|
|
|
|
ФЕДЕРАЛЬНЫЙ 107066, г. Москва, ул. А. Лукьянова, 4, корп. 8 Телефон: 263-97-75 Телефакс: 261-60-43 E-mail: gosnadzor@gosnadzor.ru 27.05.2002 № 12-06/404 На № _________________________ ┌ ┐ |
Заместителю |

Рассмотрев представленные материалы, Управление по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России согласовывает разработанный ОАО «НИИхиммаш» ОСТ 26.260.3-2001 «Сварка в химическом машиностроении. Основные положения».
Начальник управления В.C. Котельников
ОТРАСЛЕВОЙ СТАНДАРТ
|
СВАРКА В ХИМИЧЕСКОМ МАШИНОСТРОЕНИИ Основные положения ОСТ 26.260.3-2001 |
Дата введения: 01.06.2002 г.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на сварку изделий, работающих при температуре не ниже минус 70 °С под давлением не более 16 МПа (160 кгс/см2) или без давления (под налив), из металлических материалов, применяемых в химическом машиностроении для сварных конструкций.
Стандарт разработан с учетом действующих правил: «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением» (ПБ 03-576-03), «Правила устройства и безопасной эксплуатации технологических трубопроводов» (ПБ 03-585-03), «Правила изготовления паровых и водогрейных котлов сосудов, работающих под давлением, трубопроводов пара и горячей воды с применением сварочных технологий» (ПБ 03-164-97), «Правила аттестации сварщиков и специалистов сварочного производства» (ПБ 03-273-99), «Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных» (ПБ 03-584-03).
Стандарт устанавливает основные требования к технологии сварки и предназначен для использования при проектировании, изготовлении, эксплуатации и ремонте химического оборудования и разработке технологических процессов сварки.
Применение способов сварки и сварочных материалов, не предусмотренных настоящим стандартом, а также изменение ограничений и условий применения сварочных материалов допускается по отраслевой и нормативной документации, утвержденной в установленном порядке или по согласованию со специализированной научно-исследовательской организацией по применению данного конструкционного материала в химическом машиностроении.
В стандарте приводятся требования к технологии сварки материалов марок, предусмотренных отраслевыми стандартами на сосуды и аппараты (ОСТ 26 291, ОСТ 26-01-858, ОСТ 26.260.482, ОСТ 26-01-1183, ОСТ 26-01-900) и другой аналогичной нормативной документацией по стандартизации на изделия химического машиностроения.
(Измененная редакция, Изм. № 2).
ОАО «НИИХИММАШ»
Зарегистрировано № 184 2001-11-19
Заместитель генерального директора
______________________ В.В. Раков
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты, правила и руководящие документы:
ГОСТ 8.513-84 ГСИ (Государственная система обеспечения единства измерений). Поверка средств измерений, организация и порядок проведения
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 859-78 Медь. Марки
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2424-83 Круги шлифовальные. Технические условия
ГОСТ 2603-79 Ацетон. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4233-77 Натрий хлористый. Технические условия
ГОСТ 4234-77 Калий хлористый. Технические условия
ГОСТ 5009-82 Шкурка шлифовальная тканевая. Технические условия
ГОСТ 5222-72 Проволока из кремнемарганцевой бронзы. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6032-89 Стали и сплавы коррозионностойкие. Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ 6376-74 Анемометры ручные со счетным механизмом. Технические условия
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и ОТУ
ГОСТ 9467-75 Электроды покрытые, металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10561-80 Криолит искусственный технический. Технические условия
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионностойкая. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы, размеры
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТ 16214-86 Лента поливинилхлоридная электроизоляционная с липким слоем. Технические условия
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 18143-72 Проволока из высоколегированной коррозионностойкой и жаростойкой стали. Технические условия
ГОСТ 19807-91 Титан и сплавы титановые деформируемые. Марки
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26389-84 Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением
ГОСТ 9.021-74 Алюминий и сплавы алюминиевые. Методы ускоренных испытаний на межкристаллитную коррозию
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 03-164-97 Правила изготовления паровых и водогрейных котлов, сосудов, работающих под давлением, трубопроводов пара и горячей воды с применением сварочных технологий
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
ПБ 03-584-03 Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
И-25 Инструкция по ручной электродуговой сварке трубопроводов и змеевиков печей из среднехромистых сталей (ВНИИНЕФТЕМАШ, 1976 г.)
ОСТ 1.90015-77 Проволока сварочная из титановых сплавов
ОСТ 5.9206-75 Флюс марки 48-ОФ-6
ОСТ 5.9244-75 Электроды покрытые металлические специального назначения для ЭДС и наплавки
ОСТ 24.948.02-99 Флюс марки ФЦ-16, ФЦ-16А, ФЦ-18, ФЦ-21
ОСТ 26-1-87 Швы сварных соединений из титана и титановых сплавов. Типы и конструктивные элементы
ОСТ 26 291-94 Сосуды и аппараты стальные сварные. Общие технические условия
ОСТ 26-01-858-94 Сосуды и аппараты сварные из никеля и коррозионностойких сплавов на основе никеля. Общие технические требования
ОСТ 26-01-900-76 Сосуды и аппараты медные. Общие технические условия
ОСТ 26-01-1183-82 Сосуды и аппараты алюминиевые. Общие технические условия
ОСТ 26.260.482-2003 Сосуды и аппараты сварные из титана и титановых сплавов. Общие технические условия
РТМ 26-168-81 Сварка сосудов и аппаратов из двухслойной коррозионностойкой стали
РД 24.200.15-90 Сплавы на никелевой основе. Методы определения стойкости против межкристаллитной коррозии
РДП 26-17-071-86 Правила по охране труда при электросварочных работах
ТУ 1-9-922-82 Проволока сварочная из сплавов марок ВТ1-00С, 2В, ПТ-1М
ТУ 1-9-1056-86 Проволока из титана и титановых сплавов марок ВТ1-00, ВТ1-00С, ВТ1-0, ОТ4-1, ОТ4, ВТ2св, ВТ6св, СПТ2, СП2В, ПТ7М, ВТ20-1св, ВТ20-2св общего назначения
ТУ 5.965-11238-83 Флюс марки ФП33, ФП33М
ТУ 5.965.11313-85 Электроды типа Н-3А
ТУ 6-02-707-77 Газообразный флюс марки БМ-1
ТУ 14-1-914-74 Проволока стальная сварочная марки Св-05Х30Н40М6ТБ (ЭП829)
ТУ 14-1-997-74 Проволока сварочная из жаропрочных, жаростойких, коррозионностойких сталей и сплавов
ТУ 14-1-1595-76 Проволока высоколегированная сварочная марки Св-03Х19Н15Г6М2АВ2, Св-05Х15Н9Г6AM
ТУ 14-1-2219-77 Проволока стальная сварочная марок Св-10НЮ и Св-10Х2М
ТУ 14-1-2571-78 Проволока из коррозионностойких сплавов Св-03ХН25МДГБ (ЭП978) и Св-03Х25МДГ (ЭП979)
ТУ 14-1-2795-79 Проволока стальная сварочная из коррозионностойких аустенитных марок Св-01Х18Н10 (ЭП550) и Св-01Х17Н14М2 (ЭП551)
ТУ 14-1-3013-80 Проволока стальная сварочная марки Св-03Х12Н9М2С-ВИ (ЭП569-ВИ) и Св-03Х12Н9М2СТ-ВИ (ЭП659-ВИ)
ТУ 14-1-3233-81 Проволока стальная сварочная марки Св-02Х8Н22С6 (ЭП794) ОП
ТУ 14-1-3281-81 Проволока холоднотянутая из сплавов Н68М-ВИ (ЭП983-ВИ) и Н65М-ВИ (ЭП982-ВИ) ОП
ТУ 14-1-3939-85 Проволока сварочная марки Св-01Х24Н25Г7АМ3Д (ЭК-75) ОП
ТУ 14-1-3952-85 Проволока сварочная марки 01X12Н10С6Ц ОП
ТУ 14-1-4181-86 Проволока сварочная и катанка из стали марки Св-10Х3М ускоренноохлажденной с прокатного нагрева
ТУ 14-1-4355-87 Проволока стальная сварочная из стали марок Св-08АА-ВИ, Св-08ХМАА-ВИ, Св-08ГТАА-ВИ, Св-10Х2ГМФТАА-ВИ
ТУ 14-1-4372-87 Проволока сварочная из коррозионностойкой стали марки Св-03Х24Н6АМ3 (ЗИ-130) ОП
ТУ 14-1-4727-89 Проволока холоднотянутая из сплава ХН65МВУ (ЭП760)
ТУ 14-1-4734-89 Проволока холоднотянутая из сплава ХН63МБ-ВИ (ЭП 758У-ВИ)
ТУ 14-1-4914-90 Проволока стальная сварочная из стали марок Св-10Х3ГМФТА, Св-10Х3ГМФТА-ВИ, Св-10Х3ГМФТА-ВП, Св-10Х3М1А, Св-10Х3М1А-ВИ, Св-10Х3М1А-ВП, Св-10Х3ГНМФТА
ТУ 14-1-4968-91 Проволока сварочная из сплава марок Св-08Х25Н40М7 (ЭП673), Св-08Х25Н60М10 (ЭП606), Св-08Х25Н25М3 (ЭП622), Св-36НГМТ (ЭП803)
ТУ 14-1-4981-91 Проволока стальная сварочная марок Св-06Х21Н7БТ (ЭП500), Св-08Х25Н20С3Р1 (ЭП532), Св-08Х15Н23В7Г7М2 (ЭП88), Св-08Х20Н9С2БТЮ (ЭП156), Св-01Х19Н18Г10АМ4 (ЭП690)
ТУ 14-1-4998-91 Проволока сварочная из сплава марки Св-ХН30МДБ (ЭК77)
ТУ 14-4-568-74 Электроды марки АНЖР-1
ТУ 14-4-579-75 Электроды марки ОЗЛ-24
ТУ 14-4-598-75 Электроды марки АНЖР-2
ТУ 14-4-614-75 Электроды марки ОЗА-1
ТУ 14-4-644-73 Электроды марки «Комсомолец 100»
ТУ 14-4-715-75 Электроды марки ОЗЛ-17У
ТУ 14-4-786-76 Электроды марки ОЗЛ-32
ТУ 14-4-1270-84 Электроды для сварки меди марок АНЦ/ОЗМ-2, АНЦ/ОЗН-3, АНЦ/ОЗН-4
ТУ 14-4-1276-76 Электроды марки ОЗЛ-37-2
ТУ 14-168-23-78 Электроды марки АНЖР-3У
ТУ 16.К71-087-90 Проволока медная круглая электротехническая. Технические условия
ТУ 48-4-347-75 Флюсы для сварки алюминия и алюминиевых сплавов
ТУ 48-09-221-76 Прутки из итрированного или лантанированного вольфрама
ТУ 48-19-27-77 Вольфрам лантанированный в виде прутков
ТУ 48-19-221-85 Прутки из итрированного вольфрама марки СВИ-1
ТУ 48-21-284-73 Сварочная проволока НМцАТК1-0-1,5-2,5-0,15 и НМцАТ3,0-1,5-0,6
ТУ 51-940-80 Гелий газообразный очищенный марки В
ТУ 108.1424-86 Флюс марки АНЦ-1
ТУ 1273-088-00187197-96 Электроды марки ОЗЛ-40, ОЗЛ-41
ТУ ИЭС 201-78 Флюс сварочный плавленый марки АН-9, АН-99
ТУ ИЭС 375-83 Электроды АНВ-37
ТУ ИЭС 376-83 Электроды АНВ-38
ТУ ИЭС 453-84 Флюс сварочный плавленый марки АН-90
ТУ ИЭС 461-85 Флюс керамический АНК-50. Технические условия. ОП
ТУ ИЭС 519-85 Флюс керамический марки АНК-61
(Измененная редакция, Изм. № 1, 2).
3. ОБЩИЕ ПОЛОЖЕНИЯ
3.1. Подготовка металла к сварке
3.1.1. Качество металла, поступающего для изготовления сварных конструкций, и его соответствие требованиям стандартов и технических условий должно быть подтверждено сертификатами или, при их отсутствии, результатами испытаний, проведенных заводом-изготовителем химического оборудования.
3.1.2. Заготовки, подлежащие сварке, должны иметь маркировку, позволяющую установить марку материала, номер плавки, а при необходимости также номер листа.
3.1.3. Применяемые способы резки заготовок и припуски на механическую обработку после резки на ножницах и термической резки в зависимости от марки материала должны соответствовать требованиям отраслевой нормативной документации по стандартизации, стандартов предприятий или производственных инструкций, утвержденных в установленном порядке.
3.2. Сварочное оборудование
3.2.1. Для выполнения сварки должны применяться сварочное оборудование и измерительная аппаратура, позволяющие обеспечить заданные настоящим стандартом режимы и надежность работы.
3.2.2. Колебания напряжения питающей сети, к которой подключено сварочное оборудование, допускается не более ±5 % от номинального значения.
3.2.3. Сварочное оборудование должно быть в исправном состоянии и снабжено контрольно-измерительными приборами (амперметрами и вольтметрами). Периодичность поверки приборов устанавливается согласно ГОСТ 8.513.
3.2.4. Для вращения изделий при выполнении круговых (кольцевых) швов применяют сварочные манипуляторы, роликовые стенды и другое специальное оборудование, обеспечивающее необходимые скорости вращения.
3.2.5. Для уменьшения деформаций свариваемых деталей рекомендуется применять кондукторы, стапели и другие специальные технологические приспособления и оснастку.
3.3. Подготовка кромок соединений под сварку
3.3.1. Подготовка кромок и сборка соединений под сварку должны производиться по рабочим чертежам и технологическому процессу, разработанному заводом-изготовителем в соответствии с требованиями государственных и отраслевых стандартов, а также другой нормативной документацией по стандартизации, утвержденной в установленном порядке.
3.3.2. Обработку кромок под сварку производят механическим способом или термической резкой. Преимущества того или другого метода определяются в каждом конкретном случае в зависимости от марки материала, формы и размеров заготовки, а также имеющегося оборудования.
Припуск на механическую обработку или шлифовку после термической резки или резки на ножницах и другими подобными способами должен быть достаточным для полного удаления всех неровностей и отклонений геометрической формы и вносимых в металл недопустимых структурных изменений.
3.3.3. При обеспечении заданных форм и размеров кромок припуск на механическую обработку после термической резки для углеродистых и низколегированных сталей (кроме сталей, склонных к подкалке 12ХМ, 15ХМ, 15Х5М, 12МХ) не является обязательным.
Для других металлов в технически обоснованных случаях термическая резка без припуска на последующую механическую обработку может быть допущена по согласованию в установленном порядке.
3.3.4. Кромки и прилегающие к ней поверхности должны быть зачищены с двух сторон на ширину не менее 20 мм. Зачистку следует производить до полного удаления ржавчины, грата и брызг после термической резки, краски, масел и других загрязнений.
При подготовке кромок для автоматической сварки под флюсом зачистка производится с каждой стороны стыка на расстояние не менее 100 мм (в зависимости от толщины металла и ширины полосы, покрываемой флюсом).
Неиспользованные во время дуговой сварки под флюсом гранулы флюса могут быть повторно применены при условии, если в зоне, покрытой флюсом, не было масла, ржавчины, отслоившейся окалины и других загрязнений или имеется надлежащее оборудование для очистки флюса и технический контроль за тем, чтобы повторно используемый флюс не уступал по качеству новому.
3.3.5. Зачистку кромок производят механическим способом (стальной щеткой из нержавеющей стали, абразивным кругом и др.).
3.3.6. Обезжиривание свариваемых кромок производят ацетоном и другими растворителями протирочным материалом из хлопчатобумажной ткани, не оставляющей ворса.
Обезжиривание растворителями является обязательным для случаев, оговоренных настоящим стандартом и другой нормативной документацией по стандартизации.
На углеродистых и низколегированных сталях допускается удаление масел газопламенными горелками (без применения растворителей), при этом ширина газопламенной обработки обезжиривания должна быть не менее 100 мм.
3.3.7. С целью предотвращения коррозии или повторного загрязнения необходимо, чтобы зачистка свариваемых кромок, сборка и сварка производилась без значительных разрывов во времени.
При обнаружении коррозии или загрязнения кромок собранного изделия необходимо провести повторную зачистку.
3.3.8. Шероховатость поверхности принимается согласно специальным требованиям, приведенным в разделах по сварке настоящего стандарта, а в случае отсутствия в них необходимых указаний параметр шероховатости должен быть не более Rz40 ГОСТ 2789.
3.4. Сборка и прихватка
3.4.1. Сборку свариваемых элементов следует производить в соответствии с технологическим процессом на стеллажах и сборочных стендах с помощью приспособлений, применение которых обеспечивает требуемое взаимное расположение деталей и ограничивает принудительную подгонку, вызывающую местный наклеп и дополнительные напряжения.
3.4.2. Закрепление деталей при сборке конструкций производят прихватками, выполняемыми электродами или проволокой соответствующих марок, предназначенных для сварки данного металла.
3.4.3. Перед прихваткой необходимо проверить правильность установленного зазора между кромками, смещение кромок и плавность перехода при разной толщине свариваемых листов в соответствии с требованиями стандартов и чертежей.
3.4.4. Длина прихватки должна составлять (2 - 5)S, но не более 100 мм, а расстояние между ними (10 - 40)S , но не более 500 мм, где S - толщина свариваемого материала.
Для разнотолщинных и разнородных материалов длина прихватки должна составлять (1 - 5)S, но не более 50 мм, а расстояние между ними (5 - 20)S, но не более 250 мм, где S - наименьшая толщина свариваемого металла.
В случае, если собранные на прихватках детали подлежат транспортированию до сварки, их количество, расположение и размеры должны быть рассчитаны на транспортировочные нагрузки, в том числе от собственного веса.
3.4.5. Прихватки рекомендуется располагать со стороны, противоположной выполнению первого прохода. Постановка прихваток на пересечении швов не допускается.
3.4.6. Прихватки должны быть тщательно очищены от шлака, проверены на отсутствие дефектов внешним осмотром. Участки, имеющие дефекты, перед сваркой необходимо удалить способом, допускаемым для данного материала.
3.4.7. При автоматической и полуавтоматической сварке продольных стыковых соединений начало и конец швов необходимо выводить на технологические планки, которые следует прихватывать или приваривать ручной дуговой сваркой.
Рекомендуемый размер планок 100´100 мм, толщиной, равной толщине свариваемого металла и при необходимости с той же разделкой, что и свариваемое изделие.
3.4.8. Сборку изделия под электрошлаковую сварку следует производить при помощи сборочных элементов, привариваемых к собираемым деталям:
- монтажных скоб;
- монтажных пластин (расплавляемых);
- монтажных вставок (удаляемых);
- технологических планок;
- вводных (карманов) и выводных планок.
3.4.9. Монтажные скобы и вставки должны быть изготовлены из материалов того же типа, а монтажные пластины, вводные и выводные планки из материала той же марки, что и свариваемые детали.
Допускается применение скоб, вводных и выводных планок, используемых при сварке изделий из углеродистых и низколегированных сталей, из стали марки Ст3.
3.4.10. Монтажные скобы служат для фиксирования собираемых деталей, а также могут быть использованы для удержания медных подкладок формирующих шов. Скобы устанавливают и приваривают, как правило, с одной стороны стыка, противоположной размещению сварочного автомата. Рекомендуемые конструкции и размеры скоб в зависимости от толщины свариваемого металла приведены на рисунке 1. Толщину скобы S рекомендуется принимать равной 50 - 60 мм или толщине свариваемого металла, но не более 80 мм.
3.4.11. Толщину сборочных элементов, размеры и расположение швов, которыми они привариваются, выбирают исходя из условий обеспечения прочности сборки на время выполнения транспортных, установочных и технологических операций.
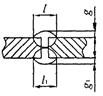
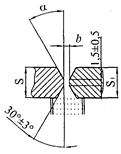
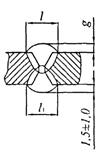
3.4.12. Для предотвращения увода кромок в процессе сварки и соответственного изменения зазора при постоянной его величине рекомендуется использовать монтажные пластины (расплавляемые) или монтажные вставки (удаляемые). Расплавляемые пластины устанавливают преимущественно на прямолинейных стыках, удаляемые вставки - на кольцевых. Рекомендуемая форма и размеры пластин и вставок приведены на рисунке 2. Ширину вставки S1 определяют с учетом последующей обработки.
Рекомендуется принимать S1 = S - 15, где S - толщина свариваемого материала.
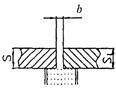
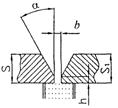
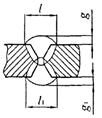
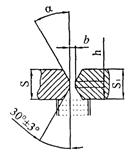
3.4.13. Технологические планки служат для вывода начала и конца сварного шва, в которых возможно образование дефектов, за пределы сварного шва изделия. Рекомендуемые конструкции и размеры технологических планок приведены на рисунках 3 и 4. Толщина S принимается равной толщине свариваемого металла.
3.4.14. Допускаются другие виды конструкции и размеры сборочных элементов при условии обеспечения нормального выполнения сварочного процесса и безопасности работ.
3.4.15. Сборка с установкой монтажных пластин или вставок производится с постоянным зазором, а сборка без монтажных пластин или вставок с переменным зазором (рисунок 5).
3.4.16. Постоянный зазор и начальная величина переменного зазора (B1) определяется по формуле:
B1 = Вр + К1
где: Вр - расчетный зазор, мм;
К1 - припуск на усадку шва, мм (ориентировочно 4 - 6 мм).
3.4.17. Конечную величину переменного зазора В2 определяют по формуле:
В = В2 + К2Lш
где: В2 - начальный зазор, мм;
К2 - припуск на свод кромок, мм (ориентировочно 2 - 5 мм на 1 м шва);
Lш - длина шва, м.
Расчетные значения припуска на усадку шва К1 и припуска на свод кромок К2 при электрошлаковой сварке с крошкой уменьшается пропорционально увеличению скорости сварки.
3.4.18. При сборке и прихватке в первую очередь рекомендуется в зазор между свариваемыми кромками вваривать монтажные пластины или вставки заподлицо с поверхностью свариваемых элементов.
3.4.19. Сборку кольцевых стыков обечаек под электрошлаковую сварку выполняют в соответствии с рисунком 6. В зазор между свариваемыми кромками устанавливают монтажные вставки или пластины, или вводную планку.
Монтажные скобы и монтажные пластины устанавливают с внутренней поверхности кольцевого шва, сборку кольцевых стыков производят с постоянным зазором.
3.4.20. Сборку и прихватку сегментов фланцев и колец под электрошлаковую сварку следует производить при помощи монтажных скоб с постановкой монтажной пластины или без них. В начале и конце стыка прихватывают технологические планки.
Допускается установка с двух сторон только выводных технологических планок, а также их замена специальными охлаждаемыми или керамическими устройствами для удержания сварочной ванны.
3.4.21. При толщине фланцев до 60 мм и диаметре до 1000 мм необходимо устанавливать по одной монтажной пластине на каждый стык.
Для толщин фланцев и колец свыше 60 мм или диаметре более 1000 мм устанавливают по две монтажные пластины на каждый стык.
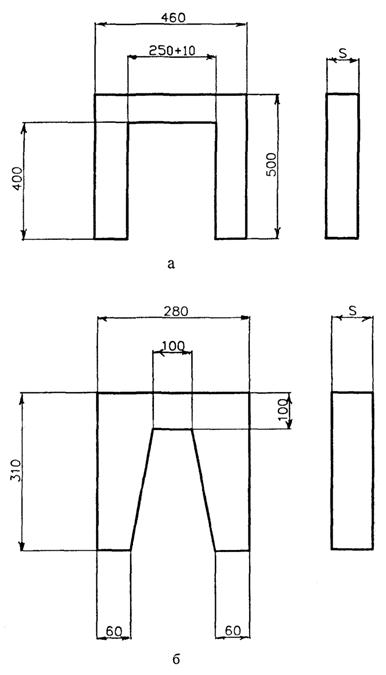
S - толщина, мм
Рисунок 1 - Типы монтажных скоб для электрошлаковой сварки
а - при любой толщине свариваемого металла; б - при толщине свариваемого металла менее 60 мм и ограниченных габаритах заднего ползуна автомата
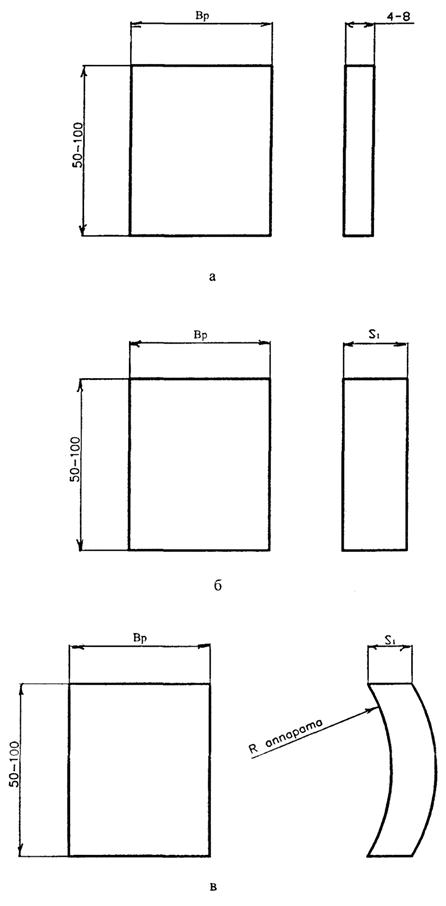
S1 - ширина вставки, мм; S1 = S - 15, где S - толщина свариваемого металла, мм; Вр - расчетный зазор, мм
Рисунок 2 - Форма и размеры монтажных пластин и вставок
а - расплавляемые пластины; б - удаляемые вставки для прямолинейных и кольцевых стыков; в - удаляемые вставки для кольцевых стыков
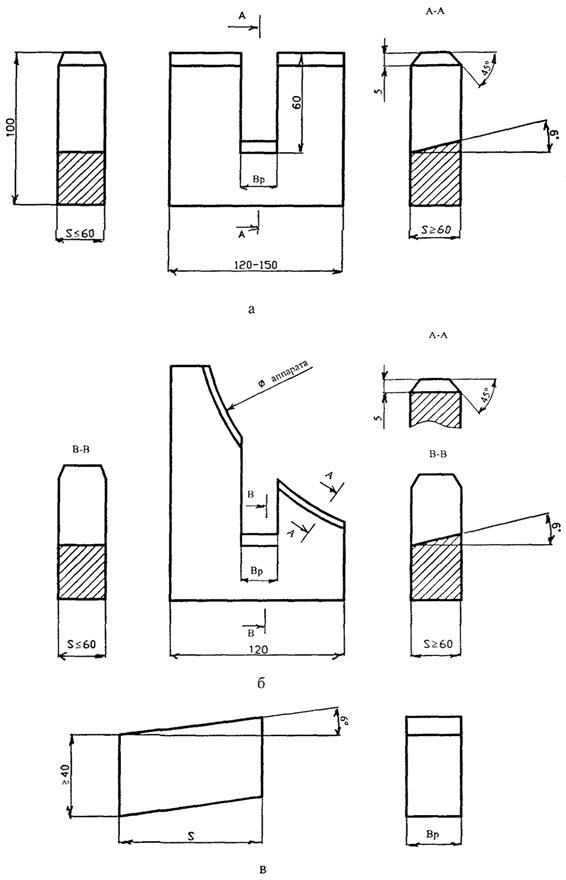
Вр - расчетный зазор, мм; S = толщине свариваемого металла, мм
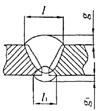
Рисунок 3 - Форма и размеры технологических планок
а - для прямолинейных стыковых швов; б - для стыковых швов с криволинейным торцем; в - для кольцевых швов
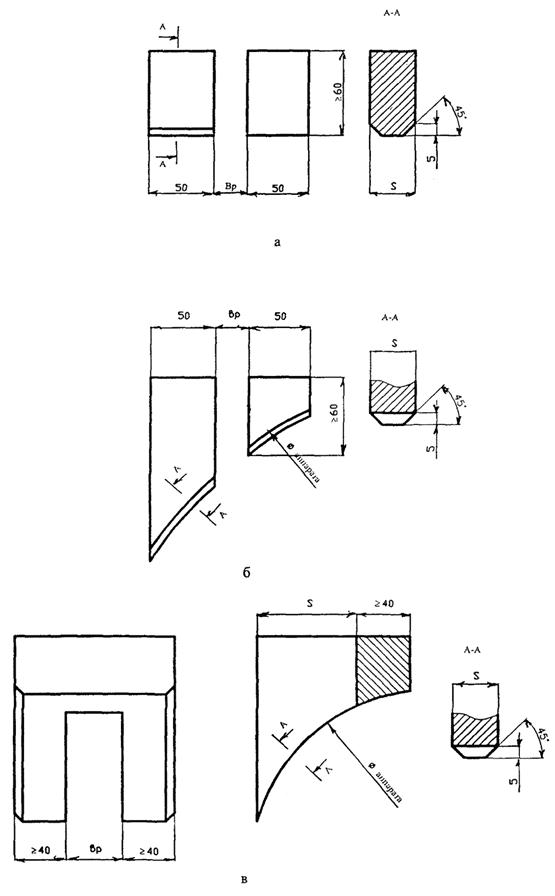
S = толщине свариваемого металла, мм; Вр - расчетный зазор, мм
Рисунок 4 - Конструкция и размеры выводных технологических планок
а - для прямолинейных стыков швов; б - для стыковых швов с криволинейным торцем; в - для кольцевых швов
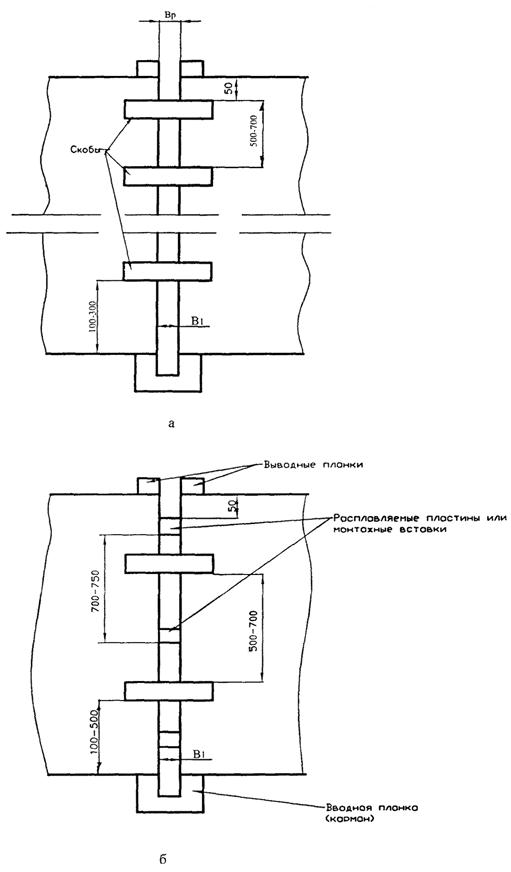
B1 - начальный зазор, мм; Вр - расчетный зазор, мм
Рисунок 5 - Схема сборки прямолинейных стыков
а - без монтажных пластин или вставок с переменным зазором; б - с монтажными пластинами или вставками с постоянным зазором
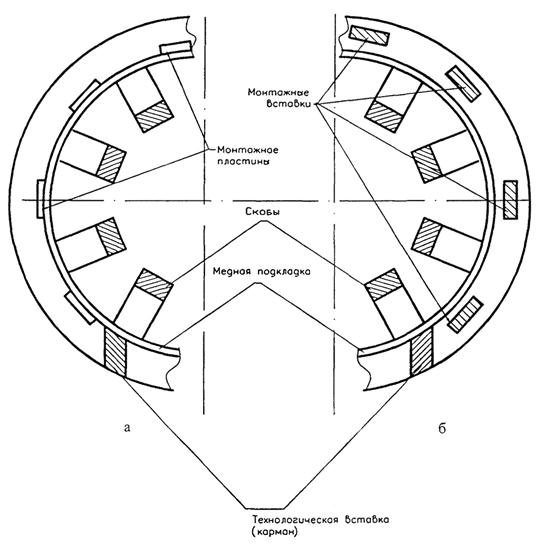
Рисунок 6 - Схема сборки кольцевых стыков
а - с монтажными пластинами; б - с монтажными вставками
3.5. Сварочные материалы
3.5.1. Применяемые сварочные материалы (электроды, сварочная проволока, флюсы, защитные газы) должны соответствовать требованиям технических условий или стандартов на их поставку, что должно быть подтверждено сертификатом.
3.5.2. Поступающие на предприятия сварочные материалы до запуска в производство должны быть приняты отделом технического контроля.
3.5.2.1. При приемке электродов проверяются:
1) наличие сертификатов на поставленную партию электродов;
2) наличие ярлыков на упаковке и соответствия их данных данным сертификатов;
3) соответствие качества электродов требованиям ГОСТ 9466 по предельным отклонениям длины, кривизны, состояния поверхности покрытия (риски, задиры, вмятины, поры, шероховатость, оголенность стержня и т.п.), а также эксцентриситету покрытия;
4) проверку сварочно-технологических свойств электродов потребителю следует выполнять только при наличии претензии к качеству электродов или отсутствии сертификатов.
В случае несоответствия данных сертификата данным ярлыка и в других обоснованных случаях завод-потребитель должен производить контрольную проверку качества электродов согласно требованиям стандартов или технических условий.
3.5.2.2. При приемке сварочной проволоки проверяется:
1) наличие сертификатов на поставленную проволоку и соответствие его данных требованиям ГОСТ 2246 или технических условий;
2) наличие бирок на мотках и соответствие их данных сертификатам;
3) состояние поверхности проволоки и его соответствие ГОСТ 2246 или технических условий.
В случае несоответствия данных сертификата данным бирки или отсутствия сертификата завод-потребитель должен провести анализ химического состава сварочной проволоки, а при необходимости - испытание наплавленного металла или металла шва в соответствии требованиям ГОСТ 2246 или технических условий.
3.5.2.3. При приемке флюса проверяется:
- наличие сертификата на поставленный флюс и соответствие его данных требованиям стандарта или технических условий;
- наличие ярлыков на мешках или другой таре и соответствие их данных сертификатам;
- сохранность упаковки.
В случае несоответствия данных сертификата данным ярлыков завод-потребитель должен проводить испытания сварочного флюса в соответствии с ГОСТ 9087.
3.5.2.4. При приемке защитного газа проверяется:
- наличие сертификата на поставленный защитный газ;
- наличие ярлыков на баллонах и соответствие их данных сертификатам;
- чистота защитного газа по сертификатам.
Перед использованием каждого нового баллона производится пробная наплавка валика длиной 100 - 200 мм на пластину с последующим визуальным контролем на отсутствие недопустимых дефектов или на «технологическое пятно» путем расплавления пятна Æ 15 - 20 мм.
3.5.3. Подготовленные к сварке сварочные материалы следует хранить в сушильных шкафах при температуре 50 - 80 °С или в сухих отапливаемых помещениях при температуре не ниже плюс 18 °С в условиях, предохраняющих их от загрязнения, ржавления, увлажнения и механических повреждений. Относительная влажность воздуха - не более 50 %. Организация хранения, подготовки и контроля сварочных материалов должна соответствовать требованиям отраслевой нормативной документации по стандартизации на эти процессы, утвержденные в установленном порядке.
3.5.4. Использование электродов и флюсов в случае нарушения условий хранения, установленных в п. 3.5.3. не допускается.
Применение этих материалов разрешается только после проведения повторной прокалки по режимам согласно паспортам, техническим условиям и другой нормативной документации и проверке сварочно-технологических свойств электродов по ГОСТ 9466 и флюсов по ГОСТ 9087.
3.5.5. Сварочная проволока должна быть ровной, без перегибов, на ее поверхности не должно быть трещин, окалины, масел, следов коррозии и других загрязнений.
3.5.6. Очистку, прокалку, маркировку, упаковку, хранение и выдачу сварочных материалов следует организовать так, чтобы исключить возможность перепутывания различных марок и партий.
3.6. Квалификация сварщиков и специалистов
3.6.1. К выполнению сварочных работ допускаются рабочие, имеющие квалификацию сварщика и прошедшие практические испытания по программе завода-изготовителя, включающей особенности сварки конкретных марок сталей и сплавов.
К выполнению сварочных работ при изготовлении, ремонте и монтаже оборудования, подведомственному Госгортехнадзору РФ, допускаются только сварщики I уровня аттестованные по Правилам ПБ 03-273-99.
3.6.2. К руководству сварочными работами допускаются специалисты сварочного производства II, III и IV уровней, а также инженерно-технические работники, изучившие положения настоящего стандарта, технологические инструкции и другую действующую нормативную документацию по сварке данного металла.
3.6.3. Аттестованные по Правилам ПБ 03-273-99 сварщики и специалисты сварочного производства допускаются к выполнению тех видов деятельности, которые указаны в их аттестационных удостоверениях.
3.7. Условия выполнения сварочных работ
3.7.1. Сварка должна производиться по технологическим процессам, стандартам предприятия или производственным инструкциям, разработанным на основании чертежей, настоящего стандарта и другой технологической документации с учетом требований отраслевых стандартов на сосуды и аппараты сварные из соответствующих материалов (ОСТ 26 291 и др.).
Применяемые при изготовлении сосудов и аппаратов, подведомственных Госгортехнадзору России, технологии сварки должны подвергаться аттестации в соответствии с требованиями ПБ 03-164-97. Указанные Правила определяют порядок и методику проведения аттестации с целью получения разрешения органов надзора на применение предприятием технологии сварки.
3.7.2. Аттестация технологии выполнения сварных соединений подразделяется на исследовательскую и производственную.
3.7.3. Исследовательскую аттестацию проводят специализированные научно-исследовательские организации при подготовке к внедрению новых технологий из сталей и сплавов ранее не применяемых в отрасли, с целью определения характеристик сварных соединений, необходимых для расчетов при проектировании и для обеспечения безопасной эксплуатации изделий подведомственных Госгортехнадзору России.
3.7.4. Технологии сварки, регламентированные действующей нормативной документацией, в т.ч. настоящим отраслевым стандартом, согласованной Госгортехнадзором России и применявшиеся до введения Правил ПБ 03-164-97, считаются прошедшими исследовательскую аттестацию и не требуют получения разрешения на их применение.
3.7.5. Производственную аттестацию осуществляет каждое предприятие. По ее результатам региональным органом Госгортехнадзора России разрешается конкретному предприятию применение аттестованной технологии в установленном Правилами ПБ 03-164-97 порядке.
3.7.6. Сварочные работы при изготовлении сосудов и аппаратов должны выполняться в закрытых помещениях при температуре не ниже 0 °С.
Сварочные работы на открытых площадках разрешается производить при температуре, указанной в отраслевых стандартах и другой документации на изделия из соответствующих материалов.
3.7.7. При выборе вида сварки следует предусматривать максимальное применение ее механизированных методов как наиболее экономичных. Для тонких изделий (толщиной менее 5 мм) целесообразность применения автоматической сварки следует определять в каждом конкретном случае, в зависимости от серийности изделий, наличия оснастки и других условий.
3.7.8. Криволинейные швы и швы малой протяженности, расположенные в нижнем положении, и швы, автоматическая сварка которых невозможна или нерациональна, рекомендуется выполнять полуавтоматической сваркой под флюсом или в защитном газе. Те же швы, расположенные в других пространственных положениях, рекомендуется выполнять полуавтоматической сваркой в среде защитного газа или ручной электродуговой сваркой.
3.7.9. Сварку аппаратуры надлежит производить только после контроля качества сборки.
3.7.10. Режимы сварки, предусмотренные настоящим стандартом, допускается уточнять применительно к конкретным производственным условиям, сварочному оборудованию и конструктивным особенностями изделий.
3.7.11. При сварке швов стыковых, тавровых и угловых соединений должны соблюдаться следующие требования:
- режимы сварки проверять на пробных пластинах той же толщины, из материала того же типа, что и свариваемые детали;
- при многослойной сварке швов стыковых соединений не допускается совмещение кратеров в одном сечении (участке);
- при многослойной сварке наложение каждого последующего слоя рекомендуется производить (после тщательной зачистки предыдущего от шлака) в обратном направлении;
- при многослойной сварке кольцевых швов толстостенных изделий остановки для изменения направления сварки нежелательны из-за увеличения количества кратеров и снижения производительности;
- в случае обрыва дуги перед возобновлением сварки кратер шва и прилегающий к нему участок шва на расстоянии 10 - 25 мм должны быть очищены от шлака. При этом зажигание дуги после перерыва сварки производится на ранее выполненном шве на расстоянии 10 - 20 мм от кратера этого шва;
- в случае образования прожогов при выполнении первого шва двусторонней автоматической сваркой их рекомендуется удалять механическим, газопламенным или газоэлектрическим способом с последующей механической зачисткой по нормам для данного материала;
- при двусторонней полуавтоматической и ручной сварке рекомендуется первый шов выполнять со стороны, противоположной прихваткам. В случае удаления корня шва прихватки тоже удаляются;
- по окончании сварки металл шва и прилегающие к нему участки должны быть зачищены от шлака и брызг.
(Измененная редакция, Изм. № 2).
3.7.12. Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнившего эти швы. Клейма наносятся способом, обеспечивающим их сохранность на весь период эксплуатации изделия в соответствии с ОСТ 26 291 или другой нормативной документацией.
3.8. Указания по технологии электрошлаковой сварки
3.8.1. Электрошлаковую сварку следует выполнять преимущественно в вертикальном положении. Допускается сварка наклонных швов под углом не более 45° к вертикали.
3.8.2. Для удержания ванны расплавленного металла и шлака и формирования наружной поверхности шва необходимо применять медные охлаждаемые ползуны и накладки, которые фиксируют с помощью клиньев, электромагнитов, пневмоприжимом и др. Перед началом электрошлаковой сварки и в процессе сварки, накладки и ползуны должны быть плотно прижаты к поверхности карманов и свариваемых деталей. При необходимости места прилегания промазывают асбестом или глиной.
3.8.3. При настройке сварочного аппарата положение электродной проволоки в зазоре между свариваемыми кромками регулируют с помощью механизмов вертикального и поперечного перемещения сварочного автомата с таким расчетом, чтобы электрод находился посередине стыка, а его вылет составлял 65 - 70 мм или соответствовал данным табличных режимов.
3.8.4. Электрошлаковую сварку продольных и кольцевых швов, а также фланцев следует начинать и заканчивать на технологических планках, прихваченных предварительно заподлицо с наружной поверхностью.
3.8.5. Электрошлаковый процесс начинают с дугового под флюсом. По мере расплавления флюса и образования шлаковой ванны дуга шунтируется и дуговой процесс переходит в электрошлаковый.
3.8.6. Электрошлаковую сварку продольных швов выполняют одним или несколькими проволочными или пластинчатыми электродами, а также плавящимся мундштуком. Сварку плавящимся мундштуком можно рассматривать как комбинацию процессов сварки проволочными и пластинчатыми электродами. В этом случае в зазор между свариваемыми деталями вводится мундштук, остающийся в процессе сварки неподвижным. Сварку плавящимся мундштуком следует применять для выполнения фигурных и криволинейных швов, а также швов большой толщины.
3.8.7. При сварке соединений одной проволокой производят перемещения электрода по глубине разделки стыка. В случае использования двух проволок и более сварку выполняют преимущественно без поперечных перемещений электрода. При электрошлаковой сварке с колебаниями время выдержки у ползунов устанавливают в пределах 6 - 8 с.
3.8.8. Электрошлаковую сварку пластинчатым электродом рекомендуется применять для соединения сравнительно коротких прямоугольных деталей большой толщины. При этом применяют один или несколько пластинчатых электродов.
3.8.9. Приведенные в настоящем стандарте режимы сварки следует корректировать на минимальные сварочные токи, обеспечивающие устойчивый электрошлаковый процесс и необходимое проплавление кромок.
3.8.10. Электрошлаковую сварку соединения производят без перерыва во избежание образования дефектов.
3.8.11. В случае вынужденных остановок процесса электрошлаковой сварки, его продолжение следует производить на специально подготовленном торце шва (рисунок 7). Сварку начинают одним электродом без колебаний. По мере заполнения подготовленного фигурного участка сварку производят с поперечными колебаниями двумя и более проволоками.
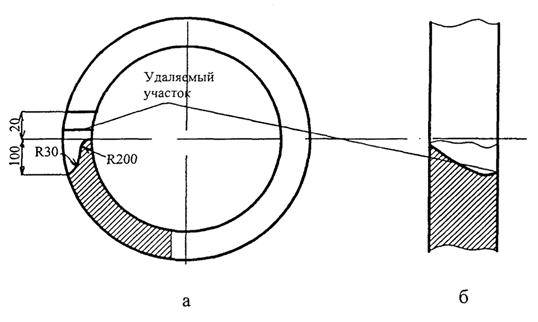
а - кольцевой шов; б - стыковой шов
Рисунок 7 - Подготовка под сварку при вынужденных остановках
а, б - при толщине металла соответственно 36 - 100 и более 100 мм; 1, 2 - начало и конец сварки соответственно
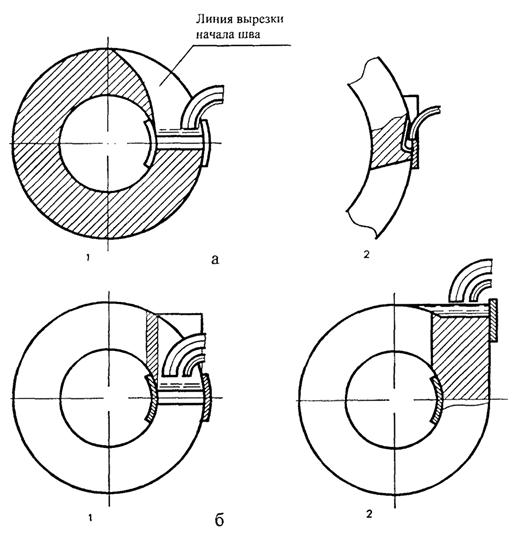
Рисунок 8 - Схема замыкания кольцевого шва
3.8.12. При завершении электрошлаковой сварки на выходе из стыка скорость подачи электрода необходимо убавить, снизив тем самым силу сварочного тока.
3.8.13. В процессе сварки кольцевых соединений начальный участок шва вырезают по специальному шаблону механическим или термическим способом с последующей зачисткой для обеспечения замыкания начального и конечного участка (рисунок 8). Замыкание кольцевого шва должно быть удалено от мест пересечения с продольными швами.
3.8.14. Для предотвращения возможного переливания металла к наружной поверхности изделия (из-за различия линейных скоростей внутренних и наружных участков стыка) при электрошлаковой сварке кольцевых стыков толстостенных изделий скорость подачи электродов должна быть пропорциональна средней скорости соответствующих участков.
4. СВАРКА УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
4.1. Ручная дуговая сварка
4.1.1. Конструктивные элементы кромок, подготовленных под сварку, типы и размеры швов сварных соединений должны соответствовать ГОСТ 5264, ГОСТ 11534, для труб - ГОСТ 16037 или другой действующей нормативной технической документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
4.1.2. В зависимости от марки стали и требований, предъявляемых к изделиям, сварка должна быть выполнена электродами, указанными в табл. 1. Нижний температурный предел эксплуатации сварных соединений определяется обеспечением стабильного значения ударной вязкости не ниже норм, установленных техническими условиями (стандартами) на изделие, а верхний температурный предел - допустимой температурной областью применения стали, что устанавливается техническими условиями (стандартами) на изделие или определяется статистическими результатами испытаний.
4.1.3. Диаметр электрода необходимо выбирать в зависимости от толщины металла и номера прохода при многослойной сварке. Для первого прохода рекомендуется диаметр электрода не более 3,0 мм, для последующих - 3,0 - 6,0 мм.
4.1.4. Режимы ручной дуговой сварки углеродистых и низколегированных сталей в зависимости от диаметра и марок электродов приведены в табл. 2 - в нижнем положении; в потолочном и вертикальном - ток на 10 - 20 % ниже.
4.1.5. Сварку следует производить электродами марок УОНИ-13/45, УП-1/45, УОНИ-13/55, УП-1/55 короткой дугой методом опирания; марки АНО-17 - короткой дугой методом опирания либо дугой средней длины (в последнем случае достигается лучшее формирование шва); марок МР-3, ОЗС-4 и ОЗС-12 - как короткой, так и средней дугой.
Таблица 1. Электроды для сварки углеродистых и низколегированных сталей
|
Марка свариваемой стали |
Типы электродов по ГОСТ 9467 или наплавленного металла |
Минимальная температура стенки сосуда |
|
Ст3кп Ст3пс Ст3сп Ст3Гпс; 18Гпс 10; 15; 20 15К; 16К 18К; 20К; 20Л |
Э421} Э46 |
Не ниже минус 15 °С. |
|
Э42А1} Э46А Э50А |
Не ниже минус 30 °С. Не ниже минус 40 °С (для сосудов работающих без давления). |
|
|
22К; 25Л |
Э46А Э50А |
Не ниже минус 20 °С. |
|
16ГС; 09ХГ2НАБ4 09Г2 09Г2СА 10Г2 10Г2С1 17ГС 17Г1С 15Г2СФ 09Г2ФБ 20ЮЧ |
Э50А Э55 Э60 ВП-4 |
Не ниже минус 40 °С. |
|
09Г2С 09Г2СЮЧ 09Г2БТ 10Г2БТ; 10Г2 10Г2ФБ; 10Г2С1 |
Э50А |
Не ниже минус 60 °С. От минус 61 до минус 70 °С после нормализации |
|
10ХСНД 15ХСНД |
Э50А |
Не ниже минус 40 °С. |
|
10Х2ГНМ 09ХГ2НАБЧ2) 10Х2М1А 10Х2М1АА; 16ГМЮЧ |
Э-05Х2М Э-09МХ Э-09Х1М |
Не ниже 0 °С. |
|
10Х2МФА2) 12Х2МФА 15Х2МФАА 15Х2НМФА2) |
Н-3А Э-09Х1МФ Э-10Х5МФ |
Не ниже 0 °С. |
|
09Г2С; 10Г2 10Г2С1 09Г2СЮЧ |
10ГН 10ГНМ |
Не ниже минус 70 °С. |
|
1) По разрешению главного сварщика допускается замена электродов Э42, Э42А, Э46, Э46А электродами Э50А при условии положительных результатов контрольных испытаний сварных соединений. 2) Сварка с подогревом и последующей термообработкой непосредственно после сварки. ПРИМЕЧАНИЯ: 1) Без индекса «Э» условно указаны типы электродов, не предусмотренные ГОСТ 9467. Марки электродов типов без индекса «Э» принимаются по рекомендациям специализированной научно-исследовательской организации. Марка электрода типа Н-3А принимается по ТУ 5.965-11313. 2) Электроды типа Э42 и Э46 для сварки сосудов, предназначенных для работы в средах, вызывающих коррозионное растрескивание, применяются по согласованию со специализированной научно-исследовательской организацией. 3) Необходимость подогрева для предотвращения трещин при сварке малоуглеродистых, низколегированных марганцовистых и марганцевокремнистых сталей в зависимости от толщины свариваемых элементов, содержания углерода в стали и других факторов определяется технологией предприятия-изготовителя сосуда. При сварке хромомолибденовых, хромомолибденованадиевых и хромомолибденованадиевовольфрамовых сталей требуются специальные меры (подогрев, термообработка и др.). |
||
Таблица 2. Режимы ручной сварки углеродистых и низколегированных сталей с применением отдельных типов электродов
|
Типы электродов по ГОСТ 9467 |
Марка электродов |
Диаметр электродов, мм |
Сварочный ток, А |
Род тока |
|
Э-42 |
АНО-17 |
4 |
160 - 210 |
Постоянный ток, любая полярность или переменный ток |
|
5 |
190 - 280 |
|||
|
6 |
270 - 360 |
|||
|
Э42А |
УОНИ-13/45 |
2 |
45 - 65 |
Постоянный ток, обратная полярность |
|
3 |
80 - 100 |
|||
|
4 |
130 - 160 |
|||
|
5 |
170 - 200 |
|||
|
6 |
210 - 240 |
|||
|
УП-1/45 |
2 |
45 - 65 |
Постоянный ток, обратная полярность или переменный ток |
|
|
3 |
100 - 130 |
|||
|
4 |
140 - 160 |
|||
|
5 |
160 - 250 |
|||
|
Э46 |
МР-3 |
4 |
160 - 200 |
Постоянный ток, обратная полярность или переменный ток |
|
5 |
180 - 260 |
|||
|
6 |
280 - 320 |
|||
|
ОЗС-4 |
3 |
90 - 100 |
Постоянный ток, любая полярность или переменный ток |
|
|
4 |
160 - 180 |
|||
|
5 |
200 - 250 |
|||
|
6 |
250 - 300 |
|||
|
Э50А |
УОНИ-13/55 |
3 |
80 - 100 |
Постоянный ток, обратная полярность |
|
4 |
130 - 160 |
|||
|
5 |
170 - 200 |
|||
|
6 |
210 - 240 |
|||
|
УП-1/55 |
3 |
90 - 120 |
Постоянный ток, обратная полярность или переменный ток |
|
|
4 |
140 - 160 |
|||
|
5 |
160 - 250 |
|||
|
6 |
280 - 350 |
|||
|
ОЗС-29 |
3 |
80 - 100 |
Постоянный ток, обратная полярность |
|
|
4 |
120 - 150 |
|||
|
5 |
150 - 180 |
|||
|
Э55 |
ОЗС/ВНИИСТ-27 |
3 |
90 - 110 |
Постоянный ток, обратная полярность |
|
4 |
130 - 150 |
|||
|
Э60 |
ОЗС-24М |
3 |
90 - 110 |
Постоянный ток, обратная полярность |
|
4 |
130 - 150 |
|||
|
ПРИМЕЧАНИЯ: 1. Режимы дуговой сварки углеродистых и низколегированных сталей электродами, не указанными в табл. 2, выбираются в соответствии с паспортными данными этих электродов. 2. Сварочный ток - для всех пространственных положений. |
||||
4.2. Автоматическая дуговая сварка
4.2.1. Конструктивные элементы подготовленных кромок под сварку, типы и размеры швов сварных соединений должны соответствовать ГОСТ 8713, ГОСТ 11533, для труб - ГОСТ 16037 или другой действующей нормативной документации и чертежам.
4.2.2. Типы сварных швов корпусов аппаратов для преимущественного применения в зависимости от толщины стенки приведены в табл. 3.
Таблица 3. Типы сварных швов для корпусов аппаратов из углеродистых и низколегированных сталей
|
Вид соединения |
Толщина стенки, мм |
Тип шва по ГОСТ 8713 |
|
|
Характеристика |
Условное обозначение |
||
|
Продольные стыки обечаек, патрубков и т.п. элементов |
2 - 10 |
Односторонний без скоса кромок на флюсовой подушке или медной подкладке |
С4 |
|
8 - 24 |
То же, со скосом двух кромок |
С18 |
|
|
Стыки плоских листовых заготовок (карт) |
2 - 321) |
Двусторонний без скоса кромок с предварительным наложением подварочного шва («на весу») без подварочного шва и на флюсовой подушке |
С7 С4 С30 С29 |
|
14 - 321) |
То же с односторонним скосом двух кромок |
С21 С33 |
|
|
Кольцевые стыки обечаек труб и т.п. элементов |
24 - 160 |
То же с криволинейным скосом двух кромок |
С23 С40 |
|
16 - 60 |
То же с двумя скосами двух кромок |
С25 С38 С39 |
|
|
50 - 160 |
То же с двумя криволинейными скосами двух кромок |
С26 |
|
|
2 - 12 |
Односторонний без скоса кромок на стальной подкладке |
С5 |
|
|
8 - 30 |
То же со скосом двух кромок |
С19 |
|
|
16 - 50 |
То же с криволинейным скосом |
С34 |
|
|
Кольцевые стыки днищ с обечайками и др. элементов разной толщины |
8 - 30 |
Односторонний замковый со скосом двух кромок |
С20 |
|
16 - 50 |
То же с криволинейным скосом двух кромок |
С35 |
|
|
1) В отдельных случаях при толщине более 32 мм нестандартные швы выполняются по специальной технологии. |
|||
4.2.3. При автоматической дуговой сварке применяют проволоку и флюсы, указанные в таблице 4.
4.2.4. Собранные под сварку детали и сборочные единицы прихватывают электродами, которые применяются для ручной дуговой сварки данной стали (см. табл. 1).
Таблица 4. Рекомендуемые сварочные материалы для автоматической сварки под флюсом углеродистых и низколегированных сталей
|
Марка свариваемой стали |
Сварочные материалы |
Минимальная температура стенки сосуда |
|
|
Марка проволоки по ГОСТ 2246 |
Марка флюса по ГОСТ 9087 |
||
|
Ст3кп Ст3пс Ст3сп Ст3Гпс 10, 20 15К; 16К 18К; 20К; 22К |
Св-08 Св-08А |
АН-348А ОСЦ-45; ОСЦ-45М АН-43 АН-60 ФЦ-16 |
Не ниже минус 20 °С |
|
Св-08ГА Св-10ГА |
Не ниже минус 30 °С; Не ниже минус 40 °С для сосудов работающих без давления |
||
|
20ЮЧ |
Св-10НЮ |
АН-22; АН-47 |
Не ниже минус 40 °С |
|
09Г2 09Г2С 10Г2С1 10Г2 14Г2 17ГС 17Г1С 16ГС; 10ХСНД |
Св-08ГА Св-10ГА Св-10Г2 Св-08ГС |
АН-348А ОСЦ-45; ОСЦ-45М АН-22; АН-47 АН-60 ФЦ-16 |
Не ниже минус 30 °С при любой толщине; Не ниже минус 40 °С при толщине металла не более 24 мм |
|
17ГС 17Г1С 16ГС 10Г2; 10ХСНД |
Св-08ГА Св-08ГС Св-08Г2С Св-10НМА Св-10НЮ |
АН-348А АН-22 АН-43 АН-47 АН-60 ФЦ-16 |
