СТО 22-04-02
СТАНДАРТ
Научно-производственного Консорциума
РЕСУРС
|
Головной разработчик ЗАО «ЦНИИПСК им. Мельникова», Москва |
Утверждаю: Директор д.т.н., член-корр. РИА __________ В.В. Ларионов «25» 10 2002 г. |
Комплекс:
РЕСУРС
КОНСТРУКЦИЙ
ПРОМЫШЛЕННЫХ
ЗДАНИЙ И СООРУЖЕНИЙ
РУКОВОДСТВО
по отбору микропроб, проб
и определению механических свойств сталей
в металлических конструкциях
неразрушающим методом.
Разработчик:
Зам.
директора ООО
«Тестдиагцентр»
Москва
______________ Г.Р. Шнейдеров
«23» 10 2002 г.
Москва
2003 г.
Коллектив авторов:
Горицкий В.М. - инженер-металлург, д.т.н., профессор;
Горицкий О.В. - инженер-металлург;
Гусева И.А. - инженер-металлург, к.т.н.;
Тиков А.В. - инженер-строитель;
Хромов Д.П. - инженер-металлург, ведущий научный сотрудник, к.т.н.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Институтом ЦНИИПСК им. Мельникова в течение 10 лет в отделе экспертизы металлов исследовались различные методы определения характеристик металла эксплуатируемых конструкций без их разрушения.
Получены результаты, которые позволяют с достаточной степенью достоверности на основании взятия из металла микропроб, проб, при приобретении соответствующего опыта и необходимого лабораторно-исследовательского оборудования, давать технические заключения (протоколы испытаний) о качестве стали, включающие в себя результаты определения:
· химического состава стали;
· временного сопротивления и предела текучести стали;
· марки стали;
· категории качества стали (оценки хладостойкости стали).
Механические свойства стали оцениваются с выбранной степенью достоверности от 75 % до 99 %.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящее руководство рекомендуется к применению в случаях, когда вырезка фрагмента металла с размерами, достаточными для изготовления стандартных образцов для проведения механических испытаний, затруднена или невозможна.
1.2. Несущая способность исследуемых металлоконструкций в результате отбора проб и микропроб, предусмотренного настоящим руководством, практически не снижается, что устраняет необходимость проведения восстановительного ремонта, выполняемого при отборе фрагментов (вырезок или иначе макропроб) стандартными методами.
1.3. Отбор проб и микропроб от стальных сварных или клёпаных конструкций может применяться при:
- восстановлении паспорта или при отсутствии в нём данных о применённой марке стали;
- установлении области допустимых отрицательных температур безопасной эксплуатации конструкции;
- диагностировании технического состояния;
- определении остаточного ресурса эксплуатации;
- отсутствии сведений о примененных во время предыдущих ремонтов сталях;
- подготовке экспертизы технического состояния конструкций зданий и сооружений опасного объекта;
- в исследовательских и иных целях.
1.4. Настоящее руководство имеет целью определение марки стали и её категории, что достигается путём определения химического состава, предела текучести, временного сопротивления и критической температуры хрупкости стали.
1.5. Область применения настоящего руководства - низкоуглеродистые и низколегированные стали с номинальным пределом текучести 150 ... 440 МПа (16 ... 45 кг/мм2).
1.6. Руководство предназначено для лабораторий, оснащенных световыми металлографическими микроскопами, испытательным механическим оборудованием, прошедшим поверку в Государственной метрологической службе, и укомплектованных квалифицированными кадрами в области металловедения.
2. ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ, ТЕХНИЧЕСКИЕ ПОНЯТИЯ
2.1. Критическая температура хрупкости - температура, при которой значение ударной вязкости достигает определенной нормируемой величины акр, указываемой индексом, например, Т29 - температура, выше которой величина ударной вязкости, определяемая на образцах с U-образным надрезом, не менее 29 Дж/см2 (3 кгс · м/см2).
2.2. Металлография - наука о структуре и физических свойствах металлов и сплавов, исследующая зависимость между их свойствами и структурой при различных температурах.
