МИНИСТЕРСТВО
АРХИТЕКТУРЫ,
СТРОИТЕЛЬСТВА И
ЖИЛИЩНО-КОММУНАЛЬНОГО ХОЗЯЙСТВА
Концерн
«Электромонтаж»
Инструкция
по монтажу контактных соединений шин
между собой и с выводами электротехнических устройств
Москва - 1993
Инструкция предназначена для проектных, монтажных и эксплуатационных организаций.
Авторы-составители: Наум Наумович Дзекцер
Вячеслав Петрович Сушкин
Елена Владимировна Ефремова
|
Концерн «Электромонтаж» |
Инструкция |
Взамен |
|
ММСС СССР |
|
Утверждена техническим директором концерна «Электромонтаж» 28 апреля 1992 г. |
Срок
введения в действие |
Настоящая инструкция разработана в развитие основных положений ГОСТ 10434-82, ГОСТ 17441-84, действующих Правил устройства электроустановок (ПУЭ) и строительных норм и правил (СНиП).
Инструкция распространяется на разборные и неразборные контактные соединения1) шин толщиной до 152) мм гибких шин и профилей3) (швеллерного, корытного, «двойного Т» и др.) из алюминия, твердого алюминиевого сплава АД31Т4), меди и стали, а также на соединения шин с выводами электротехнических устройств5).
___________
1) Пояснение терминов, встречающихся в стандарте, приведено в приложении 1
2) Технические требования к контактным соединениям распространяются также на шины толщиной более 15 мм
3) В дальнейшем именуется шина
4) В дальнейшем именуется алюминиевый сплав
5) В дальнейшем именуется вывод
Инструкция предназначена для проектных, монтажных и эксплуатационных организаций.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Соединение между собой шин из однородных металлов, ответвления от этих шин и соединения алюминиевых шин и шин из алюминиевого сплава с выводами из алюминия и из алюминиевых сплавов выполняются разборными или неразборными. Соединения шин из разнородных материалов и в тех случаях, когда по условиям эксплуатации необходима периодическая разборка соединений, должны выполняться, как правило, разборными.
1.2. Контактные соединения в зависимости от технических требований, предъявляемых к ним ГОСТ 10434-82*, подразделяются на классы 1, 2 и 3.
Класс контактных соединений в зависимости от области их применения приведен в табл. 1.1.
Таблица 1.1.
|
Рекомендуемый класс контактного соединения |
||
|
1. |
Контактные соединения цепей, сечения проводников которых выбраны по допустимым длительным токовым нагрузкам (силовые электрические цепи, линии электропередачи и т.п.) |
1 |
|
2. |
Контактные соединения цепей, сечения проводников которых выбраны по стойкости к сквозным токам, потере и отклонению напряжения, механической прочности, защите от перегрузки. Контактные соединения в цепях заземляющих и защитных проводников из стали |
2 |
|
3. |
Контактные соединения цепей с электротехническими устройствами, работа которых связана с выделением большого количества тепла (нагревательные элементы, резисторы) |
3 |
Линейные контактные соединения силовых цепей должны выполняться класса 1.
1.3. В зависимости от климатического исполнения и категории размещения электротехнических устройств по ГОСТ 15150-69* контактные соединения в соответствии с ГОСТ 10434-82* подразделяются на группы А и Б.
К группе А относятся контактные соединения электротехнических устройств всех исполнений, размещенных в помещениях с кондиционированным или частично кондиционированным воздухом (категория размещения 4.1), и электротехнических устройств исполнений У, ХЛ и ТС, размещенных в закрытых помещениях (металлических с теплоизоляцией, каменных, бетонных, деревянных) с естественной вентиляцией без искусственно регулируемых климатических условий (категория размещения 3), и в помещениях с искусственно регулируемыми климатическими условиями (категория размещения 4) при атмосфере типов I и II по ГОСТ 15150-69*
К группе Б относятся контактные соединения электротехнических устройств других исполнений и категорий размещения при атмосфере типов I и II и электротехнических устройств всех исполнений и категорий размещения при атмосфере типов III и IV.
1.4. Контактные соединения должны выполнятся в соответствии с требованиями ГОСТ 10434-82*, ГОСТ 17441-84, стандартов, технических условий на конкретные виды электротехнических устройств, СНиП 3.05.06-85, настоящей инструкции по рабочим чертежам, утвержденным в установленном порядке.
1.5. Требования к неразборным соединениям
1.5.2. Соединения, выполненные опрессовкой, не должны иметь трещин хвостовика наконечника, гильзы, зажимов в месте опрессовки; лунки должны быть расположены симметрично и соосно, геометрические размеры опрессованной части соединения должны соответствовать требованиям стандартов, ТУ, технологических документов.
В контактных соединениях шин различной проводимости сравнение следует производить с шиной меньшей проводимости.
1.5.6. При протекании номинального тока температура нагрева неразборных контактных соединений (классов 1 и 2) не должна превышать значений, указанных в табл. 1.2. Температура нагрева контактных соединений класса 3 устанавливается стандартами и ТУ на конкретные виды электротехнических устройств.
1.5.8. Контактные соединения в соответствии с их исполнением и категорией размещения согласно ГОСТ 15150-69* должны выдерживать воздействие климатических факторов внешней среды, указанных в этом стандарте, а также ГОСТ 15543.1-89 Е, ГОСТ 16350-80, ГОСТ 17412-72* или в стандартах и ТУ на конкретные виды электротехнических устройств.
Таблица 1.2
Температура нагрева контактных соединений
|
Наибольшая допустимая температура нагрева в установках, °C |
||
|
до 1000 В |
свыше 1000 В |
|
|
1. Медь, алюминий и его сплавы без защитных покрытий контактных поверхностей |
95 |
90 |
|
2. То же, с защитным покрытием неблагородными металлами |
110 |
105 |
|
3. Медь с защитным покрытием серебром |
135 |
120 |
1.6. Требования к разборным соединениям
1.6.2. Отношение начального (после сборки) сопротивления разборных контактных соединений (кроме соединений со штыревыми выводами) к сопротивлению контрольного участка шины длиной, равной длине контактного соединения, должно соответствовать требованиям п. 1.5.4.
1.6.3. Начальное сопротивление контактных соединений класса 1 со штыревыми выводами должно быть не выше значений, указанных в табл. 1.3. Сопротивление контактных соединений классов 2 и 3 указывают в стандартах и ТУ на конкретные виды электротехнических устройств.
1.6.4. Электрическое сопротивление контактных разборных соединений, прошедших испытания не должно превышать начальное сопротивление более, чем в 1,5 раза.
Таблица 1.3.
Начальное сопротивление контактных соединений шин со штыревыми выводами
|
Вывод |
||||||||||
|
М10 |
М12 |
М16 |
М20 |
М24 |
М30 |
М33 |
М36 |
М42 |
М48 |
М56 |
|
14 |
12 |
10 |
8 |
8 |
6 |
6 |
5 |
5 |
5 |
4 |
1.6.5. При протекании номинального тока температура нагрева разборных контактных соединений классов 1 и 2 не должна превышать значений, указанных в табл. 1.2. Температуру нагрева контактных соединений класса 3 устанавливают в стандартах и ТУ на конкретные виды электротехнических устройств.
1.6.6. Температура разборных контактных соединений и механическая прочность при испытании на стойкость при сквозных токах должна соответствовать требованиям п. 1.5.7.
1.6.7. В разборных контактных соединениях следует применять крепежные детали прочностью не ниже указанной в табл. 1.4.
Таблица 1.4.
Класс и группа прочности крепежных деталей
|
Класс или группа прочности по ГОСТ 1759.4-87 и ГОСТ 1759.5-87* (не ниже) |
|
|
1. Болты, винты, шпильки из углеродистых или легированных сталей |
5.8 |
|
2. Гайки из углеродистых или легированных сталей |
5 |
|
3. Болты, винты, шпильки и гайки из цветных сплавов |
32 |
Крепежные детали должны иметь защитное металлическое покрытие по ГОСТ 9303-84. Для контактных соединений группы А допускается применение вороненых стальных болтов, гаек, шайб.
1.6.8. Разборные контактные соединения шин с выводами, а также разборные линейные контактные соединения, подверженные воздействию сквозных токов короткого замыкания, вибрации, а также находящиеся во взрывоопасных и пожароопасных помещениях, должны быть предохранены от самоотвинчивания контргайками, пружинными шайбами, тарельчатыми пружинами или другими способами. Пружинные шайбы следует использовать в соединениях с болтами до М 8 включительно.
1.6.9. Разборные контактные соединения должны выдерживать воздействие климатических факторов внешней среды в соответствии с п. 1.5.8.
2. НЕРАЗБОРНЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ
Конструктивные элементы и размеры сварных контактных соединений шин следует выбирать в соответствии с рекомендациями ГОСТ 23792-79.
Основными типами сварных соединений ошиновок являются: стыковые, угловые, нахлесточные, тавровые и торцовые (табл. 2.1).
Определение типов сварных соединений по ГОСТ 2601-84.
Способы сварки шин из различных материалов указаны в табл. 2.2.
При выборе способа сварки следует иметь в виду:
1) Для сварки угольным электродом не требуется специального сварочного оборудования, в то время как для сварки в среде защитного газа (аргона) необходимо приобретение специального сварочного полуавтомата, либо установка для ручной аргоно-дуговой сварки.
2) В силу своих особенностей сварка угольным электродом возможна только в нижнем положении; сварка в аргоне (и ручная, и полуавтоматическая) может выполняться во всех пространственных положениях.
3) Ручная аргоно-дуговая сварка вольфрамовым электродом эффективна при толщине шин до 6 мм. При больших толщинах производительность этого способа резко снижается, особенно при низкой температуре воздуха, что приводит к резкому увеличению энергозатрат на сварку.
Таблица 2.1.
Основные типы сварных соединений и шин
|
Эскиз соединения |
|
|
Стыковое |
|
|
Угловое |
|
|
Нахлесточное |
|
|
Тавровое |
|
|
Торцовое |
|



1 - шина; 2 - сварной шов; 3 - пакет гибких лент; 4 - жила провода (гибкой шины).
4) Сварка в аргоне (ручная и полуавтоматическая) обеспечивает более высокое качество сварных соединений по сравнению со сваркой угольным электродом.
5) При сварке угольным электродом основными факторами, оказывающими вредное воздействие на организм сварщика и окружающую среду, являются ультрафиолетовое излучение и выделение большого количества сварочного аэрозоля и пыли, состоящей из паров металла, его окислов и продуктов сгорания флюса. Эти выделения необходимо удалять непосредственно от места сварки и отфильтровывать перед выбросом в окружающую среду.
6) При сварке в аргоне основу вредных выделений составляет озон, который также необходимо удалять от места выполнения сварки.
Таблица 2.2.
Способы сварки шин
|
Материал шин |
||||
|
алюминий |
алюминиевый сплав АД31 |
медь |
сталь |
|
|
Ручная дуговая: |
||||
|
штучным стальным электродом |
- |
- |
- |
+ |
|
неплавящимся вольфрамовым электродом в среде аргона |
+ |
+ |
+ |
- |
|
угольным электродом |
+ |
-1) |
+ |
- |
|
Полуавтоматическая и автоматическая плавящимся электродом в среде аргона |
+ |
+ |
+ |
- |
___________
1) Сварка сплава АД31 угольным электродом не рекомендуется.
2.1. Сварка алюминиевых шин
Ручная аргоно-дуговая сварка вольфрамовым электродом
2.1.1. Для ручной аргоно-дуговой сварки вольфрамовым электродом предназначены стационарные установки типа УДГУ-301 и УДГ-501-1, серийно выпускаемые промышленностью.
Для этой цели допускается применять источник питания сварочной дуги, изготавливаемый Ростовским опытным заводом НПО «Монтажавтоматика», а также трансформатор сварочный комбинированный типа ТДК-315, изготавливаемый Харьковским предприятием «Проммонтажэлектроника». Источник необходимо доукомплектовать сварочной ручной горелкой, разработанной ЛенПЭИ концерна Электромонтаж (горелки промышленного изготовления требуют водяного охлаждения).
2.1.2. При отсутствии указанных установок сварочный пост следует собирать по схеме, приведенной на рис. 2.1, из оборудования, указанного в табл. 2.3.