Не ниже минус 40 °С при любой толщине металла при условии выполнения многослойной сварки или в сочетании с проволоками Св-10НМА; Св-10НЮ |
|
15Г2СФ |
Св-10ГА Св-08ГС Св-10НМА Св-10Г2 |
ОСЦ-45, ОСЦ-45М АН-22 АН-348А АН-43, АН-60 ФЦ-16 |
Не ниже минус 40 °С |
|
16ГМЮЧ |
Св-08ХМ Св-10Х2М Св-04Х2МА |
АН-348А АН-22 АН-17М |
Не ниже 0 °С |
|
10Г2 10Г2С1 09Г2С |
Св-08ГА |
АН-348А АН-47 АНК-47 АН-43 АН-60 ФЦ-16 (ФЦ-16А) ОСЦ-45, ОСЦ-45М |
Не ниже минус 60 °С при любой толщине металла при условии выполнения многослойной сварки или в сочетании с проволоками Св-10НМА; Св-10НЮ |
|
Св-08ГА Св-08ГС |
Не ниже минус 70 °С при любой толщине металла при условии нормализации сварных соединений |
||
|
Св-10НЮ Св-10НМА |
Не ниже минус 60 °С |
||
|
10Г2С1 09Г2С |
Св-08ГСМТ |
АН-43 АН-47 |
Не ниже минус 60 °С для сварки металла толщиной 16 - 30 мм с разделкой кромок С 25 по ГОСТ 8713 |
|
09Г2С |
Св-08МХ Св-08ГСМТ |
АН-22 АН-43 АН-47 |
Не ниже минус 70 °С для сварки с ППМ из проволоки марки Св-08Г2СНТЮР |
|
Св-08Г2СНТЮР |
АН-22 АН-47 |
Не ниже минус 70 °С для сварки без разделки кромок металла толщиной до 25 мм |
|
|
09Г2С1 10Г2 10Г2С1 |
Св-10НЮ |
АН-22 |
Не ниже минус 70 °С без нормализации сварных соединений при условии сварки по технологии, согласованной со специализированной научно-исследовательской организацией |
|
10Х2М1А-А |
Св-04Х2МА Св-10Х3ГМ1А-А |
ФЦ-16А ФЦ-16 |
Не ниже 0 °С |
|
15Х2МФА-А |
Св-10Х3М1А Св-10Х2ГМФТА |
ФП-33 ФП-33М |
Не ниже 0 °С |
|
10Х2ГНМ |
Св-04Х2МА Св-10Х3ГМ ТУ 14-1-4181 |
АН-47 |
Не ниже 0 °С |
|
09ХГ2НАБ |
Св-08ГСМТ |
ФП-33 |
Не ниже минус 40 °С |
|
09Г2СЮЧ |
Св-10ГА Св-10НМА Св-08ГСМТ Св-10НЮ |
АН-348А АН-43 АН-22 АН47 |
Не ниже минус 70 °С |
|
ПРИМЕЧАНИЯ: 1. Условия выполнения сварных соединений с различным сочетанием сварочных проволок определяется технологией, согласованной со специализированной научно-исследовательской организацией. 2. Необходимость подогрева для предотвращения трещин при сварке малоуглеродистых и низколегированных марганцовистых и марганцевокремнистых сталей в зависимости от толщины свариваемых элементов, содержания углерода и других факторов определяется технологией предприятия-изготовителя сосудов. 3. Марки проволоки Св-10НЮ и Св-10Х2М принимаются по ТУ 14-1-2219, Св-10Х2ГМФТА по ТУ 14-1-4355, Св-ЮХ3М1А и Св-ЮХ3ГМФТА - по ТУ 14-1-49-14. Марки флюсов ФП-33 и ФП-33М принимаются по ТУ 5.965-11238, ФЦ-16 и ФЦ-16А - по ОСТ 24.948.02, АНЦ1 - по ТУ 108.1424. 4. При сварке хромомолибденовых сталей требуются специальные меры (подогрев, термическая обработка и др.). 5. Для металла толщиной не более 14 мм и для поверхностных швов внутри и снаружи при многослойной сварке проволокой Св-08ГА. 6. Для полуспокойных сталей рекомендуется применять сварочную проволоку Св-08ГА. |
|||
(Измененная редакция, Изм. № 1).
4.2.5. Примеры режимов сварки двусторонних швов стыковых соединений, обеспечивающие нормальное плавление проволоки и формирование шва, приведены в табл. 5. Указанные режимы сварки допускается уточнять и корректировать при отработке технологии применительно к имеющемуся оборудованию, типам сварных швов и особенностям конструкций.
Таблица 5. Примеры режимов автоматической сварки под флюсом углеродистых и низколегированных сталей
|
Толщина свариваемого металла, мм |
Условное обозначение шва по ГОСТ 8713 |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи сварочной проволоки, м/ч |
Величина вылета проволоки, мм |
Род тока |
|
5 |
С29 С30 |
3 |
400 - 450 |
28 - 32 |
54,5 - 50,5 |
68,5 |
30 - 40 |
Постоянный ток, обратная полярность |
|
8 |
4 |
550 - 650 |
30 - 32 |
54,5 - 50,5 |
87,5 |
50 - 60 |
||
|
10 |
5 |
600 - 700 |
34 - 36 |
33 - 38 |
49 - 60 |
|||
|
12 |
700 - 750 |
36 - 38 |
29 - 36 |
58 - 62 |
||||
|
14 |
750 - 800 |
36 - 38 |
29 - 33 |
62 - 75 |
||||
|
16 |
800 - 850 |
36 - 38 |
25 - 29 |
67 - 78 |
||||
|
18 |
850 - 900 |
40 - 42 |
22 - 25 |
72 - 81 |
||||
|
20 |
900 - 950 |
42 - 44 |
21 - 25 |
78,0 - 84,5 |
||||
|
22 |
950 - 1000 |
42 - 44 |
19,5 - 21,0 |
84,5 - 91,0 |
||||
|
24 - 60 |
750 - 1000 |
38 - 44 |
18 - 22 |
57,0 - 111,0 |
||||
|
ПРИМЕЧАНИЕ: Для аппаратов, работающих при температуре ниже минус 20 °С максимальное значение погонной энергии не должно превышать 24 кДж/см2. |
||||||||
(Измененная редакция, Изм. № 1).
4.3. Автоматическая сварка под флюсом с применением гранулированной металлической присадки
4.3.1. При выборе способа сварки с применением гранулированной металлической присадки (крошки) необходимо учитывать его преимущества и недостатки.
К числу преимуществ использования крошки относят:
- повышение стабильности процесса автоматической сварки за счет снижения чувствительности к изменению зазора, позволяющее исключить прожоги и протеки металла;
- уменьшение остаточных сварочных деформаций;
- расширение диапазона толщин металла, свариваемого без предварительной разделки кромок;
- дополнительные возможности для получения оптимального состава металла шва, когда ограничен выбор сварочных материалов.
К недостаткам способа относят:
- повышение вероятности непровара при отсутствии надежного контроля положения электрода по центру свариваемого стыка;
- необходимость использования специального дозатора крошки в виде приставки к сварочному аппарату.
4.3.2. Крошку изготавливают из сварочной проволоки диаметром 1,6 - 2,0 мм путем рубки ее на специализированных станках или стандартном фрезерном станке, оснащенном подвижным механизмом.
Длина гранул должна быть равной 1,5 - 2,5 мм.
4.3.3. Конструктивные элементы подготовленных кромок и размеры сварных швов должны соответствовать приведенным в табл. 6.
4.3.4. Прихватку свариваемых кромок производят ручной дуговой сваркой электродами, приведенными в таблице 1.
Таблица 6. Конструктивные элементы подготовки кромок и размеры сварных швов при автоматической сварке под флюсом с применением гранулированной металлической присадки углеродистых и низколегированных сталей
|
Условное обозначение (тип) шва |
Размеры, мм |
а |
Конструктивные элементы |
||||||||||
|
S = S1 |
b |
h (пред. откл. ±1) |
l |
L |
g |
g1 |
подготовленных кромок |
выполненного шва |
|||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||
|
Ск1 Двусторонние швы стыковых соединений без скоса кромок на флюсовой подушке |
18 |
4 |
±2 |
- |
28 |
±4 |
28 |
±4 |
|
|
|
||
|
20 |
5 |
30 |
30 |
||||||||||
|
22 |
|||||||||||||
|
24 |
34 |
34 |
|||||||||||
|
26 |
|
||||||||||||
|
28 |
6 |
36 |
36 |
||||||||||
|
30 |
|||||||||||||
|
32 |
42 |
42 |
|||||||||||
|
34 |
7 |
||||||||||||
|
36 |
|
||||||||||||
|
38 |
8 |
||||||||||||
|
40 |
50 |
50 |
|||||||||||
|
42 |
|||||||||||||
|
44 |
8 - 9 |
||||||||||||
|
46 |
9 |
||||||||||||
|
48 |
9 -10 |
||||||||||||
|
Ск2 Двусторонние швы стыковых соединений со скосом двух кромок на флюсовой подушке |
18 |
2 |
±1 |
3 |
26 |
±4 |
20 |
±4 |
|
|
30° ± 3° |
|
|
|
20 |
|||||||||||||
|
22 |
30 |
||||||||||||
|
24 |
|
||||||||||||
|
26 |
32 |
||||||||||||
|
28 |
34 |
||||||||||||
|
30 |
36 |
||||||||||||
|
Ск3 Двусторонние швы стыковых соединений с двумя симметричными скосами двух кромок на флюсовой подушке |
24 |
2 |
+2 |
- |
28 |
±4 |
28 |
±4 |
|
30° ± 3° |
|
|
|
|
26 |
30 |
±5 |
30 |
±5 |
|||||||||
|
28 |
|||||||||||||
|
30 |
|||||||||||||
|
32 |
34 |
34 |
|||||||||||
|
34 |
|||||||||||||
|
36 |
|||||||||||||
|
38 |
36 |
36 |
|||||||||||
|
40 |
|||||||||||||
|
42 |
|||||||||||||
|
44 |
40 |
40 |
|||||||||||
|
46 |
|||||||||||||
|
48 |
|||||||||||||
|
50 |
|||||||||||||
|
52 |
44 |
44 |
|
||||||||||
|
54 |
|||||||||||||
|
56 |
|||||||||||||
|
58 |
|||||||||||||
|
60 |
|||||||||||||
|
Ск4 Двусторонние швы стыковых соединений с двумя симметричными скосами двух кромок с предварительным наложением подварочного шва |
24 |
2 |
±1 |
3 |
28 |
±4 |
28 |
±4 |
|
- |
30° + 3° |
|
|
|
26 |
3 |
35 |
35 |
||||||||||
|
28 |
40 |
±5 |
40 |
±5 |
|||||||||
|
30 |
|||||||||||||
|
32 |
|||||||||||||
|
34 |
|||||||||||||
|
36 |
|||||||||||||
|
38 |
|||||||||||||
|
40 |
3 |
3 |
49 |
49 |
|
30° + 2° |
|||||||
|
44 |
56 |
56 |
|||||||||||
|
46 |
64 |
64 |
|||||||||||
|
48 |
|||||||||||||
|
50 |
69 |
69 |
|||||||||||
|
52 |
|||||||||||||
|
54 |
|||||||||||||
|
56 |
|||||||||||||
|
58 |
|||||||||||||
|
60 |
|||||||||||||
4.3.5. При автоматической сварке под флюсом с крошкой рекомендуется применять сварочные материалы, приведенные в табл. 7.
4.3.6. Дозировку и засыпку металлической крошки производят специальными дозаторами, устанавливаемыми на сварочном автомате.
Допускается засыпать крошку перед сваркой вручную.
4.3.7. Дозировка крошки может производиться как перед началом сварки, так и в процессе сварки или комбинированным способом.
4.3.8. При автоматической дозировке перед сваркой крошка засыпается до подачи флюса с опережением на расстоянии не менее 50 мм.
4.3.9. При автоматической дозировке в процессе сварки крошка подается на вылет электрода со стороны хвостовой части сварочной ванны. При этом используется эффект ее налипания под действием магнитного поля сварочного тока.
4.3.10. Наибольший эффект по повышению производительности процесса сварки достигается при комбинированном способе дозировки крошки.
4.3.11. Для автоматической сварки под флюсом с крошкой следует применять сварочные аппараты, на которые навешивается специальный дозатор для дозирования крошки, засыпаемой в зону сварки.
4.3.12. Сварку производят на постоянном токе обратной полярности.
4.3.13. Техника автоматической сварки под флюсом с применением крошки и последовательность технологических операций такие же, как и при обычной автоматической сварке под флюсом.
4.3.14. Сварка производится в нижнем положении или при угле наклона заготовок до 3 - 4°, при больших углах наклона сварка на «спуск» не допускается.
4.3.15. Ориентировочные режимы двухсторонней однопроходной сварки стыковых соединений без разделки кромок с применением крошки приведены в табл. 8.
4.3.16. Количество металлической крошки, подаваемой в зону сварки для соединений с разделкой кромок, определяется по формуле
![]()
где dэл - диаметр плавящегося электрода, мм;
Vпод - скорость подачи электродной проволоки, м/ч;
Vсв - скорость сварки, м/ч.
4.3.17. Первые проходы при автоматической сварке под флюсом с применением крошки выполняют на флюсовой подушке, остающейся подкладке, по расплавляемой вставке или ручной подварке.
4.3.18. Для формирования обратной стороны двусторонних стыковых швов без предварительной подварки вместо флюсовой подушки при сварке первого прохода шва допускается использовать подушку из крошки.
Таблица 7. Сварочные материалы для углеродистых и низколегированных сталей при автоматической сварке под флюсом с применением крошки
|
Марка свариваемой стали |
Сварочные материалы |
||
|
Марка сварочной проволоки по ГОСТ 2246 |
Марка крошки по ГОСТ 2246 |
Флюс по ГОСТ 9087 |
|
|
Ст3кп |
Св-08А |
Св-08ГА Св-08Г2С |
АН-348А, ОСЦ-45 и им равноценные |
|
Св-08ГА |
Св-08А |
||
|
Св-08Г2С |
|||
|
Малоуглеродистые стали, кроме кипящих |
Св-08А |
||
|
Св-08ГА |
Св-08А Св-08ГА |
||
|
Св-08Г2С |
Св-08А Св-08ГА |
||
|
16ГС |
Св-08ГА |
Св-08Г2С |
|
|
09Г2С |
Св-08ГА Св-10ГА |
||
|
Св-08МХ* |
Св-08ГА |
||
|
Св-10Г2 |
Св-08ГА Св-10Г2 |
||
|
10Г2С1 |
Св-08ГА Св-08МХ1) Св-10Г2 |
Св-08ГА Св-10ГА Св-08ГА |
|
|
1) Должна быть проверена необходимость подогрева при сварке и отпуск после сварки в зависимости от толщины металла ПРИМЕЧАНИЕ: Температурные пределы применяемых сварочных материалов принимать по марке сварочной проволоки согласно таблицы 4. |
|||
Таблица 8. Ориентировочные режимы автоматической двусторонней однопроходной сварки под флюсом стыковых соединений без разделки кромок углеродистых и низколегированных сталей с применением крошки
|
Толщина металла, мм |
Диаметр электродной проволоки, мм |
Расход гранулированной металлической присадки, г/см |
Сила сварочного тока, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи проволоки, м/ч |
Оптимальный зазор, мм |
|
|
10 |
5 |
2,0 |
800 - 825 |
38 - 40 |
50 |
74,5 |
5 |
|
|
20 |
5,0 |
850 - 950 |
40 - 44 |
35 |
103 |
6 |
|
|
|
30 |
8,0 |
850 - 950 |
42 - 45 |
19,5 |
103 |
7 |
|
|
|
40 |
12,0 |
1200 - 1300 |
43 - 48 |
16,0 |
128 |
8 |
|
|
|
50 |
16,0 |
1300 - 1400 |
44 - 48 |
12,0 |
140 |
9 |
|
|
|
60 |
18,0 |
1400 - 1500 |
45 - 50 |
12,0 |
163 |
11 |
|
|
|
20 |
4 |
5,0 |
800 - 900 |
42 - 45 |
35 |
154 |
6 |
|
|
30 |
8,0 |
850 - 950 |
42 - 46 |
19 |
163 |
7 |
|
|
|
40 |
12,0 |
850 - 950 |
43 - 48 |
14 |
163 |
8 |
|
|
|
50 |
16,0 |
1100 - 1200 |
44 - 49 |
14 |
210 |
9 |
|
|
|
60 |
18,0 |
1300 - 1400 |
45 - 50 |
13 |
240 |
11 |
|
|
|
ПРИМЕЧАНИЕ: Для аппаратов, работающих при температуре ниже минус 20 °С максимальное значение погонной энергии не должно превышать 24 кДж/см2 |
||||||||
4.4. Полуавтоматическая дуговая сварка под флюсом
4.4.1. Полуавтоматическую сварку рекомендуется применять для соединения под флюсом швов, недоступных для сварки автоматом, а также для сварки коротких, прерывистых и криволинейных швов.
4.4.2. Конструктивные элементы и размеры подготовленных кромок под сварку должны отвечать требованиям ГОСТ 8713, ГОСТ 11533, для труб - ГОСТ 16037 или другой действующей нормативной документации.
4.4.3. Сварку выполняют в один или несколько проходов, в зависимости от толщины металла.
4.4.4. Сварку производят проволокой марки, указанной в табл. 4, диаметром 2 мм под флюсом ОСЦ-45М или АН-348А (мелкой грануляции).
4.4.5. Собранные под сварку детали и сборочные единицы следует прихватить электродами, указанными в табл. 1.
4.4.6. Сварку выполняют на переменном или постоянном токе.
4.4.7. Режим сварки двусторонних стыковых швов в зависимости от толщины металла приведен в табл. 9.
Таблица 9. Режимы полуавтоматической сварки под флюсом двусторонних стыковых швов углеродистых и низколегированных сталей
|
Толщина металла, мм |
Диаметр электродной проволоки, мм |
Сила сварочного тока, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи сварочной проволоки, м/ч |
Величина вылета проволоки, мм |
|
4 - 6 |
2 |
200 - 250 |
32 - 34 |
18 - 30 |
79 - 101 |
25 |
|
8 |
250 - 300 |
34 - 36 |
126 - 156 |
|||
|
10 |
350 - 420 |
36 - 38 |
191 - 250 |
|||
|
12 |
450 - 540 |
38 - 42 |
306 - 376 |
|||
|
14 - 20 |
550 - 600 |
42 - 44 |
472 |
|||
|
22 - 30 |
630 - 670 |
44 - 46 |
600 |
4.5. Аргонодуговая сварка
4.5.1. Аргонодуговая сварка рекомендуется в особых случаях, когда дуговая сварка не является достаточно маневренной и не обеспечивает стабильное качество соединения.
Например:
для сварки тонколистовых ответственных конструкций (толщиной менее 1 - 2 мм);
для выполнения первого корневого прохода при односторонней сварке изделий;
для приварки тонкостенных труб (до 2 - 3 мм) небольшого диаметра (до 25 - 33 мм) к трубной решетке и т.п.
4.5.2. Аргонодуговая сварка рекомендуется только для спокойных сталей.
4.5.3. В качестве присадочных материалов применяют низколегированные сварочные проволоки марок Св-08ГС, Св-08Г2С, Св-10Г2, Св-08ГСМТ и другие по ГОСТ 2246, содержащие достаточное для предотвращения порообразования количество раскислителей (марганца, кремния или др.).
4.5.4. Для отработки технологии следует пользоваться технологическими указаниями по аргонодуговой сварке легированных сталей.
4.6. Газовая сварка углеродистых сталей
4.6.1. Газовую сварку применяют преимущественно для соединения тонколистового металла толщиной до 2 мм, а более толстого металла в специальных случаях.
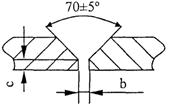
4.6.2. Подготовку кромок под сварку в зависимости от толщины металла производят согласно табл. 10.
Таблица 10. Подготовка кромок под газовую сварку углеродистой стали
|
Толщина металла, мм |
Конструктивные элементы подготовленных кромок свариваемых деталей |
Притупление С, мм |
Зазор b, мм |
|
1 - 3 |
|
- |
1 - 2 |
|
Более 3 |
|
2 - 3 |
2 - 4 |
4.6.3. В качестве присадочного металла применяют проволоку Св-08, Св-08А, Св-08ГА по ГОСТ 2246.
4.6.4. Сварку можно производить левым и правым методом. Правый метод применяют при сварке листов толщиной более 5 мм.
4.6.5. Угол наклона горелки принимают в зависимости от толщины свариваемого металла, чем больше толщина, тем больше угол. При толщине S = 1 - 3 мм угол наклона равен 20°, при толщине S = 12 - 15 мм - 70°. Угол присадочного прутка равен 30 - 45°.
4.6.6. Пламя устанавливают нормальное.
4.6.7. Режим принимают по табл. 11.
Таблица 11. Режим газовой сварки углеродистой стали
|
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Номер наконечника горелки |
Расход ацетилена, л/ч |
|
1 - 2 |
2 |
1 |
100 - 200 |
|
3 - 4 |
3 |
2 |
300 - 400 |
|
5 - 6 |
4 |
3 |
500 - 600 |
|
8 |
5 |
4 |
700 - 800 |
|
10 - 12 |
5 |
1100 - 1200 |
|
|
14 - 16 |
6 |
1500 - 1700 |
4.7. Полуавтоматическая сварка в углекислом газе
4.7.1. Конструктивные элементы подготовленных кромок и размеры швов сварных соединений должны соответствовать ГОСТ 14771, ГОСТ 14776, ГОСТ 23518, для труб - ГОСТ 16037.
4.7.2. В качестве присадочного материала для углеродистых и низколегированных сталей используют проволоку марки Св-08Г2С по ГОСТ 2246.
4.7.3. Для сварки низколегированных сталей рекомендуется применение проволоки Св-08ГСМТ и порошковых проволок ПП-АН4, ПП-АН7, ПП-АН8, ПП-АН10 (наплавленный металл соответствует типу Э50А, ГОСТ 9467).
4.7.4. В качестве защитного газа применяют сварочную углекислоту по ГОСТ 8050 и ее смеси с другими газами в соответствии с отраслевой технологической документацией, утвержденной в установленном порядке.
4.7.5. Собранные под сварку детали и сборочные единицы прихватывают полуавтоматической или ручной электродуговой сваркой. Прихватки, выполненные ручной электродуговой сваркой в процессе сварки удалить вышлифовкой.
4.7.6. Прихватку и сварку выполняют на постоянном токе обратной полярности (плюс на электроде).
4.7.7. Режимы сварки приведены в табл. 12.
Таблица 12. Режимы полуавтоматической сварки в углекислом газе для углеродистых и низколегированных сталей
|
Толщина свариваемого материала, мм |
Условное обозначение шва по ГОСТ 14771 |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Расход углекислого газа, л/ч |
Кол-во слоев |
Скорость сварки, м/ч |
|
0,6 - 1,0 |
С1 |
0,5 - 0,8 |
50 - 60 |
17 - 20 |
500 - 600 |
1 |
20 - 25 |
|
0,6 - 10,0 |
С2 |
0,5 - 0,8 |
60 - 80 |
17 - 20 |
500 - 600 |
1 |
25 - 30 |
|
1,3 - 2,0 |
С2 |
0,8 - 1,0 |
70 - 110 |
18 - 20 |
500 - 600 |
1 - 2 |
18 - 24 |
|
3,0 - 5,0 |
С2 |
1,6 - 2,0 |
160 - 200 |
21 - 24 |
600 - 800 |
1 - 2 |
20 - 22 |
|
3,0 - 8,0 |
С7 |
1,6 - 2,0 |
200 - 250 |
22 - 28 |
800 - 1000 |
2 |
25 - 30 |
|
5,0 - 8,0 |
С4 |
1,6 - 2,0 |
250 - 300 |
22 - 30 |
800 - 1000 |
1 - 2 |
18 - 22 |
|
10,0 - 14,0 |
С9 |
2,0 |
320 - 350 |
30 - 32 |
800 - 1000 |
2 |
18 - 22 |
|
16,0 - 24,0 |
С9 |
2,0 |
350 - 380 |
30 - 32 |
800 - 1000 |
4 - 5 |
18 - 22 |
|
26,0 - 30,0 |
С9, С10 |
2,0 |
350 - 400 |
30 - 34 |
900 - 1100 |
5 |
18 - 22 |
|
8,0 - 12,0 |
С17 |
2,0 |
250 - 300 |
29 - 30 |
800 - 1000 |
2 - 3 |
18 - 22 |
|
12,0 и более |
С25 |
2,0 - 2,5 |
300 - 350 |
30 - 32 |
800 - 1000 |
4 |
16 - 20 |
|
30,0 |
С23 |
2,0 - 2,5 |
350 - 400 |
30 - 32 |
900 - 1100 |
10 и более |
16 - 20 |
|
ПРИМЕЧАНИЕ: Для аппаратов, работающих при температуре ниже 20 °С, максимальное значение погонной энергии не должно превышать 24 кДж/см2 |
|||||||
4.8. Ручная дуговая, автоматическая дуговая под флюсом и полуавтоматическая луговая в защитном газе сварка стали марок 12МХ, 12ХМ, 15ХМ
4.8.1. Конструктивные элементы подготовленных кромок и размеры сварных швов должны соответствовать ГОСТ 5264, ГОСТ 11534 при ручной дуговой сварке; ГОСТ 8713, ГОСТ 11533 при автоматической сварке под флюсом; для труб - ГОСТ 16037 и другой нормативной документации и чертежам.
4.8.2. Кромки под сварку подготавливают механическим способом: допускается предварительная резка термическими способами по технологии, учитывающей необходимость подогрева в зависимости от толщины металла.
4.8.3. Прихватку осуществляют электродами, применяемыми для ручной сварки каждой марки стали.
4.8.4. Присадочные материалы для ручной, автоматической под флюсом и полуавтоматической в защитном газе сварки сталей 12ХМ, 15ХМ и 12МХ, температура предварительного нагрева и сопутствующего подогрева представлены в таблице 13.
Таблица 13. Сварочные материалы и температура подогрева для ручной, автоматической и полуавтоматической сварки сталей марок 12МХ, 12ХМ и 15ХМ (толщиной до 80 мм)
|
Марка стали |
Электроды (типы по ГОСТ 9467 и марки), проволока по ГОСТ 2246 |
Флюсы по ГОСТ 9087, защитный газ |
Температура предварительного и сопутствующего подогрева, °С |
|
12МХ |
Э-09Х1М Э09МХ УОНИ-13/45, ОЗС-11 и др. |
- |
200 - 250 |
|
Проволока Св-08МХ Св-04Х2МА Св-08ХМ |
АН-348А; АН-22; АН-60; ОСЦ-45; ОСЦ-45М и им равноценные |
150 - 200 |
|
|
Проволока Св-10ХГ2СМА Проволока Св-08ХМ |
Углекислый газ ГОСТ 8050 аргон ГОСТ 10157 |
||
|
12XM 15XM 10X2M1 |
Э-09Х1М: (ЦУ-2ХМ, ТМЛ-1, ТМЛ-IV) Э-09Х1МФ (ЦЛ-20-67, ТМЛ-3, ТМЛ-3У); Э-05Х2М |
- |
200 - 250 |
|
Проволока Св-08ХМ Проволока Св-10Х2М Св-04Х2МА |
АН-22; АН-348А; АН-43; АН-60; ОСЦ-45; ОСЦ-45М и им равноценные |
||
|
Проволока Св-10ХГ2СМА Проволока Св-08ХМ |
Углекислый газ ГОСТ 8050 аргон ГОСТ 10157 |
||
|
ПРИМЕЧАНИЕ: Допускается сварка без подогрева стыковых соединений толщиной до 9 мм и угловых соединений катетом до 8 мм включительно |
|||
4.8.5. В случае перерыва процесса сварки при выполнении промежуточных операций (срезка временных креплений, зачистка мест их приварки, зачистка корня шва) температура сварного соединения не должна опускаться ниже 150 °С вплоть до возобновления сварки.
4.8.6. Время от момента окончания сварки до начала термообработки, если нет других указаний и соответствующей нормативной документации, должно быть:
- для кольцевых и продольных швов изделий с толщиной стенок до 60 мм и швов угловых и тавровых соединений в изделиях с толщиной стенок до 50 мм - не ограничено;
- для кольцевых и продольных швов изделий с толщиной стенок свыше 60 мм - не более 72 часов.
Выполненные швы угловых и тавровых соединений с толщиной стенок свыше 50 мм подвергают немедленной термообработке или, в случае необходимости, подогреву до температуры 300 - 350 °С в течение 2 - 3 ч. Время до полной термообработки не ограничено.
(Измененная редакция, Изм. № 1).
4.9. Ручная дуговая сварка соединений труб из стали марки 15Х5М
4.9.1. Рекомендации по сварке стали 15Х5М даны применительно к изготовлению печных змеевиков, являющихся основным видом продукции из этой стали. Допускается использование рекомендаций при сварке других изделий.
4.9.2. Подготовку кромок труб под сварку необходимо выполнять согласно ГОСТ 16037 механическим способом.
Подготовка кромок труб под сварку термическим способом резки допускается лишь в исключительных случаях в процессе монтажа трубопровода при отсутствии возможности механической обработки кромок обычными средствами. При этом должен быть обеспечен подогрев перед резкой в соответствии с указаниями технологической инструкции.
4.9.3. Собранные под сварку детали и узлы прихватывают теми же электродами, которыми производится сварка.
4.9.4. Сварку змеевиков печей и трубопроводов из стали 15Х5М следует производить электродами марки ЦЛ-17 типа Э-10Х5МФ по ГОСТ 9467.
4.9.5. Прихватку и сварку выполняют с предварительным и сопутствующим подогревом свариваемых частей до температуры 350 - 400 °С при любой толщине.
Сварку следует производить непосредственно после прихватки, не допуская охлаждения свариваемых стыков ниже 300 °С.
4.9.6. Сварку следует выполнять на постоянном токе при обратной полярности (плюс на электроде) короткой дугой.
4.9.7. Количество слоев в шве в зависимости от толщины стенки приведено в табл. 14.
Таблица 14. Количество слоев в зависимости от свариваемой толщины при ручной дуговой сварке труб из стали марки 15Х5М
|
Толщина стенки, мм |
Диаметр электрода, мм |
Количество слоев |
|
6 - 12 |
3 - 4 |
2 - 4 |
|
13 - 20 |
3 - 4 - 5 |
4 - 6 |
|
21 - 25 |
3 - 4 - 5 |
6 - 9 |
|
26 - 30 |
3 - 4 - 5 |
6 - 11 |
Сварку первого (корневого) слоя и последующих 2 - 3 слоев рекомендуется выполнять электродами диаметром 3 - 4 мм при силе тока 80 - 120 А, а сварку последующих слоев - электродами диаметром 4 - 5 мм при силе тока 130 - 180 А.
4.9.8. При толщине стенки свариваемых изделий до 20 мм сварку корневого слоя рекомендуется выполнять аргонодуговой сваркой. Режим аргонодуговой сварки корневого шва приведен в табл. 15, присадка - проволока Св-10Х5М.
Таблица 15. Режим аргонодуговой сварки корневого слоя
|
Диаметр вольфрамового электрода, мм |
Режим сварки |
Расход аргона, л/мин |
||
|
Сварочный ток, А |
Напряжение, В |
Горелка |
Поддув |
|
|
2 - 4 |
70 - 100 |
9 - 11 |
8 - 10 |
3 - 10 |
4.9.9. Сварные соединения подлежат обязательной общей или местной термической обработке для повышения пластических свойств металла и снижения остаточных напряжений.
Термическую обработку сварных соединений производить непосредственно после окончания сварки, но не позднее, чем через 48 часов. При этом охлаждение сварного соединения проводить в соответствии с п. 7.4. «Инструкции по ручной электродуговой сварке трубопроводов и змеевиков печей из среднехромистых сталей» И-25 (ВНИИНЕФТЕМАШ, 1976 г.). Время и дату окончания сварки первого стыка в технологическом узле фиксировать в производственной документации, принятой на предприятии. Допускается при проведении «термического отдыха» производить термообработку через 24 часа.
4.9.10. Сварку и термическую обработку выполнять в соответствии с «Инструкцией по ручной электродуговой сварке трубопроводов и змеевиков печей из среднехромистых сталей» И-25 (ВНИИНЕФТЕМАШ, 1976 г.).
4.10. Электрошлаковая сварка углеродистых, низколегированных и некоторых легированных сталей.
4.10.1. Конструктивные элементы подготовленных кромок и размеры сварных швов должны соответствовать ГОСТ 15164 или другой действующей нормативной документации.
4.10.2. Прихватку и приварку сборочных элементов (п. 1.4.8) к свариваемым деталям следует производить электродами, предназначенными для свариваемой стали (см. табл. 1 и 13).
4.10.3. Прихватку и приварку сборочных элементов к деталям аппаратов из хромомолибденовых сталей (12ХМ и им подобных) следует производить с предварительным и сопутствующим подогревом до температуры, указанной в табл. 13.
4.10.4. При электрошлаковой сварке рекомендуется применять сварочные материалы, указанные в табл. 16.
4.10.5. Ориентировочные режимы сварки прямолинейных и кольцевых швов углеродистых и низколегированных сталей следует принимать по табл. 17 с корректировкой применительно к производственным условиям.
4.10.6. Для повышения тепловой эффективности процесса и качества сварного соединения рекомендуется введение в зону электрошлаковой сварки крошки. Благодаря таким свойствам крошки как автономность, развитая поверхность и малая масса частиц, введение ее в зону сварки позволяет значительно уменьшить потери тепла и повысить коэффициент полезного действия.
Для приготовления крошки рубят сварочную проволоку диаметром 0,8 - 1,6 мм на части длиной равной диаметру. Могут быть также использованы гранулы, полученные из расплава необходимого химсостава диаметром 0,8 - 1,6 мм.
Таблица 16. Сварочные материалы для электрошлаковой сварки углеродистых и низколегированных сталей
|
Марка свариваемой стали |
Марка проволоки по ГOCT 2246 |
Марка флюса по ГОСТ 9087 и др. |
Условия применения сварных соединений |
|
Ст3сп Ст3пс 20, 15К 16К |
Св-08ГА |
АН-8; АН-348А АН-22 АН-9У по ТУ ИЭС 201 ФЦ-21 по ОСТ 24.948.02 |
После нормализации и высокого отпуска при температуре допускаемой для свариваемой стали |
|
16К; 20К; 22К; 20ЮЧ |
Св-10Г2;Св-08ГС; Св-10НЮ по ТУ 14-1-2219 |
АН-8 по ГОСТ 9087 АН-9; АН-9У ТУ ИЭС 291 АН-348 АН-22 ФЦ-21 по ОСТ 24.948.02 |
|
|
16ГС; 09Г2С; 09Г2СЮЧ |
Св-10Г2;Св-08ГС; Св-08Г2С; Св-08ГСМТ; Св-10НЮ По ТУ 14-1-2219 |
||
|
16ГМЮЧ |
ТУ 14-1-2219 Св-10НМА; Св-08ХМ; Св-04Х2МА; Св-10ХМ |
АН-22 АН-8 ФЦ-11 |
|
|
10ХСНД; 15ХСНД |
Св-08ГСМТ |
АН-8 |
|
|
10Х2ГНМ |
Св-10Х3ГМ Св-04Х2МА |
АН-8; АН-22 ФЦ-21 по ОСТ 24.948.02 |
|
|
09ХГ2ГНМ |
Св-10НЮ |
АН-22; АН-8 |
|
|
10Х2МФА 12Х2МФА 15Х2МФАА |
Св-13Х2МФТ |
48-ОФ-6 ОСТ 5.9206 |
|
|
12ХМ 12МХ |
Св-10Х2М ТУ 14-1-2219 Св-08ХМ Св-08МХ Св-10ХГ2СМА Св-04Х2МА |
АН-8, АН-22 АН-9, АН9У ТУ ИЭС-201 |
При температуре не ниже 0 °С после нормализации и отпуска |
|
15ХМ |
Св-10Х2М ТУ 14-1-2219 |
АН-8, АН22 |
|
|
15Х5М |
Св-10Х5М |
||
|
22X3М 20Х2МА |
Св-08Х3Г2СМ |
АН-9У по ТУ ИЭС-201 |
От минус 40 °С до 400 °С. После нормализации и высокого отпуска |
|
ПРИМЕЧАНИЯ: Применение проволоки марки Св-08ХМ допускается только с содержанием хрома не менее 1 % и молибдена 0,5 %. 2. При выполнении электрошлаковой сварки допускается применение пластинчатых электродов и других технологических приемов по документации, согласованной со специализированной научно-исследовательской организацией. 3. Для кольцевых швов сосудов с толщиной до 100 мм, предназначенных для работы при температуре стенки не ниже -20 °С для стали марки 20К, не ниже -40 °С для сталей 16ГС, 20ЮЧ, не ниже -55 °С для стали марки 09Г2С, и толщиной до 60 мм, предназначенных для работы при температуре стенки не ниже -60 °С для стали 09Г2С, допускается производить только высокий отпуск без нормализации при условии комбинированного способа - автоматической сварки под флюсом и электрошлаковой сварки с регулированием термического цикла. |
|||
(Измененная редакция, Изм. № 1).
Таблица 17. Режимы сварки углеродистых и низколегированных сталей (для сварочной проволоки диаметром 3 мм)
|
Толщина металла, мм |
Сила сварочного тока, А |
Напряжение на дуге, В |
Глубина шлаковой ванны, мм |
Сухой вылет электрода, мм |
Скорость поперечных колебаний, м/ч |
Время выдержки у ползуна, С |
Скорость подачи проволоки, м/ч |
Кол-во электродов |
|
36 - 40 |
650 - 730 |
46 - 50 |
40 - 50 |
- |
- |
- |
260 - 290 |
1 |
|
41 - 100 |
670 - 750 |
44 - 48 |
50 - 55 |
- |
40 |
2 - 3 |
270 - 300 |
1 (2) |
|
101 - 200 |
380 - 500 |
46 - 52 |
55 |
70 - 75 |
30 - 40 |
3 - 4 |
140 - 200 |
2 (3) |
|
ПРИМЕЧАНИЕ: В скобках - количество электродов, допускаемое для сварки указанных толщин металла. |
||||||||
4.10.7. Для обеспечения требуемых свойств металла шва при электрошлаковой сварке с крошкой рекомендуется применять сварочные материалы, указанные в табл. 18.
Таблица 18. Сварочные материалы для электрошлаковой сварки с крошкой углеродистых и низколегированных сталей
|
Марка свариваемой стали |
Марка сварочной проволоки по ГОСТ 2246 |
Марка крошки по ГОСТ 2246 |
Условия применения |
|
Ст3сп Ст2пс 20К, 15К, 16К |
Св-08ГА |
Св-08Г2С Св-10ГС |
После нормализации и высокого отпуска при температуре, допускаемой для свариваемой стали |
|
09Г2С |
Св-10НМА |
Св-08Г2С Св-10НМА |
|
|
10Г2С1 |
Св-10Г2 |
Св-08Г2С |
|
|
10Г2ФР |
Св-10НМА |
Св-10НМА |
4.10.8. Рекомендуемые режимы электрошлаковой сварки с применением крошки указаны в табл. 19.
Таблица 19. Режимы электрошлаковой сварки с крошкой углеродистых и низколегированных сталей
|
Толщина металла, мм |
Сварочный зазор |
Диаметр электрода, мм |
Скорость подачи электрода, м/час |
Сварочный ток, А |
Напряжение, В |
Расход крошки, г/мин |
|
С нормальным расходом крошки |
||||||
|
30 |
26 - 28 |
5 |
99,5 |
1000 - 1100 |
40 - 42 |
140 |
|
40 |
126,0 |
1200 - 1250 |
42 - 46 |
175 |
||
|
50 |
142,0 |
1300 - 1350 |
44 - 48 |
200 |
||
|
60 |
159,0 |
1350 - 1450 |
46 - 50 |
210 |
||
|
С повышенным расходом крошки |
||||||
|
30 |
26 - 28 |
4 |
159,0 |
900 - 1000 |
42 - 46 |
300 |
|
40 |
42 - 46 |
|||||
|
50 |
44 - 48 |
|||||
|
60 |
46 - 50 |
|||||
|
30 |
5 |
99,5 |
1000 - 1100 |
40 - 42 |
290 |
|
|
40 |
40 - 42 |
|||||
|
50 |
42 - 44 |
|||||
|
60 |
43 - 45 |
|||||
5. СВАРКА КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ АУСТЕНИТНОГО И АУСТЕНИТНО-ФЕРРИТНОГО КЛАССОВ
5.1. Специальные требования
5.1.1. При подготовке к сварке коррозионностойких сталей аустенитного и аустенитно-ферритного классов, кроме общих положений (раздел 3), должны быть учтены специальные требования, изложенные в настоящем разделе.
5.1.2. Сварочные материалы, предназначенные для выполнения сварных соединений, к которым предъявляются требования по стойкости против межкристаллитной коррозии, должны быть испытаны на склонность к межкристаллитной коррозии по ГОСТ 6032.
5.1.3. Сварочные материалы, предназначенные для сварки сталей аустенитного класса, не содержащих ферритную фазу, а также не обеспечивающие наличие ферритной фазы в наплавленном металле шва аустенитно-ферритных сталей, при необходимости отбора партий сварочных материалов, выбора их марок, или отработке технологического процесса сварки, должны быть испытаны на стойкость против горячих трещин в соответствии с ГОСТ 26389.
5.1.4. Сварочные материалы, предназначенные для сварки изделий, работающих при температуре выше 350 °С (кроме изделий, изготавливаемых из чисто аустенитных сталей), при отсутствии сертификатных или паспортных указаний подвергаются контролю на содержание ферритной фазы в металле шва или наплавленном металле (с учетом примечания к табл. 24).
5.1.5. Резку коррозионностойких сталей и обработку кромок под сварку производят преимущественно механическими способами.
В случае применения термической резки, на кромках должен быть удален механическим способом слой металла не менее, чем до полного устранения всех неровностей, цветов побежалости и возможных горячих трещин в глубокоаустенитных сталях.
5.1.6. Вследствие большого коэффициента линейного расширения и соответственно значительных деформаций сварных соединений расстояния между прихватками должны быть в 1,5 - 2,0 раза меньше, а длина прихватки больше по сравнению с теми же параметрами прихватки в соединениях углеродистых и низколегированных сталей.
5.1.7. Для предотвращения дефектов при сварке в защитных газах и возможного снижения коррозионной стойкости металла шва сварочную проволоку перед употреблением необходимо промыть ацетоном или другими растворителями.
5.1.8. Для уменьшения перегрева и обеспечения оптимальных механических свойств и коррозионной стойкости сварку соединений небольшой толщины (менее 8 мм) необходимо вести при максимально возможной скорости.
5.1.9. При многослойной сварке каждый проход выполняют после охлаждения предыдущего до температуры ниже 100 °С и тщательной его зачистки.
5.1.10. Швы, обращенные к агрессивной среде, для повышения их коррозионной стойкости во всех возможных случаях, рекомендуется выполнять в последнюю очередь или за один проход.
При отсутствии такой возможности (односторонняя сварка сосудов малого диаметра и др.) следует принимать все возможные меры для уменьшения нагрева металла первого слоя шва последующими: охлаждение или наполнение сосуда водой, применение медных массивных подкладок, обдув воздухом, повышение скорости сварки, снижение силы тока, уменьшение диаметра электрода, сварка без поперечных колебаний.
5.1.11. Для предотвращения горячих трещин, особенно в сварных соединениях сталей с чистоаустенитной структурой (без d-феррита) большой толщины (10 мм и более), рекомендуется следующее:
- ручную дуговую и аргонодуговую сварку как плавящимся, так и неплавящимся электродом выполнять при минимальной длине дуги, без поперечных колебаний усиленными валиками;
- автоматическую сварку под флюсом производят на пониженных скоростях с минимальным числом проходов;
- кратеры швов должны быть тщательно заплавлены до получения выпуклого мениска или вышлифованы; выводить кратеры на основной металл запрещается;
- в случае вынужденного обрыва дуги до ее повторного возбуждения необходимо убедиться в отсутствии горячей кратерной трещины; при наличии трещины кратер удалить механическим способом;
- сварщики, допущенные к сварке сталей с полностью аустенитной структурой, должны быть обучены приемам борьбы с горячими трещинами;
- при проектировании сварных конструкций сталей с полностью аустенитной структурой необходимо во всех возможных случаях заменять угловые и тавровые соединения стыковыми;
- применять комбинированный способ сварки соединений большой толщины, при котором внутренние и внешние, не соприкасающиеся с агрессивной средой, слои шва выполняются электродами, обеспечивающими меньшую коррозионную стойкость, но повышенную стойкость металла шва против горячих трещин (в т.ч. и за счет наличия ферритной фазы); при этом толщина слоя, обращенного к коррозионной среде, равноценного по коррозионной стойкости основному металлу, должна быть не менее 3 мм.
5.1.12. При сварке легко деформируемых конструкций в незакрепленном состоянии следует принимать технологические меры для предотвращения значительных деформаций: обратноступенчатый порядок сварки, поочередное выполнение слоев сварного шва с разных сторон и т.п.
5.2. Ручная дуговая сварка
5.2.1. Конструктивные элементы подготовленных кромок и размеры сварных швов должны соответствовать ГОСТ 5264, ГОСТ 11634, для труб - ГОСТ 16037 или другой действующей нормативной документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
5.2.2. В зависимости от марок стали и требований, предъявляемых к изделиям, сварку и прихватку выполнять электродами, указанными в табл. 20.
Таблица 20. Электроды для сварки коррозионностойких сталей аустенитного и аустенитно-ферритного классов
|
Марка стали |
Требования по стойкости против межкристаллитной коррозии |
|
||||||
|
Нет |
Есть |
|
||||||
|
Тип электрода по ГОСТ 10052 |
Марка электрода |
Температура стенки |
Тип электрода по ГОСТ 10052 (марка ТУ) |
Марка электрода |
Температура стенки |
|
||
|
12Х18Н9Т 12Х18Н10Т 08Х18Н10Т 12Х18Н9ТЛ 08Х18Н12Б 12Х18Н12Т |
Э-04Х20Н9 |
АНВ-32 ОЗЛ-36 |
До 450 °С |
Э-08Х20Н9Г2Б |
ЦЛ-11 ЗИФ-9 |
До 450 °С, при этом от 350 °С до 450 °С после стабилизирующего отжига |
|
|
|
Э-07Х20Н9 |
ОЗЛ-8 АНВ-29 |
До 610 °С |
Э-08Х19Н10Г2Б |
ЦТ-15 |
До 610 °С, свыше 350 °С после стабилизирующего отжига |
|
||
|
08Х18Н10 |
Э-04Х20Н9 Э-07Х20Н9 |
АНВ-32 ОЗЛ-36 ОЗЛ-8 ОЗЛ-12 |
До 610 °С |
Э-04Х20Н9 |
АНВ-32 ОЗЛ-36 |
До 350 °С с предварительным подтверждением стойкости против межкристаллитной коррозии |
|
|
|
03Х18Н11 02X18H11 |
Э-02Х21Н10Г2 |
АНВ-34 ОЗЛ-22 |
До 450 °С |
Э-02Х21Н10Г2 |
АНВ-34 ОЗЛ-22 |
До 350 °С |
|
|
|
Э-02Х19Н9Б |
АНВ-13 |
Э-02Х19Н9Б |
АНВ-13 |
До 450 °С |
|
|||
|
03Х19АГ3Н10 |
Э-02Х19Н9Б |
АНВ-13 |
До 450 °С |
Э-02Х19Н9Б |
АНВ-13 |
До 350 °С |
|
|
|
10Х14Н4Н4Т |
Э-03Х15Н9АГ4 |
АНВ-24 |
До 500 °С |
Э-08Х20Н9Г2Б |
ЦЛ-11 |
До 350 °С |
|
|
|
Э-10Х20Н9Г6С |
ЗИФ-1 |
|
||||||
|
Э-04Х20Н9 |
АНВ-32 ОЗЛ-36 |
|
||||||
|
10Х17Н13М2Т 10XI7H13M3T 12Х18Н12М3ТЛ 08Х17Н13М2Т |
Э-07Х19Н11М3Г2Ф |
ЭА-400/10У |
До 450 °С |
Э-07Х19Н11М3Г2Ф |
ЭА-400/10У |
До 350°С |
|
|
|
Э-02Х20Н14Г2М2 |
ОЗЛ-20 |
До 450 °С свыше 450 °С до 700 °С при условии содержания ферритной фазы не более 6 % |
|
|||||
|
Э-02Х19Н18Г5АМ3 |
АНВ-17 |
Э-09Х19Н10Г2М2Б |
НЖ-13 АНВ-36 |
|
||||
|
Э-09Х19Н11Г3М2Ф |
КТИ-5 |
|
||||||
|
08Х17Н15М3Т |
- |
- |
- |
Э-02Х19Н18Г5АМ3 |
АНВ-17 |
До 350 °С |
|
|
|
03Х17Н14М3 |
- |
- |
- |
04Х23Н27М3Д3Г2Б ТУ 14-4-715 |
ОЗЛ-17У |
До 350 °С |
|
|
|
03Х24Н25М3АГ3Д ТУ ИЭС 375 |
АНВ-37 |
|
||||||
|
03Х21Н21М4ГБ |
- |
- |
- |
03Х24Н25М3АГ3 ТУ ИЭС 376 04Х23Н27М3Д3Г2Б ТУ 14-4-715 |
АНВ-38 ОЗЛ-17У |
До 350 °С |
|
|
|
20Х23Н18 |
Э-10Х25Н13Г2 |
ЗИО-8 ОЗЛ-6 ЦЛ-25 |
До 1000 °С |
- |
- |
- |
|
|
|
08Х22Н6Т 08Х18Г8Н2Т |
Э-04Х20Н9 |
ОЗЛ-36 АНВ-32 |
До 300 °С |
Э-08Х20Н9Г2Б |
ЦЛ-11 Л38М ЗИФ-9 |
До 300°С |
|
|
|
Э-08Х19Н10Г2Б |
ЦТ-15 |
|||||||
|
Э-07Х20Н9 |
ОЗЛ-8 ОЗЛ-14 |
|||||||
|
08Х22Н7Г2Б ТУ 1273-088-00187197 |
ОЗЛ-40 |
|
||||||
|
08Х21116М2Т |
Э-02Х20Н14Г2М2 |
ОЗЛ-20 |
До 300 °С |
Э-09Х19Н10Г2М2Б |
НЖ-13 АНВ-36 |
До 300 °С |
|
|
|
Э-07Х20Н9 |
ОЗЛ-8 ОЗЛ-14 |
Э-07Х19Н11М3Г2Ф |
ЭА-400/10У ЭА-400/10Т |
|
||||
|
10Х20Н7М2Г2Б ТУ 1273-088-00187197 |
ОЗЛ-41 |
|
||||||
|
15Х181Н12С4ТЮ |
- |
- |
- |
Э-10Х17Н13С4 |
ОЗЛ-3 |
До 200 °С |
|
|
|
02Х8Н22С6 |
- |
- |
- |
03Х17Н14С5 ТУ 14-4-579 |
ОЗЛ-24 |
До 120 °С |
|
|
|
ПРИМЕЧАНИЯ: 1. Без индекса «Э» указаны типы электродов, не предусмотренные ГОСТ 10052. 2. По разрешению главного сварщика предприятия допускается применять электроды, предназначенные для сварки соединений, обладающих стойкостью против межкристаллитной коррозии, для сварки соединений, к которым не предъявляются требования по стойкости против межкристаллитной коррозии. |
|
|||||||
|
||||||||
5.2.3. Режим сварки рекомендуется выбирать с учетом данных табл. 21 и паспортных данных электродов.
5.2.4. При отсутствии таких данных рекомендуется установить режим пробной сваркой по характеристикам плавления электрода и формирования шва (ГОСТ 9466).
Таблица 21. Режимы сварки
|
Диаметр электрода, мм |
Сварочный ток, А, при положении шва |
||
|
нижнем |
вертикальном |
потолочном |
|
|
3 |
70 - 100 |
70 - 80 |
70 - 80 |
|
4 |
120 - 150 |
100 - 120 |
100 - 100 |
|
5 |
150 - 180 |
130 - 150 |
- |
5.2.5. Диаметр сварочного электрода принимают согласно указаниям табл. 22.
Таблица 22. Диаметры электродов
|
Толщина металла, мм |
Разделка кромок |
Порядковый номер слоя шва (прохода) |
Диаметр электрода, мм |
|
2 |
Без разделки |
1 |
3 |
|
3 |
|||
|
3 - 20 |
Односторонняя |
1 |
3 |
|
2, 3 |
3 - 4 |
||
|
4 и последующие |
4 - 5 |
||
|
14 и более |
Двусторонняя |
1 |
3 - 4 |
|
20 и более |
Односторонняя с криволинейным скосом кромок |
2 и последующие |
4 - 5 |
|
ПРИМЕЧАНИЕ: При толщине металла менее 3 мм, а также для обеспечения полного проплавления в первом слое односторонних швов большой толщины ручную дуговую сварку рекомендуется заменять аргонодуговой сваркой |
|||
5.2.6. Сварку высоколегированных коррозионностойких сталей выполняют на постоянном токе обратной полярности (плюс на электроде).
5.3. Автоматическая и полуавтоматическая сварка под слоем флюса
5.3.1. Конструктивные элементы подготовленных кромок и размеры сварных швов должны соответствовать ГОСТ 8713, ГОСТ 11533 или другой действующей нормативной документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией в соответствии с приложением 2 ПБ 10-115.
При выборе типов швов сварных соединений корпусных элементов сосудов и аппаратов рекомендуется пользоваться указаниями табл. 22.
5.3.2. В зависимости от требований, предъявляемых к сварным соединениям, применяют сварочные проволоки и флюсы, указанные в табл. 23.
5.3.3. С целью предотвращения охрупчивания металла шва сварочные материалы, предназначенные для выполнения сварных соединений, эксплуатирующихся при температуре выше 350 °С, должны обеспечивать в металле шва или наплавки содержание ферритной фазы согласно табл. 24.
При заказе сварочной проволоки для указанных целей необходимо регламентировать содержание в ней ферритной фазы в соответствии с указаниями ГОСТ 2246.
Таблица 23. Марки сварочной проволоки и флюсов для автоматической и полуавтоматической сварки коррозионностойких сталей
|
Марка стали |
Наличие требований по стойкости против межкристаллитной коррозии |
|||||
|
Нет |
Есть |
|||||
|
Марка проволоки, обозначение стандарта или технических условий |
Марка флюса, обозначение стандарта или технических условий |
Условия применения |
Марка проволоки, обозначение стандарта или технических условий |
Марка флюса, обозначение стандарта или технических условий |
Условия применения |
|
|
12Х18Н9Т 12Х18Н10Т 08Х18Н10Т |
Св-06Х19Н9Т Св-04Х19Н9 Св-01Х19Н9 |
АН-26С |
До 610 °С |
Св-07Х18Н9ТЮ; Св-05Х20Н9ФБС |
АН-26С |
До 610 °С, при этом от 350 °С до 610 °С после стабилизирующего отжига |
|
Св-08Х20Н9С2БТЮ ТУ 14-1-4981 |
До 350 °С |
|||||
|
08Х18Н12Б |
Св-07Х18Н9ТЮ Св-05Х20Н9ФБС |
АН-26С |
До 610 °С |
Св-05Х20Н9ФБС |
АН-26С |
До 350 °С Свыше 350 °С до 610 °С после стабилизирующего отжига |
|
03X18Н11 02X18Н11 |
- |
- |
- |
Св-01Х18Н10 ТУ 14-1-2795 Cв-01X19Н9 |
AН-18 |
До 450 °С |
|
10Х14Г14Н4Т |
Св-05Х15Н9Г6АМ ТУ 14-1-1595 |
АН-26С |
До 500 °С |
- |
- |
- |
|
10Х17Н13М2Т 10X17Н13М3Т 08X17H13M2T |
Св-06Х19Н10М3Т Св-04Х19Н11М3 |
АН-26С ГОСТ 9087; 48-ОФ-6 ОСТ 5.9206 |
- |
Св-06Х20Н11М3ТБ Св-08Х19Н10М3Б |
АН-26С 48-ОФ-6 ОСТ 5.9206 |
До 350 °С |
|
08Х17Н15М3Т |
Св-06Х10Н10М3Т Св-04Х19Н11М3 Св-01Х19Н18Г10АМ4 ТУ 14-1-4981 |
АН-26С ГОСТ 9087; 48-ОФ-6 ОСТ 5.9206 |
- |
Св-06Х20Н11М3ТБ Св-08Х19Н10М3Б |
АН-26С 48-ОФ-6 ОСТ 5.9206 |
|
|
03Х17Н14М3 |
- |
- |
- |
Св-01Х17Н14М2 ТУ 14-1-2795 Св-01Х19Н18Г10АМ4 ТУ 14-1-4981 |
АН-18 |
До 350 °С |
|
03Х21Н21М4ГБ |
- |
- |
- |
Св-01Х23Н28М3Д3Т |
||
|
08Х22Н6Т 08Х18Г8Н2Т |
Св-04Х19Н9 Св-06Х19Н9Т |
АН-26С |
До 300 °С |
Св-06Х21Н7БТ (ЭП-500) ТУ 14-1-4981; Св-07Х18Н9ТЮ; Св-05Х20Н9ФБС Св-08Х20Н9С2БТЮ ТУ 14-1-4981 |
АН-26С 48-ОФ-6 ОСТ 5.9206 |
До 300 °С |
|
08X21H6M2T |
Св-04Х19Н11М3 Св-06Х19Н10М3Т |
АН-26С 48-ОФ-6 ОСТ 5.9206 |
Св-08Х19Н10М3Б; Св-06Х20Н11М3ТБ Св-03Х24Н6АМ3 ТУ 14-1-4372 |
|||
|
ПРИМЕЧАНИЯ: 1. Применение сварных соединений из сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н13М2Т при температуре выше +600 °С должно быть согласовано со специализированной научно-исследовательской организацией. 2. Для сварки металла толщиной более 30 мм с требованиями стойкости против межкристаллитной коррозии срединные слои выполнять проволокой, предназначенной для сварки без требований стойкости против межкристаллитной коррозии, из-за возможности получения горячих трещин в процессе сварки высоколегированными проволоками. |
||||||
(Измененная редакция, Изм. № 1).
Таблица 24. Допускаемое содержание ферритной фазы в металле шва или наплавленном металле
|
Марка сварочной проволоки |
Температура эксплуатации соединения, °С |
Содержание ферритной фазы, %, не более |
|
Св-07Х18Н9ТЮ Св-07Х19Н10Б Св-07Х25Н13 Св-07Х25Н12ТЮ Св-04Х19Н11М3 Св-06Х19Н10М3Б Св-08Х19Н10М3Б Св-06Х19Н10М3Т Св-06Х19Н10М3ТБ |
до 350 |
не ограничивается |
|
свыше 350 до 450 |
10 |
|
|
свыше 500 до 550 |
8 |
|
|
свыше 550 |
6 |
|
|
Св-05Х20Н9ФБС Св-08Х20Н9С2БТЮ |
до 350 |
не ограничивается |
|
свыше 350 до 450 |
10 |
|
|
свыше 450 до 550 |
6 |
|
|
свыше 550 |
4 |
|
|
ПРИМЕЧАНИЯ: 1. Контроль ферритной фазы сварочных проволок, рекомендуемых настоящим разделом стандарта и не перечисленных в таблице, следует определять при наличии указаний в проекте или технических условиях на сосуд (сборочную единицу). 2. В зависимости от ответственности конструкций, температурных условий эксплуатации и предусмотренных мер по предотвращению последствий охрупчивания сварных соединений (проявляющегося в основном при снижении температуры) и технически обоснованных случаях допускается более высокое содержание ферритной фазы, в частности для сварных швов ненагруженных внутренних устройств. |