2.3. Микропроба металла - это объём металла уменьшенного размера, из которого невозможно изготовить хотя бы один стандартный образец на растяжение или ударный изгиб и, размеры которого большей частью в 5 - 10 раз меньше стандартных образцов, предназначенных для проведения механических испытаний.
2.4. Проба металла - объём металла, из которого можно изготовить не более одного образца стандартного размера, предназначенного для проведения испытаний на растяжение или ударный изгиб.
2.5. Менаже образец - образец с U-образным надрезом для испытания материалов на ударную вязкость при ударном изгибе на маятниковых копрах (тип 1 - 3 по ГОСТ 9454).
2.6. Шарпи образец - образец с V-образным надрезом для испытания материалов на ударную вязкость при ударном изгибе на маятниковых копрах (тип 11 - 13 по ГОСТ 9454).
3. ОТБОР ПРОБ И МИКРОПРОБ МЕТАЛЛА
3.1. Места отбора проб и микропроб должны устанавливаться, исходя из условия получения представительной информации о качестве стали исследуемого элемента металлоконструкции.
3.2. Возможность и места отбора проб зависят от конструктивных особенностей металлоконструкции и устанавливаются Специализированной организацией.
3.3. Пробы и микропробы металла должны отбираться от кромки исследуемого элемента металлоконструкции. В случае кромок, образуемых газовым резом, - за пределами зоны термического влияния.
3.4. Технология отбора проб и микропроб должна обеспечить минимальную деформацию и нагрев металла не выше 150 °С.
3.4.1. Микропробы от кромок элементов металлоконструкций следует отбирать методом среза или спила с помощью ножовки или отрезным кругом в соответствии с рис. 1,а для элементов толщиной до 10 мм включительно и рис. 1,б для элементов толщиной более 10 мм.
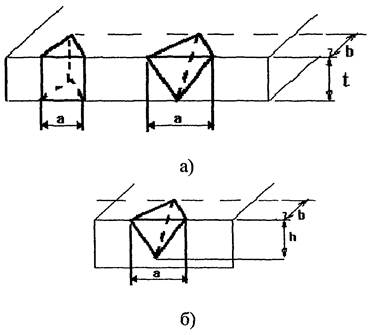
Форма микропробы (призматическая или пирамидальная) определяется удобством проведения работ по срезу (спилу) микропробы.
Размеры микропробы должны быть не менее а×b×t(h), где t - толщина элемента, мм;
а ≥ 1,4b;
b ≥ 5 мм - в случае прокатной или механически обработанной кромки;
b ≥ 0,5t + 5 мм при t ≤ 10 мм и b ≥ max {10 мм; 0,25t} при t > 10 мм в случае кромки, полученной с помощью газовой резки или другим аналогичным способом;
h ≥ 10 мм.
3.4.2. Микропробы из центральных частей элементов конструкции должны быть не менее 1,2×2,5×15 мм. Минимальная площадь сечения микропробы в центральной части должна быть не менее 3 мм2.
3.5. Отбор проб, как правило, осуществляется от ненагруженных или слабо нагруженных элементов строительных конструкций.
3.6. Минимальный размер проб определяется требованиями ГОСТ 9454 к размеру стандартных ударных образцов с учётом припуска на механическую обработку поверхности образцов. При отборе проб необходимо учитывать требования нормативов к ориентации ударных образцов (вдоль или перпендикулярно направлению прокатки) для определения ударной вязкости.
3.7. Место отбора проб и микропроб, их расположение и ориентация должны быть указаны в сопроводительной записке.
3.8. После проведения отбора проб и микропроб места вырезки должны быть подвергнуты механической зачистке (с помощью шлиф машинки или другими способами для устранения концентраторов напряжений), а в необходимых случаях усилены.1
1 Необходимость усиления устанавливается организацией, осуществляющей диагностирование технического состояния конструкции.
4. ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
4.1. Определение химического состава стали проводят в соответствии с требованиями ГОСТ 22536 титриметрическим, спектральным или другими методами, обеспечивающими необходимую точность анализа.
4.2. Химический анализ стали производят после зачистки поверхности металла (микропробы) до металлического блеска, исключающей искажение результатов анализа состава металла.
4.3. При определении химического состава спектральными методами подготовленная для анализа поверхность не должна отклоняться от нормали к поверхности проката на угол более 30°.
4.4. При интерпретации результатов химического анализа учитывают допускаемые отклонения содержания легирующих элементов в готовом прокате согласно техническим требованиям к низкоуглеродистым и низколегированным сталям (ГОСТ 27772, ГОСТ 380, ГОСТ 19281 и др.).
5. ПРОВЕДЕНИЕ МЕТАЛЛОГРАФИЧЕСКОГО АНАЛИЗА
5.1. Для определения предела текучести (по п. 6.6.2) и ударной вязкости должны быть подготовлены и исследованы металлографические шлифы.
5.2. Микропробы, вырезанные согласно п. 3 настоящей инструкции, для подготовки шлифов должны быть залиты в сплав Вуда, эпоксидную смолу или в другие аналогичные вещества.
5.3. Шлифы выполняются в плоскости, перпендикулярной поверхности проката. Допускается изготовление шлифов в плоскостях с отклонением от нормали к поверхности на угол не более 30°. Количественный металлографический анализ проводят на участках шлифов, удаленных от поверхности проката на расстояние не менее 0,25 мм.
5.4. Состав травителей и технология подготовки шлифов к исследованию устанавливаются по ГОСТ 5639, ГОСТ 5640.
5.5. При проведении металлографического анализа необходимо оценивать:
- содержание структурно-свободного перлита и полосчатость структуры согласно ГОСТ 5640;
- величину действительного зерна d - средний условный диаметр (среднюю хорду) и номер (балл) зерна феррита для ферритно-перлитных сталей в соответствии с ГОСТ 5639;
- для термически упрочненных сталей и сталей, в структуре которых присутствуют продукты сдвигового превращения, допускается определять величину среднего условного зерна феррита dy по формуле dy = dфтс/0,6, где dфтс - средний условный диаметр (средняя хорда) фасеток транскристаллитного скола, определяемый по фрактограммам методами, изложенными в разд. 3 ГОСТ 5639;
- размер (диаметр) D дисперсных упрочняющих частиц при легировании стали сильными карбонитридообразующими элементами (например, ванадий, ниобий, титан) - с помощью экстракционных реплик, а межчастичное расстояние λ - на тонких фольгах методами трансмиссионной электронной микроскопии;
- плотность дислокаций ρ (при необходимости) на тонких фольгах методами просвечивающей электронной микроскопии.
5.6. В дальнейшем под эффективным размером зерна dэф (в миллиметрах) понимается размер зерна феррита для ферритно-перлитных сталей или средний размер условного зерна феррита для термически упрочненных сталей, отмеченных в п. 5.5.
5.7. Размер зерна определяется не менее чем на трех участках шлифа (негативах), на каждом из которых количество точек пересечения секущих с границами структурных составляющих должно быть не менее 100.
В случае выявленной методами световой микроскопии структурной неоднородности металла по толщине проката, количество и расположение анализируемых полей зрения при металлографическом анализе выбирается таким образом, чтобы обеспечить адекватную оценку средних по сечению величин определяемых характеристик.
6. ОПРЕДЕЛЕНИЕ ВРЕМЕННОГО СОПРОТИВЛЕНИЯ σв И ПРЕДЕЛА ТЕКУЧЕСТИ σт
6.1. Временное сопротивление σв исследуемых сталей следует определять расчетным методом по результатам измерения твердости стали по методам Виккерса (HV) или Бринелля (НВ) на стационарных твердомерах в соответствии с ГОСТ 2999 и ГОСТ 9012.
