключить ненужные перемещения труб во время монтажа трубопровода.
При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод.
Трубы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов. Особенно тщательно очищают от загрязнений маслами внутреннюю поверхность раструбов, а также наружную поверхность гладких концов труб, входящих в раструб. Захват труб при опускании их в траншею следует осуществлять приспособлениями, обеспечивающими их сохранность в местах захвата.
При опускании труб в траншею, а также при их укладке не должны допускаться удары труб друг о друга и о твердые предметы.
Укладку и монтаж труб следует начинать, как правило, с участков пониженного профиля. Трубы раструбного типа предпочтительно укладывать раструбом вверх по уклону.
Прокладка напорных трубопроводов по пологой кривой без применения фасонных частей допускается для раструбных труб со стыковыми соединениями на резиновых уплотнителях с углом поворота в каждом стыке не более чем на 2° для труб условным диаметром до 600 мм и не более чем на 1° для труб условным диаметром свыше 600 мм.
При прокладке трубопровода на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
Монтаж стыковых соединений труб с резиновыми уплотнителями рекомендуется производить при температурах от -20 до +50 °С.
В зимних условиях резиновые уплотнители перед надеванием на втулочные концы труб и их монтажом рекомендуется подогревать до температуры 15 - 20 °С в специальных термошкафах.
Перед началом монтажа трубопроводов следует проверить состояние внутренней поверхности раструба и наружной поверхности втулочного конца трубы, которые должны быть сухими и чистыми. Влажные поверхности труб для предотвращения скольжения по ним резиновых колец во время монтажа следует протереть сухой тряпкой, затем осушить сухим цементом или мелом в порошкообразном виде.
Монтаж труб начинают с надевания резинового кольца на втулочный конец укалываемой трубы, затем трубу плавно, без рывков и ударов о стенки траншеи краном или трубоукладчиком опускают в траншею. В траншее монтируемую трубу с помощью того же крана или трубоукладчика осторожно подводят втулочным концом с одетым на него резиновым уплотнительным кольцом (правильность расположения которого еще раз проверяют) к раструбному концу уложенной трубы так, чтобы резиновое кольцо равномерно прилегало к заходной фаске торца трубы. После этого соосность расположения монтируемой трубы фиксируется путем подбивки грунта под нее с боковых сторон.
Начальное положение резинового уплотнительного кольца при монтаже трубопровода следует считать правильным, если оно по всей своей окружности равномерно располагается в канавке на втулочном конце укладываемой трубы, определяемой размерами 45, 6 и 2, и прилегает к внутренней поверхности фаски торца раструба уложенной трубы, определяемой размерами 13 и 13.
В процессе дальнейшего монтажа последовательно подготавливаемых труб вводят с помощью простейших монтажных приспособлений втулочный конец укладываемой трубы в раструб уложенной трубы и одновременно закатывают резиновое уплотнительное кольцо в раструбную щель стыкуемых труб.
Эта операция заканчивается тогда, когда уплотнительное кольцо дойдет до упорного буртика на втулочном конце трубы, что отмечается резким увеличением монтажного усилия. При этом весь упорный буртик должен располагаться в раструбной щели (за пределами фаски раструба).
При монтаже каждого стыкового соединения следует предохранять от смещения ранее уложенную трубу и в первую очередь от выхода ее гладкого конца из раструба трубы, что может привести к разгерметизации стыка.
При выполнении монтажа в зимних условиях необходимо удалять образовавшуюся на концах соединяемых труб наледь, разогревая ее паяльной лампой или факелом. Скол наледи не допускается.
После удаления наледи необходимо протереть и осушить, как указано выше, внутреннюю поверхность раструба и наружную поверхность втулочного конца. Для «припудривания» этих поверхностей допускается использование цемента.
Монтаж труб может осуществляться с помощью различных механизмов и приспособлений. Рекомендуются проверенные на практике следующие способы.
1-й способ - монтаж трубопровода при помощи монтажного приспособления с центральным торцевым винтом.
Монтаж производится следующим образом: за раструбом уложенной трубы снизу устанавливается полухомут с крюками, с помощью которого закрепляется трос; на раструбном конце укладываемой трубы устанавливают упорную и рабочую балки с натяжным винтом.
Концы тросов соединены с направляющими стержнями, которые проходят через отверстия в балках.
Выравнивание и натяжение троса осуществляют с помощью гаек. Затем, используя фрикционно-храповое устройство, вращением натяжного винта приводят в движение рабочую балку, в результате чего укладываемая труба продвинется в сторону уложенного трубопровода и при этом ее втулочный конец плавно входит в раструб уложенной трубы.
В этом приспособлении трос может быть заменен двумя тягами-штангами, прикрепляемыми одним своим концом к упорному полуфланцу, устанавливаемому сверху трубы вместо полухомута. Вторые концы штанг проходят через балки; остальные детали приспособления остаются без изменения.
Приспособление рекомендуется применять для монтажа труб диаметром до 1000 мм.
2-й способ - монтаж трубопровода с использованием бетонного упора и гидравлического домкрата. Монтаж производится в следующем порядке: в траншею опускают бетонный упор с зубом на нижней плоскости и устанавливают его вблизи от раструбного конца укладываемой трубы. Между упором и раструбом укладываемой трубы помещают один или два (параллельно) гидроцилиндра, на свободных концах штоков которых установлены диски для передачи усилия на трубу и бетонный упор. Вся конструкция натяжного приспособления находится в подвешенном состоянии на крюке трубоукладчика. После установки приспособления в рабочее положение в гидроцилиндры через маслопроводы, соединенные с насосом трубоукладчика, под давлением производится подача масла; давление с помощью дисков передается на бетонный упор и на трубу, которая передвигается в сторону трубопровода и при этом ее втулочный конец входит в раструб уложенной трубы. После окончания монтажа стыка бетонный упор и натяжное приспособление (гидроцилиндры) с помощью трубоукладчика переносят на новое место для монтажа очередной трубы.
Применение указанного способа рекомендуется для монтажа труб диаметром 1000 мм и более. При укладке труб меньшего диаметра или при монтаже трубопроводов незначительной протяженности такой способ монтажа может быть применен также с использованием реечного домкрата вместо гидравлического цилиндра.
3-й способ - монтаж трубопровода с помощью натяжного приспособления, имеющего винтовую распорку, устанавливаемую внутри уложенной трубы.
Монтаж трубопровода следует осуществлять в следующем порядке: в раструбе укладываемой трубы закрепляют упорную балку, внутри уложенной трубы за раструбом устанавливают с наклоном в 5 - 10° в сторону раструба винтовую распорку, на которой закреплены тяги. К концам тяг присоединены натяжные винты, которые пропускаются через гнезда упорной балки. Продвижение трубы до конечного положения осуществляется с помощью винтов при одновременном равномерном натяжении тяг.
Приспособление рекомендуется для монтажа труб диаметром более 800 мм.
4-й способ - монтаж трубопровода при помощи рычажной лебедки. Монтаж производится в следующем порядке: в раструбе укладываемой трубы устанавливают упорную балку, на которой закрепляют два блока, на этой же трубе размещают рычажную лебедку.
Тросом лебедки охватывают раструб уложенной трубы, используя для этого полухомут с крюками, протягивают трос вдоль трубы и через блоки, затем конец троса с помощью петли присоединяют к лебедке.
При действии рычагом лебедки длина троса сокращается, за счет чего укладываемая труба передвигается в сторону уложенного трубопровода, при этом втулочный конец ее входит в раструб уложенной трубы.
Этот способ монтажа труб позволяет при необходимости применить две параллельно работающие лебедки, размещенные с каждой стороны очередной укладываемой трубы.
Способ рекомендуется для труб всех диаметров.
5-й способ - монтаж трубопровода при помощи бульдозера производится в следующем порядке: в раструб укладываемой трубы устанавливают деревянный брус так, чтобы он несколько выступал из раструба. Продвижение укладываемой трубы до конечного положения осуществляется с помощью бульдозера или трактора, оборудованных другим деревянным брусом для передачи усилия на трубу.
1-й способ. Монтажное приспособление с центральным торцевым винтом
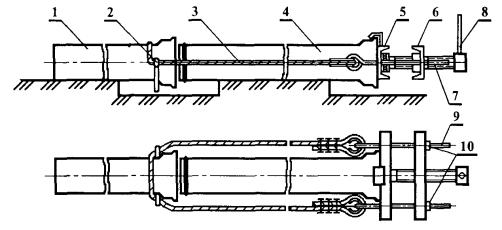
1 - уложенная труба; 2 - полухомут; 3 - трос; 4 - укладываемая труба; 5 - упорная балка; 6 - рабочая балка; 7 - натяжной винт; 8 - фрикционно-храповое устройство; 9 - направляющий стержень; 10 - гайки для натяжения троса
2-й способ. Монтаж трубопровода с помощью гидродомкрата и бетонного упора
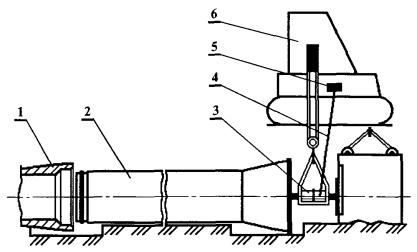
1 - уложенный трубопровод; 2 - укладываемая труба; 3 - гидроцилиндр; 4 - маслопровод; 5 - насос; 6 - трубоукладчик; 7 - бетонный упор
3-й способ. Монтаж трубопровода с помощью натяжного приспособления, устанавливаемого внутри трубы
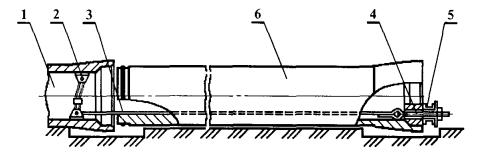
1 - уложенный трубопровод; 2 - винтовая распорка; 3 - тяги; 4 - натяжной винт; 5 - упорная балка; 6 - укладываемая труба
4-й способ. Монтаж трубопровода с помощью рычажной лебедки
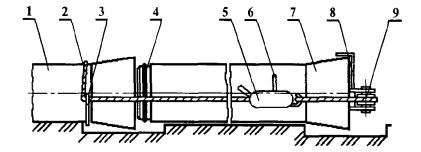
1 - уложенный трубопровод; 2 - трос; 3 - стальной полухомут; 4 - резиновое кольцо; 5 - рычажная лебедка; 6 - рычаг; 7 - укладываемая труба; 8 - упорная балка; 9 - блок
5-й способ. Монтаж трубопровода с помощью бульдозера или трактора
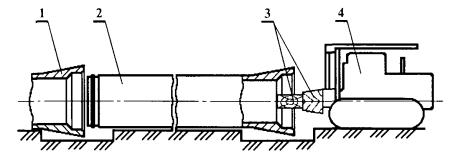
1 - уложенный трубопровод; 2 - укладываемая труба; 3 - деревянные брусья; 4 - бульдозер или трактор
6-й способ. Монтаж трубопровода с помощью шестеренчатой лебедки
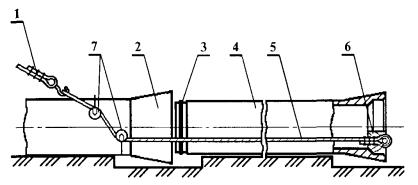
1 - трос лебедки; 2 - уложенный трубопровод; 3 - резиновое кольцо; 4 - укладываемая труба; 5 - переносной натяжной трос; 6 - упорный брус; 7 - блоки
7-й способ. Монтаж трубопровода с помощью экскаватора
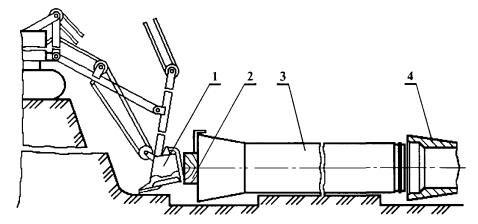
1 - ковш экскаватора; 2 - деревянный брус; 3 - укладываемая труба; 4 - уложенный трубопровод
8-й способ. Монтаж трубопровода с помощью универсальной траверсы типа УТ
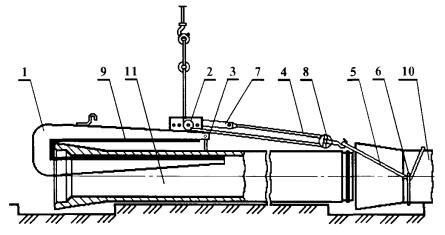
1 - траверса; 2 - блок; 3 - концевой упор; 4 - грузовой строп; 5 - кольцевой строп; 6 - полухомут; 7 - серьга; 8 - полиспастный блок; 9 - транспортерная лента; 10 - уложенный трубопровод; 11 - укладываемая труба
Способ рекомендуется для труб диаметром 800 мм и более.
6-й способ - монтаж трубопровода при помощи шестереночной лебедки. Монтаж производится в следующей последовательности: на уложенном трубопроводе устанавливают шестереночную лебедку, к тросу которой присоединяют переносной натяжной трос и, пропуская его через блоки, соединяют с упорным брусом. При подтягивании троса укладываемая труба перемещается в направлении уложенного участка трубопровода до конечного своего положения в раструбе последней уложенной трубы. После окончания монтажа стыка трос снимают с последней уложенной трубы и закрепляют его на следующей укладываемой трубе. Монтаж очередного стыка производится аналогичным способом, при этом лебедка остается на прежнем месте. В зависимости от характера трассы и длины троса на барабане лебедки с одной ее установки можно смонтировать несколько труб. Возможна протяжка троса внутри уложенных труб.
7-й способ - монтаж трубопровода с помощью экскаватора. Монтаж производится в следующем порядке: экскаватор отрывает траншею длиной на одну трубу. Очередную укладываемую трубу подвешивают на тросе к ковшу экскаватора и опускают в траншею. Затем с помощью ковша эту трубу продвигают в раструб уложенной трубы до конечного ее положения. Для предохранения торца трубы от повреждения на раструб навешивают деревянный брус, через который экскаватор передает свое усилие.
8-й способ - монтаж трубопровода с помощью универсальной траверсы УТ 30, УТ 80 и УТ 120.
Технические требования к монтажу
При монтаже трубопроводов опускание труб в траншею и центровка монтируемой трубы производятся универсальной траверсой по аналогии с погрузкой (разгрузкой) труб. Перемещение монтируемой трубы в горизонтальном направлении при ее монтаже осуществляется с помощью грузового стропа, пропущенного через полиспастный блок и концевого стропа, закрепляемого за уложенную трубу с помощью, например, полухомута с крюками. Перед монтажом выдвигают концевой упор траверсы, опусканием крюка грузоподъемного механизма траверса ложится на трубу, опираясь одним концом на упор, другим - на раструб. Под раструбный конец уложенной трубы подводят полухомут с крюками, за которые зацепляют концевой строп. Конец грузового стропа с полиспастным блоком и крюком отцепляют с верхнего кольца и зацепляют кольцевой строп. Включением подъемного механизма натягивают грузовой строп и, отрывая монтируемую трубу от грунта, перемещают ее гладкий конец в раструб уложенной трубы.
Монтаж этим способом рекомендуется выполнять для труб диаметром от 300 мм траверсой УТ 30, диаметром 500 ÷ 800 мм - траверсой УТ 80 и труб диаметром 1000 ÷ 1200 мм - траверсой УТ 120.
Кроме указанных выше способов, для монтажа трубопроводов могут применяться другие несложные приспособления, обеспечивающие надлежащее качество производства работ.
При выборе способа монтажа трубопровода следует учитывать наличие необходимого такелажного оборудования и механизмов, а также местные условия строительства. Так, например, монтаж трубопроводов при помощи бульдозера целесообразен в том случае, когда бульдозер используется в этот период также и на работах по планировке основания траншеи.
Монтаж трубопровода при помощи экскаватора на практике применяют в тех случаях, когда прокладку трубопровода производят в водонасыщенных грунтах или в стесненных условиях строительства, вследствие чего производить рытье траншеи заблаговременно не представляется возможным, и экскаватор, постоянно находящийся на месте работы, может быть использован на монтажных работах, выполняя обе операции.
По окончании монтажа стыка необходимо с помощью щупа проверить правильность расположения резинового кольца в раструбной щели. В случае нарушения этого требования стык должен быть перемонтирован до начала монтажа следующей трубы.
Равномерность закатывания резинового кольца в раструбную щель по всей окружности трубы надежнее проверять в процессе монтажа. Если будет замечено, что резиновое кольцо на некоторых участках окружности трубы начинает отставать, то для предупреждения дальнейшего неравномерного его закатывания в раструбную щель монтаж следует приостановить и резиновое кольцо в этом месте надлежит «припудрить» цементом, мелом или сухим пылевидным песком. Если и после этого положение резинового кольца не выправится и будет наблюдаться увеличение неравномерности его закатывания, то стыковое соединение должно быть перемонтировано.
По мере укладки труб следует проверять прямолинейность трубопровода. При наличии искривлений положение трубопровода должно быть выправлено. Искривление трубопровода в горизонтальной плоскости следует выправлять домкратом путем упирания его в раструбную часть трубы и в стенку траншеи.
|
F |
Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ±100 мм в плане, если другие нормы не обоснованы проектом. |
Искривления трубопровода в вертикальной плоскости, не предусмотренные проектом или выходящие за пределы допустимых, должны быть выправлены путем подъема или опускания трубы в стыковых соединениях при помощи крана или трубоукладчика. По мере выправления трубопровода последний должен быть закреплен в исправленном положении тщательной подбивкой грунта под трубы.
|
F |
Максимальные отклонения от проектного положения отметок верха напорных трубопроводов не должны превышать ±30 мм, если другие нормы не обоснованы проектом. |
В процессе монтажа трубопровода необходимо следить за тем, чтобы внутренняя поверхность труб не загрязнялась и внутри трубопровода не оставались посторонние предметы.
Концы уложенного трубопровода при перерывах в работе по укладке труб следует закрывать заглушками или деревянными пробками, предохраняющими трубопровод от загрязнений. При возможном затоплении траншеи должны быть приняты меры по предохранению трубопровода от всплытия.
Раструбный стык труб с резиновыми уплотнительными кольцами круглого сечения, которые изготовляются по ТУ 38.1051222-88, является гибким и допускает при монтаже и эксплуатации взаимный поворот труб на угол a и, соответственно, прокладку трубопровода по радиусу R. Значения a и R приведены в нижеследующей таблице. При радиусах меньших, чем указано в таблице, применяются фасонные части.
|
Диаметр труб |
Угол взаимного поворота α |
Радиус прокладки трубопровода R |
|
500 - 800 |
2°00' |
145 м |
|
1000 - 1600 |
1°30' |
190 м |
Зазоры между упорной поверхностью раструбов и торцами труб в трубопроводах диаметром 1000 мм и более следует изнутри заделывать цементным раствором. Марка раствора определяется проектом.
Для водосточных трубопроводов допускается раструбную рабочую щель на всю глубину заделывать цементным раствором марки В7,5, если другие требования не предусмотрены проектом.
|
F |
Величину зазора между упорной поверхностью раструба и торцом соединяемой трубы следует принимать, мм: 12 ÷ 15 - для труб диаметром до 1000 мм, 18 ÷ 22 - для труб диаметром свыше 1000 мм |
Требуемая точность работ по прокладке напорных трубопроводов должна обеспечиваться детальными разбивочными работами, которые входят в технологический процесс подготовки и прокладки трубопроводов (см. СОКК «Производство детальных разбивочных работ при прокладке трубопроводов»).
Соединение железобетонных труб с трубопроводной арматурой и металлическими трубами следует осуществлять с помощью стальных вставок или железобетонных фасонных соединительных частей, изготовленных согласно проекту.
Для соединения железобетонных труб с фланцевой арматурой, чугунными трубами, а также с фасонными стальными частями (стальными трубами) разработаны специальные стальные вставки. Чертежи вставок приведены в выпуске I серии 3.901-1/85. Типы и назначение вставок указаны в нижеследующей таблице. Стык стальных вставок с железобетонными трубами аналогичен стыку железобетонных труб между собой.
|
Тип вставок |
Назначение вставок |
Типы стыков |
|
Втулка - фланец тип ВВФ Раструб - фланец тип ВРФ |
Соединение раструбного (ВВФ) или втулочного (ВРФ) конца железобетонной трубы с фланцевой арматурой |
С фланцевой арматурой - на болтах |
|
Раструб - гладкий конец, тип ВРГ Втулка - гладкий конец, тип ВВГ |
Соединение втулочного (ВРГ) или раструбного (ВВГ) конца железобетонной трубы с раструбом чугунных труб или с фасонной частью (стальной трубой) |
С чугунными трубами - зачеканка; с фасонными частями (стальными трубами) - на сварке |
Установку фасонных частей на прокладываемом участке трубопровода следует производить одновременно с укладкой труб. Оставлять разрывы между трубами для последующего монтажа фасонных частей не рекомендуется (за исключением случаев разделения трубопровода на отдельные испытательные участки).
Типы и количество вставок должны быть указаны в проекте. Марка вставки принимается по классу труб. Вставки рассчитаны на те же нагрузки, что и железобетонные трубы, они должны быть подвергнуты на предприятии-изготовителе испытанию внутренним гидравлическим давлением, величина которого принимается равной величине испытательного давления для этих труб.
На внутреннюю поверхность вставок должно быть нанесено антикоррозионное покрытие. Тип покрытия устанавливается проектом и указывается в заказе на изготовление вставок. Внутреннюю защиту вставок производят на заводе, наружную защиту выполняют на месте строительства.
Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
- фланцевые соединения должны быть установлены перпендикулярно оси трубы;
- плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
- устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
- сваривание стыков смежных с фланцевым соединением следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
На сооружаемом трубопроводе подлежат приемке с составлением актов освидетельствования скрытых работ следующие этапы и элементы скрытых работ:
- подготовка основания под трубопроводы;
- устройство упоров;
- величина зазоров и выполнение уплотнений стыковых соединений;
- устройство колодцев и камер;
- противокоррозионная защита трубопроводов;
- герметизация мест прохода трубопровода через стенки колодцев и камер;
- засыпка трубопроводов с уплотнением;
- мероприятия по обеспечению сейсмостойкости трубопроводов и др.
Отклонения от проектного положения трубопровода в плане и по вертикали должны быть зафиксированы в исполнительном чертеже по результатам исполнительной геодезической съемки уложенного трубопровода (или участка трубопровода).
Трубопроводы временного водоснабжения, как правило, необходимо укладывать на поверхности земли с соблюдением при этом требований, предъявляемых к укладке трубопроводов постоянного водоснабжения.
Строительство трубопроводов на вечномерзлых грунтах следует производить, как правило, при отрицательных температурах наружного воздуха с сохранением мерзлых грунтов оснований. При положительных температурах наружного воздуха следует сохранять грунты оснований в мерзлом состоянии и не допускать нарушений их температурно-влажностного режима, установленного проектом.
Подготовку основания под трубопроводы на льдонасыщенных грунтах следует осуществлять путем оттаивания их на проектную глубину и уплотнения, а также путем замены в соответствии с проектом льдонасыщенных грунтов талыми уплотненными грунтами.
Строительство трубопроводов в сейсмических районах следует осуществлять теми же способами методами, как и в обычных условиях строительства, но с выполнением предусмотренных проектом мероприятий по обеспечению их сейсмостойкости. Стыки стальных трубопроводов и фасонных частей следует сваривать только электродуговыми методами и проверять качество сварки их физическими методами контроля в объеме 100 %.
При строительстве железобетонных трубопроводов следует применять цементные растворы с пластифицирующими добавками в соответствии с проектом.
Все работы по обеспечению сейсмостойкости трубопроводов, выполненные в процессе строительства, следует отражать в журнале работ и в актах освидетельствования скрытых работ.
Прокладка напорных чугунных трубопроводов на наружных сетях канализации и водоснабжения
Технические требования к трубам и уплотнительным манжетам
ГОСТ 9583-75* Трубы чугунные напорные, изготовленные методами центробежного и полунепрерывного литья. Технические условия.
ТУ 14-3-856-79 Трубы чугунные напорные, изготовленные методом полунепрерывного литья.
ТУ 1461-037-50254094-2000 Трубы чугунные напорные высокопрочные.
ТУ 1460-035-50254094-2000 Соединительные части из чугуна для напорных водопроводов.
ТУ 14-3-1848-92 Трубы напорные из высокопрочного чугуна.
ТУ 14-161-161-95 Трубы напорные из серого чугуна под резиновую манжету.
ТУ 14-161-172-99 Трубы чугунные напорные из высокопрочного чугуна под резиновую манжету с фланцевым соединением.
ТУ 14-161-177-99 Трубы чугунные напорные из высокопрочного чугуна под резиновую манжету с фланцевым соединением.
ТУ 14-161-183-2000 Трубы чугунные напорные из высокопрочного чугуна.
ТУ 14-161-187-2000 Части соединительные чугунные, изготовленные литьем в песчаные формы для трубопроводов.
ТУ 14-3-1247-83 Трубы чугунные напорные под резиновую манжету.
ТУ 14-3-1877-93 Трубы чугунные канализационные.
ТУ 2531-895-00152106-94 Кольца резиновые для чугунных напорных труб.
ГОСТ 5525-88 Части соединительные чугунные, изготовленные литьем в песчаные формы для трубопроводов. Технические условия.
Стандарты и технические условия на чугунные напорные трубы, уплотнительные и герметизирующие материалы, арматуру, предусмотренные проектом.
СНиП 3.01.01-85* Организация строительного производства.
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 2.04.02-84 Водоснабжение. Наружные сети и сооружения.
СНиП 2.04.03-85 Канализация. Наружные сети и сооружения.
Серия 3.901.2-16 Конструкции напорных трубопроводов водоснабжения и канализации из чугунных напорных труб, вып. 0, 1.
ПОСОБИЕ по укладке и монтажу чугунных, железобетонных и асбестоцементных трубопроводов водоснабжения и канализации (к СНиП 3.05.04-85).
Область применения чугунных напорных труб для систем водоснабжения и напорной канализации определяется в соответствии с указаниями СНиП 2.04.02-84 и СНиП 2.04.03-85.
Трубы по ГОСТ 9583-75* (всех классов) с герметизацией стыков пеньковой прядью и устройством асбестоцементного замка и т.п. материалами применяются в трубопроводах с внутренним расчетным давлением не более 1,0 МПа (10 кгс/см2).
Трубы, выпускаемые по ТУ 14-3-1247-83 под резиновую уплотнительную манжету, применяются в трубопроводах с расчетным внутренним давлением не более 0,4 от величины испытательного гидростатического давления, которым испытываются эти трубы на заводе-изготовителе. Предельные величины внутреннего расчетного давления приведены ниже.
|
Dу, мм |
Предельное давление, МПа (кгс/см2) для труб классов |
||
|
ЛА |
А |
Б |
|
|
300 |
1,0 (10) |
1,4 (14) |
1,6 (16) |
|
400 |
0,8 (8) |
1,2 (12) |
1,4 (14) |
ГОСТ 9583-75* Трубы чугунные напорные, изготовленные методами центробежного и полунепрерывного литья. Технические условия
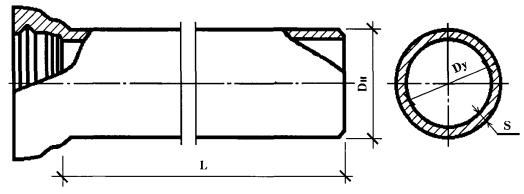
Номенклатура чугунных труб по ГОСТ 9583-75*
|
Условный проход Dу, мм |
Наружный диаметр Dн, мм |
Длина L мм |
Толщина стенки S, мм |
||
|
класс ЛА |
класс Л |
класс Б |
|||
|
100 |
118 |
3000 - 6000 |
7,5 |
8,3 |
9,0 |
|
125 |
144 |
3000 - 6000 |
7,9 |
8,7 |
9,5 |
|
150 |
170 |
3000 - 6000 |
8,3 |
9,2 |
10,0 |
|
200 |
222 |
4000 - 6000 |
9,2 |
10,1 |
11,0 |
|
250 |
274 |
4000 - 6000 |
10,0 |
11,0 |
12,0 |
|
300 |
326 |
4000 - 6000 |
10,8 |
11,9 |
13,0 |
|
350 |
378 |
4000 - 6000 |
11,7 |
12,8 |
14,0 |
|
400 |
429 |
4000 - 10000 |
12,5 |
13,8 |
15,0 |
|
500 |
532 |
4000 - 10000 |
14,2 |
15,6 |
17,0 |
|
600 |
635 |
4000 - 10000 |
15,8 |
17,4 |
19,0 |
|
700 |
738 |
4000 - 6000 |
17,5 |
19,3 |
21,0 |
|
800 |
842 |
4000 - 6000 |
19,2 |
21,1 |
23,0 |
|
900 |
945 |
4000 - 6000 |
20,6 |
22,3 |
25,0 |
|
1000 |
1048 |
4000 - 6000 |
22,5 |
24,8 |
27,0 |
Раструбное стыковое соединение чугунных напорных труб (ГОСТ 9583-75*)
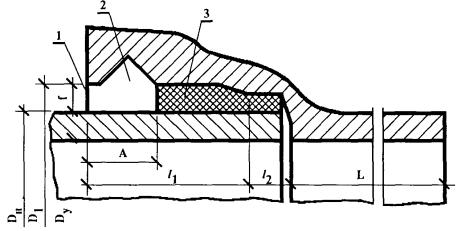
1. Битумная мастика 2. Асбестоцементный замок глубиной А 3. Уплотнительная прядь
Размеры чугунных труб по ГОСТ 9583-75*, мм
|
Условный проход Dу, мм |
Dн |
A |
D1 |
f |
l1 |
l2 |
|
65 |
81 |
28 |
99 |
9 |
65 |
10 |
|
80 |
98 |
28 |
116 |
9 |
65 |
10 |
|
100 |
118 |
28 |
137 |
9,5 |
65 |
15 |
|
125 |
144 |
28 |
163 |
9,5 |
65 |
15 |
|
150 |
170 |
28 |
189 |
9,5 |
70 |
15 |
|
200 |
222 |
28 |
241 |
9,5 |
70 |
15 |
|
250 |
274 |
28 |
294 |
10 |
75 |
15 |
|
300 |
326 |
28 |
346 |
10 |
75 |
20 |
|
350 |
378 |
35 |
398 |
10 |
80 |
20 |
|
400 |
429 |
35 |
449 |
10 |
80 |
20 |
|
500 |
532 |
35 |
553 |
10,5 |
85 |
20 |
|
600 |
635 |
35 |
657 |
11 |
90 |
25 |
|
700 |
738 |
35 |
760 |
11 |
95 |
25 |
|
800 |
842 |
42 |
865 |
11,5 |
100 |
30 |
|
900 |
945 |
42 |
968 |
11,5 |
105 |
30 |
|
1000 |
1048 |
42 |
1072 |
12 |
110 |
35 |
Предельные отклонения от размеров труб не должны превышать:
- по длине мерной трубы … ±20 мм;
- по наружному диаметру цилиндрической части трубы Dн:
для труб с Dу до 300 мм включительно … ±(4,5 + 0,0015Dу) мм;
для труб с Dу свыше 300 мм … +(4 + 0,0015Dу), -(5 + 0,0015Dу) мм;
- по внутреннему диаметру раструба D1: +(2,5 + 0,002Dу), -(1,5 + 0,002Dу) мм;
- по глубине раструба (l1 + l2):
для труб с Dу до 600 мм включительно … +5 мм,
для труб с Dу свыше 600 мм … ±10 мм.
Для труб с Dу 900 и 1000 мм допускается увеличение предельных отклонений по наружному диаметру цилиндрической части труб на стыкуемых участках до плюс (4 + 0,003Dу) и минус (5 + 0,003Dу) мм.
Каждая партия чугунных труб должна сопровождаться документом о качестве, содержащим:
- товарный знак или наименование или товарный знак и наименование предприятия-изготовителя;
- номер заказа;
- дату выписки документа о качестве;
- обозначение стандарта;
- условный проход и класс труб;
- количество труб в партии;
- массу партий и метраж;
- результаты всех видов испытаний;
- штамп ОТК.
Трубы на складах и строительных площадках должны храниться рассортированными по размерам и классам в штабелях, уложенных на ровных площадках. Нижние и последующие ряды складываются на прокладки. Раструбы в каждом ряду должны быть направлены попеременно в разные стороны. При этом устанавливаются боковые упоры, предотвращающие раскатывание труб. Допускается складирование труб без прокладок на специальных стеллажах, исключающих самопроизвольное раскатывание и повреждение труб.
ТУ 1461-037-50254094-2000 Трубы чугунные напорные высокопрочные.
Данные технические условия распространяются на трубы чугунные напорные высокопрочные, изготовленные на Липецком металлургическом заводе «Свободный сокол» из чугуна с шаровидным графитом (ЧШГ) и предназначенные для водонапорных систем, в том числе для хозяйственно-питьевого водоснабжения.
Данные технические условия применимы к трубам из ЧШГ, которые изготовлены центробежным способом литья с раструбными или фланцевыми концами со следующими типами соединения в трубопроводе:
- соединением под универсальное уплотнительное резиновое кольцо;
- соединением типа ВРС или ВР;
- фланцевым соединением;
- сварным соединением труб и фланцев.
Трубы предназначены для эксплуатации в трубопроводах хозяйственно-питьевого водоснабжения с допустимым рабочим давлением в трубопроводе до 1,6 МПа включительно.
Трубы из чугуна с шаровидным графитом с внешним покрытием могут применяться во всех типах почв.
Трубопроводы и трубы могут испытывать большие диаметральные прогибы при эксплуатации, сохраняя все функциональные характеристики, что позволяет им выдерживать большую толщину почвенного покрытия и большие дорожные нагрузки.
Соединение ВРС обеспечивает невозможность рассоединения труб при прокладке трубопровода в сложном рельефе местности, в местах опасности осадки грунта и при ударных нагрузках. Сварной наплыв на гладком конце трубы и два стопора, вдвигаемые после стыковки труб в выемку раструба и фиксируемые стопорной проволокой, не позволяют нарушить соединение. Это особенно важно при монтаже трубопроводов в неустойчивых грунтах, в гористой местности и в вертикальном положении труб.
Раструбное соединение (универсальное стыковое, ВРС и ВР) не является жестким и позволяет отклоняться соединенным трубам на угол до 5º для труб с Dу 100 ÷ 150 мм и до 4º для труб с Dу 200 ÷ 300 мм при сохранении полной герметичности стыка.
Изготовитель поставляет:
- трубы раструбные под универсальное уплотнительное кольцо с внутренним и наружным покрытием или без покрытий;
- трубы раструбные под соединение ВРС с внутренним и наружным покрытием или без покрытий;
- трубы раструбные под соединение ВР с внутренним и наружным покрытием или без покрытий;
- уплотнительные резиновые кольца универсальные (тип А или Б) и под соединение ВРС и ВР;
- стопора из высокопрочного чугуна;
- трубы с гладкими концами под сварку (тип А или Б);
- трубы с литым фланцем и гладким концом;
- трубы с литым и приваренным фланцами (тип А или Б);
- фланцы из высокопрочного чугуна (тип А или Б);
- болты и гайки из высокопрочного чугуна;
- уплотнительные прокладки.
При заказе на поставку труб необходимо указывать условный диаметр внутреннего прохода, толщину цементно-песчаного покрытия, длину и область применения труб.
Примеры условных обозначений труб, фланцев, сварных изделий из труб, стопоров, болтов из ЧШГ, уплотнительных колец и прокладок:
труба раструбная под универсальное уплотнительное кольцо, мерной (6000 мм) и немерной длины. Dу 300 мм:
- труба раструбная ЧШГХ-300×6000. ТУ 1461-037-50254094-2000;
- труба раструбная ЧШГХ-300. ТУ 1461-037-50254094-2000;
труба раструбная (под соединение ВРС), мерной (6000 мм) и немерной длины, Dу 300 мм (со стопорами):
- труба раструбная ЧШГВРС-300×6000. ТУ 1461-037-50254094-2000;
- труба раструбная ЧШГВРС-300. ТУ 1461-037-50254094-2000;
труба раструбная (под соединение ВР), мерной (6000 мм) и немерной длины, Dу 300 мм:
- труба раструбная ЧШГВР-300×6000. ТУ 1461-037-50254094-2000;
- труба раструбная ЧШГВР-300. ТУ 1461-037-50254094-2000;
стопора из высокопрочного чугуна для труб Dу 300 мм (левый и правый):
- стопора ЧШГ-300. ТУ 1461-037-50254094-2000;
универсальное уплотнительное резиновое кольцо Dу 300 мм тип А или Б:
- резиновое кольцо ХА-300. ТУ 2531-895-00152106-94;
- резиновое кольцо ХБ-300. ТУ 2531-895-00152106-94;
уплотнительное резиновое кольцо (под соединение ВРС и ВР) для труб Dу 300 мм:
- резиновое кольцо ВРС-300. ТУ 2531-895-00152106-94;
труба с гладкими концами под сварку (тип А или Б), мерной (6000 мм) и немерной длины, Dу 300 мм:
- труба ЧШГСА-300×6000. ТУ 1461-037-50254094-2000;
- труба ЧШГСА-300. ТУ 1461-037-50254094-2000;
- труба ЧШГСБ-300×6000. ТУ 1461-037-50254094-2000;
- труба ЧШГСБ-300. ТУ 1461-037-50254094-2000;
труба с литым фланцем и гладким концом, мерной (6000 мм) и немерной длины, Dу 300 мм:
- труба ЧШГФ-300×6000. ТУ 1461-037-50254094-2000;
- труба ЧШГФ-300. ТУ 1461-037-50254094-2000;
труба с литым и приваренным фланцами (тип А), мерной (6000 мм) и немерной длины, Dу 300 мм:
- труба ЧШГФФСА-300×6000. ТУ 1461-037-50254094-2000;
- труба ЧШГФФСА-300. ТУ 1461-037-50254094-2000;
труба с литым и приваренным фланцами (тип Б), мерной (6000 мм) и немерной длины, Dу 300 мм:
- труба ЧШГФФСБ-300×6000. ТУ 1461-037-50254094-2000;
- труба ЧШГФФСБ-300. ТУ 1461-037-50254094-2000;
фланец из высокопрочного чугуна (тип А), под сварку для трубы Dу 300 мм:
- фланец ЧШГСА-300. ТУ 1461-037-50254094-2000;
фланец из высокопрочного чугуна (тип Б), под сварку для трубы Dу 300 мм:
- фланец ЧШГСБ-300. ТУ 1461-037-50254094-2000;
болт с гайкой из высокопрочного чугуна для фланцевого соединения труб Dу 300:
- болт и гайка ЧШГ-300. ТУ 1461-037-50254094-2000;
уплотнительная прокладка для фланцевого соединения труб Dу 300 мм:
- прокладка Ф-300. ТУ 1461-037-50254094-2000.
Трубы, фланцы, стопоры и болты должны изготавливаться из высокопрочного чугуна с шаровидным графитом.
Твердость металла не должна превышать 230 НВ для труб и 250 НВ для фланцев, стопоров и болтов.
Механические свойства металла труб, фланцев, стопоров и болтов, определяемые при испытании образцов на растяжение, должны быть значения не менее:
временное сопротивление sв, МПа (кгс/мм2) - 420 (42)
условный предел текучести sт, МПа (кгс/мм2) - 300 (30)
относительное удлинение d, % - 10,0.
Трубы должны выдерживать испытательное гидравлическое давление не менее 5 МПа (50,0 кгс/см2)
На наружной и внутренней поверхностях труб допускаются пороки, обусловленные способом производства и не влияющие на герметичность труб при гидравлическом испытании.
На внутренней поверхности раструба в месте расположения резинового уплотнительного кольца не допускаются наплывы металла и раковины.
Допускается исправление дефектов трубы заваркой с последующей зачисткой мест заварки на рабочих поверхностях стыкуемых частей. После исправления дефектов трубы должны пройти повторное гидроиспытание.
Трубы не должны иметь отклонение от прямолинейности на величину более 0,125 % от их длины.
Трубы раструбные под универсальное уплотнительное кольцо, под соединение ВРС, ВР и трубы с гладкими концами поставляются мерной длиной (L), равной 6000, 5800, 5600 мм с допуском ±30 мм. Фланцевые трубы поставляются мерной длины (L) 6000, 5800, 5600 мм с допуском ±10 мм.
В зависимости от способа соединения труб допускается увеличение мерной длины 6000 мм до 6100 мм за счет уменьшения длины раструба (l1) (кроме фланцевых труб).
При поставке труб одной мерной длины допускается поставка до 10 % труб другой мерной длины с определением общей длины поставляемых труб путем суммирования эффективных длин труб.
По заказу потребителя труба может быть изготовлена любой длины менее 6000 мм.
Предельные отклонения по толщине стенки трубы S и по наружному диаметру цилиндрической части Dн не должны превышать величин, указанных в нижеследующих таблицах.
Плюсовой допуск по толщине стенки трубы ограничивается допуском на массу.
Отклонение фактической массы труб от теоретической не должно превышать для труб диаметром Dу от 100 до 200 мм включительно ±8 %, для труб диаметром Dу 250 ÷ 300 мм включительно ±5 %.
Допускается превышение максимальной массы трубы при соблюдении всех, остальных требований данных технических условий.
Трубы раструбные поставляются потребителю в комплекте с уплотнительными резиновыми кольцами. Состав материала и свойства уплотнительных резиновых колец регламентируются ТУ 2531-895-00152106-94 и технической документацией предприятия-изготовителя.
Торец гладкого конца раструбной трубы должен иметь с наружной стороны фаску для монтажа и демонтажа труб.
На наружную поверхность гладкого конца трубы под соединение ВРС наплавляется кольцевой поясок аустенитно-хромоникелевой проволокой диаметром 1,2 мм (ГОСТ 2246-70*).
Трубы под соединение ВРС поставляются потребителю в комплекте со стопорами. В левый стопор вваривается проволока стальная низкоулеродистая (ГОСТ 3282-74*).
Наружная поверхность труб, поставляемых с покрытием, должна быть защищена битумным лаком по ГОСТ 5631-79* или другим нетоксичным материалом, разрешенным Государственным Комитетом Санэпиднадзора РФ для применения в качестве наружных покрытий трубопроводов в хозяйственно-питьевом водоснабжении.
На внутреннюю поверхность труб, поставляемых с покрытием, может быть нанесен материал, соответствующий «Перечню материалов, реагентов и малогабаритных очистных устройств, разрешенных ГКСЭН РФ для применения в хозяйственно-питьевом водоснабжении».
В случае нанесения на внутреннюю поверхность труб цементно-песчаного покрытия:
- оптимальная толщина покрытия S1 должна соответствовать величинам, приведенным в нижеследующих таблицах;
- среднее значение толщины покрытия должно быть не менее 2,5 мм;
- минимальное значение толщины, измеренное в любой точке трубы, должно быть не менее 1,5 мм.
Допускается уменьшение толщины цементно-песчаного покрытия менее 1,5 мм на расстоянии не более 50 мм от концов трубы.
По заказу потребителя возможно увеличение толщины покрытия.
Цементно-песчаное покрытие должно быть сплошным и иметь гладкую поверхность. Состав и свойства цементно-песчаного покрытия регламентируются технической документацией предприятия-изготовителя и ГОСТ 10178-85*, ГОСТ 8736-93*.
Допускаются незначительные шероховатости, трещины и наплывы на поверхности внутреннего цементно-песчаного покрытия, обусловленные способом нанесения этого покрытия и не влияющие на эксплуатационные характеристики труб.
Ширина раскрытия продольных и поперечных усадочных трещин должна быть не более 0,8 мм.
Допускается ремонт поврежденных или некачественных участков цементно-песчаного покрытия.
Допускаемые отклонения на механическую обработку и сверловку фланцев устанавливаются следующие:
- по диаметру отверстий под болты во фланцах +1 мм;
- по расстоянию между центрами отверстий ±0,5 мм;
- по толщине обработанного фланца ±1 мм;
- смещение центра окружности расположения центров болтовых отверстий относительно центра внутреннего диаметра фланца не должно превышать ±1 мм.
Трубы фланцевые поставляются с болтами и уплотнительными прокладками. Трубы фланцевые поставляются без покрытия. По требованию потребителя фланцевые трубы поставляются с наружным и внутренним покрытием.
Труба раструбная под универсальное резиновое кольцо (без цементного покрытия)
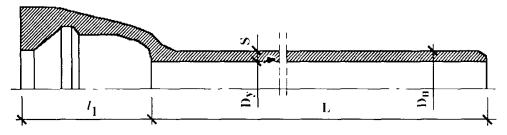
Труба раструбная под универсальное резиновое кольцо (с цементным покрытием)
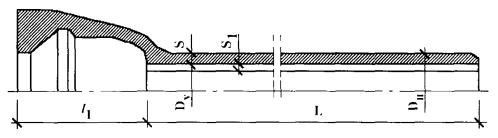
Размеры (в мм) и масса труб без цементного покрытия
|
Dу |
Dн |
S |
S1 |
l1 |
Масса раструба, кг |
Масса 1 м трубы без раструба, кг |
Масса трубы с раструбом, кг, при расчетной длине L |
||
|
5600 |
5800 |
6000 |
|||||||
|
100 |
|
6,0-1,3 |
- |
85 |
4,6 |
15,5 |
91,4 |
94,5 |
97,6 |
|
150 |
|
6,0-1,3 |
- |
90 |
7,8 |
23,5 |
139,4 |
144,1 |
148,8 |
|
200 |
|
6,3-1,5 |
- |
89 |
10,5 |
31,4 |
186,3 |
192,6 |
198,9 |
|
250 |
|
6,8-1,6 |
- |
94 |
14,0 |
41,2 |
244,7 |
253,0 |
261,2 |
|
300 |
|
7,2-1,6 |
- |
98 |
18,0 |
52,1 |
309,8 |
320,2 |
330,6 |
Размеры (в мм) и масса труб с цементным покрытием
|
Dу |
Dн |
S |
S1 |
l1 |
Масса раструба, кг |
Масса 1 м трубы без раструба, кг |
Масса трубы с раструбом, кг, при расчетной длине L |
||
|
5600 |
5800 |
6000 |
|||||||
|
100 |
|
6,0-1,3 |
3 |
85 |
4,6 |
17,8 |
104,3 |
107,8 |
111,4 |
|
150 |
|
6,0-1,3 |
3 |
90 |
7,8 |
26,8 |
157,9 |
163,2 |
168,6 |
|
200 |
|
6,3-1,5 |
3 |
89 |
10,5 |
36,4 |
213,2 |
220,5 |
227,7 |
|
250 |
|
6,8-1,6 |
3 |
94 |
14,0 |
47,1 |
277,8 |
287,2 |
296,6 |
|
300 |
|
7,2-1,6 |
3 |
98 |
18,0 |
59,2 |
349,5 |
361,4 |
373,2 |
Труба раструбная под соединение ВРС (без цементного покрытия)
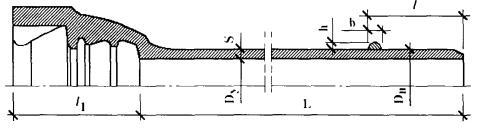
Труба раструбная под соединение ВРС (с цементным покрытием)
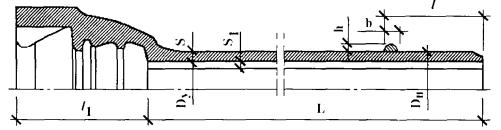
Размеры (в мм) и масса труб без цементного покрытия
|
Dу |
Dн |
S |
l |
l1 |
h |
Масса раструба, кг |
Масса 1 м трубы без раструба, кг |
Масса трубы с раструбом, кг, при расчетной длине L |
||
|
5600 |
5800 |
6000 |
||||||||
|
100 |
|
6,0-1,3 |
91 |
135 |
5 |
6,9 |
15,5 |
94,0 |
97,0 |
100,1 |
|
150 |
|
6,0-1,3 |
101 |
150 |
5 |
10,7 |
23,5 |
142,2 |
147,1 |
152,1 |
|
200 |
|
6,3-1,5 |
106 |
160 |
5,5 |
16,8 |
31,4 |
193,1 |
199,1 |
205,3 |
|
250 |
|
6,8-1,6 |
106 |
165 |
5,5 |
23,2 |
41,2 |
254,1 |
262,2 |
270,5 |
|
300 |
|
7,2-1,6 |
106 |
170 |
5,5 |
29,6 |
52,1 |
321,3 |
332,0 |
342,1 |
Размеры (в мм) и масса труб с цементным покрытием
|
Dу |
Dн |
S |
l |
l1 |
S1 |
Масса раструба, кг |
Масса 1 м трубы без раструба, кг |
Масса трубы с раструбом, кг, при расчетной длине L |
||
|
5600 |
5800 |
6000 |
||||||||
|
100 |
|
6,0-1,3 |
91 |
135 |
3 |
6,9 |
17,8 |
106,4 |
110,1 |
114,0 |
|
150 |
|
6,0-1,3 |
101 |
150 |
3 |
10,7 |
26,8 |
161,1 |
166,3 |
172,0 |
|
200 |
|
6,3-1,5 |
106 |
160 |
3 |
16,8 |
36,2 |
219,4 |
227,1 |
234,0 |
|
250 |
|
6,8-1,6 |
106 |
165 |
3 |
23,2 |
47,1 |
287,1 |
297,1 |
306,1 |
|
300 |
|
7,2-1,6 |
106 |
170 |
3 |
29,6 |
59,2 |
361,1 |
373,0 |
385,0 |
Труба раструбная под соединение ВР (без цементного покрытия)
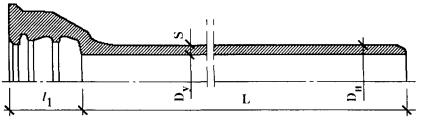
Труба раструбная под соединение ВР (с цементным покрытием)
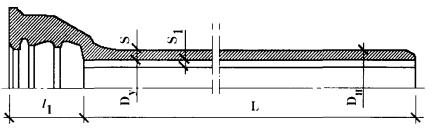
Размеры (в мм) и масса труб без цементного покрытия
|
Dу |
Dн |
S |
S1 |
l1 |
Масса раструба, кг |
Масса 1 м трубы без раструба, кг |
Масса трубы с раструбом, кг, при расчетной длине L |
||
|
5600 |
5800 |
6000 |
|||||||
|
100 |
|
6,0-1,3 |
- |
90 |
4,6 |
15,5 |
92,0 |
95,0 |
98,0 |
|
150 |
|
6,0-1,3 |
- |
100 |
7,8 |
23,5 |
139,3 |
144,1 |
149,1 |
|
200 |
|
6,3-1,5 |
- |
105 |
10,5 |
31,4 |
186,4 |
193,1 |
199,1 |
|
250 |
|
6,8-1,6 |
- |
105 |
14,0 |
41,2 |
245,1 |
253,0 |
261,3 |
|
300 |
|
7,2-1,6 |
- |
105 |
18,0 |
52,1 |
310,0 |
320,1 |
331,0 |
Размеры (в мм) и масса труб с цементным покрытием
|
Dу |
Dн |
S |
S1 |
l1 |
Масса раструба, кг |
Масса 1 м трубы без раструба, кг |
Масса трубы с раструбом, кг, при расчетной длине L |
||
|
5600 |
5800 |
6000 |
|||||||
|
100 |
|
6,0-1,3 |
3 |
90 |
4,6 |
17,8 |
104,1 |
108,1 |
111,2 |
|
150 |
|
6,0-1,3 |
3 |
100 |
7,8 |
26,8 |
158,1 |
163,4 |
169,0 |
|
200 |
|
6,3-1,5 |
3 |
105 |
10,5 |
36,2 |
213,1 |
220,3 |
228,0 |
|
250 |
|
6,8-1,6 |
3 |
105 |
14,0 |
47,1 |
278,0 |
287,4 |
297,1 |
|
300 |
|
7,2-1,6 |
3 |
105 |
18,0 |
59,2 |
349,5 |
361,3 |
373,1 |
Универсальное уплотнительное резиновое кольцо (тип А)
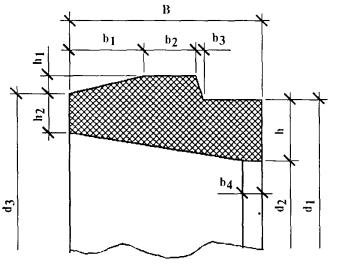
Универсальное уплотнительное резиновое кольцо (тип Б)
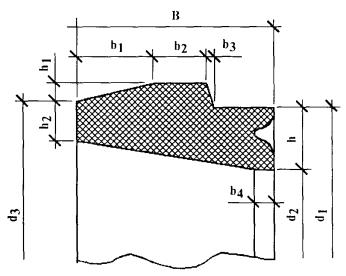
Размеры универсального резинового кольца, мм (тип А)
|
Dу |
B |
b1 |
b2 |
b3 |
b4 |
h |
h1 |
h2 |
d1 |
d2 |
d3 |
|
100 |
30 |
10 |
6 |
3 |
6 |
14 |
5 |
7 |
133 |
105 |
146 |
|
150 |
33 |
10 |
7 |
3 |
6 |
15 |
5 |
7 |
186 |
156 |
200 |
|
200 |
33 |
10 |
7 |
3 |
12 |
17 |
5 |
8,5 |
242 |
208 |
255 |
|
250 |
34 |
10 |
7 |
3 |
12 |
17 |
5 |
9 |
294 |
260 |
307 |
|
300 |
35 |
10 |
7 |
3 |
12 |
17 |
5 |
9,5 |
346 |
312 |
359 |
Размеры универсального резинового кольца, мм (тип Б)
|
Dу |
B |
b1 |
b2 |
b3 |
b4 |
h |
h1 |
h2 |
d1 |
d2 |
d3 |
|
100 |
30 |
10 |
6 |
3 |
6 |
14 |
5 |
7 |
133 |
105 |
146 |
|
150 |
33 |
10 |
7 |
3 |
6 |
15 |
5 |
7 |
186 |
156 |
200 |
|
200 |
33 |
10 |
7 |
3 |
12 |
17 |
5 |
8,5 |
242 |
208 |
255 |
|
250 |
34 |
10 |
7 |
3 |
12 |
17 |
5 |
9 |
294 |
260 |
307 |
|
300 |
35 |
10 |
7 |
3 |
12 |
17 |
5 |
9,5 |
346 |
312 |
359 |
Размеры уплотнительного резинового кольца под соединение ВРС или ВР
|
Dу |
d1 |
d2 |
d3 |
d4 |
b |
t1 |
t2 |
R1 |
|
100 |
146,5 |
134,5 |
99,5 |
140,5 |
30 |
5,5 |
14,3 |
5 |
|
150 |
203,5 |
189,5 |
151 |
196 |
32 |
5,5 |
15,3 |
5,5 |
|
200 |
260 |
244 |
202 |
250 |
33 |
5,5 |
15,3 |
6 |
|
250 |
315 |
299 |
257 |
305 |
33 |
5,5 |
15,3 |
6 |
|
300 |
369 |
353 |
311 |
359 |
33 |
5,5 |
15,3 |
6 |
Уплотнительное резиновое кольцо (под соединение ВРС или ВР)
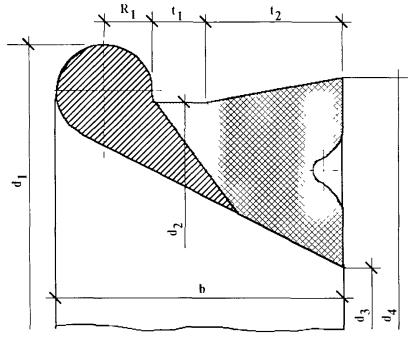
Труба с гладкими концами (под сварку)
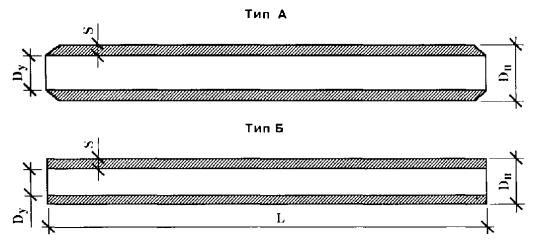
Размеры (в мм) и масса труб с гладкими концами (под сварку)
|
Dу |
Dн |
S |
Масса одной трубы, кг, при расчетной длине L |
||
|
5600 |
5800 |
6000 |
|||
|
|
118 |
6,0-1,3 |
87,1 |
90,1 |
93,2 |
|
|
170 |
6,0-1,3 |
132,1 |
136,4 |
141,1 |
|
|
222 |
6,3-1,5 |
176,0 |
182,2 |
188,5 |
|
|
274 |
6,8-1,6 |
231,0 |
239,1 |
247,3 |
|
|
326 |
7,2-1,6 |
292,1 |
303,1 |
313,0 |
Труба с литым фланцем и гладким концом
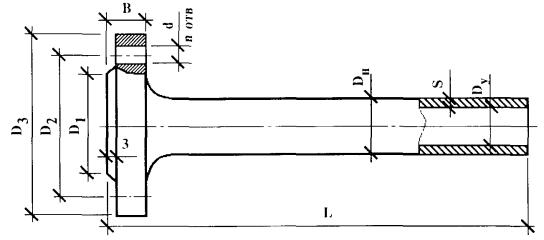
|
Dу |
Dн |
S |
D1 |
D2 |
D3 |
B |
Отверстия |
Масса раструба, кг |
Масса 1 м трубы без раструба |
|
|
к-во |
d |
|||||||||
|
100 |
|
7,2-1,4 |
153 |
180 |
220 |
19 |
8 |
19 |
3,6 |
15,5 |
|
150 |
|
7,8-1,5 |
209 |
240 |
285 |
19 |
8 |
23 |
5,4 |
23,5 |
|
200 |
|
8,4-1,5 |
264 |
295 |
340 |
20 |
8 |
23 |
7,4 |
31,4 |
|
250 |
|
9,0-1,6 |
319 |
350 |
400 |
22 |
12 |
23 |
10,2 |
41,2 |
|
300 |
|
9,6-1,6 |
367 |
400 |
455 |
24,5 |
12 |
23 |
13,2 |
52,1 |
Труба с литым и приваренным фланцами (тип А)
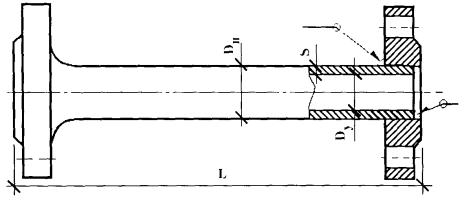
Размеры (в мм) и масса труб с литым и приваренным фланцами (тип А)
|
Dу |
Dн |
S |
Масса фланца, кг |
Масса 1 м трубы без фланца, кг |
Масса трубы с фланцами, кг, при расчетной длине L |
|
|||
|
литого |
приваренного |
||||||||
|
5600 |
5800 |
6000 |
|
||||||
|
|
118 |
7,2-1,4 |
3,6 |
2,8 |
15,5 |
93,4 |
97,0 |
100,0 |
|
|
|
170 |
7,8-1,5 |
5,4 |
4,5 |
23,5 |
141,4 |
146,1 |
151,1 |
|
|
|
222 |
8,4-1,5 |
7,4 |
6,4 |
31,4 |
190,1 |
196,1 |
202,3 |
|
|
|
274 |
9,0-1,6 |
10,2 |
9,0 |
41,2 |
250,1 |
258,2 |
266,5 |
|
|
|
326 |
9,6-1,6 |
13,2 |
11,7 |
52,1 |
317,0 |
327,0 |
337,4 |
|
Размеры (в мм) и масса труб с литым и приваренным фланцами (тип Б)
|
Dу |
Dн |
S |
Масса фланца, кг |
Масса 1 м трубы без фланца, кг |
Масса трубы с фланцами, кг, при расчетной длине L |
|
|||
|
литого |
приваренного |
||||||||
|
5600 |
5800 |
6000 |
|
||||||
|
100 |
|
7,2-1,4 |
3,6 |
3,4 |
18,9 |
113,0 |
117,0 |
120,4 |
|
|
150 |
|
7,8-1,5 |
5,4 |
5,2 |
30,5 |
181,4 |
188,0 |
193,6 |
|
|
200 |
|
8,4-1,5 |
7,4 |
7,2 |
44,6 |
264,4 |
273,3 |
282,2 |
|
|
250 |
|
9,0-1,6 |
10,2 |
10,0 |
60,1 |
357,1 |
396,1 |
380,8 |
|
|
300 |
|
9,6-1,6 |
13,2 |
13,0 |
77,6 |
461,1 |
476,3 |
491,8 |
|
Труба с литым и приваренным фланцами (тип Б)
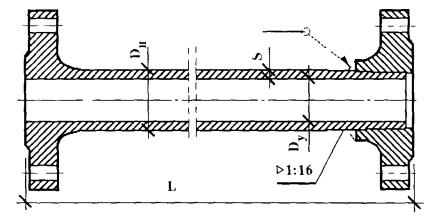
Упаковка, транспортирование и хранение труб, оформление документации должно производиться в соответствии с требованиями ГОСТ 10692-80*.
Трубы должны быть маркированы краской или иметь литую маркировку на торце раструба. На трубе должны быть нанесены следующие обозначения:
- товарный знак предприятия-изготовителя;
- диаметр условного прохода;
- тип уплотнительного кольца (соединения);
- год изготовления;
- обозначение, что материалом трубы является чугун с шаровидной формой графита (ЧШГ).
При перевозке труб автотранспортом длина свисающих концов не должна превышать 25 % от длины трубы.
Хранение труб на складах и строительных площадках должно производиться в штабелях, уложенных на ровных площадках. Нижние и последующие ряды должны укладываться на прокладки. Раструбы в каждом ряду должны быть направлены попеременно в противоположные стороны.
Допускается складирование труб без прокладок на специальных стеллажах, исключающих раскатывание и повреждение труб.
При хранении труб высота штабеля не должна превышать 3-х метров.
Возможна упаковка труб в пакеты с прокладками между рядами по методике завода-изготовителя.
На каждую отгружаемую потребителю партию труб поставщик должен выдавать документ о качестве труб, в котором должны быть указаны:
- наименование предприятия-изготовителя;
- диаметр труб, их количество и общая длина в метрах, теоретическая масса; тип и количество уплотнительных колец;
- величина давления гидроиспытания (или пневмоиспытания для сварных труб), предел прочности при растяжении, относительное удлинение и твердость металла труб.
Стопора под соединение ВРС хранятся в открытой таре рассортированными по диаметрам.
Резиновые кольца должны храниться в закрытых помещениях при температуре от 0 до 25 ºС на расстоянии не менее 1 м от отопительных приборов и должны быть защищены от прямого солнечного света, загрязнения смазочными материалами, маслами, керосином, бензином, кислотами и щелочами, оказывающими вредное воздействие на резину.
ТУ 14-3-1848-92 Трубы напорные из высокопрочного чугуна
Технические условия распространяются на трубы напорные из высокопрочного чугуна (чугуна с шаровидным графитом - ЧШГ), изготовленные методом полунепрерывного и центробежного литья на Синарском трубном заводе, применяемые в практике централизованного хозяйственного водоснабжения и питьевого водоснабжения за исключением тупиковых мест.
Трубы изготовляются с раструбным соединением:
- под манжеты с «ласточкиным хвостом» Б-2 и Б-1;
- под укороченные манжеты 1-Б-2 и 1-Б-1;
- под удлиненные манжеты 1-Бу-2 и 1-Бу-1;
- под зачеканку стыков.
Примеры условных обозначений:
труба мерной длины 5000 мм, диаметром 300 мм, класса ЛА, под манжету с «ласточкиным хвостом» Б-2 - труба ЧШГ Б-2-300×5000 ЛА ТУ 14-3-1848-92
то же, немерной длины - труба ЧШГ Б-2-300 ЛА ТУ 14-3-1848-92.
Трубы изготовляют:
- с условным проходом 100, 150, 200, 250, 300 мм - центробежным способом;
- с условным проходом 400, 500, 600, 700, 900 и 1000 мм - полунепрерывным способом литья.
Трубы диаметром 100, 150, 200, 250, 300 и 400 мм изготовляются двух исполнений: с раструбом под резиновую уплотнительную манжету и с раструбом под зачеканку, трубы больших диаметров - под зачеканку.
Трубы в зависимости от толщины стенки подразделяются на 4 класса: ОТ, Т, ЛА, А.
Размеры труб и предельные отклонения от них должны соответствовать приведенным ниже данным.
Трубы класса «ОТ»
|
Условный проход Dу, мм |
Наружный диаметр Dн, мм |
Толщина стенки S, мм |
Длина мерных труб L, мм (предельные отклонения ±20 мм) |
|
100 |
118±4,7 |
6,1-1,4 |
3000, 4000, 5000, 6000 |
|
150 |
170±4,7 |
6,3-1,4 |
3000, 4000, 5000, 6000 |
|
200 |
222±4,8 |
6,4-1,4 |
4000, 5000, 6000 |
|
250 |
274±4,9 |
6,8-1,4 |
4000, 5000, 6000 |
|
300 |
326±5,0 |
7,2-1,4 |
4000, 5000, 6000 |
|
400 |
|
8,1-1,5 |
4000, 5000, 6000 |
|
500 |
|
9,0-1,5 |
4000, 5000, 6000,7000,9000,10000 |
|
600 |
|
9,9-1,5 |
4000, 5000, 6000,7000,9000,10000 |
|
700 |
|
10,8-1,6 |
4000, 5000, 6000 |
|
900 |
|
12,6-1,7 |
4000, 5000, 6000 |
|
1000 |
|
13,5-1,7 |
4000, 5000, 6000 |
Форма раструбов под манжету с «ласточкиным хвостом», под укороченную и удлиненную манжеты, под зачеканку аналогична представленным в ТУ 14-3-1877-93 (см. ниже). Размеры раструбов представлены в нижеследующих таблицах.
Трубы поставляются мерной длины в соответствии с данными, приведенными выше, и немерной длины в пределах мерной плюс-минус 500 мм.
Трубы класса «Т»
|
Условный проход Dу, мм |
Наружный диаметр Dн, мм |
Толщина стенки S, мм |
Длина мерных труб L, мм (предельные отклонения ±20 мм) |
|
100 |
118±4,7 |
6,1-1,4 |
3000, 4000, 5000, 6000 |
|
150 |
170±4,7 |
6,3-1,4 |
3000, 4000, 5000, 6000 |
|
200 |
222±4,8 |
6,4-1,4 |
4000, 5000, 6000 |
|
250 |
274±4,9 |
6,8-1,4 |
4000, 5000, 6000 |
|
300 |
326±5,0 |
7,2-1,4 |
4000, 5000, 6000 |
|
400 |
|
8,1-1,5 |
4000, 5000, 6000 |
|
500 |
|
9,0-1,5 |
4000, 5000, 6000, 7000, 9000, 10000 |
|
600 |
|
9,9-1,5 |
4000, 5000, 6000, 7000, 9000, 10000 |
|
700 |
|
10,8-1,6 |
4000, 5000, 6000 |
|
900 |
|
12,6-1,7 |
4000, 5000, 6000 |
|
1000 |
|
13,5-1,7 |
4000, 5000, 6000 |
Трубы класса «ЛА»
|
Условный проход Dу, мм |
Наружный диаметр Dн, мм |
Толщина стенки S, мм |
Длина мерных труб L, мм (предельные отклонения ±20 мм) |
|
100 |
118±4,7 |
7,5-1,4 |
3000, 4000, 5000, 6000 |
|
150 |
170±4,7 |
8,3-1,5 |
3000, 4000, 5000, 6000 |
|
200 |
222±4,8 |
9,2-1,5 |
4000, 5000, 6000 |
|
250 |
274±4,9 |
10,0-1,5 |
4000, 5000, 6000 |
|
300 |
|
10,8-1,6 |
4000, 5000, 6000 |
|
400 |
|
12,5-1,6 |
4000, 5000, 6000 |
|
500 |
|
14,2-1,8 |
4000, 5000, 6000, 7000, 9000, 10000 |
|
600 |
|
15,8-1,8 |
4000, 5000, 6000, 7000, 9000, 10000 |
|
700 |
|
17,5-1,9 |
4000, 5000, 6000 |
|
900 |
|
20,6-2,1 |
4000, 5000, 6000 |
|
1000 |
|
22,5-2,2 |
4000, 5000, 6000 |
Трубы класса «А»
|
Условный проход Dу, мм |
Наружный диаметр Dн, мм |
Толщина стенки S, мм |
Длина мерных труб L, мм (предельные отклонения ±20 мм) |
|
100 |
118±4,7 |
8,3-1,5 |
3000, 4000, 5000, 6000 |
|
150 |
170±4,7 |
9,2-1,5 |
3000, 4000, 5000, 6000 |
|
200 |
222±4,8 |
10,1-1,6 |
4000, 5000, 6000 |
|
250 |
274±4,9 |
11,0-1,6 |
4000, 5000, 6000 |
|
300 |
326±5,0 |
11,9-1,6 |
4000, 5000, 6000 |
|
400 |
|
13,8-1,7 |
4000, 5000, 6000 |
|
500 |
|
15,6-1,8 |
4000, 5000, 6000, 7000, 9000, 10000 |
|
600 |
|
17,4-1,9 |
4000, 5000, 6000, 7000, 9000, 10000 |
|
700 |
|
19,3-2,0 |
4000, 5000, 6000 |
|
900 |
|
22,3-2,2 |
4000, 5000, 6000 |
|
1000 |
|
24,8-2,3 |
4000, 5000, 6000 |
Размеры раструба труб под резиновую манжету с «ласточкиным хвостом», мм
|
Dу |
Dн |
D1 |
D2 |
D3 |
D4 |
S1 |
l |
l3 |
l4 |
в1 |
в2 |
в3 |
в4 |
е |
f |
|
100 |
118 |
129 |
108 |
136 |
148 |
30 |
85 |
35 |
20 |
6 |
20 |
6 |
3 |
9,0 |
3 |
|
150 |
170 |
181 |
160 |
191 |
204 |
32 |
90 |
35 |
20 |
6 |
22 |
7 |
3 |
9,0 |
3 |
|
200 |
222 |
232 |
212 |
246 |
260 |
34,5 |
90 |
45 |
20 |
6 |
24 |
8 |
3 |
12,0 |
4 |
|
250 |
274 |
286 |
264 |
299 |
313 |
36 |
95 |
45 |
20 |
2 |
28 |
8 |
3 |
12,0 |
4 |
|
300 |
326 |
337 |
316 |
352 |
366 |
38,5 |
100 |
50 |
30 |
6 |
27 |
8 |
3 |
12,0 |
4 |
|
400 |
429 |
442 |
419 |
457 |
472 |
44,0 |
100 |
55 |
30 |
8 |
24 |
8 |
3 |
13,0 |
7 |
Размеры раструба труб под укороченную резиновую манжету, мм
|
Dу |
Dн |
D1 |
D2 |
D3 |
D4 |
S1 |
l |
l3 |
l4 |
в1 |
в2 |
в3 |
в4 |
е |
f |
|
100 |
118 |
129 |
108 |
136 |
148 |
26 |
75 |
35 |
20 |
6 |
20 |
6 |
3 |
9,0 |
3 |
|
150 |
170 |
181 |
160 |
191 |
204 |
28 |
80 |
35 |
20 |
6 |
22 |
7 |
3 |
9,0 |
3 |
|
200 |
222 |
232 |
212 |
246 |
260 |
31 |
80 |
45 |
20 |
6 |
24 |
8 |
3 |
12,0 |
4 |
|
250 |
274 |
286 |
264 |
299 |
313 |
32 |
85 |
45 |
20 |
2 |
28 |
8 |
3 |
12,0 |
4 |
|
300 |
326 |
337 |
316 |
352 |
366 |
34 |
90 |
50 |
30 |
6 |
27 |
8 |
3 |
12,0 |
4 |
Размеры раструба труб под удлиненную резиновую манжету, мм
|
Dу |
Dн |
D1 |
D2 |
D3 |
D4 |
S1 |
l |
l3 |
l4 |
в1 |
в2 |
в3 |
в4 |
е |
f |
|
100 |
118 |
129 |
108 |
136 |
148 |
26 |
75 |
35 |
20 |
8 |
3 |
15 |
3 |
9,0 |
3 |
|
150 |
170 |
181 |
160 |
191 |
204 |
24,5 |
90 |
35 |
20 |
6 |
21 |
6 |
3 |
9,0 |
3 |
|
200 |
222 |
232 |
212 |
246 |
260 |
31 |
80 |
45 |
20 |
8 |
4 |
18 |
3 |
12,0 |
4 |
|
250 |
274 |
286 |
264 |
299 |
313 |
29,5 |
95 |
45 |
20 |
6 |
23 |
7 |
3 |
12,0 |
4 |
|
300 |
326 |
337 |
316 |
352 |
366 |
34 |
90 |
50 |
30 |
8 |
4 |
18 |
3 |
12,0 |
4 |
|
400 |
429 |
442 |
419 |
457 |
472 |
44 |
100 |
55 |
30 |
8 |
4 |
18 |
3 |
13,0 |
7 |
Размеры раструба труб под зачеканку, мм
|
Dу |
Dн |
D1 |
D2 |
S1 |
К |
l1 |
l2 |
l3 |
l4 |
|
400 |
429 |
449 |
409 |
39 |
10 |
80 |
30 |
55 |
30 |
|
500 |
532 |
553 |
512 |
42 |
10 |
85 |
30 |
65 |
30 |
|
600 |
635 |
657 |
615 |
45 |
10 |
90 |
35 |
70 |
40 |
|
700 |
738 |
760 |
718 |
48 |
10 |
95 |
35 |
75 |
40 |
|
800 |
842 |
865 |
812 |
52 |
12 |
100 |
45 |
75 |
50 |
|
900 |
945 |
968 |
915 |
56 |
12 |
105 |
45 |
85 |
50 |
|
1000 |
1048 |
1072 |
1018 |
60 |
12 |
110 |
50 |
95 |
50 |
Допускается поставка 10 % труб от партии, укороченных не более чем на 20 % по сравнению с длинами, приведенными выше, для труб с условным проходом 100 мм и на 25 % для труб остальных условных проходов.
Предельные отклонения, мм, не должны превышать:
- по длине мерной трубы L … ±20;
- по толщине стенки трубы S … -(1 + 0,05S);
- по наружному диаметру цилиндрической части Dн:
для труб с Dу до 300 мм включительно … ±(4,5+0,0015Dу).
для труб с Dу свыше 300 мм … +(4,0 + 0,0015Dу),
-(5,0 + 0,0015Dу);
- по внутреннему диаметру раструба:
под резиновую манжету D1 и D4 … ±(1,5 + 0,001Dу),
D3 … ±(1,0 + 0,001Dу),
под зачеканку D1 … +(2,5 + 0,002Dу), -(1,5 + 0,002Dу);
- по глубине раструба:
для труб с Dу до 600 мм включительно … ± 5,
для труб с Dу свыше 600 мм … ±10;
- по длине фаски с … ±2;
- по глубине фаски f:
для труб диаметром 100 и 150 мм … +1,0 мм,
для труб диаметром 200 ÷ 300 мм … +1,5 мм,
для труб диаметром 400 мм … ±2,0 мм;
- по ширине канавки (в2 + в3 + в4) … ±2.
Для труб с Dу 900 и 1000 мм допускается увеличение предельных отклонений по наружному диаметру цилиндрической части трубы Dн на стыкуемых участках до +(4,0 + 0,003Dу), -(5,0 + 0,003Dу). Плюсовой допуск ограничивается допуском на массу.
Кривизна труб на любом участке длины не должна превышать:
3,5 мм на 1 м - для труб с Dу до 200 мм включительно;
2,5 мм на 1 м - для труб с Dу свыше 200 до 300 мм включительно;
1,25 мм на 1 м - для труб с Dу свыше 300 мм.
Торец гладкого конца труб под резиновую манжету должен иметь с наружной стороны фаску под углом 30°, размер которой приведен выше.
Овальность стыкуемого участка ствола трубы не должна выходить за предельные отклонения по наружному диаметру.
На поверхности труб допускаются пороки, обусловленные способом производства и не влияющие на герметичность труб при гидравлическом испытании.
На внутренней поверхности раструба в месте расположения резиновой уплотнительной манжеты не допускаются наплывы металла.
Внутренняя поверхность труб, отлитых полунепрерывным способом, может быть выполнена с продольными рифлениями и без них.
Рифления располагаются по периметру с интервалом не менее 20 мм. Высота рифлений не должна превышать 2 мм.
Допускается исправление труб заваркой при условии повторного испытания труб первоначальным гидравлическим давлением и зачистки мест заварки на рабочих поверхностях смыкаемых частей перед гидроиспытанием.
Трубы должны выдерживать испытательное гидравлическое давление приведенное ниже.
|
Условный проход Dу, мм |
Испытательное гидравлическое давление, кгс/см2, для труб класса |
|||
|
ОТ |
Т |
ЛА |
А |
|
|
До 300 вкл. |
25 |
30 |
35 |
40 |
|
Св. 300 до 600 вкл. |
20 |
25 |
30 |
35 |
|
Св. 600 |
20 |
20 |
25 |
30 |
Трубы должны быть покрыты нетоксичным материалом, разрешенным органами здравоохранения России для применения в хозяйственно-питьевом водоснабжении.
Нанесенный на трубу материал не должен отслаиваться, иметь видимые невооруженным глазом трещины, быть липким, растворяться в воде или придавать ей запах, размягчаться при температуре ниже +60 °С.
По требованию потребителя трубы могут поставляться без покрытия.
Трубы с раструбом под резиновые уплотнительные манжеты должны поставляться комплектно с манжетами.
Размеры резиновой манжеты с «ласточкиным хвостом», мм
|
Dу |
В |
в1 |
в2 |
в3 |
в4 |
в5 |
d1 |
d3 |
h1 |
Б-1 |
Б-2 |
||||
|
h |
h2 |
d2 |
h |
h2 |
d2 |
||||||||||
|
100 |
40 |
11 |
6 |
3 |
10 |
27 |
136 |
148 |
6 |
13,5 |
7 |
109 |
16,5 |
10 |
103 |
|
150 |
45 |
13 |
7 |
3 |
10 |
32 |
136 |
204 |
6 |
16,0 |
7 |
159 |
19,0 |
10 |
153 |
|
200 |
46 |
14 |
7 |
3 |
10 |
32 |
246 |
260 |
7 |
18,0 |
8 |
210 |
22,0 |
11 |
202 |
|
250 |
47 |
14 |
7 |
3 |
10 |
33 |
246 |
313 |
7 |
19,0 |
8 |
261 |
23,5 |
12 |
252 |
|
300 |
47 |
14 |
7 |
3 |
10 |
33 |
352 |
366 |
7 |
19,5 |
9 |
313 |
24,5 |
13 |
304 |
|
400 |
48 |
14 |
8 |
3 |
10 |
34 |
458 |
473 |
7 |
20,0 |
9 |
418 |
25,0 |
14 |
408 |
Размеры укороченной резиновой манжеты, мм
|
Dу |
В |
в1 |
в2 |
в3 |
в4 |
в5 |
d1 |
d3 |
h1 |
1-Б-1 |
1-Б-2 |
||||
|
h |
h2 |
d2 |
h |
h2 |
d2 |
||||||||||
|
100 |
30 |
11 |
6 |
3 |
4 |
26 |
136 |
148 |
6 |
13,5 |
7 |
109 |
16,5 |
10 |
103 |
|
150 |
35 |
13 |
7 |
3 |
4 |
31 |
191 |
204 |
6 |
16,0 |
7 |
159 |
19,0 |
10 |
153 |
|
200 |
36 |
14 |
7 |
3 |
4 |
32 |
246 |
260 |
7 |
18,0 |
8 |
210 |
22,0 |
11 |
202 |
|
250 |
37 |
14 |
7 |
3 |
4 |
33 |
299 |
313 |
7 |
19,0 |
8 |
261 |
23,5 |
12 |
252 |
|
300 |
37 |
14 |
7 |
3 |
4 |
33 |
352 |
366 |
7 |
19,5 |
9 |
313 |
24,5 |
13 |
304 |
|
400 |
38 |
14 |
8 |
3 |
4 |
34 |
458 |
473 |
7 |
20,0 |
9 |
418 |
25,0 |
14 |
408 |
Размеры удлиненной резиновой манжеты, мм
|
Dу |
В |
в1 |
в2 |
в3 |
в4 |
d1 |
d3 |
h1 |
1-Бу-1 |
1-Бу-2 |
||
|
h |
d2 |
h |
d2 |
|||||||||
|
100 |
35 |
3 |
15 |
3 |
8 |
136 |
148 |
10,0 |
13,5 |
109 |
16,5 |
103 |
|
150 |
38 |
4 |
15 |
3 |
8 |
187 |
200 |
11 |
15,0 |
157 |
19,0 |
149 |
|
200 |
40 |
4 |
18 |
3 |
12 |
246 |
260 |
12,0 |
18,0 |
210 |
22,0 |
202 |
|
250 |
40 |
4 |
18 |
3 |
12 |
294 |
307 |
12,0 |
19,0 |
256 |
23,0 |
248 |
|
300 |
42 |
4 |
18 |
3 |
12 |
352 |
366 |
12,5 |
19,5 |
313 |
24,5 |
304 |
|
400 |
44 |
4 |
18 |
3 |
12 |
458 |
472 |
12,5 |
20,0 |
418 |
25,0 |
408 |
Трубы диаметром 100 ÷ 300 мм с раструбом под манжету с «ласточкиным хвостом», под укороченную и удлиненную манжету с отклонениями по Dн от -1,5 до +(4,5 + 0,0015Dу) комплектуются, соответственно, манжетами Б-1, 1-Б-1, 1-Бу-1, а с отклонениями Dн от -1,5 до -(4,5 + 0,0015Dу) - манжетами Б-2, 1-Б-2, 1-Бу-2. Форма манжет с «ласточкиным хвостом», укороченной и удлиненной аналогична представленным в ТУ 14-3-1877-93 (см. ниже). Размеры манжет представлены в вышеприведенных таблицах.
Трубы диаметром 400 мм с раструбом под манжету с «ласточкиным хвостом», под укороченную и удлиненную манжету с наружным диаметром 428,5 ÷ 433,6 мм (с отклонениями по Dн от -0,5 до +(4,0 + 0,0015Dу) комплектуются, соответственно, манжетами Б-1, 1-Б-1, 1-Бу-1, трубы с наружным диаметром 428,5 ÷ 423,4 мм (с отклонениями Dн от -0,5 до -(5,0 +0,0015 Dу) - манжетами Б-2, 1-Б-2, 1-Бу-2.
На поверхности колец не допускаются трещины.
Допускаются: искажение формы сечения колец в пределах допусков на размеры сечения; след обработки по месту разъема пресс-формы; разноцвет, разнотон.
На рабочей поверхности не допускаются пузыри и включения.
Допускаются: возвышения и углубления не более 1 мм высотой и глубиной, диаметром 3 мм, в количестве трех на кольцо.
На нерабочей поверхности колец допускаются:
- возвышения и углубления не более 2 мм высотой и глубиной, площадью 15 мм2, в количестве трех на кольцо;
- напрессовки высотой не более 1 мм; срез глубиной не более 1 мм;
- тянутая кромка глубиной не более 2 мм на одной трети длины поверхности;
- смещение по плоскости разъема пресс-формы не более 1 мм.
На торцевой поверхности раструба каждой трубы должны быть отлиты: товарный знак предприятия-изготовителя; условный проход; тип манжеты и год изготовления; ЧШ (допускается маркировка краской).
Трубы с условным проходом до 150 мм включительно при транспортировании смешанным железнодорожным и водным транспортом должны быть плотно увязаны в транспортные пакеты по ГОСТ 21650-76* и другой нормативно-технической документации.
Трубы с условным проходом 200 мм и более в пакеты не увязываются.
Гладкие концы (бурты) труб диаметром от 200 мм и более обматываются пеньковой, хозяйственной, стеклотканной или полимерной веревкой или на них надеваются кольца шириной не менее 15 мм. Витки веревки должны быть покрыты слоем состава, которым покрывают трубы. Допускается применять деревянные обрешетки или другие средства, предохраняющие трубы от механических повреждений.
Каждая партия чугунных труб в соответствии с требованиями ГОСТ 10692-80* должна сопровождаться документом о качестве, содержащим:
- товарный знак или наименование или товарный знак и наименование предприятия-изготовителя; наименование предприятия-потребителя;
- номер заказа; дату выписки документа о качестве;
- обозначение технических условий;
- условный проход и класс труб; количество труб в партии;
- массу партии и метраж; результаты всех видов испытаний;
- штамп ОТК.
При перевозке труб автотранспортом длина свисающего конца не должна превышать 25 % от длины трубы.
Хранение труб на складах и строительных площадках должно производиться в штабелях, уложенных на ровных площадках. Нижние и последующие ряды укладываются на прокладки.
Раструбы в каждом ряду укладываются попеременно в противоположные стороны. Допускается складирование труб без прокладок на специальных стеллажах, исключающих раскатывание и повреждение труб.
При хранении труб высота штабеля не должна превышать 3 м. При этом должны устанавливания боковые упоры, предотвращающие самопроизвольное раскатывание труб.
ТУ 14-161-183-2000 Трубы чугунные напорные из высокопрочного чугуна
Данные технические условия распространяются на чугунные напорные трубы, выпускаемые Синарским трубным заводом и предназначенные для водонапорных систем в том числе для систем хозяйственно-питьевого и промышленного водоснабжения с температурой транспортируемой жидкости от +0,5 °С до +40 °С и рабочим давлением до 1,8 МПа.
По конструкции стыкового соединения трубы изготавливаются:
- под зачеканку;
- под резиновую манжету:
под укороченную манжету - трубы Æ 100 - 300 мм;
под манжету с «ласточкиным хвостом» - трубы Æ 400 мм;
под манжету типа сальниковой - Æ 500, 600, 700, 900, 1000 мм.
Трубы изготавливаются с наружным парафино-восковым покрытием и без покрытия.
Трубы поставляются с внутренним покрытием и без покрытия.
Для защиты внутренней поверхности труб используются:
- цементно-песчаное покрытие;
- парафино-восковое покрытие.
В качестве покрытий допускается использование других материалов, разрешенных Государственным Комитетом санэпидемнадзора РФ для применения в хозяйственно-питьевом водоснабжении.
В зависимости от толщины стенки трубы подразделяются на 4 класса: ОТ, Т, ЛА, А.
Размеры и масса труб должны соответствовать указанным на нижеприведенных рисунках и таблицах.