Рис. 2.1. Схема поста для ручной аргоно-дуговой сварки на «переменном токе»
ТС - трансформатор сварочный; ОС - осциллятор; РБ - реостат балластный; Г - горелка сварочная; Р - редуктор; Б - баллон.
При выборе оборудования следует иметь в виду, что для нормальной работы установок УДГ и сварочных горелок ЭЗР требуется охлаждающая вода.
Таблица 2.3.
Оборудование для ручной аргоно-дуговой сварки алюминия
|
Тип, марка1) |
ГОСТ, ТУ |
Назначение |
|
|
1. Трансформатор сварочный |
ТД-306 |
ТУ 16-517-973-77 |
Источник сварочного тока |
|
ТДМ-503 |
ТУ 16-739-254-80 |
||
|
2. Горелки газоэлектрические |
ЭЗР |
ТУ 26-05-57-67 |
Подведение сварочного тока к электроду; подача защитного газа |
|
Конструкции ЛенПЭИ |
ЛЭ 12550 |
||
|
3. Возбудитель-стабилизатор дуги или осциллятор сварочный |
ВСД-01 |
ТУ 16-739.223-80 |
Возбуждение и стабилизация горения дуги |
|
ОСПЗ-2М |
ТУ 1-612-68 |
||
|
ОСМ-2 |
|||
|
4. Реостат балластный |
РБ-302 |
Регулирование сварочного тока, подавление постоянной составляющей в сварочной цепи |
|
|
5. Редуктор баллонный |
АР-40 |
ТУ 26-05-196-74 |
Понижение давления аргона до рабочего значения |
|
ДКП-1-65 |
ТУ 26-05-463-76 |
||
|
6. Баллон |
40-150 |
Транспортирование и хранение аргона |
___________
1) Применять любой из указанных типов
2.1.3. Перечень материалов, необходимых для выполнения ручной аргоно-дуговой сварки вольфрамовым электродом, приведен в табл. 2.4.
Таблица 2.4.
Материалы для ручной аргоно-дуговой сварки алюминия
|
ГОСТ или ТУ |
Назначение |
|
|
1. Проволока сварочная алюминиевая марки СвАК5 |
Присадка для заполнения сварочной ванны при сварке алюминия и алюминиевого сплава АД31 |
|
|
2. Аргон газообразный и жидкий |
Защитный газ |
|
|
3. Электроды вольфрамовые ЭВИ-1 |
Неплавящийся электрод |
|
|
4. Ацетон или бензин |
Обезжиривание свариваемых кромок |
|
|
5. Ветошь обтирочная |
ОСТ 63.46-84 |
Протирка кромок при очистке и обезжиривании |
|
6. Графитовые пластины и бруски1) |
Изготовление формующих прокладок |
___________
1) Допускается изготовление из отходов графитированных электродов дуговых печей или блоков электролизеров
2.1.4. Подготовка шин к сварке, кроме правки и резки по размеру, должна включать:
а) обработку свариваемых кромок в зависимости от толщины материала для обеспечения необходимых размеров разделки по ГОСТ 23792-79;
б) просушку свариваемых кромок, если они покрыты влагой;
в) зачистку свариваемых кромок после сборки стальной проволочной щеткой и обезжиривание их растворителем: бензином или ацетоном;
г) подогрев в случае необходимости свариваемых кромок до 200 - 250 °С, если сварка выполняется при температуре окружающей среды ниже 0 °C.
Для просушки, а также для подогрева кромок шин и профилей могут быть использованы газовые горелки или гибкие электронагреватели (ГЭН), выпускаемые по ТУ 36-1837-75.
2.1.5. Подготовка сварочной проволоки должна включать:
а) обезжиривание и очистку (механическую или химическую) поверхности (см. приложение 2);
б) нарезку на прутки требуемой длины.
2.1.6. При выполнении сварки необходимо соблюдать следующие технологические рекомендации:
а) вольфрамовый электрод выставить из сопла горелки не более чем на 5 мм;
б) начиная сварку, дугу возбудить на графитовой пластине, разогреть вольфрамовый электрод и затем перенести дугу на кромки шин, не касаясь их электродом;
в) во время выполнения сварки стараться не касаться вольфрамовым электродом металла изделия, так как это приводит к нарушению стабильности процесса сварки, загрязнению шва и быстрому расходу электрода;
г) поддерживать дугу длиной не более 10 мм;
д) заканчивая сварку, после обрыва дуги несколько секунд не отводить горелку от конца шва, защищая струей аргона остывающий металл;
е) при сварке на открытом воздухе защищать место сварки от ветра и осадков ширмами, тентами и т.п., а также при необходимости увеличивать расход аргона настолько, чтобы обеспечить эффективную защиту расплавленного металла.
2.1.7. В начале сварки необходимо производить разогрев свариваемых кромок шин путем перемещения сварочной дуги вдоль них, затем сосредоточить дугу в начале шва, расплавить кромки до образования сварочной ванны, ввести в нее присадочный пруток и начать равномерное перемещение дуги вдоль стыка со скоростью плавления кромок. Схема сварки показана на рис. 2.2.
Режимы и ориентировочный расход материалов при сварке приведены в табл. 2.5.
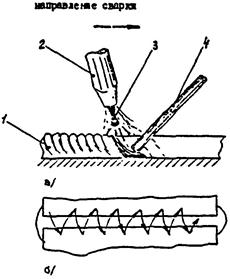
Рис. 2.2. Ручная аргоно-дуговая сварка вольфрамовым электродом
а) схема сварки; б) схема движения электрода при сварке;
1 - сварной шов; 2 - горелка; 3 - электрод; 4 - присадочный пруток.
Таблица 2.5.
Режимы ручной аргоно-дуговой сварки алюминия
|
Сварочный* ток, А |
Диаметр электрода, мм |
Диаметр присадочного прутка, мм |
Расход на 100 мм шва |
||
|
аргона, л |
присадки, г |
||||
|
3 |
130 - 150 |
3 |
3 |
9 |
5,6 |
|
4 |
150 - 170 |
3 |
3 |
10 |
6 |
|
5 |
170 - 180 |
3 |
3 |
10 |
6,8 |
|
6 |
190 - 200 |
4 |
4 |
11,5 |
8,5 |
|
8 |
220 - 225 |
5 |
5 |
12 |
11 - 20 |
|
10 |
240 - 250 |
5 |
6 |
14 |
35 |
|
12 |
290 - 300 |
6 |
8 |
16 |
45 |
___________
* Переменный.
2.1.8. При сварке в вертикальном, горизонтальном и потолочном положениях для предотвращения стекания металла и лучшего формирования шва следует:
а) уменьшать силу сварочного тока (на 10 - 20 %);
б) увеличивать расход аргона против значений, указанных в табл. 2.5, чтобы обеспечить эффективную защиту шва;
в) сварку выполнять валиками небольшого сечения, короткой дугой;
г) сварочную горелку при сварке в вертикальном и горизонтальном положениях располагать ниже сварочной ванны.
Полуавтоматическая аргоно-дуговая сварка плавящимся электродом
2.1.9. Для полуавтоматической сварки алюминия в аргоне предназначены полуавтоматы типа ПДИ-304 и ПДИ-401, выпускаемые промышленностью, а также полуавтомат ПРМ-4, выпускаемый опытным заводом института монтажной технологии (НИКИМТ)1), но поставляемый без источника сварочного тока. В качестве таковых используют сварочные выпрямители ВДУ-505, ВДУ-506, ВДГ-303 и др. Для регулирования расхода аргона при сварке применяют редуктор баллонный, см. табл. 2.3.
___________
1) Полуавтомат ПРМ-4, изготавливаемый НИКИМТ, входит в комплект изделия «Ранцевый монтажный полуавтомат ПРМ-4 с приставкой П6-400», поставляемого Московским опытным заводом электромонтажной техники (МОЗЭТ).
заменить в шланге горелки стальную спираль, являющуюся направляющим каналом для стальной сварочной проволоки, трубкой из фторопласта, тефлона или полиамида, т.е. из материалов, обеспечивающих минимальное трение при пропускании алюминиевой проволоки;
выполнить механическую обработку деталей горелки, внутри которых проходит сварочная проволока, таким образом, чтобы устранить острые кромки в местах соединения деталей и резкие изгибы тракта;
изготовить фторопластовые втулки для ввода алюминиевой проволоки в механизм подачи и в шланг горелки, исключающие задержки подачи проволоки;
заменить (при необходимости) подающие ролики с насечкой гладкими роликами.
2.1.11. Материалы, необходимые при полуавтоматической аргоно-дуговой сварке, приведены в табл. 2.4, однако, вместо электродов вольфрамовых необходимо использовать наконечники медно-графитовые марки КТП-ДГр9 по ТУ 16-538.39-83, применяемые в сварочных горелках в качестве элемента, передающего сварочный ток на электродную проволоку.
Подготовка шин к сварке - в соответствии с п. 2.1.4.
2.1.12. Сварочную проволоку перед применением следует химически очистить (см. приложение 2) и в зависимости от конструкции полуавтомата ровно, послойно намотать на катушку либо прямо в бухте укладывать на вертушку механизма подачи.
2.1.13. На время сварки соединяемые швы необходимо жестко закрепить прижимами либо короткими (@ 30 мм) сварными швами - прихватками.
2.1.14. При сварке горелку следует вести с равномерной скоростью углом вперед, чтобы струя аргона направлялась вперед, обеспечивая надежную защиту сварочной ванны от воздуха.
Если необходимо получить большую ширину шва, необходимо выполнять горелкой еще и поперечные колебания. Схема сварки показана на рис. 2.3. Основные режимы сварки приведены в табл. 2.6.
Таблица 2.6.
Режимы полуавтоматической аргоно-дуговой сварки алюминия
|
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Расход на 100 мм шва |
||
|
аргона, л |
проволоки, г |
||||
|
3 - 5 |
1,2 - 1,6 |
120 - 180 |
16 - 20 |
6 - 8 |
6 - 8 |
|
6 - 8 |
1,4 - 1,8 |
160 - 200 |
18 - 22 |
9 - 10 |
9 - 10 |
|
10 |
1,6 - 2,0 |
220 - 250 |
24 - 27 |
15 |
15 |
|
12 и более |
2 - 2,5 |
240 - 300 |
25 - 32 |
30 |
20 |
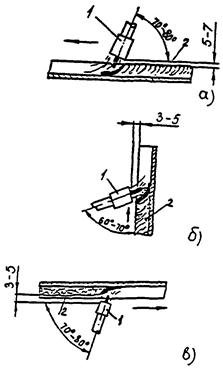
Рис. 2.3. Схема выполнения полуавтоматической сварки в различных пространственных положениях
а) нижнее; б) вертикальное; в) потолочное.
1 - сварочная горелка; 2 - сварной шов.
2.1.15. При сварке многослойных швов в случае появления на поверхности шва темного налета последний следует удалить ветошью, увлажненной бензином, или зачистить металлической щеткой. Только после этого можно накладывать последующие слои швов.
2.1.16. При сварке в вертикальном, горизонтальном и потолочном положениях для предотвращения стекания расплавленного металла необходимо:
- уменьшить величину сварочного тока (на 10 - 20 %);
- сварку вести короткой дугой, накладывая валики небольшого сечения;
- при перегреве металла, что визуально выражается в его оплывании, делать кратковременные перерывы в работе (для охлаждения металла).
Ручная дуговая сварка угольным электродом
2.1.17. Сварку следует выполнять открытой дугой на постоянном токе прямой полярности (минус источника питания - на угольном электроде). Для защиты металла шва от окисления необходимо применять флюсы. Способ характеризуется большим объемом расплавленного металла, поэтому сварку следует выполнять только в нижнем положении шва с тщательной формовкой соединения, препятствующей вытеканию расплавленного металла.
После сварки остатки флюса необходимо удалить.
2.1.18. Для ручной дуговой сварки угольным электродом следует собрать сварочный пост по схеме рис. 2.4 из оборудования, указанного в табл. 2.7.
Таблица 2.7
Оборудование для ручной сварки алюминия угольным электродом
|
Тип1), марка |
ТУ |
Сварочный ток, А |
Назначение |
|
|
1. Сварочный выпрямитель |
ВД-306 |
ТУ 16-739.198-79 |
45 - 315 |
Источник питания сварочной дуги |
|
ВД-401 |
ТУ 16-739.340-83 |
50 - 450 |
||
|
ВДУ-505 |
ТУ 16-739.303-82 |
50 - 500 |
||
|
ВДУ-506 |
ТУ 16-435.035-84 |
50 - 500 |
||
|
ВДУ-601 |
ТУ 16-435.060-84 |
60 - 630 |
||
|
2. Электрододержатель |
см. приложение 3 |
Закрепление угольного электрода и подведение тока к нему |
___________
1) Использовать любой из указанных типов.
2.1.19. Материалы, необходимые при сварке, указаны в табл. 2.8.

Рис. 2.4. Схема поста для ручной сварки угольным электродом на постоянном токе
ИП - источник сварочного тока; Э - угольный электрод; Ш - свариваемые шины.
Таблица 2.8.
Материалы для ручной сварки алюминия угольным электродом
|
ГОСТ или ТУ |
Назначение |
|
|
1. Прутки из алюминия1) АДО; АД1 |
Присадочный материал |
|
|
2. Электроды угольные2) |
ТУ 16-757.034-86 |
Неплавящиеся электроды |
|
3. Флюс для сварки алюминия ВАМИ (см. приложение 5) |
ТУ 48-4-472-86 |
Раскисление свариваемого металла |
|
4. Бензин или ацетон |
Обезжиривание свариваемых кромок |
|
|
5. Ветошь обтирочная |
ОСТ 63.46-84 |
Протирка кромок растворителем |
|
6. Графитовые пластины3) |
Изготовление формующих подкладок и брусков |
___________
1) Допускается изготовление прутков рубкой из листа или шины либо отливкой из металла шин.
2) Допускается изготовление из электродов (отходов) дуговых электропечей (приложение 4).
3) Допускается изготовление из отходов графитированных анодов, катодных блоков, электродов дуговых печей.
2.1.20. Подготовка шин к сварке заключается в обрезке свариваемых кромок под прямым углом. Скоса кромок при этом не делают, однако необходимо применять приспособления с формирующими подкладками из графита, препятствующими вытеканию расплавленного металла.
2.1.21. Присадочные прутки перед сваркой следует очищать и обезжиривать.
Перед сваркой на кромки шин и на присадочные прутки необходимо нанести флюс ВАМИ, разведенный водой до сметанообразной массы, либо насыпать его на кромки в виде порошка.
2.1.22. В начале сварки следует производить подогрев свариваемых кромок путем перемещения растянутой сварочной дуги вдоль них, затем сконцентрировать дугу в начале шва, расплавить кромки шин до образования сварочной ванны и начать перемещение дуги вдоль соединяемых кромок со скоростью их плавления. В задний край сварочной ванны необходимо ввести присадочный пруток, которым плавно и равномерно перемешивать сварочную ванну для удаления окислов и шлаков.
2.1.23. Заканчивая выполнение шва, следует дать металлу затвердеть, и в случае образования усадочной раковины возбудить дугу вновь и заплавить кратер.
2.1.24. По окончании сварки швы необходимо тщательно очистить от шлака, остатков флюса, застывших капель металла.
Схема выполнения сварки показана на рис. 2.5.

Рис. 2.5. Схема сварки угольным электродом
1 - шина; 2 - графитовая подкладка; 3 - графитовый брусок для формовки торца шва; 4 - присадочный пруток; 5 - угольный электрод; 6 - сварочная ванна; 7 - шов.
Рекомендуемые режимы и ориентировочный расход материалов при сварке приведены в табл. 2.9.
Таблица 2.9.
Режимы ручной сварки алюминия угольным электродом
|
Зазор между кромками шин, мм |
Сварочный ток1), А |
Диаметр присадочного прутка2), мм |
Расход на 100 мм шва, г |
+ |
|
|
присадки |
флюса ВАМИ |
||||
|
3 |
- |
150 |
5 |
9 |
1 - 2 |
|
4 |
- |
200 |
5 |
10 |
2 - 3 |
|
5 |
- |
200 |
5 |
18 |
3 - 5 |
|
6 |
- |
250 |
8 |
25 |
4 - 6 |
|
8 |
- |
300 |
10 |
35 |
5 - 8 |
|
10 |
- |
350 |
12 |
46 |
7 - 10 |
|
12 |
- |
400 |
12 |
57 |
9 - 12 |
|
15 |
- |
450 |
15 |
80 |
11 - 13 |
___________
1) Ток постоянный, полярность прямая.
2) Прутки, нарезанные из шин или листов, должны иметь квадратное сечение со стороной квадрата, равной диаметру круглого прутка, указанному в таблице.
Особенности технологии сварки алюминиевых токопроводов различных профилей
Прямоугольные шины
Основные виды сварных соединений прямоугольных шин представлены на рис. 2.6.
2.1.25. При сварке в монтажной зоне для формирования швов следует применять переносные сборочные приспособления, закрепляемые непосредственно на свариваемых шинах (рис. 2.7).
2.1.26. При прокладке шин поодиночно должны, как правило, выполняться стыковые соединения, а при монтаже пакетов шин - нахлесточные, торцовые и угловые.
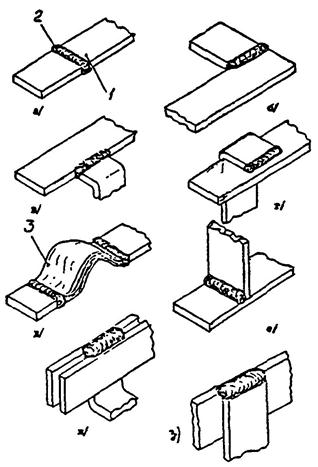
Рис. 2.6. Основные сварные соединения прямоугольных шин
а) соединения шин встык; б) соединения под углом; в) приварка ответвления к шине; г) приварка ответвления к шине внахлестку; д) приварка компенсатора к шинам; е) тавровое соединение шин; ж, з) сварка шин по верхним кромкам.
1 - шина; 2 - сварной шов; 3 - пакет гибких лент.
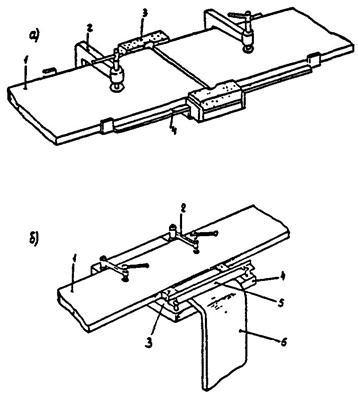
Рис. 2.7. Переносные приспособления для сварки шин на монтаже
а) для сварки встык; б) для приварки ответвлений
1 - шина; 2 - зажим; 3 - графитовый брусок; 4 - основание приспособления; 5 - откидной зажим; 6 - ответвление.
2.1.27. Нахлесточные и торцовые соединения следует применять для приварки ответвлений к однополосным и многополосным сборным шинам. При этом ответвления могут быть также многополосными и иметь как меньшую, так и равную толщину. Режимы сварки должны устанавливаться для шины меньшей толщины.
При сварке необходимо использовать специальные приспособления, исключающие вытекание алюминия и обеспечивающие возможность получения сварного шва необходимого размера (рис. 2.8, 2.9).
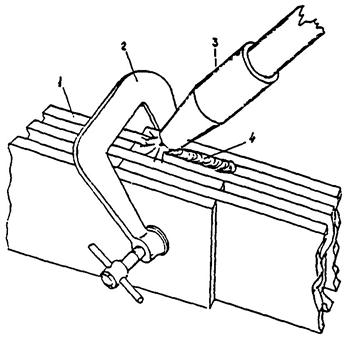
Рис. 2.8. Сварка шин по верхним кромкам полуавтоматом в аргоне
1 - шины; 2 - струбцина; 3 - горелка полуавтомата; 4 - сварочный шов.