6.2. В случае неизбежности наклепа металла при отборе микропроб по п. 3.3.2 измерения твердости следует проводить непосредственно на объекте переносными твердомерами статического по ГОСТ 22761 или динамического воздействия по ГОСТ 18661. Допускается использование твердомеров другого типа при обеспечении необходимой точности измерений.
Требования к размеру, кривизне подготавливаемой площадки и к качеству зачистки поверхности должны соответствовать данным технического паспорта используемого твердомера. Подготавливаемая площадка должна располагаться на расстоянии не менее 100 мм от сварного шва и не далее 300 мм от места отбора микропробы.
6.3. В диапазоне от 90 до 270 НВ (90 до 270 HV), являющемся областью применения настоящей инструкции, значения твердости, определенные по методам Бринеля и Виккерса совпадают. Далее в тексте во всех расчетных формулах значения НВ могут быть заменены значениями HV.
6.4. Количество замеров твердости должно быть не менее:
- 9 измерений при использовании стационарных твердомеров для всех сталей (кроме кипящей);
- 18 измерений при использовании переносных твердомеров и при оценке твердости кипящих сталей с помощью твердомеров любого типа.
По полученным измерениям определяются средние значения НВ. При определении среднего значения твердости минимальный и максимальный результат измерений отбрасывают.
6.5. Временное сопротивление должно определяться по формуле:
σв = 112 + 2,4НВ, МПа
6.6. Определение предела текучести необходимо проводить одним из следующих методов:
- методом измерения твердости на пределе текучести;
- на базе химического, дюрометрического и металлографического анализа.
6.6.1. Определение предела текучести по измерению твердости на пределе текучести проводится в соответствии с ГОСТ 22762.
6.6.2. Предел текучести по результатам химического, дюрометрического и металлографического анализа, определяется по формуле:
σт = 1,5 + 0,6×σт* + 0,74×НВ, МПа,
где НВ - значение твердости, а величина σт* определяется в соответствии с выражением:
σт* = (σ02 + σп2)1/2 + (Δσ2т.р. + Δσ2д.у. + Δσ2д)1/2 + Kydэф-1/2,
где: σ0 - напряжение трения решетки α-железа, для настоящего расчета принимается равным 30 МПа;
σп - напряжение за счет упрочнения стали перлитом, σп = 2,4П, МПа,
где: П - процент перлитной составляющей;
Δσт.р. - напряжение за счет упрочнения твердого раствора легирующими элементами; находится по величине концентрации Ci (в % по массе легирующих элементов в α-железе (феррите));
Δσт.р. = 4670CC+N + 33CMn + 86CSi + 31CCr + 30CNi + 11СМо + 60CAl + 39CCu + 690CP + 3CV + 82CTi, МПа;
Δσд.у. - напряжение за счет упрочнения стали дисперсными частицами, определяемое с учетом данных п. 5.5:
![]()
где: G = 8,4×104 МПа - модуль сдвига, b = 2,5×10-7 мм - вектор Бюргерса;
Δσд = напряжение за счет упрочнения дислокациями, оценивается по плотности дислокаций ρ,
Δσд = 5G×b×ρ1/2 (для горячекатаных сталей допускается принимать Δσд = 30 МПа), Ку = 20 МПа×мм1/2.
6.7. При невозможности измерения твердости допускается рассчитывать временное сопротивление и предел текучести ненаклёпанной стали по формулам:
σв = 251 + 1,44×σт**, МПа,
где σт** = (σ02 + σп2)1/2 + (Δσ2т.р. + Δσ2д.у. + Δσ2д)1/2;
σт = σ*т.
6.8. Точность определения значений временного сопротивления и предела текучести.
6.8.1. Точность определения предела текучести согласно п. 6.6.1 составляет ±7 %.
6.8.2. Рассчитанные в соответствии с п. 6.5, п. 6.6.2 и 6.7 значения временного сопротивления и предела текучести являются математическим ожиданием указанных величин.