Размеры (в мм) и масса труб класса «ОТ» без внутреннего цементно-песчаного покрытия
|
Dу |
Dн |
S |
Масса трубы с раструбом, кг, при расчетной длине L |
Масса 1 м труб без раструба, кг |
Масса раструба, кг |
||
|
3000 |
4000 |
5000 |
|||||
|
100 |
118 |
6,1 |
52,0 |
67,0 |
82,0 |
15,1 |
6,3 |
|
150 |
170 |
6,3 |
78,6 |
101,4 |
124,7 |
22,8 |
10,2 |
|
200 |
222 |
6,4 |
|
137,0 |
167,0 |
30,5 |
14,6 |
|
250 |
274 |
6,8 |
|
180,8 |
221,0 |
40,2 |
20,0 |
|
300 |
326 |
7,2 |
|
229,0 |
280,8 |
50,8 |
26,0 |
|
400 (под зачеканку) |
429 |
8,1 |
|
343,0 |
419,0 |
75,5 |
40,9 |
|
400 (под резиновую манжету) |
429 |
8,1 |
|
354,0 |
430,0 |
75,5 |
52,0 |
|
500 |
532 |
9,0 |
|
477,0 |
581,0 |
104,2 |
59,6 |
|
600 |
635 |
9,9 |
|
618,0 |
754,0 |
137,0 |
79,5 |
|
700 |
738 |
10,8 |
|
798,0 |
972,0 |
173,0 |
102,0 |
|
900 |
945 |
12,6 |
|
1214,0 |
1475,0 |
260,1 |
174,0 |
|
1000 |
1048 |
13,5 |
|
1459,0 |
1768,0 |
309,3 |
222,0 |
Труба без внутреннего покрытия
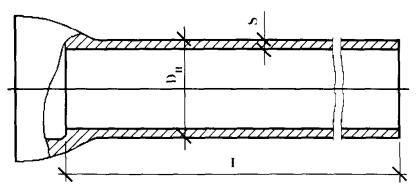
Размеры (в мм) и масса труб класса «ОТ» с внутренним цементно-песчаным покрытием
|
Dу |
Dн |
S |
S1 |
Масса трубы с раструбом, кг, при расчетной длине L |
Масса 1 м труб без раструба, кг |
Масса 1 м покрытия, кг |
||
|
3000 |
4000 |
5000 |
||||||
|
100 |
118 |
6,1 |
6,0 |
66,0 |
85,9 |
105,8 |
15,1 |
4,8 |
|
150 |
170 |
6,3 |
6,0 |
99,6 |
129,4 |
159,7 |
22,8 |
7,0 |
|
200 |
222 |
6,4 |
6,0 |
134,3 |
174,2 |
214,1 |
30,5 |
9,4 |
|
250 |
274 |
6,8 |
6,0 |
176,0 |
228,0 |
280,0 |
40,2 |
11,8 |
|
300 |
326 |
7,2 |
8,0 |
230,6 |
298,9 |
367,1 |
50,8 |
17,4 |
|
400 |
429 |
8,1 |
8,0 |
337,0 |
435,7 |
534,4 |
75,5 |
23,2 |
|
500 |
532 |
9,0 |
8,0 |
459,2 |
592,4 |
725,6 |
104,2 |
29,0 |
|
600 |
635 |
9,9 |
9,0 |
613,5 |
791,5 |
969,5 |
137,0 |
41,0 |
|
700 |
738 |
10,8 |
9,0 |
765,0 |
986,0 |
1207,0 |
173,0 |
48,0 |
|
900 |
945 |
12,6 |
10,0 |
1143,3 |
1466,4 |
1789,5 |
260,1 |
63,0 |
|
1000 |
1048 |
13,5 |
12,0 |
1423,5 |
1824,0 |
2224,5 |
309,3 |
91,2 |
|
Предельные отклонения толщины покрытия от номинала не должно превышать +3,2 мм, -1,6 мм. |
||||||||
Труба с внутренним цементно-песчаным покрытием
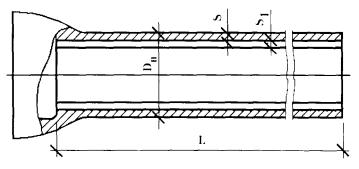
Размеры (в мм) и масса труб класса «Т» без внутреннего цементно-песчаного покрытия
|
Dу |
Dн |
S |
Масса трубы с раструбом, кг, при расчетной длине L |
Масса 1 м труб без раструба, кг |
Масса раструба, кг |
||
|
3000 |
4000 |
5000 |
|||||
|
100 |
118 |
7,0 |
56,3 |
73,5 |
90,7 |
17,2 |
6,3 |
|
150 |
170 |
7,8 |
94,2 |
122,2 |
150,2 |
28,0 |
10,2 |
|
200 |
222 |
8,4 |
|
173,4 |
213,1 |
39,7 |
14,6 |
|
250 |
274 |
9,0 |
|
231,2 |
284,0 |
52,8 |
20,0 |
|
300 |
326 |
9,6 |
|
295,0 |
362,0 |
67,2 |
26,0 |
|
400 (под зачеканку) |
429 |
10,8 |
|
441,0 |
541,0 |
100,0 |
40,9 |
|
400 (под резиновую манжету) |
429 |
10,8 |
|
452,0 |
552,0 |
100,0 |
52,0 |
|
500 |
532 |
12,0 |
|
616,0 |
755,0 |
139,0 |
59,6 |
|
600 |
635 |
13,2 |
|
806,0 |
988,0 |
181,7 |
79,5 |
|
700 |
738 |
14,4 |
|
976,0 |
1195,0 |
218,6 |
102,0 |
|
900 |
945 |
16,8 |
|
1560,0 |
1906,0 |
346,4 |
174,0 |
|
1000 |
1048 |
18,0 |
|
1864,0 |
2275,0 |
410,65 |
222,0 |
Раструб под зачеканку
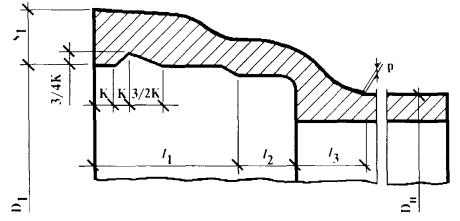
Размеры (в мм) и масса труб класса «Т» с цементно-песчаным покрытием
|
Dу |
Dн |
S |
S1 |
Масса трубы с раструбом, кг, при расчетной длине L |
Масса 1 м труб без раструба, кг |
Масса 1 м покрытия, кг |
||
|
3000 |
4000 |
5000 |
||||||
|
100 |
118 |
7,0 |
6,0 |
71,7 |
93,5 |
115,3 |
17,2 |
4,6 |
|
150 |
170 |
7,8 |
6,0 |
114,9 |
149,8 |
184,6 |
28,0 |
6,9 |
|
200 |
222 |
8,4 |
6,0 |
161,3 |
210,2 |
259,1 |
39,7 |
9,2 |
|
250 |
274 |
9,0 |
6,0 |
212,9 |
277,2 |
341,5 |
52,8 |
11,5 |
|
300 |
326 |
9,6 |
8,0 |
279,2 |
363,6 |
448,0 |
67,2 |
17,2 |
|
400 |
429 |
10,8 |
8,0 |
409,9 |
532,9 |
655,9 |
100,0 |
23,0 |
|
500 |
532 |
12,0 |
8,0 |
563,0 |
730,8 |
898,6 |
139,0 |
28,8 |
|
600 |
635 |
13,2 |
9,0 |
747,0 |
969,5 |
1192,0 |
181,7 |
40,8 |
|
700 |
738 |
14,4 |
9,0 |
901,2 |
1167,6 |
1434,0 |
218,6 |
47,8 |
|
900 |
945 |
16,8 |
10,0 |
1401,6 |
1810,8 |
2220,0 |
346,4 |
62,8 |
|
1000 |
1048 |
18,0 |
12,0 |
1726,9 |
2228,6 |
2730,2 |
410,65 |
91,0 |
|
Предельные отклонения толщины покрытия от номинала не должно превышать +3,2 мм, -1,6 мм. |
||||||||
Размеры раструба труб под зачеканку, мм
|
Dу |
Dн |
D1 |
S1 |
К |
l1 |
l2 |
l3 |
р |
|
400 |
429 |
449 |
39 |
10 |
80 |
20 |
65 |
1,5 |
|
500 |
532 |
553 |
42 |
10 |
85 |
20 |
75 |
1,5 |
|
600 |
635 |
657 |
45 |
10 |
90 |
25 |
80 |
2,0 |
|
700 |
738 |
760 |
48 |
10 |
95 |
25 |
85 |
2,0 |
|
900 |
945 |
968 |
56 |
12 |
105 |
30 |
100 |
2,5 |
|
1000 |
1048 |
1072 |
60 |
12 |
110 |
35 |
110 |
2,5 |
Размеры (в мм) и масса труб класса «ЛА» без цементного покрытия
|
Dу |
Dн |
S |
Масса трубы с раструбом, кг, при расчетной длине L |
Масса 1 м труб без раструба, кг |
Масса раструба, кг |
||
|
3000 |
4000 |
5000 |
|||||
|
100 |
118 |
7,5 |
61,5 |
79,9 |
98,3 |
18,4 |
6,3 |
|
150 |
170 |
8,3 |
99,3 |
129,0 |
158,7 |
29,7 |
10,2 |
|
200 |
222 |
9,2 |
|
188,2 |
231,6 |
43,4 |
14,6 |
|
250 |
274 |
10,0 |
|
253,6 |
312,0 |
58,4 |
20,0 |
|
300 |
326 |
10,8 |
|
328,0 |
403,0 |
75,4 |
26,0 |
|
400 (под зачеканку) |
429 |
12,5 |
|
502,0 |
618,0 |
115,3 |
40,9 |
|
400 (под резиновую манжету) |
429 |
12,5 |
|
513,0 |
629,0 |
115,3 |
52,0 |
|
500 |
532 |
14,2 |
|
711,0 |
874,0 |
162,8 |
59,6 |
|
600 |
635 |
15,8 |
|
946,0 |
1162,6 |
216,6 |
79,5 |
|
700 |
738 |
17,5 |
|
1219,0 |
1498,0 |
279,2 |
102,0 |
|
900 |
945 |
20,6 |
|
1860,0 |
2282,0 |
421,6 |
174,0 |
|
1000 |
1048 |
22,5 |
|
2265,0 |
2776,0 |
510,8 |
222,0 |
Раструб труб диаметром 400 мм под резиновую манжету с «ласточкиным хвостом»
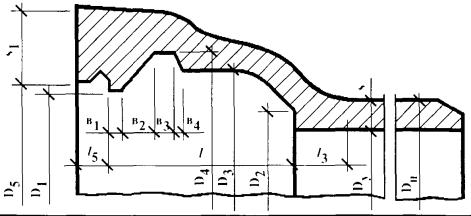
Размеры (в мм) и масса труб класса «ЛА» с цементно-песчаным покрытием
|
Dу |
Dн |
S |
S1 |
Масса трубы с раструбом, кг, при расчетной длине L |
Масса 1 м труб без раструба, кг |
Масса 1 м покрытия, кг |
||
|
3000 |
4000 |
5000 |
||||||
|
100 |
118 |
7,5 |
6,0 |
75,0 |
98,0 |
121,0 |
18,4 |
4,5 |
|
150 |
170 |
8,3 |
6,0 |
121,0 |
156,0 |
193,0 |
29,7 |
6,8 |
|
200 |
222 |
9,2 |
6,0 |
|
225,0 |
277,0 |
43,4 |
9,1 |
|
250 |
274 |
10,0 |
6,0 |
|
299,0 |
369,0 |
58,4 |
11,4 |
|
300 |
326 |
10,8 |
8,0 |
|
396,0 |
488,0 |
75,4 |
17,1 |
|
400 |
429 |
12,5 |
8,0 |
|
605,0 |
743,0 |
115,3 |
22,2 |
|
500 |
532 |
14,2 |
8,0 |
|
825,0 |
1017,0 |
162,0 |
28,6 |
|
600 |
635 |
15,8 |
9,0 |
|
1109,0 |
1365,0 |
216,6 |
40,7 |
|
700 |
738 |
17,5 |
9,0 |
|
1409,0 |
1736,0 |
279,2 |
47,6 |
|
900 |
945 |
20,6 |
10,0 |
|
2110,0 |
2595,0 |
421,6 |
62,6 |
|
1000 |
1048 |
22,5 |
12,0 |
|
2628,0 |
3230,0 |
510,8 |
90,8 |
|
Предельные отклонения толщины покрытия от номинала не должно превышать +3,2 мм, -1,6 мм. |
||||||||
Раструб труб диаметром 100 ÷ 300 мм под укороченную резиновую манжету
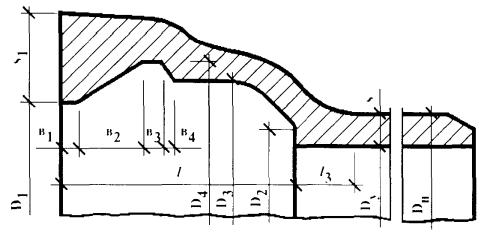
Размеры (в мм) и масса труб класса «А» без цементного покрытия
|
Dу |
Dн |
S |
Масса трубы с раструбом, кг, при расчетной длине L |
Масса 1 м труб без раструба, кг |
Масса раструба, кг |
||
|
3000 |
4000 |
5000 |
|||||
|
100 |
118 |
8,0 |
67,0 |
87,0 |
107,3 |
20,2 |
6,3 |
|
150 |
170 |
9,2 |
108,3 |
141,0 |
173,7 |
32,7 |
10,2 |
|
200 |
222 |
10,1 |
|
204,0 |
251,0 |
47,4 |
14,6 |
|
250 |
274 |
11,0 |
|
276,0 |
340,0 |
64,0 |
20,0 |
|
300 |
326 |
11,9 |
|
357,0 |
440,0 |
82,8 |
26,0 |
|
400 (под зачеканку) |
429 |
13,8 |
|
549,0 |
676,0 |
126,9 |
40,9 |
|
400 (под резиновую манжету) |
429 |
13,8 |
|
560,0 |
687,0 |
126,9 |
52,0 |
|
500 |
532 |
15,0 |
|
773,0 |
951,0 |
178,4 |
59,6 |
|
600 |
635 |
17,4 |
|
1032,0 |
1270,0 |
238,0 |
79,5 |
|
700 |
738 |
19,3 |
|
1330,0 |
1637,0 |
307,1 |
102,0 |
|
900 |
945 |
22,9 |
|
1996,0 |
2452,0 |
455,6 |
174,0 |
|
1000 |
1048 |
24,8 |
|
2469,0 |
3031,0 |
561,8 |
222,0 |
Размеры раструба труб, мм
|
Dу |
Dн |
D1 |
D2 |
D3 |
D4 |
D5 |
S1 |
l |
l3 |
l5 |
b1 |
b2 |
b3 |
b4 |
|
раструб под резиновую манжету с «ласточкиным хвостом» |
||||||||||||||
|
400 |
429 |
442 |
419 |
457 |
472 |
452 |
44 |
110 |
55 |
25 |
8 |
24 |
8 |
3 |
|
раструб под укороченную резиновую манжету |
||||||||||||||
|
100 |
118 |
129 |
108 |
136 |
148 |
|
26 |
75 |
35 |
|
6 |
20 |
6 |
3 |
|
150 |
170 |
181 |
160 |
191 |
204 |
|
28 |
80 |
35 |
|
6 |
22 |
7 |
3 |
|
200 |
222 |
232 |
212 |
246 |
260 |
|
31 |
80 |
45 |
|
6 |
24 |
8 |
3 |
|
250 |
274 |
266 |
264 |
299 |
313 |
|
32 |
85 |
45 |
|
6 |
26 |
8 |
3 |
|
300 |
326 |
337 |
316 |
352 |
366 |
|
34 |
90 |
50 |
|
6 |
27 |
8 |
3 |
Размеры (в мм) и масса труб класса «А» с цементно-песчаным покрытием
|
Dу |
Dн |
S |
S1 |
Масса трубы с раструбом, кг, при расчетной длине L |
Масса 1 м труб без раструба, кг |
Масса 1 м покрытия, кг |
||
|
3000 |
4000 |
5000 |
||||||
|
100 |
118 |
8,3 |
6,0 |
80,0 |
105,0 |
130,0 |
20,2 |
4,4 |
|
150 |
170 |
9,2 |
6,0 |
128,0 |
167,0 |
207,0 |
32,7 |
6,6 |
|
200 |
222 |
10,1 |
6,0 |
|
243,0 |
300,0 |
47,4 |
9,8 |
|
250 |
274 |
11,0 |
6,0 |
|
321,0 |
396,0 |
64,0 |
11,3 |
|
300 |
326 |
11,9 |
8,0 |
|
425,0 |
525,0 |
82,8 |
17,6 |
|
400 |
429 |
13,8 |
8,0 |
|
639,0 |
789,0 |
126,9 |
22,7 |
|
500 |
532 |
15,6 |
8,0 |
|
887,0 |
1094,0 |
178,4 |
28,5 |
|
600 |
635 |
17,4 |
9,0 |
|
1193,0 |
1472,0 |
238,0 |
40,5 |
|
700 |
738 |
19,3 |
9,0 |
|
1520,0 |
1874,0 |
307,1 |
47,3 |
|
900 |
945 |
22,9 |
10,0 |
|
2241,0 |
2787,0 |
455,6 |
61,1 |
|
1000 |
1048 |
24,8 |
12,0 |
|
2831,0 |
3483,0 |
561,8 |
90,4 |
|
Предельные отклонения толщины покрытия от номинала не должно превышать +3,2 мм, -1,6 мм. |
||||||||
Раструб труб диаметром 500 и 600 мм с резиновым уплотнением сальникового типа
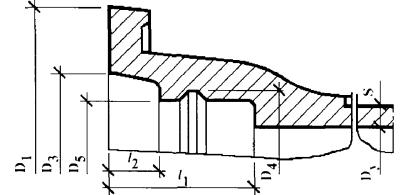
|
Dу |
Dн |
D1 |
D3 |
D4 |
D5 |
l1 |
l2 |
|
500 |
532 |
674 |
578 |
560 |
542 |
105 |
46 |
|
600 |
635 |
778 |
683 |
661 |
646 |
115 |
46 |
Раструбное соединение труб диаметром 500 и 600 мм с резиновым уплотнением сальникового типа
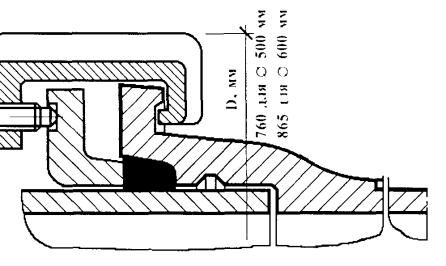
Раструб труб диаметром 700, 900 и 1000 мм с резиновым уплотнением сальникового типа
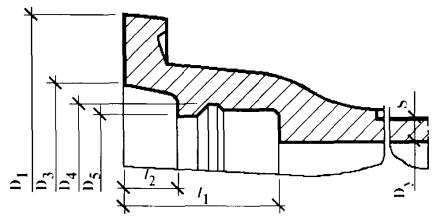
Размеры раструбов, мм
|
Dу |
Dн |
D1 |
D3 |
D4 |
D5 |
l1 |
l2 |
|
700 |
738 |
908 |
798 |
762 |
748 |
120 |
46 |
|
900 |
945 |
1128 |
1012 |
974 |
956 |
135 |
50 |
|
1000 |
1048 |
1256 |
1121 |
1080 |
1062 |
145 |
50 |
Раструбное соединение труб диаметром 700, 900 и 1000 мм с резиновым уплотнением сальникового типа
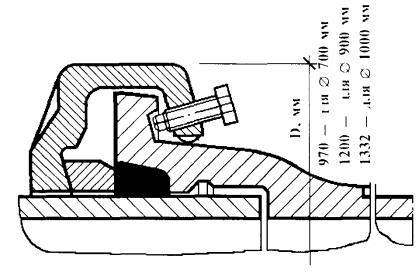
Трубы и соединительные детали к ним должны изготавливаться из высокопрочного чугуна (чугуна с шаровидным графитом - ЧШГ) и поддаваться механической обработке. Усредненная доля шаровидной формы графита в структуре чугуна по всему сечению стенки должна быть не менее 65 %.
Трубы должны выдерживать испытательное гидравлическое давление, приведенное в нижеследующей таблице.
|
Условный проход Ду, мм |
Испытательное гидравлическое давление, кгс/см2, для труб класса |
|||
|
ОТ |
Т |
ЛА |
А |
|
|
до 300 вкл. |
25 |
30 |
35 |
40 |
|
свыше 300 до 600 вкл. |
20 |
25 |
30 |
35 |
|
свыше 600 |
20 |
20 |
25 |
30 |
По требованию потребителя для труб класса А диаметром условного прохода 600 мм и выше с уплотнением типа сальникового испытательное давление может быть увеличено до 36 кгс/см2.
Трубы поставляются мерной длины в соответствии с вышеприведенными таблицами, немерной длины в пределах от нижних и до верхних значений длин, указанных в таблицах плюс-минус 500 мм.
Допускается поставка 10 % труб от партии, укороченных не более чем на 20 % по сравнению с длинами, указанными в таблицах для труб с условным проходом 100 мм и на 25 % для труб остальных условных проходов.
Предельные отклонения, в миллиметрах, не должны превышать:
L ± 20 - по длине мерной трубы;
S - (1 + 0,05S) - по толщине стенки трубы;
±(4,5 + 0,0015Ду) - по наружному диаметру цилиндрической части, Дн, для труб с Ду до 300 мм вкл.;
+(4,0 + 0,0015Ду), -(5,0 + 0,0015Ду) - по наружному диаметру цилиндрической части, Дн, для труб с Ду свыше 300 мм.
Для труб с Ду 900 и 1000 мм допускается увеличение предельных отклонений по наружному диаметру цилиндрической части трубы (Дн) на стыкуемых участках до +(4,0 + 0,003Ду), -(5,0 + 0,003Ду) мм.
Плюсовой допуск по толщине стенки трубы ограничивается допуском на массу.
Кривизна труб на любом участке длины не должна превышать:
3,5 мм на 1 м - для труб с Ду до 200 мм вкл.;
2,5 мм на 1 м - для труб с Ду свыше 200 до 300 мм вкл.;
1,25 мм на 1 м - для труб с Ду свыше 300 мм.
На наружной и внутренней поверхностях труб допускаются пороки, обусловленные способом производства и не влияющие на герметичность труб при гидравлическом испытании.
На внутренней поверхности раструба в месте расположения резиновой уплотнительной манжеты не допускаются наплывы металла.
Внутренняя поверхность металла труб диаметром 400, 500, 600, 700, 900 и 1000 мм выполняется с продольными рифлениями. Размеры и шаг рифлений определяются заводом-изготовителем труб.
Допускается исправление дефектов труб заваркой при условии повторного испытания труб гидравлическим давлением, указанным в вышеприведенной таблице, после зачистки мест заварки на рабочих поверхностях стыкуемых частей.
Трубы, используемые в системах хозяйственно-питьевого и промышленного водоснабжения, должны иметь документ, выдаваемый органами Санэпиднадзора, разрешающий их применение. Нанесенный на трубу материал покрытия не должен отслаиваться, иметь видимые невооруженным глазом трещины, быть липким, размягчаться при температуре ниже +60 °С.
Технологическое утонение покрытия по следу переката труб и натекание покрывного состава внутри трубы и в канавках раструба браковочным признаком не являются.
Трубы с раструбом под резиновые уплотнительные манжеты поставляются комплектно с манжетами.
Трубы диаметром 100 ÷ 300 мм комплектуются укороченными манжетами 1-Б-1, 1-Б-2 по ТУ 2531-009-00149297-2000 «Манжеты резиновые для чугунных напорных труб».
Трубы диаметром 400 мм комплектуются манжетами с «ласточкиным хвостом» Б-2.
Трубы диаметром 500, 600, 700, 900 и 1000 мм комплектуются уплотнительными манжетами типа сальниковых по ТУ 2531-007-33891416-2000 «Уплотнители резиновые для чугунных напорных труб» и соединительными деталями.
Укороченная резиновая манжета. Манжета с «ласточкиным хвостом»
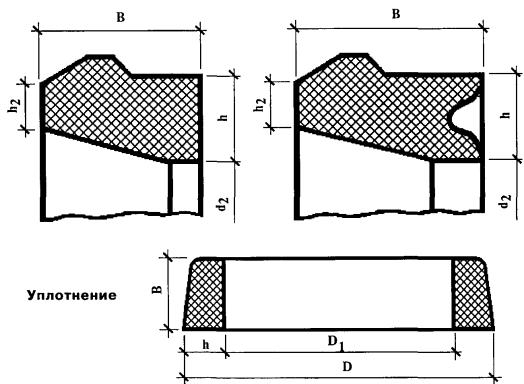
Размеры укороченной резиновой манжеты, мм
|
Dу |
В |
1-Бу-1 |
1-Бу-2 |
||||
|
h |
h2 |
d2 |
h |
h2 |
d2 |
||
|
100 |
30 |
14,5 |
8 |
109 |
17,5 |
11 |
103 |
|
150 |
35 |
17,0 |
8 |
159 |
20,0 |
11 |
153 |
|
200 |
36 |
19,5 |
9,5 |
210 |
23,5 |
12,5 |
202 |
|
250 |
37 |
20,5 |
9,5 |
261 |
25,0 |
13,5 |
252 |
|
300 |
37 |
21,0 |
10,5 |
313 |
25,3 |
14,5 |
304 |
Размеры манжеты с «ласточкиным хвостом», мм
|
Dу |
В |
h |
h2 |
d2 |
|
400 |
48 |
25,0 |
14 |
408 |
Размеры уплотнительной манжеты, мм
|
Dу |
D1 |
D |
В |
h |
|
500 |
526 |
580 |
46 |
27 |
|
600 |
629 |
683 |
46 |
27 |
|
700 |
735 |
791 |
46 |
28 |
|
900 |
942 |
1006 |
52 |
32 |
|
1000 |
1046 |
1116 |
52 |
35 |
Цементно-песчаное покрытие (ЦПП) предназначено для защиты внутренней поверхности чугунных труб от коррозионных разрушении и обрастания стенок труб в процессе их эксплуатации.
Толщина ЦПП на чугунных трубах, в зависимости от их диаметра должна соответствовать данным, указанным в вышеприведенных таблицах.
ЦПП должно быть нанесено по всей длине труб и иметь равномерную толщину. По концам труб, на расстоянии от их торцов не более 50 мм, допускается уменьшение толщины покрытия до 50 %. Отсутствие покрытия допускается на расстоянии не более 1 мм от торцов труб. В раструбах и на торцах труб не должно быть остатков ЦПП.
Прочность ЦПП после 28 суточной выдержки гарантируется не менее 40,0 МПа (400 кгс/см2). Значение прочности ЦПП (после суточной выдержки) при отгрузке труб потребителю должно составлять не менее 30,0 МПа (300 кгс/см2).
ЦПП должно быть сплошным. На затвердевшем ЦПП могут иметь место продольные и поперечные усадочные трещины. Ширина раскрытия трещин - не более 0,8 мм, кольцевые трещины не допускаются.
ЦПП должно иметь гладкую поверхность. На поверхности ЦПП допускаются дефекты, обусловленные способом нанесения покрытия:
продольные борозды (следы от заглаживающих конусов) глубиной не более 1,0 мм - на трубах с диаметром условного прохода до 600 мм;
волны в продольном и спиральном направлениях (следы от заглаживающих механизмов с вращающимися лопатками), высота волн не должна превышать 10 % от толщины покрытия - на трубах с диаметром условного прохода 700 мм и более.
Наличие борозд с острыми спиральными кромками не допускается.
Допускается устранение дефектов ЦПП ручной доработкой. ЦПП наносимое при устранении дефектов должно иметь ровную поверхность с плавными переходами к прилегающим участкам основного ЦПП.
Парафино-восковое покрытие предназначено для защиты труб, патрубков, фитингов от атмосферной коррозии.
Парафино-восковое покрытие должно быть нанесено по всей поверхности труб.
Парафино-восковое покрытие по всей длине труб должно быть сплошным без пропусков, не должно отслаиваться. Допускается утонение покрытия по следу переката труб и натекание покрывных остатков внутри труб и в канавках раструба.
Допускается липкость (отлип), если она не приводит к отслаиванию покрытия от поверхности труб.
Упаковка, транспортирование и хранение труб, оформление документации должны производиться в соответствии с требованиями ГОСТ 10692-80.
На торцевой поверхности раструба каждой трубы должны быть отлиты:
- товарный знак предприятия-изготовителя;
- условный проход;
- ЧШ (допускается маркировка краской).
В дополнение к вышеуказанной маркировке на каждой трубе с ЦПП должно быть указано:
- обозначение (ЦП) и толщины покрытия;
- дата нанесения ЦПП.
Дополнительная маркировка должна наноситься на наружную поверхность трубы краской после нанесения ЦПП.
Хранение труб с момента нанесения покрытия и до момента их монтажа должно производиться с герметично закрытыми торцами.
В летнее время трубы с ЦПП должны храниться в местах, исключающих попадание прямых солнечных лучей, либо ЦПП один раз в сутки должно орошаться водой для исключения высыхания и растрескивания.
При перевозке труб автотранспортом длина свисающего конца не должна превышать 25 % от длины трубы.
При транспортировке и погрузочно-разгрузочных работах запрещается подвергать трубы ударным нагрузкам.
Примеры условных обозначений труб при заказе.
Труба мерной длины 5000 мм, диаметром 300 мм, класса ЛА под укороченную манжету 1-Б-2 с внутренним и наружным покрытием:
Труба ЧШ 1-Б-2-300×5000ЛА ТУ 14-161-183-2000 г.
То же, немерной длины:
Труба ЧШ 1-Б-2-300ЛА ТУ 14-161-183-2000 г.
То же, без покрытия:
Труба ЧШ (БП) 1-Б-2-300ЛА ТУ 14-161-183-2000 г.
То же, с наружным покрытием:
Труба ЧШ (НП) 1-Б-2-300ЛА ТУ 14-161-183-2000 г.
То же, с внутренним цементно-песчаным покрытием:
Труба ЧШЦ 1-Б-2-300ЛА ТУ 14-161-183-2000 г.
То же, без наружного покрытия:
Труба ЧШЦ (БП) 1-Б-2-300ЛА ТУ 14-161-183-2000 г.
Труба мерной длины 5000 мм, диаметром 300 мм, класса ЛА под сальниковую манжету с наружным и внутренним цементно-песчаным покрытием.
Труба ЧШ Р 300×5000ЛА ТУ 14-161-183-2000 г.
То же, немерной длины:
Труба ЧШ Р 300ЛА ТУ 14-161-183-2000 г.
То же, без покрытия:
Труба ЧШ (БП) Р 300ЛА ТУ 14-161-183-2000 г.
То же, с наружным покрытием:
Труба ЧШ (НП) Р 300ЛА ТУ 14-161-183-2000 г.
То же, с внутренним цементно-песчаным покрытием:
Труба ЧШЦ Р 300ЛА ТУ 14-161-183-2000 г.
То же, без наружного покрытия:
Труба ЧШЦ (БП) Р 300ЛА ТУ 14-161-183-2000 г.
ТУ 14-161-187-2000 Части соединительные чугунные, изготовленные литьем в песчаные формы для трубопроводов
Данные технические условия распространяются на соединительные части из высокопрочного чугуна (чугуна с шаровидным графитом), выпускаемые Синарским трубным заводом и предназначенные для водонапорных систем в том числе для систем хозяйственно-питьевого водоснабжения с температурой транспортируемой среды от +0,5 °С до +40 °С и рабочим давлением до 1,8 МПа.
По конструкции стыкового соединения соединительные части изготавливаются:
- под резиновую манжету:
под укороченную манжету - трубы Æ 100 - 300 мм;
под манжету с «ласточкиным хвостом» - трубы Æ 400 мм;
под манжету типа сальников - Æ 500, 600, 700, 900, 1000 мм;
- под фланцевое соединение по ГОСТ 5525-88.
Соединительные части изготавливаются с наружным парафино-восковым покрытием и без покрытия.
Соединительные части поставляются с внутренним покрытием и без покрытия.
Для защиты внутренней поверхности соединительных частей используются:
- цементно-песчаное покрытие:
- парафино-восковое покрытие.
В качестве покрытия допускается использование других материалов, разрешенных органами Госсанэпиднадзора.
Вид покрытия оговаривается в заказе.
Наименования и обозначения раструбных и фланцевых соединительных частей приведены в нижеследующей таблице.
|
№ п/п |
Наименование (по ГОСТ 5525) |
Обозначение в документах (по ГОСТ 5525) |
|
1. |
Тройник фланцевый |
ТФ |
|
2. |
Тройник раструбный |
ТР |
|
3. |
Тройник раструб-фланец |
ТРФ |
|
4. |
Крест фланцевый |
КФ |
|
5. |
Крест раструбный |
КР |
|
6. |
Крест раструб-фланец |
КРФ |
|
7. |
Выпуск фланцевый |
ВФ |
|
8. |
Выпуск раструбный |
ВР |
|
9. |
Колено фланцевое |
УФ |
|
10. |
Колено раструбное |
УР |
|
11. |
Колено раструб - гладкий конец |
УРГ |
|
12. |
Отвод раструбный 10°, 15°, 30°, 45° |
ОР 10, ОР 15, ОР 30, ОР 45 |
|
13. |
Отвод раструб - гладкий конец 10°, 15°, 30°, 45° |
ОРГ 10, ОРГ 15, ОРГ 30, ОРГ 45 |
|
14. |
Отвод раструбный 60° |
ОР 60 |
|
15. |
Отвод раструб - гладкий конец 60° |
ОРГ 60 |
|
16. |
Переход фланцевый |
ХФ |
|
17. |
Переход раструб-фланец |
ХРФ |
|
18. |
Переход раструбный |
ХР |
|
19. |
Переход раструб - гладкий конец |
ХРГ |
|
20. |
Патрубок фланец-раструб |
ПФР |
|
21. |
Патрубок фланец - гладкий конец |
ПФГ |
|
22. |
Двойной раструб |
ДР |
|
23. |
Заглушка фланцевая |
ЗФ |
|
24. |
Пожарная подставка раструбная |
ППР |
|
25. |
Тройник раструб-фланец с пожарной подставкой |
ППТРФ |
|
26. |
Тройник фланцевый с пожарной подставкой |
ППТФ |
|
27. |
Крест фланец-раструб с пожарной подставкой |
ППКРФ |
|
28. |
Крест фланцевый с пожарной подставкой |
ППКФ |
Раструб соединительных частей под манжету с «ласточкиным хвостом» и укороченную манжету
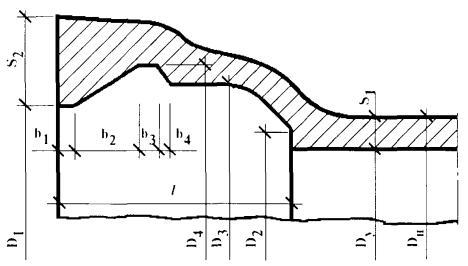
Размеры раструбов соединительных частей под уплотнение укороченной манжетой, мм
|
Dу |
Dн |
D1 |
D2 |
D3 |
D4 |
S2 |
l |
b1 |
b2 |
b3 |
b4 |
Масса раструба |
|
100 |
118 |
129 |
108 |
136 |
148 |
26 |
75 |
6 |
20 |
6 |
3 |
6,3 |
|
150 |
170 |
181 |
160 |
191 |
204 |
28 |
80 |
6 |
22 |
7 |
3 |
10,2 |
|
200 |
222 |
232 |
212 |
246 |
260 |
31 |
80 |
6 |
24 |
8 |
3 |
14,6 |
|
250 |
274 |
286 |
264 |
299 |
313 |
32 |
85 |
6 |
26 |
8 |
3 |
20 |
|
300 |
326 |
337 |
316 |
352 |
366 |
34 |
90 |
6 |
27 |
8 |
3 |
26 |
Размеры раструбов соединительных частей под уплотнение манжетой с «ласточкиным хвостом», мм
|
Dу |
Dн |
D1 |
D2 |
D3 |
D4 |
S2 |
l |
b1 |
b2 |
b3 |
b4 |
Масса раструба |
|
400 |
429 |
442 |
419 |
457 |
472 |
44 |
110 |
8 |
24 |
8 |
3 |
40,9 |
Раструб соединительных частей диаметром 500 и 600 мм под уплотнение манжетой сальникового типа
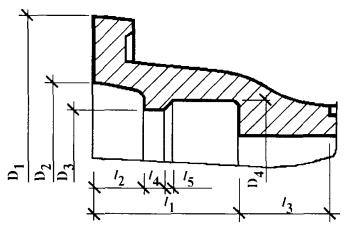
Размеры раструбов соединительных частей, мм
|
Dу |
Dн |
D1 |
D2 |
D3 |
D4 |
l1 |
l2 |
l3 |
l4 |
l5 |
Масса раструба, кг |
|
500 |
532 |
674 |
616 |
560 |
572 |
105 |
46 |
75 |
16 |
5 |
59,6 |
|
600 |
635 |
778 |
683 |
644 |
661 |
115 |
46 |
80 |
18 |
5 |
79,5 |
Раструб соединительных частей диаметром 700, 900 и 1000 мм под уплотнение манжетой сальникового типа
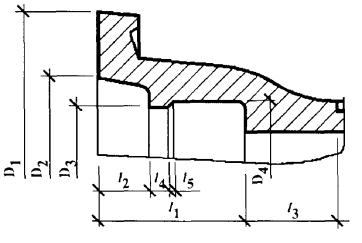
Размеры раструбов соединительных частей диаметром 700, 900 и 1000 мм, мм
|
Dу |
Dн |
D1 |
D2 |
D3 |
D4 |
l1 |
l2 |
l3 |
l4 |
l5 |
Масса раструба, кг |
|
700 |
738 |
908 |
760 |
788 |
754 |
120 |
45 |
85 |
16 |
8 |
102 |
|
900 |
945 |
1128 |
1028 |
952 |
965 |
135 |
50 |
100 |
18 |
11 |
174 |
|
1000 |
1048 |
1256 |
1161 |
1062 |
1080 |
145 |
50 |
110 |
21 |
14 |
222 |
Размеры и масса раструбов соединительных частей даны в вышеприведенных таблицах.
Габаритные размеры, толщина стенки и масса соединительных частей должны соответствовать черт. 1 - 22, 25, 28 - 32 и табл. 4 - 14, 17, 20 - 24 ГОСТ 5525-88.
Допускаемые отклонения устанавливаются:
±20 мм - по длине соединительных частей с раструбами, с фланцем и раструбом, с фланцем и гладким концом условным проходом до 400 мм;
+20, -30 мм - по длине соединительных частей с раструбами, с фланцем и раструбом, с фланцем и гладким концом условным проходом более 400 мм;
±10 мм - по длине соединительных частей с фланцами (всех диаметров);
±1 мм - по внутренним диаметрам раструбов соединительных частей с условным проходом до 400 мм включ.;
±1,6 мм - по внутренним диаметрам раструбов соединительных частей с условным проходом более 400 мм;
±3,0 мм - по глубине раструба соединительных частей с условным проходом до 400 мм включ.;
±5,0 мм - по глубине раструба соединительных частей с условным проходом более 400 мм;
±2,5 мм - по наружному диаметру гладкого конца соединительных частей с условным проходом до 400 мм включ.;
±4,0 мм - по наружному диаметру гладкого конца соединительных частей с условным проходом более 400 мм.
Допускаемые отклонения по толщине стенки (S1), по толщине фланца (в) и его диаметру, по диаметру центровых отверстий во фланцах, по расстоянию между центрами отверстий, по смещению центра окружности расположения центров болтовых отверстий относительно центра внутреннего диаметра фланца, отклонения фактической массы от теоретической должны соответствовать п. 1.3 - 1.4 ГОСТ 5525-88.
Соединительные части должны изготавливаться из высокопрочного чугуна (чугуна с шаровидным графитом) и поддаваться механической обработке. Усредненная доля шаровидной формы графита в структуре чугуна по всему сечению стенки, раструба (фланца) должна быть не менее 75 %.
Соединительные части должны выдерживать испытательное пневматическое давление в 1 бар.
Наружные и внутренние поверхности соединительных частей должны быть гладкими и без дефектов. Дефекты, обусловленные способом производства и не влияющие на герметичность при пневмоиспытаниях, браковочным признаком не являются.
На внутренней и наружной поверхностях соединительных частей допускается местный пригар песка толщиной не более 2 мм.
Допускается исправление дефектов соединительных частей заваркой по технологии завода-изготовителя при условии повторного испытания пневматическим испытательным давлением после зачистки мест заварки.
Соединительные части с покрытием, используемые в системах хозяйственно-питьевого и промышленного водоснабжения должны иметь документ, разрешающий их применение в этих системах, выдаваемый органами Госсанэпиднадзора.
Нанесенный на соединительные части материал не должен отслаиваться, иметь видимые невооруженным глазом трещины, быть липким, размягчаться при температуре ниже +60 °С.
Технологическое утонение покрытия по следу грузозахвата и натекание покрывного материала внутри соединительной части и раструбе браковочным признаком не является.
Упаковка, транспортировка и хранение соединительных частей, оформление документации должны производиться в соответствии с требованиями ГОСТ 10692-80*.
На наружной поверхности соединительных частей должны быть нанесены краской: обозначение изделия, товарный знак завода-изготовителя, год изготовления, ЧШ.
При транспортировке и погрузочно-разгрузочных работах запрещается подвергать соединительные части ударным нагрузкам.
Примеры условного обозначения соединительных частей при заказе:
раструбного тройника со стволом условного прохода 500 мм:
тройник ТР 500 ТУ 14-161-187-2000,
раструбного креста со стволом условного прохода 600 мм и с отростком условного прохода 250 мм:
крест КР600×250 ТУ 14-161-187-2000,
раструбного отвода с центральным углом в 10 ° с условным проходом 400 мм:
отвод ОР10° 400 ТУ 14-161-187-2000,
раструбного колена условного прохода 150 мм:
колено УР 150 ТУ 14-161-187-2000.
ТУ 14-3-1247-83 Трубы чугунные напорные под резиновую манжету
Данные технические условия распространяются на трубы чугунные для напорных систем, изготовляемые методом центробежного и полунепрерывного литья, герметичность стыковых соединений которых обеспечивается применением резиновых манжет с «ласточкиным хвостом», укороченными и универсальными.
Трубы в зависимости от толщины стенки подразделяются на три класса ЛА, А и Б
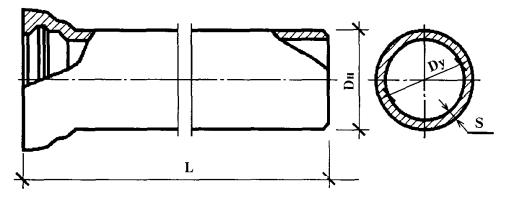
Размеры труб, мм
|
Условный проход Dу, мм |
Наружный диаметр Dн, мм |
Длина L, мм |
Толщина стенки S, мм |
||
|
Класс ЛА |
класс А |
класс Б |
|||
|
Трубы из обычного чугуна |
|||||
|
65 |
81 |
2000 - 3000 |
6,7 |
7,4 |
8,0 |
|
80 |
98 |
3000 |
7,2 |
7,9 |
8,3 |
|
100 |
118 |
3000 - 5000 |
7,5 |
8,3 |
9,0 |
|
150 |
170 |
3000 - 6000 |
8,3 |
9,2 |
10,0 |
|
200 |
222 |
4000 - 6000 |
9,2 |
10,1 |
11,0 |
|
250 |
274 |
4000 - 6000 |
10,0 |
11,0 |
12,0 |
|
300 |
326 |
4000 - 6000 |
10,8 |
11,9 |
13,0 |
|
400 |
429 |
4000 - 6000 |
12,5 |
13,8 |
15,0 |
|
Трубы из чугуна повышенной прочности |
|||||
|
65 |
81 |
2000 - 3000 |
6,4 |
7,1 |
7,7 |
|
80 |
98 |
3000 |
6,9 |
7,6 |
8,0 |
|
100 |
118 |
3000 - 5000 |
7,2 |
8,0 |
8,6 |
|
150 |
170 |
3000 - 6000 |
8,0 |
8,8 |
9,6 |
|
200 |
222 |
4000 - 6000 |
8,8 |
9,6 |
10,6 |
|
250 |
274 |
4000 - 6000 |
9,6 |
10,6 |
11,5 |
|
300 |
326 |
4000 - 6000 |
10,4 |
11,5 |
12,5 |
Чугунные трубы выпускаются условным проходом Dу 65; 80; 100; 150; 200, 250; 300 и 400 мм, строительной длиной L 2 м (Dу 65), 3 м (Dу 65 ÷ 150); 4 ÷ 5 м (Dу 100 ÷ 400) и 6 м (Dу 150 ÷ 400). В зависимости от толщины стенки трубы подразделяются на три класса ЛА, А и Б (с возрастанием толщины стенки от ЛА до Б).
Трубы в зависимости от класса должны выдерживать испытательное гидравлическое давление не менее: 25 кгс/см2 - трубы класса ЛА; 35 кгс/см2 - трубы класса А; 40 кгс/см2 - трубы класса Б.
Трубы комплектуются пятью типами манжет по ТУ 38-105895-90: манжетами с «ласточкиным хвостом» Б-1 и Б-2; укороченной резиновой манжетой 1-Б-1 и 1-Б-2 и универсальной резиновой манжетой БХ. Соответственно и трубы имеют раструбы под манжету с «ласточкиным хвостом» (маркируются Б-1 или Б-2), раструбы под укороченную и универсальную манжеты (маркируются, соответственно, 1-Б-1; 1-Б-2 и БХ). Допускается комплектование труб с раструбом под манжету с «ласточкиным хвостом» Б-1 и Б-2 укороченными манжетами 1-Б-1 и 1-Б-2 и наоборот.
Резиновая уплотнительная манжета (ТУ 38-105895-90)
а) манжета Б-1 и Б-2; б) манжета 1-Б-1 и 1-Б-2; в) манжета универсальная
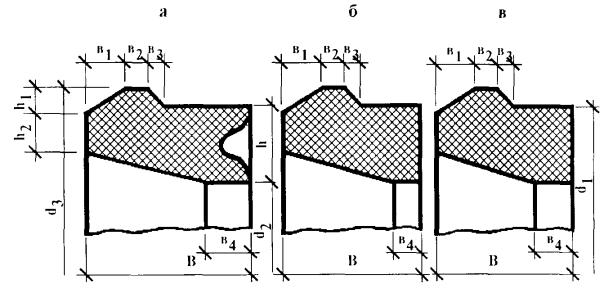
Раструбное соединение чугунных напорных труб (ТУ 14-3-1247-83)
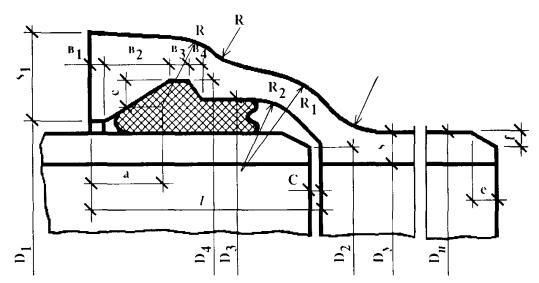
Трубы поставляются мерной длины в соответствии с размерами, данными в вышеприведенной таблице, и немерной длины в пределах от нижних значений длин, приведенных в таблице, до верхних значений длин указанных там же, плюс-минус 500 мм. Допускается поставка 10 % труб, укороченных не более чем на 20 % против длин, указанных в вышеприведенной таблице, для труб с условным проходом до 150 мм включительно и на 25 % - для труб остальных условных проходов. Допускается увеличение количества укороченных труб по согласованию с потребителем.
Торец цилиндрической части трубы по линии обреза должен быть перпендикулярен ее оси. Отклонения от перпендикулярности не должны превышать 1/2°. Торец гладкого конца трубы должен иметь с наружной стороны фаску.
Предельные отклонения не должны превышать:
по строительной длине мерной трубы (L) … ±20 мм;
по толщине стенки трубы (S) … -(1 + 0,05S) мм;
по наружному диаметру цилиндрической части (Dн):
для труб под манжету с «ласточкиным хвостом» и под укороченную манжету … ±(4,5 + 0,0015Dу) мм;
для труб под универсальную манжету … +(1 + 0,0015Dу); -(4 + 0,0015Dу) мм.
Кривизна труб на любом участке строительной длины не должна превышать: 3,5 мм на 1 м длины - для труб Dу до 200 мм включительно; 2,5 мм на 1 м длины - для труб Dу свыше 200 мм.
Поставленные на строительную площадку трубы:
- должны быть укомплектованы резиновыми манжетами трубы с раструбом под манжету с «ласточкиным хвостом» и под укороченную манжету с отклонениями по Dи от -1,5 до +(4,5 + 0,0015Dу) комплектуются, соответственно, манжетами Б-1 и 1-Б-1, а с отклонениями от -1,5 до -(4,5 + 0,0015Dу) манжетами Б-2 и 1-Б-2. Трубы под универсальную манжету комплектуются манжетами БХ;
- не должны иметь, на внутренней поверхности раструба в месте расположения резиновой уплотнительной манжеты наплыва металла;
- должны быть покрыты парафино-восковым, битумным либо другим нетоксичным материалом, разрешенным для применения в хозяйственно-питьевом водоснабжении. Покрытие не должно отслаиваться, иметь видимые невооруженным глазом трещин. Допускается отлип покрытия, не приводящий к его отслаиванию.
На каждой трубе должны быть указаны: товарный знак или сокращенное наименование завода-изготовителя, год изготовления и условный проход в миллиметрах. Маркировка наносится на торцевой поверхности раструба.
Каждая партия чугунных труб должна сопровождаться документом о качестве, содержащим: товарный знак или наименование или товарный знак и наименование предприятия-изготовителя; номер заказа; дату выписки документа о качестве; обозначение стандарта или нормативно-технической документации; условный проход и класс труб; количество труб в партии; массу партии и метраж; результаты всех видов испытаний; штамп ОТК.
Трубы на складах и строительных площадках должны храниться в штабелях, уложенных на ровных площадках. Нижние и последующие ряды укладываются на прокладки, трубы в ряду укладываются раструбами попеременно в разные стороны. Высота штабеля не должна превышать 3 м. Должны быть установлены боковые упоры, препятствующие самопроизвольному раскатыванию труб. Допускается складирование труб без прокладок на специальных стеллажах, исключающих самопроизвольное раскатывание и повреждение труб.
ТУ 14-3-1877-93 Трубы чугунные канализационные. Технические условия
Технические условия распространяются на чугунные трубы для канализационных трубопроводов, изготовленные методом полунепрерывного литья, предназначенные для транспортирования самотеком или под давлением бытовых жидкостей и атмосферных сточных вод, а также грунтовых вод и производственных жидкостей не агрессивных к уплотнениям стыковых соединений труб.
Технические условия не распространяются на канализационные трубы, укладываемые под насыпями автомобильных и железных дорог.
Трубы изготовляются с раструбом под зачеканку.
Трубы диаметром 400 мм могут быть двух исполнений:
- с раструбом под резиновую уплотнительную манжету;
- с раструбом под зачеканку.
Размеры чугунных раструбных труб по ТУ 14-3-1247-83
|
Размеры |
Марки труб |
Диаметр условного прохода труб Ву, мм |
|||||||
|
65 |
80 |
100 |
150 |
200 |
250 |
300 |
400 |
||
|
D1 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; |
91 |
108 |
129 |
181 |
232 |
286 |
337 |
442 |
|
ЧНБ 1-Б-2; ЧНБ |
88 |
106 |
126 |
178 |
231 |
283 |
334 |
- |
|
|
Dн |
-"- |
81 |
98 |
118 |
170 |
222 |
274 |
326 |
429 |
|
D2 |
-"- |
71 |
88 |
108 |
160 |
212 |
264 |
316 |
419 |
|
D3 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 1-Б-2; |
97 |
116 |
136 |
191 |
246 |
299 |
352 |
457 |
|
ЧНБХ |
97 |
114 |
134 |
187 |
242 |
294 |
346 |
- |
|
|
D4 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 1-Б-2; |
109 |
126 |
148 |
204 |
260 |
313 |
366 |
472 |
|
ЧНБХ |
105 |
123 |
146 |
200 |
255 |
307 |
359 |
- |
|
|
S1 |
ЧНБ-1; ЧНБ-2; |
28 |
29 |
30 |
32 |
34,5 |
36 |
38,5 |
44 |
|
ЧНБ 1-Б-1; |
24 |
25 |
26 |
28 |
31 |
32 |
34 |
- |
|
|
ЧНБ 1-Б-2; |
21 |
22 |
24 |
27 |
31 |
31 |
33 |
- |
|
|
ЧНБХ |
18,5 |
19,5 |
21 |
22 |
25 |
28 |
28 |
- |
|
|
l |
ЧНБ-1; ЧНБ-2; |
80 |
80 |
85 |
90 |
90 |
95 |
100 |
110 |
|
ЧНБ 1-Б-1; |
70 |
70 |
75 |
80 |
80 |
85 |
90 |
- |
|
|
ЧНБ 1-Б-2; |
70 |
70 |
75 |
80 |
80 |
85 |
90 |
- |
|
|
ЧНБХ |
70 |
70 |
70 |
75 |
75 |
80 |
85 |
- |
|
|
в1 |
ЧНБ-1; ЧНБ-2; |
6 |
6 |
6 |
6 |
3 |
2 |
2 |
8 |
|
ЧНБ 1-Б-1; ЧНБ 1-Б-2; |
6 |
6 |
6 |
6 |
6 |
6 |
7 |
8 |
|
|
ЧНБХ |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
- |
|
|
в2 |
ЧНБ-1; ЧНБ-2; |
20 |
20 |
20 |
22 |
25 |
28 |
29 |
24 |
|
ЧНБ 1-Б-1; ЧНБ 1-Б-2; |
20 |
20 |
20 |
22 |
22 |
24 |
24 |
24 |
|
|
ЧНБХ |
18 |
18 |
18 |
21 |
21 |
23 |
24 |
- |
|
|
в3 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 1-Б-2; |
5 |
5 |
6 |
7 |
8 |
8 |
8 |
8 |
|
ЧНБХ |
5 |
5 |
6 |
6 |
7 |
7 |
7 |
- |
|
|
в4 |
-"- |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
Размеры резиновых уплотнительных манжет по ТУ 14-3-1247-83
|
Размеры |
Тип манжет |
Диаметр условного прохода труб Ву, мм |
|||||||
|
65 |
80 |
100 |
150 |
200 |
250 |
400 |
400 |
||
|
В |
Б-1; Б-2; |
35 |
40 |
40 |
45 |
46 |
47 |
47 |
48 |
|
1-Б-1; 1-Б-2; |
25 |
30 |
30 |
35 |
36 |
37 |
37 |
|
|
|
БХ |
25 |
30 |
30 |
33 |
33 |
34 |
35 |
- |
|
|
в1 |
Б-1; Б-2; |
11 |
11 |
11 |
13 |
14 |
14 |
14 |
14 |
|
1-Б-1; 1-Б-2; |
11 |
11 |
11 |
14 |
14 |
14 |
14 |
14 |
|
|
БХ |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
- |
|
|
в2 |
Б-1; Б-2; |
5 |
6 |
6 |
7 |
7 |
7 |
7 |
8 |
|
1-Б-1; 1-Б-2; |
5 |
6 |
6 |
7 |
7 |
7 |
7 |
8 |
|
|
БХ |
5 |
5 |
6 |
7 |
7 |
7 |
7 |
- |
|
|
в3 |
Б-1; Б-2; 1-Б-1; 1-Б-2; БХ |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
|
в4 |
1-Б-1; 1-Б-2; |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
|
БХ |
3 |
3 |
4 |
4 |
4 |
4 |
4 |
- |
|
|
БХ |
6 |
6 |
6 |
6 |
12 |
12 |
12 |
- |
|
|
d1 |
Б-1; Б-2; |
97 |
116 |
136 |
191 |
246 |
299 |
352 |
458 |
|
1-Б-1; 1-Б-2; |
97 |
116 |
136 |
191 |
246 |
299 |
352 |
358 |
|
|
БХ |
97 |
114 |
133 |
186 |
242 |
294 |
346 |
- |
|
|
d2 |
Б-1; Б-2; |
97 |
116 |
136 |
191 |
246 |
299 |
352 |
458 |
|
1-Б-1; 1-Б-2; |
97 |
116 |
136 |
191 |
246 |
299 |
352 |
458 |
|
|
БХ |
97 |
114 |
133 |
186 |
242 |
294 |
346 |
- |
|
|
d3 |
Б-1; Б-2; |
74 |
89 |
109 |
159 |
210 |
261 |
313 |
408 |
|
1-Б-1; 1-Б-2; |
68 |
83 |
103 |
153 |
202 |
252 |
304 |
- |
|
|
БХ |
68 |
85 |
105 |
156 |
208 |
260 |
312 |
- |
|
|
d1 |
Б-1; Б-2; |
109 |
128 |
148 |
204 |
260 |
313 |
366 |
473 |
|
1-Б-1; 1-Б-2; |
109 |
128 |
148 |
204 |
260 |
313 |
366 |
473 |
|
|
БХ |
105 |
123 |
146 |
200 |
255 |
307 |
359 |
- |
|
|
h |
Б-1; Б-2; |
11,5 |
13,5 |
13,5 |
16 |
18 |
19 |
19,5 |
25 |
|
1-Б-1; 1-Б-2; |
14,5 |
16,5 |
16,5 |
19,5 |
22 |
23,5 |
24,5 |
- |
|
|
БХ |
6 |
6 |
6 |
6 |
12 |
12 |
12 |
- |
|
|
h1 |
Б-1; Б-2; |
4 |
6 |
6 |
6 |
7 |
7 |
7 |
8 |
|
1-Б-1; 1-Б-2; |
4 |
6 |
6 |
6 |
7 |
7 |
7 |
8 |
|
|
БХ |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
- |
|
|
h2 |
Б-1; Б-2; |
7 |
7 |
7 |
7 |
8 |
8 |
9 |
14 |
|
1-Б-1; 1-Б-2; |
9 |
10 |
10 |
10 |
11 |
12 |
13 |
- |
|
|
БХ |
6 |
7 |
7 |
7 |
8,5 |
9 |
8,5 |
- |
|
Трубы с раструбным соединением под резиновую уплотнительную манжету изготавливают в следующих вариантах:
- с «ласточкиным хвостом» Б-2;
- с «ласточкиным хвостом» Б-1;
- под укороченную манжету 1-Б-1;
- под укороченную манжету 1-Б-2;
- под удлиненную манжету 1-Бу-1;
- под удлиненную манжету 1-Бу-2.
Примеры условных обозначений:
труба канализационная, средненапорная, диаметром 400 мм, мерной длины 5000 мм под манжету с «ласточкиным хвостом» Б-2 -
труба КС Б-2 400×5000 ТУ 14-3-1877-93;
труба канализационная низконапорная диаметром 500 мм, мерной длины 10000 мм -
труба КН 500×10000 ТУ 14-3-1877-93.
Трубы в зависимости от значения расчетного внутреннего давления подразделяются на группы: безнапорные (Б), низконапорные (Н), средненанорные (С).
Трубы изготовляют из серого чугуна.
В зависимости от толщины стенки трубы подразделяются на классы: Т, ЛА и А.
|
Условный проход Dу, мм |
Группа труб |
||
|
Б |
Н |
С |
|
|
400 |
Т |
ЛА |
А |
|
500 |
Т |
ЛА |
А |
|
600 |
Т |
ЛА |
А |
|
700 |
Т |
ЛА |
А |
|
800 |
Т |
ЛА |
А |
|
900 |
Т |
ЛА |
А |
|
1000 |
Т |
ЛА |
А |
Герметичность стыковых соединений под зачеканку обеспечивается пеньковой смоляной или битуминизированной уплотнительной прядью и устройством асбоцементного замка или только герметиком.
Размеры труб и предельные отклонения от них должны соответствовать приведенным в нижеследующей таблице.
Раструб под манжету с «ласточкиным хвостом» и укороченную манжету
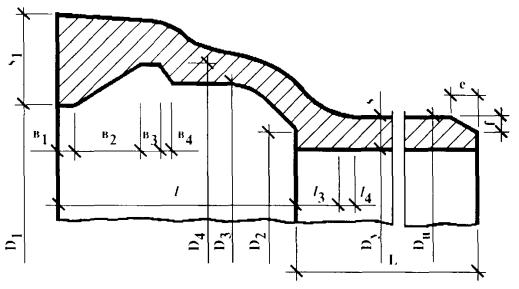
Раструб под удлиненную манжету
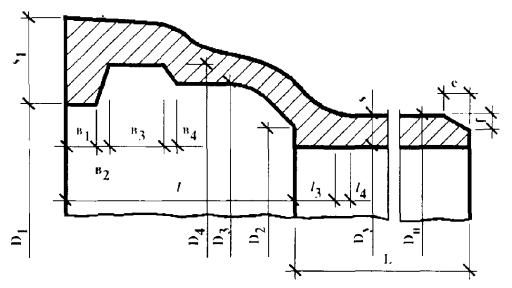
Размеры раструба труб под резиновую манжету, мм
|
Варианты манжет |
Dу |
Dн |
D1 |
D2 |
D3 |
D4 |
S1 |
l |
l3 |
l4 |
в1 |
в2 |
в3 |
в4 |
|
С «ласточкиным хвостом» |
400 |
429 |
442 |
419 |
457 |
472 |
44 |
110 |
55 |
30 |
8 |
24 |
8 |
3 |
|
Укороченная |
400 |
429 |
442 |
419 |
457 |
472 |
44 |
110 |
55 |
30 |
8 |
24 |
8 |
3 |
|
Удлиненная |
400 |
429 |
442 |
419 |
457 |
472 |
44 |
100 |
55 |
30 |
8 |
4 |
18 |
3 |
Раструб под зачеканку
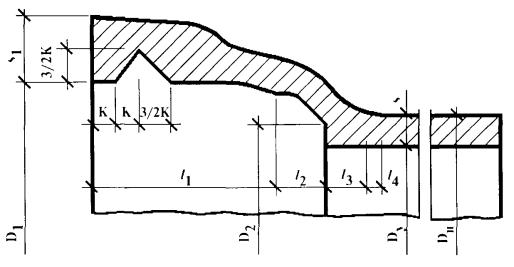
Размеры раструба труб под зачеканку, мм
|
Dу |
Dн |
D1 |
D2 |
S1 |
К |
l1 |
l2 |
l3 |
l4 |
|
400 |
429 |
449 |
409 |
39 |
10 |
80 |
30 |
55 |
30 |
|
500 |
532 |
553 |
512 |
42 |
10 |
85 |
30 |
65 |
30 |
|
600 |
635 |
657 |
615 |
45 |
10 |
90 |
35 |
70 |
40 |
|
700 |
738 |
760 |
718 |
48 |
10 |
95 |
35 |
75 |
40 |
|
800 |
842 |
865 |
812 |
52 |
12 |
100 |
45 |
75 |
50 |
|
900 |
945 |
968 |
915 |
56 |
12 |
105 |
45 |
85 |
50 |
|
1000 |
1048 |
1072 |
1018 |
60 |
12 |
110 |
50 |
95 |
50 |
Размеры труб и предельные отклонения от них
|
Условный проход Dу, мм |
Наружный диаметр Dн, мм |
Толщина стенки S трубы класса, мм |
||
|
Т |
ЛА |
А |
||
|
400 |
|
10,8-1,6 |
12,5-1,6 |
13,8-1,7 |
|
500 |
|
12,0-1,6 |
14,2-1,8 |
15,6-1,8 |
|
600 |
|
13,2-1,7 |
15,8-1,8 |
17,4-1,9 |
|
700 |
|
14,4-1,8 |
17,5-1,9 |
19,3-2,0 |
|
800 |
|
15,6-1,8 |
19,2-2,0 |
21,1-2,1 |
|
900 |
|
16,8-1,9 |
20,6-2,1 |
22,3-2,2 |
|
1000 |
|
18,0-1,9 |
22,5-2,2 |
24,8-2,3 |
Трубы поставляются мерной длины в соответствии с данными, приведенными в нижеследующей таблице, и немерной длины в пределах мерной плюс-минус 500 мм.
Допускается поставка 10 % труб от партии, укороченных не более чем на 25 % по сравнению с длинами, приведенными в нижеследующей таблице.
|
Dу, мм |
Длина мерных труб, мм |
||||||
|
400 |
4000 |
5000 |
6000 |
|
|
|
|
|
500 |
4000 |
5000 |
6000 |
7000 |
8000 |
9000 |
10000 |
|
600 |
4000 |
5000 |
6000 |
7000 |
8000 |
9000 |
10000 |
|
700 |
4000 |
5000 |
6000 |
|
|
|
|
|
800 |
4000 |
5000 |
6000 |
|
|
|
|
|
900 |
4000 |
5000 |
6000 |
|
|
|
|
|
1000 |
4000 |
5000 |
6000 |
|
|
|
|
Предельные отклонения, мм, не должны превышать:
- по длине мерной трубы L … ±20;
- по толщине стенки трубы S … -(1 + 0,05S);
- по наружному диаметру цилиндрической части Dн … +(4,0 + 0,0015Dу),
-(5,0 + 0,0015Dу);
- по внутреннему диаметру раструба:
под резиновую манжету D1 и D4 … ±(1,5 + 0,001 Dу),
D3 … ±(1,0 + 0,001Dу),
под зачеканку D1 … +(2,5 + 0,002 Dу), -(1,5 + 0,002 Dу);
- по глубине раструба (l1 + l2):
для труб с Dу до 600 мм включительно … ± 5,
для труб с Dу свыше 600 мм … ±10;
- по длине фаски е = 13 мм и глубине фаски f = 7 … ± 2;
- по ширине канавки (в2 + в3 + в4) … ±2.
Для труб с Dу 900 и 1000 мм допускается увеличение предельных отклонений по наружному диаметру цилиндрической части трубы Dн на стыкуемых участках до +(4,0 + 0,003Dу), -(5,0 + 0,003Dу). Плюсовой допуск ограничивается допуском на массу.
Кривизна труб на любом участке длины не должна превышать 1,25 мм на 1 м длины.
Торец гладкого конца труб под резиновую манжету должен иметь с наружной стороны фаску под углом 30°.
Значения расчетного внутреннего давления для разных групп труб приведены ниже.
|
Группа труб |
Безнапорные (Б) |
Низконапорные (Н) |
Средненапорные (С) |
|
Расчетное внутреннее давление МПа (кгс/см2) |
0,05 (0,5) |
0,3 (3) |
1,0 (10) |
Прочностные характеристики труб должны обеспечивать их эксплуатацию с расчетными внутренними давлениями для соответствующих групп и классов при высоте засыпки над трубой до 6 м в усредненных условиях укладки, которым соответствуют:
основание под трубой - грунтовое плоское для труб диаметром условного прохода до 500 мм включительно и грунтовое профилированное с углом охвата 90° для труб диаметром условного прохода более 500 мм;
засыпка - грунтом плотностью 1,8 т/м3 с нормальным уплотнением.
Нормы испытательного гидравлического давления, МПа (кгс/см2): для безнапорных труб (Б) - 0,2 (2), для низконапорных (Н) - 0,5 (5), для средненапорных (С) - 1,5 (15).
На поверхности труб допускаются пороки, обусловленные способом производства и не влияющие на герметичность труб при гидравлическом испытании.
На внутренней поверхности раструба в месте расположения резиновой уплотнительной манжеты не допускаются наплывы металла.
Внутренняя поверхность труб может быть выполнена с продольными рифлениями и без них.
Рифления располагаются по периметру с интервалом не менее 20 мм. Высота рифлений не должна превышать 2 мм.
Допускается исправление труб заваркой при условии повторного испытания труб первоначальным гидравлическим давлением и зачистки мест заварки на рабочих поверхностях стыкуемых частей перед гидроиспытанием.
Трубы должны иметь покрытие.
Нанесенный на трубу материал не должен отслаиваться, иметь видимые невооруженным глазом трещины, быть липким, растворяться в воде, размягчаться при температуре ниже +60 °С.
По требованию потребителя трубы могут поставляться без покрытия.
Трубы с раструбом под резиновые уплотнительные манжеты должны поставляться комплектно с манжетами.
Трубы с раструбом под манжету с «ласточкиным хвостом», под укороченную и удлиненную манжету с отклонениями по Dн от -1,5 до +(4,5 + 0,0015Dу) комплектуются, соответственно, манжетами Б-1, 1-Б-1, 1-Бу-1, а с отклонениями Dн от -1,5 до -(4,5 +0,0015Dу) - манжетами Б-2, 1-Б-2, 1-Бу-2.
Размеры резиновых манжет с «ласточкиным хвостом» и укороченной
|
Варианты манжет |
Dу |
В |
в1 |
в2 |
в3 |
в4 |
d1 |
d3 |
h1 |
Б-1 |
Б-2 |
||||
|
h |
h2 |
d2 |
h |
h2 |
d2 |
||||||||||
|
С «ласточкиным хвостом» |
400 |
48 |
14 |
8 |
3 |
10 |
458 |
473 |
7 |
20 |
9 |
418 |
25 |
14 |
408 |
|
Укороченная |
400 |
38 |
14 |
8 |
3 |
4 |
458 |
473 |
7 |
20 |
9 |
418 |
25 |
14 |
408 |
Размеры удлиненной манжеты
|
Dу |
В |
в1 |
в2 |
в3 |
в4 |
d1 |
d3 |
h1 |
1-Бу-1 |
1-Бу-2 |
||
|
h |
d2 |
h |
d2 |
|||||||||
|
400 |
44 |
4 |
18 |
3 |
12 |
457 |
472 |
12,5 |
20 |
418 |
25 |
408 |
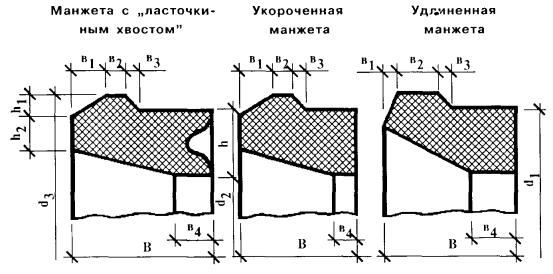
На торцевой поверхности раструба каждой трубы должны быть отлиты:
товарный знак предприятия-изготовителя;
К - условное обозначение канализационной трубы (допускается маркировка краской);
условный проход;
тип манжеты и год изготовления.
Каждая партия чугунных труб в соответствии с требованиями ГОСТ 10692-80* должна сопровождаться документом о качестве, содержащим: товарный знак или наименование или товарный знак и наименование предприятия-изготовителя; наименование предприятия-потребителя; номер заказа; дату выписки документа о качестве; обозначение технических условий; условный проход и класс труб; количество труб в партии; массу партии и метраж, результаты всех видов испытаний; штамп ОТК.
При погрузке и разгрузке труб не допускается перемещение труб по земле волоком, разгрузка труб со свободным падением.
При перевозке труб автотранспортом длина свисающего конца не должна превышать 25 % от длины трубы.
Хранение труб на складах и строительных площадках должно производиться в штабелях, уложенных на ровных площадках. Нижние и последующие ряды укладываются на прокладки. Раструбы в каждом ряду укладываются попеременно в противоположные стороны.
При хранении труб высота штабеля не должна превышать 3 м. При этом устанавливаются боковые упоры, предотвращающие самопроизвольное раскатывание труб.
ГОСТ 10692-80* Трубы стальные, чугунные и соединительные части к ним. Приёмка, маркировка, упаковка, транспортирование и хранение
Каждая партия чугунных труб должна сопровождаться документом о качестве, содержащим: товарный знак или наименование или товарный знак и наименование предприятия-изготовителя, наименование предприятия-потребителя, номер заказа, дату выписки документа о качестве, обозначение стандарта или нормативно-технической документации, условный проход и класс труб, количество труб в партии; массу (теоретическую или фактическую) партии и метраж; результаты всех видов испытаний; штамп технического контроля.
Каждая партия соединительных частей, поставляемых отдельно от труб, должна сопровождаться документом о качестве, содержащим: товарный знак или наименование или товарный знак и наименование предприятия-изготовителя, наименование предприятия-потребителя, номер заказа, дату выписки документа о качестве, обозначение стандарта или нормативно-технической документации, размер соединительных частей, массу партии и количество штук, результаты всех видов испытаний; штамп технического контроля.
На торцевой или образующей поверхности раструба каждой трубы должна быть отлита маркировка, содержащая товарный знак предприятия-изготовителя, условный проход в миллиметрах и год изготовления.
Чугунные трубы должны складироваться и храниться на стеллажах складов открытого хранения, рассортированными по размерам и классам. Нижний и последующие ряды труб укладываются на прокладки. Раструбы в каждом ряду должны быть направлены попеременно в разные стороны.
Входной контроль качества чугунных труб, фасонных частей, арматуры, уплотнительных материалов должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, стандарте, технических условий, ППР и другой технологической документации, утвержденной в установленном порядке.
На строительной площадке в процессе входного контроля:
- должны быть проверены сопроводительные документы (документы о качестве, паспорта и сертификаты) и маркировка с целью определения соответствия требованиям проекта поступивших труб, уплотнительных материалов, фланцевой арматуры, фасонных частей, стальных переходных элементов, сварочных и других материалов, предусмотренных проектом;
- должен быть произведен внешний осмотр труб и других элементов трубопровода с целью обнаружения недопустимых дефектов внешнего вида;
- должны быть проведены предусмотренные проектом и технологической картой замеры и испытания материалов на соответствие их требованиям стандартов и технических условий;
- при возникновении каких-либо сомнений в качестве поступивших труб и деталей трубопровода должны быть вызваны представители строительной лаборатории или функциональных отделов, ответственных за поставку материалов.
Если в процессе осмотра труб будет установлено несоответствие их требованиям стандарта или технических условий, обнаружено разрушение труб или потеря ими герметичности при предварительном испытании первого участка смонтированного трубопровода, рекомендуется трубы перед дальнейшей развозкой на трассу и укладкой подвергать выборочно предварительному испытанию на стенде испытательным давлением.
Запорная, регулирующая и контрольная арматура до ее установки должна быть подвергнута ревизии. Если арматура не отвечает техническим требованиям, то ее надлежит разобрать, осмотреть и устранить дефекты, после чего испытать в соответствии с требованиями проекта.
Фасонные части и арматура, имеющие паспорта, поступающие в монтаж до истечения гарантийного срока, ревизии и испытанию не подлежат.
Объем входного контроля, его периодичность, участие в нем строительной лаборатории и других служб должны устанавливаться в технологических картах или другой технологической документации на производство работ по прокладке напорных чугунных трубопроводов.
Технические требования к монтажу
Прокладку напорных чугунных трубопроводов наружных сетей канализации и водоснабжения следует осуществлять в соответствии с требованиями проекта. СНиП 3.01.01-85*, СНиП 2.04.02-84, СНиП 2.04.03-85, СНиП 3.05.04-85*, ППР, технологических карт и схем операционного контроля качества СМР и другой нормативной документации, утвержденной в установленном порядке.
Строительство трубопроводов и сооружений водоснабжения и канализации должны выполнять строительно-монтажные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
Строительство должно вестись по утвержденному проекту и при наличии организации, на которую возложены технический надзор и приемка работ.
Работы по монтажу трубопроводов должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по монтажу трубопроводов.
Производству работ по прокладке напорных чугунных трубопроводов должны предшествовать:
- выполнение в соответствии с требованиями СНиП 3.01.01-85* предусмотренных проектом внеплощадочных и внутриплощадочных подготовительных работ (см. СОКК «Внеплощадочные и внутриплощадочные подготовительные работы» в данном альбоме);
- разработка проекта производства работ, технологических карт и схем операционного контроля качества;
- выполнение и приемка в соответствии с требованиями СНиП 3.02.01-87 предусмотренных проектом земляных работ (см. СОКК «Разработка траншей и котлованов» в данном альбоме);
- выполнение в соответствии с требованиями СНиП 3.01.03-84 предусмотренных проектом геодезических работ по перенесению подземных сетей к натуру; передача и приемка закрепленных на местности знаков геодезической разбивки (см. СОКК «Разбивочные работы при прокладке инженерных сетей» и «Производство детальных разбивочных работ при прокладке трубопроводов» в данном альбоме);
- входной контроль проектно-сметной документации, труб, узлов и других элементов наружных сетей;
- изучение инженерно-техническим персоналом проектной и технологической документации.
При входном контроле рабочей документации должна производиться проверка ее комплектности и достаточности содержащейся в ней технической информации для производства работ. Рекомендуется обратить внимание на наличие в проекте мероприятий, направленных на снижение воздействия внешних нагрузок на трубы с целью уменьшения расчетных толщин стенок трубопровода: отрывку траншей предусматривать по возможности с вертикальными стенками и минимально допустимой шириной по дну; укладку труб предусматривать на спрофилированное по форме трубы грунтовое основание или с контролируемым уплотнением грунта засыпки.
Входной контроль труб и других элементов наружных сетей должен производиться в соответствии с требованиями соответствующих технологических карт и другой технологической документации, утвержденной в установленном порядке. Технические требования к трубам и другим элементам трубопроводов, перечень нормативно-технической документации и задачи входного контроля приведены выше.
Объем входного контроля при проверке труб и других материалов и деталей, а также участие в нем лабораторной и других служб должны определяться в технологических картах.
Монтаж трубопроводов
Монтаж трубопроводов должен производиться после приемки земляных работ, оформления актов освидетельствования скрытых работ и исполнительного чертежа по результатам исполнительной геодезической съемки.
Запрещается выполнение последующих работ при отсутствии актов освидетельствования предшествующих скрытых работ во всех случаях.
Монтаж трубопровода должен производиться после проверки соответствия проекту размеров траншеи, отметок дна, крепления стенок. Результаты проверки должны быть отражены в журнале производства работ.
Перед началом работ по монтажу трубопровода необходимо устроить в начале участка трубопровода концевой упор, в который должна упираться первая уложенная труба и который впоследствии может быть использован при гидравлическом испытании.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППР, технологических карт и схем операционного контроля качества (СОКК); - наличие актов освидетельствования ранее выполненных земляных работ и акта приёмки траншей и котлованов (с исполнительной документацией и разрешением заказчика на укладку трубопровода); наличие в натуре и неизменность положения знаков разбивочной сети трассы и наличие акта приемки-передачи этих знаков и материалов исполнительной съемки (при передаче работ); |
ППР, технологические карты и СОКК Акты освидетельствования скрытых работ с исполнительной документацией; акты приемки; акты приемки-передачи |
|
- выполнение геодезических работ по перенесению трассы трубопровода в натуру; - выполнение земляных работ по окончательной разработке траншеи (доработка недоборов); |
Исполнительный чертеж |
|
|
- сопроводительные документы (документы о качестве, сертификаты и т.д.), клеймы и маркировку, ярлыки и внешним осмотром и простукиванием качество поступивших элементов и деталей трубопроводов, качество антикоррозионных покрытий; - выполнение работ по очистке труб изнутри и снаружи от грязи, снега, льда и посторонних предметов; раскладке труб и готовых звеньев, запорной арматуры и фасонных частей на бровке вдоль траншеи. |
Документы о качестве |
|
|
Прокладка напорных чугунных трубопроводов |
Контролировать: - соблюдение заданной технологии укладки трубопровода и заделки стыкового соединения труб; - укладку трубопровода в проектное положение; - величину зазора между упорной поверхностью раструба и торцом соединяемой трубы; глубину заделки стыкового соединения; - соблюдение требований к выполнению фланцевых соединений фасонных частей и арматуры. |
Общий и специальный журналы |
|
Приёмка |
Проверить: - соответствие фактического положения уложенного трубопровода требованиям проекта и нормативных документов; - выполнение требований проекта и нормативных документов к качеству уплотнения стыковых и выполнения фланцевых соединений; - надлежащее оформление исполнительной документации. |
Исполнительный чертеж, акты освидетельствования скрытых работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), геодезист, лаборант (инженер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), геодезист, представители технадзора заказчика КИП - нивелир, теодолит и др. геодезические приборы, лабораторные приборы и оборудование. |
||
При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
Трубопровод укладывают на естественное или искусственное основание. Вид и характеристики вскрытого грунта естественного основания под трубопровод должны соответствовать проекту. Не допускается размыв, размягчение, разрыхление или промерзание верхнего слоя грунта основания толщиной более 3 см. Способ восстановления оснований, нарушенных в результате промерзания, затопления, а также переборов глубиной более 50 см, должен быть согласован с проектной организацией.
Основание под трубы должно быть предварительно осушено и очищено.
Каждая труба при укладке на естественное основание во избежание неравномерной осадки должна по всей своей длине (кроме части, расположенной в приямке) опираться на ненарушенный грунт. Применение каких-либо подкладок под трубы для их выравнивания не допускаемся.
При наличии на трассе трубопровода подземных вод должны быть приняты меры по локализации их влияния и обеспечению качественной подготовки основания в соответствии с проектом. При этом в условиях, затрудняющих качественную подготовку оснований, допускается устройство щебеночных или других дренирующих подготовок при условии обеспечения требуемого охвата труб основанием.
Грунтовое основание должно быть тщательно подготовлено в соответствии с требованиями проекта и обеспечивать плотное прилегание трубопровода по всей длине.
Под стыками труб должны устраиваться приямки, размеры которых принимаются по СНиП 3.02.01-87. При этом для труб, стыкуемых на резиновых манжетах, размеры приямков могут быть уменьшены и приниматься по размерам раструбной части труб.
После заделки стыков приямки должны быть заполнены песчаным грунтом с тщательным уплотнением. Применение пылеватых песчаных грунтов для этих целей не допускается.
При укладке труб на грунтовое основание из крупнообломочных и скальных пород, гравелистых песков, твердых и полутвердых глинистых грунтов под трубами должна устраиваться подготовка из песчаных грунтов толщиной не менее 100 мм над выступающими неровностями подготовленного основания. Подготовка должна быть уплотнена до Кcom ≥ 0,95.
Для устройства подготовки из песчаного грунта следует использовать преимущественно крупные или средней крупности песчаные грунты, применение пылеватых песчаных грунтов не допускается.
Укладка труб и устройство искусственных оснований под трубопроводы на мерзлом грунте не допускается, за исключением сухих гравелистых грунтов.
Для чугунных труб согласно серии 3.901.2-16 предусмотрены в зависимости от физико-механических характеристик грунтов основания и расчетной сейсмичности трубопровода следующие типы оснований:
- грунтовое плоское;
- грунтовое плоское с подготовкой из песчаного грунта;
- грунтовое спрофилированное с охватом труб на 90°;
- грунтовое спрофилированное с подготовкой из песчаного грунта с охватом труб на 90°;
- бетонное (или гравийно-щебеночное) плоское с подготовкой из песчаного грунта;
- бетонное спрофилированное с охватом труб на 90° и 120°;
- железобетонное спрофилированное с охватом труб на 90° и 120°.
В целях обеспечения требуемой несущей способности грунта проектом могут быть предусмотрены следующие требования по степени уплотнения грунтовых засыпок:
- нормальная степень уплотнения;
- повышенная степень уплотнения.
При засыпке трубопровода должно производиться послойное уплотнение грунта с обеспечением коэффициента уплотнения не менее 0,85 - при нормальной степени уплотнения и не менее 0,93 - при повышенной степени уплотнения.
Трубы перед монтажом следует располагать вдоль траншеи так, чтобы они не мешали механизмам, работающим по прокладке трубопровода, чтобы осмотр и подготовка их концов, захват и опускание трубы в траншею были бы наиболее удобными, чтобы исключить ненужные перемещения труб во время монтажа трубопровода.
При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод.
Трубы и фасонные части, арматура и готовые узлы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов. Особенно тщательно очищают от загрязнений маслами внутреннюю поверхность раструбов, а также наружную поверхность гладких концов труб, входящих в раструб. Захват труб при опускании их в траншею следует осуществлять приспособлениями, обеспечивающими их сохранность в местах захвата.
При опускании труб в траншею, а также при их укладке не должны допускаться удары труб друг о друга и о твердые предметы.
Укладку и монтаж труб следует начинать, как правило, с участков пониженного профиля. Трубы раструбного типа предпочтительно укладывать раструбом вверх по уклону.
Прокладка напорных трубопроводов по пологой кривой без применения фасонных частей допускается для раструбных труб со стыковыми соединениями на резиновых уплотнителях с углом поворота в каждом стыке не более чем на 2° для труб условным диаметром до 600 мм и не более чем на 1° для труб условным диаметром свыше 600 мм.
При прокладке трубопровода на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
Для заделки (уплотнения) стыковых соединений трубопроводов следует применять уплотнительные и «замковые» материалы, а также герметики согласно проекту.
Монтаж чугунных труб, выпускаемых в соответствии с ГОСТ 9583-75*, следует осуществлять с уплотнением раструбных соединений пеньковой смоляной или битуминизированной прядью и устройством асбестоцементного замка, или только герметиком, например, полисульфидными герметиками марок 51-УТ-37а - для трубопроводов с максимальным рабочим внутренним давлением до 0,5 МПа (5 кгс/см2) или марки КВ-1 (ГС-1) - для трубопроводов с максимальным рабочим внутренним давлением до 0,1 МПа (1 кгс/см2).
Монтаж чугунных труб, выпускаемых в соответствии с ТУ 14-3-1247-83, следует осуществлять с уплотнением раструбных соединений резиновыми манжетами, поставляемыми комплектно с трубами.
Чугунные трубы с шаровидным графитом (ЧШГ), выпускаемые по ТУ 14-3-1848-92, изготовляются с раструбными соединениями под резиновую манжету и под зачеканку, трубы по ТУ 14-154-23-90 - под резиновую манжету и сварку.
Монтаж стыковых соединений труб с резиновыми уплотнителями рекомендуется производить при температурах от -20 до +50 °С.
В зимних условиях резиновые уплотнители перед надеванием на втулочные концы труб и их монтажом рекомендуется подогревать до температуры 15 - 20 °С в специальных термошкафах.
Размеры элементов заделки стыкового соединения чугунных напорных труб должны соответствовать нижеприведенным величинам.
|
Условный диаметр труб Dу, мм |
Глубина заделки, мм |
||
|
при применении пеньковой пряди |
при устройстве замка |
при применении только герметика |
|
|
65 - 200 |
35 |
30 |
50 |
|
250 - 400 |
45 |
30 - 35 |
60 - 65 |
|
600 - 1000 |
50 - 60 |
40 - 50 |
70 - 80 |
|
F |
Величину зазора между упорной поверхностью раструба и торцом соединяемой трубы (независимо от материала заделки стыка) следует принимать, мм, для труб диаметром до 300 мм - 5, свыше 300 мм - 8 ÷ 10. |
|
F |
Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ±100 мм в плане, а отметок верха напорных трубопроводов ±30 мм, если другие нормы не обоснованы проектом. |
Требуемая точность работ по прокладке напорных трубопроводов должна обеспечиваться детальными разбивочными работами и постоянным контролем точности укладки трубопровода, которые входят в технологический процесс подготовки и прокладки трубопроводов (см. СОКК «Производство детальных разбивочных работ при прокладке трубопроводов»).
После укладки трубопровода в траншею должны быть проверены:
- проектная глубина и уклон трубопровода;
- плотность прилегания трубопровода ко дну траншеи или искусственному основанию на всем его протяжении;
- состояние защитного покрытия трубопровода;
- плановое и высотное положение трубопровода.
Правильность укладки трубопровода следует проверять путем нивелирования всех указанных в проекте узловых точек уложенного трубопровода и мест его пересечения с подземными сооружениями.
Как правило, выверка положения труб по вертикали осуществляется с помощью ходовой визирки, которая устанавливается на лоток устанавливаемой трубы и верх которой при установке трубы в проекцию положение должен находиться на линии визирования. Выверка труб в плане осуществляется по вешкам.
Отклонения от проектного положения трубопровода в плане и по высоте должны быть зафиксированы в исполнительном чертеже, выполненном по результатам исполнительной геодезической съемки уложенного трубопровода (или участка трубопровода).
Исполнительная геодезическая съемка подземных инженерных сетей должна выполняться до засыпки траншей.
Съемке подлежат:
по канализации, водостоку, дренажу - оси трасс, колодцы, углы поворота, изломы сетей в профиле, места присоединений и выпусков;
по водопроводу - ось трассы, колодцы, вводы, аварийные выпуски, артезианские скважины.
На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров в стыковых соединениях, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением, устройство пропусков труб через стены колодцев, камер, емкостных сооружений и др.
Строительство линейной части трубопроводов рекомендуется выполнять в следующей последовательности.
Для трубопроводов на грунтовом основании:
- тщательная зачистка и профилировка основания по проектному уклону с устройством подготовки из песчаного грунта с уплотнением до Кcom ≥ 0,95 и устройством профилированного ложа для труб (если два последних мероприятия предусмотрены проектом);
- монтаж труб;
- заделка стыковых соединений;
- подбивка пазух и послойная засыпка до уровня «верх трубы плюс 0,2 м» с уплотнением в соответствии с требованиями проекта;
- послойная засыпка траншеи на оставшуюся высоту с уплотнением в соответствии с требованиями проекта.
Для трубопроводов на гравийно-щебеночном, бетонном и железобетонном основаниях:
- тщательная зачистка и профилировка дна траншеи по проектному уклону;
- для трубопроводов на плоском бетонном (гравийно-щебеночном) основании - устройство указанных оснований по проектному уклону и подушки из песчаного грунта (после достижения бетоном прочности не менее 50 % от проектной);
- для трубопроводов на бетонном спрофилированном основании - устройство бетонного основания с проектным уклоном;
- для трубопроводов на железобетонном спрофилированном основании - устройство бетонной подготовки и железобетонной плиты с проектным уклоном;
- монтаж труб после достижения бетоном основания прочности не менее 50 % от проектной;
- заделка стыковых соединений;
- обетонирование нижней части труб до проектных размеров при укладке их на бетонное и железобетонное спрофилированное основание;
- подбивка пазух и послойная засыпка труб до уровня «верх трубы плюс 0,2 м» грунтом с уплотнением в соответствии с требованиями проекта;
- послойная засыпка траншеи грунтом на оставшуюся высоту с уплотнением в соответствии с требованиями проекта.
Монтаж трубопроводов под резиновую уплотнительную манжету
При монтаже трубопроводов из труб со стыковыми соединениями под резиновую манжету (ТУ 38-105895-90) уплотнение стыка осуществляется за счет радиального сжатия манжеты в раструбной щели. Для удержания манжеты от выдавливания из раструбной щели под действием внутреннего гидравлического давления и исключения возможности ее смещения при монтаже стыка раструб снабжен зубом с трапециевидным кольцевым пазом, в котором размещается гребень манжеты.
Монтаж труб производят в следующем порядке:
- с помощью шаблона и мела на цилиндрической части укладываемой трубы на расстоянии, равном l - с, наносят линию ограничения (л. о.) ввода трубы в раструб; зазор (с) между гладким концом трубы и упорной поверхностью раструба для труб диаметром до 300 мм должен быть равен 5 мм, а для труб свыше 300 мм - 8 ÷ 10 мм;
- в кольцевой паз раструба вкладывают резиновую уплотнительную манжету, при этом необходимо проверить правильность размещения гребня манжеты в кольцевом пазе. В случае загрязнения паза грунтом или отеками битумной изоляции его следует предварительно очистить;
- наружную поверхность цилиндрической части монтируемой трубы до меловой отметки и внутреннюю поверхность манжеты смазывают графитоглицериновой смазкой (состав смазки по объему: графит пластинчатый - 40 ÷ 45 %, глицерин - 35 ÷ 40 %, вода - 20 ÷ 25 %, расход - 200 г/м2);
- монтируемая труба подается к ранее уложенной и центрируется, после чего с помощью монтажного приспособления конец монтируемой трубы вводят в раструб уложенной трубы до ограничительной отметки, нанесенной на цилиндрической части укладываемой трубы;
- раструбный конец уложенной трубы приводят в проектное положение в плане и по высоте и закрепляют подбивкой грунта до половины диаметра трубы.
Для монтажа чугунных раструбных труб, соединяемых на резиновой уплотнительной манжете, может быть рекомендовано устройство, схема которого приведена ниже.
Монтаж производится следующим образом: на раструбный конец уложенной трубы надевают скобу захвата таким образом, чтобы ее крюки располагались в горизонтальной плоскости. В раструб укладываемой трубы вводят кольцевую направляющую торцевого упора, на котором закреплен корпус гидроцилиндра. При этом торцевой упор размещают так, чтобы коуш на конце штока гидроцилиндра располагался вместе с огибающей его тягой в горизонтальной плоскости. После этого концы гибкой тяги с закрепленными на них регулировочными планками, снабженными отверстиями, соединяются с крюками захвата. При подаче жидкости в поршневую полость гидроцилиндра вначале происходит выравнивание и натяжение гибкой тяги и центрирование соединяемых труб, а затем, по мере выдвижения штока гидроцилиндра, происходит продвижение укладываемой трубы в направлении к уложенной, при этом цилиндрическая часть укладываемой трубы входит в раструб уложенной.
Устройство для монтажа трубопроводов из чугунных раструбных труб
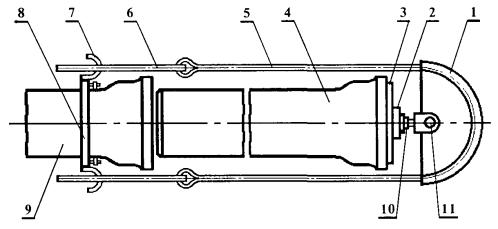
1 - коуш; 2 - корпус гидроцилиндра; 3 - направляющая торцевого упора; 4 - укладываемая труба; 5 - гибкие тяги; 6 - регулировочная планка с отверстиями; 7 - крюки захвата; 8 - скоба захвата; 9 - уложенная труба; 10 - шток гидроцилиндра; 11 - палец
Для монтажа чугунных труб, уплотняемых резиновыми манжетами, может быть также использовано приспособление ручного действия с центральным торцевым винтом, схема которого приведена в СОКК «Прокладка напорных трубопроводов из виброгидропрессованных труб» (1-й способ).
Заделка стыковых соединений труб пеньковой прядью
До начала работ по заделке стыков труб пеньковой прядью необходимо отцентрировать трубы и проверить ширину раструбной щели. Раструбная щель для труб по ГОСТ 9583-75* с учетом допусков должна иметь размеры, указанные в нижеследующей таблице.
|
Ширина раструбной щели в соответствии с допусками по ГОСТ 9583-75* |
Ширина раструбной щели для условного прохода труб Dу, мм |
||||||
|
65 ÷ 80 |
100 ÷ 200 |
250 ÷ 400 |
500 |
600 ÷ 700 |
800 ÷ 900 |
1000 |
|
|
Номинальная |
9 |
9,5 |
10 |
10,5 |
11 |
11,5 |
12 |
|
Наибольшая |
12 |
12,5 |
13,5 |
14 |
15 |
15,5 |
16 |
|
Наименьшая |
6 |
6 |
6,5 |
7 |
7 |
7,5 |
9 |
При стыковании труб конец цилиндрической части, укладываемой трубы не должен доходить до упорной поверхности раструба уложенной трубы. Образующийся при этом зазор должен быть равен 5 мм для труб диаметром до 300 мм и 8 - 10 мм для труб диаметром более 300 мм.
Для проверки величины зазора между торцами стыкуемых труб может быть использован проволочный крюк-шаблон.
Крюк-шаблон вводят в раструб, поворачивают на 90° так, чтобы он опустился в зазор. Величина перемещения шаблона по направлению оси трубы плюс толщина крюка определяют фактическую величину зазора. Извлечение крюка-шаблона из трубы осуществляется обратным поворотом его на 90° и вытягиванием из трубы.
Требуемая величина зазора между торцами стыкуемых труб может быть обеспечена также применением вкладышей-ограничителей, которые следует закладывать внутрь раструба (в нижнюю его часть) перед монтажом.
Водонепроницаемость стыкового соединения труб обеспечивается уплотнением в раструбной щели пеньковой просмоленной или битуминизированной пряди. Непропитанную прядь применять запрещено.
Промышленность выпускает прядь пеньковую прокладочную из пряжи длинного прядения (ТУ 17-05-004-77) бельную и пропитанную.
Битуминизирование пряди следует осуществлять централизованно путем пропитки ее в нефтяном битуме М-17, разведенном в бензине II сорта (состав по весу: битума - 5 %, бензина - 95 %), при обеспечении надлежащего контроля за качеством. После пропитки и отжатия излишков раствора битума прядь следует хорошо просушить.
Пеньковая прядь, применяемая для уплощения раструбных стыков, должна быть сухой и не должна содержать костры и загрязнений маслом, землей и т.п.
Уплотнение пряди в раструбной щели должно выполняться наиболее квалифицированными слесарями-чеканщиками, так как от степени и равномерности ее уплотнения по всей окружности раструбной щели зависит герметичность стыкового соединения.
Прядь до введения ее в раструбную щель должна быть плотно скручена в жгут; толщина жгута должна быть несколько больше ширины раструбной щели.
Прядь, вводимую в раструбную щель, следует уплотнять, (конопатить) послойно вручную сильными ударами молотка по конопатке или механизированным способом с помощью пневмоинструмента. Достаточность степени уплощения каждого слоя пряди (из одного оборота жгута) в раструбной щели определяется по характерному упругому отскоку металлической конопатки при ударе по ней молотком.
Жгут можно изготовлять как в виде одного отрезка, рассчитанного на конопатку всей глубины раструбной щели, предназначенной для заполнения прядью, так и в виде отдельных коротких отрезков, равных длине окружности раструбной щели с припуском 5 - 10 см на перекрытие концов жгута. В последнем случае жгут должен закладываться так, чтобы стыкуемые концы его располагались вразбежку.
