Ассоциация «Росэлектромонтаж»
ИНСТРУКЦИЯ
по соединению изолированных
жил проводов и кабелей
И1.09-10
Москва
2010
|
РАЗРАБОТАНА: |
ОАО «Компания «Электромонтаж» |
|
РАЗРАБОТЧИКИ: |
В.И. Берман, И.Г. Наточеев |
|
ВЗАМЕН: |
Отменяет действие всех инструкций, вышедших ранее. |
|
|
Действует с 01.01.2011 г. |
АННОТАЦИЯ
Инструкция распространяется на способы выполнения разборных и неразборных контактных соединений, оконцеваний и ответвлений жил изолированных проводов и кабелей, а также соединений жил с контактными выводами электротехнических устройств.
Введен новый раздел «Соединение, оконцевание и ответвление алюминиевых жил. Метод механического соединения с применением винтовых гильз и наконечников с болтами со срывающимися головками при их затяжке».
С учетом современных требований к контролю качества контактных соединений и к безопасности при монтаже электрооборудования обновлены соответствующие разделы настоящей Инструкции. Внесены соответствующие изменения в нормативно-техническую базу.
Для инженерно-технических работников и квалифицированных рабочих электромонтажных организаций.
Настоящая Инструкция вводится приказом организации и является обязательной к применению специалистами в проектных, монтажных организациях и на заводах, производящих электротехнические изделия.
УТВЕРЖДЕНА
Президент Ассоциации
«РОСЭЛЕКТРОМОНТАЖ»
Е.Ф. Хомицкий
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Электрическое сопротивление смонтированного соединения (кроме контактных соединений со штыревыми выводами) не должно превышать сопротивления целого участка соединяемых проводников, длина которого равна длине контактного соединения, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
1.2. Предельная длительно допустимая рабочая температура соединений не должна превышать значений, указанных в документации на конкретный вид кабеля или провода.
1.3. Смонтированные сварные, паяные и опрессованные соединения, не работающие на растяжение, а также соединения проводников с гнездовыми выводами и зажимами должны выдерживать осевые статические нагрузки на растяжение, составляющие не менее 30 % временного сопротивления разрыву целого проводника (ГОСТ 10434, ГОСТ 17441, ГОСТ 17325).
1.4. В табл. 1.1. указаны области применения способов оконцевания, соединения и ответвления. Приняты следующие термины:
следует применять - способ является лучшим и должен применяться в первую очередь;
рекомендуется - способ является одним из лучших;
допускается - способ является удовлетворительным, а в ряде случаев вынужденным.
Выбор способов зависит от материала и сечения жил, напряжения, требований к надежности электроустановки.
1.1. Виды контактных соединений
1.1.1. Контактные соединения в зависимости от технических требований, предъявляемых к ним ГОСТ 10434, подразделяются на классы 1, 2 и 3.
Класс контактных соединений в зависимости от области их применения приведен в табл. 1.1.1.
Класс контактных соединений в зависимости от области применения
Таблица 1.1.1
|
Рекомендуемый класс контактного соединения |
|
|
1. Контактные соединения цепей, сечения проводников которых выбраны по допустимым длительным токовым нагрузкам (силовые электрические цепи, линии электропередачи и т.п.) |
1 |
|
2. Контактные соединения цепей, сечения проводников которых выбраны по стойкости к сквозным токам, потере и отклонению напряжения, механической прочности, защите от перегрузки. Контактные соединения в цепях заземляющих защитных проводников из стали |
2 |
|
3 Контактные соединения цепей с электротехническими устройствами, работа которых связана с выделением большого количества тепла (нагревательные элементы, резисторы) |
3 |
Контактные соединения силовых цепей следует относить к первому классу
1.1.2. В зависимости от климатического исполнения и категории размещения электротехнических устройств по ГОСТ 15150 контактные соединения в соответствии с ГОСТ 10434 подразделяются на группы А и Б (табл. 1.1.2):
Таблица 1.1.2
|
Климатическое исполнение и категория размещения электротехнического устройства |
Группа контактного соединения |
|
1. Все климатические исполнения для категории размещения 4.1 при атмосфере типов II и I. Климатические исполнения У, УХЛ, ТС для категории размещения УХЛ, ТС для категории размещения 3 при атмосфере типов II и I |
А |
|
2. Любые сочетания климатического исполнения и категории размещения, кроме указанных выше при атмосфере типов II и I. Любые сочетания климатического исполнения и категории размещения при атмосфере типов III и IV |
Б |
Примечание: В таблице 1.2. приведены категории размещений изделий
I - для эксплуатации на открытом воздухе;
II - для эксплуатации под навесом или в помещениях, где отсутствует прямое воздействие солнечного излучения и атмосферных осадков;
III - для эксплуатации в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий;
IV - для эксплуатации в помещениях с искусственно регулируемыми климатическими условиями.
1.1.3. Контактные соединения должны выполняться в соответствии с требованиями ГОСТ 10434, ГОСТ 17441, стандартов, технических условий на конкретные виды электротехнических устройств, настоящей инструкции, по рабочим чертежам, утвержденным в установленном порядке и требованиями заводов-изготовителей кабельно-проводниковой продукции.
1.2. Требования к неразборным контактным соединениям
1.2.1 Неразборные контактные соединения выполняются сваркой, пайкой, опрессовкой1 или другими методами, указанными в действующих НТД.
_____________
1 Неразборные соединения, выполненные методами опрессовки или обжатая, описаны в главе 2.
1.2.2. Области применения способов оконцевания, соединения и ответвления медных, алюминиевых жил изолированных проводов и кабелей приведены в табл. 1.2.
Таблица 1.2
|
Сечение проводов и кабелей, мм2 |
Область применения |
||||
|
провода напряжением до 2 кВ |
кабели напряжением, кВ, до |
||||
|
1 |
10 |
35 |
|||
|
1. Медные жилы |
|||||
|
1.1. Оконцевание |
|||||
|
1.1.1. Опрессовка |
|||||
|
с применением кабельных наконечников, отвечающих требованиям |
|||||
|
0,35 - 1,5 |
следует применять |
- |
- |
||
|
по ГОСТ 9688 |
1 - 2,5 |
следует применять |
- |
- |
|
|
по ГОСТ 7386 |
1,5 - 240 |
следует применять |
|||
|
1.1.2. Пайка* С применением материалов и технологий, отвечающих требованиям ГОСТ 17325 с применением кабельных наконечников, отвечающих требованиям |
1,5 - 300 |
следует применять |
- |
||
|
с применением специальных наконечников |
240 - 800 |
рекомендуется |
- |
- |
|
|
с изгибанием конца многопроволочной жилы в кольцо с пропайкой |
0,35 - 2,5 |
следует применять |
- |
- |
- |
|
многопроволочной жилы с образованием монолита при втычном соединении |
16 - 240 |
следует применять |
допускается |
- |
- |
|
с применением кабельных наконечников для жил на напряжение 20 - 35 кВ |
25 - 185 |
- |
- |
- |
следует применять |
|
1.1.3. Изгибание конца однопроволочной жилы в кольцо |
0,75 - 16 |
следует применять |
- |
- |
|
|
*Примечание: Способ «пайка» допускается в случае, когда эта технология является требованием завода-изготовителя |
|||||
|
1.2. Соединение |
|||||
|
1.2.1. Опрессовка |
|||||
|
с применением кабельных гильз по ГОСТ 23469.3-79 |
1,5 - 240 |
следует применять |
|||
|
