|
СОГЛАСОВАНО |
|
УТВЕРЖДАЮ |
|
|
|
|
|
Заместитель Руководителя Московского МТУ Ростехнадзора |
|
Первый зам. генерального директора |
|
|
|
ОАО «ВНИИнефтемаш» |
|
_______________ В.И. Косолапов |
|
_______________ В.А. Емелькина |
|
«____» _________ 2008 г. |
|
«____» ____________ 2008 г. |
РЕЗЕРВУАРЫ ШАРОВЫЕ
ДЛЯ СЖИЖЕННЫХ УГЛЕВОДОРОДНЫХ
ГАЗОВ
Технические условия
ТУ
3615-132-00220302-2008
(Вводятся впервые)
Срок действия с 01.03.2008 г.
СОГЛАСОВАНО
ООО «ОМЗ НЕФТЕГАЗОВЫЕ ПРОЕКТЫ
(ИЖОРСКИЕ ЗАВОДЫ)»
Технический директор
Голонкин В.В. __________
2008
Содержание
Настоящие технические условия распространяются на шаровые резервуары для хранения сжиженных углеводородных газов пропана и бутана технического или широкой фракции легких углеводородов при температуре стенок от минус 60 °С до плюс 50 °С, устанавливаемые на предприятиях нефтеперерабатывающей, нефтехимической, газовой промышленности, на газонаполнительных базах-станциях.
Установка шаровых резервуаров может поставляться компоновками из одного, двух и более шаровых корпусов.
Резервуары шаровые могут эксплуатироваться в условиях макроклиматических районов с умеренным и холодным климатом. Климатическое исполнения «УХЛ» и «ХЛ», категория изделий 1 по ГОСТ 15150.
Сейсмичность районов эксплуатации, в которых могут быть установлены резервуары соответствующего исполнения, должна определяться по СНиП II-7.
При заказе должна быть оговорена абсолютная минимальная температура окружающего воздуха, учитываемая при выборе материалов для шаровых корпусов и его частей.
Пример записи изделий при заказе:
|
Резервуар Ш1-600-16-6 Т-50 |
|
|
Резервуар Ш2-2000-10-8 Т-40 |
|
|
где Ш - наименование формы (шаровой) |
|
|
1; 2; 3 - количество в компоновке |
|
|
600; 2000 - условный объем шарового корпуса, м3 |
|
|
16; 10 рабочее давление, кгс/см2 |
|
|
6; 8 - сейсмичность района эксплуатации в баллах |
|
|
Т-40; Т-50 - абсолютная минимальная температура воздуха района эксплуатации минус 40 °С; минус 50 °С. |
|
1 Технические требования
1.1 Основные параметры и характеристики
Резервуары должны соответствовать требованиям настоящих технических условий, ГОСТ Р 52630-2006, ПБ 03-576, ПБ 03-584 и комплекта документации согласно спецификации на конкретный резервуар.
Расчеты на прочность корпусов резервуаров должны выполняться согласно требованиям действующих нормативно-технических документов.
При сейсмичности района эксплуатации свыше 7 баллов должны быть выполнены соответствующие расчеты на прочность.
Основные параметры и размеры должны соответствовать данным, указанным в таблице 1.
Таблица 1
|
Наименование |
Объем, м3 |
Давление рабочее, МПа |
Диаметр внутренний, мм |
Температура стенки шарового корпуса, °С |
Сейсмичность по СНиП II-7, баллов, не более |
|
|
Условный |
Геометрический |
|||||
|
Резервуары |
600 |
606 |
Свыше 0,07 |
10500 |
От минус 60 до плюс 50 |
7 |
|
2000 |
2351 |
Свыше 0,07 |
16000 |
|||
1.2 Требования к материалам
1.2.1 При выборе материалов для резервуаров должна учитываться температура воздуха района эксплуатации:
- для шарового корпуса и его частей - абсолютная минимальная температура;
- для опор и связей - средняя температура наиболее холодных суток с обеспеченностью 0,92;
- для металлоконструкций (лестницы шахтная, внутренняя, площадка обслуживания, мост переходной и др.) - средняя температура наиболее холодной пятидневки с обеспеченностью 0,92.