||
5.3.4. Для прихватки деталей при сборке применять электроды, указанные в табл. 19. Допускается выполнение прихватки аргонодуговой сваркой сварочными материалами, указанными в табл. 27.
5.3.5. Перед началом сварки необходимо удалить конец окисленной сварочной проволоки.
5.3.6. Режимы автоматической и полуавтоматической сварки под слоем флюса приведены в табл. 25 и 26.
ПРИМЕЧАНИЕ.
Приведенные режимы сварки можно скорректировать в зависимости от типа соединения, наличия разделки кромок, качества сборки, наличия или отсутствия подкладки, положения шва в пространстве и т.д.
Таблица 25. Режимы автоматической сварки под флюсом коррозионностойких сталей
|
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи сварочной проволоки, м/ч |
Величина вылета проволоки, мм |
|
5 - 8 |
4 |
520 - 550 |
32 - 34 |
35 |
49,5 |
40 - 50 |
|
10 |
4 - 5 |
560 - 600 |
34 - 36 |
35 |
55,5 |
40 - 50 |
|
12 |
4 - 5 |
625 - 650 |
34 - 38 |
31 |
60,0 |
40 - 50 |
|
14 |
4 - 5 |
650 - 675 |
36 - 38 |
31 |
64,0 |
40 - 50 |
|
16 |
4 - 5 |
700 - 725 |
36 - 38 |
25 |
70,0 |
40 - 50 |
|
18 |
5 |
725 - 750 |
38 - 40 |
25 |
75,0 |
40 - 50 |
|
20 |
5 |
725 - 750 |
38 - 40 |
25 |
75,0 |
40 - 50 |
|
22 - 50 |
5 |
750 - 775 |
38 - 42 |
25 |
81,0 - 95,0 |
40 - 50 |
Таблица 26. Режимы полуавтоматической сварки под флюсом коррозионностойких сталей
|
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи сварочной проволоки, м/ч |
Величина вылета проволоки, мм |
|
4 - 6 |
2 |
170 - 220 |
30 - 32 |
18 - 30 |
79 - 101 |
25 |
|
8 |
230 - 300 |
32 - 34 |
126 - 152 |
|||
|
10 |
300 - 360 |
34 - 36 |
191 - 250 |
|||
|
12 |
370 - 420 |
36 - 38 |
306 - 378 |
|||
|
14 - 20 |
430 - 460 |
38 - 40 |
472 |
|||
|
22 - 30 |
470 - 500 |
40 - 42 |
600 |
5.4. Сварка в среде защитных газов
5.4.1. Конструктивные элементы подготовленных кромок и размеры швов должны соответствовать ГОСТ 14771, ГОСТ 23518, для труб - ГОСТ 16037 или другой действующей нормативной документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией в соответствии с приложением 2 ПБ 10-115.
5.4.2. В качестве защитных газов следует применять аргон, гелий и их смеси, а также аргон или гелий с примесью кислорода (до 3 %) или углекислого газа (до 5 %) для улучшения стабильности дуги и формирования шва, повышения производительности сварки и др. технических целей.
Применение углекислого газа допускается для выполнения сварных соединений, работающих преимущественно в слабо коррозионных средах, в соответствии с указаниями настоящего раздела стандарта и документации на изделие.
Другие решения по применению защитных газов и их смесей могут быть предусмотрены соответствующей нормативной документацией, согласованной в установленном порядке.
5.4.3. В качестве присадочного материала применять сварочную проволоку, указанную в табл. 27.
Во всех целесообразных случаях (выполнение первого прохода с полным проплавлением, сварка тонкого металла и др.) рекомендуется применять сварку без присадочного металла. Сварные соединения, выполненные без присадочного металла, допускаются для эксплуатации в условиях, указанных в табл. 27, для сварных соединений данной марки стали, выполненных с применением любой из рекомендуемых марок сварочной проволоки.
5.4.4. В зависимости от конструктивных особенностей изделий, протяженности и конфигурации швов, а также оснащенности сварочным оборудованием и технологической оснасткой применяют следующие способы сварки:
- ручная дуговая сварка неплавящимся (вольфрамовым) электродам (в аргоне, гелии или их смеси), с присадочным металлом или без него;
- автоматическая сварка неплавящимся электродом (в аргоне, гелии или их смеси) с присадочным металлом или без него;
- полуавтоматическая и автоматическая сварка плавящимся электродом (в аргоне, гелии или их смеси, а также в углекислом газе в случаях, указанных в п. 5.4.2 и табл. 27).
5.4.5. При выборе метода сварки в среде защитных газов следует учитывать, что сварку неплавящимся электродом (ручную и полуавтоматическую) рационально применять при толщине металла 0,5 - 3,0 мм, а сварку плавящимся электродом при толщине от 2,5 мм и более.
Во всех возможных случаях следует отдавать предпочтение автоматической сварке, обеспечивающей наилучшее качество швов при высокой производительности.
5.4.6. Сварку неплавящимся вольфрамовым электродом (ручную и автоматическую) выполняют на постоянном токе прямой полярности (минус на электроде) или на переменном токе с наложением тока высокой частоты от осцилляторов (ОС-1, ОСП-3-1 или др.). Угол наклона вольфрамового электрода к свариваемому изделию должен составлять: при автоматической сварке - 75 - 80°, при ручной - 60 - 80°, а угол между электродом и присадочной проволокой - 90°.
5.4.7. Сварку плавящимся электродом (автоматическую и полуавтоматическую) выполняют на постоянном токе обратной полярности (плюс на электроде).
5.4.8. В качестве неплавящегося электрода следует применять прутки вольфрамовые лантанированные по ТУ 48-19-27, ГОСТ 23949.
Рабочий конец электрода должен быть заточен на конус на длине 10 - 15 мм. Электрод следует осматривать перед выполнением каждого прохода сварного шва и заменять (производить заточку) при обнаружении разрушения или загрязнений.
Таблица 27. Сварочные материалы для сварки в среде защитных газов коррозионностойких сталей
|
Марка стали |
Марка проволоки, обозначение стандарта или технические условия |
Защитный газ и обозначение стандарта |
Условия применения, температура эксплуатации сварных соединений |
|
|
Без требований стойкости против межкристаллитной коррозии |
При наличии требований стойкости против межкристаллитной коррозии |
|||
|
08Х18Н10 |
Св-04Х19Н9 Св-01Х19Н9 |
Аргон ГОСТ 10157 или смесь аргона с углекислым газом ГОСТ 8050 |
До 610 °С |
Не допускается |
|
12Х18Н9Т 12X18H10T 08X18H10T |
Св-01Х19Н9 Св-04Х19Н9 |
Аргон ГОСТ 10157 или смесь аргона с углекислым газом ГОСТ 8050 |
До 610 °С |
Не допускается |
|
Св-06Х19Н9Т Св-07Х19Н10Б Св-07Х18Н9ТЮ Св-05Х20Н9ФБС |
До 610 °С |
До 350 °С Свыше 350 °С до 610 °С после стабилизирующего отжига |
||
|
Св-08Х20Н9С2БТЮ ТУ 14-1-4981 |
Углекислый газ |
- |
До 350 °С |
|
|
08Х18Н12Б |
Св-06Х19Н9Т Св-07Х19Н10Б Св-07Х18Н9ТЮ Св-05Х20Н9ФБС |
Аргон |
До 610 °С |
До 350 °С |
|
03Х18Н11; 02Х18Н11 |
Cв-01X18H10 ТУ 14-1-2795 |
До 450 °С |
До 450 °С |
|
|
03Х19АГ3Н10 |
Cв-01X18H10 ТУ 14-1-2795 |
Аргон |
До 450 °С |
До 350 °С без требования равнопрочности сварных соединений основному металлу |
|
10Х14Г14Н4Т |
Св-05Х15Н9Г6АМ ТУ 14-1-1595 |
Аргон |
До 500 °С |
До 350 °С |
|
03Х21Н21М4ГБ |
Св-01Х23Н28М3Д3Т |
Аргон |
- |
До 350 °С |
|
08Х17Н15М3Т |
Св-01Х17Н14М2 ТУ 14-1-2795 |
|||
|
03Х17Н14М3 |
Св-01Х19Н18Г10АМ4 ТУ 14-1-4981 |
|||
|
08X21H6M2T 10Х17Н13М2Т 10Х17Н13М3Т 08X17H13M2T |
Cв-06X19H10M3T Св-06Х20Н11М3ТБ Св-08Х19Н10М3Б Св-01Х19Н18Г10АМ4 ТУ 14-1-4981 |
Аргон ГОСТ 10157 или смесь аргона с углекислым газом ГОСТ 8050 |
До 700 °С |
До 350 °С |
|
15Х18Н12С4ТЮ |
Св-15Х18Н12С4ТЮ ТУ 14-1-2795 |
Аргон |
- |
До 200 °С |
|
02X8H22C6 |
Св-02Х8Н22С6 ТУ 14-1-3233 Св-01Х12Н10С6Ц ТУ 14-1-3952 |
|||
|
015Х14Н19С6Б |
Св-01Х12Н10С6Ц (ЭК-76) ТУ 14-1-3952 |
Аргон |
- |
До 200 °С |
|
02X25Н22АМ2 |
Св-01Х19Н18Г10АМ4 (ЭП690) ТУ 14-1-4981 |
Аргон |
- |
До 350 °С |
|
08Х22Н6Т 08X18Г8H2T |
Св-06Х21Н7БТ ТУ 14-1-4981 Св-07Х19Н10Б Св-07Х18Н9ТЮ |
Аргон |
До 300 °С |
До 300 °С |
|
Св-04Х19Н9 Св-06Х19Н9Т |
||||
|
Св-08Х20Н9С2БТЮ ТУ 14.1-4981 |
Углекислый газ |
|||
|
08X21H6M2T |
Св-04Х19Н11М3 Св-06Х19Н10М3Т Св-06Х19Н10М3Б Св-08Х19Н10М3Б Св-06Х20НПМ3ТБ |
Аргон Гелий по ТУ 51-940 (высокой чистоты) |
До 300 °С |
До 300 °С |
|
10X23H18 20X23H18 |
Св-07Х25Н13 Св-08Х25Н20С2Р1 ТУ 14-1-4981 |
Аргон Гелий по ТУ 51-940 |
До 1000 °С |
- |
(Измененная редакция, Изм. № 2).
5.4.9. Для уменьшения степени окисления металла и получения качественного сварного шва процесс сварки в среде защитных газов следует вести с максимально возможной скоростью при минимальной поверхности сварочной ванны.
5.4.10. Перемещение электрода и присадочной проволоки в процессе сварки должно быть равномерно-поступательным. При ручной сварке допускаются возвратно-поступательные перемещения присадочной проволоки без вывода ее из зоны защитного газа. Поперечные колебания не рекомендуются.
5.4.11. Сварку следует вести без перерывов. В случае вынужденного перерыва перекрывать ранее наложенный шов на 10 - 20 мм.
5.4.12. После обрыва дуги по окончании сварки подачу защитного газа прекратить после некоторого остывания металла и электрода (через 5 - 10 с) для предупреждения недопустимого окисления.
5.4.13. Рабочее давление защитного газа рекомендуется в пределах 0,01 - 0,03 МПа.
5.4.14. При автоматической сварке неплавящимся электродом дугу возбуждать замыканием дугового промежутка графитовым или угольным стержнем. При ручной сварке предварительно разогревать электрод на графитовой или медной пластине, после чего дуга легко возбуждается на изделии без соприкосновения с металлом. Допускается не разогревать электрод при ручной сварке на постоянном токе, а возбуждать дугу легким прикосновением к изделию и последующим отводом электрода.
5.4.15. Режимы сварки в среде аргона приведены в табл. 28.
Примечание. Приведенные режимы сварки могут быть скорректированы в зависимости от типа соединения, наличия разделки кромок, качества сборки, наличия или отсутствия подкладки, положения шва в пространстве и т.д.
5.4.16. При изготовлении тонкостенных изделий (до 2 - 2,5 мм) рекомендуется производить сборку и сварку в специальных приспособлениях, уменьшающих коробление. Прихватку тонкостенных изделий следует выполнять преимущественно со стороны, противоположной основному шву. Шаг прихваток должен составлять при толщине металла до 3 мм - 30 - 70 мм, при толщине более 3 мм - 50 - 200 мм.
Таблица 28. Режимы сварки в среде аргона коррозионностойких сталей
|
Способ сварки |
Толщина свариваемого металла, мм |
Число проходов |
Диаметр проволоки, мм |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Расход аргона в горелку, л/мин |
|
Ручная дуговая неплавящимся электродом |
2 - 6 |
1 - 2 |
1,6 - 2,0 |
50 - 80 |
10 - 11 |
- |
6 - 8 |
|
6 - 12 |
2 - 6 |
2,0 - 3,0 |
80 - 120 |
10 - 11 |
8 - 10 |
||
|
12 - 20 |
6 - 16 |
3,0 - 4,0 |
120 - 200 |
10 - 11 |
10 - 12 |
||
|
Полуавтоматическая дуговая плавящимся электродом |
2,5 |
1 |
1,0 |
140 - 180 |
20 - 25 |
- |
6 - 8 |
|
3,0 |
1 |
1,0 - 1,6 |
150 - 260 |
6 - 8 |
|||
|
4,0 |
1 |
1,0 - 1,6 |
160 - 300 |
7 - 9 |
|||
|
6,0 |
1 - 2 |
1,6 - 2,0 |
220 - 320 |
9 - 12 |
|||
|
8,0 |
2 |
1,6 - 2,0 |
320 - 360 |
11 - 15 |
|||
|
10,0 |
2 |
2,0 |
290 - 380 |
12 - 17 |
|||
|
Автоматическая дуговая плавящимся электродом |
2,5 |
1 |
1,6 - 2,0 |
160 - 240 |
20 - 30 |
20 - 40 |
6 - 8 |
|
3,0 |
1 |
1,6 - 2,0 |
200 - 280 |
20 - 40 |
6 - 8 |
||
|
4,0 |
1 |
2,0 - 2,5 |
220 - 320 |
20 - 40 |
7 - 9 |
||
|
6,0 |
1 - 2 |
2,0 - 2,5 |
280 - 360 |
15 - 30 |
9 - 12 |
||
|
8,0 |
2 |
2,0 - 3,0 |
300 - 380 |
15 - 30 |
11 - 15 |
||
|
10,0 |
2 |
2,0 - 3,0 |
320 - 440 |
15 - 30 |
12 - 17 |
||
|
ПРИМЕЧАНИЕ: Режимы приведены для стыковых соединений со стандартной подготовкой кромок |
|||||||
5.5. Автоматическая сварка под слоем флюса с гранулированной присадкой
5.5.1. Настоящие рекомендации распространяются на сварку сталей 08Х18Н10Т, 12X18H10T, 12X18H9T, 08X18H10, 12Х18Н9, 03Х21Н21М4ГБ. Допускается использование настоящих рекомендаций для разработки технологии сварки других сталей.
5.5.2. Автоматическую сварку под слоем флюса с гранулированной металлической присадкой, засыпаемой в разделку кромок и зазор между кромками, рекомендуется применять с целью увеличения производительности процесса, а также как средство, способствующее повышению стойкости сварных соединений против горячих трещин.
5.5.3. Гранулированную присадку (крошку) изготовлять из сварочной проволоки диаметром 1,6 - 2,0 мм на металлорежущих (фрезерных и др.) станках с помощью соответствующих приспособлений и подающих механизмов. Длина гранул рекомендуется в пределах 1,5 - 2,5 мм.
5.5.4. В качестве материала для гранулированной металлической присадки применять сварочную проволоку марок, соответствующих маркам основного металла.
В качестве сварочных материалов применять сварочную проволоку и флюсы, указанные в табл. 23.
5.5.5. Конструктивные элементы подготовленных кромок и размеры сварных швов должны соответствовать табл. 29. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией в соответствии с приложением 2 ПБ 10-115.
5.5.6. Прихватку свариваемых кромок производить ручной дуговой или аргонодуговой сваркой с применением электродов или сварочных проволок указанных в табл. 20 и 27. Для стали 03Х21Н21М4ГБ предпочтительнее выполнять прихватку аргонодуговой сваркой. В случае необходимости дуговой прихватки применять электроды АНВ-28, ОЗЛ-17УП без ниобия в покрытии, а для стали 03Х21Н21М4ГБ - также электрод АНВ-17.
5.5.7. Сварку производить на постоянном токе обратной полярности. Режимы сварки принимают по табл. 30 с корректировкой применительно к конкретным производственным условиям путем пробной сварки и контроля качества соединений.
5.5.8. Вылет электрода при сварке устанавливать в пределах 30 - 40 мм.
5.5.9. Дозировку и засыпку металлической крошки производить специальными дозаторами, укрепленными на сварочном автомате. Допускается засыпать крошку вручную.
5.5.10. Первые проходы при автоматической сварке выполнять на флюсовой подушке, остающейся подкладке, по расплавляемой вставке или ручной подварке.
5.5.11. Для предотвращения снижения стойкости металла шва против межкристаллитной коррозии вследствие повторных нагревов предпочитать технологию сварки с минимальным числом проходов.
Таблица 28. Конструктивные элементы подготовки кромок и размеры сварных швов, выполненных автоматической сваркой с гранулированной присадкой (крошкой) коррозионностойких сталей
|
Условное обозначение (тип) шва |
Характеристика выполненного шва |
Конструкционные элементы |
Размеры, мм |
||||
|
подготовки кромок |
выполненного шва |
S = S1 |
h |
l = l1 |
g = g1 |
||
|
Ск1Л |
Стыковой двусторонний шов без скоса кромок на флюсовой подушке 1 - первый слой с крошкой 2 - второй слой без добавления крошки |
|
|
12 |
3 ± 1 |
22 ± 4 |
2,5 ± 1 |
|
14 |
|||||||
|
16 |
4 ± 1 |
25 ± 5 |
|||||
|
18 |
|||||||
|
20 |
5 ± 1 |
|
|||||
|
24 |
26 ± 6 |
||||||
|
30 |
6 ± 1,5 |
||||||
|
36 |
7 ± 1,5 |
30 ± 8 |
|||||
|
40 |
8 ± 1,5 |
||||||
|
45 |
9 ± 2 |
36 ± 10 |
|||||
|
50 |
10 ± 2 |
||||||
|
Ск2JI |
Стыковой односторонний шов без скоса кромок на флюсовой подкладке |
|
|
8 |
3 ± 1 |
20 ± 4 |
1,0 ± 1 |
|
11 |
|||||||
|
12 |
4 ± 1 |
22 ± 4 |
2,5 ± 1 |
||||
|
Ск3Л |
Стыковой двусторонний шов со скосом двух кромок с предварительной ручной подваркой 1 - ручная подварка; 2 - второй слой с крошкой; 3 - третий слой без крошки |
|
|
12 |
2 ± 1 |
16 ± 3 |
2,5 ± 1 |
|
14 |
16 ± 4 |
||||||
|
16 |
|
|
|||||
|
18 |
22 ± 5 |
||||||
|
20 |
|||||||
|
22 |
24 ± 5 |
||||||
|
24 |
|||||||
|
Ск4JI |
Стыковой двусторонний шов со скосом двух кромок с предварительной ручной подваркой 1 - ручная подварка с закаленной проволокой в зазор; 2 - второй слой с крошкой; 3 - третий слой с крошкой |
|
|
16 |
3 + 1 |
18 ± 4 |
|
|
18 |
20 ± 4 |
||||||
|
20 |
4 + 1 |
||||||
|
22 |
22 ± 4 |
||||||
|
24 |
|||||||
|
26 |
|||||||
|
28 |
|||||||
|
30 |
25 ± 5 |
||||||
|
36 |
|||||||
|
40 |
30 ± 6 |
||||||
|
45 |
|||||||
|
50 |
36 ± 8 |
||||||
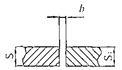
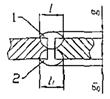
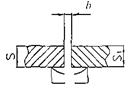
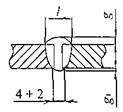
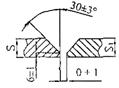
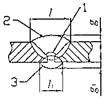
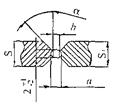
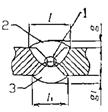
Таблица 30. Режимы автоматической сварки под флюсом аустенитных сталей с применением гранулированной присадки (крошки)
|
Условное обозначение табл. 29 |
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Номер слоя в шве |
Относительное количество крошки Gкр/Gпр |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
|
Ск1 |
12 |
4 |
1; 2 |
0,1; 0 |
510; 550 |
34 - 36 |
24; 26 |
|
14 |
0,15; 0 |
530; 590 |
34 - 36 |
24; 26 |
|||
|
16 |
0,2; 0 |
590; 650 |
36 - 38 |
22; 24 |
|||
|
18 |
5 |
1; 2 |
0,2; 0 |
700; 750 |
37 - 39 |
32; 34 |
|
|
20 |
0,25; 0 |
750; 800 |
38 - 40 |
30; 32 |
|||
|
25 |
0,25; 0 |
800; 850 |
39 - 41 |
28; 30 |
|||
|
30 |
0,3; 0 |
850; 900 |
40 - 42 |
24; 26 |
|||
|
36 |
0,35; 0 |
900; 950 |
41 - 43 |
24; 26 |
|||
|
40 |
0,4; 0 |
950; 1000 |
42 - 44 |
22; 24 |
|||
|
45 |
1050; 1100 |
44 - 46 |
22; 24 |
||||
|
50 |
1150; 1200 |
46 - 48 |
20; 22 |
||||
|
Ск2 |
8 |
3 |
1 |
0,1 |
480 |
30 - 34 |
22 |
|
10 |
4 |
1 |
0,15 |
630 |
32 - 34 |
22 |
|
|
12 |
0,2 |
650 |
32 - 34 |
20 |
|||
|
Ск3 |
12 |
4 |
2; 3 |
0,8; 0 |
530; 580 |
34 - 36 |
28; 30 |
|
14 |
1,0; 0 |
570; 630 |
36 - 38 |
25; 32 |
|||
|
16 |
1,2; 0 |
600; 680 |
36 - 38 |
24; 32 |
|||
|
18 |
5 |
2; 3 |
0,8; 0 |
700; 750 |
38 - 40 |
28; 32 |
|
|
20 |
1,0; 0 |
750; 800 |
38 - 40 |
28; 32 |
|||
|
22 |
1,1; 0 |
780; 830 |
38 - 40 |
26; 30 |
|||
|
24 |
1,2; 0 |
800; 850 |
38 - 40 |
26; 30 |
|||
|
Ск4 |
16 |
4 |
2; 3 |
0,8; 1,0 |
500; 550 |
36 - 38 |
28; 30 |
|
18 |
0,6; 0,8 |
550; 600 |
28; 30 |
||||
|
20 |
0,4; 0,6 |
550; 600 |
24; 28 |
||||
|
22 |
0,8; 1,0 |
600; 650 |
38 - 40 |
24; 26 |
|||
|
24 |
0,6; 0,8 |
650; 700 |
40 - 42 |
22; 24 |
|||
|
26 |
1,0; 1,2 |
700; 750 |
42 - 44 |
22; 24 |
|||
|
28 |
0,4; 0,6 |
650; 700 |
40 - 42 |
18; 20 |
|||
|
30 |
0,6; 0,8 |
700; 750 |
42 - 44 |
18; 20 |
|||
|
35 |
5 |
2; 3 |
0,6; 0,8 |
900; 950 |
24; 26 |
||
|
40 |
0,8; 1,0 |
900; 950 |
22; 24 |
||||
|
45 |
0,6; 0,8 |
1000; 1050 |
44 - 46 |
22; 24 |
|||
|
50 |
0,8; 1,0 |
1050; 1000 |
46 - 48 |
20; 22 |
|||
|
ПРИМЕЧАНИЕ: Gкр - количество засыпаемой крошки Gпр - количество расплавляемой проволоки |
|||||||
5.6. Электрошлаковая сварка
5.6.1. Конструктивные элементы подготовленных кромок и размеры сварных швов должны соответствовать ГОСТ 15164 или другой действующей нормативной документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией в соответствии с приложением 2 ПБ 10-115.
5.6.2. Собранные под сварку детали и сборочные единицы следует прихватывать электродами, которые применяют для ручной дуговой сварки данной стали.
5.6.3. При электрошлаковой сварке коррозионностойких сталей следует применять сварочные материалы, указанные в табл. 31.
5.6.4. Рекомендуемые режимы сварки коррозионностойких сталей указаны в табл. 32.
Таблица 31. Сварочные материалы при электрошлаковой сварке коррозионностойких сталей
|
Марка свариваемой стали |
Марка сварочной проволоки по ГОСТ 2246 |
Марка флюса |
Условия применения |
|
08Х18Н10Т 12X18Н9Т 12Х18Н10Т |
Св-04Х19Н9 Св-01Х19Н9 |
АН-26с по ГОСТ 9087 48-ОФ-6 по ОСТ 5-9206 или им равноценные. ФЦ-21 по ОСТ 24.948.02 |
До 610 °С при отсутствии требований по стойкости металла шва против межкристаллитной коррозии |
|
Св-07Х19Н10Б Св-05Х2СН9ФБС Св-06Х19Н9Т Св-08Х19Н9Ф2С2 |
АН-45 по ГОСТ 9087 АН-9 (АН-9У) ТУ ИЭС 201 ФЦ-18 по ОСТ 108.948.02 ФЦ-21 по ОСТ 24.948.02 |
До 350 °С при наличии требований против межкристаллитной коррозии. До 70 °С при отсутствии требований стойкости против межкристаллитной коррозии |
|
|
08Х17Н13М2Т 10X17H13M2T 10X17H13M3T |
Св-01Х19Н18Г10АМ4 (ЭП-690) по ТУ 14-1-4981 Св-03Х19Н15Г6М2АВ2 ТУ 14-1-1595 Св-06Х20Н11М3ТБ |
||
|
ПРИМЕЧАНИЕ: Стойкость сварных соединений против межкристаллитной коррозии обеспечивается в состоянии после сварки. |
|||
Таблица 32. Режимы электрошлаковой сварки коррозионностойких сталей
|
Толщина свариваемого металла, мм |
Сварочный ток, А на 1 электрод |
Напряжение, В |
Глубина шлаковой ванны, мм |
Сухой вылет электрода |
Скорость поперечных колебаний, м/ч |
Время выдержки у ползуна, с |
Скорость подачи проволоки, м/ч |
Количество электродов |
|
36 - 40 |
480 - 520 |
42 - 44 |
40 - 50 |
50 - 60 |
- |
- |
240 - 280 |
1 |
|
41 - 100 |
500 - 580 |
42 - 44 |
50 - 55 |
60 |
40 |
2 - 3 |
220 - 240 |
1 (2) |
|
102 - 200 |
350 - 420 |
44 - 46 |
55 |
60 - 65 |
30 - 40 |
3 - 4 |
200 - 220 |
2 (3) |
|
ПРИМЕЧАНИЕ: В скобках указано допускаемое количество электродов. Рекомендуемый диаметр электрода - 3 мм. |
||||||||
6. СВАРКА КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ ФЕРРИТНОГО И МАРТЕНСИТО-ФЕРРИТНОГО КЛАССОВ
6.1. При проектировании сварных конструкций и разработке технологического процесса сварки следует учитывать отличительные особенности стандартных марок (по ГОСТ 5632) хромистых сталей (особенно марок 08X17T и 15Х25Т) по табл. 33:
- высокий порог хладноломкости стали, находящийся обычно в области положительных температур;
- склонность к значительному охрупчиванию (дополнительному повышению порога хладноломкости) в околошовной зоне;
- низкая пластичность и вязкость металла шва, выполненного сварочными материалами аналогичного со сталью химического состава;
- невозможность устранения охрупчивания термической обработкой.
6.2. При назначении сталей для сварных конструкций в проектах должны быть учтены допускаемые условия по применению по ОСТ 26 291.
6.3. Конструктивные элементы подготовки кромок и размеры сварных швов должны соответствовать: для ручной дуговой сварки - ГОСТ 5264 и ГОСТ 11534, для автоматической дуговой сварки под флюсом - ГОСТ 8713 и ГОСТ 11533, для аргонодуговой сварки - ГОСТ 14771 и другой действующей нормативной документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
6.4. Материалы для сварки (электроды, флюс, сварочную проволоку) следует выбирать в зависимости от марки свариваемой стали, условий эксплуатации изделий и требований, предъявляемых к сварным соединениям (табл. 33).
6.5. Во избежание образования в сварных соединениях трещин сварку, гибку, правку и все операции, связанные с приложением ударных нагрузок, следует выполнять с подогревом до 150 - 250 °С.
6.6. Шлак в швах ферритных сталей обивают при температуре 100 - 150 °С во избежание растрескивания в зоне термического влияния.
6.7. Ручную сварку ферритных сталей выполняют короткой дугой без поперечных колебаний электрода в разделке.
6.8. При ручной аргонодуговой сварке стали 07Х16Н6 неплавящимся электродом в качестве присадочного металла использовать проволоку Св-03Х12Н9М2С-ВИ по ТУ 14-1-3013 для сварных соединений без последующей (после сварки) термической обработки и проволоку Св-07Х16Н6 по ТУ 14-1-997 для сварных соединений с последующей термической обработкой.
6.9. Сварные соединения стали 07Х16Н6 для предотвращения склонности к межкристаллитной коррозии и повышения прочности обязательно подвергают термической обработке: закалке при 1000 - 1050 °С в воде, обработка холодом при минус 70 °С в течение 2 ч и старению при 300 - 400 °С в течение 1 ч.
Таблица 33. Материалы, применяемые для сварки хромистых сталей ферритного и мартенсито-ферритного классов
|
Марка свариваемой стали |
Свойства сварных соединений |
Материалы для сварки |
|||
|
ручной дуговой |
аргонодуговой |
автоматической |
под флюсом |
||
|
Тип электрода по ГОСТ 10052 и марка электрода |
Проволока сварочная по ГОСТ 2246 |
Проволока сварочная по ГОСТ 2246 |
Флюс |
||
|
08X13 |
Равнопрочность (в том числе длительная прочность при температурах до 350 °С), без требования стойкости против межкристаллитной коррозии (в состоянии после сварки); пониженная пластичность и вязкость металла шва и сварных соединений |
Э-12Х13 (ЛМЗ-1, УОНИ-13/НЖ 12X13 АНВ-1 и др.) |
Св-12Х13 Св-08Х14ГНТ |
Св-12Х13 Св-08Х14ГНТ |
АН-18 АН-26с 48-ОФ-6 ОСТ 5.9206 |
|
08X13 08X17Т 14X17Н2 15Х25Т |
Пластичность металла шва; без требования стойкости против межкристаллитной коррозии |
Э-10Х25Н13Г2 (ОЗJI-6, ЦЛ-25, и др.) |
Св-07Х25Н13 Св-06Х25Н12ТЮ Св-08Х25Н13БТЮ |
Св-07Х25Н13 Св-06Х25Н12ТЮ Cв-08X25H13БТЮ |
АН-26с 48-ОФ-6 ОСТ 5.9206 АН-18 |
|
08X17T |
Стойкость против межкристаллитной коррозии в состоянии после сварки; низкая пластичность и вязкость шва и сварных соединений: жаростойкость до 800 °С |
Э-10Х17Т (УОНИ/10Х17Т) |
Св-10Х17Т |
Св-10Х17Т |
48-ОФ-6 ОСТ 5.9206 |
|
08X17T 15Х25Т |
Стойкость против общей и межкристаллитной коррозии, пластичность металла шва, низкая пластичность и вязкость околошовной зоны |
Э-10Х25Н13Г2Б (ЦЛ-У, ЗПО-7, ЗA-48M/22 и др.) 10Х20Н15ФБ (АНВ-9) 10Х20Н15Б (АНВ-10) Э-08Х20Н9Г2Б (ЦЛ-11) Э-10Х26Н13Г2Б (ЦЛ-9, АНВ-35) |
Св-06Х25Н12ТЮ Св-08Х25Н13БТЮ |
Св-06Х25Н12ТЮ Св-08Х25Н13БТЮ |
АН-26с 48-ОФ-6 ОСТ 5.9206 |
|
14Х17Н2 |
Равнопрочность (в том числе длительная прочность), без требования стойкости против межкристаллитной коррозии жаростойкость до температуры 800 °С при отсутствии требований пластичности, без термической обработки |
10X18H2 (АНВ-2) |
Св-08Х14ГНТ |
Св-08Х14ГНТ |
АН-26с 48-ОФ-6 ОСТ 5.9206 |
|
ПРИМЕЧАНИЕ: Без индекса «Э» указаны нестандартные типы электродов |
|||||
7. СВАРКА КОРРОЗИОННОСТОЙКИХ СПЛАВОВ НА ЖЕЛЕЗОНИКЕЛЕВОЙ ОСНОВЕ
7.1. Специальные требования
7.1.1. Сварные соединения сплавов 06ХН28МДТ, 03ХН28МДТ и ХН30МДБ должны отвечать требованиям по стойкости против межкристаллитной коррозии и испытаны по методу В и ВУ ГОСТ 6032.
7.1.2. Сплавы марок 06ХН28МДТ, 03ХН28МДТ и ХН30МДБ обладают склонностью к образованию горячих трещин в металле сварного шва, поэтому при отработке технологического процесса сварки сплавов металл сварного шва должен быть испытан на стойкость против горячих трещин в соответствии с ГОСТ 26389.
7.1.3. В соответствии с п. 3.11.3 ОСТ 26 291 в металле сварных швов сплавов 06Н28МДТ и 03ХН28МДТ допускаются микронадрывы протяженностью не более 2 мм (по согласованию со специализированной научно-исследовательской организацией).
7.1.4. Основными мерами и технологическими приемами предотвращения горячих трещин сплавов являются:
- усовершенствование конструкций сварных соединений, в т.ч. поиск возможности замены угловых и тавровых соединений на стыковые с разделкой;
- возможное уменьшение толщины свариваемых деталей, общей толщины шва и количества проходов;
- выполнение сварки специально подготовленными сварщиками;
- сварку следует выполнять многослойно, узкими валиками ограниченного компактного сечения без поперечных колебаний электрода с возможно большей скоростью;
- при возможности применять композитные швы с переменным химсоставом по сечению шва;
- для предотвращения дефектов сварочную проволоку непосредственно перед сваркой необходимо зачистить шкуркой до металлического блеска и промыть ацетоном или другими растворителями;
- при многослойной сварке каждый проход выполняют после охлаждения предыдущего до температуры ниже 100 °С;
- поверхность каждого наплавленного валика перед наложением последующего слоя зачищать механическим способом (рекомендуется абразивным кругом или щетками из нержавеющей стали) и обезжирить;
- швы, обращенные к агрессивной среде, для повышения их коррозионной стойкости во всех возможных случаях, рекомендуется выполнять в последнюю очередь или за один проход;
- тщательная заварка кратеров швов и прихватка швов до образования выпуклой поверхности. Выводить кратеры на основной металл запрещается;
- угловые и тавровые швы предпочтительно выполнять с разделкой и полным проплавлением без конструктивного зазора, что исключает возможность образования сквозных горячих трещин;
- для исключения трещин в кратерах необходимо обеспечить их полное заполнение с образованием выпуклой поверхности.
7.1.5. Для предотвращения горячих трещин следует:
- ручную дуговую и аргонодуговую сварку как плавящимся, так и неплавящимся электродом рекомендуется выполнять при минимальной длине дуги, без поперечных колебаний;
- автоматическую сварку под флюсом производят на пониженной скорости с минимальным числом проходов;
- в случае вынужденного обрыва дуги до ее повторного возбуждения необходимо убедиться в отсутствии горячей кратерной трещины; при наличии такой трещины кратер удалить механическим способом.
7.2. Ручная дуговая и автоматическая сварка
7.2.1. Конструктивные элементы подготавливаемых кромок и размеры сварных швов должны соответствовать ГОСТ 5264 и ГОСТ 11534, для труб - ГОСТ 16037 или другой действующей нормативной документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
7.2.2. Сварку и прихватку выполнять электродами, указанными в табл. 34.
7.2.3. Режим сварки должен соответствовать указаниям паспортов, технических условий или этикеток на электроды. При отсутствии таких данных рекомендуется установить режим пробной сваркой по характеристикам плавления электрода и формирования по ГОСТ 9466 принимая силу сварочного тока в пределах, указанных в табл. 35.
Таблица 34. Сварочные материалы для сварки корозионностойких сплавов на железоникелевой основе
|
Марка свариваемых сплавов |
Тип электродов по ГОСТ 10052 (марка электрода) |
Марка сварочной проволоки, технические условия |
Допускаемая температура эксплуатации, °С |
|
06ХН28МДТ 03ХН28МДТ |
03Х24Н25М3АГ3Д (АНВ-37) ТУ ИЭС 375 04Х23Н27М3Д3Г2Б (ОЗЛ-17У) ТУ 14-4-715 04X23Н26М3Д3Г2Б (ОЗЛ-37-2) ТУ 14-4-1276 |
Св-01Х23Н28М3Д3Т (ЭП516) ГОСТ 2246 Св-03Х25МДГБ (ЭП-978) ТУ 14-1-2571 |
До 350 °С |
|
ХН30МДБ |
Св-ХН30МДБ-ВИ (ЭК-77-ВИ) ТУ 14-1-4998 |
До 350 °С |
|
|
ХН32Т |
Э27Х15Н35В3Г2Т2 (КТИ-7А) |
Св-30Х15Н35В3Б3Т |
До 900 °С |
Таблица 35. Режим сварки
|
Диаметр электродов, мм |
Сварочный ток, А, при положении шва |
||
|
нижнем |
вертикальном |
потолочном |
|
|
3 |
70 - 100 |
70 - 80 |
70 - 80 |
|
4 |
120 - 150 |
100 - 120 |
100 - 100 |
|
5 |
150 - 180 |
130 - 150 |
- |
7.2.4. Диаметр сварочного электрода применяют согласно указаниям табл. 36.
Таблица 36. Диаметры электродов
|
Тол шина металла, мм |
Разделка кромок |
Порядковый номер слоя шва (прохода) |
Диаметр электрода, мм |
|
2 |
Без разделки |
1 |
3 |
|
3 |
|||
|
3 - 20 |
Односторонняя |
1 |
3 |
|
2, 3 |
3 - 4 |
||
|
4 и последующие |
4 - 5 |
||
|
14 и более |
Двусторонняя |
1 |
3 - 4 |
|
20 и более |
Односторонняя с криволинейным скосом кромок |
2 и последующие |
4 - 5 |
|
ПРИМЕЧАНИЕ: При толщине металла менее 3 мм, а также для обеспечения полного проплавления в первом слое односторонних швов большой толщины ручную дуговую сварку рекомендуется заменять аргонодуговой сваркой. |
|||
7.2.5. Сварку сплавов выполняют на постоянном токе обратной полярности (плюс на электроде).
7.2.6. Автоматическую сварку выполняют по конструктивным элементам подготовленных кромок и размерам сварных швов в соответствии с ГОСТ 8713, ГОСТ 11533 или другой действующей нормативной документацией и чертежами.
7.2.7. Марки сварочной проволоки для автоматической сварки сплавов марок 03ХН28МДТ и 06ХН28МДТ принимают согласно табл. 37.
Таблица 37. Сварочные материалы для автоматической сварки коррозионностойких сплавов на железоникелевой основе
|
Марка свариваемой стали |
Марка проволоки по ГОСТ 2246 |
Марка флюса |
Допускаемая температура эксплуатации и условия применения |
|
|
Без требований стойкости против межкристаллитной коррозии |
При наличии требований стойкости против межкристаллитной коррозии |
|||
|
03ХН28МДТ (ЭП-516) 06ХН28МДТ (ЭИ-943) |
Св-01Х24Н25Г7АМ3Д (ЭК-75) ТУ 14-1-3939 Св-03ХН25МДГБ (ЭП-978) ТУ 14-1-2571 Св-01Х23Н28М3Д3Т |
АН-18 |
До 350 °С |
|
7.2.8. Автоматическую сварку сплавов 06ХН28МДТ и 03ХН28МДТ под слоем флюса с гранулированной присадкой следует выполнять в соответствии с указанием и рекомендациями, изложенными в разделе 5.5 настоящего отраслевого стандарта.
7.2.9. Для прихватки деталей при сборке применять электроды, указанные в табл. 33. Допускается выполнение прихватки ручной аргонодуговой сваркой с применением сварочной проволоки, приведенной в табл. 34. Перед началом сварки необходимо удалить конец окисленной сварочной проволоки.
7.2.10. Режимы автоматической сварки под слоем флюса приведены в табл. 38.
Таблица 38. Режимы автоматической сварки под флюсом высоколегированных коррозионностойких сталей на железоникелевой основе
|
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи сварочной проволоки, м/ч |
Скорость вылета проволоки, мм |
|
5 - 8 |
4 |
520 - 550 |
32 - 34 |
35 |
49,5 |
40 - 50 |
|
10 |
4 - 5 |
560 - 600 |
34 - 36 |
35 |
55,5 |
40 - 50 |
|
12 |
4 - 5 |
625 - 650 |
34 - 38 |
31 |
60,0 |
40 - 50 |
|
14 |
4 - 5 |
650 - 675 |
36 - 38 |
31 |
64,0 |
40 - 50 |
|
16 |
4 - 6 |
700 - 725 |
36 - 38 |
25 |
70,0 |
40 - 50 |
|
18 |
5 |
725 - 750 |
38 - 40 |
25 |
75,0 |
40 - 50 |
|
20 |
5 |
725 - 750 |
38 - 40 |
25 |
75,0 |
40 - 50 |
|
22 - 50 |
5 |
750 - 775 |
38 - 42 |
25 |
81,0 |
40 - 50 |
7.3. Аргонодуговая сварка
7.3.1. Ручную аргонодуговую сварку следует выполнять неплавящимся вольфрамовым электродом на постоянном токе прямой полярности.
7.3.2. В качестве неплавящегося электрода применять вольфрамовые прутки лантанированные по ТУ 48-19-27, ГОСТ 23949 диаметром 2, 3, 4 мм.
7.3.3. Вольфрамовые электроды должны быть заточены на острый конус на длине 10 - 15 мм (при диаметре 3 - 4 мм). Перед каждым проходом следует осматривать заточку и при обнаружении разрушения или загрязнения конца вольфрамового электрода заменять его или производить восстановление заточки.
При сварке угол наклона вольфрамового электрода по отношению к изделию должен составлять 60 - 70°, а угол присадочной проволоки - 90°.
7.3.4. В качестве защитных газов применять аргон высшего или первого сорта по ГОСТ 10157.
7.3.5. Сварочную проволоку использовать для сварки согласно табл. 34.
7.3.6. Кромки под сварку после резки на ножницах и рубки заготовок в штампах, механически обработать на глубину не менее для толщины листа: S - 1 - 3 мм - 1S; 3 - 8 мм - 0,8S, 6 - 10 мм - 0,6S, 10 - 20 мм - 0,5S, а после плазменной резки на глубину не менее 2 мм от максимальной впадины.
7.3.7. При выполнении первого (корневого) прохода необходимо обеспечить полное проплавление кромок с образованием обратного валика. Рекомендуется первый (корневой) шов выполнять без присадочного металла или с присадочной проволокой, указанной в табл. 34, с одним или двумя слоями проволокой диаметром 2 мм.
7.3.8. Для ограничения насыщения газами и формирования корня шва необходимо обеспечить отвод тепла и защиту обратной стороны шва медными подкладками и поддувом аргона.
В случае недостаточной защиты корня шва, обязательно его удаление (зачистка) с наложением подварочного шва.
7.3.9. Режимы аргонодуговой сварки приведены в табл. 39.
Таблица 39. Режимы аргонодуговой сварки коррозионностойких сплавов на железоникелевой основе
|
Толщина свариваемого металла, мм |
Форма подготовки кромок и характер выполнения шва |
Число проходов |
Диаметр, мм |
Сварочный ток, А |
Расход аргона, л/мин |
||
|
вольфрамового электрода |
сварочной проволоки |
на горелку |
на защиту обратной стороны шва |
||||
|
2 - 4 |
Без скоса кромок, односторонний и двусторонний |
1 - 2 |
2,0 |
1,6 - 2,0 |
50 - 80 |
6 - 8 |
2 - 3 |
|
4 - 8 |
Со скосом двух кромок, односторонний и двусторонний |
2 - 6 |
2,0 - 3,0 |
2,0 - 3,0 |
80 - 120 |
8 - 10 |
4 - 6 |
|
10 - 20 |
С двумя симметричными скосами двух кромок, двусторонний |
6 - 16 |
3,0 - 4,0 |
3,0 - 4,0 |
120 - 200 |
10 - 12 |
4 - 6 |
|
ПРИМЕЧАНИЕ: Режимы приведены для стыковых соединений со стандартной подготовкой кромок для ручной аргонодуговой сварки неплавящимся электродом |
|||||||
8. СВАРКА ДВУХСЛОЙНЫХ СТАЛЕЙ
8.1. Рекомендуемые для химического машиностроения сочетания марок основного и плакирующего слоев двуслойной стали, поставляемой по ГОСТ 10885, приведены в табл. 40.
8.2. Для изготовления аппаратов, работающих в агрессивных средах, с целью облегчения условий сварки и повышения коррозионной стойкости сварных соединений двухслойные листы толщиной от 11 до 21 мм должны применяться с повышенной толщиной плакирующего слоя (до 3,0 - 4,0 мм) в соответствии с условиями ГОСТ 10885. Данное требование в случае необходимости должно быть оговорено в документации на изделие и в заказе на двухслойную сталь.
8.3. При выборе класса сплошности сцепления слоев двухслойного листа по ГОСТ 10885 рекомендуется пользоваться табл. 41.
8.4. Типы и конструктивные элементы разделки кромок и швов сварных соединений двухслойной стали должны удовлетворять требованиям ГОСТ 16098 и РТМ 26-168. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
Таблица 40. Сочетания марок стали основного и плакирующего слоев двухслойных листов
|
Марки стали плакирующего слоя |
Марки стали основного слоя металла |
||||||
|
Ст3сп |
20К |
16ГС |
09Г2 |
09Г2С |
12МХ |
12ХМ |
|
|
08X22Н6T |
- |
+ |
|||||
|
08Х18Н10Т |
+ |
- |
- |
+ |
|||
|
12X18Н10T |
+ |
+ |
+ |
+ |
+ |
- |
|
|
10X17H13M2T |
- |
+ |
+ |
||||
|
10X17H13M3T |
+ |
- |
|||||
|
08Х17Н15М3Т |
+ |
+ |
+ |
||||
|
06ХН28МДТ |
+ |
- |
- |
||||
|
08X13 |
- |
+ |
- |
- |
- |
||
|
08X17Т |
+ |
||||||
|
15Х25Т |
- |
||||||
|
ПРИМЕЧАНИЕ: Знак «+» - двухслойные листы поставляются без согласования потребителя с изготовителем. Знак «-» - двухслойные листы поставляются по согласованию потребителя с изготовителем. |
|||||||
5.5. Методы резки, подготовки кромок под сварку и их зачистки перед сваркой должны отвечать тем же требованиям, которые предъявляются к подобным методам, применяемым при обработке коррозионностойких сталей, аналогичных маркам плакирующего слоя.
Технологическим процесс термической и механической резки и обработки кромок двухслойной стали должен предусматривать меры, предотвращающие отрыв (отделение) плакирующего слоя от основного.
8.6. Подготовленные под сварку кромки должны быть осмотрены или проконтролированы ультразвуком на отсутствие расслоений. Детали с обнаруженным расслоением могут быть забракованы, допущены к сварке после исправления или оставлены без исправления по решению технической службы предприятия-изготовителя в зависимости от размеров расслоения, рабочих условий изделия и требований нормативной документации.
Технология исправления расслоения должна быть согласована с технологическим институтом отрасли (ВНИИПТХИМНЕФТЕАППАРАТУРЫ) или другой специализированной научно-исследовательской организацией, указанной в приложении 2 ПБ 10-115.
Схема разделки двухслойной стали под сварку в зависимости от его толщины представлены на рисунке 9.
8.7. Сборка деталей под сварку должна производиться с соблюдением требований ОСТ 26 291. Прихватка производится с применением электродов и режимов, установленных для сварки основных швов. Прихватку рекомендуется выполнять со стороны основного слоя (низкоуглеродистой или низколегированной стали).
8.8. Если прихватки не являются несущими в период транспортирования и изготовления изделия, они могут быть выполнены в один проход длиной 30 - 50 мм с расстоянием между ними - 25 - 30 толщин свариваемых элементов. Размеры прихваток, воспринимающих внешние нагрузки, должны быть определены расчетом. Приварка усиливающих технологических планок допускается со стороны основного слоя.
8.9. Сварка двухслойной стали может выполняться способами, технологические схемы которых по группам приведены в табл. 42.
Группа I - двухсторонняя сварка перлитными и аустенитными сварочными материалами - рекомендуется в качестве наиболее распространенной группы исполнения при толщине металла 8 мм и более.
Таблица 41. Рекомендации по применению (заказу) двухслойных сталей различных классов сплошности сцепления слоев по ГОСТ 10885
|
Класс сплошности сцепления слоев по ГОСТ 10885 |
Применение в химоборудовании по |
||
|
условиям эксплуатации |
технологии изготовления |
условиям поставки |
|
|
1. |
1. Детали, подвергающиеся значительным нагрузкам, направленным на отрыв плакирующего слоя (например, трубные решетки, днища и др. детали, к плакирующему слою которых привариваются нагруженные устройства). 2. Сосуды и аппараты, работающие в циклическом температурном режиме при колебании температур во время эксплуатации более 50 °С. 3. Аппараты, работающие при вакууме с остаточным давлением ниже 50 мм рт. ст. 4. Сосуды, аппараты и их элементы, в которых расслоения затрудняют теплоотдачу. 5. В соответствии с требованиями п. 2.2.5. ОСТ 26 291 |
Детали сосудов и аппаратов, подвергающиеся в процессе изготовления нагрузкам, вызывающим сдвиг, разрыв или выпучивание плакирующего слоя (например, штампованные днища; корпуса, подвергаемые отпуску и др.) |
1. Аппараты, поставляемые на экспорт. 2. В соответствии с требованиями технического проекта или другой нормативной документации. |
|
2 и 3 |
Сосуды и аппараты 2, 3, 4 и 5а групп по ОСТ 26 291 и их детали, не вошедшие по условиям применения |
||
|
Любого класса и без контроля |
Сосуды и аппараты 5б группы по ОСТ 26 291 |
||
|
ПРИМЕЧАНИЕ: В готовых изделиях допускаются расслоения, более допустимых по I классу, если они при выполнении технологических операций не приводят к перечисленным дефектам и не противоречат требованиям для условий эксплуатации и поставки оборудования из двухслойного проката I класса сплошности сцепления слоев. |
|||
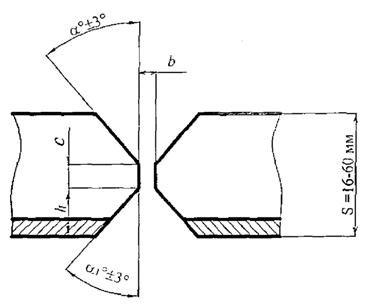
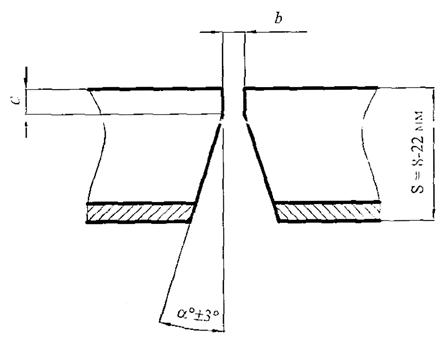
Размеры конструктивных элементов (b; с; h; a; a1) - согласно ГОСТ 16098
Рисунок 9. Схема разделки кромок под сварку двухслойной стали в зависимости от ее толщины
Группа II - односторонняя сварка полностью аустенитными сварочными материалами - рекомендуется в случае доступности сварки только со стороны основного слоя.
Группа III - двухсторонняя сварка полностью аустенитными сварочными материалами - рекомендуется при толщине двухслойной стали 14 мм и менее (в особенности, при толщине менее 8 мм): по маркам двухслойной стали применение этой группы способов ограничивается наличием сварочных материалов, способных обеспечить требуемый комплекс механических, технологических свойств и коррозионную стойкость.
8.10. Определение возможной группы исполнения швов, предусмотренных ГОСТ 16098, производить по табл. 43.
8.11. Для сварки двухслойных сталей в зависимости от группы исполнения сварных швов должны применяться сварочные материалы, указанные в табл. 44 и 45.
8.12. В случаях, когда в табл. 42, 44 и 45 указано требование по ограничению проплавления, в технологическом процессе сварки должны быть предусмотрены меры, ограничивающие глубину проплавления и, соответственно, степень разбавления металла шва свариваемым металлом (в том числе металлом предыдущего слоя шва): пониженная сила сварочного тока, увеличенная скорость сварки, специальные методы сварки (ленточным электродом, двумя электродами) и др.
8.13. Предусмотренные технологией режимы сварки и количество плакирующих слоев шва должны обеспечить необходимую стойкость против межкристаллитной коррозии по ГОСТ 6032, а также содержание в плакирующем слое шва основных легирующих элементов - хрома, никеля, молибдена и др. (в зависимости от марки стали) или сварочном материале, допущенном к сварке в установленном порядке.
Указанные выше требования по химическому составу относятся к плакирующему слою шва толщиной не менее, чем меньшая из величин: толщина плакирующего слоя двухслойной стали и прибавка толщины стенки на коррозию, предусмотренная в проекте.
8.14. Достаточность мер, предусмотренных технологией для выполнения требований п.п. 8.11 и 8.12, определяется испытаниями при отработке технологического процесса.
Основанием для допуска технологии в производство должны служить положительные результаты механических испытаний, твердости, макро - микроструктурного и химического (или спектрального) анализа сварных соединений.
8.15. Нормы механических свойств и твердости должны быть приняты по ОСТ 26 291. Твердость переходного шва не должна превышать 220 НВ.
Твердость должна быть проверена на макрошлифах. В структуре всех слоев сварного шва независимо от группы исполнения не допускается наличие мартенсита (или ему подобных структур, являющихся признаком хрупкости металла шва).
8.16. В применяемом способе сварки допускается комбинировать различные виды сварки: ручную дуговую, автоматическую и полуавтоматическую дуговую под флюсом и в защитных газах и электрошлаковую.
8.17. Для выбора оптимальных сварочных материалов из рекомендуемых табл. 44 и 45 для переходного слоя группы исполнения I, основного слоя группы исполнения II и основного и плакирующего слоев группы III в соответствии с режимами и местными условиями сварки на предприятии-изготовителе изделия рекомендуется пользоваться данными табл. 46 о допускаемой степени разбавления для различных марок сварочных материалов, при которых обеспечивается необходимая пластичность металла.
8.18. Сварку двухслойных сталей с основным слоем из сталей 12ХМ, 12МХ необходимо выполнять с предварительным и сопутствующим подогревом, а также последующей термической обработкой в соответствии с нормативной документацией по сварке этих сталей (раздел 4).
Таблица 42. Группа способов исполнения сварных швов двухслойных сталей
|
Группа исполнения |
Характеристика слоев сварного шва |
||||||
|
Расположение и последовательность выполнения слоев |
Сторона, с которой выполняются слои |
Номер слоя |
Название (назначение) слоя |
Структурный класс металла |
Рекомендуемое количество слоев |
Особые условия выполнения |
|
|
I. |
|
|
1 |
Подварочный или основной |
Перлитный |
Не нормируется |
Не допускается проплавление плакирующего слоя двухслойной стали |
|
2 |
Основной или подварочный |
Перлитный |
Не нормируется |
Не допускается проплавление плакирующего слоя двухслойной стали |
|||
|
3 |
Переходный |
Аустенитный |
С ограниченным проплавлением S1 ³ о ³ 2/3S1 |
||||
|
I. |
|
|
4 |
Плакирующий |
Аустенитный |
Не менее 2 |
С ограниченным проплавлением b ³ S1 |
|
II. |
|
|
1 |
Плакирующий |
Аустенитный |
Не менее 2 |
1-й слой без проплавления основного слоя двухслойной стали; последующие слои - с ограниченным проплавлением |
|
II. |
|
|
2 |
Основной |
Аустенитный |
Не нормируется |
С ограниченным проплавлением |
|
III. |
|
|
1 |
Подварочный |
Аустенитный |
1 |
С проплавлением, регламентируемым в зависимости от химсостава сварочных материалов |
|
2 |
Основной |
Аустенитный |
Не нормируется |
||||
|
3 |
Плакирующий |
||||||
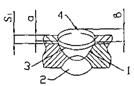