с применением кабельных гильз, отвечающих требованиям ГОСТ 17441 в части применения для однопроволочных жил |
1,5 - 10 |
следует применять |
- |
- |
|
|
1.2.2. Зажимами типа СИЗ отечественного производства зарубежных фирм, отвечающих требованиям однопроволочных жил |
1,5 - 6 |
следует применять |
- |
- |
|
|
1.2.3. Пайка с применением кабельных гильз по ГОСТ 5676 для жил на напряжение 20 - 35 кВ |
25 - 185 |
- |
- |
- |
следует применять |
|
с применением кабельных гильз по ГОСТ 23469.1-82 |
4 - 240 |
следует применять |
- |
||
|
1.2.4. Электросварка контактным разогревом однопроволочных жил угольным электродом в клещах |
6 - 10 (суммарное сечение) |
рекомендуется |
- |
- |
|
|
1.3. Ответвление |
|||||
|
1.3.1. Опрессовка однопроволочных жил с применением кабельных гильз, отвечающих требованиям |
1,5 - 10 |
следует применять |
- |
- |
|
|
1.3.2. Зажимами типа СИЗ отечественного производства и производства зарубежных фирм, сертифицированных и отвечающих требованиям однопроволочных жил |
1,5 - 6 |
следует применять |
- |
- |
|
|
1.3.3 Пайка с применением кабельных гильз по ГОСТ 23469.4-83 |
16 - 240 |
следует применять |
- |
- |
|
|
1.3.4. Ответвление от магистрали специальными зажимами, отвечающими требованиям |
магистраль 1,5 - 150 ответвление 1,5 - 120 |
следует применять |
- |
- |
- |
|
2. Алюминиевые жилы |
|||||
|
2.1. Оконцевание |
|||||
|
2.1.1. Опрессовка с применением кабельных наконечников по ГОСТ 9581 |
16 - 240 |
следует применять |
- |
||
|
2.1.2. Формирование конца однопроволочной жилы в плоскую зажимную часть с отверстием под болт |
25 - 240 |
следует применять |
- |
||
|
2.1.3. Пропано-кислородная сварка в стальных формах: |
|||||
|
с применением пластин из твердого алюминиевого сплава АДЗ1Т1 |
50 - 1500 |
следует применять |
- |
||
|
с применением кабельных наконечников ЛС по ГОСТ 7387 |
1000 - 1500 |
следует применять |
- |
||
|
сплавлением в монолит с добавкой легирующих присадок |
16 - 240 |
рекомендуется |
- |
- |
|
|
2.1.4. Электродуговая сварка с применением специальных кабельных наконечников, отвечающих требованиям |
16 - 1500 |
||||
|
2.1.5. Пайка: |
|||||
|
с применением кабельных наконечников |
16 - 240 |
||||
|
с применением специальных наконечников |
240 - 625 |
||||
|
с применением кабельных наконечников для жил на напряжение 20 - 35 кВ |
25 - 185 |
||||
|
2.1.6. Изгибание конца однопроволочной жилы в кольцо |
2,5 - 16 |
||||
|
2.2. Соединение, отвечающее требованиям ГОСТ 23792 |
|||||
|
2.2.1. Опрессовка |
|||||
|
с применением кабельных гильз по ГОСТ 23469.3 |
16 - 240 |
||||
|
с применением кабельных гильз отечественного производства и производства зарубежных фирм, отвечающих требованиям |
2,5 - 10 |
следует применять |
допускается |
- |
- |
|
однопроволочных жил торцевым прессованием скрутки |
от 2´2,5 до 7´2,5 |
следует применять |
- |
- |
- |
|
2.2.2. Зажимами типа СИЗ отечественного производства и производства зарубежных фирм, сертифицированных и отвечающих требованиям |
2,5 - 6 |
следует применять |
допускается |
- |
- |
|
2.2.3 Пропано-кислородная сварка |
|||||
|
однопроволочных жил |
5 - 35 (суммарное сечение) |
следует применять |
рекомендуется |
- |
- |
|
соединение жил встык |
16 - 240 |
рекомендуется |
- |
- |
|
|
300 - 1500 |
следует применять |
- |
|||
|
соединение сплавлением по торцам в общий монолитный стержень |
50 - 240 (суммарное сечение) |
рекомендуется |
- |
- |
- |
|
2.2.4. Термитная сварка: |
- |
||||
|
соединение жил встык |
16 - 240 |
следует применять |
|||
|
соединение сплавлением по торцам в общий монолитный стержень |
50 - 240 (суммарное сечение) |
следует применять |
- |
- |
- |
|
2.2.5. Электросварка однопроволочных жил с применением аппарата ВКЗ |
5 - 12,5 (суммарное сечение) |
следует применять |
- |
- |
|
|
2.2.6. Пайка: |
|||||
|
способом полива |
16 - 240 |
следует применять |
|||
|
непосредственным сплавлением припоя |
16 - 240 |
Рекомендуется |
|||
|
с применением двойной скрутки с желобом |
1,5 - 10 |
допускается |
- |
- |
|
|
2.2.7. Электросварка контактным разогревом: |
|||||
|
однопроволочных жил угольным электродом в клещах |
5 - 10 (суммарное сечение) |
рекомендуется |
- |
- |
|
|
сплавлением по торцам в общий монолитный стержень |
32 - 240 (суммарное сечение) |
рекомендуется |
- |
- |
- |
|
2.3. Ответвление |
|||||
|
2.3.1. Опрессовка с применением гильз отечественного и зарубежного производства, сертифицированных и отвечающих требованиям |
1,5 - 10 |
следует применять |
допускается |
- |
- |
|
2.3.2. Пропано-кислородная сварка в стальных формах: |
|||||
|
сплавлением по торцам в монолитный стержень |
50 - 240 (суммарное сечение) |
рекомендуется |
- |
- |
- |
|
ответвление в тройниковой форме |
800 - 1500 |
следует применять |
- |
- |
|
|
2.3.3. Термитная сварка сплавлением по торцам в общий монолитный стержень |
50 - 240 (суммарное сечение) |
следует применять |
- |
- |
- |
|
2.3.4. Электросварка однопроволочных жил с применением аппарата ВКЗ |
5 - 12,5 (суммарное сечение) |
следует применять |
- |
- |
|
|
2.3.5. Пайка: |
|||||
|
способом полива расплавленным припоем в формах |
16 - 240 |
следует применять |
- |
- |
|
|
с применением двойной скрутки с желобом |
1,5 - 10 |
допускается |
- |
- |
|
|
непосредственным сплавлением припоя в формах |
16 - 240 |
рекомендуется |
- |
- |
|
|
2.3.6. Ответвления от магистрали зажимами, отвечающими требованиям |
магистраль 1,5 - 150 ответвление 1,5 - 120 |
следует применять |
- |
- |
- |
|
3. Алюмомедные жилы |
|||||
|
3.1. Оконцевание |
|||||
|
3.3.1. Опрессовка с применением кабельных наконечников по ГОСТ 7386 |
2,5 - 10 |
следует применять |
- |
- |
|
|
3.1.2. Изгибание конца жилы в кольцо |
1,5 - 10 |
следует применять |
- |
- |
- |
|
3,1.3. Пайка с применением кабельных наконечников, отвечающих требованиям |
1,5 - 10 |
следует применять |
- |
||
|
3.2. Соединение |
|||||
|
3.2.1 Опрессовка: |
|||||
|
с применением кабельных гильз по ГОСТ 23469.3-79 |
1,5 - 10 |
следует применять |
- |
- |
|
|
с применением кабельных гильз, отвечающих требованиям |
2,5 - 10 |
следует применять |
допускается |
- |
- |
|
3.2.2. Пайка: |
|||||
|
с применением кабельных гильз по ГОСТ 23469.1 |
4 - 10 |
следует применять |
- |
||
|
3.2.3. С применением зажимов типа СИЗ отечественного производства и производства зарубежных фирм, сертифицированных и отвечающих требованиям однопроволочных жил |
2,5 - 6 |
следует применять |
- |
- |
|
|
3.3. Ответвление |
|||||
|
3.3.1. Опрессовка с применением кабельных гильз, отвечающих требованиям |
2,5 - 10 |
следует применять |
допускается |
- |
- |
|
3.3.2. С применением зажимов типа СИЗ отечественного производства и производства зарубежных фирм, сертифицированных и отвечающих требованиям однопроволочных жил |
2,5 - 6 |
следует применять |
- |
- |
- |
|
4.1. Механическое соединение, оконцевание и ответвление с применением винтовых гильз и наконечников с болтами со срывающимися головками при их затяжке |
25 - 800 |
следует применять |
|||
2. СОЕДИНЕНИЕ, ОКОНЦЕВАНИЕ И ОТВЕТВЛЕНИЕ ЖИЛ ОПРЕССОВКОЙ
2.1. Общие требования
2.1.1. Опрессовку давлением следует применять для оконцевания, соединения и ответвления медных, алюминиевых, жил изолированных проводов и кабелей с использованием стандартных кабельных гильз и наконечников.
