РОССИЙСКОЕ АКЦИОНЕРНОЕ
ОБЩЕСТВО
ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ «ЕЭС РОССИИ»
ДЕПАРТАМЕНТ СТРАТЕГИИ РАЗВИТИЯ И НАУЧНО-ТЕХНИЧЕСКОЙ ПОЛИТИКИ
ТИПОВАЯ ИНСТРУКЦИЯ
ПО ЭКСПЛУАТАЦИИ И РЕМОНТУ
УЗЛА КОНТАКТНЫХ КОЛЕЦ И ЩЕТОЧНОГО АППАРАТА
ТУРБОГЕНЕРАТОРОВ МОЩНОСТЬЮ 63 МВт И ВЫШЕ
РД 153-34.0-45.510-98
Вводится в действие с 01.07.2000 г.
Разработано Открытым акционерным обществом «Фирма по наладке, совершенствованию технологии и эксплуатации электростанций и сетей ОРГРЭС» и Акционерным обществом открытого типа «ЦКБ Энергоремонт»
Исполнители В.А. ВАЛИТОВ, Л.К. МИНКИН, А.Г. ВОИНОВ
Согласовано с АО «Электросила» 28.08.98 г.
Главный инженер Н.Д. ПИНЧУК.
АО «Элсиб» 20.11.98 г.
Директор по науке А.С. ПОСТНИКОВ
Утверждено Департаментом стратегии развития и научно-технической политики РАО «ЕЭС России» 15.12.98 г.
Первый заместитель начальника А.Л. БЕРСЕНЕВ
Внесено Изменение № 1, утвержденное РАО «ЕЭС России» 12.10.2001
В настоящей Типовой инструкции изложены методы контроля, оперативного регулирования и технического обслуживания щеточно-контактных аппаратов в нормальных и анормальных режимах их работы, а также технология замены и ремонта отдельных элементов щеточного-контактного аппарата и узла токоподвода роторов турбогенераторов мощностью 63 МВт и выше.
Типовая инструкция предназначена для персонала электростанций, осуществляющего оперативное обслуживание и ремонт щеточных аппаратов и узла контактных колец, а также персонала специализированных предприятий, осуществляющих плановые ремонты щеточно-контактных аппаратов и узлов токоподвода роторов турбогенераторов. Ряд положений Типовой инструкции может быть использован при эксплуатации аналогичных узлов турбогенераторов меньшей мощности.
С выходом настоящей Типовой инструкции утрачивают силу «Типовая инструкция по эксплуатации узла контактных колец и щеточного аппарата турбогенераторов мощностью 165 МВт и выше: ТИ 34-70-024-84» (М.: СПО Союзтехэнерго, 1984) и «Инструкция по эксплуатации узла контактных колец и щеточного аппарата турбогенераторов мощностью 165 - 300 МВт» (М.: САБВГ ОРГРЭС, 1974).
1. ОБЩИЕ УКАЗАНИЯ
1.1. Оптимальная настройка работы щеточно-контактного аппарата (ЩКА) в процессе эксплуатации заключается в обеспечении максимально равномерной загрузки по току каждой из параллельно включенных электрощеток.
1.2. Измерение уровня тока каждой из параллельно включенных электрощеток следует производить с помощью клещей-индикаторов постоянного тока или с помощью специально оттарированного милливольтметра постоянного тока (приложение 1).
1.3. Для всех турбогенераторов мощностью 150 МВт и выше серий ТВВ, ТГВ, ТВМ и ТЗВ, а также турбогенераторов мощностью 63 и 110 МВт единой серии и серий ТЗВ, ТЗФ, ТФП, ТФГ, ТФ и ТС необходимо контролировать превышение температуры выходящего из ЩКА охлаждающего воздуха над входящим.
1.4. Контроль превышения температуры охлаждающего воздуха осуществляется устройством непрерывного автоматического контроля состояния ЩКА, схема которого приведена в приложении 2.
Показания устройства рекомендуется записывать в щитовую ведомость не реже двух раз в смену (кроме показаний, которые фиксируются регистрирующими приборами и средствами вычислительной техники).
1.5. Целостность электрощеток контролируется по отсутствию вылета мелких механических частиц из ЩКА или выхлопных камер. Такой контроль проводится для турбогенераторов, у которых есть удобный доступ к месту выхода горячего воздуха.
На ЩКА, оснащенных съемными щеточными блоками, контроль целостности щеток осуществляется посредством осмотра извлеченных из аппарата блоков.
1.6. На турбогенераторах мощностью 63 МВт и выше применяются униполярные электрощетки марки ЭГ4 (условное обозначение 14) или монополярные электрощетки марок 611ОМ (56) на положительном полюсе и ЭГ2АФ (68) на отрицательном полюсе. Краткие физико-технические характеристики этих электрощеток согласно техническим условиям ИЛЕА 685211.037 ТУ приведены в табл. 1.
1.7. Регулирование и контроль усилий нажатия на электрощетки проводятся косвенным методом по степени сжатия пружины.
Маркировка прорезей реек щеткодержателей осуществляется от базового положения нажимной планки. За базовое положение планки принимается положение, соответствующее полному сжатию пружины и обозначаемое «max». Положение планки «mах-1» означает, что нажимная планка установлена в первую следующую прорезь при движении вверх от положения полного сжатия пружины. Положение планки «mах-2» означает, что нажимная планка установлена во вторую прорезь рейки при движении вверх от положения полного сжатия пружины и т.д. Такая система отсчета удобна в эксплуатации, так как за базу отсчета принимается положение нажимной планки, не зависящее от разности высот отдельных электрощеток, появляющейся в процессе износа последних от зазора между обоймами и контактными кольцами, от длины пружины. Градуировочные кривые стандартного ДБ 20´32 (или ДБ 22´30) и модернизированного щеткодержателей ДБУ 20´32 (с удлиненными пружиной и рейкой) приведены на рис. 1.
|
Номинальная плотность тока, А/см2 |
Допустимая окружная скорость, м/с |
Удельное нажатие, кПа |
Удельное электрическое сопротивление, мкОм·м |
Твердость,* 107 Па |
Переходное падение напряжения на пару щеток, В |
Коэффициент трения, не более |
Износ по методике ГОСТ 9506.7-74, мм, не более |
Переходное электрическое сопротивление между щеткой и каждым токоведущим проводом сечением 6/10 мм2 по методике ГОСТ 12232-89, мОм, не более, для способа заделки токопровода |
||||
|
Полное обозначение |
Условное обозначение |
развальцовкой |
конопаткой |
|||||||||
|
ЭГ4 |
14 |
12 |
60 |
15 - 20 |
6 - 16 |
2 - 7 |
2.0 |
0,25 |
0,60 |
10 |
2,5/1,25 |
|
|
611ОМ |
56 |
15 |
90 |
12 - 22 |
8 - 22 |
5 - 12 |
2,0 |
0,30 |
0,40 |
10 |
2,5/1,25 |
|
|
ЭГ2АФ |
68 |
15 |
90 |
15 - 21 |
12 - 35 |
5 - 22 |
2,2 |
0,23 |
0,40 |
10 |
2,5/1,25 |
|
|
Примечание - Допускается двукратное увеличение переходного сопротивления для щеток, хранящихся в течении периода до двух лет. |
||||||||||||
(Измененная редакция, Изм. № 1)