Рис. 2.9. Сварка пакетов шин по верхним кромкам (угольным электродом)
1 - шины; 2 - сборочное приспособление; 3 - угольные формующие вкладыши; 4 - присадка; 5 - электрод.
2.1.28. При монтаже комплектных шинопроводов (типа ШМА, например) основной объем работ, связанный с изготовлением укрупненных секций, следует выполнять в мастерских электромонтажных заготовок, где собираемые внахлест шины секций стандартной длины должны соединяться сваркой по верхним и нижним кромкам с кантовкой собранного узла (см. табл. 2.1, торцовое соединение) для повышения его прочности при транспортировке и монтаже. Собранные на проектной отметке соединения шин следует сваривать только с одной стороны, доступной для выполнения сварки.
Профили и трубы
2.1.29. Для изготовления токопроводов различного специального назначения, кроме прямоугольных шин должны применяться прессованные алюминиевые профили и трубы по ГОСТ 15176-89 Е следующих типов: швеллер, двутавр, уголок косоугольный, труба круглая и др.
Примеры сварных соединений шин из профилей и труб показаны на рис. 2.10 и 2.11.
2.1.30. Коробчатые шины следует изготавливать сваркой двух швеллеров, собираемых полками внутрь, при помощи сжимов и фиксаторов зазора - отрезков алюминиевых пластин (рис. 2.12); длина сварных швов равна примерно 100 мм, расстояние между швами (шаг) 1 - 2 м; швы должны выполняться с двух сторон полуавтоматической аргоно-дуговой сваркой.
2.1.31. Технологический процесс изготовления токопроводов из профилей и труб необходимо строить по принципу сварки отрезков профиля в непрерывную нить, от которой отрезают участки требуемой длины, поступающие на сборку трехфазных секций токопровода. Длину секций токопровода следует определять условиями транспортировки и монтажа, и, как правило, выбирать кратной расстоянию между опорами или температурными компенсаторами.
2.1.32. Участки изготовления токопроводов должны оборудоваться роликовыми стендами, облегчающими передвижение и центровку профилей: механическими вращателями (кантователями), обеспечивающими выполнение сварки в удобном для работы положении (приложение 6): поворотными пилами, позволяющими производить резку профиля под заданным углом другими необходимыми механизмами.
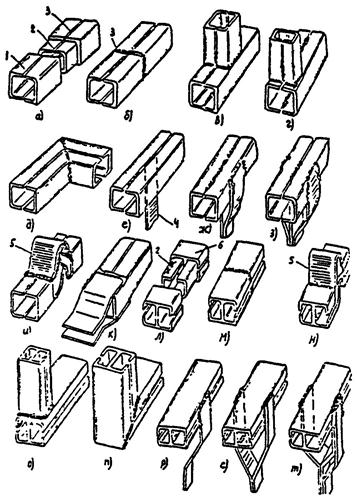
Рис. 2.10. Сварные соединения токопроводов из алюминиевых швеллеров и двутавра
а, л) секции токопровода с приваренным вкладышем; б, м) стыковые соединения; в, г, о) соединения тавровые; д, п) угловые соединения; е, ж, з, р, с, т) ответвления плоскими шинами; и, н) компенсаторы; к) оконцевание профиля плоскими шинами.
1 - швеллер; 2 - вкладыш; 3 - шов; 4 - плоская шина; 5 - компенсатор; 6 - двутавр отбортованный.

Рис. 2.11. Сварные соединения шин из труб
а) стыковое; в) угловое; в) тавровое; г, д, е) с прямоугольными шинами; ж) наконечник, выполненный сплющиванием конца трубы; з) наконечник с приваренной медно-алюминиевой пластиной; и) компенсатор из проводов, привариваемый непосредственно к трубе; к) компенсатор из проводов, приваренных к фланцам.
1 - труба; 2 - сварной шов, 3 - плоская шина; 4 - медно-алюминиевая пластина; 5 - компенсатор из провода; 6 - фланец.

Рис. 2.12. Сварка коробчатой шины из алюминиевого швеллера
1 - швеллер; 2 - сжим; 3 - горелка сварочного полуавтомата; 4 - соединительный сварной шов.
2.1.33. Для облегчения сборки, центровки и сварки шин стыкуемых секций токопроводов следует применять вкладыши или подкладные кольца, изготавливаемые из алюминиевой полосы толщиной 3 - 5 мм и шириной 50 - 80 мм. Вкладыш (кольцо) должно крепиться на прихватках к одному из концов профиля и при последующей сварке состыкованных профилей служить формующей подкладкой, предотвращающей прожоги и протекания расплавленного металла.
2.1.34. При сварке профиля «отбортованный двутавр» сварной шов следует накладывать только по внешнему периметру профиля. Стык внутренних стенок профиля допускается не сваривать.
2.1.35. В токопроводах из швеллера и двутавра для компенсации температурных изменений длины должны применяться, как правило, шинные компенсаторы К52 - К56 по ТУ 36-14-82. Конструкции сварных соединений компенсаторов с профилями показаны на рис. 2.10.
Сечение компенсатора должно быть равным сечению профиля. Поскольку толщина компенсатора, привариваемого только к двум полкам профиля, больше толщины его полок, к ним с наружной стороны следует предварительно приваривать алюминиевые пластины соответствующей толщины (рис. 2.13).
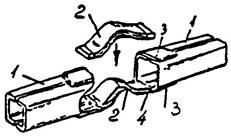
Рис. 2.13. Приварка компенсаторов к токопроводу
1 - секции токопровода; 2 - компенсаторы; 3 - планки; 4 - сварной шов.
При сварке тавровых соединений труб торец примыкающей (ответвительной) трубы должен обрабатываться так, чтобы он сопрягался с поверхностью основной трубы, или в основной трубе следует высверливать отверстие, равное внешнему диаметру ответвительной трубы. Собранный узел необходимо сваривать по периметру сопряжения труб. Режимы сварки должны соответствовать режимам сварки труб с меньшей толщиной стенки.
При приварке ответвлений следует применять специальные приспособления, фиксирующие положение труб при сварке (рис. 2.14), либо сборку производить на прихватках. Прямоугольные шины при этом достаточно прижать на время сварки струбциной (рис. 2.15).
2.1.36. Компенсаторы для трубчатых токопроводов необходимо изготавливать, как правило, из алюминиевого неизолированного провода марки А по ГОСТ 839-80* Е. Для этого в зависимости от диаметра трубы следует нарезать куски проводов длиной 300 - 600 мм.
Конструктивно компенсаторы должны выполняться путем сплавления концов проводов в кольцевой монолит (рис. 2.11 и) либо путем приварки проводов к фланцам (рис. 2.11 к) заклепочными швами.
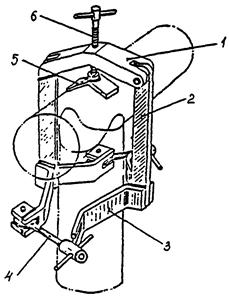
Рис. 2.14. Приспособление для сборки под сварку таврового соединения труб
1 - коромысло; 2 - откидная планка; 3 - скоба; 4 - откидной винт; 5 - пята; 6 - винт прижимной.
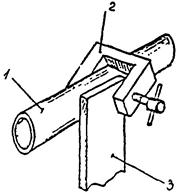
Рис. 2.15. Сборка под сварку прямоугольной шины с трубой
1 - труба; 2 - струбцина; 3 - прямоугольная шина.
Для этого во фланцах следует делать отверстия, в которые вставляются привариваемые провода. Фланцы с приваренными проводами необходимо приваривать к трубам угловыми швами. Возможно также фланцы приваривать к трубам заблаговременно, а затем уже вставлять и приваривать провода.
При изготовлении компенсаторов без фланцев обработанные провода следует собирать в приспособление (рис. 2.16), состоящее из внутренней графитовой оправки и наружного зажимного кольца, в котором производится сварка проводов в кольцевой монолит, предназначенный для последующей приварки к трубам.
После сварки компенсатор изгибается в требуемую форму. На трубчатых шинах могут быть установлены также шинные компенсаторы из алюминиевых лент. При этом концы труб, к которым приваривается плоский компенсатор, сплющиваются. Сварку следует вести на режимах, соответствующих режимам сварки прямоугольных шин.
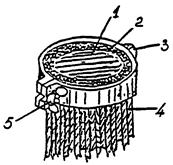
Рис. 2.16. Приспособление для сплавления алюминиевых проводов в монолит
1 - внутренняя графитовая оправка; 2 - шарнирное кольцо; 3 - шарнир; 4 - алюминиевые провода; 5 - барашек.
Приварка пакетов лент и жил проводов
2.1.37. Шинные компенсаторы следует изготавливать сплавлением концов пакетов лент в монолит при помощи аргонно-дуговой сварки плавящимся или неплавящимся электродом; возможна также сварка угольным электродом.
2.1.38. Сварка компенсатора в специальном приспособлении показана на рис. 2.17.
Режимы и техника сварки компенсатора и их приварки к шинам аналогичны режимам сварки шин соответствующей толщины (см. табл. 2.5, 2.6, 2.9). В процессе сварки форму необходимо доверху заплавить расплавленным металлом. Перед сваркой ленты пакета следует очистить, обезжирить и просушить.