Оконцевание алюминиевых однопроволочных жил, кроме того, может быть выполнено формированием зажимной части наконечника из конца однопроволочной жилы.
В основу опрессовки с применением стандартных гильз и наконечников положен принцип деформирования материала контактной пары жила-наконечник (гильза) с образованием зоны контактирования между ними.
Форма деформирования и степень деформации (опрессовки) определяется применяемым для этой цели инструментом.
Для формирования конца алюминиевых однопроволочных жил в плоскую зажимную часть наконечника с отверстием под болт следует применять пороховые прессы с наборами сменных комплектов матриц и пуансонов.
2.1.2. Качество контактных соединений, выполненных в соответствии с требованиями настоящей Инструкции, должно соответствовать требованиям ГОСТ 10434, ГОСТ 14312, ГОСТ 17441.
2.2. Опрессовка алюминиевых жил
Соединение однопроволочных жил сечением 2,5 мм2 методом торцевой опрессовки
Технологические операции следует выполнять на линии КМО-6, в которой блок сварки заменен на блок опрессовки с различными типоразмерами зажимных матриц и пуансонов, выбираемых в зависимости от количества жил проводов в контактном узле.
2.2.1. Для выполнения соединений необходимо снять изоляцию с концов соединяемых жил проводов на длине 20 - 25 мм и зачистить концы жил до металлического блеска.
2.2.2. Скрученные концы жил в зависимости от количества жил, соединяемых в контактном узле следует установить в зажимные матрицы, типоразмеры которых и размеры опрессованной части приведены в табл. 2.1.
Таблица 2.1
|
Типоразмер матриц и пуансонов |
Размеры опрессованной части, мм |
||
|
d ± 0,2 |
l + 0,5 |
||
|
2 |
1 |
3,8 |
8,0 |
|
3 |
2 |
4,0 |
10,0 |
|
4 |
3 |
6,2 |
11,0 |
|
5 |
4 |
6,8 |
12,0 |
|
6 |
5 |
7,0 |
11,0 |
|
7 |
6 |
7,3 |
12,0 |
2.2.3. Опрессовывать скрутку следует торцевым пуансоном и изолировать место соединения изолирующим колпачком или изоляционной лентой.
Соединение и ответвление однопроволочных жил сечением 2,5 - 10 мм2
2.2.4. Для выполнения соединений и ответвлений должны применяться механизмы и инструмент по табл. 2.2, стальная щетка и щетка-ершик, кабельные гильзы по ТУ 36-1441-83, изолирующие колпачки К, изоляционная лента, кварцевазелиновая паста, ветошь, бензин.
2.2.6. С концов жил необходимо удалить изоляцию на длине 20 мм при использовании гильз 4-1 и 4-2; 25 мм - при использовании гильз 5-1 и 5-2 и 30 мм - при использовании гильз 6-1, 6-2, 8-1 и 8-2.
Жилы следует зачищать до металлического блеска и смазывать кварцевазелиновой пастой плоской лопаткой шириной 4 мм в течение времени не более 30 мин. после зачистки;
Внутренняя поверхность гильз должна быть смазана пастой на заводе-изготовителе.
2.2.7. Гильзы, матрицы и пуансоны следует выбирать по табл. 2.2 в зависимости от суммарного сечения жил и установить в соответствующий механизм. При суммарном сечении соединяемых жил менее указанного в табл. 2.2 в гильзы необходимо вводить дополнительные проволоки жил (рис. 2.1 а, б.).
Таблица 2.2
|
Кабельные гильзы |
Пресс-клещи |
||||
|
ПК-3 |
ПК-4 |
||||
|
матрица и пуансон |
h, мм (±0,3 мм) |
матрица и пуансон |
h, мм (±0,3 мм) |
||
|
7,5 |
4-1 |
А4 |
3,5 |
- |
- |
|
15,0 |
4-2 |
||||
|
13,0 |
5-1 |
А5 |
4,5 |
А5 |
4,5 |
|
26,0 |
5-2 |
5,5 |
|||
|
20,5 |
6-1 |
А6 |
4,5 |
А5, 4; 7 |
|
|
41,0 |
6-2 |
||||
|
32,5 |
8-1 |
- |
- |
1А8 |
7,0 |
|
65,0 |
8-2 |
||||
2.2.8. Гильзу с размещенными в ней жилами необходимо установить в матрице (рис. 2.1 в) и опрессовывать до соприкосновения пуансона с матрицей; степень опрессовки h материала в месте вдавливания пуансона (рис. 2.1 г) должна соответствовать указанной в табл. 2.2. Контактное соединение (рис. 2.1 д) снаружи следует протирать ветошью, смоченной в бензине.
2.2.9. Место соединения или ответвления должно быть изолировано полиэтиленовыми колпачками К440, К441, К444, соответственно, для гильз 4-1, 5-1, 6-1 и изоляционной лептой для гильз 4-2, 5-2, 6-2, 8-1 и 8-2 (рис. 2.1 с).
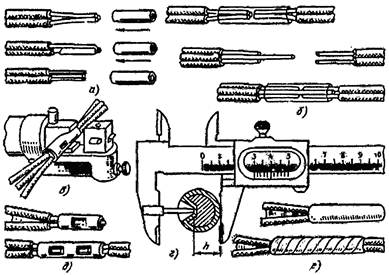
Рис. 2.1. Технология опрессовки гильз типа ГОА
а -
подготовка жил проводов для односторонней опрессовки; б - подготовка жил
проводов
для двухсторонней опрессовки; в - выполнение опрессовки в прессе; г - измерение
остаточной толщины; д - впрессованные соединения; е - изолированные соединения
Соединение жил сечением 16 - 240 мм2
2.2.10. Для выполнения соединений следует применять механизмы и инструменты по табл. 2.3, стальную щетку и щетку-ершик, универсальные электромонтажные плоскогубцы (далее - плоскогубцы), кабельные гильзы по ГОСТ 23469.2-79 (табл. 2.3), кварцевазелиновую пасту, ветошь, бензин.
2.2.11. Гильзы, матрицы и пуансоны следует выбирать по табл. 2.3 в зависимости от сечения и класса соединяемых жил и устанавливать в соответствующий механизм.
2.2.12. С концов жил необходимо удалить изоляцию на длине, указанной в табл. 2.3. Жилы следует зачистить до металлического блеска и в течение времени не более 30 мин смазать кварцевазелиновой пастой (рис. 2.2 в, г); внутренняя поверхность гильз должна быть смазана пастой на заводе-изготовителе. Жилы с бумажной изоляцией перед зачисткой следует протирать ветошью, смоченной в бензине.
Концы соединяемых жил необходимо предварительно скруглять:
Многопроволочных - плоскогубцами;
Однопроволочных и комбинированных - инструментом для скругления из набора НИСО (табл. 2.4.)
2.2.13. Соединяемые жилы следует размещать в гильзе таким образом, чтобы их торцы упирались друг в друга в середине гильзы (рис. 2.2 д).
2.2.14. Гильза должна устанавливаться в основание матрицы и впрессовываться (рис. 2.2 е) до соприкосновения пуансона и матрицы. Степень опрессовки h материала в месте вдавливания пуансона должна соответствовать указанной в табл. 2.3.