Рис. 1. Градуировочные кривые стандартного (ДБ) и модернизированного (ДБУ) щеткодержателей
1.8. Рекомендуемые усилия нажатия на электрощетки, применяемые на ЩКА, приведены в табл. 2.
|
Рекомендуемое усилие нажатия |
|||
|
кгс |
по номеру прорези в рейке от положения полного сжатия пружины |
||
|
Щеткодержатель типа ДБ |
Щеткодержатель типа ДБУ |
||
|
ЭГ4 |
0,96 - 1,28 |
max - 3 |
(max - 3) - (max - 1) |
|
611ОМ |
0,77 - 1,41 |
(max - 4) - (max - 3) |
(max - 5) - (max - 1) |
|
ЭГ2АФ |
0,96 - 1,34 |
max - 3 |
(max - 3) - (max - 1) |
|
Примечание. Для турбогенераторов типа ТВМ-500 с водяным охлаждением контактных колец (КК) и дополнительно установленным вентилятором допускается усилие нажатия для щеткодержателей типа ДБ увеличивать до «mах-1» (2 кгс). |
|||
Необходимо помнить, что для щеток марки ЭГ2АФ опасно как завышение, так и занижение указанных границ, что в относительно короткое время может привести к возникновению кругового огня.
При неоднократных нарушениях режима работы кольца отрицательной полярности, приводящих к вынужденным или аварийным остановам турбогенератора, допускается электрощетки марки ЭГ2АФ заменить электрощетками марки 611ОМ или ЭГ4.
1.9. При применении монополярных электрощеток (марок 611ОМ и ЭГ2АФ) перемена полярности КК в целях равномерного их износа, как правило, не требуется. При применении щеток марок 611ОМ или ЭГ4 на обоих кольцах смена полярности колец должна производиться при превалирующем износе одного из колец, но не реже одного раза в год.
1.10. Для повышения надежности работы ЩКА в период планового ремонта выполнить изоляцию между щеткодержателями и траверсой (на тех турбогенераторах, где она отсутствует), а также удалить (отпилить) хвостовую часть нажимных стержней щеткодержателей типа ДБ, оставив только упорную часть, в которой закрепляется пружина.
Изоляция обеспечивается установкой прокладки из стеклотекстолита марки СТЭФ (толщина 1 мм) между корпусом щеткодержателя и траверсой, а также втулок и шайб из стеклотекстолита или эбонита под болты крепления щеткодержателя.
Наличие изоляции между щеткодержателями и траверсой контролировать один раз в год на остановленном генераторе мегаомметром на 500 или 1000 В. Сопротивление изоляции должно быть не ниже 1 МОм.
1.11. Для повышения эффективности охлаждения ЩКА турбогенераторов типов ТВВ-320-2 и ТВВ-500-2 необходимо выполнить модернизацию схемы вентиляции в соответствии с рекомендациями приложения 3.
1.12. В целях предотвращения западания рукояток крышек внутрь ЩКА необходимо провести реконструкцию узла крепления крышек в соответствии с приложением 4.
1.13. При эксплуатации ЩКА каждого турбогенератора необходимо пользоваться чертежами и инструкциями, входящими в комплект заводской эксплуатационной документации на данный турбогенератор.
1.14. На каждой электростанции должно быть принято следующее распределение обязанностей по обслуживанию ЩКА между цехами.
1.14.1. На персонал электрического цеха (ЭЦ) возлагается:
осмотр (включая контроль за показаниями устройства непрерывного контроля), оперативное обслуживание и ремонт ЩКА в процессе пуска и работы генератора в сети;
ремонт и испытания элементов ЩКА и узла токоподвода при плановых ремонтах,
монтаж, снятие и повторная установка датчиков непрерывного теплового или иного контроля за состоянием ЩКА.
1.14.2. На персонал котлотурбинного цеха (КТЦ) возлагается:
измерение вибрации КК и консоли вала с КК во взаимодействии с оперативным (ремонтным) персоналом ЭЦ;
контроль и поддержание необходимой чистоты воздуха и полов в районе ЩКА, предотвращение попадания внутрь щеточного аппарата масла и воды.
1.14.3. На персонал цеха тепловой автоматики и измерений (ЦТАИ) возлагается:
оперативное обслуживание устройств непрерывного контроля за состоянием ЩКА;
ремонт датчиков, преобразователей, самопишущих приборов и прочих устройств схемы непрерывного контроля ЩКА.
1.14.4. Отдельные отступления от вышеуказанного распределения обязанностей между цехами конкретной электростанции должны быть закреплены соответствующим распоряжением главного инженера.
1.15. Результаты обслуживания ЩКА, текущих ремонтов, регулировок и измерений вибрации следует оформлять в специальном индивидуальном для каждого турбогенератора журнале учета работы ЩКА, форма которого произвольна. Результаты осмотров и замеченные дефекты оформляются оперативным персоналом, а результаты работ по устранению дефектов, по регулированию ЩКА и измерению вибрации - ремонтным персоналом. Ответственным за ведение журнала является мастер по обслуживанию генераторов.
1.16. Значение вибрации КК в условиях эксплуатации не должно превышать 300 мкм. Измерение вибрации колец следует производить не реже одного раза в 3 мес. Вибрация КК после их механической обработки не должна превышать 200 мкм.
1.16.1. Измерение вибрации производить на каждом КК в двух крайних точках по его ширине в горизонтальной и вертикальной плоскостях через штатные щетки (всегда через одни и те же).
1.16.2. Измерение вибрации вала производить через электрощетку, используемую в схеме контроля изоляции цепей возбуждения и установленную возле ЩКА.
1.16.3. Усилие прижатия щупа должно обеспечивать безотрывное перемещение щупа за вибрирующей электрощеткой, продолжительность измерений - не более 10 - 15 с. При наличии на щетках резиновых амортизационных накладок такие щетки на время измерений должны быть заменены щетками с латунными накладками. Щуп вибродатчика должен быть выполнен из изоляционного материала.
1.16.4. Одновременно с измерением вибрации КК зафиксировать по штатному устройству непрерывного контроля вибрацию опорного подшипника генератора, ближайшего к ЩКА.
1.16.5. Вибрацию целесообразно измерять в одном и том же режиме работы генератора, близком к номинальному, и при одинаковых токах ротора.
1.16.6. Для измерения вибрации рекомендуются приборы БИП-6М, БИП-7М или другие, не уступающие им по характеристикам.
1.17. Важным условием надежной работы ЩКА является отсутствие протечек масла из подшипника, ближайшего к узлу токосъема, соблюдение чистоты воздуха машинного зала и полов в районе ЩКА.
1.17.1. Оконные проемы в машинном зале, находящиеся в непосредственной близости к ЩКА, должны быть всегда закрыты.
1.17.2. Запрещается в радиусе 20 м от ЩКА при работающем турбогенераторе выполнение строительных работ, шлифовка полов, очистка стен и оборудования от краски, сухая уборка подкрановых путей и другие работы, сопровождающиеся появлением пыли; запрещается выполнение покрасочных работ с применением пульверизаторов.
1.17.3. Уборка полов и протирка оборудования в районе ЩКА должны производиться влажной тряпкой. Сухая уборка и применение воды для мытья полов и оборудования с помощью шлангов в радиусе 15 м от ЩКА запрещаются.
2. ОБСЛУЖИВАНИЕ ЩЕТОЧНО-КОНТАКТНОГО АППАРАТА ПРИ НОРМАЛЬНОМ РЕЖИМЕ ЕГО РАБОТЫ
Обслуживание ЩКА при нормальном режиме его работы осуществляется оперативным персоналом смены электроцеха (в каждой из которых должен быть один работник, специализирующийся на обслуживании ЩКА) с привлечением ремонтного персонала для проведения профилактических работ.
2.1. Пуск турбоагрегата
2.1.1. Пуск турбоагрегата, особенно затяжной (из холодного состояния с прогревом турбины на промежуточных частотах вращения), является для ЩКА напряженным переходным режимом. В процессе пуска имеют место пониженная эффективность вентиляции ЩКА, повышенные механические потери в ЩКА из-за работы его в бестоковом режиме и увеличенного по этой причине значения коэффициента трения. Из-за осевых смещений роторов турбоагрегата меняется взаимное расположение электрощеток и КК, что каждый раз меняет условия притирки электрощеток и колец.
2.1.2. Оперативный персонал должен осуществлять контроль за работой ЩКА при каждом пуске вне зависимости от того, производились ли какие-нибудь работы на ЩКА в период останова.
2.1.3. При запланированных пусках турбоагрегата для проведения специальных работ (балансировка валопровода, настройка системы регулирования и т.п.) усилия нажатия на щетки необходимо уменьшить до нуля выемкой нажимных планок из прорезей реек щеткодержателей и установкой нажимных планок в крайнюю прорезь для тех щеток, которые могут выпасть из обойм под действием собственной массы. Обратную установку нажимных планок осуществить по окончании этих работ после набора турбоагрегатом номинальной частоты вращения. На щеточных аппаратах, оснащенных легкосъемными щеточными блоками, на время производства специальных работ производить выемку щеточных блоков с последующей их установкой на место (согласно маркировке) после выхода агрегата на номинальную частоту вращения.
2.1.4. Непосредственно перед пуском при вращении турбоагрегата от валоповоротного устройства оперативный персонал должен осмотреть ЩКА и убедиться, что:
щеточный аппарат и КК чистые, исключено попадание в ЩКА влаги и пыли;
в районе ЩКА произведена уборка;
отсутствуют течи масла из подшипника.
По достижении номинальной частоты вращения установить нажимные планки в прорези реек щеткодержателей, выставить на щетках усилия нажатия в соответствии с табл. 2, щеточные блоки установить на свои места и зафиксировать их в траверсе. Токопроводы щеток расправить таким образом, чтобы они не касались один другого и токоведущих частей траверсы и не ограничивали перемещения электрощеток в обоймах щеткодержателей.
2.1.5. При пуске турбоагрегата необходимо следить по прибору (см. приложение 2) или видеомонитору (последнее для генераторов, охваченных локальными или блочными информационно-вычислительными системами) за разностью температур выходящего и входящего в ЩКА воздуха (Dt), которая не должна превышать максимальную длительно допустимую, а также за отсутствием вылета из ЩКА или выхлопных камер мелких частиц графита.
Значение Dtmax (уставка на сигнал) определяется для каждого генератора в режиме номинального тока ротора с увеличением на 20 %.
2.1.6. Возбудить турбогенератор, синхронизировать его с сетью и набрать нагрузку.
2.1.7. По вольтметру контроля изоляции цепей возбуждения или прибору, встроенному в защиту от замыкания на землю в одной точке цепи возбуждения, необходимо убедиться в том, что изоляция цепи возбуждения в нормальном состоянии.
2.1.8. После включения турбогенератора в сеть оперативный персонал должен следить за тем, чтобы Dt не превышала уставки на сигнал. Одновременно контролируется отсутствие искрения электрощеток и вылета из ЩКА частиц графита.
2.1.9. Если перед пуском турбоагрегата проводилась механическая обработка (проточка или шлифовка) КК, то на них отсутствует политура (оксидная графитированная пленка, придающая рабочей поверхности темно-серый оттенок и глянцевитость), сопротивление которой является основной составляющей суммарного контактного сопротивления цепи траверса - контактное кольцо. При отсутствии политуры в течение двух суток после пуска не рекомендуется увеличивать ток ротора более значения, соответствующего нулю реактивной мощности при номинальном значении активной нагрузки (примерно 0,6 - 0,7 номинального тока ротора).
2.1.10. По прошествии двух суток ремонтный персонал должен при активной мощности и токе ротора, близким к номинальным значениям, измерить токовую загрузку каждой электрощетки и на наименее загруженных щетках увеличить усилие нажатия путем перестановки нажимной планки на один паз.
2.1.11. Закрыть кожух, проконтролировать тенденцию изменения Dt, убедиться, что выполнены условия п. 2.1.8.
2.1.12. Произвести измерения вибрации контактных колец и вала, а также ближайшей к ЩКА опоры. Результаты измерений внести в журнал учета работы ЩКА.
2.1.13. Плановый пуск турбогенератора с более чем 10 % непритертых щеток недопустим.
2.2. Работа турбогенератора под нагрузкой
2.2.1. Оперативный персонал каждой смены после приемки, перед сдачей и один раз в середине смены должен производить осмотр ЩКА и контролировать:
разность температур выходящего и входящего в ЩКА воздуха, которая не должна превышать максимально допустимую;
чистоту полов и воздуха в районе ЩКА;
отсутствие течей масла;
отсутствие вылета из щеточного аппарата мелких частиц графита;
отсутствие искрения щеток или наличие искрения со степенью не более 1 1/4 (слабое точечное искрение под небольшой частью щетки);
нормальный уровень сопротивления изоляции цепей возбуждения.
2.2.2. Один раз в сутки в ночную смену необходимо производить более тщательный осмотр ЩКА без выемки щеток из обойм щеткодержателей и контролировать:
наличие щеток, сработавшихся до высоты 30 мм и менее (такому износу щетки соответствует заглубление ее нерабочего торца на 5 мм ниже верхней кромки обоймы щеткодержателя);
наличие потемнений и цветов побежалости на поверхности токоведущих проводов, втулок, латунных накладок и пружин, которые свидетельствуют о недопустимых нагревах электрощеток;
наличие явно выраженных повреждений щеток, их арматуры и токоведущих проводов.
Данные о выявленных при осмотре дефектах следует записать в журнал учета работы ЩКА с указанием элементов, имеющих повреждения.
2.2.3. Не реже одного - двух раз в неделю в дневное время ремонтный персонал электроцеха обязан для каждого из обслуживаемых генераторов:
производить продувку ЩКА сухим чистым сжатым воздухом давлением 0,3 - 0,4 МПа (3 - 4 кгс/см2). При этом необходимо следить за тем, чтобы струей воздуха не были вырваны из прорезей щеткодержателей нажимные планки, которые незамедлительно должны быть установлены в прежнее положение;
устранять дефекты, отмеченные оперативным персоналом в журнале учета работы ЩКА. Новые щетки, устанавливаемые взамен изношенных или дефектных, должны быть предварительно притерты по месту до появления зеркального блеска на 50 - 60 % их контактной поверхности;
производить регулирование распределения тока между щетками, стремясь по возможности к равномерной загрузке их током. Следует считать достаточным для прекращения регулирования достижение отношения уровней токов максимально и минимально нагруженных щеток 4:1. Не следует допускать работы щеток марки ЭГ4 с током более 80 А, 611ОМ и ЭГ2АФ с током более 100 А.
2.2.4. При работе скользящего контакта с отсутствием искрения ремонтному персоналу рекомендуется не реже одного раза в две недели проводить на работающем генераторе подшлифовку КК шлифовальной шкуркой со стеклянными или электрокорундовыми зернами размером 40 мкм с целью нормализации политуры. Шкурку закреплять на деревянном держаке с подкладкой из войлока или фетра. Ширина держака и шкурки должна быть не менее ширины рабочей поверхности КК. Шкурку прислонять к контактной поверхности с легким нажимом в течение не более 5 с за один нажим. Общая продолжительность подшлифовки одного кольца 20 - 30 с.
Подшлифовку КК проводить по возможности при минимальном токе ротора с соответствующим уменьшением числа работающих щеток и совмещать с удалением загрязнения и следов нагара.
2.2.5. По окончании действия форсировки возбуждения, а также при ухудшении вибрационного состояния подшипников турбогенератора начальник смены электроцеха должен обеспечить внеочередной осмотр ЩКА в объеме указаний п. 2.2.1.
2.2.6. Сведения о выполнении работ по пп. 2.2.3 и 2.2.4 должны фиксироваться в журнале учета работы ЩКА.
2.2.7. Во избежание снижения эффективности вентиляции ЩКА запрещается его работа с открытыми крышками кожуха (кроме случаев, когда на аппарате ведутся работы).
2.3. Особенности обслуживания щеточных аппаратов, оснащенных съемными щеточными блоками
2.3.1. На ЩКА со съемными щеточными блоками наряду с выполнением общих требований, изложенных в разд. 2.2, ремонтный персонал обязан выполнить следующее.
2.3.1.1. Не реже одного-двух раз в неделю на работающем турбогенераторе производить осмотр состояния щеточных блоков, поочередно снимая каждый блок на одном, а затем на другом полюсе. При этом следует убедиться, что после выемки одного блока степень искрения щеток на оставшихся в работе блоках не изменяется. Блоки необходимо снимать и вставлять вдоль направляющих, избегая касания ими кожуха ЩКА.
2.3.1.2. При снятом блоке необходимо проконтролировать:
состояние электрощеток согласно указаниям п. 2.2.2;
состояние рабочих поверхностей подвижных контактов блоков и неподвижных контактов траверсы;
функциональное состояние всех элементов фиксации блоков в траверсе и фиксации щеток в блоке;
стопорение крепежных деталей;
состояние изоляционных деталей;
степень запыленности и загрязнения;
состояние щеткодержателей;
подвижность пальцев механизма стопорения щеток.
2.3.1.3. В случае необходимости следует:
заменить изношенные и дефектные щетки. Щетки, установленные в блоке, целесообразно заменять комплектно, выполняя указания п. 3.2.7. При замене щеток в блоке создать условия для приработки вновь установленных щеток согласно пп. 3.3.6 - 3.3.10;
устранить обнаруженные дефекты;
удалить пыль и загрязнение, особенно с рабочих поверхностей подвижных и неподвижных контактов.
2.3.1.4. Результаты осмотра и выполненных работ занести в журнал учета работы ЩКА.
2.3.2. При длительной работе турбогенератора с пониженным по отношению к номинальному значению током ротора разрешается уменьшить количество щеточных блоков, находящихся в работе.
2.4. Останов турбоагрегата
2.4.1. При останове турбоагрегата от оперативного персонала не требуется выполнения каких-либо работ на ЩКА. Возникающий иногда в первые часы вращения турбоагрегата от валоповоротного устройства скрежещущий звук или писк, издаваемый щетками, не является признаком неисправности, но свидетельствует о необходимости чистки контактной поверхности колец в соответствии с указаниями п. 2.2.4.
2.4.2. При каждом останове (если он не является причиной ложного отключения, когда турбоагрегат может сразу же пускаться и включаться в сеть) оперативный персонал должен вызывать ремонтный персонал для оценки последним степени запыленности ЩКА и проведения при необходимости его чистки от графитовой пыли.
3. ОБСЛУЖИВАНИЕ ЩЕТОЧНО-КОНТАКТНОГО АППАРАТА ПРИ НЕНОРМАЛЬНЫХ РЕЖИМАХ ЕГО РАБОТЫ
3.1. Останов турбоагрегата из-за отказа щеточно-контактного аппарата
3.1.1. Турбина должна быть аварийно отключена персоналом, снято возбуждение и генератор отключен от сети в следующих случаях:
при появлении кругового огня на одном или обоих полюсах;
при интенсивном искрении или появлении на отдельных щетках языков пламени, ползущих по контактной поверхности колец против направления вращения; ротора до соседних щеток, что может перейти в круговой огонь.
3.1.2. Турбогенератор должен быть разгружен и отключен от сети при превышении длительно допустимой разности температур выходящего и входящего в ЩКА воздуха и продолжающемся росте этой разности, если указанный процесс сопровождается увеличением искрения и лавинообразным разрушением щеток.
3.2. Ремонтно-восстановительные и предпусковые работы
3.2.1. Ремонтно-восстановительные работы на ЩКА выполняются ремонтным персоналом электроцеха или подрядной ремонтной организацией.
3.2.2. Указанные выше работы следует производить при:
вынужденном останове турбоагрегата из-за нарушения работоспособности ЩКА;
необходимости замены комплекта щеток на одном или обоих полюсах вследствие их износа;
необходимости механической обработки КК;
проведении любого ремонта турбогенератора, сопровождающегося демонтажем траверсы.
3.2.3. Произвести полный осмотр ЩКА с выемкой щеток из обойм (щеточных блоков) и тщательной чисткой.
3.2.4. Необходимо заменить:
щетки, имеющие сколы рабочей поверхности, выработку боковых поверхностей, подгары, со следами масла, с потемнениями и цветами побежалости на токоведущих проводах, латунных накладках и втулках, с неравномерной пропиткой, а также сработавшиеся до высоты 30 мм и меньше;
щеткодержатели, внутренняя поверхность обоймы которых имеет выработку, подгары и оплавления;
пружины с цветами побежалости и частичной утратой упругих свойств;
щеточные блоки с нарушениями их функциональных свойств, не подлежащие восстановлению.
3.2.5. Очистить внутренние поверхности щеткодержателей от отложений графитовой пыли, следов масла и нагара.
3.2.6. Проверить износ внутренних поверхностей щеткодержателей: зазор между обоймой и щеткой, измеренный щупом, должен быть в пределах 0,1 - 0,3 мм.
3.2.7. Новые щетки устанавливать из одной партии, имеющей, как правило, более сходные физико-механические характеристики.
Щетки должны быть однородными по структуре, не должны иметь раковин, трещин, расслоений и посторонних включений. На рабочей поверхности щетки допускается не более пяти сколов глубиной более 0,5 мм.
На каждом полюсе необходимо устанавливать электрощетки с переходным электрическим сопротивлением между телом щетки и каждым токопроводом не выше значения, приведенного в табл. 1. Переходное электрическое сопротивление согласно ГОСТ 12232-89 должно измеряться методом вольтметра и амперметра с использованием приборов класса точности не ниже 1,5 при постоянном токе 10 А. Падение напряжения должно измеряться милливольметром, присоединенном с помощью игольчатых электродов к точкам, расположенным на теле щетки и токопроводе на расстоянии 2 и 5 мм от заделки соответственно.
Количество заменяемых щеток не ограничивается. Так, если недопустимые сколы имеют 50 % щеток, то целесообразно заменить весь комплект щеток.
(Измененная редакция, Изм. № 1)
3.2.8. При массовых сколах щеток проверить радиальный зазор между щеткодержателями и контактной поверхностью колец, который должен быть 3,0 ± 0,5 мм. При необходимости отрегулировать зазор.
3.2.9. Произвести тщательный осмотр КК и убедиться, что их рабочая поверхность имеет глянцевитую политуру темно-серого цвета.
3.2.10. При необходимости произвести проточку или шлифовку КК в соответствии с технологическими указаниями разд. 4.1 и 4.2.
3.2.11. При наличии на КК «остекленных» дорожек от щеток поверхность кольца зачистить мелкозернистым абразивным бруском.
3.2.12. При обнаружении «натяга» фторопласта на КК при работе с щетками марки ЭГ2АФ устранить дефект зачисткой мелкозернистым бруском
3.2.13. Не допускается включение в работу турбогенераторов, у которых из-за неоднократных проточек контактных колец глубина винтовой канавки составляет менее 3 мм. Необходимо увеличить глубину винтовой канавки не менее чем до 6 мм. КК, изношенные до минимально допустимых диаметров (см. п. 4.1.3.3), подлежат замене (см. разд. 4.3).
3.2.14. Проконтролировать исправность изоляции между щеткодержателями и траверсой (щеточным блоком) мегаомметром на напряжение 500 или 1000 В.
3.2.15. Вставить щетки в щеткодержатели, проверить подвижность щеток, убедиться, что боковые зазоры между щетками и обоймами в пределах нормы. Установить щеточные блоки в направляющие траверсы. Отрегулировать радиальные зазоры между щеткодержателями и кольцами.
3.2.16. Притереть щетки до приработки 50 - 60 % их рабочей поверхности.
3.2.17. Продуть ЩКА сухим сжатым воздухом, доступные рабочие поверхности контактных колец, изоляционные детали траверсы протереть салфеткой из неворсистой ткани, смоченной спиртом.
3.2.18. Установить нажимные планки всех щеток в крайнюю верхнюю прорезь рейки щеткодержателя.
3.2.19. Проверить надежность затяжки, стопорения и фиксации всех крепежных и контактных соединений щеткодержателей, щеточных блоков, траверс и подводящих кабелей (шин).
3.2.20. Сведения о выполнении работ по разд. 3.2 должны быть отражены в журнале учета работы ЩКА.
3.2.21. Пуск турбоагрегата после восстановительных или ремонтных работ на ЩКА (с притертым комплектом щеток) генератора осуществить в соответствии с указаниями разд. 2.1.
3.3. Пуск турбоагрегата с непритертыми щетками
3.3.1. При ликвидации аварийных режимов с разрешения главного инженера допускается пуск турбогенератора с непритертыми щетками.
Контроль работы ЩКА и его регулирование в этом случае осуществляет ремонтный персонал. Действия персонала должны соответствовать требованиям разд. 2.1 и нижеследующим указаниям, обусловленным тем, что при неизменном усилии нажатия на щетки контактное давление непритертых электрощеток меняется в широких пределах, а продолжительность их пришлифовки больше, чем у предварительно притертых щеток.
3.3.2. При нарушении условий п. 2.1.5 в процессе пуска турбоагрегата и трудностях в обеспечении требуемой разности температур горячего и холодного воздуха нажимные планки вставляются в крайние верхние прорези реек щеткодержателей перед подачей возбуждения только для половины щеток на кольце каждой полярности (невставленными в прорези остаются нажимные планки щеток, которые не могут выпасть из обойм щеткодержателей под действием собственной массы).
3.3.3. Для другой половины щеток усилия нажатия изменяют при работе генератора в сети под нагрузкой по мере уменьшения разности температур горячего и холодного воздуха. При выполнении этой операции необходимо следить за тем, чтобы не нарушались условия п. 2.1.5, в противном случае выполнение этой операции приостанавливается до прекращения нарушения этих условий.
3.3.4. Уровни токов щеток измеряются при неизменном токе ротора сразу же после синхронизации турбогенератора и затем ежедневно в течение всего периода притирки электрощеток. По мере уменьшения уровней токов щеток, притирающихся быстрее других, необходимо увеличивать усилия нажатия на них перестановкой планки на одну прорезь. Уровень тока каждой регулируемой щетки после увеличения нажатия контролируется до установившегося значения (после работы ее в течение 15 - 20 мин с закрытым кожухом). Цель этих измерений - поддержание уровней токов всех электрощеток максимально близкими один к другому.
Закончив операции с одной щеткой, можно перейти к увеличению нажатия на следующую наиболее притертую и наименее нагруженную щетку.
3.3.5. Если при увеличении усилия нажатия на очередную щетку уровень ее тока превосходит уровень тока всех других электрощеток, то нажимную планку следует вернуть в крайнюю верхнюю прорезь, щетку «продернуть», а операцию по увеличению нажатия на нее временно не выполнять.
3.3.6. В период притирки щеток на работающем турбогенераторе необходимо регулярно (каждые два часа) проверять, выполняются ли условия п. 2.1.5. При невыполнении - ликвидировать ненормальность, используя указания пп. 3.3.2 и 3.3.3.
3.3.7. Минимальное время притирки щеток составляет 5 сут. Особенно тщательно необходимо следить за щетками, у которых процесс притирки завершается в последнюю очередь, так как их нагрузка может резко увеличиваться.
3.3.8. Окончание притирки определяется осмотром контактной поверхности щеток, вынимаемых поочередно из обойм.
3.3.9. В период притирки и пришлифовки щеток ток ротора турбогенератора не должен превышать значений, соответствующих нулю реактивной мощности при номинальной активной (0,6 - 0,7 номинального).
3.3.10. По завершении процесса притирки и пришлифовки щеток необходимо выполнить работы по пп. 2.1.10 и 2.1.12.
3.3.11. Оформить в журнале учета работы ЩКА готовность аппарата к нормальной эксплуатации.
3.4. Нарушения режима работы щеточно-контактного аппарата при работе турбогенератора в сети
3.4.1. Ненормальные режимы ЩКА ликвидируются ремонтным персоналом. При нарушении режимов работы ЩКА оперативный персонал должен вызвать ремонтный, а до его прибытия при необходимости должен сам принять меры для устранения ненормального режима в соответствии с указаниями разд. 3.1 и 3.4.
3.4.2. При увеличении разности температур выходящего горячего и входящего холодного воздуха выше допустимой необходимо:
а) открыть кожух ЩКА;
б) определить, на каком из полюсов произошло нарушение режима работы;
в) при наличии сильно искрящих щеток усилие нажатия на них снизить до минимума, при наличии явно перегретых щеток или щеток с отгоревшими токопроводами на них также уменьшить нажатие до минимума. Для турбогенераторов мощностью 200 МВт и выше допускается вывод из работы до 30 %, а на турбогенераторах 60 - 160 МВт - до 50 % электрощеток на каждом кольце;
г) «продернуть» все щетки, включая те, у которых усилие нажатия равно минимальному;
д) закрыть кожух ЩКА;
е) снизить ток ротора до значений, соответствующих нулю реактивной мощности;
ж) при уменьшении разности температур воздуха ниже предельно допустимой, отсутствии сильного искрения на оставшихся в работе электрощетках, отсутствии вылета из ЩКА мелких частиц графита приступить к определению и устранению причин повышения температуры (приложение 5);
з) измерить уровни токов щеток. На недогруженных щетках увеличить усилие нажатия перестановкой планки на один паз, начать постепенный ввод в работу внешне исправных электрощеток, у которых переставлялись нажимные планки согласно п. 3.4.2, в);
и) закрыть кожух ЩКА;
к) убедиться, что разность температур горячего и холодного воздуха находится в допустимых пределах;
л) при неэффективности проведенных мероприятий отключить турбоагрегат в соответствии с пп. 3.1.1 и 3.1.2.
3.4.3. При попадании в ЩКА из окружающей среды твердых механических частиц, масла или паров масла необходимо:
а) принять меры по предотвращению попадания этих веществ в ЩКА;
б) продолжить наблюдение за работой ЩКА при открытом кожухе, произвести «продергивание» всех электрощеток, выполнить чистку рабочей поверхности КК по п. 2.2.4, после чего закрыть кожух;
в) проконтролировать разницу температур горячего и холодного воздуха, при монотонном приближении этого параметра к сигнальной уставке действовать в соответствии с п. 3.4.2;
г) при появлении искрения на отдельных электрощетках степенью более 1 1/4 действовать в соответствии с п. 3.4.4;
д) обеспечить свободное перемещение всех щеток в обоймах щеткодержателей: поочередно вынимать из обойм щетки, перемещения которых затруднено, и удалять с их граней посторонние налипания. На ЩКА, оснащенных щеточными блоками, налипания должны быть удалены и с внутренних стенок обойм щеткодержателей (при поочередном извлечении блоков);
е) произвести измерения уровней токов щеток и при необходимости откорректировать усилие нажатия на щетки, закрыть кожух;
ж) убедиться, что разность температур горячего и холодного воздуха находится в допустимых пределах и нет вылета механических частиц из ЩКА или выхлопных камер;
з) заменить в ближайшую дневную смену щетки, на поверхности которых имеются следы масла. При замене до 30 % щеток ток ротора не ограничивается, а при замене более 30 % не следует увеличивать ток ротора сверх соответствующего нулю реактивной мощности в течение 5 - 6 сут. Новые щетки, устанавливаемые в ЩКА, должны по возможности предварительно притираться по месту.
3.4.4. При появлении искрения степенью более 1 1/4 необходимо:
а) открыть кожух, измерить уровень тока искрящих щеток и на тех из них, которые недогружены, увеличить усилие нажатия перестановкой нажимной планки на один паз рейки щеткодержателя для исключения отрыва щеток от колец;
б) «продернуть» все щетки и убедиться, что они легко перемещаются в обоймах, закрыть кожух;
в) через 15 - 20 мин убедиться, что искрение на электрощетках, отрегулированных по п. 3.4.4, а, исчезло, а уровни протекающих через них токов стали более близкими к токам других щеток. Закрыть кожух;
г) проверить, не устранилось ли искрение на оставшихся щетках, которые по п. 3.4.4, а не регулировались. Если искрение не устранилось, то вновь измерить уровни токов этих щеток и на имеющих наибольший уровень уменьшить нажатие перестановкой нажимной планки на один паз рейки. Убедиться, что уровень токов этих щеток не стал меньше токов других щеток. Для тех щеток, у которых это произошло, нажимную планку следует вернуть в прежнее положение;
д) при неустранимом искрении продуть ЩКА сжатым воздухом, проконтролировать, не исчезло ли искрение;
е) при наличии искрения разгрузить генератор по реактивной мощности и произвести внеочередное измерение вибрации КК, вала и ближайшей к ЩКА опоры генератора. Результаты измерений сопоставить с результатами предыдущих измерений:
при превышении допустимого значения вибрации КК (300 мкм) следует принять меры для ее устранения;
выполнить чистку рабочей поверхности колец согласно п. 2.2.4;
если увеличение вибрации щеток сопровождается усилением вибрации вала, то устранение неисправности возможно за счет дополнительной балансировки консоли ремонтным персоналом в период ближайшего останова;
если увеличение вибрации щеток сопровождается не только усилением вибрации консоли, но и явным увеличением вибрации турбоагрегата, то устранение вибрации должен производить персонал котлотурбинного цеха;
если увеличение вибрации щеток не сопровождается увеличением вибрации консоли вала и опор турбоагрегата, то наиболее вероятной причиной неисправности, которая уточняется во время останова, является ухудшение профиля одного или обоих КК, которое устраняется их механической обработкой;
допускается работа турбогенератора до ближайшего останова при вибрации щеток более 300 мкм при условии отсутствия недопустимого искрения, разрушения щеток (вылета частиц графита из ЩКА), отсутствия недопустимых нагревов. При невозможности обеспечения этих условий необходимо подать заявку и остановить турбоагрегат.
При возникновении искрения между щеткой и обоймой щеткодержателя (в процессе работы ухудшилась заделка токопроводов в тело щетки и отсутствует изоляция между щеткодержателем и траверсой) оперативный персонал должен уменьшить до минимума усилие нажатия на эту щетку и сделать запись в журнале учета работы ЩКА. Ремонтный персонал в ближайшую дневную смену должен заменить щетку новой, а во время ближайшего останова восстановить изоляцию между щеткодержателем и траверсой (щеточным блоком).
3.4.5. При обнаружении щеток, имеющих потемнение и цвета побежалости на поверхности токопроводов, втулок, латунных накладок или нажимных пружин вследствие перегрева, следует измерить уровень тока этих щеток и, если они наиболее нагружены, то «продернуть» их, а если эта мера не приведет к снижению нагрузки, то уменьшить на них усилие нажатия перестановкой нажимной планки на одну прорезь рейки щеткодержателя.
Повышенный нагрев при относительно малом уровне тока и незначительное увеличение нагрузки щетки при увеличении усилия нажатия свидетельствуют об увеличении сопротивления цепи токопровод-щетка или о нарушении заделки. На это ремонтный персонал, контролирующий уровень токов щеток, должен обращать особое внимание. Такие щетки, а также щетки с пружинами, имеющими цвета побежалости, должны заменяться ремонтным персоналом в первую же дневную смену.
3.4.6. При обнаружении снижения сопротивления изоляции цепей возбуждения вследствие загрязнения графитовой пылью определить место ухудшения изоляции и. если оно в турбогенераторе, то провести дополнительную продувку ЩКА сжатым воздухом, а при необходимости доступные части ЩКА протереть сухой неворсистой тканью с соблюдением всех мер предосторожности (см. разд. 5).
3.4.7. При обнаружении вылета мелких частиц графита из ЩКА или выхлопных камер (разрушения электрощеток) необходимо:
а) убедиться, что в ЩКА не попадают посторонние механические частицы из окружающего пространства; при попадании их действовать согласно п. 3.4.3;
б) открыть кожух ЩКА;
в) «продернуть» все электрощетки;
г) при наличии щеток, работающих с искрением, измерить уровни их токов и на недогруженных щетках увеличить усилие нажатия перестановкой нажимной планки на одну прорезь рейки щеткодержателя для исключения их отрыва от кольца, закрыть кожух;
д) при продолжающемся вылете частиц графита убедиться, что разность температур горячего и холодного воздуха находится в допустимых пределах и величина вибрации опор турбоагрегата не изменяется;
е) измерить уровни токов щеток и поочередно на наименее загруженных щетках увеличить усилие нажатия перестановкой нажимной планки на одну прорезь до устранения искрения на щетках, которые недогружались при работах по п. 3.4.7, г;
ж) закрыть кожух, следить за разностью температур горячего и холодного воздуха;
з) при продолжающемся вылете частиц графита произвести внеочередное измерение вибрации КК и вала и провести анализ результатов согласно указаниям п. 3.4.4, е. При необходимости выполнить чистку контактной поверхности в соответствии с п. 2.2.4.
При отсутствии искрения, нормальном уровне вибрации, отсутствии вылета частиц графита из ЩКА и отсутствии других признаков ненормальностей разрешается оставлять в работе до ближайшего останова щетки со сколами по всему сбегающему краю на глубину до 2 мм и высотой до 5 мм.
При нормальном уровне вибрации щеток в период ближайшего останова ремонтному персоналу необходимо проверить и отрегулировать зазоры между обоймой щеткодержателя и КК, а также проверить боковые зазоры между щетками и обоймами щеткодержателей.
4. РЕМОНТ УЗЛА КОНТАКТНЫХ КОЛЕЦ, ТОКОПОДВОДА И ЩЕТОЧНОГО АППАРАТА
4.1. Общие положения
4.1.1. Ремонт и наладка ЩКА, ревизия узла КК и их проточка должны проводиться при капитальном ремонте турбогенератора, при увеличении вибрации щеток и общем ухудшении работы ЩКА во время текущего или аварийно-восстановительного ремонта.
4.1.2. Перед остановом турбоагрегата провести измерение вибрации КК и вала в соответствии с п. 1.16.
4.1.3. После останова турбоагрегата произвести следующие работы:
4.1.3.1. Измерить радиальное биение КК в холодном состоянии при вращении ротора от валоповоротного устройства. Измерение производить индикатором часового типа (ГОСТ 577-68) с ценой деления 0,01 мм. Измерения производить в нескольких точках по ширине обоих колец. Допустимые отклонения рабочей поверхности КК, оставляемых без проточки и (или) шлифовки:
допуск профиля продольного сечения ±1,0 мм;
допуск цилиндричности на длине колец ±0,5 мм;
допуск круглости ±0,05 мм.
Шероховатость рабочей поверхности КК (Rа) - не более 1,25 мкм.
Контактные кольца подлежат проточке и (или) шлифованию (см. разд. 4.2) при вибрации в период до останова более 300 мкм, отклонении рабочей поверхности КК от указанных выше норм, при наличии на контактной поверхности колец глубокой эрозии, подгаров и участков с матовой поверхностью.
4.1.3.2. Измерить износ КК с помощью набора щупов (ТУ 2-034-225-87) и лекальной линейки (ГОСТ 8026-92), накладываемой на неизнашиваемые участки колец, в нескольких точках по ширине и в четырех точках (через 90°) по окружности кольца.
Значения максимального радиального биения и износа каждого КК занести в журнал учета работы ЩКА.
4.1.3.3. Измерить диаметр КК мерительной скобой (ГОСТ 4381-87). При износе КК до минимально допустимого диаметра, установленного заводом-изготовителем, КК подлежат замене (см. разд. 4.3). Значения минимально допустимых наружных диаметров КК для различных типов турбогенераторов приведены в табл. 3.
|
Минимально допустимый наружный диаметр контактных колец, мм |
|
|
ТВ-60-2, ТВ2-100-2, ТВ2-150-2 |
415 |
|
ТВФ-63-2Е, ТВФ-110-2Е |
300 |
|
ТВФ-60(63)-2, ТВФ-100(120)-2, ТВВ-165-2, ТВВ-200-2*, ТВВ-220-2А, ТВВ-320-2** |
439 |
|
ТВВ-160-2Е, ТВВ-220-2Е, ТВВ-320-2 |
308 |
|
ТВВ-500-2Е, ТВВ-800-2Е, ТЗВ-800-2 |
388 |
|
ТВВ-500-2, ТВВ-800-2 |
488 |
|
ТГВ-200, ТГВ-200М, ТГВ-300, ТГВ-500 |
430 |
|
ТВМ-300 |
500 |
|
ТВМ-500 |
475 |
|
* Для турбогенераторов ТВВ-200-2 минимально допустимый наружный диаметр контактных колец уменьшенного диаметра 308 мм. ** Для турбогенераторов ТВВ-320-2 минимально допустимый наружный диаметр для модернизированных контактных колец с бронзовыми распределительными кольцами - 446 мм, для контактных колец уменьшенного диаметра - 308 мм. |
|
4.1.3.4. Осмотреть шнуровые бандажи, изоляцию втулки КК, гидравлические соединения КК (для турбогенераторов ТВМ-300, ТВМ-500). Замеченные дефекты устранить.
Технология восстановления изоляции из миканита или стеклотекстолита (последняя более предпочтительна) изложена в разд. 4.4.
4.1.3.5. Разобрать узел токоподвода. Проверить состояние изоляции токоподводящих шин, контактных соединений, деталей уплотнения, а также окон втулки и лопаток вентилятора на отсутствие в них трещин:
определить дефекты узла токоподвода в соответствии с указаниями приложения 6;
при необходимости произвести ремонт токоподводов, расположенных в центральном отверстии и на поверхности вала ротора, по технологии, изложенной в разд. 4.6 и 4.7;
на турбогенераторах серии ТВ. ТВФ, ТВВ мощностью 60 - 300 МВт изолировать токоведущие болты по технологии, изложенной в разд. 4.8;
восстановить серебряное покрытие при повреждении более 10 % контактной поверхности токоведущих болтов и соединительных шин по технологии, изложенной в разд. 4.9;
произвести ремонт изоляционных и крепежных деталей по технологии, изложенной в разд. 4.10 и 4.11.
4.1.3.6. Провести ревизию ЩКА в соответствии с пп. 3.2.3 - 3.2.6, 3.2.14, 3.2.17 и 3.2.19.
4.1.3.7. Заменить дефектные щеткодержатели:
обеспечить гарантированный зазор между соседними щеткодержателями;
установить щеткодержатели таким образом, чтобы отклонение щеткодержателя от радиального положения не превышало ±3° в осевом и тангенциальном направлениях;
выполнить и проконтролировать мегаомметром изолировку щеткодержателей от траверсы (щеточного блока);
законтрить болты крепления щеткодержателей к траверсе.
4.2. Проточка и шлифование контактных колец
4.2.1. Установить и закрепить на фундаментной плите приспособление для проточки КК (рис. 2).
4.2.1.1. Обеспечить допуск параллельности линии продольной подачи суппорта и оси вала 0,5 мм на длине КК (рис. 3). Правильность установки приспособления проверяется на неизношенных участках контактной поверхности колец. При этом учитывается разность диаметров (d1 - d2) в указанных местах.
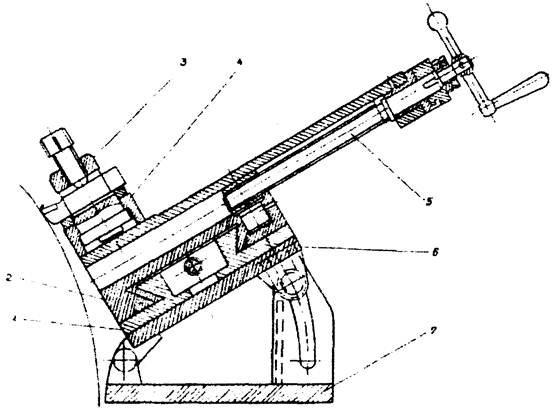
Рис. 2. Приспособление дпя проточки контактных колец и гребня вала ротора:
1 - продольные
салазки; 2 - поперечные салазки; 3 - резцовая каретка; 4 - резцедержатель;
5 - винт поперечной подачи; 6 - верхнее основание; 7 - нижнее основание