Рис. 2.17. Сварка компенсатора
1 - сварной шов; 2 - графитовый вкладыш; 3 - горелка полуавтомата; 4 - приспособление для сварки; 5 - пакет лент; 6 - сварной монолит.
2.1.39. Провода к шинам должны, как правило, привариваться аргоно-дуговой сваркой. Допускается также сварка угольным электродом. Примеры сварных соединений проводов с шинами показаны на рис. 2.18.
Сварку проводов с алюминиевыми шинами следует выполнять в следующем порядке:
а) с проводов удалить изоляцию на длине не менее 60 мм:
б) при необходимости концы проводов обезжирить ацетоном или бензином;
в) шину и жилы проводов зачистить стальной проволочной щеткой:
г) с помощью приспособлений (рис. 2.19, 2.20) собрать свариваемый узел таким образом, чтобы провода выступали над шиной примерно на 5 мм;
д) произвести сварку: при сечении жил проводов от 16 до 95 мм2 током 100 - 160 А, при сечении проводов от 120 до 240 мм2 - 150 - 220 А; технология сварки та же, что и при сварке шин;
е) после сварки угольным электродом сварное соединение тщательно зачистить от шлака и остатков флюса.
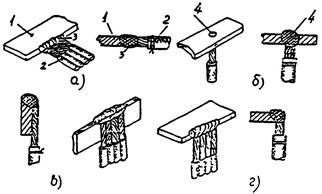
Рис. 2.18. Сварные соединения с шинами
а) встык при горизонтальном расположении шины; б) электрозаклепкой; в) внахлестку при вертикальном расположении шины; г) угловое.
1 - шина; 2 - провод; 3 - сварной шов; 4 - электрозаклепка.
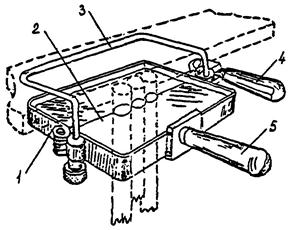
Рис. 2.19. Приспособление для сварки проводов с шиной, установленной на плоскость
1 - шарнирная рамка; 2 - медный вкладыш; 3 - скоба; 4 - ручка зажима; 5 - ручка для переноски.
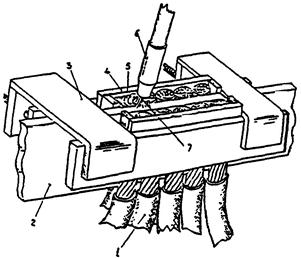
Рис. 2.20. Сварка проводов с шиной, установленной на ребро
1 - провода; 2 - шина; 3 - приспособление; 4 - графитовый вкладыш; 5 - сварной шов; 6 - горелка сварочного полуавтомата; 7 - сварочная проволока.
Оконцевание алюминиевых шин медно-алюминиевыми пластинами
2.1.40. Режимы и техника сварки медно-алюминиевых пластин с шинами толщиной до 12 мм аналогичны приведенным в табл. 2.5, 2.6, 2.9. Охлаждения шва, выполненного контактной сваркой, при этом не требуется.
2.2. Сварка медных шин
Ручная дуговая сварка угольным электродом
2.2.1. Для ручной дуговой сварки меди угольным электродом следует использовать то же оборудование, что и для сварки алюминия (см. табл. 2.7.).
2.2.2. Для сварки необходимы материалы, указанные в табл. 2.10.
Таблица 2.10.
Материалы для ручной дуговой сварки меди угольным электродом
|
ГОСТ или ТУ |
Назначение |
|
|
1. Проволока и прутки из меди М1, М01) |
ГОСТ 16130-85 |
Присадочный материал |
|
2. Электроды угольные2) |
ТУ 16-757.034-86 |
Сварочные неплавящиеся электроды |
|
3. Флюс для сварки меди «борный шлак» (состав см. в приложении 5) |
- |
Раскисление свариваемого металла |
|
4. Графитовые бруски, асбест |
Для формирования и уплотнения шва |
|
|
5. Ацетон или бензин |
Обезжиривание свариваемых кромок |
|
|
6. Ветошь обтирочная |
ОСТ 63.46-84 |
Протирка кромок растворителем |
___________
1) Допускается применение прутков, нарубленных из медных шин или листов.
2) Допускается изготовление из электродов (отходов) дуговых электропечей (см. приложение 4).
2.2.3. При сварке шин из меди следует использовать такие же приспособления и инструменты, как при сварке шин из алюминия, вследствие высокой жидкотекучести расплавленной меди необходимо очень тщательно и надежно заформовывать сварные соединения, чтобы исключить протечки металла при сварке. Сварку медных шин и компенсаторов необходимо производить на угольных подкладках с канавкой под стыком; торцы швов уплотнить угольными брусками.
2.2.4. Подготовка шин к сварке (кроме правки и резки по размеру) включает обработку свариваемых кромок в зависимости от толщины материалов в соответствии с ГОСТ 23792-79, зачистку свариваемых кромок на участке не менее 30 мм от их торцов.
2.2.5. Перед сваркой присадочные прутки следует очистить от жира и грязи. При необходимости несколько присадочных прутков складывают (скручивают) вместе.
2.2.6. Подготовленные к сварке шины необходимо уложить и закрепить в приспособлении, на свариваемые кромки насыпать тонкий слой флюса.
2.2.7. Начиная сварку, следует свариваемые кромки разогреть дугой, перемещая ее вдоль стыка до появления отдельных капель расплавленной меди в зоне дуги; после подогрева кромок дугу сосредоточить в начале шва до расплавления кромок и появления сварочной ванны: присадочный пруток ввести в задний край сварочной ванны (он должен плавиться от ее тепла). Сплавлять присадку каплями, внося ее в дугу, не рекомендуется, так как это ведет к интенсивному окислению металла и образованию трещин в шве. Погружая время от времени разогретый конец прутка во флюс, внести флюс в сварочную ванну.
Сразу после сварки необходимо шов резко охладить водой. Сварку медных шин по возможности следует выполнять за один проход. Режимы сварки и расход материалов приведены в табл. 2.11.
2.2.8. Нахлесточные и угловые соединения медных шин следует выполнять так же, как алюминиевых.
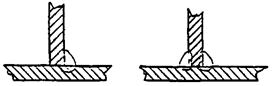
При сварке угловых швов этих соединений шины необходимо по возможности расположить «лодочкой», т.к. при этом ввиду высокой жидкотекучести расплавленной меди, создаются наиболее благоприятные условия для обеспечения хорошего качества сварных соединений (рис. 2.21а).
При невозможности выполнения сварки в «лодочку» следует применять принудительное формирование шва угольными брусками (рис. 2.21б). В этом случае во избежание непровара кромки шины ответвления должны расплавляться только после расплавления сборной шины.
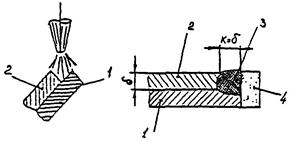
Рис. 2.21. Сварка медных шин внахлестку
а) расположение шин «лодочкой»; б) расположение шин «плашмя».
1, 2 - шины; 3 - сварной шов; 4 - угольный брусок
Режимы сварки шин внахлестку соответствуют приведенным в табл. 2.11.
Таблица 2.11.
Режимы ручной сварки меди угольным электродом
|
Сварочный ток, А1) |
Диаметр угольного электрода, мм |
Диаметр присадочного прутка, мм |
Расход на 100 мм шва, г |
||
|
присадки |
флюса |
||||
|
3 |
150 |
12 |
4 |
29 |
1 |
|
4 |
180 |
12 |
4 |
35 |
2 |
|
5 |
220 |
12 |
6 |
65 |
3 |
|
6 |
260 |
15 |
6 |
105 |
4 |
|
8 |
320 |
15 |
8 |
150 |
5 |
|
10 |
400 |
20 |
8 |
210 |
7 |
|
12 |
500 |
20 |
10 |
290 |
9 |
|
20 |
1000 |
30 |
15 |
450 |
12 |
___________
1) Прямая полярность (минус источника питания - на угольном электроде).
Полуавтоматическая дуговая сварка в защитном газе
2.2.9. Этот способ сварки эффективен при соединении шин толщиной до 10 мм. При сварке больших толщин необходим предварительный и сопутствующий подогрев.
2.2.10. Для полуавтоматической сварки меди в защитном газе, как и при сварке алюминия, следует применять оборудование, указанное в п.п. 2.1.9, 2.1.10.
2.2.11. При сварке необходимы материалы, приведенные в табл. 2.12.
2.2.12. При подготовке шин к сварке кромки их следует обрабатывать в соответствии с требованиями ГОСТ 23792-79, очистить и обезжирить на ширине не менее 30 мм.
2.2.13. Электродную проволоку необходимо очистить от жира и грязи и намотать на кассету полуавтомата.
Таблица 2.12
Материалы для полуавтоматической аргоно-дуговой сварки меди
|
ГОСТ или ТУ |
Назначение |
|
|
Проволока медная сварочная М0, М1 |
ГОСТ 16130-85 |
Электродная проволока, присадочный материал |
|
Графитовые пластины1) |
Изготовление формующих подкладок |
|
|
Бензин или ацетон |
Обезжиривание свариваемых кромок |
|
|
Ветошь обтирочная |
ОСТ 63.46-84 |
Протирка кромок шин |
|
Аргон газообразный |
Защита зоны сварки от кислорода |
___________
1) Допускается изготовление из отходов графитированных анодов и катодных блоков электролизеров, а также электродов дуговых печей.
2.2.14. После укладки и закрепления шин в приспособлении следует выполнить их сварку по технологии, аналогичной сварке алюминиевых шин (см. рис. 2.22).
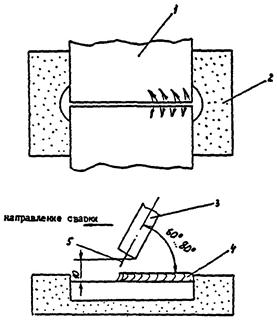
Рис. 2.22. Полуавтоматическая сварка медных шин в защитном газе.
1 - шина; 2 - графитовая формующая подкладка; 3 - сопло горелки: 4 - шов; 5 сварочная проволока.
Перед сваркой шин толщиной более 10 мм необходимо произвести предварительный подогрев кромок до температуры 600 - 800 °C. Для подогрева следует использовать пропано-кислородное или ацетилено-кислородное пламя.
Немедленно после окончания сварки соединение необходимо охладить водой.
Режимы сварки и ориентировочный расход материалов приведены в табл. 2.13.
2.2.15. Сварку одиночных шин в вертикальном и горизонтальном положениях следует выполнять при использовании электродной проволоки диаметром 1,2 мм. В этом случае необходимо применять приспособление для фиксации и подогрева шин. Шины толщиной до 4 мм должны собираться под сварку без разделки кромок; при толщине 5 мм и более необходим односторонний скос кромок под углом 30° с притуплением около 2 мм. Зазор между кромками не должен превышать 3 мм.
Шины перед сваркой следует подогреть до температуры 600 °C. Первый проход должен выполняться «ниточным» швом; последующие проходы - с поперечными колебаниями горелки.
Режимы сварки приведены в табл. 2.14.
После сварки шов следует охладить водой.
Таблица 2.13
Режимы полуавтоматической аргоно-дуговой сварки меди
|
Диаметр сварочной проволоки, мм |
Сварочный ток1), А |
Напряжение на дуге, В |
Расход на 100 мм шва |
||
|
электродной проволоки, г |
аргона, л |
||||
|
3 |
1,2 - 1,6 |
240 - 280 |
37 - 39 |
20 |
10 |
|
4 |
1,2 - 1,6 |
280 - 320 |
38 - 40 |
24 |
11 |
|
5 |
1,4 - 1,8 |
320 - 360 |
39 - 41 |
33 |
12 |
|
6 |
1,4 - 1,8 |
360 - 400 |
40 - 42 |
47 |
14 |
|
7 |
1,6 - 2,0 |
400 - 440 |
41 - 43 |
64 |
15 |
|
8 |
1,8 - 2,0 |
440 - 480 |
42 - 44 |
84 |
17 |
|
9 |
2,0 - 2,5 |
480 - 520 |
43 - 45 |
106 |
18 |
|
10 |
2,0 - 2,5 |
520 - 560 |
44 - 46 |
130 |
20 |
___________
1) Постоянный ток, полярность обратная.
Таблица 2.14
Режимы вертикальной полуавтоматической сварки медных шин
|
Сварочный ток, А1) |
Напряжение на дуге, В |
|
|
1-ый |
130 - 140 |
26 - 27 |
|
2-ой и последующие |
120 - 130 |
24 - 26 |
___________
1) Постоянный ток, полярность обратная.
Плазменная сварка
2.2.16. Для плазменной сварки следует применять установки типа УПС-301, УПС-503, а также УРПС-3М, включающую источник питания, пульт управления, плазмотрон и систему водяного охлаждения (установка УРПС, черт. ЛЭ 10942, ЛенПЭО НПО «Электромонтаж»).
2.2.17. При сварке должны использоваться материалы, указанные в табл. 2.12.
2.2.18. Перед плазменной сваркой свариваемые шины и присадочные прутки следует подготавливать как при полуавтоматической сварке.
2.2.19. Сварку шин необходимо выполнять в приспособлениях, исключающих протечки расплавленного металла, как при сварке угольным электродом.
2.2.20. Приступая к сварке, сначала следует зажигать вспомогательную дугу, которая необходима для ионизации межэлектродного пространства, и, тем самым, для облегчения возбуждения основной дуги.
При поднесении горелки с зажженной вспомогательной дугой к свариваемым шинам на расстояние около 10 мм возникает основная дуга, используемая для расплавления металла.
Техника плазменной сварки аналогична технике ручной аргоно-дуговой сварки вольфрамовым электродом: подогреть шины, расплавить кромки, ввести присадку и перемещать сварочную ванну вдоль кромок. Схема сварки показана на рис. 2.23.
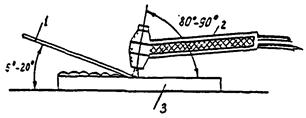
Рис. 2.23. Схема ручной плазменной сварки
1 - присадочный пруток; 2 - плазменная горелка; 3 - свариваемые шины.
Режимы плазменной сварки приведены в табл. 2.15.
Таблица 2.15
Режимы плазменной сварки меди
|
Зазор между кромками шин, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Диаметр присадочного прутка, мм |
|
|
4 |
2 |
350 - 400 |
37 - 40 |
4 |
|
6 |
4 |
380 - 440 |
37 - 40 |
6 |
|
10 |
4 |
440 - 450 |
40 - 45 |
8 |
|
12,5 |
4 |
450 - 500 |
40 - 45 |
10 |
|
20 |
5 |
800 |
40 - 45 |
15 |
Примечания:
1. Расстояние от сопла до изделия - 10 мм.
2. Расход плазмообразующего газа (аргона) 3 - 6 л/мин.
Особенности сварки медных компенсаторов
2.2.21. Для обеспечения полного провара пакета на всю толщину, ленты компенсатора следует укладывать ступенчато. Под нижнюю и на верхнюю ленты необходимо укладывать медные полоски шириной - 50 мм из той же ленты для защиты от подплавления крайних лент.
2.2.22. Для защиты лент от перегрева на их верхнюю поверхность на расстоянии 10 мм от кромки следует накладывать медные теплоотводящие пластины толщиной 8 - 10 мм.
2.2.23. Режимы сварки пакетов лент аналогичны режимам сварки медных шин соответствующей толщины. Сварку необходимо выполнять аналогично сварке шин встык с той разницей, что дугу направляют преимущественно на шину.
2.3. Сварка электромонтажных изделий из разнородных металлов
2.3.1. Медь с алюминием следует сваривать при изготовлении переходных медно-алюминиевых пластин и наконечников стыковой контактной сваркой оплавлением с ударной осадкой на специальных контактных стыковых машинах.
Сварка должна выполняться на заводах электромонтажных изделий в соответствии с производственными инструкциями.
Переходные медно-алюминиевые пластины (МА и MAP) предназначены для приварки к алюминиевым шинам в местах их присоединения к медным плоским или стержневым выводам электрических аппаратов и машин.
В этих же случаях могут применяться переходные пластины из алюминиевого сплава АД31Т1 типа АП.
2.3.2. Алюминий следует сваривать со сталью дуговой сваркой, например, при изготовлении сталеалюминиевых троллейных планок и компенсаторов; аргоно-дуговой полуавтоматической или ручной сваркой вольфрамовым электродом (а также ручной сваркой угольным электродом) с предварительным горячим алитированием или оцинковкой стальной детали.
Сталеалюминиевые детали (планки У1040 и троллейные компенсаторы У1008 и др.) предназначены для сварного соединения алюминиевых проводников со стальными, а также стальных проводников (троллеев) между собой. При этом стальная часть планок должна привариваться к стальному проводнику обычными электродами для сварки стали, а алюминиевая - к алюминиевому проводнику - в соответствии с требованиями настоящей инструкции.
3. РАЗБОРНЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ
3.1. Технология выполнения соединений
3.1.1. Разборные (болтовые) контактные соединения в зависимости от материала соединяемых шин и климатических факторов внешней среды подразделяются на соединения:
а) без средств стабилизации электротехнического сопротивления;
б) со средствами стабилизации электрического сопротивления.
3.1.2. Контактные соединения шин из материалов медь-медь, алюминиевый сплав-алюминиевый сплав, медь-сталь, сталь-сталь для групп А и Б, а также из материалов алюминиевый сплав-медь и алюминиевый сплав-сталь для группы А не требуют применения средств стабилизации электрического сопротивления. Соединения выполняются непосредственно с помощью стальных крепежных деталей (рис. 3.1а).
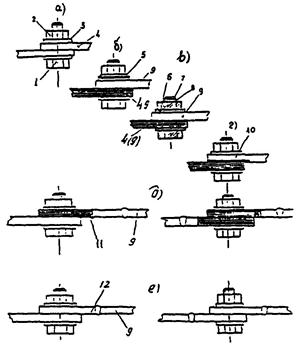
Рис. 3.1. Разборные контактные соединения
1 - болт; 2 - гайка; 3 - шайба; 4 - шина (сталь, медь, алюминиевый сплав); 5 - пружина тарельчатая; 6 - шайба из цв. металла; 7 - болт из цветного металла; 8 - гайка из цветного металла; 9 - шина алюминиевая; 10 - шина алюминиевая с металлопокрытием; 11 - пластина переходная медно-алюминиевая; 12 - пластина из алюминиевого сплава.
3.1.3. Контактные соединения шин из материалов алюминий-алюминий, алюминиевый сплав-алюминий для групп А и Б, а также из материалов алюминий-медь и алюминий-сталь для группы А следует выполнять с помощью одного из средств стабилизации сопротивления:
а) тарельчатых пружин по ГОСТ 3057-79* (рис. 3.1б);
б) крепежных изделий из меди или ее сплава (рис. 3.1в);
в) защитных металлических покрытий по ГОСТ 9.306-85*, наносимых на рабочие поверхности шин1) (рис. 3.1г), - приложение 8;
___________
1) Допускается применение электропроводящих смазок или других электропроводящих материалов, если возможность их применения подтверждена результатами испытаний по ГОСТ 17441-84 и указана в стандартах или технических условиях на конкретные виды электротехнических устройств
г) переходных медно-алюминиевых пластин по ГОСТ 19357-81* (рис. 3.1д);
д) переходных пластин из алюминиевого сплава (рис. 3.1е).
3.1.4. Для группы Б контактные соединения шин из материалов алюминиевый сплав-медь, алюминиевый сплав-сталь, следует выполнять как показано на рис. 3.1д, е; из материалов алюминий-медь, алюминий-сталь - как показано на рис. 3.1б, в, д, е.
Рабочие поверхности шин и пластин из алюминия и алюминиевого сплава должны иметь защитные металлопокрытия.
3.1.5. Пластины из алюминиевого сплава и алюминиевые части медно-алюминиевых пластин следует соединять с алюминиевыми шинами сваркой. Разборные соединения переходных пластин с медными шинами необходимо выполнять с помощью стальных крепежных деталей.
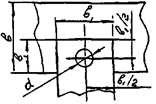
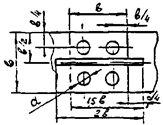
3.1.6. Расположение и диаметр отверстий для соединения шин шириной до 120 мм приведены в табл. 3.1. Зависимость диаметра отверстия в шинах от диаметра стягивающих болтов следующая:
|
6 |
8 |
10 |
12 |
16 |
|
|
Диаметр отверстия в шинах, мм |
6,6 |
9 |
11 |
14 |
18 |
Таблица 3.1.
Размеры, мм
|
Ответвление |
В ³ В1 |
d |
|
|
|
|
||
|
15 |
6,6 |
||
|
20 |
9,0 |
||
|
25 |
11 |
||
|
30 |
11 |
||
|
40 |
14 |
||
|
50 |
18 |
||
|
|
|
||
|
60 |
11 |
||
|
80 |
14 |
||
|
100 |
18 |
||
|
120 |
18 |
||
|
|
|||
|
80 |
14 |
||
|
100 |
18 |
||
|
120 |
18 |
||