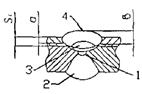

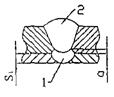

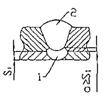



ПРИМЕЧАНИЯ:
1. В скобках взяты номера слоев, которых в отдельных способах может не быть.
2. Требование к размеру «о» действительно только для стыковых соединений.
3. Под слоем шва понимается один или несколько параллельно наплавленных валиков, полностью закрывающих разделку кромок; толщина слоя соответствует толщине валика.
Таблица 43. Группы способов исполнения сварных швов, предусмотренных ГОСТ 16098
|
Вид сварного соединения |
Группы исполнения |
||
|
I |
II |
III |
|
|
Типы сварных швов по ГОСТ 16098 |
|||
|
Стыковое |
С2; С3; С4; С5; С6*; С7; С8; С13; С14; C15; C16: С17; С18; С19; С20; С21; С22 |
С9; С10; С11; С12 |
С1; С6* |
|
Угловое |
У2; У3*; У4; У5; У6; У7; У8*; У9; У10; У11 |
У1* |
У1*; У2*; У8* |
|
Тавровое |
Т1*; Т3*; Т4; Т5 |
Т3 |
Т1*; Т3* |
|
ПРИМЕЧАНИЕ: Знаком «*» обозначены типы швов, выполнение которых возможно по двум группам. |
|||
Таблица 44. Электроды для двухслойных сталей
|
Группа способов сварки |
Слой шва |
Марка плакирующего слоя двухслойной стали |
Электроды |
|||||
|
Номер |
Название |
Тип электрода по ГОСТ 10052 |
Марка электрода, технические условия |
Условия применения |
||||
|
I |
1; 2 Основной |
Любая |
По рекомендации для стали основного слоя |
|||||
|
3 |
Переходный |
08X18H10T 12Х18Н10Т 08Х22Н6Т 08X13 |
Э-10Х25Н13Г2 |
ОЗЛ-6 и др. |
С ограниченным проплавлением основного слоя |
|||
|
08Х24Н25М3Г2 |
АНЖР-3У ТУ 14-168-23 |
С наплавкой толщиной не менее двух плакирующих слоев |
||||||
|
08Х24Н40М7Г2 |
АНЖР-2 ТУ 14-4-598 |
|||||||
|
I |
3 |
Переходный |
10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н15М3Т |
11Х15Н25М6АГ2 08X24H25M3Г2 Э-10Х25Н13Г2 Э-02Х19Н18Г5АМ3 |
ЭА395/9 ОСТ 5.9244 ОЗЛ-6 АНЖР-3У ТУ 14-168-23 |
|||
|
I |
3 |
Переходный |
06ХН28МДТ |
08Х24Н40М7Г2 03X23Н27М3Д3Г2 |
АНЖР-2 ТУ 14-4-598 ОЗЛ-17уП |
|||
|
04X23Н27М3Д3Г2Ф |
АНВ-28 |
|||||||
|
I |
4 |
Плакирующий |
08Х18Н10Т 12Х18Н10Т |
Э-04Х20Н9 Э-07Х20Н9 Э-10Х25Н13Г2 |
ОЗЛ-36 ОЗЛ-8, АНВ-29 ОЗЛ-6 |
Без требования стойкости против межкристаллитной коррозии |
||
|
Э-08Х20Н9Г2Б Э-08Х19Н10Г2Б Э-10Х25Н13Г2Б |
ЦЛ-11 ОЗЛ-7 ЦТ-15, АНВ-23 ЦЛ-9 |
Для температуры более 350 °С без требования стойкости против межкристаллитной коррозии |
||||||
|
I |
4 |
Плакирующий |
08X13 |
Э-10Х25Н13Г2 |
ОЗЛ-6 |
Без требования стойкости против межкристаллитной коррозии |
||
|
Э-08Х24Н40М7Г2 |
АНЖР-2 ТУ 14-4-598 |
|||||||
|
08X17T 15X25T |
08Х20Н15ФБ 10Х20Н15Б Э-10Х25Н13Г2 Э-10Х25Н13Г2Б Проволока 08Х20Н15ФБЮ (ЭП-444) |
АНВ-9 АНВ-10 |
Более 350 °С без требования по межкристаллитной коррозии |
|||||
|
10X17H13M2T 10X17H13M3T |
07Х19Н11М3Г2Ф Э-09Х19Н10Г2М2Б |
ЭА-400/10У ОСТ 5.9244 НЖ-13 |
Более 350 °С без требования по межкристаллитной коррозии; более 450 °С с содержанием феррита не более 6 % |
|||||
|
I |
4 |
Плакирующий |
08X17H15M3T |
07Х19Н11М3Г2Ф Э-09Х19Н10Г2М2Б |
ЭА-400/10У ОСТ 5.9244 НЖ-13 |
Если допускается ферритная фаза. Не менее двух слоев при подтверждении стойкости против межкристаллитной коррозии предварительными испытаниями |
||
|
08X17HI5M3T |
Э-02Х19Н18Г5АМ3 Э-02Х20Н14Г2М2 |
AHB-I7 ОЗЛ-20 |
||||||
|
06ХН28МДТ |
03Х23Н27М3Д3Г2Б 03X23Н26М3Д3Г2Ф 04X23Н26М3Д3Г2Б |
ОЗЛ-17У АНВ-28 АНВ-37 ОЗЛ-37-2 |
До 350 °С. Не менее двух слоев |
|||||
|
II |
1 |
Плакирующий |
08X18H10T 12X18H10Т 15X25T 08X17T |
Э-10Х25Н13Г2Б |
ЦЛ-9 |
Не менее двух слоев, более 350 °С без требования по межкристаллитной коррозии |
||
|
08X13 |
По рекомендациям для плакирующего слоя (4) группы I |
|||||||
|
10X17H13M2T 10Х17Н13М3Т |
Э-09Х19Н10Г2М2Б |
НЖ-13 |
Те же, что для плакирующего слоя 4 группы способов I; не менее двух слоев |
|||||
|
08X17H15M3T |
Э-02Х19Н18Г5АМ3 |
АНВ-17 |
||||||
|
06ХН28МДТ |
05Х23Н28М3Д3Б 03X23Н26М3Д3Г2Ф 03Х25Н25М3Д3Г2Б |
ОЗЛ-17 АНВ-28 ОЗЛ-37-2 |
||||||
|
II |
2 |
Основной |
Любая |
Те же, что для переходного слоя (3) группы I |
С ограниченным проплавлением плакирующего слоя |
|||
|
III |
2 |
Основной |
08X18H10T 12Х18Н10Т 15Х25Т 08Х17Т 08X13T |
11Х15Н25М6АГ2 |
ЭА-395/9 ОСТ 5.9244 |
С ограниченным проплавлением |
||
|
НИАТ-5 |
||||||||
|
Э-10Х20Н70Г2М2Б2В |
ОЗЛ-25Б |
- |
||||||
|
III |
2 |
Основной |
10X17H13M2T 10Х17Н13М3Т |
08X24Н40М7Г2 08Х25Н60М10Г2 |
АНЖР-2 ТУ 14-4-598 |
- |
||
|
АНЖР-1 ТУ 14-4-568 |
||||||||
|
III |
1; 3 |
Подварочный и плакирующий |
08X18H10T 12X18H10T 08X17Т 15Х25Т, 08X13 |
Э-10Х25Н13Г2Б |
ЦЛ-9 |
- |
||
|
Э-10Х25Н13Г2 |
ОЗЛ-6 |
Без требований стойкости против межкристаллитной коррозии |
||||||
|
10X17H13M2T 10X17H13M3T |
08Х24Н40М7Г2 08Х24Н60М10Г2 |
АНЖР-2 ТУ 14-4-598 АНЖР-1 ТУ 14-4-568 |
||||||
ПРИМЕЧАНИЕ: 1. Группы способов и слоя сварного шва - по табл. 42.
2. Типы электродов, приведенные без индекса «Э» ГОСТ 10052, не предусмотрены.
3. Допускается применение других марок указанных типов электродов.
4. Условия применения по температуре сварных соединений двухслойной стали в соответствии с приложением 3 ОСТ 26 291.
5. При применении электродов, стабилизированных ниобием при наличии требований стойкости против межкристаллитной коррозии, температура применения не выше 350 °С.
(Измененная редакция, Изм. № 1).
Таблица 45. Сварочные материалы для автоматической сварки под флюсом и аргонодуговой сварки двухслойных сталей
|
Группа способов сварки |
Слой шва |
Марка плакирующего слоя двухслойной стали |
Рекомендуемые сварочные материалы |
Условия применения |
||
|
Номер |
Название |
Проволока сварочная по ГОСТ 2246 |
Защитная среда |
|||
|
I |
1; 2 |
Основной |
Любая |
По рекомендации для стали основного слоя |
||
|
3 |
Переходный |
08Х18Н10Т 12X18H10T |
Св-07Х25Н12Г2Т Св-08Х25Н13БТЮ Св-01Х23Н16ГТ |
Флюс 48-ОФ-6 ОСТ 5.9206 Флюс АН-90 ТУ ИЭС 453 Флюс АН-26с Аргон |
С ограниченным проплавлением основного слоя |
|
|
15Х25Т 08X17Т 08X13 |
Cв-08X25H40M7 (ЭП 673) ТУ 14-1-4968 |
С наплавкой не менее двух плакирующих слоев |
||||
|
I |
3 |
Переходный |
10X17H13M2T 10X17H13M3T 08X17H15M3T 06ХН28МДТ |
Cв-08X25H40M7 (ЭП 673) Св-08Х25Н60М10 (ЭП 606) ТУ 14-1-4968 |
Флюс 48-ОФ-6 ОСТ 5.9206 Флюс АН-26с Аргон |
- |
|
Св-07Х25Н12Г2Т Св-08Х25Н13БТЮ |
Флюс 48-ОФ-6 ОСТ 5.9206 |
С наплавкой не менее двух плакирующих слоев |
||||
|
4 |
Плакирующий |
08X18H10T 12X18Н10T |
Св-06Х19Н9Т |
Флюс АН-26с Флюс АН-18 Флюс АН-90 ТУ ИЭС 453 Аргон |
Без требований стойкости против межкристаллитной коррозии |
|
|
Св-08Х25Н13БТЮ Св-08Х19Н10Г2Б |
Выше 350 °С - без требования стойкости против межкристаллитной коррозии |
|||||
|
15X25T |
Св-07Х25Н13БТЮ Св-06Х25Н12ТЮ |
Флюс АН-26с Флюс АН-18 Аргон |
- |
|||
|
08X17T 08X13 |
Св-07Х25Н12Г2Т |
Без требований стойкости против межкристаллитной коррозии |
||||
|
10X17Н13M2T 10X17Н13M3T 08Х17Н15М3Т |
Св-01Х17Н14М3 (ЭП-551) ТУ 14-1-2795 |
Без требований стойкости против межкристаллитной коррозии |
||||
|
Св-О6Х20Н11М3ТБ Св-08Х19Н10М3Б |
Выше 350 °С - без требования стойкости против межкристаллитной коррозии |
|||||
|
10Х17Н13М2Т 10X17Н13M3T 08X17Н15M3T |
Св-01Х19Н18Г19АМ4 (ЭП-690) ТУ 14-1-4981 Св-06Х20Н11М3ТБ Св-08Х19Н10М3Б Св-01Х19Н18Г10АМ4 |
Флюс АН-18 Флюс АН-90 ТУ ИЭС 453 Флюс АНК-50 ТУ ИЭС 461 Аргон |
Выше 350 °С - без требования стойкости против межкристаллитной коррозии: в случаях недопустимости ферритной фазы; после предварительных испытаний на межкристаллитную коррозию. Наплавка валика не менее 2-х слоев |
|||
|
06ХН28МДТ |
Св-01Х23Н28М3Д3Т (ЭП-516) Св-03ХН25МДГБ (ЭП-978) ТУ 14-1-2571 |
Выше 350 °С - без требования стойкости против межкристаллитной коррозии |
||||
|
II |
1 |
Плакирующий |
08X18H10Т 12X18H10T |
Cв-08X20H9C2БTЮ Св-06Х20Н9ФБС Св-07Х25Н13БТЮ |
Флюс 48-ОФ-6 ОСТ 5.9206 Флюс АН-90 ТУ ИЭС 453 Флюс АНК-51 ТУ ИЭС 519 |
Без требований стойкости против межкристаллитной коррозии |
|
15X25T 08X17T 08X13 |
Св-07Х25Н12Г2Т |
Флюс АН-26с Флюс АН-18 |
Без требований стойкости против межкристаллитной коррозии |
|||
|
II |
1 |
Плакирующий |
10Х17ТН13М2Т |
Св-06Х19Н11М3ТБ Св-08Х19Н10М3Б |
Флюс АН-90 ТУ ИЭС 454 Флюс АНК-50 ТУ ИЭС 461 |
Выше 350 °С - без требования стойкости против межкристаллитной коррозии |
|
10Х17Н13М3Т |
Св-08Х25Н40М7 (ЭП-673) ТУ 14-1-4968 |
Без требований стойкости против межкристаллитной коррозии |
||||
|
08X17H15M3T |
Св-01Х17Н14М3 (ЭП 551) ТУ 14-1-2795 Св-04Х19Н11М3 |
Без требований стойкости против межкристаллитной коррозии |
||||
|
10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н15М3Т |
Св-01Х19Н18Г10АМ4 (ЭП-690) ТУ 14-1-4981 Св-05Х30Н40М6ТБ (ЭП-829) ТУ 14-1-914 |
Флюс АН-18 Флюс АНК-26с |
ЭП-690 после испытания на межкристаллитную коррозию. Выше 350 °С - без требования стойкости против межкристаллитной коррозии |
|||
|
2 |
Основной |
Любая |
To же, что для переходного слоя 3 группы I |
С ограниченным проплавлением плакирующего слоя |
||
|
III |
2 |
Основной |
08X18H10T 12Х18Н10Т |
Св-08Х25Н25М3 (ЭП-622) ТУ 14-1-4968 |
Флюс 48-ОФ-6 ОСТ 5.9206 Аргон |
С ограниченным проплавлением |
|
15Х25Т 08X17T 08X13 |
Cв-08X25Н4CM7 (ЭП-673) Св-08Х25Н60М10 (ЭП-606) ТУ 14-1-4968 |
|||||
|
08X18Н10T 12Х18Н10Т 15Х25Т |
Св-05Х30Н40М6ТБ (ЭП-829) ТУ 14-1-914 |
Флюс АН-26с Флюс 48-ОФ-6 ОСТ 5.9206 Флюс АН-18 Аргон |
||||
|
08Х17T 08Х13 |
Св-10Х16Н25АМ6 |
|||||
|
10Х17Н13М2Т 10Х17Н13М3Т |
Св-10Х16Н25АМ6 Св-08Х25Н25М3 (ЭП-622) ТУ 14-1-4968 Св-08Х25Н40М7 (ЭП-673) Cв-08X25H60M10 (ЭП-606) ТУ 14-1-4968 Св-05Х30Н40М6ТБ (ЭП-829) ТУ 14-1-914 |
|||||
|
III |
1,3 |
Подварочный и плакирующий |
08Х18Н10Т 12Х18Н10Т 15Х25Т 08X17T 08Х13 |
Св-07Х25Н13БТЮ |
Флюс АН-26с Флюс 48-ОФ-6 ОСТ 5.9206 Флюс АН-18 Аргон |
С ограниченным проплавлением |
|
Св-05Х30Н40М6ТБ (ЭП-829) ТУ 14-1-914 |
||||||
|
Св-08Х25Н40М7 (ЭП-673) Св-08Х25Н60М10 (ЭП-606) ТУ 14-1-4968 |
То же без требования стойкости против межкристаллитной коррозии |
|||||
|
10XI7H13M2T |
Св-05Х30Н40М6ТБ (ЭП-829) ТУ 14-1-9I4 |
|||||
|
10X17H13M3T |
Св-08Х25Н60М10 (ЭП-606) ТУ 14-1-4968 |
Без требований стойкости межкристаллитной коррозии |
||||
|
10Х17Н13М3Т 10Х17Н13М2T |
Св-08Х25Н40М7 (ЭП-673) ТУ 14-1-4968 |
Без требований стойкости межкристаллитной коррозии |
||||
|
ПРИМЕЧАНИЯ: 1. Допускается комбинированная сварка: сварка переходного слоя - ручная дуговая электродами по табл. 44, остальные слои - автоматической сваркой под флюсом. 2. Условия применения по температуре сварных соединений двухслойной стали в соответствии с приложением 3 ОСТ 26 291. 3. При применении сварочной проволоки, стабилизированной титаном или ниобием, при наличии требований стойкости против межкристаллитной коррозии, температура применения не выше 350 °С. |
||||||
(Измененная редакция, Изм. № 2).
Таблица 46. Допускаемое максимальное содержание низкоуглеродистой и низколегированной конструкционной стали (степень разбавления) и металла шва двухслойных сталей
|
Предельное содержание низкоуглеродистой стали в металле |
Сварочные материалы |
|
|
Проволока |
Электроды |
|
|
30 |
Св-06Х25Н12ТЮ |
|
|
Св-07Х25Н13 |
Э-10Х25Н13Г2 |
|
|
Св-07Х25Н12Г2Т |
Э-10Х25Н13Г2Б |
|
|
Св-08Х25Н13ВТЮ |
||
|
Св-10Х16Н25АМ6 |
Э-11Х15Н25М6АГ2 08Х24Н25М3Г2 |
|
|
60 |
Cв-08X25H60M10 (ЭП-606) |
08X24H60M10Г2 |
|
Св-08Х2Н40М7 (ЭП-673) |
08Х24Н40М7Г2 |
|
|
Св-05Х30Н40М6ТБ (ЭП-829) |
08Х24Н60М10Г2 |
|
|
ПРИМЕЧАНИЯ: 1. Контролируется при отработке технологического процесса. 2. Без индекса «Э» даны условные обозначения электродов, не предусмотренных ГОСТ 10052. |
||
8.19. Термическая обработка сварных соединений двухслойных сталей производится в случаях, предусмотренных ОСТ 26 291 в соответствии с требованиями НД и учетом влияния нагрева на стойкость против межкристаллитной коррозии.
8.20. Последовательность выполнения технологических операций при автоматической сварке следующая:
- ручная электродуговая сварка корневого шва со стороны плакирующего слоя;
- выборка корня шва абразивным кругом до чистого металла со стороны основного слоя;
- заварка корня шва ручной электродуговой сваркой со стороны основного слоя;
- многослойная автоматическая сварка под слоем флюса основного слоя;
- ультразвуковая дефектоскопия;
- исправление дефектов (при обнаружении) с последующей ультразвуковой дефектоскопией исправленных мест;
- автоматическая дуговая сварка под флюсом плакирующего слоя;
- рентгеноконтроль всего сечения шва;
- исправление дефектов (при обнаружении);
- рентгеноконтроль и цветная поверхностная дефектоскопия исправленных дефектных мест и прилегающих с двух сторон участков, равных по длине исправленному дефекту. Порядок наложения швов представлен на рисунке 10.
5.21. Технологический порядок ручной дуговой сварки двухслойных стилей следующий: (по I варианту)
- при сварке углеродистого слоя необходимо строго следить, чтобы углеродистый слой шва, наложенный со стороны плакировки, не касался плакирующего слоя на 1,5 - 2 мм (рисунок 11а);
- при выполнении переходного слоя величина внедрения металла переходного шва в плакирующий слой не должна превышать 1/3 толщины плакировки (рисунок 11б);
- при выполнении переходного и плакирующего слоев за несколько переходов, после каждого перехода сварка прекращается до остывания металла до температуры 100 °С во избежание перегрева плакирующего слоя и связанного с ним ухудшения коррозионной стойкости шва;
- общая толщина плакирующего слоя должна быть не менее 4 мм (рисунок 11в);
- после выполнения каждого слоя необходимо зачистить поверхность от шлака щеткой из нагартованной стали или абразивным кругом до металлического блеска.
8.22. При ручной дуговой сварке стыковых соединений по II варианту рекомендуется следующий порядок (рисунок 12):
а) заварка корня шва со стороны основного слоя;
б) заполнение разделки со стороны основного слоя;
в) расчистка корня шва со стороны плакировки до чистого металла абразивным кругом;
г) выполнение корневого шва (и заполнение разделки основного слоя) со стороны плакировки, не доходя до плакирующего слоя на 1,5 - 2 мм;
д) сварка переходного слоя;
е) сварка коррозионностойкого слоя.
2-ой вариант применяется при длинных стыковых соединениях и толщинах свыше 18 мм.
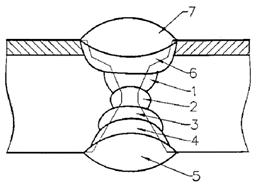
Рисунок 10. Порядок наложения швов при автоматической сварке под флюсом
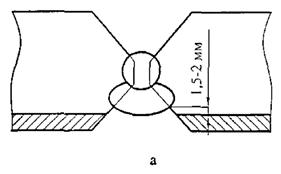
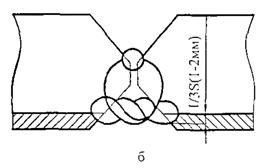
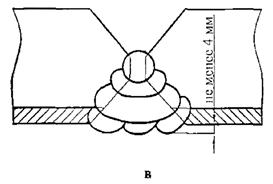
Рисунок 11. Порядок выполнения ручной дуговой сварки (по I варианту)
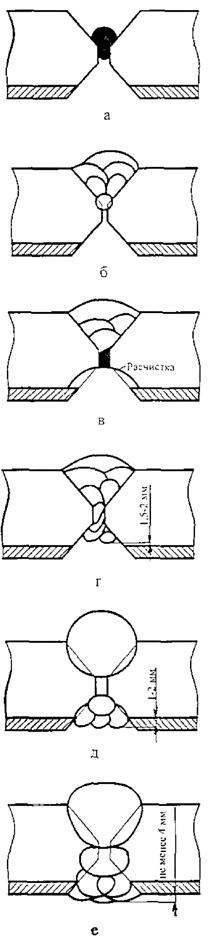
Рисунок 12. Порядок выполнения ручной дуговой сварки (по 2 варианту)
9. СВАРКА РАЗНОРОДНЫХ СТАЛЕЙ
9.1. К разнородным следует относить стали разных структурных классов, а также одного структурного класса, но требующие применения различных марок (типов) сварочных материалов.
9.2. При разработке технологии сварки разнородных сталей необходимо учитывать:
- технологические особенности (свариваемость) обеих сталей, составляющих сварное соединение (требования к подогреву при сварке, термообработке и т.п.);
- возможность образования дефектов, особенно холодных и горячих трещин специфичных для каждой из свариваемой сталей;
- возможность развития структурной неоднородности в сварных соединениях сталей, значительно отличающихся степенью или системой легирования (особенно сталей разных структурных классов) в процессе термообработки или эксплуатации при высокой температуре;
- необходимость и достаточность обеспечения механических свойств сварного соединения и коррозионной стойкости в соединениях сталей разной толщины не ниже чем у стали, обладающей меньшими показателями указанных свойств.
9.3. Конструктивные размеры подготовки кромок и сварных швов могут быть приняты по стандартам, рекомендуемым для сварки любой из сочетаемых сталей. При выборе сварочных материалов следует руководствоваться табл. 47 и 48.
9.4. При сварке между собой сталей одного структурного класса разных марок следует применять один из сварочных материалов рекомендуемых настоящим стандартом для сварки каждой из этих марок сталей.
9.5. При сварке разнородных малоуглеродистых и низколегированных сталей (перлитного класса) следует отдавать предпочтение более технологичным сварочным материалам, которыми, как правило, являются менее легированные, обеспечивающие более низкий предел прочности металла и более высокую пластичность и вязкость.
9.6. При сварке разнородных высоколегированных коррозионностойких сталей аустенитного, аустенитно-ферритного и ферритного классов, следует предпочитать менее легированные сварочные материалы, по обеспечивающие аустенитную структуру металла шва с некоторым количеством ферритной фазы. Исключение составляет выбор сварочных материалов для сварки сталей разной толщины (п. 9.7).
9.7. При сварке разнородных коррозионностойких сталей, существенно отличающихся по толщине (например, соединение труб с трубной решеткой), необходимо применять сварочные материалы, обеспечивающие коррозионную стойкость металла шва не ниже, чем стойкость стали меньшей толщины.
9.8. Режимы предварительного и сопутствующего подогрева при сварке, режимы сварки, а также термической обработки должны приниматься с учетом свариваемости менее технологичной стали, входящей в данное соединение.
Например:
1. При сварке стали Ст2сп со сталью 12ХМ особые условия сварки (режим подогрева, термообработки и т.п.) должны быть приняты по рекомендациям для стали 12ХМ. В случае, если термическая обработка, необходимая для сварных соединений с закаливаемыми сталями (12ХМ, 12МХ и др.) большой толщины (более 36 мм), вызывает снижение коррозионной стойкости высоколегированной стали, конструкцией должна быть предусмотрена возможность термической обработки части изделия с приваренной переходной частью коррозионностойкой стали;
2. При сварке стали 10Х18Н10Т со сталью 03Х21Н21М4ГБ должны быть приняты режимы сварки, рекомендуемые для стали 03Х21Н21М4ГБ (для предотвращения горячих трещин).
Необходимость термообработки сварных соединений сталей 12MX, 12XM, 15ХМ с аустенитными, аустенитно-ферритными и другими сталями (табл. 47, 48) должна быть установлена на стадии проектирования сварных узлов аппаратов и трубопроводов из этих сталей.
9.9. Максимальная температура эксплуатации комбинированных сварных соединений должна быть не выше, чем меньшая из допускаемых для обеих сталей, но не выше 550 °С; предельная минимальная температура не должна быть ниже, чем большая из допускаемых для каждой из сталей, но не ниже минус 40 °C.
9.10. Сварку сталей перлитного и мартенситного классов аустенитными сварочными материалами, в т.ч. со сталями других структурных классов, следует проводить с учетом допускаемой степени проплавления, приведенной в табл. 49.
ПРИМЕЧАНИЕ: Степень проплавления определяется в лабораторных условиях при подборе режима сварки, в процессе изготовления сварных конструкций контролируется по твердости шва (которая не должна превышать 220 НВ) или металлографически (в металле шва, за исключением узких кристаллизационных прослоек в области сплавления, не должно быть мартенсита).
Допускается измерение твердости проводить после термообработки, если она предусмотрена.
Таблица 47. Сварочные материалы для сварки разнородных сталей в среде защитных газов и автоматической сварки под флюсом
|
Сочетание марок стали в сварном соединении (А - Б) |
Марка проволоки |
ГОСТ или ТУ |
Марка флюса |
Примечание, допускаемая рабочая температура, условия сварки |
|
|
А |
Б |
||||
|
Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, 10, 15, 20, 15К, 16К, 18К, 20К, 22К |
16ГС, 09Г2С, 10Г2, 10Г2С1, 17ГС, 17Г1С, 10ХСНД, 15ХСНД |
Св-08 Св-08А Св-08ГА |
AH-348A ОСЦ-45 |
Подогрев 200 - 300 °С |
|
|
16ГС, 09Г2С, 10Г2, 10Г2С1, 17ГС, 17Г1С, 10ХСНД, 15ХСНД |
12МХ, 12ХМ, 15ХМ |
Св-08ГА Св-08ГС Св-08Г2С Св-10НЮ |
ТУ 14-1-2219 |
AH-348A ОСЦ-45 АН-22 |
|
|
Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, 10, 15, 20, 15К, 18К, 20К, 22К, 16ГС, 09Г2С, 10Г2, 10Г2С1, 17ГС, 17Г1С, 10ХСНД, 15ХСНД |
08X13, 08X17T, 15Х25Т |
Св-07Х25Н13 Св-07Х25Н12Г2Т |
48-ОФ-6 АН-26С АН-18 |
Возможен подогрев в зависимости от толщины, для ненагруженных конструкций |
|
|
08X22H6T, 12X18H9T, 08X18H10T, 12Х18Н10Т, 08Х18Н10, 08Х18Н12Б, 08Х18Г8Н2Т, 03X18H11, 02X18H11, 08X17H13M2T, 10X17H13M2T, 10Х17Н13М3Т, 08Х17Н15М3Т, 08Х21Н6М2Т, 03Х17Н14М3 |
Св-07Х25Н13, Св-07Х25Н12Г2Т |
48-ОФ-6 АН-26С АН-18 |
- |
||
|
Св-10Х16Н25АМ6 |
До 435 °С |
||||
|
Св-08Х25Н25М3 |
ТУ 14-1-4968 |
До 470 °С |
|||
|
Cв-08X25H40M7 |
До 550 °С |
||||
|
03Х21Н21М4ГБ 06ХН28МДТ, 03ХН28МДТ, ХН30МДТ |
Св-08Х25Н60М10 |
До 550 °С |
|||
|
Св-08Х25Н25М3 |
До 550 °С |
||||
|
Св-10Х16Н25АМ6 |
Приемы против горячих трещин |
||||
|
12МХ, 12ХМ, 15ХМ |
08X13, 08X17T, 15Х25Т, 08Х22Н6Т, 12X18H9T, 08Х18Н10Т, 12X18H10T, 08X18H10, 08Х18Г8Н2Т, 03X18H11, 02X18H11, 08Х17Н13М2Т, 10X17H13M2T, 10X17H13M3T, 08Х17Н15М3Т, 08Х21Н6М2Т, 03Х17Н14М3 |
Св-Х25Н40М7 Cв-08X25H60M10 |
ТУ 14-1-4968 |
АН-18 |
Подогрев 200 - 300 °С, термообработка. Соединения со сталями 08X13, 08X17T и 15X25T, для ненагруженных конструкций |
|
03Х21Н21М4ГБ, 06ХН28МДТ, 03ХН28МДТ, ХН30МДБ |
То же и приемы против горячих |
||||
|
08X13, 08X17Т, 15Х25Т |
08Х22Н6Т, 12Х18Н9Т, 08Х18Н10Т, 12X18Н10T, 08X18H10, 08Х18Н12Б, 08Х18Г8Н2Т, 03Х18Н11, 02Х18Н11, 08X17H13M2T, 10X17H13M2T, 10Х17Н13М3Т, 08Х17Н15М3Т, 08X21Н6М2Т, 03Х17Н14М3 |
Св-08Х25Н25М3 Св-10Х16Н25АМ6 Св-07Х25Н12Г2Т Св-07Х19Н10Б Cв-06X25H12TЮ |
ТУ 14-1-4968 |
48-ОФ-6 АН-26С АН-18 |
Возможен подогрев до 150 - 200 °С. При наличии требований по межкристаллитной коррозии только Св-07Х19Н10Б; Св-06Х25Н12ТЮ, для ненагруженных конструкций |
|
03Х21Н21М4ГБ, 06ХН28МДТ, 03ХН28МДТ, ХН30МДБ |
Приемы против горячих трещин, для ненагруженных конструкций |
||||
|
12X18H9T, 08X18H10T, 12X18H10T 08X18H10, 08Х18Н12Б, 08X22H6T, 08X18Г8H2T, 03X18H11 |
08Х17Н13М2Т, 10X17H13M2T, 10X17H13M3T, 08X17H15M3T, 06X21Н6М2Т, 03Х17Н14М3 |
Св-04Х19Н9, Cв-06X19H9T, Св-05Х20Н9ФБС, Св-08Х20Н9С2БТЮ, Св-07Х18Н9ТЮ |
АН-26С 48-ОФ-6 |
||
|
02X18Н11 08Х17Н13М2Т, 10X17H13M2T, 10X17H13M3T, 08X17H15M3T, 08X21H5M2T, 03X17H14M3 |
03X21Н21М4ГБ, 06ХН28МДТ, 03ХН28МДТ, ХН30МДБ |
Св-1Х19Н18Г10АМ4, Св-01Х23Н28М3Д3Т |
ТУ 14-1-4981 |
Приемы против горячих трещин. Проверка стойкости против межкристаллитной коррозии |
|
|
ПРИМЕЧАНИЯ: 1 Приведены сварочные материалы, которые изготавливаются по ГОСТ 9087, флюсы марки АН-26С, AH-348A, ОСЦ-45, АН-22, АН-18. Флюс 48-ОФ-6 по ОСТ 5.9206. 2. Для сочетаний, включающих коррозионностойкие стали аустенитно-ферритного класса, допускается рабочая температура не выше 300 °С. 3. В качестве защитных газов следует применять аргон, гелий и их смеси, аргон или гелий с примесью кислорода (до 3 %) или углекислого газа (до 5 %). Применение углекислого газа допускается для выполнения сварных соединений, работающих преимущественно в слабо коррозионных средах. |
|||||
(Измененная редакция, Изм. № 1).
Таблица 48. Электроды для ручной электродуговой сварки разнородных сталей
|
Сочетание марок в сварном соединении (А - Б) |
Электроды |
Примечание, допускаемая рабочая температура, условия сварки |
|||
|
А |
Б |
ГОСТ или ТУ |
Тип* |
Марка |
|
|
Ст3кп, Ст3пс, Ст3Гпс, 10, 15, 20, 15К, 16К, 18К, 20К, 22К |
16ГС, 09Г2С, 10Г2С1, 10Г2, 17ГС, 17Г1С, 10ХСНД, 15ХСНД |
Э-42 Э-42А Э-46 Э-46А |
АНО-5 УОНИ-13/45 АНО-4 АНО-8 и им равноценные |
Э-42, Э46 не ниже минус 15 °С |
|
|
12МХ, 12ХМ, 15ХМ |
Подогрев до 200 - 300 °С, термообработка |
||||
|
15Х5М |
Подогрев до 300 - 350 °С, термообработка непосредственно после сварки |
||||
|
16ГС, 09Г2С, 10Г2, 10Г2С1, 17ГС, 17Г1С, 10ХСНД, 15ХСНД |
12МХ, 12ХМ, 15ХМ |
Э-50А |
УОНИ-13/55 и им равноценные |
Подогрев до 200 - 300 °С, термообработка |
|
|
15X5M |
Подогрев до 300 - 350 °С, термообработка непосредственно после сварки |
||||
|
Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, 10, 15, 20, 15К, 16К, 18К, 20К, 22К |
08X13, 08Х17Т, 15Х25Т |
Э-10Х25Н13Г2 и им равноценные |
ЗИО-8; ОЗЛ-6 и им равноценные |
Подогрев в зависимости от толщины и марки стали |
|
|
08Х22Н6Т, 08X18Г8H2T, 12X18H9T, 08Х18Н10Т, 12X18H10T, 08X18H10, 08X18H12Б, 03X18H11, 02X18H11, 08X17H13M2T, 10Х17Н13М2Т, 08X17H15M3T, 08X21H6M2T, 03Х17Н14М3 |
До 400 °С |
||||
|
Э-11Х15Н25М6АГ2 |
ЭА-3959 НИАТ-5 и им равноценные |
До 435 °С |
|||
|
ТУ 14-168-23 |
10Х25Н25М3Г2 |
АНЖР-3У |
До 470 °С |
||
|
16ГС, 09Г2С, 10Г2, 10Г2С1, 17ГС, 10ХСНД, 15ХСНД |
ТУ 14-4-598 |
08Х24Н40М7Г2 |
АНЖР-2 |
:До 550 °С |
|
|
ТУ 14-4-568 |
08Х24Н60М10Г2 |
АНЖР-1 |
До 550 °С |
||
|
03Х21Н21М4ГБ, 06ХН28МДТ, 03ХН28МДТ, ХН30МДБ |
Э-11Х15Н25М6АГ2 |
НИАТ-5 |
Приемы против горячих трещин |
||
|
ТУ 14-168-23 |
10Х25Н25М3Г2 |
АНЖР-3У |
|||
|
12МХ, 12XM, 15XM |
15Х5М |
Э-09МХ Э-09Х1М |
ОЗС-11 ЦЛ-20-63 и им равноценные |
Подогрев до 300 - 350 °С, термообработка непосредственно после сварки |
|
|
08X13, 08X17T, 15Х25Т |
Э-10Х25Н13Г2 |
ОЗЛ-6 и им равноценные |
Подогрев сталей 12МХ, 15МХ, 15ХМ до 200 - 300 °С, 15Х5М до 300 - 350 °С, термообработка, 08X13, 08X17T, 15Х25Т - для ненагруженных конструкций. |
||
|
12MX, 12XM, 15ХМ, 12Х1МФ, 15X5М |
08X22H6T, 12X18H9T, 08X18H10Т, 12X18H10T, 08X18H10, |
||||
|
08Х18Н12Б, 08Х18Г8Н2Т, 03Х18Н11, 02X18H, |
ТУ 14-4-598 |
08Х24Н40М7Г2 |
АНЖР-2 |
||
|
08X17H13M2T, 10XH13M3T, 10X17H13M2T, 10X17H13M3T, 10XI7H13M2T, 10X17H13M3T, 08Х17Н15М3Т, 08X21H6M2T, 03X17H14M3 |
ТУ 14-4-568 |
08Х24Н60М10Г2 Э-11Х15Н25М6АТ2 |
АНЖР-1 ЭА-395/9 |
||
|
03Х21Н21М4ГБ, 06ХН28МДТ, 03XH28MЮT, ХН30МДБ |
То же и приемы против горячих трещин |
||||
|
08X13, 08X17T, 15X25T |
08X22H6T, 12X18H9T, 08X18H10T, 12X18H10T, 08Х18Н12Б, 08Х18Г8Н2Т, 03X18Н11, 02X18Н11, 08X17H13M2T, 10Х17Н13М3Т, 08X17H15M3T, 08X21H6M2T, 03X17H14M3, 03Х21Н2М4ГБ, 06ХН28МДТ, 03ХН28МДТ, ХН30МДБ |
Э-11Х15Н25М6АГ2 Э-10Х25Н13Г2 Э-10Х25Н13Г2Б |
НИАТ-5 ОЗЛ-6 ЦЛ-9 и им равноценные |
Подогрев до 150 - 250 °С - для ненагруженных конструкций |
|
|
12Х18Н9Т, 08Х18Н10Т, 08X18H10, 08Х18Н12Б, 08X22H6T, 08Х18Г8Н2Т, 03Х18Н11, 02Х18Н11 |
08X17H13M2T, 10X17H13M2T, 10Х17Н13М3Т, 08X17H15M3T, 08Х21Н6М2Т, 03Х17Н14М3 |
Э-07Х20Н9 Э-04Х20Н9 Э-08Х20Н9Г2Б |
ОЗЛ-8 ОЗЛ-14А ЦЛ-11 |
Без требований по межкристаллитной коррозии. Тоже до 550 °С. При требовании по межкристаллитной коррозии до 350 °С |
|
|
03Х21Н21М4ГБ, 06ХН28МДТ, 03ХН28МДТ, ХН30МДБ |
ТУ 14-4-715 |
03Х23Н27М3Д3Г2Б |
ОЗЛ-17У и им равноценные |
Приемы против горячих трещин |
|
|
08X17H13M2T, 10Х17Н13М3Т, 10Х17Н13М3Т, 08X17H15M3T, 08Х21Н6М2Т, 08X17H14M3 |
Э-02Х19Н18Г5АМ3 |
АНВ-17 и им равноценные |
Без требований по межкристаллитной коррозии, приемы против горячих трещин |
||
|
ПРИМЕЧАНИЕ: Для сочетаний, включающих коррозионно-стойкие стали аустенитно-ферритного класса, допускаемая рабочая температура не выше 300 °С |
|||||
Таблица 49. Допускаемое максимальное содержание низкоуглеродистой или низколегированной конструкционной стали (степень проплавления) в металле шва
|
Предельное содержание конструкционной стали в металле шва, % |
Марка проволоки |
Тип электрода |
|
30 |
Св-07Х25Н13 Св-07Х25Н12Г2Т Св-06Х25Н12ТЮ |
Э-10Х25Н13Г2 |
|
45 |
Св-10Х16Н25АМ6 Св-08Х25Н25М3 (ЭП 622) |
Э-11Х15Н25М6АГ2 10Х25Н25М3Г2 |
|
60 |
Св-08Х25Н60М10 (ЭП 606) Св-05Х30Н40М6ТБ (ЭП 829) Св-08Х25Н40М7 (ЭП 673) |
08Х24Н60М10Г2 08Х24Н40М7Г2 |
ПРИМЕЧАНИЕ: 1. Контролируется при отработке технологического режима.
2. Без индекса «Э» даны условные обозначения типов электродов, не предусмотренных ГОСТ 10052.
(Измененная редакция, Изм. № 1).
10. СВАРКА ТИТАНОВЫХ СПЛАВОВ
10.1. Специальные требования
10.1.1. Сварка должна производиться на специальных изолированных участках. На участке недопустимы сквозняки, местные потоки воздуха.
Изменение скорости потоков воздуха следует производить анемометром по ГОСТ 6376: допускается скорость воздуха не более 0,3 м/с.
Участок должен быть оборудован периодически работающей приточно-вытяжной вентиляцией, обеспечивающей санитарные нормы чистоты воздуха и исключающей подачу пыли извне.
Двери и ворота участка должны быть защищены тамбурами и занавесями, предохраняющими рабочие места от образующихся при открывании ворот и дверей сквозняков, а также должна быть установлена звуковая сигнализация, предупреждающая сварщиков при открывании ворот или включения вентиляции. При срабатывании сигнализации сварочные работы необходимо остановить.
На участке не допускается выполнение работ, связанных с обильным выделением пыли и дыма (газовая резка, электродуговая сварка и др.), не допускается также одновременное производство работ на одном и том же оборудовании по сварке стали и титана.
Облицовка пола и стен должна позволять производить многократную в течение смены влажную уборку.
Общая освещенность участка должна быть около 50 люкс/м2. Температура воздуха при сварке должна быть не ниже 5 °С.
10.1.2. Все работы по сборке должны производиться в условиях, исключающих попадание влаги, жировых веществ, и др. загрязнений на детали и узлы, подготовленные под сварку.
10.1.3. Подготовка кромок под сварку должна выполняться только механическим способом. Шероховатость поверхности кромок должна быть не более Rz 40 по ГОСТ 2789.
Поверхности деталей, прилегающие к кромкам с обеих сторон на ширину не менее 20 мм, зачищаются шабером или электрокорундовыми кругами (марки ПП80-125´2,5 - 10,0´20-32 22А-25А 25-40П СМ1-СМ27В) по ГОСТ 2424, вращающимися металлическими щетками, мелкой наждачной шкуркой 9B-8, 9Б-9 по ГОСТ 5009 зернистостью не более № 12 или вулканитовым кругом.
10.1.4. Вращающиеся щетки (п. 10.1.3) изготовлять из нагартованной нержавеющей проволоки по ГОСТ 18143.
10.1.5. При зачистке абразивными кругами не допускается перегрев металла, вызывающий появление на поверхности цветов побежалости.
10.1.6. Непосредственно перед прихваткой свариваемые кромки и прилегающие к ним поверхности с наружной и внутренней сторон, а также сварочную проволоку обезжирить, удалить влагу чистыми бязевыми салфетками, смоченными ацетоном или спиртом этиловым техническим по ГОСТ 17299.
В случае, если собранные под сварку соединения подлежат сварке в срок, превышающий рабочую смену, то их допускается защищать от загрязнения путем обклеивания с двух сторон изоляционной лентой ПХВ по ГОСТ 16214. После удаления ленты кромки должны быть дополнительно протерты ацетоном или спиртом.
10.1.7. Прихватку деталей можно производить ручной и автоматической сваркой с присадочным материалом и без него. Поверхность прихваток зачищать металлической щеткой.
Прихватки в кратере не должны иметь трещин, пор, выходящих наружу и цветов побежалости.
10.1.8. Прихватку и сварку производить при обязательной всесторонней защите от воздействия воздуха зоны сварного соединения, подвергаемой нагреву до температуры 400 °С. Сварку выполнять в камере с контролируемой атмосферой или с местной защитой.
10.1.9. Для обеспечения защиты лицевой стороны шва от окружающей атмосферы на мундштук горелки следует надевать защитный козырек.
Форма защитного козырька должна соответствовать форме свариваемого изделия.
10.1.10. Защита обратной стороны шва в зависимости от конструкции изделия может осуществляться местным поддувом инертным газом внутреннего объема свариваемого изделия, применением специальных подкладок (медных) с канавкой, в которую подается инертный газ. Для прихватки и сварки узлов с кольцевыми швами рекомендуется применять секторные разжимные приспособления.
10.1.11. Все детали, идущие на сборку, не должны иметь загрязнений, окалины.
10.1.12. При изготовлении деталей с применением горячей гибки, штамповки и других операций, требующих последующей термической обработки, цвета побежалости соломенного, темно-желтого, зеленого и голубого с поверхности изделия допускается не удалять.
Газонасыщенный слой с другими цветами побежалости (темно-синий, серый) подлежит удалению.
10.1.13. Кольцевые и круговые швы сваривать с перекрытием на 15 - 20 мм начала шва.
Процесс сварки желательно вести без перерывов. При возобновлении сварки после случайного или вынужденного обрыва дуги окончание шва следует перекрывать на 15 - 20 мм. Поверхность перекрываемого участка шва следует зачистить металлической щеткой и тщательно вытереть бязевыми салфетками, смоченными в гидролизном спирте.
10.2. Ручная аргонодуговая сварка неплавящимся электродом
10.2.1. Форма подготовки кромок, размеры сварных швов должны соответствовать требованиям ОСТ 26-1. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-11-06, допускается по согласованию со специализированной научно-исследовательской организацией.
Наиболее широко используемые конструктивные элементы приведены в табл. 50 - 52.
(Измененная редакция, Изм. № 2).
10.2.2. В качестве неплавящегося электрода должны применяться прутки из итрированного или лантанированного вольфрама по ТУ 48-09-221 и ГОСТ 23949.
10.2.3. В качестве присадочного металла применять сварочную проволоку согласно табл. 53.
10.2.4. В качестве защитного газа применять аргон высшего и 1-го сорта по ГОСТ 10157 и гелий высокой чистоты по ТУ 51-940 с проверкой на технологической пробе.
10.2.5. Проволоку перед сваркой зачистить шкуркой и обезжирить ацетоном, а затем протереть бязевыми салфетками, смоченными в гидролизном спирте. Допускается подготовка поверхности сварочной проволоки травлением с обеспечением отсутствия следов окалины.
10.2.6. Сварку вести на постоянном токе прямой полярности.
10.2.7. При сварке ось вольфрамового электрода располагать под углом 60 - 80° к изделию.
10.2.8. Присадочный материал подавать непрерывно под углом 20° к изделию.
10.2.9. Вылет вольфрамового электрода из мундштука горелки должен составлять 10 - 15 мм. При сварке в глубокую разделку вылет допускается увеличивать до 20 мм. При использовании специальных горелок вылет устанавливается исходя из конструктивных особенностей последних.
Таблица 50. Основные типы, конструкционные элементы и размеры сварных стыковых соединений титановых сплавов
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S = S1 |
b |
l |
g |
g1 |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
С1 |
|
|
ИН АиИН ИНп ИП |
От 0,5 до 1,0 |
0 |
+0,2 |
4 |
±1 |
0 |
+0,3 |
0 |
+0,3 |
|
Св. 1,0 до 3,0 |
+0,5 |
8 |
±3 |
+0,5 |
+0,5 |
|||||||
|
Св. 3,0 до 5,0 |
10 |
|||||||||||
|
Св. 5,0 до 8,0 |
+1,0 |
14 |
||||||||||
|
Св. 8,0 до 10,0 |
16 |
|||||||||||
|
ПРИМЕЧАНИЕ: Выполнение сварного шва ИН, ИНп и ИИ рекомендуется производить на съемной подкладке, обеспечивающей полное проплавление с формированием обратного валика. При импульсной сварке проплавление достигается «на весу». |
||||||||||||
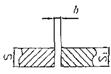
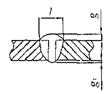
Продолжение табл. 50
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S = S1 |
b |
l |
g |
с |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
С2 |
|
|
ИНп ИП |
От 3 до 4 |
1 |
+0,5 |
8 |
±2 |
0,5 |
±0,5 |
0 |
+0,5 |
|
Св. 4 до 6 |
1,5 |
+0,5 |
10 |
±3 |
1,0 |
0,5 |
±0,5 |
|||||
|
Св. 6 до 8 |
12 |
+5 -2 |
||||||||||
|
Св. 8 до 10 |
2,0 |
+1,0 -0,5 |
14 |
|||||||||
|
Св. 10 до 12 |
16 |
|||||||||||
|
Св. 12 до 14 |
18 |
+5 -3 |
1,0 |
|||||||||
|
Св. 14 до 16 |
20 |
|||||||||||
|
Св. 16 до 18 |
3,5 |
+1,0 -0,5 |
26 |
+4 -2 |
1,5 |
±1,0 |
1,5 |
|||||
|
Св. 18 до 20 |
28 |
|||||||||||
|
Св. 20 до 22 |
30 |
|||||||||||
|
Св. 22 до 24 |
32 |
|||||||||||
|
Св. 24 до 26 |
4,0 |
36 |
+5 -2 |
2,0 |
+1,0 -0,5 |
|||||||
|
Св. 26 до 28 |
38 |
|||||||||||
|
Св. 28 до 30 |
||||||||||||
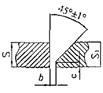
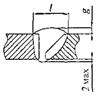
Продолжение табл. 50
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S = S1 |
b |
l |
g |
с |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
С3 |
Нет рисунка |
Нет рисунка |
ИНп ИП |
От 3 до 4 |
0,5 |
+0,5 |
6 |
±2 |
0,5 |
±0,5 |
0 |
+0,5 |
|
Св. 4 до 6 |
1,0 |
+1,0 |
9 |
0,5 |
+1,0 -0,5 |
1,0 |
±1,0 |
|||||
|
Св. 6 до 8 |
12 |
|||||||||||
|
Св. 8 до 10 |
14 |
|||||||||||
|
Св. 10 до 12 |
2,0 |
16 |
+5 -3 |
1,0 |
±1,0 |
|||||||
|
Св. 12 до 14 |
18 |
|||||||||||
|
Св. 14 до 16 |
20 |
|||||||||||
|
Св. 16 до 18 |
22 |
2,0 |
+1,0 -1,0 |
|||||||||
|
Св. 18 до 20 |
3,0 |
25 |
+5 -2 |
1,5 |
±1,0 |
|||||||
|
Св. 20 до 22 |
28 |
|||||||||||
|
Св. 22 до 24 |
30 |
|||||||||||
|
Св. 24 до 26 |
4,0 |
32 |
||||||||||
|
Св. 26 до 28 |
34 |
|||||||||||
|
Св. 28 до 30 |
38 |
|||||||||||
Продолжение табл. 50
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S = S1 |
b |
c |
l |
g |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
С4 |
|
|
ИНп ИП |
От 4 до 6 |
1,0 |
+1,0 |
0,5 |
+0,5 |
8 |
+3 -2 |
0,5 |
±0,5 |
|
Св. 6 до 8 |
10 |
+1,0 -0,5 |
||||||||||
|
Св. 8 до 10 |
2,0 |
+1,0 |
+1,0 -0,5 |
12 |
1,0 |
+1,0 |
||||||
|
Св. 10 до 12 |
14 |
|||||||||||
|
Св. 12 до 14 |
1,0 |
+1,0 -0,5 |
16 |
|||||||||
|
Св. 14 до 16 |
18 |
|||||||||||
|
Св. 16 до 18 |
3,0 |
+1,0 |
20 |
|||||||||
|
Св. 18 до 20 |
22 |
|||||||||||
|
Св. 20 до 22 |
23 |
1,5 |
±1,0 |
|||||||||
|
Св. 22 до 24 |
24 |
|||||||||||
|
Св. 24 до 26 |
4,0 |
+1,0 |
25 |
|||||||||
|
Св. 26 до 28 |
26 |
|||||||||||
|
Св. 28 до 30 |
27 |
|||||||||||
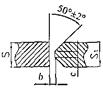
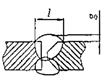
Продолжение табл. 50
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S = S1 |
b |
c |
l |
g |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
С5 |
|
|
ИНп ИП |
От 3 до 4 |
1,5 |
±0,5 |
0,5 |
±0,5 |
8 |
+3 -2 |
0,5 |
±0,5 |
|
Св. 4 до 6 |
10 |
|||||||||||
|
Св. 6 до 8 |
2,0 |
±0,5 |
12 |
+4 -2 |
||||||||
|
Св. 8 до 10 |
14 |
|||||||||||
|
Св. 10 до 12 |
2,5 |
+1,0 -0,5 |
+1,0 -0,5 |
16 |
+5 -2 |
|||||||
|
Св. 12 до 14 |
18 |
1,0 |
±1,0 |
|||||||||
|
Св. 14 до 16 |
3,0 |
+1,0 -0,5 |
20 |
|||||||||
|
Св. 16 до 18 |
22 |
+6 -3 |
||||||||||
|
Св. 18 до 20 |
24 |
|||||||||||
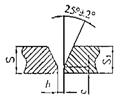
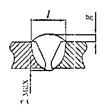
Продолжение табл. 50
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S = S1 |
b |
c |
l |
g |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
С6 |
|
|
ИНп ИП |
От 3 до 4 |
1,0 |
+1,0 |
0,5 |
+1,0 -0,5 |
8 |
+3 -2 |
0,5 |
±0,5 |
|
Св. 4 до 6 |
1,5 |
+1,0 |
10 |
|||||||||
|
Св. 6 до 8 |
1,0 |
±1,0 |
12 |
+4 -2 |
||||||||
|
Св. 8 до 10 |
2,0 |
+1,0 |
14 |
|||||||||
|
Св. 10 до 12 |
16 |
+5 -2 |
||||||||||
|
Св. 12 до 14 |
18 |
1,0 |
±1,0 |
|||||||||
|
Св. 14 до 16 |
3,0 |
20 |
||||||||||
|
Св. 16 до 18 |
1,5 |
22 |
+6 -3 |
|||||||||
|
Св. 18 до 20 |
24 |
|||||||||||
|
Св. 20 до 22 |
4,0 |
26 |
||||||||||
|
Св. 22 до 24 |
2,0 |
+1,0 -1,5 |
30 |
1,5 |
||||||||
|
Св. 24 до 26 |
32 |
|||||||||||
|
Св. 26 до 28 |
34 |
|||||||||||
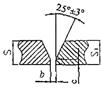
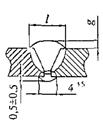
Продолжение табл. 50
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S = S1 |
b |
c |
l = l1 |
g = g1 |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
С7 |
|
|
ИНп ИП |
От 6 до 8 |
1,0 |
+1,0 |
+1,0 |
+1,0 |
10 |
+3 -2 |
0,5 |
+1,0 |
|
Св. 8 до 10 |
2,0 |
+1,0 |
12 |
|||||||||
|
Св. 10 до 12 |
13 |
+4 -2 |
||||||||||
|
Св. 12 до 14 |
14 |
|||||||||||
|
Св. 14 до 16 |
||||||||||||
|
Св. 16 до 18 |
3,0 |
+1,0 |
15 |
+5 -2 |
||||||||
|
Св. 18 до 20 |
16 |
|||||||||||
|
Св. 20 до 22 |
2,0 |
+1,0 -2,0 |
17 |
|||||||||
|
Св. 22 до 24 |
4,0 |
18 |
||||||||||
|
Св. 24 до 26 |
20 |
|||||||||||
|
Св. 26 до 28 |
21 |
-6 -2 |
||||||||||
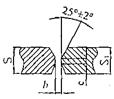
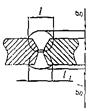
Таблица 51. Основные типы, конструктивные элементы и размеры сварных угловых соединений титановых сплавов
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S |
m |
b |
l |
g |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
У1 |
|
|
ИН ИНп ИП |
От 8,0 до 1,5 |
0 |
+0,5 |
0 |
+0,5 |
3 |
+2 -1 |
0 |
+0,5 |
|
Св. 1,5 до 2,0 |
4 |
+2 |
||||||||||
|
Св. 2,0 до 4,0 |
+1,0 |
+1,0 |
6 |
+1,0 |
||||||||
|
Св. 4,0 до 6,0 |
0,5 |
8 |
±3 |
|||||||||
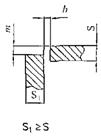

Продолжение табл. 51
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S |
m |
b |
l |
g |
k |
|||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
У2 |
|
|
ИН ИНп ИП |
От 2,0 до 4,0 |
0 |
+1,0 |
0 |
+1,0 |
6 |
±2 |
0 |
+0,5 |
2 |
+1,0 -0,5 |
|
Св. 4,0 до 6,0 |
0,5 |
+1,0 |
8 |
±3 |
+1,0 |
4 |
±2,0 |
|||||||
|
Св. 6,0 до 8,0 |
1,0 |
10 |
6 |
|||||||||||
|
Св. 8,0 до 10,0 |
12 |
±4 |
+1,5 |
8 |
||||||||||
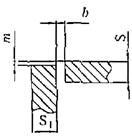
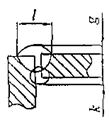
Продолжение табл. 51
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S |
b |
l |
g |
|||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
У3 |
|
|
ИНп ИП |
От 3 до 6 |
1,5 |
+1,0 -0,5 |
8 |
+4 -2 |
0,5 |
±0,5 |
|
Св. 6 до 10 |
2,5 |
+1,0 -0,5 |
12 |
+5 -2 |
||||||
|
Св. 10 до 14 |
4,0 |
+1,0 -0,5 |
16 |
|||||||
|
Св. 14 до 18 |
20 |
+5 -3 |
1,0 |
±1,0 |
||||||
|
Св. 18 до 22 |
25 |
|||||||||
|
Св. 22 до 26 |
30 |
+6 -3 |
1,5 |
±1,5 |
||||||
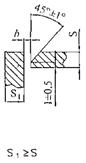
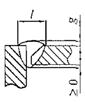
Продолжение табл. 51
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S |
b |
l |
g |
k - k1 |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
У4 |
S1 ³ S |
|
ИНп ИП |
От 3 до 6 |
1,5 |
+1,0 -0,5 |
8 |
+4 -2 |
0,5 |
±0,5 |
3 |
±1 |
|
Св. 6 до 10 |
2,5 |
+1,0 -0,5 |
10 |
+5 -2 |
5 |
+2 |
||||||
|
Св. 10 до 14 |
4,0 |
16 |
||||||||||
|
Св. 14 до 18 |
20 |
+5 -3 |
1,0 |
±1,0 |
6 |
+3 -2 |
||||||
|
Св. 18 до 22 |
24 |
|||||||||||
|
Св. 22 до 26 |
28 |
+6 -3 |
1,5 |
±1,5 |
||||||||
|
Св. 26 до 30 |
32 |
|||||||||||

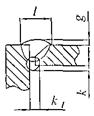
Таблица 52. Основные типы, конструктивные элементы и размеры сварных тавровых соединений титановых сплавов
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S |
b |
|||
|
номин. |
пред. откл. |
|||||
|
Т1 |
S1 ³ S |
|
ИН ИНп ИП |
От 1 до 2 |
1,0 |
+0,5 -1,0 |
|
Св. 2 до 3 |
2,0 |
|||||
|
|
От 1 до 2 |
1,0 |
+0,5 -1,0 |
|||
|
Св. 2 до 3 |
2,0 |
|||||
|
Св. 3 до 4 |
±1,0 |
|||||
|
Св. 4 до 6 |
3,0 |
|||||
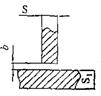
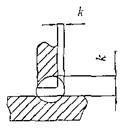
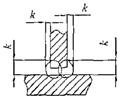
ПРИМЕЧАНИЕ: Величина катета «k» принимается по расчету или из конструктивных соображений с учетом условий эксплуатации и указывается в обозначении шва на чертежах.
Продолжение табл. 52
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S |
b |
l |
g |
g1 |
g2 |
|||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
Т2 |
S1 ³ S |
|
ИНп ИП |
От 3 до 4 |
1,5 |
+1,0 -0,5 |
6 |
+3 -2 |
1 |
+1 |
- |
- |
0 |
1 |
|
Св. 4 до 6 |
2,5 |
+1,0 -0,5 |
10 |
+4 -2 |
2 |
+2 |
||||||||
|
Св. 6 до 8 |
12 |
|||||||||||||
|
Св. 8 до 10 |
15 |
3 |
+2 |
|||||||||||
|
Св. 10 до 12 |
4,0 |
+1,0 -0,5 |
18 |
+5 -2 |
||||||||||
|
Св. 12 до 14 |
20 |
4 |
0 |
±1,0 |
||||||||||
|
Св. 14 до 16 |
22 |
|||||||||||||
|
Св. 16 до 18 |
24 |
5 |
||||||||||||
|
Св. 18 до 20 |
26 |
|||||||||||||
|
Св. 20 до 22 |
28 |
6 |
||||||||||||
|
Св. 22 до 24 |
31 |
|||||||||||||
|
Св. 24 до 26 |
33 |
7 |
||||||||||||
|
Св. 26 до 28 |
36 |
|||||||||||||
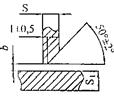