Рис. 3. Схема для проверки правильности установки приспособления для проточки контактных колец:
1 - вал ротора с контактными кольцами; 2 - индикатор; 3 - суппорт приспособления
4.2.1.2. Установить на суппорте резец с пластиной из твердого сплава типов Т15К6, Т14К8, Т5К10 и др. (ГОСТ 19044-80).
4.2.2. Проточить контактную поверхность колец, соблюдая следующий режим резания:
частота вращения ротора от валоповоротного устройства n = 4 - 30 об/мин;
глубина резания t = 0,1 - 0,2 мм;
продольная подача суппорта S = 0,1 - 0,15 мм/об.
Проточку производить до полного удаления всех дефектов на обрабатываемой поверхности.
4.2.3. Шлифовать КК.
4.2.3.1. Установить на суппорте шлифовальную машину (табл. 4) и приспособление в виде державки с алмазно-металлическим карандашом или твердосплавные кольцевые диски для правки шлифовального крута (рис. 4).
При правке шлифовального круга необходимо соблюдать следующий режим:
скорость продольной подачи Sп = 5 мм/с;
поперечная подача t = 0,02 - 0,03 мм;
количество проходов с поперечной подачей Р1 = 3 - 5;
количество проходов без поперечной подачи Р2 = 1 - 2.
Конструкция приспособления применительно к турбогенератору ТГВ-300 приведена на рис. 4.
4.2.3.2. Провести режим предварительного шлифования при следующих условиях:
направление вращения шлифовального крута и КК должно быть встречным;
частота вращения ротора от валоповоротного устройства n = 4 - 30 об/мин;
окружная скорость шлифовального круга Vкp = 20 - 30 м/с;
глубина шлифования (поперечная подача) t = 0,01 - 0,02 мм;
продольная подача Sп = (0,5 - 0,6) ´ В мм/об, где В - ширина круга, мм.
Зону контакта шлифовального круга с КК охлаждать сухим воздухом, подаваемым под давлением 300 - 400 кПа (3 - 4 кгс/см2).
|
Значение для шлифовальных машин типов |
||||
|
ИЭ2004 |
ИЭ2002 |
ИП2001 |
ИП2002 |
|
|
Диаметр шлифовального круга, мм |
150 |
150 |
150 |
100 |
|
Номинальная мощность двигателя, Вт |
800 |
800 |
1250 |
740 |
|
Частота вращения, об/мин |
3180 |
3840 |
5000 |
8000 |
|
Напряжение, В |
36 |
36 |
- |
- |
|
Частота тока, Гц |
200 |
200 |
- |
- |
|
Рабочее давление воздуха, МПа (кгс/см2) |
- |
- |
0,5(5) |
0,5(5) |
|
Расход воздуха, м3/с·10-2 |
- |
- |
2,55 |
2,04 |
|
Масса, кг |
5,5 |
5,2 |
6,0 |
3,2 |
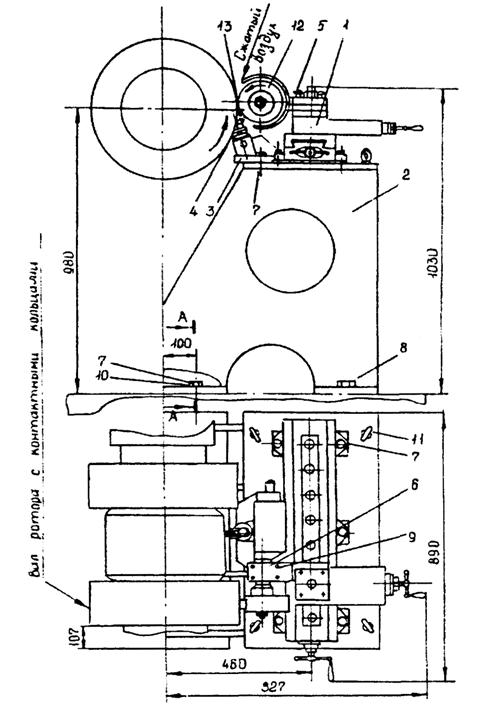

Рис. 4. Приспособление для проточки и шлифовки контактных колец турбогенераторов ТГВ-300:
1 - суппорт; 2
- подставка; 3 - основание; 4 - штырь; 5 - державка; 6 - накладка; 7 - болт М16´50;
8 - болт М30´70; 9 - болт М12´65; 10 - шайба; 11 - рым-болт M12;
12 - электрошлифовальная машина ИЭ-2002; 13 - державка для правки шлифовального
круга
При предварительном шлифовании применять круги (ГОСТ 2424-83) с керамической связкой с характеристиками, приведенными в табл. 5.
|
Характеристика круга |
|||
|
Шлифовальный материал |
Зернистость (ГОСТ 3647-80) |
Твердость (ГОСТ 19202-80) |
|
|
Сталь хромистая (38ХВА, 40Х и др.) |
15А |
50 - 40 |
СТ2 - СТ1 |
|
Сталь хромоникелевая (38ХНЗМА, 18ХН1МА и др.) |
15А |
50 - 40 |
СТ1 - СТ2 |
Режим предварительного шлифования закончить при достижении чистоты обрабатываемой поверхности с шероховатостью Ra = 1,25 - 2,5 мкм.
4.2.3.3. Провести режим окончательного шлифования, соблюдая следующие условия:
частота вращения ротора n = 4 - 30 об/мин;
окружная скорость шлифовального круга Vкр = 20 - 30 м/с;
глубина шлифования (поперечная подача) t = 0,005 - 0,01 мм;
продольная подача Sп = (0,15 - 0,25) ´ В мм/об.
При окончательном шлифовании применять крути на бакелитовой связке с характеристиками, приведенными в табл. 6.
|
Характеристика круга |
|||
|
Шлифовальный материал |
Зернистость (ГОСТ 3647-80) |
Твердость (ГОСТ 19202-80) |
|
|
Сталь: |
|||
|
хромистая |
15А |
40 - 25 |
СМ2 - СМ1 |
|
хромоникелевая |
15А |
40 - 25 |
С1 - С2 |
Режим окончательного шлифования закончить при достижении чистоты обрабатываемой поверхности с шероховатостью Ra = 0,63 - 0,16 мкм.
Для обеспечения надежной работы щеточного аппарата за счет получения однородной микроструктуры на контактной поверхности рекомендуется в процессе шлифования снять общий слой металла толщиной не менее 0,2 - 0,3 мм.
4.2.3.4. Острые кромки на контактной поверхности колец не притуплять, а ограничиться снятием заусенец медной или текстолитовой оправкой.
4.2.4. Допустимые отклонения рабочей поверхности КК после проточки (или) шлифовки:
допуск профиля продольного сечения 0,03 мм;
допуск круглости 0,03 мм;
допуск цилиндричности на длине кольца 0,5 мм;
шероховатость рабочей поверхности КК (Ra) не более 1,25 мкм.
4.3. Замена контактных колец
4.3.1. Снятие КК и втулки турбогенераторов серии ТГВ
4.3.1.1. Разобрать узел токоподвода к КК снять шнуровые бандажи, наложенные поверх изоляции на краях втулки. Для отвинчивания контактных винтов, гаек уплотнения и токоведущих болтов использовать специальные ключ-отвертку (рис. 5), торцовый ключ (рис. 6) и ключ (рис. 7).
Рис. 5. Ключ-отвертка

Рис. 6. Торцовый ключ для гаек ЗМ56 и ЗМ105
Примечание. Для гайки ЗМ56: Б = 57 мм, В = 70 мм, Г = 7 мм, Д = 50 мм; для гайки ЗМ105: Б = 90 мм, В = 103 мм, Г = 5 мм, Д = 50 мм.

Рис. 7. Ключ для заворачивания винта токоподвода ротора
4.3.1.2. Установить на валу приспособление (рис. 8), состоящее из разъемного и сплошного дисков и тяг с резьбой.
4.3.1.3. Установить приспособление, стягивающее медные полукольца под КК, используя для этого технологические отверстия Ml2. Для предупреждения повреждения изоляции втулки при надевании или стягивании КК медные кольца необходимо зафиксировать в осевом направлении с помощью упоров.

Рис. 8. Приспособление для съема и посадки контактных колец:
а - съем внешнего контактного
кольца; б - съем внутреннего контактного кольца; в - съем втулки;
г - посадка втулки; д - посадка внутреннего контактного кольца; е
- посадка внешнего контактного
кольца
4.3.1.4. Равномерно нагреть до температуры (370 + 10) °С двумя автогенными горелками внешнее КК.
Контроль за температурой кольца производить с помощью термощупа типа ТТЦ-1 производства ПО «Микроприбор» (г. Львов). Момент отделения кольца от втулки определить по изменению звука при простукивании по кольцу. Съем кольца производить быстро и без перекосов.
4.3.1.5. Перестроить приспособление и аналогичным способом снять внутреннее КК.
4.3.1.6. Нагреть втулку до температуры 50 - 60 °С и снять ее с посадочного места на валу.
4.3.1.7. Произвести внешний осмотр втулки КК. Трещины, забоины и следы контактной коррозии удалить местной выборкой металла шлифовальным камнем или напильником. Обработанные места полировать и проверить цветной дефектоскопией. При невозможности устранения дефекта, например при наличии сквозных трещин в районе расположения окон, втулку заменить.
4.3.2. Сборка узла КК турбогенераторов серии ТГВ
4.3.2.1. Подготовить детали к сборке узла. Вычислить значение натяга, которое с учетом толщины стальной полосы и медного токораспределительного кольца должно быть равным (1,1 - 0,26) мм.
4.3.2.2. Испытать изоляцию втулки на электрическую прочность в соответствии с [10].
4.3.2.3. Надеть внутреннее КК на участок вала диаметром 330 мм, обернутый асбокартоном толщиной 5 мм.
4.3.2.4. Нагреть втулку до 120 - 130 °С и посадить на вал ротора. Нагрев производить открытым пламенем изнутри втулки. Контроль температуры производить термощупом ТТЦ-1. Принять меры по защите изоляции втулки от попадания прямого пламени, для чего поверх изоляции намотать асбестовую ленту.
4.3.2.5. Охладить втулку до температуры окружающей среды обдувом сжатым воздухом.
4.3.2.6. Испытать изоляцию втулки повышенным напряжением в соответствии с [10].
4.3.2.7. Собрать на втулке стальные полосы и медные токораспределительные кольца в соответствии с заводскими чертежами и закрепить с помощью приспособления.
4.3.2.8. Закрепить на втулке упоры для посадки внутреннего кольца на место. Расстояние от края внутреннего диаметра кольца до края изоляции должно быть не менее 25 мм.
4.3.2.9. Нагреть КК пламенем газовой горелки до температуры 250 - 300 °С и с помощью приспособления (см. рис. 8) посадить его на втулку. Контроль температуры кольца производить термощупом ТТЦ-1.
4.3.2.10. Охладить КК до температуры окружающей среды сухим воздухом. Обеспечить равномерное охлаждение КК.
4.3.2.11. Испытать изоляцию втулки повышенным напряжением в соответствии с [10].
4.3.2.12. Установить и закрепить дистанционные проставки для внешнего кольца.
4.3.2.13. Нагреть до температуры 250 - 300 °С и посадить на втулку второе кольцо. Контроль температуры кольца производить термощупом ТТЦ-1.
4.3.2.14. Испытать изоляцию втулки по п. 4.3.2.11.
4.3.3. Снятие КК и втулки турбогенераторов серий ТВФ, ТВВ и ТВМ
4.3.3.1. Разобрать узел токоподвода к КК, кроме того, на роторе турбогенератора ТВВ-320-2 снять вентилятор со стороны внешнего КК, у турбогенераторов ТВМ-300 снять гидравлические соединения КК.
Для отворачивания контактных винтов, гаек уплотнения и токоведущих болтов использовать специальную отвертку (рис. 9) и ключи (рис. 10 - 12).
4.3.3.2. На торце вала ротора установить приспособление (рис. 13), состоящее из кольца и резьбовых шпилек. При отсутствии резьбовых отверстий в торце втулки применять приспособление, изображенное на рис. 14.

Рис. 9. Отвертка Рис. 10. Ключ для контактного винта

Рис. 11. Ключ для токоведущего болта Рис. 12. Ключ для гайки, сжимающей уплотнительную резину

Рис. 13. Приспособление для снятия контактных колец турбогенератора ТВВ-320-2:
1 - кольцо; 2 - шайба; 3 - гайка; 4 - шпилька
4.3.3.3. Равномерно нагреть КК двумя автогенными горелками № 6 до температуры 250 - 300 °С и быстро снять их с посадочного места на валу вместе с втулкой. Контроль температуры колец производить термощупом ТТЦ-1. Рекомендуется при снятии КК использовать метод индукционного нагрева.
После остывания КК удаляются с вала с помощью крана.
4.3.3.4. Снять КК с втулки, нагревая их до температуры 300 - 350 °С. Контроль температуры производить термощупом ТТЦ-1.
Кроме рассмотренного в п. 4.3.3.3 варианта совместного съема КК и втулки рекомендуется способ поочередного съема колец с втулки, а затем втулки с вала.
Рис. 14. Приспособление для съема контактных колец свала:
1 - разъемное кольцо; 2 - контактное кольцо; 3 - втулка; 4 - шпилька; 5 - упорное кольцо
4.3.4. Сборка узла КК турбогенераторов серий ТВФ, ТВВ и ТВМ
4.3.4.1. Подготовить КК и изолированную втулку к сборке. Измерить нутромером микрометрическим (ГОСТ 10-88) внутренний диаметр КК. Измерить микрометром (ГОСТ 4381-87) наружный диаметр изолированной втулки. Вычислить по разности диаметров значение натяга, которое должно находиться в пределах, указанных в заводской документации.
4.3.4.2. Установить втулку вертикально на ровной плите. Рядом установить ограничивающие упоры соответствующей длины для аксиальной фиксации положения первого контактного кольца.
4.3.4.3. Нагреть до температуры 250 - 300 °С первое КК и посадить его на втулку с помощью проволочных крючков или приспособления (рис. 15), строго ориентировав его по маркировке.

Рис. 15. Хомут для посадки контактных колец
Нагрев кольца контролируют стальным прутком диаметром 10 мм и длиной, большей значения наружного диаметра втулки на 0,4 мм.
4.3.4.4. Установить ограничивающие упоры между КК.
4.3.4.5. Нагреть и посадить на втулку второе КК по технологии, изложенной в п. 4.3.4.3.
4.3.4.6. Охладить КК. Измерить внутренние диаметры втулки нутрометром микрометрическим и наружные диаметры посадочных участков вала микрометром. Вычислить значение натяга и сравнить его со значением, указанным в чертежах.
Если натяг больше допустимого, внутренний диаметр втулки проточить.
4.3.4.7. Нагреть втулку с кольцами равномерно до 150°С, поставив ее в термостат. Возможен также нагрев горелками или индукционным методом.
Достаточность нагрева контролировать калиброванным стальным прутком диаметром 10 мм и длиной, равной внутреннему диаметру втулки, увеличенному на 0,4 мм.
4.3.4.8. Насадить втулку на вал, ориентировав ее по меткам или установочному штифту.
4.3.4.9. При насадке КК турбогенераторов типа ТВМ-300 необходимо обеспечить согласование штуцеров гидравлических соединений между собой и по отношению к шпоночной канавке, расположенной на внутреннем диаметре втулки.
4.3.4.10. Испытать изоляцию КК повышенным напряжением переменного тока в соответствии с [10].
По вопросам технологии замены контактных колец уменьшенного диаметра необходимо обращаться на завод-изготовитель турбогенератора.
4.4. Замена изоляции втулки контактных колец
4.4.1. Изолирование втулки КК миканитом
4.4.1.1. Подготовить материалы для производства работ:
формовочный миканит ФМШ толщиной 0,3 - 0,4 мм;
шеллачный лак;
крученый шнур диаметром 2 - 2,5 мм;
киперную ленту;
кабельную бумагу;
электроизоляционный картон толщиной 0,5 мм;
асбестовую ленту 0,5´30 мм;
асбестовый картон толщиной 5 - 8 мм;
обтирочные салфетки;
авиационный бензин Б-70;
шлифовальную стеклянную шкурку;
красную эмаль ГФ (ХС).
4.4.1.2. Рассчитать количество изоляции из условия обеспечения припуска на натяг 0,76 - 0,85 мм на диаметр между втулкой и КК и на обработку 1,5 - 2,0 мм на сторону. Нарезать заготовки изоляции полосами шириной на 10 - 15 мм больше длины втулки.
Длину заготовки миканита А (мм) - рис. 16 определить по формуле
![]() ,
,
где d - толщина изоляционного слоя, мм;
t = 20 - 25 мм - шаг наложения заготовок;
с - толщина заготовки миканита, мм.