Приготовление асбестоцементной смеси и устройство асбестоцементного замка
Асбестоцементная смесь для устройства замка приготовляется из двух частей цемента и одной части асбестового волокна (по весу) с добавкой воды в количестве 10 - 12 % от веса смеси. Цемент, применяемый для смеси, должен иметь марку не ниже М400. В целях повышения антикоррозионности стыкового соединения рекомендуется применение пуццоланового портландцемента и шлакопортландцемента. При необходимости сокращения срока выдержки стыков рекомендуется применение глиноземистого цемента.
Асбестовое волокно (ГОСТ 12871-93*), применяемое для смеси, должно быть не ниже IV сорта. Перед употреблением оно должно быть просушено и распущено. Наличие в асбестовом волокне комков породы и других посторонних примесей не допускается.
Цемент и асбестовое волокно до затворения водой должны быть тщательно перемешаны для получения смеси с равномерным распределением асбестового волокна и цемента. Перемешивание должно производиться механизированным способом (в растворомешалке небольшой емкости или в смесительном барабане).
При заделке одиночных раструбных стыков разрешается ручное перемешивание цемента с асбестовым волокном. В этом случае сухая асбестоцементная смесь приготовляется путем постепенной присыпки цемента на асбестовое волокно и тщательного их перемешивания.
Сухая асбестоцементная смесь должна приготовляться централизовано, храниться в герметичной таре в сухом помещении и выдаваться на объект в количестве, не превышающем суточной потребности.
Заготовку сухой смеси рекомендуется производить перед началом работ по заделке раструбных стыков, с тем чтобы избежать ее длительного хранения.
Увлажнение водой сухой асбестоцементной смеси должно производиться непосредственно перед употреблением ее в дело. Увлажнение смеси должно быть равномерным. Для обеспечения этого требования сухая смесь должна быть рассыпана ровным слоем на металлическом противне, смочена водой равномерно по всей поверхности и тщательно перемешана.
Увлажненная асбестоцементная смесь должна быть употреблена в дело до начала схватывания цемента (не позднее 45 мин при применении портландцемента и не позднее 30 мин при применении глиноземистых цементов).
Устройство асбестоцементного замка должно производиться вслед за заделкой раструбной щели прядью.
Во избежание загрязнения асбестоцементной смеси и потерь ее во время заполнения раструбной щели смесь должна находиться на противне под зачеканиваемым раструбом.
Заполнение раструбной щели увлажненной асбестоцементной смесью и ее уплотнение должно начинаться снизу раструба. Асбестоцементную смесь необходимо уплотнять послойно с прочеканкой каждого слоя сильными ударами молотка по чеканке или механизированным способом с помощью пневмо- или электроинструмента. Толщина прочеканки каждого слоя асбестоцемента не должна превышать 10 мм. Достаточность его уплотнения определяется по упругому отскоку чеканки при ударе по ней молотком.
Зачеканку отдельных слоев асбестоцемента следует производить без перерывов во времени, с тем чтобы раструбное соединение было полностью заделано до начала схватывания цемента. Если же раструбный стык не зачеканен полностью до начала схватывания цемента, асбестоцемент следует удалить и раструбный стык заделать заново, так как при зачеканке асбестоцемента с перерывами во времени прочность слоев нарушается.
Зачеканку асбестоцемента в стыковых соединениях труб диаметром 500 мм и более для ускорения процесса рекомендуется производить двумя чеканщиками одновременно с двух сторон раструба.
Асбестоцемент после зачеканки должен заполнять раструбную щель заподлицо с торцом раструба. Наружная поверхность уплощенного асбестоцемента должна быть ровной и гладкой.
Для защиты асбестоцемента от агрессивного воздействия грунта и грунтовых вод раструбную щель следует заполнять асбестоцементом не полностью, оставляя углубление в 2 - 3 мм для заполнения изоляцией.
При необходимости усиления прочности раструбных соединений, а также при прокладке трубопроводов в сейсмических районах рекомендуется осуществлять армирование асбестоцемента стальной проволокой (необходимость такого армирования, как правило, следует устанавливать проектом).
Стальная проволока, предназначенная для армирования асбестоцемента, должна быть мягкой и хорошо очищенной от окалины, масла и других загрязнений. Из проволоки предварительно должна быть изготовлена арматура, размеры которой и внешний вид представлены ниже.
|
Размеры арматуры |
Условный проход труб Dу, мм |
|||||||||
|
300 |
350 |
400 |
450 |
500 |
600 |
700 |
800 |
900 |
1000 |
|
|
Диаметр проволоки d, мм |
1,5 |
2 |
2 |
2 |
2 |
2 |
2 |
3 |
3 |
3 |
|
Диаметр петли D, мм |
5 |
6 |
6 |
6 |
6 |
6 |
6 |
7 |
7 |
7 |
|
Расстояние между петлями l, мм |
120 |
140 |
160 |
180 |
200 |
240 |
280 |
320 |
360 |
400 |
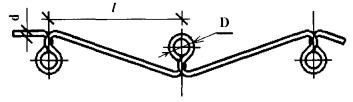
Проволочная арматура должна укладываться в раструбную щель на прочеканенный слой асбестоцемента в уширенной части раструба.
Сначала арматура укладывается в верхней части раструба и чеканкой вдавливается в ранее прочеканенный слои асбестоцемента, после чего, начиная со второй от начального конца петли, арматура закрепляется слоем асбестоцемента, закладываемого и прочеканиваемого сверх арматуры.
После закрепления арматуры асбестоцементом в верхней части раструбного соединения она постепенно заводится в раструбную щель по всей длине окружности и также закрепляется в ней. Сопряжение концов арматуры должно производиться внахлестку так, чтобы последняя петля заходила за первую.
После закрепления арматуры асбестоцементом по всей окружности раструба производится окончательная зачеканка асбестоцемента до заполнения раструбной щели заподлицо с торцом раструба.
Асбестоцементный замок после его заделки должен быть дополнительно увлажнен.
Для этой цели раструбные стыки следует укрывать мешковиной, тряпками, мхом и т.п. и поливать водой 3 - 4 раза в течение первых суток. В дальнейшем, если стыковые соединения не будут присыпаны грунтом, их следует в зависимости от погоды или увлажнять, или предохранять от чрезмерного высыхания в течение нескольких дней.
При наличии грунтовых вод водоотлив после зачеканки раструбных стыков асбестоцементом может не производится, если раструбные соединения будут предохранены от вымывания из них цемента путем обмазки их хорошо промятой глиной. При агрессивных водах водоотлив может быть прекращен лишь после изоляции стыковых соединений.
Раструбные соединения после заделки их асбестоцементом должны быть выдержаны для затвердения асбестоцемента. Продолжительность выдерживания асбестоцемента при заделке пеньковой прядью в зависимости от давления при испытании трубопровода равна 0, 12 и 24 ч, соответственно, при давлении до 0,05, 0,05 ÷ 0,3 и свыше 0,3 МПа.
Передача внешних нагрузок (от временных упоров, от сбрасываемого грунта при механизированной засыпке и т.п.) на раструбные соединения допускается не ранее чем через 5 - 6 дней после их заделки. При применении глиноземистого или другого быстотвердеющего цемента сроки выдерживания асбестоцементной заделки раструбных соединений могут быть сокращены вдвое. Если необходима установка временных упоров на трубопроводе ранее чем через 5 - 6 дней после заделки раструбных стыков, то должны соблюдаться следующие условия: ближайшие от упора 5 - 6 стыковых соединений следует заделывать пеньковой прядью до установки упоров, а асбестоцементом - после закрепления этих упоров.
Перед наполнением трубопровода водок на нем устанавливаются упоры на всех углах поворота, а также в местах ответвлений и на концах испытываемого участка.
Раструбные стыковые соединения, заделанные пеньковой прядью и асбестоцементом, давшие при гидравлическом испытании утечку воды, должны быть расчеканены полностью и заделаны вновь.
Заделка стыковых соединений чугунных труб герметиками
Для заделки стыковых соединений труб по ГОСТ 9583-75* при строительстве напорных канализационных трубопроводов рекомендуется использовать полисульфидные герметики марок 51-У1-37А и КБ-1 (ГС-1).
Для приготовления герметиков рекомендуется рецептура, приведенная ниже.
|
Герметик |
Составные компоненты |
Пропорция, вес. ч. |
|
51-УТ-37А |
Герметизирующая паста У-37А |
100 |
|
Вулканизирующая паста № 17 |
17 |
|
|
Дифинилгуанидин (ДФГ) |
0,5 - 1 |
|
|
КБ-1 (ГС-1) |
Герметизирующая паста К-1 |
100 |
|
Вулканизирующая паста Б-1 |
9 - 14 |
Химическая стойкость герметиков марок 51-УТ-37А и КБ-1 при использовании их для заделки канализационных трубопроводов характеризуется нижеприведенными данными.
|
Герметик |
Характер агрессивной среды сточной жидкости |
Максимальная допустимая концентрация водных растворов, % |
|
51-УТ-37А |
Серная, фосфорная, соляная кислоты и гидроокись натрия |
10 |
|
Карбонаты, хлориды, сульфаты, гидраты, масла, нефтепродукты |
Не ограничена |
|
|
КБ-1 (ГС-1) |
Серная кислота, хлористый магний, гидроокись натрия |
10 |
Для получения герметика КБ-1 более густой консистенции и устранения излишней его текучести, например, при производстве работ в жаркое время года, а также для ускорения процесса вулканизации герметиков и в целях их удешевления в состав герметиков вводят армирующие добавки.
В качестве армирующей добавки к герметикам может быть использована асбестовая крошка № 6 крупностью до 2 мм и резиновая крошка крупностью до 1 мм в следующем соотношении: на 100 вес. ч. смеси герметика требуется до 40 вес. ч. асбестовой и до 25 вес. ч. резиновой крошки. Асбестовая и резиновая крошки должны быть сухими, без каких-либо посторонних включений.
Приготовление герметиков следует производить не ранее чем за 30 - 60 мин до их использования. Перемешивание компонентов герметика можно осуществлять с помощью ручной или электрической мешалки.
Не допускается в качестве разбавителя применять ацетон, толуол и этил-ацетат, ухудшающих физико-механические свойства герметиков.
Смешивание компонентов герметика рекомендуется осуществлять в полиэтиленовых емкостях, так как они наиболее легко очищаются от остатков затвердевшего герметика.
При производстве работ по заделке стыковых соединений герметиками необходимо иметь в виду такие их важные свойства, как жизнеспособность и продолжительность вулканизации.
Жизнеспособность герметика определяется временем, в течение которого приготовленный герметик сохраняет пластическое состояние и его можно легко вводить в стыковое соединение и размазывать шпателем.
В зависимости от температуры, при которой производится герметизация стыковых соединений, жизнеспособность герметика, ч, изменяется в нижеприведенных пределах.
|
Температура наружного воздуха, °С |
Марка герметика |
|
|
51-УТ-37А |
КБ-1 |
|
|
От 0 до +9 |
10 … 12 |
12 … 14 |
|
От +10 до +19 |
3 … 7 |
5 … 8 |
|
От +20 до +30 |
1 … 2 |
2 … 4 |
Полный процесс вулканизации герметика определяется временем, по истечении которого герметик приобретает оптимальные физико-механические показатели. Главным фактором, от которого зависит продолжительность процесса вулканизации герметика, является температура окружающего воздуха, обеспечивающая требуемую прочность и герметичность стыковых соединений при оптимальной продолжительности вулканизации герметиков. Продолжительность вулканизации герметиков при различных температурах окружающего воздуха в сутках приведена ниже.
|
Температура наружного воздуха, °С |
Марка герметика |
|
|
51-УТ-37А |
КБ-1 |
|
|
От +20 до +11 |
4 - 5 |
10 |
|
От +10 до +1 |
6 - 7 |
12 |
|
От 0 до -4 |
10 - 12 |
20 |
|
От -5 до -10 |
13 - 15 |
27 |
Каждая партия компонентов герметика, поступающая с завода-изготовителя, должна сопровождаться паспортом, в котором должны быть указаны: марка герметика и его состав, дата выпуска, количество, результаты испытаний.
Все компоненты герметика должны храниться в сухих складских помещениях при температуре от 0 до 30 °С и относительной влажности воздуха 50 - 85 % упакованными в герметично закрытую тару.
Гарантийный срок хранения компонентов герметиков равен одному году со дня их выпуска.
По истечении одного месяца хранения дифинилгуанидин перед введением в герметизирующую пасту необходимо просеивать.
После истечения гарантийного срока хранения все компоненты, входящие в состав герметика, могут быть использованы по назначению только после предварительной проверки их качества. Каждую последующую проверку следует производить один раз в месяц.
Проверку качества герметиков должен осуществлять представитель строительной лаборатории. На образцах проверяют следующие показатели: сопротивление разрыву, относительное и остаточное удлинение и температуру хрупкости. Оптимальные значения этих показателей приведены в нижеследующей таблице.
|
Герметик |
Сопротивление разрыву, кгс/см2, не менее |
Относительное удлинение, % не менее |
Остаточное удлинение, %, не более |
Температура хрупкости, °С, не выше |
|
51-УТ-37А |
15 |
260 |
8 |
45 |
|
КБ-1 |
10 |
220 |
18 |
40 |
Перед началом герметизации стыковых соединений раструб и гладкий конец соединяемых труб следует очистить от посторонних веществ, после чего обработать их так, чтобы герметизируемые поверхности концов соединяемых труб были шероховатыми. Для этого используют металлические щетки, наждачный круг и другие аналогичные приспособления.
Раструб и цилиндрическую часть соединяемых труб следует отцентрировать так, чтобы ширина раструбной щели и величине зазора между торцами труб отвечали вышеприведенным требованиям.
При использовании герметика КБ-1 непосредственно перед началом герметизации стыков в раструбную щель необходимо ввести один виток белой пряди для предохранения герметика от вытекания внутрь трубы. Прядь вводится с помощью конопатки вручную. Взамен белой пряди допускается применять паклю, отходы хлопчатобумажной пряди и другие недефицитные материалы, не загрязненные маслами или смолами.
Для предотвращения вытекания герметика КБ-1 из стыкового соединения во время его герметизации необходимо у торца раструба устанавливать хомут со жгутом из просмоленного каната, который снимается после затвердения герметика и используется при герметизации других стыков.
При заделке стыков герметикой 51-УТ-37А введение в раструбную щель витка белой пряди и применение защитных хомутов у торца раструба не требуется, так как этому герметику не свойственна текучесть.
Введение герметика в рабочую зону стыковых соединений труб осуществляют, как правило, без предварительного нанесения на герметизируемые поверхности грунтовки и подслоя.
Герметизацию стыковых соединений труб производят с помощью пневматических установок или шприцев с ручным или пневматическим выдавливанием мастики. Ручные шприцы рекомендуется применять при небольших объемах работ. Введение герметика в рабочую зону стыка осуществляться с помощью насадки, которая крепится к наконечнику шприца или к наконечнику шланга пневматической установки.
Конструкция насадок определяется глубиной и шириной раструбной щели стыковых соединений труб. Изготовляются насадки из жести, полиэтилена и других материалов. Правильно подобранная насадка должна свободно доставать до любого места раструбной щели на всю ее глубину.
Рабочий объем цилиндра ручного шприца или пневмоаппарата, заполняемый подготовленной смесью герметика, подбирается с учетом количества стыковых соединений, подлежащих герметизации, и времени, необходимого для полного расходования герметика в период его жизнеспособности.
Выдавливание мастики из пневматического шприца осуществляется при давлении воздуха 0,4 - 0,6 МПа (4 - 6 кгс/см2). Для этой цели используются переносные компрессоры малой производительности, а также автокомпрессоры различных марок.
Введение герметиков в стыковые соединения труб диаметром до 500 мм выполняется одним рабочим, а труб диаметром более 500 мм - двумя рабочими, прошедшими специальную подготовку по производству указанных работ. При выполнении работ оба рабочих располагаются по разные стороны трубы и заполняют раструбную щель герметикой одновременно.
Герметизацию стыков рекомендуется начинать снизу вверх сразу на всю требуемую глубину раструбной щели.
Насадка шприца во время герметизации не должна упираться в торец раструба или белый канат, а находиться под углом 45 - 50° к ним и на расстоянии 1 - 2 см.
Шприц следует перемещать по раструбной щели плавно, без рывков, под углом к торцу трубы таким образом, чтобы выдавленный герметик располагался по одну сторону насадки.
Заполненная герметиком часть стыка, должна иметь с наружной торцевой стороны раструба ровную и гладкую поверхность.
Достаточную степень вулканизации герметика в стыке определяют работники строительной лаборатории измерением твердости герметика в образце твердомером ТМ-2. Для этого на небольшой кусок трубы или на внешнюю поверхность раструба укладываемой трубы (одновременно с герметизацией последнего стыка) наносится слой герметика толщиной 8 - 10 мм на площадь размером 30×40 мм. После выдержки образца в аналогичных с трубопроводом условиях в течение срока, указанного выше, измеряется твердость герметика (образца).
Для герметика 51-УТ-37А в зависимости от величины испытательного давления твердость должна быть не менее:
- при испытательном давлении 1 МПа (10 кгс/см2) - 35 единиц,
- при испытательном давлении 0,9 МПа (9 кгс/см2) - 31 единиц,
- при испытательном давлении 0,8 МПа (8 кгс/см2) - 29 единиц,
- при испытательном давлении 0,7 МПа (7 кгс/см2) - 28 единиц.
Для герметика КБ-1 при испытательном давлении 0,6 МПа (6 кгс/см2) твердость должна быть не менее 38 единиц.
Передача внешней нагрузки от грунта или внутреннего гидравлического давления на загерметизированные стыковые соединения допускается лишь после достижения герметиком требуемой твердости.
Качество производимых работ по заделке стыковых соединений герметиками должно контролироваться представителем строительной лаборатории. Контролю подлежат качество приготовления (смешения) компонентов герметика, качество очистки и механической обработки герметизируемых поверхностей, а также продолжительность вулканизации (твердения) герметика в стыке.
Выполнение работ по герметизации стыковых соединений должно быть зафиксировано в акте на скрытые работы, который предъявляется приемной комиссии при сдаче трубопровода в эксплуатацию.
Применение фасонных частей и стальных переходных элементов
Для напорных трубопроводов с применением напорных чугунных труб должны применяться, как правило, чугунные фасонные части, изготовляемые по ГОСТ 5525-88 и ТУ 1460-035-50254094-2000. В случае их отсутствия попускается применение стальных фасонных частей. Соединение стальных фасонных частей с чугунными трубами должно производиться с применением стальных переходных элементов. Они же применяются также в линейной части трубопроводов в местах перехода с чугунных труб на стальные.
Предусмотрено два типа стальных переходных элементов: РПЧГ и РПЧМГ - раструб - гладкий конец; ВПЧГ - втулка - гладкий конец.
Раструбные элементы типа РПЧГ предназначены для соединения с фасонными частями или стальными трубами втулочного конца чугунных труб по ГОСТ 9583-75*, а РПЧМГ - труб по ТУ 14-3-1247-83.
Втулочные элементы типа ВПЧГ предназначены для соединения раструбного конца чугунных труб Dу = 700 - 1000 мм по ГОСТ 9583-75* с фасонными частями или стальными трубами. Для труб менее 700 мм по ГОСТ 9583-75* и труб по ТУ 14-3-1247-83 в качестве втулочных переходных элементов могут использоваться патрубки необходимой длины из стальных труб соответствующего диаметра.
Соединение переходных элементов с чугунными трубами осуществляется с применением тех же герметизирующих материалов, которые применяются для стыков чугунных труб в данном трубопроводе.
Соединение переходных элементов со стальными фасонными частями и трубопроводной арматурой с гладкими концами должно осуществляться на сварке. Соединение переходных элементов с фланцевыми фасонными частями и трубопроводной арматурой должно осуществляться путем приварки к переходным элементам соответствующих фланцев.
Стыковые соединения чугунных труб с раструбными переходными элементами в местах перехода на участки из стальных труб должны быть обетонированы бетоном класса В7,5 после окончания гидравлических испытаний. В местах перехода чугунных труб на стальные втулочные элементы устраивается воротник из бетона класса В7,5.
Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
- фланцевые соединения должны быть установлены перпендикулярно оси трубы;
- плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
- устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
- сваривание стыков смежных с фланцевыми соединениями следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
Основания, фундаменты и обратная засыпка трубопроводов по серии 3.901.2-16
Обратная засыпка трубопроводов
Засыпку трубопроводов следует производить в соответствии с указаниями СНиП 3.05.04-85*, СНиП 3.02.01-87 и «Пособия по укладке и монтажу чугунных, железобетонных и асбестоцементных трубопроводов водоснабжения и канализации» с уплотнением грунтов в соответствии с требованиями проекта.
При засыпке траншей местными грунтами могут использоваться грунты всех видов, имеющиеся на месте или вынутые из траншеи, не содержащие древесные остатки, гниющие включения, водорастворимые соли. При этом следует отдавать предпочтение песчаным грунтам; использование пылеватых грунтов в случаях, где необходима повышенная степень уплотнения, не рекомендуется.
До предварительного испытания трубопровод следует присыпать местным грунтом на половину его диаметра, тщательно уплотнить и подбить пазухи, оставляя стыки открытыми (не присыпанными), а затем после проведения предварительного испытания следует присыпать трубы этим же грунтом с уплотнением на 0,2 м выше их верха (первый этап засыпки). Чтобы исключить смещение трубопровода при испытании допускается дополнительная присыпка - на конус средней части каждой трубы.
Засыпку и уплотнение грунта в пазухах следует производить послойно одновременно с обеих сторон трубопровода с подбивкой грунта под трубы.
Для достижения нормальной степени уплотнения грунта засыпку пазух следует производить слоями не более 20 - 25 см с разравниванием и уплотнением ручными, механическими или электрическими трамбовками за 2 - 3 прохода.
При необходимости повышенной степени уплотнения толщина слоев засыпки, способы и механизмы для трамбования назначаются в зависимости от вида грунта засыпки и требуемого коэффициента уплотнения; при степени уплотнения до Кcom ≥ 0,93 количество проходов трамбовками составляет 3 - 5.
После выполнения первого этапа засыпки производят окончательную засыпку трубопровода и траншеи, используя любой грунт, не содержащий комьев и твердых включений размером более 200 мм. Уплотнение грунта следует производить слоями не более 0,5 м до коэффициента уплотнения, указанного в проекте.
На участках трубопроводов, где по условиям применения труб требуется повышенная степень уплотнения грунта и где невозможно обеспечить требуемое качественное уплотнение грунта, полученного при разработке траншей, обратная засыпка до горизонтальной оси трубопровода должна производиться привозными грунтами (предпочтительно крупными и средней крупности) с уплотнением до Кcom ≥ 0,95. Применение пылеватых песчаных грунтов для этих целей не допускается. Если проектом не предусматривается нормируемое уплотнение грунта на всю глубину траншеи, то выше горизонтальной оси трубопровода засыпка траншеи может производиться местным грунтом с послойным разравниванием и нормальной степенью уплотнения. Такие участки должны быть выделены в проекте.
При укладке труб в траншею уплотнение грунта следует производить по всей ее ширине, а при укладке в насыпи - на ширину двух диаметров труб с каждой стороны.
При укладке труб под автомобильными дорогами, улицами, проездами и площадями населенных пунктов и промышленных зон, имеющими покрытия усовершенствованного типа, засыпка труб на всю глубину от дна траншеи или верха основания насыпи до низа дорожной одежды должна производиться песчаными грунтами (преимущественно крупными и средней крупности) с послойным уплотнением. Степень уплотнения грунтов в этом случае должна быть до Кcom не менее 0,95.
Согласно серии 3.901.2-16 «Конструкции напорных трубопроводов водоснабжения и канализации из чугунных напорных труб» нормальное уплотнение грунта - уплотнение грунта путем послойного разравнивания и трамбования, обеспечивающего уплотнение грунта с коэффициентом уплотнения Кcom ≥ 0,85. При послойной отсыпке с разравниванием слоями до 20 см степень уплотнения грунта допускается не контролировать.
Повышенное уплотнение грунта - контролируемое уплотнение грунта на высоту не менее 200 мм над трубой путем разравнивания и трамбования, обеспечивающего уплотнение грунта с коэффициентом уплотнения Кcom ≥ 0,93.
Кcom - коэффициент уплотнения грунта, равный отношению проектной плотности скелета грунта к максимальной его плотности.
Укладка труб с засыпкой пазух траншей до горизонтальной оси трубопровода песчаным грунтом, уплотняемым до Кcom ≥ 0,95, и дальнейшей засыпкой местным грунтом всех видов с нормальной степенью уплотнения равноценна (по несущей способности труб) укладке труб с повышенной степенью уплотнения грунта засыпки.
Определение степени уплотнения грунта (плотности скелета уплотненного грунта или коэффициента уплотнения) должно производиться отбором проб с обеих сторон трубопровода в соответствии с указаниями проекта производства работ, но не реже, чем через каждые 100 м по трассе трубопровода. Средняя по проверяемому участку плотность сухого грунта обратных засыпок должна быть не ниже проектной, а при отсутствии в проекте указаний должна быть не ниже плотности, соответствующей контрольным значениям коэффициента уплотнения, приведенным в нижеследующей таблице.
|
Тип грунта |
Контрольные значения коэффициента уплотнения при нагрузке на поверхность уплотненного грунта, МПа (кгс/см2) при общей толщине отсыпки, м |
|||||||||||
|
0 |
0,05 - 0,2 (0,5 - 2) |
св. 0,2 (2) |
||||||||||
|
до 2 |
2,01 - 4 |
4,01 - 6 |
св. 6 |
до 2 |
2,01 - 4 |
4,01 - 6 |
св. 6 |
до 2 |
2,01 - 4 |
4,01 - 6 |
св. 6 |
|
|
Глинистые |
0,92 |
0,93 |
0,94 |
0,95 |
0,94 |
0,95 |
0,96 |
0,97 |
0,95 |
0,96 |
0,97 |
0,90 |
|
Песчаные |
0,91 |
0,92 |
0,93 |
0,94 |
0,93 |
0,99 |
0,95 |
0,96 |
0,94 |
0,95 |
0,96 |
0,97 |
Допускаются значения плотности сухого грунта ниже проектных на 0,06 г/см3 в отдельных определениях, но не более чем в 20 % определений.
Гранулометрический состав грунта, предназначенного для устройства обратных засыпок (при наличии специальных указаний в проекте) должен соответствовать проекту. Выход за пределы диапазона, установленного проектом, допускается не более чем в 20 % определений. Объем контроля - по указаниям проекта.
Содержание в грунте, предназначенном для устройства обратных засыпок древесины, волокнистых материалов, гниющего и легкосжимаемого мусора не допускается. Контроль - ежесменный, визуальный. Количество растворимых солей в случае применения засоленных грунтов не должно превышать указанного в проекте. Контроль - измерительный по указаниям проекта, но не реже чем одно определение на 10 тыс. м3 грунта.
Содержание мерзлых комьев в обратных засыпках верхних зон траншей с уложенными трубами не должно превышать 20 %. Контроль - визуальный, периодический согласно требованиям ППР.
Размер твердых включений, в т.ч. мерзлых комьев, в обратных засыпках не должен превышать 2/3 толщины уплотненного слоя, но не более 30 см. Контроль - устанавливается в ППР.
Наличие снега и льда в обратных засыпках не допускается. Контроль - устанавливается в ППР.
|
Укладка чугунных труб на грунтовое плоское основание с засыпкой местным грунтом с нормальной степенью уплотнения |
Укладка чугунных труб на грунтовое плоское основание с засыпкой местным грунтом с повышенной степенью уплотнения |
|
Диаметр условного прохода трубы, Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размеры, мм |
|
Диаметр условного прохода трубы, Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размеры, мм |
||||
|
траншеи, В, |
подготовки, в |
траншеи, В, |
подготовки, в |
|||||||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
|||||||
|
100 |
118 |
720 |
620 |
220 |
400 |
429 |
1030 |
930 |
430 530 640 740 |
|
|
125 |
144 |
750 |
650 |
500 |
532 |
1530 |
1030 |
|||
|
150 |
170 |
770 |
670 |
600 |
635 |
1640 |
1140 |
|||
|
200 |
222 |
820 |
720 |
700 |
738 |
1740 |
1240 |
|||
|
250 |
274 |
880 |
780 |
280 |
800 |
842 |
1840 |
1340 |
840 |
|
|
100 |
326 |
930 |
830 |
330 |
|
|||||
|
350 |
378 |
980 |
880 |
380 |
||||||
|
400 |
429 |
1030 |
930 |
430 |
||||||
|
500 |
532 |
1530 |
1030 |
530 |
||||||
|
600 |
635 |
1640 |
1140 |
640 |
||||||
|
Укладка труб на грунтовое спрофилированное основание с засыпкой местным грунтом с нормальной степенью уплотнения |
Укладка труб на грунтовое спрофилированное основание с засыпкой местным грунтом с повышенной степенью уплотнения |
Укладка труб на грунтовое спрофилированное основание с засыпкой пазух песчаным грунтом
|
Диаметр условного прохода трубы, Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размеры, мм |
||
|
траншеи, В, |
подготовки, в |
|||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
|||
|
500 |
532 |
1530 |
1030 |
300 |
|
600 |
635 |
1640 |
1140 |
350 |
|
700 |
738 |
1740 |
1240 |
390 |
|
800 |
842 |
1840 |
1340 |
430 |
|
900 |
945 |
1940 |
1450 |
470 |
|
1000 |
1048 |
2050 |
1550 |
510 |
|
Укладка труб на гравийно-щебеночную подготовку с засыпкой местным грунтом с нормальной степенью уплотнения |
Укладка труб на гравийно-щебеночную подготовку с засыпкой местным грунтом с повышенной степенью уплотнения |
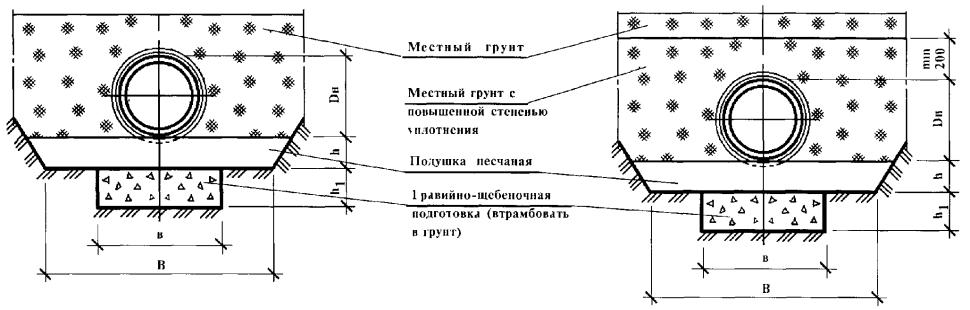
|
Диаметр условного прохода трубы, Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размеры, мм |
|
||||
|
траншеи, В, |
песчаной подушки h |
гравийно-щебеночной подготовки |
|
||||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
||||||
|
в |
h1 |
|
|||||
|
100 |
118 |
720 |
620 |
150 |
220 |
150 |
|
|
125 |
144 |
750 |
650 |
240 |
|
||
|
150 |
170 |
770 |
670 |
270 |
|
||
|
200 |
222 |
820 |
720 |
320 |
|
||
|
250 |
274 |
880 |
780 |
370 |
|
||
|
300 |
326 |
930 |
830 |
430 |
|
||
|
350 |
378 |
980 |
880 |
480 |
|
||
|
400 |
429 |
1030 |
930 |
530 |
|
||
|
500 |
532 |
1530 |
1030 |
630 |
|
||
|
600 |
635 |
1640 |
1140 |
740 |
|
||
|
700 |
738 |
1740 |
1240 |
840 |
|
||
|
800 |
842 |
1840 |
1340 |
940 |
|
||
Укладка чугунных труб на бетонное спрофилированное основание с охватом труб на 90°
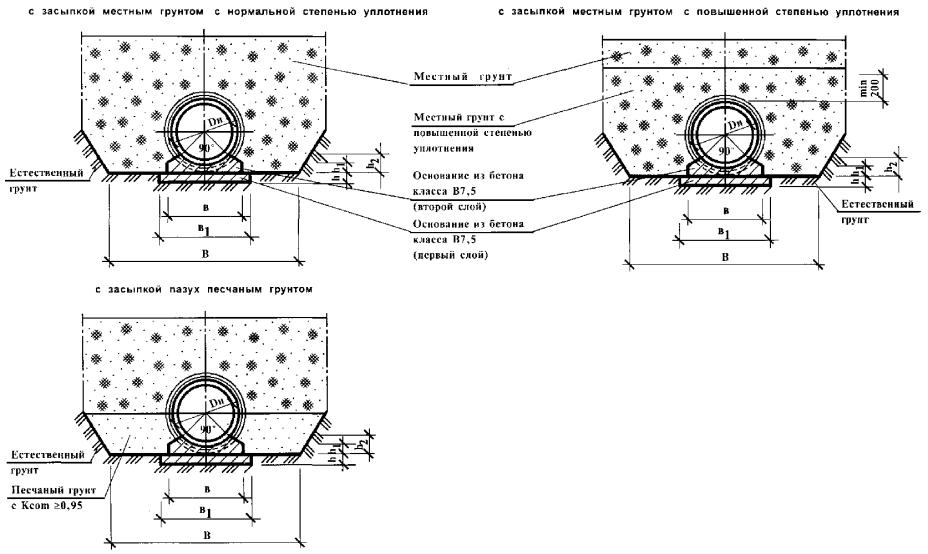
|
Диаметр условного прохода трубы, Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размеры, мм |
||||||
|
траншеи, В, |
основания |
|||||||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
в |
в1 |
h |
h1 |
h2 |
||
|
300 |
326 |
930 |
830 |
450 |
550 |
70 |
60 |
95 |
|
350 |
378 |
980 |
880 |
500 |
600 |
70 |
105 |
|
|
400 |
429 |
1030 |
930 |
550 |
650 |
80 |
115 |
|
|
500 |
532 |
1530 |
1030 |
650 |
750 |
80 |
100 |
135 |
|
600 |
635 |
1640 |
1140 |
700 |
800 |
110 |
150 |
|
|
700 |
738 |
1740 |
1240 |
750 |
850 |
130 |
170 |
|
|
800 |
842 |
1840 |
1340 |
850 |
950 |
90 |
140 |
190 |
|
900 |
945 |
1940 |
1450 |
950 |
1050 |
160 |
210 |
|
|
1000 |
1048 |
2050 |
1550 |
1050 |
1150 |
100 |
180 |
230 |
Укладка труб на бетонное спрофилированное основание с охватом труб на 120°
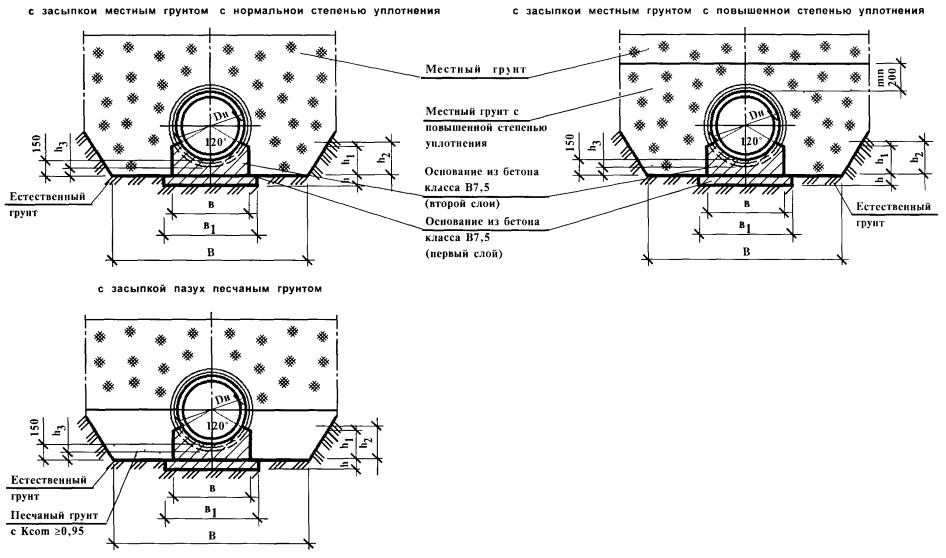
|
Диаметр условного прохода трубы, Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размеры, мм |
|||||||
|
траншеи, В, |
основания |
||||||||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
в |
в1 |
h |
h1 |
h2 |
h3 |
||
|
100 |
118 |
720 |
620 |
270 |
370 |
70 |
130 |
180 |
120 |
|
150 |
170 |
770 |
670 |
320 |
420 |
160 |
195 |
||
|
200 |
222 |
820 |
720 |
350 |
450 |
160 |
205 |
110 |
|
|
250 |
274 |
880 |
780 |
400 |
500 |
170 |
220 |
||
|
300 |
326 |
930 |
830 |
450 |
550 |
185 |
235 |
||
|
350 |
378 |
980 |
880 |
500 |
600 |
195 |
245 |
||
|
400 |
429 |
1030 |
930 |
550 |
650 |
210 |
260 |
100 |
|
|
500 |
532 |
1530 |
1030 |
650 |
750 |
80 |
235 |
285 |
|
|
600 |
635 |
1640 |
1140 |
700 |
800 |
260 |
310 |
||
|
700 |
738 |
1740 |
1240 |
750 |
850 |
285 |
335 |
90 |
|
|
800 |
842 |
1840 |
1340 |
850 |
950 |
90 |
310 |
360 |
|
|
900 |
945 |
1940 |
1450 |
950 |
1050 |
335 |
385 |
||
|
1000 |
1048 |
2050 |
1550 |
1050 |
1150 |
100 |
355 |
415 |
80 |
Укладка труб на железобетонное спрофилированное основание с охватом труб на 90°
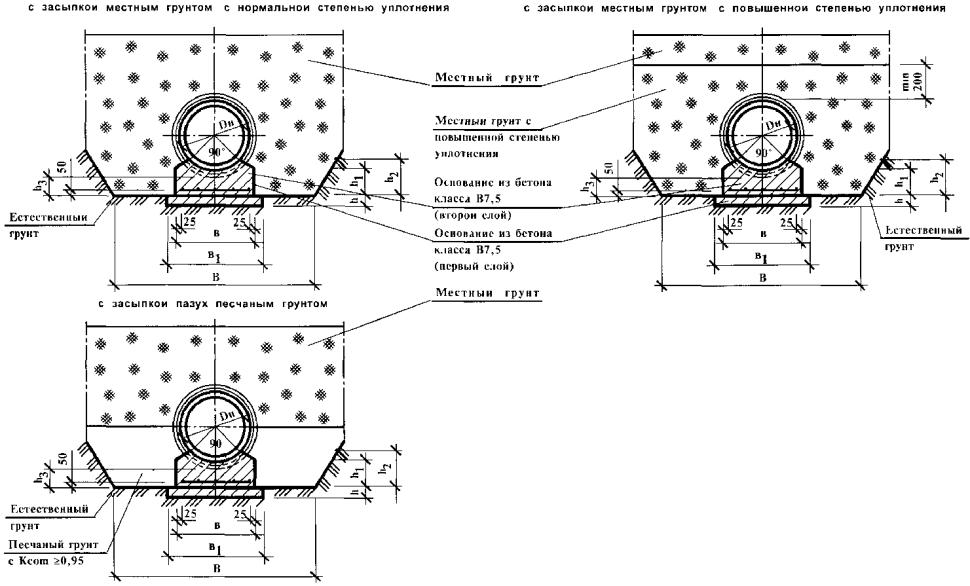
|
Диаметр условного прохода трубы, Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размеры, мм |
|||||||
|
траншеи, В, |
основания |
||||||||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
в |
в1 |
h |
h1 |
h2 |
h3 |
||
|
300 |
326 |
930 |
830 |
550 |
650 |
70 |
170 |
205 |
110 |
|
350 |
378 |
980 |
880 |
600 |
700 |
180 |
215 |
||
|
400 |
429 |
1030 |
930 |
650 |
750 |
180 |
215 |
100 |
|
|
500 |
532 |
1530 |
1030 |
750 |
850 |
200 |
235 |
||
|
600 |
635 |
1640 |
1140 |
800 |
900 |
210 |
250 |
||
|
700 |
738 |
1740 |
1240 |
850 |
950 |
220 |
260 |
90 |
|
|
800 |
842 |
1840 |
1340 |
950 |
1050 |
230 |
280 |
||
|
900 |
945 |
1940 |
1450 |
1050 |
1150 |
250 |
300 |
||
|
1000 |
1048 |
2050 |
1550 |
1150 |
1250 |
260 |
310 |
80 |
|
Укладка труб на железобетонное спрофилированное основание с охватом труб на 120°
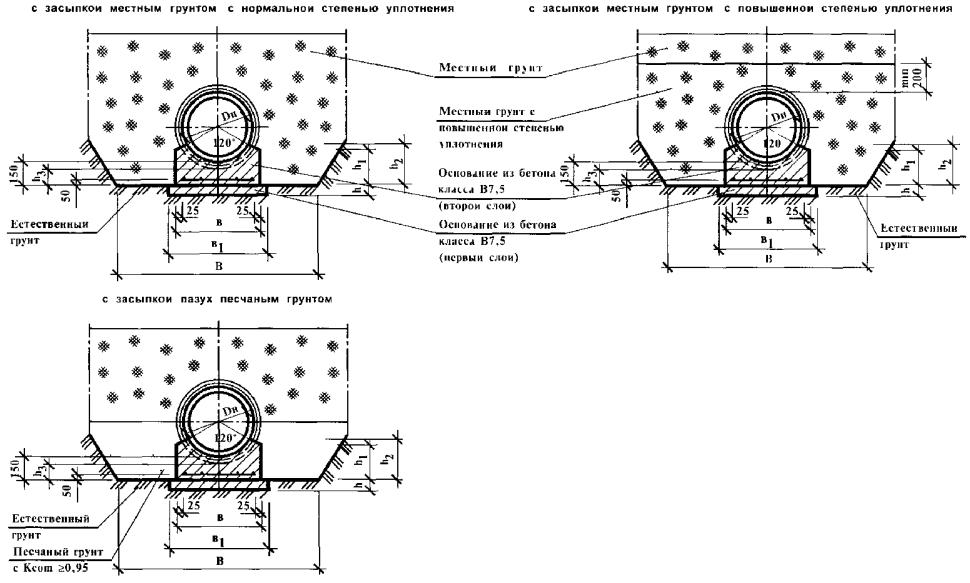
|
Диаметр условного прохода трубы, Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размеры, мм |
|||||||
|
траншеи, В, |
основания |
||||||||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
в |
в1 |
h |
h1 |
h2 |
h3 |
||
|
100 |
118 |
720 |
620 |
270 |
370 |
70 |
130 |
180 |
120 |
|
150 |
170 |
770 |
670 |
320 |
420 |
160 |
195 |
||
|
200 |
222 |
820 |
720 |
350 |
450 |
160 |
205 |
110 |
|
|
250 |
274 |
880 |
780 |
400 |
500 |
170 |
220 |
||
|
300 |
326 |
930 |
830 |
450 |
550 |
185 |
235 |
||
|
350 |
378 |
980 |
880 |
500 |
600 |
195 |
245 |
||
|
400 |
429 |
1030 |
930 |
550 |
650 |
210 |
260 |
100 |
|
|
500 |
532 |
1530 |
1030 |
650 |
750 |
235 |
285 |
||
|
600 |
635 |
1640 |
1140 |
750 |
850 |
260 |
310 |
||
|
700 |
738 |
1740 |
1240 |
850 |
950 |
285 |
335 |
90 |
|
|
800 |
842 |
1840 |
1340 |
950 |
1050 |
310 |
360 |
||
|
900 |
945 |
1940 |
1450 |
1050 |
1150 |
335 |
385 |
||
|
1000 |
1048 |
2050 |
1550 |
1150 |
1250 |
355 |
415 |
80 |
|
Стыковые соединения переходных элементов с чугунными трубами по серии 3.901.2-16
|
Прокладка трубопровода на грунтовом основании |
Узлы 2 и 4 для труб по ГОСТ 9583-75 |
Узлы 1 и 3 для труб по ГОСТ 9583-75 |
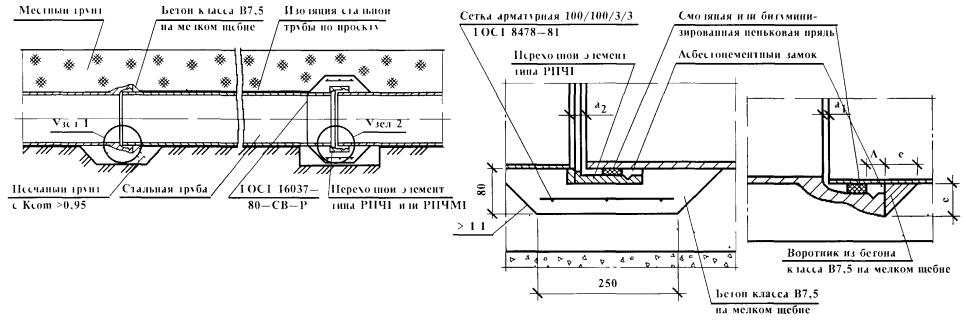
Прокладка трубопровода на искусственном основании
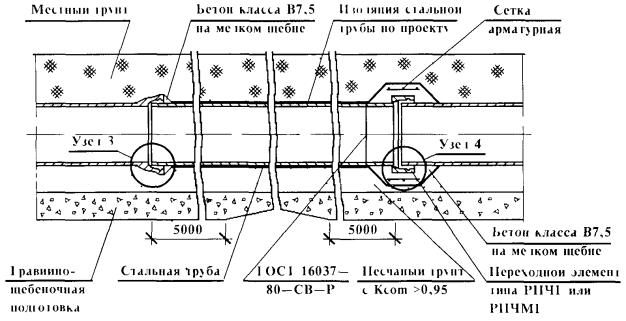
|
Диаметр условного прохода трубы, Dу, мм |
Размеры, мм |
|||||
|
сетки арматурной |
А |
а1 |
а2 |
е |
||
|
ширина |
длина |
|||||
|
100 |
300 |
750 |
30 |
5 |
20 |
34 |
|
150 |
950 |
38 |
||||
|
200 |
1100 |
41 |
||||
|
250 |
1300 |
30 - 35 |
42 |
|||
|
100 |
1450 |
44 |
||||
|
150 |
1600 |
10 |
25 |
46 |
||
|
400 |
1750 |
50 |
||||
|
500 |
2100 |
40 - 50 |
53 |
|||
|
600 |
2450 |
30 |
58 |
|||
Узлы 1 - 4 для чугунных труб Dу 100 - 400 мм по ТУ 14-3-1247-83
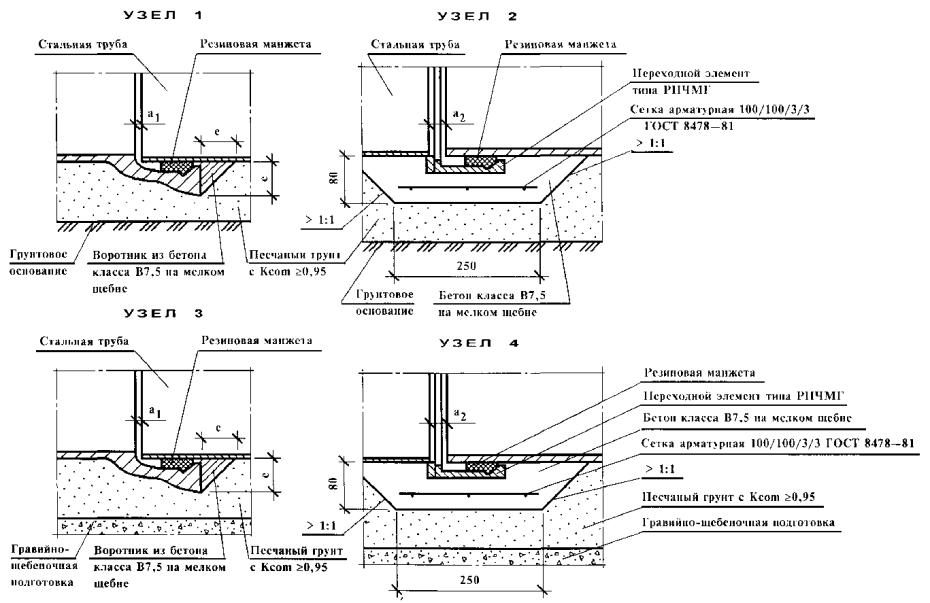
|
Диаметр условного прохода трубы, Dу, мм |
Размеры, мм |
||||
|
сетки арматурной |
a1 |
a2 |
е |
||
|
ширина |
длина |
||||
|
100 |
300 |
750 |
5 |
20 |
34 |
|
150 |
950 |
38 |
|||
|
200 |
1100 |
41 |
|||
|
250 |
1300 |
42 |
|||
|
300 |
1450 |
44 |
|||
|
400 |
1750 |
10 |
25 |
50 |
|
Прокладка трубопровода на грунтовом основании
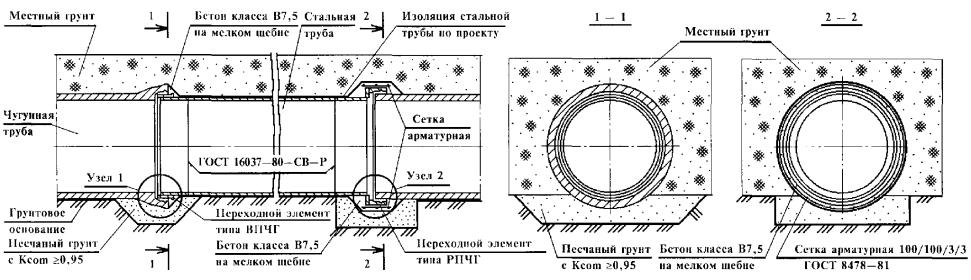
Прокладка трубопровода на искусственном основании
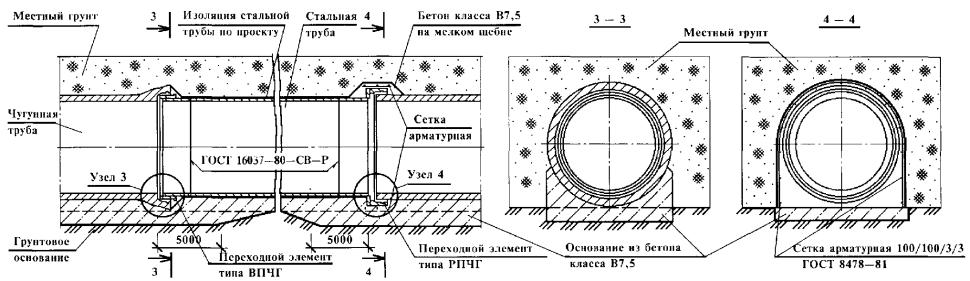
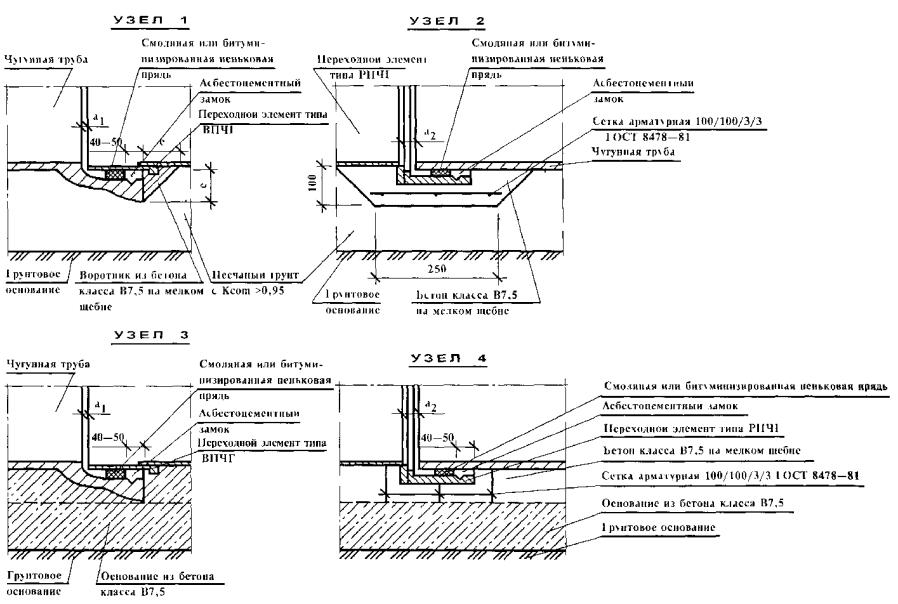
|
Диаметр условного прохода трубы, Dу, мм |
Размеры, мм |
||||
|
сетки арматурной |
a1 |
a2 |
е |
||
|
ширина |
длина |
||||
|
700 |
300 |
2750 |
10 |
30 |
68 |
|
800 |
3050 |
75 |
|||
|
900 |
3400 |
25 |
80 |
||
|
1000 |
3700 |
86 |
|||
Прокладка напорных трубопроводов из асбестоцементных напорных труб на наружных сетях водоснабжения и канализации
ГОСТ 539-80* Трубы и муфты асбестоцементные напорные. Технические условия.
ГОСТ 17584-72* Муфты и соединительные детали чугунные для асбестоцементных напорных труб.
ГОСТ 5228-89 Кольца резиновые для муфтовых соединений асбестоцементных труб. Технические условия.
ТУ 21-24-92-88 Трубы асбестоцементные напорные класса ВТ18 и муфты класса САМ18.
ТУ 21-21-104-84 Муфты асбестоцементные напорные усиленные.
Стандарты и технические условия на асбестоцементные напорные трубы, муфты, соединительные детали и резиновые кольца, арматуру и другие материалы, предусмотренные проектом.
СНиП 3.01.01-85* Организация строительного производства.
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 2.04.02-84 Водоснабжение. Наружные сети и сооружения.
СНиП 2.04.03-85 Канализация. Наружные сети и сооружения.
ПОСОБИЕ по укладке и монтажу чугунных, железобетонных и асбестоцементных трубопроводов водоснабжения и канализации (к СНиП 3.05.04-85*).
Технические требования к трубам, муфтам и резиновым кольцам
Входной контроль асбестоцементных напорных труб и муфт, муфт и соединительных чугунных деталей и резиновых колец для муфтовых соединений должен осуществляться в соответствии с требованиями проекта, СНиП 3.05.04-85*, СНиП 2.04.02-84, СНиП 2.04.03-85, требованиями стандартов и технических условий на трубы, муфты, соединительные детали и резиновые кольца, арматуру и другие материалы, предусмотренные проектом, требованиями ППР и другой технологической документации, утвержденной в установленном порядке.
ГОСТ 539-80* Трубы и муфты асбестоцементные напорные. Технические условия.
Стандарт распространяется на трубы и муфты асбестоцементные, применяемые для напорных трубопроводов и мелиоративных систем.
Для соединения труб должны применяться асбестоцементные муфты типа САМ, удовлетворяющие требованиям данного стандарта или чугунные муфты по ГОСТ 17584-72*.
Для уплотнения муфтовых соединений должны применяться резиновые кольца по ГОСТ 5228-89.
В зависимости от величины рабочего давления трубы и муфты подразделяют на четыре класса, приведенные в нижеследующей таблице.
|
Условное обозначение класса |
Величина рабочего давления |
||
|
труб |
муфт |
МПа |
кгс/см2 |
|
ВТ6 |
САМ6 |
0,6 |
6 |
|
ВТ9 |
САМ9 |
0,9 |
9 |
|
ВТ12 |
САМ12 |
1,2 |
12 |
|
ВТ15 |
САМ15 |
1,5 |
15 |
Рабочим давлением Р является максимальное гидравлическое давление, при котором может быть использована труба данного класса при отсутствии внешней нагрузки.
Форма трубы должна соответствовать приведенной на нижеследующем рисунке.
Трубы каждого класса в зависимости от пропускной способности (внутреннего диаметра) и длины подразделяют на три типа: 1, 2 и 3.
Размеры труб должны соответствовать приведенным в нижеследующих таблицах.
Размеры труб, мм
|
Условный проход |
Внутренний диаметр d |
Наружный диаметр обточенных концов, D |
Толщина стенки обточенного конца S |
Длина трубы L |
||||||
|
ВТ6 |
ВТ9 |
ВТ12 |
ВТ15 |
ВТ6 |
ВТ9 |
ВТ12 |
ВТ15 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
трубы типа 1 |
||||||||||
|
100 |
104 |
100 |
96 |
- |
122 |
9,0 |
11,0 |
13,0 |
- |
2950; 3950 |
|
150 |
146 |
141 |
135 |
- |
168 |
11,0 |
13,5 |
16,5 |
- |
2950; 3950 |
|
200 |
196 |
189 |
181 |
- |
224 |
14,0 |
17,5 |
21,5 |
- |
3950 |
|
250 |
244 |
235 |
228 |
- |
274 |
15,0 |
19,5 |
23,0 |
- |
3950 |
|
300 |
289 |
279 |
270 |
- |
324 |
17,5 |
22,5 |
27,0 |
- |
3950 |
|
350 |
334 |
322 |
312 |
- |
373 |
19,5 |
25,5 |
30,5 |
- |
3950 |
|
400 |
381 |
368 |
356 |
- |
427 |
23,0 |
29,5 |
35,5 |
- |
3950 |
|
500 |
473 |
456 |
441 |
- |
528 |
27,5 |
36,0 |
43,5 |
- |
3950 |
|
трубы типа 2 |
||||||||||
|
200 |
200 |
196 |
188 |
180 |
224 |
12,0 |
14,0 |
18,0 |
22,0 |
5000 |
|
250 |
248 |
242 |
234 |
226 |
274 |
13,0 |
16,0 |
20,0 |
24,0 |
5000 |
|
300 |
292 |
286 |
276 |
267 |
324 |
16,0 |
19,0 |
24,0 |
28,5 |
5000 |
|
350 |
337 |
329 |
317 |
307 |
373 |
18,0 |
22,0 |
28,0 |
33,0 |
5000 |
|
400 |
385 |
377 |
363 |
352 |
427 |
21,0 |
25,0 |
32,0 |
37,5 |
5000 |
|
500 |
476 |
466 |
450 |
436 |
528 |
26,0 |
31,0 |
39,0 |
46,0 |
5000 |
|
трубы типа 3 |
||||||||||
|
200 |
196 |
189 |
181 |
176 |
224 |
14,0 |
17,5 |
21,5 |
24,0 |
5950 |
|
300 |
289 |
279 |
270 |
256 |
324 |
17,5 |
22,5 |
27,0 |
34,0 |
5950 |
|
Внутренние диаметры труб d являются справочными |
||||||||||
Длина обточенных концов всех труб l должна быть не менее 200 мм.
Отклонения размеров труб от номинальных не должны превышать значений, приведенных в нижеследующей таблице.
|
Условный проход |
отклонения, мм |
||
|
по наружному диаметру обточенных концов труб |
по толщине стенки |
по длине труб |
|
|
100 150 |
-1,5 |
+1,5; -2,0 |
-50 |
|
200 250 |
-2,0 |
+1,5; -2,5 |
|
|
300 350 |
-2,5 |
+2,0; -3,0 |
|
|
400 500 |
-3,0 |
+3,0; -4,0 |
|
Форма асбестоцементных муфт должна соответствовать указанной на вышеприведенном рисунке, а размеры муфт - указанным в нижеприведенной таблице.
|
Условный проход |
Внутренний диаметр D1 |
Наружный диаметр |
Толщина стенки муфты S, не менее |
Диаметр канавок D |
Длина муфты L |
||||||
|
САМ6 |
САМ9 |
САМ12 |
САМ15 |
САМ6 |
САМ9 |
САМ12 |
САМ15 |
||||
|
100 |
127 |
171 |
175 |
179 |
- |
22 |
24 |
26 |
- |
150 |
140 |
|
150 |
173 |
219 |
225 |
231 |
- |
23 |
26 |
29 |
- |
196 |
140 |
|
200 |
229 |
277 |
287 |
297 |
307 |
24 |
29 |
34 |
39 |
252 |
150 |
|
250 |
279 |
329 |
341 |
353 |
365 |
25 |
31 |
37 |
43 |
302 |
150 |
|
300 |
329 |
383 |
397 |
411 |
425 |
27 |
34 |
41 |
48 |
352 |
150 |
|
350 |
379 |
435 |
449 |
463 |
477 |
28 |
35 |
42 |
49 |
402 |
160 |
|
400 |
433 |
501 |
517 |
533 |
549 |
34 |
42 |
50 |
58 |
456 |
160 |
|
500 |
534 |
610 |
626 |
642 |
658 |
38 |
46 |
54 |
62 |
557 |
160 |
|
Наружные диаметры муфт являются справочными размерами. |
|||||||||||
Ширина (с) конусной расточки муфт должна быть 6 - 11 мм. Угол конусной расточки 45°, размер фаски 2×45° приведены как справочные размеры и не являются браковочными признаками.
Отклонения размеров асбестоцементных муфт от номинальных не должны превышать: +5,0 мм по длине (допуск - справочный и не является браковочным признаком); +0,5; -1,0 мм по внутреннему диаметру канавки D1 и диаметру канавки D.
Трубы должны быть прямыми. Отклонение от прямолинейности труб не должно превышать следующих величин: 12 мм - для труб длиной 2950 и 3950 мм; 18 мм - для труб длиной 5000 мм; 24 мм - для труб длиной 5950 мм.
Длина конусной части должна быть: 6 ÷ 10 мм - для труб условным проходом 100 ÷ 150 мм; 12 ÷ 18 мм - для труб условным проходом 200 мм и более.
Трубы и муфты должны быть водонепроницаемыми и при испытании их гидравлическим давлением на наружной поверхности не должно быть признаков проникновения воды.
Поставляемые потребителю трубы и муфты:
- должны быть комплектными, при этом число муфт должно быть равно числу труб, а число резиновых колец вдвое превышать число муфт (согласно договору поставки число муфт и колец может быть увеличено); класс поставляемых муфт должен быть не ниже класса труб;
- не должны иметь трещин, обломов и расслоений;
- должны иметь обточенные концы труб и внутреннюю поверхность муфт; на обточенных поверхностях не должно быть сдиров и вмятин;
- могут иметь на наружных необточенных поверхностях труб и муфт отпечатки от технического сукна, сдиры и вмятины глубиной не более 1 мм;
- могут иметь незначительные сколы по внутренней поверхности у торца трубы глубиной не более 2 мм и длиной не более 20 мм вдоль образующей трубы.
На наружной поверхности каждой трубы должно быть нанесено краской: товарный знак или наименование предприятия-изготовителя; условное обозначение трубы, номер партии, надпись «Не бросать», а на каждой муфте - условный проход трубы, для которой предназначена муфта, класс муфты и номер партии. На наружной поверхности не менее 10 % труб и муфт от партии должен быть нанесен штамп ОТК.
Условное обозначение асбестоцементной трубы (муфты) должно состоять из обозначения класса трубы (муфты), условного прохода трубы в мм, размера по длине в мм, типа (для труб) и обозначения данного стандарта.
Пример условного обозначения трубы класса ВТ9, условного прохода 200 мм, длиной 3950 мм, типа 1:
ВТ9 200×3950 тип 1 ГОСТ 539-80
То же, асбестоцементной муфты, предназначенной для соединения труб класса ВТ12, условного прохода 200 мм:
САМ12 200 ГОСТ 539-80
Каждая партия труб и муфт должна быть принята службой технического контроля предприятия-изготовителя и сопровождаться документом, удостоверяющим их качество, в котором должно быть указано: наименование и адрес предприятия-изготовителя; номер и дата выдачи документа, номер партии труб, условное обозначение труб, общее количество в штуках и метрах, номер партии муфт, наименование или условное обозначение, условный проход, количество в штуках (на чугунных муфтах, обозначенных буквой «М», должно быть указано «Не допускаются для питьевого водоснабжения»), количество и внутренний диаметр резиновых колец, результаты испытаний труб и асбестоцементных муфт, обозначение данного стандарта.
При перевозке труб и муфт автомобильным транспортом они должны быть плотно закреплены.
При погрузке и разгрузке не допускается ударять по трубам и муфтам, а также сбрасывать их с какой бы то ни было высоты.
Трубы и муфты должны храниться в штабелях уложенными на ровную и площадку раздельно по классам, типам и диаметрам, трубы в горизонтальном положении, муфты - в вертикальном положении.
При укладке труб на неровную площадку под нижний ряд должны быть уложены деревянные подкладки. Нижний ряд труб должен быть закреплен.
ГОСТ 17584-72* Муфты и соединительные детали чугунные для асбестоцементных напорных труб
Стандарт распространяется на муфты и детали чугунные предназначенные для соединения асбестоцементных напорных труб систем водоснабжения и мелиорации, работающих под давлением до 15 ати, присоединения их к металлическим фланцам арматуры и устройства отводов.
Герметичность соединений труб обеспечивается за счет сжатия резиновых колец, изготавливаемых по ГОСТ 5228-89.
Муфты и соединительные детали (тройники и полумуфты) состоят из чугунной втулки и фланцев, стягиваемых болтами.
Муфта (фланец ФЧМ в комплекте с втулкой ВЧМ) предназначена для соединения труб в водопроводах и газопроводах.
Тройник (фланец ФЧМ в комплекте с втулкой-тройником ВТЧМ) предназначен для устройства отводов Dу = 50 ÷ 150 мм от водопроводов и газопроводов.
Полумуфта (фланец ФЧ в комплекте с втулкой ВЧ) предназначена для присоединения металлических фланцев арматуры и соединительных частей к трубам в водопроводах и газопроводах.
Поставляемые потребителю муфты и соединительные детали:
- должны быть комплектными;
- не должны иметь дефектов: недолива, неслитин, пригаров заливов, пористости, трещин, раковин глубиной более 15 % номинальной толщины стенки (допускается заварка дефектных мест с последующей зачисткой; общее количество заваренных мест не должно быть более двух на деталь; при неровной поверхности отливки допускается местная зачистка глубиной не более 1 мм только под гайки или головки болтов);
Соединение труб в водопроводах и газопроводах с помощью муфты
Устройство отводов от водопроводов и газопроводов с помощью тройника
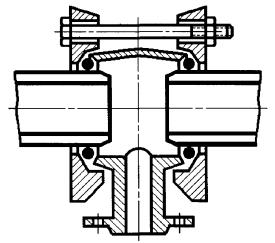
Присоединение металлических фланцев арматуры и соединительных частей к трубам с помощью полумуфты
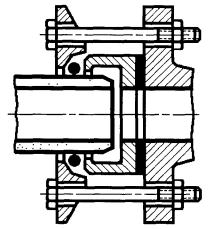
- не должны иметь дефектов на изделиях высшего качества;
- должны быть покрыты нефтяным битумом (или в системах мелиорации - битумным лаком). Покрытие должно быть прочным, гладким и не иметь видимых глазом трещин, не должно быть липким и растворимым в воде;
- должны иметь оцинкованные болты и гайки.
На наружной поверхности каждой муфты или детали должны быть указаны: товарный знак предприятия-изготовителя, буква В на муфтах для систем питьевого водоснабжения, М - для систем мелиорации; условное обозначение детали, диаметр труб, для которых они предназначены, а на втулке-тройнике дополнительно указывается диаметр отвода.
Каждая партия муфт и соединительных деталей должна быть принята службой технического контроля предприятия-изготовителя и сопровождаться паспортом (сертификатом), в котором должны быть указаны: наименование завода-изготовителя, номер партии, наименование комплекта, результаты гидравлических испытаний втулок, температура размягчения битума, обозначение ГОСТ 17584-72.
Втулки, фланцы и болты для муфт, тройников и полумуфт должны перевозиться комплектно, для чего они должны быть связаны проволокой или стянуты болтами.
При перевозке чугунных деталей, связанных проволокой, необходимое количество болтов должно отправляться в ящиках одновременно с чугунными деталями.
Втулки, фланцы и болты для муфт, тройников и полумуфт должны храниться под навесом, уложенными раздельно в стопы и должны быть защищены от воздействия атмосферных осадков.
Гарантийный срок эксплуатации (хранения) изделий при условии соблюдения потребителем правил транспортирования и хранения - 12 мес со дня сдачи муфт (других изделий) в эксплуатацию, но не более 18 мес со дня отгрузки с предприятия, а муфт (других изделий) высшей категории качества - два года со дня сдачи в эксплуатацию, но не более двух с половиной лет со дня отгрузки с предприятия-изготовителя.
ГОСТ 5228-89 Кольца резиновые для муфтовых соединений асбестоцементных труб. Технические условия
Стандарт распространяется на резиновые кольца для уплотнения асбестоцементных муфт и соединительных деталей в напорных трубопроводах из асбестоцементных труб, работающих при температурах от минус 5 до плюс 30 °С.
Кольца в зависимости от их назначения изготовляют трех типов: САМ, КЧМ и ТЧМ.
Кольцо типа САМ
Кольцо типа КЧМ
Кольцо типа ТЧМ
|
Тип кольца |
Назначение |
Давление не более МПа (кгс/см2) |
Сечение кольца |
Ширина кольца, мм |
Тип муфты |
|
САМ |
Водопровод |
1,8 (18,3) |
Фигурное |
|
Асбестоцементная САМ по ГОСТ 539 |
|
КЧМ |
Водопровод |
1,8 (18,3) |
Круглое |
14 ± 0,5 |
|
|
Газопровод |
0,005 (0,05) |
|
17 ± 0,6 20 ± 0,8 |
Чугунная по ГОСТ 17584-72* |
|
|
ТЧМ |
Водопровод |
1,8 (18,3) |
Трапецевидное |
|
Чугунная по ГОСТ 17584-72* |
|
Газопровод |
0,5 (5,1) |
|
Пример условного обозначения колец для водопроводной трубы с условным проходом 150 мм:
Кольцо САМ 150 ГОСТ 5228-89
Кольцо КЧМ 150 ГОСТ 5228-89
Кольцо ТЧМ 150 ГОСТ 5228-89
На рабочей поверхности колец:
- не допускаются: пузыри, трещины и срезы;
- допускаются: возвышения, углубления, недопрессовка не более: глубиной (высотой) 1 мм, диаметром 3 мм, в количестве 3 шт.; отпечатки, не более: глубиной (высотой) 1 мм и шириной 0,5 мм.
На нерабочей поверхности колец должна быть нанесена отпечатками от пресс-формы маркировка с указанием товарного знака или товарного знака и наименования предприятия-изготовителя, условного обозначения кольца и года выпуска (две последние цифры). Маркировку колец типа КЧМ наносят на ярлык, прикрепленный к пачке.
Кольца одного размера и одной группы резин (1 группа - для воды, 2 - для газа) в количестве не более 100 шт. должны быть связаны в пачки и упакованы в бумажные или льно-джутовые мешки массой брутто не более 50 кг. К пачкам должны быть прикреплены ярлыки, содержащие следующие данные: товарный знак или товарный знак и наименование предприятия-изготовителя, тип кольца, их количество, штамп ОТК и обозначение ГОСТ 5228-89.
Отпускаемые потребителю кольца должны сопровождаться документом о качестве, который должен содержать следующие данные: товарный знак или товарный знак и наименование предприятия-изготовителя, тип кольца, количество колец, дату изготовления, номер партии, результаты проведенных испытаний, штамп ОТК, обозначение ГОСТ 5228-89.
Кольца следует хранить в закрытом помещении при температуре от минус 15 до плюс 30 °С, в условиях, исключающих деформацию, повреждения и ударные нагрузки, на расстоянии не менее 1 м от отопительных приборов и не подвергать воздействию веществ, разрушающих резину.
Допускается хранить кольца при температуре от 30 до 50 °С в течение 6 месяцев. Кольца после пребывания при температуре ниже 5 °С перед монтажом муфтового соединения должны быть выдержаны при температуре (23 ± 5) °С не менее 24 ч.
Технические требования к монтажу
Прокладку трубопроводов наружных сетей канализации и водоснабжения следует осуществлять в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 2.04.02-84, СНиП 2.04.03-85, СНиП 3.05.04-85*, ППР, технологических карт и схем операционного контроля качества СМР и другой нормативной документации, утвержденной в установленном порядке.
Строительство трубопроводов и сооружений водоснабжения и канализации должны выполнять строительно-монтажные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
Строительство должно вестись по утвержденному проекту и при наличии организации, на которую возложены технический надзор и приемка работ.
Работы по монтажу трубопроводов должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по монтажу трубопроводов.
Производству работ по прокладке напорных трубопроводов должен предшествовать входной контроль проектно-сметной документации, труб, муфт, колец и соединительных деталей.
Входной контроль труб и других элементов наружных сетей должен производиться в соответствии с требованиями проекта, государственных стандартов и технических условий на трубы и другие элементы трубопровода, предусмотренные проектом, требованиями ППР, соответствующих технологических карт, СОКК и другой технологической документации, утвержденной в установленном порядке.
В процессе входного контроля:
- необходимо проверить сопроводительные документы (документы о качестве), ярлыки и маркировку и установить соответствие поступивших труб и других элементов трубопровода требованиям проекта;
- необходимо путем внешнего осмотра труб и других элементов трубопровода убедиться в отсутствии видимых недопустимых дефектов, а путем предусмотренных испытаний и измерений - в соответствии их требованиям нормативных документов.
Объем входного контроля труб и других материалов и деталей, а также участие в нем лабораторной и других служб должны быть определены в технологических картах.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППР, технологических карт и схем операционного контроля качества (СОКК); - наличие актов освидетельствования ранее выполненных земляных работ и акта приемки траншей и котлованов (с исполнительной документацией и разрешением заказчика на укладку трубопровода); наличие в натуре и неизменность положения знаков разбивочной сети трассы и наличие акта приемки-передачи этих знаков и материалов исполнительной съемки (при передаче работ); |
ППР, технологические карты и СОКК Акты освидетельствования скрытых работ с исполнительной документацией; Акты приемки |
|
- выполнение геодезических работ по перенесению трассы трубопровода в натуру; - выполнение земляных работ по окончательной разработке траншеи (доработка недоборов); |
Исполнительный чертеж |
|
|
- сопроводительные документы (документы о качестве, сертификаты и т.д.); маркировку, ярлыки и внешним осмотром качество поступивших труб, муфт, колец, соединительных деталей трубопроводов; - выполнение работ по очистке труб изнутри и снаружи от грязи, снега, льда и посторонних предметов, раскладке труб на бровке вдоль траншеи. |
Документы о качестве |
|
|
Прокладка напорных трубопроводов из асбестоцементных труб |
Контролировать: - соблюдение заданной технологии укладки трубопровода и узлов задвижек; - укладку трубопровода и узлов задвижек в проектное положение; - соблюдение технологии монтажа стыковых соединений асбестоцементных труб с помощью резиновых колец. |
Общий и специальный журналы |
|
Приемка |
Проверить: - соответствие фактического положения уложенного трубопровода требованиям проекта и нормативных документов; - выполнение требований проекта и нормативных документов к качеству выполнения стыковых соединений (на резиновых кольцах и фланцевых); - надлежащее оформление исполнительной документации. |
Исполнительный чертеж, акты освидетельствования скрытых работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), геодезист, лаборант (инженер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), геодезист, представители технадзора заказчика КИП - нивелир, теодолит и др. геодезические приборы, лабораторные приборы и оборудование. |
||
Если в процессе осмотра труб будет установлено несоответствие их требованиям стандарта или технических условий, обнаружено разрушение труб или потеря ими герметичности при предварительном испытании первого участка смонтированного трубопровода, рекомендуется трубы перед дальнейшей развозкой на трассу и укладкой подвергать выборочно предварительному испытанию на стенде испытательным давлением.
Запорная, регулирующая и контрольная арматура до ее установки должна быть подвергнута ревизии. Если арматура не отвечает техническим требованиям, то ее надлежит разобрать, осмотреть и устранить дефекты, после чего испытать в соответствии с требованиями проекта.
Фасонные части и арматура, имеющие паспорта, поступающие в монтаж до истечения гарантийного срока, ревизии и испытанию не подлежат.
Производству работ по прокладке напорных трубопроводов из асбестоцементных труб должны предшествовать:
- выполнение предусмотренных проектом внеплощадочных и внутриплощадочных подготовительных работ (см. СОКК «Внеплощадочные и внутриплощадочные подготовительные работы» в данном альбоме);
- разработка проекта производства работ, технологических карт и схем операционного контроля качества;
- выполнение и приемка предусмотренных проектом земляных работ (см. СОКК «Разработка траншей и котлованов» в данном альбоме);
- выполнение геодезических работ по перенесению подземных сетей в натуру; передача и приемка закрепленных на местности знаков геодезической разбивки (см. СОКК «Разбивочные работы при прокладке инженерных сетей» и «Производство детальных разбивочных работ при прокладке трубопроводов» в данном альбоме);
- входной контроль проектно-сметной документации, труб, узлов и других элементов наружных сетей;
- изучение инженерно-техническим персоналом проектной и технологической документации.
Монтаж трубопроводов должен производиться после приемки земляных работ, оформления актов освидетельствования скрытых работ и исполнительного чертежа по результатам исполнительной геодезической съемки.
Запрещается выполнение последующих работ при отсутствии актов освидетельствования предшествующих скрытых работ во всех случаях.
Монтаж трубопровода должен производиться после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна. Результаты проверки должны быть отражены в журнале производства работ.
Перед началом работ по монтажу трубопровода необходимо устроить в начале участка трубопровода концевой упор, в который должна упираться первая уложенная труба и который впоследствии может быть использован при гидравлическом испытании.
При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
Трубопровод укладывают на естественное или искусственное основание. Вид и характеристики вскрытого грунта естественного основания под трубопровод должны соответствовать проекту. Не допускается размыв, размягчение, разрыхление или промерзание верхнего слоя грунта основания толщиной более 3 см. Способ восстановления оснований, нарушенных в результате промерзания, затопления, а также переборов глубиной более 50 см, должен быть согласован с проектной организацией.
Каждая труба при укладке на естественное основание во избежание неравномерной осадки должна по всей своей длине (кроме части, расположенной в приямке) опираться на ненарушенный грунт. Применение каких-либо подкладок под трубы для их выравнивания не допускается.
Основание под трубы должно быть предварительно осушено и очищено.
При наличии на трассе трубопровода подземных вод должны быть приняты меры по локализации их влияния и обеспечению качественной подготовки основания в соответствии с проектом. При этом в условиях, затрудняющих качественную подготовку оснований, допускается устройство щебеночных или других дренирующих подготовок при условии обеспечения требуемого охвата труб основанием.
Грунтовое основание должно быть тщательно подготовлено в соответствии с требованиями проекта и обеспечивать плотное прилегание трубопровода по всей длине.
В случае перебора грунта перед укладкой труб в траншею необходимо произвести подсыпку ее дна до проектной отметки грунтом однородным с основанием траншеи, или песчаным грунтом, утрамбованным до плотности, указанной в проекте.
Под стыками труб должны устраиваться приямки, размеры которых по СНиП 3.02.01-87 должны быть не менее указанных в нижеследующей таблице.
|
Трубы |
Стыковые соединения |
Уплотнитель |
Условный проход трубопровода, мм |
Размеры приямков, м |
||
|
длина |
ширина |
глубина |
||||
|
Асбестоцементные |
Муфта типа САМ |
Резиновое кольцо фигурного сечения |
До 300 включ. |
0,7 |
D + 0,2 |
0,2 |
|
Св. 300 |
0,7 |
D + 0,5 |
0,2 |
|||
|
Чугунная фланцевая муфта |
Резиновое кольцо круглого сечения и типа КЧМ |
До 300 включ. |
0,7 |
D + 0,5 |
0,3 |
|
|
Св. 300 |
0,9 |
D + 0,7 |
0,3 |
|||
После заделки стыков приямки должны быть заполнены песчаным грунтом с тщательным уплотнением. Применение пылеватых песчаных грунтов для этих целей не допускается.
При укладке труб на грунтовое основание из крупнообломочных и скальных пород, гравелистых песков, твердых и полутвердых глинистых грунтов под трубами должна устраиваться подготовка из песчаных грунтов толщиной не менее 100 мм над выступающими неровностями подготовленного основания. Подготовка должна быть уплотнена до Кcom ≥ 0,95.
Для устройства подготовки из песчаного грунта следует использовать преимущественно крупные или средней крупности песчаные грунты, применение пылеватых песчаных грунтов не допускается.
Укладка труб и устройство искусственных оснований под трубопроводы на мерзлом грунте не допускается, за исключением сухих гравелистых грунтов.
При засыпке трубопровода должно производиться послойное уплотнение грунта с обеспечением коэффициента уплотнения не менее 0,85 - при нормальной степени уплотнения и не менее 0,93 - при повышенной степени уплотнения.
Способы подготовки основания под трубы и обратной засыпки траншей с уплотнением грунта, а также типы применяемых механизмов должны быть установлены проектом и уточнены ППР.
При засыпке трубопроводов следует принимать меры по предотвращению повреждений труб.
Трубы перед монтажом следует располагать вдоль траншеи так, чтобы они не мешали механизмам, работающим по прокладке трубопровода, чтобы осмотр и подготовка их концов, захват и опускание трубы в траншею были бы наиболее удобными, чтобы исключить ненужные перемещения труб во время монтажа трубопровода.
При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует дотекать попадания в них поверхностных или сточных вод.
Трубы, муфты и соединительные детали перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда и посторонних предметов.
Захват труб при опускании их в траншею следует осуществлять приспособлениями, обеспечивающими их сохранность в местах захвата.
При опускании труб в траншею, а также при их укладке не должны допускаться удары труб друг о друга и о твердые предметы.
Укладку и монтаж труб следует начинать, как правило, с участков пониженного профиля.
Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии. Они должны быть выдержаны при температуре (23 ± 5) °С не менее 24 часов.
Допускается монтировать кольца при температуре от минус 20 до плюс 50 °С без непосредственного воздействия солнечного облучения не более 7 часов.
Монтаж колец должен производиться без перекосов, скручивания и механических повреждений.
Соединение асбестоцементных труб с арматурой или металлическими трубами следует осуществлять с помощью чугунных фасонных частей или стальных сварных патрубков и резиновых уплотнителей.
Перед началом монтажа трубопроводов на концах соединяемых труб в зависимости от длины применяемых муфт следует сделать отметки, соответствующие начальному положению муфты до монтажа стыка и конечному - в смонтированном стыке.
|
F |
Величину зазора между торцами соединяемых труб следует принимать, мм: для труб диаметром до 300 мм - 5, свыше 300 мм - 10 |
После окончания монтажа каждого стыкового соединения необходимо проверить правильность расположения муфт и резиновых уплотнителей в них, а также равномерность затяжки фланцевых соединений чугунных муфт.
Фланцевые соединения соединительных деталей и арматуры следует монтировать с соблюдением следующих требований:
- фланцевые соединения должны быть установлены перпендикулярно оси трубы;
- плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
- устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается.
После укладки трубопровода в траншею должны быть проверены:
- проектная глубина и уклон трубопровода;
- плотность прилегания трубопровода ко дну траншеи или искусственному основанию на всем его протяжении;
- состояние защитного покрытия трубопровода;
- плановое и высотное положение трубопровода.
|
F |
Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ±100 мм в плане, а отметок верха напорных трубопроводов ±30 мм, если другие нормы не обоснованы проектом. |
Правильность укладки трубопровода следует проверять путем нивелирования всех указанных в проекте узловых точек уложенного трубопровода и мест его пересечения с подземными сооружениями.
Требуемая точность работ по прокладке напорных трубопроводов должна обеспечиваться детальными разбивочными работами и постоянным контролем точности укладки трубопровода, которые входят в технологический процесс подготовки и прокладки трубопроводов (см. СОКК «Производство детальных разбивочных работ при прокладке трубопроводов»).
Как правило, выверка положения труб по вертикали осуществляется с помощью ходовой визирки, которая устанавливается на лоток устанавливаемой трубы и верх которой при установке трубы в проектное положение должен находиться на линии визирования. Выверка труб в плане осуществляется по вешкам.
Отклонения от проектного положения трубопровода в плане и по высоте должны быть зафиксированы в исполнительном чертеже, выполненном по результатам исполнительной геодезической съемки уложенного трубопровода (или участка трубопровода).
Исполнительная геодезическая съемка подземных инженерных сетей должна выполняться до засыпки траншей.
Съемке по наружным сетям водопровода подлежат ось трассы, колодцы, вводы, аварийные выпуски, артезианские скважины.
На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров в стыковых соединениях, устройство колодцев и камер, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением, устройство пропусков труб через стены колодцев, камер, емкостных сооружений и др.
Монтаж трубопроводов
Монтаж трубопроводов из труб на муфтах типа САМ
До начала соединения труб в очищенные от загрязнения канавки муфт закладываются резиновые кольца так, чтобы цилиндрические гнезда в кольцах были обращены внутрь муфты. При установке колец в пазы муфт необходимо их расправлять так, чтобы выступающие части были одного размера по всей окружности муфты.
Монтаж колец должен производиться без перекосов, скручивания и механических повреждений (ГОСТ 5228-89, п. 5.2.).
Между соединяемыми трубами следует обеспечить необходимый зазор с помощью переносной штанги, удаляемой из трубы после монтажа стыка:
5 мм - для труб условным проходом до 300 мм включительно;
10 мм - для труб условным проходом более 300 мм.
Для того, чтобы зазор между трубами после монтажа стыка был расположен на середине муфты, на трубах перед началом монтажа делаются отметки на расстоянии от торцов, равном половине длины муфты минус половина величины зазора между трубами.
Для уменьшения трения между поверхностями трубы и резиновыми кольцами наружную поверхность труб на длине 50 - 70 мм от концов следует смазать графитоглицериновой пастой (состав по объему: графит пластинчатый - 40 ÷ 45 %, глицерин - 35 ÷ 40 %, вода - 20 ÷ 25 %. Расход смазки - 200 г на 1 м2 рабочей смазываемой поверхности).
Монтаж труб на муфтах типа САМ может осуществляться двумя способами.
При первом способе монтаж производится следующим образом: первоначально на очередную укладываемую трубу надвигают муфту до сделанной на этой трубе отметки (l - с)/2; затем с помощью монтажного приспособления эту трубу вместе с муфтой продвигают в сторону уложенного трубопровода до тех пор, пока конец последней уложенной трубы не войдет в муфту на глубину (l - с)/2. Для того, чтобы во время монтажа муфта не сдвинулась со своей первоначальной отметки, у ее торца следует установить упорный (переносной) хомут.
При втором способе монтаж труб производится следующим образом: на укладываемую трубу надвигается муфта на всю ее длину; затем эта труба центрируется с ранее уложенной и при помощи монтажного приспособления муфта с укладываемой трубы передвигается на уложенную до имеющейся на ней отметки (l - с)/2.
При первом и втором способах монтажа муфта может первоначально быть надетой также и на уложенную трубу.
Для монтажа стыковых соединений асбестоцементных труб рекомендуются следующие типы простейших приспособлений:
- приспособление с центральным торцевым винтом, схема которого приведена в СОКК «Прокладка напорных железобетонных трубопроводов на наружных сетях водоснабжения и канализации из железобетонных напорных виброгидропрессованных труб»;
- рычажный натяжной домкрат;
- рычажно-реечное натяжное приспособление;
- винтовой натяжной домкрат.
Стыковое соединение асбестоцементных напорных труб на асбестоцементных муфтах типа САМ (а) и на чугунных муфтах типа ТЧМ (б).
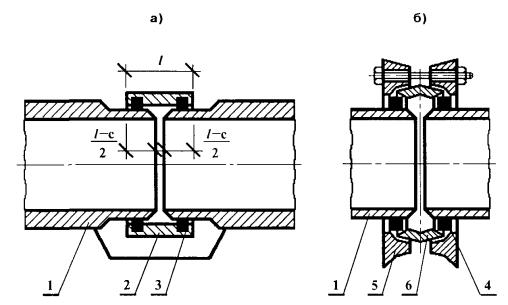
1. Асбестоцементная труба 2. Муфта САМ 3. Резиновое кольцо типа САМ 4. Резиновое кольцо типа ТЧМ 5. Фланцы 6. Втулка
В целях наибольшей механизации работ по монтажу асбестоцементных трубопроводов рекомендуется применение специальных навесных монтажных гидравлических траверс, выполняющих захват и опускание труб в траншею, а также стыковку их с помощью муфт типа САМ.
Одно из таких устройств, являющееся сменным нестандартизованным навесным оборудованием к одноковшовым экскаваторам ЭО-2621 и ЭО-3322 состоит из несущей рамы - швеллера, внизу которой закреплены четыре пары центрирующих уголков, служащих для фиксации соосности стыкуемых труб. На полках рамы шарнирно установлены две пары клиновых рычажных захватов с пружинными пластинами, предназначенными для захвата и удержания труб. Для перемещения муфты с укладываемой трубы на монтируемый стык предусмотрена скоба. Сверху, внутри полок несущей рамы, смонтированы три гидроцилиндра, предназначенные для приведения в действие захватов и перемещения скобы. Для управления гидроприводом устройства используется гидрораспределитель, устанавливаемый на экскаваторе.
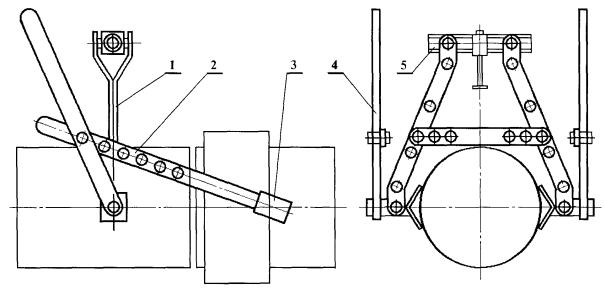
Рычажный домкрат
1. Корпус 2. Тяга 3. Захват 4. Рычаг 5. Стяжной винт
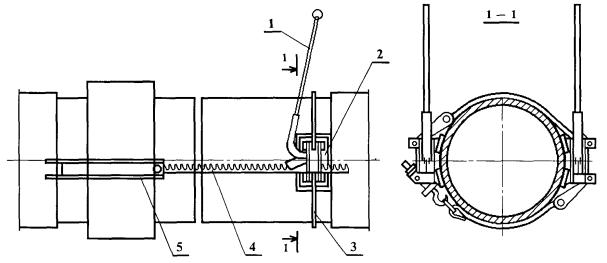
Рычажно-реечное натяжное приспособление
1. Рычаг 2. Упорный башмак 3. Хомут 4. Рейка 5. Захват
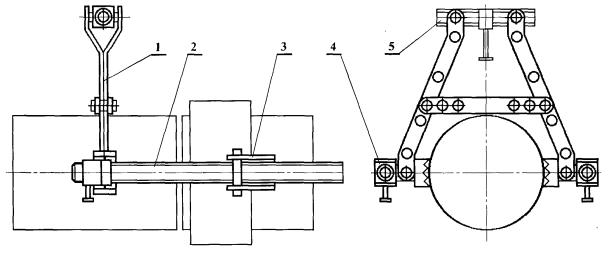
Винтовой домкрат
1. Корпус 2. Натяжной винт 3. Захват 4. Вороток 5. Стяжной винт
При помощи параллелограмной подвески устройство крепится к рукояти экскаватора. Подвеска снабжена стяжкой, пружиной растяжения и поворотным сектором, позволяющим вращать все устройство в горизонтальной плоскости, что необходимо при центрировании стыкуемых труб.
Монтаж трубопровода производится следующим образом: экскаватор с подвешенным к нему устройством, передвигаясь вдоль траншеи, останавливается напротив приямка уложенной трубы. Устройство, управляемое экскаваторщиком, захватывает правыми захватами с бровки траншеи или с прицепа, присоединенного к экскаватору, очередную трубу с заранее надетой на ее конец муфтой и прижимает ее к центрирующим уголкам так, чтобы рычаги скобы касались торца муфты, обращенного в сторону укладываемой трубы. Затем устройство с трубой опускается в траншею так, чтобы конец укладываемой трубы с муфтой отстоял от торца уложенной трубы на расстояние 100 ÷ 120 мм, после чего в работу включают параллелограмную подвеску и придвигают укладываемую трубу к торцу уложенной трубы. Вслед за этим левые рычажные захваты захватывают уложенную трубу и осуществляется центрирование соединяемых труб по уголковым центраторам. При этом поворотный сектор позволяет устранить возможную несоосность труб в горизонтальной плоскости путем поворота устройства.
По окончании центрирования труб с помощью силового гидроцилиндра приводится в действие скоба, которая сдвигает муфту на стык на половину ее длины.