Продолжение табл. 52
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S |
b |
c |
l |
g |
g1 |
k |
||||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл |
|||||
|
Т3 |
S1 ³ S |
|
ИНп ИП |
От 3 до 4 |
1,5 |
+1,0 -0,5 |
1,0 |
±0,5 |
6 |
+3 -2 |
1 |
+1 |
- |
- |
2 |
|
|
Св. 4 до 6 |
2,5 |
+1,0 -0,5 |
10 |
2 |
||||||||||||
|
Св. 6 до 8 |
12 |
|||||||||||||||
|
Св. 8 до 10 |
15 |
3 |
||||||||||||||
|
Св. 10 до 12 |
4,0 |
+1,0 -0,5 |
1,5 |
±1,0 |
18 |
|||||||||||
|
Св. 12 до 14 |
20 |
4 |
+1 |
|||||||||||||
|
Св. 14 до 16 |
22 |
|||||||||||||||
|
Св. 16 до 18 |
24 |
5 |
1 |
|||||||||||||
|
Св. 18 до 20 |
26 |
+5 -2 |
+2 |
0 |
±1,0 |
|||||||||||
|
Св. 20 до 22 |
28 |
6 |
||||||||||||||
|
Св. 22 до 24 |
31 |
4 |
+2 |
|||||||||||||
|
Св. 24 до 26 |
33 |
7 |
||||||||||||||
|
Св. 26 до 28 |
36 |
|||||||||||||||
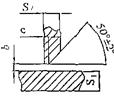
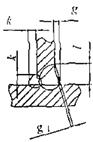
Продолжение табл. 52
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки по ОСТ 26-1 |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S |
b |
c |
l |
g |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
Т4 |
S1 ³ S |
|
ИНп ИП |
От 5 до 6 |
1,0 |
+1,0 |
1,0 2,0 |
+1,0 |
6 |
+5 -2 |
2 |
±1,0 |
|
Св. 6 до 8 |
7 |
|||||||||||
|
Св. 8 до 10 |
8 |
|||||||||||
|
Св. 10 до 12 |
2,0 |
9 |
||||||||||
|
Св. 12 до 14 |
10 |
|||||||||||
|
Св. 14 до 16 |
12 |
3 |
||||||||||
|
Св. 16 до 18 |
13 |
|||||||||||
|
Св. 18 до 20 |
3,0 |
16 |
||||||||||
|
Св. 20 до 22 |
17 |
4 |
||||||||||
|
Св. 22 до 24 |
18 |
|||||||||||
|
Св. 24 до 26 |
19 |
|||||||||||
|
Св. 26 до 28 |
21 |
|||||||||||
|
Св. 28 до 30 |
22 |
|||||||||||
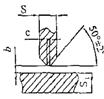
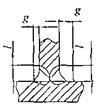
Таблица 53. Сварочные материалы
|
Марка свариваемого сплава |
Марка проволоки |
Стандарт |
|
ВТ1-00, ВТ1-0, ГОСТ 19807 |
ВТ 1-00 ВТ1-00С |
ОСТ 1.90015 ТУ 1-9-1056 ТУ 1-9-922 |
|
ОТ4-0, ГОСТ 19807 |
OT4-1 |
ОСТ 190015 ТУ 1-9-1056 |
10.2.10. Конец вольфрамового электрода затачивать на конус с углом при вершине 15 - 40°.
10.2.11. При сварке необходимо обеспечивать плавное сопряжение шва с поверхностью свариваемого металла.
Разрешается доводить размеры швов до требуемых норм механической обработкой.
10.2.12. Ориентировочные режимы ручной аргонодуговой сварки приведены в табл. 54.
Таблица 54. Ориентировочные режимы ручной аргонодуговой сварки титановых сплавов
|
Толщина свариваемого металла, мм |
Диаметр вольфрамового электрода, мм |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Расход аргона, л/мин |
Диаметр сопла горелки, мм |
Кол-во проходов |
|
|
Для защиты дуги |
Для защиты обратной стороны шва |
|||||||
|
0,5 - 1,0 |
1,5 - 2,0 |
1,0 - 1,5 |
25 - 60 |
8 - 10 |
15 - 20 |
10 - 15 |
14 - 16 |
1 |
|
1,6 |
1,5 - 2,0 |
1,5 - 2,0 |
60 - 80 |
10 - 12 |
15 - 20 |
10 - 15 |
14 - 16 |
1 |
|
2,0 |
2,0 - 2,5 |
1,5 - 2,0 |
80 - 100 |
10 - 14 |
15 - 20 |
10 - 15 |
14 - 16 |
1 |
|
3,0 |
2,5 - 3,0 |
1,5 - 3,0 |
120 - 160 |
10 - 14 |
15 - 20 |
10 - 15 |
16 - 18 |
1 |
|
4,0 |
2,5 - 3,0 |
1,5 - 3,0 |
120 - 160 |
10 - 16 |
15 - 20 |
10 - 15 |
18 - 20 |
2 |
|
6,0 |
2,5 - 3,0 |
1,5 - 3,0 |
140 - 180 |
10 - 16 |
15 - 20 |
10 - 15 |
18 - 20 |
3 - 4 |
|
8,0 - 10,0 |
2,5 - 3,0 |
2,0 - 3,0 |
160 - 180 |
10 - 16 |
16 - 20 |
10 - 15 |
18 - 20 |
8 - 10 |
|
12,0 |
3,0 - 4,0 |
2,0 - 4,0 |
180 - 220 |
10 - 16 |
16 - 20 |
10 - 15 |
18 - 20 |
12 |
|
14,0 |
3,0 - 4,0 |
3,0 - 4,0 |
200 - 220 |
10 - 16 |
20 - 30 |
8 - 12 |
18 - 20 |
14 |
|
16,0 |
3,0 - 4,0 |
3,0 - 4,0 |
200 - 240 |
10 - 16 |
20 - 30 |
8 - 12 |
18 - 20 |
16 |
|
18 - 20 |
4,0 - 5,0 |
3,0 - 4,0 |
200 - 300 |
10 - 16 |
20 - 30 |
8 - 12 |
18 - 20 |
20 |
|
20 - 26 |
4,0 - 5,0 |
4,0 - 5,0 |
250 - 300 |
10 - 16 |
20 - 30 |
8 - 12 |
18 - 20 |
24 |
|
26 - 30 |
4,0 - 5,0 |
4,0 - 5,0 |
250 - 300 |
10 - 16 |
20 - 30 |
8 - 12 |
18 - 20 |
26 |
10.3. Автоматическая аргонодуговая сварка неплавящимся электродом
10.3.1. Для автоматической сварки стыковых швов кромки принимать согласно ОСТ 26-1.
Размеры швов должны соответствовать требованиям ОСТ 26-1.
10.3.2. Сварку неплавящимся электродом производить на постоянном токе прямой полярности.
10.3.3. Ориентировочные режимы автоматической сварки титана неплавящимся электродом приведены в табл. 55.
Таблица 55. Ориентировочные режимы автоматической сварки стыковых швов титана неплавящимся электродом
|
Толщина свариваемого металла, мм |
Диаметр вольфрамового электрода, мм |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи сварочной проволоки, м/ч |
Расход аргона, л/мин |
|
|
для защиты дуги |
для защиты обратной стороны шва |
|||||||
|
Без присадочного металла |
||||||||
|
0,5 |
1,5 |
- |
30 - 45 |
8 - 10 |
45 - 50 |
- |
8 - 10 |
2 - 4 |
|
0,8 |
1.5 |
- |
60 - 80 |
8 - 10 |
30 - 35 |
- |
8 - 10 |
2 - 4 |
|
1,0 |
1,5 |
- |
80 - 100 |
8 - 10 |
25 - 35 |
- |
10 - 12 |
2 - 4 |
|
1,5 |
1,5 - 2,0 |
- |
120 - 140 |
8 - 10 |
25 - 35 |
- |
10 - 12 |
4 - 6 |
|
2,0 |
2,0 - 2,5 |
- |
160 - 200 |
9 - 11 |
25 - 35 |
- |
12 - 14 |
4 - 6 |
|
2,5 |
2,0 - 2,5 |
- |
180 - 240 |
10 - 12 |
25 - 35 |
- |
12 - 14 |
4 - 6 |
|
3,0 |
2,5 - 3,0 |
- |
260 - 300 |
10 - 12 |
25 - 30 |
- |
14 - 16 |
4 - 6 |
|
С присадочным металлом |
||||||||
|
3 |
2,5 - 3,0 |
1,5 - 2,0 |
200 - 260 |
8 - 10 |
20 - 25 |
20 - 50 |
14 - 16 |
4 - 6 |
|
4 |
2,5 - 3,0 |
1,5 - 2,0 |
200 - 260 |
8 - 10 |
15 - 20 |
15 - 50 |
14 - 16 |
4 - 6 |
|
6 |
2,5 - 3,0 |
1,5 - 2,0 |
200 - 260 |
8 - 10 |
15 - 20 |
25 - 70 |
20 - 30 |
5 - 8 |
|
10 - 20 |
2,5 - 3,0 |
1,5 - 2,0 |
200 - 260 |
8 - 10 |
15 - 20 |
25 - 70 |
20 - 30 |
5 - 8 |
|
ПРИМЕЧАНИЕ: Превышение кромок должно быть не более 10 % от толщины металла. |
||||||||
10.3.4. При сварке ось вольфрамового электрода устанавливать перпендикулярно к поверхности детали.
10.3.5. Отклонение оси электрода от стыка свариваемых деталей не должно превышать 0,5 - 1,0 мм по всей длине шва. Присадочную проволоку подавать непрерывно под углом 75 - 95° к оси вольфрамового электрода.
10.3.6. Присадочную проволоку применять в зависимости от марки сплава согласно табл. 52.
10.3.7. Сварку производить на автоматах типа АРК, сварочных установках с тракторами типа АДВС и головками типа АГВ и др.
10.4. Автоматическая аргонодуговая сварка плавящимся электродом
10.4.1. Кромки стыковых швов под сварку применять согласно ОСТ 26-1. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-11-06, допускается по согласованию со специализированной научно-исследовательской организацией в соответствии с приложением 2 ПБ 10-115.
10.4.2. Для сварки следует применять постоянный ток обратной полярности (плюс на электроде).
10.4.3. Вылет электродной проволоки из токопроводящего мундштука устанавливается 20 - 40 мм в зависимости от толщины свариваемого металла.
10.4.4. Расстояние от сопла горелки до поверхности свариваемых деталей должно быть 10 - 12 мм.
10.4.5. Ориентировочные режимы автоматической аргонодуговой сварки плавящимся электродом стыковых швов представлены в табл. 56.
10.4.6. В качестве присадочного металла использовать сварочную проволоку согласно табл. 53. Проволоку перед сваркой обезжирить.
10.4.7. Для автоматической сварки плавящимся электродом использовать автоматы АРК, установки типа АДСП и головки типа АГП и другие.
Таблица 56. Ориентировочные режимы автоматической аргонодуговой сварки стыковых швов титана плавящимся электродом
|
Толщина свариваемого металла, мм |
Характер выполненного шва |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Скорость сварки, м/ч |
Скорость подачи сварочной проволоки, м/ч |
Расход газа для защиты, л/мин |
||
|
сварочной ванны и шва |
обратной стороны шва |
инертный газ (в горелку) |
||||||
|
8 - 10 |
Односторонний со скосом двух кромок на съемной подкладке |
1,6 |
360 - 400 |
15 - 20 |
60 - 90 |
12 - 14 30 - 40 |
3 - 6 |
гелий аргон |
|
8 - 10 |
Двусторонний с двумя симметричными скосами двух кромок |
1,6 |
340 - 360 |
25 |
65 - 70 |
14 - 16 30 - 40 |
3 - 6 |
гелий аргон |
|
12 - 14 |
Односторонний со скосом двух кромок на съемной подкладке |
1,6 |
580 - 600 |
17 |
145 |
14 - 16 30 - 40 |
8 - 10 |
гелий аргон |
|
12 - 14 |
Двусторонний с двумя симметричными скосами двух кромок |
1,6 |
360 - 400 |
20 - 25 |
100 - 120 |
14 - 16 30 - 40 |
8 - 10 |
гелий аргон |
|
16 - 20 |
Двусторонний с двумя симметричными скосами двух кромок |
1,6 |
440 - 480 |
20 - 22 |
130 - 135 |
14 - 16 30 - 40 |
8 - 10 |
гелий аргон |
10.5. Автоматическая сварка неплавящимся электродом «погруженной дугой»
10.5.1. Данный способ сварки позволяет производить сварку листов толщиной до 36 мм без разделки кромок.
10.5.2. Сварку погруженной дугой производить на постоянном токе прямой полярности (минус на электроде).
10.5.3. Для сварки могут быть использованы автоматы АДС-1000-2В, АСНГ-626-З, «Нептун», «Аргон» и др. с принудительной системой регулирования напряжения на дуге.
10.5.4. Смещение кромок стыкуемых деталей допускается не более 0,1 от толщины деталей, но не более 1 мм.
Расстояние вольфрамового электрода до свариваемой поверхности 1 - 2,5 мм.
10.5.5. Сварной шов с каждой стороны листа выполнять в два прохода без применения присадочной проволоки: первый - для получения требуемой глубины проплавления при погруженном конце вольфрамового электрода, второй - для придания сварному шву требуемых геометрических размеров и сглаживания первого прохода поверхностной дугой.
10.5.6. В качестве защитного газа применять аргон или гелий.
10.5.7. Кромки и прилегающие к ним поверхности с двух сторон на ширину 50 - 70 мм должны быть защищены и промыты растворителем и осушены спиртом.
10.5.8. Прихватка подготовленных под сварку деталей, имеющих отклонения по зазору и смещение кромок, больше указанных не разрешается.
10.5.9. После прихватки собранный стык и выводные планки по всей длине с двух сторон подвариваются ручной аргонодуговой сваркой.
10.5.10. Допускается местный зазор длиной не более 100 мм на 1 пог. м шва, если величина его не превышает значений, указанных в табл. 57.
Таблица 57. Величина зазора в зависимости от толщины
|
Толщина свариваемого металла, мм |
6 - 9 |
10 - 12 |
13 - 16 |
17 - 20 |
21 - 36 |
|
Зазор, мм |
0,6 |
0,7 |
0,8 |
1,2 |
1,5 |
10.5.11. Ориентировочные режимы автоматической двусторонней сварки стыковых швов неплавящимся электродом в защитном газе погруженной дугой даны в табл. 58.
Таблица 58. Ориентировочные режимы автоматической двусторонней сварки стыковых швов титана неплавящимся электродом в защитном газе
|
Толщина свариваемого металла, мм |
Проходы |
Инертный газ (в горелку) |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Расход газа, л/мин |
|
|
в горелку |
в приставку, аргон |
||||||
|
10 |
На провар сглаживание |
гелий |
350 - 400 |
20 - 22 |
12 - 14 |
40 - 50 |
30 - 40 |
|
аргон |
340 - 380 |
13 - 15 |
13 - 15 |
20 - 25 |
- |
||
|
гелий |
150 - 200 |
20 - 22 |
10 - 12 |
- |
- |
||
|
20 |
На провар сглаживание |
гелий |
550 - 600 |
22 - 24 |
7 - 8 |
60 - 70 |
35 - 45 |
|
гелий |
200 - 250 |
23 - 25 |
9 - 10 |
40 - 50 |
- |
||
|
30 |
На провар сглаживание |
гелий |
960 - 980 |
17 - 18 |
12 - 14 |
60 - 70 |
40 - 50 |
|
гелий |
350 - 400 |
25 - 28 |
9 - 10 |
45 - 55 |
35 - 45 |
||
|
34 - 36 |
На провар сглаживание |
гелий |
970 - 1000 |
15 - 16 |
10 - 12 |
60 - 70 |
35 - 45 |
|
гелий |
400 - 450 |
26 - 28 |
9 - 10 |
50 - 70 |
- |
||
10.5.12. При выполнении прямолинейных швов необходимо начинать и заканчивать сварку на заходных планках. Размеры заходных планок 80´200´S, выводных 80´100´S на 1 продольный шов.
10.5.13. При сварке кольцевых швов начало каждого прохода необходимо перекрывать на 80 - 100 мм.
10.6. Аргонодуговая сварка по «щелевому зазору»
10.6.1. Сварку по «щелевому зазору» выполнять с присадочным материалом в узком зазоре на соединениях без скоса кромок с целью уменьшения объема наплавленного металла и улучшения качества сварных соединений.
10.6.2. Конструктивные элементы раздела кромок пол сварку по «щелевому зазору» выбирать в соответствии с ОСТ 26-1. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-11-06, допускается по согласованию со специализированной научно-исследовательской организацией в соответствии с приложением 2 ПБ 10-115.
10.6.3. Перед сваркой к торцам свариваемых кромок необходимо приварить катетом 3 - 4 мм (рисунок 13) технологические планки толщиной 5 - 8 мм, длиной 40 - 50 мм. Ширина (высота) планки выбирается равной толщине свариваемых деталей.
10.6.4. Допускается выбирать толщину планок равной толщине свариваемых деталей.
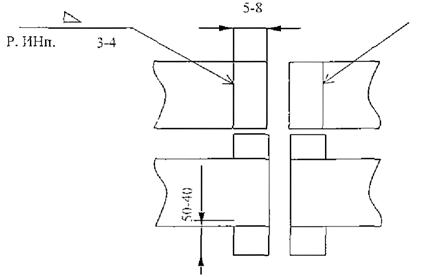
Рисунок 13. Формы и размеры технологических планок
10.6.4. Если соединения со «щелевым зазором» выполняются с наплавкой валиков, то последние следует наплавлять одновременно и на технологические планки, применяя ту же марку присадочной проволоки, что и для сварки соединения.
10.6.5. Наплавку валиков рекомендуется выполнять в 3 слоя: первый слой -проволокой диаметром 5 мм на сварочном токе 250 - 300 А; второй - проволокой диаметром 4 мм, 160 - 180 А, третий - проволокой диаметра от 3 мм, 140 - 160 А.
Наплавленные валики должны плавно сопрягаться между собой и свариваемыми кромками (рисунок 14).
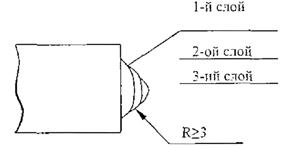
Рисунок 14. Взаимное расположение валиков при сварке
10.6.6. Перед сборкой сварного соединения наплавку следует предъявить ОТК.
10.6.7. Сборку стыков следует производить на прихватках, выполненных ручной аргонодуговой сваркой с защитой обратной стороны прихваток местным продувом инертным газом.
10.6.8. Сварной шов выполнять в несколько проходов. При выполнении корневого прохода вольфрамовый электрод располагать в осевой плоскости зазора, а присадочную проволоку прижимать к одной из свариваемых кромок (рисунок 15).
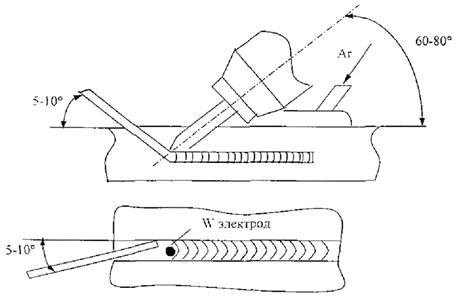
Рисунок 15. Расположение вольфрамового электрода и присадочной проволоки
10.6.9. Порядок заполнения «щелевого зазора» должен быть следующим: 1-й слой шва выполняется проволокой диаметром 3 мм на токе 150 - 180 А; 2-ой слой - проволокой 5 мм, на токе 300 - 320 А; последующие слои (кроме 5-го) - проволокой диаметром 6 мм на токе 400 ± 40 А; 5-ый слой, выравнивающий - без применения присадочной проволоки на токе 160 - 180 А (рисунок 16).
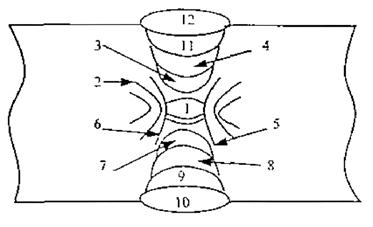
Рисунок 16. Порядок заполнения «щелевого зазора»
10.6.10. При выполнении сварки следует стремиться, чтобы поверхность каждого слоя, в том числе корневого прохода и прихваток (с лицевой и тыльной стороны), имела вогнутую форму (рисунок 17).
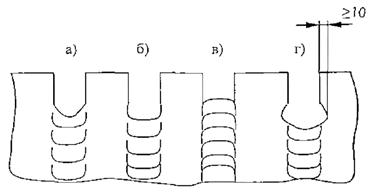
Рисунок 17. Виды формирования шва при сварке по «щелевому зазору»
а - хорошее формирование; б, в, г - неудовлетворительное формирование
10.6.11. Верхние слои сварного шва выполняются горелкой с фартуком для предупреждения окисления поверхности шва.
10.6.12. В процессе сварки по «щелевому зазору» рекомендуется применять сопла глубокой ламинарности, обеспечивающие качественную защиту шва от окисления при вылете вольфрамового электрода за обрез сопла до 60 - 80 мм.
10.7. Автоматическая сварка под флюсом
10.7.1. Конструктивные элементы подготовленных кромок и размеры сварных швов принимать по ОСТ 26-1. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-11-06, допускается по согласованию со специализированной научно-исследовательской организацией в соответствии с приложением 2 ПБ 10-115.
10.7.2. Сварку под флюсом производить на постоянном токе обратной полярности (плюс на электроде).
10.7.3. Для сварки применять сварочные автоматы ТС-17М, АДС-1000-2, АБС и др.
10.7.4. В качестве присадочного металла применять проволоку согласно табл. 52.
10.7.5. Для сварки применять бескислородные фторидно-хлоридные флюсы типа АН-Т, разработанные институтом электросварки им. Е.О. Патона.
10.7.6. Зажигание дуги производить замыканием дугового пространства титановой стружкой.
10.7.7. Сварку выполнять при малых вылетах электродной проволоки; при диаметре электрода 3 - 4 мм вылет не более 20 - 25 мм, при диаметре 5 мм - 27 - 30 мм.
10.7.8. Не допускается прорыв дуги сквозь флюс. Оставшийся после окончания нерасплавленный флюс собирается для дальнейшего использования. Шлаковую корку с поверхности шва необходимо сбивать только после охлаждения его до температуры не выше 400 °С.
10.7.9. При многослойной сварке второй и последующий швы выполнять после остывания предыдущих до температуры 60 - 80 °С.
10.7.10. Режимы автоматической дуговой сварки под флюсом приведены в табл. 59.
Таблица 59. Режимы автоматической дуговой сварки титановых сплавов под флюсом
|
Толщина свариваемого металла, мм |
Метод сварки |
Диаметр сварочной проволоки, мм |
Режим сварки |
|||
|
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи сварочной проволоки, м/ч |
Скорость сварки, м/ч |
|||
|
3 |
На остающейся подкладке |
2,0 |
190 - 210 |
28 - 30 |
162 |
50 |
|
3 |
То же |
2,5 |
240 - 260 |
30 - 32 |
162 |
50 |
|
4 |
То же |
2,5 |
270 - 290 |
30 - 32 |
189 |
50 |
|
4 |
На медной подкладке |
3,0 |
340 - 360 |
30 - 32 |
150 |
50 |
|
5 |
На остающейся подкладке |
3,0 |
340 - 360 |
30 - 32 |
150 |
50 |
|
5 |
На медной подкладке |
3,0 |
370 - 390 |
30 - 32 |
150 |
50 |
|
6 |
На остающейся подкладке |
3,0 |
380 - 400 |
30 - 32 |
162 |
50 |
|
6 |
На медной подкладке |
3,0 |
390 - 420 |
28 - 30 |
175 |
50 |
|
6 |
Двусторонняя |
2,5 |
240 - 260 |
28 - 32 |
162 |
50 |
|
8 |
На медной подкладке |
4,0 |
590 - 600 |
30 - 32 |
95 |
45 |
|
8 |
Двусторонняя |
3,0 |
310 - 300 |
28 - 30 |
189 |
50 |
|
10 |
На медной подкладке |
4,0 |
600 - 610 |
32 - 34 |
95 |
45 |
|
10 |
Двусторонняя |
3,0 |
340 - 360 |
30 - 32 |
150 |
50 |
|
12 |
То же |
3,0 |
350 - 400 |
28 - 30 |
162 |
50 |
|
15 |
То же |
3,0 |
390 - 420 |
30 - 32 |
175 |
50 |
10.8. Электрошлаковая сварка
10.8.1. Электрошлаковую сварку производить на переменном токе промышленной частоты.
10.8.2. Для электрошлаковой сварки титана и его сплавов применять флюс АН-Т2.
10.8.3. Электрошлаковую сварку выполнять с применением следующего оборудования и приспособлений:
- аппараты типа А-550 - для сварки изделий сечением до 250´250 мм пластинчатым электродом; типа А-680 - для сварки изделий сечением до 500´500 мм тремя пластинчатыми электродами; типа А-977 - для сварки плавящимся мундштуком (пластинчато-проволочным электродом) изделий сечением до 500´1200 мм;
- сварочные трансформаторы типа ТШС-300-1 или ТШС-300-3 или другого типа, обеспечивающие рабочее напряжение процесса 15 - 25 В и необходимый сварочный ток;
- универсальные (типа Р-918) или специализированные, охлаждаемые кокили.
10.8.4. Профиль кокиля должен соответствовать профилю свариваемых деталей. Местные зазоры не должны превышать 0,5 мм.
10.8.5. Поверхность пластинчатых электродов, применяемых для сварки, должна быть травленой. Ширина пластинчатых электродов равна толщине свариваемых деталей. Электрод может быть изготовлен из листа указанной толщины или набран пакетом из листов меньшей толщины, которые соединяются между собой точечной или аргонодуговой сваркой.
10.8.6. Для возбуждения электрошлакового процесса электрод закорачивается на деталь через титановую губку или стружку.
10.8.7. Засыпку флюса в шлаковую ванну в процессе сварки производить небольшими порциями через промежутки времени, достаточные для полного расплавления предыдущей порции.
10.8.8. Рекомендуемые режимы электрошлаковой сварки пластинчатым электродом приведены в табл. 60.
Таблица 60. Режимы электрошлаковой сварки титановых сплавов пластинчатым электродом
|
Толщина свариваемого металла, мм |
Толщина пластинчатого электрода, мм |
Плотность тока, А/мм2 |
Напряжение, В |
Масса засыпаемого флюса, г |
|
30 - 40 |
8 - 10 |
1,0 - 1,4 |
16 - 18 |
80 - 100 |
|
40 - 60 |
10 - 12 |
1,4 - 1,7 |
100 - 140 |
|
|
60 - 90 |
10 - 12 |
1,6 - 2,2 |
140 - 200 |
|
|
90 - 120 |
10 - 12 |
2,2 - 2,4 |
180 - 250 |
11. СВАРКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
11.1. Специальные требования
11.1.1. Конструктивные элементы подготовленных кромок и размеры швов должны соответствовать ГОСТ 14806 или другой действующей нормативной документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-01-1183, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
11.1.2. В зависимости от марки алюминия и способа сварки применять сварочные материалы, приведенные в табл. 61.
11.1.3. При сварке разнородных сплавов алюминия применять сварочную проволоку, указанную в табл. 62.
11.1.4. Временное сопротивление разрыву sв сварных соединений алюминиевых сплавов должно быть не ниже sв основного металла.
Ударная вязкость (KCU) и угол изгиба сварных соединений отдельных сплавов приведены в табл. 63.
11.1.5. Швы, обращенные к агрессивной среде, для повышения их коррозионной стойкости во всех случаях следует выполнять в первую очередь и за один проход.
11.1.6. В зависимости от толщины и конфигурации изделий сварка может быть выполнена способами, приведенными в табл. 64.
Таблица 61. Сварочные материалы для алюминия и его сплавов
|
Марка алюминия и алюминиевых сплавов |
Ручная дуговая сварка |
Сварка в защитных газах (аргон, гелий, смесь) |
Автоматическая дуговая сварка по флюсу |
Плазменная сварка |
||
|
марка электродов или покрытия |
марка сварочной проволоки по ГОСТ 7871 |
марка сварочной проволоки по ГОСТ 7871 |
марка сварочной проволоки по ГОСТ 7871 |
марка флюса |
марка сварочной проволоки по ГОСТ 7871 |
|
|
А99, A85, A8, А7, А6 |
АФ4а ОЗА-12) ЗАЛ-1 (АФ1) |
А99 Св-А97 Св-А85Т |
Св-А97 Св-А85Т |
Св-А97 Св-А85Т |
АН-А1 УФОК-А1 |
Св-А85Т |
|
АД00 АД0, А5 АД1 |
Cв-A85T Св-А5 |
Cв-A85T Св-А5 |
Св-А85Т Св-А5 |
|||
|
АМц АМцС |
- |
- |
Св-АМц |
Св-АМц |
АН-А1 УФОК-А1 |
|
|
AМг1 |
- |
- |
Св-АМг |
Св-АМг3 |
||
|
АМг3 |
- |
- |
Св-АМг3 Св-АМг51) |
Св-АМг3 Св-АМг5 |
||
|
АМг5 |
- |
- |
Св-АМг5 Св-АМг6 |
Св-АМг5 Св-АМг6 |
АН-А4 |
|
|
АМг6 |
- |
- |
Св-АМг6 по ГОСТ 7871 |
Св-АМг6 |
АН-А4 |
|
|
ПРИМЕЧАНИЯ: 1) Применение проволоки Св-АМг5 для сварки сплава АМг3 допускается в случае отсутствия требований к сварным соединениям по стойкости к межкристаллитной коррозии. 2) Электроды марки ОЗА-1 - по ТУ 14-4-614 |
||||||
Таблица 62. Сварочная проволока для сварки в защитных газах разнородных сплавов на алюминиевой основе
|
Марка свариваемых материалов |
Марка сварочной проволоки по ГОСТ 7871 |
|
A85, A8, АД0 ¸ АМц, АМцС |
Св-АМц |
|
А85, А8, АД0 ¸ АМг3 |
Св-АМг5, Св-АМг6 |
|
А85, А8, АД0 ¸ АМг3 |
Св-АМг6 |
|
А85, А8, АД0 ¸ АМг6 |
Св-АМг6 |
|
АМц, АМцС ¸ АМг3 |
Св-АМг5, Св-АМг6 |
|
АМг2 ¸ АМг3 |
Св-1557, Св-АМг5, Св-АМг6 |
|
АМг2 ¸ АМг5 |
Св-1557, Св-АМг6 |
|
АМг2 ¸ АМг6 |
Св-1557, Св-АМг6 |
|
АМг3 ¸ АМг5 |
Св-АМг6 |
|
АМг3 ¸ АМг6 |
Св-АМг6 |
|
ПРИМЕЧАНИЕ: Прочность сварных соединений из разнородных марок должна быть не ниже прочности менее прочного материала, а пластичность - не ниже пластичности менее пластичного материала. |
|
Таблица 63. Значения ударной вязкости и угла изгиба сварных соединений алюминиевых сплавов
|
Марка сплава |
А99, А85, А8, А7, А6, А5, АД0, АД1, АМц, АМцС, AМг1 |
АМг3 |
АМг5 |
АМг6 |
|
Угол изгиба, не менее, град. |
120 |
60 |
45 |
45 |
|
Ударная вязкость Дж/см2, (кгсм/см2), не менее: |
||||
|
От 0° до плюс 150 °С |
- |
- |
39 (3,9) |
32 (3,2) |
|
От минус 70° до 0 °С |
- |
- |
38 (3,8) |
28 (2,8) |
Таблица 64. Типы сварных соединений для ручной, автоматической и полуавтоматической сварки алюминия и его сплавов
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Условное обозначение сварного соединения по ГОСТ 14806 |
Способ сварки |
||
|
Ручная |
Автоматическая |
Полуавтоматическая |
||||
|
Стыковое |
С отбортовкой кромок |
Односторонний |
C1 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (0,8 - 2) мм1) |
Аргонодуговая сварка неплавящимся электродом S = S1 = (0,8 - 3) мм |
|
|
Стыковое |
Без скоса кромок |
Двусторонний |
С7 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (3 - 4) мм Ручная дуговая покрытыми электродами2) S = S1 = (4 - 25) мм |
Аргонодуговая сварка неплавящимся электродом S = S1 = (4 - 20) мм Аргонодуговая сварка плавящимся электродом S = S1 = (4 - 20) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (4 - 8) мм |
|
Стыковое |
Без скоса кромок |
Двусторонний |
С7 |
Покрытыми электродами S = S1 = (6 - 25) мм |
Аргонодуговая двухэлектродная сварка (двумя плавящимися электродами) S = S1 = (12 - 20) мм Сварка под слоем флюса S = S1 = (8 - 35) мм |
- |
|
Стыковое |
Без скоса кромок |
Односторонний на остающейся подкладке |
С5 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (0,8 - 12) мм Ручная дуговая сварка S = S1 = (6 - 10) мм2) |
Аргонодуговая сварка неплавящимся электродом S = S1 = (0,8 - 12) мм Аргонодуговая сварка плавящимся электродом S = S1 = (4 - 12) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (4 - 8) мм |
|
Стыковое |
Со скосом кромок |
Односторонний на съемной подкладке |
С18 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (5 - 30) мм3) |
Аргонодуговая сварка неплавящимся электродом S = S1 = (5 - 20) мм Аргонодуговая сварка плавящимся электродом S = S1 = (12 - 30) мм Аргонодуговая двухэлектродная сварка (двумя плавящимися электродами) S = S1 = (30 - 60) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (12 - 30) мм |
|
Стыковое |
Со скосом кромок |
Двухсторонний |
C21 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (5 - 30) мм Ручная дуговая сварка S = S1 = (5 - 60) мм |
Аргонодуговая сварка неплавящимся электродом S = S1 = (5 - 40) мм Аргонодуговая сварка плавящимся электродом S = S1 = (6 - 30) мм Аргонодуговая двухэлектродная сварка (двумя плавящимися электродами) S = S1 = (30 - 60) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (5 - 30) мм |
|
Стыковое |
С двумя симметричными скосами кромок |
Двусторонний |
С25 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (12 - 30) мм Ручная дуговая сварка S = S1 = (35 - 60) мм2) |
Аргонодуговая сварка неплавящимся электродом S = S1 = (30 - 60) мм Аргонодуговая сварка неплавящимся электродом S = S1 = (20 - 40) мм Аргонодуговая двухэлектродная сварка (двумя плавящимися электродами) S = S1 = (30 - 60) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (12 - 30) мм |
|
Стыковое |
С двумя симметричными криволинейными скосами кромок |
Двусторонний |
С26 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (30 - 40) мм |
Аргонодуговая сварка неплавящимся электродом S = S1 = (30 - 60) мм Аргонодуговая сварка плавящимся электродом S = S1 = (30 - 60) мм S = S1 = (100 - 120) мм Аргонодуговая двухэлектродная сварка (двумя плавящимися электродами) S = S1 = (30 - 60) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (30 - 60) мм S = S1 = (100 - 120) мм |
|
Угловое |
Без скоса кромок |
Двусторонний |
У5 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (1,5 - 12) мм |
Аргонодуговая сварка неплавящимся электродом S = S1 = (1,5 - 12) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (10 - 12) мм |
|
Угловое |
Со скосом одной кромки |
Двусторонний |
У7 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (5 - 20) мм |
Аргонодуговая сварка неплавящимся и плавящимся электродом S = S1 = (5 - 20) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (5 - 20) мм |
|
Угловое |
Со скосом кромок |
Двусторонний |
У10 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (12 - 30) мм |
Аргонодуговая сварка неплавящимся электродом S = S1 = (12 - 30) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (12 - 30) мм |
|
Тавровое |
Без скоса кромок |
Двусторонний |
Т3 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (1,5 - 20) мм Ручная дуговая сварка S = S1 = (15 - 20) мм2) |
Аргонодуговая сварка неплавящимся электродом S = S1 = (1,5 - 20) мм Аргонодуговая сварка плавящимся электродом |
Аргонодуговая сварка плавящимся электродом S = S1 = (4 - 20) мм |
|
Тавровое |
Без скоса кромок |
Односторонний |
Т1 |
То же |
То же |
То же |
|
Тавровое |
С двумя симметричными скосами одной кромки |
Двусторонний |
Т8, Т5 (S > 30) |
Аргонодуговая сварка неплавящимся электродом S = S1 = (12 - 60) мм |
Аргонодуговая сварка неплавящимся электродом S = S1 = (12 - 60) мм Аргонодуговая сварка плавящимся электродом S = S1 = (12 - 60) мм Аргонодуговая двухэлектродная сварка (двумя плавящимися электродами) S = S1 = (50 - 60) мм |
Аргонодуговая сварка плавящимся электродом S = S1 = (12 - 60) мм |
|
Нахлесточное |
Без скоса кромок |
Односторонний Двусторонний |
Н1, Н2 |
Аргонодуговая сварка неплавящимся электродом S = S1 = (1,5 - 20) мм |
Аргонодуговая сварка неплавящимся и плавящимся электродом S = S1 = (1,5 - 20) мм |
Аргонодуговая сварка неплавящимся электродом S = S1 = (1,5 - 36) мм |
|
1) S, S1 - толщина свариваемых деталей, мм. 2) Конструктивные элементы подготовки кромок и размеры сварных швов при ручной дуговой сварке штучными электродами принимаются по НД предприятий. 3) При сварке с подогревом для сварных соединений C18 и C21 толщиной свыше 20 мм конструктивные элементы подготовки кромок и размеры швов принимаются по НД предприятий. ПРИМЕЧАНИЕ: Сварка вышеуказанных алюминиевых сплавов в зависимости от толщины и марки сплава осуществляются с подогревом от 150 до 350 °С. |
||||||
11.2. Подготовка под сварку
11.2.1. Подготовка кромок производится механическим способом.
11.2.2. Перед сваркой кромки и прилегающие к ним поверхности с двух сторон должны быть зачищены с целью удаления окисной пленки на ширине, равной 1,5 толщины свариваемого металла, но не менее 20 мм, механическим способом (щетками из нержавеющей проволоки и т.п.) с обязательным последующим обезжириванием или химическим способом, состоящим из следующих операций:
- обезжиривание в 5 %-ном водном растворе едкого натра при 60 - 80 °С в течение 2 мин;
- промывка в теплой воде (температура не ниже 45 °С), а затем в холодной проточной воде;
- осветление в 15 %-ном водном растворе азотной кислоты при температуре 60 - 65 °С, в течение 2 - 5 мин;
- промывка в теплой (не ниже 45 °С) и холодной воде;
- сушка при температуре 60 °С до окончательного удаления влаги.
11.2.3. Непосредственно перед сваркой кромки должны быть обезжирены ацетоном или другим растворителем.
Время между зачисткой свариваемых поверхностей и сваркой не должно быть более 24 ч.
11.2.4. Проволока должна поставляться для ручной сварки в отожженном или нагартованном состоянии, для автоматической и полуавтоматической сварки - только в нагартованном состоянии.
11.2.5. Перед началом сварочных работ проволока должна подвергаться наружному осмотру. При этом состояние поверхности сварочной проволоки должно удовлетворять требованиям ГОСТ 7871.
11.2.6. Сварочные материалы, предназначенные для выполнения сварных соединений, к которым предъявляются требования по стойкости к межкристаллитной коррозии перед использованием должны подвергаться испытаниям (контрольные образцы) на отсутствие склонности к межкристаллитной коррозии для сварных соединений из алюминия по методике, изложенной в ОСТ 26-01-1183, а из алюминиевых сплавов по ГОСТ 9.021.
(Измененная редакция, Изм. № 1).
11.2.7. Сварочную проволоку следует подвергать - химической очистке по технологии указанной в п. 11.2.2 или электрохимической полировке по инструкции завода-изготовителя аппарата.
11.2.8. Срок хранения сварочных материалов после химической очистки не более 12 ч на воздухе или не более 36 ч при хранении в герметично закрытой таре.
11.3. Ручная дуговая сварка алюминия марок А99, А85, А8, А7, А6, А5, АД00, АД0, АД1
11.3.1. Сварку рекомендуется производить электродами на проволоке Св А97, Св A85T и Св А5 по ГОСТ 7871 с покрытием АФ4А с криолитом (65 % флюса АФ4А и 35 % криолита).
11.3.2. Допускается использовать также электроды с покрытиями А ОЗА-1 и ЭАл-1 (АФ1).
11.3.3. При толщине 12 мм и более прихватку и сварку производить с подогревом до 250 - 350 °С.
11.3.4. Собранные под сварку узлы прихватывают теми же электродами, которыми будет производиться сварка.
11.3.5. Прихватку и сварку производят на постоянном токе обратной полярности.
11.3.6. Зазор при сборке устанавливается в зависимости от толщины металла в пределах до 3 мм.
11.3.7. При многослойной сварке каждый последующий слой накладывается после тщательной зачистки предыдущего.
11.3.8. После сварки производится зачистка швов (если она требуется по техническим условиям).
11.3.9. Режимы сварки приведены в табл. 65.
Таблица 65. Режимы ручной дуговой сварки алюминия марок А99, A85, A8, A7, A6, А5, АД00, АД0, АД1
|
Форма подготовленных кромок |
Характер выполнения шва |
Толщина свариваемого материала, мм |
Диаметр электрода, мм |
Сварочный ток, А |
|
Без скоса кромок |
Двусторонний |
6 |
5 |
280 - 300 |
|
8 |
6 |
300 - 320 |
||
|
10 |
6 |
320 - 380 |
||
|
12 |
8 |
350 - 450 |
||
|
16 |
400 - 450 |
|||
|
20 |
450 - 550 |
|||
|
25 |
500 - 550 |
|||
|
Без скоса кромок |
Односторонний на остающейся подкладке |
6 |
5 |
280 - 300 |
|
8 |
6 |
300 - 320 |
||
|
10 |
6 |
320 - 380 |
||
|
Со скосом кромок |
Двусторонний |
26 - 28 |
8 |
500 - 550 |
|
30 - 32 |
550 - 600 |
|||
|
34 - 60 |
600 - 700 |
|||
|
С двумя симметричными скосами кромок |
Двусторонний |
35 |
8 |
550 - 600 |
|
40 |
||||
|
45 |
600 - 700 |
|||
|
50 |
||||
|
60 |
11.3.10. При длине шва более 500 мм рекомендуется применять обратноступенчатый способ сварки.
11.4. Ручная аргонодуговая сварка неплавящимся электродом
11.4.1. Сварочные материалы принимают согласно табл. 61, 62.
11.4.2. В качестве неплавящегося электрода применяют лантанированные вольфрамовые прутки по ТУ 48-19-27, ГОСТ 23949.
11.4.3. Для защиты дуги применяют аргон по ГОСТ 10157 и гелий по ТУ 51-940.
11.4.4. Для формирования корня шва применять подкладки с канавкой по линии стыка, глубиной от 0,8 до 2,0 мм и шириной от 4 до 20 мм.
11.4.5. Сварку ведут на переменном токе с наложением высокой частоты.
11.4.6. Изделия перед сваркой необходимо подогревать до 150 - 350 °С в зависимости от толщины и марок сплава в соответствии с табл. 66.
Таблица 66. Максимальная температура подогрева алюминия и его сплавов перед сваркой
|
Сплав |
Толщина металла, мм |
Температура подогрева, °С |
Продолжительность нагрева, мин |
|
А99, А85, АД0, АД1 |
Любая |
350 |
60 |
|
АМц |
Любая |
250 |
60 |
|
AМг1, АМг3 |
£ 12 |
100 |
30 |
|
АМг5, АМг6 |
³ 12 |
150 |
10 |
11.4.7. Вылет вольфрамового электрода должен составлять 8 - 12 мм.
11.4.8. Ориентировочные режимы сварки приведены в табл. 67.
Таблица 67. Режимы ручной аргонодуговой сварки неплавящимся электродом алюминия и его сплавов
|
Условное обозначение шва по ГОСТ 14806 |
Толщина свариваемого металла, мм |
Диаметр вольфрамового электрода, мм |
Диаметр сварочной проволоки, мм |
Расход аргона, л/мин |
Сварочный ток, А |
Кол-во слоев |
Примечание |
|
С1 |
1,5 |
1,0 |
1,0 |
5 - 6 |
60 - 90 |
1 |
- |
|
2,0 |
3,0 |
2,0 |
5 - 6 |
80 - 110 |
1 |
||
|
С7 |
3,0 |
4,0 |
3,0 |
7 - 8 |
100 - 130 |
2 |
- |
|
С5 |
2,0 |
3,0 - 4,0 |
2,0 - 2,5 |
5 - 6 |
80 - 100 |
1 |
- |
|
3,0 - 4,0 |
4,0 |
3,0 |
7 - 8 |
150 - 170 |
1 |
||
|
5,0 - 12,0 |
4,0 - 5,0 |
3,0 |
7 - 8 |
180 - 200 |
1 - 4 |
||
|
С21 |
5,0 - 12,0 |
5,0 |
4,0 - 5,0 |
10 - 12 |
180 - 220 |
2 - 10 |
Количество слоев изменяется в зависимости от толщины изделия |
|
6,0 |
12 - 14 |
240 - 260 |
|||||
|
12,0 - 50,0 |
8,0 |
6,0 - 8,0 |
12 - 14 |
400 - 450 |
2 - 5 |
||
|
С25 |
5,0 - 12,0 |
5,0 |
4,0 - 5,0 |
10 - 12 |
180 - 220 |
2 - 10 |
То же |
|
6,0 |
12 - 14 |
240 - 260 |
|||||
|
12,0 - 30,0 |
8,0 |
6,0 - 8,0 |
12 - 14 |
400 - 450 |
2 - 5 |
||
|
Т3, Т1 |
1,5 - 20,0 |
5,0 - 6,0 |
4,0 |
8 - 10 |
180 - 260 |
1 - 5 |
Количество слоев изменяется в зависимости от толщины изделия и катета шва |
|
Н1, Н2 |
1,5 - 20,0 |
4,0 |
3,0 - 5,0 |
8 - 10 |
140 - 150 |
1 - 5 |
То же |
|
5,0 |
10 - 12 |
180 - 220 |
|||||
|
6,0 |
12 - 14 |
220 - 260 |
11.5. Автоматическая сварка по флюсу
11.5.1. Автоматической сваркой целесообразно сваривать:
- продольные стыки при диаметре обечайки свыше 1200 мм и длине более 1000 мм:
- кольцевые стыки при диаметре обечаек свыше 1600 мм.
11.5.2. Марки присадочных проволок принимают по табл. 61, 62. Проволока должна поставляться в нагартованном состоянии.
11.5.3. Состав флюсов АН-Аl и УФОК-Аl приведены в табл. 68.
Таблица 68. Состав флюсов, %
|
Компоненты |
Марка флюса |
|
|
АН-Аl |
УФОК-Аl по ТУ 48-4-347 |
|
|
Калий хлористый по ГОСТ 4234 |
50 |
40 |
|
Натрий хлористый по ГОСТ 4233 |
20 |
30 |
|
Криолит К-1 по ГОСТ 10561 |
30 |
30 |
11.5.4. Технологический процесс изготовления флюса состоит из следующих операций:
- просушки компонентов при температуре 200 - 250 °С в течение 1,5 - 2 ч;
- измельчения их до размера 1,5 - 2,0 мм в поперечнике;
- просев через сито с 16 отв/см2;
- взвешивания согласно рецептуре (см. табл. 68);
- перемешивания;
- расплавления (в тигле из окалиностойкой стали или графита) при 750 - 800 °С с выдержкой при этой температуре в течение 10 мин;
- разлива флюса для остывания на противень высотой слоя не более 10 - 15 мм;
- измельчения флюса до размеров 0,2 - 1,0 мм;
- просушки флюса при температуре 200 - 250 °С;
11.5.5. Допускается использование механической смеси компонентов флюсов или керамических флюсов.
11.5.6. Сборку выполнять с минимальными зазорами (0 - 0,5 мм).
11.5.7. Рихтовку и подготовку выполняют деревянными или дуралюминиевыми молотками.
11.5.8. Собранные под сварку детали и узлы прихватывают ручной аргонодуговой или дуговой сваркой с подогревом до 220 - 250 °С.
Длина прихватки 50 - 60 мм, расстояние между ними - 300 - 500 мм.
11.5.9. Во избежание прилипания брызг при сварке поверхность листов по обе стороны шва покрывают листовым асбестом или раствором мела в воде.
11.5.10. Во избежание прожогов сварку необходимо вести на плотно поджатой подкладке из меди или стали.
11.5.11. Сварку вести без предварительного подогрева. При сварке кольцевых швов начальный участок шва длиной 150 - 200 мм при окончании сварки перекрывается вторым слоем.
11.5.12. Начало и конец шва необходимо выводить на заходные планки.
11.5.13. Размеры флюсового слоя следует выбирать с таким расчетом, чтобы дуга только наполовину погружалась в слой флюса. При больших количествах флюса уменьшается глубина проплавления.
11.5.14. Сварку выполнять на постоянном токе обратной полярности (плюс на электроде). Металл толщиной до 55 мм сваривается в один слой без разделки кромок с одной или двух сторон. Возможна сварка одной или двумя электродными проволоками.
11.5.15. Режимы сварки приведены в табл. 69.
Таблица 69. Рекомендуемые режимы автоматической дуговой сварки по флюсу стыковых двусторонних швов алюминия и его сплавов (С7 по ГОСТ 14806)
|
Толщина свариваемого металла, мм |
Количество сварочных проволок |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, А |
Скорость сварки, м/час |
Ширина слоя флюса, мм |
Толщина слоя флюса, мм |
|
6 |
1 |
1,2 - 1,4 |
170 - 180 |
28 - 30 |
25 - 26 |
24 - 26 |
6 - 10 |
|
8 |
1 |
1,4 - 1,6 |
190 - 210 |
30 - 32 |
20 - 22 |
24 - 26 |
8 - 10 |
|
10 |
1 |
1,6 - 2,0 |
220 - 280 |
32 - 36 |
18 - 22 |
26 - 28 |
8 - 12 |
|
2 |
1,6 |
300 - 320 |
32 - 34 |
16 - 18 |
26 - 30 |
8 - 10 |
|
|
12 |
1 |
2,5 - 2,7 |
350 - 370 |
38 - 40 |
16 - 18 |
32 - 34 |
10 - 12 |
|
1 |
1,6 - 1,8 |
320 - 340 |
32 - 34 |
16 - 18 |
30 - 32 |
10 - 12 |
|
|
16 |
1 |
2,8 - 3,0 |
400 - 450 |
38 - 42 |
14 - 16 |
40 - 44 |
12 - 14 |
|
2 |
2,0 - 2,2 |
400 - 450 |
36 - 38 |
16 - 18 |
38 - 40 |
10 - 12 |
|
|
18 |
1 |
3,0 - 3,2 |
450 - 480 |
38 - 42 |
14 - 16 |
40 - 44 |
12 - 14 |
|
20 |
2 |
2,3 - 2,5 |
470 - 500 |
36 - 40 |
14 - 16 |
46 - 50 |