Рис. 16. Наложение миканита на втулку
Толщину изоляционного слоя (мм) рассчитать по формуле
d = (D + l) · a,
где D - толщина изоляции (по заводскому чертежу) после прессования и проточки изоляции, мм;
l = 1,5 - 2,0 мм - припуск на обработку после опрессовки изоляции;
a = 1,35 - коэффициент, учитывающий опрессовку миканита.
Количество заготовок n (шт.) определяется по формуле
![]() ,
,
где D1 - наружный диаметр неизолированной втулки, мм.
Масса необходимого количества миканитовой изоляции (кг) определяется по формуле
m = r · c · A · n · b · 10 6,
где r = 2,1 г/см3 - плотность миканита;
b - ширина заготовки, мм.
4.4.1.3. Промыть поверхность втулки бензином и протереть чистыми салфетками.
Чистую поверхность втулки покрыть шеллачным лаком с помощью кисти и сушить на воздухе при температуре окружающей среды не менее 20 мин до появления отлипа.
4.4.1.4. Промазать заготовку миканита с одной стороны равномерным тонким слоем шеллачного лака.
4.4.1.5. Положить заготовку миканита на горячую плиту промазанной стороной к верху и разогреть до размягчения.
4.4.1.6. Наложить размягченную заготовку на втулку (см. рис. 16) промазанной стороной к металлу, плотно прижимая чистой ветошью по всей поверхности. При этом под первую заготовку подложить триацетатную пленку на длине (A - t) мм.
4.4.1.7. Наложить вторую заготовку поверх первой, сместив ее на величину шага (см. рис. 16).
4.4.1.8. Наложение остальных заготовок производить в соответствии с пп. 4.4.1.4 - 4.4.1.7.
По мере приближения к первой наклеенной заготовке миканита отделить ее от поверхности втулки и, немного приподняв, продолжать наложение разогретых заготовок миканита до момента, когда между первым и последним слоем заготовок останется сдвиг, равный величине шага наложения. Триацетатную пленку удалить. Последнюю заготовку смазать шеллачным лаком с обеих сторон и плотно прижать к ней ранее приподнятые первые заготовки.
Рекомендуется также послойная технология изолировки втулки миканитом, разработанная АО «Мосэнергоремонт».
4.4.1.9. Стянуть наклеенные заготовки миканита киперной лентой. Прогладить изоляцию горячим утюгом.
4.4.1.10. Снять ленту с поверхности изоляции и обернуть втулку промасленной кабельной или триацетатной пленкой.
4.4.1.11. Положить на втулку обечайку из листовой стали толщиной 1 мм. По стыкующимся краям сегментов обечайки снять фаску шириной 30 - 50 мм на всю толщину листа.
4.4.1.12. Установить на обечайку приспособление (рис. 17).
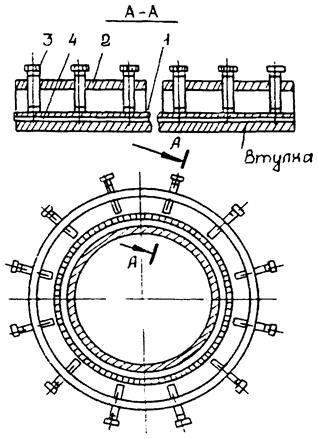
Рис. 17. Приспособление для опрессовки изоляции втулки:
1 - броня; 2 - пресс-кольцо; 3 - болт М24; 4 - стальная обечайка
4.4.1.13. Для опрессовки и запечки изоляции прессующую часть приспособления равномерно нагреть двумя автогенными горелками № 6, периодически прекращая нагрев и подтягивая болты. Нагрев до заданной температуры 150 - 160 °С вести в течение 30 мин.
Когда температура изоляции достигнет указанного значения, окончательно затянуть нажимные болты до полной опрессовки изоляции. Контроль температуры производить термощупом ТТЦ-1 на выступающих краях изоляции. Удельное давление прессования должно быть около 5,0 МПа (49 кгс/см2). Втулку выдержать при указанной температуре в печи в течение 2 ч.
4.4.1.14. Охладить втулку до температуры окружающей среды и разобрать приспособление.
4.4.1.15. Проточить наружную поверхность изоляции втулки на токарном станке, закрепив ее с помощью плунжерного приспособления (рис. 18). Установить и отцентрировать втулку по внутренней поверхности. Допуск радиального биения не более ±0,02 мм. Проточку выполнять резцом из стали Р18 по направлению набора миканитовых заготовок (см. рис. 16). Скорость резания должна быть в пределах 200 м/мин, глубина резания и продольная подача при предварительной обработке - не более 0,5 мм, а при чистовой обработке - не более 0,2 мм.
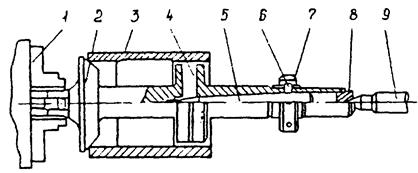
Рис. 18. Приспособление для проточки изоляции втулки контактных колец:
1 - патрон; 2 -
конус; 3 - втулка контактных колец; 4 - плунжер; 5 - конус; 6 - палец;
7 - гайка; 8 - втулка; 9 - конус
Наружную поверхность изоляции точить до размера, обеспечивающего необходимый натяг КК на втулку. Проточить края изоляции заподлицо с торцами втулки.
4.4.1.16. Вырезать в изоляции втулки в соответствующих местах отверстия под токоведущие и крепежные болты.
4.4.1.17. Проверить состояние изоляции втулки простукиванием легким металлическим предметом, при этом звук должен быть звонким; вздутие и отставание изоляции от металла не допускаются.
4.4.2. Изолирование втулки КК стеклотекстолитом
4.4.2.1. Подготовить материалы для производства работ:
стеклянную ленту бандажную ЛСБ-F;
пропитанную стеклоткань марки ПСК/ЭП;
стеклянную ленту ЛЭС;
электроизоляционную триацетатную пленку;
асбестовую ткань;
асбестовую бумагу;
электроизоляционную бумагу ЭИП-66Б;
электроизоляционный картон ЭВ 0,5;
обтирочные хлопчатобумажные салфетки;
авиационный бензин Б-70;
эмаль ГФ-92ХС (красная, серая);
шлифовальную тканевую шкурку;
компоненты эпоксидно-резольного лака ЭР1-30:
эпоксидная смола ЭД-16 - 32,6 мас.ч;
бакелитовый лак ЛСБI - 28 мас.ч;
дициандиамид - 0,4 мас.ч;
толуол - 17 мас.ч;
этиловый технический спирт - 22 мас.ч.
4.4.2.2. Приготовить лак, для чего:
нагреть в электрической печи смолу ЭД-16 до 50 - 70 °С, отвесить согласно рецепту необходимое количество и растворить в толуоле. Смесь охладить;
отвесить требуемое количество бакелитового лака и влить его в раствор эпоксидной смолы;
влить этиловый спирт и дециандиамид и перемешать смесь до получения однородной массы.
4.4.2.3. Подготовить рулон пропитанной в лаке ЭР1-30 стеклоткани шириной на 15 - 20 мм больше длины втулки.
4.4.2.4. Перемотать плотно и без перекосов пропитанную стеклоткань из рулона на барабан приспособления (рис. 19).

Рис. 19. Принципиальная конструкция приспособления для изолировки втулки стеклотканью:
1
- опора; 2 - гайка; 3 - втулка; 4 - конус; 5 - втулка контактных колец;
6 - ручка; 7 - стеклоткань; 8 - барабан; 9 - регулировочный винт
4.4.2.5. Подготовить поверхность втулки (выполнить опиловку, зачистку, обезжиривание) и установить ее в приспособление. О необходимости проточки наружного диаметра втулки см. п. 4.4.2.18.
4.4.2.6. Подогреть втулку пламенем газовой горелки до температуры 85 - 90 °С, промазать ее поверхность лаком ЭРI-30 и, приклеив первый слой стеклоткани, намотать на втулку необходимое количество слоев, промазывая каждый слой лаком. Через каждые три слоя стеклоткани прокладывать электроизоляционную бумагу ЭИП-66Б. Намотка стеклоткани должна производиться с натягом, без морщин и сдвига. Натяг ткани регулируется специальным винтом, при этом усилие натяжения должно быть в пределах 300 - 400 Н (30 - 40 кгс),
4.4.2.7. Приклеить последний слой стеклоткани, намотать поверх нее 3 - 4 слоя триацетатной пленки и утянуть стеклолентой впритык по всей длине втулки.
4.4.2.8. Наложить поверх стеклоленты два-три слоя асбестовой бумаги и утянуть ее вразбежку стеклолентой.
4.4.2.9. Снять изолированную втулку с приспособления. Собрать на ней приспособление для опрессовки (см. рис. 17).
4.4.2.10. Нагреть втулку до 70 °С, выдержать в течение 20 мин и затянуть болты пресс-колец.
4.4.2.11. Нагреть втулку до 100 °С, выдержать 20 мин, произвести окончательную затяжку болтов.
4.4.2.12. Нагреть втулку в печи до 150 - 160 °С и выдержать при этой температуре из расчета 2 ч на 1 мм толщины намотанной изоляции.
4.4.2.13. Прекратить нагрев и остудить втулку до температуры окружающего воздуха.
4.4.2.14. Разобрать приспособление, удалить стеклоленту, асбестовую бумагу и триацетатную пленку.
4.4.2.15. Зачистить внутренние посадочные поверхности втулки от наплывов лака.
4.4.2.16. Проверить качество запечки изоляции: при простукивании легким металлическим предметом звук должен быть звонким. Не допускается недопрессование, вздутие и отставание изоляции от металла втулки.
4.4.2.17. Установить втулку на токарный станок, используя приспособление (см. рис. 18) для проточки изоляции. Центровку втулки производить по внутреннему посадочному диаметру с погрешностью ±0,02 мм.
4.4.2.18. Проточить изоляцию втулки до размера, указанного в чертеже, зачистить торцы и снять фаски.
При отсутствии чертежа рекомендуется принять натяг КК на стеклотекстолитовуто изоляцию равным m = 0,0015 · Dk мм, где Dk - внутренний диаметр КК. При этом толщина изоляции - не менее 2,5 мм. Исходя из этого, решить вопрос о необходимости предварительного протачивания наружного диаметра втулки до наложения изоляции.
В турбогенераторах серии ТГВ с этой целью стальную полосу (толщиной 1 мм) под токораспределительное кольцо не ставить, а натяг между КК и токораспределительным кольцом должен быть в пределах 0,3 - 0,4 мм.
4.4.2.19. Вырезать в изоляции втулки в соответствующих местах отверстия и окна под крепежные и токоведущие болты.
4.4.2.20. Испытать изоляцию втулки напряжением промышленной частоты в соответствии с [10].
4.4.2.21. С целью повышения надежности изоляции узла контактных колец турбогенераторов типов ТГВ-200, ТГВ-200М, ТГВ-200-2М, ТГВ-200-2П, ТГВ-300, ТГВ-500 и ТГВ-500-4 рекомендуется изолировку втулки контактных колец стеклотекстолитом выполнять по технологии завода «Электротяжмаш».
4.5. Ремонт и дополнительное уплотнение узла контактных колец уменьшенного диаметра турбогенераторов серии ТВВ1
1 На турбогенераторы типов ТВФ и ТВВ единой серии указания данного раздела не распространяются.
4.5.1. Продуть и очистить от пыли и грязи доступные части КК.
4.5.2. Равномерно нагреть ступицы вентиляторов до (200 + 30) °С и снять с посадочного места.
4.5.3. Снять алюминиевые вкладыши, изоляционные коробки, отвернуть контактные винты и болты токоподвода.
4.5.4. Очистить от пыли и грязи открытые участки вала, отверстия под токоведущие болты, торцовые поверхности контактных колец и стеклотекстолитовых полуколец, а также вентиляционные каналы в КК.
4.5.5. Существующие зазоры между изоляционными стеклотекстолитовыми полукольцами и миканитовой изоляцией, между полукольцами и КК, а также незаполненные гнезда под болты или винты с внутренних и наружных торцовых поверхностей КК заполнить заподлицо эпоксидным компаундом ППК-209, приготовленным согласно приложению 7. После отверждения компаунда зачистить открытые участки вала между КК и торцовые поверхности КК и изоляционных полуколец (поверхности должны быть чистыми, без шероховатостей и заусенцев), обезжирить и покрыть эмалью ГФ-92ХС (серая). Через 8 ч нанести повторное покрытие. Подтеки эмали не допускаются. Места нанесения эмали показаны на рис. 20 буквой «С».

Рис. 20. Эскиз узла токоподвода к контактным кольцам уменьшенного диаметра:
1 - резиновая прокладка; 2 - стеклолента; 3 - вставка; 4 - прокладки.
Примечания: 1. Поверхности С покрыть эмалью ГФ-92ХС (серая).
2. Поверхности А заполнить пастой КЛСЕ-2.
4.5.6. Снять с алюминиевых вкладышей изоляционные сегменты и доработать их согласно рис. 21. Очистить вкладыши и дообработанные сегменты от щеточной пыли и возможных заусенцев. Установить дообработанные сегменты на место, используя болты М8´25 (ГОСТ 7798-70). Гнезда под головки болтов в изоляционных сегментах заполнить заподлицо компаундом ППК-209. После отверждения компаунда все поверхности вкладышей, кроме наружной и внутренней, обезжирить и покрыть эмалью ГФ-92ХС с повторным покрытием через 8 ч.
4.5.7. Установить токоведущие болты. Изготовить согласно рис. 22, подогнать и установить на клее № 88-Н резиновые прокладки (поз. 1 рис. 20). Возможные щели между болтами и резиновыми прокладками (см. рис. 20) заполнить замазкой КЛСЕ-2, приготовленной согласно приложению 8.
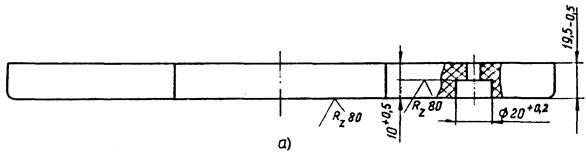

Рис. 21. Эскиз доработки изоляционных сегментов алюминиевых вкладышей:
а - для турбогенераторов ТВВ-160-2, ТВВ-220-2А и ТВВ-320-2; б - для турбогенераторов ТВВ-800-2


Рис. 22. Прокладка:
а - для турбогенераторов ТВВ-160-2, ТВВ-220-2А и ТВВ-320-2; б - для турбогенераторов ТВВ-800-2
Примечание. Материал - пластина резиновая вакуумная - 17889 (ТУ 38.105.116-76)
4.5.8. Очистить, обезжирить и присоединить к токоведущим болтам гибкие шины.
Поверхности гибких шин на длине 25 мм от торцов КК покрыть эмалью ГФ-92ХС (серая). Через 8 ч эти поверхности обернуть в два слоя стеклолентой (поз. 2 рис. 20) с промазкой каждого слоя компаундом ППК-209. После отверждения компаунда изолированный участок шины покрыть эмалью ГФ-92ХС (серая).
4.5.9. Доработать верхние и нижние изоляционные коробки согласно рис. 23 и 24. Произвести предварительную контрольную сборку доработанных нижних и верхних коробок, при этом коробки должны плотно прилегать к головкам контактных винтов. При наличии зазоров использовать набор шайб из стеклотекстолита СТЭФ. Обеспечить гарантированные зазоры не менее 6 мм между торцами коробок и торцами КК.
4.5.10. Снять изоляционные коробки. Промазать стыки и шлицы изоляционных коробок, дно нижних коробок, а также участки дна внутренних и нижних коробок в месте выхода гибких шин замазкой КЛСЕ-2 (см. рис. 20), обозначенные буквой «А».
4.5.11. Установить коробки на место. В шлицы нижних коробок заложить вставки (поз. 3 рис. 20), изготовленные из стеклотекстолита СТЭФ и имеющие следующие размеры: 5´20´25 мм (2 шт.) и 5´20´14 мм (2 шт.) - для турбогенераторов ТВВ-160-2, ТВВ-220-2А и ТВВ-320-2; 5´20´30 мм (2 шт.) и 5´20´38 мм (2 шт.) - для турбогенераторов ТВВ-800-2. Промазать снаружи замки коробок замазкой КЛСЕ-2. Прижать изоляционные коробки деревянными клиньями, забив их в вентиляционные отверстия контактных колец. Снять излишки замазки с замковой части коробок.


Рис. 23. Эскизы доработки изоляционных коробок для турбогенераторов ТВВ-160-2, ТВВ-220-2А и ТВВ-320-2:
а - верхняя коробка; б -
нижняя коробка.
Н* - размер уточняется после установки резиновой прокладки, изготовленной по
рис. 22.
4.5.12. Установить алюминиевые вкладыши. Зазоры между вкладышами и изоляционными коробками заполнить прокладками (поз. 4 рис. 20) из стеклотекстолита СТЭФ. Прокладки не должны выступать за торцы изоляционных коробок и за наружную поверхность верхних коробок. Толщину прокладок подогнать по зазору. Прокладки установить на компаунде ППК-209.


Рис. 24. Эскизы доработки изоляционных коробок для турбогенераторов ТВВ-800-2:
а - верхняя коробка; б - нижняя коробка.
Н* - размер уточняется после установки резиновой прокладки, изготовленной по
рис. 22.
4.5.13. Перед насадкой вентиляторов измерить диаметр посадочного места по верхним изоляционным коробкам. При необходимости наружные поверхности изоляционных коробок доработать по месту.
4.5.14. Снять деревянные клинья. Нагреть вентиляторы до (200 + 30) °С и установить в рабочее положение.
4.5.15. Очистить и обезжирить поверхности ступицы вентиляторов на длине 50 мм и покрыть эмалью ГФ-92ХС с повторным покрытием через 8 ч.
4.6. Ремонт стержня токоподвода, расположенного в центральном отверстии вала ротора
4.6.1. Разобрать узел токоподвода (рис. 25 и 26).
4.6.1.1. Снять скобы 12, выбить клинья 12.
4.6.1.2. Удалить изоляционные детали из радиальных отверстий вала ротора.
4.6.1.3. Вывернуть токоведущие болты с помощью специальных ключей (см. рис. 5, 6 и 7).
4.6.1.4. Освободить фланец, закрывающий центральное отверстие вала со стороны КК.
4.6.1.5. Вынуть стержень токоподвода с помощью приспособления (рис. 27) или путем выбивания его через центральное отверстие в валу со стороны турбины.
4.6.2. Отделить полустержни от изоляционного (бумажно-бакелитового, стеклотекстолитового) цилиндра.
4.6.3. Произвести технический осмотр и дефектацию изоляционного цилиндра и полустержней согласно приложению 6. При необходимости замены очистить ножом старую изоляцию полустержней.
4.6.4. Проверить состояние конических резьбовых отверстий (см. пп. 1 и 2 приложения 6). Если при разборке узла было установлено, что отклонение от соосности отверстий токоподвода и вала ротора более половины разности диаметров токоведущего болта и «гнезда» вала ротора и имеются дефекты конусной резьбы, необходимо произвести согласно рекомендациям приложения 9 расточку отверстия в стержне токоподвода под размеры вновь устанавливаемой втулки 2 рис. 53.

Рис. 25. Конструкция узла токоподвода турбогенераторов серии ТВВ:
1 - токоведущий
стержень; 2 - цилиндр; 3 - токоведущая шина; 4 - гибкая шина; 5, 6 -
токоведущие болты; 7 - контактный винт;
8 - шайба; 9 - круглая гайка; 10 - уплотнявшее кольцо; 11 - клин; 12 - скоба
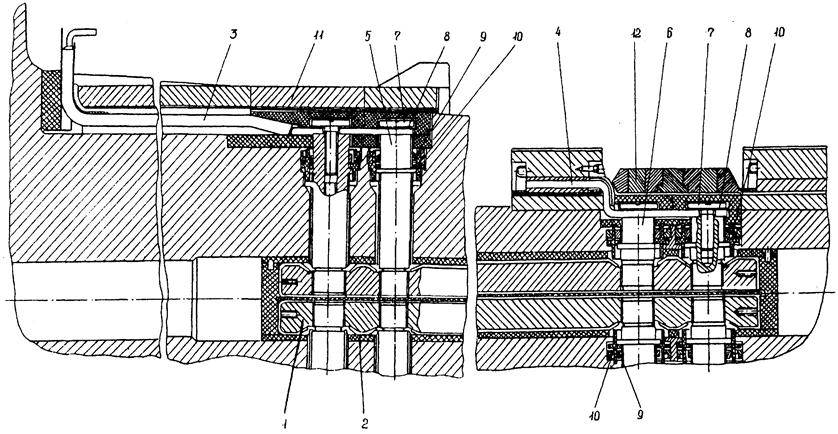
Рис. 26. Конструкция узла токоподвода турбогенераторов серии ТГВ:
1 - токоведущий
стержень; 2 - цилиндр; 3 - токоведущая шина; 4 - гибкая шина; 5, 6 -
токоведущие болты;
7 - контактный винт; 8 - шайба; 9 - круглая гайка; 10 - уплотняющая втулка; 11
- клин; 12 - специальный клин

Рис. 27. Приспособление для выемки внутреннего токоподвода:
1 - вал ротора; 2 - стержень токоподвода; 3 - приспособление
4.6.5. Для восстановления конической резьбы и устранения несоосности произвести следующие работы:
4.6.5.1. Выточить медную пробку с наружными размерами втулки 2 рис. 53.
4.6.5.2. Нагреть горелкой участок токоподвода и пробку до температуры плавления припоя ПСр-45.
4.6.5.3. Вставить пробку в расточенное отверстие полустержня и пропаять зазор «пробка - полустержень» припоем ПСр-45.
Подачу припоя производить с обеих сторон полустержня, как показано на рис. 53. Качество припоя предварительно проверить на образце. Контроль качества пайки осуществить техническим осмотром по ГОСТ 24715-81.
4.6.5.4. Охладить нагретый участок в чистой воде или влажной салфеткой, обработать места паек от наплывов припоя заподлицо с поверхностями полу стержня.
4.6.5.5. Выполнить разметку на пробке под конусное резьбовое отверстие.
4.6.5.6. Установить, выставить и закрепить полустержень на столе радиально-сверлильного станка. Рассверлить отверстие в пробке под соответствующую конусную развертку.
4.6.5.7. Обработать отверстие конусной (1:16) разверткой и нарезать резьбу соответствующим коническим метчиком согласно заводскому чертежу. Убрать заусенцы.
4.6.5.8. Произвести контроль резьбы соответствующим коническим калибром (пробкой) и завинчиванием токоведущего болта. Профиль и размеры резьбы должны соответствовать требованиям ГОСТ 6111-52 и заводского чертежа.
4.6.6. Для восстановления конической резьбы предлагается второй вариант (используется на промбазе головного предприятия «Средазремэнерго», согласовано с АО «Элсиб»):
4.6.6.1. Обезжирить бензином Б-70 или этиловым техническим спиртом поверхность поврежденной конусной резьбы.
4.6.6.2. Заплавить всю резьбу припоем ПСр-45, предварительно нагрев резьбу горелкой до температуры плавления припоя.
4.6.6.3. Выставить, закрепить полустержень на столе радиально-сверлильного станка и рассверлить отверстие пальчиковой фрезой под соответствующую конусную развертку.
4.6.6.4. Обработать отверстие конусной (1:16) разверткой.
4.6.6.5. Нарезать резьбу соответствующим конусным метчиком согласно заводскому чертежу, убрать заусенцы.
4.6.6.6. Произвести контроль резьбы аналогично п. 4.6.5.8.
4.6.7. Перед изолированием полустержней необходимо принять меры по защите конусной резьбы от подтеков лака, компаунда, для чего закрыть отверстия алюминиевой фольгой, приклеенной клеем БФ-2, и плотно забандажировать стеклолентой ЛЭС толщиной 0,1 мм вполнахлеста.
4.6.8. Изолировать полустержни согласно заводскому чертежу или как указано ниже:
4.6.8.1. Стекломикалентой ЛФК-ТТ, ЛФК-ТС или стеклослюдинитовой лентой (без пленки), пропитанной компаундом - К110, - 6 - 7 слоев вполнахлеста.
4.6.8.2 Защитным слоем из стеклоленты ЛЭС толщиной 0,2 мм - 1 слой встык.
4.6.8.3. Поверхность полустержней перед наложением изоляции и защитный слой промазать термореактивным лаком ЭР 1-30 с температурой запечки 140 - 160 °С.
4.6.8.4. Наложить вполнахлеста 1 слой фторопластовой ленты и вполнахлеста 1 слой стеклополиэфирной ленты толщиной не менее 0,2 мм.
4.6.8.5. Произвести запечку изоляции в печи:
для изоляции из стекломикаленты - в течение 24 ч при температуре 180 - 200 °С;
для изоляции из стеклослюдинитовой ленты - в течение 40 ч при температуре 140 - 160 °С.
4.6.8.6. Охладить до температуры окружающей среды, снять стеклолавсановую и фторопластовую ленты и прорезать в изоляции отверстия под токоведущие болты согласно заводскому чертежу.
4.6.8.7. Испытать изоляцию согласно [10].
4.6.9. Собрать полустержни токоподвода, предварительно проложив между ними стеклотекстолитовую прокладку (размеры по заводскому чертежу), в пригодный для дальнейшего использования бумажно-бакелитовый или стеклотекстолитовый цилиндр. С торца цилиндра (сторона обмотки) вставить стеклотекстолитовую заглушку, закрепленную стеклотекстолитовым штифтом.
4.6.10. При отбраковке старого цилиндра изготовить новый из бакелизированной электроизоляционной намоточной бумаги ЭН-70 или из стеклоткани ЭЗ/1-100П толщиной 0,1 мм, пропитанной лаком ЭР1-30.
4.6.10.1. Бакелизирование бумаги или пропитку стеклоткани лаком и их намотку на металлическую оправку с последующей обкаткой рекомендуется производить на универсальной пропиточно-лакировально-намоточной машине УПЛНМ-2.
4.6.10.2. Запечь цилиндр в печи:
бумажно-бакелитовый - в течение 12 - 15 ч при температуре 95 - 100 °С;
стеклотекстолитовый - в течение 15 ч при температуре 140 - 160 °С.
4.6.10.3. Охладить цилиндр с оправкой до температуры окружающей среды и проточить по наружному диаметру (разность между диаметром центрального отверстия и наружным диаметром цилиндра должна быть меньше или равна 1 мм) на токарном станке (точить по направлению намотки изоляции).
4.6.10.4. Снять цилиндр с оправки. Если цилиндр по длине состоит из нескольких частей, то в местах сопряжения на длине 40 мм стачивается на токарном станке слой материала (1/2 толщины) для захода одной части на другую (согласно заводскому чертежу).
4.7. Ремонт токоподводов, расположенных на поверхности вала ротора
4.7.1. Ремонт шин токоподвода
4.7.1.1. Вынуть шины 3 (см. рис. 25 и 26) в случае полной перемотки обмотки ротора после удаления катушек. Детали токоподвода комплектовать по полюсам с проверкой или восстановлением маркировки и с записью в ремонтном журнале.
4.7.1.2. Произвести дефектацию шин в соответствии с приложением 6.
4.7.1.3. Вести ремонт пригодных для дальнейшей эксплуатации шин следующим образом:
4.7.1.3.1. Снять старую изоляцию, отрихтовать, опилить заусенцы, посеребрить концы по технологии, изложенной в разд. 4.9.
4.7.1.3.2. Паять встык припоем ПСр-45. Место пайки расположить ступенчато отдельными пластинами, состоящими из 5 - 7 лепестков, в соответствии с рис. 28 и 29.
Длина шины должна соответствовать указанной в документации завода-изготовителя.
4.7.1.3.3. Изолировать согласно заводскому чертежу или стеклотканью ЭЗ/1-100П толщиной 0,1 мм, пропитанной лаком ЭР1-30.
Количество слоев - по чертежу. Наложить вполнахлеста 1 слой фторопластовой ленты. Во время изолирования не допускать попадания лака на посеребренные части шины, в случае попадания лака - удалить его смесью толуола с этиловым спиртом в соотношении 1:1. На время запечки защитить от подтеков лака посеребренные концы шин путем промазки каждого лепестка тонким слоем кремнийорганической пасты КПД.