По окончании монтажа стыка экскаватор вместе с устройством перемещается к месту расположения труб за очередной трубой.
Устройство рекомендуется для монтажа асбестоцементных труб диаметром 300 ÷ 500 мм.
Монтаж трубопроводов из асбестоцементных труб на чугунных муфтах
Устройство стыковых соединений асбестоцементных труб с помощью муфт производится с соблюдением правил устройства фланцевых соединений, т.е. обеспечением поочередного завинчивания гаек, расположенных на концах взаимно перпендикулярных диаметров, с тем чтобы не допускать перекоса фланцев.
Опускание труб в траншею, их укладка, центровка и т.п. производятся так же, как и при устройстве стыковых соединений на муфтах других конструкций.
Разметка соединения на чугунных муфтах производится в следующем порядке:
- на концах каждой трубы карандашом или мелом отмечается расстояние, равное половине длины втулки минус половина зазора между трубами (на этих отметках должны размещаться края втулки, надвинутой на концы труб);
- на каждом конце соединяемых труб делается еще по одной отметке на расстоянии, равном половине длины втулки плюс толщина резинового кольца и чугунного фланца (вблизи этих отметок должны располагаться внешние края фланцев после затягивания болтов);
- по окончании разметки стыкового соединения фланцы, резиновые кольца и втулка устанавливаются в соответствии с произведенной разметкой и осуществляется монтаж стыкового соединения путем подтягивания гаек в установленном порядке.
Применяемые при устройстве стыковых соединений стальные болты, фланцы и втулки должны иметь антикоррозионную защиту (оцинковку, покрытие асфальтовыми лаками, битумными эмалями и т.п.). Тип антикоррозионной изоляции должен быть определен проектом.
Монтаж фасонных частей
Присоединение чугунных фасонных частей к трубопроводам, прокладываемым из асбестоцементных труб марок ВТ6, ВТ9, ВТ12 и ВТ15 (наружные диаметры которых по размеру мало отличаются от размеров чугунных труб), можно производить с применением асбестоцементных муфт типа САМ и резиновых колец. Для этого асбестоцементная труба соединяется со стальным или чугунным патрубком «фланец - гладкий конец» (ПФГ) с помощью асбестоцементной муфты и резиновых колец тем же способом, каким соединяются между собой трубы. Затем к фланцу патрубка присоединяется монтируемая фасонная часть.
Присоединение фасонных частей к асбестоцементным трубам можно также осуществлять, используя чугунные трубы. Для этого асбестоцементную трубу при помощи асбестоцементной муфты типа САМ и резиновых колец соединяют с гладким концом чугунной трубы, к которой затем присоединяют нужную стандартную чугунную фасонную часть.
Прокладка напорных трубопроводов из полимерных материалов на наружных сетях водоснабжения и канализации
Технические требования к трубам, соединительным деталям и резиновым кольцам
ГОСТ 18599-83* Трубы напорные из полиэтилена. Технические условия.
ГОСТ Р 50838-95* Трубы из полиэтилена для газопроводов.
ТУ 2248-052-00284581-98 Трубы из сшитого полиэтилена напорные.
ТУ 2248-001-32235015-95 Трубы напорные из полиэтилена.
ТУ 2248-001-41869193-96 Трубы напорные из полиэтилена.
ТУ 2248-001-02958115-94 Трубы напорные из вторичного гранулированного полиэтилена.
ТУ 2248-034-00203536-97 «Трубы полиэтиленовые (ПЭ 100) для газопроводов повышенного давления до 1,2 МПа.
ТУ 6-49-14-89 Детали соединительные из полиэтилена высокого давления для напорных труб.
ТУ 6-49-22-90 Детали соединительные из полиэтилена низкого давления для напорных труб.
ТУ 34-08-10442-90 Детали соединительные сварные из полиэтилена для напорных трубопроводов.
ТУ 6-19-218-86 Детали соединительные из полиэтилена низкого давления сварные и гнутые для напорных труб.
ТУ 6-19-359-97 Детали соединительные из полиэтилена для газопроводов.
ТУ 2248-032-00203536-96 Детали соединительные из полиэтилена с удлиненными хвостовиками.
ТУ 2291-033-00203536-96 Муфты полиэтиленовые с закладными электронагревателями для газопроводов.
ТУ 2248-031-00203536-96 Седелки крановые полиэтиленовые с закладными электронагревателями.
ТУ 2248-037-00203536-96 Отводы седловые полиэтиленовые с закладными электронагревателями.
ТУ 2248-025-00203536-96 Неразъемные соединения полиэтиленовых труб со стальными.
ТУ 6-19-231-87 Трубы напорные из непластифицированного поливинилхлорида.
ТУ 6-49-4-88 Трубы ПВХ-12,5 напорные с раструбом из непластифицированного поливинилхлорида.
ТУ 2248-011-00284581-96 Детали фасонные напорных трубопроводов из непластифицированного поливинилхлорида для энергетических систем.
ТУ 6-19-223-85 Детали соединительные из непластифицированного поливинилхлорида для соединений под резиновое кольцо.
ТУ 6-19-221-85 Отводы для труб из непластифицированного поливинилхлорида.
ТУ 6-49-18-90 Детали соединительные из непластифицированного поливинилхлорида для клеевых соединений напорных труб.
ТУ 38.102100-89 Трубы полипропиленовые напорные.
ТУ 2296-250-24046478-95 Трубы стеклопластиковые и соединительные детали.
ТУ 2296-011-26598466-96 Трубы стеклопластиковые полиэфирные и фасонные изделия для их соединения.
Стандарты и технические условия на трубы, арматуру, узлы, соединительные детали и другие материалы, предусмотренные проектом.
СНиП 3.01.01-85* Организация строительного производства.
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 2.04.02-84 Водоснабжение. Наружные сети и сооружения.
СНиП 2.04.03-85 Канализация. Наружные сети и сооружения.
СП 40-102-2000 Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов.
Входной контроль качества пластмассовых труб, соединительных деталей, арматуры, узлов и других материалов для прокладки напорных трубопроводов из пластмассовых труб должен осуществляться в соответствии с требованиями проекта, государственных стандартов, технических условий на конкретные виды материалов и изделий, ППР, технологических карт, СОКК и другой технологической документации, утвержденной в установленном порядке.
ГОСТ 18599-83* Трубы напорные из полиэтилена. Технические условия
Стандарт распространяется на напорные трубы кольцевого сечения, изготовленные из полиэтилена низкого давления (ПНД) с допускаемым напряжением в стенке трубы 5 МПа и высокого давления (ПВД) с допускаемым напряжением в стенке трубы 2,5 МПа, предназначенные для трубопроводов, транспортирующих воду, в том числе для хозяйственно-питьевого водоснабжения, и другие жидкие и газообразные вещества, к которым полиэтилен химически стоек.
Напорные трубы из полиэтилена изготовляют четырех типов в зависимости от величины постоянного внутреннего давления воды при 20 °С, которые трубы могут выдерживать в течение 50 лет.
|
Тип трубы |
Номинальное давление, МПа (кгс/см2) |
|
Л - легкий |
0,25 (2,5) |
|
СЛ - среднелегкий |
0,4 (4,0) |
|
С - средний |
0,6 (6,0) |
|
Т - тяжелый |
1,0 (10,0) |
Трубы из полиэтилена низкого давления должны выпускаться диаметром от 10 до 1200 мм, трубы из полиэтилена высокого давления - от 18 до 160 мм.
Трубы изготовляют в отрезках, бухтах и катушках. Трубы в отрезках должны изготовляться номинальной длины от 5 до 12 м с кратностью 0,5 м. Предельные отклонения длины от номинальной … +100 мм.
В бухтах и катушках выпускаются трубы диаметром до 160 мм включительно. Длина и предельные отклонения по длине труб в бухтах и катушках оговариваются в договоре поставки.
Предельные отклонения наружного диаметра труб из полиэтилена низкого и высокого давления приведены в нижеследующей таблице
|
Средний наружный диаметр труб, мм |
|||||
|
Номинальный |
Пред. откл. |
Номинальный |
Пред. откл. |
Номинальный |
Пред. откл. |
|
10 ÷ 32 |
+0,3 |
160 |
+1,5 |
450 |
+3,8 |
|
40 |
+0,4 |
180 |
+1,7 |
500 |
+4,0 |
|
50 |
+0,5 |
200 |
+1,8 |
560 |
+4,2 |
|
63 |
+0,6 |
225 |
+2,1 |
630 |
+4,5 |
|
75 |
+0,7 |
250 |
+2,3 |
710 |
+4,9 |
|
90 |
+0,9 |
280 |
+2,6 |
800 |
+5,0 |
|
110 |
+1,0 |
315 |
+2,9 |
900 |
+5,0 |
|
125 |
+1,2 |
355 |
+3,2 |
1000 |
+5,0 |
|
140 |
+1,3 |
400 |
+3,6 |
1200 |
+6,0 |
Трубы должны иметь гладкие наружные и внутренние поверхности. Допускаются незначительные продольные полосы и волнистость. На поверхности и по торцу не допускаются пузыри, раковины, любые посторонние включения, видимые без применения увеличительных приборов.
Цвет труб - черный, однородный.
Изменение длины труб из ПНД и ПВД после прогрева должно быть не более 3 %.
Партия труб должна иметь документ о качестве, содержащий: наименование и (или) товарный знак предприятия-изготовителя, номер партии, дату выпуска партии, условное обозначение трубы, размер партии в метрах и (или) килограммах, результаты испытаний или подтверждение о соответствии качества требованиям ГОСТ 18599-83*.
Маркировка должна быть нанесена на поверхность трубы нагретым металлическим штампом с интервалом не более 4 м и должна включать товарный знак предприятия, условное обозначение трубы без слова «труба», месяц, год изготовления и номер линии в случае формирования партии с двух технологических линий. В маркировку допускается включать номер партии, линии, смены, код аппаратчика.
Трубы, выпускаемые в прямых отрезках, должны быть связаны в пакеты массой до 1 т. Из пакетов допускается формировать блок-пакеты массой до 5 т. Трубы диаметром 315 мм и более допускается не связывать в пакеты.
Внутренний диаметр бухты должен быть не менее:
- 20 наружных диаметров трубы для труб типов Т и С;
- 25 наружных диаметров для труб типа СЛ;
- 30 наружных диаметров для труб типа Л.
Бухты труб диаметром до 32 мм включительно должны быть скреплены не менее чем в четырех местах, трубы большего диаметра - не менее чем в шести. Концы труб должны быть притянуты к бухте.
Пакеты труб длиной до 6 м включительно должны быть скреплены не менее чем в двух местах, большей длины - не менее чем в трех местах.
Трубы в бухтах хранят в горизонтальном и вертикальном положении. При хранении в штабелях высота штабеля труб типов Л и СЛ не должна превышать 2 м, труб типа С - 3 м и труб типа Т - 4 м.
ТУ 6-19-231-87 Трубы напорные из непластифицированного поливинилхлорида
Технические условия распространяются на трубы напорные кольцевого сечения из непластифицированного поливинилхлорида (ПВХ), предназначенные для трубопроводов, транспортирующих воду, в том числе хозяйственно-питьевого водоснабжения, и другие жидкости и газообразные вещества, к которым ПВХ, материал уплотнительных колец и клеевой шов химически стоек.
По техническим условиям выпускаются трубы ПВХ 10, отвечающие допускаемому напряжению в стенке трубы (δ) 10 МПа (100 кгс/см2).
Трубы ПВХ-10 выпускаются четырех типов в зависимости от величины постоянного внутреннего давления воды при температуре 20 °С, которое трубы могут выдерживать в течение 50 лет.
|
Тип трубы |
Номинальное давление, МПа (кгс/см2) |
|
СЛ - среднелегкий |
0,4 (4) |
|
С - средний |
0,6 (6) |
|
Т - тяжелый |
1,0 (10) |
|
ОТ - особо тяжелый |
1,6 (16) |
Трубы должны выпускаться следующих видов:
- без раструбов;
- с раструбами под клеевое соединение (РК);
- с раструбами для соединения с помощью резиновых уплотнительных колец (Р).
Трубы должны изготавливаться в отрезках номинальной длины 5,5; 6,0; 6,5 м. Предельное отклонение длины труб от номинальной ±50 мм. Допускается поставка труб меньшей длины (но не менее 2 м) в количестве до 5 % от размера партии.
По согласованию между потребителем и изготовителем допускается поставка труб другой длины.
Размеры и предельные отклонения от них труб без раструбов не должны превышать приведенных в нижеследующей таблице значений, мм.
|
Средний наружный диаметр |
СЛ |
С |
Т |
ОТ |
|||||
|
толщина стенки |
толщина стенки |
толщина стенки |
толщина стенки |
||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
10 |
+0,2 |
- |
- |
- |
- |
- |
- |
1,0 |
+0,3 |
|
12 |
+0,2 |
- |
- |
- |
- |
- |
- |
1,0 |
+0,3 |
|
16 |
+0,2 |
- |
- |
- |
- |
- |
- |
1,2 |
+0,4 |
|
20 |
+0,2 |
- |
- |
- |
- |
- |
- |
1,5 |
+0,4 |
|
25 |
+0,2 |
- |
- |
- |
|
1,5 |
+0,4 |
1,9 |
+0,4 |
|
32 |
+0,2 |
- |
- |
- |
- |
1,8 |
+0,4 |
2,4 |
+0,5 |
|
40 |
+0,2 |
- |
- |
1,8 |
+0,4 |
1,9 |
+0,4 |
3,0 |
+0,5 |
|
50 |
+0,2 |
- |
- |
1,8 |
+0,4 |
2,4 |
+0,5 |
3,7 |
+0,6 |
|
63 |
+0,2 |
- |
- |
1,9 |
+0,4 |
3,0 |
+0,5 |
4,7 |
+0,7 |
|
75 |
+0,3 |
1,8 |
+0,4 |
2,2 |
+0,5 |
3,6 |
+0,6 |
5,8 |
+0,8 |
|
90 |
+0,3 |
1,8 |
+0,4 |
2,7 |
+0,5 |
4,3 |
+0,7 |
6,7 |
+0,9 |
|
110 |
+0,3 |
2,2 |
+0,5 |
3,2 |
+0,6 |
5,3 |
+0,6 |
8,2 |
+1,1 |
|
125 |
+0,3 |
2,5 |
+0,5 |
3,7 |
+0,6 |
6,0 |
+0,8 |
9,3 |
+1,2 |
|
140 |
+0,4 |
2,2 |
+0,5 |
4,1 |
+0,7 |
6,7 |
+0,9 |
10,4 |
+1,3 |
|
160 |
+0,4 |
3,2 |
+0,6 |
4,7 |
+0,7 |
7,7 |
+1,0 |
11,9 |
+1,4 |
|
200 |
+0,4 |
4,0 |
+0,6 |
5,9 |
+0,8 |
9,6 |
+1,2 |
14,9 |
+1,7 |
|
225 |
+0,5 |
4,5 |
+0,7 |
6,6 |
+0,9 |
10,8 |
+1,3 |
16,7 |
+1,9 |
|
280 |
+0,6 |
5,5 |
+0,8 |
8,2 |
+1,1 |
13,4 |
+1,6 |
20,8 |
+2,3 |
|
315 |
+0,6 |
6,2 |
+0,9 |
9,2 |
+1,2 |
15,0 |
+1,7 |
23,4 |
+2,6 |
Раструб для клеевого соединения (РК)
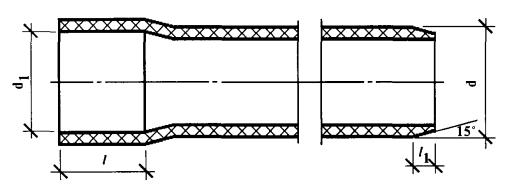
Размеры и предельные отклонения от них труб с раструбом не должны превышать значений, приведенных в нижеследующей таблице
|
d |
d1 |
l |
l1 |
|
|
номинальное |
предельные отклонения |
|||
|
20 |
20,3 |
-0,2 |
32 |
3 |
|
25 |
25,3 |
-0,2 |
32 |
3 |
|
32 |
32,3 |
-0,2 |
32 |
3 |
|
40 |
40,3 |
-0,2 |
40 |
4 |
|
50 |
50,3 |
-0,2 |
50 |
5 |
|
63 |
63,3 |
-0,2 |
63 |
6 |
|
75 |
75,3 |
-0,2 |
70 |
7 |
|
90 |
90,3 |
-0,2 |
79 |
8 |
|
110 |
110,3 |
-0,2 |
91 |
10 |
|
125 |
125,3 |
-0,2 |
100 |
11 |
|
140 |
140,4 |
-0,3 |
109 |
12 |
|
160 |
160,4 |
-0,3 |
121 |
14 |
|
Примечание: предельные отклонения d и S приведены в вышеприведенной таблице |
||||
Раструб для соединения с помощью резиновых уплотнительных колец (Р)
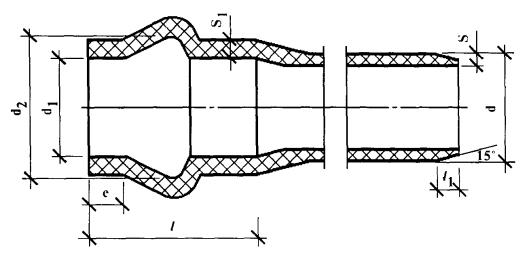
Размеры и предельные отклонения от них, мм, труб с раструбом для соединений с помощью резиновых уплотнительных колец (Р) не должны превышать значений, приведенных в нижеследующей таблице.
|
d |
d1 |
d2 |
S1 не менее, для труб типа |
е не менее |
l |
l1 не менее |
|||
|
номин. |
Пред. откл. |
номин. |
Пред. откл. |
С |
Т |
||||
|
63 |
63,6 |
+0,7 |
80,0 |
+0,8 |
- |
3,4 |
13 |
99,5 |
6 |
|
75 |
75,6 |
+0,7 |
93,9 |
+0,8 |
- |
4,0 |
14 |
102,5 |
7 |
|
90 |
90,7 |
+0,8 |
110,7 |
+0,8 |
- |
4,8 |
15 |
110,5 |
8 |
|
110 |
110,8 |
+0,9 |
132,5 |
+0,9 |
3,5 |
5,9 |
17 |
116,0 |
10 |
|
160 |
161,0 |
+1,1 |
186,0 |
+1,0 |
5,1 |
8,5 |
22 |
134,5 |
14 |
|
225 |
226,4 |
+1,1 |
254,5 |
+1,2 |
7,1 |
12,0 |
27 |
154,0 |
20 |
|
280 |
281,6 |
+1,4 |
314,7 |
+1,4 |
8,9 |
14,9 |
32 |
172,0 |
24 |
|
315 |
316,8 |
+1,5 |
351,3 |
+1,6 |
9,9 |
16,7 |
35 |
184,0 |
26 |
|
Примечание: предельные отклонения d и S приведены в таблице, относящейся к трубам без раструбов. |
|||||||||
Трубы должны изготавливаться из композиций на основе отечественного или импортного поливинилхлорида, имеющих разрешение Минздрава (для хозяйственно-питьевого водоснабжения).
Трубы должны иметь гладкую наружную и внутреннюю поверхности. Допускаются незначительные продольные полосы и волнистость. На поверхности и по торцу не допускаются пузыри, раковины, трещины, видимые без применения увеличительных приборов.
Цвет труб темно-серый, оттенки не регламентируются.
Трубы в условиях монтажа и эксплуатации не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте влияния на организм человека. Работа с ними не требует особых мер предосторожности.
При поднесении открытого пламени трубы загораются без взрыва, по вынесении из пламени затухают.
Трубы поставляются партиями. Размер партии должен быть не более 3500 м для труб диаметром свыше 90 мм и не более 5000 м для труб диаметром 90 мм и менее.
Партия труб должна сопровождаться документом о качестве, который должен содержать следующие данные: наименование и/или товарный знак предприятия-изготовителя; условное обозначение труб; номер партии и дату изготовления; размер партии в метрах и штуках; показатели качества по проведенным испытаниям или подтверждение о соответствии качества требованиям технических условий; штамп и подпись ОТК.
Трубы с раструбами для соединения с помощью резинового кольца должны поставляться в комплекте с резиновыми уплотнительными кольцами по ТУ 381051933-93. Качество колец должно гарантироваться заводом-изготовителем колец и подтверждаться паспортом. Количество колец (шт.) должно быть равно количеству труб. По согласованию сторон допускается поставка дополнительного количества колец в размере до 5 %.
Маркировка должна наноситься на поверхность каждой трубы нагретым металлическим штампом или краской и должна включать условное обозначение трубы без слова «труба», товарный знак или наименование предприятия-изготовителя. В маркировку допускается включать дату изготовления, номер смены, партии, линии, код аппаратчика.
Трубы диаметром менее 90 мм должны быть связаны в пакеты массой не более 80 кг, при механизированной погрузке - в пакеты массой до 1500 кг. Пакеты труб должны быть скреплены в двух - трех местах по длине средствами скрепления по ГОСТ 21650-76*.
Трубы диаметром 90 мм и более поставляются в пакетах, скрепленных в двух местах с помощью рамы из бруса деревянного по ГОСТ 24454-80*Е, обтянутого лентой стальной, скрепленной в замок, или пакетах, обвязанных в двух - трех местах по длине средствами скрепления по ГОСТ 21650-76*.
Кольца, комплектующие трубы, должны быть упакованы в мешки или ящики.
Каждый пакет труб должен снабжаться ярлыком из картона, фанеры или другого материала с нанесением несмываемой краской транспортной маркировки по ГОСТ 14192-96. На ярлыке должны быть указаны: наименование предприятия-изготовителя или его товарный знак; наименование пункта отправления; условное обозначение труб; номер партии и дата изготовления; количество труб в упаковке в м, кг и штуках; номинальная длина труб.
Гарантийный срок хранения труб - два года со дня изготовления.
Трубы должны храниться в горизонтальном положении в штабелях, высота которых не должна превышать 3 м. При хранении в закрытом помещении трубы должны храниться на расстоянии не менее 1 м от источников тепла.
Для сборки труб с раструбами для соединения с помощью резиновых уплотнительных колец применяют: чугунные соединительные детали, поставляемые по импорту, по германскому стандарту DIN 16451; соединительные детали по ТУ 6-19-223-85; отводы по ТУ 6-19-221-85.
Для сборки труб с раструбами под клеевое соединение применяют детали соединительные по ТУ 6-49-18-90 и отводы по ТУ 6-19-221-85.
Чугунные соединительные детали по стандарту DIN 16451
Переход раструбный MMP-KS (d = 160/110).
Тройник раструб-фланец MMB-KS (d = 225; 280; 315 мм)
Тройник раструбный MMA-KS (d = 110; 140; 160; 225)
Патрубок фланец - гладкий конец F-KS (d = 63 ÷ 315)

Патрубок фланец-раструб E-KS (d = 63 ÷ 315)

Соединительные детали из непластифицированного поливинилхлорида
Тройник (d = 63; 75; 90; 110; 160)
Переход (d = 63; 90; 110 мм)
Соединительные детали из непластифицированного поливинилхлорида
Тройник переходной (d = 110/63)
Отвод (α = 45°; 90°) (d = 63 ÷ 315)
Муфта надвижная (d = 63 ÷ 315)
Муфта обыкновенная (d = 63 ÷ 315)
ТУ 38.102100-89 Трубы полипропиленовые напорные
Технические условия распространяются на трубы напорные кольцевого сечения из пропилена, изготовленные методом непрерывной шнековой экструзии на Московском НПЗ и предназначенные для трубопроводов, транспортирующих воду, в том числе хозяйственно-питьевого назначения, и другие жидкие и газообразные вещества, к которым полипропилен химически стоек.
Трубы напорные из пропилена выпускаются среднего типа (С) на максимальное давление воды при 20 °С 0,6 МПа (6 кгс/см2).
Размеры труб из пропилена должны соответствовать приведенным в нижеследующей таблице.
Размеры труб из пропилена
|
Средний наружный диаметр, мм |
Толщина стенки труб, мм |
||
|
Номинальный |
Предельное отклонение |
Номинальный |
Предельное отклонение |
|
20 |
+0,8 |
2,0 |
+0,4 |
|
25 |
+0,9 |
2,0 |
+0,4 |
|
32 |
+1,0 |
2,0 |
+0,4 |
|
40 |
+1,1 |
2,3 |
+0,5 |
|
40 |
+1,1 |
4,5 |
+0,5 |
|
50 |
+1,3 |
2,8 |
+0,5 |
|
63 |
+1,5 |
3,6 |
+0,6 |
|
75 |
+1,7 |
4,3 |
+0,7 |
|
90 |
+2,0 |
5,1 |
+0,8 |
|
110 |
+2,2 |
6,2 |
+0,8 |
|
160 |
+2,5 |
9,1 |
+1,1 |
|
180 |
+2,7 |
10,5 |
+1,4 |
|
225 |
+2,7 |
12,8 |
+1,5 |
Трубы диаметром до 40 мм изготавливаются свернутыми в бухты. Длина труб диаметром 20, 25 мм - не более 500 м, труб диаметром 32 мм - не более 300 м.
Трубы диаметром 40 мм и выше изготавливаются в отрезках номинальной длины 5 м.
Предельное отклонение длины от номинальной должно быть не более 1 %.
Условное обозначение труб состоит из слова «труба», краткого обозначения материала (ПП - полипропилен), указания марки материала, наружного диаметра в мм и обозначения данных технических условий.
Пример: Труба. ПП-01007, 63, ТУ 38.102100-89
В условном обозначении труб, предназначенных для питьевого водоснабжения, после слова труба должно быть указано: «для питьевого водоснабжения».
Поверхность труб должна быть ровной и гладкой. Допускаются незначительные следы от формующего и калибрующего инструмента и незначительная сыпь на наружной поверхности труб, остающаяся при калибровке от пузырьков воздуха.
На поверхности и по торцу труб не допускаются трещины, раковины, пузыри и посторонние включения, видимые без применения увеличительных стекол.
Концы труб должны быть отрезаны перпендикулярно оси трубы и зачищены от заусенцев.
Цвет труб - черный.
Трубы диаметром до 40 мм поставляются в виде бухт. Внутренний диаметр бухты должен быть не менее 1200 мм. Бухты перевязываются полимерным упаковочным материалом не менее, чем в четырех местах. Масса бухт не должна превышать 80 кг.
Трубы диаметром 40 мм и выше формируются в транспортные пакеты при помощи стяжек или транспортируются отдельными трубами.
К каждому упаковочному месту должен прикрепляться ярлык с указанием: товарного знака и (или) наименования завода-изготовителя, условного наименования продукции, номера партии и даты изготовления, массы труб в килограммах и количество труб в погонных метрах, номера упаковщика.
Каждая партия труб должна сопровождаться паспортом, который должен содержать: товарный знак и (или) наименование завода-изготовителя, условное обозначение продукции, номер партии, размер партии в кг и погонных метрах, дату выпуска партии, заключение ОТК о соответствии труб требованиям технических условий.
Трубы должны храниться в горизонтальном положении на стеллажах. Высота штабеля не должна превышай, 2,0 м. Условия хранения труб должны исключать возможность их механического повреждения и действия прямых солнечных лучей.
При погрузке, транспортировании и разгрузке труб должны приниматься меры, исключающие возможность их механического повреждения, а также деформирования, особенно после транспортировки при минусовых температурах.
Гарантийный срок хранения труб - 1 год со дня изготовления.
ГОСТ Р 50838-95* Трубы из полиэтилена для газопроводов.
Данный стандарт распространяется на напорные трубы из полиэтилена для подземных газопроводов, транспортирующих горючие газы, предназначенные в качестве сырья и топлива для промышленного и коммунально-бытового использования.
Трубы, изготовленные по ГОСТ Р 50838-95*, могут применяться для хозяйственно-питьевого водоснабжения, если для их изготовления применяется полиэтилен, разрешенный органами здравоохранения или Госсанэпидемнадзора Российской Федерации для изготовления труб для хозяйственно-питьевого водоснабжения. Такие трубы должны иметь гигиенический сертификат, в котором четко обозначена область применения «для хозяйственно-питьевого водоснабжения».
Размеры труб (мм) должны соответствовать указанным в нижеследующей таблице.
|
Наружный диаметр, мм |
SDR 17,6 |
SDR 11 |
Овальность, мм, не более, труб |
|
|||||
|
Толщина стенки, мм |
в отрезках |
в бухтах, катушках для SDR |
|
||||||
|
Номинальный |
Пред. откл. |
Номинальная |
Пред. откл. |
Номинальная |
Пред. откл. |
||||
|
17,6 |
11 |
|
|||||||
|
20 |
+0,3 |
|
|
3,0 |
+0,4 |
0,5 |
|
1,2 |
|
|
25 |
+0,3 |
- |
- |
3,0 |
+0,4 |
0,6 |
- |
1,5 |
|
|
32 |
+0,3 |
- |
- |
3,0 |
+0,4 |
0,8 |
- |
2,0 |
|
|
40 |
+0,4 |
- |
- |
3,7 |
+0,5 |
1,0 |
- |
2,4 |
|
|
50 |
+0,4 |
- |
- |
4,6 |
+0,6 |
1,2 |
- |
3,0 |
|
|
63 |
+0,4 |
- |
- |
5,8 |
+0,7 |
1,5 |
- |
3,8 |
|
|
75 |
+0,5 |
4,3 |
+0,6 |
6,8 |
+0,8 |
1,6 |
11,3 |
4,5 |
|
|
90 |
+0,6 |
5,2 |
+0,7 |
8,2 |
+1,0 |
1,8 |
13,5 |
5,4 |
|
|
110 |
+0,7 |
6,3 |
+0,8 |
10,0 |
+1,1 |
2,2 |
16,5 |
6,6 |
|
|
125 |
+0,8 |
7,1 |
+0,9 |
11,4 |
+1,3 |
2,5 |
18,8 |
7,5 |
|
|
140 |
+0,9 |
8,0 |
+0,9 |
12,7 |
+1,4 |
2,8 |
21,0 |
8,4 |
|
|
160 |
+1,0 |
9,1 |
+1,1 |
14,6 |
+1,6 |
3,2 |
24,0 |
9,6 |
|
|
180 |
+1,1 |
10,3 |
+1,2 |
16,4 |
+1,8 |
3,6 |
27,0 |
10,8 |
|
|
200 |
+1,2 |
11,4 |
+1,3 |
18,2 |
+2,0 |
4,0 |
- |
- |
|
|
225 |
+1,4 |
12,8 |
+1,4 |
20,5 |
+2,2 |
4,5 |
- |
- |
|
|
Примечания 1. Номинальный наружный диаметр соответствует минимальному среднему наружному диаметру. 2. Стандартное размерное отношение SDR - отношение номинального наружного диаметра трубы d к номинальной толщине стенки е. |
|
||||||||
Трубы изготовляют в прямых отрезках, бухтах и на катушках, а трубы диаметром 200 и 225 мм выпускают только в прямых отрезках. Длина труб в прямых отрезках должна быть от 5 до 24 м с кратностью 0,5 м, предельное отклонение длины от номинальной - не более 1 %. Допускается в партии труб в отрезках до 5 % труб длиной менее 5 м, но не менее 3 м.
Предельные отклонения длины труб, изготовляемых в бухтах и на катушках, не более 3 % для труб длиной менее 500 м и не более 1,5 % для труб длиной 500 м и более.
Допускается по согласованию с потребителем изготовление труб другой длины и предельных отклонений.
Трубы изготавливают из полиэтилена с минимальной длительной прочностью MRS 8,0 МПа (ПЭ 80) и MRS 10,0 МПа (ПЭ 100). MRS МПа - напряжение, определяющее свойство полиэтилена марок, применяемых для изготовления труб, полученное путем экстраполяции на срок службы 50 лет при температуре 20 °С данных испытаний труб на стойкость к внутреннему гидростатическому давлению с нижним доверительным интервалом 97,5 % и округленное до ближайшего нижнего значения ряда R 10 по ГОСТ 8032-84.
Условное обозначение труб состоит из слова «труба», сокращенного наименования материала (ПЭ 80, ПЭ 100, где цифры обозначают десятикратное значение MRS - минимальной длительной прочности, МПа), слова «ГАЗ», стандартного размерного отношения SDR, тире, номинального диаметра, толщины стенки трубы и обозначения данного стандарта.
Пример условного обозначения трубы из полиэтилена ПЭ 80, SDR 17,6 номинальным диаметром 160 мм с предельными отклонениями +1,1 мм и номинальной толщиной стенки 9,1 мм:
Труба ПЭ 80 ГАЗ SDR 17,6 - 160×9,1 ГОСТ Р 50838-95
Трубы должны иметь гладкие наружную и внутреннюю поверхности. Допускаются незначительные продольные полосы и волнистость, не выводящие толщину стенки трубы за пределы допускаемых отклонений. На наружной, внутренней и торцовой поверхностях труб не допускаются пузыри, трещины, раковины, посторонние включения.
Цвет труб - желтый или черный с желтыми продольными маркировочными полосами в количестве не менее трех, равномерно распределенными по окружности трубы. Допускается по согласованию с потребителем изготовление труб без желтых полос.
Внешний вид поверхности труб и торцов должен соответствовать контрольному образцу.
Маркировку наносят на поверхность трубы нагретым, металлическим инструментом или другим способом, не ухудшающим качество трубы, с интервалом не более 1,0 м. Маркировка должна включать товарный знак предприятия и условное обозначение трубы без слова «труба», дату изготовления (месяц, две последние цифры года). В маркировку допускается включать другую информацию, например, номер партии, линии.
Глубина клеймения не более 0,3 мм для труб номинальной толщиной стенки до 6,8 мм включительно и не более 0,7 мм для труб номинальной толщиной стенки более 6,8 мм.
Бухты, катушки, пакеты или блок-пакеты снабжают ярлыком с нанесением транспортной маркировки по ГОСТ 14192-96.
Трубы, выпускаемые в отрезках, связывают в пакеты массой до 3 т.
По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т.
Внутренний диаметр бухты должен быть не менее 20 наружных диаметров трубы.
Пакеты труб скрепляют не менее чем в двух местах на расстоянии 2 ÷ 2,5 м, а пакеты труб, предназначенных для районов Крайнего Севера и труднодоступных районов - на расстоянии 1 ÷ 1,5 м. Бухты скрепляют не менее чем в шести местах.
При упаковке труб в бухты и на катушки концы труб должны быть жестко закреплены.
Документ о качестве труб должен содержать:
наименование и (или) товарный знак предприятия-изготовителя;
номер партии и дату изготовления;
условное обозначение трубы;
размер партии в метрах;
марку сырья;
результаты испытаний или подтверждение о соответствии качества требованиям данного стандарта;
условия и сроки хранения.
Высота штабеля труб в отрезках и бухтах при хранении свыше двух месяцев не должна превышать 2 м. При меньших сроках хранения высота штабеля должна быть не более 3 м для SDR 17,6 и 4 м для SDR 11.
Гарантийный срок хранения труб - два года со дня изготовления.
Рекомендуемые способы сварки труб в зависимости от их наружного диаметра указаны в нижеследующей таблице.
Способы сварки труб в зависимости от наружного диаметра
|
Номинальный наружный диаметр d, мм |
Тип материала |
Способ сварки |
|
20 ÷ 225 |
ПЭ 80 ПЭ 100 |
С помощью соединительных деталей с закладными нагревателями |
|
20 ÷ 110 |
ПЭ 80 |
Нагретым инструментом враструб |
|
63 ÷ 225 |
ПЭ 80 ПЭ 100 |
Нагретым инструментом встык |
Детали соединительные из полиэтилена для газопроводов изготавливают методом литья под давлением и прессованием по ТУ 6-19-359-97 «Детали соединительные из полиэтилена для газопроводов». Они предназначены для соединения труб по ГОСТ Р 50838-95* с использованием сварки нагретым инструментом встык. Их применяют для подземных газопроводов, транспортирующих горючие газы, в системах промышленного и коммунально-бытового назначения.
Допускается применение этих деталей для трубопроводов систем водоснабжения, канализации, технологических трубопроводов при использовании отечественных и импортных марок полиэтилена, имеющих разрешение органов здравоохранения или Госсанэпиднадзора Российской Федерации.
Условное обозначение деталей состоит из наименования вида детали, сокращенного наименования материала (ПЭ 80, ПЭ 100), номинального наружного диаметра или номинальных наружных диаметров (для переходов и неравнопроходных тройников), стандартного размерного отношения соединяемых труб (SDR 11, SDR 17,6), слова «газ» или «питьевая» для деталей, предназначенных, соответственно, для подземных газопроводов или для питьевого водоснабжения, обозначения технических условий.
Пример условного обозначения отвода 90° из полиэтилена типа ПЭ 80 с номинальным наружным диаметром 110 мм для труб SDR 11:
отвод ПЭ 80 110 SDR 11 газ ТУ 6-19-359-97
Пример условного обозначения перехода из полиэтилена типа ПЭ 80 с номинальными наружными диаметрами 160×110 для труб SDR 17,6, допущенных для использования в системах питьевого водоснабжения:
переход ПЭ 80 160×110 SDR 17,6 питьевая ТУ 6-19-359-97
Для изготовления деталей допускается применять импортные и отечественные марки полиэтилена, обеспечивающие качество деталей в соответствии с требованиями технических условий ТУ 6-19-359-97.
Изготовление деталей прессованием производят из заготовок труб, изготовленных по ГОСТ Р 50838-95* и соответствующих SDR 11 или SDR 17,6.
Детали, предназначенные для использования в системах хозяйственно-питьевого водоснабжения, должны изготавливаться из отечественных и импортных марок полиэтилена, имеющих разрешение органов здравоохранения или Госсанэпиднадзора Российской Федерации.
Маркировка деталей должна содержать условное наименование завода-изготовителя и/или его товарный знак и условное обозначение детали без указания ее вида и номера технических условий. В маркировку детали допускается вводить дополнительные данные: год и месяц изготовления; номер формы и гнезда.
Маркировка должна наноситься в процессе изготовления деталей литьем под давлением или прессованием.
В маркировке допускается замена обозначения «ПЭ» на «РЕ» и «×» на «-» (160-110-160).
Маркировка может быть нанесена нагретым штампом.
Виды деталей и номинальные наружные диаметры (диаметры соединяемых труб) приведены в нижеследующей таблице.
|
Вид детали |
Номинальный наружный диаметр, мм |
|
Отвод 90° |
63, 110, 160, 225 |
|
Тройник неравнопроходный |
110×63, 160×110 |
|
Тройник |
63, 110, 160, 225 |
|
Переход |
110×63, 160×110, 225×160 |
|
Втулка под фланец |
63, 110, 160, 225 |
Детали соединительные из полиэтилена с удлиненными хвостовиками изготавливают методом литья под давлением по ТУ 2248-032-00203536-96 «Детали соединительные из полиэтилена с удлиненными хвостовиками». Они предназначены для соединения труб по ГОСТ Р 50838-95* с использованием сварки нагретым инструментом встык и с помощью муфт с закладными нагревателями. Их применяют для подземных газопроводов, транспортирующих горючие газы, в системах коммунального и промышленного назначения.
Допускается применение этих деталей для трубопроводов систем водоснабжения, канализации, технологических трубопроводов при использовании отечественных и импортных марок полиэтилена, имеющих разрешение органов здравоохранения или Госсанэпиднадзора Российской Федерации.
Условное обозначение деталей состоит из наименования вида детали, сокращенного наименования материала (ПЭ 80, ПЭ 100), номинального наружного диаметра или номинальных наружных диаметров (для переходов и неравнопроходных тройников) хвостовиков деталей, стандартного размерного отношения соединяемых труб (SDR 11), слова «газ» или «питьевая» для деталей, предназначенных, соответственно, для подземных газопроводов или для питьевого водоснабжения, обозначения технических условий.
Пример условного обозначения угольника 90 из полиэтилена типа ПЭ 80 с номинальным наружным диаметром хвостовика 110 мм для труб SDR 11:
угольник ПЭ 80 110 SDR 11 газ ТУ 2248-032-00203536-96
Пример условного обозначения заглушки из полиэтилена типа ПЭ 80 с номинальными наружными диаметром хвостовика 32 мм для труб SDR 11, допущенной для использования в системах питьевого водоснабжения:
заглушка ПЭ 80 32 SDR 11 питьевая ТУ 2248-012-00203536-96
Для изготовления деталей допускается применять импортные и отечественные марки полиэтилена, обеспечивающие качество деталей в соответствии с требованиями технических условий ТУ 2248-032-00203536-96.
Детали, предназначенные для использования в системах хозяйственно-питьевого водоснабжения, должны изготавливался из отечественных и импортных марок полиэтилена, имеющих разрешение органов здравоохранения или Госсанэпиднадзора Российском Федерации, и иметь в условном обозначении слово «питьевая».
Маркировка деталей должна содержать условное наименование завода-изготовителя и/или его товарный знак и условное обозначение детали без указания ее вида и номера технических условий. В маркировку детали допускается вводить дополнительные данные: год и месяц изготовления; номинальное давление, бар, при транспортировании воды с температурой 20 °С (РN 10), номер формы и гнезда.
Маркировка должна наноситься в процессе изготовления деталей литьем под давлением. Допускается нанесение маркировки нагретым штампом.
Виды деталей и номинальные наружные диаметры их хвостовиков (диаметры соединяемых труб) приведены в нижеследующей таблице.
Виды деталей и номинальные наружные диаметры их хвостовиков
|
Вид детали |
Номинальный наружный диаметр, мм |
|
Тройник |
32, 63, 110, 160, 225 |
|
Тройник неравнопроходный |
160×110 |
|
Угольник 90° |
32, 63, 110, 160, 225 |
|
Угольник 45° |
110, 160, 225 |
|
Переход |
63×32, 110×63, 160×110, 225×160 |
|
Заглушка |
32, 63, 110, 160, 225 |
Муфты с закладными электронагревателями изготавливают методом литья под давлением из полиэтилена типа ПЭ 80 по ТУ 2291-033-00203536-96 «Муфты полиэтиленовые с закладными электронагревателями для газопроводов». Они предназначены для соединения труб по ГОСТ Р 50838-95* с использованием сварки. Их применяют для подземных газопроводов, транспортирующих горючие газы, в системах коммунального и промышленного назначения.
Допускается применение муфт для трубопроводов систем водоснабжения, канализации, технологических трубопроводов, а также для ремонта полиэтиленовых трубопроводов различного назначения.
Условное обозначение муфт состоит из слова «муфта», сокращенного наименования материала (ПЭ 80), номинального наружного диаметра соединяемых труб в мм, стандартного размерного отношения соединяемых труб (SDR 11), слова «газ», обозначения технических условий.
Пример условного обозначения муфты из полиэтилена типа ПЭ 80 для труб номинальным наружным диаметром 225 мм со стандартным размерным отношением SDR 11:
муфта ПЭ 80 225 SDR 11 газ ТУ 2248-011-00203516-96
Муфты изготавливают из полиэтилена типа ПЭ 80. Для изготовления муфт допускается применять импортные и отечественные марки полиэтилена, обеспечивающие качество деталей в соответствии с требованиями технических условий ТУ 2248-033-00203536-96.
Муфты, предназначенные для использования в системах хозяйственно-питьевого водоснабжения, должны изготавливать из импортных и отечественных марок полиэтилена, имеющих разрешение органов здравоохранения или Госсанэпиднадзора Российской Федерации.
Сварка полиэтиленовых трубопроводов с помощью муфт производится в соответствии с указаниями предприятия-изготовителя по основным параметрам технологического режима сварки труб с муфтами, включая:
- напряжение, подаваемое от блока питания к закладному нагревателю;
- время сварки (время пропускания тока);
- минимальное время охлаждения сварного шва, в течение которого на шов не допускаются внешние механические воздействия.
Указания предприятия-изготовителя муфт могут быть представлены в виде:
- цифр (с размерностью), которые наносят на наружную поверхность муфт в процессе изготовления литьем под давлением;
- штрихкода, прикрепленного к наружной поверхности муфт и считываемого световым карандашом сварочного блока питания.
Конструкция муфт должна предусматривать две клеммы с защитными полиэтиленовыми втулками для подвода электрического тока, контрольные индикаторы сварки, выполненные в виде утопленных в тело муфты полиэтиленовых стержней, которые в процессе сварки поднимаются над наружной поверхностью муфт.
При сварке муфт с трубами обязательна зачистка соединяемых наружных поверхностей труб. Зачистку осуществляют специальным инструментом, обеспечивающим снятие поверхностного слоя.
Для сварки муфт с трубами используют блоки питания по нормативной документации, обеспечивающие поддержание сварочного напряжения с точностью ±1,5 % и времени пропускания тока с точностью +1 %. Концы подводящего кабеля блока питания должны обеспечивать надежное соединение их с клеммами закладного нагревателя муфты.
Маркировка муфт должна осуществляться на их наружной поверхности в процессе изготовления литьем под давлением. Маркировка должна содержать товарный знак предприятия-изготовителя, условное обозначение муфты без указания слова «муфта», номер технических условий, а также указания по основным параметрам технологического режима сварки. В маркировку муфт допускается вводить дополнительную информацию: год и месяц изготовления муфт; номинальное давление, бар, при транспортировании воды с температурой 20 °С (PN 10) по трубопроводу, номер литьевой формы и гнезда.
Для соединения труб по ГОСТ Р 50838 для подземных газопроводов, транспортирующих природные горючие газы в системах коммунально-бытового и промышленного назначения используются также седелки крановые полиэтиленовые с закладными электронагревателями, изготавливаемые по ТУ 2248-031-00203536-96 «Седелки крановые полиэтиленовые с закладными электронагревателями» из полиэтилена типа ПЭ 80 (типоразмеры седелок соответствуют номинальным наружным диаметрам соединяемых труб 63×32, 110×32, 110×63, 160×32 мм), отводы седловые полиэтиленовые с закладными электронагревателями типоразмера 63×32 мм, изготавливаемые по ТУ 2248-037-00203536-96 «Отводы седловые полиэтиленовые с закладными электронагревателями» из полиэтилена ПЭ 80, неразъемные соединения полиэтиленовых труб со стальными, изготавливаемые по ТУ 2248-025-00203536-96 «Неразъемные соединения полиэтиленовых труб со стальными» запрессовыванием стального патрубка в полиэтиленовый с дополнительным упрочнением полиэтиленовой муфтой.
Неразъемные соединения изготавливают из полиэтиленовых труб по ГОСТ Р 50838-95* и стальных труб по ГОСТ 8733-74*, ГОСТ 8734-75*, ГОСТ 10704-91, ГОСТ 10705-80*.
ТУ 38 1051933-93 Кольца резиновые уплотнительные для напорных трубопроводов из непластифицированного поливинилхлорида
Технические условия распространяются на резиновые уплотнительные кольца для напорных труб и соединительных деталей из непластифицированного поливинилхлорида по ТУ 6-19-231-87Е, ТУ 6-49-4-88, ТУ 6-19-221-85, ТУ 6-19-223-85.
Кольца предназначены для уплотнения стыков труб из непластифицированного поливинилхлорида и соединительных деталей к ним, применяемых для прокладки напорных трубопроводов в системах транспортирования воды, в т.ч. хозяйственно-питьевого назначения, а также промышленных и фекальных сточных вод, имеющих кислотнощелочную среду с рН 6 ÷ 8. Кольца работоспособны при температуре от минус 15 до 60 °С и давлении до 1,6 МПа (16 кгс/см2).
Пример записи условного обозначения кольца для труб диаметром 110 мм:
кольцо ПВХ 110 ТУ 38 1051933-93.
Конструкция и размеры колец должны соответствовать приведенным ниже рисунку и таблице.
Конструкция и размеры колец
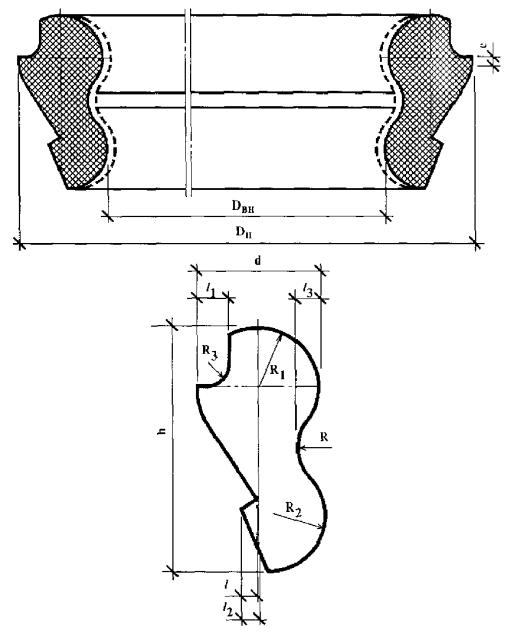
Размеры колец, мм
|
Dу |
Dвн |
Dн |
h |
d |
R1 |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||
|
63 |
64 |
±0,6 |
84 |
19 |
±0,5 |
10 |
±0,4 |
5,0 |
±0,2 |
|
75 |
76 |
98 |
20 |
11 |
5,5 |
||||
|
90 |
92 |
±0,8 |
116 |
21 |
12 |
6,0 |
|||
|
110 |
113 |
139 |
23 |
13 |
6,5 |
||||
|
140 |
144 |
±1,0 |
172 |
25 |
14 |
7,0 |
|||
|
160 |
165 |
195 |
27 |
15 |
7,5 |
||||
|
225 |
233 |
±1,3 |
267 |
32 |
±0,8 |
17 |
±0,5 |
8,5 |
±0,25 |
|
280 |
290 |
±1,6 |
330 |
36 |
20 |
10,0 |
|||
|
315 |
326 |
±2,0 |
368 |
39 |
21 |
10,5 |
|||
Продолжение таблицы
|
Dу |
R2 |
R |
l |
l1 = R3 |
l2 |
l3 |
с |
|
63 |
4,0 |
5,0 |
1,0 |
1,5 |
1,0 |
1,5 |
3,0 |
|
75 |
4,5 |
4,0 |
1,1 |
1,5 |
1,1 |
1,6 |
3,0 |
|
90 |
5,0 |
3,0 |
1,2 |
1,8 |
1,2 |
1,7 |
3,0 |
|
110 |
5,5 |
4,5 |
1,3 |
2,0 |
1,0 |
1,5 |
4,0 |
|
140 |
6,0 |
3,5 |
1,4 |
2,0 |
1,7 |
2,1 |
4,0 |
|
160 |
6,5 |
4,5 |
1,5 |
2,0 |
1,5 |
2,1 |
4,0 |
|
225 |
7,5 |
7,0 |
1,7 |
2,5 |
1,7 |
2,5 |
5,0 |
|
280 |
8,5 |
4,8 |
2,0 |
3,0 |
1,9 |
3,2 |
6,0 |
|
315 |
9,0 |
6,5 |
2,1 |
3,3 |
2,0 |
3,5 |
6,0 |
|
Наименование показателя |
Допустимый размер отклонения |
|
|
на рабочей поверхности |
на нерабочей поверхности |
|
|
1. Трещина |
Не допускается |
|
|
2. Искажение, смещение формы кольца |
Допускается в пределах допуска на размер |
|
|
3. След обработки |
Допускается в пределах допуска на размер |
|
|
4. Возвышение, углубление, недопрессовка, отпечаток на поверхности, включение |
Не допускается более: высотой (глубиной) 1 мм, шириной и длиной 3,0 мм в количестве 3 шт. на кольцо |
Не допускается более: высотой (глубиной) 2 мм, шириной и длиной 5,0 мм в количестве 5 шт. на кольцо |
|
5. Выпрессовка |
Допускается не более: высотой 1,0 мм, толщиной 0,5 мм |
Допускается не более: высотой 2,0 мм, шириной 0,5 мм - для колец с внутренним диаметром до 200,0 мм и высотой 3,0 мм; шириной 0,5 мм - для колец с внутренним диаметром свыше 200,0 мм |
|
6. Втянутая кромка |
Допускается глубиной не более 1,0 мм без ограничения длины |
Допускается глубиной не более 2,0 мм без ограничения длины |
|
7. Срез, обрыв |
Допускается глубиной не более 0,5 мм без ограничения длины |
Допускается глубиной не более 2,0 мм без ограничения длины |
|
8. Пористость в сечении |
Не допускается |
|
|
9. Пористость поверхности |
Не допускается |
Допускается шириной, длиной не более 3,0 мм в количестве не более 3 на кольцо |
|
10. Пузырь |
Не допускается |
Допускается не более: высотой 2,0 мм, диаметром 3,0 мм в количестве 5 шт. на кольцо |
|
11. Разнотонность, разноцветность |
Допускается |
|
Показатели внешнего вида должны соответствовать приведенным рядом в таблице.
На нерабочей поверхности кольца должна быть нанесена маркировка оттисками гравировки на пресс-форме с указанием наименования или товарного знака предприятия-изготовителя; условного обозначения кольца (без указания технических условий) и года выпуска (две последние цифры).
Кольца одинакового размера связывают в пачки от 5 до 25 шт. шпагатом по ГОСТ 17308-88.
Кольца, связанные в пачки, упаковывают в мягкую тару по ГОСТ 17811-78*, ГОСТ 2226-88*, ящики по ГОСТ 18573-86* или картонные коробки по ГОСТ 13841-95 массой брутто не более 50 кг.
Каждое упакованное место должно сопровождаться ярлыком с указанием: наименования или товарного знака предприятия-изготовителя; условного обозначения колец; марки резины; количества колец, шт., и массы, кг; номера партии; даты изготовления (месяц, год - последние две цифры); штампа ОТК.
Кольца транспортируются любым видом транспорта крытого типа при соблюдении требований технических условий, а также в соответствии с правилами перевозок грузов, действующих на каждом виде транспорта.
Кольца должны храниться в закрытом помещении в условиях, исключающих деформацию и повреждение, при температуре от минус 25 до 50 °С и находиться на расстоянии не менее одного метра от отопительных приборов, а также не подвергаться воздействию солнечных лучей и веществ, разрушающих резину.
Допускается хранение при температуре не менее минус 40 °С в течение не более 20 суток.
Кольца после хранения при температуре ниже минус 25 °С перед монтажом должны быть выдержаны при температуре (25 ± 5) °С в течение 24 час.
В качестве монтажной смазки разрешается использовать глицерин (ГОСТ 6823-77*) и раствор мыла (ТУ 10-04-02-89). Не допускается применение смазок на основе нефтепродуктов.
Гарантийный срок хранения колец - 5 лет со дня изготовления. Гарантийный срок эксплуатации - 4 года со дня ввода в эксплуатацию в пределах гарантийного срока хранения.
Прогнозируемый срок службы колец при температуре воды 20 °С - 50 лет.
Для сборки труб с раструбами из непластифицированного поливинилхлорида по ТУ 6-16-231, ТУ 6-49-4 с помощью резиновых уплотнительных колец должны применяться соединительные детали по ТУ 6-19-223, отводы по ТУ 6-19-221.
Прокладку напорных трубопроводов наружных сетей водоснабжения и канализации из пластмассовых труб следует осуществлять в соответствии с требованиями проекта, ППР, технологических карт, схем операционного контроля качества и другой нормативной документации, утвержденной в установленном порядке.
Строительство трубопроводов и сооружений водоснабжения и канализации должны выполнять строительно-монтажные организации, получившие лицензию на выполнение этих работ от федеральных или местных органов по лицензированию строительной деятельности.
Строительство должно осуществляться по утвержденному проекту и при наличии организации, на которую возложены технический надзор и приемка выполненных работ.
Работы по монтажу трубопроводов должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по монтажу трубопроводов из пластмассовых труб.
Производству работ по прокладке напорных пластмассовых трубопроводов должны предшествовать:
выполнение в соответствии с требованиями СНиП 3.01.01-85* предусмотренных проектом внеплощадочных и внутриплощадочных подготовительных работ (см. СОКК «Внеплощадочные и внутриплощадочные подготовительные работы» в данном альбоме);
разработка проекта производства работ, технологических карт и схем операционного контроля качества;
выполнение и приемка в соответствии с требованиями СНиП 3.02.01-87 предусмотренных проектом земляных работ (см. СОКК «Разработка траншей и котлованов» в данном альбоме);
выполнение в соответствии с требованиями СНиП 3.01.03-84 предусмотренных проектом геодезических работ по перенесению подземных сетей в натуру; передача и приемка закрепленных на местности знаков геодезической разбивки (см. СОКК «Разбивочные работы при прокладке инженерных сетей» и «Производство детальных разбивочных работ при прокладке трубопроводов» в данном альбоме);
входной контроль проектно-сметной документации, труб, узлов и других элементов наружных сетей;
изучение инженерно-техническим персоналом проектной и технологической документации.
При входном контроле рабочей документации должна производиться проверка ее комплектности и достаточности содержащейся в ней технической информации для производства работ.
На строительной площадке в процессе входного контроля:
должны быть проверены сопроводительные документы (паспорта, технические паспорта, сертификаты или их копии, заверенные владельцем сертификата), маркировка, ярлыки с целью определения соответствия поступивших труб, соединительных деталей, резиновых колец, арматуры и оборудования требованиям проекта и их комплектности; проверена целостность упаковки; в случае отсутствия документов о качестве, отсутствия в них необходимых данных, несоответствия данных маркировки, ярлыков и документа о качестве материалы могут быть допущены к применению только после их проверки и испытаний на соответствие требованиям стандартов или технических условий. Арматуру, не имеющую паспортов и маркировки, можно использовать только после ее ревизии и испытания;
должен быть произведен внешний осмотр труб, соединительных деталей, резиновых колец, арматуры и оборудования, определены размеры труб и деталей с целью проверки соответствия их требованиям соответствующих нормативно-технических документов, проекта и обнаружения недопустимых дефектов на наружных и внутренних поверхностях;
должны быть проведены требуемые испытания физико-механических свойств труб (предела текучести при растяжении, относительного удлинения при разрыве и др.), предусмотренные регламентом входного контроля на данном предприятии;
при возникновении каких-либо сомнений в качестве поступивших на строительную площадку материалов или документов должны быть вызваны представители строительной лаборатории и функциональных служб, ответственных за поставку материалов, и определена необходимость дополнительных их испытаний.
Измерения наружных и внутренних диаметров труб и соединительных деталей должны производиться не менее чем по двум взаимно перпендикулярным диаметрам. Результаты измерений должны соответствовать величинам, указанным в технической документации на трубы и соединительные детали. Овальность концов труб и соединительных деталей, выходящая за пределы допускаемых отклонений, не разрешается.
Все трубы и соединительные детали зарубежной поставки должны иметь техническое свидетельство.
Не допускается использовать для строительства трубы и соединительные детали с технологическими дефектами, царапинами и отклонениями от допусков больше, чем предусмотрено стандартами или техническими условиями.
Результаты входного контроля должны быть оформлены актом по нижеприведенной форме.
ПРИЛОЖЕНИЕ Е
|
АКТ О ПРОВЕДЕНИИ ВХОДНОГО КОНТРОЛЯ ПАРТИИ ТРУБ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ (СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ) полученных ________________________________________________________________ наименование организации получателя Трубы (соединительные детали) получены для систем ____________________________ водопровод, канализация и др. давлением ________ МПа. Мы, нижеподписавшиеся, комиссия в составе: Представители ______________________________________________________________ организация заказчика, должность, Ф. И. О ___________________________________________________________________________ организация подрядчика, должность, Ф. И. О ___________________________________________________________________________ эксплуатирующая организация, должность, Ф. И. О провели входной контроль партии труб (соединительных деталей) № _______________ диаметром _______ мм, длиной _______м (шт.), поставленных _____________________ ________________________________ из полимера типа ___________________________ наименование фирмы, дата Партия состоит из ___________________________________________________________ шт., бухт или барабанов (ящиков соединительных деталей) и соответствует _____________________________________________________________ российский или зарубежный стандарт Количество труб Ду ___________ мм, длиной _______м ___________________________ (маркировка по стандарту) Количество деталей Ду ________ мм __________ шт. _____________________________ (маркировка по стандарту) Данные о сопроводительном сертификате ______________________________________ Результат: партия труб (соединительных деталей) соответствует (не соответствует) российским стандартам и сопроводительным сертификатам и может (не может) быть допущена к монтажу. Дата Подписи От заказчика __________________ От подрядчика _________________ От эксплуатирующей организации __________________ |
Согласно СП 40-102-2000 для систем напорных трубопроводов наружных сетей водоснабжения и канализации могут применяться напорные трубы и соединительные детали из полиэтилена (ПНД и ПВД), непластифицированного поливинилхлорида (ПВХ), полипропилена (ПП) и стеклопластика. Сортамент этих труб и соединительных деталей приводится в нормативных документах, перечень основных из которых помещен в начале этой схемы операционного контроля.
Выбор напорных труб из полимерных материалов для наружных систем водоснабжения производится с учетом климатических условий и технико-экономических оценок, для наружных систем канализации - с учетом состава стоков, их температуры.
Трубы и соединительные детали из полимерных материалов, предназначенные для хозяйственно-питьевого водоснабжения, должны иметь в маркировке слово «питьевая».
Тип труб и соединительных деталей для водопроводов холодной воды (за исключением изготовленных из стеклопластика) определяется по номинальному давлению в соответствии с нижеприведенной таблицей.
|
Тип трубы |
Номинальное давление, МПа (кгс/см2) |
|
Л - легкий |
0,25 (2,5) |
|
СЛ - среднелегкий |
0,4 (4) |
|
С - средний |
0,6 (6) |
|
Т - тяжелый |
1,0 (10) |
|
ОТ - особо тяжелый |
1,6 (16); 2,0 (20); 2,5 (25) |
|
Примечание: Номинальное давление - это постоянное внутреннее избыточное давление воды, которое трубы и соединительные детали могут выдерживать в течение всего срока эксплуатации (50 лет) при температуре воды 20 °С |
|
Напорные трубы из стеклопластиков подразделяют на три типа по номинальному давлению - 0,6; 1,6 и 2,5 МПа.
За номинальный диаметр трубопроводов, изготавливаемых методом экструзии, принят наружный диаметр. Для труб, изготавливаемых методом намотки (например, стеклопластиковые и базальтопластиковые), за номинальный диаметр принят внутренний диаметр.
Трубы подбирают расчетом, при этом для наружного водопровода, как правило, следует принимать трубы типа «С» (PN-6) и выше.
Технические требования к монтажу, сварке и склеиванию
При монтаже трубопроводов из полимерных материалов и трубозаготовительных работах используются неразъемные и разъемные соединения труб и фасонных деталей (отводов, тройников, втулок под фланцы, переходов).
Неразъемные соединения осуществляются с помощью стыковой и раструбной сварки, сварки с помощью соединительных деталей с закладными электронагревателями, склейки враструб, а также с помощью готовых неразъемных соединений полиэтиленовых труб со стальными.
Разъемные соединения осуществляются с помощью раструбов с эластичным уплотнителем и с помощью буртового соединения со свободным фланцем.
Для соединения труб из полиэтилена следует использовать сварку. Трубы из ПВХ, стеклопластиков и базальтопластиков следует соединять на раструбных соединениях, уплотняемых профильным резиновым кольцом, или на клею.
Для присоединения труб из полимерных материалов к арматуре и металлическим трубам следует использовать пластмассовые буртовые втулки и свободные металлические фланцы или неразъемные соединения из пластмассы-металла.
Трассировка напорного трубопровода водопровода должна осуществляться в соответствии со СНиП 2.04.02-84* с учетом способа прокладки - в грунте, в коллекторах, непроходных каналах, либо в реконструируемых трубопроводах, определяемого местными условиями и результатами экономического расчета, трассировка напорного трубопровода канализации - в соответствии со СНиП 2.04.03-85.
При новом строительстве предпочтение следует отдавать прокладке трубопровода в грунте.
Прокладку подземных инженерных сетей следует, как правило, предусматривать:
совмещенную в общих траншеях;
в тоннелях - при необходимости одновременного размещения тепловых сетей диаметром от 500 до 900 мм, водопровода до 500 мм, свыше десяти кабелей связи и десяти силовых кабелей напряжением до 10 кВ, при реконструкции магистральных улиц и районов исторической застройки, при недостатке места в поперечном профиле улиц для размещения сетей в траншеях, на пересечениях с магистральными улицами и железнодорожными путями. В тоннелях допускается также прокладка напорной канализации, воздуховодов и других инженерных сетей. При прокладке труб в тоннелях (коммуникационных коллекторах) электрические кабели и провода должны прокладываться выше трубопроводов из полимерных материалов и должны быть конструктивно выделены.
Следует использовать возможность поворота трассы за счет изгиба трубы с минимальным радиусом
![]()
где: Eo - модуль упругости полимера при растяжении, МПа;
D - наружный диаметр труб, мм;
δ - расчетная прочность (предел текучести) для материала труб при растяжении, МПа.
Поворот трассы может быть осуществлен также за счет отклонения оси одной трубы относительно другой в раструбном соединении, уплотняемом кольцом, на угол до 2 °.
Минимальное заглубление водопровода до верха трубопровода согласно СНиП 2.04.02-84* должно превышать глубину промерзания грунта для данной местности не менее чем на 0,5 м. Уменьшать глубину заложения трубопровода допускается только при применении тепловой изоляции, конструкция которой не поглощает влагу.
Минимальное заглубление водопровода из условий прочности при отсутствии транспортных нагрузок (кроме поливочного водопровода) должно быть не менее 1,0 м.
Пересечение водопровода с другими коммуникациями, а также автомобильными и железными дорогами следует выполнять в соответствии с требованиями СНиП 2.04.02-84*.
Минимальные расстояния по горизонтали (в свету) от ближайших подземных сетей водопровода и канализации до зданий и сооружений согласно требованиям СНиП 2.07.01-89* приведены в нижеследующей таблице.
При строительстве с сохранением вечномерзлого состояния грунтов оснований расстояния по горизонтали (в свету) от ближайших подземных сетей водопровода и канализации до зданий и сооружений следует принимать по техническому расчету.
При размещении инженерных сетей, подлежащих прокладке с применением строительного водопонижения, расстояния их до зданий и сооружений следует устанавливать с учетом зоны возможного нарушения прочности грунтов оснований.
Расстояния по горизонтали (в свету) от ближайших подземных сетей водопровода и канализации до зданий и сооружений
|
Здания и сооружения |
Расстояние, м, по горизонтали от зданий и сооружений до ближайших сетей водопровода и напорной канализации |
|
Фундаменты зданий и сооружений |
5 |
|
Фундаменты ограждений предприятий, эстакад, опор контактной сети и связи, железных дорог |
3 |
|
Ось крайнего пути: ж. д. колеи 1520 мм, но не менее глубины траншеи до подошвы насыпи и бровки выемки |
4 |
|
ж. д. колеи 750 мм и трамвая |
2,8 |
|
Бортовой камень улицы, дороги (кромка проезжей части, укрепленной полосы обочины) |
2 |
|
Наружная бровка кювета или подошвы насыпи дороги |
1 |
|
Фундаменты опор воздушных линий электропередачи напряжением: до 1 кВ наружного освещения, контактной сети трамваев и троллейбусов |
1 |
|
свыше 1 до 35 кВ |
2 |
|
свыше 35 до 110 кВ и выше |
3 |
Минимальные расстояния по горизонтали (в свету) между соседними инженерными подземными сетями при их параллельном размещении в городских поселениях приведены в нижеследующей таблице. Минимальные расстояния по горизонтали (в свету) между соседними инженерными подземными сетями на вводах инженерных сетей в зданиях сельских поселений должны быть не менее 0,5 м.
При разнице в глубине заложения смежных трубопроводов свыше 0,4 м расстояния, указанные в нижеследующей таблице, следует увеличивать с учетом крутизны откосов траншей, но не менее глубины траншеи до подошвы насыпи и бровки выемки.
Расстояния по горизонтали (в свету) между соседними инженерными подземными сетями при их параллельном размещении.
|
Инженерные сети |
Расстояние, м, по горизонтали до соседних инженерных подземных сетей от |
||
|
водопровода |
канализации бытовой |
дождевой канализации |
|
|
Водопровод |
см. примеч. 1 |
1,5 |
1,5 |
|
Канализация бытовая |
см. примеч. 2 |
0,4 |
0,4 |
|
Дренаж и дождевая канализация |
1,5 |
0,4 |
0,4 |
|
Газопроводы давлением, МПа (кгс/см2): низкого до 0,005 (0,05) |
1 |
1 |
1 |
|
среднего св. 0,005 (0,05) до 0,3 (3) |
1 |
1,5 |
1,5 |
|
высокого: св. 0,3 (3) до 0,6 (6) |
1,5 |
2 |
2 |
|
св. 0,6 (6) до 1,2 (12) |
2 |
5 |
5 |
|
Кабели силовые всех напряжений |
0,5 |
0,5 |
0,5 |
|
Кабели связи |
0,5 |
0,5 |
0,5 |
|
Тепловые сети: наружная стенка канала, тоннеля |
1,5 |
1 |
1 |
|
оболочка бесканальной прокладки |
1,5 |
1 |
1 |
|
Каналы, тоннели |
1,5 |
1 |
1 |
|
Наружные пневмомусоропроводы |
1 |
1 |
1 |
Примечание 1. При параллельной прокладке нескольких линий водоводов (заново или дополнительно к существующим) расстояние в плане между наружными поверхностями труб должно устанавливаться с учетом производства и организации работ и необходимости защиты от повреждений смежных водоводов при аварии на одном из них:
при допускаемом снижении полами воды потребителям на хозяйственно-питьевые нужды не более чем на 30 % (а на производственные нужды - по аварийному графику) расстояние устанавливается по нижеприведенной таблице в зависимости от внутреннего давления и геологических условий;
при наличии в конце водоводов запасной емкости, допускающей перерывы в подаче воды, расстояние устанавливается по нижеприведенной таблице как для труб, укладываемых в скальных грунтах.
Примечание 2. Расстояния от бытовой канализации до хозяйственно-питьевого водопровода из пластмассовых труб должно быть не менее 1,5 м. Расстояние между сетями канализации и производственного водопровода должно быть не менее 1,5 м.
|
Диаметр пластмассовых труб |
Расстояние в плане между наружными поверхностями труб, м |
|||||
|
Вид грунта |
||||||
|
Скальные |
Крупнообломочные породы, песок гравелистый песок крупный, глины |
Песок средней крупности, песок мелкий, песок пылеватый, супеси, суглинки, грунты с примесью растительных остатков, заторфованные грунты |
||||
|
Давление, МПа (кгс/см2) |
||||||
|
≤ 1 (10) |
> 1 (10) |
≤ 1 (10) |
> 1 (10) |
≤ 1 (10) |
> 1 (10) |
|
|
До 600 мм |
1,2 |
1,2 |
1,4 |
1,7 |
1,7 |
2,2 |
|
Св. 600 мм |
1,6 |
- |
1,8 |
- |
2,2 |
- |
На отдельных участках трассы водоводов, в том числе на участках прокладки водоводов по застроенной территории и на территории промышленных предприятий, приведенные выше расстояния допускается уменьшать при условии укладки труб на искусственное основание, в туннеле, футляре или при применении других способов прокладки, исключающих возможность повреждения соседних водопроводов при аварии на одном из них. При этом расстояния между водоводами должны обеспечивать возможность производства работ как при прокладке, так и при последующих ремонтных работах.
При пересечении инженерных сетей между собой расстояния по вертикали (в свету) должны приниматься в соответствии с требованиями СНиП II-89-90.
При пересечении с канализацией на расстоянии, меньшем 0,4 м (по вертикали в свету), водопроводы из полимерных труб должны проектироваться в футлярах. Расстояние от края футляра до пересекаемого трубопровода должно быть не менее 5 м в каждую сторону.
Пересечение пластмассовым трубопроводом стен сооружений следует предусматривать в футлярах. Зазор между футляром и трубопроводом должен заделываться эластичными материалами, предотвращающими попадание влаги внутрь футляра.
Крепление арматуры к стенкам и днищу колодца, тоннеля или канала следует производить с помощью анкерных болтов и хомутов или замоноличивать бетоном.
Компенсация температурного удлинения подземных водопроводов холодной воды из труб с раструбными соединениями, уплотняемыми резиновыми кольцами, достигается в раструбах.
Для подземных водопроводов на сварных или других неразъемных соединениях, прокладываемых в грунте, с учетом защемления труб грунтом специальной компенсации не требуется. При прокладке в каналах следует проводить расчет на компенсацию удлинения труб из полимерных материалов.
Соединение труб из полимерных материалов с трубами из других материалов (стальными, чугунными, асбестоцементными и т.д.) могут выполняться на разъемных и неразъемных соединениях (например, с помощью переходников «полиэтилен-сталь»). При подземной прокладке неразъемные соединения следует устанавливать в колодцах.
Сварка встык нагретым инструментом
Согласно СП 40-102-2000 стыковая сварка рекомендуется для соединения между собой труб из полимерных материалов и фасонных деталей наружным диаметром более 50 мм и с толщиной стенки по торцам более 4 мм.
Согласно СП 42-101-96 стыковая сварка рекомендуется для соединения между собой полиэтиленовых труб сортамента по ГОСТ Р 50838-95* и деталей с толщиной стенок по торцам более 5 мм.
Последовательность процесса сборки и сварки встык труб из полимерных материалов
|
|
Центровка и закрепление в зажимах сварочной машины концов свариваемых труб |
|
|
Механическая обработка торцов труб с помощью торцовки |
|
|
Проверка точности совпадения торцов по величине зазора |
|
|
Нагрев и оплавление свариваемых поверхностей нагретым инструментом |
|
|
Осадка стыка до образования сварного соединения |
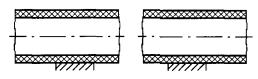
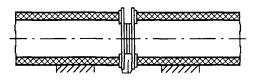
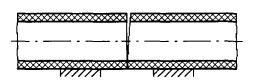
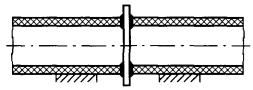
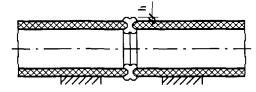
Не рекомендуется сварка встык труб из полиэтилена с разной толщиной стенок (SDR).
Допускается сваркой встык нагретым инструментом соединять между собой трубы и детали, изготовленные из разных типов полиэтилена (ПЭ 63, ПЭ 80 и ПЭ 100) при значениях показателя текучести расплава (ПТР) 0,3 ÷ 1,1 г/10 мин (при 190 °С, 5 кг, ГОСТ 11645), для сварки седельных ответвлений ПТР должен быть не менее 0,4 г/10 мин.
Сварка труб производят при температуре окружающего воздуха от -15 до +40 °С. Место сварки защищают от атмосферных осадков, ветра, пыли и песка. При сварке свободный конец трубы или плети закрывают для предотвращения сквозняков внутри свариваемых труб.
Детали соединительные приваривают к трубам или отрезкам труб, как правило, в заготовительных мастерских - при температуре окружающего воздуха не ниже минус 5 °С.
Сварку труб в монтажных условиях следует производить на сварочных установках, обеспечивающих автоматизацию основных технологических процессов сварки и компьютерный контроль с регистрацией технологического процесса (установках со средней и высокой степенью автоматизации процесса сварки). Допускается также использовать машины с ручным управлением процессом сварки, но с обязательным автоматическим поддержанием заданной температуры нагретого инструмента.
Технологический процесс соединения труб и деталей сваркой встык включает:
- подготовку труб и деталей к сварке (очистка, сборка, центровка, механическая обработка торцов, проверка совпадения торцов и зазора в стыке;
- сварку стыка (оплавление, нагрев торцов, удаление нагретого инструмента, осадка стыка, охлаждение соединения).
Перед сборкой и сваркой труб, а также соединительных (фасонных) деталей тщательно очищают их полости от грунта, снега, льда, камней и других посторонних предметов.
Концы труб и присоединительные части деталей очищают от всех загрязнений на расстояние не менее 50 мм от торцов.
Очистку концов труб и деталей от пыли и песка производят сухими или увлажненными концами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита или специальных обезжиривающих составов.
Концы труб, деформированные сверх нормативного значения или имеющие забоины, обрезают перед или в процессе торцовки.
Сборку свариваемых труб и деталей, включающего установку, соосную центровку и закрепление свариваемых концов, следует производить в зажимах центратора установки для сварки.
Концы труб и деталей центруют по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10 % от толщины стенок труб и деталей. Подгонку труб и деталей при центровке осуществляют поворотом одного из свариваемых концов вокруг их оси, перестановкой опор по длине трубы.
При сварке встык вылет концов труб из зажимов центратора обычно составляет 15 ÷ 30 мм, а привариваемых деталей - не менее 5 ÷ 15 мм.
Закрепленные и сцентрированные концы труб и деталей перед сваркой подвергают механической обработке - торцеванию с целью выравнивания свариваемых поверхностей непосредственно в сварочной установке и снятия всевозможных загрязнений и окисной пленки.
После механической обработки загрязнение поверхности торцов не допускается. Удаление стружки изнутри трубы или детали производят с помощью кисти, а снятие заусенцев с острых кромок торца - с помощью ножа.
После обработки еще раз проверяют центровку и наличие зазоров в стыке. Между торцами, приведенными в соприкосновение, согласно СП 40-102-2000 не должно быть зазоров, превышающих:
0,5 мм - для труб диаметром до 110 мм;
0,7 мм - для труб диаметром свыше 110 мм.
Для полиэтиленовых труб сортамента по ГОСТ Р 50838-95* согласно СП 42-101-96 этот зазор не должен превышать:
0,3 мм - для труб диаметром до 110 мм;
0,5 мм - для труб диаметром свыше 110 до 315 мм включительно.
Зазор измеряют лепестковым щупом с погрешностью 0,05 мм. Щуп должен быть обезжирен перед каждым измерением.
Сварка встык нагретым инструментом заключается в нагревании свариваемых торцов труб или деталей до вязкотекучего состояния полимерного материала при непосредственном контакте с нагретым инструментом и последующем соединении торцов под давлением осадки после удаления инструмента.
Основными параметрами процесса сварки встык являются:
- температура нагретого инструмента Тн:
- продолжительность оплавления tоп и нагрева tн;
- давление нагретого инструмента на торцы при оплавлении Роп и нагрева Рн;
- продолжительность технологической паузы между окончанием нагрева и началом осадки tп;
- давление на торцы при осадке Рос;
- время охлаждения сваренного стыка под давлением осадки tохл.
Для машин со средней и высокой степенью автоматизации дополнительным нормируемым параметром может являться время нарастания давления осадки (tд, с).
Циклограмма процесса сварки труб встык нагретым инструментом
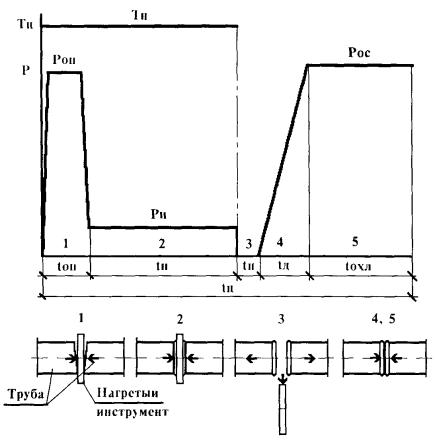
Температура рабочей поверхности нагретого инструмента
|
Параметр |
Температура окружающего воздуха (То, °С) и тип полиэтилена |
|||||
|
от минус 15 до 0 |
от 0 до плюс 20 |
от плюс 20 до плюс 40 |
||||
|
Температура рабочей поверхности инструмента |
ПЭ 63, ПЭ 100 |
ПЭ 80 |
ПЭ 63, ПЭ 100 |
ПЭ 80 |
ПЭ 63, ПЭ 100 |
ПЭ 80 |
|
230 ± 10 |
220 ± 10 |
220 ± 10 |
210 ± 10 |
210 ± 10 |
210 ± 10 |
|
Температуру рабочей поверхности нагретого инструмента выбирают в зависимости от материала свариваемых труб. Для труб ПЭ 63, ПЭ 80 и ПЭ 100 температура дана в вышеприведенной таблице.
Оплавление и нагрев торцов свариваемых труб и деталей осуществляют одновременно (синхронно) посредством их контакта с рабочими поверхностями нагретого инструмента.
Оплавление торцов ведут при давлении Роп в течение времени tоп, достаточного для образования по всему периметру контактирующих с нагревателем торцов труб валиков расплавленного материала (первичного грата). Для полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100 Роп = 0,2 ± 0,02 МПа.
Продолжительность оплавления tоп, как правило, не нормируется и зависит от появления первичного грата.
Высота h внутреннего и наружного грата (валиков) после сварки согласно СП 40-102-2000 должна быть не более 2 - 2,5 мм при толщине стенки трубы S до 5 мм и не более 3 - 5 мм при толщине стенок 6 - 20 мм.
Для полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100 согласно СП 42-101-96 высота валиков не должна превышать:
1,0 мм при толщине стенки труб от 5 до 10 мм;
1,5 мм при толщине стенки труб от 10 до 15 мм;
2,0 мм при толщине с гонки труб от 15 до 23 мм.
После появления первичного грата давление снижают до Рн и торцы нагревают в течение времени tн, которое выбирают в зависимости от сортамента (толщины стенки) труб и деталей, а также температуры окружающего воздуха То. Для полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100 Рн = 0,02 ± 0,001 МПа, а tн приведена в нижеследующей таблице.
Допускается давление Рн снижать до минимума при сохранении постоянства контакта торцов труб (деталей) с нагретым инструментом. Продолжительность технологической паузы, необходимой для удаления нагретого инструмента, должна быть как можно короткой.
Время нагрева торцов полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100
|
Сортамент свариваемых труб по ГОСТ Р 50838-95* |
Температура окружающего воздуха То, °С |
|||
|
стандартное размерное отношение |
номинальное dе×е мм |
от минус 15 до 0 |
от 0 до плюс 20 |
от плюс 20 до плюс 40 |
|
SDR 11 |
63×5,8 ÷ 75×6,8 |
75 ÷ 110 |
60 ÷ 105 |
50 ÷ 95 |
|
90×8,2 ÷ 110×10,0 |
100 ÷ 140 |
85 ÷ 140 |
70 ÷ 125 |
|
|
125×11,4 ÷ 140×12,7 |
120 ÷ 170 |
100 ÷ 165 |
80 ÷ 150 |
|
|
160×14,6 ÷ 180×16,4 |
155 ÷ 210 |
135 ÷ 200 |
105 ÷ 185 |
|
|
200×18,2 ÷ 225×20,5 |
190 ÷ 260 |
160 ÷ 250 |
125 ÷ 225 |
|
|
250×22,7 ÷ 315×28,6 |
250 ÷ 360 |
225 ÷ 350 |
210 ÷ 310 |
|
|
SDR 17,6 |
90×5,2 ÷ 110×6,3 |
70 ÷ 105 |
55 ÷ 100 |
45 ÷ 90 |
|
125×7,1 ÷ 140×8,0 |
95 ÷ 125 |
80 ÷ 120 |
60 ÷ 110 |
|
|
160×9,1 ÷ 180×10,3 |
105 ÷ 140 |
90 ÷ 140 |
70 ÷ 125 |
|
|
200×11,4 ÷ 225×12,8 |
120 ÷ 170 |
100 ÷ 165 |
80 ÷ 150 |
|
|
250×14,2 ÷ 315×18,5 |
135 ÷ 200 |
115 ÷ 190 |
90 ÷ 180 |
|
Для полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100 согласно СП 42-101-96 продолжительность технологической паузы, необходимой для удаления нагретого инструмента, должна быть не более:
3 с - для труб de 63 мм,
4 с - для труб de 90 - 140 мм,
5 с - для труб dе 160 - 225 мм,
3 с - для труб dе 250 - 315 мм.
После удаления нагретого инструмента торцы труб и деталей сводят и производят осадку стыка при давлении Рос. Осадку стыка осуществляют плавным увеличением давления до заданного уровня. Для полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100 Рос = 0,2 ± 0,02 МПа.
Время нарастания давления осадки (tд, с) для полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100 согласно СП 42-101-96 приведено в нижеследующей таблице.
Охлаждение стыка производят под давлением осадки в течение времени tохл, величина которого принимается в зависимости от сортамента (толщины стенки) свариваемых труб и деталей и температуры окружающего воздуха То.
Время нарастания давления осадки для полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100
|
Сортамент свариваемых труб по ГОСТ Р 50838-95* |
Время tд, с |
|
|
стандартное размерное отношение |
номинальное de×e, мм |
|
|
SDR 11 |
63×5,8 ÷ 75×6,8 |
3 ÷ 7 |
|
90×8,2 ÷ 110×10,0 |
4 ÷ 8 |
|
|
125×11,4 ÷ 140×12,7 |
4 ÷ 11 |
|
|
160×14,6 ÷ 180×16,4 |
6 ÷ 12 |
|
|
200×18,2 ÷ 225×20,5 |
8 ÷ 14 |
|
|
250×22,7 ÷ 315×28,6 |
10 ÷ 16 |
|
|
SDR 17,6 |
90×5,2 ÷ 110×6,3 |
3 ÷ 6 |
|
125×7,1 ÷ 140×8,0 |
4 ÷ 7 |
|
|
160×9,1 ÷ 180×10,3 |
4 ÷ 8 |
|
|
200×11,4 ÷ 225×12,8 |
5 ÷ 10 |
|
|
250×14,2 ÷ 315×18,5 |
8 ÷ 12 |
|
Время охлаждения стыка (tохл мин) для полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100 согласно СП 42-101-96 приведено в нижеследующей таблице.
|
Сортамент свариваемых труб по ГОСТ Р 50838-95* |
Температура окружающего воздуха То, °С |
|||
|
стандартное размерное отношение |
номинальное dе×e мм |
от минус 15 до 0 |
от 0 до плюс 20 |
от плюс 20 до плюс 40 |
|
SDR 11 |
63×5,8 ÷ 75×6,8 |
4 ÷ 5 |
5 ÷ 6 |
6 ÷ 7 |
|
90×8,2 ÷ 110×10,0 |
6 ÷ 7 |
7 ÷ 8 |
8 ÷ 9 |
|
|
125×11,4 ÷ 140×12,7 |
8 ÷ 11 |
10 ÷ 13 |
12 ÷ 15 |
|
|
160×14,6 ÷ 180×16,4 |
11 ÷ 14 |
13 ÷ 16 |
15 ÷ 18 |
|
|
200×18,2 ÷ 225×20,5 |
16 ÷ 21 |
18 ÷ 23 |
20 ÷ 25 |
|
|
250×22,7 ÷ 315×28,6 |
24 ÷ 30 |
26 ÷ 32 |
28 ÷ 36 |
|
|
SDR 17,6 |
90×5,2 ÷ 125×7,1 |
4 ÷ 5 |
5 ÷ 6 |
6 ÷ 7 |
|
140×8,0 ÷ 180×10,3 |
8 ÷ 10 |
9 ÷ 12 |
10 ÷ 12 |
|
|
200×11,4 ÷ 225×12,8 |
10 ÷ 11 |
11 ÷ 13 |
13 ÷ 15 |
|
|
250×14,2 ÷ 315×18,5 |
18 ÷ 22 |
19 ÷ 24 |
21 ÷ 28 |
|
Сварочные машины с высокой степенью автоматизации должны поддерживать параметры циклограммы и режим сварки автоматически, в машинах со средней степенью автоматизации часть параметров выполняется в ручном режиме, в ручных сварочных машинах автоматически поддерживается только температура нагревательного инструмента.
Основные параметры процесса сварки полиэтиленовых труб по ГОСТ 18599-83* согласно СН 478-80 приведены в нижеследующей таблице.
|
Параметр |
Единица |
Величина параметра стыковой сварки пластмассовых труб |
|
|
ПВД |
ПНД |
||
|
Температура сварки |
°С |
190 ± 10 |
220 ± 10 |
|
Давление при нагреве торцов труб |
кгс/см2 |
0,5 |
0,6 - 0,8 |
|
Глубина проплавления кромки труб |
мм |
1 - 2 |
1 - 2 |
|
Примерное время нагрева при толщине стенок труб, мм: (Твозд = 20 °С) 4 |
с |
35 |
50 |
|
6 |
|
50 |
70 |
|
8 |
|
70 |
90 |
|
10 |
|
85 |
110 |
|
12 |
|
100 |
130 |
|
14 |
|
120 |
160 |
|
16 и более |
|
160 |
200 |
|
Промежуток времени между окончанием нагрева и соединением оплавленных торцов труб (время технологической паузы) |
с |
2 - 3 |
2 - 3 |
|
Давление осадки |
кгс/см2 |
1 |
1 |
|
Время выдержки под давлением (осадка) в зависимости от толщины стенки, мм: 4 - 6 |
мин |
3 - 4 |
3 - 5 |
|
7 - 12 |
|
5 - 8 |
6 - 9 |
|
13 - 17 |
|
10 - 15 |
10 - 15 |
Маркировку сварных стыков (код оператора) следует производить несмываемым карандашом-маркером яркого цвета (например: белого или желтого - для черных труб, черного и голубого - для желтых труб).
Маркировку (номер стыка и код оператора) необходимо наносить рядом со стыком со стороны, ближайшей к заводской маркировке труб.
Допускается маркировку (код оператора) производить клеймом на горячем расплаве грата через 20 - 40 с после окончания операции осадки в процессе охлаждения стыка в зажимах центратора сварочной машины в двух диаметрально противоположных точках.
Для маркировки стыков рекомендуется использовать клейма (шифр) типа ПУ-6 или ПУ-8 по ГОСТ 2930-62*.
При сварке нагретым инструментом рабочие поверхности нагревателя для предотвращения налипания расплавленного материала должны быть покрыты теплостойким антиадгезионным материалом (слоем из стеклоткани или эмульсии на основе фторопласта (Ф-4Д).
Сварка при помощи соединительных деталей с закладными нагревателями
Этот метод сварки применяют для соединения труб из полимерных материалов диаметром от 20 до 500 мм с любой толщиной стенки, а также для приварки к трубопроводу седловых отводов.
Сварку с помощью муфт с закладными нагревателями рекомендуется производить при:
- соединении длинномерных труб (плетей) при прокладке новых трубопроводов или восстановлении ветхих трубопроводов методом протяжки в них полиэтиленовых труб;
- прокладке трубопроводов в стесненных условиях и на других особо ответственных участках;
- соединении труб с толщиной стенки менее 5 мм;
- ремонте трубопроводов.
Сварку трубопроводов с применением соединительных деталей с закладными нагревателями производят при температуре окружающего воздуха не ниже минус 5 °С и не выше +35 °С. Для полиэтиленовых труб ПЭ 63, ПЭ 80 и ПЭ 100 - нижний предел минус 15 °С. В случаях необходимости проведения сварки при более низких температурах воздуха работы выполняют в укрытиях (палатки, шатры и т.п.) с обеспечением подогрева зоны сварки. Место сварки защищают от воздействия влаги, песка, пыли и т.п.
Схема подготовки соединяемых элементов и сборки стыка
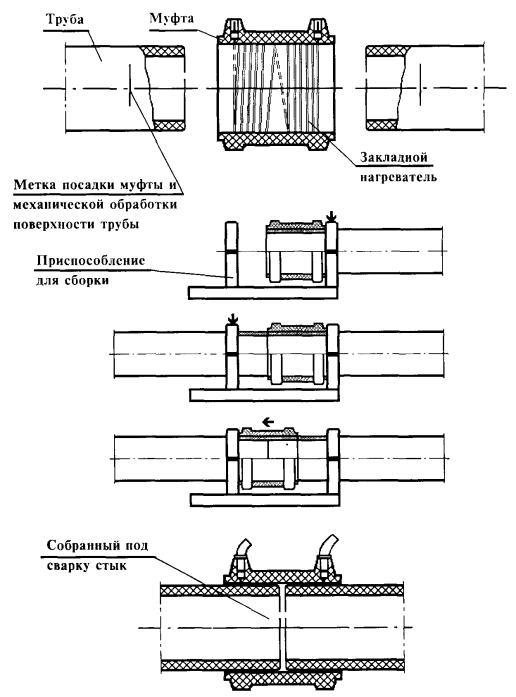
Для сварки труб соединительными деталями с закладными нагревателями применяют сварочные аппараты и, при необходимости, независимые источники питания.
Сварочные аппараты должны проходить систематическое ежегодное сервисное обслуживание. Дата последующего сервисного обслуживания должна автоматически вводиться в протоколы сварки при проведении монтажных работ.