6.8.3. Нижняя граница доверительного интервала для прочностных характеристик (σв(мин), σт(мин)) рассчитывается исходя из фактических значений твердости, предела текучести и требуемой степени достоверности β в соответствии с выражениями:
σв(мин) = σв - К1(β)×K2(HB), МПа (при расчете по п. 6.5);
σт(мин) = σт - К3(β)×К4(НВ, σт*), МПа (при расчете по п. 6.6.2);
σв(мин) = σв - К5(β)×К6(σт**), МПа (при расчете по п. 6.7);
σт(мин) = σт - К7(β)×К8(σт*), МПа (при расчете по п. 6.7),
где значения К1(β), К2(НВ), К3(β), К4(НВ, σт*), К5(β), К6(σт**), К7(β) и К8(σт*) определяют в соответствии с табл. 1 - 5 обязательного Приложения А.
7. ОЦЕНКА ХЛАДОСТОЙКОСТИ МЕТАЛЛА
7.1. Оценка
хладостойкости исследуемого металла проводится по величине критической
температуры
хрупкости ![]()
7.2. Величина акр выбирается в соответствии требованиями стандартов или технических условий к ударной вязкости исследуемой стали (величине ударной вязкости, температуре испытания).
7.3. Критическая
температура хрупкости ![]() (°С)
определяется по микропробам, вырезанным в соответствии с разделом 3 настоящего РД, и рассчитывается по следующей формуле:
(°С)
определяется по микропробам, вырезанным в соответствии с разделом 3 настоящего РД, и рассчитывается по следующей формуле:
![]()
где коэффициенты а0, а1 и а2 выбираются для образцов с U-образным надрезом (Менаже) в зависимости от устанавливаемого нормативными документами значения акр (таблица 1).
По мере накопления экспериментальных данных коэффициенты а0, а1 и а2 будут определены также и для образцов с V-образным надрезом (Шарпи), позволяющих более достоверно оценить сопротивление стали разрушению.
При
содержании в стали серы менее 0,015 % величина ![]() принимается на 10 °С больше
по сравнению с
принимается на 10 °С больше
по сравнению с ![]() , рассчитанной по вышеприведенной
формуле.
, рассчитанной по вышеприведенной
формуле.
Коэффициенты
формулы для определения ![]()
|
Величина акр, Дж/см2 |
Значения коэффициентов |
||
|
а0 |
a1 |
а2 |
|
|
29 |
348 |
-275 |
-0,34 |
|
34 |
348 |
-253 |
-0,34 |
|
49 |
335 |
-301 |
-0,10 |
Для
проката толщиной от 7,5 мм до 9 мм (определение ударной вязкости на образцах
типа 2 по ГОСТ
9454-78) величина ![]() принимается на 10 °С ниже, а для
проката толщиной от 4 мм до 7,4 мм (определение ударной вязкости на образцах
типа 3 по ГОСТ
9454-78) - на 20 °С ниже по сравнению с рассчитанными по формуле
значениями.
принимается на 10 °С ниже, а для
проката толщиной от 4 мм до 7,4 мм (определение ударной вязкости на образцах
типа 3 по ГОСТ
9454-78) - на 20 °С ниже по сравнению с рассчитанными по формуле
значениями.
При
необходимости величину ![]() для значений акр =
39 Дж/см2
и акр = 44 Дж/см2 допускается определять методом линейной
интерполяции с использованием соответствующих значений Т34 и Т49.
для значений акр =
39 Дж/см2
и акр = 44 Дж/см2 допускается определять методом линейной
интерполяции с использованием соответствующих значений Т34 и Т49.
7.4. Для наклепанной
стали значение ![]() ,
определенное в соответствии с п. 7.3,
повышается на величину 0,6×ΔНВ, где ΔНВ - приращение твердости, обусловленное наклепом металла.
,
определенное в соответствии с п. 7.3,
повышается на величину 0,6×ΔНВ, где ΔНВ - приращение твердости, обусловленное наклепом металла.
7.5. Рассчитанные в соответствии с п. 7.3 и п. 7.4 значения критической температуры хрупкости являются математическим ожиданием указанной величины.