Рис. 28. Вал ротора с токоподводом
4.7.1.3.4. Уложить шину в приспособление, подпрессовать и поместить в печь. Нагреть до температуры 60 - 80 °С и произвести опрессовку изоляции до чертежных геометрических размеров.
4.7.1.3.5. Запечь изоляцию при температуре 140 - 160 °С в течение 10 ч.
4.7.1.3.6. Охладить приспособление и вынуть шину. Снять фторопластовую ленту, осмотреть изоляцию. Изоляция не должна иметь складки, вмятины, вздутия, пустоты и острые кромки.

Рис. 29. Пайка шины токоподвода
4.7.1.3.7. Снять растворителем пасту КПД с концов шин.
4.7.1.3.8. Испытать изоляцию шин согласно [10].
4.7.1.4. Ремонтировать шины 4 (см. рис. 25 и 26) аналогично шинам 3 (см. п. 4.7.1.3).
4.7.1.5. Обработать напильником выступы от смятия на пазовых клиньях 11 (см. рис. 25 и 26). Провести контроль магнитопорошковым методом на отсутствие трещин в клиньях.
4.7.1.6. Заменить поврежденные изоляционные прокладки новыми из стеклотекстолита.
4.8. Изолирование токоведущих болтов
4.8.1. В период капитального ремонта провести осмотр токоведущих болтов и определить пригодность их для дальнейшей эксплуатации (см. приложение 6).
4.8.1.1. Устранить обнаруженные дефекты на токоведущих болтах. На контактных поверхностях токоведущих болтов, винтов и гибкого токоподвода не должно быть механических повреждений, препятствующих прилеганию их друг к другу по плоскости сопряжения. При отсутствии резервных болтов разрушенное серебряное покрытие должно быть восстановлено согласно разд. 4.9.
Неровность контактной поверхности головки токоведущих болтов - допуск плоскостности поверхности 0,05 мм.
Допуск перпендикулярности упорной поверхности головки контактных винтов относительно оси резьбы 0,5 мм (на диаметре головки).
4.8.2. Проверить внешним осмотром состояние изоляции и уплотняющих деталей токоведущего болта.
4.8.2.1. Неравномерность зазора между установленным токоведущим болтом и внутренней расточкой отверстия в валу не должна препятствовать установке уплотнительных и изоляционных деталей.
Механические повреждения изоляции токоведущих болтов глубиной более 1,0 мм не допускаются.
Допускается проточка изоляции токоведущего болта до 1,0 мм на сторону.
4.8.2.2. Уплотнительные детали токоведущих болтов могут быть оставлены в работе при отсутствии утечек газа в местах их установки. Уплотнительные детали следует заменять независимо от их технического состояния, если токоведущие болты отворачиваются для контроля или ремонта.
4.8.2.3. Для повышения надежности работы и увеличения срока службы осуществить реконструкцию токоведущих болтов согласно рекомендациям приложения 9.
Примечания: 1. Указанную реконструкцию следует проводить в случае частых повреждений и отсутствия резервных болтов.
2. Допускается применение токоведущих болтов заводской конструкции с резиновой изоляцией, изготавливаемой АО «Уралэнергоремонт».
3. На турбогенераторы серии ТГВ действие приложения 9 не распространяется.
4.8.3. Изолировать токоведущие болты.
4.8.3.1. Выполнить доработку токоведущих болтов в соответствии с рис. 50.
4.8.3.2. Изолировать токоведущие болты стеклянной бандажной лентой ЛБС-F или полосой из пропитанной стеклоткани ПСК/ЭП, промазывая каждый слой лаком ЭР 1-30. Усилие натяжения при изолировании должно быть в пределах 1000 - 1100 Н (100 - 110 кгс).
4.8.3.3. Обернуть болт двумя слоями триацетатной пленки и уложить в пресс-форму (рис. 30).

Рис. 30. Пресс-форма для опрессовки изоляции токоведущих болтов ротора:
1 - основание; 2 - крышка; 3 - болт; 4 - гайка М20; 5- штифт
4.8.3.4. Предварительно обжать болт в пресс-форме, поместить его в термостат и прогреть до температуры 80 - 90 °С.
Окончательно обжать болт в прессформе.
4.8.3.5. Запечь изоляцию болта при температуре 160 - 170 °С в течение 14 - 16 ч.
4.8.3.6. Охладить болт, очистить его от пленки и наплывов лака.
4.8.4. Испытать изоляцию болта повышенным напряжением 8600 В частотой 50 Гц в течение 1 мин.
4.8.5. Проточить поверхность изоляции болта в соответствии с рис. 52.
Проточку канавки под уплотняющую резиновую шайбу (кольцо) - рис. 51 производить после контрольной установки токоведущих болтов на месте. Допустимая разновысотность поверхностей уплотнительного кольца и буртика вала ротора - 1 мм.
4.8.6. Установить резиновое кольцо в канавку болта.
4.8.7. Установить болт на токарный станок и проточить резиновое кольцо по наружному диаметру, соответствующему диаметру отверстия в валу ротора.
4.9. Технология восстановления серебряного покрытия деталей турбогенераторов
В данном разделе изложена технология восстановления серебряного покрытия деталей турбогенераторов (контактных и токоведущих болтов, соединительных шин и др.) во время ремонтов на электростанциях, а также нанесения серебряного покрытия на вновь изготавливаемые медные детали.
Нанесение серебряного покрытия методом электронатирания можно выполнить с помощью кисти или катка.
Способ нанесения покрытия выбирается в зависимости от конфигурации детали, объема работ и имеющихся в наличии материалов.
4.9.1. Подготовить оборудование, инструмент и материалы
4.9.1.1. При нанесении покрытия методом электронатирания необходимо следующее оборудование и аппаратура:
выпрямитель ВСА-5;
реостат;
кисть (рис. 31) или каток (рис. 32) для серебрения;
емкость для хранения электролита, защищенная от света.
4.9.1.2. При нанесении покрытия методом электронатирания необходимы следующие реактивы и материалы:
а) реактивы для приготовления нецианистого электролита № 1 (из расчета на 100 мл воды):
азотнокислое серебро AgNO3 - 1,78 г;
железистосинеродистый калий K4Fe(CN)6 - 3,0 г;
поваренная соль NaCl - 0,7 г;

Рис. 31. Кисть для серебрения:
1 - серебряный
электрод; 2 - резиновая пробка; 3 - стеклянная трубка;
4 - электролит; 5 - кисть (марля, бязь и т.п.); 6 - покрываемая поверхность

Рис. 32. Каток для серебрения:
1 - серебряный электрод; 2 - каток; 3 - контактная пластина; 4 - корпус; 5 - ручка
кальцинированная сода Na2CO3 - 2,0 г;
роданистный калий KCNS - 15,0 г;
б) реактивы для приготовления нецианистого электролита № 2 (из расчета на 100 мл воды):
азотнокислое серебро AgNO3 - 3,55 г;
поваренная соль NaCl - 0,7 г;
железистосинеродистый калий K4Fe(CN)6 - 6,0 г;
кальцинированная сода Na2CO3 - 2,0 г;
роданистый калий KCNS - 15 г;
в) реактивы для приготовления обезжиривающего раствора (из расчета на 1 л воды):
тринатрийфосфат Na3PO4 ´ 12 Н2О - 80 - 100 г;
жидкое стекло (технический силикат натрия) - 10 - 15 г;
г) серебряная пластина марки Ср999,9;
д) обтирочные хлопчатобумажные салфетки.
4.9.2. Приготовить электролит № 1 (из расчета на 1 л электролита):
а) растворить 17,8 г азотнокислого серебра в колбе с 0,3 л воды;
б) растворить 0,7 г поваренной соли в колбе с 0,1 л воды;
в) осадить и отфильтровать хлористое серебро, смешав оба раствора;
г) проверить фильтрат на полное осаждение хлористого серебра.
Для этого к фильтрату добавить немного раствора поваренной соли. Прозрачный фильтрат указывает на полное осаждение хлористого серебра. В случае помутнения фильтрата добавить раствор поваренной соли до полного осаждения хлористого серебра;
д) перенести осадок хлористого серебра в емкость для приготовления электролита. Фильтрат выбросить;
е) растворить 30 г железистосинеродистого калия в колбе с 0,3 л воды;
ж) растворить 20 г кальцинированной соды в колбе с 0,2 л воды;
з) слить растворы по п. 4.9.2, е, ж с осадком хлористого серебра и кипятить в течение 1 - 2 ч до полного растворения хлористого серебра. Следить, чтобы кипячение было спокойным, не допускать выброса содержимого емкости;
и) охладить раствор до 40 - 50 °С и профильтровать. Осадок промыть в фильтре 3 раза. Фильтраты слить, осадок выбросить;
к) растворить 150 г роданистого калия в 0,1 л воды;
л) влить раствор роданистого калия в емкость с фильтратом.
Следить, чтобы полученный объем электролита не превысил 1 л. Если объем электролита меньше 1 л, долить водой до достижения необходимого количества.
4.9.3. Приготовить электролит № 2 (из расчета на 1 л электролита):
а) отвесить 35,5 г азотнокислого серебра;
б) повторить операции по п. 4.9.2, а - д;
в) отвесить 60 г железистосинеродистого калия;
г) повторить операции по п. 4.9.2, е - к.
4.9.4. Подготовить детали к нанесению покрытия
4.9.4.1. Очистить покрываемые поверхности от грязи.
4.9.4.2. Обезжирить покрываемые поверхности в обезжиривающем растворе. В зависимости от степени загрязнения покрываемые поверхности выдерживать в обезжиривающем растворе от 15 до 60 мин при температуре раствора 80 - 100 °С.
4.9.4.3. Промыть обезжиренные поверхности в горячей, затем в холодной воде.
4.9.5. Нанести покрытие с помощью кисти (см. рис. 31)
4.9.5.1. Залить электролит № 1 в кисть.
4.9.5.2. Подключить «плюс» от выпрямителя к кисти, «минус» - к детали.
4.9.5.3. Подать напряжение на выпрямитель, реостатом установить ток в зависимости от площади нанесения кисти с покрываемой поверхностью. Плотность тока j = 0,07 А/см2.
4.9.5.4. Кистью с электролитом равномерным движением водить по поверхности, не отрывая кисть от поверхности. По одному и тому же месту пройти кистью 10 - 15 раз.
Электролит доливать в кисть по мере необходимости.
4.9.5.5. После натирания поверхности кистью с электролитом № 1 залить в кисть электролит № 2 и повторить операции по пп. 4.9.5.2 - 4.9.5.4.
4.9.5.6. Полировать покрытую поверхность смоченной в воде хлопчатобумажной салфеткой.
4.9.5.7. Протереть насухо покрытую поверхность хлопчатобумажной салфеткой.
4.9.6. Нанести покрытие с помощью катка (см. рис. 32).
4.9.6.1. Подготовленную к покрытию поверхность смочить с помощью тампона электролитом № 1.
4.9.6.2. Наложить на покрываемую поверхность плотную хлопчатобумажную салфетку черного цвета толщиной 0,35 - 0,5 мм, перекрыв кромки на 5 - 10 мм.
4.9.6.3. Подключить «плюс» от выпрямителя к катку, «минус» - к детали.
4.9.6.4. Подать напряжение на выпрямитель, реостатом установить ток в зависимости от площади касания катка с покрываемой поверхностью. Плотность тока j = 0,07 А/см2.
4.9.6.5. Слегка касаясь поверхности салфетки, водить катком по поверхности детали. Для получения равномерного начального слоя по одному и тому же месту достаточно пройти 3 - 4 раза.
4.9.6.6. Увлажнить электролитом № 1 салфетку и пройти катком по площади серебрения еще 3 - 4 раза.
4.9.6.7. Протереть покрытую поверхность сухой бумагой. Промыть и просушить салфетку.
4.9.6.8. Повторить операции по пп. 4.9.6.1 - 4.9.6.6 с электролитом № 2.
4.9.6.9. После окончания серебрения промыть покрытую поверхность чистой водой.
4.9.6.10. Полировать покрытую поверхность смоченной в воде хлопчатобумажной салфеткой.
4.9.6.11. Протереть насухо покрытую поверхность хлопчатобумажной салфеткой.
4.9.7. Проконтролировать качество покрытий
4.9.7.1. Проверить качество нанесенного покрытия внешним осмотром. Поверхность должна иметь светлый, молочно-матовый цвет и быть ровной, гладкой, без вздутий, отслаивания, подгара, пятнистости и прочих дефектов.
4.10. Ремонт шайб и гаек токоподвода
4.10.1. Произвести дефектацию латунных шайб и круглых стальных гаек 9 - рис. 25 и 26 (см. пп. 22 и 23 приложения 6).
4.10.2. Заменить дефектные детали новыми.
4.10.3. На круглых гайках, годных для дальнейшей эксплуатации, механической обработкой убрать выступы от деформации смятия шлицов и восстановить форму шлица.
4.11. Ремонт изоляционных деталей токоподвода
4.11.1. Произвести дефектацию изоляционных деталей (колодок, коробок, прокладок) «гнезд» токоподвода (см. п. 27 приложения 6).
4.11.2. Дефектные детали заменить новыми.
4.11.3. Детали, годные для дальнейшей эксплуатации, очистить, покрыть лаком ЭР1-30 и запечь покрытие в печи при температуре 110 - 120 °С в течение 2 ч.
4.12. Сборка узла контактных колец и щеточного аппарата
4.12.1. Завернуть токоведущие болты в отверстия центрального токоподвода. Моменты затяжки токоведущих болтов различных диаметров приведены в табл. 7.
4.12.2. Установить уплотняющие и изоляционные детали в соответствии с заводскими чертежами.
4.12.3. Установить гибкие шины и завернуть контактные винты. Момент затяжки контактных винтов с метрической резьбой М20 - 55 Н·м (550 кгс·см), но не должен превышать моментов затяжки токоведущих болтов, приведенных в табл. 7.
|
Средний диаметр, мм |
Шаг, мм |
Рабочая длина, мм |
Момент затяжки, Н·м (кгс·см) |
|
|
3/4 |
25 |
1,8 |
14 - 17 |
20 - 25 (200 - 250) |
|
1 |
32 |
15 - 18 |
28 - 35 (280 - 350) |
|
|
1 1/4 |
40 |
16 - 20 |
50 - 60 (500 - 600) |
|
|
1 1/2 |
46 |
2,3 |
18 - 23 |
70 - 85 (700 - 850) |
|
2 |
58 |
20 - 30 |
130 - 160 (1300 - 1600) |
|
|
2 1/2 |
74 |
25 - 35 |
250 - 320 (2500 - 3200) |
4.12.4. Обеспечить при сборке натяг 0,1 - 0,3 мм между головкой контактного винта и верхней изолирующей колодкой для предотвращения деформации резьбовой части токоведущих болтов от действия центробежных сил. При необходимости на головки контактных винтов установить стеклотекстолитовые прокладки.
4.12.5. Заполнить зазоры между деталями токоподвода герметиком на основе силиконовых резин или компаундов для предохранения узлов от попадания щеточной пыли и других проводящих частиц (см. приложение 8).
О сборке и дополнительном уплотнении узла КК уменьшенного диаметра турбогенераторов серии ТВВ см. в разд. 4.5.
4.12.6. Установить на место щеткодержательный аппарат таким образом, чтобы при всех возможных перемещениях вала ротора щетки не свисали с контактных колец. Работа щеток на расстоянии менее 5 мм от края рабочей поверхности кольца не допускается.
При наличии вентиляторов узла КК обеспечить совпадение их с вентиляционными каналами в каркасе щеточного аппарата.
4.12.7. Обеспечить радиальный зазор между щеткодержателями и контактной поверхностью колец в пределах 3,0 ± 0,5 мм.
4.12.8. Установить щетки согласно полярности КК в соответствии с п. 3.2.7.
4.12.9. Произвести предварительную притирку новых щеток на приспособлении (рис. 33), закрепив на нем шлифовальную шкурку (ГОСТ 6456-82).
4.12.10. Результаты работ по разд. 4.2 - 4.12 должны быть оформлены ремонтным персоналом в журнале учета работ ЩКА.