3.2. Подготовка и сборка разборных соединений
3.2.1. Подготовка шин для разборного соединения состоит из следующих операций: выполнение отверстий под болты, обработка контактных поверхностей и, при необходимости, нанесение металлопокрытия.
3.2.2. Расположение и размеры отверстий под болты должны соответствовать указанным в п. 3.1.6.
3.2.3. При массовой заготовке шин рекомендуется вырубку отверстий производить на прессах. Для этой цели следует применять пресс ПРУ-1. Одновременная вырубка нескольких отверстий может быть осуществлена с помощью специальных приспособлений. При вырубке отверстий с применением упора и кондукторов разметку производить не следует.
3.2.4. Длину болтов для соединения пакета шин необходимо выбирать по табл. 3.2. На болтах после сборки и затяжки соединений должно оставаться не менее двух ниток свободной резьбы.
Таблица 3.2.
|
Длина болтов, мм |
|||||||
|
алюминиевых с алюминиевыми |
алюминиевых с медными или с шинами из алюминиевого сплава. |
медных или стальных |
М6 |
М8 |
М10 |
М12 |
М16 |
|
- |
4 |
4 - 6 |
16 |
20 |
20 |
- |
- |
|
4 |
6 - 7 |
7 - 10 |
- |
20 |
25 |
30 |
- |
|
5 - 10 |
8 - 10 |
11 - 15 |
- |
25 |
30 |
35 |
- |
|
11 - 12 |
12 - 15 |
16 - 20 |
- |
- |
35 |
40 |
- |
|
13 - 17 |
16 - 20 |
21 - 25 |
- |
- |
40 |
45 |
50 |
|
18 - 22 |
21 - 25 |
26 - 30 |
- |
- |
45 |
50 |
55 |
|
23 - 27 |
26 - 30 |
31 - 35 |
- |
- |
50 |
55 |
60 |
|
28 - 32 |
31 - 35 |
36 - 40 |
- |
- |
55 |
60 |
65 |
|
33 - 37 |
36 - 40 |
41 - 45 |
- |
- |
60 |
65 |
70 |
|
38 - 42 |
41 - 45 |
46 - 50 |
- |
- |
65 |
70 |
75 |
|
43 - 47 |
46 - 50 |
51 - 55 |
- |
- |
70 |
75 |
80 |
|
48 - 52 |
51 - 55 |
56 - 60 |
- |
- |
75 |
80 |
85 |
|
53 - 57 |
56 - 60 |
61 - 65 |
- |
- |
80 |
85 |
90 |
|
58 - 62 |
61 - 65 |
66 - 70 |
- |
- |
- |
90 |
95 |
|
63 - 67 |
77 - 70 |
71 - 75 |
- |
- |
- |
95 |
100 |
|
68 - 72 |
71 - 75 |
76 - 81 |
- |
- |
- |
100 |
105 |
3.2.5. Контактные поверхности шин необходимо обрабатывать в следующем порядке: удалить бензином, ацетоном или уайт-спиритом грязь и консервирующую смазку, у сильно загрязненных шин гибкой ошиновкой кроме очистки внешних повивов после расплетки очистить внутренние повивы; выправить и обработать под линейку на шинофрезерном станке (при наличии вмятин, раковин и неровностей); удалить посторонние пленки стальной щеткой, диском с кардолентой или драчевым напильником. Зачистку шин в мастерских электромонтажных заготовок рекомендуется производить на станке ЗШ-120. При зачистке алюминия применять шлифовальные круги не допускается. Не следует применять напильники и стальные щетки для одновременной обработки шин из различных материалов.
3.2.6. Для удаления окисных пленок рабочие поверхности следует зачищать. По окончании зачистки шин из алюминия или алюминиевого сплава на их поверхность необходимо нанести нейтральную смазку (вазелин КВЗ по ГОСТ 15975-70*, ЦИАТИМ-221 по ГОСТ 9433-80*, ЦИАТИМ-201 по ГОСТ 6267-74* или другие смазки с аналогичными свойствами). Рекомендуемое время между зачисткой и смазкой - не более 1 ч.
3.2.7. Способы и технология нанесения металлопокрытий на контактные поверхности шин даны в приложении 8.
3.2.8. Поверхности, имеющие защитные металлические покрытия, в случае загрязнения следует промывать перед сборкой органическими растворителями (бензином, уайт-спиритом и т.д.).
Луженые медные желобки, предназначенные для закрепления медных шин в петлевых зажимах, необходимо промывать растворителем и покрывать слоем нейтральной смазки (вазелин КВЗ по ГОСТ 15975-70*, ЦИАТИМ-201 по ГОСТ 6267-74*, ЦИАТИМ-221 по ГОСТ 9433-80* или другими смазками с аналогичными свойствами). Зачищать такие желобки наждачной бумагой не следует.
3.2.9. Допускается наносить металлопокрытия на отрезки шин (пластин), которые затем приваривают к шинам на монтаже. Длина покрываемого отрезка шины (пластины) в зависимости от длины сечения этого отрезка должна быть:
|
Сечение шины, мм2 |
4´40 |
6´50 |
8´60 |
8´80 |
10´80 |
10´100 |
12´120 |
|
Длина отрезка шины (пластины), мм |
120 |
120 |
120 |
150 |
150 |
200 |
200 |
|
Длина покрываемого отрезка, мм |
50 |
60 |
70 |
90 |
90 |
110 |
130 |
3.2.10. Затягивать болты контактных соединений рекомендуется индикаторными ключами с крутящим моментом по табл. 3.3.
Таблица 3.3.
|
Крутящий момент, Н · м |
||
|
для алюминиевых шин |
для шин из меди, твердого алюминиевого сплава и стали |
|
|
М5 |
7,5 ± 1,0 |
11,5 ± 1,0 |
|
М6 |
10,5 ± 1,0 |
16,0 ± 1 0 |
|
М8 |
22,0 ± 1,5 |
33,0 ± 1,5 |
|
М10 |
30,0 ± 1,5 |
45,0 ± 2,0 |
|
М12 |
40,0 ± 2,0 |
60,0 ± 3,0 |
|
М16 |
60,0 ± 3,0 |
90,0 ± 4,0 |
|
М20 |
90,0 ± 4,0 |
135,0 ± 5,0 |
|
М24 |
130,0 ± 5,0 |
200,0 ± 7,0 |
|
М30 |
200,0 ± 7,0 |
300,0 ± 12,0 |
|
М36 |
240,0 ± 10,0 |
360,0 ± 14,0 |
3.2.11. При отсутствии моментных ключей болты контактных соединений медных, стальных шин и шин из алюминиевого сплава следует затягивать гаечными ключами нормальным усилием руки (150 - 200 Н). Соединения алюминиевых шин необходимо предварительно обжать путем затяжки болтов диаметром М12 и выше полным усилием руки (около 400 Н), затем соединения ослабить и вторично затянуть болты нормальным усилием. Для диаметров болтов 6 - 10 мм делать обжатие не следует.
Соединения с тарельчатыми пружинами следует затягивать в два приема. Вначале болт затягивают до полного сжатия тарельчатой пружины, затем соединение ослабляют поворотом ключа в обратную сторону на 1/4 оборота (на угол 90°) для болтов М6 - М12 и на 1/6 оборота (угол 60°) - для остальных болтов.
4. СОЕДИНЕНИЯ ШИН С ВЫВОДАМИ
4.1. Выводы электротехнических устройств согласно ГОСТ 21242-75 могут быть плоскими и штыревыми. Размеры выводов приведены в приложении 9.
4.2. Сварные соединения шин с выводами из однородных металлов должны выполняться согласно указаниям, приведенным в разделе 2.
Сварное соединение шин из алюминия и его сплавов с медным выводом следует выполнять с помощью переходной медно-алюминиевой пластины.
4.3. Разборные соединения шин с плоскими выводами в зависимости от материала выводов, шин и от климатических факторов внешней среды должны выполняться одним из способов, указанных в п.п. 3.1.2 - 3.1.7.
4.4. Для группы А контактные соединения шин со штыревыми выводами в зависимости от материала шины и значения номинального тока вывода следует выполнять:
а) для шин из меди, стали и алюминиевого сплава - непосредственно стальными гайками1) (рис. 4.1, а);
___________
1) всех случаях должны применяться упорные гайки из меди или латуни.
б) для шин из алюминия с выводом на номинальный ток до 630 А - непосредственно гайками из меди и ее сплавов по ГОСТ 5916-70* (рис. 4.1, б): на номинальный ток выше 630 А - непосредственно стальными или медными гайками с защитным металлопокрытием рабочей поверхности шины (рис. 4.1, в) или с помощью переходных медно-алюминиевых пластин по ГОСТ 19357-81* (рис. 4.1, г), или переходных пластин из алюминиевого сплава (рис. 4.1, д).
4.5. Для группы Б контактные соединения шин со штыревыми выводами в зависимости от материала шин следует выполнять:
а) шин из меди - непосредственно стальными гайками (рис. 4.1, а);
б) шин из алюминия и алюминиевого сплава - с помощью переходных медно-алюминиевых пластин по ГОСТ 19357-81 (рис. 4.1, г) или переходных пластин из алюминиевого сплава (рис. 4.1, д), при этом переходные пластины из алюминиевого сплава должны иметь защитное металлопокрытие.
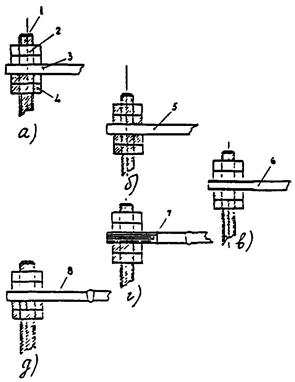
Рис. 4.1. Соединение со штыревыми выводами
1 - штыревой вывод (медь, латунь); 2 - гайка (ст.); 3 - шина (медь, сталь, алюминиевый сплав); 4 - гайка (медь, латунь); 5 - шина (алюминиевый сплав); 6 - шина с металлопокрытием; 7 - пластина переходная медно-алюминиевая; 8 - пластина переходная медно-алюминиевая; 8 - пластина из алюминиевого сплава.
4.6. Размеры отверстий в шинах должны соответствовать диаметру штыревого вывода:
|
Диаметр штыревого вывода, мм |
6 |
8 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
42 |
48 |
56 |
|
Размер отверстия в шине, мм |
6,6 |
9 |
11 |
14 |
18 |
22 |
26 |
33 |
39 |
45 |
52 |
62 |
5. СОЕДИНЕНИЯ ГИБКИХ ШИН МЕЖДУ СОБОЙ И С ВЫВОДАМИ В ОТКРЫТЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВАХ
5.1. Соединения и ответвления на медных, стальных, алюминиевых и сталеалюминиевых гибких шинах открытых распределительных устройств следует выполнять обжатием, опрессованием, с помощью петлевых или ответвительных болтовых зажимов. Ответвления алюминиевых и сталеалюминиевых шин должны преимущественно выполняться пропано-кислородной сваркой. Оконцевания следует выполнять аппаратными зажимами, соединяемыми с гибкой шиной опрессованием, болтами или сваркой. Технология выполнения опрессованных и сварных соединений гибких шин приведена в инструкции.
5.2. Болтовые петлевые и ответвительные зажимы должны изготовляться для алюминиевых и сталеалюминиевых шин - из алюминиевых сплавов, для медных - из латуни, для стальных - из стали (рис. 5.1, 5.2).
В болтовые петлевые зажимы, предназначенные для соединения медных шин с алюминиевыми, на заводе-изготовителе необходимо впаивать луженые медные желобки.
5.3. Болтовые аппаратные зажимы рассчитаны на затяжку шин с помощью плашек (рис. 5.3). Для медных шин их следует изготавливать из латуни, для алюминиевых - из алюминиевых сплавов.

Рис. 5.1. Зажим петлевой
1 - планка зажимная; 2 - прижим; 3 - болт; 4 - гайка; 5 - шайба пружинная.

Рис. 5.2. Зажим ответвительный
1 - основание; 2 - прижим; 3 - болт, 4 - гайка: 5 - шайба пружинная.

Рис. 5.3. Аппаратные болтовые зажимы
а - для присоединения к стержневому выводу и плоскому, имеющему одно отверстие; б, в - для присоединения к плоским выводам, имеющим два и четыре отверстия.
В конструкции аппаратных зажимов, предназначенных для алюминиевых шин, предусмотрены переходные медные пластины, скрепленные с корпусом зажима пайкой или сваркой. Эти пластины обеспечивают лучший контакт при соединении алюминиевого аппаратного зажима с медным выводом аппарата или с алюминиевым выводом, плакированным или армированным медью.
Если алюминиевый аппаратный зажим соединяется с алюминиевым выводом болтами или сваркой, медные пластины следует удалить.
Аппаратные зажимы имеют одно, два или четыре отверстия для присоединения к выводам аппаратов или шинам.
5.4. Аппаратные зажимы, имеющие в лапке одно отверстие диаметром 14,5 мм, допускается рассверливать по диаметру штыревого вывода, но не свыше 30 мм.
5.5. Шины в зажиме следует закреплять в следующем порядке:
- заложить шину в соответствующие желобки зажима (при монтаже переходных зажимов с меди на алюминий медная шина должна соприкасаться с луженым медным желобком, а алюминиевая - с алюминиевым);
- установить плашки;
- покрыть нарезанную часть болтов смазкой марки АМС-1, не допуская попаданий ее на контактную поверхность;
- затянуть болты.
Затяжку болтов гайками необходимо производить так, чтобы все части зажима испытывали одинаковое давление по длине контакта. После полной затяжки болтов между плашками должен оставаться зазор 3 - 4 мм. Сближение плашек вплотную указывает на то, что размеры желобков не соответствуют данной шине и требуемое давление в контакте не обеспечено. Такие зажимы подлежат замене.
5.6. Оконцевания гибких шин аппаратными зажимами для соединения с плоскими выводами аппаратов следует производить в соответствии с конструкцией вывода.
5.7. Соединения гибких шин, оконцованных аппаратными зажимами, с плоскими выводами аппаратов должны выполняться непосредственно.
5.8. Соединения гибких шин, оконцованных аппаратными зажимами, со штыревыми выводами аппаратов следует выполнять:
а) медных, оконцованных аппаратным зажимом с одним отверстием, при диаметре вывода до 28 мм - непосредственно; при диаметре вывода свыше 28 мм - через медные планки;
б) медных, оконцованных аппаратными зажимами с двумя и четырьмя отверстиями - через медные планки;
в) алюминиевых и сталеалюминиевых, оконцованных аппаратными зажимами, - через медные планки.
6. КОНТРОЛЬ КАЧЕСТВА КОНТАКТНЫХ СОЕДИНЕНИЙ
6.1. Правила приемки
6.1.1. Проверку соединений следует производить при квалификационных, типовых, периодических и приемо-сдаточных испытаниях электротехнических устройств в соответствии с требованиями ГОСТ 17441-84.
6.1.2. Все виды проверок и объем выборки при квалификационных испытаниях приведены в табл. 6.1.
6.1.3. Соединения, не выдержавшие испытания по одному из п.п. 1 - 7 табл. 6.1, необходимо подвергать повторным испытаниям по этому пункту на удвоенном количестве образцов, при этом результаты повторных испытаний являются окончательными.
6.1.4. Виды проверок и объем выборки при типовых испытаниях должны быть достаточными для проверки тех характеристик соединений, которые могут измениться вследствие изменения конструкции, материала или технологии изготовления.
6.1.5. При периодических испытаниях следует выполнять проверки по п.п. 1, 4, 5 табл. 6.1. Периодические испытания должны проводиться, как правило, один раз в два года.
6.1.6. При приемо-сдаточных испытаниях следует выполнять проверки по п.п. 1 и 4 табл. 6.1. Объем выборки должен быть установлен в стандартах или технических условиях на конкретные виды электротехнических устройств; при отсутствии таких указаний объем выборки должен составлять 0,5 % (но не менее 3 шт.) соединений одного типоразмера, предъявляемых одновременно по одному документу. Отбор соединений в выборку должен осуществляться по ГОСТ 18321-73*.
Таблица 6.1.
|
Пункты |
Число образцов, не менее |
Примечание |
||
|
технических требований |
методов испытаний |
|||
|
настоящей инструкции |
||||
|
1. Проверка соответствия требованиям к конструкции |
16 |
При проверках по п. 1 - 7 |
||
|
2. Испытание на воздействие климатических факторов внешней среды |
3 |
После проверки по п. 1 |
||
|
3. Испытание на воздействие статической осевой нагрузки |
3 |
После проверки по п. 1 |
||
|
4. Определение начального электрического сопротивления |
10 |
После проверки по п. 1 |
||
|
5. Испытание на нагревание номинальным (длительно допустимым) током |
10 |
После проверки по п. 4 |
||
|
6. Ускоренное испытание в режиме циклического нагревания |
7 |
После проверки по п. 5 |
||
|
7. Испытание на стойкость при сквозных токах |
3 |
После проверки по п. 5 |
||
6.2. Методы испытаний
6.2.1. При монтаже контактных соединений для испытаний следует контролировать их соответствие требованиям ГОСТ 10434-82*, ТУ на конкретные виды электротехнических устройств или требованиям настоящей инструкции.
6.2.2. У плоских разборных соединений необходимо контролировать плотность прилегания контактных поверхностей. Соединения можно считать выдержавшими испытания, если щуп толщиной 0,03 мм не входит в паз сопряжения токоведущих деталей далее зоны, ограниченной периметром шайбы или гайки (рис. 6.1). При наличии шайб разного диаметра эту зону следует определять диаметром меньшей шайбы. Для сжимных соединений суммарная длина участков вхождения щупа толщиной 0,03 мм в стык между сопрягаемыми плоскостями проводников не должна превышать 25 % периметра нахлеста.
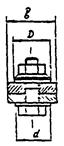
Рис. 6.1. Контроль плотности прилегания контактных поверхностей
Допустимая глубина вхождения щупа толщиной 0,03 мм равна ![]()
6.2.3. У неразборных соединений, выполненных опрессовкой, необходимо контролировать геометрические размеры опрессованной части на соответствие требованиям п. 1.5.2 (рис. 6.2).
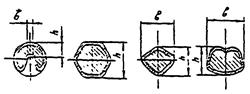
Рис. 6.2. Контролируемые элементы опрессованных соединений
6.2.4. У сварных или паяных соединений следует контролировать отсутствие трещин, подрезов, незаплавленных кратеров и соответствие сварных швов требованиям п. 1.5.1.
6.2.5. Испытание на воздействие климатических факторов внешней среды необходимо проводить на соответствие требованиям п. 1.5.8. Соединения можно считать выдержавшими испытание, если при визуальном осмотре на их контактных поверхностях не будет обнаружено очагов коррозии, препятствующих эксплуатации, и если рост электрического сопротивления после испытания не превышает значений, установленных в п.п. 1.5.5, 1.6.4.
6.2.6. Испытание на воздействие осевой нагрузки для сварных соединений следует проводить по ГОСТ 6996-66* на стандартных образцах или соединениях; испытания паяных, опрессованных и разборных соединений - по ГОСТ 1497-84*.
Прочность соединения следует оценивать путем сравнения статических осевых нагрузок, разрушающих соединение и целую шину.
Соединения можно считать выдержавшими испытание, если они выдерживают статические осевые нагрузки, указанные в п.п. 1.5.3, 1.6.1.
6.2.7. Электрическое сопротивление соединения следует измерять на участке между точками, указанными на рис. 6.3.
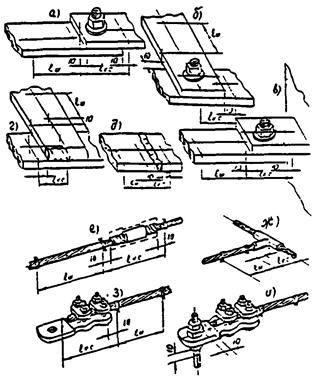
Рис. 6.3. Точки измерения сопротивлений
а - болтовое соединение шин; б - ответвление от шин (болтовое соединение); в - соединение шины с плоским выводом; г - сварное соединение (ответвление от шин); д - сварное соединение; е - соединение гибких шин; ж - ответвление от гибкой шины; з - оконцевание гибкой шины; и - соединение шины с гибким выводом.
Сопротивление проводника необходимо измерять на контрольном сопротивлении (целый участок проводника, равный условной длине 1 соединения).
Измерение следует вести с помощью щупов с острыми иглами, разрушающими окисную пленку. Сопротивление (падение напряжения) соединений должно измеряться методом вольтметра-амперметра на постоянном токе, микроомметром или двойным мостом с использованием электроизмерительных приборов класса точности не ниже 0,5.
Сопротивление соединений гибких шин следует измерять только методом вольтметра-амперметра.
Измерения должны производиться при температуре окружающей среды 20 ± 10 °C.
При определении сопротивления методом вольтметра-амперметра измерительный ток рекомендуется принимать не более 0,3 номинального тока проводника. Соединения можно считать выдержавшими испытание, если среднее значение сопротивления выборки удовлетворяет требованиям п.п. 1.5.4, 1.6.2 и 1.6.3.
6.2.8. Испытанию на нагревание номинальным током следует подвергать соединения, прошедшие проверку по п. 6.2.7. Нагревание производят постоянным или переменным током. При отсутствии в стандартах и технических условиях на конкретные виды электротехнических устройств значения номинального тока, следует проводить испытания на испытательном токе, значения которого приведены в ГОСТ 17441-84.
Методы испытаний - по ГОСТ 2933-83*. Линейные контактные соединения собирают в последовательную цепь. Длина шин, соединяющих контактные соединения, должна быть не менее:
при площади сечения до 120 мм2 включительно - 2 м, при площади сечения свыше 120 мм2 - 3 м.
Соединения можно считать выдержавшими испытания, если их температура с учетом верхнего рабочего значения температуры окружающего воздуха по ГОСТ 15543-70* (измеренное превышение температуры над температурой воздуха при испытаниях плюс верхнее рабочее значение температуры окружающего воздуха) не выше значений, указанных в п.п. 1.5.6, 1.6.5.
6.2.9. Ускоренному испытанию в режиме циклического нагревания следует подвергать макеты контактных соединений, прошедшие проверку по п. 6.2.8. Длина отрезков шин макетов должна быть 250 - 300 мм. Ускоренное испытание состоит в попеременном (циклическом) нагревании соединений током до 120 ± 5 °C с последующим их охлаждением до температуры 25 ± 10 °С. Значение тока испытания необходимо устанавливать опытным путем из расчета времени нагревания соединений 3 - 10 мин. Для ускорения испытания допускается охлаждение соединений обдувом.
Количество циклов «нагревание-охлаждение» должно быть не менее 500.
В процессе испытания периодически через каждые 100 циклов следует измерять электрическое сопротивление соединений в соответствии с п. 6.2.7 и определять среднее значение сопротивления выборки.
Соединения можно считать выдержавшими испытание, если среднее значение сопротивления выборки после каждого опыта из 100 циклов в сравнении со средним значением сопротивления выборки, полученным до начала испытаний соответствует требованиям п.п. 1.5.5, 1.6.4.
6.2.10. Испытанию на стойкость при сквозных токах следует подвергать соединения, прошедшие испытания по п. 6.2.8. Методы испытаний соединений - по ГОСТ 2933-83* и ГОСТ 687-78 Е. Соединения можно считать выдержавшими испытание, если они соответствуют требованиям п.п. 1.5.5, 1.6.4, 1.5.7 и 1.6.6 по электрическому сопротивлению соединения и температуре нагрева при сквозном токе.
7. ТЕХНИКА БЕЗОПАСНОСТИ
7.1. При монтаже контактных соединений следует выполнять требования СНиП III-4-80. Контактные соединения в части требований безопасности должны соответствовать ГОСТ 12.2.007.0-75* и обеспечивать условия эксплуатации, установленные «Правилами технической эксплуатации установок потребителей» и «Правилами техники безопасности при эксплуатации электроустановок потребителей», утвержденными Госэнергонадзором 21 декабря 1984 г.
ПРИЛОЖЕНИЯ
Приложение 1
Таблица П1.1
Термины, упомянутые в Инструкции
|
Термин |
Документ, устанавливающий термин |
Определение |
|
Электротехническое устройство |
Устройство, в котором при работе его в соответствии с назначением производится, преобразуется, передается, распределяется или потребляется электрическая энергия. |
|
|
Контактное соединение |
Контактный узел, образующий неразмыкаемый контакт |
|
|
Разборное контактное соединение |
То же |
Контактное соединение, которое может быть разомкнуто без его разрушения. Например, винтовое, болтовое и др. |
|
Неразборное контактное соединение |
То же |
Контактное соединение, которое не может быть разомкнуто без его разрушения. Например, сварное, паяное, клепаное и др. |
|
Линейное контактное соединение |
То же |
Контактное соединение двух и более проводников токопроводов, кабелей, воздушных линий электропередачи, внешних цепей управления, сигнализации, защиты и др. |
|
Начальное электрическое сопротивление контактного соединения |
То же |
Сопротивление контактного соединения, измеренное непосредственно после сборки (до испытаний) |
|
Твердый алюминиевый сплав |
То же |
Алюминиевый сплав с временным сопротивлением разрыву не менее 130 МПа (13 кГс/мм2) |
|
Переходная пластина |
Токоведущая деталь, предназначенная для соединения токоведущих шин из разнородных материалов и присоединения токоведущих шин из одного материала к выводам электротехнических устройств из другого материала |
|
|
Пластина медно-алюминиевая |
То же |
Переходная пластина, состоящая из медной и алюминиевой частей |
|
Пластина из алюминиевого сплава |
То же |
Переходная пластина из твердого алюминиевого сплава |
|
Заземляющий проводник |
ПУЭ-86 |
Проводник, соединяющий заземляемые части с заземлителем |
|
Нулевой защитный проводник |
То же |
Проводник, соединяющий зануляемые части с нейтралью электроустановки |
|
Абразивное лужение |
Способ лужения с одновременным удалением с поверхности металла окисной пленки при трении твердыми металлическими или неметаллическими частицами |
|
|
Лужение погружением в расплавленный припой |
То же |
- |
|
Штучный электрод (электрод покрытый) |
Электрод, покрытый смесью веществ, нанесенных на электрод, для усиления ионизации, защиты от вредного воздействия среды и металлургической обработки сварочной ванны |
|
|
Однородные материалы |
То же |
Материалы, номинальные электрохимические потенциалы которых близки по значению |
|
Разнородные материалы |
То же |
Материалы с различными значениями номинальных электрохимических потенциалов |
Приложение 2
Химическая обработка сварочной проволоки из алюминия и его сплавов
Для обезжиривания и удаления окисной пленки проволоку следует помещать на 0,5 - 1 мин для травления в ванну с 5 %-ным раствором едкого натра технического марки А по ГОСТ 2263-79*. Температура раствора 60 - 70 °C.
После травления проволоку необходимо промыть в горячей проточной воде в течение 30 - 40 с. Промытую проволоку осветляют погружением на 30 - 40 с в 15 %-ный раствор азотной кислоты по ГОСТ 701-89 Е при комнатной температуре (16 - 25 °C).
Осветленную проволоку следует промыть в проточной воде в течение 30 - 40 с и просушить в шкафу при температуре 100 - 150 °C.
Обработанную проволоку необходимо хранить в герметически закрытой таре в сухом месте.
Проволоку с химически обработанной поверхностью наматывают на катушки механическим способом рядами без перегибов и зазоров.
Катушки с проволокой следует помещать в полиэтиленовый мешок вместе с контрольным пакетом порошка обезвоженного силикагеля-индикатора (ГОСТ 8984-75*), который герметизируется при относительной влажности окружающего воздуха менее 20 % в течение 30 мин после обработки.
Помещения, в которых регулярно производится химическая обработка сварочной проволоки, должны соответствовать требованиям «Общесоюзных норм технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Цеха металлопокрытий», ОНТП 05-86, утвержденных Минавтопромом 05.03.86 по согласованию с ГКНТ СССР и Госстроем СССР от 30.12.85 г., 45 - 1246.
Приложение 3
Электрододержатель для угольного электрода