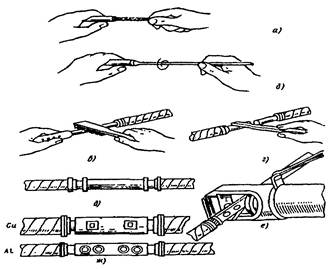
Рис. 2.2. Технология соединения жил опрессовкой
а -
зачистка внутренней поверхности гильзы; б - смазка внутренней поверхности
алюминиевой гильзы кварцевазелиновой пастой; в - зачистка жил; г - смазка
алюминиевых
жил кварцевазелиновой пастой; д - соединение, подготовленное к опрессовке; е -
опрессовка
жилы; ж - опрессованное соединение
Таблица 2.3
|
Сечение, мм2, класс жилы по ГОСТ 22483-77 и условное обозначение конструкции |
наконечник |
Алюминиевая гильза ГОСТ 23469.2-79 |
Длина изоляции, удаляемой с жил, мм |
Механизмы (прессы) |
|||||||
|
алюминиевый и медно-алюминиевый (ГОСТ 9581) |
штифтовой медно-алюминиевый (ГОСТ 23598) |
РМП-7М1, РМП-22М с инструментом НИСО и НИОМ и набором инструмента для шестигранного обжатия РО-700 с набором головок RH-450, RH-230 |
ПГЭ-20, ПГР-20М1 с инструментом НИСО и НИОМ, ПГР-70, ПГР-240 с набором инструмента для шестигранного обжатия |
ПК-4, ПК-3 фирма «IZUMI» модель VC-6B, VC6FT2 c четырехсторонним вдавливанием |
|||||||
|
наконечник |
гильза |
матрица и пуансон |
h, мм (±0,3 мм) |
матрица и пуансон |
h, мм (±0,3 мм) |
матрица и пуансон |
h, мм (±0,2 мм) |
||||
|
16.1КО, 16.2К |
16-6-5,4, 16-8-5,4 |
16-5,3 |
5,4 |
35 |
37 |
А5,4; 7 |
5,5 |
А5,4; 7 |
5,5 |
А5,4; 7 |
5,5 |
|
16.3К, 25.1КО, 25.1СО, 25.2К, 35.1КО |
25-8-7 |
25-7,1 |
7 |
А5,4; 7 |
5,5 |
||||||
|
25.3К, 35.1СО, 35.2К |
35-10-8 |
35-8 |
8 |
41 |
А8.9 |
7,5 |
А8.9 |
7,5 |
1А8 |
7,0 |
|
|
35.3К, 50.1СО, 50.1КО, 50.2К, 70.1СО |
50-10-9 |
50-9 |
9 |
41 |
- |
- |
|||||
|
50.3К, 70.1КО, 70.2К, 95.1СО |
70-10-11 |
70-11 |
11 |
43 |
45 |
А11.12.13 |
9,5 |
A11.12.13 |
9,5 |
||
|
70.2С, 70.3К, 95.1КО |
70-10-12 |
70-12 |
12 |
||||||||
|
95.2К, 95.3К, 120.1КО, 120.1СО |
95-12-13 |
95-13 |
13 |
45 |
48 |
||||||
|
95.2С, 120.2К, 150.1КО, 150.1СО |
120-12-14 120-16-14 |
120-14 |
14 |
53 |
55 |
- |
- |
А14.16.17 |
11,5 |
||
|
120.2С, 120.2СК, 120.3К, 150.2K, 185.1КО, 185.1СО |
150-12-16 150-16-16 |
150-16 |
16 |
||||||||
|
150.2С, 150.2СК |
150-12-17 150-16-17 |
150-17 |
17 |
||||||||
|
150.3К, 185.2К, 185.2СК, 240.1КО, 240.1СО |
185-16-18 185-20-18 |
185-18 |
18 |
55 |
- |
- |
А18.19.20 |
12,5 |
|||
|
185.2С, 185.3К |
185-16-19 185-20-18 |
185-19 |
19 |
||||||||
|
240.2К |
240-20-20 |
240-20 |
20 |
58 |
60 |
||||||
|
240.2С |
240-20-22 |
240-22 |
22 |
61 |
65 |
- |
- |
А22 |
14 |
||
|
1, 2, 3 - классы жил К - круглая жила КО - круглая однопроволочная СМ - секторная многопроволочная СО - секторная однопроволочная СК - секторная комбинированная |
Примечание: При соединении жил опрессовкой могут применять другие механизмы (прессы) отечественного и зарубежного производства, имеющие соответствующие сертификаты установленного образца, контактные соединения, смонтированные с их помощью должны отвечать требованием ГОСТ 10434, ГОСТ 14312, ГОСТ 17441 |
2.2.15. Выполненное контактное соединение (рис. 2.2 ж) должно быть протерто ветошью, смоченной в бензине, и изолировано в соответствии с действующими нормативными документами.
Таблица 2.4
|
Сечение секторных однопроволочных и комбинированных жил, мм2 |
Инструмент НИСО для скругления жил в комплекте с механизмами |
|
|
РМП-71 РМП-22М |
ПГЭ-20, ПГР-20М.1 |
|
|
25СО |
А25 |
А25 |
|
35СО |
А35 |
A35 |
|
50СО |
А50, 70 |
А50, 70 |
|
70СО |
A50, 70 |
А50, 70 |
|
95СО |
А95 |
А95 |
|
120СО |
А120 |
А120 |
|
120СК |
- |
А120СК, 150СК, 185 |
|
150СО |
- |
А150 |
|
150СК |
- |
А120СК, 150СК, 185 |
|
185СО |
- |
А120СК, 150СК, 185 |
|
185СК |
- |
А185СК, 240 |
|
240СК |
- |
А185СК, 240 |
Оконцевание жил сечением 16 - 600 мм2
2.2.16. Для выполнения оконцеваний следует применять стальную щетку и щетку-ершик, плоскогубцы, кабельные наконечники по ГОСТ 9581 и 23598 (табл. 2.3, приложения 5, 6), аппаратные и ответвительные зажимы по ГОСТ 13276 и ТУ, отвечающие требованиям ГОСТ 10434, ГОСТ 17441 (табл. 2.5), кварцевазелиновую пасту, ветошь, бензин и следующие механизмы или их аналоги:
пресс-клещи ПК-4 для опрессовки жил сечением 16 - 35 мм2 (табл. 2.3);
пресс ручной механический РМП-7М1 с набором инструментов НИСО для опрессовки жил сечением 16 - 120 мм2 (табл. 2.3);
пресс РО-700 с набором головок RH-450, RH -230;
пресс фирмы «IZUM.I» - модели VС-6В; VС6FT2;
пресс гидравлический с электроприводом ПГЭ-20, ручной ПГР-20М1 и пресс ручной механический РМП-22М с набором инструментов НИСО для опрессовки жил сечением 16 - 240 мм2 (табл. 2.3);
пресс ПГР-240 с набором инструмента для шестигранного обжатия
пресс ПГР-70;
пресс взрывного действия ПВ-5 для опрессовки жил сечением 35 - 120 мм2;
пресс пороховой ПЗ-500 для опрессовки алюминиевых и сталеалюминиевых жил сечением 240 - 500 мм2;
пресс электромагнитный ПЭМ-240 для опрессовки алюминиевых жил сечением 16 - 240 мм2 и ПЭМ-600 (табл. 2.5) для опрессовки алюминиевых и сталеалюминиевых жил сечением 240 - 600 мм2.