Выбор температур производить по СНиП 23-01.
1.2.2 Основные детали и сборочные единицы резервуаров должны изготовляться из материалов, указанных в таблице 2.
|
Наименование сборочных единиц и деталей |
Исполнение по материалам |
||||
|
1 |
2 |
||||
|
Минимальная температура стенки, °С |
|||||
|
минус 40 |
минус 60 |
||||
|
Марка стали, номер стандарта |
|||||
|
Лепестки и днища шарового корпуса, усиливающие кольца, обечайки люков, заглушки |
09Г2С-6 |
09Г2С-7,8 |
|||
|
Фланцы |
люка |
09Г2С ТУ 302.02.122-91 |
09Г2С, 10Г2 ТУ 302.02.122-91 |
||
|
штуцеров |
|||||
|
Патрубки |
штуцеров |
10Г2 09Г2С |
|||
|
Опора трубная |
Сталь 20 гр. В |
09Г2С |
|||
|
Связи |
Сталь 20 09Г2С |
10Г2 09Г2С |
|||
|
Крепеж |
люка |
Шпильки |
35Х |
20ХН3А |
|
|
Гайки |
40Х |
||||
|
штуцеров |
Шпильки |
35 |
|||
|
Гайки |
20 25 |
10Г2 |
|||
|
Прокладки |
Спирально-навитые по типу СНП Б-3 по ОСТ 26.260.454 |
||||
|
Примечания 1 Допускается замена спирально-навитых прокладок на асбоалюминиевые прокладки по ГОСТ 28759.7 для люка, по ОСТ 26.260.463 для штуцеров, и, в технически обоснованных случаях, на прокладки из паронита по ГОСТ 481: для штуцеров по ГОСТ 15180 и для люка по ГОСТ 28759.6. 2 Допускается применять сталь 20 ГОСТ 1050 до температуры минус 40 °С для патрубков , из труб с толщиной стенки не более 12 мм и фланцев штуцеров с толщиной в месте сварки не более 12 мм. |
|||||
1.2.3 Допускается изготовление элементов резервуаров из других материалов, отобранных к применению по ГОСТ Р 52630-2006, ПБ 03-576, а также материалов по другим стандартам и техническим условиям по разрешению Федеральной службы по экологическому, технологическому и атомному надзору при условии, что качество и свойства материалов будут не ниже установленных стандартов и техническими условиями, и наличии положительного заключения специализированной организации по аппаратостроению, металловедению, сварке.
1.2.4 Поковки должны изготовляться в соответствии с требованиями, указанными в чертежах и ГОСТ 8479 группа IV КП 215; КП 245, ТУ 302.02.122-91 группа 2 КП 215; КП 245.
1.3 Требования надежности
1.3.1 Установленный срок службы, лет - 20.
1.3.2 Группа изделий 1 по ГОСТ Р 52630-2006
1.3.3 Количество циклов нагружения не более 1000 за весь срок эксплуатации. При количестве циклов нагружения более 1000 прочность резервуара должна подтверждаться расчетом на малоцикловую нагрузку.
1.4 Требования к конструированию и изготовлению
1.4.1 Изготовление шаровых резервуаров должно производиться по конструкторской и технологической документации предприятия-изготовителя.
1.4.2 Предприятие-изготовитель должно изготавливать отдельные части компоновок резервуаров с учетом следующих условий:
- элементы шарового корпуса (лепестки крышки или сегменты крышек со сферической поверхностью) должны обеспечивать, в пределах установленных допусков, проектную геометрию корпуса при монтаже;
- опоры должны поставляться в собранном виде. Опоры на предприятии-изготовителе могут изготовляться из двух частей при условии контроля сварного соединения ультразвуковым или радиографическим методом в объеме 100 %;
- штуцера, патрубки, люки, устанавливаемые на шаровом корпусе, должны изготавливаться предприятием-изготовителем собранными и сваренными.