12 - 14 |
|
25 |
1 |
3,0 - 3,2 |
450 - 480 |
38 - 42 |
12 - 14 |
46 - 50 |
12 - 14 |
|
35 |
1 |
5,0 - 5,2 |
1000 - 1200 |
46 - 48 |
10 - 12 |
50 - 54 |
14 - 16 |
11.6. Автоматическая и полуавтоматическая сварка плавящимся электродом в защитных газах
11.6.1. Присадочные проволоки принимаются согласно табл. 61, 62.
11.6.2. Для сварки применяют аргон по ГОСТ 10157, газовые смеси, приведенные в табл. 70.
Таблица 70. Рекомендуемые защитные газовые смеси и режимы сварки в зависимости от толщины материала (полуавтоматическая сварка плавящимся электродом)
|
Толщина, мм |
Рекомендуемая смесь |
Диаметр сварочной проволоки, мм |
Скорость сварки, мм/мин |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость подачи проволоки, м/мин |
Расход газа, л/мин |
|
1,6 |
НН-1 |
1,0 |
450 - 600 |
70 - 100 |
17 - 18 |
4,0 - 6,0 |
14 |
|
3,0 |
НН-1 |
1,2 |
500 - 700 |
105 - 120 |
17 - 20 |
5,0 - 7,0 |
14 |
|
6,0 |
НН-1 |
1,2 |
450 - 600 |
120 - 140 |
20 - 24 |
6,5 - 8,5 |
14 |
|
6,0 |
НН-2 |
1,2 |
550 - 800 |
160 - 200 |
27 - 30 |
8,0 - 10,0 |
14 |
|
10,0 |
НН-2 |
1,2 |
450 - 600 |
120 - 140 |
20 - 24 |
6,5 - 8,5 |
16 |
|
10,0 |
НН-2 |
1,6 |
500 - 700 |
240 - 300 |
29 - 32 |
7,0 - 9,0 |
16 |
|
> 10,0 |
НН-2 |
1,2 - 1,6 |
400 - 500 |
130 - 200 |
20 - 26 |
6,5 - 8,0 |
18 |
|
> 10,0 |
НН-3 |
1,6 - 2,4 |
450 - 700 |
300 - 500 |
32 - 40 |
9,0 - 14,0 |
18 |
|
ПРИМЕЧАНИЯ: - газовая смесь НН-1 состоит из 30 % гелия и 70 % аргона; - газовая смесь НН-2 состоит из 50 % гелия и 50 % аргона; - газовая смесь НН-3 состоит из 70 % гелия и 30 % аргона. Смесь НН-1 дает более эффективный нагрев, чем аргон. Увеличивается проплавление и скорость сварки. Смесь НН-2 - наиболее универсальная газовая смесь. Смесь НН-3 - при сварке тонких листов снижает пористость, увеличивает скорость сварки. |
|||||||
11.6.3. Проволоку и свариваемый металл очищают способами, указанными в п. 11.2.2.
11.6.4. Прихватку выполняют ручной аргонодуговой сваркой.
11.6.5. Сварку производят на постоянном токе обратной полярности.
11.6.6. Начало и конец шва выводят на заходные планки.
11.6.7. Вылет сварочной проволоки следует устанавливать 12 - 20 мм.
11.6.8. В зависимости от толщины металла и марки сплава сварку выполняют с подогревом от 150 до 350 °С.
11.6.9. При сварке кольцевых швов начало шва перекрывать на участки длиной до 300 мм (в зависимости от габаритов изделия).
11.6.10. При перекрытии шва обеспечивать полное расплавление кратера.
11.6.11. Рекомендуемые режимы автоматической сварки приведены в табл. 71.
11.6.12. Режимы полуавтоматической сварки приведены в табл. 72 и табл. 70.
11.7. Автоматическая двухэлектродная сварка по флюсу
11.7.1. Для двухэлектродной сварки алюминия применяют неплавленный флюс AH-Al следующего состава, массовая доля компонентов в смеси, %:
- калий хлористый ГОСТ 4234 - 50
- натрий хлористый ГОСТ 4233 - 20
- криолит ГОСТ 10561 - 30
11.7.2. Поступление флюса в зону сварки регулируют специальным дозирующим устройством.
11.7.3. Сборку под сварку выполняют с минимальным зазором (0 - 1,5 мм).
11.7.4. Смещение кромок в продольных и кольцевых стыковых соединениях должно составлять не более 10 % толщины стенки аппарата.
11.7.5. Собранные под сварку детали и сборочные единицы прихватывают ручной электродуговой сваркой электродами марок АФ4А с криолитом, CЗA-1 или Al1Ф1. Прихватки производить с внутренней стороны аппарата. Длина прихваток - 80 - 120 мм, расстояние между ними - 400 - 500 мм.
11.7.6. Сварку ведут без подогрева.
11.7.7. При сварке продольных стыков начало и конец шва необходимо выводить на заходные планки.
11.7.8. Сварку выполняют на постоянном токе обратной полярности (плюс на электроде) полуоткрытой дугой.
11.7.9. Двухдуговая сварка аппарата выполняется в следующей последовательности:
- сварка продольных стыков обечаек с внутренней стороны с пневматическим флюсоподжимом (для флюсовых подушек применяют флюс АН-348А средней грануляции);
- сварка кольцевых стыковых соединений с внутренней стороны с применением флюсовой подушки или асбестового бандажа;
- сварка кольцевых и продольных стыков с внешней стороны.
Таблица 71. Рекомендуемые режимы автоматической сварки в защитных газах плавящимся электродом алюминия и его сплавов
|
Условное обозначение шва по ГОСТ 14806 |
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Скорость сварки, м/ч |
Напряжение на дуге, В |
Расход аргона, л/мин |
Скорость подачи проволоки, м/ч |
Кол-во слоев |
Примечание |
|
С7 |
10 |
2,0 |
320 - 340 |
20 - 26 |
27 - 28 |
24 - 28 |
290 - 310 |
2 |
Сварку первого слоя выполняют на подкладке во избежание прожогов |
|
14 |
2,0 |
340 - 360 |
16 - 20 |
27 - 28 |
24 - 28 |
310 - 330 |
|||
|
20 |
2,0 - 2,5 |
360 - 380 |
14 - 16 |
29 - 30 |
28 - 35 |
330 - 360 |
|||
|
С5 |
4 |
1,2 - 1,4 |
150 - 170 |
30 - 35 |
16 - 20 |
14 - 18 |
170 - 190 |
1 |
- |
|
6 |
1,4 - 1,6 |
260 - 300 |
18 - 25 |
23 - 25 |
20 - 24 |
240 - 260 |
|||
|
10 |
2,0 |
360 - 380 |
18 - 22 |
26 - 28 |
24 - 28 |
330 - 360 |
|||
|
12 |
2,0 |
380 - 420 |
14 - 16 |
28 - 29 |
28 - 35 |
360 - 390 |
|||
|
С18 |
15 |
2,0 |
1-й слой 240 - 280 2-й слой 320 - 340 |
20 - 5 |
23 - 25 |
24 - 28 |
220 - 250 290 - 310 |
2 |
- |
|
C18 |
20 |
2,0 |
1-й слой 360 - 380 2-й слой 400 - 420 |
16 - 18 |
28 - 30 |
28 - 35 |
330 - 360 370 - 390 |
2 |
|
|
С25 |
20 |
2,0 |
1-й слой 360 - 380 2-й слой 400 - 420 |
16 - 18 |
28 - 30 |
28 - 35 |
330 - 360 370 - 390 |
2 |
Первый слой выполнять на подкладке. Корень шва перед сваркой с обратной стороны подрубить |
|
25 |
2,0 |
1-й слой 360 - 380 2-й слой 400 - 430 |
14 - 16 |
28 - 30 |
28 - 35 |
330 - 360 370 - 390 |
2 |
||
|
С25 |
30 |
2,0 |
1-й слой 360 - 380 Последующие слои 400 - 430 |
14 - 16 |
28 - 30 |
28 - 35 |
330 - 360 370 - 390 |
4 |
Первый слой выполнять на подкладке. Корень шва перед сваркой с обратной стороны подрубить |
|
С26 |
36 |
2,0 |
1-й слой 360 - 380 Последующие слои 400 - 430 |
14 - 16 |
28 - 30 |
28 - 35 |
330 - 360 370 - 390 |
6 |
Первый слой выполнять на подкладке |
Таблица 72. Рекомендуемые режимы полуавтоматической сварки в защитных газах плавящимся электродом алюминия и его сплавов
|
Условное обозначение шва по ГОСТ 14806 |
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Скорость подачи проволоки, м/ч |
Напряжение на дуге, В |
Расход аргона, л/мин |
Кол-во слоев |
Примечание |
|
С7 |
10 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
12 - 14 |
2 |
Сварку первого слоя выполняют на подкладке во избежание прожогов. Перед сваркой зачистить шов с обратной стороны |
|
С5 |
4 |
1,2 - 1,4 |
120 - 160 |
150 - 170 |
25 |
10 - 12 |
1 |
|
|
6 |
1,4 - 1,6 |
220 - 260 |
200 - 220 |
25 |
12 - 14 |
1 |
||
|
C18 |
10 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
12 - 14 |
1 |
|
|
15 |
3 |
|||||||
|
20 |
4 (подварка с обратной стороны) |
|||||||
|
С25 |
15 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
12 - 14 |
4 |
Первый слой выполнять на подкладке. Корень шва перед сваркой с обратной стороны зачистить |
|
20 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
12 - 14 |
4 |
||
|
С26 |
30 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
14 - 16 |
10 |
Первый слой выполнять на подкладке. Сварка рекомендуется с подогревом |
|
36 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
14 - 16 |
12 |
||
|
Т3 |
10 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
12 - 14 |
1 с каждой стороны |
∆ = 3 - 6 мм (катет шва) |
|
Т8 |
20 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
14 - 16 |
6 - 7 с каждой стороны |
∆ = 8 - 15 мм (катет шва) |
|
30 |
12 - 15 с каждой стороны |
∆ = 10 - 20 мм (катет шва), рекомендуется подогрев |
||||||
|
36 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
14 - 16 |
18 - 22 с каждой стороны |
∆ = 15 - 30 мм (катет шва), рекомендуется подогрев |
|
|
Н1, Н2 |
10 |
2,0 |
300 - 320 |
260 - 290 |
28 - 29 |
12 - 14 |
1 |
Для толщины 30 - 36 мм рекомендуется подогрев |
|
20 |
14 - 16 |
6 |
||||||
|
30 |
12 - 15 |
|||||||
|
36 |
18 - 20 |
11.7.10. Сварку кольцевых стыковых швов с наружной стороны следует выполнять в зените или с незначительным отклонением от него в сторону спуска. Сварка «на подьем» недопустима, так как ведет к прожогам.
11.7.11. Шлаковую корку с внутренних швов удаляют после окончания сварки с внешней стороны.
11.8. Ручная и автоматическая плазменная сварка алюминия марок АД0 и АД00 толщиной до 20 мм
11.8.1. Типы сварных швов, выполненных плазменной сваркой, допускается принимать рекомендуемые ГОСТ 14806 для аргонодуговой сварки неплавящимся электродом. Конструктивные элементы подготовки кромок и размеры сварных швов для толщин, не указанных в ГОСТ 14806, выполняются по нормативной документации предприятия-изготовителя. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-01-1183, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
11.8.2. Для выполнения прихваток и плазменной сварки применяют проволоку Св-A85T согласно табл. 61, 62.
11.8.3. В качестве защитного газа применяют аргон по ГОСТ 10157.
11.8.4. Проволоку и свариваемый металл очищают способами, указанными в п.п. 11.2.2, 11.2.3 и 11.2.4.
11.8.5. Прихватки при сборке выполняются ручной аргонодуговой сваркой неплавящимся электродом с применением присадочной проволоки марки Св-А85Т. Допускается выполнять прихватки плазменной дугой с применением той же присадочной проволоки.
11.8.6. Размеры прихваток и расстояние между ними выбираются в зависимости от конструкции изделия согласно табл. 73.
Таблица 73. Размеры прихваток при сборке под плазменную сварку алюминия, мм
|
Толщина свариваемого металла |
Шаг прихваток |
Длина прихваток |
|
4 - 6 |
100 - 200 |
10 - 20 |
|
8 |
200 - 300 |
30 - 35 |
|
10 - 16 |
300 - 350 |
40 - 50 |
|
16 - 20 |
350 - 400 |
60 - 70 |
11.8.7. При сборке соединений с толщиной металла более 6 мм места прихваток в случае аргонодуговой сварки необходимо подогревать газовым пламенем до температуры 200 - 250 °С. Контроль температуры подогрева осуществляется термопарами ОПИР-09 или термокарандашами.
11.8.8. Прихватки перед сваркой зачищаются.
11.8.9. Плазменная сварка осуществляется дугой обратной полярности, горящей между электродом (анодом) и изделием (катодом).
11.8.10. Глубина погружения вольфрамового электрода внутрь формирующего сопла относительно среза должна быть 2 - 2,5 мм с углом заточки рабочего конца электрода 90°.
11.8.11. Режимы ручной и автоматической плазменной сварки приведены в табл. 74 и 75.
Таблица 74. Режимы ручной плазменной сварки алюминия
|
Толщина металла, мм |
Диаметр присадочной проволоки, мм |
Режимы сварки |
||||
|
Сварочный ток, А |
Напряжение на дуге, В |
Диаметр формирующего сопла, мм |
Расход аргона, л/мин |
Обозначение сварного соединения |
||
|
6 |
4 |
180 - 200 |
28 - 32 |
6 |
6 - 8 |
С5 |
|
8 |
5 |
220 - 240 |
32 - 34 |
7 |
7 - 9 |
С5 |
|
10 |
5 |
230 - 250 |
33 - 36 |
7 |
8 - 10 |
С5 |
|
12 |
6 |
240 - 270 |
34 - 36 |
7 |
8 - 9 |
С17 |
|
14 |
6 |
270 - 300 |
34 - 37 |
8 |
7 - 9 |
С17 |
|
16 |
6 |
320 - 350 |
35 - 38 |
8 |
8 - 11 |
С21 |
|
18 |
6 |
340 - 380 |
36 - 40 |
8 |
9 - 12 |
С21 |
|
20 |
6 |
370 - 410 |
38 - 42 |
8 |
10 - 14 |
С21 |
Таблица 75. Режимы автоматической плазменной сварки
|
Свариваемая толщина, мм |
Сварочный ток, А |
Скорость |
Расход аргона, л/мин |
Диаметр формирующего сопла, мм |
||
|
сварки, м/ч |
подачи проволоки диаметра 3,0, м/ч |
для защиты |
плазмообразующего |
|||
|
6 |
340 - 350 |
16,0 - 18,0 |
60 - 65 |
14 - 16 |
1 - 1,0 |
4 |
|
8 |
350 - 365 |
12,0 - 14,0 |
60 - 65 |
16 - 18 |
1 - 1,4 |
4 |
|
10 |
370 - 390 |
8,0 - 10,0 |
80 - 90 |
18 - 20 |
1 - 1,8 |
5 |
|
12 |
400 - 415 |
7,0 - 8,0 |
95 - 100 |
20 - 22 |
1 - 2,0 |
5 |
|
14 |
420 - 435 |
6,5 - 7,0 |
95 - 105 |
22 - 24 |
1 - 2,0 |
6 |
|
16 |
430 - 445 |
5,8 - 6,5 |
100 - 110 |
24 - 26 |
1 - 2,0 |
8 |
|
18 |
450 - 465 |
5,5 - 6,0 |
110 - 120 |
26 - 28 |
1 - 2,0 |
8 |
|
20 |
470 - 480 |
5,0 - 5,5 |
120 - 130 |
26 - 28 |
1 - 2,0 |
10 |
|
ПРИМЕЧАНИЕ: Расстояние от торца плазмотрона до изделия должно устанавливаться в пределах 12 - 22 мм. |
||||||
12. СВАРКА МЕДИ И МЕДНЫХ СПЛАВОВ
12.1. Специальные требования
12.1.1. Сварочные материалы, предназначенные для выполнения сварных соединений из меди и медных сплавов должны подвергаться обязательной очистке в связи с большой чувствительностью меди и медных сплавов к водороду (осушка газов, прокалка флюсов и т.д.).
12.1.2. При наличии на сварочной проволоке масла, смазки и других загрязнений необходимо перед сваркой произвести очистку проволоки механическим путем или травлением. Травление производится в растворе, содержащем 10 - 12 % серной кислоты и 2 % хромового ангидрида с последующей промывкой в теплой проточной воде.
12.1.3. Подготовка кромок под сварку должна производиться механическим способом на ножницах и металлорежущих станках с последующей зачисткой с помощью стальной щетки и других инструментов. Наличие заусенцев после механической обработки не допускается.
12.1.4. Сосуды и аппараты в зависимости от конструкции и размеров могут быть изготовлены всеми видами промышленной сварки меди. Применение газовой сварки и сварки угольным электродом допускается только в технически обоснованных случаях, оговоренных чертежом или техническими условиями на изделие.
12.1.5. Сварку необходимо вести в жестком закреплении или по прихваткам. Прихватка должна обеспечивать провар корня стыкового и углового соединения.
Расстояние между прихватками должно быть в пределах 150 - 500 мм.
Ширина и высота прихваток должна быть минимальной, а длина их не менее 20 мм.
Качественные прихватки во время сварки не вырубаются и полностью подлежат перекрытию сварным швом. Начинать сварку на прихватке не допускается.
12.1.6. Сварку сосудов и аппаратов из меди с толщиной стенки более 5 мм (для латуни более 12 мм) производить с предварительным подогревом до температуры от 200 до 500 °С в зависимости от толщины свариваемого изделия и способа сварки.
12.1.7. При сварке элементов изделий, существенно отличающихся по толщине, более толстый металл необходимо подогревать до более высокой температуры.
12.1.8. При сварке многослойных швов выполнение каждого последующего прохода следует производить после тщательной зачистки от шлака, брызг, окисных пленок предыдущего прохода. После зачистки пыль и крошки следует тщательно удалить с последующим обезжириванием сварного соединения. Применение абразивных инструментов для зачистки не допускается. Во избежание появления пор в швах сварное соединение должно быть выполнено с наименьшим числом проходов.
12.1.9. Сварку производить по возможности без перерыва, перекрывать ранее наложенный шов на 20 - 30 мм в зависимости от толщины материала.
При перекрытии шва обеспечивать расплавление кромок.
12.1.10. Полуавтоматическая сварка стыковых и угловых соединений толщиной до 6 мм производится без поперечных колебаний, а при большой толщине - с небольшими поперечными колебаниями горелки. При сварке деталей разной толщины угол наклона горелки выбирается таким, чтобы большая часть дуги переходила на более толстую деталь.
12.1.11. Сварные швы должны быть по возможности стыковыми двусторонними.
12.1.12. Во избежание прожогов при сварке стыковых соединений рекомендуется применять съемные подкладки.
12.1.13. Сварной шов должен иметь плавный переход к основному металлу. Резкие переходы в сварных швах не допускаются.
12.1.14. Для снятия внутренних напряжений после сварки изделие целесообразно подвергать низкотемпературному отжигу.
12.2. Ручная дуговая сварка
12.2.1. Для ручной луговой сварки применяются сварочные материалы, приведенные в табл. 76.
12.2.2. Конструктивные элементы подготовки кромок под сварку, типы и размеры швов сварных соединений рекомендуется принимать по ГОСТ 16038 (типы С4, С5, C18, С19, У17) или другой действующей нормативной документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-01-900, допускается по согласованию со специализированной научно-исследовательской организацией в соответствии с приложением 2 ПБ 10-115.
Таблица 76. Сварочные материалы, применяемые для ручной дуговой сварки меди
|
Марка свариваемого материала |
Проволока |
Марка электрода |
Технические условия |
|
М1Р |
MT (TУ 16.К71-087) |
«Комсомолец 100» |
ТУ 14-4-644 |
|
М2Р |
М1 (ГОСТ 859) |
АНЦ/03М-3 |
ТУ 14-4-1270 |
|
М3Р |
АНЦ/03М-4 |
ТУ 14-4-1270 |
12.2.3. Прихватку и сварку выполняют на постоянном токе обратной полярности.
12.2.4. Величину сварочного тока подбирать в зависимости от диаметра электрода согласно табл. 77. Сварку следует вести быстро без возвратных движений.
Таблица 77. Величина сварочного тока в зависимости от диаметра электрода
|
Толщина свариваемого металла, мм |
Диаметр электрода, мм |
Сварочный ток, А |
|
До 3 |
3 |
150 - 200 |
|
До 5 |
4 |
250 - 300 |
|
Свыше 5 |
5 |
350 - 450 |
|
6 |
500 - 600 |
12.3. Дуговая сварка угольным электродом
12.3.1. Кромки подготавливаются к сварке механическим способом. При толщине свариваемого металла до 10 мм - разделка со скосом двух кромок, свыше 10 мм - с криволинейным скосом двух кромок (рисунок 18).
12.3.2. В качестве электродов используют графитовые или угольные бесфитильные электроды длиной 80 - 120 мм в зависимости от диаметра и плотности тока.
12.3.3. Рабочая часть электрода на длину 30 - 35 мм должна быть заточена на конус.
12.3.4. В качестве присадочного металла используют стержни из сплава ЛК80-3.
12.3.5. Во избежание появления трещин в швах в присадочном металле не допускается следующее количество вредных примесей (%): Fe ³ 0,6; Sb ³ 0,1; Pb ³ 0,1.
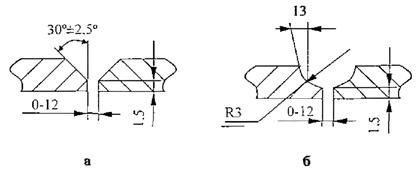
а - при S до 10 мм; б - при S > 10 мм.
Рисунок 18. Форма поперечного сечения кромок свариваемых деталей
12.3.6. Для обеспечения хорошего сплавления присадочного металла с основным необходимо пользоваться флюсом БЛ-3 следующего состава:
Компоненты Содержание, %
Натрий хлористый по ГОСТ 4233 12,5
Калий хлористый по ГОСТ 4234 50,0
Криолит по ГОСТ 10561 35,0
Уголь древесный 2,5
12.3.7. Флюс в виде тонкоизмельченной смеси наносят на стержни путем напыления.
12.3.8. Перед напылением стержни окунают в жидкое натриевое стекло (g = 1,30 - 1,35).
12.3.9. Напылённые стержни сушат при комнатной температуре в течение 2 - 3 ч.
12.3.10. Сварку ведут на постоянном токе прямой полярности по режимам, приведенным в табл. 78.
12.3.11. Сварку выполняют справа налево.
12.3.12. Угол наклона присадочного стержня необходимо поддерживать равным 15 - 20°. Не допускать колебательных движений присадочного стержня.
12.3.13. Дугу следует возбуждать на присадочном стержне и только после этого переносить в зону сварки.
Таблица 78. Рекомендуемые режимы дуговой сварки меди и медных сплавов
|
Толщина свариваемого металла, мм |
Диаметр угольного электрода, мм |
Диаметр присадочного стержня, мм |
Сварочный ток, А |
Напряжение на дуге, В |
|
3 |
6 |
4 |
180 - 200 |
30 - 35 |
|
4 |
8 |
5 |
200 - 240 |
30 - 35 |
|
5 |
10 |
6 |
240 - 270 |
30 - 35 |
|
6 |
14 |
7 |
270 - 300 |
30 - 35 |
|
7 |
16 |
8 |
300 - 350 |
30 - 35 |
|
8 |
18 |
8 |
350 - 380 |
35 - 40 |
|
10 |
18 |
8 |
400 - 450 |
35 - 40 |
|
12 |
20 |
8 |
430 - 470 |
35 - 40 |
|
14 |
20 |
10 |
450 - 500 |
35 - 40 |
|
16 |
20 |
10 |
500 - 550 |
35 - 40 |
12.4. Ручная и автоматическая сварка неплавящимся электродом
12.4.1. Конструктивные элементы подготовки кромок под сварку, типы и размеры швов сварных соединений рекомендуется принимать по ГОСТ 16038 (типы С4, С5, C18, С19, С47, У17) или другой действующей нормативной документации и чертежам. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-01-900, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
12.4.2. Прихватку под сварку выполняют с применением тех же сварочных материалов, которыми производится сварка.
Длина прихваток должна составлять 5 - 10 мм.
12.4.3. Сварку ведут на постоянном токе прямой полярности (минус на электроде) или переменным током.
12.4.4. Перед началом сварки все прихватки на сварном соединении зачищают щеткой из нержавеющей стали.
12.4.5. Сварку вести на минимально короткой дуге.
12.4.6. Для сварки меди применяют проволоки M1 и МНЖКТ 5-1-0,2-0,2 по ГОСТ 16130. Допускается применение проволоки БрКМц-3-1 по ГОСТ 5222.
12.4.7. При сварке латуни в качестве присадки используется металл того же состава, но минимальные потери цинка обеспечиваются проволокой, содержащей необходимые количества цинка или меди: БрКМц3-1, БрОЦ-4-3 по ГОСТ 16130. В случае отсутствия специальных требований допускается применение проволоки МНЖКТ5-1,0-0,2-0,2. Если при сварке высокоцинковых латуней требуется иметь максимальное содержание цинка в металле шва, то применяют проволоку ЛК-62-0,5 по ГОСТ 16130.
12.4.8. Для сварки применяют аргон по ГОСТ 10157, гелий по ТУ 51-940, азот по ГОСТ 9293 «особой чистоты».
12.4.9. В качестве неплавящихся электродов применяют лантанированный вольфрам по ТУ 48-19-27, ГОСТ 23949 и итрированный вольфрам по ТУ 48-19-221.
12.4.10. Рабочий конец вольфрамового электрода должен быть заточен на конус с притуплением 0,5 - 0,8 мм. Длина затачиваемого конца должна быть равна 2 - 3 диаметра электрода.
12.4.11. Сварку неплавящимся электродом выполнять «углом вперед». Угол между осью мундштука и присадочной проволокой должен составлять 80 - 90°, а угол наклона оси мундштука к изделию - 60 - 80°.
12.4.12. Сварку меди толщиной 5 - 6 мм необходимо проводить с предварительным подогревом 200 - 300 °С, а толщиной - свыше 8 мм с предварительным и сопутствующим подогревом 300 - 500 °С.
12.4.13. Стыковые швы необходимо заваривать в нижнем или близком к нему положению шва.
12.4.14. Ориентировочные режимы ручной аргонодуговой сварки стыковых соединений меди представлены в табл. 79.
12.4.15. Ориентировочные режимы сварки без разделки кромок в азоте и гелии приведены в табл. 80.
12.4.16. Режимы сварки латуни можно выбирать по табл. 77, уменьшив число проходов.
12.4.17. Автоматическую сварку вольфрамовым электродом ведут в 1 - 2 прохода на режимах, приведенных в табл. 81.
12.4.18. При автоматической сварке латуни для тех же толщин величина сварочного тока меньше примерно в 1,5 раза по сравнению со сваркой меди.
Таблица 79. Рекомендуемые режимы ручной аргонодуговой сварки стыковых соединений меди неплавящимся электродом
|
Толщина, мм |
Разделка кромок |
Число проходов |
Проходы |
Диаметр присадочного прутка, мм |
Сила сварочного тока, А |
Расход аргона, л/мин |
|
1,0 |
Без скоса кромок |
1 |
- |
1,2 |
40 - 100 |
4 - 5 |
|
1,5 |
1 |
- |
2,0 |
50 - 120 |
4 - 5 |
|
|
2,0 |
1 |
- |
2,0 |
110 - 140 |
4 - 5 |
|
|
3,0 |
1 |
- |
3,0 |
170 - 220 |
5 - 6 |
|
|
4,0 |
2 |
- |
3,0 |
200 - 250 |
5 - 6 |
|
|
5,0 |
Со скосом кромок |
2 |
1 |
4,0 |
300 - 350 |
5 - 6 |
|
6,0 |
3 |
1 |
3,0 |
300 - 350 |
6 - 7 |
|
|
2 |
4,0 |
300 - 350 |
6 - 7 |
|||
|
подварочный шов |
4,0 |
300 - 350 |
6 - 7 |
|||
|
10,0 |
4 |
1 |
3,0 |
300 - 350 |
7 - 8 |
|
|
2 |
5,0 |
300 - 350 |
7 - 8 |
|||
|
3 |
6,0 |
300 - 400 |
7 - 8 |
|||
|
подварочный шов |
3,0 |
300 - 350 |
7 - 8 |
|||
|
12,0 |
5 |
1 |
3,0 |
250 - 350 |
8 - 10 |
|
|
2 |
5,0 |
300 - 400 |
8 - 10 |
|||
|
3 |
6,0 |
350 - 450 |
8 - 10 |
|||
|
4 |
6,0 |
350 - 450 |
8 - 10 |
|||
|
подварочный шов |
3,0 |
300 - 350 |
8 - 10 |
|||
|
20 |
6 |
1,2 |
3,0 |
300 - 400 |
10 - 12 |
|
|
3,4 |
5,0 |
300 - 450 |
10 - 12 |
|||
|
5,6 |
6,0 |
300 - 350 |
10 - 12 |
|||
|
25 |
8 |
1 и 2 |
3,0 |
300 - 400 |
12 - 14 |
|
|
3 и 4 |
5,0 |
350 - 450 |
12 - 14 |
|||
|
5 и 6 |
6,0 |
400 - 550 |
12 - 14 |
|||
|
7 и 8 |
6,0 |
450 - 600 |
12 - 14 |
Таблица 80. Рекомендуемые режимы сварки меди в азоте и гелии
|
Толщина, мм |
Диаметр вольфрамового электрода, мм |
Диаметр присадочной проволоки, мм |
Сила сварочного тока, А |
Вылет электрода |
Защитный газ |
|
6,0 |
5 |
4 |
400 |
5 - 7 |
азот |
|
5 |
4 |
180 - 210 |
6 - 8 |
гелий |
|
|
8,0 - 10,0 |
6 |
4 |
210 - 230 |
8 - 12 |
гелий |
|
12,0 |
6 |
5 |
250 - 300 |
8 - 12 |
гелии |
Таблица 81. Значения силы тока для неплавящихся электродов
|
Диаметр электрода, мм |
Сварочный ток, А |
|
|
Постоянный ток, прямая полярность |
Переменный ток |
|
|
1,0 |
25 - 65 |
10 - 75 |
|
2,0 |
65 - 150 |
40 - 125 |
|
3,0 |
200 - 250 |
75 - 150 |
|
4,0 |
200 - 300 |
125 - 250 |
|
5,0 |
250 - 400 |
200 - 300 |
|
6,0 |
300 - 450 |
300 - 400 |
12.5. Полуавтоматическая сварка меди плавящимся электродом в среде азота, смеси аргона и азота и незащищенной дугой
12.5.1. Конструктивные элементы подготовки кромок под сварку, типы и размеры швов сварных соединений рекомендуется принимать по ГОСТ 16038 (типы С4, С5, C18, С19, У17). Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-01-900, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
Прихватку под сварку выполняют теми же присадочными материалами, которыми производится сварка.
12.5.2. Длина прихватки должна составлять 10 - 15 мм.
12.5.3. Сварку вести на постоянном токе обратной полярности (плюс на электроде).
12.5.4. Медь толщиной 5 - 6 мм варить с предварительным подогревом 200 - 300 °С, толщиной свыше 8 мм с предварительным и сопутствующим подогревом 300 - 500 °С.
12.5.5. В качестве плавящегося электрода при полуавтоматической сварке в среде азота, незащищенной дугой, и в смеси аргона и азота применять сварочные проволоки, приведенные в табл. 82.
12.5.6. Ориентировочные режимы полуавтоматической сварки для стыковых соединений на медной подкладке приведены в табл. 83.
12.5.7. Автоматическая сварка неплавящимся электродом в среде азота особой чистоты по ГОСТ 9293 производится с применением присадочной проволоки марки МНЖКТ 5-1-0,2-0,2 по ГОСТ 16130.
12.5.8. Допускается сварка в аргоне при толщине металла до 4 мм.
Таблица 82. Сварочные проволоки, применяемые в качестве плавящегося электрода при полуавтоматической сварке
|
Марка свариваемого металла |
Сварочная проволока |
Защитный газ |
||
|
марка |
Нормативно-технический документ |
марка |
Нормативный документ |
|
|
М1Р |
МНЖКТ 2-1-0.2-0.2 |
Азот, |
||
|
М2Р |
аргон-азот, |
|||
|
М3Р |
БрКМц 3-1 |
гелий-азот |
ТУ 51-940 |
|
Таблица 83. Режимы полуавтоматической сварки тонкой меди плавящимся электродом в среде азота
|
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Вылет электрода, мм |
Напряжение на дуге, В |
Сварочный ток, А |
Ориентировочная скорость сварки, м/ч |
Расход защитного газа, л/мин |
|
1,5 |
0,8 |
10 - 11 |
24 - 25 |
130 - 140 |
18 - 20 |
18 - 20 |
|
2,0 |
1,0 |
10 - 12 |
25 - 26 |
170 - 180 |
20 - 25 |
|
|
2,5 |
1,0 |
10 - 12 |
26 - 27 |
180 - 200 |
20 - 25 |
|
|
3,0 |
1,0 |
10 - 12 |
27 - 30 |
200 - 210 |
20 - 25 |
|
|
4,0 |
1,0 |
10 - 12 |
30 - 32 |
220 - 240 |
20 - 25 |
|
|
5,0 |
1,6 |
10 - 12 |
31 - 32 |
250 - 260 |
20 - 25 |
|
|
6,0 - 12,0 |
1,8 |
10 - 12 |
32 - 36 |
260 - 320 |
20 - 25 |
|
|
ПРИМЕЧАНИЕ: Режимы пригодны при сварке двусторонним швом, выполненным навесу или по продувке неплавящимся электродом без присадочного материала. |
||||||
12.6. Автоматическая сварка под флюсом
12.6.1. Автоматическую сварку меди и латуни толщиной до 10 мм выполняют без разделки кромок.
12.6.2. Зазор при сборке под сварку устанавливают в зависимости от толщины свариваемого металла:
Толщина свариваемого металла Величина зазора, мм
6,0 0,5 - 1,0
8,0 1,0 - 2,0
10,0 2,0 - 3,0
При толщине более 10 мм необходимость разделки кромок, величина зазора и режимы сварки устанавливаются заводом-изготовителем.
12.6.3. В качестве присадочного металла применяют проволоку из чистой меди марки М0 диаметром 2 мм.
12.6.4. Сварку ведут под флюсом марок МАТИ-53 и АНФ-5 следующего состава, %:
Флюс МАТИ-53 Флюс АНФ-5
Флюс ОСЦ-45 - 77,0 Концентрат плавиковый
Кислота борная по ГОСТ 4421-75 - 75
по ГОСТ 9556 - 7,6 Натрий фтористый по
Сода кальцинированная ГОСТ 4463-25 - 25
по ГОСТ 5100 - 15,4
Оба флюса обеспечивают высокую устойчивость процесса сварки, хорошее формирование шва и удовлетворительную отделяемость шлаковой корки. Допускается применение флюсов АН-26, AH-348A, ОСЦ-45.
12.6.5. Прочность сварных соединений, выполненных медной проволокой под флюсом АНФ-5, несколько ниже прочности сварных соединений, выполненных под флюсом МАТИ-53.
12.6.6. Для повышения прочности сварных соединений, выполненных под флюсом АНФ-5, следует применять медную проволоку, легированную железом (1,0 - 1,5 %) и марганцем (1,5 - 2,0 %).
12.6.7. Сварку осуществляют на постоянном токе обратной полярности.
12.6.8. Металл толщиной 6 - 10 мм сваривают с обеих сторон, по одному проходу с каждой стороны. Режимы сварки указаны в табл. 84.
Таблица 84. Рекомендуемые режимы автоматической сварки меди
|
Толщина свариваемого металла, мм |
Зазор между кромками, мм |
Диаметр сварочной проволоки, мм |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Сварочный ток, А |
Напряжение на дуге, В |
|
6 |
0,5 - 1,0 |
4 |
204 |
27 |
450 - 550 |
30 - 32 |
|
8 |
1,0 - 2,0 |
4 |
221 |
25 |
600 - 650 |
28 - 30 |
|
10 |
2,0 - 3,0 |
4 |
282 |
25 |
700 - 800 |
26 - 28 |
|
40 |
2,0 - 3,0 |
6 |
- |
2,4 |
1000 - 1100 |
24 - 26 |
|
50 |
2,0 - 3,0 |
6 |
- |
1,5 |
1000 - 1100 |
24 - 26 |
|
60 |
2,0 - 3,0 |
6 |
- |
1,5 |
1100 - 1200 |
24 - 26 |
|
70 |
2,0 - 3,0 |
6 |
- |
1,5 |
1200 - 1300 |
24 - 26 |
|
80 |
2,0 - 3,0 |
6 |
- |
1,5 |
1300 - 1400 |
24 - 26 |
12.7. Газовая сварка латуни Л63
12.7.1. Кромки подготавливают механическим способом согласно табл. 85.
12.7.2. В качестве присадочного металла применяют проволоку марки ЛК62-05 или самофлюсующийся сплав марки ЛКБ062-02-004-05 по ГОСТ 16130.
12.7.3. В качестве флюса применяют обезвоженную буру (Nа2B4O7), которую в виде пасты наносят на сварочные прутки и свариваемые кромки, а также газообразный флюс марки БМ-1 по ТУ 6-02-707.
12.7.4. Режимы сварки в зависимости от толщины свариваемого металла назначаются согласно табл. 85.
Таблица 85. Подготовка кромок к сварке
|
Толщина металла, мм |
Конструктивные элементы подготовленных кромок свариваемых деталей |
Притупление, С, мм |
Зазор b, мм |
|
До 2 мм |
|
- |
1,0 - 1,5 |
|
2 - 10 |
|
1,0 - 1,5 |
1,5 - 2,0 |
|
12 - 20 |
|
1,5 - 2,5 |
2,0 - 3,0 |
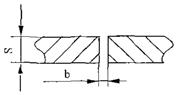
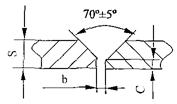
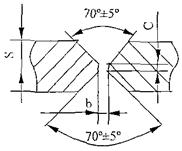
12.7.5. Метод сварки - «левый».
12.7.6. Пламя должно быть с избытком кислорода. Третья зона должна находиться на расстоянии 4 - 8 мм от свариваемой детали. Направление пламени - вертикальное.
12.7.7. Присадочный пруток и кромки следует расплавлять одновременно.
12.7.8. Во время сварки в ванну следует непрерывно вводить флюс.
12.7.9. Режимы сварки в зависимости от толщины свариваемого металла приведены в табл. 86.
Таблица 86. Режим сварки латуни Л63
|
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Номер наконечника горелки |
Расход ацетилена, л/ч |
|
0 |
4 |
2 |
300 - 400 |
|
4 |
4 |
3 |
300 - 500 |
|
6 |
5 |
3 |
750 - 1200 |
|
8 |
6 |
5 |
750 - 1200 |
|
10 |
6 |
6 |
1700 - 2500 |
|
12 |
8 |
6 |
1700 - 2500 |
|
14 |
8 |
6 |
1700 - 2500 |
|
16 |
10 |
7 |
1700 - 2500 |
|
18 |
12 |
7 |
1700 - 2500 |
|
20 |
12 |
7 |
1700 - 2500 |
12.8. Ручная аргонодуговая сварка меди с латунью неплавящимся электродом
12.8.1. Для сварки меди с латунью (Л63) применять присадочную проволоку МНЖКТ5-1,0-0,2-0,2 по ГОСТ 16130.
12.8.2. Детали толщиной свыше 4 мм перед выполнением прихваток необходимо прогреть в печи или газовыми горелками до 200 - 300 °С (пламя горелок - нормальное).
12.8.3. Ориентировочные режимы сварки представлены в табл. 87.
Таблица 87. Рекомендуемые режимы ручной аргонодуговой сварки меди с латунью неплавящимся электродом
|
Толщина, мм |
Диаметр вольфрамового электрода, мм |
Диаметр присадочной проволоки, мм |
Сварочный ток, А |
|
4 |
4 |
3 |
300 - 340 |
|
5 |
4 - 5 |
3 |
320 - 360 |
|
6 |
5 |
3 - 4 |
380 - 450 |
13. СВАРКА НИКЕЛЯ
13.1. Специальные требования
13.1.1. При сварке никеля марок НП2, НП1А, НПА-ИД необходимо производить защиту шва и околошовной зоны.
13.1.2. Защита шва осуществляется увеличением диаметра сопла горелок, применением насадок при ручной аргонодуговой сварке, применением стальных или медных накладок, располагаемых по обе стороны от стыка.
13.1.3. Защита обратной стороны шва может быть осуществлена:
- медными подкладками с канавкой, через которую пропускается защитный газ;
- заполнением инертным газом внутреннего объема изделия;
- сваркой в специальных камерах с защитной атмосферой;
- сваркой на остающейся подкладке из той же марки, что и основной металл.
13.1.4. Возбуждение дуги производить только на поверхности свариваемых кромок в разделке или на специальной технологической пластине.
13.1.5. Для обеспечения коррозионной стойкости сварных соединений рекомендуется:
- не допускать перегрева металла, для чего сварку производить на максимально возможных скоростях и минимальных токах;
- каждый последующий слой накладывать после остывания предыдущего до температуры 100 °С;
- швы, обращенные к агрессивной среде, заваривать в последнюю очередь;
- ограничивать число ремонтных подварок.
13.2. Подготовка под сварку
13.2.1. Резку никеля необходимо производить механическим способом. Допускается плазменная резка с последующей механической обработкой.
13.2.2. Механическую обработку после плазменной резки рекомендуется производить на глубину не менее 3 мм от максимальной впадины.
13.2.3. Подготовку кромок под сварку производить механическим способом на станках. Допускается обработка кромок ручным механическим зубилом или абразивными кругами, а также плазменной резкой с механической обработкой согласно п. 13.2.2.
13.2.4. Перед сборкой поверхности, прилегающие к кромкам, должны быть зачищены абразивным кругом (электрокорунд белый марки Э46-60, СМ2-С1К) до металлического блеска на расстоянии 20 - 30 мм и обезжирены.
13.2.5. Очистку рекомендуется производить щетками из нагартованной нержавеющей проволоки, после чего производится обезжиривание подготовленных поверхностей органическим растворителем.
13.3. Сборка под сварку
13.3.1. Сборка деталей, подготовленных под сварку, производится на прихватках, которые должны выполняться неплавящимся электродом в среде защитных газов или электродуговой сваркой покрытыми электродами. Длина прихваток 15 - 30 мм, расстояние между прихватками для толщины до 3 мм - 20 - 80 мм, для толщины 3 - 10 мм - 80 - 200 мм, свыше 10 мм - 150 - 200 мм.
13.3.2. Сварочную проволоку или электроды при прихватке необходимо использовать тех же марок, что и при сварке основного металла.
13.3.3. Прихватки желательно выполнять со стороны, противоположной основному шву.
13.3.4. Наличие пор и трещин в прихватках не допускается.
13.3.5. Дефектные прихватки должны удаляться механическим способом.
13.3.6. Все прихватки перед наложением основного шва должны быть тщательно очищены от шлака и брызг металла.
13.4. Аргонодуговая сварка неплавящимся электродом
13.4.1. Сварка производится на постоянном токе прямой полярности.
13.4.2. В качестве неплавящихся электродов применять вольфрамовые лантанированные прутки по ТУ 48-19-27, ГОСТ 23949.
13.4.3. В качестве защитных газов применять:
- аргон газообразный высшего сорта по ГОСТ 10157;
- гелий высокой чистоты сорта А по ТУ 51-940.
13.4.4. Сварка ответственных конструкций должна выполняться с применением сварочной проволоки марки HMцATК0,1-1,5-2,5-0,15 (табл. 88). Для неответственных конструкций (если к сварным соединениям не предъявляются повышенные, примерно равноценные основному металлу требования по механическим свойствам) можно применять другие проволоки, приведенные в табл. 88.
Таблица 88. Химический состав сварочной проволоки
|
Марка проволоки |
Нормативный документ |
Содержание элементов, % |
|||||||||
|
углерод, не более |
марганец |
кремний |
титан |
алюминий |
железо |
медь |
сера |
фосфор |
магний |
||
|
не более |
|||||||||||
|
НМцАТК 1,0-1,5-2,5-0,15 |
ТУ 48-21-284 |
0,10 |
1,0 - 1,5 |
0,1 - 0,2 |
2,0 - 3,0 |
1,1 - 1,8 |
0,15 |
0,1 |
0,01 |
0,02 |
- |
|
НМцАТ 3,0-1,5-06 |
ТУ 48-21-284 |
0,10 |
2,5 - 3,3 |
0,2 |
0,3 - 0,6 |
1,1 - 1,8 |
0,15 |
0,1 |
0,01 |
0,01 |
- |
13.4.5. Вольфрамовые электроды необходимо затачивать на конус на длину, равную 5 - 6 диаметров электрода.
13.4.6. Перед началом сварки газовые магистрали должны быть продуты инертным газом в течение 15 с до возбуждения дуги.
13.4.7. По окончании процесса сварки для предохранения шва от взаимодействия с воздухом подача инертного газа должна прекращаться через 20 - 25 с.
13.4.8. Сварка должна производиться минимально короткой дугой без частых перерывов.
13.4.9. В случае обрыва дуги сварку следует возобновлять, отступив на 10 - 15 мм от места обрыва дуги, предварительно зачистив это место.
13.4.10. В сварных конструкциях необходимо защищать швы с обратной стороны. Поддув производить при выполнении первых трех проходов шва, далее защиту обратной стороны шва осуществлять, используя медную подкладку без поддува для отвода тепла.
13.4.11. При многослойной сварке производить зачистку металлической щеткой из нержавеющей стали и промывку растворителем каждого слоя.
13.4.12. При сварке ось вольфрамового электрода располагать под углом 60 - 70° к изделию, присадочный металл - 10 - 20 град. к изделию.
13.4.13. Перемещение электрода и сварочной проволоки должно быть равномерно поступательным. Допускается производить возвратно-поступательное движение присадочной проволоки, не выводя из зоны.
13.4.14. Конструктивные элементы подготовленных кромок, размеры выполненных швов и режимы сварки должны соответствовать указанным в табл. 89 - 92. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-01-858, допускается по согласованию со специализированной научно-исследовательской организацией. Сварку выполнять: первый слой (корневой) проволокой диаметром 2 мм, остальные проволокой диаметром 3 мм.
(Измененная редакция, Изм. № 2).
13.5. Ручная дуговая сварка
13.5.1. Для сварки конструкций из никеля следует применять электроды, приведенные в табл. 93.
13.5.2. Для сварки конструкций из никеля в композиции с углеродистыми сталями следует применять электроды ЭА-395/9 и ОЗЛ-6 (ГОСТ 9466 и ГОСТ 10052), а также в композиции с нержавеющими статями для аргонодуговой сварки неплавящимся электродом применять проволоку марки ХН65МВУ (ЭП760) по ТУ 14-1-4727.
13.5.3. Сварку выполнять на постоянном токе обратной полярности, возможно короткой дугой.
Повторное возбуждение дуги должно производиться в стыке на расстоянии 20 - 30 мм от кратера шва.
13.5.4. Вывод сварочных кратеров на основной металл не допускается.
Таблица 89. Основные типы, конструктивные элементы и размеры сварных швов при аргонодуговой сварке неплавящимся электродом стыковых соединений никеля без скоса кромок
Размеры, мм
|
Условное обозначение (тип) шва |
Конструктивные элементы |
S = S1 |
b |
l |
g |
Диаметр электрода, мм |
Режимы силркп |
||||||
|
подготовки кромок |
выполненного шва |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
Сварочный ток, А |
Номер слоя в шве |
Расход аргона, л/с |
|||
|
Сн1 |
|
|
1,2 |
0 |
+0,5 |
2S |
12 |
- |
- |
2,0 |
90 - 100 |
1 |
0,16 - 0,20 |
|
3,0 |
+1,5 |
+3 |
- |
120 - 140 |
0,20 - 0,23 |
||||||||
|
Сн2 |
|
|
1,0 |
0 |
+0,5 |
5 |
+1 -2 |
1,0 |
±0,5 |
2,0 |
40 - 60 |
0,13 - 0,20 |
|
|
1,5 |
60 - 80 |
||||||||||||
|
2,0 |
1 |
+1,0 |
6 |
1,5 |
±1,0 |
1,5 |
90 - 100 |
0,16 - 0,20 |
|||||
|
3 - 4 |
8 |
±2 |
120 - 140 |
0,20 - 0,23 |
|||||||||
|
Сн4 |
|
|
2,0 |
2 |
+1,0 |
5 |
+1 -2 |
1,5 |
±1,0 |
1,5 |
90 - 100 |
2 |
0,16 - 0,20 |
|
3 - 4 |
7 |
±2 |
2,0 |
100 - 140 |
0,20 - 0,23 |
||||||||
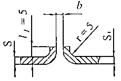