Таблица 2.5
|
Зажим по ГОСТ 13276, Типоразмер |
ПЭМ-600 матрица и пуансон |
Диаметр опрессовки, мм (+0,2 мм) |
Длина опрессовки, мм |
|||
|
А, Ап, АКП, АпКп, ПА |
АС, АСКС, АСКП, АСК, АпС, АпСКС, АпСКП, АпСК |
аппаратный |
ответвительный |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
240 |
185/24 |
А2А-185 |
ОА-185 |
МШ-26 |
26 |
90 |
|
185/29 |
А4А-185 |
|||||
|
185/43 |
||||||
|
95/141 |
||||||
|
205/27 |
||||||
|
300 |
240/32 |
А2А-240 |
ОА-240 |
МШ-30,3 |
30,3 |
100 |
|
240/39 |
А2А-240 |
|||||
|
240/56 |
||||||
|
350 |
300/39 |
А2А-300 |
ОА-300 |
А-40,5 |
40,5 |
110 |
|
300/48 |
А4А-300 |
|||||
|
400 |
300/66 |
2А2А-300 |
||||
|
300/67 |
2А4А-300 |
|||||
|
330/30 |
2А6А-300 |
|||||
|
330/43 |
3А4А-300 |
|||||
|
400/18 |
||||||
|
400/22 |
||||||
|
450 |
400/51 |
А2А-400 |
ОА-400 |
А-45 |
45 |
120 |
|
400/64 |
||||||
|
500 |
400/93 |
А4А-400 |
||||
|
504/56 |
||||||
|
550 |
300/204 |
2А2А-500 |
||||
|
500/26 |
2А4А-500 |
|||||
|
500/27 |
2А6А-500 |
|||||
|
500/64 |
3А2А-500 |
|||||
|
3А4А-400 |
||||||
|
600 |
550/71 |
А2А-600 |
ОА-600 |
А-51 |
51 |
140 |
|
600/72 |
||||||
2.2.17. Подготовку к оконцеванию и опрессовку следует выполнять согласно требованиям пп. 2.2.11 - 2.2.14. Необходимо следить за тем, чтобы жила входила в хвостовик наконечника до упора и лунки от вдавливания пуансонов были расположены на равных расстояниях от концов жильной части хвостовика наконечника.
2.2.18 Выполненное контактное соединение должно быть протерто ветошью, смоченной в бензине. Цилиндрическую часть наконечника и оголенный участок жилы следует изолировать в соответствии с действующими нормативными документами.
Оконцевание однопроволочных жил сечением 25 - 240 мм2 с применением порохового пресса
2.2.19 Оконцевание рекомендуется выполнять формированием конца однопроволочной жилы в плоскую зажимную часть с отверстием под болт пороховым прессом.
2.2.20. Для выполнения оконцеваний должны применяться механизмы, инструмент и пороховые патроны в соответствии с табл. 2.6
2.2.21. Перед оконцеванием с концов жил следует удалить изоляцию на длине:
|
Сечение жилы, мм2 |
25 |
35 - 95 |
120 - 240 |
|
Длина удаляемой изоляции, мм |
45 |
50 |
55 |
Таблица 2.6
|
Тип патрона |
Размеры, мм (рис. 2.4) |
|||
|
D ± 0,2 |
d ± 0,2 |
S + 1,0 |
||
|
Пресс ППО |
||||
|
25 |
Д4 |
14,3 |
8,4 |
2,3 |
|
35 |
Д4 |
14,4 |
8,4 |
3,5 |
|
50 |
Д4 |
19,4 |
10,5 |
3,7 |
|
70 |
Д4 |
20,5 |
10,6 |
4,5 |
|
95 |
Д4 |
20,6 |
10,6 |
5,2 |
|
120 |
Д4 |
20,7 |
10,5 |
6,0 |
|
150 |
Д4 |
25,8 |
12,5 |
6,7 |
|
185 |
МПУ-2 |
25,8 |
12,5 |
7,3 |
|
240 |
МПУ-2 |
28,0 |
12,5 |
8,6 |
|
25 |
МПУ-1 |
14,5 |
8,0 |
2,3 |
|
35 |
МПУ-1 |
19,6 |
10,5 |
2,5 |
|
50 |
МПУ-1 |
20,8 |
10,5 |
3,7 |
|
70 |
МПУ-1 |
24,2 |
10,5 |
4,0 |
|
95 |
МПУ-1 |
25,0 |
13,0 |
5,2 |
|
120 |
МПУ-3 |
25,5 |
13,0 |
6,2 |
|
150 |
МПУ-3 |
26,0 |
13,0 |
7,2 |
|
185 |
МПУ-3 |
30,0 |
17,0 |
7,0 |
|
240 |
МПУ-3 |
33,0 |
21,0 |
8,5 |
Примечания
1) Маркировка матриц и пуансонов соответствует сечению жилы (например, маркировка «25» соответствует жиле сечением 25 мм2);
2) При опрессовке прессом ППО жил сечением 240 мм2 используют матрицы и пуансоны с маркировкой «185».
Матрицу и пуансон необходимо выбирать в зависимости от сечения жилы по табл. 2.6. Матрицу следует устанавливать так, как показано на рис. 2.3а.
2.2.22. При использовании механизмов ППО различных модификаций и заводов-изготовителей конец жилы со снятой изоляцией должен быть размещен в гнезде матрицы так, чтобы торец жилы упирался в кромку гнезда (рис. 2.3б); затем следует зажать жилу кожухом, вставить патрон и навернуть затвор (рис. 2.3в); оттянуть пуговку затвора и произвести выстрел. При этом пуансон под действием пороховых газов выштамповывает зажимную часть наконечника из жилы.
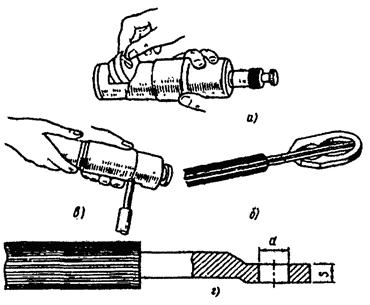
Рис. 2.3. Формирование
конца однопроволочной жилы в плоскую
зажимную часть с отверстием под болт пороховым прессом
а - установка
матрицы; б - расположение конца жилы в матрице;
в - производство выстрела; г - сформированный наконечник
При неполном оформлении зажимной части допускается повторная штамповка выстрелом сниженной мощности, для чего пуансон не доводят до верхнего крайнего положения на 5 - 7 мм. Облой в месте отверстия под болт по периметру зажимной плоской части оконцевания следует удалять.
2.2.23. После каждых пяти выстрелов формующую часть пуансона следует смазывать тонким слоем машинного масла.
2.2.24. Размеры наконечника после удаления облоя и зачистки кромок должны соответствовать указанным в табл. 2.6.
2.3. Опрессовка медных жил
Оконцевание жил сечением 0,35 - 1,5 мм2
2.3.1. Оконцевание следует выполнять опрессовкой пресс-клещами, ПК-3, ПК-4 или другими аналогами, имеющими сертификаты соответствия, действующие в России и обеспечивающие оконцевания требованиям ГОСТ 10434, ГОСТ 17441 с применением наконечников, отвечающих требованиям ГОСТ 10434, ГОСТ 17441.
2.3.2. С конца жилы необходимо удалить изоляцию на длине 15 мм, зачистить жилу до металлического блеска и ввести до упора в хвостовик наконечника.
2.3.3. Наконечник следует установить в механизм и впрессовывать до соприкосновения: пуансона с матрицей.
Оконцевание многопроволочных жил сечением 1,0 - 2,5 мм2
2.3.4. Для оконцевания жил следует применять пресс-клещи ПК-3 и кольцевые наконечники 1,5-3-П по ГОСТ 9688 с инструментом 1,5/3 для опрессовки жил сечением 1,0 - 1,5 мм2 и наконечники 2,5-3-П с инструментом 2,5/3 для опрессовки жил сечением 2,0 - 2,5 мм2, плоскогубцы, стальную щетку.
Допускается применять пресс-клещи ПК-1М.
2.3.5. С конца жилы необходимо удалить изоляцию на длине 25 - 30 мм, зачистить жилу до металлического блеска и скрутить плоскогубцами в тугой повив.
2.3.6. Наконечник, матрицу и пуансон следует выбирать в соответствии с п. 2.3.4. Матрицу и пуансон устанавливают в механизм.
2.3.7. Жилу укладывают в желобок по всей длине окружности наконечника и надевают наконечник с жилой на стержень пуансона так, чтобы участок жилы между наконечником и изоляцией попал в желобок пуансона.
2.3.8. Наконечники следует опрессовывать до соприкосновения пуансона с матрицей.
Соединение и ответвление однопроволочных жил сечением 2,5 - 10 мм2
2.3.9. Для выполнения соединений и ответвлений следует применять кабельные гильзы, отвечающие требованиям ГОСТ 10434, ГОСТ 17441, механизмы и инструмент по табл. 2.2, стальную щетку и щетку-ершик, изолирующие колпачки, изоляционную ленту, кварцевазелиновую пасту, ветошь, бензин.