Изготовление листовых заготовок со сферическими поверхностями может производиться следующими методами в соответствии с технологией предприятия-изготовителя :
- штамповкой;
- фланжированием;
- вальцовкой.
Допускается изготовление шаровых корпусов из двух полусфер, при этом расположение кольцевого шва определяется технической документацией.
1.4.3 Шаровые корпуса с толщиной стенки не более 30 мм, изготовленные из материалов и на рабочие температуры согласно таблице 2, не подлежат термообработке.
1.4.4 Допуски на размеры при изготовлении элементов корпуса резервуара должны обеспечивать сферическую форму шарового корпуса после сборки и сварки в пределах отклонений, указанных в таблице 3.
Таблица 3
|
Наименование видов отклонений размеров |
Применяемый для контроля мерительный инструмент |
Предельные Отклонения |
|
Совместный пологий увод кромок и кривизна поверхности (рис. 1; 2; 3) |
Шаблон длиной не менее 1750 мм для резервуара объемом 600 м3, 2750 мм для объема 2000 м3. Щуп клиновой |
f ≤ 8 мм для шарового корпуса |
|
Местные деформации в виде выступов или впадин (рис. 4) |
не более 4 мм для любой толщины, при этом суммарные деформации не должны превышать 10 мм |
|
|
Увод кромок непосредственно у сварных швов |
Шаблон длиной не менее 1750 мм для резервуара объемом 600 м3, 2750 мм для объема 2000 м3. |
не более 5 мм для любых толщин |
|
Волнистость |
до 10 % от толщины металла лепестка, |
|
|
Длина окружности шара, измеренная по экватору и полюсам, не должна быть больше или меньше номинала на сумму полей допусков на зазоры по экватору |
Рулетка измерительная 3 класса точности по ГОСТ 7502 |
Обеспечивается технологией изготовления элементов корпуса и монтажа в пределах, указанных в рабочих чертежах |
|
Овальность в экваториальном сечении шарового резервуара |
Не более 0,5 % от диаметра. Обеспечивается технологией изготовления элемента корпуса и монтажа в пределах допусков, указанных в рабочих чертежах |
|
|
Смещение кромок элементов корпуса |
Универсальный шаблон сварщика |
До 10 % от толщины металла лепестка, но не более 3 мм |
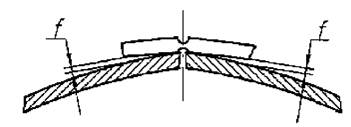
Рисунок 1
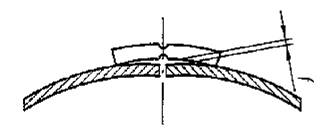
Рисунок 2
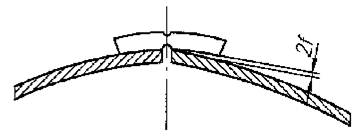
Рисунок 3
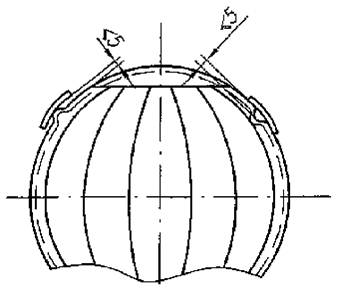
Рисунок 4
1.4.5 Сварка должна производиться в полном соответствии с требованиями конструкторской документации и ОСТ 26.260.3 по аттестованной технологии согласно требованиям РД 03-615. К сварке допускаются сварщики, аттестованные по ПБ-03-273.
1.4.6 Качество сварных соединений проверяется визуальным и измерительным контролем, механическими испытаниями, ультразвуковой дефектоскопией или радиографическим контролем, гидравлическими испытаниями. Объем контроля сварных соединений должен соответствовать объему для изделий группы 1 ГОСТ Р 52630-2006.
1.5 Комплектность
1.5.1 Комплектность поставки резервуаров определяется документацией на изготовление и поставку.