1 - угольный электрод; 2 - защитный экран; 3 - диэлектрическая рукоятка; 4 - сварочный кабель.
Приложение 4
Электроды из графитированного угля

|
Сварочный ток, А |
Размеры электрода, мм |
|
|
D |
L |
|
|
100 - 200 |
12 |
200 |
|
180 - 350 |
15 |
200 |
|
300 - 600 |
20 |
250 |
|
500 - 1000 |
25 |
300 |
|
800 - 1500 |
30 |
350 |
|
1000 - 1900 |
35 |
350 |
|
1500 - 3000 |
40 |
350 |
Приложение 5
|
Наименование, химический состав, % |
Назначение |
Примечания |
|
ВАМИ, ТУ 484-742-86 |
Дуговая сварка алюминия |
Применяют в виде пасты или порошка |
|
Хлористый калий - 50 |
||
|
Хлористый натрий - 30 |
||
|
Криолит - 20 |
||
|
Борный шлак |
||
|
Переплавленная бура - 95 |
Ручная дуговая и газовая сварка меди |
Приготовление: прокалить буру в тигле, смешать с порошком металлического магния, расплавить, остывший шлак размолоть и просеять через сито. Применяют в виде порошка. Перед применением просушить |
|
Металлический магний - 5 |
Флюсы содержат в герметически закрывающейся стеклянной таре.
Приложение 6
Кантователь трехфазных секций токопроводов