7.6. Верхняя граница
доверительного интервала для критической температуры хрупкости ![]() рассчитывается
исходя из фактических значений твердости, предела текучести и требуемой степени
достоверности β в соответствии с выражением:
рассчитывается
исходя из фактических значений твердости, предела текучести и требуемой степени
достоверности β в соответствии с выражением:
![]()
где значения К9(β) и К10(dэф, НВ) определяют в соответствии с табл. 1 и 6 обязательного Приложения А.
Если
по действующей нормативной документации (ГОСТ, ТУ) для исследуемой марки стали
при проведении испытаний на ударный изгиб на одном из трех образцов допускается
снижение ударной вязкости относительно нормируемого значения, значение ![]() уменьшается
на 5 °С.
уменьшается
на 5 °С.
7.7. В соответствии с требованиями ГОСТ (ТУ), сталь обладает соответствующей категорией качества, если выполняется условие
![]()
где анфТи - фактическое значение ударной вязкости при температуре испытаний Ти, аннТи - нормируемое ГОСТ (ТУ) значение ударной вязкости при той же температуре.
7.8. Неравенство по п. 7.5 эквивалентно условию
![]()
7.9. Исследуемая сталь считается удовлетворяющей требованиям соответствующего ГОСТ (ТУ) к сталям заданной категории качества, если выполняется неравенство по п. 7.6. В соответствии с п. 7.5 конкретное значение Ти определяется устанавливаемой категорией качества стали.
7.10. Выбор температуры испытания ударного образца, изготовленного из пробы, определяется задачей исследования: определением заданной категории качества или установлением критической температуры хрупкости.
7.10.1. При определении заданной категории качества температура испытания образца назначается из условия соответствия уровня ударной вязкости значению, регламентируемому ГОСТ (ТУ) в соответствии с п. 7.5. Например, при проверке соответствия стали Ст3пс 5-ой категории качества температура испытания образца назначается -20 °С.
7.10.2. При установлении
критической температуры хрупкости ![]() температура испытания образца
назначается в соответствии с п. 7.3 из
условия выбора по ГОСТ (ТУ) нормативного значения ударной вязкости и
определения уровня твердости и величины действительного зерна феррита.
температура испытания образца
назначается в соответствии с п. 7.3 из
условия выбора по ГОСТ (ТУ) нормативного значения ударной вязкости и
определения уровня твердости и величины действительного зерна феррита.
7.10.3. Определение твердости и измерение диаметра зерна феррита производится на грани образца, перпендикулярной поверхности проката и параллельной направлению прокатки.
7.11. При получении
значений акр, не совпадающих с нормативными по ГОСТ (ТУ) значениями,
допускается величину ![]() определять по п. 7.3 методом линейной
интерполяции с использованием соответствующих нормативных значений акр.
определять по п. 7.3 методом линейной
интерполяции с использованием соответствующих нормативных значений акр.
8. ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ КИПЯЩИХ СТАЛЕЙ
8.1. Особенностью определения механических свойств проката из кипящих сталей является необходимость учета его неоднородности по длине и сечению.
8.2. Неоднородность проката допускается учитывать с помощью системы коэффициентов (п. 8.3) или увеличением количества отбираемых микропроб (п. 8.4).
8.3. Критическая
температура ![]() рассчитанная в соответствии с разделом 7 настоящей инструкции, для
кипящих сталей смещается на 10 °С в область положительных температур.
рассчитанная в соответствии с разделом 7 настоящей инструкции, для
кипящих сталей смещается на 10 °С в область положительных температур.
8.4. При определении механических свойств проката из кипящих сталей отбирают не менее двух микропроб. Микропробы рекомендуется отбирать от однотипных элементов конструкции. Допускается отбор микропроб от одного и того же элемента конструкции; в этом случае места отбора микропроб должны отстоять друг от друга на расстояние не менее 2 м.