1.5.2 В объем поставки изделия входит:
- сборочные единицы оболочки шарового корпуса;
- штуцера, элементы опорных конструкций;
- ответные фланцы, заглушки в комплекте с рабочими прокладками и крепежными деталями для всех фланцевых соединений;
- контрольные пластины с кромками, обработанными под сварку аналогично кромкам элементов монтажных соединений шаровых корпусов, для проведения механических испытаний и металлографических исследований сварных швов, выполненных при монтаже корпуса;
- комплект запасных прокладок (согласно договору или контракту); Предприятием-изготовителем резервуаров не поставляются:
- лакокрасочные материалы для окраски корпуса резервуара и металлоконструкций после монтажа; теплоизоляция.
1.5.3 В комплект технической документации, отправляемой заказчику, должны входить:
|
- паспорт, выполненный в соответствии с ПБ 03-576-03 |
1 экз. |
|
- сборочные чертежи |
1* экз. |
|
- расчет на прочность |
1* экз. |
|
- инструкция по монтажу и эксплуатации |
1* экз. |
Примечания
1 При поставке одному заказчику партии однотипных резервуаров технические документы, за исключением паспорта сосуда, должны отправляться в 3-х экз. на весь объем поставки.
2 * Данные документы прикладываются к паспорту.
1.5.4 Паспорт сосуда должен быть оформлен и подписан на предприятии-изготовителе. При этом организации, привлеченные для монтажа (сборка, сварка) и испытаний, передают предприятию-изготовителю исполнительную документацию в объеме требований ПБ 03-576.
Завод-изготовитель проводит контроль документов на соответствие их требованиям ПБ 03-576 и дооформляет паспорт.
Паспорт предприятие-изготовитель передает заказчику шарового резервуара.
1.5.5 В случае изготовления только отдельных элементов резервуара, работающего под давлением, завод-изготовитель должен оформить удостоверение о качестве изготовленных элементов. Удостоверение должно быть выполнено в соответствии ПБ 03-576. Объем поставки оговаривается договором.
1.5.6 Комплект товаросопроводительной документации должен содержать комплект упаковочных листов.
1.6 Маркировка
1.6.1 На каждый лист, представляющий собой часть элемента шарового корпуса (лепестка, крышки), должны быть нанесены ударным способом: марки стали, номера плавки, номер проката. Место нанесения маркировки должно быть расположено в углу каждого элемента на расстоянии 300 мм от кромок на выпуклой поверхности и обведено в рамку краской.
1.6.2 Каждый элемент шарового корпуса должен иметь следующую маркировку:
- заводской номер изделия;
- порядковый номер сборочной единицы;
- риски, необходимые для сборки при монтаже корпуса.
Прочие сборочные единицы и детали должны иметь маркировку согласно чертежам.
1.6.3 Каждый шаровой корпус должен снабжаться табличкой в соответствии с ГОСТ 12971, содержащей следующие данные:
- наименование или товарный знак предприятия-изготовителя;
- наименование или обозначения аппарата;
- порядковый номер аппарата по системе нумерации предприятия-изготовителя;
- расчетное давление, МПа;
- рабочее избыточное давление, МПа;
- пробное давление, МПа;
- допускаемая максимальная рабочая температура стенки, °С;
- масса аппарата, кг;
- дата изготовления;
- клеймо ОТК предприятия-изготовителя.
Место установки таблички должно быть указано на сборочном чертеже шарового корпуса.
1.6.4 Паспортные данные, указанные на табличке, должны быть нанесены на цилиндрической обечайке нижнего люка ударным способом.
Место нанесения должно быть обведено в рамку яркой краской и покрыть бесцветным лаком.
1.6.5 Транспортная маркировка должна быть произведена в соответствии с требованиями ГОСТ 14192 и документации на упаковку и содержать основные, дополнительные информационные надписи и следующие манипуляционные знаки: на каждом грузовом месте знак № 9-место строповки и, если высота груза превышает 1 м, № 12-центр масс.
1.6.6 Транспортная маркировка должна быть нанесена краской непосредственно на груз или ящик по трафарету.