1 - разъемный обод; 2 - ролики; 3 - оси роликов; 4 - стойки; 5 - основание; 6 - полки с зажимами.
Приложение 7
Таблица П7.1
Расход материалов на одно сварное соединение шин между собой или с выводами электротехнического устройства на 100 мм шва
|
Толщина шин, мм |
Сварка ручная угольным электродом |
Сварка в защитном газе |
||||||
|
ручная неплавящимся электродом |
полуавтоматическая плавящимся электродом |
ручная плазменная |
||||||
|
присадка, г |
флюс, г |
аргон, л |
присадка, г |
аргон, л |
сварочная проволока, г |
аргон, л |
присадка, г |
|
|
Шины из алюминия и его сплавов |
||||||||
|
3 |
9 |
1 - 2 |
9 |
5,6 |
6 |
6 |
- |
- |
|
4 |
10 |
2 - 3 |
10 |
6,0 |
7 |
7 |
- |
- |
|
5 |
18 |
3 - 5 |
10 |
6,8 |
8 |
8 |
- |
- |
|
6 |
25 |
4 - 6 |
11 |
8,5 |
9 |
9 |
- |
- |
|
8 |
36 |
5 - 8 |
12 |
11 - 20 |
10 |
10 |
- |
- |
|
10 |
46 |
7 - 10 |
14 |
35 |
15 |
15 |
- |
- |
|
12 |
57 |
9 - 12 |
16 |
45 |
30 |
20 |
- |
- |
|
15 |
80 |
11 - 13 |
- |
- |
50 |
75 |
- |
- |
|
20 |
120 |
12 - 14 |
- |
- |
70 |
100 |
- |
- |
|
30 |
280 |
14 - 16 |
- |
- |
100 |
160 |
- |
- |
|
Шины медные |
||||||||
|
3 |
29 |
1,0 |
9 |
29 |
10 |
20 |
9 |
30 |
|
4 |
35 |
2,0 |
10 |
35 |
11 |
24 |
10 |
35 |
|
5 |
65 |
3,0 |
- |
- |
12 |
33 |
12 |
65 |
|
6 |
105 |
4,0 |
- |
- |
14 |
47 |
14 |
90 |
|
8 |
150 |
5,0 |
- |
- |
17 |
84 |
16 |
110 |
|
10 |
210 |
7,0 |
- |
- |
20 |
130 |
20 |
180 |
|
12 |
290 |
9,0 |
- |
- |
- |
- |
- |
- |
|
20 |
450 |
12 |
- |
- |
- |
- |
- |
- |
|
30 |
620 |
13 |
- |
- |
- |
- |
- |
- |
Таблица П7.2
Расход вспомогательных материалов на 100 болтовых соединений шин
|
Материал |
Ширина шины, мм, не более |
|||||||
|
25 |
30 |
40 |
50 |
60 |
80 |
100 |
120 |
|
|
Бензин неэтилированный, ацетон |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,15 |
0,2 |
0,25 |
|
Контактная смазка или паста, кг (ЦИАТИМ-221, ЦИАТИМ-201, вазелин КВЗ) |
0,3 |
0,5 |
0,6 |
0,7 |
0,8 |
1,2 |
1,6 |
2,0 |
|
Бумага стеклянная или наждачная № 1, 2, 3, м2 |
0,06 |
0,12 |
0,15 |
0,2 |
0,25 |
0,5 |
0,5 |
0,6 |
|
Тряпки чистые, кг |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,08 |
0,10 |
0,12 |
Приложение 8
Таблица П8.1
Металлопокрытия
контактных участков шин
(по
ГОСТ
9.306-85*)
|
Материал шин |
Покрытие |
Условия эксплуатации по ГОСТ 9.303-84 |
|||||
|
Обозначение |
Материал |
Способ нанесения |
1 |
2, 3, 4 |
5, 6 |
7, 8 |
|
|
Медь, сталь |
06 |
олово |
электролитический |
+ |
- |
- |
- |
|
09 |
то же |
то же |
- |
+ |
+ |
- |
|
|
012 |
то же |
то же |
- |
- |
- |
+ |
|
|
06 ОПЛ |
то же |
электролитический, дополнительная обработка оплавлением |
- |
+ |
- |
- |
|
|
Гор09 |
то же |
горячий |
+ |
+ |
- |
- |
|
|
НЗ-06 |
олово по подслою никеля |
электролитический |
+ |
- |
- |
- |
|
|
НЗ-09 |
то же |
то же |
- |
+ |
- |
- |
|
|
НЗ.012 |
то же |
то же |
- |
- |
- |
+ |
|
|
НЗ.0-С(50)3 |
сплав олово-свинец по подслою никеля |
то же |
+ |
+ |
- |
- |
|
|
НЗ.0-С(50)6 |
то же |
то же |
- |
- |
+ |
- |
|
|
Н6.0-С(50)6 |
то же |
то же |
- |
- |
- |
+ |
|
|
Гор.ПОС-40 |
припой ПОС-40 |
горячий |
+ |
- |
- |
- |
|
|
Гор.ПОС-61 |
припой ПОС-61 |
то же |
+ |
+ |
- |
- |
|
|
0-Ви6 |
сплав олово-висмут |
электролитический |
+ |
- |
- |
- |
|
|
0-Ви9 |
то же |
то же |
- |
+ |
- |
- |
|
|
0-Ви12 |
то же |
то же |
- |
- |
+ |
- |
|
|
НЗ.0-Ви(99,7)6 |
сплав олово-висмут по подслою никеля |
то же |
- |
+ |
+ |
+ |
|
|
Ср6 |
серебро |
то же |
- |
+ |
- |
- |
|
|
Ср9 |
серебро |
то же |
- |
- |
+ |
- |
|
|
Алюминий, алюминиевый сплав |
Н18 |
никель |
химический |
+ |
- |
- |
- |
|
Н36 |
то же |
то же |
+ |
+ |
- |
- |
|
|
Н12. Кд6.Хр |
хром по подслою кадмия и никеля |
гальванический |
+ |
- |
- |
- |
|
|
Н18. Кд18.Хр |
то же |
то же |
+ |
+ |
- |
- |
|
|
М6 Н909 |
олово по подслою меди и никеля |
то же |
+ |
- |
- |
- |
|
|
Гор. припой А |
припой А |
натирание |
+ |
+ |
- |
- |
|
Примечание.
Допускается гальваническое покрытие шин из алюминия и алюминиевого сплава никелевое - 6 мкм (Н6).
Таблица П8.2
Технология нанесения металлопокрытия горячим способом на медные, алюминиевые и стальные шины
|
Вид покрытия |
Последовательность операций |
Применяемые материалы |
|
|
1. Горячее лужение меди и стали окунанием |
1. Подготовка: обезжиривание, сушка, травление |
Бензин Б-70. |
|
|
Азотная кислота, серная кислота, хлористый натрий. |
|||
|
2. Покрытие флюсом |
|
||
|
3. Погружение в ванночку с расплавленным припоем |
Р-р хлористого цинка в соляной кислоте (паяльная кислота) ПОС-40, ПОС-65 |
|
|
|
4. Промывка водой (удаление флюса) |
|
||
|
5. Протирка сухой тряпкой или встряхивание |
|
||
|
2. Горячее лужение1) меди и стали натиранием (абразивное лужение) |
1. Подготовка: обезжиривание сушка травление |
Бензин Б-70. |
|
|
Азотная кислота, серная кислота, хлористый натрий. |
|||
|
2. Промывка в холодной воде |
|
||
|
3. Покрытие флюсом, нагрев и натирание |
Флюсы: водный р-р хлористого цинка (25 % хлористого цинка, 75 % воды). |
|
|
|
Технический вазелин 75 %, хлористый цинк 25 %, паяльный жир2) (ТУ 36-1170-79) |
|
||
|
Припой ПОС-40, ПОС-65 (ГОСТ 21931-76*) |
|
||
|
4. Остывание |
|
||
|
5. Промывка водой до снятия остатков флюса |
|
||
|
6. Сушка |
|
||
|
___________ 1) Температура лужения меди и стали 330 °С, алюминия и его сплавов 400 - 425 °C 2) Состав паяльного жира: канифоль (ГОСТ 19113-84) - 10 - 15 массовых частей, животный жир или стеарин (ГОСТ 6484-64) - 5 - 6 массовых частей, нашатырный спирт (ГОСТ 2210-73) - 2 массовые части, хлористый цинк (ГОСТ 7345-78) - 1 массовая часть, дистиллированная вода (ГОСТ 6709-72) - 1 массовая часть. Жир выпускается Михневским опытным заводом специальных электроизделий концерна «Электромонтаж». |
|
||
|
3. Горячее лужение алюминия и его сплавов натиранием (абразивное лужение) |
1. Зачистка поверхности до металлического блеска кардощеткой (при наличии на поверхности шин толстого слоя жирового загрязнения обезжирить бензином) |
Бензин Б-70 |
|
|
2. Нагрев поверхности пламенем пропано-воздушной горелки до температуры плавления припоя А |
Припой А: олово - 40 %, |
|
|
|
цинк - 58 %. |
|
||
|
медь - 2 % |
|||
|
3. Натирание шины припоем А |
|
||
|
4. Растирание припоя кардощеткой |
|
||
___________
2) Состав паяльного жира: канифоль (ГОСТ 19113-84) - 10 - 15 массовых частей, животный жир или стеарин (ГОСТ 6484-64) - 5 - 6 массовых частей, нашатырный спирт (ГОСТ 2210-73*) - 2 массовые части, хлористый цинк (ГОСТ 7345-78) - 1 массовая часть, дистиллированная вода (ГОСТ 6709-72) - 1 массовая часть. Жир выпускается Михневским опытным заводом специальных электроизделий концерна «Электромонтаж».
Приложение 9
Выводы контактных электротехнических устройств плоские и штыревые (ГОСТ-21242-75)
1. Размеры плоских выводов
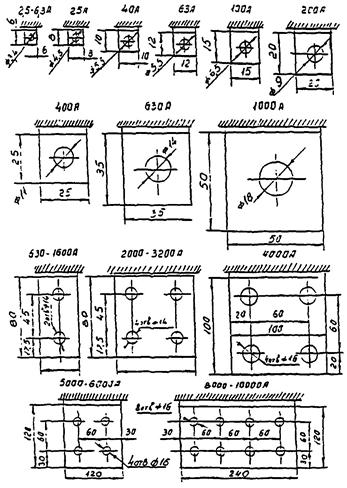
Таблица П9.1
Размеры (резьба) штыревых выводов
|
Номинальный ток, А, до вкл. |
Материал выводов1) |
||
|
Сталь |
Латунь |
Медь |
|
|
Предел прочности на растяжение, Па · 107 |
|||
|
50 |
32 |
25 |
|
|
Резьба |
|||
|
2,5 - 6,3 |
М3 |
М3 |
- |
|
16 |
М4 |
М4 |
- |
|
25 |
М5 |
М5 |
- |
|
40 |
М6 |
М6 |
- |
|
63 |
- |
М6 |
- |
|
100 |
- |
М8 |
- |
|
160 |
- |
М10 |
- |
|
250 |
- |
М12 |
М10 |
|
320 |
- |
М16 |
М12 |
|
400 |
- |
М20 |
М16 |
|
630 |
- |
- |
М20´1,5 |
|
800 |
- |
- |
М24´2,0 |
|
1000 |
- |
- |
М30´2,0 |
|
1250 |
- |
- |
М33´2,0 |
|
1600 |
- |
- |
М36´2,0 |
|
2000 |
- |
- |
М42´3,0 |
|
2500 |
- |
- |
М48´3,0 |
|
3200 |
- |
- |
М56´4,0 |
___________
1) Допускается применение других материалов, обеспечивающих надежный контакт.
Приложение 10
Шины изготавливаются из меди (прямоугольные из материала по ГОСТ 193-79*, трубчатые из материала по ГОСТ 859-78*); из алюминия (материал по ГОСТ 11069-74*); из алюминиевых сплавов (материал по ГОСТ 4784-74*) из стали (материал по ГОСТ 11036-75).
Виды профилей из алюминия и его сплавов приведены на рис. П10.1. Размеры и масса шин из алюминия, алюминиевых сплавов, стали и меди, а также профилей из алюминия и его сплавов приведены в таблице.
При заказе шин указывают наименование и порядковый номер профиля, номер ГОСТ на профили и шины, наименование материала, из которого изготавливается профиль и номер ГОСТ на этот материал.
Пример обозначения корытного профиля № 7 из алюминия марки А5.
![]()
Таблица П10.1
Прямоугольные шины из меди по ГОСТ 434-78*, алюминия и его сплава по ГОСТ 15176-84*
|
Размеры, мм |
Масса 1 м, кг |
Размеры, мм |
Масса 1 м, кг |
||
|
медных |
алюминиевых или из сплава алюминия |
медных |
алюминиевых или из сплава алюминия |
||
|
3´10 |
0,29 |
0,08 |
5´40 |
1,78 |
0,45 |
|
3´12 |
- |
0,10 |
5´50 |
2,25 |
0,68 |
|
3´12,5 |
0,32 |
- |
5´60 |
2,67 |
0,81 |
|
3´15 |
- |
0,12 |
5´80 |
2,84 |
0,86 |
|
3´20 |
0,53 |
0,16 |
6×50 |
2,67 |
0,81 |
|
3×25 |
0,67 |
0,20 |
6×60 |
3,20 |
0,97 |
|
3×30 |
0,80 |
0,24 |
6×80 |
4,27 |
1,30 |
|
3×40 |
1,07 |
0,32 |
6×100 |
5,34 |
1,62 |
|
4×10 |
0,37 |
0,11 |
8×60 |
4,27 |
1,30 |
|
4×12 |
- |
0,13 |
8×80 |
5,70 |
1,73 |
|
4×12,5 |
0,43 |
- |
8×100 |
7,12 |
2,17 |
|
4×15 |
0,53 |
0,18 |
8×120 |
8,54 |
2,60 |
|
4×20 |
0,71 |
0,22 |
10×80 |
7,12 |
2,17 |
|
4×25 |
0,89 |
0,27 |
10×100 |
8,90 |
2,70 |
|
4×30 |
1,07 |
0,32 |
10×120 |
10,68 |
3,24 |
|
4×40 |
1,42 |
0,43 |
12×120 |
- |
3,88 |
|
5×30 |
1,34 |
0,40 |
12,5×120 |
12,8 |
- |
Таблица П10.2
Стальные прямоугольные шины (ГОСТ 4405-75*)
|
Размеры, мм |
Масса 1 м, кг |
Размеры, мм |
Масса 1 м, кг |
Размеры, мм |
Масса 1 м, кг |
|
3´20 |
0,47 |
3´70 |
1,65 |
4´40 |
1,26 |
|
3´25 |
0,59 |
3´80 |
1,88 |
4´50 |
1,57 |
|
3´30 |
0,71 |
3´100 |
2,35 |
4´60 |
1,88 |
|
3´40 |
0,94 |
4´20 |
0,63 |
4´70 |
2,20 |
|
3´50 |
1,18 |
4´25 |
0,79 |
4´80 |
2,51 |
|
3´60 |
1,41 |
4´30 |
0,94 |
4´100 |
3,14 |
Профили из алюминия и его сплава
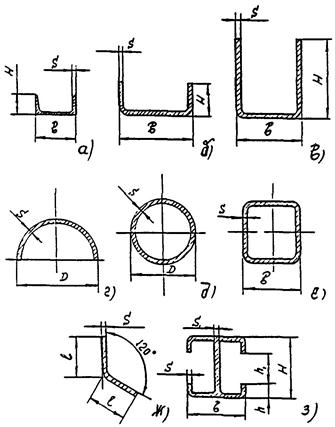
Рис. П10.1
а - швеллер; б - профиль корытный; в - профиль У-образный; г - полутруба; д - труба круглая; е - труба квадратная; ж - уголок равнобокий; з - профиль - «двойное Т».
Таблица П10.3
Трубчатые медные шины по ГОСТ 617-72*
|
Размеры, мм |
Сечение, мм2 |
Масса 1 м, кг |
Размеры, мм |
Сечение, мм2 |
Масса 1 м, кг |
||
|
диаметр |
толщина |
диаметр |
толщина |
||||
|
15 |
1,5 |
63 |
0,57 |
45 |
2,5 |
337 |
3,00 |
|
18 |
2,0 |
100 |
0,90 |
50 |
2,5 |
378 |
3,34 |
|
20 |
2,0 |
113 |
1,01 |
55 |
3,0 |
490 |
4,35 |
|
22 |
2,0 |
126 |
1,12 |
60 |
3,5 |
622 |
5,54 |
|
24 |
2,0 |
138 |
1,24 |
70 |
4,0 |
829 |
7,42 |
|
26 |
2,0 |
151 |
1,35 |
80 |
4,0 |
955 |
8,55 |
|
30 |
2,5 |
217 |
1,93 |
85 |
5,0 |
1256 |
11,25 |
|
34 |
2,5 |
250 |
2,21 |
95 |
2,5 |
725 |
6,5 |
|
40 |
2,5 |
297 |
2,64 |
100 |
3,5 |
1061 |
9,44 |
Таблица П10.4
Профили из алюминия и его сплава (ГОСТ 15176-84*)
|
Номер профиля |
Размеры, мм |
Сечение, мм2 |
Масса 1 м профиля, кг |
||
|
В |
Н |
S |
|||
|
Швеллер (рис. П10.1а) |
|||||
|
52 |
25 |
15 |
1,5 |
79,5 |
0,215 |
|
65 |
30 |
15 |
1,5 |
87,0 |
0,236 |
|
108 |
30 |
20 |
2,0 |
133,5 |
0,362 |
|
112 |
35 |
20 |
2,5 |
177,0 |
0,480 |
|
156 |
25 |
25 |
5,0 |
325,0 |
0,881 |
|
168 |
40 |
25 |
3,0 |
254,9 |
0,691 |
|
182 |
55 |
25 |
5,0 |
481,9 |
1,306 |
|
188 |
60 |
25 |
4,0 |
413,1 |
1,120 |
|
306 |
80 |
35 |
4,5 |
641,1 |
1,738 |
|
338 |
80 |
40 |
4,0 |
613,1 |
1,662 |
|
366 |
75 |
45 |
5,0 |
783,1 |
2,122 |
|
Корытный (рис. П10.1б) |
|||||
|
299 |
75 |
35 |
4,0 |
520,0 |
1,411 |
|
301 |
75 |
35 |
5,5 |
595,0 |
1,885 |
|
368 |
100 |
45 |
4,5 |
775,0 |
2,100 |
|
370 |
100 |
45 |
6,0 |
1011,0 |
2,741 |
|
443 |
125 |
55 |
6,5 |
1370,0 |
3,710 |
|
445 |
125 |
55 |
8,0 |
1655,0 |
4,487 |
|
470 |
150 |
65 |
7,0 |
1781,0 |
4,826 |
|
528 |
175 |
80 |
8,0 |
2442,0 |
6,618 |
|
549 |
200 |
90 |
10,0 |
3437,0 |
9,314 |
|
551 |
200 |
90 |
12,0 |
4045,0 |
10,963 |
|
570 |
225 |
105 |
12,5 |
4866,0 |
13,242 |
|
575 |
225 |
105 |
17,5 |
6568,0 |
17,800 |
|
577 |
250 |
115 |
12,5 |
5450,0 |
14,766 |
|
581 |
275 |
120 |
12,5 |
5886,0 |
15,952 |
|
П-образный (рис П10.1в) |
|||||
|
505 |
75 |
75 |
4,0 |
840 |
2,278 |
|
507 |
75 |
75 |
6,0 |
1232 |
3,338 |
|
555 |
100 |
100 |
5,0 |
1405 |
3,807 |
|
557 |
100 |
100 |
7,0 |
1933 |
5,238 |
|
583 |
125 |
125 |
7,5 |
2612 |
7,077 |
|
585 |
150 |
150 |
8,0 |
3376 |
9,149 |
|
587 |
175 |
175 |
9,5 |
4670 |
12,657 |
|
589 |
200 |
200 |
11,5 |
6441 |
17,454 |
|
591 |
200 |
200 |
13,5 |
7472 |
20,249 |
|
593 |
225 |
225 |
14,5 |
9078 |
24,600 |
|
595 |
250 |
250 |
15,0 |
10500 |
28,455 |
|
597 |
275 |
275 |
15,0 |
11622 |
31,497 |
|
Трубы (рис. П10.1г) |
|||||||||
|
Номер профиля |
Размеры, мм |
Сечение, мм2 |
Масса 1 м, кг |
Номер профиля |
Размеры, мм |
Сечение, мм2 |
Масса 1 м, кг |
||
|
D, B |
S |
D, B |
S |
||||||
|
Полутруба |
|||||||||
|
6 |
280 |
15 |
5944 |
16,107 |
23 |
420 |
15 |
8942 |
24,232 |
|
8 |
280 |
12 |
4811 |
13,039 |
25 |
420 |
10 |
6040 |
16,367 |
|
7 |
280 |
10 |
4041 |
10,951 |
31 |
490 |
15 |
10591 |
28,702 |
|
10 |
280 |
8 |
3258 |
8,829 |
33 |
490 |
10 |
7140 |
19,348 |
|
19 |
350 |
15 |
7292 |
19,761 |
35 |
520 |
15 |
11298 |