Механические свойства определяются для каждой микропробы согласно разделам 6 и 7 настоящей инструкции, а за фактические свойства проката из кипящих сталей принимаются наихудшие значения для исследованных микропроб.
9. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ
9.1. На основании полученных в соответствии с разделами 4 ... 8 данных составляется Заключение о качестве стали, включающее в себя результаты по определению:
химического состава;
временного сопротивления и предела текучести;
марки стали;
категории качества стали (оценки хладостойкости стали).
9.2. Заключение подписывается руководителем лаборатории и утверждается руководителем организации, в состав которой входит лаборатория.
10. ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННОЙ НОРМАТИВНОЙ ДОКУМЕНТАЦИИ
ГОСТ 380-94 «Сталь углеродистая обыкновенного качества».
ГОСТ 2999-75* «Металлы и сплавы. Метод измерения твердости по Виккерсу».
ГОСТ 5639-82* «Стали и сплавы. Методы выявления и определения величины зерна».
ГОСТ 5640-68 «Сталь. Металлографический метод оценки микроструктуры листов и ленты».
ГОСТ 9012-59* «Металлы и сплавы. Метод измерения твердости по Бринеллю».
ГОСТ 9454-78* «Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах».
ГОСТ 18661-73 «Сталь. Измерение твердости методом ударного отпечатка».
ГОСТ 19281-89* «Прокат из стали повышенной прочности. Общие технические условия».
ГОСТ 22536.0-87* «Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа».
ГОСТ 22536.1-88 «Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита».
ГОСТ 22536.2-87* «Сталь углеродистая и чугун нелегированный. Методы определения серы».
ГОСТ 22536.3-88 «Сталь углеродистая и чугун нелегированный. Методы определения фосфора».
ГОСТ 22536.4-88 «Сталь углеродистая и чугун нелегированный. Методы определения кремния».
ГОСТ 22536.5-87* «Сталь углеродистая и чугун нелегированный. Методы определения марганца».
ГОСТ 22536.6-88 «Сталь углеродистая и чугун нелегированный. Методы определения мышьяка».
ГОСТ 22536.7-88 «Сталь углеродистая и чугун нелегированный. Методы определения хрома».
ГОСТ 22536.8-87* «Сталь углеродистая и чугун нелегированный. Методы определения меди».
ГОСТ 22536.9-88 «Сталь углеродистая и чугун нелегированный. Методы определения никеля».
ГОСТ 22536.10-88 «Сталь углеродистая и чугун нелегированный. Методы определения алюминия».
ГОСТ 22536.11-87* «Сталь углеродистая и чугун нелегированный. Методы определения титана».
ГОСТ 22536.12-88 «Сталь углеродистая и чугун нелегированный. Методы определения ванадия».
ГОСТ 22761-77 «Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия».
ГОСТ 22762-77 «Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара».
ГОСТ 27772-88* «Прокат для строительных стальных конструкций. Общие технические условия».