Технологический процесс соединения труб с помощью муфт с нагревателями включает:
подготовку концов труб (очистка от загрязнений, разметка, механическая обработка-циклевка свариваемых поверхностей и обезжиривание их);
сборку стыка (установка и закрепление концов свариваемых труб в зажимах центрирующего приспособления с одновременной посадкой муфты, подключение к муфте сварочного аппарата);
сварку (задание программы процесса сварки, пуск процесса сварки, нагрев, охлаждение соединения).
Перед сборкой и сваркой труб тщательно очищают их полости от грунта, снега, льда, камней и других посторонних предметов. Длина очищаемых концов труб должна быть не менее 1,5 длины применяемых для сварки муфт.
Механическую обработку поверхности концов свариваемых труб производят на длину, равную не менее 1/2 длины муфты. Для обозначения зоны обработки на концы свариваемых труб наносят метки глубины посадки муфты. Механическая обработка концов труб заключается в снятии с поверхности размеченного конца трубы слоя толщиной 0,1 ÷ 0,2 мм с помощью ручной или механизированной цикли, а также снятии фасок для удаления заусенцев. При этом кольцевой зазор не должен превышать 0,3 мм и после сборки на трубе должны быть видны следы механической обработки поверхности.
После механической обработки на концы свариваемых труб на расстоянии 1/2 длины муфты вновь наносят метки глубины посадки муфт.
Свариваемые поверхности труб после циклевки и муфты тщательно обезжиривают путем протирки салфеткой из хлопчатобумажной ткани, смоченной в спирте, уайт-спирите, или в других специальных рекомендованных составах. Протирать трубы и муфты ацетоном не рекомендуется.
Муфты с закладными нагревателями, поставляемые изготовителем в индивидуальной герметичной упаковке, вскрываемой непосредственно перед сборкой, обезжириванию не подвергают.
Механическую обработку и протирку труб и деталей производят непосредственно перед сборкой и сваркой. Детали с закладными нагревателями механической обработке не подвергаются.
Сборка стыка заключается в посадке муфты на концы свариваемых труб с установкой по ранее нанесенным меткам, по ограничителю или по упору сборочного приспособления. Рекомендуется для сборки стыков труб, поставляемых в отрезках, использовать центрирующие хомуты и позиционеры, а для сборки стыков труб, поставляемых в бухтах или на катушках, использовать выпрямляющие позиционеры.
Допускаемое отклонение от перпендикулярности торцов труб и максимальный зазор между ними приведены ниже на рисунке и таблицах.
Установка зазора при стыковке труб
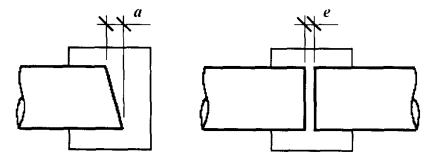
Допускаемые отклонения от перпендикулярности торцов труб
|
Наружный диаметр, мм |
20 |
32 |
40 |
63 |
90 |
110 |
125 |
160 |
200 |
|
а, мм |
2 |
2 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Максимально допускаемый зазор между двумя трубами
|
Наружный диаметр, мм |
20 |
32 |
40 |
63 |
90 |
110 |
125 |
160 |
200 |
|
а, мм |
* |
* |
* |
7 |
9 |
11 |
13 |
16 |
20 |
|
* - во внутренней полости муфт диаметром 20, 32 и 40 мм предусмотрен технологический центральный буртик для упора концов свариваемых труб |
|||||||||
Процесс сборки включает:
- надевание муфты на конец первой трубы до совмещения торцов муфты и трубы, закрепление конца трубы в зажиме монтажного приспособления;
- установку в упор в торец первой трубы и закрепление конца второй трубы в зажиме монтажного приспособления;
- надвижение муфты на конец второй трубы на 1/2 длины муфты до упора в зажим приспособления или до метки, нанесенной на трубу;
- подключение к клеммам муфты токоподводящих проводов от сварочного аппарата.
В случае, если муфты имеют внутренний ограничитель (кольцевой уступ), сборка производится до упора торцов труб в кольцевой уступ и собранное соединение закрепляется в центрирующем приспособлении.
Если свариваемые концы труб имеют повышенную овальность (большую, чем допускается ГОСТ Р 50838-95*), то перед сборкой стыка для придания им цилиндрической формы используют инвентарные калибрующие зажимы, которые устанавливают на трубы на удалении 15 ÷ 30 мм от меток.
Во избежание повреждения закладных нагревателей (проволочных электроспиралей) надевание муфты на конец трубы или введение конца трубы в муфту производят без перекосов.
Собранные трубы укладывают прямолинейно без изгиба и провисания; клеммы токоподвода муфты располагают со свободным доступом для обслуживания.
Сварка при помощи деталей с закладными нагревателями заключается в расплавлении полимерного материала на соединяемых поверхностях муфты (седлового отвода) и труб за счет тепла, выделяемого при протекании электрического тока по заложенным в муфту электрическим спиралям. При сварке должны быть обеспечены неподвижность соединения и последующее естественное охлаждение соединения.
Параметры режимов сварки устанавливают на сварочном аппарате в зависимости от сортамента муфты или считывают со штрихового кода на муфте или магнитной карточки при помощи датчика в зависимости от вида используемых муфт и сварочных аппаратов.
После включения аппарата процесс сварки должен проходить в автоматическом режиме.
После завершения нагрева трубное соединение можно перемещать не ранее времени, необходимого для его охлаждения, указанного в паспорте муфты.
Приварку к трубам седловых отводов производят в следующей последовательности:
- размечают место приварки отвода на трубе;
- поверхность трубы в месте приварки отвода зачищают с помощью пакли, а затем обезжиривают путем протирки салфеткой из хлопчатобумажной ткани, смоченной в спирте, уайт-спирите, или в других специальных рекомендованных составах (протирать трубы и отводы ацетоном не рекомендуется; привариваемую поверхность отвода, если он поставляется изготовителем в герметичной индивидуальной упаковке, вскрываемой непосредственно перед сборкой, обезжириванию не подвергают);
- отвод устанавливают на трубу и прикрепляют к ней с помощью механических зажимов;
- если труба в зоне приварки отвода имеет повышенную овальность, то перед установкой отвода трубе придают правильную геометрическую форму с помощью калибрующих зажимов, укрепляемых на трубе на расстоянии 15 ÷ 30 мм от меток (зажимы снимают только после сварки и охлаждения соединения);
- подключают к контактным клеммам токоподвода сварочные провода;
- производят сварку (аналогично сварке труб муфтами с закладными нагревателями);
- после охлаждения через патрубок приваренного отвода производят опрессовку с обмыливанием места примыкания основания отвода к трубопроводу, а затем выполняют сверловку (фрезерование) стенки трубы для соединения внутренних полостей отвода и трубы.
Контактная раструбная сварка
Контактная раструбная сварка включает в себя следующие операции:
- установку ограничительного хомута на расстоянии от торца трубы до края хомута, равном глубине раструба фасонной части плюс 2 мм (или нанесение метки на расстоянии от торца трубы, равном глубине раструба плюс 2 мм). При этом внутренний диаметр хомута должен быть на 0,2 мм меньше номинального наружного диаметра свариваемой трубы;
- установку раструба на дорне;
- установку гладкого конца трубы в гильзе нагревательного элемента до упора в ограничительный хомут или до метки;
- нагрев в течение заданного времени свариваемых деталей;
- одновременное снятие деталей с дорна и гильзы;
- соединение деталей между собой с выдержкой до отвердения оплавленного материала.
Приспособление для контактной раструбной сварки
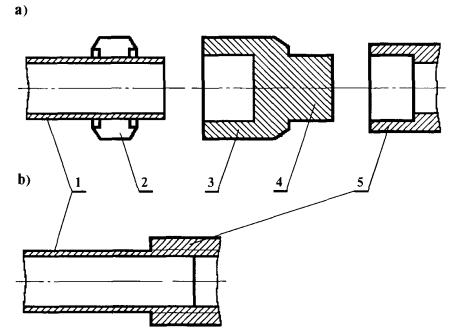
а) положение до начала сварки; б) положение после сварки
1 - труба; 2 - ограничительный хомут; 3 - гильза приспособления; 4 - дорн приспособления; 5 - раструб фасонной части
Склеивание труб из ПВХ
Трубы из ПВХ с раструбами под склейку между собой и с фасонными деталями с раструбами под склейку склеиваются враструб. Длина нахлестки клеевых соединений должна быть не менее значений, представленных ниже.
|
Наружный диаметр, мм |
16 |
20 |
25 |
32 |
40 |
50 |
63 |
75 |
90 |
110 |
160 |
|
Длина нахлестки, мм |
14 |
16 |
19 |
22 |
26 |
31 |
38 |
44 |
51 |
61 |
86 |
Для получения клеевых соединений труб из ПВХ между собой и с фасонными частями следует применять: клеи, не заполняющие зазоры (при разности диаметров склеиваемых элементов до 0,1 мм) с предварительной калибровкой склеиваемых концов труб; зазорозаполняющие клеи (при разности диаметров склеиваемых элементов до 0,1 мм), не требующие предварительной калибровки концов труб.
Для склеивания труб и фасонных частей из ПВХ без зазора между склеиваемыми поверхностями рекомендуются следующие составы клея (в частях по массе): а) перхлорвиниловая смола - 14 ÷ 16; метиленхлорид - 86 ÷ 84; б) перхлорвиниловая смола - 14 ÷ 16; метиленхлорид - 76 ÷ 72; циклогексанон - 10 ÷ 12.
При склеивании труб диаметром более 100 мм, а также при склеивании труб различных диаметров при повышенной температуре (более 25 °С) и повышенных скоростях движения воздуха в зоне монтажа следует применять второй состав клея.
При приготовлении клея, не заполняющего зазоры, в монтажных условиях объемное соотношение метиленхлорида и неуплотненной перхлорвиниловой смолы принимается равным 1:1.
В состав зазорозаполняющего клея должны входить тетрагидрофуран (растворитель ПВХ), поливинилхлоридная смола, окись кремния. Из клеев отечественного производства может быть использован клей ГИПК-127А, выпускаемый по ТУ 6-05-251-95-87.
Склеивание труб и фасонных частей из ПВХ состоит из следующих операций:
- подготовка концов труб и раструбов под склеивание;
- склеивание;
- отверждение соединений.
Подготовка концов труб и раструбов должна предусматривать:
- создание шероховатости у склеиваемых поверхностей и обезжиривание их органическими растворителями - при склеивании без зазора;
- обезжиривание - при склеивании с зазором.
Шероховатость внутренней поверхности раструба и наружной поверхности калиброванного конца трубы создастся при применении для шлифования шкурки с крупностью абразивного зерна № 10 ÷ 16.
Для обезжиривания склеиваемых поверхностей труб и фасонных частей следует применять метиленхлорид.
Перед склеиванием без зазора должна проверяться плотность сопряжения деталей, в зависимости от которой склеивание производится одним или двумя слоями клея.
При склеивании труб клеи наносят на 2/3 глубины раструба и на всю длину калиброванного конца, после чего калиброванный конец немедленно вводят в раструб до упора. При склеивании с зазором клей следует наносить тонким слоем на раструб и толстым слоем на конец трубы в осевом направлении. При соединении труб с помощью надвижной муфты концы труб промазывают клеем и надвигают предварительно нагретую муфту. Лишний клей, вытесняемый из пространства между склеиваемыми поверхностями, должен немедленно удаляться. Банки с клеями и сосуды с растворителями должны иметь герметичные крышки и пробки.
Склеенные стыки в течение 15 мин не должны подвергаться механическим воздействиям. Склеенные узлы и плети перед монтажом должны выдерживаться не менее 2 ч. Трубопроводы с клеевыми соединениями в течение 24 ч не должны подвергаться гидравлическим испытаниям.
Склеивание труб и фасонных частей из ПВХ должно производиться при температуре наружного воздуха от 5 до 35 °С. Место, где выполняются клеевые работы, должно быть защищено от воздействия атмосферных осадков и пыли.
Соединения труб из полимерных материалов со стальными
Соединения трубопроводов из полимерных материалов и стальных труб предназначены для осуществления перехода трубопроводов на стальные участки и для присоединения к арматуре и другому оборудованию.
Узлы соединений могут быть как разъемными (фланцевыми), так и неразъемными (раструбными или нахлесточными, обычного или усиленного типа).
Разъемные соединения наиболее целесообразно использовать для непосредственного (или через короткие стальные вставки) присоединения к трубопроводам из полимерных материалов запорной арматуры.
Для изготовления разъемных фланцевых соединений применяют фланцы стальные свободные (накидные) по ГОСТ 12822-80*, стальные плоские приварные по ГОСТ 12820-80* и втулки под фланец.
Втулки под фланцы и трубы из полимерных материалов соединяют между собой сваркой встык нагретым инструментом или при помощи муфт с закладными нагревателями.
При сварке втулок под фланцы с трубами из полимерных материалов применяют сварочные устройства, оснащенные приспособлениями для центровки и закрепления втулок.
Рекомендуется сборку и сварку втулок под фланцы с трубами производить в условиях мастерских. При этом втулку приваривают к патрубку длиной 0,8 ÷ 1,0 м.
Перед приваркой готового узла (втулка-патрубок) или отдельной втулки под фланец к трубе на замыкающем участке трубопровода следует обязательно предварительно надеть на трубу накидкой (свободный) фланец.
При сборке фланцевых соединений затяжку болтов производят поочередно, завинчивая противоположно расположенные гайки тарированным или динамометрическим ключом с усилием, регламентированным технологической картой (проектом).
Гайки болтов располагают на одной стороне фланцевого соединения.
Неразъемные соединения полиэтиленовых труб со стальными осуществляют с помощью переходников «полиэтилен-сталь», которые изготовляют в заводских условиях или в условиях трубозаготовительных мастерских по технической документации, утверждённой в установленном порядке (ТУ 2248-025-00203536-96 «Неразъемные соединения полиэтиленовых труб со стальными»).
Переходники «полиэтилен-сталь» могут быть изготовлены методом горячего формования из полиэтиленовых труб в сочетании со стальными трубами с образованием раструбных соединений обычного типа (на давление до 0,3 МПа) и усиленного с упрочняющей муфтой (на давление до 0,6 МПа).
Возможно изготовление переходников методом литья под давлением.
Во всех случаях поступающие на монтаж переходники должны иметь паспорт или сертификат, удостоверяющий их качество.
При сварке переходников «полиэтилен-сталь» в трубопровод вначале производят сборку и сварку труб из полиэтилена в соответствии с изложенными выше рекомендациями, а затем осуществляют сборку и сварку стыка стальных труб. Рекомендуется производить сварку перехода «полиэтилен-сталь» вначале к отрезку стальной трубы длиной до 1 метра в условиях мастерских, где можно обеспечить температурные условия для зоны раструбного перехода. При электродуговой сварке стыка зона раструбного перехода не должна нагреваться до температуры более 50 °С.
Фланцевые соединения полиэтиленовых труб
А - полиэтиленовых труб со стальными трубами, арматурой;
Б - полиэтиленовых труб между собой
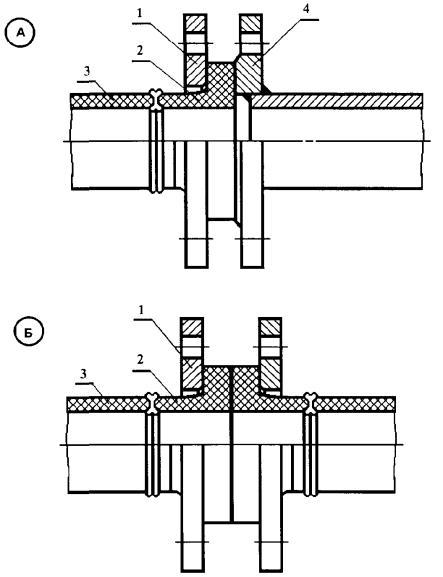
1 - фланец стальной накидной; 2 - втулка под фланец из полиэтилена; 3 - труба из полиэтилена; 4 - фланец стальной трубы, арматуры
Проверка квалификации сварщиков
К производству сварочно-монтажных работ при строительстве трубопроводов из полимерных материалов допускаются операторы сварочных машин и аппаратов (далее - сварщики), аттестованные в установленном порядке. Первичное обучение и аттестация этих сварщиков должны проводиться в организациях (учебных центрах), имеющих соответствующую лицензию.
Для обеспечения требуемого качества сварочно-монтажных работ эти сварщики должны пройти проверку квалификации.
Для проверки квалификации сварщик должен выполнить в условиях, близких к производственным, допускные сварные соединения. Эти соединения выполняются в следующих случаях:
- при поступлении сварщика на работу (в качестве сварщика трубопроводов из полимерных материалов);
- если сварщик впервые приступает к сварке трубопроводов из полимерных материалов;
- при перерыве в производстве сварочных работ стыковым способом более двух месяцев;
- при изменении типа сварочного оборудования (для проверки технологических параметров сварки);
- при изменении класса материала (ПЭ 63, ПЭ 80, ПЭ 100 и др.), диаметров (и толщин стенок) свариваемых нагретым инструментом встык труб;
- при применении способа сварки, не предусмотренного действующими нормативными документами.
Порядок проверки квалификации сварщиков должен быть регламентирован нормативным или технологическим документом, утвержденным в установленном порядке.
Для полиэтиленовых трубопроводов сортамента по ГОСТ Р 50838-95* этот порядок, регламентированный СП 42-101-96, изложен ниже.
Допускные сварные соединения должны изготавливаться из отрезков полиэтиленовых труб длиной не менее 300 мм, сваренных между собой при помощи деталей с закладными нагревателями или нагретым инструментом встык.
Количество допускных соединений должно быть:
не менее одного - при сварке деталями с закладными нагревателями; при сварке нагретым инструментом встык с использованием сварочной техники с высокой степенью автоматизации;
не менее двух - при сварке нагретым инструментом встык с использованием сварочной техники со средней степенью автоматизации;
не менее трех - при сварке нагретым инструментом встык с использованием сварочной техники с ручным управлением.
Допускные сварные соединения независимо от способа сварки подвергают визуальному контролю (внешнему осмотру) и измерительному контролю геометрических параметров.
Если по результатам внешнего осмотра сварные соединения не отвечают установленным требованиям, то сварщик выполняет сварку повторно. Отбор сварных соединений для механических испытаний осуществляют после получения положительных результатов визуального и измерительного контроля.
Допускные стыки, сваренные нагретым инструментом встык, подвергают:
- механическим испытаниям на осевое растяжение;
- ультразвуковому контролю качества сварного соединения.
Допускные сварные соединения, сваренные соединительными деталями с закладными нагревателями, подвергают механическим испытаниям:
на сплющивание - для муфт, переходов, тройников, заглушек;
на отрыв - для седловых отводов.
Критерии оценки качества допускных стыков по результатам внешнего осмотра, механических испытаний и ультразвукового контроля согласно требованиям СП 42-101-96 приведены в подразделе «Контроль качества сварных соединений».
При неудовлетворительных результатах механического или ультразвукового испытаний хотя бы одного сварного соединения сварщик должен выполнить сварку их удвоенного количества. Если при повторном контроле будут получены неудовлетворительные результаты хотя бы по одному из дополнительно сваренных соединений, то сварщик признается не выдержавшим испытания и должен пройти дополнительную практику по сварке, после которой не ранее чем через месяц с момента проведения предыдущих испытаний может выполнить и представить на испытания новые допускные соединения.
По результатам механических испытаний и ультразвукового контроля качества допускных сварных соединений должны быть оформлены протоколы установленной формы, на основании которых сварщик допускается (не допускается) к выполнению сварочных работ.
Контроль качества сварных соединений
При строительстве трубопроводов с применением труб из полимерных материалов для обеспечения требуемого уровня качества сварочно-монтажных работ необходимо производить:
- входной контроль качества применяемых труб и соединительных деталей;
- проверку квалификации сварщиков;
- техническую проверку сварочных устройств (нагревательного инструмента, сварочного центратора, торцовки, блока питания, программного устройства);
- систематический операционный контроль сборки под сварку, режимов сварки, внешнего вида сварных соединений и их геометрических параметров, физико-механических свойств сварных соединений.
Техническую проверку сварочных устройств производят с целью обеспечения требуемых технологических параметров сборки и сварки труб и соединительных деталей.
При проверке сварочного и сборочного оборудования следует контролировать:
- выход нагревательного инструмента на заданную температуру и точность ее поддержания (с помощью приборов для измерения температуры);
- целостность антиадгезионного покрытия рабочих поверхностей нагревательного инструмента, а также изоляции электропроводок (визуальным контролем);
- работу центратора (зажимов, механизма перемещения подвижной головки, гидравлической системы или динамометра) путем зажатия концов труб, их соединения и сжатия;
- работу устройства для механической обработки торцов труб.
Проверку оборудования следует производить в соответствии с инструкциями по эксплуатации. Результаты проверки должны соответствовать паспортным данным на оборудование. Проверка оборудования, находящегося на сервисном обслуживании должна выполняться в соответствии с рекомендациями сервисного центра. Дата технического осмотра и его результаты должны быть отражены в журнале производства работ.
Операционным контролем предусматривается:
- проверка качества подготовки концов труб и деталей под сборку и сварку;
- контроль режимов сварки встык нагретым инструментом (температуры нагретого инструмента, продолжительности оплавления и технологической паузы, давления при оплавлении и осадке, продолжительности охлаждения соединения) и сварки при помощи деталей с закладными нагревателями (напряжение питания и время сварки). Значения параметров режимов сварки должны отвечать требованиям проекта, ППР, технологических карт и соответствующих нормативных документов;
- контроль соответствия выполненных сварных соединений требованиям проекта и нормативных документов (внешний осмотр сварных соединений и инструментальный контроль их геометрических параметров).
Рабочими средствами измерений и контроля режимов сварки являются:
- секундомеры или реле времени - для контроля длительности этапов процессов сварки;
- манометры, динамометры и тензометры (измерение давления в гидро- или пневмосистемах установок) - для контроля давления при оплавлении и осадке стыка;
- термометры (сопротивления, термоэлектрические, дилатометрические и т.д.) с вторичными показывающими приборами - для контроля температуры нагревательного инструмента;
- вольтметры - для контроля напряжения, подаваемого на контакты деталей с закладными нагревателями;
- термометры жидкостные - для измерения температуры окружающей среды.
Внешний вид сварных соединений определяют визуально без применения увеличительных приборов путем сравнения оцениваемого соединения с контрольным образцом, а также путем измерения наружного сварочного грата с точностью ±0,1 мм.
Измерения сварочных швов проводят как минимум в двух взаимопротивоположных зонах по периметру шва.
Контроль ширины и высоты наружного грата осуществляют штангенциркулем по ГОСТ 166-89*. Допускается использование шаблона с проходным и непроходным размерами.
Для контроля симметричности валиков наружного грата по ширине производят замер их с помощью измерительной лупы ЛИ-3× по ТУ 3-3.125-81. Затем рассчитывают отношение замеренных размеров с округлением до целого значения процента. Расчет симметричности валиков наружного грата по высоте производят аналогично.
Для измерения смещения кромок может использовать специальный шаблон и щуп по ТУ 2-034-0221197-011-91. С помощью щупа производят замер зазора между поверхностью трубы и пяткой шаблона, а затем с точностью до целого числа процентов рассчитывают отношение измеренного абсолютного значения смещения кромок к номинальной толщине стенки трубы.
Результаты внешнего осмотра и проверки размеров сварочного грата соединений, выполненных сваркой нагретым инструментом встык, результаты внешнего осмотра сварных соединений, выполненных при помощи деталей с закладными нагревателями, результаты механических испытаний сварных соединений считаются положительными, если они отвечают требованиям нормативных документов, утвержденных в установленном порядке.
Требования для полиэтиленовых трубопроводов сортамента по ГОСТ Р 50838-95*, регламентированные проектом СП 42-101, изложены ниже.
Сварные соединения, выполненные сваркой встык и с помощью деталей с закладными нагревателями, подвергаются:
- внешнему осмотру и инструментальному контролю их геометрических параметров;
- ультразвуковому контролю качества сварного соединения;
- механическим испытаниям.
Внешнему осмотру и инструментальному контролю геометрических параметров подвергается 100 % сварных соединений, ультразвуковому контролю подвергаются сварные соединения полиэтиленовых трубопроводов, выполненные сваркой встык в объеме, предусмотренном нормативной документацией и (или) проектом. Механическим испытаниям (испытание на осевое растяжение, испытание на сплющивание, испытание на отрыв) подлежат допускные стыки при проверке квалификации сварщиков и проверке технологических параметров сварки.
По результатам внешнего осмотра сварные соединения, выполненные сваркой встык, должны отвечать следующим требованиям:
- валики сварного шва должны быть симметрично и равномерно распределены по окружности сваренных труб;
- валики сварного шва должны быть одного цвета с трубой и не должны иметь трещин, пор, инородных включений;
- симметричность шва (отношение ширины наружных валиков грата к общей ширине грата) должна быть в пределах 0,3 - 0,7 в любой точке шва. При сварке труб с соединительными деталями это отношение допускается в пределах 0,2 - 0,8;
- смещение наружных кромок свариваемых заготовок не должно превышать 10 % от толщины стенки трубы (детали);
- впадина между валиками грата (линия сплавления наружных поверхностей валиков грата) не должна находиться ниже наружной поверхности труб (деталей);
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°.
Размеры валиков наружного грата швов должны соответствовать установленным нормативной документацией. Для полиэтиленовых трубопроводов сортамента по ГОСТ Р 50838-95* размеры валиков приведены ниже.
|
Условное обозначение труб |
Параметры наружного грата, мм |
|
|
высота |
ширина |
|
|
SDR 11 63×5,8 |
1,5 - 3,0 |
4,0 - 6,0 |
|
SDR 11 75×6,8 |
2,0 - 3,5 |
5,0 - 7,0 |
|
SDR 17,6 90×5,2 |
1,5 - 3,0 |
4,0 - 6,0 |
|
SDR 11 90×8,2 |
2,5 - 4,5 |
6,0 - 8,5 |
|
SDR 17,6 110×6,3 |
2,0 - 3,5 |
4,5 - 6,5 |
|
SDR 11 110×10 |
2,5 - 4,5 |
6,5 - 9,5 |
|
SDR 17,6 125×7,1 |
2,0 - 4,0 |
5,5 - 7,5 |
|
SDR 11 125×11,4 |
3,0 - 5,0 |
8,5 - 12,0 |
|
SDR 17,6 140×8,0 |
2,5 - 4,5 |
6,0 - 8,5 |
|
SDR 11 140×12,7 |
3,0 - 5,0 |
9,0 - 13,0 |
|
SDR 17,6 160×9,1 |
2,5 - 4,5 |
6,5 - 9,5 |
|
SDR 11 160×14,6 |
3,0 - 5,0 |
10 - 15 |
|
SDR 17,6 180×10,2 |
2,5 - 4,5 |
6,5 - 9,5 |
|
SDR 11 180×16,4 |
3,5 - 5,5 |
11 - 16 |
|
SDR 17,6 200×11,4 |
3,0 - 5,0 |
8,5 - 12 |
|
SDR 11 200×18,2 |
4,0 - 6,0 |
13 - 18 |
|
SDR 17,6 225×12,8 |
3,0 - 5,0 |
9 - 13 |
|
SDR 11 225×20,5 |
4,5 - 6,5 |
14 - 21 |
Отдельные наружные повреждения валиков сварного шва (срезы, сколы, вдавленности от клеймения стыка) протяженностью не более 20 мм и не затрагивающие основного материала трубы браком считать не следует.
Сварные соединения, выполненные при помощи деталей с закладными нагревателями, по результатам внешнего осмотра должны отвечать следующим требованиям:
- трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки);
- индикаторы сварки деталей должны находиться в выдвинутом положении;
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°;
- поверхность деталей не должна иметь следов температурной деформации или сгоревшего полиэтилена;
- по периметру детали не должно быть следов расплава полиэтилена, возникшего в процессе сварки.
Сварные соединения, забракованные при внешнем осмотре и инструментальном контроле их геометрических параметров, исправлению не подлежат и должны быть удалены.
Ультразвуковому контролю должны подвергаться соединения полиэтиленовых труб, выполненные сваркой нагретым инструментом встык и прошедшие внешний осмотр и инструментальный контроль геометрических параметров.
Количество сварных соединений, подвергаемых ультразвуковому контролю, методика проведения ультразвукового контроля, критерии оценки обнаруженных дефектов, должны быть регламентированы в нормативной документации.
С помощью ультразвукового контроля должны выявляться внутренние дефекты сварных соединений типа несплавлений, трещин, отдельных или цепочек (скоплений) пор, включений, которые классифицируют как:
- непротяженные (одиночные поры, включения);
- протяженные (несплавления, трещины, удлиненные поры и включения, цепочки или скопления пор, включений).
Оценка качества стыковых сварных соединений производится по альтернативному признаку - «годен» или «не годен».
При неудовлетворительных результатах контроля ультразвуковым методом должна проводиться проверка удвоенного количества стыков. Если при повторной проверке выявляется хотя бы один стык неудовлетворительного качества, то проверяются все стыки, сваренные данным сварщиком.
Сварные соединения, забракованные при ультразвуковом контроле, исправлению не подлежат и должны быть удалены.
Результаты проверки сварных соединений методом ультразвукового контроля следует оформлять протоколом.
Подготовительные и земляные работы
Подготовительные работы должны выполняться в соответствии с требованиями проекта организации строительства и проектов производства работ, а также требованиями СНиП 3.01.01-85* «Организация строительного производства» (см. СОКК «Внеплощадочные и внутриплощадочные подготовительные работы»).
Земляные работы и работы по устройству оснований при строительстве трубопроводов водоснабжения и канализации должны выполняться в соответствии с требованиями проекта, СНиП 3.02.01-87 «Земляные сооружения, основания и фундаменты» (см. СОКК «Разработка траншей и котлованов»).
В зависимости от условий трассы прокладка полиэтиленовых трубопроводов может производиться бестраншейно или в траншеях. В обоих случаях предпочтение следует отдавать прокладке из длинномерных труб или труб, сваренных в длинномерные плети.
Ширина траншей по постели при траншейной прокладке должна быть не менее dе + 200 мм для труб диаметром до 110 мм включительно и de + 300 мм - для труб диаметром более 110 мм.
Допускается уменьшение ширины траншеи (устройство узких траншей) или канала (при бестраншейной прокладке) вплоть до диаметра трубы при условии, что температура поверхности трубы при укладке не будет выше плюс 20 °С и что будет исключена возможность механического повреждения поверхности труб.
Монтажные работы
Монтаж трубопроводов должен производиться после приемки предшествующих земляных работ, оформления актов освидетельствования скрытых работ и исполнительных чертежей по результатам исполнительной геодезической съемки (см. СОКК «Разработка траншей и котлованов»).
Монтаж трубопровода должен производиться после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна. Результаты проверки должны быть отражены в журнале производства работ.
До начала работ по монтажу трубопровода должны быть выполнены предусмотренные ППР детальные разбивочные работы (см. СОКК «Производство детальных разбивочных работ при прокладке трубопроводов»).
Во всех грунтах, за исключением скальных, плывунных, болотистых и просадочных 1 типа, укладка труб должна производиться на выровненное и утрамбованное дно траншеи. Грунт в основании под пластмассовой трубой (и для присыпки) не должен содержать кирпича, камня и щебня.
В скальных грунтах необходимо предусматривать укладку труб на подушку толщиной не менее 10 см из местного песчаного или гравелистого грунта, в илистых, торфянистых и других слабых грунтах - на искусственное основание.
Каждая труба при укладке на естественное основание во избежание неравномерной осадки должна на всей своей длине (кроме части, расположенной в приямке) опираться на ненарушенный грунт. Применение каких-либо подкладок под трубы для их выравнивания не допускается.
Основание под трубы должно быть предварительно осушено и очищено.
Не допускается размыв, размягчение, разрыхление и промерзание верхнего слоя грунта толщиной более 3 см.
Работы по укладке трубопроводов рекомендуется производить при температуре наружного воздуха не ниже минус 15 °С и не выше плюс 30 °С.
При укладке трубопроводов при более низкой температуре наружного воздуха необходимо организовать их прогрев до требуемой температуры. Это условие может быть выполнено путем пропуска подогретого воздуха через подготовленный к укладке трубопровод или предварительного подогрева катушек или бухт в специальных тепляках. При этом температура воздуха не должна быть более +60 °С.
Из-за высоких значений коэффициента линейного расширения и связанных с ними больших температурных деформаций и остаточных напряжений укладку трубопроводов из полимерных материалов рекомендуется производить летом в наиболее холодное время суток, а зимой - в наиболее теплое.
В случае укладке трубопроводов при температуре наружного воздуха выше плюс 10 °С для снижения температурных деформаций (остаточных напряжений) рекомендуется:
- укладка трубопроводов «змейкой»;
- заполнение трубопровода холодной водой перед засыпкой;
- засыпку трубопровода в наиболее холодное время суток.
Перед укладкой трубы должны подвергаться тщательному осмотру с целью обнаружения трещин, подрезов, рисок и других механических повреждений. При обнаружении дефектов, не допускаемых требованиями стандартов и технических условий, трубы отбраковываются.
Не допускается попадание в полость труб грязи, снега и посторонних предметов. С этой целью трубы, поступающие на монтаж, рекомендуется снабжать инвентарными торцевыми заглушками. Не допускается попадание в трубы, предназначенные для хозяйственно-питьевого водоснабжения, поверхностных или сточных вод.
В зависимости от условий производства работ и диаметра труб укладку труб из полимерных материалов следует осуществлять:
- готовыми секциями, которые изготавливают в условиях производственной базы, а затем развозят и раскладывают вдоль трассы, где из них изготавливают плети (при прокладке трубопроводов протяженностью 1000 м и более);
- из отдельных труб путем последовательного их наращивания в плеть на берме (при небольшой длине трассы);
- одиночными трубами (секциями) с последующей сваркой их в траншее.
Доставлять трубы или секции на трассу рекомендуется непосредственно перед производством монтажных работ.
Раскладывать трубы и трубные секции на строительной полосе рекомендуется с использованием подкладок (раскладочных лежек), исключающих прямой контакт труб с грунтом и возможность механического повреждения труб, снижающих вероятность попадания в полость труб влаги, снега, грязи, обеспечивающих возможность использования при монтаже мягких монтажных полотенец и т.д.
В качестве раскладочных лежек могут быть использованы деревянные брусья с выемкой по форме трубы, которая располагается в средней части лежки. Размеры лежек выбираются на стадии разработки проекта производства работ (ППР). При этом учитываются: диаметр труб, длина трубных элементов (одиночных труб или секций), грунтовые условия, вспомогательное технологическое назначение этих устройств и т.п. Указанные лежки могут быть изготовлены в виде мешков из синтетических тканей, заполненных резино-техническими отходами, гранулами из различных полимеров или кварцевым песком.
Монтаж трубопроводов с раструбными соединениями следует выполнять на дне траншеи, с неразъемными соединениями - как правило, на бровке траншеи.
Укладка в траншею трубопроводов производится не ранее чем через 30 минут после сварки последнего стыка и демонтажа сварочной техники.
Не допускается сбрасывание плети с монтажными соединениями на сварке и на клею на дно траншеи или ее перемещение волоком по дну траншеи без специальных приспособлений.
Опускание одиночных труб (секций) в траншею производят в зависимости от диаметра и толщины стенки труб (с учетом длины секции) либо с помощью самоходных грузоподъемных средств (трубоукладчиков, стреловых кранов и т.п.), либо с применением ручной такелажной оснастки (ремней, лебедок, полиспастов и т.п.).
В качестве грузозахватных приспособлений при механизированной работе с одиночными трубами (секциями) используют мягкие монтажные полотенца или специальные эластичные (текстильные) стропы. Применение для этих целей открытых стальных канатов, монтажных «удавок» и других приспособлений, не имеющих мягких контактных поверхностей, не допускается.
При опускании трубопровода в траншею необходимо:
- не допускать соприкосновения труб друг с другом, с бровкой и со стенками траншеи (особенно осторожно следует обращаться с трубами и деталями при низких температурах);
- обеспечить полное (проектное) прилегание трубопровода ко дну траншеи;
- обеспечить укладку трубопровода в проектное положение.
С целью защиты трубопровода от механических повреждений дно траншеи, прокладываемой в скальных, полускальных и мерзлых грунтах, следует выравнивать, устраивая подсыпку из песка или глинистого грунта толщиной не менее 10 см над выступающими частями основания. Допуск в сторону увеличения слоя подсыпки составляет 10 см, уменьшение толщины этого слоя недопустимо.
Грунт, используемый для создания постели и присыпки, не должен содержать мерзлые комья, щебень, гравий и другие включения размером более 50 мм в поперечнике. При укладке трубопроводов в скальных и каменистых грунтах и на промороженное дно траншеи для обеспечения защиты трубопровода от механических повреждений при укладке и засыпке рекомендуется применять мелкогранулированный грунт, песок или пенополимерные материалы (ППМ).
В качестве подстилающего слоя вместо сплошной подсыпки из грунтов могут применяться различные эластичные изделия (например, резино-тканевые маты), рулонные материалы типа «скальный лист» или полотнища геотекстильных материалов, сложенные в несколько слоев.
При применении этих материалов в рабочих чертежах должны быть указаны основные параметры подстилающих устройств, в частности, их размеры.
Нанесение пенополимерного материала на дно траншеи осуществляется с помощью автономной пеногенерирующей установки, перемещающейся вдоль траншей и обеспечивающей подачу ППМ по гибкому рукаву. Толщина образуемого на дне траншеи слоя пенополимерного материала должна составлять 200 - 250 мм. Плотность материала - 23 ÷ 25 кг/м3. Время выдержки пенополимерного материала (технологический перерыв между нанесением ППМ и укладкой трубопровода) составляет не менее 8 часов. После укладки трубопровод, частично проседая под своим весом, уплотняет пенополимерный слой и образует корытообразную постель, которая предохраняет поверхность труб от механических повреждений выступающими неровностями дна траншеи (толщина слоя ППМ после уплотнения уменьшается до 100 - 150 мм).
Соединение труб в траншее (сварка, склеивание, на резиновых кольцах) следует производить методом наращивания.
В стесненных условиях следует предусматривать применение труб:
- без сварных соединений или соединенных деталями с закладными нагревателями;
- соединенных сваркой встык со 100 %-ным контролем стыков физическим методом и проложенных в защитном футляре.
Для сборки и сварки одиночных труб в плети на дне траншеи необходимо использовать только стандартизованные центраторы, обеспечивающие надежную и геометрически правильную фиксацию труб как на прямых, так и на криволинейных участках трассы.
После укладки трубопровода в траншею должны быть проверены:
- проектная глубина, отклонение от проектного положения осей трубопровода, прилегание трубопровода ко дну траншеи на всем его протяжении;
- отсутствие на поверхности трубопровода механических повреждений (отсутствие вмятин, гофр, изломов и т.п.);
- фактическое расстояние между трубопроводом и другими подземными сооружениями и коммуникациями и их соответствие проектным расстояниям.
Правильность укладки трубопровода следует проверять путем нивелирования всех узловых точек уложенного трубопровода и мест его пересечения с подземными сооружениями. Участки с неплотным прилеганием трубопроводов ко дну должны быть подсыпаны грунтом с его послойным уплотнением и подбивкой пазух.
При вварке в трубопровод фасонных частей, узлов, арматуры и прочих устройств должна быть обеспечена соосность ввариваемых элементов с трубопроводом. Перекосы в горизонтальной и вертикальной плоскостях не допускаются.
Монтаж трубопроводов из полимерных материалов в процессе совмещенной прокладки следует производить только после окончания монтажных и изоляционных работ по стальным трубопроводам теплоснабжения, горячего водоснабжения и электрокабелям, прокладываемым в грунте, тоннелях и каналах.
При прокладке труб в тоннелях (коммуникационных коллекторах) электрические кабели и провода должны прокладываться выше трубопроводов из полимерных материалов и должны быть конструктивно выделены.
Пересечение трубопроводом из полимерных материалов стенок колодца или фундамента зданий должно быть предусмотрено в стальных или пластмассовых футлярах. Зазор между футляром и трубопроводом должен заделываться водонепроницаемым эластичным материалом.
Размер футляра и зазоры между ним и трубопроводом следует принимать по проекту.
Монтаж узлов в колодцах производят одновременно с прокладкой трубопровода. Присоединение трубопроводов к фланцам, запорной и регулирующей арматуре производят перед засыпкой трубопровода защитным слоем грунта, без затяжки болтов. Окончательная затяжка болтовых соединений выполняется непосредственно перед гидравлическим испытанием системы.
Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
- фланцевые соединения должны быть установлены перпендикулярно оси трубы;
- плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
- устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
- сваривание стыков, смежных с фланцевым соединением, следует выполнять после равномерной затяжки всех болтов на фланцах.
Защиту от повреждений трубопровода из полимерных материалов после его укладки обеспечивают, как правило, путем устройства присыпки из песчаного или глинистого грунтов на толщину:
не менее 20 см над верхней образующей трубы (плюсовой допуск на толщину присыпки составляет 10 см, минусовой - 0), согласно требованиям СП 42-101-96;
не менее 30 см, согласно требованиям СП 40-102-2000;
не менее 50 см, согласно СНиП 3.02.01-87.
Грунт, используемый для присыпки, не должен содержать мерзлые комья, щебень, гравий и других включения размером более 50 мм в поперечнике.
Допускается в зимнее время применять для создания присыпки несмерзшийся грунт из отвала, разрабатывая и подавая его в траншею с помощью роторного траншеезасыпателя.
Возможно также для этих целей применять местный грунт (в частности из отвала), если предварительно его просеять или подвергнуть сортировке с помощью грохота.
При формировании присыпки необходимо для исключения овализации труб обеспечивать полное и плотное заполнение пазух между стенками траншеи и трубопроводом. При необходимости для обеспечения этой цели следует применять трамбовку грунта, используя механические, электрические или пневматические трамбовки. В отдельных случаях допускается проводить уплотнение грунта в пазухах за счет полива его водой.
Вместо присыпки из песчаного или глинистого грунтов в качестве средств механической защиты могут быть использованы рулонные материалы, обладающие высокими прочностными и защитными свойствами, эластичностью и долговечностью. При использовании таких материалов пазухи между трубопроводом и стенками траншеи заполняются (с послойным уплотнением) грунтом, не содержащим крупных обломочных включений.
Защиту уложенного трубопровода от механических повреждений можно также производить с помощью пенополимерных материалов (ППМ). При формировании защитного слоя над уложенным трубопроводом его толщина должна находиться в пределах 300 - 400 мм. Под действием веса грунта засыпки толщина слоя уменьшается до 200 - 250 мм.
При засыпке пазух и устройстве защитного слоя грунта соединения трубопроводов оставляют незасыпанными до проведения предварительных испытаний на герметичность.
Монтаж напорных раструбных трубопроводов из ПВХ
Напорные раструбные трубы и соединительные детали из ПВХ (по ТУ 6-19-231-87, ТУ 6-49-4-88, ТУ 6-19-223-85, ТУ 6-19-221-85) соединяются между собой с помощью уплотнительных резиновых колец по ТУ 38 1051933-93.
Монтаж трубопроводов с раструбными соединениями выполняется на дне траншеи. Соединяемые раструб и гладкий конец трубы при укладке непосредственно на дне траншеи должны находиться в приямке, а при укладке на песчаной подушке - на деревянных брусьях так, чтобы оси соединяемых труб совпадали.
Сборку раструбных соединений следует производить при температуре наружного воздуха не ниже 0 °С. Уплотнительные кольца до монтажа должны находиться в теплом помещении.
Раструбы труб должны быть направлены против движения воды.
При опускании в траншею, а также при укладке трубы не должны касаться друг друга и твердых предметов.
Монтаж трубопровода из раструбных труб с уплотнительными кольцами включает следующие операции:
- устройство концевого упора в начале участка трубопровода, в который должна упираться первая уложенная труба и который впоследствии может быть использован при гидравлическом испытании трубопровода;
- очистку от загрязнений и посторонних предметов внутренней поверхности раструбов и наружной поверхности гладких концов труб, входящих в раструб;
Схема установки резинового уплотнительного кольца
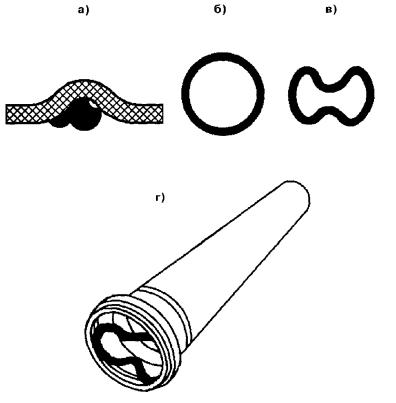
а) расположение кольца в желобе раструба; б) кольцо; в) схема деформации кольца перед установкой в раструб; г) установка кольца в раструбе
- центрирование труб;
- установку уплотнительного кольца в паз раструба;
- нанесение на гладкий конец трубы метки, указывающей глубину установки конца трубы в раструб;
- смазку гладкого конца трубы и кольца (глицериновый или мыльный раствор);
- соединение труб.
На концах труб должна иметься фаска под углом 15°, выполненная в заводских условиях или на месте монтажа.
На гладком конце трубы должна быть нанесена метка, указывающая глубину установки конца трубы в раструб. При отсутствии метки ее следует нанести масляной краской, мелом, графитным или восковым карандашом в виде поперечной черты. При этом можно пользоваться шаблоном.
Непосредственно перед сборкой гладкий конец трубы, у которого снята фаска, смазывается монтажной смазкой.
Гладкий конец трубы должен быть введен до метки для обеспечения компенсации температурных удлинений труб. Поскольку монтаж труб осуществляется методом наращивания, при соединении труб необходимо следить, чтобы ранее собранные трубы не перемещались в осевом направлении и гладкий конец труб не был вдвинут в раструб до упора.
Сборку раструбных соединений диаметром до 110 мм осуществляют вручную, для труб большего диаметра используют натяжные монтажные приспособления. Правильность сборки соединения и установки уплотнительного кольца проверяется щупом толщиной 0,5 мм.
Узлы из отрезков труб, соединительных частей и арматуры рекомендуется собирать в трубозаготовительных мастерских.
Установку соединительных деталей на прокладываемом участке трубопровода следует производить одновременно с укладкой труб.
При присоединении поливинилхлоридных труб к фланцевой арматуре используют патрубок фланец - гладкий конец и патрубок фланец-раструб. Уплотнение раструбов этих деталей осуществляется таким же способом, как и уплотнение самих раструбных труб, т.е. с использованием уплотнительных резиновых колец по ТУ 38 1051933-93.
Контроль качества строительно-монтажных работ
Требуемая точность работ по прокладке напорных трубопроводов из полимерных материалов должна обеспечиваться детальными разбивочными работами, которые входят в технологический процесс подготовки и прокладки трубопроводов (см. СОКК «Производство детальных разбивочных работ при прокладке трубопроводов»).
|
F |
Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ±100 мм в плане, а отметок верха напорных трубопроводов ±30 мм, если другие нормы не обоснованы проектом |
Соответствие фактического положения уложенного трубопровода требованиям проекта и нормативных документов определяется на основании данных исполнительной геодезической съемки планового и высотного положения его элементов, которая выполняется до засыпки траншеи.
Плановое и высотное положение элементов инженерных сетей определяется от знаков разбивочной сети строительной площадки, внешней разбивочной сети здания (сооружения) или от твердых точек капитальных зданий (сооружений).
Производство съемок включает в себя следующие виды работ:
- выяснение наличия геодезической или разбивочной сети и восстановление знаков этой сети;
- съемку и нивелирование элементов инженерных сетей и сооружений;
- составление исполнительных чертежей и планов.
По водопроводу и канализации съемке подлежат: ось трассы, углы поворота, колодцы, аварийные выпуски, вводы, изломы в профиле, артезианские скважины т.д.
Обязательной съемке подлежат все подземные сооружения, пересекающие прокладку или идущие параллельно с ней, вскрытые траншеей. Одновременно со съемкой указанных элементов инженерных сетей должны быть сняты все здания, прилегающие к проезду или к трассам прокладок.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППР, технологических карт и схем операционного контроля качества (СОКК); - наличие актов освидетельствования ранее выполненных земляных работ и акта приемки траншей и котлованов (с исполнительной документацией и разрешением заказчика на укладку трубопровода); наличие в натуре и неизменность положения знаков разбивочной сети трассы и наличие акта приёмки-передачи этих знаков и материалов исполнительной съемки (при передаче работ); |
ППР, технологические карты и СОКК Акты освидетельствования скрытых работ с исполнительной документацией; Акты приемки |
|
- выполнение геодезических работ по перенесению трассы трубопровода в натуру; - выполнение земляных работ по окончательной разработке траншеи (доработка недоборов); |
Исполнительный чертеж |
|
|
- сопроводительные документы (документы о качестве, сертификаты и т.д.), клеймы и маркировку, ярлыки, внешним осмотром качество поступивших элементов и деталей трубопроводов, их размеры; - выполнение работ по очистке труб изнутри и снаружи от грязи, снега, льда и посторонних предметов, по подготовке торцов труб и оборудования к производству работ, по раскладке труб на бровке вдоль траншеи. |
Документы о качестве |
|
|
Прокладка напорных трубопроводов из полимерных материалов |
Контролировать: - соблюдение заданной технологии укладки трубопровода и узлов запорной и регулирующей арматуры; - укладку трубопровода и узлов арматуры в проектное положение; - соблюдение технологии сварки и качество сварных соединений; - соблюдение технологии склеивания и качество клеевых соединений; - соблюдение технологии соединения труб с помощью резинового уплотнительного кольца и качество стыков. |
Общий и специальный журналы |
|
Приемка |
Проверить: - соответствие фактического положения уложенного трубопровода требованиям проекта и нормативных документов; - выполнение требований проекта и нормативных документов к качеству соединений; - надлежащее оформление исполнительной документации. |
Исполнительный чертеж, акты освидетельствования скрытых работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), геодезист, лаборант (инженер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), геодезист, представители технадзора заказчика КИП - нивелир, теодолит и др. геодезические приборы, лабораторные приборы и оборудование. |
||
Ширина полосы, охватываемой съемкой, должна быть не менее 20 м в обе стороны от оси трассы или устанавливаться заданием.
При производстве работ рекомендуется давать единую нумерацию колодцев, камер и др.
У круглых колодцев снимается центр крышки решеток, у люков прямоугольной формы два угла.
При значительном заглублении снимаемых элементов (свыше 1 м) точки их выносятся на поверхность земли при помощи отвеса или рейки с круглым уровнем.
Закругленные части снимают так, чтобы отразить подобие фигуры в масштабе составляемого плана.
При съёмке колодцев производится обмер внутреннего и внешнего габаритов сооружения, его конструктивных элементов, расположения труб и фасонных частей с привязкой к отвесной линии, проходящей через центр крышки колодца.
Результаты измерений заносятся в абрис, где делаются зарисовки в плане в сочетании со схемой прокладываемого теодолитного хода, показываются привязки к опорной застройке, линейные размеры сооружения, сечения и т.д.
В колодцах, выстроенных по типовым проектам, определяются лишь внецентренность и ориентировка. Внецентренность колодцев определяется, как правило, с помощью отвесов или рейки.
Плановое положение газопровода и относящихся к нему сооружений может быть определено:
- на застроенной территории от твердых точек капитальной застройки, от пунктов геодезической или разбивочной сети и съемочного обоснования, от точек специально проложенных теодолитных ходов;
- на незастроенной территории от точек съёмочного обоснования, пунктов геодезической сети или от точек специально проложенных теодолитных ходов.
Выходы подземных сетей и углы их поворота на незастроенной территории координируются.
Координирование колодцев и точек углов поворота на застроенной территории производится только по специальному заданию заказчика.
При съемках планового положения элементов подземной сети в обязательном порядке производят контрольные измерения расстояний между ними.
Все линейные измерения при съемках производятся стальными рулетками (ГОСТ 7502-98).
Точки подземного газопровода, расположенные в траншее, при съемке выносятся на поверхность земли отвесом.
Предельные ошибки определения элементов подземной инженерной сети в плане не должны быть более 0,2 м.
Высотное положение элементов подземной инженерной сети определяется до засыпки траншей техническим нивелированием от реперов городской нивелирной сети.
При глубоком заложении подземных инженерных сетей, когда невозможно определить высотное положение их точек непосредственно по рейке, отметки получают путем измерения металлической рулеткой вертикального расстояния от твердой точки, занивелированной на поверхности земли, или другими доступными методами, обеспечивающими необходимую точность получения отметок.
По окончании обработки материалов исполнительных съемок составляется исполнительный чертеж.
Если прокладка трубопровода выполнена с отклонениями от проекта, то на исполнительных чертежах должно быть указано, кем и когда эти отклонения разрешены.
Исполнительный чертеж входит в состав обязательной исполнительной документации, предъявляемой при сдаче в эксплуатацию законченных строительством инженерных сетей.
Не позднее чем за три дня до засыпки траншей и котлованов строительные организации обязаны вызвать заказчиков для проведения инструментальной проверки соответствия планового и высотного положения построенного трубопровода на местности его отображению на предъявляемых исполнительных чертежах.
Если представленные геодезические материалы отвечают предъявляемым к ним требованиям, то на исполнительном чертеже, в нижнем правом углу проверяющими делается следующая надпись: «Планово-высотное положение трубопровода проверено, чертеж составлен правильно, соответствует натуре, отклонений от проекта нет (имеются отклонения от проекта)». Эта надпись сопровождается подписью и датой.
При наличии выявленных недостатков инженерная сеть до их устранения в эксплуатацию не принимается.
Прокладка самотечных (безнапорных) трубопроводов на наружных сетях канализации
ГОСТ 22000-86 Трубы бетонные и железобетонные. Типы и основные параметры.
ГОСТ 6482-88 Трубы железобетонные безнапорные. Технические условия.
ГОСТ 20054-82 Трубы бетонные безнапорные. Технические условия.
ТУ 38-1051222-78 Кольца резиновые для железобетонных и бетонных труб.
ТУ 5862-005-05786330-99 Трубы железобетонные безнапорные типа Т.
ТУ 5861-141-00284807-94 Трубы безнапорные железобетонные, изготовленные на оборудовании напорных виброгидропресссованных труб.
ТУ 5862-006-05778796-96 Трубы фальцевые железобетонные цилиндрические безнапорные диаметром 1500 мм с двойным армированием.
ТУ 5862-001-13226177-93 Трубы железобетонные армированные безнапорные ребристые диаметром 1400 мм.
ТУ 5862-001-13226177-95 Трубы железобетонные безнапорные с измененным армированием диаметром 1400 мм.
ТУ 5862-003-13226177-93 Трубы железобетонные безнапорные диаметром 600, 800, 1000 и 1400 мм.
ТУ 5862-023-01018495-94 Трубы железобетонные безнапорные прямоугольные ТП, ТПУ.
ТУ 5862-024-01018495-94 Трубы железобетонные безнапорные типа ТБ.
ТУ 5862-028-01018495-94 Трубы железобетонные безнапорные типа Т диаметром 400 - 1600 мм, длиной 2,5 м
ТУ 5682-078-024961775336-98 Трубы безнапорные железобетонные диаметром 800 мм для бестраншейной прокладки методом продавливания.
ТУ 33-1018485-14-91 Трубы железобетонные безнапорные центробежно-прокатные диаметром 800 - 1400 мм.
ТУ 33-1018485-18-92 Трубы бетонные безнапорные центробежно-прокатные диаметром 2000 мм.
ТУ 33-1018485-19-92 Трубы железобетонные безнапорные ребристые диаметром 1000 мм.
ТУ 33-4779143-01-90 Трубы железобетонные безнапорные диаметром 400 - 800 мм.
ТУ 33-91-84 Трубы железобетонные безнапорные диаметром 400 - 1600 мм длиной 2,5 м (раструбные и с гладким концом).
ТУ 33-352-87 Трубы железобетонные низконапорные центробежно-прокатные диаметром 800 - 1400 мм на внутреннее давление 0,3, 0,2, 0,1 МПа с одинарным каркасом.
ТУ 66-16-129-90 Трубы железобетонные безнапорные самонапряженные вибрированные диаметром 1000,1600, 2000 мм.
ТУ 67-12-112-91 Трубы железобетонные безнапорные.
ТУ 67.11-04-88 Трубы безнапорные.
ТУ 66-16-130-90 Трубы железобетонные безнапорные самонапряженные центрифугированные диаметром 500 - 800 мм.
ТУ 66-16-168-93 Трубы железобетонные безнапорные фальцевые диаметром 2000 мм.
ТУ 66-16-10-90 Трубы железобетонные безнапорные фальцевые диаметром 3000 мм.
ТУ 66-16-11-87 Трубы железобетонные безнапорные самонапряженные радиально-прессованные диаметром 800 - 1200 мм.
ТУ 21-33-80-89 Трубы железобетонные безнапорные радиально-прессованные диаметром 500 - 600 мм.
ТУ 14-3-1247-83 Трубы чугунные напорные под резиновую манжету.
ТУ 2531-895-00152106-94 Кольца резиновые для чугунных напорных труб.
ГОСТ 9583-75* Трубы чугунные напорные, изготовленные методами центробежного и полунепрерывного литья. Технические условия.
ГОСТ 5525-88 Части соединительные чугунные, изготовленные литьем в песчаные формы для трубопроводов. Технические условия.
ТУ 14-3-1877-93 Трубы чугунные канализационные. Технические условия.
ГОСТ 1839-80* Трубы и муфты асбестоцементные для безнапорных трубопроводов. Технические условия.
ГОСТ 18599-83* Трубы напорные из полиэтилена. Технические условия.
ТУ 2248-005-40270293-97 Трубы полиэтиленовые различного назначения.
ТУ 6-49-14-89 Детали соединительные из полиэтилена высокого давления для напорных труб.
ТУ 6-49-22-90 Детали соединительные из полиэтилена низкого давления для напорных труб.
ТУ 34-08-10442-90 Детали соединительные сварные из полиэтилена для напорных трубопроводов.
ТУ 6-19-218-86 Детали соединительные из полиэтилена низкого давления сварные и гнутые для напорных труб.
ТУ 6-19-231-87Е Трубы напорные из непластифицированного поливинилхлорида.
ТУ 6-49-4-88 Трубы ПВХ-12,5 напорные с раструбом из непластифицированного поливинилхлорида.
ТУ 6-19-223-85 Детали соединительные из непластифицированного поливинилхлорида для соединений под резиновое кольцо.
ТУ 6-19-221-85 Отводы для труб из непластифицированного поливинилхлорида.
ТУ 6-49-18-90 Детали соединительные из непластифицированного поливинилхлорида для клеевых соединений напорных труб.
ТУ 6-19-307-86 Трубы и патрубки из непластифицированного поливинилхлорида для канализации.
ТУ 6-19-308-86 Части фасонные из поливинилхлорида для канализационных труб.
ТУ 2248-050-00284581-2001 Трубы и фасонные части из блоксополимера пропилена для систем наружной канализации.
ГОСТ 286-82 Трубы керамические канализационные. Технические условия.
ТУ 21-10-71-89 Трубы керамические кислотоупорные и фасонные части к ним.
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 2.04.03-85 Канализация. Наружные сети и сооружения.
СП 40-102-2000 Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов.
Входной контроль качества труб, фасонных и деталей, узлов и других материалов для прокладки самотечных трубопроводов должен осуществляться в соответствии с требованиями проекта, государственных стандартов, технических условий на конкретные виды материалов и изделий, ППР, технологических карт, СОКК и другой технологической документации, утвержденной в установленном порядке.
Технические требования к безнапорным железобетонным трубам
ГОСТ 6482-88 Трубы железобетонные безнапорные. Технические условия.
Железобетонные безнапорные трубы подразделяются на типы:
Т - цилиндрические раструбные со стыковыми соединениями, уплотняемыми герметиками или другими материалами; ТП - то же, с подошвой;
ТБ - цилиндрические раструбные с упорным буртиком на стыковой поверхности втулочного конца трубы и стыковыми соединениями, уплотняемыми резиновыми кольцами; ТБП - то же, с подошвой;
ТС - цилиндрические раструбные со ступенчатой стыковой поверхностью втулочного конца трубы и стыковыми соединениями, уплотняемыми резиновыми кольцами; ТСП - то же, с подошвой;
ТФП - цилиндрические фальцевые с подошвой и стыковыми соединениями, уплотняемыми герметиками или др. материалами.
Значения действительных отклонений геометрических параметров труб от нормативных не должны превышать предельных, мм, указанных в нижеследующей таблице.
|
Dу |
400 |
500 |
600 |
800 |
1000 |
1200 |
1400 |
1600 |
2000 |
2400 |
|
Внутренний диаметр труб типов Т и ТП |
±4 |
±5 |
±6 |
±8 |
||||||
|
То же, ТБ, ТС, ТБС и ТСП |
±2 |
±3 |
||||||||
|
Толщина стенки трубы |
-4; +5 |
-5; +6 |
-6; +8 |
|||||||
|
Длина трубы |
± 20; -10 |
|||||||||
|
Наружный диаметр втулочного конца труб типа Т и ТП |
±4 |
±5 |
±6 |
±8 |
||||||
|
Наружный диаметр втулочного конца и буртика труб типов ТБ, ТБС, ТС и ТСП |
±2 |
±3 |
||||||||
|
Глубина раструба трубы |
+10; -5 |
|||||||||
|
Диаметр конусной части фальцев |
- |
±2 |
±4 |
±6 |
||||||
|
Глубина фальцев |
±2 |
|||||||||
Продольный разрез стенки трубы
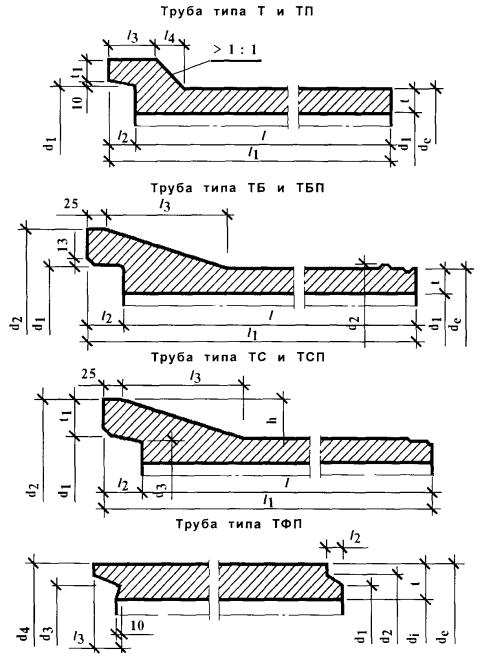
Поступившие на строительную площадку трубы:
- должны быть укомплектованы резиновыми уплотняющими кольцами (трубы типа ТБ, ТБП, ТС и ТСП);
- не должны иметь на поверхностях трещин, за исключением усадочных шириной не более 0,05 мм.
На наружной и внутренней поверхности труб допускаются раковины диаметром (или наибольшим размером), не превышающим 15 мм, и местные наплывы или впадины высотой (глубиной) не более 5 мм. Раковины на трубах, размеры которых превышают допустимые, должны устраняться путем заделки раствором состава по массе 1:2 (цемент : песок).
На стыковой поверхности труб типа ТБ, ТБП, ТС, ТСП диаметр (или наибольший размер) раковин не должен превышать 6 мм, глубина впадин - 3 мм, а высота местных наплывов - 2 мм.
На торцевой поверхности труб диаметр (или наибольший размер) раковин не должен превышать 15 мм, высота местного наплыва или глубина впадин - 5 мм, глубина сколов бетона торцов - 5 мм, а суммарная длина околов бетона торцов на 1 м ребра - 50 мм.
Трубы рассчитаны на эксплуатацию при расчетной высоте засыпки при следующих условиях:
- основание под трубы - грунтовое плоское для труб без подошвы диаметром условного прохода (Dу) до 500 мм включительно и труб с подошвой всех диаметров или грунтовое профилированное с углом охвата 90° для труб без подошвы Dу более 500 мм;
- засыпка - грунтом плотностью 1,8 т/м3 с нормальным уплотнением для труб без подошвы до 800 мм включительно и труб с подошвой всех диаметров или повышенным уплотнением для труб без подошвы Dу более 800 мм;
- временная нагрузка на поверхность земли НТ-60.
Маркировочные надписи должны быть нанесены на наружной поверхности раструба или одного из концов фальцевой трубы.
Каждая партия труб должна сопровождаться документом о качестве, в котором должны быть указаны: номер и дата выдачи документа, номер партии, марка труб, их число, дата изготовления, класс или марка бетона по прочности, отпускная прочность бетона (нормируемая, требуемая с учетом фактической однородности бетона и фактическая), марка бетона по морозостойкости и водонепроницаемости, обозначение ГОСТ 6482-88.
Трубы следует хранить в штабелях рассортированными по маркам. Трубы полезной длиной менее 5 м допускается хранить в вертикальном положении при обеспечении их устойчивости.
Число рядов труб по высоте должно быть не более указанного ниже:
4 - для труб с Dу от 400 до 1000 включительно,
3 - для труб с Dу 1200,
2 - для труб с Dу от 1400 до 2400 включительно.
Под нижний ряд труб штабеля должны быть уложены параллельно друг другу две подкладки на расстоянии 0,2 длины трубы от ее торцов. Конструкция подкладок не должна позволять раскатываться нижнему ряду труб.
Согласно ГОСТ 22000-86 «Трубы бетонные и железобетонные. Типы и основные параметры» и ТУ 38-1051222-78 размеры резиновых колец в нерастянутом состоянии должны не превышать указанных ниже.
|
Dу |
400 |
500 |
600 |
880 |
1000 |
1200 |
1400 |
1600 |
2000 |
2400 |
|
Внутренний диаметр резиновых колец, мм |
450 |
545 |
660 |
835 |
1035 |
1230 |
1440 |
1650 |
2070 |
2480 |
|
Диаметр поперечного сечения, мм |
24 |
30 |
||||||||
На поверхности колец не допускаются трещины, пузыри и срезы. Не допускаются возвышения, углубления и посторонние включения размером более 2 мм в количестве трех и более штук.
Технические требования к безнапорным бетонным трубам
ГОСТ 20054-82 Трубы бетонные безнапорные. Технические условия
Трубы бетонные безнапорные подразделяются на следующие типы:
ТБ - раструбные цилиндрические со стыковыми соединениями, уплотняемыми герметиками или другими материалами;
ТБС - раструбные цилиндрические со ступенчатой стыковой поверхностью втулочного конца трубы, стыковые соединения которых уплотняются резиновыми кольцами;
ТБПС - то же, с подошвой;
ТБФ - фальцевые цилиндрические со стыковыми соединениями, уплотняемыми герметиками или другими материалами;
ТБПФ - то же, с подошвой.
Продольный разрез стенки трубы
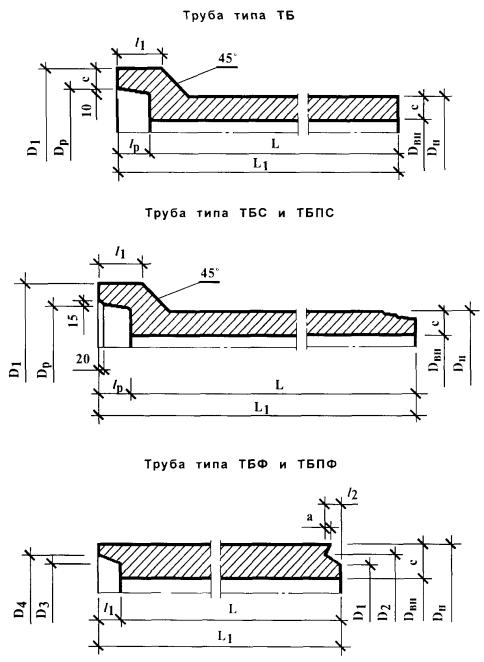
Трубы ТБ выпускаются с Dу 100, 150, 200, 300, 400, 500, 600, 800 и 1000 мм и полезной длиной L, соответственно, 1000, 1000, 1500, 1500, 1500, 2000, 2000, 2000, 2000 мм.
Трубы ТБС выпекаются с Dу 400, 500, 600, 800 и 1000 мм и полезной длиной L, соответственно, 1500, 2000, 2000 и 2000 мм.
Трубы ТБПС выпускаются с Dу 600, 800 и 1000 мм и полезной длиной 2000 мм.
Трубы ТФБ выпускаются с Dу 300, 400, 500, 600 и 800 мм и полезной длиной L, соответственно, 1500,1500, 2000, 2000 и 2000 мм.
Трубы ТБПФ выпускаются с Dу 1000 мм и полезной длиной 2000 мм.
Поступившие на строительную площадку трубы:
- должны быть укомплектованы резиновыми уплотняющими кольцами (трубы типов ТБС и ТБПС - раструбные цилиндрические со ступенчатой стыковой поверхностью втулочного конца трубы, стыковые соединения которых уплотняются резиновыми кольцами);
- не должны иметь трещин на внутренней и наружной поверхностях;
- могут иметь местные поверхностные усадочные трещины шириной раскрытия до 0,1 мм, если эти трубы удовлетворяют требованиям по водонепроницаемости и прочности;
- могут иметь раковины, местные наплывы и впадины, а также околы бетона ребер на торцах, размеры которых не должны превышать значений, приведенных в нижеследующей таблице.
|
Вид поверхности |
Предельно допускаемые размеры, мм |
|
||||
|
Раковин |
Местных наплывов (высота) и впадин (глубина) |
Околов бетона торцов |
|
|||
|
диаметр |
глубина |
|||||
|
глубина |
длина на 1 м ребра |
|
||||
|
Наружная и внутренняя, за исключением стыковой в трубах типов ТБС и ТБПС |
15 |
5 |
5 |
- |
- |
|
|
Стыковая в трубах типов ТБС и ТБПС |
4 |
3 |
1 |
- |
- |
|
|
Торцевая |
15 |
5 |
5 |
5 |
50 |
|
Предельные отклонения от номинальных размеров труб, мм, не должны превышать величин, приведенных в нижеследующей таблице.
|
Диаметр условного прохода трубы Dу |
Предельные отклонения от номинальных размеров, мм |
||
|
Внутренний диаметр Dвн |
Толщина стенки c |
Полезная длина L |
|
|
100 - 300 |
±3 |
±3 |
+10; -5 |
|
400 - 600 |
±4 |
±4 |
|
|
800 - 1000 |
±5 |
±5 |
|
Отклонение от прямолинейности профиля продольного сечения трубы (измеряемое по образующей цилиндрической части) не должно превышать 3 мм при ее номинальной полезной длине до 2500 мм и 5 мм при номинальной полезной длине свыше 2500 мм.
Отклонения от перпендикулярности торцевых и боковой поверхностей трубы не должны превышать, мм, при диаметре условного прохода трубы Dу 100 - 300, 400, 500, 600, 800 и 1000 мм, соответственно, 3, 4, 5, 6, 8 и 10.
Маркировочные надписи и знаки должны быть нанесены на наружной поверхности раструба раструбной трубы или на одном из концов фальцевой трубы.
Каждая партия труб должна сопровождаться документом о качестве, в котором должны быть указаны: номер и дата выдачи документа, номер партии, марка труб, их число, дата изготовления, класс или марка бетона по прочности, отпускная прочность бетона (нормируемая, требуемая с учетом фактической однородности бетона и фактическая), марка бетона по морозостойкости и водонепроницаемости, обозначение ГОСТ 20054-82.
Трубы должны храниться в штабелях или контейнерах рассортированными по маркам. Количество рядов труб в штабеле по высоте не должно превышать: 7 - для труб Dу 100, 150 и 200 мм, 5 - для труб Dу 300 и 400 мм, 4 - для труб Dу 500 и 600 мм, 3 - для труб Dу 800 и 1000 мм.
Под нижний ряд труб штабеля по плотному, тщательно выровненному основанию должны быть уложены параллельно две подкладки - каждая на расстоянии 0,2 длины трубы от ее торцов. Конструкция подкладок должна препятствовать раскатыванию нижнего ряда труб и соприкасанию раструбов труб с полом. Соседние трубы в рядах должны быть уложены раструбами в разные стороны.
Технические требования к чугунным и асбестоцементным трубам
ТУ 14-3-1247-83 Трубы чугунные напорные под резиновую манжету.
ТУ 14-3-1848-92 Трубы напорные из высокопрочного чугуна.
ТУ 2531-895-00152106-94 Кольца резиновые для чугунных напорных труб.
ГОСТ 9583-75* Трубы чугунные напорные, изготовленные методами центробежного и полунепрерывного литья. Технические условия.
ТУ 14-3-1877-93 Трубы чугунные канализационные.
Технические требования к чугунным напорным трубам и резиновым кольцам приведены в данном альбоме в СОКК «Прокладка напорных чугунных трубопроводов на наружных сетях канализации и водоснабжения».
ГОСТ 1839-80* Трубы и муфты асбестоцементные для безнапорных трубопроводов. Технические условия.
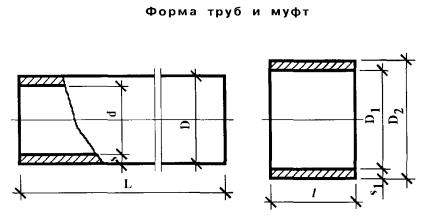
Размеры труб и муфт должны соответствовать указанным в нижеприведенной таблице.
|
Условный проход труб |
Наружный диаметр труб, D |
Толщина стенки, S |
Длина L |
Наружный диаметр, D2 |
Толщина стенки, S1 |
Длина l |
|
100 |
118 |
9 |
2950, 3950 |
160 |
10 |
150 |
|
150 |
161 |
10 |
2950, 3950 |
212 |
12 |
150 |
|
200 |
211 |
11 |
3950 |
262 |
14 |
150 |
|
300 |
307 |
14 |
3950 |
366 |
16 |
150 |
|
400 |
402 |
17 |
3950 |
477 |
18 |
150 |
Поступившие на строительную площадку трубы и муфты:
- должны быть комплектными (если это оговорено в договоре поставки, при этом число муфт должно быть не менее числа труб);
- не должны иметь трещин, обломов и расслоений;
- могут иметь на наружной поверхности отпечатки технического сукна и сдиры глубиной не более 2 мм, а на внутренней поверхности - отпечатки накатанной поверхности форматных скалок.
Трубы и муфты должны быть прямыми цилиндрической формы. Отклонение от прямолинейности не должно превышать: 12 мм - для труб длиной 2950 мм, 16 мм - для труб длиной 3950 мм.
Отклонения размеров труб и муфт от номинальных не должны превышать значений, приведенных в нижеследующей таблице.
|
Условный проход труб |
Отклонения, мм |
|||
|
по внутреннему диаметру трубы |
по толщине стенки трубы |
по длине трубы |
по внутреннему диаметру муфты |
|
|
100 |
±2,5 |
-1,5 |
-50,0 |
+1,5; -1,0 |
|
150 |
±2,0 |
|||
|
200 |
||||
|
300 |
±3,0 |
-2,0 |
±3,0 |
|
|
400 |
||||
На наружной поверхности каждой трубы должны быть нанесены краской: товарный знак или наименование предприятия-изготовителя, номер партии и условное обозначение трубы, а также надпись «не бросать», а на каждой муфте - условный проход трубы, для которой предназначена муфта, и номер партии.
На наружной поверхности не менее чем 10 % труб и муфт от партии должен быть нанесен краской штамп ОТК.
Предприятие-изготовитель должно сопровождать каждую партию труб и муфт документом о качестве изделий, в котором должны быть указаны: наименование и адрес предприятия-изготовителя, номер и дата выдачи документа, номер партии труб, условное обозначение, общее количество в штуках и метрах, номер партии муфт, условное обозначение, количество муфт в штуках, результаты испытаний труб (муфт), обозначение ГОСТ 1839-80.
При хранении трубы и муфты должны быть уложены в штабели на ровную площадку по диаметрам: трубы - горизонтальными, а муфты - вертикальными рядами. На неровной площадке под нижний ряд труб должны быть уложены деревянные подкладки. Нижний ряд труб должен быть закреплен.
Не допускается ударять по трубам и муфтам, а также сбрасывать их с какой бы то ни было высоты.
Технические требования к пластмассовым трубам
ТУ 6-19-307-86 Трубы и патрубки из непластифицированного поливинилхлорида для канализации
Технические условия распространяются на трубы и патрубки кольцевого сечения из непластифицированного поливинилхлорида, предназначенные для систем хозяйственно-фекальной канализации зданий, внутренних водостоков и дну поквартальной канализации при максимальной температуре постоянных стоков 60 °С и кратковременных стоков (в течение не более 1 мин) до 95 °С при максимальном их расходе 30 л/мин.
Трубы и патрубки должны изготавливаться с раструбом на одном конце. Допускается по требованию потребителя поставка труб и патрубков без раструбов.
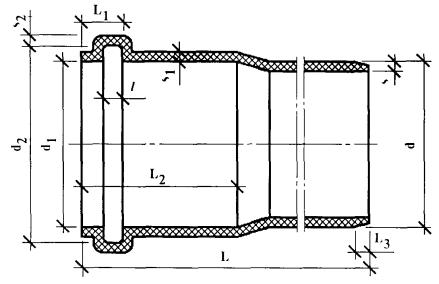
Размеры труб и патрубков должны соответствовать величинам, приведенным в нижеследующей таблице. По согласованию с потребителем допускается поставка труб и патрубков другой длины.
Предельные отклонения на длину труб должны составлять ±25 мм, на длину патрубков ±5 мм.
|
d |
S |
d1 |
d1 |
Imin |
L1max |
L2min |
L3min |
L труб |
L патрубков |
|
50+0,2 |
3,2+0,5 |
50,3+0,8 |
59,6+1,0 |
7,8 |
18 |
38 |
6 |
2650 |
345, 360 370, 410 450, 457 465, 515 535, 870 970 |
|
90+0,3 |
3,2+0,5 |
90,4+0,8 |
101,0+1,0 |
9,1 |
20 |
48 |
6 |
2620 5240 |
|
|
110+0,3 |
3,2+0,5 |
110,4+0,5 |
|
9,1 |
22 |
54 |
6 |
2000 2485 2605 2650 4000 |
345 1125 1225 1255 1315 1500 |
|
160+0,4 |
3,6+0,5 4,7+0,5 |
160,5+0,5 |
|
11,7 |
32 |
74 |
7 |
2000 3000 5500 6000 |
|
|
200+0,4 |
4,5+0,5 |
200,6+0,5 |
|
13 |
40 |
90 |
9 |
5500 6000 |
|
Трубы и патрубки должны поставляться в комплекте с резиновыми уплотнительными кольцами по ТУ 38.105.1818-88. Количество колец должно превышать на 3 % количество (в шт.) труб или патрубков с раструбами.
Предприятие-изготовитель должно сопровождать каждую партию труб и патрубков документом о качестве. Документ о качестве должен содержать: наименование или товарный знак предприятия-изготовителя, условное обозначение труб (патрубков), номер партии и дату изготовления, размер партии в метрах (или штуках и/или килограммах), показатели качества по проведенным испытаниям или подтверждение о соответствии качества требованиям ТУ, подпись ОТК.
Маркировка труб должна наноситься на поверхность трубы с интервалом не более 1 м нагретым металлическим штампом или краской и включать товарный знак или наименование предприятия-изготовителя, условное обозначение трубы без слова «труба».
Патрубки маркируют общим ярлыком на каждой упаковке. На поверхности патрубка допускается наличие полной или частичной маркировки трубы, из которой изготовлен патрубок.
Трубы длиной свыше 4 м и диаметром 160 и 200 мм формируют в пакеты массой до 1000 кг.
Формирование труб в пакеты должно производиться следующими способами:
- сборка пакета в двух местах с помощью рамы из бруса деревянного по ГОСТ 8486-86*Е, обтянутого лентой стальной упаковочной по ГОСТ 3560-73*, скрепленной в замок;
- перевязкой пакета в трех местах по длине (на расстоянии 0,5 - 1 м от краев пакета и в середине его) лентой стальной упаковочной по ГОСТ 3560-73*, скрепленной в замок, или проволокой стальной низкоуглеродистой общего назначения по ГОСТ 3282-74*, скрепленной вскрутку, с использованием мягкого прокладочного материала в качестве прокладки под проволоку;
- перевязкой пакета в трех местах по длине (на расстоянии 0,5 - 1 м от краев пакета и в середине его) двумя витками ленты капроновой ЛТК 50×200 по ТУ РСФСР 3.445231-76.
В открытом подвижном составе пакеты труб длиной свыше 3 м должны укладываться рядами с прокладкой между ними досок толщиной не менее 40 мм и шириной не менее 150 мм. Доски должны укладываться поперек связки на расстоянии около 0,5 м от ее концов.
Трубы и патрубки длиной от 0,8 до 3 м включительно формируют в пакеты массой не более 50 кг.
При формировании пакета должно соблюдаться чередование с каждой стороны пакета раструбного конца и конца трубы без раструба.
Средства формирования пакета (ленту стальную, проволоку, ленту капроновую, раму и т.д.) запрещается использовать как место крепления крюка или других элементов грузоподъемных механизмов.
При проведении погрузочно-разгрузочных работ строповку пакета необходимо производить в двух местах на расстоянии 0,5 - 1 м от краев пакета.
Патрубки длиной до 0,8 м должны упаковываться в ящики по ГОСТ 13841-95. При транспортировании патрубков автотранспортом или в крытых вагонах допускается упаковка их в ящики картонные по ГОСТ 9142-90*.
Кольца, комплектующие изделия должны упаковываться в мешки по ГОСТ 17811-78*, ГОСТ 2226-88* или ящики по ГОСТ 11841-95 массой брутто не более 50 кг.
На каждое грузовое место должна наноситься транспортная маркировка и крепиться ярлык из картона, фанеры или покрытой пленкой бумаги, содержащий следующий данные: наименование предприятия-изготовителя, условное обозначение изделия, номер партии и дату изготовления, количество изделий в упаковке в штуках (метрах) и/или килограммах, упаковщик, номер технических условий на комплектующие резиновые кольца.
Трубы и патрубки должны храниться у потребителя на складе или в других условиях, исключающих возможность их механического повреждения и действия прямых солнечных лучей.
Допускается хранение труб и патрубков на открытом складе в течение не более трех месяцев с момента их изготовления.
Гарантийный срок эксплуатации труб и патрубков - два года с момента начала эксплуатации.
Для сборки трубопроводов должны применяться соединительные детали по ТУ 6-19-308-86.
ТУ 6-19-308-86 Части фасонные из поливинилхлорида для канализационных труб.
Фасонные части изготавливают видов и размеров, представленных в нижеследующей таблице.
|
Вид фасонных частей |
Наружный диаметр труб, мм |
|
Отвод 30°; отвод 87°30'; патрубок компенсационный; ревизия; крышка ревизии; заглушка |
50; 100 |
|
Отвод 45° |
50 |
|
Тройник 87°30' |
50×50; 110×110; 110×50 |
|
Тройник 45° |
50×50; 110×110 |
|
Муфта надвижная |
110; 160; 200 |
|
Переход |
110×50 |
|
Крестовина 45° |
110×110×110 |
|
Крестовины двухплоскостные правая и левая |
110×110×50 |
|
Отвод приборный |
110 |
Фасонные части должны иметь гладкую поверхность без раковин, наплывов, сколов и посторонних включений.
Фасонные части, подвергнутые испытанию на прогрев при температуре 120 °С в течение 30 мин, не должны иметь пузырей и повреждений поверхности, проникающих глубже, чем на 20 % толщины стенки.
Фасонные части, имеющие раструбы, и крышки ревизий должны поставляться в комплекте с круглыми резиновыми уплотнительными кольцами по ТУ 38.105.1818-89, предназначенными для сборки с трубами соответствующего размера.
Общее количество колец (в штуках) должно на 3 % превышать количество фасонных частей в партии, умноженное на количество посадочных гнезд под кольцо одного изделия.
Партия фасонных изделий должна сопровождаться документом, удостоверяющим их качество, и содержащим: наименование предприятия-изготовителя и его товарный знак; условное обозначение изделия; дату выдачи документа о качестве; номер партии; размер партии; дату изготовления; подтверждение о соответствии партии фасонных частей требованиям технических условий; подпись технического контроля; обозначение технических условий на комплектующие резиновые кольца, номер партии колец и дату их изготовления.
Маркировка должна наноситься на поверхность фасонной части в процессе ее изготовления литьем под давлением. Маркировка должна включать: наименование предприятия-изготовителя; условное обозначение изделия, исключая его вид и обозначение технических условий. Маркировка отводов должна дополняться указанием угла отвода.
Каждое транспортное место с фасонными частями должно снабжаться ярлыком из фанеры или другого материала, содержащим: наименование предприятия-изготовителя или его товарный знак; условное обозначение изделия; номер партии; количество фасонных частей; дату выпуска; фамилию или номер упаковщика.
Каждое упаковочное место с комплектующими резиновыми кольцами должно снабжаться ярлыком, содержащим: условное обозначение колец; номер партии колец и дату выпуска; количество колец; фамилию или номер упаковщика.
Фасонные части, упакованные в тару, должны храниться в неотапливаемых складах, защищенными от воздействия прямых солнечных лучей и атмосферных осадков. Допускается хранение на стеллажах без упаковки, а также в отапливаемых помещениях на расстоянии не менее 1 м от нагревательных приборов.
Изготовитель должен гарантировать соответствие фасонных частей требованиям технических условий при соблюдении потребителем правил транспортирования и хранения. Гарантийный срок хранения фасонных частей - 2 года со дня изготовления.
Гарантийный срок эксплуатации фасонных частей - 2 года со дня ввода строительного объекта в эксплуатацию.
ГОСТ 18599-83* Трубы напорные из полиэтилена. Технические условия
ТУ 6-19-231-87Е Трубы напорные из непластифицированного поливинилхлорида
Технические требования к трубам напорным из полиэтилена и непластифицированного поливинилхлорида приведены в данном альбоме в СОКК «Прокладка напорных трубопроводов из пластмассовых труб на наружных сетях канализации и водоснабжения».
Технические требования к керамическим трубам
ГОСТ 286-82 Трубы керамические канализационные. Технические условия
Стандарт распространяется на трубы, предназначенные для строительства безнапорных сетей канализации, транспортирующих промышленные, бытовые и дождевые неагрессивные и агрессивные сточные воды.
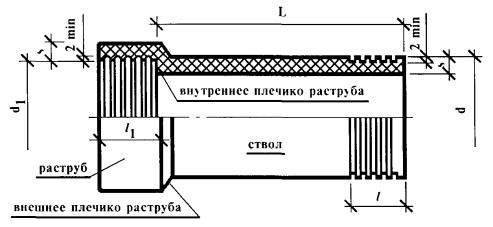
Размеры труб и предельные отклонения размеров, мм, приведены в нижеследующей таблице.
|
Ствол трубы |
Раструб трубы |
Номинальная толщина стенки ствола и раструба, S (Пред. откл. ± 4) |
|||||
|
Внутренний диаметр, d |
Ном. длина, L (пред. откл. ± 20) |
Длина нарезки l |
Внутренний диаметр, d1 |
Глубина l1 |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
||||
|
150 |
±7 |
1000; 1100 1200; 1300 1400; 1500 |
60 ± 5 |
224 |
±7 |
60 ± 5 |
19 |
|
200 |
282 |
20 |
|||||
|
250 |
±9 |
340 |
±9 |
22 |
|||
|
300 |
±10 |
398 |
±10 |
27 |
|||
|
350 |
±11 |
70 ± 5 |
456 |
±11 |
70 ± 5 |
28 |
|
|
400 |
510 |
30 |
|||||
|
450 |
568 |
34 |
|||||
|
500 |
622 |
36 |
|||||
|
550 |
678 |
39 |
|||||
|
600 |
±12 |
734 |
±12 |
41 |
|||
Поступившие на строительную площадку трубы:
- должны иметь на наружной стороне конца ствола и на внутренней стороне раструба нарезку не менее чем из пяти канавок глубиной не менее 2 мм (на отдельных участках допускается уменьшение глубины нарезки до 1 мм при условии, что суммарная длина канавок такой глубины не превышает 50 мм);
- могут иметь овальность ствола и раструба, которая не должна превышать значений предельных отклонений от размеров их диаметров;
- могут иметь конусность раструба, которая не должна превышать по его внутреннему диаметру 8 мм;
- могут иметь на наружной поверхности раструба упрочняющие продольные ребра в виде утолщений, форму и число которых определяет предприятие-изготовитель;
- могут иметь отклонения от прямолинейности, не превышающие на 1 м длины: 11 мм - при диаметре труб 150 - 250 мм, 9 мм - при диаметре труб 300 - 600 мм;
- могут иметь отклонения от перпендикулярности плоскости торцов труб к их осям, которые не должны превышать: 4 мм - при диаметре труб 150 - 300 мм и 10 мм - при диаметре труб 350 - 600 мм;
- должны выдерживать без разрушения внешнюю нагрузку не менее 20, 25, 30 кН при диаметре труб, соответственно, 150 - 250, 300 - 450 и 500 - 600 мм;
- должны быть водонепроницаемыми и выдерживать внутреннее гидравлическое давление не менее 0,15 МПа (1,5 кгс/см2);
- могут иметь водопоглощение, не превышающее 8 %;
- должны быть с внутренней и наружной стороны покрыты химически стойкой глазурью;
- должны иметь кислотостойкость не менее 93 %;
- при простукивании металлическим молоточком массой 200 г должны издавать чистый недребезжащий звук.
По показателям внешнего вида поверхности труб должны удовлетворять требованиям, изложенным в нижеследующей таблице.
Общее число видов показателей на одной трубе не должно быть более 4 шт.
|
Наименование показателей |
Норма на одну трубу |
|
Не покрытые глазурью небольшие участки: на внутренней поверхности |
Не допускаются общей площадью более 1 % |
|
на наружной поверхности |
Не допускаются общей площадью более 5 % |
|
Посечки |
Не допускаются, если имеют характер сетки |
|
Несквозные трещины шириной более 1 мм на плечике раструба |
Не допускаются на внутренней стороне длиной более полуторной ширины плечика в количестве более 3 шт. |
|
Трещины на торцах трубы: несквозные (не проходящие через всю толщину стенки трубы) |
Не допускаются шириной более 1,5 мм на трубах диаметром 150 - 250 мм и более 2 мм на трубах диаметром 300 - 600 мм, выходящие на нарезку, в количестве более 3 шт. |
|
сквозные (проходящие через всю толщину стенки трубы) |
Не допускаются шириной более 1,5 мм на трубах диаметром 150 - 250 мм и более 2 мм на трубах диаметром 300 - 600 мм, выходящие на нарезку, в количестве более 2 шт. |
|
Отдельные выплавки и инородные поверхностные включения: на внутренней поверхности |
Не допускаются длиной более 10 мм, глубиной более 4 мм |
|
на наружной поверхности |
Не допускаются длиной более 15 мм, глубиной более 4 мм |
|
Пузыри (вздутия) на внутренней поверхности ствола |
Не допускаются высотой более 3 мм в количестве более 3 шт. |
|
Отбитости на торцах трубы с внутренней и наружной сторон и на ребрах плечика |
Не допускаются: глубиной более 1/3 толщины стенки трубы, длиной более 2/3 длины нарезки для раструба и 1/2 длины нарезки для ствола трубы; шириной более 1/8 длины окружности трубы на торцах труб всех диаметров и на плечике раструба труб диаметром 150 - 300 мм и более 1/6 длины окружности на плечике раструба труб диаметром 350 - 600 мм. |
На наружной поверхности раструба или ствола трубы должен быть нанесен товарный знак предприятия-изготовителя.
Трубы должны сопровождаться паспортом, в котором указывают: наименование предприятия-изготовителя, его товарный знак и адрес, номер партии, дату изготовления, число труб, условное обозначение трубы, результаты проверки, обозначение ГОСТ 286-82.
Трубы должны храниться раздельно по типоразмерам, уложенными в контейнеры или в штабели. Штабели для их большей устойчивости должны укрепляться упорами, под нижний ряд труб необходимо подкладывать деревянные подкладки. Высота штабеля не должна превышать 1,5 м.
На строительной площадке и в заготовительном производстве в процессе входного контроля труб и комплектующих материалов.