Рис. 33.
Приспособление для притирки щеток турбогенераторов ТВВ-320-2 и
ТВМ-300 (а) и узел крепления щеткодержателя в приспособлении для
турбогенераторов ТГВ, ТВВ-165-2 и ТВВ-200-2 (б):
1 - притирочное колесо; 2 - ось; 3 - стойка; 4 - планка; 5 - щеткодержатель; 6 - уголок
4.13. Материалы, применяемые при ремонте
Припой серебряный ПСр-45 (ГОСТ 19738-74);
серебро Ср999,9 (ГОСТ 6836-80);
фольга алюминиевая толщиной 0,02 - 0,05 мм (ГОСТ 618-73);
клей БФ-2 (ГОСТ 12172-74);
микалента ЛФК-ТТ, ЛФК-ТС 0,13-0,15´20 мм (ГОСТ 4268-75);
лента слюдинитовая пропитанная ЛСК-110 СТ, ЛСК-110 ТТ 0,13 - 0,15´20 мм (ТУ 16-91И37.0168.006, ТУ 16-91И02.0168.001);
лента электроизоляционная ЛЭС 0,2´20 –3 0 мм (ГОСТ 5937-81);
лента фторопластовая 0,04 - 0,07´50 - 100 мм (ГОСТ 24222-80);
лента электроизоляционная стеклополиэфирная ЛЭСП 0,2´25 мм (ТУ 6-11-133-82);
бумага электроизоляционная намоточная ЭН-70 (ГОСТ 1931-80);
стеклоткань Э З/1-100П толщиной 0,1 мм (ТУ 6-11-382-76);
лента стеклянная бандажная ЛСБ (ТУ 6-11-22-76);
стеклоткань пропитанная ПСК/ЭП (ТУ 16-503.070-75);
смола эпоксидная ЭД-16 (ГОСТ 10587-93);
лак бакелитовый 50 %-ный ЛСБ-1 (ГОСТ 901-87);
спирт этиловый технический (ГОСТ 17299-78);
толуол (ГОСТ 14710-78);
паста ИЭР-1
паста кремнийорганическая КПД (ТУ 6-02-833-78);
пленка триацетатная толщиной 0,08 мм (ТУ 6-17-499-73);
пруток медный M1 (ГОСТ 1535-91);
лента медная M1 толщиной 0,5 мм (ГОСТ 1173-93);
лента ЛЭТСАР КФ-0,5 0,5´26 мм (ТУ 38-40410-70);
резина вакуумная, 7889, пластина I, 10´500´500 (ТУ 38.105116-81);
стеклотекстолитСТЭФ-1 (ГОСТ 12652-74);
флюс № 209 (ТУ 48-4-323-75);
салфетка хлопчатобумажная;
перчатки резиновые анатомические (медицинские) [ТУ 38-106.140-81];
очки защитные типа ЗП или ЗН (ГОСТ 12.4.013-97);
миканит формовочный марки ФМШ (ГОСТ 6122-75);
лак шеллачный (ТУ 84-226-71);
шнур крученый (ГОСТ 29231-91);
лента киперная (ГОСТ 4514-78);
бумага кабельная (ГОСТ 645-89);
картон электроизоляционный (ГОСТ 2824-86);
лента асбестовая (ГОСТ 14256-78);
картон асбестовый (ГОСТ 2850-95);
бензин авиационный Б-70 (ГОСТ 1012-72);
эмаль ГФ-92ХС (красная) (ГОСТ 9151-75);
шкурка шлифовальная стеклянная (ГОСТ 5009-82);
ткань асбестовая (ГОСТ 6102-94);
бумага асбестовая (ГОСТ 23779-95);
бумага электроизоляционная (ГОСТ 3441-88);
картон электроизоляционный (ГОСТ 2824-86);
дициандиамид (ГОСТ 6988-73);
серебро азотнокислое АgNО3 (ГОСТ 1277-75);
калий железистосинеродистый K4Fe(CH)6 (ГОСТ 4207-75);
соль поваренная NaCl (ГОСТ 13830-91);
сода кальцинированная Na2CO3 (ГОСТ 5100-85);
калий роданистый KCNS (ГОСТ 4139-75);
тринатрийфосфат Na3РО4´12Н2О;
стекло жидкое (ГОСТ 13078-81)
4.14. Испытания и контроль
4.14.1. Допускается заменять рекомендуемые данной Типовой инструкцией виды контроля и средства измерения, если при этом не ухудшается эффективность контроля, не увеличивается погрешность измерения и соблюдаются требования безопасности труда.
4.14.2. Допускается применять дополнительные, не предусмотренные настоящей Типовой инструкцией, виды контроля и средства измерения, повышающие эффективность контроля, если при этом соблюдаются требования безопасности труда.
4.14.3. Производятся контроль и испытание материалов.
4.14.3.1. Наличие сертификатов заводов-изготовителей, подтверждающих качество и свойства материалов (см. разд. 4.13), должно быть проверено техническим осмотром.
При неполноте или отсутствии сертификационных данных указанные материалы могут быть допущены к применению после контрольных испытаний, подтверждающих соответствие их качеств и свойств требованиям стандартов и технических условий.
4.14.3.2. Материалы контролировать на отсутствие явных дефектов (разрывы, трещины, надломы и т.п.) техническим осмотром.
5. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ И РЕМОНТЕ ЩЕТОЧНО-КОНТАКТНЫХ АППАРАТОВ
5.1. При обслуживании ЩКА на вращающемся турбогенераторе, а также при проточках и шлифовках контактных колец оперативный и ремонтный персонал должен строго соблюдать требования:
«Правил техники безопасности при эксплуатации электроустановок» (М.: Энергоатомиздат, 1986);
«Правил безопасности при работе с инструментом и приспособлениями» (М.: СПО ОРГРЭС, 1993);
«Правил организации работы с персоналом на предприятиях и в учреждениях энергетического производства» (М.: СПО ОРГРЭС, 1994);
«Типовой инструкции по содержанию и применению первичных средств пожаротушения на объектах энергетической отрасли: РД 34.49.503-94» (М.: СПО ОРГРЭС, 1995).
5.2. К оперативному обслуживанию и ремонту ЩКА должны допускаться лица, прошедшие обучение, инструктаж и специальную подготовку по изучению принципа действия, устройства и методов обслуживания узла контактных колец и щеточного аппарата, приобретшие навыки практической работы, обученные приемам оказания доврачебной помощи от действия электрического тока и при других несчастных случаях, сдавшие экзамены на знание «Правил техники безопасности при эксплуатации электроустановок», должностных и местных инструкций по эксплуатации ЩКА.
5.3. Обточку и шлифовку КК ротора турбогенератора может выполнять по распоряжению единолично работник из неэлектротехнического персонала. При работе следует пользоваться защитными очками.
5.4. Обслуживать щеточный аппарат на работающем генераторе допускается единолично работнику из дежурного персонала (СДЭМ, ДЭМ) или выделенному для этой цели лицу ремонтного персонала электроцеха с группой по электробезопасности не ниже III. При этом необходимо соблюдать следующие меры предосторожности:
работать в головном уборе и застегнутой спецодежде, остерегаясь захвата ее вращающимися частями машины;
пользоваться диэлектрическими галошами или резиновыми диэлектрическими коврами, не применяя диэлектрических перчаток;
не касаться руками одновременно токоведущих частей двух полюсов или токоведущих и заземленных частей;
пользоваться шумозащитными наушниками;
глаза работающих (при осмотрах, производстве работ по регулированию токораспределения, замене щеток, производстве продувок аппарата) должны быть защищены очками с небьющимися стеклами;
работать в кожаных или хлопчатобумажных перчатках, плотно облегающих руки (для защиты от ожогов при касании щеток и щеткодержателей).
5.5. При установке ЩКА на подставке, закрепленной на фундаментной плите, кожух щеточного аппарата, должен иметь стационарное заземление. При размещении ЩКА на основании опорного подшипника генератора кожух не заземляется.
5.6. Перед началом работ на ЩКА, кожух которого расположен на основании опорного подшипника, необходимо убедиться, что исключено сползание с основания подшипника диэлектрического ковра.
5.7. Слесарно-монтажный инструмент (включая гаечные ключи), используемый при работах на ЩКА вращающегося возбужденного генератора, должен быть с изолирующими рукоятками. Запрещается применение металлических измерительных линеек при работе на возбужденном генераторе.
5.8. Запрещается размещать и оставлять инструмент на кожухе ЩКА и других элементах конструкции во избежание его попадания на вращающиеся части.
5.9. Должен вестись строгий учет инструмента, деталей и материалов, применяемых при работах на ЩКА. При недостаче их после окончания работ на остановленном или вращающемся от ВПУ турбоагрегате запрещается его пуск до тех пор, пока не будет найдено недостающее.
5.10. Замену щеток на вращающемся генераторе (для аппаратов, оснащенных щеткодержателями типа ДБ или ДБУ) производить в следующей последовательности:
ослабить болт, крепящий наконечник токопровода щетки к траверсе, и отсоединить токопровод от траверсы;
вынуть нажимную планку из прорези рейки, а щетку из обоймы щеткодержателя;
вставить новую щетку в обойму щеткодержателя, а нажимную планку в соответствующую прорезь рейки;
подсоединить наконечник токопровода под крепежный болт и плотно завернуть последний посредством гаечного ключа.
5.11. Замену щеток, установленных в съемных блоках (один блок на несколько щеткодержателей), производить после извлечения блока из траверсы. Для выемки и последующей установки блока необходимо:
нажать на изолирующую рукоятку блока и повернуть ее против часовой стрелки на 90°. При этом выводится из работы механизм фиксации блока в траверсе и вводится механизм фиксации щеток в обоймах щеткодержателей;
потянув рукоятку на себя, извлечь блок из направляющих, выполненных в траверсе, и приступить к замене щеток (см. выше), выведя из работы механизм фиксации щеток (рукоятка блока занимает свое рабочее положение). При выемке блока остерегаться касания им заземленных частей кожуха;
осторожно вставить блок в направляющие траверсы до упора. Рукоятка блока при этом должна находиться в положении, соответствующем выемке блока;
нажать на рукоятку и перевести ее в рабочее положение поворотом на 90° по - часовой стрелке. При этом блок фиксируется в траверсе, а щетки получают свободу перемещения в обоймах.
5.12. Замену щеток на ЩКА, оснащенных быстросъемными индивидуальными щеткодержателями (установлены на отдельных генераторах серии ТГВ), а также щеткодержателями с пружинами постоянного давления (генераторы типа ТС-63-2) и прочих конструкций, осуществлять в соответствии с указаниями завода-изготовителя.
5.13. Запрещается заменять щеткодержатели, закрепленные болтами на траверсе, на вращающемся генераторе.
5.14. При измерении токов, температур и вибрации щеток переносными приборами исключать возможность захвата вращающимися частями кабеля связи между датчиком и прибором. Запрещается приближение рук к вращающимся частям на расстояние менее 50 мм.
5.15. При измерении вибрации электрощеток необходимо использовать вибродатчик с изолированным щупом.
5.16. При обходах, осмотрах и проведении работ на ЩКА с камерами выброса воздуха вверх и в сторону запрещается заглядывать в них или стоять напротив них. Проверку отсутствия вылета механических частиц из ЩКА следует выполнять стоя сбоку и помещая ладонь в струю выходящего воздуха.
6. ОБЩИЕ УКАЗАНИЯ ПО СОСТАВЛЕНИЮ МЕСТНОЙ ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ ЩЕТОЧНО-КОНТАКТНЫХ АППАРАТОВ ТУРБОГЕНЕРАТОРОВ
6.1. На каждой электростанции должна иметься местная инструкция по эксплуатации ЩКА турбогенераторов мощностью 63 МВт и выше (одна на каждый тип генератора или на унифицированную конструкцию ЩКА).
6.2. Местная инструкция должна быть составлена на основе требований разд. 1 - 3 данной Типовой инструкции и технической документации завода-изготовителя.
6.3. Местная инструкция должна состоять из следующих глав:
6.3.1. Общие сведения, которые должны включать:
краткое описание конструкции ЩКА;
основные технические данные ЩКА (тип, количество и размеры применяемых электрощеток; значение нормальных усилий нажатия на щетки; номинальный ток щетки; минимальный диаметр; нормы биения и вибрации КК и т.п.);
сведения об устройстве диагностического контроля состояния ЩКА, уставки предупредительной сигнализации.
6.3.2. Указания по эксплуатации, включающие:
распределение обязанностей по обслуживанию ЩКА между оперативным и ремонтным персоналом электроцеха и между цехами;
обслуживание ЩКА в нормальных режимах работы (при пуске турбоагрегата, возбуждении генератора, работе в сети и останове; объем и периодичность регламентных работ, выполняемых специально обученными лицами ремонтного персонала);
обслуживание ЩКА в аварийных режимах его работы. Указания по устранению характерных неисправностей и нарушений в работе;
требования по технике безопасности при эксплуатации ШКА.
6.4. В должностных инструкциях для каждого лица оперативного персонала (дежурный инженер электростанции, начальник смены электроцеха, старший дежурный электромонтер, электромонтер) должны быть перечислены конкретные главы (пункты) местной инструкции, требования которых обязательны для выполнения этими лицами.
6.5. Местная инструкция должна быть подписана начальником электроцеха и утверждена главным инженером электростанции.
6.6. Местная инструкция должна проверяться на соответствие фактическим эксплуатационным условиям не реже одного раза в 2 года с отметкой на ней о проверке.
Приложение 1
СХЕМА ИЗМЕРЕНИЯ ТОКА, ПРОТЕКАЮЩЕГО ЧЕРЕЗ ЭЛЕКТРОЩЕТКУ
1. Для измерения тока, протекающего через щетки, при отсутствии серийно изготавливаемых клещей-индикаторов постоянного тока рекомендуется использовать предварительно отградуированный малогабаритный милливольтметр постоянного тока с пределами измерения 25 - 30 мВ, оснащенный измерительными проводниками с зажимами типа «крокодил».
2. Градуировка прибора осуществляется на стенде, на котором устанавливается щетка той же марки, которая применяется на ЩКА. Градуировку осуществляют по падению напряжения на половине длины одного токопровода при прохождении через щетку постоянного тока 50 А. Если на ЩКА применяются два типа щеток с различными длинами и сечением токопроводов, то градуировку прибора следует провести для щеток обоих типов.
3. Подключая милливольтметр к щеткам, установленным на генераторе, так, как показано на рис. 34, а, можно достаточно точно проверить токораспределение между ними. Схема позволяет в некоторых случаях проконтролировать целостность заделки токопроводов в теле щетки, подключая милливольметр, как показано на рис. 34, б.
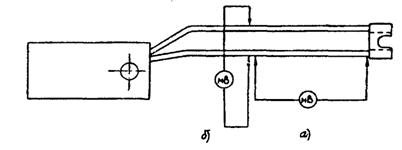
Рис. 34. Схема измерения тока, протекающего через щетку, и контроля исправности заделки токопроводов:
а - подключение милливольтметра для
измерения тока; б - подключение милливольтметра
для контроля целостности заделки токопроводов
Приложение 2
(выписка из п. 6.8 [6])
В последние годы заводами-изготовителями турбогенераторов, научно-исследовательскими институтами, наладочными и эксплуатирующими предприятиями отрасли выполнен ряд новых разработок по созданию автоматизированных средств диагностики ЩКА, основанных на использовании различных физических явлений.
Наибольшее распространение получила схема автоматического контроля состояния ЩКА на основе косвенного контроля полных потерь, выделяющихся в узле токосъема, путем измерения и регистрации разности температур (Dt) охлаждающего воздуха на выходе и входе в щеточный аппарат.
Эта схема прошла успешное опробование на ЩКА турбогенераторов мощностью 150 МВт и выше и рекомендована Эксплуатационным циркуляром № Ц-07-87 (э) «О непрерывном автоматическом контроле состояния щеточно-контактных аппаратов турбогенераторов» (М.: СПО Союзтехэнерго, 1987) к внедрению на действующих и вновь изготавливаемых турбогенераторах.
Ниже приводятся принципиальные схемы устройства непрерывного автоматического контроля состояния ЩКА по критерию Dt и рекомендации по местам установки датчиков температуры в щеточных аппаратах различных конструкций.
1. Структурная схема устройства (рис. 35)

Рис. 35. Структурная схема устройства автоматического контроля щеточно-контактного аппарата
Сигналы R(t) от датчиков температуры холодного и горячего воздуха щеточного аппарата преобразуются в аналоговые сигналы тока i(t) или напряжения U (t) и разность этих сигналов f(Dt) подается на измерительный самопишущий прибор TR с сигнальным устройством HL.
В зависимости от типа ЩКА применяются один или два независимых канала измерения. Ниже в таблице приводится информация о количестве каналов измерения, датчиков температуры и измерительных преобразователей, необходимых для реализации схемы контроля на ЩКА различных исполнений.
|
Количество выхлопных камер горячего воздуха |
Количество независимых каналов измерения |
Количество датчиков температуры, измерительных преобразователей |
Номер рисунка |
|
|
ТВВ-165-2 |
- |
2 |
4 |
|
|
ТВВ-200-2 |
- |
2 |
4 |
|
|
ТВВ-220-2 |
- |
2 |
4 |
|
|
ТВВ-200-2А |
- |
2 |
4 |
|
|
ТВВ-220-2А |
- |
2 |
4 |
|
|
ТВВ-320-2 |
2 |
2 |
4 |
|
|
ТВВ-350-2 |
1 |
1 |
2 |
|
|
ТВВ-500-2 |
2 |
2 |
4 |
|
|
ТВВ-800-2 |
1 |
1 |
2 |
|
|
ТВФ-63-2Е |
1 |
1 |
2 |
|
|
ТВФ-110-2Е |
||||
|
ТВВ-160-2Е |
||||
|
ТВВ-220-2Е |
||||
|
ТВВ-320-2Е |
||||
|
ТВВ-500-2Е |
||||
|
ТВВ-800-2Е |
||||
|
ТГВ-200 |
||||
|
ТГВ-200М |
||||
|
ТГВ-220-2М |
1 |
1 |
2 |
|
|
ТГВ-220-2П |
||||
|
ТГВ-300 |
||||
|
ТГВ-500 |
||||
|
ТЗВ-110-2* |
||||
|
ТЗВ-800-2 |
1 |
1 |
2 |
|
|
ТФП-63-2* |
||||
|
ТФП-110-2* |
||||
|
ТФП-160-2* |
||||
|
ТФГ-160-2* |
||||
|
ТЗФ-63-2* |
||||
|
ТЗФ-110-2* |
||||
|
ТФ-63-2* |
||||
|
ТФ-110-2* |
||||
|
ТС-63-2* |
||||
|
* Генераторы данного типа, а также все вновь изготовляемые генераторы поставляются с установленными в заводских условиях датчиками температуры воздуха. |
||||
2. Варианты исполнения структурных элементов устройства
2.1. В качестве датчиков температуры применяются термопреобразователи сопротивления типа ТСМ-0879-01 (градуировки 23 или 50М) производства Луцкого приборостроительного завода (аналог ТСМ-02 градуировки 50М производства НПО ГНИИ НПО «Луч», г. Подольск) или последовательно соединенные термопары хромелькопель (хромель-алюмель), горячие и холодные спаи которых располагают соответственно в зонах горячего и холодного воздуха.
Установку датчиков температуры следует производить так, чтобы обеспечивалась их теплоизоляция от металлических частей кожуха ЩКА. Крепление кабелей связи и установку коробки зажимов выполнять на общей неразъемной части кожуха для удобства быстрого демонтажа схемы при разборке щеточного аппарата.
Рекомендуемые места установки термодатчиков в кожухах ЩКА наиболее распространенных конструкций приведены на рис. 36 - 39.
2.2. Определение разности температур (Dt) горячего и холодного воздуха ЩКА производится путем включения на разность выходных сигналов стандартных аналоговых преобразователей. Выпускаемые в настоящее время преобразователи имеют унифицированный выходной сигнал 0 - 5 мА, 4 - 20 мА или 0 - 10 мВ и широко применяются в схемах автоматизации технологических процессов на электростанциях. Рекомендуется применение измерительных преобразователей типа Ш-79, выпускаемых предприятием «Омега» (г. Самбор Львовской обл.), или преобразователей типа ПС исполнения 5 производства ОЗАП (Москва). Градуировочные характеристики термодатчиков и преобразователей должны совпадать.
При отсутствии серийно выпускаемых измерительных преобразователей может быть применена специальная преобразовательная приставка, разработанная предприятием «Киевэнергоналадка» (бывшим ЦНИЭЛ Киевэнерго). Приставка (рис. 40) содержит мостовую измерительную схему, в двух плечах которой имеются калиброванные резисторы R10 и R11 двух других - термопреобразователи сопротивления Rх.в и Rг.в, устанавливаемые соответственно в потоках холодного и горячего воздуха щеточного аппарата. Питание мостовой схемы осуществляется стабилизированным выпрямленным напряжением. К диагонали 1 - 2 мостовой схемы подключается регистрирующий прибор. При изменении температуры горячего воздуха изменится значение сопротивления Rг.в, что приведет к нарушению равновесия измерительного моста, и в диагонали моста появится напряжение, пропорциональное превышению температуры воздуха ЩКА, которое фиксируется регистрирующим прибором. Приставка монтируется в корпусе реле (например, РТ-40).
При использовании термопар в качестве датчиков температуры сигнал, пропорциональный превышению температуры воздуха в ЩКА, получается непосредственно в виде термоЭДС.
Для турбогенераторов, имеющих автоматизированную систему контроля параметров типа А-701-03, в качестве преобразователя используется входной модуль МА.09-006-22 или МА.09-006-19. Модуль МА.09-006-22 предназначен для непосредственного дифференциального включения двух термосопротивлений и получения на выходе унифицированного сигнала, пропорционального разности их значений (рис. 41, а). Модуль МА.09-006-19 после незначительных изменений схемы (рис. 41, б) становится идентичным модулю МА.09-006-22.
2.3. Регистрация текущих значений контролируемой разности температур воздуха производится сигнализирующими потенциометрами (например, КСП-2 или КСП-4) или миллиамперметрами КСУ-4. При отсутствии регистрирующих приборов допускается применение сигнализирующих логометров МР-64 или Ш4500 (ГОСТ 9736-68). Для согласования шкалы регистрирующих приборов с выходными сигналами преобразователей могут применяться добавочные резисторы.
Для турбогенераторов, оснащенных установками А701-03 и локальными автоматизированными системами контроля и диагностики генератора (типа АСКДГ-М) или охваченных иными информационно-вычислительными системами (ИВС) блочного уровня, измерение, индикация, регистрация и сигнализация превышения температур воздуха в ЩКА реализуются с помощью этих средств.


Рис. 36. Установка датчиков температуры на щеточно-контактном аппарате, не имеющем камер горячего воздуха:
1 - датчик
температуры холодного воздуха (2 шт.); 2 - датчик температуры горячего воздуха
(2 шт.);
3 - монтажный провод; 4 - ряд зажимов; 5, 6 - кронштейны (по 2 шт.), материал:
лист Б-ПН-НО 2,0
(ГОСТ 19904-90); 7 -
накладка (7 шт.), материал: стеклотекстолит ВФТ-С-8,0 (ГОСТ 10292-74).
Примечания: 1. При установке датчиков учитывать осевое смещение вала генератора при тепловых расширениях.
2. Накладку крепить с помощью болта М6´20 (ГОСТ 7798-70), гайки М6 (ГОСТ 5916-70), шайбы 6 (ГОСТ 11371-78), шайбы 6 (ГОСТ 6402-70)


Рис. 37. Установка датчиков температуры на щеточно-контактном аппарате современной конструкции с одной камерой горячего воздуха:
1
- датчик температуры холодного воздуха ТСМ-0879-01; 2 - датчик температуры
горячего воздуха
ТСМ-0879-01; 3 - монтажный провод; 4 - ряд зажимов; 5 - накладка, материал:
стеклотекстолит
ВФТ-С-8,0 (ГОСТ 10292-74);
6 - болт М6´20 (ГОСТ
7798-70)
2.4. Уставка срабатывания сигнального элемента определяется превышением температуры воздуха в аппарате при работе генератора с номинальным током ротора или возможно близким к нему значением. Для надёжной отстройки от случайных колебаний температуры воздуха и повышения достоверности выявления отклонения от нормального режима работы ЩКА уставка на сигнал выбирается на 20 % выше значения разности температур воздуха, полученного при номинальном токе ротора.
2.5. Индивидуальная аппаратура устройства непрерывного контроля состояния ЩКА (измерительные преобразователи, самопишущие и сигнализирующие приборы) монтируется на БЩУ или местном щите генератора. Сигнальное табло «Неисправность ЩКА» должно размещаться на панели оперативного контура технологического контроля турбогенератора.
Техническое обслуживание устройства контроля производится персоналом цеха ТАИ.
2.6. Оперативный персонал электроцеха при обходах работающего оборудования обязан дополнительно контролировать состояние ЩКА по показаниям индивидуальных самопишущих приборов, прибора установки А701-03 и информации, выведенной на видеомониторы АСКДГ-М или иной ИВС.
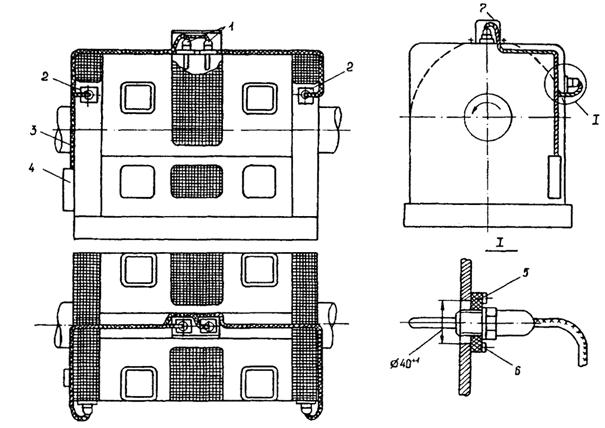

Рис. 38. Установка датчиков температуры на щеточно-контактном аппарате ранней конструкции с одной камерой горячего воздуха:
1
- датчик температуры холодного воздуха ТСМ-0879-01; 2 - датчик температуры
горячего воздуха
ТСМ-0879-01; 3 - монтажный провод; 4 - ряд зажимов; 5 - накладка, материал:
стеклотекстолит
ВФТ-С-8,0 (ГОСТ 10292-74);
6 - болт М6´20 (ГОСТ
7798-70); 7 - защитный кожух, материал: лист
Б-ПН-НО-2,0 (ГОСТ 19904-90) /4-Ш-10 (ГОСТ
16523-89)
При появлении сигнала «Неисправность ЩКА» оперативный персонал обязан доложить об этом начальнику смены электроцеха и далее действовать в соответствии с местной инструкцией по эксплуатации ЩКА.
Персонал электроцеха должен корректировать значение сигнальной уставки схемы контроля после каждого профилактического ремонта ЩКА, связанного с проточкой контактных колец, изменением схемы вентиляции или положением датчиков температуры.
2.7. Абсолютная погрешность устройства проверяется методом сравнения его показаний с показаниями контрольных мостов постоянного тока, подключаемых к термопреобразователям сопротивления вместо штатного устройства. Отклонение измеренных значений разницы температур воздуха не должно быть более ± 1 °С.
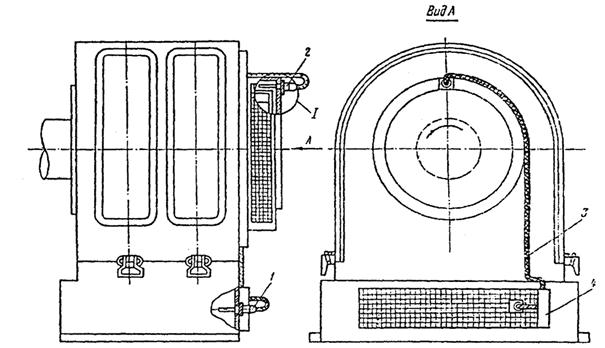
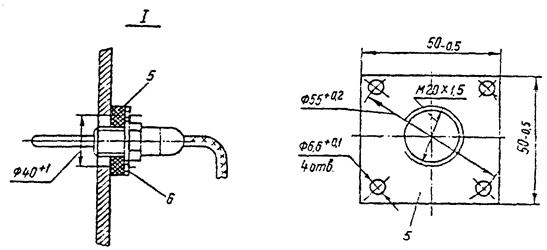
Рис. 39. Установка датчиков температуры на щеточно-контактном аппарате турбогенераторов серим ТГВ:
1
- датчик температуры холодного воздуха ТСМ-0879-01; 2 - датчик температуры
горячего воздуха ТСМ-
0879-01; 3 - монтажный провод; 4 - рад зажимов; 5 - накладка, материал:
стеклотекстолит
ВФТ-С-8,0 (ГОСТ 10292-74);
6 - болт М6´20 (ГОСТ
7798-70)
Проверка производится персоналом цеха ТАИ с периодичностью, установленной для проверки средств технологического контроля турбогенератора.
Допускается применение других схем диагностирования состояния ЩКА (например, основанных на измерении температуры воздуха в непосредственной близости к контактным кольцам; переходного падения напряжения на щетках каждого полюса; проводимости каждой из электрощеток и переходного падения напряжения в скользящем контакте; уровня высокочастотного излучения искрящих щеток и других) при условии, что опыт эксплуатации показал их достаточную эффективность и надежность в работе.