1.7 Окраска, консервация, упаковка
1.7.1 Для предохранения от атмосферного воздействия на период транспортирования и хранения наружная и внутренняя поверхности и торцы по контуру у лепестков и крышек, а также поверхности усиливающих колец и штуцеров должны быть окрашены лаком ГФ-95 ГОСТ 8018 с 20 % содержанием алюминиевой пудры ГОСТ 5494 VI.У1 или VI.XЛ1 ГОСТ 9.032, не требующего удаления его на монтаже перед сваркой. Металлоконструкция должна быть окрашена эмалью ПФ-115 черной ГОСТ 6465 VI.У1 или VI.XЛ1 ГОСТ 9.032. Допускается применение других марок лакокрасочных покрытий, не ухудшающих свойств изделия в целом и отдельных его составляющих частей.
1.7.2 Опорные диски, соприкасающиеся с бетоном, а также все механически обработанные и неокрашенные поверхности сборочных единиц, и крепежные детали должны быть законсервированы в соответствии с ГОСТ 9.014 для группы изделий I-3. Вариант временной противокоррозионной защиты ВЗ-4.
Консервация должна обеспечивать их защиту от коррозии при транспортировании и хранении в течение 2-х лет со дня отгрузки с предприятия-изготовителя.
1.7.3 После монтажа и гидроиспытания резервуары должны быть окрашены в соответствии с указаниями организации, проектирующей производство заказчика, или по усмотрению самого заказчика. Покрытие выполняется силами и средствами заказчика.
1.7.4 Резервуары отгружаются отдельными блоками. Сборочные элементы оболочки корпуса упаковываются в пакеты и укладываются в специальные ложементы, обеспечивающие сохранность формы при транспортировании.
1.7.5 Штуцера, патрубки, ответные фланцы, прокладки, крепежные детали отгружаются россыпью.
1.7.6 Концы труб сборочных единиц, отгружаемых без упаковки, должны быть заглушены деревянными пробками.
1.7.7 Требования к упаковке должны соответствовать ГОСТ Р 52630-2006, ПБ 03-584.
Упаковка должна обеспечивать защиту поставляемого оборудования от механических повреждений во время транспортирования и хранения.
1.7.8 Конструкция упаковки должны обеспечивать возможность применения механизированных способов ведения погрузочно-разгрузочных работ.
1.7.9 Техническая и товаросопроводительная документация должна быть упакована в соответствии с ГОСТ Р 52630-2006, ПБ 03-584.
Упаковочные листы, обернутые в водонепроницаемую двухслойную бумагу по ГОСТ 8828, должны быть вложены в твердый карман, расположенный на каждом грузовом месте. Вторые экземпляры упаковочных листов или комплектовочной ведомости вместе с технической документацией упаковываются в грузовое место № 1.
Допускается по согласованию с заказчиком отправка технической документации (кроме паспорта) почтой в течение двух недель после отгрузки сборочных единиц и деталей.
1.7.10 Для связок и грузовых мест без упаковки упаковочный лист должен вкладываться в металлический карман-трубку, который закрывается деревянной заглушкой. Трубка должна прикрепляться к связке проволокой.
1.7.11 При отгрузке в один адрес нескольких изделий в каждое грузовое место должны быть упакованы сборочные единицы и детали только данного номера заказа.
2 Требования безопасности и охрана окружающей среды
2.1 Резервуары должны отвечать требованиям безопасности ГОСТ 12.2.003, а резервуары, предназначенные для хранения сжиженных углеводородных газов, также отвечать требованиям ПБ 09-566.
2.2 Конструктивное исполнение резервуаров должно быть подтверждено прочностными расчетами и испытаниями, проводимыми на предприятии-изготовителе и при их доизготовлении на месте монтажа.
2.3 Резервуары должны быть заземлены в соответствии с требованиями «Правил защиты от статического электричества в химической нефтехимической и нефтеперерабатывающей промышленности» и ГОСТ 21130.