- должны быть проверены сопроводительные документы (сертификаты и паспорта), маркировка, ярлыки с целью определения их комплектности и соответствия поступивших труб, узлов, резиновых колец и других комплектующих материалов и деталей трубопровода требованиям проекта;
- должен быть произведен внешний осмотр труб, узлов и других комплектующих материалов и оборудования с целью проверки соответствия их требованиям стандартов и технических условий и обнаружения недопустимых дефектов на наружной и внутренней поверхностях труб и узлов, на поверхности резиновых колец и т.д.
- при обнаружении дефектов или возникновении каких-либо сомнений в качестве поступивших труб, узлов и комплектующих материалов и оборудования должны быть вызваны представители строительной лаборатории или функциональных служб, ответственных за поставку материалов.
Технические требования к монтажу трубопроводов
Прокладку самотечных трубопроводов на наружных сетях канализации следует осуществлять в соответствии с требованиями проекта, ППР, технологических карт и схем операционного контроля качества СМР и другой нормативной документации, утвержденной в установленном порядке.
Строительство трубопроводов и сооружений канализации должны выполнять строительно-монтажные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
Работы по монтажу трубопроводов должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по монтажу трубопроводов.
Производству работ по прокладке самотечных трубопроводов должны предшествовать:
- выполнение предусмотренных проектом внеплощадочных и внутриплощадочных подготовительных работ;
- разработка проекта производства работ, технологических карт и схем операционного контроля качества;
- выполнение и приемка предусмотренных проектом земляных работ;
- выполнение геодезических работ по перенесению подземных сетей в натуру; передача и приемка закрепленных на местности знаков геодезической разбивки;
- входной контроль проектно-сметной документации, труб, узлов и других элементов наружных сетей;
- изучение инженерно-техническим персоналом проектной и технологической документации.
При входном контроле рабочей документации должна производиться проверка ее комплектности и достаточности содержащейся в ней технической информации для производства работ.
Входной контроль труб и других элементов наружных сетей должен производиться в соответствии с требованиями соответствующих технологических карт и другой технологической документации, утвержденной в установленном порядке.
Технические требования к трубам и другим элементам трубопроводов, а также перечень основной нормативно-технической документации приведен выше.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППР, технологических карт и схем операционного контроля качества (СОКК); - наличие актов освидетельствования ранее выполненных земляных работ и акта приёмки траншей и котлованов (с исполнительной документацией и разрешением заказчика на укладку трубопровода); наличие в натуре и неизменность положения знаков разбивочной сети трассы и наличие акта приёмки-передачи этих знаков и материалов исполнительной съёмки (при передаче работ); |
ППР, технологические карты и СОКК Акты освидетельствования скрытых работ с исполнительной документацией; Акты приёмки |
|
- выполнение геодезических работ по перенесению трассы трубопровода в натуру; - выполнение земляных работ по окончательной разработке траншеи (доработка недоборов); |
Исполнительный чертеж |
|
|
- сопроводительные документы (документы о качестве, сертификаты и т.д.), клеймы и маркировку, ярлыки, внешним осмотром качество поступивших элементов и деталей трубопроводов, их размеры; - выполнение работ по очистке труб изнутри и снаружи от грязи, снега, льда и посторонних предметов, по подготовке торцов труб и оборудования к производству работ, по раскладке труб на бровке вдоль траншеи. |
Документы о качестве |
|
|
Прокладка самотечных трубопроводов на наружных сетях канализации |
Контролировать: - соблюдение заданной технологии укладки трубопровода; - укладку трубопровода в проектное положение; - соблюдение технологии сварки и качество сварных соединений; - соблюдение технологии склеивания и качество клеевых соединений; - соблюдение технологии соединения труб с помощью резинового уплотнительного кольца и качество стыков. |
Общий и специальный журналы |
|
Приёмка |
Проверить: - соответствие фактического положения уложенного трубопровода требованиям проекта и нормативных документов; - выполнение требований проекта и нормативных документов к качеству соединений; - надлежащее оформление исполнительной документации. |
Исполнительный чертеж, акты освидетельствования скрытых работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), геодезист, лаборант (инженер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), геодезист, представители технадзора заказчика КИП - нивелир, теодолит и др. геодезические приборы, лабораторные приборы и оборудование. |
||
Согласно СНиП 2.04.03-85 «Канализация. Наружные сети и сооружения» для канализационных самотечных трубопроводов следует применять - безнапорные железобетонные, бетонные, керамические, чугунные, асбестоцементные, пластмассовые трубы и железобетонные детали.
При грунтовых условиях II типа по просадочности следует применять при просадке грунтов от собственной массы:
а) до 20 см - железобетонные и асбестоцементные безнапорные, керамические трубы;
б) свыше 20 см - железобетонные напорные, асбестоцементные напорные, керамические трубы.
Стыковые соединения железобетонных, асбестоцементных, керамических труб на просадочных грунтах со II типом грунтовых условий должны быть податливыми за счет применения эластичных заделок.
Для самотечных сетей канализации в вечномерзлых грунтах следует применять трубы полиэтиленовые и чугунные с резиновой уплотнительной манжетой.
В районах распространения вечномерзлых грунтов и слабых водонасыщенных грунтов наружные сети канализации следует, как правило, предусматривать напорными из стальных труб.
На подрабатываемых территориях для безнапорной канализации следует применять керамические, железобетонные, асбестоцементные и пластмассовые трубы, а также железобетонные лотки или каналы. Стыковые соединения труб следует предусматривать податливыми, работающими как компенсаторы, за счет применения эластичных заделок.
Наименьшую глубину заложения канализационных трубопроводов необходимо принимать на основании опыта эксплуатации сетей в данном районе. При отсутствии данных по эксплуатации минимальную глубину заложения лотка трубопровода допускается принимать: для труб диаметром до 500 мм - на 0,3 м, для труб большего диаметра - на 0,5 м менее большей глубины проникания в грунт нулевой температуры, не менее 0,7 м до верха трубы, считая от отметок поверхности земли или планировки.
Трубопроводы, укладываемые на глубину 0,7 м и менее, считая от верха трубы, должны быть предохранены от промерзания и повреждения наземным транспортом.
Максимальная глубина заложения пластмассовых труб при укладке сетей канализации не должна превышать величин, указанных в нижеследующей таблице (согласно СН 478-80).
|
Материал труб |
Наружный диаметр, мм |
Тип |
Глубина заложения, м |
Грунтовые условия |
||
|
в песках 1,6 т/м3 |
в суглинках 1,7 т/м3 |
в глинах 2 т/м3 |
||||
|
ПВД |
160 |
СЛ |
до 8 |
до 8 |
до 8 |
- |
|
ПНД |
160 |
СЛ |
до 8 |
до 8 |
- |
В суглинках и супесях трубы укладывать при условии простого уплотнения грунта |
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПНД |
180 |
СЛ |
до 8 |
до 2,5 |
- |
|
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПНД |
200 |
СЛ |
до 8 |
до 2,5 |
до 8 |
|
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПНД |
225 |
СЛ |
до 8 |
до 3,5 |
_ |
|
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПНД |
250 |
СЛ |
до 8 |
до 4 |
- |
То же, в глинах - при уплотнении грунта |
|
С |
до 8 |
до 8 |
до 5 |
|||
|
ПНД |
280 |
С |
до 8 |
- |
до 1,5 |
В глинах трубы укладывать при условии уплотнения грунта |
|
ПНД |
500 |
СЛ |
до 6 |
до 6 |
до 3 |
|
|
ПНД |
560 |
СЛ |
до 6 |
до 6 |
до 2,2 |
|
|
ПНД |
630 |
СЛ |
до 6 |
до 6 |
- |
|
|
ПП |
160 |
Л |
до 8 |
до 4 |
- |
В суглинках и супесях трубы укладывать при условии тщательного уплотнения грунта |
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПП |
180 |
Л |
до 8 |
до 8 |
- |
|
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПП |
200 |
Л |
до 8 |
до 8 |
- |
|
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПП |
225 |
Л |
до 8 |
до 6 |
- |
|
|
С |
до 8 |
до 4 |
до 8 |
|||
|
ПП |
250 |
Л |
до 8 |
до 5 |
- |
|
|
С |
до 8 |
до 4 |
до 8 |
|||
|
ПП |
280 |
Л |
до 8 |
до 4 |
- |
|
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПВХ |
160 |
СЛ |
до 8 |
до 8 |
до 8 |
В глинах трубы укладывать при условии тщательного уплотнения грунта |
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПВХ |
180 |
СЛ |
до 8 |
до 8 |
до 8 |
|
|
С |
До 3 |
до 8 |
до 8 |
|||
|
ПВХ |
200 |
СЛ |
до 8 |
до 8 |
до 1,5 |
|
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПВХ |
225 |
СЛ |
до 8 |
до 8 |
до 1,5 |
|
|
С |
до 8 |
до 8 |
до 8 |
|||
|
ПВХ |
250 |
СЛ |
до 8 |
до 8 |
до 1,5 |
|
|
|
С |
до 8 |
до 8 |
до 8 |
||
|
ПВХ |
315 |
СЛ |
до 8 |
до 8 |
до 1,5 |
|
|
Примечание: символ «-» обозначает, что трубы применять нельзя. |
||||||
При необходимости укладки труб на большей глубине или труб другого типа следует производить их расчет на прочность.
Глубина заложения сетей канализации из пластмассовых труб должна быть на 0,5 м больше расчетной глубины проникания в грунт нулевой температуры. Минимальная глубина заложения должна быть не менее 1 м до верха трубы, проложенной под поверхностью с интенсивным движением транспорта, и до 0,7 м - под поверхностью с незначительным движением транспорта.
В системах безнапорной канализации для труб из ПНД и ПВД допускается (при залповых расходах жидкости) кратковременное повышение температуры транспортируемой среды до 100 °С, в трубах из ПХВ-10 - до 65 °С.
Минимальные расстояния по горизонтали (в свету) от ближайших подземных сетей водопровода и канализации до зданий и сооружений приведены в нижеследующей таблице.
|
Здания и сооружения |
Расстояние, м, по горизонтали от зданий и сооружений до ближайших сетей самотечной канализации (бытовой и дождевой) |
|
Фундаменты зданий и сооружений |
3 |
|
Фундаменты ограждений предприятий, эстакад, опор контактной сети и связи, железных дорог |
1,5 |
|
Ось крайнего пути: ж. д. колеи 1520 мм, но не менее глубины траншеи до подошвы насыпи и бровки выемки |
4 |
|
ж. д. колеи 750 мм и трамвая |
2,8 |
|
Бортовой камень улицы, дороги (кромка проезжей части, укрепленной полосы обочины) |
1,5 |
|
Наружная бровка кювета или подошвы насыпи дороги |
1 |
|
Фундаменты опор воздушных линий электропередачи напряжением: до 1 кВ наружного освещения, контактной сети трамваев и троллейбусов |
1 |
|
свыше 1 до 35 кВ |
2 |
|
свыше 35 до 110 кВ и выше |
3 |
Минимальные расстояния по горизонтали (в свету) между соседними инженерными подземными сетями при их параллельном размещении в городских поселениях приведены в нижеследующей таблице, эти же расстояния на вводах инженерных сетей в зданиях сельских поселений - не менее 0,5 м. При разнице в глубине заложения смежных трубопроводов свыше 0,4 м расстояния, указанные в нижеследующей таблице, следует увеличивать с учетом крутизны откосов траншей, но не менее глубины траншеи до подошвы насыпи и бровки выемки.
|
Инженерные сети |
Расстояние, м, по горизонтали до соседних инженерных подземных сетей от сетей |
|
|
канализации бытовой |
дождевой канализации |
|
|
Водопровод |
см. примечание |
1,5 |
|
Канализация бытовая |
0,4 |
0,4 |
|
Дренаж и дождевая канализация |
0,4 |
0,4 |
|
Газопроводы давлением, МПа (кгс/см2): низкого до 0,005 (0,05) |
1 |
1 |
|
среднего св. 0,005 (0,05) до 0,3 (3) |
1,5 |
1,5 |
|
высокого: св. 0,3 (3) до 0,6 (6) |
2 |
2 |
|
св. 0,6 (6) до 1,2 (12) |
5 |
5 |
|
Кабели силовые всех напряжений |
0,5 |
0,5 |
|
Кабели связи |
0,5 |
0,5 |
|
Тепловые сети: наружная стенка канала, тоннеля |
1 |
1 |
|
оболочка бесканальной прокладки |
1 |
1 |
|
Каналы, тоннели |
1 |
1 |
|
Наружные пневмомусоропроводы |
1 |
1 |
|
Примечание: расстояние от бытовой канализации до хозяйственно-питьевого водопровода следует принимать, м: до водопровода из железобетонных и асбестоцементных труб - 5; до водопровода из чугунных труб диаметром до 200 мм - 1,5, диаметром свыше 200 мм - 3; до водопровода из пластмассовых труб - 1,5. |
||
Наименьший диаметр пластмассовых труб при самотечном движении сточных вод для уличной сети бытовой и производственной систем канализации следует принимать равным 200 мм, для внутриквартальной сети этих систем - 140 мм, для уличной сети дождевой и общесплавной систем канализации - 250 мм, для внутриквартальной сети этих систем - 200 мм. Для производственной системы канализации при обосновании допускается применять трубы диаметром менее 140 мм.
Наименьший уклон пластмассовых трубопроводов всех систем канализации принимают в зависимости от допустимой минимальной скорости движения сточных вод в них:
|
диаметр трубы, мм … |
110 |
125 - 140 |
160 - 200 |
|
минимальный уклон … |
0,010 |
0,009 |
0,005 - 0,007 |
При диаметре трубы более 200 мм наименьший уклон ориентировочно принимают равным 1/d.
Трубопроводы самотечной канализации из полимерных материалов должны быть только прямолинейными. Изменение диаметра трубопровода и его направления допускается только в колодцах.
Монтаж трубопроводов должен производиться после приемки предшествующих земляных работ, оформления актов освидетельствования скрытых работ и исполнительных чертежей по результатам исполнительной геодезической съемки (см. СОКК «Разработка траншей и котлованов»).
Монтаж трубопровода должен производиться после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна. Результаты проверки должны быть отражены в журнале производства работ.
До начала работ по монтажу трубопровода должны быть выполнены предусмотренные ППР детальные разбивочные работы (см. СОКК «Производство детальных разбивочных работ при прокладке трубопроводов»).
Во всех грунтах, за исключением скальных, плывунных, болотистых и просадочных I типа, укладка труб должна производиться на выровненное и утрамбованное дно траншеи. Грунт в основании под пластмассовой трубой (и для присыпки) не должен содержать кирпича, камня и щебня.
В скальных грунтах необходимо предусматривать укладку труб на подушку толщиной не менее 10 см из местного песчаного или гравелистого грунта, в илистых, торфянистых и других слабых грунтах - на искусственное основание.
Ширина траншеи по дну, ее глубина и заложение определяется проектом.
Ширина траншеи по дну, ее глубина и заложение определяется проектом. Стенки траншеи должны быть по возможности вертикальными. Ширина траншеи с вертикальными стенками по дну должна быть не менее D + 0,5 м, где D - наружный диаметр раструба.
Каждая труба при укладке на естественное основание во избежание неравномерной осадки должна на всей своей длине (кроме части, расположенной в приямке) опираться на ненарушенный грунт. Применение каких-либо подкладок под трубы для их выравнивания не допускается.
Основание под трубы должно быть предварительно осушено и очищено.
Не допускается размыв, размягчение, разрыхление и промерзание верхнего слоя грунта толщиной более 3 см.
Приямки для выполнения стыковых соединений труб следует отрывать перед укладкой каждой трубы на место.
Трубы следует располагать вдоль траншеи и у ее бровки так, чтобы они не мешали механизмам, работающим на прокладке трубопровода, чтобы осмотр и подготовка их концов, установка резиновых колец, захват и опускание труб в траншею были бы наиболее удобными, чтобы исключить ненужные перемещения труб во время монтажа трубопровода.
Трубы, фасонные части и готовые узлы перед монтажом должны быть тщательно осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов. Особенно тщательно должны быть очищены внутренняя поверхность раструбов и наружная поверхность гладких концов труб, входящих в раструб.
Количество раскладываемых вдоль траншеи труб должно определяться сменной выработкой.
Трубы раструбного типа безнапорных трубопроводов следует, как правило, укладывать раструбом вверх по уклону.
Захват и перемещение труб и собранных секций необходимо осуществлять приспособлениями, обеспечивающими их сохранность в местах захвата с помощью лент или полотенец.
При опускании труб в траншею, а также их укладке не должны допускаться удары труб друг о друга и о твердые предметы.
Монтаж самотечных трубопроводов должен производиться в соответствии с требованиями проекта производства работ, технологических карт и схем операционного контроля качества.
Предусмотренную проектом прямолинейность участков безнапорных трубопроводов между смежными колодцами следует контролировать просмотром «на свет» с помощью зеркала до и после засыпки траншеи. При просмотре трубопровода круглого сечения видимый в зеркале круг должен иметь правильную форму.
|
F |
Допустимая величина отклонения от формы круга по горизонтали должна составлять не более 1/4 диаметра трубопровода, но не более 50 мм в каждую сторону. Отклонения от правильной формы круга по вертикали не допускаются. |
|
F |
Максимальные отклонения отметок лотков безнапорных трубопроводов не должны превышать ±5 мм, если другие нормы не обоснованы проектом. Отклонения от проектного положения осей безнапорных трубопроводов - по проекту. |
Требуемая точность работ по прокладке самотечных трубопроводов должна обеспечиваться детальными разбивочными работами, которые входят в технологический процесс подготовки и прокладки трубопроводов (см. СОКК «Производство детальных разбивочных работ при прокладке трубопроводов»).
Чугунные трубопроводы
Для чугунных трубопроводов на наружных сетях канализации используются чугунные напорные трубы (перечень нормативной документации на чугунные трубы приведен в СОКК «Прокладка напорных чугунных трубопроводов на наружных сетях водоснабжения и канализации»).
Монтаж чугунных труб, выпускаемых в соответствии с ГОСТ 9583-75*, следует осуществлять с уплотнением раструбных соединений пеньковой смоляной или битуминизированной прядью и устройством асбестоцементного замка, или только герметиком. Остальные трубы имеют раструбы под зачеканку и раструбы под резиновую уплотнительную манжету. Их монтаж в зависимости от имеющегося раструба следует осуществлять с уплотнением раструбных соединений зачеканкой или с помощью уплотнительной резиновой манжеты, поставляемой комплектно с трубами.
Состав асбестоцементной смеси для устройства замка, а также герметика определяется проектом.
|
F |
Величину зазора между упорной поверхностью раструба и торцом соединяемой трубы (независимо от материала заделки стыка) следует принимать, мм, для труб диаметром до 300 мм - 5, свыше 300 мм - 8 ÷ 10. |
Размеры элементов заделки стыкового соединения чугунных напорных труб должны соответствовать величинам, приведенным в нижеследующей таблице.
|
Условный диаметр труб Dу, мм |
Глубина заделки, мм |
||
|
при применении пеньковой пряди |
при устройстве замка |
при применении только герметика |
|
|
65 - 200 |
35 |
30 |
50 |
|
250 - 400 |
45 |
30 - 35 |
60 - 65 |
|
600 - 1000 |
50 - 60 |
40 - 50 |
70 - 80 |
Для заделки (уплотнения) стыковых соединений трубопроводов следует применять уплотнительные и «замковые» материалы, а также герметики согласно проекту.
Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
Более подробные данные о монтаже трубопроводов из напорных чугунных труб приведены в данном альбоме в СОКК «Прокладка напорных чугунных трубопроводов на наружных сетях канализации и водоснабжения».
Асбестоцементные трубопроводы
|
F |
Величину зазора между торцами соединяемых труб следует принимать, мм: для труб диаметром до 300 мм - 5, свыше 300 мм - 10. |
Перед началом монтажа трубопроводов на концах соединяемых труб в зависимости от длины применяемых муфт следует сделать отметки, соответствующие начальному положению муфты до монтажа стыка и конечному - в смонтированном стыке.
Для заделки (уплотнения) стыковых соединений трубопроводов следует применять уплотнительные и «замковые» материалы согласно проекту.
Заделка соединений с применением пеньковой пряди и асбестоцементного замка изложена в данном альбоме в СОКК «Прокладка напорных чугунных трубопроводов на наружных сетях канализации и водоснабжения».
После окончания монтажа каждого стыкового соединения необходимо проверить правильность расположения муфт и качество уплотнения стыковых соединений.
Железобетонные и бетонные трубопроводы
|
F |
Величину зазора между упорной поверхностью раструба и торцом соединяемой трубы следует принимать, мм: для железобетонных и бетонных безнапорных раструбных труб диаметром до 700 мм - 8 ÷ 12, свыше 700 мм - 15 ÷ 18; для фальцевых труб - не более 25. |
Стыковые соединения труб, поставляемых без резиновых колец, следует уплотнять согласно проекту пеньковой смоляной или битуминизированной прядью с заделкой замка асбестоцементной смесью, а также полисульфидными (тиоколовыми) герметиками. Глубина заделки приведена в нижеследующей таблице.
|
Условный диаметр труб Dу, мм |
Глубина заделки, мм |
||
|
при применении пеньковой пряди |
при устройстве замка |
при применении только герметика |
|
|
100 - 150 |
25 |
25 |
35 |
|
200 - 250 |
40 |
40 |
40 |
|
400 - 600 |
50 |
50 |
50 |
|
800 - 1600 |
55 |
55 |
70 |
|
2400 |
70 |
70 |
95 |
Отклонения по глубине заделки пряди и замка не должны превышать ±5 мм.
Зазоры между упорной поверхностью раструбов и торцами труб в трубопроводах диаметром 1000 мм и более следует изнутри заделывать цементным раствором. Марка раствора определяется проектом.
Для водосточных трубопроводов допускается раструбную рабочую щель на всю глубину заделывать цементным раствором марки В7,5, если другие требования не предусмотрены проектом.
Герметизацию стыковых соединений фальцевых безнапорных железобетонных и бетонных труб с гладкими концами следует производить в соответствии с проектом.
Трубопроводы из керамических труб
|
F |
Величину зазора между торцами укладываемых керамических труб (независимо от материала заделки стыков) следует принимать, мм: для труб диаметром до 300 мм - 5 ÷ 7, при больших диаметрах - 8 ÷ 10 |
Стыковые соединения трубопроводов из керамических труб следует уплотнять в соответствии с требованиями проекта пеньковой смоляной или битуминизированной прядью с последующим устройством замка из цементного раствора марки В7,5, асфальтовой (битумной) мастикой и полисульфидными (тиоколовыми) герметиками, если другие материалы не предусмотрены проектом. Применение асфальтовой мастики допускается при температуре транспортируемой сточной жидкости не более 40 °С и при отсутствии в ней растворителей битума. Глубина заделки стыковых соединений керамических труб приведена в нижеследующей таблице.
|
Условный диаметр труб Dу, мм |
Глубина заделки, мм |
||
|
при применении пеньковой пряди |
при устройстве замка |
при применении только герметика |
|
|
150 - 300 |
30 |
30 |
40 |
|
350 - 600 |
30 |
35 |
45 |
Заделка труб в стенках колодцев и камер должна обеспечивать герметичность соединений и водонепроницаемость колодцев в мокрых грунтах.
Трубопроводы из полимерных материалов
Согласно СП 40-102-2000 «Проектирование и монтаж трубопроводов водоснабжения и канализации из полимерных материалов» и СН 478-80 «Инструкция по проектированию и монтажу сетей водоснабжения и канализации из пластмассовых труб» для сетей дождевой и бытовой канализации следует применять трубы и фасонные части из ПНД, ПВД, полипропилена (ПП) и непластифицированного ПВХ, имеющие сертификаты или технические свидетельства.
Для самотечной канализации следует использовать трубы канализационного сортамента. Применение напорных труб должно быть обосновано.
На трубопроводах самотечной канализации следует предусматривать как разъемные, так и неразъемные соединения.
В качестве разъемных следует использовать раструбные соединения, уплотняемые кольцами различного профиля.
Для выполнения неразъемных соединений необходимо применять трубы и фасонные части из однородного полимерного материала. Применение труб и фасонных частей из разнородных материалов для выполнения неразъемных соединений не допускается.
Неразъемные соединения труб и деталей из свариваемых полимерных материалов должны выполняться при помощи сварки контактным нагревом (стыковой, раструбной), либо соединительными деталями с закладными нагревательными элементами. Неразъемные соединения труб и деталей из ПВХ должны выполняться склеиванием.
Сварку труб в монтажных условиях следует производить на сварочных установках, обеспечивающих автоматизацию основных технологических процессов сварки и компьютерный контроль с регистрацией технологического процесса (установках со средней и высокой степенью автоматизации процесса сварки). Допускается также использовать машины с ручным управлением процессом сварки, но с обязательным автоматическим поддержанием заданной температуры нагретого инструмента.
Согласно СП 40-102-2000 стыковая сварка рекомендуется для соединения между собой труб из полимерных материалов и фасонных деталей наружным диаметром более 50 мм и с толщиной стенки по торцам более 4 мм, раструбная - для соединения труб наружным диаметром до 110 мм и стенками любой толщины, сварка при помощи соединительных деталей с закладными электронагревательными элементами - для соединения труб диаметром от 20 до 500 мм с любой толщиной стенки, а также для приварки к трубам седловых отводов.
Сварку труб следует производить при температуре окружающего воздуха не ниже: минус 15 °С - для полиэтиленовых труб; 0° С - для труб из ПП. При более низкой температуре наружного воздуха сварку следует производить в утепленных помещениях.
Место сварки должно быть защищено от атмосферных осадков, ветра, пыли и песка.
К сварке трубопроводов допускаются сварщики при наличии документов на право производства работ по сварке трубопроводов из полимерных материалов.
При сварке необходимо подбирать трубы и фасонные части по партиям поставки. Необходимо обращать основное внимание на размер наружного диаметра трубы и ее эллипсность.
|
F |
При стыковой сварке максимальная величина несовпадения кромок не должна превышать 10 % номинальной толщины стенки трубы |
При стыковой сварке непосредственно перед нагревом свариваемые поверхности торцов труб должны подвергаться механической обработке для снятия возможных загрязнений и окисной пленки.
|
F |
После механической обработки между торцами труб, приведенными в соприкосновение с помощью центрирующего приспособления, не должно быть зазоров, превышающих 0,5 мм для труб диаметром до 110 мм и 0,7 мм - для больших диаметров |
Основными контролируемыми параметрами процесса стыковой сварки являются: температура рабочих поверхностей нагревателя, продолжительность нагрева, глубина оплавления, величина контактных давлений при оплавлении и осадке.
|
F |
Высота h внутреннего и наружного грата (валиков) после сварки согласно СП 40-102-2000 должна быть не более 2 - 2,5 мм при толщине стенки трубы S до 5 мм и не более 3 - 5 мм при толщине стенок 6 - 20 мм. |
Для соединения труб из ПНД с раструбными фасонными частями и труб из ПНД, ПВД и ПП с формованными раструбами следует применять контактную раструбную сварку, которая осуществляется при помощи металлического нагревательного приспособления, состоящего из гильзы для оплавления наружной поверхности конца трубы и дорна для оплавления внутренней поверхности раструба.
Для каждого диаметра труб и фасонных частей требуется отдельное приспособление или съемный комплект гильз и дорнов, изготовляемых из стали марки 45 или дюралюминия марки Д16.
Концы труб при раструбной сварке должны иметь наружную фаску под углом 45° на 1/3 толщины стенки трубы.
|
F |
При раструбной сварке внутренний диаметр раструба соединительных деталей должен быть меньше номинального наружного диаметра свариваемой трубы в пределах допуска |
Соединение труб из ПВХ может выполняться методом склеивания враструб и с использованием резиновых манжет (колец), поставляемых комплектно с трубами.
Более подробные данные по монтажу трубопроводов из полимерных материалов изложены в данном альбоме в СОКК «Прокладка напорных трубопроводов из полимерных материалов на наружных сетях канализации и водоснабжения».
Соответствие фактического положения уложенного трубопровода требованиям проекта определяется на основании данных исполнительной геодезической съемки, которая выполняется до засыпки траншеи.
Плановое и высотное положение элементов инженерных сетей определяется от знаков разбивочной сети строительной площадки, внешней разбивочной сети здания (сооружения) или от твердых точек капитальных зданий (сооружений).
Производство съемок включает в себя следующие виды работ:
- выяснение наличия геодезической или разбивочной сети и восстановление знаков этой сети;
- съемку и нивелирование элементов инженерных сетей и сооружений;
- составление исполнительных чертежей и планов.
По канализации и водостоку съемке подлежат: ось трассы, колодцы, углы поворота, изломы сетей в профиле, места присоединений и выпусков.
Обязательной съемке подлежат все подземные сооружения, пересекающие прокладку или идущие параллельно с ней, вскрытые траншеей. Одновременно со съемкой указанных элементов инженерных сетей должны быть сняты все здания, прилегающие к проезду или к трассам прокладок.
Ширина полосы, охватываемой съемкой, должна быть не менее 20 м в обе стороны от оси трассы или устанавливаться заданием.
По окончании обработки материалов исполнительных съемок инженерных сетей составляется исполнительный чертеж. Если прокладка сетей выполнена с отклонениями от проекта, то на исполнительных чертежах должно быть указано, кем и когда эти отклонения разрешены.
После укладки трубопровода в траншею (до начала испытания) производится его засыпка. При этом стыки оставляют незасыпанными. С целью защиты от ударов скальных обломков, камней и крупных комков грунта на первой стадии засыпки трубопровод засыпается песком или рыхлым незамерзшим грунтом, не содержащим твердых включений размеров свыше 1/10 диаметра трубы, с уплотнением согласно проекта примерно на высоту 50 см над верхом трубы.
После окончания испытания трубопровода в первую очередь производится подбивка и тщательное уплотнение грунта в приямках под стыковыми соединениями, а затем производится засыпка и послойное уплотнение грунта по всей ширине траншеи на высоту 50 см над верхом трубопровода.
Дальнейшая засыпка до проектной отметки производится вынутым из траншеи грунтом с помощью специальных механизмов (см. СОКК «Устройство обратных засыпок трубопроводов».
На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ по форме, приведенной в данном альбоме в СОКК «Разработка траншей и котлованов для наружных сетей», следующие этапы и элементы скрытых работ:
- подготовка основания под трубопроводы;
- устройство упоров;
- выполнение уплотнений стыковых соединений;
- устройство колодцев и камер;
- герметизация мест прохода трубопроводов через стенки колодцев и камер;
- засыпка трубопроводов с уплотнением и др.
Основания, фундаменты и обратная засыпка трубопроводов из бетонных безнапорных труб по серии 3.008.1-8/89
Серия 3.008.1-8/89 «Трубы бетонные безнапорные диаметром 100 - 1000 мм» предусматривает для укладки бетонных труб типов ТБ, ТБС, ТБФ следующие способы их опирания:
- на плоское грунтовое основание;
- на грунтовое основание, спрофилированное по форме трубы с углом охвата 75 и 90°;
- на бетонное основание с углом охвата 120°.
Укладка бетонных труб с подошвой типов ТБПС, и ТБПФ производится на плоское основание.
Грунт основания должен обеспечить плотное прилегание трубопровода по всей его длине. Для раструбных труб под стыками должны устраиваться приямки, размер которых должен отвечать требованиями СНиП 3.02.01-87. Для труб типов ТБС и ТБПС приямки могут быть уменьшены до размеров выступающих раструбных частей труб. После заделки стыков приямки должны быть засыпаны песчаным или супесчаным грунтом с тщательным уплотнением.
При наличии в основаниях крупнообломочных и скальных грунтов необходимо под трубами устраивать подушку из песчаного грунта толщиной не менее 100 мм над выступающими неровностями основания.
В скальных и крупнообломочных грунтах допускается использовать для подушки супеси или суглинки при условии их повышенного уплотнения.
В проекте предусмотрены две степени уплотнения грунтов: нормальная и повышенная.
Нормальное уплотнение грунтов - уплотнение грунта засыпки на высоту не менее 200 мм над трубой путем послойного (не более 200 мм) трамбования, обеспечивающего уплотнение грунта с коэффициентом Кcom не менее 0,85.
Определение плотности скелета уплотненного грунта производится отбором проб с обеих сторон трубопровода через каждые 100 м по его длине.
Повышенное уплотнение грунта - уплотнение засыпки на высоту не менее 200 мм над трубой путем трамбования, обеспечивающего уплотнение с коэффициентом Кcom не менее 0,93.
При засыпке пазух необходимо уплотнение грунта одновременно с обеих сторон.
При укладке труб в траншею уплотнение грунта производят по всей ширине, а при укладке в насыпь - на ширину двух диаметров трубопровода с каждой стороны.
Методы засыпки трубопровода выше 200 мм над ним должны обеспечивать безопасность труб. Степень уплотнения этого грунта не влияет на напряженное состояние трубопровода.
При укладке труб под автодорогами должна применяться только повышенная степень уплотнения грунтов засыпки.
При обратной засыпке трубопроводов суглинистыми и глинистыми грунтами обеспечение повышенной степени уплотнения затруднено, поэтому, как вариант, допускается засыпка трубопровода до его оси песчаными грунтами с повышенной степенью уплотнения, выше оси трубопровода до 200 мм над трубой - местным грунтом с нормальной степенью уплотнения. Такой способ засыпки по степени влияния на несущую способность труб соответствует засыпке местным грунтом с повышенным уплотнением.
Укладка круглых труб на плоское грунтовое основание
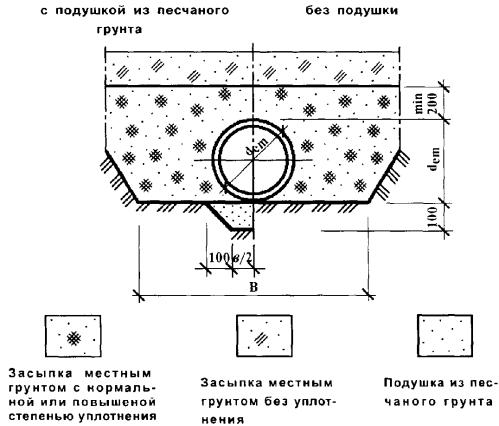
Укладка круглых труб на спрофилированное грунтовое основание с углом охвата 75°
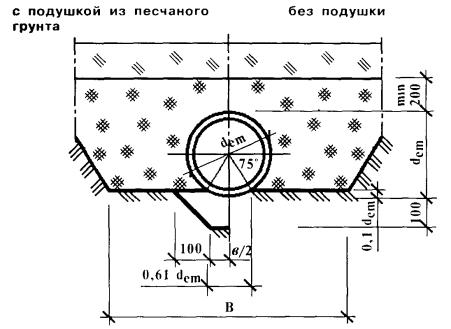
Укладка круглых труб на спрофилированное грунтовое основание с углом охвата 90°
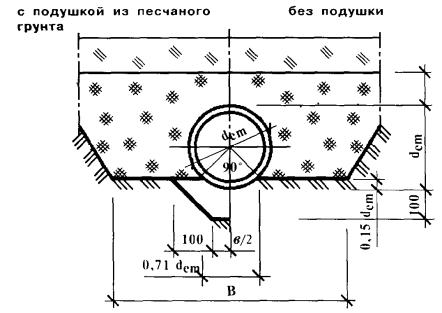
|
Диаметр условного прохода |
Средний наружный диаметр, dem, мм |
Размеры траншеи В, мм |
Ширина подушки в, мм |
|
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
|||
|
плоское грунтовое основание |
||||
|
100 |
145 |
750 |
650 |
180 |
|
150 |
210 |
800 |
700 |
220 |
|
200 |
270 |
850 |
750 |
220 |
|
300 |
395 |
1000 |
900 |
260 |
|
400 |
520 |
1100 |
1000 |
300 |
|
500 |
642 |
1250 |
1150 |
340 |
|
600 |
762 |
1750 |
1250 |
380 |
|
800 |
1005 |
2000 |
1500 |
470 |
|
1000 |
1245 |
2250 |
1750 |
560 |
|
спрофилированное грунтовое основание с углом охвата 75° |
||||
|
300 |
395 |
1000 |
900 |
260 |
|
400 |
520 |
1100 |
1000 |
300 |
|
500 |
642 |
1250 |
1150 |
140 |
|
600 |
762 |
1750 |
1250 |
380 |
|
800 |
1005 |
2000 |
1500 |
470 |
|
1000 |
1245 |
2250 |
1750 |
560 |
|
спрофилированное грунтовое основание с углом охвата 90° |
||||
|
300 |
395 |
1000 |
900 |
260 |
|
400 |
520 |
1100 |
1000 |
300 |
|
500 |
642 |
1250 |
1150 |
340 |
|
600 |
762 |
1750 |
1250 |
380 |
|
800 |
1005 |
2000 |
1500 |
470 |
|
1000 |
1245 |
2250 |
1750 |
560 |
|
спрофилированное бетонное основание с углом охвата 120° |
||||
|
300 |
395 |
1000 |
900 |
|
|
400 |
520 |
1100 |
1000 |
|
|
500 |
642 |
1250 |
1150 |
|
|
600 |
762 |
1750 |
1250 |
|
|
800 |
1005 |
2000 |
1500 |
|
|
1000 |
1245 |
2250 |
1750 |
|
|
укладка труб с подошвой на плоское грунтовое основание |
||||
|
600 |
762 |
1750 |
1250 |
540 |
|
800 |
1005 |
2000 |
1500 |
700 |
|
1000 |
1245 |
2250 |
1750 |
880 |
Укладка круглых труб на спрофилированное бетонное основание с углом охвата 120°
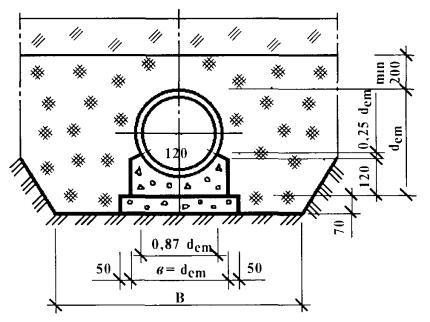
Укладка труб с подошвой на плоское грунтовое основание
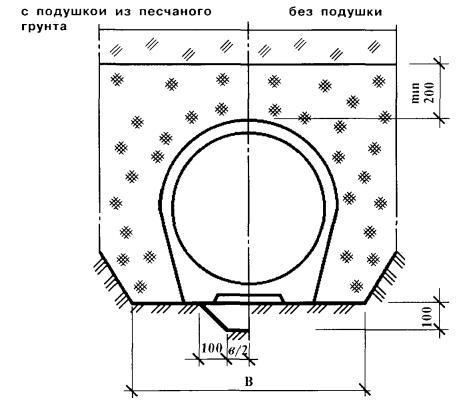
Стыковые соединения безнапорных бетонных труб по серии 3.008.1-8/89
Жесткие стыковые соединения
|
в трубопроводе хозяйственно-бытовой канализации |
в трубопроводе дождевой канализации |
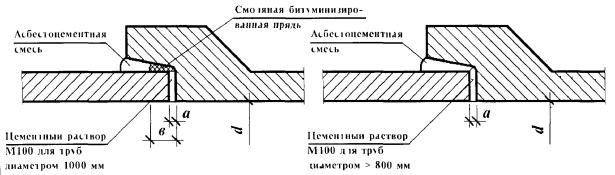
|
Диаметр условного прохода, мм |
а |
в |
|
100 |
8 - 12 |
35 |
|
150 |
35 |
|
|
200 |
40 |
|
|
300 |
40 |
|
|
400 |
50 |
|
|
500 |
50 |
|
|
600 |
50 |
|
|
800 |
15 - 18 |
70 |
|
1000 |
70 |
Гибкое стыковое соединение труб типа ТБ
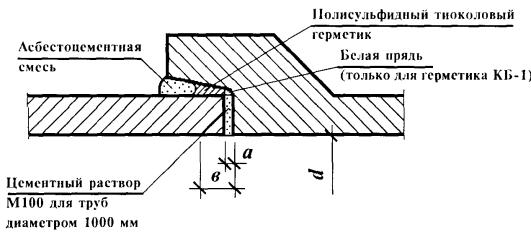
|
Диаметр условного прохода, мм |
а |
в |
|
100 |
8 - 12 |
35 |
|
150 |
35 |
|
|
200 |
40 |
|
|
300 |
40 |
|
|
400 |
50 |
|
|
500 |
50 |
|
|
600 |
50 |
|
|
800 |
15 - 18 |
70 |
|
1000 |
70 |
Гибкое стыковое соединение труб типа ТБС
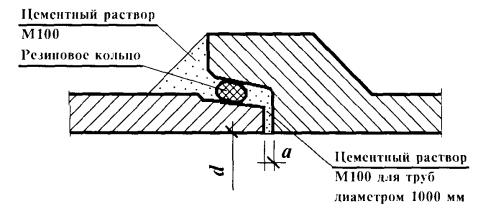
|
Диаметр условного прохода |
Расстояние между торцами труб, а, мм |
|
400 |
8 - 12 |
|
500 |
|
|
600 |
|
|
800 |
15 - 18 |
|
1000 |
Жесткое стыковое соединение труб ТБФ
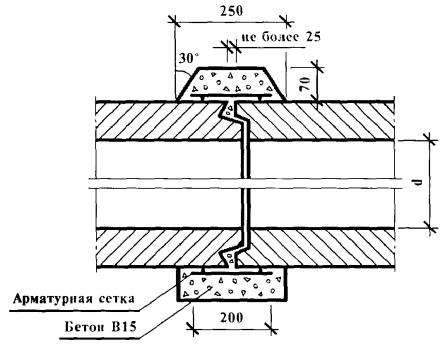
|
Марка герметика |
Составные компоненты |
Количество в частях по массе |
|
51-УТ-37А по ТУ 38-405-126 |
Герметизирующая паста У-37А |
100 |
|
Вулканизирующая паста № 17 |
15 - 17 |
|
|
Дифинилгуанидин (ДФГ) |
0,3 - 1 |
|
|
КБ-1 (ГС-1) |
Герметизирующая паста К-1 |
100 |
|
Вулканизирующая паста В-1 |
9 - 14 |
Состав асбестоцементной смеси:
асбестовое волокно - 30 ÷ 35 %
цемент - 65 ÷ 70 %
вода - 10 ÷ 12 %
Гибкое стыковое соединение труб ТБФ
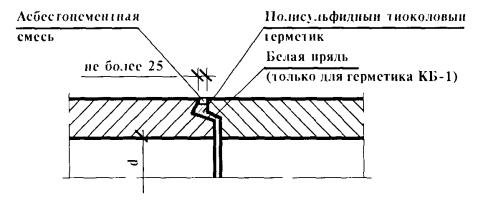
Жесткое стыковое соединение труб ТБПФ
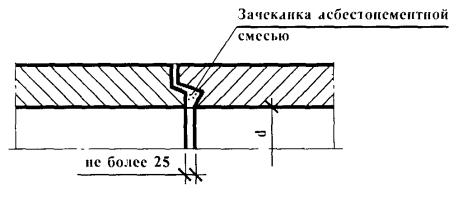
Гибкое стыковое соединение труб ТБПФ
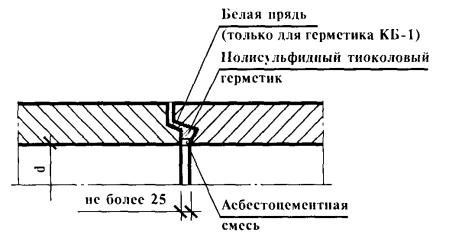
При грунтах или грунтовых водах, агрессивно действующих на цемент, наружная поверхность асбестоцементного замка покрывается изоляцией, состоящей из грунтовки (30 % битума БН-1У и 70 % бензина по массе) и изоляционного слоя мастики (70 % нефтебитума БН-1У и 30 % порошкообразного асбестового волокна или трепела).
Герметик 51-УТ-37А рекомендуется применять при прокладке трубопроводов под усовершенствованными покрытиями и при необходимости ремонта в труднодоступных для разрытия местах.
При использовании герметика КБ-1 непосредственно перед началом герметизации стыков в торец трубы необходимо ввести один виток белой пряди для предохранения герметика от вытекания внутрь трубы.
Основания, фундаменты и обратная засыпка трубопроводов из железобетонных безнапорных труб по серии 3.008.1-7/89
Серия 3.008.1-7/89 «Трубы железобетонные безнапорные» предусматривает для цилиндрических труб следующие типы оснований:
грунтовое плоское;
грунтовое плоское с подготовкой из песчаного грунта;
грунтовое спрофилированное;
грунтовое спрофилированное с подготовкой из песчаного грунта;
бетонное спрофилированное;
железобетонное спрофилированное;
железобетонная обойма усиления с охватом труб на 180°;
железобетонная обойма усиления с охватом труб на 360°.
Угол охвата цилиндрических труб спрофилированными основаниями принят 90°.
Для цилиндрических труб с подошвой предусмотрены следующие типы оснований:
грунтовое плоское;
грунтовое плоское с подготовкой из песчаного грунта;
бетонное плоское;
железобетонное плоское;
железобетонная обойма усиления с охватом труб на 180°;
железобетонная обойма усиления с охватом труб на 360°.
В целях обеспечения требуемой несущей способности труб в данной серии предусмотрены следующие требования по степени уплотнения грунтов засыпки: нормальная степень уплотнения и повышенная степень уплотнения.
Нормальная степень уплотнения грунтов - уплотнение грунтов засыпки на высоту не менее 200 мм над трубой путем послойного (не более 200 мм) трамбования, обеспечивающего уплотнение грунта с коэффициентом уплотнения Кcom не менее 0,85.
Повышенная степень уплотнения - уплотнение грунтов засыпки на высоту не менее 200 мм над трубой путем послойного разравнивания и трамбования, обеспечивающего уплотнение грунта с коэффициентом уплотнения Кcom не менее 0,93.
Укладка труб с засыпкой пазух траншеи до горизонтальной оси трубопровода песчаным грунтом, уплотненным до Кcom ≥ 0,95, и дальнейшей засыпкой местным грунтом с нормальной степенью уплотнения равноценна укладке труб с повышенной степенью уплотнения грунта засыпок.
Стыковые соединения труб в зависимости от материала, применяемого для герметизации, подразделяются на гибкие и жесткие.
К гибким относятся стыковые соединения, герметизация которых осуществляется с помощью уплотнительных резиновых колец, поставляемых комплектно с трубами, а также других эластичных герметиков (полисульфидные мастики, резинобитумные прокладки и т.д.).
К жестким относятся стыковые соединения, герметизация которых осуществляется путем зачеканки смоляной или битуминизированной пеньковой пряди, асбестоцементной смеси и других материалов, а также путем устройства армированных бетонных поясов или путем торкретирования.
В трубопроводах, прокладываемых в несейсмических районах, стыковые соединения могут быть как гибкими, так и жесткими. При этом наиболее предпочтительными являются гибкие стыки.
В трубопроводах, прокладываемых в сейсмических районах, следует применять только гибкие стыковые соединения.
Для трубопроводов с расчетной сейсмичностью 7 и 8 баллов могут быть применены раструбные трубы, стыкуемые на резиновых кольцах, а также фальцевые и раструбные, стыкуемые на резиновых кольцах.
Грунтовое основание должно быть тщательно подготовлено в соответствии с требованиями проекта и обеспечивать плотное прилегание трубопровода по всей длине. Для раструбных труб под стыками должны устраиваться приямки, размеры которых принимаются по СНиП 3.02.01-87. При этом для трубопроводов, стыкуемых на резиновых кольцах, размеры приямков могут быть уменьшены и приниматься по размерам конусных частей труб. После заделки стыков приямки должны быть заполнены песчаным грунтом с тщательным уплотнением. Применение пылеватых песчаных грунтов для этих целей не допускается.
При укладке труб на грунтовое основание из крупнообломочных и скальных пород, гравелистых песков, твердых и полутвердых связных грунтов под трубами должна устраиваться подготовка из песчаных грунтов толщиной не менее 100 мм над выступающими неровностями подготовленного плоского или спрофилированного основания, которая должна уплотняться до Кcom ≥ 0,95. Для устройства подготовки из песчаного грунта следует использовать преимущественно крупные или средней крупности песчаные грунты, применение пылеватых песчаных грунтов не допускается.
При наличии в основании связных грунтов (суглинки, глины), кроме твердых и полутвердых, необходимость устройства подготовки из песчаных грунтов устанавливается в проекте с учетом возможности тщательной подготовки основания и обеспечения плотного прилегания труб по всей поверхности принятыми механизмами для производства земляных работ.
Укладка труб и устройство искусственных оснований под трубопроводы на мерзлом грунте не допускаются, за исключением сухих гравелистых грунтов. При засыпке траншей местными грунтами могут использоваться грунты всех видов, имеющиеся на месте строительства или вынутые из траншеи, не содержащие древесные остатки, гниющие включения, а также водорастворимые соли. При этом следует отдавать предпочтение песчаным грунтам.
Засыпку и уплотнение грунта в пазухах следует производить послойно одновременно с обеих сторон трубопровода с подбивкой грунта под трубы.
Для достижения нормальной степени уплотнения грунта засыпку пазух следует производить слоями не более 20 - 25 см с разравниванием и уплотнением ручными, механическими и электрическими трамбовками. При необходимости повышенной степени уплотнения толщина слоев засыпки, способы и механизмы для трамбования назначаются из условия обеспечения требуемого коэффициента уплотнения. При применении ручных, механических и электрических трамбовок необходимое количество проходов составляет 2 - 3 при степени уплотнения с Кcom ≥ 0,85 и 3 - 4 при степени уплотнения с Кcom ≥ 0,93.
На участках трубопроводов, где по условиям применения труб требуется повышенная степень уплотнения грунта и где невозможно обеспечить требуемое качество уплотнения грунта, полученного при разработке траншеи, обратная засыпка до горизонтальной оси трубопровода должна производиться песчаным грунтом (преимущественно крупными или средней крупности) с уплотнением до Кcom ≥ 0,95. Применение пылеватых песчаных грунтов для этих целей не допускается. Если проектом не предусмотрено уплотнение грунта на всю глубину траншеи, то выше оси трубопровода засыпка труб может производиться местным грунтом с послойным разравниванием и нормальной степенью уплотнения.
При укладке труб в траншее уплотнение грунта следует производить по всей ширине ее, а при укладке в насыпи - на ширину двух диаметров трубопроводов с каждой стороны.
При укладке труб под автомобильными дорогами, улицами, проездами и площадями населенных пунктов и промышленных площадок, имеющими покрытия усовершенствованного типа, засыпка траншей на всю глубину от дна траншей или верха основания насыпи до низа дорожной одежды должна производиться песчаными грунтами (преимущественно крупными и средней крупности) с последующим уплотнением. Степень уплотнения грунта следует принимать в соответствии со СНиП 2.05.02-85, но не менее Кcom ≥ 0,95. Указанные требования должны соблюдаться и в случае строящихся дорог при прокладке трубопроводов с разрытием земляного полотна.
Определение степени уплотнения грунта производится отбором проб с обеих сторон трубопровода не реже, чем через каждые 100 м по его длине, и оформляются актами на скрытые работы. Допускается применение и других, проверенных практикой, методов контроля степени уплотнения грунтов.
Строительство линейной части трубопроводов рекомендуется выполнять в следующей последовательности.
Для трубопроводов на грунтовом основании:
а) тщательная зачистка и профилировка основания по проектному уклону с устройством подготовки из песчаного грунта (если это предусмотрено проектом) с уплотнением до Кcom ≥ 0,95;
б) монтаж труб;
в) заделка стыковых соединений снаружи трубопровода;
г) послойная засыпка и подбивка пазух до уровня «верх трубы плюс 0,2 м» грунтом с уплотнением в соответствии с требованиями проекта;
д) послойная засыпка траншеи на оставшуюся высоту грунтом с уплотнением в соответствии с требованиями проекта;
е) заделка стыковых соединений трубопроводов Dу ≥ 1000 мм изнутри трубопровода.
Для трубопроводов на бетонных и железобетонных основаниях:
а) тщательная зачистка и профилировка основания трубопроводов по проектному уклону;
б) для трубопроводов на бетонных основаниях - устройство бетонного основания с проектным уклоном; для трубопроводов на железобетонном основании - устройство бетонной подготовки и железобетонного основания (плиты) с проектным уклоном;
в) монтаж труб (после достижения бетоном основания прочности не менее 50 % проектной), при этом для раструбных труб с подошвой устраивается подготовка из песчаного грунта толщиной, превышающей на 2 - 3 см величину выступа раструба за грань подошвы;
г) заделка стыковых соединений снаружи трубопровода;
д) для цилиндрических труб - обетонирование нижней части труб до проектных размеров;
е) послойная засыпка траншеи и подбивка пазух до уровня «верх траншеи плюс 0,2 м» грунтом с уплотнением в соответствии с требованиями проекта;
ж) послойная засыпка траншей на оставшуюся высоту грунтом с уплотнением в соответствии с требованиями проекта;
з) заделка стыковых соединений труб Dу ≥ 1000 мм изнутри трубопровода.
Для трубопроводов в обойме усиления:
а) тщательная зачистка и профилировка дна траншеи по проектному уклону;
б) устройство бетонной подготовки;
в) установка арматуры и бетонирование части конструкции усиления до уровня низа труб;
г) монтаж труб (после достижения прочности бетона в конструкции не менее 50 % от проектной); раструбные трубы устанавливаются раструбами на бетонную поверхность; заделка стыков снаружи;
д) бетонирование конструкции усиления до проектных размеров;
е) послойная засыпка труб с уплотнением в соответствии с требованиями проекта;
ж) заделка стыковых соединений труб Dу ≥ 1000 мм изнутри трубопровода.

Укладка цилиндрических труб на грунтовое плоское основание с засыпкой местным грунтом с нормальной степенью уплотнения
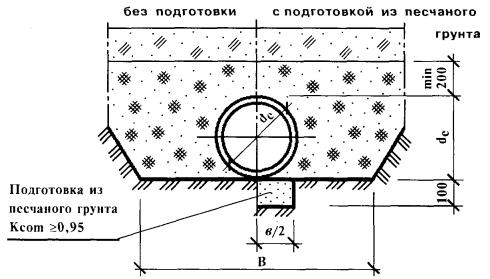
Укладка труб с подошвой на грунтовое плоское основание с засыпкой местным грунтом с нормальной степенью уплотнения
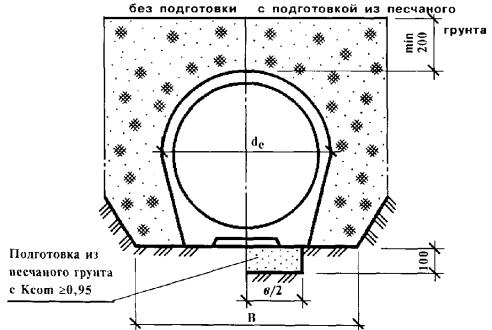
Укладка цилиндрических труб на грунтовое плоское основание с засыпкой местным грунтом с повышенной степенью уплотнения
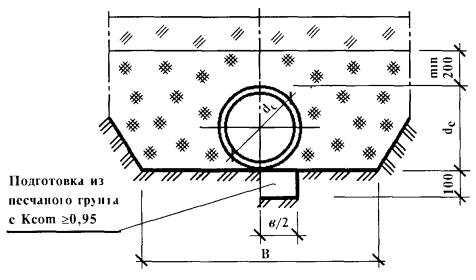
Укладка цилиндрических труб на грунтовое плоское основание с засыпкой местным грунтом с повышенной степенью уплотнения
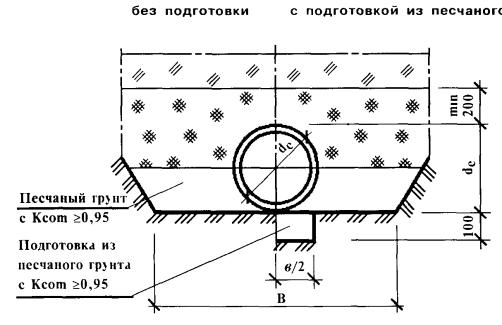
|
Диаметр условного прохода |
Средний наружный диаметр, dе, мм |
Размеры траншеи В, мм |
Ширина подготовки в, мм |
||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
||||
|
трубы раструбные |
трубы фальцевые |
||||
|
укладка труб на плоское грунтовое основание с засыпкой местным грунтом с нормальной степенью уплотнения |
|||||
|
400 |
500 |
1100 |
1000 |
450 |
|
|
500 |
620 |
1620 |
1120 |
540 |
|
|
600 |
720 |
1720 |
1220 |
600 |
|
|
800 |
960 |
1960 |
1460 |
770 |
|
|
1000 |
1200 |
2200 |
1700 |
900 |
|
|
1200 |
1420 |
2420 |
1920 |
1060 |
|
|
1400 |
1620 |
3020 |
2120 |
1300 |
|
|
1600 |
1840 |
3240 |
2340 |
1300 |
|
|
укладка труб с подошвой на плоское грунтовое основание с засыпкой местным грунтом с нормальной степенью уплотнения |
|||||
|
1000 |
1200 |
2200 |
2400 |
1700 |
900 |
|
1200 |
1420 |
2420 |
2620 |
1920 |
1060 |
|
1400 |
1620 |
3020 |
2120 |
1300 |
|
|
1600 |
1840 |
3240 |
2340 |
1300 |
|
|
2000 |
2260 |
3660 |
2760 |
1400 |
|
|
2400 |
2700 |
4100 |
3200 |
1700 |
|
|
укладка труб на плоское грунтовое основание с засыпкой местным грунтом с повышенной степенью уплотнения и с засыпкой пазух песчаным грунтом |
|||||
|
400 |
500 |
1100 |
1000 |
450 |
|
|
500 |
620 |
1620 |
1120 |
540 |
|
|
600 |
720 |
1720 |
1220 |
600 |
|
|
800 |
960 |
1960 |
1460 |
770 |
|
|
1000 |
1200 |
2200 |
1700 |
900 |
|
|
1200 |
1420 |
2420 |
1920 |
1060 |
|
|
1400 |
1620 |
3020 |
2120 |
1300 |
|
|
1600 |
1840 |
3240 |
2340 |
1300 |
|
|
укладка труб с подошвой на плоское грунтовое основание с засыпкой местным грунтом с повышенной степенью уплотнения и с засыпкой пазух песчаным грунтом |
|||||
|
1000 |
1200 |
2200 |
2400 |
1700 |
900 |
|
1200 |
1420 |
2420 |
2620 |
1920 |
1060 |
|
1400 |
1620 |
3020 |
2120 |
1300 |
|
|
1600 |
1840 |
3240 |
2340 |
1300 |
|
|
2000 |
2260 |
3660 |
2760 |
1400 |
|
|
2400 |
2700 |
4100 |
3200 |
1700 |
|
Укладка труб с подошвой на плоское грунтовое основание с засыпкой местным грунтом с повышенной степенью уплотнения
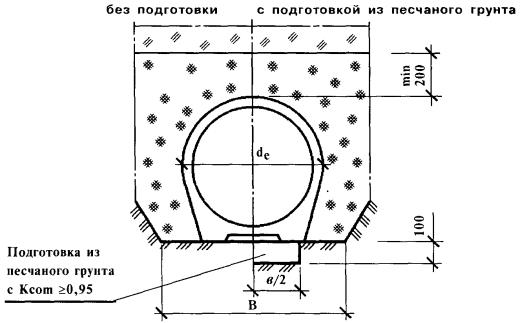
Укладка труб с подошвой на плоское грунтовое основание с засыпкой пазух песчаным грунтом
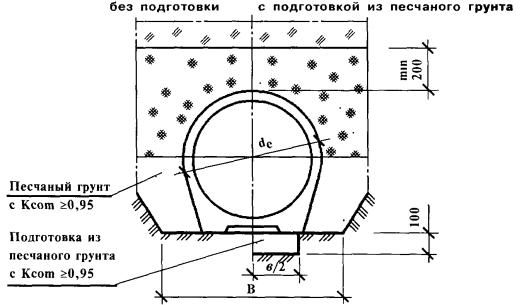
Укладка труб на грунтовое спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с нормальной степенью уплотнения
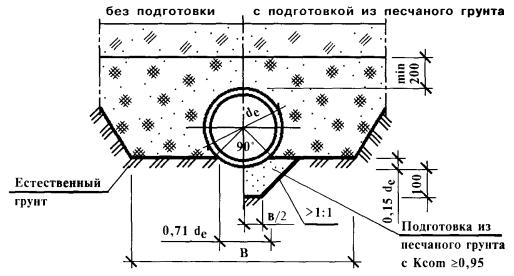
Укладка труб на грунтовое спрофилированное основание с углом охвата 90° с засыпкой пазух песчаным грунтом
Укладка труб на грунтовое спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с повышенной степенью уплотнения
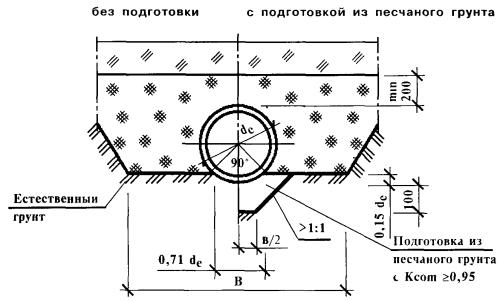
|
Диаметр условного прохода |
Средний наружный диаметр, dе, мм |
Размеры траншеи В, мм с откосами 1:0,5 и круче |
Ширина подготовки |
|
|
в, мм |
в1, мм |
|||
|
укладка труб на спрофилированное грунтовое основание с углом охвата 90° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения, с засыпкой пазух песчаным грунтом |
||||
|
600 |
720 |
1720 |
390 |
810 |
|
800 |
960 |
1960 |
500 |
980 |
|
1000 |
1200 |
2200 |
590 |
1150 |
|
1200 |
1420 |
2420 |
680 |
1300 |
|
1400 |
1620 |
3020 |
770 |
1450 |
|
1600 |
1840 |
3240 |
860 |
1600 |
Укладка труб на бетонное спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с нормальной степенью уплотнения
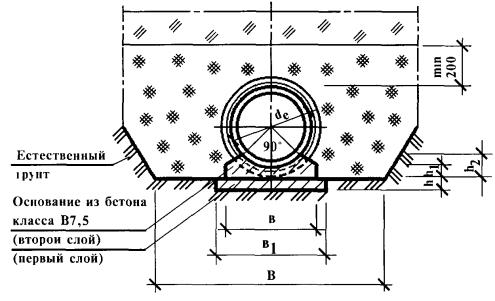
Укладка труб на бетонное спрофилированное основание с углом охвата 90° с засыпкой пазух песчаным грунтом
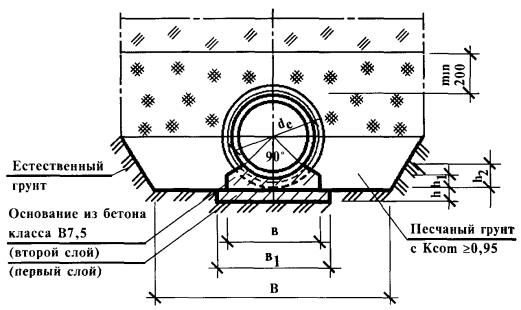
Укладка труб на бетонное спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с повышенной степенью уплотнения
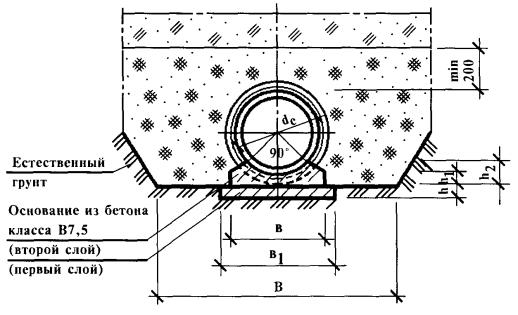
|
Диаметр условного прохода |
Средний наружный диаметр, de, мм |
Размеры траншеи В, мм |
Размеры основания, мм |
|||||||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
в |
в1 |
h |
h1 для труб |
h2 для труб |
||||
|
Т |
ТБ, ТС |
Т |
ТБ, ТС |
|||||||
|
укладка труб на бетонное спрофилированное основание с углом охвата 90° с засыпкой местным грунтом |
||||||||||
|
400 |
500 |
1100 |
1000 |
500 |
600 |
70 |
110 |
130 |
150 |
170 |
|
500 |
620 |
1620 |
1120 |
620 |
720 |
70 |
130 |
150 |
180 |
200 |
|
600 |
720 |
1720 |
1220 |
720 |
820 |
70 |
140 |
160 |
200 |
220 |
|
800 |
960 |
1960 |
1460 |
960 |
1060 |
70 |
170 |
190 |
250 |
270 |
|
1000 |
1200 |
2200 |
1700 |
1200 |
1300 |
70 |
210 |
230 |
310 |
330 |
|
1200 |
1420 |
2420 |
1920 |
1420 |
1520 |
100 |
230 |
250 |
350 |
370 |
|
1400 |
1620 |
3020 |
2120 |
1620 |
1720 |
100 |
240 |
260 |
380 |
400 |
|
1600 |
1840 |
3240 |
2340 |
1840 |
1940 |
100 |
260 |
290 |
420 |
450 |
Укладка труб с подошвой типа ТП, ТБП и ТСП на плоское бетонное основание:
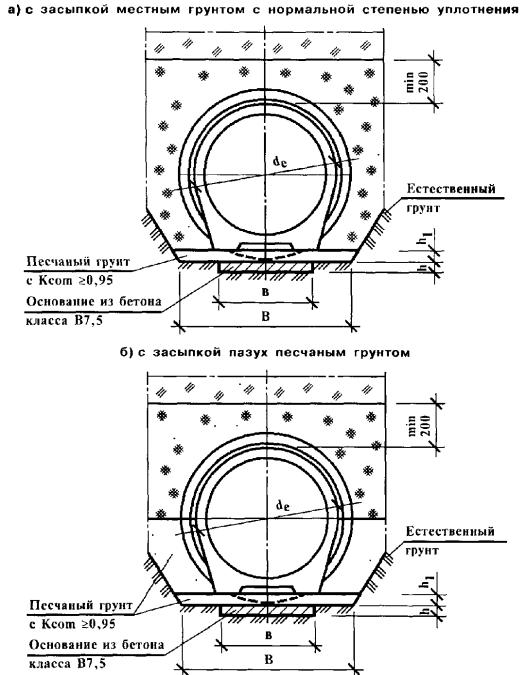
Укладка труб с подошвой типа ТП, ТБП и ТСП на плоское бетонное основание с засыпкой местным грунтом с повышенной степенью уплотнения
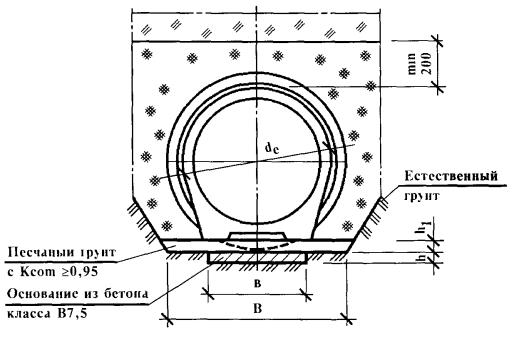
|
Диаметр условного прохода |
Средний наружный диаметр, dе, мм |
Тип трубы |
Размеры траншеи В, мм |
Размеры основания |
Размеры подготовки h1 мм |
|||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
|||||||
|
трубы раструбные |
трубы фальцевые |
в мм |
h мм |
|||||
|
укладка труб с подошвой типа ТП, ТБП и ТСП на плоское бетонное основание с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения или засыпкой пазух песчаным грунтом |
||||||||
|
1000 |
1200 |
ТП, ТБП, ТСП, ТФП |
2200 |
2400 |
1700 |
1000 |
100 |
120 |
|
1200 |
1420 |
2420 |
2620 |
1920 |
1160 |
100 |
130 |
|
|
1400 |
1620 |
3020 |
2120 |
1400 |
100 |
130 |
||
|
1600 |
1840 |
3240 |
2340 |
1400 |
120 |
130 |
||
|
2000 |
2260 |
ТП ТФП |
3660 |
2760 |
1500 |
120 |
130 |
|
|
2400 |
2700 |
4100 |
3200 |
1800 |
120 |
150 |
||
Укладка труб с подошвой типа ТФП на плоское бетонное основание с засыпкой местным грунтом с нормальной степенью уплотнения
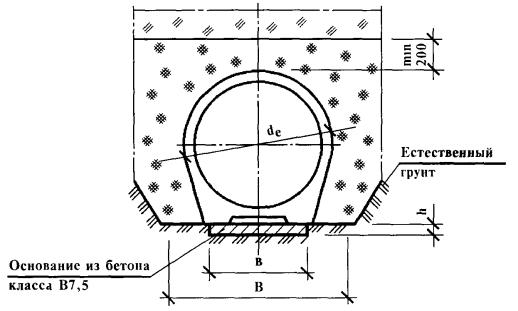
Укладка труб с подошвой типа ТФП на плоское бетонное основание с засыпкой пазух песчаным грунтом
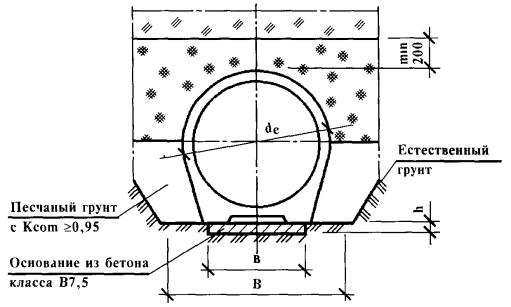
Укладка труб с подошвой типа ТФП на плоское бетонное основание с засыпкой местным грунтом с повышенной степенью уплотнения
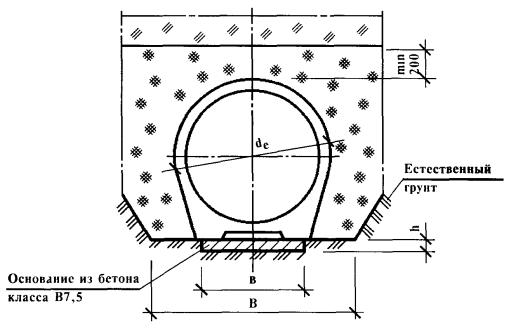
|
Диаметр условного прохода, Dу |
Средний наружный диаметр, dе, мм |
Размеры траншеи В, мм |
Размеры основания, мм |
|||||||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
в |
в1 |
h |
h1 для труб |
h2 для труб |
||||
|
Т |
ТБ, ТС |
Т |
ТБ, ТС |
|||||||
|
укладка труб на железобетонное спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения или засыпкой пазух песчаным грунтом |
||||||||||
|
400 |
500 |
1100 |
1000 |
600 |
700 |
70 |
230 |
250 |
300 |
320 |
|
500 |
620 |
1620 |
1120 |
720 |
820 |
70 |
250 |
270 |
330 |
350 |
|
600 |
720 |
1720 |
1220 |
820 |
920 |
70 |
250 |
280 |
340 |
370 |
|
800 |
960 |
1960 |
1460 |
1060 |
1160 |
70 |
290 |
310 |
400 |
420 |
|
1000 |
1200 |
2200 |
1700 |
1300 |
1400 |
70 |
370 |
400 |
500 |
530 |
|
1200 |
1420 |
2420 |
1920 |
1520 |
1620 |
100 |
400 |
420 |
550 |
570 |
|
1400 |
1620 |
3020 |
2120 |
1720 |
1820 |
100 |
410 |
430 |
580 |
600 |
|
1600 |
1840 |
3240 |
2340 |
1940 |
2040 |
100 |
430 |
460 |
620 |
650 |
Укладка труб на железобетонное спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с нормальной степенью уплотнения
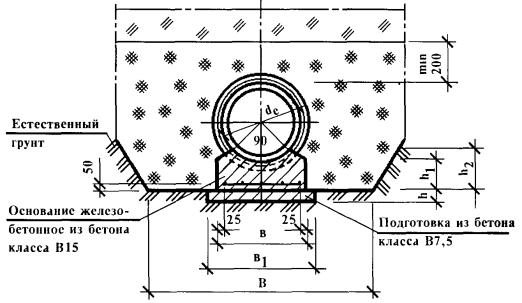
Укладка труб на бетонное спрофилированное основание с углом охвата 90° с засыпкой пазух песчаным грунтом
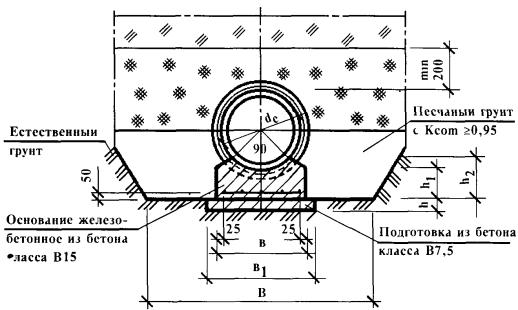
Укладка труб на железобетонное спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с повышенной степенью уплотнения
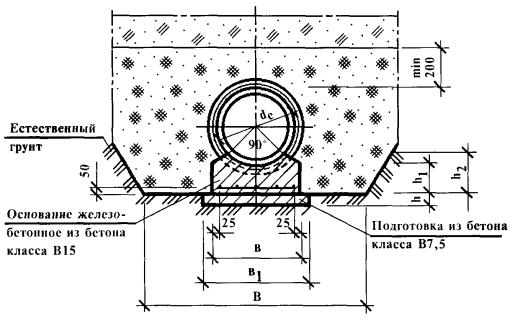
Укладка труб с подошвой типа ТП, ТБП и ТСП на плоское железобетонное основание с засыпкой местным грунтом с нормальной степенью уплотнения
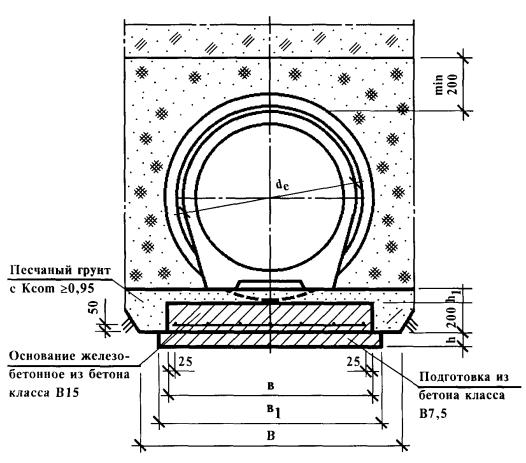
Укладка труб с подошвой типа ТП, ТБП и ТСП на плоское железобетонное основание с засыпкой пазух песчаным грунтом
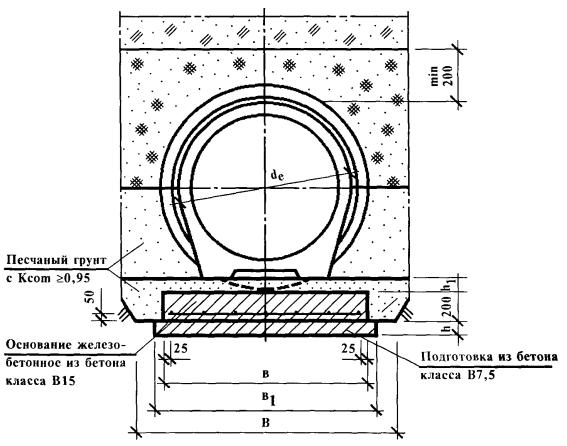
Укладка труб с подошвой типа ТП, ТБП и ТСП на плоское железобетонное основание с засыпкой местным грунтом с повышенной степенью уплотнения
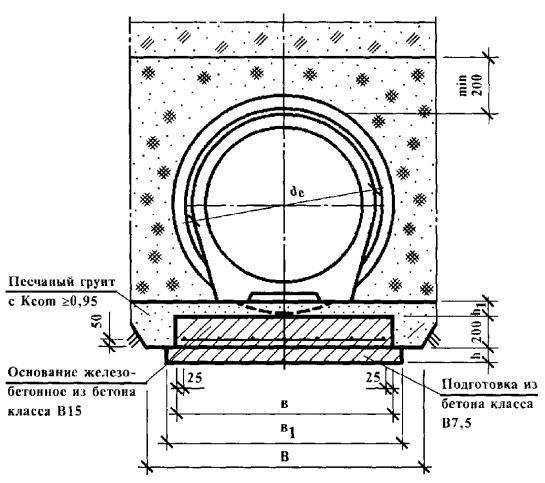
Укладка труб с подошвой типа ТФП на плоское железобетонное основание с засыпкой местным грунтом с нормальной степенью уплотнения
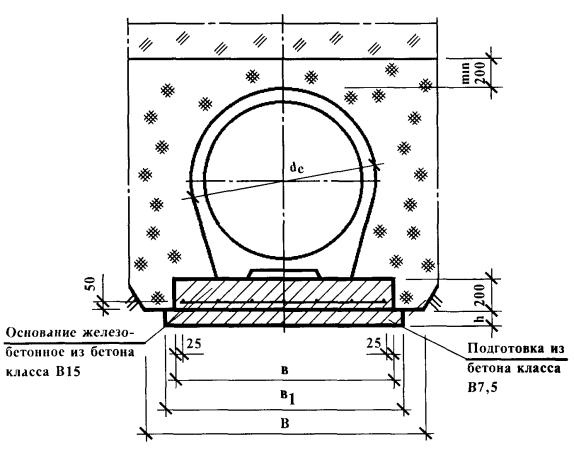
Укладка труб с подошвой типа ТФП на плоское железобетонное основание с засыпкой пазух песчаным грунтом
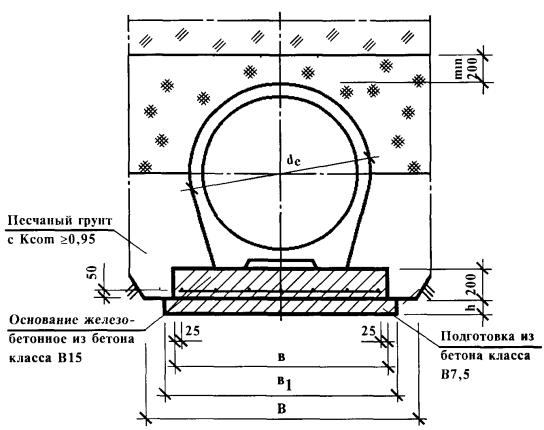
Укладка труб с подошвой типа ТФП на плоское железобетонное основание с засыпкой местным грунтом с повышенной степенью уплотнения
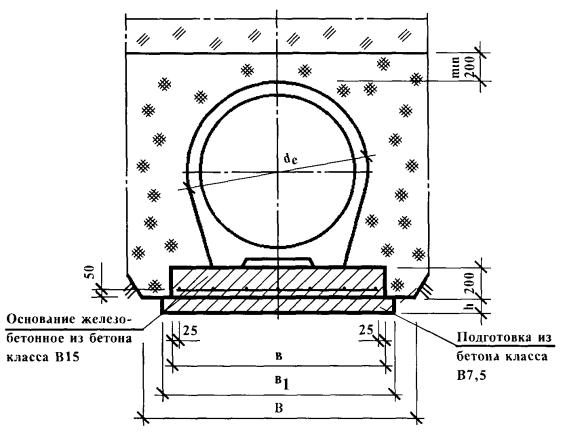
|
Тип трубы |
Диаметр условного прохода, Dу |
Средний наружный диаметр, dе, мм |
Размеры траншеи В, мм |
Размеры подготовки, мм |
||||
|
с откосами 1:0,5 и круче |
с откосами положе 1:0,5 |
в |
в1 |
h |
h1 |
|||
|
укладка труб с подошвой типа ТП, ТБП, ТСП и ТФП на железобетонное плоское основание с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения или засыпкой пазух песчаным грунтом |
||||||||
|
ТП |
1000 |
1200 |
2200 |
1700 |
1400 |
1500 |
70 |
120 |
|
ТБП, ТСП |
1000 |
1200 |
2200 |
1700 |
1400 |
1500 |
70 |
120 |
|
ТФП |
1000 |
1200 |
2400 |
1700 |
1400 |
1500 |
70 |
- |
|
ТП |
1200 |
1420 |
2420 |
1920 |
1560 |
1660 |
100 |
130 |
|
ТБП, ТСП |
1200 |
1420 |
2420 |
1920 |
1560 |
1660 |
100 |
130 |
|
ТФП |
1200 |
1420 |
2620 |
1920 |
1560 |
1660 |
100 |
- |
|
ТП |
1400 |
1620 |
3020 |
2120 |
1800 |
1900 |
100 |
130 |
|
ТБП, ТСП |
1400 |
1620 |
3020 |
2120 |
1800 |
1900 |
100 |
130 |
|
ТФП |
1400 |
1620 |
3240 |
2120 |
1800 |
1900 |
100 |
- |
|
ТП |
1600 |
1840 |
3240 |
2340 |
1800 |
1900 |
100 |
130 |
|
ТБП, ТСП |
1600 |
1840 |
3240 |
2340 |
1800 |
1900 |
100 |
130 |
|
ТФП |
1600 |
1840 |
3240 |
2340 |
1800 |
1900 |
100 |
- |
|
ТП |
2000 |
2260 |
3660 |
2760 |
1900 |
2000 |
100 |
130 |
|
ТБП, ТСП |
2000 |
2260 |
3660 |
2760 |
1900 |
2000 |
100 |
130 |
|
ТФП |
2000 |
2260 |
3660 |
2760 |
1900 |
2000 |
100 |
- |
|
ТП |
2400 |
2700 |
4100 |
3200 |
2200 |
2300 |
100 |
150 |
|
ТБП, ТСП |
2400 |
2700 |
4100 |
3200 |
2200 |
2300 |
100 |
150 |
|
ТФП |
2400 |
2700 |
4100 |
3200 |
2200 |
2300 |
100 |
- |
Основания, фундаменты и обратная засыпка трубопроводов из асбестоцементных труб по серии 3.008.9-6/86
Серия 3.008.9-6/86 «Подземные безнапорные трубопроводы из асбестоцементных, керамических, пластмассовых и чугунных труб» предусматривает для асбестоцементных и керамических труб следующие типы оснований:
грунтовое плоское;
грунтовое плоское с подготовкой из песчаного грунта;
грунтовое спрофилированное;
грунтовое спрофилированное с подготовкой из песчаного грунта;
гравийно-щебеночная подготовка;
бетонное спрофилированное с охватом труб на 90°;
бетонное спрофилированное с охватом труб на 120°;
железобетонное спрофилированное с охватом труб на 90°;
железобетонное спрофилированное с охватом труб на 120°.
Для пластмассовых труб:
грунтовое плоское;
грунтовое плоское с подготовкой из песчаного грунта;
гравийно-щебеночная подготовка;
железобетонное плоское с подготовкой из песчаного грунта;
Для чугунных труб:
грунтовое плоское;
грунтовое плоское с подготовкой из песчаного грунта;
грунтовое спрофилированное;
грунтовое спрофилированное с подготовкой из песчаного грунта;
гравийно-щебеночная подготовка;
бетонное спрофилированное с охватом труб на 90°;
бетонное спрофилированное с охватом труб на 120°.
В целях обеспечения требуемой несущей способности грунта предусмотрены следующие требования по степени уплотнения грунтовых засыпок:
- нормальная степень уплотнения (неконтролируемая);
- повышенная степень уплотнения (контролируемая).
Повышенная степень уплотнения характеризуется плотностью в сухом состоянии уплотненного грунта, которая должна быть не менее 1,5 т/м3 для песчаных грунтов и супесей и не менее 1,6 т/м3 для суглинков и глин.
При этом засыпка труб грунтом с повышенной степенью уплотнения должна производиться до уровня «верх трубы плюс 0,3 м» - для пластмассовых труб и «верх трубы плюс 0,2 м» - для всех остальных труб.
Для обеспечения необходимой несущей способности пластмассовых труб в ряде случаев необходима замена местных грунтов, если они не обеспечивают требуемого отпора, на песчаные, уплотняемые до Кcom ≥ 0,97.
Для керамических и чугунных труб диаметром 50 мм и более укладка труб с засыпкой пазух траншей до горизонтальной оси трубопровода песчаным грунтом, уплотняемым до Кcom ≥ 0,95, и дальнейшей засыпкой местным грунтом с нормальной степенью уплотнения, равноценна укладке труб с повышенной степенью уплотнения грунта засыпки.
Засыпку и уплотнение грунта в пазухах следует производить послойно одновременно с обеих сторон трубопровода.
Для достижения нормальной степени уплотнения грунта засыпку пазух следует производить слоями не более 20 - 25 см с подбивкой под трубы, разравниванием и уплотнением ручными, механическими и электрическими трамбовками (за 1 ÷ 2 прохода - для песчаных грунтов и 2 ÷ 3 прохода - для глинистых грунтов) на высоту не менее 20 см над трубой (30 см - для пластмассовых труб). Непосредственно над пластмассовыми трубами уплотнение грунтов должно производиться вручную.
На участках трубопровода, где по условиям применения труб требуется повышенная степень уплотнения грунта и где невозможно обеспечить требуемое качество уплотнения грунта, полученного при разработке траншеи, обратная засыпка до горизонтальной оси трубопровода из керамических и чугунных труб должна производиться песчаным грунтом (преимущественно крупной и средней крупности) с уплотнением до Кcom ≥ 0,95. Применение пылеватых грунтов для этих целей не допускается. Если по условиям строительства не требуется уплотнения грунта на всю глубину траншеи, то выше оси трубопровода засыпка трубопровода может производиться местным грунтом с разравниванием и нормальной степенью уплотнения.
Определение степени уплотнения грунта (плотности в сухом состоянии уплотняемого грунта или коэффициента уплотнения) должно производиться отбором проб с обеих сторон трубопровода, не реже, чем через каждые 50 - 100 м по его длине, но не менее двух мест на участке между колодцами, и оформляться актом на скрытые работы.
Строительство линейной части трубопровода рекомендуется выполнять в последовательности, указанной ниже.
Для трубопроводов на грунтовом основании:
- тщательная зачистка и профилировка основания по проектному уклону с устройством подготовки из песчаного грунта (если это предусмотрено проектом) с уплотнением до Кcom ≥ 0,95;
- монтаж труб;
- заделка стыковых соединений;
- послойная засыпка и подбивка пазух до уровня «верх трубы плюс 0,2 м (0,3 - для пластмассовых труб) грунтом с уплотнением в соответствии с требованиями проекта;
- послойная засыпка траншеи на оставшуюся высоту грунтом с уплотнением в соответствии с требованиями проекта.
Для трубопроводов на гравийно-щебеночной подготовке:
- тщательная зачистка и профилировка основания по проектному уклону;
- устройство гравийно-щебеночной подготовки с проектным уклоном;
- устройство по гравийно-щебеночной подготовке подготовки из песчаного грунта толщиной 100 мм - для асбестоцементных, керамических и чугунных труб, и 150 мм - для пластмассовых труб;
- монтаж труб;
- заделка стыковых соединений;
- для асбестоцементных, керамических и чугунных труб - обетонирование нижней части труб до проектных размеров;
- последующая засыпка труб на оставшуюся высоту грунтом с уплотнением в соответствии с требованиями проекта.
Для трубопроводов на бетонном и железобетонном основаниях:
- тщательная зачистка и профилировка основания по проектному уклону;
- устройство бетонного основания или устройство подготовки и железобетонной плиты;
- устройство по железобетонному основанию для пластмассовых труб подготовки из песчаного грунта толщиной 150 мм;
- монтаж труб (после достижения бетоном основания прочности не менее 50 % от проектной прочности),
- заделка стыковых соединений;
- для асбестоцементных, керамических и чугунных труб - обетонирование нижней части труб до проектных размеров;
- последующая засыпка труб на оставшуюся высоту грунтом с уплотнением в соответствии с требованиями проекта.