Рис. 40. Принципиальная электрическая схема приставки контроля (ПК) состояния щеточно-контактного аппарата:
Т1 - транзистор КТ807 (1 шт.); Т2 - транзистор 2Т 603Б (1
шт.); ТЗ - транзистор 2Т 312Б (1 шт.); Т4, Т5 - транзисторы 2Т 203Т (2 шт.); С1
- конденсатор К73П-3 0,5 мкФ
±10 %, 160 В (1 шт.); С2 - конденсатор К50-16 200 мкФ, 25 В (1 шт.); СЗ -
конденсатор К50-16 500 мкФ, 25 В (1 шт.); С4 - конденсатор КМ-6 0,033 мкФ ±10
%, 200 В
(1 шт.); Д1 - диодный мостик КЦ102-Ж (1 шт.); Д2 - стабилитрон Д814Б (1 шт.);
Д3 - Д5 - стабилитроны 2С 133 В (3 шт.); R1 - резистор
МЛТ 220 Ом ±10 %, 0,5 Вт
(1 шт.); R2 - резистор МЛТ 1,1 кОм, 0,5 Вт (1 шт.); R3 - резистор МЛТ 3,3 кОм ±5 %, 0,125 Вт (1 шт.); R4 - резистор МЛТ 240 Ом ±5 %, 0,5 Вт (1 шт.); R5 - резистор МЛТ
2,2 кОм ±5 %, 0,125 Вт (1 шт.); R6 - резистор МЛТ 330
Ом ±5 %, 0,5 Вт (1 шт.); R7 - резистор МЛТ 1,5 кОм ±5
%, 0,25 Вт (1 шт.); R8 - резистор СП5-2 2,2кОм ±5 %,
(1 шт.); R9 - резистор МЛТ 47 Ом ±5 %, 0,5 Вт (1 шт.); R10, R11 - резисторы, константан, диаметр 0,1 мм, 1006 Ом
±0,1 % (2 шт.); Tp1 - трансформатор ТСМ2-30УЗОС,
ОСТ 259977 (1 шт.)

Рис. 41. Схема контроля состояния щеточно-контактного аппарата с применением комплекса А-701-03:
а - модуль МА.09-006-22 на разность
двух значений термосопротивлений;
б - модуль МА.09-006-19 с переделкой для двух термосопротивлений на
разность их значений
Приложение 3
МОДЕРНИЗАЦИЯ СХЕМ ВЕНТИЛЯЦИИ ЩЕТОЧНО-КОНТАКТНЫХ АППАРАТОВ С ДВУМЯ ВЫХЛОПНЫМИ КАМЕРАМИ (выписка из п. 6.9 [6])
Опыт эксплуатации турбогенераторов серии ТВВ, имеющих ЩКА с двумя выхлопными камерами, показал, что надежность работы узла токосъема может быть повышена за счет интенсификации его вентиляции. Незначительные изменения в конструкции кожуха аппарата, изложенные ниже, позволяют упорядочить потоки охлаждающего воздуха, в 1,5 - 2 раза увеличить полезный расход воздуха, выравнить температуры щеток, снизить запылённость аппарата и подстуловой изоляции.
Для улучшения охлаждения ЩКА необходимо выполнить следующие работы:
1. Закрыть четыре воздухозаборных отверстия 3 (рис. 42) в откидных крышках кожуха 1 стеклотекстолитовыми или металлическими листами 4. Листы крепятся снаружи крышек шестью винтами М5 или М6.
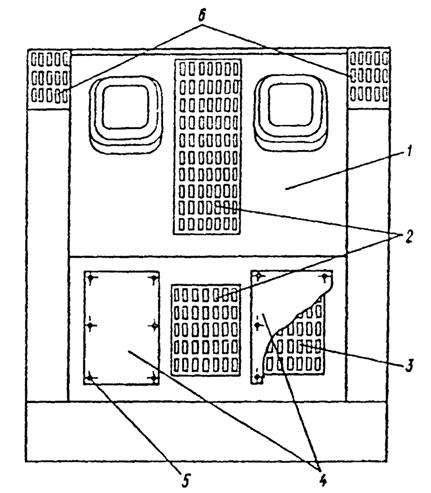
Рис. 42. Кожух щеточно-контактного аппарата после реконструкции:
1
- откидная крышка кожуха; 2 - центральные воздухозаборные отверстия;
3 - боковое нижнее воздухозаборное отверстие; 4 - листы, закрывающие боковые
отверстия;
5 - крепежный винт; 6 - выхлопные камеры
Воздухозаборные отверстия 2 в центре крышек остаются открытыми.
2. Уплотнить места прилегания откидных крышек к деталям корпуса. Откидные крышки уплотняются по периметру 1 (рис. 43) и по местам прилегания их 2 к кольцевым стеклотекстолитовым перегородкам 4 (рис. 44), образующим отсек холодного воздуха 3.

Рис. 43. Места установки уплотняющей резины (вид на откидную крышку изнутри щеточного аппарата):
1
- уплотнения периметра крышки; 2 - уплотнения мест прилегания откидных
крышек к кольцевым перегородкам
Уплотнение выполняется из полосок листовой трансформаторной или любой другой упругой резины шириной 20 - 25 мм. Толщина резины подбирается так, чтобы откидная крышка при закрытии плотно, без зазоров, прилегала к кожуху и кольцевым перегородкам.
При большой неравномерности зазоров между крышкой и деталями корпуса может потребоваться рихтовка крышки или выполнение в резиновых полосах канавки, в которую войдет край кольцевой перегородки.

Рис. 44. Щеточно-контактный аппарат без откидных крышек (вид сбоку):
1
- отсек контактных колец; 2 - траверса; 3 - отсек холодного воздуха;
4 - кольцевые стеклотекстолитовые перегородки; 5 - отсеки вентиляторов
Полоски резины приклеиваются к обезжиренным поверхностям клеем № 88.
3. Уплотнить оба отсека контактных колец 1 (см. рис. 44). Для этого закрыть резиновыми или текстолитовыми накладками отверстия в нижней и верхней частях кольцевых стеклотекстолитовых перегородок со стороны отсека холодного воздуха и со стороны отсеков вентиляторов.
На каждом генераторе необходимо проверить, не осталось ли в нижней части отсека холодного воздуха отверстий, через которые последний сообщается непосредственно с отсеками контактных колец (отверстия или канавки в полу под ЩКА, соединяющие отсеки КК и холодного воздуха, и т.п.). При наличии таких отверстий их следует закрыть, чтобы холодный воздух в отсеки КК поступал только через кольцевой зазор между кольцами и кольцевой текстолитовой перегородкой 4 (см. рис. 44), а из отсека колец в отсеки вентилятора - только через кольцевой зазор.

Рис. 45. Щеточный аппарат на станине подшипника (вид со стороны возбудителя):
1
- станина подшипника; 2 - щеточно-контактный аппарат;
3 - выхлопное отверстие; 4 - крышки-отражатели воздуха
4. Выхлопные отверстия 3 (рис. 45) в станине подшипника 1 должны быть открыты.
Для исключения попадания горячего воздуха с продуктами износа электрощеток на корпус возбудителя и подстуловую изоляцию подшипников снабдить оба выхлопных отверстия крышками-отражателями 4, отклоняющими поток воздуха. Крышка-отражатель должна выполняться из жести и крепиться винтами к станине подшипника.
Приложение 4
РЕКОНСТРУКЦИЯ КРЕПЛЕНИЯ КРЫШЕК ЩЕТОЧНОГО АППАРАТА ТУРБОГЕНЕРАТОРОВ СЕРИЙ ТВВ, ТВФ И ТВМ (выписка из п. 6.7 [5])
Для исключения западания рукояток замков откидных крышек внутрь щеточного аппарата и замыкания ими токоведущих частей на корпус необходимо выполнить следующие работы:
1. Снять замки с крышек и перенести их на кожух ЩКА.
2. На турбогенераторах серии ТВВ, имеющих ЩКА с двумя камерами горячего воздуха, вместо двух замков на каждую крышку установить один замок в средней части кожуха, как показано на рис. 46. Вылет рукоятки замка при необходимости уменьшить на 15 - 20 мм.
На турбогенераторах ТВВ-500-2 коробку теплоконтроля (если она препятствует переносу замка) переставить по месту на торцевую часть кожуха щеточного аппарата.
3. После реконструкции крепления крышек снять ранее установленные на турбогенераторах ТВВ-320-2 стеклотекстолитовые перегородки в нижней части траверсы.
Для удобства подъема и опускания крышек приварить к ним (по месту) скобы 3. Скоба должна выступать за плоскость крышки не более чем на 30 мм.

Рис. 46. Щеточно-контактный аппарат турбогенератора ТВВ-320-2:
1 - каркас; 2 - крышка; 3 - стальная скоба; 4 - рукоятка
Приложение 5
ПРИЗНАКИ ПРОЯВЛЕНИЯ НАРУШЕНИЙ В РАБОТЕ ЩЕТОЧНО-КОНТАКТНЫХ АППАРАТОВ И ВОЗМОЖНЫЕ ПРИЧИНЫ ПОВРЕЖДЕНИЙ
|
Возможные причины нарушений* |
|
|
1. Щербины или сколы на сбегающем крае щеток |
|
|
2. Наличие цветов побежалости на токопроводах щеток |
|
|
3. Отгорание токопроводов отдельных щеток в средней части последних |
Сочетание одной или нескольких причин 8, 9, 11, 15, 16, 23, 25, 26-28, 33 при высоком качестве заделки токопроводов и сохранении качества заделки до отгорания |
|
4. Отгорание токопроводов вблизи их заделки в щетки |
24, 29, аналогично 3, но при ухудшении качества заделки токопроводов в процессе эксплуатации с последующим 24 |
|
5. Износ хвостовой части нажимных стержней в месте касания нажимных планок |
31 и 32 или только 31 в сочетании с одной или несколькими причинами 4, 6, 7, 9, 12, 15, 16, 19, 23 - 27, 29, 30 |
|
6. Цвета побежалости на нажимных пружинах отдельных щеток |
32 в сочетании с одной или несколькими причинами 29, 30, 24, 9, 11, 15, 16, 22, 23, 25 - 28, 33 или только 8, 9, 11, 15, 16, 22, 23 - 27, 29, 30, 33 |
|
7. Нарушение заделки токопроводов в щетках (особенно при выполнении развальцовкой) |
|
|
8. Быстрое ухудшение профиля колец, местная выработка |
|
|
9. Изъедание внутренней поверхности обойм щеткодержателей |
|
|
10. Заклинивание отдельных щеток в обоймах (без отгорания токопроводов и нарушения заделки или с нарушением заделки), приводящее к невозможности их извлечения из обойм |
34, 23 - 27, 40 с кратковременным повышением температуры щетки непосредственно перед заклиниванием до значения, соответствующего накалу докрасна, 62 |
|
11. Повышенная вибрация щеток (всего полюса, обоих полюсов, отдельных щеток полюса) |
|
|
12. Неравномерный износ щеток |
|
|
13. Искрение на отдельных щетках |
4, 10, 19, 34, 38, 2, 3, 6, 7, 11, 12, 18, 22-24, 31, 33, 64 |
|
14. Нарушение работы обоих (или одного) полюсов без видимых причин |
45, 28, 38, 36, 33, 4, 6 - 8, 19, 22, 25, 26, 30, 34, 42 - 44, 64 |
|
15. Резкое ухудшение работы отрицательного полюса со щетками ЭГ2АФ |
|
|
16. «Прилипание» щеток ЭГ2АФ к поверхности кольца |
|
|
17. Искрение на значительной части щеток полюса на сбегающем крае |
|
|
18. Искрение между щеткой и обоймой щеткодержателя |
|
|
19. Спонтанное распределение токов по щеткам полюса |
|
|
20. Следы повышенного нагрева КК (местные или кольца в целом) |
|
|
21. «Остекление» поверхности КК на отдельных «дорожках» под щетками |
23-27 с кратковременным повышением температуры отдельных щеток на этих «дорожках» до значения, соответствующего накалу докрасна |
|
22. Разрушение упорной скобы щетки с разрушением верхней части тела щетки |
|
|
23. Появление и усиление искрения при открытии крышек кожуха ЩКА |
|
|
24. Снижение сопротивления изоляции ЩКА |
|
|
25. Вылет механических частиц из выхлопных камер |
|
|
26. Следы «изъедания» контактной поверхности щеток |
|
|
27. Зависание щеток |
|
|
28. Увеличение превышения температуры горячего воздуха на выходе одного или обоих полюсов сверх нормального значения |
|
|
29. Перегрев отдельных щеток |
|
|
30. Повышенный нагрев при пуске турбоагрегата |
|
|
31. То же, что п. 29, но сопровождающийся резким увеличением амплитуд вибрации щеток при номинальной частоте вращения |
|
|
32. Появление искрения на щетках при подаче возбуждения перед синхронизацией с одновременным повышением вибрации щеток, устраняющейся через 1 - 2 ч работы под нагрузкой |
|
|
33. Появление «катодных пятен» на отрицательном полюсе при применении щеток ЭГ2АФ |
|
|
34. Появление кругового огня |
|
|
35. Повреждение ЩКА токами короткого замыкания |
49, 50 на одном из полюсов при наличии второго места замыкания на землю в целях возбуждения |
|
36. Появление эллипсности или «восьмерки» на поверхности КК |
Причины не ясны |
|
37. Отпечатки следов щеток (стробоскопические) на поверхности КК |
Причины не ясны |
|
38. Растрепывание поводков щеток |
Причины не ясны |
|
* Цифры соответствуют позициям приведенного ниже перечня возможных причин нарушений в работе ЩКА При этом по известным (наблюдаемым) признакам нарушений или видам повреждений с помощью перечня можно определить причину нарушения. Определять по причинам, изложенным в перечне, возможные нарушения не допускается. |
|
ПЕРЕЧЕНЬ
возможных причин нарушений в работе щеточно-контактного аппарата
1. Пуск турбоагрегата из холодного или неостывшего состояния (особенно затянувшийся), сопровождающийся резким по сравнению с нормальным увеличением превышения температуры горячего воздуха на выходе из выхлопных камер ЩКА.
2. То же, что п. 1, и дополнительно - ослабление посадки кольца (или колец) из-за высоких нагревов в зоне скользящего контакта.
3. Медленное прохождение критической частоты при пуске турбины.
4. Общее ухудшение вибрационного состояния турбоагрегата.
5. Проведение работ по балансировке роторов турбоагрегата при неснятых щетках.
6. Небаланс консоли.
7. Расцентровка валов турбогенератора и рабочего возбудителя (при отсутствии торсионного вала между генератором и рабочим возбудителем).
8. Попадание твердых механических частиц из окружающего воздуха.
9. «Наклеп» на боковой поверхности щеток, мешающий их перемещению, из-за попадания самоцементирующихся веществ (масло, краска и т.п.) или их соединений с графитовой пылью.
10. Недостаточное усилие нажатия на щетки, приводящее к периодическому отрыву их от поверхности кольца.
11. Завышенные усилия нажатия на щетки.
12. Резонанс щеток (механический).
13. Увеличенный по сравнению с нормой зазор между обоймой щеткодержателя и кольцом.
14. Увеличенный зазор между щетками и обоймами щеткодержателей.
15. Ограниченность радиальных перемещений щеток.
16. Недостаточная «свобода» щеток в обоймах.
17. Перегрев сбегающего края щеток из-за наличия искрения на нем.
18. Перегрев сбегающего края щеток при работе генератора под нагрузкой.
19. Ухудшение профиля поверхности КК.
20. Наличие заусениц на кромках винтовой канавки.
21. Случайные сколы на отдельных щетках, приводящие к появлению лавины сколов.
22. Плохое качество электрощеток.
23. Периодическая или систематическая перегрузка токами не менее 200 А электрощетки с качественной заделкой токопроводов без изменения качества или с ухудшением качества в процессе эксплуатации.
24. Сочетание некачественной заделки токопровода в тело щетки с недопустимо увеличенным усилием нажатия на щетку.
25. Кратковременное нарушение условий образования политуры на «дорожке», где работает электрощетка (срабатывание политуры более быстрое, чем ее образование).
26. Длительное нарушение условий образования политуры на «дорожке», где работает щетка.
27. Малая скорость износа щетки по сравнению с другими щетками на данном полюсе.
28. Недостаточная влажность воздуха в машинном зале.
29. Установка электрощеток с большим сопротивлением щетка-токопровод.
30. Увеличение в процессе эксплуатации сопротивления щетка-токопровод.
31. Усилие от пружины на щетку действует не радиально.
32. Отсутствие изоляции между щеткодержателем и траверсой.
33. Снижение интенсивности отвода тепла из зоны скользящего контакта.
34. Неравномерное распределение токов по параллельно работающим щеткам.
35. Неодинаковая твердость щеток, щетки из разных партий.
36. Нарушение или ослабление контакта в местах прилегания токораспределительных колец к КК.
37. Неоднородность структуры КК.
38. Ослабление посадки КК.
39. Загрязнение вентиляционных каналов КК.
40. «Остекление» поверхности кольца на одной или нескольких «дорожках».
41. Зависание отдельных щеток.
42. Отсутствие политуры на КК или отдельных «дорожках» кольца.
43. Малое усилие нажатия на большинстве щеток, появившееся в процессе естественного их износа.
44. Кратковременное или длительное резкое повышение температуры щеток ЭГ2АФ, приведшее к «натягу» фторопласта на кольцо.
45. Наличие в воздухе машинного зала вредных химических примесей.
46. Установлены (при регулировке) завышенные значения усилий нажатия на большинстве щеток.
47. Щетки не притерлись полностью.
48. Плохой контакт в местах соединений гибкой токоведущей шины с КК.
49. Повреждение изоляционных деталей ЩКА.
50. Оседание графитовой пыли на изоляционных участках колец, токоподводов, щеточной траверсы.
51. Разрушение щеток.
52. Искрение под щеткой.
53. Неоднородность структуры тела щетки, некачественная пропитка.
54. Появление шероховатостей на внутренней поверхности обоймы.
55. Появление шлица на хвостовой части нажимных стержней в месте касания нажимных планок.
56. Влияние факторов окружающей среды, приводящих к увеличению полных потерь в ЩКА.
57. Возникновение интенсивного искрения на большинстве щеток полюса.
58. Усилия нажатия, допустимые при работе генератора в сети, оказались недопустимыми для работы в бестоковом режиме из-за увеличения коэффициента трения.
59. Ослабление посадки КК из-за повышенного нагрева полюса ЩКА.
60. Чрезвычайно высокий нагрев отдельных щеток.
61. Резко неравномерный износ щеток.
62. Местное тепловое разрушение политуры.
63. Появление «катодных пятен» на отрицательном полюсе при применении щеток ЭГ2АФ.
64. Загрязнение рабочей поверхности КК.
Приложение 6
КАРТА ДЕФЕКТАЦИИ УЗЛА ТОКОПОДВОДА
|
Возможный дефект |
Вид контроля при установлении дефекта. Контрольный инструмент |
Технические требования по чертежу и приложению 9 |
Способ устранения дефекта |
|
|
Несоосность отверстий под токоведущие болты с отверстиями в валу |
Технический осмотр и измерительный контроль. Щупы, набор № 2, кл. 1; штангенциркуль ШЦ1-125-0,1 |
Допуск соосности - не более половины разности диаметров отверстия в валу и токоведущего болта |
1. Расточка отверстия в стержне с установкой втулки (рис. 53). 2. Проточка изоляции токоведущего болта до 1 мм на сторону |
|
|
2. То же |
Выкрашивание, срывы и ослабление конусной резьбы, деформация резьбовых отверстий |
Технический осмотр и измерительный контроль. Штангенциркуль ШЦ1-125-0,1 |
Не допускаются |
Расточка отверстия с установкой втулки (рис. 53) или заплавление резьбы припоем ПСр-45 с рассверловкой и нарезкой новой резьбы |
|
3. -»- |
Старение изоляции полустержней, пробой |
Технический осмотр и электрические испытания. Установка для высоковольтных испытаний |
Не допускаются |
Замена изоляции |
|
Разрыв вдоль продольной оси, старение |
Технический осмотр и измерительный контроль. Штангенциркуль ШЦ1-125-0,1 |
Допустимая разница диаметров центрального отверстия и наружного диаметра цилиндра - не более 1,0 мм |
Замена цилиндра |
|
|
Механические повреждения шин трещины, разрывы отдельных пластин |
Технический осмотр |
Не допускаются |
Пластины, имеющие трещины или разрывы и составляющие не более 20 % общего сечения шины, паять встык припоем ПСр-45. При большом количестве поврежденных пластин шину менять |
|
|
6. То же |
Старение изоляции, пробой |
Технический осмотр и электрические испытания. Установка для высоковольтных испытаний. |
Не допускаются |
Замена изоляции |
|
Нарушение, износ серебряного покрытия контактных поверхностей пластин |
Визуальный контроль |
Допускаются на площади не более 10 %; толщина покрытия - по заводскому чертежу |
Серебрение |
|
|
Выкрашивание, срывы витков конической резьбы |
Технический осмотр |
Допускаются на длине не более одного витка |
Замена или восстановление резьбы заплавлением припоем ПСр-45 |
|
|
9. То же |
Выкрашивание, срывы витков метрической резьбы |
Технический осмотр |
Допускаются на длине не более одного витка |
Замена |
|
10. -»- |
Выступы от деформации смятия шлица опорной контактной поверхности болта |
Технический осмотр |
Допускаются неровности поверхности не более 0,05 мм (допуск плоскостности) |
Запиловка заподлицо с контактной поверхностью или замена |
|
11. -»- |
Нарушение серебряного покрытия контактных поверхностей |
Визуальный контроль |
Допускается на площади не более 10 %; толщина покрытия - 9 мкм |
Серебрение |
|
12. -»- |
Изгиб по продольной оси |
Технический осмотр и измерительный контроль. Поверочный угольник, 90° УПП-1-160 |
Не допускается |
Замена |
|
13. -»- |
Остаточная деформация и повреждения резиновой изоляции болта |
Визуальный контроль |
Не допускаются |
Замена согласно требованиям приложения 9 применительно к турбогенераторам серий ТВ, ТВФ и ТВВ |
|
Уменьшение диаметра стержня винтов от деформации, действия центробежных сил |
Технический осмотр и измерительный контроль. Штангенциркуль ШЦ1-125-0,1 |
Не допускается |
Замена |
|
|
15. То же |
Трещины в основании резьбовой части от деформации кручения |
Технический осмотр. Лупа ЛАЗ-10´ |
Не допускаются |
Замена |
|
16. -»- |
Выкрашивание, срывы резьбы |
Технический осмотр |
Допускаются на длине не более одного витка |
Замена |
|
17. -»- |
Выступы от деформации смятия шлица опорной поверхности головки |
Технический осмотр и измерительный контроль. Штангенциркуль ШЦ1-125-0,1 |
Не допускается смятие шлицев более 1 мм по ширине |
Запиловка заподлицо с поверхностью головки, восстановление формы шлица |
|
Отклонение от перпендикулярности опорной поверхности головки и резьбовой части |
Технический осмотр и измерительный контроль. Поверочный угольник УПП-1-160 |
Допуск неперпендикулярности - не более 0,5 мм |
Замена |
|
|
19. То же |
Нарушение серебряного покрытия |
Визуальный контроль |
Допускается на площади не более 10 %; толщина покрытия - 6 мкм |
Серебрение |
|
Нарушение серебряного покрытия |
Визуальный контроль |
Допускается на площади не более 10 %; толщина покрытия - 6 мкм |
Серебрение |
|
|
21. То же |
Деформация, механические повреждения |
Технический осмотр |
Не допускаются |
Замена |
|
Деформация от смятия шлицов, задиры |
Технический осмотр |
Не допускаются |
Запиловка заподлицо с основной поверхностью |
|
|
23. То же |
Выкрашивание, срывы резьбы |
Технический осмотр |
Не допускаются |
Замена |
|
24. Уплотняющее кольцо 10, рис. 25 |
Остаточная деформация, повреждения |
Технический осмотр |
Реконструкция уплотнения с переходом на уплотняющие шайбы (рис. 51) |
Замена уплотняющих шайб при ремонтах независимо от их состояния |
|
25. Уплотняющая втулка 10, рис. 26 |
Остаточная деформация, повреждения |
Технический осмотр |
Не допускаются |
Замена |
|
Трещины |
Технический осмотр и контроль магнитопорошковым способом |
Не допускаются |
Замена |
|
|
27. Изоляционные колодки, прокладки |
Расслоение, надломы, деформация, старение |
Технический осмотр и измерительный контроль. Штангенциркуль ШЦ1-125-0,1 |
Не допускаются |
Замена |
|
Деформация |
Технический осмотр |
Не допускается |
Замена |
Приложение 7
ВЫПИСКА
ИЗ ТЕХНОЛОГИЧЕСКОЙ ИНСТРУКЦИИ АО «ЭЛЕКТРОСИЛА» № ОБС.902.011-Б «ИЗГОТОВЛЕНИЕ
КЛЕЯ ППК-209»
1. Назначение
1.1. Настоящая Инструкция содержит указания по изготовлению клея ППК-209, предназначенного для склеивания асботекстолитовой корпусной изоляции полюсов электрических машин, для цементации лобовых частей стержневой обмотки турбо- и гидрогенераторов, для склеивания деталей из пресс-материалов и для других целей.
1.2. Клей ППК-209 представляет собой термореактивную композицию холодного отверждения на основе эпоксидной смолы, состоящую из основы и отвердителя.
1.3. Клей ППК-209 имеет ограниченный срок хранения, приготовляется не ранее чем за 10 мин перед использованием.
2. Материалы
Для изготовления клея ППК-209 применяются следующие материалы:
2.1. Смола ЭИС-1 (ТУ 38-1091-76).
2.2. Олигоэфиракрилат ТГМ-3 (ТУ 6-16-2010-76).
2.3. Полиэтиленполиамины (ТУ 6-02-594-75).
3. Рецептура
3.1. Клей ППК-209 изготовляется по следующей рецептуре:
|
смола ЭИС-1 |
- 74,1 мас.ч.; |
|
олигоэфиракрилат ТГМ-3 |
- 18,5 мас.ч. |
|
Отвердитель: |
|
|
полиэтиленполиамин |
- 7,4 мас.ч. |
|
100,0 мас.ч. |
4. Процесс изготовления основы клея
4.1. Взвесить на технических весах рассчитанное количество смолы ЭИС-1.
4.2. В емкость со смолой ввести предварительно взвешенное количество олигоэфиракрилата ТГМ-3 и тщательно перемешать.
5. Процесс изготовления клея
5.1. Взвесить требуемое количество основы клея, добавить отвердитель согласно рецептуре. Тщательно перемешать до получения однородной массы.
5.2. Клей изготавливать и применять порциями, не превышающими 200 г.
6. Правила хранения
6.1. Годная к употреблению основа хранится в закрытой банке или бидоне. Отвердитель (полиэтиленполиамины) хранится в упаковке завода-изготовителя или в закрывающихся стеклянных емкостях.
6.2. Основа хранится в сухом прохладном месте не более 6 мес, отвердитель в тех же условиях хранится не более 2 лет со дня изготовления.
7. Указания по технике безопасности
При изготовлении клея следует пользоваться защитной спецодеждой, пастой «биологические перчатки» или пастой «ХИОТ-6».
Приложение 8
Замазка КЛСЕ-2 представляет собой термореактивную композицию холодного отверждения на основе пасты КЛСЕ, наполнителя и катализатора.
Замазка КЛСЕ-2 приготавливается не ранее чем за 15 мин до использования.
Изготавливать замазку при температуре 18 - 20 °С. При температуре выше 20 °С резко сокращается срок годности замазки.
Замазка КЛСЕ-2 используется для цементации узлов и деталей электрических машин.
1. Материалы
Для изготовления замазки КЛСЕ-2 используются следующие материалы:
Паста КЛСЕ (ТУ 38-103226-74).
Катализатор К-1 (ТУ 6-02-814-73).
Тальк (ГОСТ 21235-75).
2. Рецептура
Замазка КЛСЕ-2 изготавливается по следующей рецептуре:
|
- 41 мас.ч. |
|
|
Катализатор К-1 |
- 2 мас.ч. |
|
Тальк |
- 57 мас.ч. |
|
100 мас.ч. |
3. Процесс изготовления
3.1. Загрузить в емкость из алюминия, цинкованного железа или из белой жести требуемое количество пасты КЛСЕ, предварительно перемешанной.
3.2. Ввести в пасту катализатор К-1 и тщательно перемешать в течение 2 - 5 мин.
3.3. Добавить необходимое по рецептуре количество талька и тщательно перемешать до получения однородной массы.
4. Испытание замазки
4.1. Перед изготовлением большой порции замазки необходимо сделать контрольную пробу массой 0,5 кг для проверки жизнеспособности, времени отверждения и консистенции.
4.2. Жизнеспособность замазки при комнатной температуре не более 6 ч, время отверждения 24 ч.
4.3. Контрольную пробу замазки приготовить по п. 3 с 5 г катализатора К-1 на 100 г пасты КЛСЕ.
Если образец замазки теряет пластичность ранее чем через 1 ч, следует сделать новую пробу замазки (100 г пасты, 3,5 г катализатора К-1) и т.д. Если образец замазки не отверждается через 24 ч, то следует сделать новую пробу замазки (4 г катализатора на 100 г пасты) и т.д.
4.4. Для определения консистенции замазки, приготовленной по п. 3, ей придают форму шара диаметром 30 - 40 мм и помещают на вертикальную металлическую поверхность. Если в течение 5 мин образец замазки заметно не изменит своей формы, то консистенция замазки считается удовлетворительной. При неудовлетворительной консистенции разрешается количество талька увеличить на 10 % от указанного в рецептуре п. 2.
5. Правила хранения
5.1. Составные части замазки должны храниться в сухом прохладном помещении без доступа солнечных лучей.
5.2. Гарантийный срок хранения пасты КЛСЕ - 3 мес со дня изготовления, катализатора К-1 - 1 год, срок хранения талька не ограничен.
5.3. По истечении гарантийного срока хранения паста КЛСЕ может быть использована после проверки на жизнеспособность и время полного отверждения.
Для этого необходимо взять пробу пасты в количестве 0,5 кг. Перед отбором пробы пасту перемешивают.
Для проведения проверки в стаканчик из фарфора, стекла или металла диаметром 40 - 50 мм взять навеску пасты массой 50 г и ввести катализатор К-1 в количестве 3 г. Полученный компаунд тщательно перемешать и оставить на воздухе при комнатной температуре, периодически помешивая.
За жизнеспособность компаунда принимают время, в течение которого смесь теряет текучесть. Текучесть смеси проверяют визуально наклоном стаканчика после каждого перемешивания.
После определения жизнеспособности стаканчик с компаундом оставляют для определения времени полного отверждения.
Временем полного отверждения считается время, в течение которого компаунд в стаканчике превратится в резиноподобный материал. Компаунд КЛСЕ годен к употреблению, если жизнеспособность его не менее 40 мин, а время полного отверждения не более 24 ч.
6. Требования безопасности
При изготовлении замазки КЛСЕ-2 следует пользоваться защитной специальной одеждой, а также пастой «биологические перчатки» или «ХИОТ-6».
Приложение 9
О ПОВЫШЕНИИ НАДЕЖНОСТИ РАБОТЫ УЗЛА ТОКОПОДВОДА РОТОРОВ ТУРБОГЕНЕРАТОРОВ СЕРИЙ ТВ, ТВФ и ТВВ (выписка из п. 6.4 [6])
При анализе имевших место отказов в работе узла токоподвода роторов турбогенераторов серий ТВ, ТВФ и ТВВ, выполненного согласно рис. 47 и 48, были выявлены следующие конструктивные недостатки и дефекты деталей:
а) применение подверженной старению резиновой изоляции токоведущих болтов с образованием трещин и большой деформацией резины по кольцевой поверхности соприкосновения ее с уплотняющими шайбами (см. рис. 48);
б) использование уплотняющих элементов из сажесодержащей резины с недопустимо низкими электроизоляционными свойствами;
в) применение легкоплавкого алюминиевого сплава для изготовления малой гайки сальникового устройства (см. рис. 47);
г) несоосность отверстий в вале ротора и стержнях токоподвода, вызывающая эксцентричное положение токоведущих болтов в гнездах ротора;
д) деформация резьбовых отверстий в стержнях токоподвода, приобретающих форму овала или скругленного многоугольника, что приводит к ослаблению крепления и люфтам токоведущих болтов, перекосу их в гнездах ротора, нарушению контактных соединений и уплотнения;
е) неровность опорной поверхности токоведущих болтов из-за повреждения их шлицев при сборке, приводящая к ухудшению контакта болта с гибким выводом и КК.