2.4 Строповку поставочных блоков следует производить в соответствии со схемами, указанными в конструкторской документации и «Проекте производства работ», выполняемых на монтаже.
2.5 Перед пуском в эксплуатацию на резервуары должны быть установлены необходимые контрольно-измерительные приборы, предохранительные устройства, запорная арматура и указатели уровня жидкости для резервуаров.
2.6 Освещение резервуаров должно осуществляться пылеводонепроницаемыми светильниками, обеспечивающими освещенность не ниже 5-ти люкс около технологической арматуры и не ниже 3-х люкс в остальных местах. Светильники должны быть занулены путем подсоединения их к нулевому проводу сети отдельными ответвлениями.
2.7 Пульт управления работой резервуаров должен быть оборудован световой или звуковой сигнализацией, реагирующей на превышение давления в сосуде.
2.8 Для обеспечения пожарной безопасности опорные стойки шаровых резервуаров должны иметь огнезащиту, обеспечивающую устойчивость их не менее 8-ми часов. Конструкцию защиты определяет организация, проектирующая производство заказчика.
2.9 Резервуары должны быть окрашены в светлые тона (серебристый, светло-серый), уменьшающие нагрев корпуса от солнечных лучей.
2.10 Безопасность и удобство обслуживания резервуаров должно обеспечиваться выполнением следующих требований:
- ширина лестниц обслуживания должна быть не менее 0,7 м, а угол наклона может быть 45°, но не более 60°.
- ограждения лестниц и площадок обслуживания должны иметь перила высотой не менее 1 м со средним прутком на высоте 0,4 - 0,6 м и отбортовку по краю площадок высотой не менее 0,1 м;
- при работе в зимнее время ступеньки и перила лестниц, мосты переходные и площадки обслуживания должны быть очищены от снега и льда;
- осмотр и ремонтные работы внутренней поверхности шарового корпуса, расположенного выше 1,3 м от нижней точки, разрешается производить только с внутренней поворотной лестницы, условия эксплуатации которой должны быть согласованы потребителем с местными органами охраны труда и техники безопасности;
- ремонтные работы должны производиться на опорожненных шаровых резервуарах, подготовленных к ремонту согласно инструкции предприятия, эксплуатирующего оборудование.
2.11 Концентрация вредных веществ в зоне обслуживания резервуаров не должна превышать указанных в ГОСТ 12.1.005.
2.12 Резервуары не являются источниками шума и вибрации в зоне обслуживания.
3 Правила приемки
3.1 Каждый поставочный блок резервуара должен быть принят отделом технического контроля (ОТК) предприятия-изготовителя и проверен в соответствии с требованиями настоящих технических условий и комплекта конструкторской документации.
Служба ОТК предприятия-изготовителя должна осуществлять систематический контроль качества выполнения работ, который заключается в организации и проведении в соответствии с ГОСТ 24297 входного контроля материалов и комплектующих изделий и операционного контроля в процессе изготовления резервуара. Входной и операционный контроль проводят по инструкциям и технической документации предприятия-изготовителя.
3.2 Качество выполнения монтажных работ проверяется шеф-инженером за-вода-изготовителя, а техническая документация на монтажные работы должна быть принята ОТК завода-изготовителя.
3.3 Приемка резервуара осуществляется по «Программе и методике испытаний»
3.4 Результаты приемо-сдаточных испытаний в объеме требований ПБ 03-576 должны быть отражены в паспорте на резервуар.
4 Методы контроля
Методы и объем приемо-сдаточные испытаний должны соответствовать «Программе и методике испытаний», разработанной предприятием-изготовителем.
5 Транспортирование и хранение
5.1 Транспортирование, а также погрузочно-разгрузочные работы должны производиться в соответствии с требованиями ГОСТ 22235, «Правил перевозки грузов», и «Инструкции по перевозке грузов негабаритных и погруженных на транспортеры по железным дорогам СССР колея 1524 мм» ЦД-2530, действующими на железнодорожном транспорте.
Грузовые места должны транспортироваться на открытых железнодорожных платформах.