Укладка асбестоцементных труб на грунтовое плоское основание с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
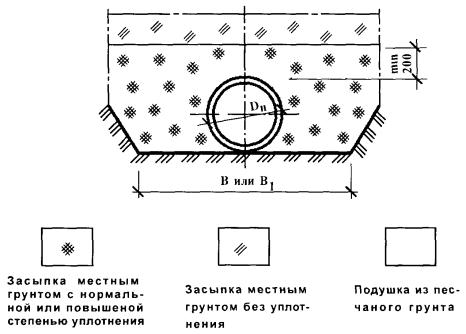
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы Dн, мм |
Размер траншеи, мм |
|
|
с откосами, В |
с креплениями В1 |
||
|
100 |
118 |
620 |
720 |
|
150 |
161 |
660 |
760 |
|
200 |
211 |
710 |
810 |
|
300 |
307 |
810 |
910 |
|
400 |
402 |
900 |
1000 |
Укладка асбестоцементных труб на грунтовое плоское основание с подготовкой из песчаного грунта с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
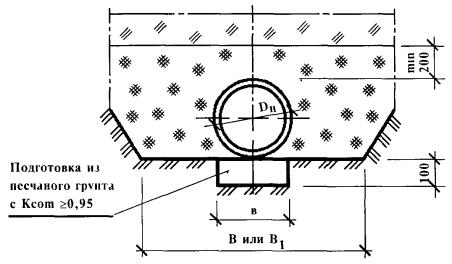
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы Dн, мм |
Размер траншеи, мм |
Размеры подготовки в, мм |
|
|
с откосами В |
с креплениями B1 |
|||
|
100 |
118 |
620 |
720 |
220 |
|
150 |
161 |
660 |
760 |
|
|
200 |
211 |
710 |
810 |
|
|
300 |
307 |
810 |
910 |
310 |
|
400 |
402 |
900 |
1000 |
410 |
Укладка асбестоцементных труб на грунтовое спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
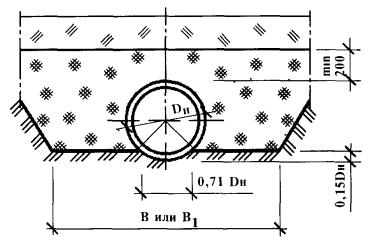
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы Dн, мм |
Размер траншеи, мм |
Размеры подготовки в, мм |
|
|
с откосами В |
с креплениями B1 |
|||
|
150 |
161 |
660 |
760 |
150 |
|
200 |
211 |
710 |
810 |
170 |
|
300 |
307 |
810 |
910 |
210 |
|
400 |
402 |
900 |
1000 |
250 |
|
Примечание размеры подготовки даны для укладки асбестоцементных труб по песчаной подготовке, приведенной на следующей странице |
||||
Укладка асбестоцементных труб на грунтовое спрофилированное основание с углом охвата 90° с подготовкой из песчаного грунта и с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
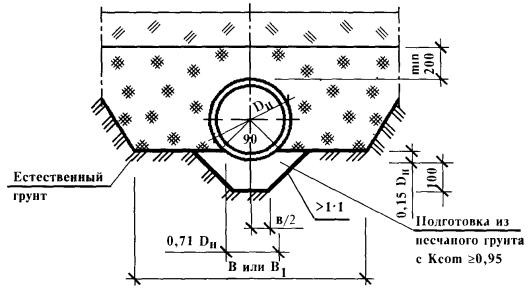
Укладка асбестоцементных труб на бетонное спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
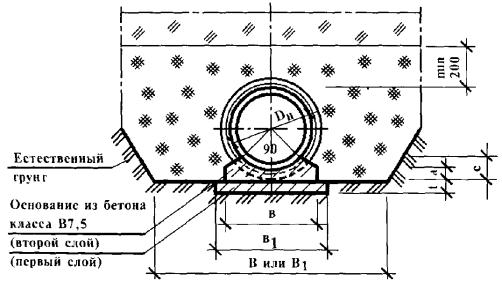
Укладка асбестоцементных труб на бетонное спрофилированное основание с углом охвата 120° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
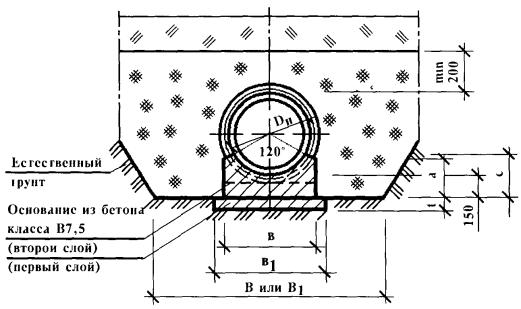
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы, Dн мм |
Размер траншеи, мм |
Размеры основания, мм |
|||||
|
с откосами В |
с креплениями В1 |
а |
с |
в |
в1 |
t |
||
|
|
основание с охватом 90° |
|||||||
|
300 |
307 |
810 |
910 |
40 |
80 |
400 |
500 |
80 |
|
400 |
402 |
900 |
1000 |
60 |
100 |
500 |
600 |
100 |
|
|
основание с охватом 120° |
|||||||
|
100 |
118 |
620 |
720 |
150 |
180 |
200 |
300 |
70 |
|
150 |
161 |
660 |
760 |
160 |
190 |
250 |
350 |
|
|
200 |
211 |
710 |
810 |
170 |
200 |
300 |
400 |
|
|
300 |
307 |
810 |
910 |
190 |
230 |
400 |
500 |
80 |
|
400 |
402 |
900 |
1000 |
210 |
250 |
500 |
600 |
100 |
Укладка асбестоцементных труб на песчаную подушку, гравийно-щебеночную подготовку с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
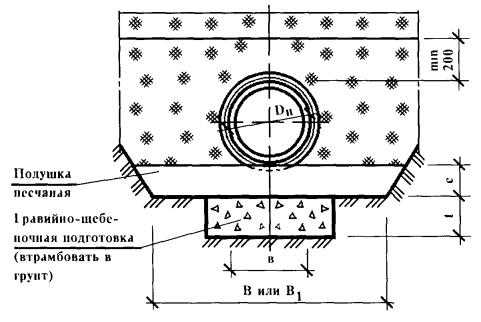
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размер траншеи, мм |
Размеры основания, мм |
|||
|
с откосами В |
с креплениями B1 |
подушки с |
гравийно-щебеночной подготовки |
|||
|
в |
t |
|||||
|
100 |
118 |
620 |
720 |
150 |
220 |
150 |
|
150 |
161 |
660 |
760 |
260 |
||
|
200 |
211 |
710 |
810 |
310 |
||
|
300 |
307 |
810 |
910 |
410 |
||
|
400 |
402 |
900 |
1000 |
500 |
||
Укладка асбестоцементных труб на железобетонное спрофилированное основание с углом охвата 90 и 120° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
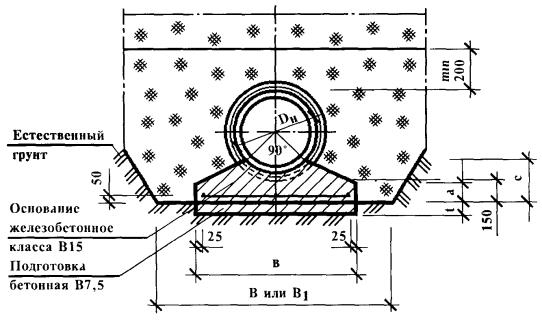
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размер траншеи, мм |
Размеры основания, мм |
||||
|
с откосами В |
с креплениями В1 |
а |
с |
в |
t |
||
|
|
основание с охватом 90° |
||||||
|
300 |
307 |
810 |
910 |
110 |
180 |
500 |
70 |
|
400 |
402 |
900 |
1000 |
120 |
200 |
600 |
70 |
|
|
основание с охватом 120° |
||||||
|
100 |
118 |
620 |
720 |
100 |
150 |
300 |
70 |
|
150 |
161 |
660 |
760 |
110 |
170 |
350 |
|
|
200 |
211 |
710 |
810 |
120 |
180 |
400 |
|
|
300 |
307 |
810 |
910 |
140 |
210 |
500 |
|
|
400 |
402 |
900 |
1000 |
170 |
240 |
600 |
|
Основания, фундаменты и обратная засыпка трубопроводов из керамических труб по серии 3.008.9-6/86
Укладка керамических труб на грунтовое плоское основание с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
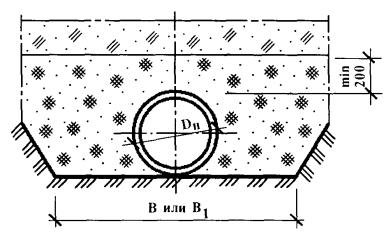
Укладка керамических труб на грунтовое плоское основание с подготовкой из песчаного грунта с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
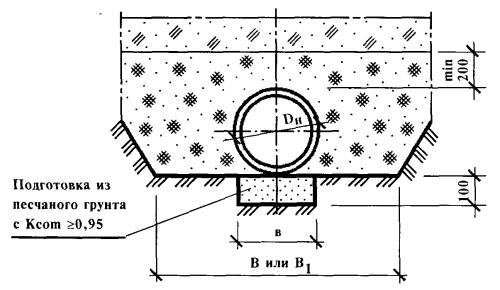
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы Dн, мм |
Размер траншеи, мм |
Размеры подготовки в, мм |
|
|
с откосами В |
с креплениями B1 |
|||
|
грунтовое плоское основание |
||||
|
150 |
188 |
700 |
1000 |
|
|
200 |
240 |
750 |
1050 |
|
|
250 |
294 |
800 |
1100 |
|
|
300 |
350 |
850 |
1150 |
|
|
350 |
406 |
910 |
1210 |
|
|
400 |
460 |
960 |
1260 |
|
|
грунтовое плоское основание с подготовкой из песчаного грунта |
||||
|
150 |
188 |
700 |
1000 |
220 |
|
200 |
240 |
750 |
1050 |
250 |
|
250 |
294 |
800 |
1100 |
300 |
|
300 |
350 |
850 |
1150 |
350 |
|
350 |
406 |
910 |
1210 |
400 |
|
400 |
460 |
960 |
1260 |
450 |
|
грунтовое спрофилированное основание |
||||
|
150 |
188 |
700 |
1000 |
|
|
200 |
240 |
750 |
1050 |
|
|
250 |
294 |
800 |
1100 |
|
|
300 |
350 |
850 |
1150 |
|
|
350 |
406 |
910 |
1210 |
|
|
400 |
460 |
960 |
1260 |
|
|
450 |
518 |
1020 |
1720 |
|
|
500 |
572 |
1080 |
1780 |
|
|
550 |
628 |
1130 |
1830 |
|
|
600 |
682 |
1200 |
1900 |
|
|
грунтовое спрофилированное основание с подготовкой из песчаного грунта |
||||
|
150 |
188 |
700 |
1000 |
160 |
|
200 |
240 |
750 |
1050 |
180 |
|
250 |
294 |
800 |
1100 |
200 |
|
300 |
350 |
850 |
1150 |
230 |
|
350 |
406 |
910 |
1210 |
250 |
|
400 |
460 |
960 |
1260 |
270 |
|
450 |
518 |
1020 |
1720 |
300 |
|
500 |
572 |
1080 |
1780 |
320 |
|
550 |
628 |
1130 |
1830 |
340 |
|
600 |
682 |
1200 |
1900 |
360 |
Укладка керамических труб на грунтовое спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
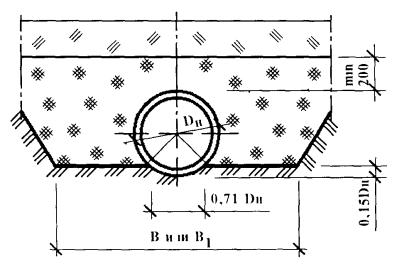
Укладка керамических труб на грунтовое спрофилированное основание с углом охвата 90° с подготовкой из песчаного грунта и с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
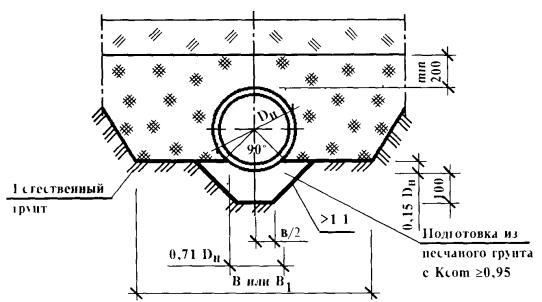
Укладка керамических труб на песчаную подушку, гравийно-щебеночную подготовку с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
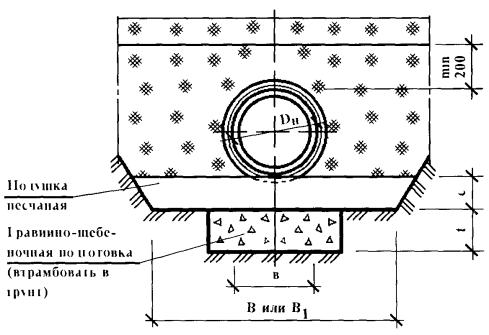
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размер траншеи, мм |
Размеры основания, мм |
|||
|
с откосами В |
с креплениями В1 |
подушки с |
гравийно-щебеночной подготовки |
|||
|
в |
t |
|||||
|
150 |
188 |
700 |
1000 |
150 |
290 |
150 |
|
200 |
240 |
750 |
1050 |
340 |
||
|
250 |
294 |
800 |
1100 |
390 |
||
|
300 |
350 |
850 |
1150 |
450 |
||
|
350 |
406 |
910 |
1210 |
510 |
||
|
400 |
460 |
960 |
1260 |
560 |
||
Укладка керамических труб на бетонное спрофилированное основание с углом охвата 90° и 120° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
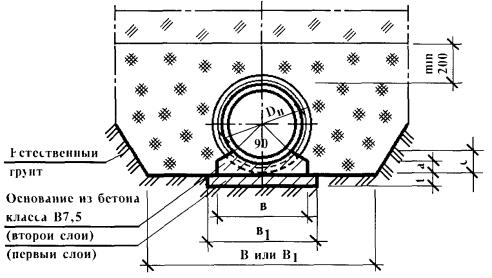
Укладка керамических труб на железобетонное спрофилированное основание с углом охвата 90 и 120° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
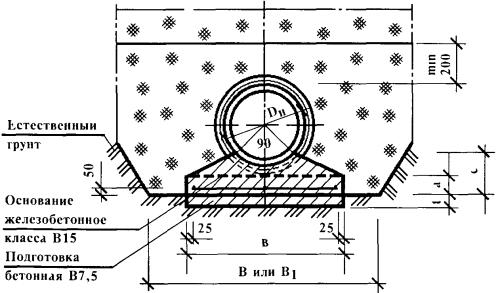
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размер траншеи, мм |
Размеры основания, мм |
|||||
|
с откосами В |
с креплениями В1 |
а |
с |
в |
в1 |
t |
||
|
бетонное основание с охватом 90° |
||||||||
|
300 |
350 |
850 |
1150 |
50 |
100 |
420 |
520 |
70 |
|
350 |
406 |
910 |
1210 |
50 |
115 |
450 |
550 |
70 |
|
400 |
460 |
960 |
1260 |
60 |
120 |
500 |
600 |
70 |
|
450 |
518 |
1020 |
1720 |
70 |
135 |
510 |
610 |
70 |
|
500 |
572 |
1080 |
1780 |
80 |
145 |
570 |
670 |
100 |
|
550 |
628 |
1130 |
1830 |
80 |
155 |
630 |
730 |
100 |
|
600 |
682 |
1200 |
1900 |
90 |
165 |
700 |
800 |
100 |
|
бетонное основание с охватом 120° |
||||||||
|
150 |
188 |
700 |
1000 |
150 |
200 |
350 |
450 |
70 |
|
200 |
240 |
750 |
1050 |
160 |
210 |
380 |
480 |
70 |
|
250 |
294 |
800 |
1100 |
175 |
225 |
420 |
520 |
70 |
|
300 |
350 |
850 |
1150 |
190 |
240 |
480 |
580 |
70 |
|
350 |
406 |
910 |
1210 |
200 |
255 |
520 |
620 |
70 |
|
400 |
460 |
960 |
1260 |
210 |
265 |
570 |
670 |
70 |
|
450 |
518 |
1020 |
1720 |
220 |
280 |
600 |
610 |
70 |
|
500 |
572 |
1080 |
1780 |
230 |
295 |
640 |
740 |
100 |
|
550 |
628 |
ИЗО |
1830 |
240 |
315 |
750 |
850 |
100 |
|
600 |
682 |
1200 |
1900 |
265 |
340 |
800 |
900 |
100 |
|
железобетонное основание с охватом 90° |
||||||||
|
300 |
350 |
850 |
1150 |
150 |
200 |
520 |
|
70 |
|
350 |
406 |
910 |
1210 |
150 |
215 |
550 |
70 |
|
|
400 |
460 |
960 |
1260 |
160 |
220 |
600 |
70 |
|
|
450 |
518 |
1020 |
1720 |
170 |
235 |
620 |
70 |
|
|
500 |
572 |
1080 |
1780 |
180 |
245 |
670 |
70 |
|
|
550 |
628 |
ИЗО |
1830 |
180 |
255 |
730 |
70 |
|
|
600 |
682 |
1200 |
1900 |
190 |
265 |
790 |
70 |
|
|
железобетонное основание с охватом 120° |
||||||||
|
150 |
188 |
700 |
1000 |
150 |
185 |
450 |
|
70 |
|
200 |
240 |
750 |
1050 |
150 |
200 |
480 |
70 |
|
|
250 |
294 |
800 |
1100 |
150 |
215 |
500 |
70 |
|
|
300 |
350 |
850 |
1150 |
165 |
235 |
560 |
70 |
|
|
350 |
406 |
910 |
1210 |
180 |
255 |
610 |
70 |
|
|
400 |
460 |
960 |
1260 |
195 |
270 |
650 |
70 |
|
|
450 |
518 |
1020 |
1720 |
215 |
290 |
700 |
70 |
|
|
500 |
572 |
1080 |
1780 |
230 |
305 |
760 |
70 |
|
|
550 |
628 |
1130 |
1830 |
245 |
320 |
800 |
70 |
|
Основания, фундаменты и обратная засыпка трубопроводов из чугунных труб по серии 3.008.9-6/86
Укладка чугунных труб на грунтовое плоское основание с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
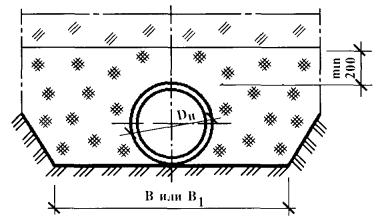
Укладка чугунных труб на грунтовое плоское основание с подготовкой из песчаного грунта с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
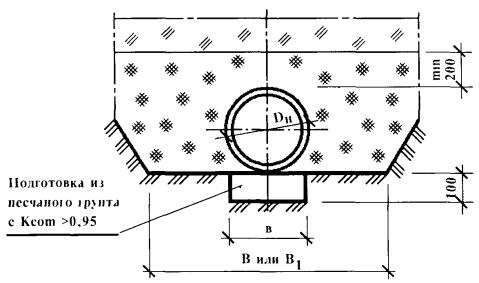
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы Dн, мм |
Размер траншеи, мм |
Размеры подготовки в, мм |
|
|
с откосами В |
с креплениями B1 |
|||
|
грунтовое плоское основание |
||||
|
100 |
118 |
620 |
720 |
|
|
125 |
144 |
650 |
750 |
|
|
150 |
170 |
670 |
770 |
|
|
200 |
222 |
720 |
820 |
|
|
250 |
274 |
780 |
880 |
|
|
300 |
326 |
830 |
930 |
|
|
350 |
378 |
880 |
980 |
|
|
400 |
429 |
930 |
1030 |
|
|
500 |
532 |
1030 |
1530 |
|
|
600 |
635 |
1140 |
1640 |
|
|
грунтовое плоское основание с подготовкой из песчаного грунта |
||||
|
100 |
118 |
620 |
720 |
220 |
|
125 |
144 |
650 |
750 |
|
|
150 |
170 |
670 |
770 |
|
|
200 |
222 |
720 |
820 |
|
|
250 |
274 |
780 |
880 |
280 |
|
300 |
326 |
830 |
930 |
330 |
|
350 |
378 |
880 |
980 |
380 |
|
400 |
429 |
930 |
1030 |
430 |
|
500 |
532 |
1030 |
1530 |
530 |
|
600 |
635 |
1140 |
1640 |
640 |
|
грунтовое спрофилированное основание |
||||
|
500 |
532 |
1030 |
1530 |
|
|
600 |
635 |
1140 |
1640 |
|
|
700 |
738 |
1240 |
1740 |
|
|
800 |
842 |
1340 |
1840 |
|
|
900 |
945 |
1450 |
1950 |
|
|
1000 |
1048 |
1550 |
2050 |
|
|
грунтовое спрофилированное основание с подготовкой из песчаного грунта |
||||
|
500 |
532 |
1030 |
1530 |
300 |
|
600 |
635 |
1140 |
1640 |
350 |
|
700 |
738 |
1240 |
1740 |
390 |
|
800 |
842 |
1340 |
1840 |
430 |
|
900 |
945 |
1450 |
1950 |
470 |
|
1000 |
1048 |
1550 |
2050 |
510 |
Укладка чугунных труб на грунтовое спрофилированное основание с углом охвата 90° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
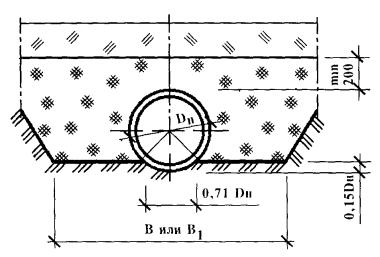
Укладка чугунных труб на грунтовое спрофилированное основание с углом охвата 90° с подготовкой из песчаного грунта и с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
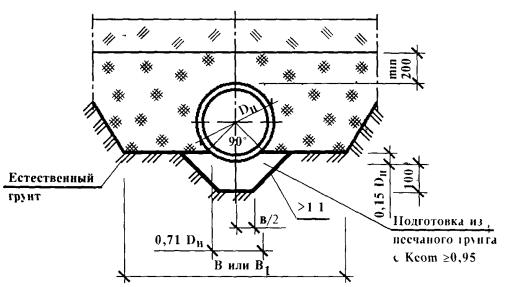
Укладка чугунных труб на песчаную подушку, гравийно-щебеночную подготовку с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
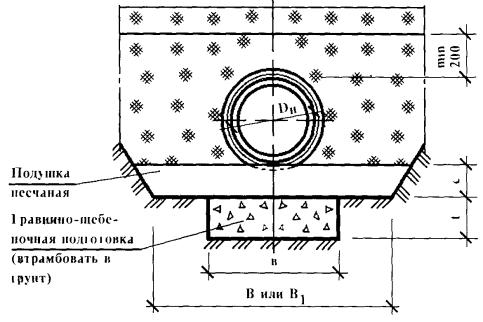
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы Dн, мм |
Размер траншеи, мм |
Размеры основания, мм |
|||
|
с откосами В |
с креплениями В1 |
подушки с |
гравийно-щебеночной подготовки |
|||
|
в |
t |
|||||
|
100 |
118 |
620 |
720 |
150 |
220 |
150 |
|
125 |
144 |
650 |
750 |
240 |
||
|
150 |
170 |
670 |
770 |
270 |
||
|
200 |
222 |
720 |
820 |
320 |
||
|
250 |
274 |
780 |
880 |
370 |
||
|
300 |
326 |
830 |
930 |
430 |
||
|
350 |
378 |
880 |
980 |
480 |
||
|
400 |
429 |
930 |
1030 |
530 |
||
|
500 |
532 |
1030 |
1530 |
630 |
||
|
600 |
615 |
1140 |
1640 |
740 |
||
Укладка чугунных труб на бетонное спрофилированное основание с углом охвата 90 и 120° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
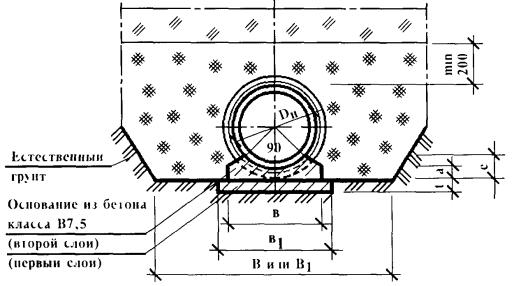
Укладка чугунных труб на бетонное спрофилированное основание с углом охвата 120° с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
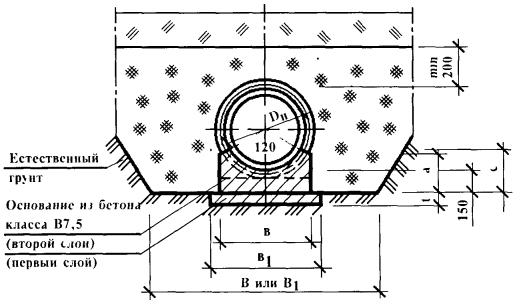
Размеры траншей и бетонного основания
|
Диаметр условного прохода трубы Dу, мм |
Наружный диаметр трубы, Dн, мм |
Размер траншеи, мм |
Размеры основания, мм |
|||||
|
с откосами В |
с креплениями В1 |
а |
с |
в |
в1 |
t |
||
|
бетонное спрофилированное основание с охватом 90° |
||||||||
|
300 |
326 |
830 |
930 |
60 |
95 |
450 |
550 |
70 |
|
350 |
378 |
880 |
980 |
70 |
105 |
500 |
600 |
70 |
|
400 |
429 |
930 |
1030 |
80 |
115 |
550 |
650 |
70 |
|
500 |
532 |
1030 |
1530 |
100 |
135 |
650 |
750 |
80 |
|
600 |
635 |
1140 |
1640 |
110 |
150 |
700 |
800 |
80 |
|
700 |
738 |
1240 |
1740 |
130 |
170 |
750 |
850 |
80 |
|
800 |
842 |
1340 |
1840 |
140 |
190 |
850 |
950 |
90 |
|
900 |
945 |
1450 |
1950 |
160 |
210 |
950 |
1050 |
90 |
|
1000 |
1048 |
1550 |
2050 |
180 |
230 |
1050 |
1150 |
100 |
|
бетонное спрофилированное основание с охватом 120° |
||||||||
|
150 |
170 |
670 |
770 |
160 |
195 |
320 |
420 |
70 |
|
200 |
222 |
720 |
820 |
160 |
205 |
350 |
450 |
70 |
|
250 |
274 |
780 |
880 |
170 |
220 |
400 |
500 |
70 |
|
300 |
326 |
830 |
930 |
185 |
235 |
450 |
550 |
70 |
|
350 |
378 |
880 |
980 |
195 |
245 |
500 |
600 |
70 |
|
400 |
429 |
930 |
1030 |
210 |
260 |
550 |
650 |
70 |
|
500 |
532 |
1030 |
1530 |
235 |
285 |
650 |
750 |
80 |
|
600 |
635 |
1140 |
1640 |
260 |
310 |
750 |
850 |
80 |
|
700 |
738 |
1240 |
1740 |
285 |
335 |
850 |
950 |
80 |
|
800 |
842 |
1340 |
1840 |
310 |
360 |
900 |
1000 |
90 |
|
900 |
945 |
1450 |
1950 |
335 |
385 |
1000 |
1100 |
90 |
|
1000 |
1048 |
1550 |
2050 |
355 |
415 |
1110 |
1200 |
100 |
Основания, фундаменты и обратная засыпка трубопроводов из пластмассовых труб по серии 3.008.9-6/86
Укладка пластмассовых труб на песчаную подушку, гравийно-щебеночную подготовку с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
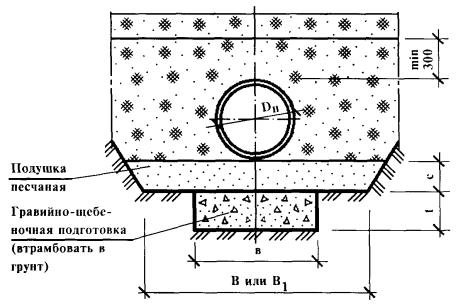
Размеры траншей и гравийно-щебеночной подготовки
|
Средний наружный диаметр трубы, Dн, мм |
Размер траншеи, мм |
Размеры основания, мм |
|||
|
с откосами В |
с креплениями B1 |
подушки с |
гравийно-щебеночной подготовки |
||
|
в |
t |
||||
|
110 |
610 |
700 |
150 |
210 |
150 |
|
160 |
660 |
700 |
260 |
||
|
200 |
700 |
700 |
300 |
||
|
225 |
730 |
730 |
330 |
||
|
280 |
780 |
780 |
380 |
||
|
315 |
820 |
820 |
420 |
||
|
335 |
860 |
860 |
460 |
||
|
400 |
900 |
900 |
500 |
||
|
450 |
950 |
950 |
550 |
||
|
500 |
1000 |
1300 |
600 |
||
|
560 |
1060 |
1360 |
660 |
||
|
630 |
1130 |
1430 |
730 |
||
|
710 |
1210 |
1510 |
810 |
||
|
800 |
1300 |
1600 |
900 |
||
|
900 |
1400 |
1700 |
1000 |
||
|
1000 |
1500 |
1800 |
1100 |
||
|
1200 |
1700 |
2000 |
1300 |
||
Укладка пластмассовых труб на грунтовое плоское основание с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
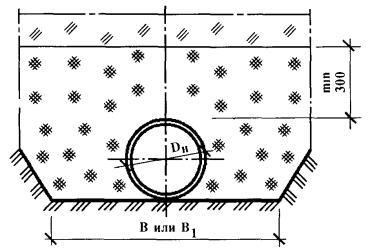
Укладка пластмассовых труб на грунтовое плоское основание с подготовкой из песчаного грунта и с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
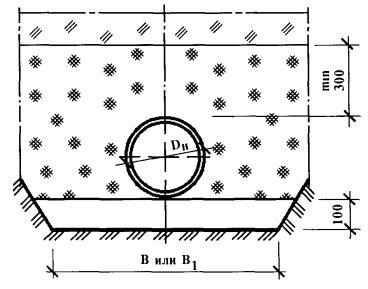
Размеры траншеи
|
Средний наружный диаметр трубы, Dн, мм |
Размер траншеи, мм |
|
|
с откосами, В |
с креплениями, В1 |
|
|
110 |
610 |
700 |
|
160 |
660 |
700 |
|
200 |
700 |
700 |
|
225 |
730 |
730 |
|
280 |
780 |
780 |
|
315 |
820 |
820 |
|
335 |
860 |
860 |
|
400 |
900 |
900 |
|
450 |
950 |
950 |
|
500 |
1000 |
1300 |
|
560 |
1060 |
1360 |
|
630 |
1130 |
1430 |
|
710 |
1210 |
1510 |
|
800 |
1300 |
1600 |
|
900 |
1400 |
1700 |
|
1000 |
1500 |
1800 |
|
1200 |
1700 |
2000 |

Укладка пластмассовых труб на железобетонное основание с засыпкой местным грунтом с нормальной или повышенной степенью уплотнения
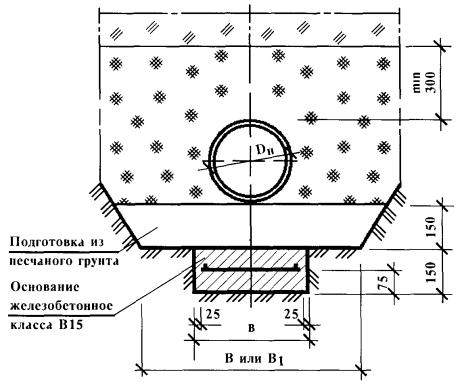
Размеры траншеи и основания
|
Средний наружный диаметр трубы d, мм |
Размер траншеи, мм |
Размеры основания в |
|
|
с откосами, В |
с креплениями, В1 |
||
|
110 |
610 |
700 |
200 |
|
160 |
660 |
700 |
250 |
|
200 |
700 |
700 |
300 |
|
225 |
730 |
730 |
300 |
|
280 |
780 |
780 |
350 |
|
315 |
820 |
820 |
400 |
Приведенные в серии 3.008.9-6/86 материалы предусматривают применение в подземных безнапорных трубопроводах в несейсмических районах с обычными инженерно-геологическими условиями следующих труб:
- труб асбестоцементных для безнапорных трубопроводов по ГОСТ 1839-80*;
- труб керамических канализационных по ГОСТ 286-82;
- труб пластмассовых по ТУ 6-19-307-86 и ТУ 6-19-231-871 (из непластифицированного поливинилхлорида) и по ГОСТ 18599-83* (из полиэтилена);
- чугунных труб по ГОСТ 9583-75* и ТУ 14-3-1247-83* (все трубы напорные).
Асбестоцементные трубы рекомендуется применять для устройства подземных трубопроводов в условиях, исключающих возможность динамического воздействия на трубы внешних нагрузок.
Керамические трубы диаметром до 300 мм используются в основном для прокладки внутриквартальных канализационных сетей, а трубы диаметром 300 ÷ 600 мм - для устройства сетей бытовой и дождевой канализации, прокладываемых в агрессивных по отношению к бетону средах, а также для трубопроводов, транспортирующих агрессивные жидкости.
Пластмассовые трубы применяются для трубопроводов, транспортирующих жидкости с температурой до 20 °С неагрессивные к материалу труб. Трубы из поливинилхлорида применяются преимущественно для строительства внутриквартальных канализационных сетей.
При диаметре трубопровода 400 мм и более применение пластмассовых труб рекомендуется в случае агрессивного воздействия транспортируемой жидкости или грунтовой среды на железобетонные трубы.
Для трубопроводов, по которым возможно транспортирование абразивных сред (песка, шлака, крупных твердых включений и т.п.) использование пластмассовых труб не рекомендуется.
Чугунные трубы малого диаметра (до 400 мм) могут быть использованы для прокладки внутриквартальных сетей бытовой канализации.
Применение чугунных напорных труб диаметром 400 мм и более для строительства безнапорных трубопроводов допускается в исключительных случаях, когда применение труб из других материалов невозможно. К таким случаям могут быть отнесены:
- прокладка безнапорных трубопроводов с большим уклоном, когда в них возникают скорости, превышающие допустимые по условиям абразивного истирания для бетонных и железобетонных труб;
- пересечения и параллельная прокладка безнапорных трубопроводов с различными ответственными сооружениями (метрополитеном, транспортными тоннелями и т.п.), когда предъявляются особо высокие требования к герметичности трубопроводов.
Технические требования к напорным чугунным трубам приведены в СОКК «Прокладка напорных чугунных трубопроводов».
Безнапорные асбестоцементные трубы промышленность выпускает и поставляет с муфтами. Герметичность стыковых соединений труб достигается путем зачеканки в кольцевой зазор смоляной или битуминизированной пеньковой пряди с последующей заделкой его асбестоцементной смесью или цементным раствором М100.
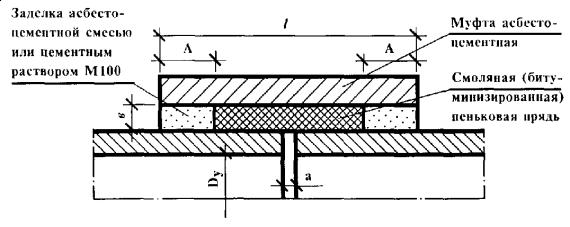
|
Диаметр условного прохода трубы Dу, мм |
Размеры, мм |
|||
|
а |
в |
l |
А |
|
|
100 |
5 |
11,0 |
150 |
45 |
|
150 |
13,5 |
|||
|
200 |
11,5 |
|||
|
300 |
13,5 |
|||
|
400 |
8 - 10 |
19,5 |
||
Керамические трубы имеют раструбные стыковые соединения. Заделка стыков керамических труб осуществляется путем зачеканки смоляной или битуминизированной пеньковой пряди с последующим устройством замка из цементного раствора М100, а также полисульфидными (тиоколовыми) герметиками или асфальтовой (битумной) мастикой. Применение асфальтовой мастики допускается при температуре транспортируемой жидкости не более плюс 40 °С и при отсутствии в ней растворителей битума.
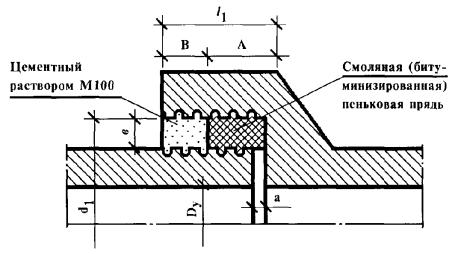
|
Диаметр условного прохода трубы Dу, мм |
Размеры, мм |
|||||
|
d1 |
l1 |
а |
в |
А |
В |
|
|
150 |
224 |
60 |
5 - 7 |
18 |
30 |
30 |
|
200 |
282 |
21 |
||||
|
250 |
340 |
23 |
||||
|
300 |
398 |
24 |
||||
|
350 |
456 |
70 |
8 - 10 |
25 |
35 |
35 |
|
400 |
510 |
|||||
|
450 |
568 |
|||||
|
500 |
622 |
|||||
|
550 |
678 |
|||||
|
600 |
734 |
26 |
||||
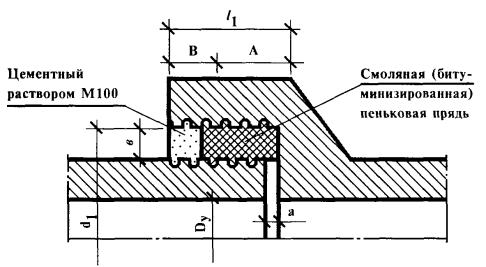
|
Диаметр условного прохода трубы Dу, мм |
Размеры, мм |
|||||
|
d1 |
l1 |
а |
в |
А |
В |
|
|
150 |
224 |
60 |
5 - 7 |
18 |
30 |
30 |
|
200 |
282 |
21 |
||||
|
250 |
340 |
23 |
||||
|
300 |
398 |
24 |
||||
|
350 |
456 |
70 |
8 - 10 |
25 |
35 |
35 |
|
400 |
510 |
|||||
|
450 |
568 |
|||||
|
500 |
622 |
|||||
|
550 |
678 |
|||||
|
600 |
734 |
26 |
||||
Стыковые соединения самотечных трубопроводов по серии 3.008.9-6/86
Соединение пластмассовых труб осуществляется в зависимости от материала труб и формы их концов.
Соединение труб из полиэтилена производится при помощи сварки контактным нагревом.
Сварку труб следует производить на сварочных установках, обеспечивающих механизацию основных процессов сварки и контроль технологического режима.
Соединение раструбных труб из поливинилхлорида осуществляется с применением резиновых уплотнительных колец, поставляемой по нормативно-технической документации, утвержденной в установленном порядке.
Гладкие концы труб из поливинилхлорида соединяются при помощи муфт, поставляемых МИИП НПО «Пластик» по ТУ 6-19-308-86.
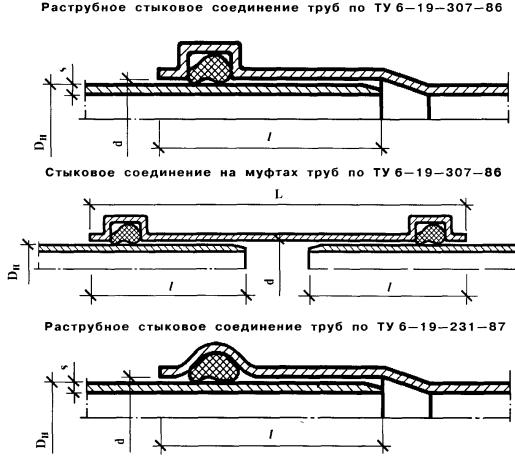
|
Средний наружный диаметр, Dн, мм |
Размеры, мм, соединений труб по ТУ 6-19-307-86 |
||
|
d |
S |
l |
|
|
110 |
110,4 |
3,2 |
45 |
|
160 норм. |
160,5 |
3,6 |
66 |
|
160 усилен. |
160,5 |
4,7 |
66 |
|
200 норм. |
200,6 |
4,5 |
81 |
|
200 усилен. |
200,6 |
5,9 |
81 |
Устройство сборных железобетонных водопроводных и канализационных колодцев на наружных сетях водоснабжения и канализации
Технические требования
ГОСТ 8020-90 Конструкции бетонные и железобетонные для колодцев канализационных, водопроводных и газопроводных систем, технические условия.
Государственные стандарты и технические условия на конструкции для колодцев и другие материалы, предусмотренные проектом.
СНиП 3.03.01-87 Несущие и ограждающие конструкции.
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 3.02.01-87 Земляные сооружения, основания и фундаменты.
СНиП 2.04.03-85 Канализация. Наружные сети и сооружения.
Входной контроль качества конструкций должен осуществляться в соответствии с требованиями ГОСТ 8020-90, ГОСТ 13015.0-83* и технологической документации, утвержденной в установленном порядке.
Поставленные на строительную площадку конструкции не должны иметь: жировых и ржавых пятен на наружных поверхностях конструкций; трещин в бетоне конструкций, за исключением усадочных и других местных поверхностных технологических трещин, шириной не более 0,1 мм; наплывов бетона на открытых поверхностях стальных закладных изделий, монтажных петлях, кромках отверстий, ниш и вырезов; обнаженной рабочей и конструктивной арматуры.
Значения фактических отклонений геометрических параметров, мм, не должны превышать предельных, указанных ниже.
|
Наименование отклонения геометрического параметра |
Пред. откл. |
|
Отклонение: высоты (толщины) конструкций: до 180 мм |
±5 |
|
до 300 мм |
±8 |
|
до 1000 мм |
±10 |
|
св. 1000 до 1600 мм |
±12 |
|
св. 1600 до 2500 мм |
±15 |
|
св. 2500 мм |
±20 |
|
внутреннего диаметра рабочих камер, стеновых и опорных колец, наружного диаметра плит перекрытий и днища, диаметра лазов и отверстий: до 1000 мм |
±6 |
|
св. 1000 до 1600 мм |
±8 |
|
св. 1600 до 2500 мм |
±10 |
|
св. 2500 мм |
±12 |
|
длины и ширины опорных и дорожных плит |
±10 |
|
положения отверстий и вырезов |
10 |
|
Отклонение от плоскостности нижней поверхности плит перекрытий при наружном диаметре плит перекрытия: |
|
|
до 1000 мм |
4 |
|
св. 1000 до 2500 мм |
6 |
|
св. 2500 мм |
8 |
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие проекта, ППР, технологических карт, схем операционного контроля качества; - завершение и надлежащее оформление предшествующих работ по разбивке трассы траншеи, опорных осевых линий колодцев с выносом осей в натуру, по разметке и закреплению контура траншей и границ котлованов для устройства колодцев и т.п.; - завершение и надлежащее оформление предшествующих работ по разработке котлована и планировке дна; |
Проект, ППР, схемы операционного контроля качества Исполнительные схемы Акт приемки основания, акты освидетельствования скрытых работ |
|
- наличие паспортов и полноту содержащихся в них данных на поступившие на строительную площадку конструкции колодцев, соответствие их требованиям проекта; |
Паспорта |
|
|
- внешним осмотром сохранность и отсутствие недопустимых дефектов внешнего вида на поступивших конструкциях; очистку поверхностей от мусора, грязи, снега и наледи, наплывов бетона. |
Общий журнал работ |
|
|
Устройство сборных железобетонных колодцев |
Контролировать: - соблюдение заданной ППР (технологической картой) технологии монтажа сборных железобетонных колодцев (устройство подготовки и основания, гидроизоляцию днища, монтаж плиты днища, бетонирование лотковой части, укладка труб и зачеканка их, монтаж колодца и устройство при необходимости гидроизоляции, обратная засыпка пазух котлована, планировка площадки вокруг люка с устройством отмостки); |
Общий и специальный журналы работ |
|
- установку сборных конструкций колодца в проектное положение (отклонение от совмещения ориентиров днища и других сборных конструкций колодца с рисками разбивочных осей или другими установочными ориентирами); - вид и плотность грунта обратных засыпок. |
Исполнительные чертежи |
|
|
Приёмка |
Проверить: - соответствие фактического положения сборных конструкций колодцев требованиям проекта и нормативных документов; - соответствие качества работ по герметизации узлов прохода труб через стенки колодцев, по обратной засыпке колодцев требованиям проекта и нормативных документов; - составление и надлежащее оформление приемо-сдаточной документации. |
Исполнительные чертежи Акты освидетельствования скрытых работ Акты приемки |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: мастер (прораб), лаборант (инженер), геодезист - в процессе выполнения работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), представители технадзора заказчика КИП: линейка и рулетка измерительные металлические, отвес, нивелир, теодолит и другие геодезические и лабораторные приборы и инструмент. |
||
Категория бетонных поверхностей, образующих стык конструкций - А7, остальных - А6. Размеры раковин, местных наплывов и впадин, околов бетона не должны превышать: диаметр или наибольший размер раковины - 15 мм (А6), 20 мм (А7), высота наплыва (глубина впадины) - 5 мм (А6); глубина околов - 10 мм (А6), 20 мм (А7); суммарная длина околов на 1 м ребра -100 мм (А6).
На строительной площадке необходимо проверить:
- наличие паспорта на партию изделий, в котором должны быть указаны: номер и дата выдачи паспорта, номер партии, марка изделий, их число, дата изготовления, класс или марка бетона по прочности, отпускная прочность, марка бетона по морозостойкости и водонепроницаемости, обозначение стандарта;
- наличие маркировки на наружных боковых поверхностях конструкций и штампа ОТК.
Конструкции должны храниться в рабочем положении: рабочие камеры - в один ряд, стеновые кольца - в два ряда, опорные кольца и плиты - не более чем в 6 рядов по высоте.
|
F |
Предельные отклонения от проектных отметок дна выемок в местах устройства колодцев при окончательной разработке или после доработки недоборов и восполнения переборов не должны превышать при не менее 10 измерениях по углам и центру котлована ±5 см |
|
F |
Предельное отклонение от проектного уклона дна траншеи под безнапорные трубопроводы в месте расположения колодца не должно превышать ±0,0005 |
|
F |
Предельные отклонения от совмещения установочных ориентиров плиты днища с рисками разбивочных осей не должны превышать 12 мм |
|
F |
Предельные отклонения от проектных отметок опорной поверхности плиты днища не должны превышать ±5 мм |
|
F |
Предельные отклонения от проектных отметок лотков безнапорных трубопроводов не должны превышать ±5 мм |
|
F |
Предельные отклонения от совмещения ориентиров в нижнем сечении установленных конструкций сб. ж. б. колодцев с установочными ориентирами нижележащих конструкций не должны превышать 8 мм |
|
F |
Предельные отклонения от вертикали верха установленных конструкций не должны превышать 10 мм |
Установку люков необходимо предусматривать: в одном уровне с поверхностью проезжей части дорог при усовершенствованном покрытии; на 50 - 70 мм выше поверхности земли в зеленой зоне и на 200 мм выше поверхности земли на незастроенной территории. При наличии грунтовых вод с расчетным уровнем выше дна колодца необходимо предусматривать гидроизоляцию дна и стен колодца на 0,5 м выше уровня грунтовых вод.
Все сборные элементы колодцев при монтаже устанавливаются на цементно-песчаном растворе марки 100 толщиной 10 мм.
После установки труб отверстия в стенах колодцев заделываются бетоном марки 100 ÷ 150.
Люки колодцев на застроенных территориях должны иметь отмостку шириной 1 м с уклоном от крышки люка.
Обратную засыпку грунта в пазухи необходимо производить, как правило, механизированным способом после прокладки коммуникаций, проведения гидравлического испытания, устранения выявленных дефектов, выполнения гидроизоляции.
Дополнительные мероприятия по устройству колодцев в сейсмических районах:
- в швы между сборными кольцами закладываются стальные соединительные элементы;
- на сопряжении нижнего кольца и днища устраивается обойма из монолитного бетона класса В12,5;
- заделка труб во всех случаях принята упругая - с заполнением зазора упругой прокладкой (просмоленная прядь и др.); зазор между гранью отверстия и трубой принимается не менее 200 мм.
Дополнительные мероприятия по устройству колодцев в мокрых грунтах:
- в мокрых грунтах при расчетном уровне грунтовых вод выше дна колодца должна быть предусмотрена гидроизоляция дна и стен колодца на 0,5 м выше этого уровня - для песчаных грунтов; для глинистых грунтов отметка верха гидроизоляции назначается с учетом капиллярного поднятия грунтовых вод;
- гидроизоляция днища: асфальтовая штукатурная из горячего асфальтового раствора толщиной 10 мм по огрунтовке разжиженным битумом;
- наружная гидроизоляция стен, лотков и плит перекрытия: окрасочная из горячего битума, наносимого в несколько слоев (не менее двух) общей толщиной 4 - 5 мм по грунтовке из битума, растворенного в бензине;
- на стыках колец при этом следует предусматривать наклейку полос гнилостойкой ткани шириной 20 ÷ 30 см;
- пазухи колодцев засыпаются местным грунтом оптимальной влажности и уплотняются до проектной плотности.
Дополнительные мероприятия по устройству колодцев в грунтовых условиях II типа по просадочности: грунты основания под колодцы должны уплотняться трамбованием на глубину 1 м, уплотнение следует производить при оптимальной влажности грунта до проектной плотности (не менее 1,6 ÷ 1,7 т/м3); по уплотненному основанию устраивается бетонная подготовка толщиной 100 мм из бетона марки 50; внутренние поверхности стен и днища колодцев обмазываются горячим битумом в несколько слоев общей толщиной 4 ÷ 5 мм по грунтовке из раствора битума в бензине или покрываются флюатом; отверстия для труб после их монтажа тщательно заделываются с устройством снаружи водоупорного замка из глины.
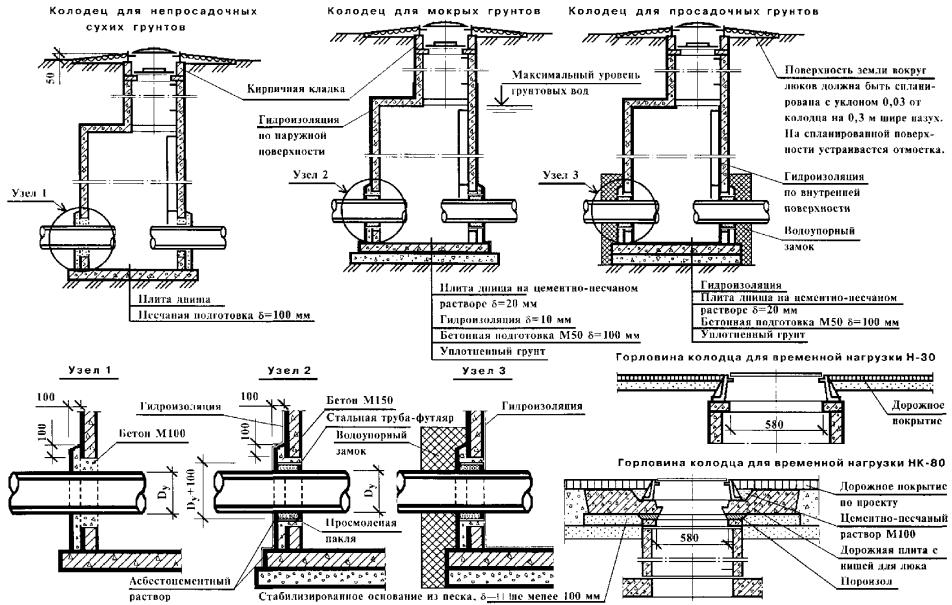
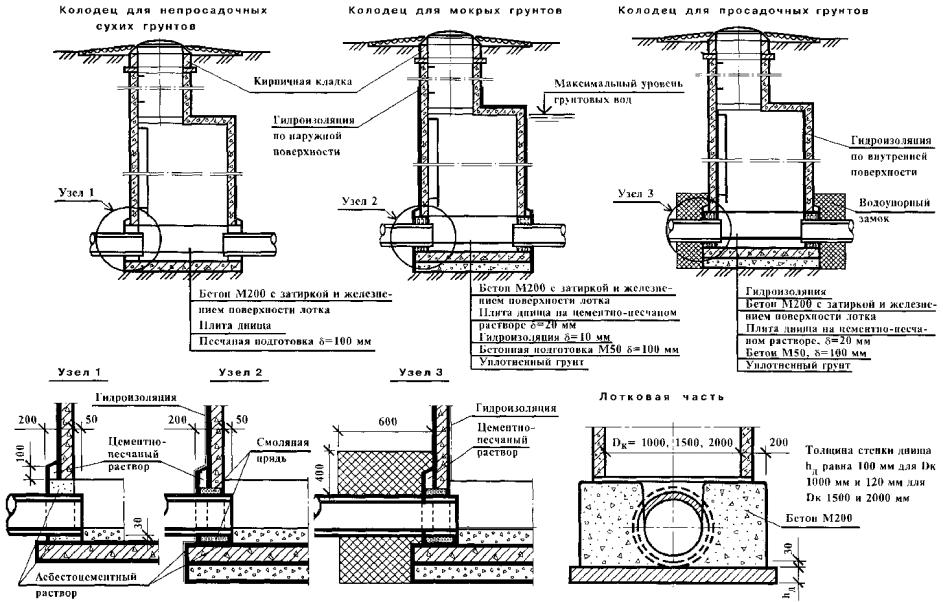
Устройство обратных засыпок траншей и котлованов на наружных сетях
СНиП 3.01.01-85* Организация строительного производства.
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 3.02.01-87 Земляные сооружения, основания и фундаменты.
ПОСОБИЕ по укладке и монтажу чугунных, железобетонных и асбестоцементных трубопроводов водоснабжения и канализации (к СНиП 3.05.04-85).
СП 40-102-2000 Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов.
Земляные работы при строительстве трубопроводов и сооружений водоснабжения и канализации должны выполняться в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 3.02.01-87, ППР, технологических карт и схем операционного контроля качества.
Земляные работы должны выполнять строительные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
Строительство должно вестись по утвержденному проекту и при наличии организации, на которую возложены технический надзор и приемка работ.
Возведение земляных сооружений должно производиться по утвержденному проекту производства работ (ППР).
Запрещается осуществление земляных работ без утвержденного проекта производства работ. Не допускаются отступления от решений проектов производства работ без согласования с организациями, разработавшими и утвердившими их.
До проведения работ по обратной засыпке трубопровода должны быть:
завершены все предусмотренные проектом работы по прокладке трубопровода (разбивочные геодезические работы, земляные работы по разработке котлованов и траншей, по подготовке оснований под трубопроводы, по устройству упоров, монтажу труб и заделке стыковых соединений, устройству колодцев и камер, противокоррозионной защите трубопроводов, герметизации мест прохода трубопроводов через стенки колодцев и камер и др.);
надлежаще оформлены акты освидетельствования скрытых работ по прокладке трубопровода;
завершены работы по предварительному испытанию трубопровода;
устранены выявленные при испытании дефекты и проведено повторное испытание трубопровода;
определены в ППР типы и физико-механические характеристики грунтов, предназначенных для устройства обратных засыпок, специальные требования к ним; определены способы обратной засыпки с уплощением грунта (или без уплотнения), определены требуемая степень уплотнения (плотность сухого грунта или коэффициент уплотнения) и толщины слоев отсыпки; определены механизмы для уплотнения грунта; определены методы и объем операционного контроля параметров, регламентированных проектом и нормативной документацией.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППР, технологических карт и схем операционного контроля качества (СОКК); наличие согласованных изменений проекта (при замене грунтов обратных засыпок); |
ППР, технологические карты и СОКК |
|
- завершение предусмотренных проектом работ по прокладке трубопровода и наличие актов освидетельствования выполненных работ и акта приёмки траншей и котлованов (с исполнительной документацией и разрешением заказчика на обратную засыпку и проведение испытания трубопровода); |
Акты освидетельствования скрытых работ с исполнительной документацией; Акты приёмки |
|
|
- завершение работ по предварительному испытанию трубопровода и устранению выявленных дефектов; наличие акта предварительного испытания трубопровода; - готовность механизмов и приспособлений для обратной засыпки, для подбивки пазух и уплотнения грунта. |
Акт о проведении предварительного испытания |
|
|
Устройство обратных засыпок |
Контролировать: - соблюдение заданной ППР (технологическими картами) технологии устройства обратных засыпок при подбивке пазух, первой и второй стадиях засыпки траншей с уложенным трубопроводом; - физико-механические характеристики грунтов обратных засыпок и специальные требования к ним, степень уплотнения грунтов; - соблюдение заданной технологии подсыпки и уплотнения грунта под действующими коммуникациями. |
Общий и специальный журналы Акты лабораторных испытаний |
|
Приёмка |
Проверить: - соответствие фактических технологических параметров выполненной обратной засыпки трубопровода требованиям проекта и нормативных документов; - надлежащее оформление исполнительной документации (актов освидетельствования скрытых работ по обратным засыпкам, в т.ч. в местах пересечений с действующими коммуникациями, дорогами, тротуарами, в просадочных грунтах). |
Акты лабораторных испытаний Акты освидетельствования скрытых работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер), лаборант (инженер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), представители технадзора заказчика КИП - лабораторные приборы и оборудование, нивелир, щуп. |
||
Способ обратной засыпки траншеи с уплотнением грунта, а также типы применяемых механизмов устанавливаются проектом организации строительства и уточняются проектами производства работ, составленными с учетом требований действующих нормативных документов. При выборе механизмов исходят из необходимой степени уплотнения грунта, заданных объемов и сроков работ с минимальными затратами. При этом для обеспечения качественной засыпки следует использовать местные грунты в период их оптимальной влажности. Переувлажненные грунты уплотнению не поддаются, поэтому перед уплотнением их следует подсушивать до оптимальной влажности. Разрыхленный грунт слоем толщиной 30 - 40 см подсушивается в жаркую погоду за 2 - 3 дня. Чтобы довести до проектной плотности грунт с влажностью менее оптимальной, его уплотняют увеличенным числом проходов (ударов) по одному следу или используя тяжелые грунтоуплотняющие средства.
В целях получения оптимальной влажности грунт в процессе его укладки поливают машинами или с помощью разбрызгивателей. При этом грунт следует отсыпать слоями одинаковой толщины, каждый отсыпанный слой грунта уплотняют одинаковым числом проходов (ударов) по одному следу.
При засыпке трубопроводов следует принимать меры по предотвращению повреждений труб.
В проекте (ППР) должны быть указаны типы и физико-механические характеристики грунтов, предназначенных для устройства обратных засыпок, и специальные требования к ним, требуемая степень уплотнения (плотность сухого грунта или коэффициент уплотнения).
По согласованию с заказчиком и проектной организацией грунты обратных засыпок при необходимости могут быть заменены. Применение грунтов с концентрацией растворимых солей в пороговой влаге свыше 10 % не допускается для засыпки на расстоянии менее 10 м от существующих и проектируемых неизолированных металлических или железобетонных конструкций.
При использовании для засыпок грунтов, содержащих твердые включения, в т.ч. мерзлые комья, в объеме до 20 % от общего объема грунта, последние должны быть равномерно распределены в отсыпаемом грунте и расположены не ближе 0,2 м от труб.
При укладке грунта «насухо» уплотнение следует производить, как правило, при влажности W, которая должна быть в пределах AWo < W < BWo, где Wo - оптимальная влажность, определяемая в приборе стандартного уплотнения по ГОСТ 22733-77 «Грунты. Метод лабораторного определения максимальной плотности». Коэффициенты А и В следует принимать по нижеследующей таблице.
|
Тип грунта |
Величина коэффициентов А и В при коэффициенте уплотнения Кcom |
|||||
|
0,98 |
0,95 |
0,92 |
||||
|
А |
В |
А |
В |
А |
В |
|
|
Пески крупные, средние, мелкие |
не ограничивается |
|||||
|
Пески пылеватые |
0,60 |
1,35 |
0,50 |
1,45 |
0,40 |
1,60 |
|
Супеси |
0,80 |
1,20 |
0,75 |
1,35 |
0,56 |
1,40 |
|
Суглинки |
0,85 |
1,15 |
0,80 |
1,20 |
0,70 |
1,30 |
|
Глины |
0,90 |
1,10 |
0,85 |
1,15 |
0,75 |
1,20 |
Обратную засыпку траншей, на которые не передаются дополнительные нагрузки (кроме собственного веса грунта), можно выполнять без уплотнения грунта, но с отсыпкой по трассе траншеи валика, размеры которого следует определять с учетом последующей естественной осадки грунта. Наличие валика не должно препятствовать использованию территории в соответствии с ее назначением. Величину осадки нескального грунта при отсутствии в проекте необходимых указаний ориентировочно можно принять - 9 %.
Опытное уплотнение грунтов обратных засыпок следует производить при наличии указаний в проекте, а при отсутствии специальных указаний - при объеме поверхностного уплотнения на объекте 10 тыс. м3 и более.
В результате опытного уплотнения должны быть установлены:
- толщина отсыпаемых слоев, число проходов уплотняющих машин по одному следу, продолжительность воздействия вибрационных и других рабочих органов на грунт, число ударов и высота сбрасывания трамбовок и другие технологические параметры, обеспечивающие проектную плотность грунта;
- величины косвенных показателей качества уплотнения, подлежащих операционному контролю («отказа» для уплотнения трамбованием, числа ударов динамического плотномера и др.).
До засыпки траншей трубопровод следует присыпать грунтом на половину его диаметра и тщательно уплотнить и подбить пазухи, оставляя стыки открытыми для осмотра в процессе предварительного испытания трубопровода.
Засыпку траншей с уложенными трубопроводами в непросадочных грунтах, в т.ч. на участках пересечения траншеи с действующими подземными коммуникациями, если проектом предусмотрены устройства, обеспечивающие неизменность положения и сохранность пересекаемых коммуникаций, следует производить в две стадии.
На первой стадии выполняется засыпка нижней зоны немерзлым грунтом, не содержащим твердых включений размером свыше 1/10 диаметра асбестоцементных, пластмассовых, керамических и железобетонных труб на высоту 0,5 м над верхом трубы, а для прочих труб - грунтом без включений размером свыше 1/4 их диаметра на высоту 0,2 м над верхом трубы с подбивкой пазух и равномерным послойным его уплотнением до проектной плотности с обеих сторон трубы. При засыпке не должна повреждаться изоляция труб. Стыки напорных трубопроводов засыпаются после проведения предварительных испытаний коммуникаций на прочность и герметичность в соответствии с требованиями СНиП 3.05.04-85*.
На второй стадии выполняется засыпка верхней зоны траншеи грунтом, не содержащим твердых включений размером свыше диаметра трубы. При этом должна обеспечиваться сохранность трубопровода и плотность грунта, установленная проектом.
Уплотнение пазух на первом этапе засыпки следует производить слоями 0,2 м, но не более 0,3 м от стенки траншеи в сторону трубы. Уплотнение прилегающего к трубе грунта на асбестоцементных трубопроводах рекомендуется производить легкими ручными деревянными трамбовками, а на железобетонных и чугунных трубопроводах - электротрамбовками, вибротрамбовками и другими механизмами. Степень необходимого уплотнения должна быть указана в проекте.
При обратной засыпке пластмассовых трубопроводов над верхом трубопровода следует предусматривать защитный слой толщиной 30 см из мягкого местного грунта, не содержащего твердых включений (щебня, камней, кирпичей и т.д.). При этом применение ручных и механических трамбовок непосредственно над трубопроводом не допускается.
Траншеи, кроме разрабатываемых в просадочных грунтах II типа, на участках пересечения с существующими дорогами, другими территориями, имеющими дорожные покрытия, следует засыпать на всю глубину песчаным, галечниковым грунтом, отсевом щебня или другими аналогичными малосжимаемыми (модуль деформаций 20 МПа и более) местными материалами, не обладающими цементирующими свойствами, с уплотнением. При отсутствии в районе строительства указанных материалов допускается совместным решением заказчика, подрядчика и проектной организации использовать для обратных засыпок супеси и суглинки при условии обеспечения их уплотнения до проектной плотности.
На участке пересечения траншей, кроме разрабатываемых в просадочных грунтах, с действующими подземными коммуникациями (трубопроводами, кабелями и др.), проходящими в пределах глубины траншей и не имеющими по проекту устройств, обеспечивающих неизменяемость их положения и сохранность, должна быть выполнена подсыпка под действующие коммуникации померзлым песком или другим малосжимаемым (модуль деформации 20 МПа и более) грунтом по всему поперечному сечению траншеи на высоту до половины диаметра пересекаемого трубопровода (кабеля) или его защитной оболочки с послойным уплотнением грунта. Вдоль траншеи размер подсыпки по верху должен быть на 0,5 м больше с каждой стороны пересекаемого трубопровода (кабеля) или его защитной оболочки, а откосы подсыпки должны быть не круче 1:1.
Обратную засыпку (за исключением выполняемых в просадочных грунтах II типа) узких пазух, где невозможно обеспечить уплотнение грунта до требуемой плотности имеющимися средствами, следует выполнять только малосжимаемыми (модуль деформаций 20 МПа и более) грунтами (щебнем, гравийно-галечниковыми и песчано-гравийными грунтами, песками крупными и средней крупности) или аналогичными промышленными отходами с проливкой водой, если в проекте не предусмотрено другое решение.
Обратные засыпки траншеи в грунтовых условиях II типа по просадочности, в том числе на пересечениях с действующими коммуникациями, а также под дорогами с покрытиями усовершенствованного типа следует производить глинистыми грунтами с послойным уплотнением сразу после устройства коммуникаций. Использование дренирующих грунтов не допускается.
При обратной засыпке котлованов в набухающих грунтах следует применять ненабухающий грунт по всей ширине пазухи или в пределах прилегающего к конструкции вертикального демпфирующего слоя, поглощающего деформации набухания. Ширина демпфирующего слоя грунта устанавливается проектом.
Набухающий грунт допускается использовать для засыпки траншей с коммуникациями, а в местах наложения на них дорог и территорий с дорожным покрытием - только ненабухающий грунт.
При устройстве обратных засыпок в засушливых районах допускается использовать для увлажнения грунта минерализованную воду при условии, что суммарное количество растворимых солей в грунте после уплотнения не будет превышать допустимых пределов, установленных проектом.
При производстве работ по устройству обратных засыпок состав контролируемых показателей, предельные отклонения, объемы и методы контроля должны соответствовать требованиям, приведенным в нижеследующей таблице.
|
Технические требования |
Предельные отклонения |
Контроль |
|
Гранулометрический состав грунта, предназначенного для обратных засыпок (при наличии специальных указаний в проекте) |
Должен соответствовать проекту. Выход за пределы диапазона, установленного проектом, допускается не более чем в 20 % определений |
Измерительный и регистрационный по указанию проекта |
|
Содержание в грунте, предназначенном для устройства обратных засыпок: |
Не допускается |
Ежесменный, визуальный |
|
а) древесины, волокнистых материалов, гниющего или легкосжимаемого строительного мусора |
||
|
б) растворимых солей в случае, применения засоленных грунтов |
Количество не должно превышать указанного в проекте |
Измерительный по указаниям проекта, но не реже чем одно определение на 10 тыс. м3 |
|
Содержание мерзлых комьев в обратных засыпках от общего объема отсыпаемого грунта: |
Не должно превышать |
|
|
а) для верхних зон траншей с уложенными коммуникациями |
20 % |
Визуальный, периодический (устанавливается в ППР) |
|
б) для грунтовых подушек |
15 % |
|
|
Размер твердых включений, в т.ч. мерзлых комьев в обратных засыпках |
Не должен превышать 2/3 толщины уплотнительного слоя, но не более 15 см для грунтовых подушек и 30 см для обратных засыпок |
Визуальный, периодический (устанавливается в ППР) |
|
Наличие снега и льда в обратных засыпках |
Не допускается |
То же |
|
Влажность уплотняемого грунта |
Должна быть в пределах, установленных проектом |
Измерительный, по указаниям проекта |
|
Средняя по проверяемому участку плотность сухого грунта обратных засыпок |
Не ниже проектной. Допускаются значения плотности сухого грунта ниже проектных на 0,06 г/см3 в отдельных определениях, но не более чем в 20 % определений |
Измерительный, периодический, объем устанавливается проверяющей организацией |
Промежуточная приемка работ по обратной засыпке траншей и котлованов оформляется актом освидетельствования скрытых работ.
Испытания напорных трубопроводов на наружных сетях водоснабжения и канализации
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 2.04.02-84* Водоснабжение. Наружные сети и сооружения.
СП 40-102-2000 Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов.
Испытания напорного трубопровода на прочность и герметичность должны производиться в соответствии с требованиями СНиП 3.05.04-85*, СП 40-102-2000, СНиП III-4-80* «Техника безопасности в строительстве», СНиП 12-03-99* «Безопасность труда в строительстве. Часть 1. Общие требования».
До проведения испытаний напорного трубопровода должны быть:
- закончены все работы по заделке стыковых соединений, устройству упоров, монтажу соединительных частей и арматуры, получены удовлетворительные результаты контроля качества сварки и изоляции стальных трубопроводов;
- установлены фланцевые заглушки на отводах взамен гидрантов, вантузов, предохранительных клапанов и в местах присоединения к эксплуатируемым трубопроводам;
- подготовлены средства наполнения, опрессовки и опорожнения испытываемого участка, смонтированы временные коммуникации и установлены приборы и краны, необходимые для проведения испытаний;
- осушены и провентилированы колодцы для производства подготовительных работ, организовано дежурство на границе участков охранной зоны;
- заполнен водой испытываемый участок трубопровода (при гидравлическом способе испытания) и из него удален воздух.
Для проведения испытания трубопровода ответственному исполнителю работ должен быть выдан наряд-допуск на производство работ повышенной опасности с указанием в нем размеров охранной зоны.
Величины внутреннего расчетного давления Рр и испытательного давления Ри для проведения предварительного и приемочного испытаний напорного трубопровода на прочность должны быть определены проектом и указаны в рабочей документации.
Величина испытательного давления на различных испытательных участках, которому должны подвергаться трубопроводы перед сдачей в эксплуатацию, должна быть определена исходя из прочностных показателей материала и класса труб, принятых для каждого участка трубопровода, расчетного внутреннего давления воды и величин внешних нагрузок, воздействующих на трубопровод в период испытания.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - завершение предусмотренных проектом работ по прокладке трубопровода (завершение всех работ по заделке стыковых соединений, устройству упоров, монтажу соединительных частей и арматуры и т.д.) и надлежащее их оформление актами освидетельствования скрытых работ; - установку фланцевых заглушек на отводах взамен гидрантов, вантузов, предохранительных клапанов и в местах присоединения к эксплуатируемым трубопроводам; - готовность средства наполнения, опрессовки и опорожнения испытываемого участка, завершение монтажа временных коммуникаций и установку приборов и кранов, необходимых для проведения испытаний; - завершение работ по осушению и вентилированию колодцев для производства подготовительных работ, организацию дежурства на границе участков охранной зоны; выдачу наряда-допуска на проведение испытаний; - заполнение водой испытываемого участка трубопровода (при гидравлическом способе испытания) и удаление из него воздуха. |
Акты освидетельствования скрытых работ |
|
Испытание напорного трубопровода |
Контролировать: - соблюдение заданной ППР технологии и порядка проведения испытания напорного трубопровода на прочность и герметичность; - точность измерения объема воды и давления; - устранение дефектов трубопровода, выявленных во время испытаний; - соблюдение технологии и порядка проведения повторного испытания трубопровода. |
Общий и специальный журналы работ |
|
Приемка |
Проверить: - соответствие результатов испытаний требованиям проекта и нормативных документов; - надлежащее оформление исполнительной документации (акта о проведении приемочного испытания). |
Акт о проведении приемочного испытания |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), представители технадзора заказчика КИП - манометры класса точности не ниже 1,5, мерные бачки, водомеры, жидкостной манометр. |
||
Расчетная величина испытательного давления не должна превышать следующих величин для трубопроводов из труб:
чугунных - заводского испытательного давления с коэффициентом 0,5;
железобетонных и асбестоцементных - гидростатического давления, предусмотренного стандартами и техническими условиями для соответствующих классов труб при отсутствии внешней нагрузки;
стальных и пластмассовых - внутреннего расчетного давления с коэффициентом 1,25.
При отсутствии в проекте указания о способе испытания напорные трубопроводы подлежат испытанию на прочность и герметичность, как правило, гидравлическим способом. В зависимости от климатических условий в районе строительства и при отсутствии воды может быть применен пневматический способ испытания с внутренним расчетным давлением Рр, не более:
1,6 МПа - для подземных стальных трубопроводов;
0,5 МПа - для подземных чугунных, асбестоцементных и железобетонных трубопроводов;
0,3 МПа - для надземных стальных трубопроводов.
Испытание напорных трубопроводов всех классов должно осуществляться строительно-монтажной организацией, как правило, в два этапа:
первый - предварительное испытание на прочность и герметичность, выполняемое после засыпки пазух с подбивкой грунта на половину вертикального диаметра и присыпкой труб в соответствии с требованиями СНиП 3.02.01-87 с оставленными открытыми для осмотра стыковыми соединениями; это испытание допускается выполнять без участия представителей заказчика и эксплуатационной организации с составлением акта, утверждаемого главным инженером строительной организации;
второй - приемочное (окончательное) испытание на прочность и герметичность следует выполнять после полной засыпки трубопровода при участии представителей заказчика и эксплуатационной организации с составлением акта о результатах испытания.
Оба этапа испытания должны выполняться до установки гидрантов, вантузов, предохранительных клапанов, вместо которых на время испытания следует устанавливать фланцевые заглушки. Предварительное испытание трубопроводов, доступных осмотру в рабочем состоянии или подлежащих в процессе строительства немедленной засыпке (производство работ в зимнее время, в смененных условиях), при соответствующем обосновании в проектах допускается не производить.
Трубопроводы подводных переходов подлежат предварительному испытанию дважды; на стапеле или площадке после сваривания труб, но до нанесения антикоррозионной изоляции на сварные соединения, и вторично - после укладки трубопровода в траншею в проектное положение, но до засыпки грунтом.
Результаты предварительного и приемочного испытаний надлежит оформлять актом.
Трубопроводы, прокладываемые на переходах через железные и автомобильные дороги I и II категорий, подлежат предварительному испытанию после укладки рабочего трубопровода в футляре (кожухе) до заполнения межтрубного пространства полости футляра и до засыпки рабочего и приемного котлованов перехода.
Величина испытательного давления на герметичность Рг для проведения как предварительного, так и приемочного испытаний напорного трубопровода должна быть равной величине внутреннего расчетного давления Рр плюс величина ∆Р, принимаемая в соответствии с нижеприведенной таблицей в зависимости от верхнего предела измерения давления, класса точности и цены деления шкалы манометра. При этом величина Рг не должна превышать величины приемочного испытательного давления трубопровода на прочность Ри.
Трубопроводы из стальных, чугунных, железобетонных и асбестоцементных труб, независимо от способа испытания, следует испытывать при длине менее 1 км - за один прием; при большей длине - участками не более 1 км. Длину испытательных участков этих трубопроводов при гидравлическом способе испытания разрешается принимать свыше 1 км при условии, что величина допустимого расхода подкаченной воды должна определяться как для участка длиной 1 км.
Трубопроводы из труб ПВД, ПНД и ПВХ независимо от способа испытания следует испытывать при длине не более 0,5 км за один прием, при большей длине - участками не более 0,5 км. При соответствующем обосновании в проекте допускается испытание указанных трубопроводов за один прием при длине до 1 км при условии, что величина допустимого расхода подкаченной воды должна определяться как для участка длиной 0,5 км.
Напорные трубопроводы водоснабжения и канализации, сооружаемые в условиях присадочных грунтов всех типов вне территории промышленных площадок и населенных пунктов, испытываются участками длиной не более 500 м; на территории промышленных площадок и населенных пунктов длину испытательных участков следуем назначать с учетом местных условий, но не более 300 м.
Гидравлическое испытание трубопроводов и емкостных сооружений, возводимых в районах распространения вечномерзлых грунтов, следует производить, как правило, при температуре наружного воздуха не ниже 0 °С, если другие условия испытания не обоснованы проектом.
При отсутствии в проекте указаний о величине гидравлического испытательного давления Ри для выполнения предварительного испытания напорных трубопроводов на прочность величина Ри принимается в соответствии с нижеследующей таблицей.
|
Характеристика трубопровода |
Величина испытательного давления Ри при предварительном испытании, МПа (кгс/см2) |
|
Стальной 1 класса (по СНиП 2.04.02-84) со стыковыми соединениями на сварке с внутренним расчетным давлением Рр до 0,75 МПа (7,5 кгс/см2) |
1,5 (15) |
|
То же, Рр от 0,75 до 2,5 МПа (от 7,5 до 25 кгс/см2) |
2Рр, но не более заводского испытательного давления труб |
|
То же, Рр св. 2,5 МПа (25 кгс/см2) |
1,5Рр, но не более заводского испытательного давления труб |
|
Стальной, состоящий из отдельных секций, соединяемых на фланцах, с внутренним расчетным давлением Рр до 0,5 МПа (5 кгс/см2) |
0,6 (6) |
|
Стальной 2 и 3-го классов со стыковыми соединениями на сварке и с Рр до 0,75 МПа (7,5 кгс/см2) |
1,0 (10) |
|
Стальной 2 и 3-го классов со стыковыми соединениями на сварке и с Рр от 0,75 МПа до 25 МПа (от 7,5 до 25 кгс/см2) |
1,5Рр, но не более заводского испытательного давления труб |
|
То же, Рр св. 2,5 МПа (25 кгс/см2) |
1,25Рр, но не более заводского испытательного давления труб |
|
Стальной самотечный водовод водозабора или канализационный выпуск |
Устанавливается проектом |
|
Чугунный со стыковыми соединениями под зачеканку по ГОСТ 9583-75* для труб всех классов) с Рр до 1 МПа (10 кгс/см2) |
Рр плюс 0,5 (5), но не менее 1 (10) и не более 1,5 (15) |
|
То же, со стыковыми соединениями на резиновых манжетах для труб всех классов |
1,5Рр, но не менее 1,5 (15) и не более 0,6 заводского испытательного гидравлического давления |
|
Железобетонный |
1,3Рр, но не более заводского испытательного давления на водонепроницаемость |
|
Асбестоцементный |
1,3Рр, но не более 0,6 заводского испытательного давления на водонепроницаемость |
|
Пластмассовый |
1,3Рр |
Приемочное гидравлическое испытание напорного трубопровода допускается начинать после засыпки его грунтом в соответствии с требованиями СНиП 3.02.01-87 и заполнения водой с целью водонасыщения, и если при этом он был выдержан в заполненном состоянии не менее: 72 ч - для железобетонных труб (в том числе 12 ч под внутренним расчетным давлением Рр); 24 ч - асбестоцементных труб (в том числе 12 ч под внутренним расчетным давлением Рр); 24 ч - для чугунных труб. Для стальных и полиэтиленовых трубопроводов выдержка с целью водонасыщения не производится.
Значения ∆Р, принимаемые в соответствии с нижеследующей таблицей в зависимости от верхнего предела измерения давления, класса точности и цены деления шкалы манометра
|
Величина внутреннего расчетного давления в трубопроводе Рр, МПа (кгс/см2) |
∆Р для различных величин внутреннего расчетного давления Рр в трубопроводе и характеристик используемых технических манометров |
|||||||||||
|
верхний предел измерения давления, МПа (кгс/см2) |
цена деления МПа (кгс/см2) |
∆Р МПа (кгс/см2) |
верхний предел измерения давления, МПа (кгс/см2) |
цена деления МПа (кгс/см2) |
∆Р МПа (кгс/см2) |
верхний предел измерения давления, МПа (кгс/см2) |
цена деления МПа (кгс/см2) |
∆Р МПа (кгс/см2) |
верхний предел измерения давления, МПа (кгс/см2) |
пена деления МПа (кгс/см2) |
∆Р МПа (кгс/см2) |
|
|
Классы точности технических манометров |
||||||||||||
|
0,4 |
0,6 |
1 |
1,5 |
|||||||||
|
До 0,4 (4) |
0,6 (6) |
0,002 (0,02) |
0,02 (0,2) |
0,6 (6) |
0,005 (0,05) |
0,03 (0,3) |
0,6 (6) |
0,005 (0,05) |
0,05 (0,5) |
0,6 (6) |
0,01 (0,1) |
0,07 (0,7) |
|
От 0,41 до 0,75 (от 4,1 до 7,5) |
1 (10) |
0,005 (0,05) |
0,04 (0,4) |
1,6 (16) |
0,01 (0,1) |
0,07 (0,7) |
1,6 (16) |
0,01 (0,1) |
0,1 (1) |
1,6 (16) |
0,02 (0,2) |
0,14 (1,4) |
|
От 0,76 до 1,2 (от 7,6 до 12) |
1,6 (16) |
0,005 (0,05) |
0,05 (0,5) |
1,6 (16) |
0,01 (0,1) |
0,09 (0,9) |
2,5 (25) |
0,02 (0,2) |
0,14 (1,4) |
2,5 (25) |
0,05 (0,5) |
0,25 (2,5) |
|
От 1,21 до 2,0 (от 12,1 до 20) |
2,5 (25) |
0,01 (0,1) |
0,1 (1,0) |
2,5 (25) |
0,02 (0,2) |
0,14 (1,4) |
4,0 (40) |
0,05 (0,5) |
0,25 (2,5) |
4,0 (40) |
0,1 (1) |
0,5 (5) |
|
От 2,01 до 2,5 (от 20,1 до 25) |
4,0 (40) |
0,02 (0,2) |
0,14 (1,4) |
4,0 (40) |
0,05 (0,5) |
0,25 (2,5) |
4,0 (40) |
0,05 (0,5) |
0,30 (3,0) |
6,0 (60) |
0,1 (1) |
0,5 (5) |
|
От 2,51 до 3,0 (от 25,1 до 30) |
4,0 (40) |
0,02 (0,2) |
0,16 (1,6) |
4,0 (40) |
0,05 (0,5) |
0,25 (2,5) |
6,0 (60) |
0,05 (0,5) |
0,35 (3,5) |
6,0 (60) |
0,1 (1) |
0,6 (6) |
|
От 3,01 до 4,0 (от 30,1 до 40) |
6,0 (60) |
0,02 (0,2) |
0,2 (2,0) |
6,0 (60) |
0,05 (0,5) |
0,3 (3,0) |
6,0 (60) |
0,05 (0,5) |
0,35 (3,5) |
6,0 (60) |
0,1 (1) |
0,7 (7) |
|
От 4,01 до 5,0 (от 40,1 до 50) |
6,0 (60) |
0,02 (0,2) |
0,24 (2,4) |
6,0 (60) |
0,05 (0,5) |
0,4 (4,0) |
10,0 (100) |
0,1 (1,0) |
0,6 (6,0) |
10,0 (100) |
0,2 (2) |
1 (10) |
Если трубопровод был заполнен водой до засыпки грунтом, то указанная продолжительность водонасыщения устанавливается с момента засыпки трубопровода.
Заполнение испытываемого трубопровода водой должно производиться, как правило, с интенсивностью, м3/ч, не более: 4 ÷ 5 - для трубопроводов диаметром до 400 мм; 6 ÷ 10 - для трубопроводов диаметром 700 ÷ 1000 мм и 15 ÷ 20 - для трубопроводов диаметром свыше 1100 мм.
При заполнении трубопровода водой воздух должен быть удален через открытые краны и задвижки.
Для измерения гидравлического давления при проведении предварительного и приемочного испытаний трубопровода на прочность и герметичность следует применять аттестованные в установленном порядке пружинные манометры класса точности не ниже 1,5 с диаметром корпуса не менее 160 мм и со шкалой на номинальное давление около 4/3 испытательного Ри.
Для измерения объема воды, подкачиваемой в трубопровод и выпускаемой из него при проведении испытания, следует применять мерные бачки или счетчики холодной воды (водомеры) по ГОСТ 6019-83*, аттестованные в установленном порядке.
Напорный трубопровод признается выдержавшим предварительное и приемочное гидравлическое испытания на герметичность, если величина расхода подкачанной воды не превышает величин допустимого расхода подкачанной воды на испытываемый участок длиной 1 км и более, указанного в нижеследующей таблице.
Приведенные в таблице допустимые расходы подкачанной воды при длине испытываемого участка трубопровода менее 1 км следует умножать на его длину, выраженную в км; при длине испытываемого участка трубопровода свыше 1 км допустимый расход подкачанной воды следует принимать как для 1 км.
Для чугунных трубопроводов со стыковыми соединениями на резиновых уплотнителях допустимый расход подкачанной воды следует принимать с коэффициентом 0,7.
Если расход подкачанной воды превышает допустимый, то трубопровод признается не выдержавшим испытание и должны быть приняты меры к обнаружению и устранению скрытых дефектов трубопровода, после чего должно быть выполнено повторное испытание трубопровода.
|
Внутренний диаметр трубопровода мм |
Допустимый расход подкачанной воды на испытываемый участок трубопровода длиной 1 км и более, л/мин, при приемочном испытательном давлении для труб |
|||
|
стальных |
чугунных |
асбестоцементных |
железобетонных |
|
|
100 |
0,28 |
0,70 |
1,40 |
- |
|
125 |
0,35 |
0,90 |
1,56 |
- |
|
150 |
0,42 |
1,05 |
1,72 |
- |
|
200 |
0,56 |
1,40 |
1,98 |
2,0 |
|
250 |
0,70 |
1,55 |
2,22 |
2,2 |
|
300 |
0,85 |
1,70 |
2,42 |
2,4 |
|
350 |
0,90 |
1,80 |
2,62 |
2,6 |
|
400 |
1,00 |
1,95 |
2,80 |
2,8 |
|
450 |
1,05 |
2,10 |
2,96 |
3,0 |
|
500 |
1,10 |
2,20 |
3,14 |
3,2 |
|
600 |
1,20 |
2,40 |
- |
3,4 |
|
700 |
1,30 |
2,55 |
- |
3,7 |
|
800 |
1,35 |
2,70 |
- |
3,9 |
|
900 |
1,45 |
2,90 |
- |
4,2 |
|
1000 |
1,50 |
3,00 |
- |
4,4 |
|
1100 |
1,55 |
- |
- |
4,6 |
|
1200 |
1,65 |
- |
- |
4,8 |
|
1400 |
1,75 |
- |
- |
5,0 |
|
1600 |
1,85 |
- |
- |
5,2 |
|
1800 |
1,95 |
- |
- |
6,2 |
|
2000 |
2,10 |
- |
- |
6,9 |
|
Примечания: 1. Для трубопроводов из ПВД и ПНД со сварными соединениями и трубопроводов из них с клеевыми соединениями допустимый расход подкачанной воды следует принимать как для стальных трубопроводов, эквивалентных по величине наружного диаметра, определяя этот расход интерполяцией. 2. Для трубопроводов из ПВХ с соединениями на резиновых манжетах допустимый расход подкачанной воды следует принимать как для чугунных трубопроводов с такими же соединениями, эквивалентных по величине наружного диаметра, определяя этот расход интерполяцией. |
||||
Испытание трубопроводов систем водоснабжения и канализации из полимерных материалов
(согласно указаниям СП 40-102-2000)
Согласно СНиП 3.05.04-85* напорные трубопроводы водоснабжения и канализации испытывают на прочность, и плотность (герметичность) гидравлическим способом дважды (предварительное и окончательное испытания).
Предварительное испытательное (избыточное) гидравлическое давление при испытании на прочность, выполняемое до засыпки траншеи и установки арматуры гидрантов, предохранительных клапанов, вантузов), должно быть равно расчетному рабочему давлению, умноженному на коэффициент 1,5.
Окончательное испытательное гидравлическое давление при испытаниях на плотность, выполняемых после засыпки траншеи и завершения всех работ на данном участке трубопровода, но до установки гидрантов, предохранительных клапанов и вантузов, вместо которых на время испытания устанавливают заглушки, должно быть равно расчетному рабочему давлению, умноженному на коэффициент 1,3.
До проведения испытания напорных трубопроводов с раструбными соединениями с уплотнительными кольцами по торцам трубопровода и на отводах необходимо устраивать временные или постоянные упоры.
Предварительное гидравлическое испытание напорных трубопроводов следует производить в следующем порядке:
- трубопровод заполнить водой и выдержав без давления в течение 2 ч;
- в трубопроводе создать испытательное давление и поддерживать его в течение 0,5 ч;
- испытательное давление снизить до расчетного и произвести осмотр трубопровода.
Выдержка трубопровода под рабочим давлением производится не менее 0,5 ч. Ввиду деформации оболочки трубопровода необходимо поддерживать в трубопроводе испытательное или рабочее давление подкачкой воды до полной стабилизации.
Трубопровод считается выдержавшим предварительное гидравлическое испытание, если под испытательным давлением не обнаружено разрывов труб или стыков и соединительных деталей, а под рабочим давлением не обнаружено видимых утечек воды.
Окончательное гидравлическое испытание на плотность проводится в следующем порядке:
- в трубопроводе следует создать давление, равное расчетному рабочему давлению, и поддерживать его 2 ч; при падении давления на 0,02 МПа производится подкачка воды;
- давление поднимают до уровня испытательного за период не более 10 мин и поддерживают его в течение 2 ч.
Трубопровод считается выдержавшим окончательное гидравлическое испытание, если фактическая утечка воды из трубопровода при испытательном давлении не превышает значений, указанных в нижеследующей таблице.
Допустимая утечка воды на участке трубопровода длиной 1 км при окончательных испытаниях на герметичность
|
Наружный диаметр труб, мм |
Допустимая утечка, л/мин, для труб |
|
|
с неразъемными (сварными, клеевыми) соединениями |
с раструбными соединениями на уплотнительных кольцах |
|
|
63 - 75 |
0,2 - 0,24 |
0,3 - 0,5 |
|
90 - 110 |
0,26 - 0,28 |
0,6 - 0,7 |
|
125 - 140 |
0,35 - 0,38 |
0,9 - 0,95 |
|
160 - 180 |
0,42 - 0,6 |
1,05 - 1,2 |
|
200 |
0,56 |
1,4 |
|
250 |
0,7 |
1,55 |
|
280 |
0,8 |
1,6 |
|
315 |
0,85 |
1,7 |
|
355 |
0,9 |
1,8 |
|
400 - 450 |
1,1 - 0,5 |
1,95 - 2,1 |
|
500 - 560 |
1,1 - 1,15 |
2,2 - 2,3 |
|
630 |
1,2 |
2,4 |
|
710 |
1,3 |
2,55 |
|
800 |
1,35 |
2,70 |
|
900 |
1,45 |
2,90 |
|
1000 |
1,5 |
3,0 |
|
1200 |
1,6 |
3,0 |
Порядок проведения гидравлического испытания напорного трубопровода на прочность и герметичность
(рекомендуемое приложение к СНиП 3.05.04-85*)
Предварительное и приемочное гидравлические испытания напорного трубопровода на прочность и герметичность следует проводить в следующем порядке.
При проведении испытания на прочность:
- повысить давление в трубопроводе до испытательного Ри и путем подкачки воды поддерживать его в течение не менее 10 мин, не допуская снижения давления более чем на 0,1 МПа (1 кгс/см2);
- снизить испытательное давление до внутреннего расчетного давления Рр и, поддерживая его путем подкачивания воды, произвести осмотр трубопровода с целью выявления дефектов на нем в течение времени, необходимого для выполнения этого осмотра;
- в случае выявления дефектов устранить их и произвести повторное испытание трубопровода.
После окончания испытания трубопровода на прочность приступить к испытанию его на герметичность, для этого необходимо:
- давление в трубопроводе повысить до величины испытательного давления на герметичность Рг;
- зафиксировать время начала испытания Тн и замерить начальный уровень воды в мерном бачке hн;
- произвести наблюдение за падением давления в трубопроводе, при этом могут иметь место три варианта падения давления:
первый - если в течение 10 мин давление упадет не менее чем на два деления шкалы манометра, но не упадет ниже внутреннего расчетного давления Рр, то на этом наблюдение за падением давления закончить;
второй - если в течение 10 мин давление упадет менее чем на два деления шкалы манометра, то наблюдение за снижением давления до внутреннего расчетного давления Рр следует продолжить до тех нор, пока давление упадет не менее чем на два деления шкалы манометра; при этом продолжительность наблюдения не должна быть более 3 ч для железобетонных и 1 ч - для чугунных, асбестоцементных и стальных трубопроводов. Если по истечении этого времени давление не снизится до внутреннего расчетного давления Рр, то следует произвести сброс воды из трубопровода в мерный бачок (или замерить объем сброшенной воды другим способом);
третий - если в течение 10 мин давление упадет ниже внутреннего расчетного давления Рр, то дальнейшее испытание трубопровода прекратить и принять меры для обнаружения и устранения скрытых дефектов трубопровода путем выдерживания его под внутренним расчетным давлением Рр до тех пор, пока при тщательном осмотре не будут выявлены дефекты, вызвавшие недопустимое падение давления в трубопроводе.
После окончания наблюдения за падением давления по первому варианту и завершения сброса воды по второму варианту необходимо выполнить следующее:
- подкачкой воды из мерного бачка давление в трубопроводе повысить до величины испытательного давления на герметичность Рг, зафиксировать время окончания испытания на герметичность Тк и замерить конечный уровень воды в мерном бачке hк;
- определить продолжительность испытания трубопровода (Tк - Тy), мин, объем подкаченной в трубопровод воды из мерного бачка Q (для первого варианта), разность между объемами подкаченной в трубопровод и сброшенной из него воды или объем дополнительно подкаченной в трубопровод воды Q (для второго варианта) и рассчитать величину фактического расхода дополнительного объема воды qn, л/мин, по формуле:
![]()
Заполнение трубопровода дополнительным объемом воды при испытании на герметичность требуется для замещения воздуха, вышедшего через непроницаемые для воды неплотности в соединениях, заполнения объемов трубопровода, возникших при незначительных угловых деформациях труб в стыковых соединениях, подвижках резиновых уплотнителей в этих соединениях и смещениях торцевых заглушек, дополнительного замачивания под испытательным давлением стенок асбестоцементных и железобетонных труб, а также для восполнения возможных скрытых просачиваний воды в местах, недоступных для осмотра трубопровода.
По окончании испытания величину фактического расхода дополнительного объема воды qn, дополнительно подкаченной в трубопровод, необходимо сопоставить с величиной допустимого расхода подкачанной воды на испытываемый участок длиной 1 км, установленного нормативным документом.
|
АКТ о проведении приемочного гидравлического испытания напорного трубопровода на прочность и герметичность Город ___________ «___» ____________ 20__ г. Комиссия в составе представителей: строительно-монтажной организации _________________________________________ (наименование организации, должность, фамилия, и.о.) технического надзора заказчика ______________________________________________ (наименование организации, должность, фамилия, и.о.) эксплуатационной организации ______________________________________________ (наименование организации, должность, фамилия, и.о.) составили настоящий акт о проведении приемочного гидравлического испытания на прочность и герметичность участка напорного трубопровода _________________________________________________________________________ (наименование объекта, номера пикетов на его границах, длина трубопровода, диаметр, материал труб и стыковых соединений) Указанные в рабочей документации величины расчетного внутреннего давления испытываемого трубопровода Рр = _____ МПа (кгс/см2) и испытательного давления Ри = _________ МПа (_______ МПа (кгс/см2). Измерение давления при испытании производилось техническим манометром класса точности ______ с верхним пределом измерений ______ кгс/см2. Цена деления шкалы манометра _______ кгс/см2. Манометр был расположен выше оси трубопровода на Z = ______ м. При указанных выше величинах внутреннего расчетного и испытательного давлений испытываемого трубопровода показания манометра Рр.м и Ри.м должны быть соответственно: Рр.м = Рр - Z/10 = _______ кгс/см2, Ри.м = Ри - Z/10 = ______ кгс/см2. Допустимый расход подкачанной воды, определенный по табл. 6 СНиП 3.05.04-85* на 1 км трубопровода, равен _____ л/мин или, в пересчете на длину испытываемого трубопровода, _______ л/мин. |
|
Проведение испытания и его результаты Для испытания на прочность давление в трубопроводе было повышено до Ри.м = кгс/см2 и поддерживалось в течение ____ мин, при этом не допускалось его снижение более чем на 1,0 кгс/см2. После этого давление было снижено до величины внутреннего расчетного манометрического давления Рр.м = ______ кгс/см2 и произведен осмотр узлов трубопровода в колодцах (камерах); при этом утечек и разрывов не обнаружено и трубопровод был допущен для проведения дальнейшего испытания на герметичность. Для испытания на герметичность давление в трубопроводе было повышено до величины испытательного давления на герметичность Рг = Рр.м + ∆Р = _____ кгс/см2, отмечено время начала испытания Тн = ____ ч ____ мин и начальный уровень воды в мерном бачке hн = ________ мм. Испытание трубопровода производилось в следующем порядке: ___________________________________________________________________________ (указать последовательность проведения испытания и наблюдения за падением давления; производился ___________________________________________________________________________ ли выпуск воды из трубопровода и другие особенности методики испытания) За время испытания трубопровода на герметичность давление в нем по показанию манометра было снижено до ________ кгс/см2, отмечено время окончания испытания Тк = ______ ч ________ мин и конечный уровень воды в мерном бачке hк = _____ мм. Объем воды, потребовавшийся для восстановления давления до испытательного, определенный по уровням воды в мерном бачке, Q = ______ л. Продолжительность испытания трубопровода на герметичность Т = Тк - Тн = __ мин. Величина расхода воды, подкачанной в трубопровод во время испытания, равна: qn = Q/T = ____ л/мин, что менее допустимого расхода. |
|
Решение комиссии Трубопровод признается выдержавшим приемочное испытание на прочность и герметичность. Представитель строительно-монтажной организации ____________________________ (подпись) Представитель технического надзора заказчика _________________________________ (подпись) Представитель эксплуатационной организации _________________________________ (подпись) |
Испытание трубопровода пневматическим способом
Величину испытательного давления при испытании трубопроводов пневматическим способом на прочность и герметичность при отсутствии в проекте данных следует принимать:
для стальных трубопроводов с расчетным внутренним давлением Рр до 0,5 МПа (5 кгс/см2) включительно - 0,6 МПа (6 кгс/см2) при предварительном и приемочном испытаниях трубопроводов;
для стальных трубопроводов с расчетным внутренним давлением Рр 0,5 ÷ 1,6 МПа (5 ÷ 16 кгс/см2) - 1,15 Рр при предварительном и приемочном испытаниях трубопроводов;
для чугунных, железобетонных и асбестоцементных трубопроводов независимо от величины расчетного внутреннего давления: 0,15 МПа (1,5 кгс/см2) - при предварительном и 0,6 МПа (6 кгс/см2) - приемочном испытаниях.