Рис. 47. Узел токоподвода ротора с крестообразной уплотняющей втулкой:
1 - колодка; 2 - малая гайка; 3 - уплотняющая втулка

Рис. 48. Узел токоподвода ротора с деформированным уплотнительным кольцом
Кроме того, в заводской и ремонтной документации отсутствуют указания по сборке узла:
центровке токоведущих болтов в гнездах вала ротора;
допустимому смещению плоскостей опорных поверхностей уплотнения токоведущих болтов - буртика вала и уплотнительной шайбы;
значениям моментов затяжки резьбовых соединений токоведущих болтов и контактных винтов;
способу определения и значению натяга между верхней изоляционной коробкой и контактным винтом для предотвращения деформаций последнего от центробежных сил.
В то же время на ряде электростанций успешно эксплуатируются турбогенераторы с конструкцией токоведущих болтов, рекомендованной для внедрения АО «ЦКБ Энергоремонт» в 1972 г.
Для повышения надежности работы роторов турбогенераторов серий ТВ, ТВФ и ТВВ, узлы токоподвода которых выполнены согласно рис. 47 и 48, предлагается при очередных капитальных ремонтах произвести осмотр узлов токоподвода и при выявлении указанных выше дефектов выполнить следующее:
а) произвести модернизацию больших и малых болтов и их уплотнений с установкой на болты стеклотекстолитовой изоляции и изменением конструкции уплотнения болтов (рис. 49 - 52). Технология изготовления стеклотекстолитовой изоляции указана в разд. 4.8. Допускается применение токоведущих болтов с резиновой изоляцией и серебряным покрытием, восстановленными предприятием «Уралэнергоремонт» по своей технологии. Рекомендуется произвести проверку резервных болтов (не бывших в употреблении) и их уплотнений.
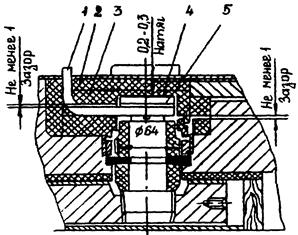
Рис. 49. Реконструированный узел токоподвода:
1 - гибкий вывод; 2 - прокладка; 3 - изолирующая коробка; 4 - прокладка; 5 - контактный винт
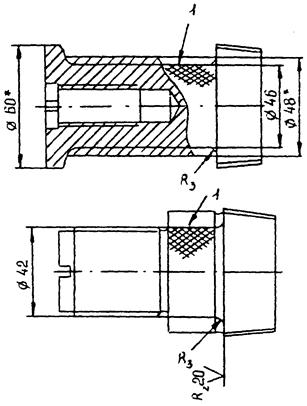
Рис. 50. Эскизы доработки токоведущих болтов:
1 - рифление сетчатое 1,0 (ГОСТ 21474-75);
* - размеры для справок

Рис. 51. Уплотняющая шайба:
Материал шайбы
- пластина, тип 1 (формовая) из белой резины марки 7889 (ТУ 38-105116-81).
Поставляется заводами резинотехнических изделий в виде пластин размером 250´250 мм или 500´500
мм различной толщины
* - размер выполняется на 4 мм меньше диаметра канавки;
** - размер выполняется на 2,5 мм меньше диаметра уплотняемого отверстия в валу ротора.

Рис. 52. Эскизы доработки изоляции токоведущих болтов:
* - размер уточняется по месту после контрольной установки
токоведушего болта;
** - выполнить дообработку колодки для прохода изолированного болта
Действие настоящего пункта не распространяется на турбогенераторы ТВВ-160-2, ТВВ-200-2, ТВВ-320-2 с диаметром контактных колец 320 мм и турбогенераторы ТВВ-500-2 и ТВВ-800-2, поскольку в конструкции их токоведущих болтов нет резиновой изоляции, а в генераторах ТВВ-500-2 болты, кроме того, имеют другие размеры;
б) проверить соосность отверстий под токоведущие болты в стержнях токоподвода и вале ротора. Допуск соосности устанавливается по диаметрам токоведущих болтов и гнезд вала ротора и не должен превышать половины разности диаметров. Допускается дополнительная проточка изоляции токоведущих болтов до 1 мм на сторону;
в) при дефектах резьбовых отверстий под токоведущие болты в стержнях токоподводов произвести их ремонт в соответствии с рис. 53, расточив отверстия до удаления дефектов. Контроль качества пайки - визуальный (ГОСТ 24715-81);

Рис. 53. Эскиз стержня токоподвода с втулкой:
1 - стержень
токоподвода; 2 - втулка;
d2 = d1 -
0,15; D1 = d1
+ 3; D2 = D1
- 0,15.
Материал втулки - медь Ml (ГОСТ 859-78)
г) проконтролировать пригодность демонтируемых токоведущих болтов и контактных винтов для дальнейшей эксплуатации. При этом не допускаются: изгиб токоведущих болтов и контактных винтов, трещины от деформации кручения на стержне винтов, выступы от деформации смятия шлицов, забоины, задиры, надломы, выкрашивания и срывы резьбы, коррозионные выязвления рабочей части резьбы на длине более одного витка, электроэрозия и износ серебряного покрытия на площади, превышающей 10 % контактной поверхности (устанавливается визуально).
При восстановлении забоины и выступы должны быть запилены заподлицо с контактной поверхностью.
Болты с изношенным серебряным покрытием должны быть заменены новыми или восстановленными согласно п. а. Для восстановления серебряного покрытия может быть использована технология, изложенная в разд. 4.9.
Допускается неровность контактной поверхности головки токоведущих болтов (допуск плоскостности) 0,05 мм. Неперпендикулярность осей головки контактных винтов и резьбовой части не должна превышать 0,5 мм (по диаметру головки);
д) заменить уплотняющие шайбы токоведущих болтов независимо от их технического состояния, если болты отворачиваются для контроля и ремонта;
е) обеспечить при сборке токоподводов натяг 0,1 - 0,3 мм между головкой контактного винта и изолирующей коробкой, исключающий деформацию контактных винтов и токоведущих болтов от действия центробежных сил. При необходимости на головку контактных винтов устанавливать стеклотекстолитовые прокладки;
ж) для предохранения узла токоподвода от попадания щеточной пыли и других проводящих частиц зазоры между деталями токоподвода заполнить герметиками на основе замазки КЛСЕ-2 (см. приложение 8) или силиконовых резин;
з) применять для заворачивания токоведущих болтов, контактных винтов и гаек уплотнения специализированный инструмент, обеспечивающий необходимые моменты затяжки и исключающий их деформацию (см. разд. 4.12).
Список использованной литературы
1. Лившиц П.С. Справочник по щеткам электрических машин. - М.: Энергоатомиздат, 1983.
2. Лившиц П.С. Скользящий контакт электрических машин. - М.: Энергия, 1974.
3. Азбукин Ю.И., Аврух В.Ю. Модернизация турбогенераторов. - М.: Энергия, 1978.
4. Правила технической эксплуатации электрических станций и сетей Российской Федерации: РД 34.20.501-95. - М.: СПО ОРГРЭС, 1996.
5. Сборник директивных материалов Главтехуправления Минэнерго СССР (электротехническая часть). - М.: Энергоатомиздат, 1985.
6. Сборник руководящих материалов Главтехуправления Минэнерго СССР. Электротехническая часть. Ч. 2. - М.: СПО ОРГРЭС, 1992.
7. Типовая инструкция по эксплуатации генераторов на электростанциях: РД 34.45.501-88. - М.: СПО Союзтехэнерго, 1989.
8. Типовая инструкция по эксплуатации узла контактных колец и щеточного аппарата турбогенераторов мощностью 165 МВт и выше: ТИ 34-70-024-84. - М.: СПО Союзтехэнерго, 1984.
9. Инструкция по эксплуатации узла контактных колец и щеточного аппарата турбогенераторов мощностью 165 - 300 МВт. - М.: САБВГ ОРГРЭС, 1974.
10. Объем и нормы испытаний электрооборудования: РД 34.45-51.300-97. - М.: ЭНАС. 1998.
11. ГОСТ 10-88. Нутромеры микрометрические. Технические условия.
12. ГОСТ 12.4.013-97. ССБТ. Очки защитные. Общие технические условия.
13. ГОСТ 577-68. Индикаторы часового типа с ценой деления 0,01 мм. Технические условия.
14. ГОСТ 618-73. Фольга алюминиевая для технических целей. Технические условия.
15. ГОСТ 645-89. Бумага кабельная для изоляции на напряжение от 110 до 500 кВ. Технические условия.
16. ГОСТ 859-78. Медь. Марки.
17. ГОСТ 901-87. Лаки бакелитовые. Технические условия.
18. ГОСТ 1012-72. Бензины авиационные. Технические условия.
19. ГОСТ 1173-93. Ленты медные. Технические условия.
20. ГОСТ 1277-75. Серебро азотнокислое. Технические условия.
21. ГОСТ 1535-91. Прутки медные. Технические условия.
22. ГОСТ 1931-80. Бумага электроизоляционная намоточная. Технические условия.
23. ГОСТ 2424-83. Круги шлифовальные. Технические условия.
24. ГОСТ 2824-86. Картон электроизоляционный. Технические условия.
25. ГОСТ 2850-95. Картон асбестовый. Технические условия.
26. ГОСТ 3441-88. Бумага электроизоляционная. Технические условия.
27. ГОСТ 3647-80. Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля.
28. ГОСТ 4139-75. Калий роданистый. Технические условия.
29. ГОСТ 4207-75. Калий железистосинеродистый 3-водный. Технические условия.
30. ГОСТ 4268-75. Микалента. Технические условия.
31. ГОСТ 4381-87. Микрометры рычажные. Общие технические условия.
32. ГОСТ 4514-78. Ленты для электропромышленности. Технические условия.
33. ГОСТ 5009-82. Шкурка шлифовальная тканевая. Технические условия.
34. ГОСТ 5100-85. Сода кальционированная техническая. Технические условия.
35. ГОСТ 5916-70. Гайки шестигранные низкие класса точности В. Конструкция и размеры.
36. ГОСТ 5937-81. Ленты электроизоляционные из стеклянных крученых комплексных нитей.
37. ГОСТ 6102-94. Ткани асбестовые. Общие технические требования.
38. ГОСТ 6111-52. Резьба коническая дюймовая с углом профиля 60°.
39. ГОСТ 6122-75. Миканит формовочный. Технические условия.
40. ГОСТ 6402-70. Шайбы пружинные. Технические условия.
41. ГОСТ 6456-82. Шкурка шлифовальная бумажная. Технические условия.
42. ГОСТ 6836-80. Серебро и серебряные сплавы. Марки.
43. ГОСТ 6988-73. Дициандиамид технический. Технические условия.
44. ГОСТ 7798-70. Болты с шестигранной головкой класса точности В. Конструкция и размеры,
45. ГОСТ 8026-92. Линейки поверочные. Технические условия.
46. ГОСТ 9151-75. Эмали марок ГФ-92. Технические условия.
47. ГОСТ 9736-68. Приборы электрические прямого преобразования для измерения неэлектрических величин. Общие технические требования и методы испытаний.
48. ГОСТ 10292-74. Стеклотекстолит конструкционный. Технические условия.
49. ГОСТ 10587-93. Смолы эпоксидно-диановые неотвержденные. Технические условия.
50. ГОСТ 11371-78. Шайбы. Технические условия.
51. ГОСТ 12172-74. Клеи фенолополивинилацетальные. Технические условия.
52. ГОСТ 12232-89. Щетки электрических машин. Размеры и методы определения переходного электрического сопротивления между щеткой и токоведущим проводом и определения усилия вырывания токоведущего провода.
53. ГОСТ 12652-74. Стеклотекстолит электротехнический листовой. Технические условия.
54. ГОСТ 13078-81. Стекло натриевое жидкое. Технические условия.
55. ГОСТ 13830-91. Соль поваренная пищевая. Общие технические условия.
56. ГОСТ 14256-78. Ленты асбестовые электро- и теплоизоляционные. Технические условия.
57. ГОСТ 14710-78. Толуол нефтяной. Технические условия.
58. ГОСТ 16523-89. Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия.
59. ГОСТ 17299-78. Спирт этиловый технический. Технические условия.
60. ГОСТ 19044-80. Пластины режущие сменные многогранные твердосплавные трехгранной формы с отверстием. Конструкция и размеры.
61. ГОСТ 19202-80. Инструмент абразивный. Измерение твердости методом вдавливания шарика.
62. ГОСТ 19738-74. Припои серебряные. Марки.
63. ГОСТ 19904-90. Прокат листовой холоднокатаный. Сортамент.
64. ГОСТ 21235-75. Тальк и талькомагнезит молотые. Технические условия.
65. ГОСТ 21474-75. Рифления прямые и сетчатые. Форма и основные размеры.
66. ГОСТ 23779-95. Бумага асбестовая. Технические условия.
67. ГОСТ 24222-80. Пленка и лента из фторопласта-4. Технические условия.
68. ГОСТ 24715-81. Соединения паяные. Методы контроля качества.
69. ГОСТ 29231-91. Шнуры. Технические условия.
СОДЕРЖАНИЕ