ПРИЛОЖЕНИЕ (А)
(обязательное)
Значения коэффициентов К1(β), К3(β), К5(β), К7(β) и К9(β)
|
К1(β), МПа |
К3(β), МПа |
К5(β), МПа |
К7(β), МПа |
К9(β), МПа |
|
|
75 |
26 |
19 |
22 |
19 |
11,8 |
|
90 |
49 |
36 |
42 |
37 |
22,5 |
|
95 |
63 |
46 |
55 |
47 |
28,9 |
|
97,5 |
75 |
55 |
65 |
57 |
34,5 |
|
99 |
89 |
66 |
77 |
67 |
41,0 |
Значения коэффициента К2(НВ)
|
Твердость НВ |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
||
|
К2(НВ) |
1,02 |
1,01 |
1,01 |
1,01 |
1,00 |
1,00 |
1,00 |
1,01 |
||
|
Твердость НВ |
170 |
180 |
190 |
200 |
210 |
220 |
230 |
240 |
||
|
К2(НВ) |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
1,04 |
1,05 |
1,06 |
||
Значения коэффициента К4(НВ, σт*)
|
Твердость НВ |
Предел текучести σт*, МПа |
||||||||||
|
200 |
225 |
250 |
275 |
300 |
325 |
350 |
375 |
400 |
425 |
450 |
|
|
90 |
1,03 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,03 |
1,03 |
1,03 |
1,04 |
|
100 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,03 |
1,04 |
|
110 |
1,02 |
1,02 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
1,03 |
|
120 |
1,02 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
130 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
140 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
150 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
160 |
1,02 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
170 |
1,02 |
1,02 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
1,03 |
|
180 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,03 |
1,04 |
|
190 |
1,03 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,03 |
1,03 |
1,03 |
1,04 |
|
200 |
1,03 |
1,03 |
1,03 |
1,03 |
1,03 |
1,03 |
1,03 |
1,03 |
1,04 |
1,04 |
1,05 |
|
210 |
1,04 |
1,04 |
1,03 |
1,03 |
1,03 |
1,03 |
1,04 |
1,04 |
1,04 |
1,05 |
1,05 |
|
220 |
1,05 |
1,05 |
1,04 |
1,04 |
1,04 |
1,04 |
1,04 |
1,05 |
1,05 |
1,06 |
1,06 |
|
230 |
1,06 |
1,05 |
1,05 |
1,05 |
1,05 |
1,05 |
1,05 |
1,06 |
1,06 |
1,07 |
1,07 |
|
240 |
1,07 |
1,06 |
1,06 |
1,06 |
1,06 |
1,06 |
1,06 |
1,07 |
1,07 |
1,08 |
1,08 |
Значения коэффициента К6(σт**)
|
σт**, МПа |
50 |
70 |
90 |
110 |
130 |
150 |
170 |
190 |
210 |
230 |
250 |
270 |
290 |
310 |
330 |
|
К6(σт**) |
1,02 |
1,01 |
1,01 |
1,01 |
1,00 |
1,00 |
1,00 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
1,04 |
1,05 |
1,06 |
Значения коэффициента К8(σт*)
|
200 |
220 |
240 |
260 |
280 |
300 |
320 |
340 |
360 |
380 |
400 |
420 |
440 |
460 |
490 |
|
|
К8(σт*) |
1,02 |
1,01 |
1,01 |
1,01 |
1,00 |
1,00 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
1,04 |
1,05 |
1,06 |
Значения коэффициента К10(dэф, HB)
|
Твердость НВ |
dэф-1/2, мм-1/2 |
||||||||||
|
15 |
14 |
13 |
12 |
11 |
10 |
9 |
8 |
7 |
6 |
5 |
|
|
90 |
1,03 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,03 |
1,03 |
1,03 |
1,04 |
|
100 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,03 |
1,04 |
|
110 |
1,02 |
1,02 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
1,03 |
|
120 |
1,02 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
130 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
140 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
150 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
160 |
1,02 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
|
170 |
1,02 |
1,02 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,02 |
1,02 |
1,03 |
1,03 |
|
180 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,03 |
1,04 |
|
190 |
1,03 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,02 |
1,03 |
1,03 |
1,03 |
1,04 |
|
200 |
1,03 |
1,03 |
1,03 |
1,03 |
1,03 |
1,03 |
1,03 |
1,03 |
1,04 |
1,04 |
1,05 |
|
210 |
1,04 |
1,04 |
1,03 |
1,03 |
1,03 |
1,03 |
1,04 |
1,04 |
1,04 |
1,05 |
1,05 |
|
220 |
1,05 |
1,05 |
1,04 |
1,04 |
1,04 |
1,04 |
1,04 |
1,05 |
1,05 |
1,06 |
1,06 |
|
230 |
1,06 |
1,05 |
1,05 |
1,05 |
1,05 |
1,05 |
1,05 |
1,06 |
1,06 |
1,07 |
1,07 |
|
240 |
1,07 |
1,06 |
1,06 |
1,06 |
1,06 |
1,06 |
1,06 |
1,07 |
1,07 |
1,08 |
1,08 |