30,618 |
|
21 |
350 |
10 |
4940 |
13,387 |
37 |
520 |
10 |
761,1 |
20,625 |
|
Труба круглая (рис. П10.1д) |
|||||||||
|
10 |
1,0 |
28,5 |
0,077 |
65 |
2,5 |
495 |
1,341 |
||
|
14 |
1,5 |
59,0 |
0,160 |
70 |
2,5 |
535 |
1,450 |
||
|
16 |
2,0 |
88,0 |
0,238 |
75 |
2,5 |
575 |
1,558 |
||
|
18 |
2,0 |
100,0 |
0,271 |
80 |
2,5 |
615 |
1,667 |
||
|
20 |
2,0 |
114,0 |
0,309 |
80 |
4,0 |
960 |
2,602 |
||
|
22 |
2,0 |
127,0 |
0,344 |
85 |
2,5 |
650 |
1,762 |
||
|
24 |
2,0 |
139,0 |
0,377 |
85 |
3,0 |
775 |
2,100 |
||
|
26 |
2,0 |
152,0 |
0,412 |
85 |
5,0 |
1256 |
3,404 |
||
|
30 |
2,5 |
217,0 |
0,588 |
95 |
2,5 |
725 |
1,963 |
||
|
34 |
2,5 |
250,0 |
0,678 |
100 |
5,0 |
1500 |
4,065 |
||
|
40 |
2,5 |
297,0 |
0,805 |
140 |
10,0 |
4082 |
11,062 |
||
|
45 |
2,5 |
337,0 |
0,913 |
140 |
15,0 |
5900 |
15,989 |
||
|
50 |
2,5 |
378,0 |
1,024 |
210 |
10,0 |
6200 |
16,802 |
||
|
52 |
3,0 |
480,0 |
1,301 |
210 |
15,0 |
8600 |
23,306 |
||
|
55 |
2,5 |
418,0 |
1,133 |
250 |
10,0 |
7500 |
20,325 |
||
|
60 |
2,5 |
457,0 |
1,338 |
250 |
15,0 |
11000 |
29,810 |
||
|
Труба квадратная (рис. П10.1е) |
|||||||||
|
70 |
4,0 |
1014,8 |
2,750 |
80 |
5,0 |
1435,6 |
3,890 |
||
|
75 |
5,0 |
1335,6 |
3,619 |
90 |
6,0 |
1635,6 |
4,432 |
||
|
Равнобокий уголок (рис. П10.1ж) |
|||||||||
|
Номер профиля |
Размеры, мм |
Сечение, мм2 |
Масса, 1 м, кг |
||||||
|
I |
S |
||||||||
|
429 |
50 |
8 |
752,7 |
2,040 |
|||||
|
431 |
50 |
10 |
926,1 |
2,510 |
|||||
|
515 |
75 |
10 |
1426,1 |
3,838 |
|||||
|
567 |
120 |
12 |
2293,6 |
6,216 |
|||||
Профиль «Двойное Т» (рис. П10.1з)
|
Номер профиля |
Размеры, мм |
Сечение, мм2 |
Масса, 1 м, кг |
|||||
|
Н |
В |
h |
h1 |
S |
S1 |
|||
|
3 |
70 |
60 |
20 |
30 |
6 |
4 |
1288 |
3,490 |
|
7 |
100 |
80 |
30 |
40 |
8 |
6 |
2488 |
6,742 |
|
9 |
130 |
100 |
45 |
40 |
8 |
6 |
3468 |
9,398 |
|
13 |
150 |
120 |
55 |
40 |
10 |
8 |
5240 |
14,200 |
|
15 |
180 |
150 |
66 |
48 |
10 |
8 |
6520 |
17,669 |
|
17 |
200 |
200 |
75 |
50 |
10 |
8 |
8040 |
21,788 |
|
27 |
250 |
200 |
95 |
60 |
10 |
8 |
9240 |
25,040 |
|
35 |
270 |
250 |
100 |
70 |
10 |
8 |
10600 |
28,726 |
|
41 |
320 |
250 |
125 |
70 |
10 |
8 |
12000 |
32,520 |
Приложение 11
|
Длина болтов |
Масса 1000 шт. (стальных), кг, при диаметре резьбы, мм |
||||||
|
М6 |
М8 |
М10 |
М12 |
М16 |
М20 |
||
|
Болты с шестигранной головкой, ГОСТ 7798-70* |
|||||||
|
16 |
5,930 |
11,80 |
22,70 |
32,57 |
- |
- |
|
|
20 |
6,742 |
13,25 |
24,97 |
35,85 |
68,49 |
- |
|
|
25 |
7,871 |
15,07 |
27,82 |
39,95 |
75,87 |
136,4 |
|
|
30 |
8,981 |
17,35 |
30,66 |
44,05 |
83,24 |
147,9 |
|
|
32 |
9,426 |
18,140 |
32,03 |
45,68 |
86,19 |
152,5 |
|
|
35 |
10,090 |
19,32 |
33,88 |
48,43 |
90,62 |
159,4 |
|
|
40 |
11,200 |
21,30 |
36,96 |
52,87 |
97,99 |
170,9 |
|
|
45 |
12,310 |
23,27 |
40,05 |
57,31 |
105,70 |
182,5 |
|
|
50 |
13,42 |
25,25 |
43,13 |
61,76 |
113,60 |
194,0 |
|
|
55 |
14,53 |
27,22 |
46,22 |
66,20 |
121,50 |
206,8 |
|
|
60 |
15,64 |
29,200 |
49,30 |
70,64 |
129,40 |
219,1 |
|
|
65 |
16,76 |
31,170 |
52,39 |
75,08 |
137,30 |
231,5 |
|
|
70 |
17,87 |
33,14 |
55,47 |
79,53 |
145,20 |
249,8 |
|
|
75 |
18,98 |
35,12 |
58,56 |
83,97 |
153,10 |
258,1 |
|
|
80 |
20,09 |
37,69 |
61,64 |
88,42 |
161,00 |
268,1 |
|
|
85 |
21,20 |
39,07 |
64,73 |
92,86 |
168,90 |
280,8 |
|
|
90 |
22,31 |
41,04 |
67,81 |
97,29 |
176,80 |
293,2 |
|
|
95 |
- |
43,02 |
70,80 |
101,70 |
184,70 |
305,5 |
|
|
100 |
- |
44,99 |
73,98 |
106,20 |
192,60 |
317,8 |
|
|
Гайки шестигранные нормальной точности (ГОСТ 5915-70*) |
|||||||
|
- |
- |
9,65 |
16,31 |
30,08 |
59,90 |
117,1 |
|
|
Гайки шестигранные, низкие нормальной точности (ГОСТ 5916-70*) |
|||||||
|
0,948 |
4,011 |
8,478 |
10,610 |
19,58 |
34,68 |
||
Примечание.
Для определения массы болтов и гаек из алюминиевого сплава и латуни массу, указанную в таблице, следует умножить на 0,359 для алюминиевых сплавов и на 1,083 - для латуни.
Приложение 12
|
Болты |
Шайбы |
|||
|
Диаметр, мм |
Диаметр, мм |
Толщина, мм |
Масса стальных шайб 1000 шт., кг |
|
|
внутренний |
наружный |
|||
|
6 |
6,4 |
12,5 |
1,2 |
0,853 |
|
8 |
8,4 |
17,5 |
1,6 |
2,320 |
|
10 |
10,5 |
21,0 |
2,0 |
4,080 |
|
12 |
13,0 |
24,0 |
2,5 |
6,270 |
|
16 |
17,0 |
30,0 |
3,0 |
11,300 |
|
20 |
21,0 |
37,0 |
4,0 |
32,900 |
Шайбы (ГОСТ 6958-78*)
|
Болты |
Шайбы |
|||
|
Диаметр, мм |
Диаметр, мм |
Толщина, мм |
Масса стальных шайб 1000 шт., кг |
|
|
внутренний |
наружный |
|||
|
6 |
6,4 |
18,0 |
1,6 |
2,79 |
|
8 |
8,4 |
24,0 |
2,0 |
6,23 |
|
10 |
10,5 |
30,0 |
3,0 |
14,60 |
|
12 |
13,0 |
36,0 |
3,0 |
20,80 |
|
16 |
17,0 |
48,0 |
4,0 |
49,60 |
|
20 |
21,0 |
60,0 |
5,0 |
97,40 |
Примечание
Для определения массы шайб из алюминиевого сплава и латуни массу, указанную в таблице, следует умножить на:
0,356 - для алюминиевого сплава,
1,083 - для латуни.
Приложение 13
|
Тип |
Толщина, мм |
Ширина, мм |
Длина, мм (± 3 мм) |
Масса, кг, не более |
||
|
медной части |
алюминиевой части |
|||||
|
Медно-алюминиевые (ГОСТ 19357-81*) |
||||||
|
МА-40´4 |
4 |
40 |
60 |
100 |
0,13 |
|
|
МА-50´6 |
6 |
50 |
60 |
100 |
0,24 |
|
|
МА-60´8 |
8 |
60 |
80 |
160 |
0,56 |
|
|
МА-80´8 |
8 |
80 |
90 |
160 |
0,79 |
|
|
МА-100´10 |
10 |
100 |
110 |
180 |
1,47 |
|
|
МА-120´10 |
10 |
120 |
140 |
180 |
2,08 |
|
|
МАР-50´6/4 |
6 |
4 |
50 |
60 |
100 |
0,18 |
|
МАР-60´8/5 |
8 |
5 |
60 |
80 |
160 |
0,42 |
|
МАР-80´8/5 |
8 |
5 |
80 |
90 |
160 |
0,59 |
|
МАР-100´10/6 |
10 |
6 |
100 |
110 |
180 |
1,07 |
|
МАР-120´10/6 |
10 |
6 |
120 |
140 |
180 |
1,48 |
|
МАП-60´10 |
60 |
0,6 |
||||
|
МАП-80´10 |
10 |
80 |
150 |
150 |
0,79 |
|
|
МАП-100´10 |
100 |
0,99 |
||||
|
МАП-120´10 |
120 |
1,19 |
||||
|
из алюминиевого сплава (ТУ 36-931-82) |
||||||
|
АП-40´4 (К181) |
4 |
40 |
160 |
0,07 |
||
|
АП-50´6 (К182) |
6 |
50 |
160 |
0,13 |
||
|
АП-60´8 (К183) |
8 |
60 |
240 |
0,31 |
||
|
АП-80´8 (К184) |
8 |
80 |
250 |
0,43 |
||
|
АП-100´10 (К185) |
10 |
100 |
270 |
0,73 |
||
|
АГП-120´10 (К186) |
10 |
120 |
330 |
1,07 |
||
Приложение 14
Перечень нормативных документов
|
Наименование |
ГОСТ или ТУ |
|
Оборудование и приспособления |
|
|
Баллоны стальные малого и среднего объема для газов Рр 19.6 МПа (200 кГс/см2). Технические условия |
|
|
Полуавтомат ранцевый монтажный ПРМ-4М |
СА.474.00.00.00.00.ТУ |
|
Осциллятор ОСПЗ-2М |
ТУ 1-612-68 |
|
Выпрямитель сварочный универсальный типа ВДУ-1202 |
ТУ 16-88ИЕАЖ-435412.016ТУ |
|
Выпрямитель сварочный типа ВДУ-506 |
ТУ 16-435.035-84 |
|
Трансформатор сварочный ТШС-3000-1 |
ТУ 16-517.084-75 |
|
Трансформатор для ручной дуговой сварки ТД-306 |
ТУ 16-516.973-77 |
|
Установка для ручной аргоно-дуговой сварки типа УДГ-501-1 |
ТУ 16-539.073-78 |
|
Установка для плазменной сварки типа УПС-503 |
ТУ 16-683.006-84 |
|
Автомат для дуговой сварки АДФ-1202 |
ТУ 16-683.011-84 |
|
Автомат сварочный самоходный для дуговой сварки плавящимся электродом под флюсом с автоматическим поиском и слежением за осью шва АД-202 |
ТУ 16-683.033-86 |
|
Автомат сварочный самоходный для дуговой сварки плавящимся электродом под флюсом с автоматическим поиском и слежением за осью шва АД-208 |
ТУ 16-683.034-86 |
|
Полуавтомат сварочный ПДГ-508 |
ТУ 16-739.103-77 |
|
Установка типа УПС-301 для ручной плазменной сварки |
ТУ 16-739.115-77 |
|
Выпрямитель сварочный многопостовой ВДМ-1601 |
ТУ 16-739.159-78 |
|
Автомат сварочный А-1416 |
ТУ 16-739.209-79 |
|
Возбудитель стабилизатор дуги ВСД-01 |
ТУ 16-739.223-80 |
|
Выпрямитель сварочный многопостовой ВДМ-1001 |
ТУ 16-739.226-80 |
|
Трансформатор сварочный ТДМ-503 |
ТУ 16-739.254-80 |
|
Установка сварочная универсальная УД-ГУ-301 |
ТУ 16-739.302-82 |
|
Выпрямитель сварочный универсальный тиристорный ВДУ-505 |
ТУ 16-739.303-82 |
|
Полуавтомат для дуговой сварки ПДГ-515 |
ТУ 16-739.325-82 |
|
Выпрямитель сварочный типа ВДГ-303 |
ТУ 16-739.328-82 |
|
Полуавтомат для дуговой сварки в защитных газах ПДГ-516 |
ТУ 16-739.347-83 |
|
Полуавтомат для дуговой сварки ПДГ-312 |
ТУ 16-739.359-83 |
|
Горелки газоэлектрические ЭЗР |
ТУ 26-05-57-67 |
|
Редуктор для аргона АР-40 |
ТУ 26-05-196-74 |
|
Редуктор кислородный баллонный ПДК-1-65 |
ТУ 26-05-463-76 |
|
Гибкие электронагреватели |
ТУ 36-1837-82 |
|
Выпрямитель сварочный ВДУ-1602 |
ТУ 80.УССР 085.343-83 |
|
Материалы |
|
|
Наконечники медно-графитовые КТП-ДГр9 |
ТУ 16-538.392-83 |
|
Электроды угольные |
ТУ 16-757.034-86 |
|
Шинные компенсаторы К52 - К56 |
ТУ 36-14-82 |
|
Сталеалюминиевые планки и троллейные компенсаторы |
ТУ 36-653-82 |
|
Переходные пластины АП |
ТУ 36-931-82 |
|
Флюс ВАМИ |
ТУ 48-4-742-86 |
|
Флюс сварочный |
ТУ 48-011-01-78 |
|
Ветошь обтирочная |
ОСТ 63.46-84 |
|
Покрытия металлические и неметаллические неорганические. Общие требования к выбору |
ГОСТ 9.303-4* |
|
Покрытия металлические и неметаллические неорганические. Обозначения |
|
|
Слитки медные. Технические условия |
ГОСТ 193-79* (СТ СЭВ 732-77) |
|
Проволока прямоугольного сечения, ленты и шины медные для электротехнических целей. Технические условия |
|
|
Трубы медные |
ГОСТ 617-72* |
|
Кислота азотная концентрированная. Технические условия |
|
|
Провода неизолированные для воздушных линий электропередачи. Технические условия |
|
|
Медь. Марки (Ст СЭВ 226-75) |
ГОСТ 859-78* (СТ СЭВ 226-75) |
|
Бензин авиационный |
|
|
Металлы. Методы испытания на растяжение |
|
|
Болты, винты и шпильки. Механические свойства и методы испытаний |
|
|
Гайки. Механические свойства и методы испытаний |
|
|
Шнуры асбестовые |
|
|
Аммоний хлористый технический. Технические условия |
|
|
Натр едкий технический. Технические условия |
|
|
Ацетон |
|
|
Картон асбестовый. Технические условия |
ГОСТ 2850-80* |
|
Пружины тарельчатые. Технические условия |
ГОСТ 3057-79* |
|
Полосы горячекатанные и кованные из инструментальной стали. Сортамент |
|
|
Алюминий и сплавы алюминиевые деформируемые. Марки |
|
|
Гайки шестигранные (нормальной точности). Конструкция и размеры |
|
|
Смазка ЦИАТИМ 201. Технические требования |
|
|
Кислота стеариновая техническая (стеарин). Технические условия |
ГОСТ 6484-64* |
|
Вода дистиллированная |
|
|
Шайбы увеличенные. Технические условия |
|
|
Цинк хлористый технический. Технические условия |
|
|
Проволока сварочная из алюминия и алюминиевых сплавов |
|
|
Силикагель-индикатор. Технические условия |
|
|
Смазка ЦИАТИМ-221. Технические требования |
|
|
Аргон газообразный и жидкий. Технические условия |
|
|
Сталь сортовая электротехническая нелегированная |
|
|
Алюминий первичный. Марки |
|
|
Шайбы. Технические условия |
|
|
Профили прессованные прямоугольные полосообразного сечения из алюминия и алюминиевых сплавов. Сортамент |
|
|
Катанка алюминиевая. Технические условия |
|
|
Шины, профили и трубы прессованные электротехнического назначения из алюминия |
ГОСТ 15176-84 |
|
Вазелин кремнийорганический марки КВ-3/103 |
|
|
Проволока и прутки из меди и сплавов на медной основе, сварочные |
ГОСТ 16130-85 |
|
Канифоль сосновая. Технические условия |
|
|
Пластины переходные медно-алюминиевые. Общие технические требования |
|
|
Прутки прессованные из алюминия и алюминиевых сплавов. Технические условия |
|
|
Припои оловянно-свинцовые в изделиях. Технические условия |
|
|
Электроды вольфрамовые сварочные неплавящиеся. Технические условия |
|
|
Общетехнические |
|
|
Сварка металлов. Термины и определения основных понятий |
|
|
Аппараты электротехнические низковольтные. Методы испытаний |
|
|
Сварные соединения. Методы определения механических свойств |
|
|
Аппараты и электротехнические устройства переменного тока на напряжение свыше 1000 В. Норма нагрева при продолжительном режиме работы и методы испытаний |
ГОСТ 8024-84 |
|
Соединения контактные электрические. Классификация. Общие технические требования |
|
|
Контакты электрические. Термины и определения |
|
|
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. |
ГОСТ 15150-69* (СТ СЭВ 458-77 и СТ СЭВ 460-77) |
|
Изделия электротехнические. Исполнения для различных климатических районов. Общие технические требования в части воздействия климатических факторов внешней среды |
|
|
Климатические зоны СССР. Районирование по воздействию климата на технические изделия и материалы. |
|
|
Статистические параметры климатических факторов |
|
|
Пайка и лужение. Основные термины и определения |
|
|
Изделия электротехнические для районов с холодным климатом. Общие технические условия |
|
|
Соединения контактные электрические. Правила приемки и методы испытаний |
|
|
Изделия электротехнические. Термины и определения основных понятий |
|
|
Статистический контроль качества. Методы случайного отбора выборок штучной продукции |
ГОСТ 18321-73* (СТ СЭВ 1934-79) |
|
Выводы контактные электротехнических устройств плоские и штыревые. Основные размеры |
|
|
Соединения контактные электрические сварные. Основные типы, конструктивные элементы и размеры |
|
|
ССБТ. Изделия электротехнические. Общие требования безопасности |
|
|
Работы электросварочные. Требования безопасности |
|
СОДЕРЖАНИЕ