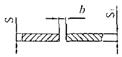
Таблица 90. Основные типы, конструктивные элементы и размеры сварных швов при аргонодуговой сварке неплавящимся электродом стыковых соединений никеля с симметричными скосами двух кромок
|
Тип сварного соединения |
Конструктивные элементы |
Размеры, мм |
Режимы сварки |
|||||||||||
|
подготовки кромок |
выполненного шва |
S = S1 |
h |
h1 |
f |
l |
l1 |
g |
Диаметр электрода, мм |
Сварочный ток, А |
Номер слоя в шве |
Расход аргона, л/с |
||
|
не более |
номин. |
пред. откл. |
||||||||||||
|
Сн21 |
|
|
4 - 6 |
3 - 5 |
2 - 3 |
4 - 5 |
17 |
10 |
0,5 |
+1,0 -0,5 |
3 |
180 - 260 |
1 (2) и последующие |
0,20 - 0,25 |
|
6 - 8 |
5 - 6 |
19 |
4 |
0,20 - 0,26 |
||||||||||
|
8 - 10 |
6 - 8 |
3 - 4 |
6 - 7 |
22 |
12 |
+2,0 -0,5 |
200 - 250 |
|||||||
|
10 - 12 |
8 - 10 |
4 - 5 |
6 - 8 |
25 |
13 |
250 - 300 |
0,23 - 0,26 |
|||||||
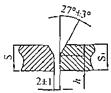