2.3.10. Подготовка к оконцеванию и опрессовка должны выполняться согласно требованиям пп. 2.2.5 - 2.2.9. Допускается зачистка жил металлической щеткой. Смазка концов жил кварцевазелиновой пастой не производится.
Соединение жил течением 1,5 - 240 мм2
2.3.11. Для выполнения соединения следует применять механизмы и инструмент по табл. 2.7, стальную щетку и щетку-ершик, плоскогубцы и кабельные гильзы по ГОСТ 23469.3-79 (табл. 2.7).
2.3.12. Гильзы, матрицы и пуансоны выбирают, по табл. 2.7 в зависимости от сечения и класса соединяемых жил.
2.3.13. С концов жил необходимо удалить изоляцию на длине, указанной в табл. 2.7.
2.3.14. Жилу и внутреннюю поверхность гильзы следует зачищать до металлического блеска.
2.3.15. Соединяемые жилы должны быть размещены в гильзе таким образом, чтобы торцы жил упирались друг в друга в середине гильзы.
2.3.16. Гильзу следует установить в матрице и произвести опрессовку (рис. 2.3ж) до соприкосновения пуансона с матрицей. Степень опрессовки h материала в месте вдавливания должна соответствовать указанной в табл. 2.7.
2.3.17. Выполненное контактное соединение необходимо протереть ветошью, смоченной в бензине, и изолировать в соответствии с действующими нормативными документами.
Оконцевание жил сечением 2,5 - 240 мм2
2.3.18. Для выполнения оконцеваний следует применять кабельные наконечники по ГОСТ 7386, механизмы и инструмент (табл. 2.6), стальную щетку и щетку-ершик, плоскогубцы.
2.3.19. Подготовка к оконцеванию и опрессовка должны выполняться согласно требованиям пп. 2.3.12 - 2.3.16. Необходимо следить за тем, чтобы жила входила в наконечник до упора, а лунка вдавливания от пуансона находилась в середине жильной части хвостовика наконечника.
Степень опрессовки h материала в месте вдавливания должна соответствовать указанной в табл. 2.7.
2.3.20. Выполненное контактное соединение следует протирать ветошью, смоченной в бензине. Цилиндрическую часть наконечника и оголенный участок жилы необходимо изолировать в соответствии с действующими нормативными документами.
2.4. Соединение алюминиевых и медных жил сечением 1,5 - 2,5 мм2 зажимами типа СИЗ
Соединители типа СИЗ отечественного производства имеют маркировку СПЭП (соединители пластмассовые для электрических проводок) и выпускаются двух маркоразмеров:
- Соединители пластмассовые СПЭП-3´1,5 - для соединения двух и трех жил проводов и(или) кабелей;
- Соединители пластмассовые СПЭП-5´1,5 - для соединения четырех и пяти жил проводов и(или) кабелей.
2.4.1. Соединители СПЭП-3 и СПЭП-5 предназначены для выполнения электрического контактного соединения с одновременным изолированием места соединения 2-х, 3-х, 4-х и 5-ти медных однопроволочных жил кабелей и (или) проводов сечением 1,5 мм2.
2.4.2. Соединители следует применять при монтаже контактных соединений электропроводок в сетях напряжением до 380 В переменного тока частотой 50 - 60 Гц и до 440 В постоянного тока в жилых, общественных и промышленных зданиях и сооружениях.
2.4.3. Контактные соединения, выполненные при помощи соединителей СПЭП-3, СПЭП-5, отвечают требованиям ГОСТ Р 50043.1-92 «Соединительные устройства для низковольтных цепей бытового и аналогичного назначения. Часть 1. Общие требования» и ГОСТ Р МЭК 998-2-4-96 «Соединительные устройства для низковольтных цепей бытового и аналогичного назначения. Частные требования и устройства для соединения проводников скручиванием», рассчитаны на допустимые длительные токи соединяемых жил и обладают повышенной эксплутационной надежностью.
Соединители изготавливаются по ТУ 3449-030-0140393 в исполнении УХЛ-3 по ГОСТ 15150-69 и защищены патентом.
2.4.4. Габаритные размеры соединителей марки СПЭП представлены в табл. 2.7.
Таблица 2.7
|
СИЗ-2 |
СИЗ-3 |
|
|
Количество и сечение соединяемых жил одного материала, мм |
5´2,0 |
|
|
4´2,0 |
5´2,5 |
|
|
5´2,0 |
3´3,0 |
|
|
3´2,5 |
4´3,0 |
|
|
2´4,0 |
3´4,0 |
|
|
2´2,5 + 1´4,0 |
2´6,0 |
|
|
2´4,0 + 1´2,5 |
3´4,0 + 1´2,5 |
|
|
2´6,0 + 1´2,5 |
Соединитель представляет собой пластмассовый колпачек с внутренними ребрами, между которыми вставляются жилы.
Во внутрь корпуса соединителя (не выше уровня внутренних ребер) внесена кварцевазелиновая паста.
Для соединения 4-х медных жил сечением 1,5 мм2:
2.4.4.1. Взять отрезок жилы длиной 50 - 60 мм;
2.4.4.2. Снять изоляцию на длине 12 - 15 мм*;
____________
*Рекомендуем снимать изоляцию инструментом для снятия изоляции.
2.4.4.3. Сдвинуть оставшуюся изоляцию по жиле на 10 мм для образования неизолированной части длиной 23 - 25 мм;
2.4.4.4. Далее согласно п.п. 2.4.6 - 2.4.12.
Для соединения 5-и медных жил сечением 1,5 мм2:
2.4.5. Снять изоляцию с соединяемых жил на длине 23 - 25 мм;
2.4.6. Зачистить жилы до металлического блеска;
2.4.7. Вставить жилы в соединитель между внутренними ребрами до упора;
2.4.8. Зажать плоскогубцами изолированные жилы на входе их в раструб соединителя (вплотную к раструбу);
2.4.9. Надеть на корпус соединителя специальный ключ пятигранным отверстием и с небольшим осевым усилием вдоль соединителя сделать им 2 оборота;
2.4.10 Снять ключ и разжать плоскогубцы;
2.4.11. Осмотреть выполненное соединение, обратив внимание на отсутствие трещин на корпусе соединителя и повреждения изоляции жил у входа их в раструб соединителя;
2.4.12. Уложить соединитель с выполненным контактным соединением на предназначенное ему место.
2.4.13. При соединении двух проводников сечением 2,5 мм2 в отверстие плоскогубцев следует вставить третий свободный проводник такого же сечения длиной 40 - 45 мм, изоляция с которого должна быть снята на длине 10 - 15 мм и оставшаяся часть сдвинута по жиле для образования неизолированной части длиной 20 мм (предназначенной для навертывания зажима) и одновременного усиления изоляции выступающего из зажима конца проводника.