Условия транспортирования - 8 *(ОЖ3) по ГОСТ 15150.
В части воздействия механических факторов - С по ГОСТ 23170.
5.2 Погрузочно-разгрузочные работы должны производиться без резких толчков и ударов и обеспечивать сохранность поставочного блока и упаковки.
5.3 Условия хранения ложементов с лепестками, поставочных блоков и ящиков у заказчиков должны обеспечивать их сохранность от механических повреждений и коррозии.
Условия хранения 8 по ГОСТ 15150.
Ответственность за хранение полученного оборудования несет заказчик.
5.4 При хранении изделия у заказчика в течение более 2-х лет со дня отгрузки с предприятия-изготовителя, защитные покрытия должны быть восстановлены силами и средствами заказчика согласно указаниям в чертежах. Проверку состояния защитных покрытий поверхностей производить не реже одного раза в шесть месяцев.
6 Указание по эксплуатации
6.1 Монтаж (сборка и сварка) и испытание шаровых корпусов на месте строительства должны производиться специализированными монтажными организациями по технологии и нормативно-технологической документации, разработанной и утвержденной в установленном порядке с учетом требований ГОСТ 24444, с выполнением требований ПБ 03-576, ПБ 03-584 и ГОСТ Р 52630-2006.
При выполнении данных работ завод-изготовитель осуществляет шеф-монтаж.
Марка бетонной смеси для подливки под опорные кольца опорных стоек резервуаров принимается не ниже марки бетона опорного фундамента.
Несущая способность основания внутри фундаментного кольца должна быть достаточной для установки манипулятора.
6.2 Допускаемое отклонение от вертикали опорных стоек смонтированных резервуаров объемами 600 м3, 2000 м3, (при высоте стоек до 15,0 м) 15 мм согласно СНиП III-18.
Допуски на установку анкерных болтов в плане:
- в радиальном направлении - ±5 мм;
- в окружном направлении - ±10 мм.
Допуск на расположение болтов по отношению друг к другу в плане:
- в радиальном направлении - ±5 мм;
- в кольцевом направлении - ±2 мм.
Квадратные шайбы на фундаментных болтах опоры после установки и выверки аппаратов на опорных стойках обварить по периметру.
До окончания затяжек гаек фундаментных болтов не проводить работы, которые могут вызвать смещение аппарата.
Установка площадок обслуживания производится после завершения сварочных работ на корпусах аппаратов, а также после проведения неразрушающего контроля сварных соединений.
6.3 Строповка отдельных элементов шарового корпуса и сборочных единиц металлоконструкций при монтаже должна производиться в соответствии с техдокументацией, разрабатываемой специализированной организацией.
6.4 Эксплуатация резервуаров должна производиться в соответствии с требованиями ПБ 03-576 и инструкции по эксплуатации, которую разрабатывает проектная организация с учетом конкретных условий эксплуатации резервуара.
6.5 На электрооборудовании, комплектующем резервуары, должна быть маркировка уровня взрывозащиты.
6.6 Резервуары должны быть обеспечены предохранительными клапанами, пропускную способность которых и число следует выбирать так, чтобы в сосуде не создавалось давление, превышающее избыточное рабочее давление более чем на 15 % согласно ГОСТ 12.2.085, а установку их производить в соответствии с требованиями ПБ 03-576.
6.7 Необходимость теплоизоляции резервуаров, а также толщина и марки изолирующего материала определяется организацией, проектирующей производство заказчика.
Теплоизоляция выполняется на месте монтажа силами и средствами заказчика или привлеченной им специализированной организацией.
Приварка скоб для крепления изоляции на сварные швы и околошовную зону шириной 30 мм не допускается.
6.8 Резервуары и система их технологической обвязки должны быть снабжены контрольно-измерительными приборами для контроля параметров, указанных в технической характеристике, а также необходимой арматурой.
6.9 Резервуары, предназначенные для работы во взрывопожароопасных производствах, должны удовлетворять требованиям ПБ 09-540, ГОСТ 12.1.004, ГОСТ 12.1.010 и других действующих отраслевых правил и норм безопасности по проектированию и эксплуатации взрыво- и пожароопасных производств.