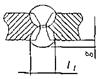
Таблица 91. Основные типы, конструктивные элементы и размеры сварных угловых соединений никеля при аргонодуговой сварке
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки |
Размеры, мм мм |
||||||||
|
подготовки кромок |
выполненного шва |
S |
b |
l |
l1 |
a пред. откл. ±2° |
|||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
У1н |
|
|
ИНп |
От 6,0 до 10,0 |
0,5 |
+0,5 |
- |
- |
- |
- |
- |
|
У2н |
|
|
1,0 |
±1,0 |
18 |
±2,0 |
- |
- |
50 |
||
|
От 6,0 до 10,0 |
2,0 |
22 |
|||||||||
|
У3н |
|
|
ИНп |
От 6,0 до 10,0 |
0,5 |
±1,5 |
7 |
±2,0 |
5 |
±1,0 |
50 |
|
Св. 10,0 до 20,0 |
17 |
15 |
|||||||||
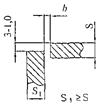
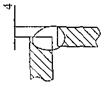



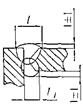
Таблица 92. Основные типы, конструктивные элементы и размеры сварных тавровых соединений никеля при аргонодуговой сварке
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки |
Размеры, мм |
||||||||
|
подготовки кромок |
выполненного шва |
S = S1 |
b |
c |
l |
a, град пред. откл. ±2° |
|||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
Т1н |
|
|
ИНп |
От 2,0 до 3,0 |
0 |
+1,0 |
- |
- |
- |
- |
- |
|
Cв. 3,0 до 6,0 |
|||||||||||
|
Св. 6,0 до 12,0 |
|||||||||||
|
Т2н |
|
|
От 3,0 до 4,0 |
0,5 |
+0,5 |
7 |
±1,0 |
50 |
|||
|
Св. 4,0 до 8,0 |
10 |
||||||||||
|
Св. 8,0 до 14,0 |
+1,5 |
16 |
+2,0 |
||||||||
|
Св. 14,0 до 16,0 |
+2,0 |
18 |
|||||||||
|
Т3н |
|
|
ИНп |
От 3,0 до 4,0 |
0 |
+1,0 |
0,5 |
+0,5 |
7 |
±1,0 |
50 |
|
Св. 4,0 до 8,0 |
+1,5 |
10 |
|||||||||
|
Св. 8,0 до 14,0 |
16 |
±2,0 |
|||||||||
|
Св. 14,0 до 20,0 |
+2,0 |
18 |
|||||||||
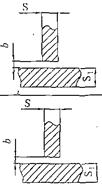

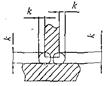
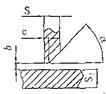
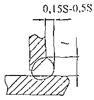
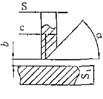
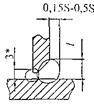
Таблица 93. Сварочные материалы для никеля и механические свойства сварных соединений
|
Марка электрода (марка проволоки, разработчик электродов) |
Механические свойства при 20 °С |
Область применения |
|||||
|
Наплавленный металл |
Сварное соединение |
||||||
|
Предел прочности, МПа, не менее |
Предел текучести, МПа, не менее |
Относительное удлинение, %, не менее |
Предел прочности, МПа, не менее |
Угол загиба, град., не менее |
Ударная вязкость Дж/см2, не менее |
||
|
ОЗЛ-32 (НМцАТК 1,0-1,5-2,5-0,15) ТУ 14-4-786 (ВНИИПТХИММАШ и ОСЗ) |
450 |
300 |
25 |
380 |
120 |
150 |
Для сварки конструкций, работающих в агрессивных средах и под давлением |
|
П-2НЧ/НП2 ВНИИПТХИММАШ |
30 |
- |
10 |
350 |
60 |
130 |
Для ремонта сварных швов |
|
НС-1/НП2 Пермский политехнический институт |
- |
- |
- |
410 |
120 |
180 |
Для сварки и ремонта конструкций, работающих без давления с температурой стенки не более 100 °С в растворах щелочей |
|
НР-1/НП2 Пермский политехнический институт |
- |
- |
- |
380 |
90 |
120 |
|
13.5.5. Сварку следует производить обратноступенчатым методом.
13.5.6. Допускается комбинированный метод сварки: корень шва выполняется аргонодуговой сваркой с присадочной проволокой НМцАТК1,0-1,5-2,5-0,15 диаметром 2 мм, а разделка заполняется покрытыми электродами.
13.5.7. Подрубка и выборка корня основного шва должна выполняться до чистого металла. Подрубка осуществляется пневматическим зубилом, выборка - абразивным кругом.
13.5.8. Конструктивные элементы подготовки кромок, размеры швов сварных соединений и ориентировочные режимы сварки приведены в табл. 94 - 99.
13.5.9. Дефекты сварных швов заваривают теми же способами и присадочным металлом, который использовался при сварке никеля. При заварке несквозных дефектов дно разделки проплавляют ручной аргонодуговой сваркой неплавящимся электродом без присадочного металла, обеспечивая в процессе сварки отвод тепла с обратной стороны медными подкладками. Не допускается заварка одного и того же дефекта более двух раз.
Таблица 94. Химический состав наплавленного металла
|
Марка электрода |
Содержание элементов, % |
||||||||
|
Углерод |
Марганец |
Кремний |
Титан |
Алюминий |
Железо |
Сера |
Фосфор |
Никель |
|
|
не более |
|||||||||
|
ОЗЛ-32 |
0,1 |
2,5 |
0,6 - 1,4 |
0,7 - 1,5 |
0,5 |
2,1 |
0,01 |
0,12 |
осн |
|
П-2НЧ |
0,4 |
0,5 |
0,5 |
- |
0,5 |
2,0 |
0,006 |
- |
осн |
|
НС-1 |
0,15 |
- |
0,25 |
0,16 |
- |
- |
0,007 |
0,006 |
осн |
|
НР-1 |
0,38 |
- |
0,3 |
0,02 |
- |
- |
0,005 |
0,006 |
осн |
Таблица 95. Ручная дуговая сварка штучным электродом стыковых соединений никеля без скоса кромок
Размеры, мм
|
Условное обозначение (тип) шва |
Конструктивные элементы |
S = S1 |
b |
l |
g |
Режимы сварки |
|
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
Диаметр электрода, мм |
Сварочный ток, А |
Номер слоя в шве |
|||||
|
подготовки кромок |
выполненного шва |
|
|||||||||||
|
Сн2 |
|
|
3 |
1 |
±1 |
7 |
+1 -2 |
1,5 |
±1 |
3 |
120 - 140 |
1 |
|
|
4 |
2 |
±1 |
|
||||||||||
|
Сн4 |
|
|
3 - 5 |
2 |
8 |
+1 -2 |
1,5 |
±1 |
4 |
150 - 180 |
1 - 2 |
|
|
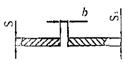

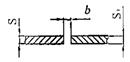

Таблица 96. Ручная дуговая сварка штучным электродом стыковых соединений никеля со скосом двух кромок
Размеры, мм
|
Условное обозначение (тип) шва |
Конструктивные элементы |
S = S1 |
с = b |
l не более |
g |
Режимы сварки |
|||||
|
подготовки кромок |
выполненного шва |
номин. |
пред. откл. |
номин. |
пред. откл. |
Диаметр электрода, мм |
Сварочный ток, А |
Номер слоя в шве |
|||
|
Сн15 |
|
|
3 - 5 |
1 |
+1 |
12 |
0,5 |
+1,5 -0,5 |
3 |
120 - 140 |
1 и последующий |
|
6 - 8 |
18 |
4 |
150 - 180 |
2 и последующий |
|||||||
|
10 - 12 |
2 |
+1 -2 |
25 |
+2 -0,5 |
3 |
120 - 140 |
1 |
||||
|
4 |
150 - 180 |
2 и последующий |
|||||||||
|
14 - 16 |
2 |
+1 -2 |
31 |
0,5 |
+2 -0,5 |
3 |
120 - 140 |
1 |
|||
|
4 |
150 - 180 |
2 и последующий |
|||||||||
|
18 - 20 |
38 |
3 |
120 - 140 |
1 |
|||||||
|
4 |
150 - 180 |
2 и последующий |
|||||||||
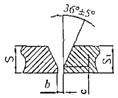
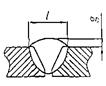
Таблица 97. Ручная дуговая сварка штучным электродом стыковых соединений никеля со скосом двух кромок с подваркой корня шва
Размеры, мм
|
Условное обозначение (тип) шва |
Конструктивные элементы |
S = S1 |
с = b |
l |
l1 |
g |
Режимы сварки |
|||||
|
подготовки кромок |
выполненного шва |
номин. |
пред. откл. |
не более |
пред. откл. +2 -1 |
номин. |
пред. откл. |
Диаметр электрода, мм |
Сварочный ток, А |
Номер слоя в шве |
||
|
Сн18 |
|
|
3 - 5 |
1 |
+1 |
12 |
8 |
1,5 |
+1,5 -0,5 |
3 |
120 - 140 |
1 и последующий 1 и подварочный |
|
6 - 8 |
18 |
4 |
150 - 180 |
2 и последующий |
||||||||
|
10 - 12 |
2 |
+2 -2 |
25 |
10 |
3 |
120 - 140 |
1 и подварочный |
|||||
|
4 |
150 - 180 |
2 и последующий |
||||||||||
|
14 - 16 |
2 |
+2 -2 |
31 |
0,5 |
+2 -0,5 |
3 |
120 - 140 |
1 |
||||
|
4 |
150 - 180 |
2 и последующий |
||||||||||
|
18 - 20 |
38 |
3 |
120 - 140 |
1 |
||||||||
|
4 |
150 - 180 |
2 и последующий |
||||||||||
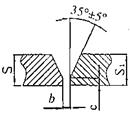
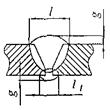
Таблица 98. Ручная дуговая сварка штучным электродом стыковых соединений никеля с двумя симметричными скосами двух кромок
Размеры, мм
|
Условное обозначение (тип) шва |
Конструктивные элементы |
S = S1 |
h |
l не более |
g |
Режимы сварки |
||||
|
подготовки кромок |
выполненного шва |
номин. |
пред. откл. |
Диаметр электрода, мм |
Сварочный ток, А |
Номер слоя в шве |
||||
|
Сн21 |
|
|
12 - 14 |
5 - 7 |
19 |
0,5 |
+2,0 -0,5 |
3 4 |
120 - 140 150 - 180 |
1 2 и последующий |
|
16 - 18 |
7 - 8 |
22 |
3 4 |
120 - 140 150 - 180 |
1 2 и последующий |
|||||
|
20 - 24 |
9 - 11 |
28 |
3 4 |
120 - 140 150 - 180 |
1 2 и последующий |
|||||
|
26 - 30 |
12 - 14 |
32 |
+3,0 -0,5 |
3 |
120 - 140 |
1 |
||||
|
4 |
150 - 180 |
2 и последующий |
||||||||
|
30 - 40 |
14 - 19 |
40 |
3 |
120 - 140 |
1 |
|||||
|
4 |
150 - 180 |
2 и последующий |
||||||||
|
Сн22 |
|
|
30 - 32 |
13 - 14 |
26 |
0,5 |
+2,0 -0,5 |
3 |
120 - 140 |
1 |
|
4 |
150 - 180 |
2 и последующий |
||||||||
|
34 - 36 |
15 - 16 |
28 |
3 |
120 - 140 |
1 |
|||||
|
4 |
150 - 180 |
2 и последующий |
||||||||
|
38 - 40 |
17 - 18 |
29 |
3 |
120 - 140 |
1 |
|||||
|
4 |
150 - 180 |
2 и последующий |
||||||||
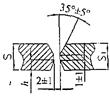

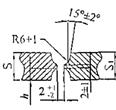
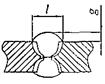
Таблица 99. Ручная дуговая сварка штучным электродом стыковых соединений никеля со скосом двух кромок с последующей строжкой
|
Условное обозначение (тип) шва |
Конструктивные элементы |
Размеры, мм |
Режимы сварки |
||||||||||
|
подготовки кромок |
выполненного шва |
S = S1 |
h |
h1 |
f |
l |
l1 |
g |
Диаметр электрода, мм |
Сварочный ток, А |
Номер слоя в шве |
||
|
не более |
номин. |
пред. откл. |
|||||||||||
|
Сн25 |
|
|
6 - 10 |
6 - 7 |
4 - 5 |
6 - 8 |
22 |
13 |
0,5 |
+1,0 -0,5 |
3 |
120 - 140 |
1 - 2 подварочный |
|
12 - 14 |
8 - 10 |
6 - 7 |
8 - 10 |
24 |
15 |
+2,0 |
4 |
150 - 180 |
1 и последующий |
||||
|
16 - 18 |
11 - 13 |
7 - 8 |
31 |
130 - 170 |
1 и последующий |
||||||||
|
20 - 22 |
14 - 15 |
8 - 10 |
11 - 13 |
32 |
18 |
-0,5 |
150 - 170 |
1 и последующий |
|||||
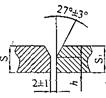

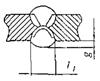
13.6. Автоматическая дуговая сварка под флюсом
13.6.1. Для автоматической сварки следует применять сварочную проволоку HMцATК1,0-1,5-2,5-0,15 по ТУ 48-21-284 и флюсы плавленных марок АН-22, АН-18 по ГОСТ 9087.
13.6.2. Перед употреблением флюс необходимо просушить при 300 - 350 °С в течение 2 - 3 ч.
13.6.3. Сварку следует выполнять на постоянном токе обратной полярности.
13.6.4. Высота флюса при сварке выбирается такой, чтобы исключить возможность прерывания дуги и попадания воздуха.
13.6.5. Сварку необходимо производить на флюсовой подушке из мелкого флюса.
13.6.6. Во избежание перегрева электродной проволоки, а следовательно ее неравномерного плавления и повышения окисления легирующих элементов вылет электродной проволоки из мундштука должен быть 35 - 40 мм.
13.6.7. В случае обрыва дуги, сварку начинать на шве, отступая от кратера на 60 - 80 мм, тщательно очистив кратер и шов от шлака.
13.6.8. При сварке кольцевых швов необходимо перекрыть начало шва на 50 - 60 мм.
13.6.9. Шлаковую корку и нерасплавленный флюс удалять после остывания шва ниже 100 °С.
13.6.10. Автоматическая сварка кольцевых стыков с разделкой кромок может производиться по ручной подварке.
13.6.11. Подварка может выполняться аргонодуговой сваркой с присадкой проволоки НмцАТ1,0-1,5-2,5-0,15 или дуговой сваркой электродами ОЗЛ-32.
13.6.12. Конструктивные элементы подготовленных кромок, размеры швов, предельные отклонения по ним должны соответствовать ГОСТ 8713 и ГОСТ 11533.
13.6.13. Режимы сварки приведены в табл. 100 - 104.
Таблица 100. Автоматическая дуговая сварка двусторонних швов стыковых соединений никеля без скосов кромок на флюсовой подушке
|
Условное обозначение шва сварного соединения по ГОСТ 8713 |
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Номер слоя в шве |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Скорость подачи проволоки, м/ч |
|
С29 |
5 |
3 |
1 |
370 - 400 |
32 - 34 |
25,9 - 27,7 |
50,4 - 57,6 |
|
2 |
420 - 450 |
72,0 - 82,8 |
|||||
|
6 |
4 |
1 |
450 - 500 |
30 - 34 |
27,7 - 29,9 |
50,4 - 57,6 |
|
|
2 |
500 - 550 |
68,4 - 72,0 |
|||||
|
7 |
1 |
||||||
|
2 |
600 - 650 |
72,0 - 82,8 |
|||||
|
8 |
1 |
550 - 600 |
34 - 36 |
68,4 - 72,0 |
|||
|
2 |
600 - 650 |
72,0 - 82,8 |
|||||
|
10 |
1 |
650 - 700 |
36 - 40 |
25,9 - 27,7 |
50,4 - 57,6 |
||
|
2 |
|||||||
|
12 |
1 |
700 - 750 |
36 - 40 |
23,8 - 25,9 |
61,2 - 68,4 |
||
|
2 |
|||||||
|
14 |
5 |
1 |
|||||
|
2 |
750 - 800 |
38 - 40 |
18,4 - 23,8 |
68,4 - 72,0 |
|||
|
16 |
1 |
||||||
|
2 |
800 - 850 |
38 - 42 |
72,0 - 82,8 |
||||
|
18 |
1 |
40 - 42 |
18,0 - 18,4 |
||||
|
2 |
850 - 900 |
||||||
|
20 |
1 |
42 - 44 |
82,8 - 86,4 |
||||
|
2 |
900 - 950 |
Таблица 101. Автоматическая дуговая сварка двусторонних швов стыковых соединений без скоса кромок на флюсовой подушке с последующей строжкой
|
Условное обозначение шва сварного соединения по ГОСТ 8713 |
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Номер слоя в шве |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Скорость подачи проволоки, м/ч |
|
С30 |
10 |
4 |
1 - 2 |
650 - 700 |
36 - 40 |
25,9 - 27,7 |
50,4 - 57,6 |
|
12 |
700 - 750 |
23,8 - 25,9 |
61,2 - 68,4 |
||||
|
14 |
5 |
||||||
|
16 |
1 - 3 |
750 - 800 |
38 - 40 |
72,0 - 82,8 |
|||
|
18 |
18,4 - 23,8 |
||||||
|
20 |
850 - 900 |
57,6 - 61,2 |
Таблица 102. Автоматическая дуговая сварка двусторонних швов стыковых соединений никеля со скосом двух кромок на флюсовой подушке
|
Условное обозначение шва сварного соединения по ГОСТ 8713 |
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Номер слоя в шве |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Скорость подачи проволоки, м/ч |
|
С33 |
14 |
1 |
850 - 900 |
38 - 40 |
27,7 - 29,9 |
97,2 - 104,4 |
|
|
2 |
700 - 750 |
50,4 - 57,6 |
|||||
|
16 |
1 (2)* |
800 - 850 |
40 - 42 |
72,0 - 86,4 |
|||
|
2 |
700 - 750 |
50,4 - 57,6 |
|||||
|
18 |
1 (2)* |
800 - 850 |
97,2 - 104,4 |
||||
|
2 |
50,4 - 57,6 |
||||||
|
20 |
1 (2)* |
700 - 750 |
118,6 - 129,6 |
||||
|
2 |
50,4 - 57,6 |
||||||
|
(2)* - первый слой может быть выполнен за 2 прохода |
|||||||
Таблица 103. Автоматическая дуговая сварка двусторонних швов стыковых соединений никеля со скосом двух кромок с предварительной подваркой корня шва
|
Условное обозначение шва сварного соединения по ГОСТ 8713 |
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Номер слоя в шве |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Скорость подачи проволоки, м/ч |
|
С21 |
14 |
3 |
1 |
370 - 400 |
32 - 40 |
29,9 - 31, 7 |
50,4 - 57,6 |
|
5 |
2-ой и последующий |
600 - 650 |
30 - 34 |
27,7 - 29,9 |
72,0 - 82,8 |
||
|
16 |
3 |
1 |
370 - 400 |
32 - 40 |
29,9 - 31,7 |
50,4 - 57,6 |
|
|
5 |
2-ой и последующий |
600 - 650 |
30 - 32 |
27,7 - 29,9 |
72,0 - 82,8 |
||
|
18 |
3 |
1 |
370 - 400 |
32 - 40 |
29,9 - 31,7 |
50,4 - 57,6 |
|
|
5 |
2-ой и последующий |
750 - 800 |
22 - 24 |
18,4 - 23,8 |
68,4 - 72,0 |
||
|
20 |
3 |
1 |
370 - 400 |
30 - 32 |
29,9 - 31,7 |
50,4 - 57,6 |
|
|
5 |
2-ой и последующий |
800 - 850 |
24 - 36 |
23,8 - 25,9 |
68,4 - 72,0 |
Таблица 104. Автоматическая дуговая сварка двусторонних стыковых соединений никеля со скосом двух кромок с предварительным наложением подварочного шва
|
Условное обозначение шва сварного соединения по ГОСТ 8713 |
Толщина свариваемого металла, мм |
Диаметр сварочной проволоки, мм |
Номер слоя в шве |
Сварочный ток, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Скорость подачи проволоки, м/ч |
|
C81 |
5 |
3 |
1 |
440 - 460 |
32 - 34 |
18,0 - 23,8 |
61,2 - 68,4 |
|
6 |
4 |
550 - 600 |
|||||
|
7 |
600 - 650 |
33 - 35 |
18,0 - 18,4 |
82,8 - 86,4 |
|||
|
8 |
90,0 - 97,2 |
||||||
|
9 |
5 |
35 - 37 |
111,6 - 118,8 |
||||
|
10 |
650 - 700 |
86,4 - 90,0 |
|||||
|
12 |
34 - 36 |
97,2 - 104,4 |
|||||
|
14 |
111,6 - 118,8 |
14. СВАРКА КОРРОЗИОННОСТОЙКИХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ
14.1. Специальные требования
14.1.1. Металл сварного шва и зоны термического влияния сварки коррозионностойких сплавов на никелевой основе очень чувствителен к воздействию воздушной атмосферы, окислов, масел и прочих загрязнений, которые приводят к образованию горячих трещин, пор, снижению коррозионной стойкости и пластичности, поэтому требуется такая же организация сварочных работ, как и при сварке титана (см. раздел 10).
14.1.2. При сварке необходимо также принимать меры по предупреждению роста зерна и выпадения интерметаллидов в околошовной зоне и в ранее выполненных валиках сварного шва, уменьшая нагрев за счет ограничения силы тока, применения теплоотводящих устройств, перерывов между наложением валиков и т.д.
14.1.3. Сварку следует выполнять многослойно, узкими валиками ограниченного компактного сечения без поперечных колебаний электрода с возможно большей скоростью сварки.
14.1.4. Для ограничения насыщения газами и формирования корня шва необходимо обеспечить отвод тепла и защиту обратной стороны шва медными подкладками и поддувом аргона.
В случае отсутствия защиты корня шва, обязательно его удаление (зачистка) с наложением подварочного шва.
14.1.5. Во всех возможных случаях последними необходимо выполнять валики сварного шва, обращенные к коррозионной среде. При невозможности выполнения этих валиков последними для обеспечения коррозионной стойкости и снижения твердости корневой части металла шва за счет растворения интерметаллидных фаз рекомендуется производить термическую обработку сварных соединений (1070 °С, выдержка 3 - 5 мин на 1 мм толщины, охлаждение в воде).
14.1.6. Поверхность каждого наплавленного валика перед наложением последующего слоя зачищать механическим способом (рекомендуется абразивным кругом) и обезжирить.
14.1.7. При аргонодуговой сварке недопустимо выводить разогретый конец присадочного металла за пределы газовой защиты. В случае, если это произошло, перед повторным введением в зону плавления окисленная часть проволоки должна быть зачищена и обезжирена.
14.1.8. Аргонодуговая сварка без присадочного металла допускается до толщины свариваемого металла 1,5 мм.
14.1.9. Кратеры сварных швов подлежат тщательной заварке во избежание образования горячих трещин или вышлифовке.
14.2. Материалы
14.2.1. Присадочные материалы для сварки сплавов следует принимать по табл. 105.
14.2.2. Для защиты лицевой и обратной стороны сварного шва применять аргон по ГОСТ 10157, сорт высший» и «первый».
14.2.3. Для ручной и автоматической сварки неплавящимся электродом применять вольфрамовые лантанированные прутки диаметром от 2 до 4 мм, поставляемые по ТУ 48-19-27, марки ВЛ-10 и др.
14.2.4. Для промывки кромок и прилегающих участков после зачистки, а также присадочного материала применять ацетон по ГОСТ 2603.
14.2.5. Для протирки применять ткань типа «бязь» и протирочные салфетки или другую ткань, не оставляющую ворса на протираемой поверхности.
14.2.6. Электроды для дуговой сварки выдаются сварщику прокаленными при температуре 190 - 210 °С в течение 1 ч в количестве необходимом для одной смены работы. Оставшиеся после сменной работы электроды должны возвращаться на место хранения в упакованном виде с маркировочной биркой.
14.2.7. Поставляемая проволока контролируется на наличие поверхностных трещин. Поверхность проволоки должна быть ровной без трещин и закатов. Допускаются дефекты глубиной, не превышающей удвоенной суммы предельных отклонений по диаметру.
Таблица 105. Сварочные материалы для сварки коррозионно-стойких сплавов на никелевой основе
|
Марка свариваемого материала |
Марка проволоки, технические условия для аргонодуговой сварки |
Марка и тип электрода, ГОСТ |
|
ХН65МВ (ЭП567) |
ХН65МВУ (ЭП760) ТУ 14-1-4727 |
ОЗЛ-21 (Э-02Х20Н60М15В3) |
|
ХН65МВУ (ЭП760) |
ХН65МВУ (ЭП760) ТУ 14-1-4727 ХН63МБ-ВИ (ЭП758У-ВИ) ТУ 14-1-4734 |
|
|
ХН63МБ (ЭП758У) |
ХН63МБ-ВИ (ЭП758У-ВИ) ТУ 14-1-4734 |
- |
|
Н70МВФ-ВИ (ЭП814А-ВИ) |
Н65М-ВИ (ЭП982-ВИ) TУ 14-1-3281 |
- |
|
Н65М-ВИ (ЭП982-ВИ) |
Н65М-ВИ (ЭП982-ВИ) ТУ 14-1-3281 |
- |
|
XH78T (ЭИ435) |
ХН78Т (ЭИ-435) ТУ 14-1-997 ХН75МБТЮ (ЭИ602) ТУ 14-1-997 |
ОЗЛ-25Б (Э-10Х20Н70Г2М2Б2В) |
|
ПРИМЕЧАНИЕ: Допускается в качестве присадочного материала применять прутки («лапшу»), нарезанные из листового проката, толщиной 2 - 3 мм, шириной 3 - 4 мм той же марки, что и свариваемый материал. Нарезанную «лапшу» зачистить до металлического блеска и удалить заусенцы. |
||
14.3. Подготовка под сварку
14.3.1. Резку, вырубку и пробивку отверстий в листовом прокате производить в холодном состоянии.
14.3.2. Кромки после резки на ножницах или рубки в штампах механически обработать на глубину не менее: для толщины листа 1 - 3 мм - 0,4S; 3 - 6 мм - 0,5S и 6 - 10 - 0,40S (где S - толщина листа).
14.3.3. Допускается плазменная резка с последующей обработкой на глубину не менее 3 мм.
14.3.4. Свариваемые кромки и прилегающие к ним поверхности металла должны быть зачищены абразивным крутом или шабером до шероховатости Rz20 (до металлического блеска) на ширину не менее 20 мм с двух сторон от края разделки и обезжирены растворителем (ацетоном) и протерты чистой тканью, сварочную проволоку очистить от следов смазки, загрязнений, зачистить шкуркой до металлического блеска и обезжирить растворителем. В качестве абразивного круга применять электрокорунд белый Э46-60, СМ2-С1К.
14.3.5. При зачистке нагрев металла, вызывающий появление цветов побежалости, не допускается.
14.3.6. Сборку производить на прихватках, используя те же материалы, что и для сварки. Прихватки должны быть выполнены ручной аргонодуговой сваркой с обязательной защитой обратной стороны стыка.
14.3.7. Прихватки должны выполнять сварщики той же квалификации, что и выполняющие сварку основного металла.
Размеры прихваток - 15 - 20 мм, расстояние между прихватками 150 - 200 мм при толщине свариваемых деталей до 6 мм и 200 - 250 мм при толщине более 6 мм.
Поверхность прихваток зачистить абразивным кругом или нагартованными щетками из нержавеющей стали.
14.3.8. При сварке продольных швов к собранным свариваемым деталям прихватить технологические планки, на которых начинать и заканчивать сварку.
14.3.9. Наличие пор и трещин в прихватках не допускается. Дефекты прихватки удалять механическим способом.
14.4. Аргонодуговая сварка
14.4.1. Основные типы, конструктивные элементы и размеры сварных соединений принимать по табл. 106, 107, 108. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26-01-858, допускается по согласованию со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
14.4.2. Сварку выполнять на постоянном токе прямой полярности.
14.4.3. Наклон горелки к оси шва должен составлять 80 - 90°, а вылет вольфрамового электрода 12 - 15 мм. Присадочный металл подавать под углом 10 - 20° к оси шва. Перед сваркой продуть горелку и шланги аргоном в течение 15 сек.
14.4.4. Режимы ручной аргонодуговой сварки приведены в табл. 109.
14.4.5. При сварке каждый последующий шов выполнять после полного охлаждения предыдущего и зачистки его нагартованной щеткой из нержавеющей стали или абразивным кругом до металлического блеска с последующим обезжириванием.
14.4.6. При возобновлении сварки после случайного или вынужденного обрыва дуги окончание шва следует перекрывать на 10 - 15 мм. Поверхность перекрываемого участка шва перед этим должна быть зачищена абразивным кругом и обезжирена.
14.4.7. Сварные соединения из сплавов марок ХН65МВ, ХН65МВУ, ХН 63МБ, Н70МВФ и Н65М-ВИ должны быть стойки против межкристаллитной коррозии при контроле по методам РД 24.200.15-90.
В случае выявления склонности к межкристаллитной коррозии сварные соединения указанных сплавов должны быть подвергнуты термообработке по режиму, приведенному в п. 14.1.5.
В сварных соединениях сплава XH78T стойкость против межкристаллитной коррозии обеспечивается проведением последующей термообработки (980 - 1020 °С, охлаждение в воде или на воздухе).
В остальных случаях необходимость термической обработки сварных соединений коррозионно-стойких сплавов на основе никеля должна определяться требованиями ОСТ 26-01-858 или конструкторской документацией.
14.4.8. В случае невозможности обеспечения стойкости против межкристаллитной коррозии сварных соединений сплава Н65М-ВИ (ЭП982-ВИ) с помощью последующей термообработки, применять при сварке способ охлаждения водой обратной стороны шва после выполнения первого валика (корня шва) с защитой обратной стороны шва медной подкладкой с поддувом аргона, наложение последующих валиков с обильным охлаждением водой.
Таблица 106. Основные типы, конструктивные элементы и размеры сварных стыковых соединений коррозионностойких сплавов на никелевой основе
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки |
Размеры, мм |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S = S1 |
b |
l1 ±2 |
g |
l |
a, град пред. откл. ±2° |
|||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
С1н |
|
|
ИНп |
От 1,8 до 2,0 |
0,5 |
+0,5 |
- |
1,0 |
±0,5 |
7 |
+3 |
- |
|
C2н |
|
|
Св. 2,0 до 3,0 |
9 |
+3 |
|||||||
|
С3н |
|
|
ИНп |
От 3,0 до 8,0 |
1,0 |
±1,0 |
10 |
±2 |
35 |
|||
|
Св. 8,0 до 10,0 |
1,5 |
10 |
+2 |
30 |
||||||||
|
С4н |
|
|
ИНп |
3,0 - 3,5 |
1,0 |
+1,0 |
- |
1,0 |
+0,5 -1,0 |
5 |
±2 |
30 |
|
3,8 - 4,5 |
6 |
|||||||||||
|
5,0 - 5,5 |
+1,0 |
8 |
||||||||||
|
7,0 |
9 |
|||||||||||
|
10 |
||||||||||||
|
8,0 |
11 |
|||||||||||
|
9,0 |
12 |
|||||||||||
|
10,0 |
14 |
|||||||||||
|
С5н |
|
|
От 4,0 до 6,0 |
1,0 |
±0,5 |
8 |
1,0 |
±1,0 |
10 |
35 |
||
|
Св. 6,0 до 10,0 |
1,5 |
14 |
30 |
|||||||||
|
Св. 10,0 до 14,0 |
10 |
2,0 |
15 |
25 |
||||||||
|
С6н |
|
|
От 10,0 до 12,0 |
- |
1,0 |
9 |
||||||
|
Св. 12,0 до 16,0 |
12 |
|||||||||||
|
Св. 16,0 до 20,0 |
15 |
|||||||||||
|
C7н |
|
|
ИН |
От 1,5 до 2,0 |
0,0 |
+0,1 |
- |
1,5 |
+1,5 -1,0 |
7 |
+2 |
35 |
|
C8н |
|
|
ИНп |
Св. 3,0 до 4,0 |
1,4 |
+0,2 -0,3 |
9 |
+4 |
20 |
|||
|
Св. 4,0 до 6,5 |
0,6 |
+0,2 |
1,5 |
-0,3 |
||||||||
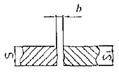

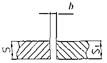
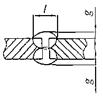
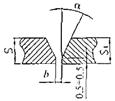
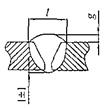
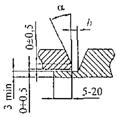
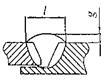
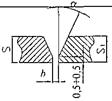
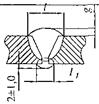
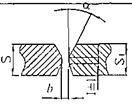
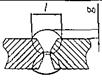
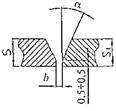
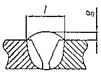
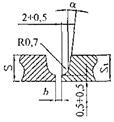
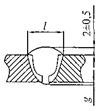
ПРИМЕЧАНИЕ: Сварные соединения типа С7н применяются при сварке труб.
Таблица 107. Основные типы, конструктивные элементы и размеры сварных угловых соединений коррозионно-стойких сплавов на никелевой основе
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки |
S = S1 |
Размеры, мм |
|||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
b |
l |
l1 |
a, град пред. откл. ±2° |
||||||
|
номин. |
пред. откл |
номин. |
пред. откл |
номин. |
пред. откл |
||||||
|
У1н |
|
|
ИНп |
От 6,0 до 10,0 |
0,5 |
+0,5 |
- |
- |
- |
- |
- |
|
У2н |
|
|
1,0 |
+1,0 |
18 |
+2,0 |
- |
- |
50 |
||
|
Св. 10,0 до 20,0 |
2,0 |
22 |
|||||||||
|
У3н |
|
|
От 6,0 до 10,0 |
0,5 |
+1,5 |
7 |
±2,0 |
5 |
±1,0 |
50 |
|
|
Св. 10,0 до 20,0 |
17 |
15 |
|||||||||

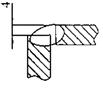




Таблица 108. Основные типы, конструктивные элементы и размеры сварных тавровых соединений коррозионностойких сплавов на никелевой основе
|
Тип сварного соединения |
Конструктивные элементы |
Способ сварки |
Размеры, мм |
||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
S = S1 |
b |
c |
l |
a, град пред. откл. ±2° |
|||||
|
номин. |
пред. откл |
номин. |
пред. откл |
номин. |
пред. откл |
||||||
|
Т1н |
|
|
ИНп |
От 2,0 до 3,0 |
0 |
+1,0 |
- |
- |
- |
- |
- |
|
Св. 3,0 до 6,0 |
|||||||||||
|
Св. 6,0 до 12,0 |
|||||||||||
|
T2н |
|
|
От 3,0 до 4,0 |
0,5 |
+0,5 |
7 |
±1,0 |
50 |
|||
|
Св. 4,0 до 8,0 |
10 |
||||||||||
|
Св. 8,0 до 14,0 |
+1,5 |
16 |
±2,0 |
||||||||
|
Св. 14,0 |
+3,0 |
||||||||||
|
Т3н |
|
|
ИНи |
От 3,0 до 4,0 |
0 |
+1,0 |
0,5 |
+0,5 |
7 |
±1,0 |
50 |
|
Св. 4,0 до 8,0 |
+1,5 |
10 |
|||||||||
|
Св. 8,0 до 14,0 |
16 |
±2,0 |
|||||||||
|
Св. 14,0 до 20,0 |
+2,0 |
18 |
|||||||||


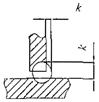
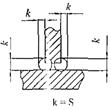
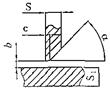

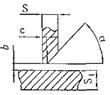

Таблица 109. Режимы ручной аргонодуговой сварки коррозионностойких сплавов на никелевой основе
|
Толщина свариваемого листа, мм |
Форма подготовки кромок и характер выполненного шва |
Количество проходов |
Диаметр, мм |
Сварочный ток, А |
Расход аргона, л/мин |
|||
|
вольфрамового электрода |
сварочной проволоки |
Корень шва |
Раскрытие шва |
на горелку |
на защиту обратной стороны |
|||
|
1,5 - 2,0 |
Без скоса кромок. Односторонний и двусторонний |
1 - 2 |
2,0 - 3,0 |
2,0 |
40 - 60 |
- |
8 - 10 |
2 - 3 |
|
4 |
Со скосом двух кромок. Односторонний и двусторонний |
3 - 4 |
3,0 |
2 - 3 |
60 |
80 |
8 - 10 |
2 - 3 |
|
6 |
4 - 5 |
3,0 |
2 - 3 |
60 |
80 - 100 |
10 - 12 |
4 - 6 |
|
|
10 |
10 - 12 |
3,0 |
2 - 3 |
80 |
100 - 120 |
12 - 14 |
4 - 6 |
|
|
6 |
С двумя симметричными скосами двух кромок, двусторонний |
4 - 5 |
3,0 |
2-3 |
60 |
80 - 100 |
10 - 12 |
4 - 6 |
|
8 |
6 - 8 |
80 |
80 - 120 |
10 - 12 |
4 - 6 |
|||
|
10 - 12 |
8 - 12 |
80 |
100 - 120 |
12 - 14 |
4 - 6 |
|||
|
15 - 20 |
Со скосом двух кромок, односторонний |
14 - 16 |
3 - 4 |
2 - 3 |
80 - 100 |
120 - 140 |
14 - 18 |
6 - 8 |
|
ПРИМЕЧАНИЯ: 1 Напряжение должно быть 12 - 13 В. 2. Первый слой (корень шва) выполнять сварочной проволокой Æ 2 мм за 1 - 2 прохода. |
||||||||
14.5. Сварка коррозионностойких сплавов на никелевой основе со сталями
14.5.1. Сварку сплавов со сталями выполнять с зазорами и формой разделки кромок, применяемых при сварке сплавов.
14.5.2. Подготовку деталей под сварку и прихватку выполнять с соблюдением требований в отношении защиты металла инертным газом как с лицевой, так и с обратной стороны шва.
14.5.3. Сварочные материалы для выполнения соединений сплавов со сталями принимать по табл. 110.
Таблица 110. Сварочные материалы для сварки коррозионностойких сплавов на основе никеля со сталями
|
Марка свариваемых металлов |
Проволока для аргонодуговой сварки |
Электроды для ручной дуговой сварки |
|||
|
Сплав |
Сталь |
Марка по ГОСТ 2246 или техническим условиям |
Рабочая температура, °С, не более |
Марка и тип по ГОСТ 10052 или техническим условиям |
Рабочая температура, °С, не более |
|
ХН65МВ (ЭП567) ХН65МВУ ХН63МБ (ЭП758У) Н70МВФ-ВИ (ЭП814А-ВИ) Н65М-ВИ (ЭП982-ВИ) XH78T (ЭИ-135) |
Углеродистые и низколегированные Ст3, 10, 20, 16ГС, 09Г2С |
Св-07Х25Н13 |
До 350 °С В пределах применения сталей по ОСТ 26 291 |
ОЗЛ-6 (Э-10Х25Н13Г2) ЭА-395/9 |
До 350 °С В пределах применения сталей по ОСТ 26 291 |
|
Высоколегированныетипа Х18Н10Т, Х17Н13М2Т, X17H13M3T |
Св-10Х16Н25АМ61) Св-01Х23Н28М3Д3Т |
ЭА-395/91) (11Х15Н25М6АГ2) ОСТ 5.9244 ОЗЛ-61) (Э-10Х25Н13Г2) |
|||
|
ПРИМЕЧАНИЯ: 1. Без требований по стойкости против межкристаллитной коррозии. 2. Допускается также применение сварочных материалов, предназначенных для выполнения однородных соединений сплавов. |
|||||
15. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
15.1. При организации рабочих мест, их оборудовании, изготовлении конструкций и разработке технологических процессов по сварке и инструкции по технике безопасности надлежит руководствоваться ГОСТ 12.3.002-75. «Правилами пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства», утвержденных ГУПО МВД СССР в 1975 г. и РДП 26-17-071-86 «Правила по охране труда при электросварочных работах».
|
|
|
|
ФЕДЕРАЛЬНЫЙ ГОРНЫЙ И ПРОМЫШЛЕННЫЙ НАДЗОР РОССИИ (Госгортехнадзор России) 107066, г. Москва, ул. А. Лукьянова, 4, корп. 8 Телефон: 263-97-75 Телефакс: 261-60-43 E-mail: gosnadzor@gosnadzor.ru 27.05.2002 № 12-06/404 На №_________________________ |
Заместителю Генерального директора АО «НИИХИММАШ» Ракову В.В. |

Рассмотрев представленные материалы, Управление по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России согласовывает разработанный ОАО «НИИхиммаш» ОСТ 26.260.3-2001 «Сварка в химическом машиностроении. Основные положения».
Начальник управления B.C. Котельников
Исп. Шельпяков А.А. т. 267-32-34
УТВЕРЖДАЮ
Председатель ТК 260
«Оборудование химическое
и нефтегазоперерабатывающее»
________________ В.А. Заваров
«___» _____11_________ 2001 г.
ЛИСТ УТВЕРЖДЕНИЯ
ОСТ 26.260.3-2001
СВАРКА В ХИМИЧЕСКОМ МАШИНОСТРОЕНИИ. ОСНОВНЫЕ ПОЛОЖЕНИЯ.
Начальник отдела химического сопротивления
материалов и металловедения, к.т.н. П.А. Харин
Начальник отдела стандартизации
и метрологии И.И. Орехова
Руководитель разработки,
начальник лаборатории
металловедения и сварки, к.т.н. А.Л. Белинкий
Разработчики
Старший научный сотрудник,
специалист сварочного
производства IV уровня, к.т.н. В.А. Захаров
Старший научный сотрудник М.М. Абелев
Старший научный сотрудник М.А. Ястребова
СОГЛАСОВАНО
Заместитель генерального директора по
научно-производственной деятельности
АО «НИИХИММАШ», к.т.н В.В. Раков
Предисловие
1. Разработан открытым акционерным обществом «Научно-исследовательский и конструкторский институт химического машиностроения» (ОАО «НИИХИММАШ»)
2. Утвержден и введен в действие техническим комитетом по стандартизации ТК 260 «Оборудование химическое и нефтеперерабатывающее» Листом Утверждения от
3. Взамен ОСТ 26-3-87
СОДЕРЖАНИЕ