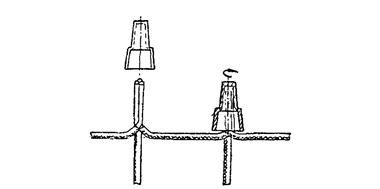
Рис. 2.4. Соединение жил сечением 2,5 - 6,0 мм2 зажимами СИЗ
2.5. Контроль качества оконцеваний, соединений и ответвлений
2.5.1. Контроль качества должен предусматривать:
а) при опрессовке:
Следует внешним осмотром проверять симметричность лунок вдавливания относительно середины гильзы или хвостовика наконечника, в которой находятся гильзы, в местах вдавливаний не допускаются прорывы;
после опрессовки медных жил сечением 16 - 240 мм2 инструментом НИОМ на гильзе и хвостовике наконечника должен быть четкий отпечаток цифры, обозначающей сечение жилы;
следует проверить правильность выбора типоразмера инструмента и наконечника (гильзы), а также правильность выполнения процесса опрессовки;
необходимо измерять степень опрессовки h в месте вдавливания (рис. 2.1), которая должна соответствовать значениям, указанным в табл. 2.2, 2.3 и 2.8, в зависимости от применяемых инструментов;
Таблица 2.8
|
Медный наконечник (ГОСТ 7386) |
Медная гильза (ГОСТ 23469.3-79) |
Длина изоляции, удаляемой с жил, мм |
Механизмы (прессы) |
||||||||
|
ПК-4, ПК-3 фирма «IZUMI» модель VC-6B, VC6FT2 с четырехсторонним вдавливанием |
РМП-7М1, РМП-22М с инструментом НИСО и НИОМ и набором инструмента для шестигранного обжатия РО-700 с набором головок RH-450, RH-230 |
ПГЭ-20, ПГР-20М1 с инструментом НИСО и НИОМ, ПГР-70, ПГР-240 с набором инструмента для шестигранного обжатия |
ПКМ |
||||||||
|
матрица и пуансон |
h, мм (±0,2 мм) |
матрица и пуансон |
h, мм, (±0,2 мм) |
матрица и пуансон |
h, мм, (±0,2 мм) |
матрица и пуансон |
h, мм (±0,2 мм) |
||||
|
1,5.2; 1,5.3; 1,5.4; 1,5.5; 1,5.6 |
- |
1,5 |
16 |
- |
- |
1,5 |
2,5 |
||||
|
2,5.2; 2,5.3; 2,5.4; 2,5.5; 2,5.6. 3.1, 3.2, 3.3, 3.4, 4.1, 4.2, 4.3, 4.4 |
2,5-3; 2,5-4; 2,5-5; 2,5-6 |
2,5 |
М3 |
2,5 |
|||||||
|
4.5, 5.1, 6.1 |
4-4, 4-5, 4-6 |
4 |
17 |
М3 |
2,5 |
||||||
|
4.6, 5.2, 5.3, 5.4, 6.2, 6.3, 6.4, 6.5, 8.1, 8.2, 8.3, 8.4, 10.1 |
6-4, 6-5, 6-6 |
6 |
М4 |
3 |
|||||||
|
10.2, 10.3, 10.4, 16.1 |
10-5, 10-6, 10-8 |
10 |
20 |
- |
- |
||||||
|
10.5, 10.6, 16.1 - 16.6 |
10-6, 16-8 |
16 |
16 |
4,3 |
16 |
4,3 |
|||||
|
25.1 - 25.6 |
25-6, 25-8, 25-10 |
25 |
25 |
25 |
5,0 |
25 |
5,0 |
||||
|
35.1 - 35.6 |
35-8, 35-10, 35-12 |
35 |
30 |
35 |
5,5 |
35 |
5,5 |
||||
|
50.1 - 50.6 |
50-8, 50-10, 50-12 |
50 |
50 |
6,5 |
50 |
6,5 |
|||||
|
70.1 - 70.6 |
70-10, 70-12 |
70 |
32 |
70 |
7,3 |
70 |
7,3 |
||||
|
95.1 - 95.6 |
95-10, 95-12 |
95 |
38 |
- |
- |
95 |
8,5 |
||||
|
120.1 - 120.6 |
120-12, 120-16 |
120 |
40 |
120 |
11 |
||||||
|
150.1 - 150.6 |
150-12, 150-16 |
150 |
150 |
12 |
|||||||
|
185.1 - 185.6 |
185-12, 185-16 |
185 |
43 |
185 |
13 |
||||||
|
240.1 - 240.6 |
240-16, 240-20 |
240 |
240 |
15 |
|||||||
б) при выполнении соединений методом торцевой опрессовки внешним осмотром следует проверить отсутствие расслоений и равномерность обжатия по длине опрессовки; измерить диаметр и длину опрессованной части, которые должны соответствовать указанным в табл. 2.1.
в) при выполнении соединения зажимами СИЗ следует визуально проверить зажим на отсутствие трещин и сколов в торце корпуса и на раструбе;
г) при формировании конца однопроволочной жилы в плоскую зажимную часть не допускаются видимые, раковины, наплывы и вмятины. Должна быть обеспечена соосность жилы и диаметров D и d (рис. 2.3) в пределах свободных допусков.
2.6.2. Дополнительно допускается измерение начального электрического сопротивления контактного соединения по методике ГОСТ 17441.
2.6.3. Объем выборки для проведения контроля должен быть установлен в стандартах или технических условиях на конкретные виды электротехнических устройств; при отсутствии таких указаний объем выборки должен составлять 0,5 % (но не менее 3 шт.) соединений одного типоразмера.
2.6.4. Для обеспечения надежного электрического контакта при оконцевания необходимо, чтобы жила входила в наконечник до упора, а при соединении - торцы жил упирались друг в друга в середине гильзы; лунки вдавливания должны быть расположены соосно с гильзой, торцы гильз и наконечников должны быть установлены заподлицо с матрицей.
2.6.5. Для обеспечения требуемого качества опрессовки запрещается:
применять наконечники и гильзы, не соответствующие сечению и классу жил, а также матрицы и пуансоны, не соответствующие типоразмерам наконечников и гильз, подлежащих опрессовке;
«выкусывать» проволоки жил для облегчения ввода жилы в наконечник или гильзу;
применять для опрессовки алюминиевые (медноалюминиевые) наконечники и алюминиевые гильзы, внутренняя поверхность которых не зачищена и не смазана кварцевазелиновой пастой на заводе-изготовителе;
опрессовывать алюминиевые жилы без зачистки и смазки кварцевазелиновой пастой наружной поверхности жил;
заканчивать опрессовку раньше соприкосновения пуансона с матрицей.
3. СВАРКА АЛЮМИНИЕВЫХ ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ
3.1. Пропано-кислородная сварка
3.1.1. Этот вид сварки рекомендуется применять для:
а) стыкового соединения жил проводов и кабелей сечением 16 - 1500 мм2;
б) торцевого соединения жил проводов суммарным сечением до 240 мм сплавлением по торцам в общий монолит;
в) оконцевания жил сечением 50 - 1500 мм2 пластинами из алюминиевого сплава АД31Т1;
г) оконцевания жил сечением 1000 - 1500 мм2 наконечниками ЛС, ГОСТ 7387;
д) сварки тавровых соединений жил при приварке ответвлений к жилам сечением 800 - 1500 мм2;
с) сварки соединений однопроволочных жил суммарным сечением до 38 мм2 в скрутке.
Оборудование для пропано-кислородной сварки
3.1.2. Для пропано-кислородной сварки жил проводов и кабелей выпускаются комплектные наборы инструментов и принадлежностей типа НСПУ.
Набор НСПУ предназначен для сварки соединений, оконцеваний и ответвлений жил в стальных разъемных формах типа ФО, ФС, ФА при монтаже проводов и кабелей сечением от 16 до 1500 мм2. Набор предназначен также для выполнения пайки и термитной сварки. В комплект набора входят газовая горелка ГС-3 с обычным и специальным двухфакельным наконечниками, баллонные редукторы для кислорода и пропана, переносной контейнер с малолитражными баллонами для кислорода и пропана, приспособления для закрепления свариваемых жил и охлаждения изоляции.
Сварочные формы в комплект набора не входят: они поставляются отдельно по техническим условиям, отвечающим требованиям ГОСТ 10434, ГОСТ 17441.
В зависимости от объема работ эксплуатация набора может производиться в комплекте с большими (40 и 50 л) или малолитражными (2 - 5 л) газовыми баллонами.
3.1.3. При эксплуатации набора в комплекте с малолитражными баллонами заправка последних пропаном и кислородом должна производиться на специализированных газораздаточных пунктах, либо непосредственно в монтажных организациях с использованием мобильной станции разлива пропан-бутана, разработанной ЛенПЭИ и согласованной с МосгазНИИпроект.
3.1.4. Для выполнения пропано-кислородной сварки жил необходимы материалы, приведенные в табл. 3.1.