7 Гарантии изготовителя
7.1 Предприятие-изготовитель гарантирует соответствие резервуаров требованиям настоящих технических условий, ГОСТ Р 52630-2006 и ПБ 03-576, ПБ 03-584 при условии соблюдения требований нормативных документов в процессе транспортирования, хранения, монтажа (с применением сварки) и эксплуатации изделия у заказчика.
7.2 Гарантийный срок эксплуатации - 18 месяцев.
Гарантийный срок исчисляется с момента ввода резервуаров в эксплуатацию, но не позднее 6 месяцев для действующих предприятий и 9 месяцев - для строящихся, со дня отгрузки с предприятия-изготовителя.
7.3 Завод-изготовитель не несет ответственности за надежность эксплуатации резервуаров в случаях их использования в средах, в климатических и сейсмических районах, несоответствующих требованиям настоящих технических условий и рабочих чертежей на резервуары, а также в случаях до изготовления резервуаров без привлечения завода-изготовителя.
Приложение А
Обязательное
Ссылочные нормативные документы
ГОСТ 9.014-78 ЕСЗКС. Временная противокоррозионная защита изделия. Общие технические требования.
ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения.
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования.
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
ГОСТ 12.1.007-76 ССБТ. Вредные вещества. Классификация и общие требования безопасности.
ГОСТ 12.1.010-76 ССБТ Взрывобезопасность. Общие требования.
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности.
ГОСТ 12.2.085-2002 ССБТ. Сосуды, работающие под давлением. Клапаны предохранительные. Требования безопасности.
ГОСТ 427-75 Линейки измерительные металлические. Основные параметры и размеры. Технические требования.
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.
ГОСТ 2405-88 Манометры, вакуумметры, моновакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия.
ГОСТ 4543-71 Сталь легированная конструкционная. Марки и технические требования.
ГОСТ 5494-95 Пудра алюминиевая. Технические условия.
ГОСТ 5520-79 Сталь листовая углеродистая низколегированная для котлов, работающих под давлением. Технические условия.
ГОСТ 6465-76 Эмали ПФ-115 различных цветов. Технические условия.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 8018-70 Лак электроизоляционный пропиточный ГФ-95. Технические условия.
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Технические условия.
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования.
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия.
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов Размеры.
ГОСТ 14192-96 Маркировка грузов.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
ГОСТ 19903-74 Сталь листовая горячекатаная. Сортамент.
ГОСТ 21130-75 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры.
ГОСТ 22235-76 Вагоны грузовые магистральные железных дорог колеи 1524 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ.
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов направлением. Классификация сварных соединений по результатам радиографического контроля.
ГОСТ 24297-87 Входной контроль продукции. Основные положения.
ГОСТ 24444-87 Оборудование технологическое. Общие требования монтажной технологичности.
ГОСТ Р 52630-2006 Сосуды и аппараты стальные сварные. Общие технические условия.
ГОСТ 27.003-90 Надежность в технике Состав и общие правила задания требований по надежности.
ОСТ 26.260.3-2001 Сварка в химическом машиностроении. Основные положения.
СТО 00220256-005-2005 Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля.
ПБ 09-540-03 Общие правила взрывобезопасности для взрывопожароопасных химических нефтехимических и нефтеперерабатывающих производств.
ПБ 09-566-03 Правила безопасности для складов сжиженных углеводородных газов и легковоспламеняющихся жидкостей под давлением.
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
ПБ 03-584-03 Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных.
СНиП II-7-81 Строительные нормы и правила. Нормы проектирования. Стальные конструкции.
ПД-2530 Инструкция по перевозке грузов негабаритных и погруженных на транспортеры по железным дорогам ССС колей 1524 мм, МПС
Правила перевозок грузов. Технические условия погрузки и крепления грузов, МПС.
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
№ документа |
Входящий № сопроводительного документа и дата |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|