После наполнения стального трубопровода воздухом до начала его испытания следует произвести выравнивание температуры воздуха в трубопроводе и температуры грунта. Минимальное время выдержки в зависимости от диаметра трубопровода, ч, при Dу:
До 300 мм - 2
от 300 до 600 мм - 4
от 600 до 900 мм - 8
от 900 до 1200 мм - 16
от 1200 до 1400 мм - 24
св. 1400 мм - 32.
При проведении предварительного пневматического испытания на прочность трубопровод следует выдерживать под испытательным давлением в течение 30 мин. Для поддержания испытательного давления надлежит производить подкачку воздуха.
Осмотр трубопровода с целью выявления дефектных мест разрешается производить при снижении давления: в стальных трубопроводах - до 0,3 МПа (3 кгс/см2); в чугунных, железобетонных и асбестоцементных - до 0,1 МПа (1 кгс/см2). При этом выявление неплотностей и других дефектов на трубопроводе следует производить по звуку просачивающегося воздуха и по пузырям, образующимся в местах утечек воздуха через стыковые соединения, покрытые снаружи мыльной эмульсией.
Дефекты, выявленные и отмеченные при осмотре трубопровода, следует устранить после снижения избыточного давления в трубопроводе до нуля. После устранения дефектов должно быть произведено повторное испытание трубопровода.
Трубопровод признается выдержавшим предварительное пневматическое испытание на прочность, если при тщательном осмотре трубопровода не будет обнаружено нарушения целостности трубопровода, дефектов в стыках и сварных соединениях.
Приемочное испытание трубопроводов пневматическим способом на прочность и герметичность должно выполняться в такой последовательности:
- давление в трубопроводе следует довести до величины испытательного давления на прочность, указанной выше, и под этим давлением трубопровод выдержать в течение 30 мин; если нарушения целостности трубопровода под испытательным давлением не произойдет, то давление в трубопроводе снизить до 0,05 МПа (0,5 кгс/см2) и трубопровод выдержать под этим давлением 24 ч;
- после окончания срока выдержки трубопровода под давлением 0,05 МПа (0,5 кгс/см2) устанавливается давление, равное 0,03 МПа (0,3 кгс/см2), являющееся начальным испытательным давлением трубопровода на герметичность Рн, отмечается время начала испытания на герметичность, а также барометрическое давление Рнб, мм рт. ст., соответствующее моменту начала испытания;
- трубопровод испытывать под этим давлением в течение времени, указанного в нижеследующей таблице;
- по истечении этого времени измерить конечное давление в трубопроводе Рк, мм вод. ст., и конечное барометрическое давление Ркб, мм рт. ст.;
- величину падения давления Р, мм вод. ст., определить по формуле
Р = γ(Рн - Рк) + 13,6(Рнб - Ркб)
При использовании в манометре в качестве рабочей жидкости воды γ = 1, керосина - γ = 0,87.
|
Внутренний диаметр труб, мм |
Трубопроводы |
|||||
|
стальные |
чугунные |
асбестоцементные и железобетонные |
||||
|
продолжительность испытания, ч-мин |
допустимая величина падения давления за время испытания, мм вод. ст. |
продолжительность испытания, ч-мин |
допустимая величина падения давления за время испытания, мм вод. ст. |
продолжительность испытания, ч-мин |
допустимая величина падения давления за время испытания, мм вод. ст. |
|
|
100 |
0-30 |
55 |
0-15 |
65 |
0-15 |
130 |
|
125 |
0-30 |
45 |
0-15 |
55 |
0-15 |
110 |
|
150 |
1-00 |
75 |
0-15 |
50 |
0-15 |
100 |
|
200 |
1-00 |
55 |
0-30 |
65 |
0-30 |
130 |
|
250 |
1-00 |
45 |
0-30 |
50 |
0-30 |
100 |
|
300 |
2-00 |
75 |
1-00 |
70 |
1-00 |
140 |
|
350 |
2-00 |
55 |
1-00 |
55 |
1-00 |
110 |
|
400 |
2-00 |
45 |
1-00 |
50 |
2-00 |
100 |
|
450 |
4-00 |
80 |
2-00 |
80 |
3-00 |
160 |
|
500 |
4-00 |
75 |
2-00 |
70 |
3-00 |
140 |
|
600 |
4-00 |
50 |
2-00 |
55 |
3-00 |
110 |
|
700 |
6-00 |
60 |
3-00 |
65 |
5-00 |
130 |
|
800 |
6-00 |
50 |
3-00 |
45 |
5-00 |
90 |
|
900 |
6-00 |
40 |
4-00 |
55 |
6-00 |
110 |
|
1000 |
12-00 |
70 |
4-00 |
50 |
6-00 |
100 |
|
1200 |
12-00 |
50 |
- |
- |
- |
- |
|
1400 |
12-00 |
45 |
- |
- |
- |
- |
Трубопровод признается выдержавшим приемочное (окончательное) пневматическое испытание, если не будет нарушена его целостность и величина падения давления Р, определенная по вышеприведенной формуле, не будет превышать значений, указанных в вышеприведенной таблице.
Пневматические испытания трубопроводов, выполненных из полимерных материалов, производят при наземной и надземной их прокладке в следующих случаях:
- температура окружающего воздуха ниже 0 °С;
- применение воды недопустимо по техническим причинам;
- вода в необходимом для испытаний количестве отсутствует.
Порядок пневматических испытаний трубопроводов из полимерных материалов и требования безопасности при испытаниях устанавливаются проектом.
|
АКТ о проведении пневматического испытания напорного трубопровода на прочность и герметичность Город ___________ «___» ____________ 19__ г. Комиссия в составе представителей: строительно-монтажной организации _________________________________________ (наименование организации, должность, фамилия, и.о.) технического надзора заказчика ______________________________________________ (наименование организации, должность, фамилия, и.о.) эксплуатационной организации _______________________________________________ (наименование организации, должность, фамилия, и.о.) составили настоящий акт о проведении пневматического испытания на прочность и герметичность участка напорного трубопровода __________________________________________________________________________ (наименование объекта, номера пикетов на его границах) Длина трубопровода _____ м, материал труб _____, диаметр труб _____ мм, материал стыков _____________ Величина внутреннего расчетного давления в трубопроводе Рр равна ___ МПа (кгс/см2). Для испытания на прочность давление в трубопроводе было повышено до ____ МПа (кгс/см2) и поддерживалось в течение 30 мин. Нарушений целостности трубопровода не обнаружено. После этого давление в трубопроводе было снижено до 0,05 МПа (0,5 кгс/см2) и под этим давлением трубопровод был выдержан в течение 24 ч. После окончания выдержки трубопровода в нем было установлено начальное испытательное давление Рн = 0,03 МПа (0,3 кгс/см2). Этому давлению соответствует показание подключенного жидкостного манометра Рн = ___ мм вод. ст. (или мм кер. ст. - при заполнении манометра керосином). Время начала испытания ___ ч ___ мин, начальное барометрическое давление Рнб = ____ мм рт. ст. Под этим давлением трубопровод был испытан в течение ___ ч. По истечение этого времени было замерено конечное испытательное давление в трубопроводе Рк = _____ мм вод. ст. (мм кер. ст.). При этом конечное барометрическое давление Ркб = _____ мм рт. ст. Фактическая величина снижения давления в трубопроводе Р = γ(Рн - Рк) + 13,6(Рнб - Ркб) = _______ мм вод. ст., что менее допустимой табл. 7 СНиП 3.05.04-85* величины падения давления (γ = 1 для воды и γ = 0,87 для керосина). Решение комиссии Трубопровод признается выдержавшим пневматическое испытание на прочность и герметичность. Представитель строительно-монтажной организации ____________________________ (подпись) Представитель технического надзора заказчика _________________________________ (подпись) Представитель эксплуатационной организации _________________________________ (подпись) |
Испытания емкостных сооружений
Гидравлическое испытание на водонепроницаемость (герметичность) емкостных сооружений необходимо производить после достижения бетоном проектной прочности, их очистки и промывки.
Устройство гидроизоляции и обсыпку грунтом емкостных сооружений следует выполнять после получения удовлетворительных результатов гидравлического испытания этих сооружений, если другие требования не обоснованы проектом.
До проведения гидравлического испытания емкостное сооружение следует наполнить водой в два этапа:
первый - наполнение на высоту 1 м с выдержкой в течение суток;
второй - наполнение до проектной отметки.
Емкостное сооружение, наполненное водой до проектной отметки, следует выдержать не менее трех суток.
Емкостное сооружение признается выдержавшим гидравлическое испытание, если убыль воды в нем за сутки не превышает 3 л на 1 м2 смоченной поверхности стен и днища, в швах и стенках не обнаружено признаков течи и не установлено увлажнения грунта в основании. Допускается только потемнение и слабое отпотевание отдельных мест.
При испытании на водонепроницаемость емкостных сооружений убыль воды на испарение с открытой водной поверхности должна учитываться дополнительно.
При наличии струйных утечек и подтеков воды на стенах или увлажнении грунта в основании емкостное сооружение считается не выдержавшим испытания, даже если потери воды в нем не превышают нормативных. В этом случае после измерения потерь воды из сооружения при полном заливе должны быть зафиксированы места, подлежащие ремонту.
После устранения выявленных дефектов должно быть произведено повторное испытание емкостного сооружения.
При испытании резервуаров и емкостей для хранения агрессивных жидкостей утечка воды не допускается. Испытание следует производить до нанесения антикоррозионного покрытия.
Напорные каналы фильтров и контактных осветлителей (сборные и монолитные железобетонные) подвергаются гидравлическому испытанию расчетным давлением, указанным в рабочей документации.
Напорные каналы фильтров и контактных осветлителей признаются выдержавшими гидравлическое испытание, если при визуальном осмотре в боковых стенках фильтров и над каналом не обнаружено течей воды и если в течение 10 мин величина испытательного давления не снизится более чем на 0,002 МПа (0,02 кгс/см2).
Водосборный резервуар градирен должен быть водонепроницаемым и при гидравлическом испытании этого резервуара на внутренней поверхности его стен не допускается потемнения или слабого отпотевания отдельных мест.
Резервуары питьевой воды, отстойники и другие емкостные сооружения после устройства перекрытий также подлежат гидравлическому испытанию на водонепроницаемость в соответствии с требованиями, изложенными выше.
Резервуар питьевой воды до устройства гидроизоляции и засыпки грунтом подлежит дополнительному испытанию на вакуум и на избыточное давление соответственно вакуумметрическим и избыточным давлением воздуха в размере 0,0008 МПа (80 мм вод. ст.) в течение 30 мин и признается выдержавшим испытание, если величины соответственно вакуумметрического и избыточного давлений за 30 мин не снизятся более чем на 0,0002 МПа (20 мм вод. ст.), если другие требования не обоснованы проектом.
Метантенк (цилиндрическую часть) следует подвергать гидравлическому испытанию согласно требованиям, изложенным выше, а перекрытие, металлический газовый колпак (газосборник) следует испытывать на герметичность (газонепроницаемость) пневматическим способом на давление 0,005 МПа (500 мм вод. ст.).
Метантенк выдерживается под испытательным давлением не менее 24 ч. При обнаружении дефектных мест они должны быть устранены, после чего сооружение должно быть испытано на падение давления в течение дополнительных 8 ч. Метантенк признается выдержавшим испытание на герметичность, если давление в нем за 8 ч не снизится более чем на 0,001 МПа (100 мм вод. ст.).
Колпачки дренажно-распределительной системы фильтров после их установки до загрузки фильтров следует подвергать испытанию путем подачи воды интенсивностью 5 - 8 л/(с·м2) и воздуха интенсивностью 20 л/(с·м2) трехкратной повторяемостью по 8 - 10 мин. Обнаруженные при этом дефектные колпачки подлежат замене.
Дополнительные требования к испытанию напорных трубопроводов и сооружений водоснабжения и канализации, строящихся в особых природных и климатических условиях
Напорные трубопроводы водоснабжения и канализации, сооружаемые в условиях просадочных грунтов всех типов вне территории промышленных площадок и населенных пунктов, испытываются участками длиной не более 500 м; на территории промышленных площадок и населенных пунктов длину испытательных участков следует назначать с учетом местных условий, но не более 300 м.
Проверка водонепроницаемости емкостных сооружений, построенных на просадочных грунтах всех типов, должна производиться по истечении 5 сут после их заполнения водой, при этом убыль воды за сутки не должна превышать 2 л на 1 м2 смоченной поверхности стен и днища.
При обнаружении течи вода из сооружений должна выпускаться и отводиться в места, определенные проектом, исключающие подтопление застроенной территории.
Гидравлическое испытание трубопроводов и емкостных сооружений, возводимых в районах распространения вечномерзлых грунтов, следует производить, как правило, при температуре наружного воздуха не ниже 0 °С, если другие условия испытания не обоснованы проектом.
Испытания безнапорных трубопроводов на наружных сетях водоснабжения и канализации
СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации.
СНиП 2.04.02-84* Водоснабжение. Наружные сети и сооружения.
СП 40-102-2000 Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов.
Испытания безнапорного трубопровода на герметичность должны производиться в соответствии с требованиями СНиП 3.05.04-85*, СП 40-102-2000, СНиП III-4-80* «Техника безопасности в строительстве», СНиП 12-03-99* «Безопасность труда в строительстве. Часть 1. Общие требования».
До проведения испытаний безнапорного трубопровода должны быть:
- закончены все работы по заделке раструбных, муфтовых, фальцевых соединений, стыковых соединений бетонных труб с гладкими концами, по сварке или склеиванию труб из полимерных материалов, по монтажу колодцев и заделке труб в стенках колодцев, по гидроизоляции колодцев;
- оформлены акты освидетельствования скрытых работ на завершенные работы;
- подготовлены средства наполнения и опорожнения испытываемого участка трубопровода, смонтированы временные коммуникации и установлены приборы и краны, необходимые для проведения испытаний;
- заполнен водой и выдержан в заполненном состоянии подлежащий испытанию участок трубопровода (при приемочном испытании на герметичность).
Для проведения испытания трубопровода ответственному исполнителю работ должен быть выдан наряд-допуск на производство работ повышенной опасности с указанием в нем размеров опасной зоны.
Испытание безнапорных трубопроводов должно осуществляться строительно-монтажной организацией, как правило, в два этапа:
первый - предварительное испытание на герметичность, выполняемое после засыпки пазух с подбивкой грунта на половину вертикального диаметра трубы с оставленными открытыми для осмотра стыковыми соединениями; это испытание допускается выполнять без участия представителей заказчика и эксплуатационной организации с составлением акта, утверждаемого главным инженером строительной организации;
второй - приемочное (окончательное) испытание на герметичность, выполняемое после засыпки трубопровода, при участии комиссии в составе представителей строительно-монтажной и эксплуатирующей организации, а также представителей технадзора заказчика с составлением акта установленной формы.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - завершение предусмотренных проектом работ по прокладке трубопровода (завершение всех работ по монтажу, заделке, сварке, склейке стыковых соединений) и надлежащее их оформление актами освидетельствования скрытых работ; - наличие в проектной документации необходимых данных для проведения испытаний, наличие технологической документации по проведению испытаний; - наличие и готовность средства наполнения и опорожнения испытываемого участка трубопровода, завершение монтажа временных коммуникаций, установку приборов и кранов, необходимых для проведения испытаний; - организацию дежурства на границе участков опасной зоны; выдачу наряда-допуска на проведение испытаний; - заполнение водой и выдержку в заполненном состоянии подлежащего испытанию участка трубопровода и колодцев. |
Акты освидетельствования скрытых работ |
|
Испытание безнапорного трубопровода |
Контролировать: - соблюдение заданной ППР технологии и порядка проведения испытания безнапорного трубопровода на герметичность; - точность измерения объема добавленной воды или притока воды; - осмотр и устранение выявленных во время испытаний дефектов трубопровода, соблюдение технологии и порядка проведения повторного испытания трубопровода. |
Общий и специальный журналы работ |
|
Приемка |
Проверить: - соответствие результатов испытаний требованиям проекта и нормативных документов; - надлежащее оформление исполнительной документации (актов о проведении предварительного и приемочного испытания). |
Акты о проведении предварительного и приемочного испытания |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: прораб (мастер) - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), представители технадзора заказчика КИП - манометры класса точности не ниже 1,5, мерные бачки, водомеры, жидкостной манометр. |
||
Схема приемочного испытания безнапорного трубопровода с колодцами
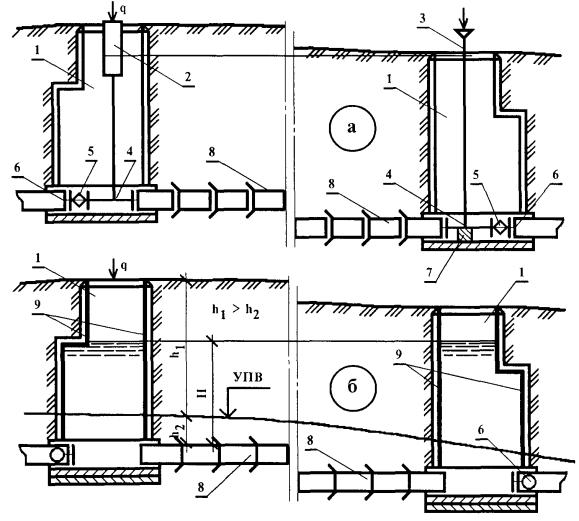
а - без гидроизоляции; б - с внутренней гидроизоляцией; в - с наружной гидроизоляцией; 1 - колодец; 2 - стояк для выхода воздуха, наблюдения за уровнем воды и ее добавления; 3 - стояк для заполнения трубопровода водой; 4 - тройник; 5 - винтовой домкрат; 6 - заглушка типа надувного баллона; 7 - опорная подставка; 8 - испытываемый трубопровод; 9 - внутренняя гидроизоляция колодцев; 10 - наружная гидроизоляция; 11 - мерная емкость; 12 - грязевой насос; q - расход добавляемой воды; УПВ - уровень подземных вод
Безнапорные трубопроводы подлежат испытанию на герметичность одним из следующих способов:
- определением объема воды, добавляемой в трубопровод, проложенный в сухих грунтах, а также в мокрых, когда уровень подземных вод у верхнего колодца расположен ниже поверхности земли более чем на половину глубины заложения труб, считая от люка до шелыги (рис. а и б);
- определением притока воды в трубопровод, проложенный в мокрых грунтах, когда уровень подземных вод у верхнего колодца расположен ниже поверхности земли менее чем на половину глубины заложения труб, считая от люка до шелыги (рис. в).
Способ испытания трубопровода устанавливается проектом.
Колодцы, имеющие гидроизоляцию с внутренней стороны, испытывают на герметичность путем определения объема добавляемой воды, а колодцы, имеющие гидроизоляцию с наружной стороны, испытывают путем определения притока воды в них.
Колодцы, имеющие по проекту водонепроницаемые стенки, внутреннюю и наружную изоляцию, могут быть испытаны на давление воды или приток подземной воды совместно с трубопроводами или отдельно от них. Колодцы, не имеющие по проекту водонепроницаемых стенок, внутренней или наружной гидроизоляции, приемочному испытанию на герметичность не подвергаются.
Испытание трубопроводов на герметичность следует производить участками между смежными колодцами. При затруднениях с доставкой воды, обоснованных в проекте, допускается трубопроводы испытывать выборочно (по указанию заказчика):
- при общей протяженности трубопровода до 5 км - два - три участка;
- при большей, чем 5 км, протяженности трубопровода - несколько участков общей протяженностью не менее 30 %.
Схема приемочного испытания безнапорного трубопровода с колодцами
(вариант «в»)
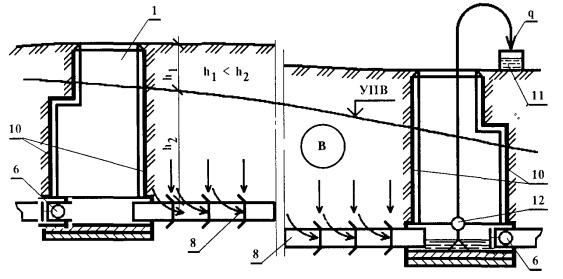
Если результаты выборочного испытания участков трубопровода окажутся неудовлетворительными, то испытанию подлежат все участки трубопровода.
Гидростатическое давление в трубопроводе при его предварительном испытании должно создаваться заполнением водой стояка, установленного в верхней его точке, или заполнением водой верхнего колодца, если последний подлежит испытанию. При этом гидростатическое давление в верхней точке трубопровода определяется по превышению уровня воды в стояке или колодце над шелыгой трубопровода или над горизонтом грунтовых вод, если последний расположен выше шелыги. Величина гидростатического давления в трубопроводе при его испытании должна быть указана в рабочей документации. Для трубопроводов, прокладываемых из безнапорных бетонных, железобетонных и керамических труб, эта величина, как правило, должна быть равна 0,04 МПа (0,4 кгс/см2).
Предварительное испытание трубопроводов на герметичность производится при не присыпанном землей трубопроводе в течение 30 мин. Величину испытательного давления необходимо поддерживать добавлением воды в стояк или в колодец, не дотекая снижения уровня воды в них более чем на 20 см.
Трубопровод и колодец признаются выдержавшими предварительное испытание, если при их осмотре не будет обнаружено утечек воды. При отсутствии в проекте повышенных требований к герметичности трубопровода на поверхности труб и стыков допускается отпотевание с образованием капель, не сливающихся в одну струю при количестве отпотеваний не более чем на 5 % труб на испытываемом участке.
Приемочное испытание на герметичность следует начинать после выдержки в заполненном водой состоянии железобетонного трубопровода и колодцев, имеющих гидроизоляцию с внутренней стороны или водонепроницаемые по проекту стенки, - в течение 72 ч и трубопроводов и колодцев из других материалов - 24 ч.
Герметичность при приемочном испытании засыпанного трубопровода определяется следующими способами
первым - по замеряемому в верхнем колодце объему добавляемой в стояк или колодец воды в течение 30 мин; при этом понижение уровня воды в стояке или в колодце допускается не более чем на 20 см;
вторым - по замеряемому в нижнем колодце объему притекающей в трубопровод грунтовой воды.
Трубопровод признается выдержавшим приемочное испытание на герметичность, если определенные при испытании объемы добавленной воды по первому способу или приток грунтовой воды по второму способу будут не более указанных в нижеследующей таблице, о чем должен быть составлен акт установленной формы (приведен ниже).
Трубопроводы дождевой канализации подлежат предварительному и приемочному испытанию на герметичность в соответствии с изложенными выше требованиями, если это предусмотрено проектом.
Трубопроводы из безнапорных железобетонных раструбных, фальцевых и с гладкими концами труб диаметром более 1600 мм, предназначенные по проекту для трубопроводов, постоянно или периодически работающих под давлением до 0,05 МПа (5 м вод. ст.) и имеющих выполненную в соответствии с проектом специальную водонепроницаемую наружную или внутреннюю обделку, подлежат гидравлическому испытанию давлением, определенным в проекте.
|
Условный диаметр водопровода, мм Dу |
Допустимый объем добавленной в трубопровод воды (приток воды) на 10 м длины испытываемого трубопровода за время испытания 30 мин, л, для труб |
||
|
железобетонных и бетонных |
керамических |
асбестоцементных |
|
|
100 |
1,0 |
1,0 |
0,3 |
|
150 |
1,4 |
1,4 |
0,5 |
|
200 |
4,2 |
2,4 |
1,4 |
|
250 |
5,0 |
3,0 |
- |
|
300 |
5,4 |
3,6 |
1,8 |
|
350 |
6,2 |
4,0 |
- |
|
400 |
6,7 |
4,2 |
2,2 |
|
450 |
- |
4,4 |
- |
|
500 |
7,5 |
4,6 |
- |
|
550 |
- |
4,8 |
- |
|
600 |
8,3 |
5,0 |
- |
|
Примечания: 1. При увеличении продолжительности испытания более 30 мин величину допустимого объема добавленной воды (притока воды) следует увеличивать пропорционально увеличению продолжительности испытания. 2. Величину допустимого объема добавленной воды (притока воды) в железобетонный трубопровод диаметром свыше 600 мм следует определять по формуле q = 0,83(D + 4), л, на 10 м длины трубопровода за время испытания 30 мин, где: D - внутренний (условный) диаметр трубопровода, дм. 3. Для железобетонных трубопроводов со стыковыми соединениями на резиновых уплотнителях допустимый объем добавленной воды (приток воды) следует принимать с коэффициентом 0,7. 4. Допустимые объемы добавленной воды (притока воды) через стенки и днище колодца на 1 м его глубины следует принимать равным допустимому объему добавленной воды (притоку воды) на 1 м длины труб, диаметр которых равновелик по площади внутреннему диаметру колодца. 5. Допустимый объем добавленной воды (приток воды) в трубопровод, сооружаемый из сборных железобетонных элементов и блоков, следует принимать таким же, как для трубопроводов из железобетонных труб, равновеликих им по площади поперечного сечения. 6. Допустимый объем добавленной в трубопровод воды (приток воды) на 10 м длины испытываемого трубопровода за время испытания 30 мин для труб ПВД и ПНД со сварными соединениями и напорных труб ПВХ с клееными соединениями следует определять для диаметров до 500 мм включительно по формуле q = 0,03D, диаметром, более 500 мм - по формуле q = 0,2 + 0,03D, где D - наружный диаметр трубопровода, дм; q - величина допустимого объема добавленной воды, л. 7. Допустимый объем добавленной в трубопровод воды (приток воды) на 10 м длины испытываемого трубопровода за время испытания 30 мин для труб ПВХ с соединениями на резиновой манжете следует определять по формуле q = 0,06 + 0,01D, где D - наружный диаметр трубопровода, дм; q - величина допустимого объема добавленной воды, л. |
|||
Испытание трубопроводов систем водоснабжения и канализации из полимерных материалов
(согласно указаний СП 40-102-2000)
Гидравлические испытания самотечных канализационных сетей выполняют после завершения гидроизоляционных работ в колодцах в два этапа: без колодцев (предварительное) и совместно с колодцами (окончательное).
Окончательное испытание трубопровода канализации совместно с колодцами производят согласно СНиП 3.05.04-85*.
Предварительные и окончательные испытания самотечных канализационных сетей из труб большого диаметра допускается производить пневматическим способом. Предварительные испытания проводят до окончательной засыпки траншеи (сварные соединения грунтом не засыпают). Испытательное давление сжатого воздуха, равное 0,05 МПа, поддерживают в трубопроводе в течение 15 мин. При этом осматривают сварные, клеевые и другие стыки и выявляют неплотности по звуку просачивающегося воздуха, по пузырям, образующимся в местах утечки воздуха через стыковые соединения, покрытые мыльной эмульсией.
Окончательные испытания пневматическим способом проводят при уровне грунтовых вод над трубой в середине испытуемого трубопровода менее 2,5 м. Окончательным пневматическим испытаниям подвергают участки длиной 20 - 100 м, при этом перепад между наиболее высокой и низкой точками трубопровода не должен превышать 2,5 м. Пневматические испытания проводят через 48 ч после засыпки трубопровода. Испытательное избыточное давление сжатого воздуха указано в нижеследующей таблице.
Испытательное давление сжатого воздуха при пневматическом испытании самотечных канализационных трубопроводов
|
Уровень грунтовых вод h от оси трубопровода, м |
Испытательное давление, МПа |
Перепад давления р - р1, МПа |
|
|
избыточное начальное р |
конечное р1 |
||
|
h = 0 |
0,01 |
0,007 |
0,003 |
|
0 < h < 0,5 |
0,0155 |
0,0124 |
0,0031 |
|
0,5 < h < 1 |
0,021 |
0,0177 |
0,0033 |
|
1 < h < 1,5 |
0,0265 |
0,0231 |
0,0034 |
|
1,5 < h < 2 |
0,032 |
0,0284 |
0,0036 |
|
2 < h < 2,5 |
0,0375 |
0,0338 |
0,0037 |
приложение 4 (обязательное) к СНиП 3.05.04-85*
|
АКТ о проведении приемочного гидравлического испытания безнапорного трубопровода на герметичность Город _____________________ «__» ___________ 20__ г. Комиссия в составе представителей: строительно-монтажной организации __________________________________________ (наименование организации, должность, фамилия, и.о.) технического надзора заказчика ______________________________________________ (наименование организации, должность, фамилия, и.о.) эксплуатационной организации _______________________________________________ (наименование организации, должность, фамилия, и.о.) составили настоящий акт о проведении приемочного гидравлического испытания участка безнапорного трубопровода ___________________________________________ __________________________________________________________________________ (наименование объекта, номера пикетов на его границах, длина трубопровода и диаметр) Уровень грунтовых вод в месте расположения верхнего колодца находится на расстоянии _______ м от верха трубы в нем при глубине заложения труб (до верха) ____ м. Испытание трубопровода производилось ____________________________________ (указать совместно или отдельно от ________________________________ способом _________________________________ колодцев и камер) (указать способ испытаний __________________________________________________________________________ - добавлением воды в трубопровод или притоком грунтовой воды в него) Гидростатическое давление величиной ________ м. вод. ст. создавалось заполнением водой _____________________________________________________________________ (указать номер колодцев или установленного в нем стояка) В соответствии с табл. 8 СНиП 3.05.04-85* допустимый объем добавленной в трубопровод воды, приток грунтовой воды на 10 м длины трубопровода за время (ненужное зачеркнуть) испытания 30 мин равен _________ л. Фактический за время испытания объем добавленной воды, приток грунтовой воды составил _______ л, или в пересчете на 10 м (ненужное зачеркнуть) длины трубопровода (с учетом испытания совместно с колодцами, камерами) и продолжительности испытания в течение 30 мин составил _____________ л, что меньше допустимого расхода. Решение комиссии Трубопровод признается выдержавшим приемочное испытание на герметичность. Представитель строительно-монтажной организации ____________________________ (подпись) Представитель технического надзора заказчика _________________________________ (подпись) Представитель эксплуатационной организации _________________________________ (подпись) |
Промывка и дезинфекция трубопроводов и сооружений
Законченные строительством трубопроводы и сооружения хозяйственно-питьевого водоснабжения перед приемкой в эксплуатацию подлежат промывке (очистке) и дезинфекции хлорированием с последующей промывкой до получения удовлетворительных контрольных физико-химических и бактериологических анализов воды, отвечающих требованиям «Инструкции по контролю за обеззараживанием хозяйственно-питьевой воды и за дезинфекцией водопроводных сооружений хлором при централизованном и местном водоснабжении» Минздрава СССР.
Промывка и дезинфекция трубопроводов и сооружений хозяйственно-питьевого водоснабжения должны производиться строительно-монтажной организацией, выполнявшей работы по прокладке и монтажу этих трубопроводов и сооружений, при участии представителей заказчика и эксплуатационной организации при контроле, осуществляемом представителями санитарно-эпидемиологической службы. Порядок проведения промывки и дезинфекции трубопроводов и сооружений хозяйственно-питьевого водоснабжения изложен в рекомендуемом приложении 5.
О результатах проведенной промывки и дезинфекции трубопроводов и сооружений хозяйственно-питьевого водоснабжения должен быть составлен акт по форме, приведенной в обязательном приложении 6.
Результаты испытаний емкостных сооружений следует оформить актом, подписываемым представителями строительно-монтажной организации, заказчика и эксплуатационной организации.
приложение 5 (рекомендуемое) к СНиП 3.05.04-85*
Порядок проведения промывки и дезинфекции трубопроводов и сооружений хозяйственно-питьевого водоснабжения
1. Для дезинфекции трубопроводов и сооружений хозяйственно-питьевого водоснабжения допускается применять следующие хлорсодержащие реагенты, разрешенные Министерством здравоохранения СССР:
сухие реагенты - хлорную известь по ГОСТ 1692-85*, гипохлорит кальция (нейтральный) по ГОСТ 25263-82* марки А;
жидкие реагенты - гипохлорит натрия (хлорноватистокислый натрий) по ГОСТ 11086-76* марок А и Б; электролитический гипохлорит натрия и жидкий хлор по ГОСТ 6718-93.
2. Очистку полости и промывку трубопровода для удаления оставшихся загрязнений и случайных предметов следует выполнять, как правило, перед проведением гидравлического испытания путем водовоздушной (гидропневматической) промывки или промывки гидромеханическим способом с помощью эластичных очистных поршней (поролоновых и других) или только водой.
3. Скорость движения эластичного поршня при гидромеханической промывке следует принимать в пределах 0,3 - 1,0 м/с при внутреннем давлении в трубопроводе около 0,1 МПа (1 кгс/см2).
Очистные поролоновые поршни следует применять диаметром в пределах 1,2 ÷ 1,3 диаметра трубопровода, длиной - 1,5 ÷ 2,0 диаметра трубопровода только на прямых участках трубопровода с плавными поворотами, не превышающими 15°, при отсутствии выступающих во внутрь трубопровода концов присоединенных к нему трубопроводов или других деталей, а также при полностью открытых задвижках на трубопроводе. Диаметр выпускного трубопровода следует принимать на один сортамент меньше диаметра промываемого трубопровода.
4. Гидропневматическую промывку следует осуществлять подачей по трубопроводу вместе с водой сжатого воздуха в количестве не менее 50 % расхода воды. Воздух следует вводить в трубопровод под давлением, превышающим внутреннее давление в трубопроводе на 0,05 - 0,15 МПа (0,5 - 1,5 кгс/см2). Скорость движения водовоздушной смеси принимается в пределах от 2,0 до 3,0 м/с.
5. Длина промываемых участков трубопроводов, а также места введения в трубопровод воды и поршня и порядок проведения работ должны быть определены в проекте производства работ, включающем рабочую схему, план трассы, профиль и деталировку колодцев.
Длину участка трубопровода для проведения хлорирования следует назначать, как правило, не более 1 - 2 км.
6. После очистки и промывки трубопровод подлежит дезинфекции хлорированием при концентрации активного хлора 75 - 100 мг/л (г/м3) с временем контакта хлорной воды в трубопроводе 5 - 6 ч или при концентрации 40 - 50 мг/л (г/м3) с временем контакта не менее 24 ч. Концентрация активного хлора назначается в зависимости от степени загрязненности трубопровода.
7. Перед хлорированием следует выполнить следующие подготовительные работы:
- осуществить монтаж необходимых коммуникаций по введению раствора хлорной извести (хлора) и воды, выпуска воздуха, стояков для отбора проб (с выведением их выше уровня земли), монтаж трубопроводов для сброса и отведения хлорной воды (с обеспечением мер безопасности); подготовить рабочую схему хлорирования (план трассы, профиль и деталировку трубопровода с нанесением перечисленных коммуникаций), а также график проведения работ;
- определить и подготовить необходимое количество хлорной извести (хлора) с учетом процентного содержания в товарном продукте активного хлора, объема хлорируемого участка трубопровода с принятой концентрацией (дозой) активного хлора в растворе по формуле:
![]()
где: Т - необходимая масса товарного продукта хлорсодержащего реагента с учетом 5 % на потери, кг;
D и l - соответственно диаметр и длина трубопровода, м;
К - принятая концентрация (доза) активного хлора, г/м3 (мг/л);
А - процентное содержание активного хлора в товарном продукте, %.
Пример. Для хлорирования дозой 40 г/м3 участка трубопровода диаметром 400 мм, длиной 1000 м с применением хлорной извести, содержащей 18 % активного хлора, потребуется товарной массы хлорной извести в количестве 29,2 кг.
8. Для осуществления контроля за содержанием активного хлора по длине трубопровода в процессе его заполнения хлорной водой через каждые 500 м следует устанавливать временные пробоотборные стояки с запорной арматурой, выводимые выше поверхности земли, которые также используют для выпуска воздуха по мере заполнена трубопровода. Их диаметр принимается по расчету, но не менее 100 мм.
9. Введение хлорного раствора в трубопровод следует продолжать до тех пор, пока в точках, наиболее удаленных от места подачи хлорной извести, станет вытекать вода с содержанием активного (остаточного) хлора не менее 50 % заданного. С этого момента дальнейшую подачу хлорного раствора необходимо прекратить, оставляя трубопровод заполненным хлорным раствором в течение расчетного времени контакта, указанного в п. 6 настоящего приложения.
10. После окончания контакта хлорную воду следует сбросить в места, указанные в проекте, и трубопровод промыть чистой водой до тех пор, пока содержание остаточного хлора в промывной воде не снизится до 0,3 - 0,5 мг/л. Для хлорирования последующих участков трубопровода хлорную воду допускается использовать повторно. После окончания дезинфекции сбрасываемую из трубопровода хлорную воду необходимо разбавлять водой до концентрации активного хлора 2 - 3 мг/л или дехлорировать путем введения гипосульфита натрия в количестве 3,5 мг на 1 мг активного остаточного хлора в растворе.
Места и условия сброса хлорной воды и порядок осуществления контроля ее отвода должны быть согласованы с местными органами санитарно-эпидемиологической службы.
11. В местах присоединений (врезок) вновь построенного трубопровода к действующей сети следует осуществлять местную дезинфекцию фасонных частей и арматуры раствором хлорной извести.
12. Дезинфекция водозаборных скважин перед сдачей их в эксплуатацию выполняется в тех случаях, когда после их промывки качество воды по бактериологическим показателям не соответствует требованиям нормативных документов.
Дезинфекция проводится в два этапа: сначала надводной части скважины, затем - подводной. Для обеззараживания надводной части в скважине выше кровли водоносного горизонта необходимо установить пневматическую пробку, выше которой скважину заполнить раствором хлорной извести или другого хлорсодержащего реагента с концентрацией активного хлора 50 - 100 мг/л в зависимости от степени предполагаемого загрязнения. Через 3 - 6 ч контакта следует пробку извлечь и при помощи специального смесителя ввести хлорный раствор в подводную часть скважины с таким расчетом, чтобы концентрация активного хлора после смешения с водой была не менее 50 мг/л. Через 3 - 6 ч контакта произвести откачка до исчезновения в воде заметного запаха хлора, после чего отобрать пробы воды для контрольного бактериологического анализа.
Примечание. Расчетный объем хлорного раствора принимается больше объема скважин (по высоте и диаметру): при обеззараживании надводной части - в 1,2 ÷ 1,5 раза, подводной части - в 2 ÷ 3 раза.
13. Дезинфекцию емкостных сооружений следует производить методом орошения раствором хлорной извести или других хлорсодержащих реагентов с концентрацией активного хлора 200 - 250 мг/л. Такой раствор необходимо приготовить из расчета 0,3 - 0,5 л на 1 м2 внутренней поверхности резервуара и путем орошения из шланга или гидропульта покрыть им стены и днище резервуара. По истечении 1 - 2 ч дезинфицированные поверхности промыть чистой водопроводной водой, удаляя отработанный раствор через грязевые выпуски. Работа должна производиться в специальной одежде, резиновых сапогах и противогазах; перед входом в резервуар следует усыновить бачок с раствором хлорной извести для обмывания сапог.
14. Дезинфекцию фильтров после их загрузки, отстойников, смесителей и напорных баков малой емкости следует производить объемным методом, наполняя их раствором с концентрацией 75 - 100 мг/л активного хлора. После контакта в течение 5 - 6 ч раствор хлора необходимо удалить через грязевую трубу и емкости промыть чистой водопроводной водой до содержания в промывной воде 0,3 - 0,5 мг/л остаточного хлора.
15. При хлорировании трубопроводов и сооружений водоснабжения следует соблюдать требования по технике безопасности.
приложение 6 (обязательное) к СНиП 3.05.04-85*
|
АКТ о проведении промывки и дезинфекции трубопроводов (сооружений) хозяйственно-питьевого водоснабжения Город ________________ «__» ___________ 20__ г. Комиссия в составе представителей: санитарно-эпидемиологической службы (СЭС) _________________________________ (города, района, должность, фамилия, и.о.) заказчика __________________________________________________________________ (наименование организации, должность, фамилия, и.о.) строительно-монтажной организации __________________________________________ (наименование организации, должность, фамилия, и.о.) эксплуатационной организации _______________________________________________ (наименование организации, должность, фамилия, и.о.) составили настоящий акт о том, что трубопровод, сооружение _____________________ (ненужное зачеркнуть) _______________________________________________________ подвергнут промывке (наименование объекта, длина, диаметр, объем) и дезинфекции хлорированием ________________________ при концентрации (указать, каким реагентом) активного хлора ______________ мг/л (г/м3) и продолжительности контакта _______ ч. Результаты физико-химического и бактериологического анализов воды на ____ листах прилагаются. Представитель санитарно-эпидемиологической службы (СЭС) ____________________ (подпись) Представитель заказчика ____________________________________________________ (подпись) Представитель строительно-монтажной организации ____________________________ (подпись) Представитель эксплуатационной организации _________________________________ (подпись) Заключение СЭС: Трубопровод, сооружение считать продезинфицированным и (ненужное зачеркнуть) промытым и разрешить пуск его в эксплуатацию. Главный врач СЭС: _________________________________________________________ «__» __________________ (дата) |
Монтаж железобетонных конструкций емкостных сооружений для водоснабжения и канализации
ТУ 66-310-91 Конструкции железобетонные прямоугольных емкостных сооружений для водоснабжения и канализации серии 3.900.1-10, 3.900.1-12.
ТУ 5853-002-01003035-96 Конструкции железобетонные емкостных сооружений для водоснабжения и канализации.
ТУ 5853007-29021632-97 Конструкции железобетонные емкостных сооружений для водоснабжения и канализации.
ТУ 5858-006-29021632-97 Плиты железобетонные днищ и фундаментов емкостных сооружений водоснабжения и канализации.
ГОСТ 13015.0-83* Конструкции и изделия бетонные и железобетонные сборные. Общие технические требования.
ГОСТ 13015.1-81* Конструкции и изделия бетонные и железобетонные сборные. Приемка.
ГОСТ 13015.2-81* Конструкции и изделия бетонные и железобетонные сборные. Маркировка.
ГОСТ 13015.3-81* Конструкции и изделия бетонные и железобетонные сборные. Документ о качестве.
ГОСТ 13015.4-81* Конструкции и изделия бетонные и железобетонные сборные. Правила транспортирования и хранения.
Стандарты и технические условия на конструкции емкостных сооружений для водоснабжения и канализации, предусмотренные проектом.
СНиП 3.01.01-85* Организация строительного производства.
СНиП 3.05.04-85* Наружные сети водоснабжения и канализации.
СНиП 3.03.01-87 Несущие и ограждающие конструкции.
Входной контроль качества железобетонных конструкций емкостных сооружений для водоснабжения и канализации должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 3.05.04-85*. СНиП 3.03.01-87 соответствующих стандартов, технических условий, ППР, технологических карт, схем операционного контроля качества и другой технологической документации, утвержденной в установленном порядке.
Технические требования к конструкциям железобетонных прямоугольных емкостных сооружений для водоснабжения и канализации серии 3.900.1-10, и серии 3.900.1-12.
ТУ 66-310-91 Конструкции железобетонных прямоугольных емкостных сооружений для водоснабжения и канализации серии 3.900.1-10, 3.900.1-12.
Технические условия распространяются на конструкции железобетонные, изготовленные из тяжелого бетона и предназначаемые для строительства прямоугольных емкостных сооружений для водоснабжения и канализации.
Конструкции предназначены для сооружений с неагрессивной средой. Допускается их применение в агрессивной среде при условии соблюдения требований СНиП 2.03.11-85 в отношении плотности бетона и защиты его поверхности лакокрасочными или пленочными материалами.
Конструкции обозначаются марками, состоящими из буквенно-цифровых групп.
В первой группе марки стеновых панелей содержатся данные о конструктивных особенностях и форме панели, где буквы ПС обозначают «панель стеновая», а цифра, стоящая после букв - дополнительные исполнения по форме панели в пределах данной типоформы. Цифры, стоящие после букв ПС, обозначают:
1 - панель с верхней обвязочной балкой;
2 - панель без верхней обвязочной балки.
Во второй группе содержатся данные о габаритных размерах панели, где цифра обозначает высоту панели в дециметрах.
В третьей группе содержатся данные о типе стен сооружения, для которого панель предназначена, и об армировании панели.
Буквы обозначают: К - консольная панель; Б - балочная панель; Г - панель наружных стен сооружений, обвалованных грунтом (панель типа «грунт-вода»); В1 - панель внутренних стен сооружений (панель типа «вода-вода»); В2 - панель наружных стен сооружений, не обвалованных грунтом (панель типа «воздух-вода»); У - панель с усиленным горизонтальным армированием (для угловых участков консольных стен); П - панель с уменьшенным горизонтальным армированием (для пролетных участков балочных стен).
Пример: ПС1-48-БГ3 - панель стеновая с обвязочной балкой, высотой 4,8 м, с армированием по балочной схеме, для наружных стен с порядковым номером по исполнению (несущей способности) - 3.
В первой группе марки стеновых панелей с опорной пятой буквы ПСП обозначают «панель стеновая с опорной пятой», а цифра 1, стоящая после букв, обозначает, что панель повернута к воде гранью, обращенной к опалубке, при отсутствии цифры 1 - ориентация обратная.
Следующие цифры в первой группе (после цифры 1 через точку) обозначают высоту панели в дециметрах.
Во второй группе, где содержатся данные о типе сооружения, для которого панель предназначена и об армировании панели, буква К обозначает - консольная панель, а буква Б - балочная панель. Цифры, стоящие после букв, обозначают порядковый номер исполнения панели по армированию, при этом однозначными цифрами 1 … 5 обозначены панели для рядовых участков, двузначными 11 … 15 - панели для угловых участков.
В третьей группе, где содержатся дополнительные данные о конструктивных особенностях панелей, буквы обозначают: К - тип стыка панелей «клиновидный»; Ш - тип стыка панелей «шпоночный».
Цифры, стоящие после букв, обозначают:
1 - наличие выпусков арматуры пяты для связи с днищем с обеих сторон по схеме нагрузок «вода-вода»;
2 - наличие выпусков арматуры пяты с одной стороны для связи с днищем, с другой - для добетонирования по схеме нагрузок «грунт-вода» или «воздух-вода»;
3 и 4 - шаг крепления опор конструкций покрытия по верху стен, соответственно, 3,0 и 1,5 или 1,0 м.
При наличии выпусков арматуры пяты с одной стороны по схеме нагрузок «грунт-вода» или «воздух-вода» цифровой индекс отсутствует.
При шаге крепления опор 6,0 м цифровой индекс 3 или 4 при буквах К и Ш отсутствует.
Пример: ПСП 36-К1-Ш1 - панель стеновая с опорной пятой для прямоугольных сооружений высотой 3,6 м консольная для рядовых участков стен с порядковым номером по исполнению - 1, со шпоночным стыком и выпусками арматуры пяты для связи с днищем с обеих сторон по схеме нагрузок «вода-вода».
Марка панелей перегородок содержит буквы ПГА, что обозначает «панель перегородок для аэротенков», цифры, обозначающие высоту панели в дециметрах, и цифры 1 или 2, из которых цифра 1 обозначает наличие в верхней части панели плиты для устройства ходовых мостиков, цифра 2 - наличие в верхней части балки.
Пример: ПГА 43-2 - панель перегородок для аэротенков высотой 4,3 м с балкой в верхней части.
Марки, обозначающие плиты покрытий, состоят из двух буквенно-цифровых групп, разделенных дефисом (например, 2ПР-1).
В первой группе содержатся данные о типе плит: 1ПР - плита для средних участков покрытия, которая опирается на колонну по четырем углам; 2ПР - плита для крайних участков покрытия, два угла которой опираются на колонну, а одно поперечное ребро ложится на стену; 3ПР - плита для крайних участков покрытия, два угла которой опираются на колонну, а одно продольное ребро ложится на стену; 4ПР - плита для угловых участков покрытия, опирающаяся одним углом на колонну, а продольным и поперечным ребрами на стену; 5ПР - плита для резервуаров без колонн, которая ложится на стену двумя поперечными ребрами; 6ПР - плита для резервуара емкостью 5,0 м3, которая ложится на стены двумя поперечными и двумя продольными ребрами.
Во второй группе цифрами 1, 2, 3 и 4 условно обозначена несущая способность плит.
Плиты с отверстиями имеют дополнительный индекс - «а» (например, 4ПР-1-а).
Марка колонны содержит данные о типе изделия и высоте резервуара, для которого предназначена колонна, в дециметрах: 1КР36, 1КР48 - колонны для резервуаров высотой 3,6 и 4,8 м с сеткой колони 3×6 м, выполненные раздельно от фундаментов; 2КР36, 2КР48 - то же, выполненные совместно с фундаментом; 3КР36, 3КР48 - колонны для резервуаров высотой 3,6 и 4,8 м с сеткой колонн 6×6 м, выполненные раздельно от фундаментов.
Марки, обозначающие фундаменты, состоят из одной буквенно-цифровой группы, содержащей данные о типе изделия: 1ФР1, 1ФР2 - фундаменты для колонн 1КР первого и второго типоразмеров, 2ФР1, 2ФР2 - то же, для колонн 3КР; ПДР - распределительная плита днища резервуара для колонн 2КР.
В марке изделий для лотков буквенные и цифровые индексы означают: Л - лоток; П - плита покрытия; первая цифра при буквенном индексе - помер типоразмера элемента; цифра «0» - дополнительный типоразмер; буква «а» - укороченный лоток длиной 3 м; цифра после тире - тип лотка по условиям опирания: 1 - на сплошное основание; 2 - на опоры; буква «К» в конце марки - назначение для систем канализации. Например: Л1-1К; П7-К.
Пример обозначения конструкций при заказе:
ПС1-48-БГ3(3), ТУ 66-310-41.
Конструкции должны удовлетворять требованиям ГОСТ 13015.0-83*: по прочности, жесткости и трещиностойкости; по показателю фактической прочности бетона (в проектном возрасте и отпускной); по морозостойкости и водонепроницаемости бетона; к маркам стали для закладных изделий; к классам и маркам стали для монтажных петель; по защите от коррозии.
Конструкции не должны иметь:
- жировых и ржавых пятен на лицевой поверхности;
- наплывов бетона на открытых поверхностях стальных закладных изделий и монтажных петлях;
- трещин в бетоне, за исключением местных поверхностных усадочных и других технологических шириной не более 0,1 мм.
Панели стеновые
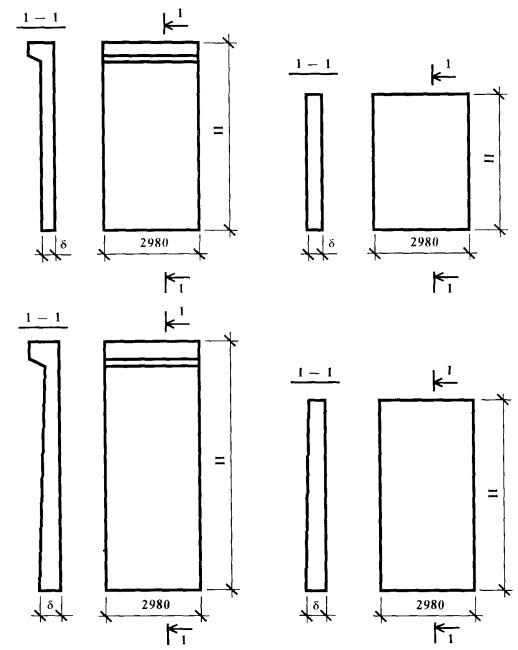
Панели стеновые консольного типа с опорной пятой
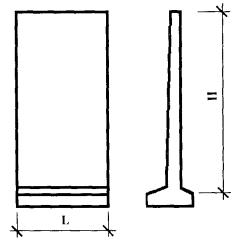
Панели перегородок с опорной пятой для аэротенков
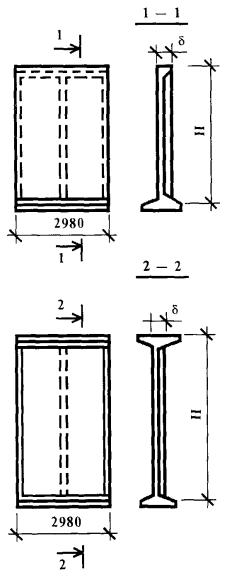
Панели стеновые балочного типа с опорной пятой
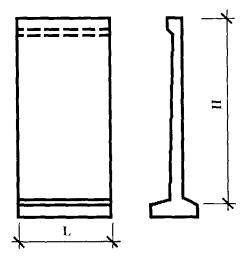
Плита покрытия
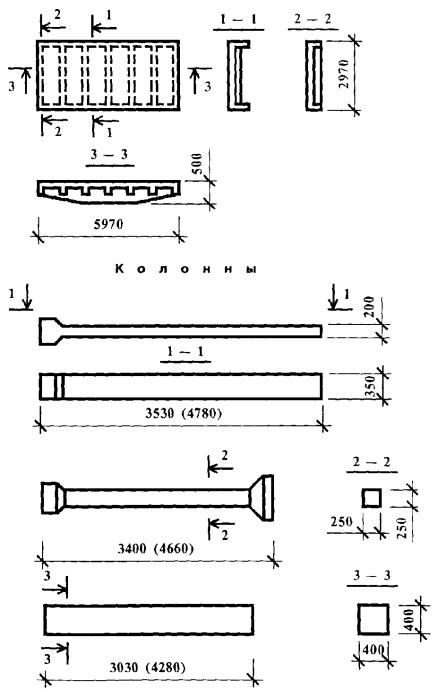
Фундамент для колонны
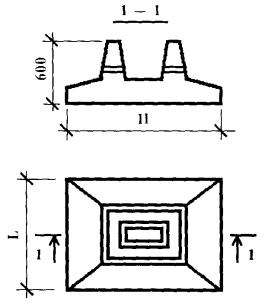
Распределительная плита днища резервуара
Изделия для лотков
Значения действительных отклонений геометрических параметров конструкций не должны превышать предельных, указанных в нижеследующей таблице.
|
Наименование геометрического параметра |
Предельные отклонения, мм |
|
Длина, высота, ширина конструкций при размере: до 1000 |
±4 |
|
свыше 1000 до 1600 |
±5 |
|
свыше 1600 до 2500 |
±6 |
|
свыше 2500 до 4000 |
±8 |
|
свыше 4000 до 6000 |
±10 |
|
Толщина поперечного сечения конструкций |
±5 |
|
Длина плиты покрытия |
±6 |
|
Ширина плиты, размер проемов и отверстий в полке |
±5 |
|
Высота ребер |
±5 |
|
Ширина ребер |
+5; -0 |
|
Толщина полки |
±3 |
|
Размер пазов продольных и поперечных ребер |
±3 |
|
Длина колонны |
±5 |
|
Размер поперечного сечения |
+5; -0 |
|
Размер опорной плиты в плане |
±10 |
|
Толщина плиты и размер стакана фундамента |
±5 |
|
Длина и ширина закладных изделий |
0; -5 |
|
Размер, определяющий положение стальных закладных изделий: в плоскости конструкции |
10 |
|
из плоскости конструкции |
3 |
|
в плоскости плит покрытия: в продольных и поперечных ребрах |
5 |
|
на верхней поверхности |
10 |
|
из плоскости плиты |
3 |
|
Размер, определяющий положение строповочных петель |
15 |
|
Отклонение от прямолинейности реального профиля поверхности конструкции: на длине 2 м: для панелей и наружных боковых поверхностей плит перекрытий |
3 |
|
для остальных поверхностей плит покрытий и других покрытий |
5 |
|
на всей высоте и ширине панелей размером: до 3600 |
5 |
|
от 4200 до 6000 |
8 |
|
на всей длине: для наружных боковых поверхности плит покрытий и других конструкций длиной не менее 2000 |
5 |
|
для остальных поверхностей плит покрытия и других конструкций длиной более 2000 |
8 |
|
Отклонение от плоскостности поверхности конструкции при измерении от условной плоскости, проходящей через три угловые точки поверхности конструкции |
8 |
|
Отклонение от равенства диагоналей конструкций |
16 |
|
Отклонение от перпендикулярности смежных поверхностей колонн |
3 |
Установлены следующие категории бетонных поверхностей конструкций:
А-1 - нижние поверхности плит покрытий и поверхности, соприкасающиеся с водой в сооружениях хозяйственно-питьевого водоснабжения;
А-4 - поверхности, соприкасающиеся с водой во всех сооружениях, кроме сооружений хозяйственно-питьевого водоснабжения, а также обращенные в сторону грунта или воздуха;
А-6 - остальные поверхности.
Размеры раковин, местных наплывов и впадин на бетонной поверхности и околов бетона ребер конструкций не должны превышать значений, приведенных в нижеследующей таблице.
|
Категория поверхности |
Предельные размеры, мм |
||||
|
раковин |
местных наплывов (высота) и впадин (глубина) |
околов бетона |
|||
|
диаметр |
глубина |
глубина |
суммарная длина на 1 м ребра |
||
|
А0 |
0,2 |
0,2 |
0,2 |
2 |
10 |
|
А4 |
4 |
3 |
1 |
5 |
50 |
|
А6 |
6 |
3 |
3 |
5 |
50 |
Маркировочные надписи и знаки должны быть нанесены на поверхности, видимые при хранении:
на панелях - на верхней торцевой грани;
на плитах покрытия - на наружной грани торцевого ребра; на распределительных плитах - на боковой грани по длинной стороне плиты;
на колоннах - на боковой грани в одном метре от нижнего торца;
на фундаментах под колонны - на внешней боковой грани стакана фундамента;
на лотках - на наружной поверхности стенки на расстоянии не более 20 см от ее верха.
Конструкции должны сопровождаться документом о качестве, в котором должны быть указаны: наименование и адрес предприятия-изготовителя; номер и дата выдачи документа; номер партии; наименование и марки конструкции; число конструкций каждой марки; дата изготовления конструкции; класс или марка бетона по прочности: отпускная прочность бетона (нормируемая, требуемая с учетом фактической однородности бетона и фактическая); марка бетона по морозостойкости и водонепроницаемости: обозначение технических условий.
Документ о качестве должен быть подписан работником предприятия-изготовителя, ответственным за технический контроль выпускаемых железобетонных конструкций.
Конструкции должны храниться в горизонтальном положении в штабелях высотой не более 2,5 м.
Прокладки между конструкциями по высоте штабеля должны располагаться по вертикали одна над другой под опорными плоскостями конструкций или рядом с устройствами для подъема.
Для плит покрытия прокладки должны устанавливаться:
под ребра переменной высоты - в местах крайних закладных деталей;
под ребра постоянной высоты - на расстоянии 1150 мм от торца.
На строительной площадке в процессе входного контроля:
необходимо проверить наличие сопроводительных документов о качестве (паспортов) и полноту содержащихся в них данных;
по имеющейся сопроводительной документации, маркировке, ярлыкам необходимо убедиться в соответствии поступивших конструкций и материалов требованиям проекта;
необходимо проверить наличие штампа ОТК на сборных железобетонных конструкциях;
необходимо путем внешнего осмотра проверить отсутствие недопустимых дефектов внешнего вида, путем предусмотренных измерений и испытаний - соответствие конструкций и материалов требованиям нормативной документации.
Технические требования к монтажу конструкций
Монтаж железобетонных конструкций емкостных сооружений должен осуществляться в соответствии с требованиями проекта. СНиП 3.05.04-85*, СНиП 3.03.01-87, ППР, технологических карт и схем операционного контроля качества СМР и другой технологической документации, утвержденной в установленном порядке.
Строительство емкостных сооружений для водоснабжения и канализации должны осуществлять, строительно-монтажные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
Работы по монтажу железобетонных конструкций емкостных сооружений должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по монтажу железобетонных конструкций.
Производству работ по монтажу сборных железобетонных конструкций должны предшествовать:
- разработка проектов производства работ как на возведение здания, сооружения, так и на выполнение отдельных видов работ, разработка технологических карт и схем операционного контроля качества СМР на выполнение отдельных видов работ (с использованием соответствующей типовой документации);
- выполнение предусмотренных проектом внеплощадочных и внутриплощадочных подготовительных работ (см. СОКК на выполнение этих работ в данном альбоме);
- выполнение и приемка предусмотренных проектом земляных работ;
- выполнение и приемка предусмотренных проектом работ по устройству основания;
- проверка неизменности положения знаков разбивочной сети здания (сооружения); выполнение геодезических работ по созданию внутренней разбивочной сети здания (сооружения), детальные разбивочные работы; (см. схемы на выполнение этих работ в данном альбоме, а также альбомах ч. 1-1 и 1-2);
- входной контроль проектно-сметной документации, сборных железобетонных конструкций, сварочных и других материалов;
- изучение инженерно-техническим персоналом проектной и технологической документации.
При входном контроле рабочей документации должна производиться проверка ее комплектности и достаточности содержащейся к ней технической информации для производства работ.
Входной контроль железобетонных конструкций и также других предусмотренных проектом материалов должен производиться в соответствии с требованиями стандартов и технических условий на конструкции и материалы в порядке, предусмотренном технологическими картами или другой технологической документацией, утвержденной в установленном порядке.
Технические требования к железобетонным конструкциям серии 3.900.1-10 и 3.900.1-12 приведены выше.
Работы по возведению зданий и сооружений должны производиться по утвержденному проекту производства работ (ППР), в котором наряду с общими требованиями СНиП 3.01.01-85* должны быть предусмотрены: последовательность установки конструкций; мероприятия, обеспечивающие требуемую точность установки, пространственную неизменяемость конструкций в процессе установки в проектное положение, устойчивость конструкции в процессе возведения.
Запрещается осуществление строительно-монтажных работ без утвержденного проекта производства работ. Не допускаются отступления от решений проектов производства работ без согласования с организациями, разработавшими и утвердившими их.
Монтаж конструкций следует начинать после освидетельствования или приемки ранее выполненных скрытых работ или ответственных конструкций.
Скрытые работы подлежат освидетельствованию с составлением актов. Акт освидетельствования скрытых работ должен составляться на завершенный процесс, выполненный самостоятельным подразделением исполнителей.
Освидетельствование скрытых работ и составление акта в случаях, когда последующие работы должны начинаться после перерыва, следует производить непосредственно перед производством последующих работ.
Запрещается выполнение последующих работ при отсутствии актов освидетельствования предшествующих скрытых работ во всех случаях.
Перед подъемом каждого монтажного элемента необходимо проверить:
- соответствие его проектной марке;
- состояние закладных изделий и установочных рисок, отсутствие грязи, снега, наледи, повреждений отделки и окраски;
- наличие на рабочем месте необходимых соединительных деталей и вспомогательных материалов;
- правильность и надежность закрепления грузозахватных устройств.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие проекта, ППР, технологических карт, схем операционного контроля качества; - завершение и надлежащее оформление предшествующих земляных и монтажных работ (наличие актов освидетельствования скрытых работ, геодезических исполнительных схем и другой приемо-сдаточной документации); - наличие паспортов и полноту содержащихся в них данных на поступившие на строительную площадку конструкции, соответствие их требованиям проекта; маркировку и наличие штампа ОТК; |
Проект, ППР, схемы операционного контроля качества Акт приемки, акты освидетельствования скрытых работ, исполнительные схемы Паспорта |
|
- завершение геодезических работ по созданию внутренней разбивочной сети, по детальной разбивке осей, по определению монтажного горизонта; - внешним осмотром сохранность и отсутствие недопустимых дефектов внешнего вида на поступивших конструкциях и материалах; очистку опорных поверхностей от загрязнений; наличие установочных рисок на монтируемых конструкциях; и разбивку опорных поверхностей. |
Акт на разбивку, исполнительные схемы |
|
|
Монтаж железобетонных конструкций |
Контролировать: - соблюдение заданной ППР (технологической картой) технологии монтажа конструкций и испытаний сооружения; |
Общий и специальный журналы работ |
|
- установку конструкций в проектное положение; - качество заделки стыков, качество сварочных и антикоррозионных работ, обратной засыпки. |
Исполнительные схемы |
|
|
Приемка |
Проверить: - соответствие фактического положения конструкций требованиям проекта и нормативных документов; |
Общий и специальный журналы работ |
|
- соответствие качества сварочных, антикоррозионных, гидроизоляционных, земляных работ, работ по замоноличиванию стыков требованиям проекта и нормативных документов; - составление и надлежащее оформление приемо-сдаточной документации. |
Акты приемки Акты освидетельствования скрытых работ, исполнительные схемы |
|
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ осуществляют: мастер (прораб), лаборант (инженер), геодезист - в процессе выполнения работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: прораб (мастер), представители технадзора заказчика КИП: линейка и рулетка измерительные металлические, нивелир, теодолит и другие геодезические и лабораторные приборы и инструмент. |
||
Строповку монтируемых элементов надлежит производить в местах, указанных в рабочих чертежах, и обеспечить их подъем и подачу к месту остановки в положении, близком к проектному. При необходимости изменения мест строповки они должны быть согласованы с организацией - разработчиком рабочих чертежей.
Запрещается строповка конструкций в произвольных местах, а также за выпуски арматуры.
Монтируемые элементы следует поднимать плавно, без рывков, раскачивания и вращения, как правило, с применением оттяжек.
Поднимать конструкции следует в два приема: сначала на высоту 20 - 30 см, затем, после проверки надежности строповки, производить дальнейший подъем.
При установке монтажных элементов должны быть обеспечены:
- устойчивость и неизменяемость их положения на всех стадиях монтажа;
- безопасность производства работ;
- прочность монтажных соединений.
Конструкции следует устанавливать в проектное положение по принятым ориентирам (рискам, граням и т.д.).
Устанавливаемые монтажные элементы до расстроповки должны быть надежно закреплены.
До окончания выверки и надежного (временного и проектного) закрепления установленного элемента не допускается опирать на него вышележащие конструкции, если такое опирание не предусмотрено ППР.
При отсутствии в рабочих чертежах специальных требований предельные отклонения совмещения ориентиров (граней или рисок) при установке сборных элементов, а также отклонения от проектного положения законченных монтажом (возведением) конструкций не должны превышать значений, приведенных в нижеследующей таблице.
Отклонения на установку монтажных элементов, положение которых может измениться в процессе их постоянного закрепления и нагружения последующими конструкциями, должны назначаться в ППР с таким расчетом, чтобы они не превышали предельных значений после завершения всех монтажных работ. В случае отсутствия в ППР специальных указаний величина отклонения элементов при установке не должна превышать 0,4 предельного отклонения на приемку.
|
Параметр |
Предельные отклонения, мм |
Контроль (метод, объем, вид регистрации) |
|
Отклонение от совмещения установочных ориентиров фундаментных блоков и стаканов фундаментов с рисками разбивочных осей |
12 |
Измерительный, каждый элемент, геодезическая исполнительная схема |
|
Отклонение отметок опорной поверхности дна стаканов фундаментов от проектных: до устройства выравнивающего слоя по дну стакана |
-20 |
То же |
|
после устройства выравнивающего слоя по дну стакана |
±5 |
То же |
|
Отклонение от совмещения ориентиров (рисок геометрических осей, граней) в нижнем сечении установленных колонн, панелей с установочными ориентирами (рисками геометрических осей или рисками разбивочных осей) |
8 |
То же |
|
Отклонение осей колонн одноэтажных зданий в верхнем сечении от вертикали при длине колонн, м: до 4 |
20 |
То же |
|
св. 4 до 8 |
25 |
То же |
|
Разность отметок верха колонн одноэтажных зданий и сооружений при длине колонн, м: до 4 |
14 |
То же |
|
св. 4 до 8 |
16 |
То же |
|
Отклонение от симметричности (половина разности глубины опирания концов элемента) при установке плит покрытий в направлении перекрываемого пролета при длине плиты перекрытия, м, св. 4 до 8 |
6 |
То же |
|
Глубина оттирания горизонтальных элементов на несущие конструкции |
по проекту |
|
|
Отклонение от вертикали верха плоскостей: панелей несущих стен |
10 |
То же |
|
перегородок |
12 |
То же |
Установка блоков фундаментов
Установку блоков фундаментов стаканного типа в плане следует производить относительно разбивочных осей по двум взаимно перпендикулярным направлениям, совмещая осевые риски фундаментов с ориентирами, закрепленными на основании, или контролируя правильность установки геодезическими приборами.
фундаментные блоки следует устанавливать на выровненный до проектной отметки слой песка. Предельное отклонение отметки выравнивающего слоя песка от проектной не должно превышать минус 15 мм.
Установка блоков фундаментов на покрытые водой или снегом основания не допускается.
Стаканы фундаментов и опорные поверхности должны быть зачищены от загрязнения.
Предельные отклонения от совмещения ориентиров при установке фундаментов стаканного типа должны быть указаны в проекте.
При отсутствии в проекте специальных указаний предельные отклонения положения фундаментов от проектных не должны превышать по СНиП 3.03.01-87 следующих величин:
- отклонение от совмещения установочных ориентиров фундаментных блоков и стаканов фундамента с рисками разбивочных осей 12 мм (контроль измерительный, каждый фундамент, регистрация отклонений в геодезической исполнительной схеме);
(контроль измерительный, каждый фундамент, регистрация отклонений в геодезической исполнительной схеме).
Правильность установки фундаментов проверяется теодолитом по двум взаимно перпендикулярным осям, закрепленным на обноске, и нивелиром.
Отклонения отметок опорной поверхности дна стаканов фундаментов от проектных проверяется геометрическим нивелированием.
Соответствие планово-высотного положения фундаментов проектному в пределах требований нормативных документов отражается в акте промежуточной приемки фундаментов.
Геодезические работы по созданию внешней разбивочной сети здания (сооружения) и разбивке котлована, геодезические работы на монтажном горизонте, а также геодезические работы при устройстве фундаментов подробно изложены в части II в соответствующих схемах.
Установка колонн
Монтаж колонн разрешается производить только после приемки опорных элементов, включающей геодезическую проверку соответствия их планового и высотного положения проектному, с составлением исполнительной схемы.
Отклонение отметок опорной поверхности дна стакана фундаментов от проектных до устройства выравнивающего слоя по дну стакана минус 20 мм, после устройства выравнивающего слоя ±5 мм.
Перед подъемом каждой колонны необходимо:
- проверить соответствие ее марки и паспортных данных требованиям проекта;
- внешним осмотром убедиться в отсутствии недопустимых дефектов внешней поверхности колонны, проверить состояние закладных изделий и основные размеры колонны;
- очистить торцевую поверхность колонны от мусора, грязи, снега и наледи;
- проверить наличие на колоннах рисок геометрических осей, определяющих их проектное положение, и в случае их отсутствия восстановить их.
Проектное положение колонн следует выверять по двум взаимно перпендикулярным направлениям.
Низ колонн следует выверять, совмещая риски, обозначающие их геометрические оси в нижнем сечении, с рисками геометрических осей ниже установленных колонн.
Верх колонн следует выверять, совмещая геометрические оси колонн в верхнем сечении с разбивочными осями.
Ориентиры для выверки верха и низа колонн должны быть указаны в ППР.
Предельные отклонения от совмещения рисок геометрических осей колонн в нижнем сечении с рисками геометрических осей стаканов фундаментов или с рисками разбивочных осей 8 мм.
Отклонение осей колонн одноэтажных зданий в верхнем сечении от вертикали: 20 мм - при длине колонн до 4 м; 25 мм - при длине колонн св. 4 м до 8 м.
Разность отметок верха колонн или их опорных площадок одноэтажных зданий и сооружений: 14 мм - при длине колонн до 4 м; 16 мм - при длине колонн св. 4 м до 8 м.
Установка плит покрытий
Укладку элементов в направлении перекрываемого пролета надлежит выполнять с соблюдением установленных проектом размеров глубины опирания их на опорные конструкции или зазоров между сопрягаемыми элементами.
Установку элементов в поперечном направлении перекрываемого пролета следует выполнять по разметке, определяющей их проектное положение на опорах и выполняемой после установки в проектное положение конструкций, на которые они опираются.
Установка панелей стен
Установку панелей наружных и внутренних стен следует производить, опирая их на выверенные относительно монтажного горизонта маяки. Прочность материала, из которого изготовляют маяки, не должна быть выше установленной проектом прочности на сжатие раствора, применяемого для устройства постели.
Отклонение отметок маяков относительно монтажного горизонта не должны превышать ±5 мм. При отсутствии в проекте специальных указаний толщина маяков должна составлять 10 ÷ 30 мм. Между торцом панели после ее выверки и растворной постелью не должно быть щелей.
Выверку панелей следует производить:
в плоскости стены - совмещая осевую риску панели в уровне низа с ориентирной риской на основании, вынесенной от разбивочной оси;
из плоскости стены - совмещая нижнюю грань панели с установочными рисками на основании, вынесенными от разбивочных осей;
в вертикальной плоскости - выверяя внутреннюю грань панели относительно вертикали.
Сварка и антикоррозионное покрытие закладных и соединительных изделий
Размеры конструктивных элементов сварных соединений стержневой арматуры (стержней между собой и с элементами закладных изделий) и предельные отклонения размеров выполненных швов должны соответствовать указанным в ГОСТ 14098-91 (см. СОКК часть II раздел «Сварка арматуры и закладных изделий железобетонных конструкций по ГОСТ 14098-91 и сталей по ГОСТ 5264-80*»).
Для выполнения монтажных соединений арматурной стали разных классов следует применять способы сварки и сварочные материалы, указанные в нижеследующих таблицах.
|
Способ сварки |
Характеристика сварочной проволоки |
Марки сварочной проволоки |
Класс арматурной стали |
||
|
A-I |
А-II |
A-III |
|||
|
Ванная механизированная под флюсом в инвентарной форме или на сильной скобе-накладке |
Сплошного сечения |
Св-08А Св-08АА |
Рекомендуется |
Допускается |
Не допускается |
|
Св-08ГА |
Рекомендуется |
Допускается |
|||
|
Св-08Г2С Св-08ГС Св-10Г2 Св-10ГА |
допускается |
Рекомендуется |
|||
|
Дуговая механизированная СОДГП на стальной скобе-накладке |
Сплошного сечения без дополнительной защиты |
Св-20ГСТЮА (ЭП-245) Св-15ГСПОЦА (ЭП-439) |
Рекомендуется |
Допускается |
|
|
Дуговая механизированная в инвентарной форме или на стальной скобе-накладке |
Порошковая (самозащитная) проволока |
ПП-АН3 ПП-АН3С ПП-АН11 СП-9 ППТ-9 |
Рекомендуется |
||
|
Дуговая механизированная протяженными швами |
ПП-АН7 ПП-АН19С |
||||
|
Примечание. При ванной механизированной сварке под флюсом стали класса А-I и А-II (марки 10ГТ) при температуре ниже минус 40 °С предпочтительно применять проволоку Св-08А, Св-08АА или Св-08ГА. |
|||||
Ванную или дуговую механизированную сварку выпусков арматуры, плоских элементов закладных изделий между собой, отдельных стержней или стержней с плоскими элементами проката следует производить специализированными полуавтоматами или модернизированными полуавтоматами общего назначения.
Для механизированных способов сварки следует использовать источники постоянного сварочного тока универсальные или с жесткой характеристикой до 500А, для ручной дуговой сварки - источники постоянного сварочного тока универсальные или с падающей характеристикой и сварочные трансформаторы на токи до 500 А.
Перед сборкой конструкций необходимо установить соответствие чертежам классов стержневой арматуры, марок стали плоских закладных изделий и соединительных деталей, перед сваркой - также размеров и точности сопряжения соединительных элементов. Точность сборки выпусков арматурных стержней должна соответствовать требованиям ГОСТ 10922-90 и ГОСТ 14098-91.
Перед сваркой (ванной, многослойными и протяженными швами) арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или стык.
|
Класс арматуры |
Рекомендуемые типы электродов для сварки |
|
||
|
ванной, ванно-шовной и дуговой многослойными швами стыковых соединений |
протяженными швами стыковых и нахлесточных соединений |
дуговой ручной прихватками |
|
|
|
А-I |
Э42, Э46, Э42А, Э46А |
|
||
|
А-II |
|
Э42А, Э46А, Э50А |
Э50А, Э55 |
|
|
А-III А-IIIС Ат-IVC |
Э55, Э60 |
|||
|
Э50А, Э55, Э60 |
|
|
||
|
Примечание. При отсутствии электродов типов Э55 и Э60 ванно-шовную и дуговую многослойными швами сварку стали класса А-III, Ат-IIIС и Ат-IVС допускается выполнять электродами Э50А. |
|
|||
При превышении регламентированных зазоров между стыкуемыми арматурными стержнями допускается применение одной промежуточной вставки длиной не менее 80 мм. Вставки следует изготовлять из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками превышение зазора должно быть компенсировано соответствующим увеличением длины накладок.
Длина выпусков арматурных стержней из бетона конструкции должна быть не менее 150 мм при регламентированных нормативными документами зазорах и не менее 100 мм при применении вставки.
Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение. Конструкции, имеющие закладные изделия опирания, надлежит дополнительно собирать на прихватках с применением тех же сварочных материалов, что и основные швы. Прихватки надлежит располагать в местах последующего наложения сварных швов.
При сборке конструкций не разрешается обрезка концов стержней или подготовка их кромок электрической дугой.
После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать требованиям ГОСТ 10922-90. Отгиб стержней для обеспечения их соосности допускается осуществлять нагревом до температуры 600 - 800 °С.
Сварку элементов конструкций следует производить в надежно зафиксированном проектном положении. Запрещается сварка выпусков арматурных стержней конструкций, удерживаемых краном.
После окончания сварки выполненное сварное соединение необходимо очистить от шлака и брызг металла.
Выполненные сварочные работы перед бетонированием следует оформлять актами приемки партии арматуры по внешнему осмотру, а в предусмотренных ГОСТ 10922-90 случаях - актами контроля физическими методами.
Конструкции сварных соединений стержневой арматуры, их типы и способы выполнения в зависимости от условий эксплуатации, класса и марки свариваемой стали, диаметра и пространственного положения при сварке должны соответствовать требованиям ГОСТ 14098-91.
Прихватка дуговой сваркой в крестообразных соединениях стержней рабочей арматуры согласно ГОСТ 14098-91 при отрицательных температурах запрещается.
На поверхности стержней рабочей арматуры не допускаются ожоги дуговой сваркой.
В стыках железобетонных элементов устанавливаемые замкнутые хомуты (поперечные стержни) следует закреплять, как правило, вязальной проволокой. Дуговая сварка в местах пересечения стержней хомутов с продольной (рабочей) арматурой допускается для некоторых марок сталей, предусмотренных ГОСТ 14098-91.
Для выполнения ручной или механизированной сварки при отрицательной температуре окружающего воздуха до минус 30 °С необходимо:
- увеличивать сварочный ток на 1 % при понижении температуры воздуха на каждые 3 °С (от 0 °С);
- производить предварительный подогрев газовым пламенем стержней арматуры до 200 - 250 °С на длину 90 - 150 мм от стыка; подогрев стержней надлежит осуществлять после закрепления на них инвентарных форм, стальных скоб или круглых накладок без разборки кондукторов, используемых для временного закрепления монтируемых конструкций;
- снижать скорость, охлаждения выполненных ванными способами сварки соединений стержней посредством обмотки их асбестом; при наличии инвентарных формующих элементов следует снимать последние после остывания выполненного сварного соединения до 100 °С и ниже.
Ручную и механизированного сварку плоских элементов, закладных и соединительных изделий следует выполнять без подогрева при температуре окружающего воздуха до минус 30 °С для углеродистой стали толщиной до 16 мм и до минус 20 °С для углеродистой стали толщиной свыше 16 до 30 мм.
Допускается сварка стержневой арматуры при температуре окружающего воздуха до минус 50 °С по специальной технологии, разработанной в ППР и ППСР.
В соединениях стержней с накладками или внахлестку и с элементами закладных изделий, сваренных при отрицательных температурах, удаление дефектов в швах следует выполнять после подогрева прилегающего участка сварного соединения до 200 - 250 °С. Заварку восстанавливаемого участка надлежит производить также после подогрева.
Производственный контроль качества сварочных работ должен включать:
- входной контроль рабочей технологической документации, монтируемых сварных конструкций, сварочных материалов, оборудования, инструмента и приспособлений;
- операционный контроль сварочных процессов, технологических операций и качества выполняемых сварных соединений;
- приемочный контроль качества выполненных сварных соединений. Входной и операционный контроль следует выполнять согласно СНиП 3.01.01-85 (см. СОКК часть II раздел «Сварка арматуры и закладных изделий железобетонных конструкций по ГОСТ 14098-91 и сталей по ГОСТ 5264-80*»).
Приемочный контроль выполненных сварных стыковых соединений арматуры должен предусматривать внешний осмотр и комплекс испытаний, проводимых в соответствии с ГОСТ 10922-90 и ГОСТ 23858-79.
Объем партии сварных соединений выпусков арматуры устанавливается теми же стандартами. Бетонирование конструкции до получения результатов оценки качества сварных соединений не разрешается.
Подварку допускаемых к исправлению дефектов следует производить электродами диаметром 4 мм после зачистки места дефекта абразивным инструментом и предварительного подогрева стыка до 200 - 250 °С.
Сварные стыковые соединения арматуры, не удовлетворяющие требованиям ГОСТ 10922-90 или ГОСТ 23858-79, необходимо вырезать. На место вырезанного стыка следует вварить промежуточную вставку длиной не менее 80 мм с последующим ультразвуковым контролем двух выполненных сварных соединений.
Антикоррозионное покрытие сварных соединений, а также участков закладных деталей и связей надлежит выполнять во всех местах, где при монтаже и сварке нарушено заводское покрытие. Способ антикоррозионной защиты и толщина наносимого слоя должны быть указаны в проекте.
Непосредственно перед нанесением антикоррозионных покрытий защищаемые поверхности закладных изделий, связей и сварных соединений должны быть очищены от остатков сварочного шлака, брызг металла, жиров и других загрязнений.
В процессе нанесения антикоррозионных покрытий необходимо особо следить за тем, чтобы защитным слоем были покрыты углы и острые грани изделий.
Качество антикоррозионных покрытий надлежит проверять в соответствии с требованиями СНиП 3.04.03-85 «Защита строительных конструкций и сооружений от коррозии».
Данные о выполненной антикоррозионной защите соединений должны быть оформлены актами освидетельствования скрытых работ.
Замоноличивание стыков и швов
Замоноличивание стыков следует выполнять после проверки правильности установки конструкций, приемки соединений элементов в узлах сопряжений и выполнения антикоррозионного покрытия сварных соединений и поврежденных участков покрытия закладных изделий.
Класс бетона и марка раствора для замоноличивания стыков и швов должны быть указаны в проекте.
Бетонные смеси, применяемые для замоноличивания стыков, должны отвечать требованиям ГОСТ 7473-94.
Опалубка для замоноличивания стыков и швов, как правило, должна быть инвентарной и отвечать требованиям ГОСТ 23478-79.
Непосредственно перед замоноличиванием стыков и швов необходимо: проверить правильность и надежность установки опалубки, применяемой при замоноличивании; очистить стыкуемые поверхности от мусора и грязи.
После окончания всех видов работ и набора бетоном проектной прочности произведшей гидравлическое испытание емкостных сооружений.
Обратную засыпку грунта в пазухи и обсыпку емкостных сооружений необходимо производить, как правило, механизированным способом после прокладки коммуникаций к емкостным сооружениям, проведения гидравлического испытания сооружений, устранения выявленных дефектов, выполнения гидроизоляции стен и перекрытия.
|
F |
Отметки кромок водосливов в устройствах для распределения и сбора воды (желоба, лотки и др.) должны соответствовать проекту и должны быть выровнены по уровню воды. При устройстве переливов с треугольными вырезами отклонения отметок низа вырезов от проектных не должны превышать ±3 мм. На внутренней и внешней поверхностях желобов и каналов для сбора и распределения воды, а также для сбора осадков не должно быть раковин и наростов. Лотки желобов и каналов должны иметь заданный уклон в сторону движения воды (или осадка). Наличие на них участков с обратным уклоном не допускается. |
Дополнительные требования к строительству сооружений водоснабжения и канализации в особых природных и климатических условиях
Строительство сооружений на вечномерзлых грунтах следует производить, как правило, при отрицательных температурах наружного воздуха с сохранением мерзлых грунтов оснований. В случае строительства сооружений при положительных температурах наружного воздуха следует сохранять грунты основания в мерзлом состоянии и не допускать нарушений их температурно-влажностного режима, установленного проектом.
Подготовку основания под сооружения на льдонасыщенных грунтах следует осуществлять путем оттаивания их на проектную глубину и уплотнения, а также путем замены в соответствии с проектом льдонасыщенных грунтов талыми уплотненными грунтами.
Движение транспортных средств и строительных машин в летнее время должно производиться по дорогам и подъездным путям, сооруженным в соответствии с проектом.
Строительство сооружений в сейсмических районах следует осуществлять теми же способами и методами, как в обычных условиях строительства, но с выполнением предусмотренных проектом мероприятий по обеспечению их сейсмостойкости.
При строительстве железобетонных емкостных сооружений следует применять цементные растворы с пластифицирующими добавками в соответствии с проектом.
Все работы по обеспечению сейсмостойкости сооружений, выполненные в процессе строительства, следует отражать в журнале работ и в актах освидетельствования скрытых работ.
При обратной засыпке пазух емкостных сооружений, строящихся на подрабатываемых территориях, следует обеспечивать сохранность деформационных швов.
Зазоры деформационных швов на всю их высоту (от подошвы фундаментов до верха надфундаментной части сооружений) должны быть очищены от грунта, строительного мусора, наплывов бетона, раствора и отходов опалубки.
Актами освидетельствования скрытых работ должны быть оформлены все основные специальные работы, в том числе: устройство швов скольжения в фундаментных конструкциях и деформационных швов; устройство пропусков труб через стены емкостных сооружений.
Испытания емкостных сооружений
Гидравлическое испытание на водонепроницаемость (герметичность) емкостных сооружений необходимо производить после достижения бетоном проектной прочности, их очистки и промывки.
Устройство гидроизоляции и обсыпку грунтом емкостных сооружений следует выполнять после получения удовлетворительных результатов гидравлического испытания этих сооружений, если другие требования не обоснованы проектом.
До проведения гидравлического испытания емкостное сооружение следует наполнить водой в два этапа:
первый - наполнить на высоту 1 м с выдержкой в течение суток;
второй - наполнить до проектной отметки.
Емкостное сооружение, наполненное водой до проектной отметки, следует выдержать не менее трех суток.
Емкостное сооружение признается выдержавшим гидравлическое испытание, если убыль воды в нем за сутки не превышает 3 л на 1 м2 смоченной поверхности стен и днища, в швах и стенках не обнаружено признаков течи и не установлено увлажнения грунта в основании. Допускается только потемнение и слабое отпотевание отдельных мест.
При испытании на водонепроницаемость емкостных сооружений убыль воды на испарение с открытой водной поверхности должна учитываться дополнительно.
При наличии струйных утечек и подтеков воды на стенах или увлажнении грунта в основании емкостное сооружение считается не выдержавшим испытания, даже если потери воды в нем не превышают нормативных. В этом случае после измерения потерь воды из сооружения при полном заливе должны быть зафиксированы места, подлежащие ремонту.
После устранения выявленных дефектов должно быть произведено повторное испытание емкостного сооружения.
При испытании резервуаров и емкостей для хранения агрессивных жидкостей утечка воды не допускается. Испытание следует производить до нанесения антикоррозионного покрытия.
Напорные каналы фильтров и контактных осветлителей (сборные и монолитные железобетонные) подвергаются гидравлическому испытанию расчетным давлением, указанным в рабочей документации.
Напорные каналы фильтров и контактных осветлителей признаются выдержавшими гидравлическое испытание, если при визуальном осмотре в боковых стенках фильтров и над каналом не обнаружено течей воды и если в течение 10 мин величина испытательного давления не снизится более чем на 0,002 МПа (0,02 кгс/см2).
Водосборный резервуар градирен должен быть водонепроницаемым и при гидравлическом испытании этого резервуара на внутренней поверхности его стен не допускается потемнения или слабого отпотевания отдельных мест.
Резервуары питьевой воды, отстойники и другие емкостные сооружения после устройства перекрытий подлежат гидравлическому испытанию на водонепроницаемость в соответствии с вышеизложенными требованиями.
Резервуар питьевой воды до устройства гидроизоляции и засыпки грунтом подлежит дополнительному испытанию на вакуум и на избыточное давление соответственно вакуумметрическим и избыточным давлением воздуха в размере 0,0008 МПа (80 мм вод. ст.) в течение 30 мин и признается выдержавшим испытание, если величины соответственно вакуумметрического и избыточного давлений за 30 мин не снизятся более чем на 0,0002 МПа (20 мм вод. ст.), если другие требования не обоснованы проектом. Метантенк (цилиндрическую часть) следует подвергать гидравлическому испытанию согласно вышеизложенным требованиям, а перекрытие, металлический газовый колпак (газосборник) следует испытывать на герметичность (газонепроницаемость) пневматическим способом на давление 0,005 МПа (500 мм вод. ст.).
Метантенк выдерживается под испытательным давлением не менее 24 ч. При обнаружении дефектных мест они должны быть устранены, после чего сооружение должно быть испытано на падение давления в течение дополнительных 8 ч. Метантенк признается выдержавшим испытание на герметичность, если давление в нем за 8 ч не снизится более чем на 0,001 МПа (100 мм вод. ст.).
Колпачки дренажно-распределительной системы фильтров после их установки до загрузки фильтров следует подвергать испытанию путем подачи воды интенсивностью 5 - 8 л/(с·м2) и воздуха интенсивностью 20 л/(с·м2) трехкратной повторяемостью по 8 - 10 мин. Обнаруженные при этом дефектные колпачки подлежат замене.
Результаты испытаний емкостных сооружений следует оформить актом, подписываемым представителями строительно-монтажной организации, заказчика и эксплуатационной организации.
Проверка водонепроницаемости емкостных сооружений, построенных на просадочных грунтах всех типов, должна производиться по истечении 5 сут после их заполнения водой, при этом убыль воды за сутки не должна превышать 2 л на 1 м2 смоченной поверхности стен и днища.
При обнаружении течи вода из сооружений должна выпускаться и отводиться в места, определенные проектом, исключающие подтопление застроенной территории.
Гидравлическое испытание емкостных сооружений, возводимых в районах распространения вечномерзлых грунтов, следует производить, как правило, при температуре наружного воздуха не ниже 0 °С, если другие условия испытания не обоснованы проектом.
Законченные строительством сооружения хозяйственно-питьевого водоснабжения перед приемкой в эксплуатацию подлежат промывке (очистке) и дезинфекции хлорированием с последующей промывкой до получения удовлетворительных контрольных физико-химических и бактериологических анализов воды.