Таблица 3.1
|
ГОСТ |
Назначение |
|
|
1. Сварочная проволока марки СвА5С или СВАК5 |
Присадочный металл для сварки жил сечением, мм2 |
|
|
D = 2 мм |
16 - 50 |
|
|
D = 4 мм |
70 - 240 |
|
|
D = 8 мм |
300 - 1500 |
|
|
2. Шнур асбестовый D = 2 мм |
Выполнение требуемых уплотнений |
|
|
3. Картон асбестовый толщиной 2 - 4 мм |
Защита охладителей и изоляции от пламени горелки |
|
|
4. Бензин или ацетон |
Обезжиривание жил готового соединения и присадки |
|
|
5. Шкурка шлифовальная № 8 |
Зачистка присадки и монолита соединения |
|
|
6. Ветошь обтирочная |
Протирка присадки и монолита соединения |
|
|
7. Лента изоляционная прорезиненная |
Наложение бандажей на изоляцию у среза |
|
|
8. Кислород газообразный сжатый |
Сжигание пропана |
|
|
9. Пропан |
Горючий газ |
Подготовка кабелей к газовой сварке
|
Сечение жил, мм2 |
16 - 50 |
70 - 95 |
120 - 150 |
185 - 240 |
300 |
400 |
500 |
625 |
800 |
1000 - 1500 |
|
Длина снятой изоляции, мм |
45 |
50 |
55 |
60 |
80 |
85 |
100 |
110 |
120 |
175 |
3.1.6. На жилах с бумажкой изоляцией у среза се необходимо накладывать бандаж из изоленты.
3.1.7. С поверхности оголенных жил с бумажной изоляцией следует удалять маслоканифольный состав путем протирки их ветошью, смоченной в бензине или ацетоне.
3.1.8. Конец многопроволочной жилы необходимо стягивать бандажом из алюминиевой проволоки.
Секторные жилы должны скругляться на длине снятой изоляции таким образом, чтобы надетая на них сварочная форма плотно сжималась.
Сварка стыковых соединений жил
Оконцевание жил наконечниками ЛС
3.1.9. При сварке стыковых соединений жил и оконцеваний их наконечниками ЛС следует применять сварочные формы типа ФС следующих типоразмеров по сечениям:
|
Тип формы |
Сечение наконечника ЛС, мм |
Сечение жилы, мм |
|
ФС1 |
16, 25 |
|
|
ФС2 |
35, 50 |
|
|
ФС3 |
70, 95 |
|
|
ФС4 |
120, 150 |
|
|
ФС5 |
185, 240 |
|
|
ФС6 |
300, 400, 500 |
|
|
ФС7 |
625, 800 |
|
|
ФС8 |
1000 |
1000 |
|
ФС9 |
1500 |
1500 |
3.1.10 В сварочные формы при необходимости должны устанавливаться разъемные стальные вкладыши, соответствующие сечению соединяемых жил.
3.1.11. Свариваемые жилы 1 (рис. 3.1) или жилу и наконечник ЛС (рис. 3.2) необходимо вставить в сварочную форму 2 таким образом, чтобы стык находился в середине литникового отверстия; сжать полуформы струбциной (при соединении жил сечением до 240 мм2) и в направляющие (окна) формы вставить клинья 4; ударами молотка по клиньям плотно, без зазоров сжать полуформы, после чего струбцину снять. На жилах вплотную к торцам формы следует выполнить уплотнение - два - три слоя асбестового шнура на длине 6 - 10 мм.
3.1.12. При сварке изолированных жил на оголенные участки жил 3 (рис. 3.3) необходимо установить охладители 1, закрепленные на соединительной планке 5. Под охладители подвести опорную стойку 4 и закрепить ее.
При этом, для сечений 300 - 1500 мм2 необходимо использовать большие охладители, показанные на рис. 3.4аб.
3.1.13. Между охладителями и формой вплотную к охладителям устанавливают тепловые экраны из асбестового картона толщиной не менее 4 мм, выступающие за его края не менее, чем на 10 мм. У охладителей клещевого типа экраны должны закрывать шарниры, соединяющие половинки охладителей.
3.1.14. При сварке кабелей с бумажной изоляцией на жилах за охладителем следует установить дополнительные асбестовые экраны. При сварке проводов или кабелей с пластмассовой и резиновой изоляцией на участок изоляции длиной 80 - 100 мм за охладителем должен накладываться слой увлажненного асбеста толщиной не менее 10 мм.
Вместо проволоки необходимого диаметра в качестве присадки могут быть использованы прутки, изготовленные из скрученных вместе проволок меньшего диаметра, в частности, из жил свариваемых проводов или кабелей.
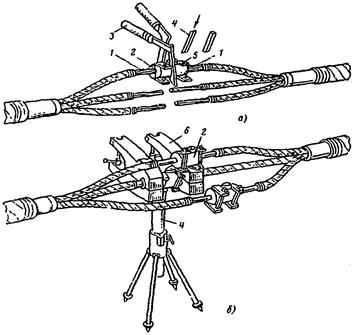
Рис. 3.1. (а) Установка сварочных форм на жилах кабеля
1 - жила; 2 - форма сварочная; 3 - струбцина; 4 - клинья
Рис. 3.1. (б) Установка и закрепление охладителей
6 - охладитель; 2 - форма сварочная; 4 - опорная стойка; 5 - планка соединительная
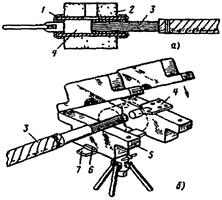
Рис. 3.2. (б) Установка жилы и наконечника ЛС при оконцевании
3 - жила; 4 - наконечник; 5 - охладитель; 6 - подкладка; 7 - планка соединительная
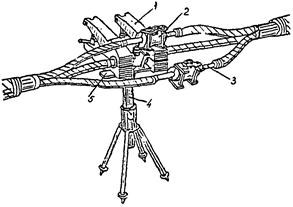
Рис. 3.3. Установка и закрепление охладителей
1 - охладитель; 2 - форма сварочная; 3 - жила кабеля;
4 - опорная стойка; 5 - планка соединительная
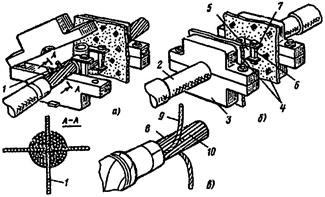
Рис. 3.4. (а, б) Собранное под сварку соединение жил кабеля АсВВ
1 - шнуровой асбест, пропущенный между прядями жилы; 2 -
жила, обернутая мокрым асбестом;
3 - охладитель; 4 - экран из листового асбеста; 5 - сварочная форма с клиновыми
сжимами
Рис. 3.4. (в) Подготовка кабеля АСБ-2к к пропано-кислородной сварке
8 - жила кабеля; 9 - жила контрольная; 10 - отрезок алюминиевой проволоки
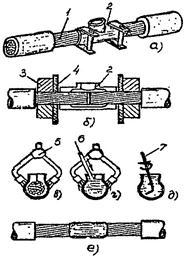
Рис. 3.5. Пропано-кислородная сварка стыкового соединения жил кабеля
а), б)
- подготовка к сварке; в) разогрев формы; г) введение присадки;
д) перемешивание расплавленного металла; е) готовое соединение
1 - жила кабеля; 2 - форма типа ФС; 3 - охладитель; 4 - асбестовый экран;
5 - газовая горелка; 6 - присадочный пруток; 7 - мешалка.
3.1.16. При выполнении сварки многожильных кабелей в первую очередь необходимо сваривать жилы, расположенные внизу, затем - верхние.
Схема подготовки и выполнения сварки стыкового соединения жил показана на рис. 3.5.
3.1.17. Пламенем горелки следует равномерно разогревать стенки формы в зоне стыковки жил (рис. 3.5в); после нагрева формы до красного цвета ввести присадку через литниковое отверстие и сплавить ее в форму до заполнения литника расплавленным алюминием (рис. 3.5г).
3.1.18. Расплав алюминия необходимо тщательно перемешивать стальным проволочным крючком, продолжая нагревать сварочную форму до расплавления соединяемых концов жил в месте их стыка и добавляя по мере необходимости присадку (рис. 3.5д).
3.1.19. По достижении полного расплавления свариваемых концов жил (проволочная мешалка свободно проходит через расплавленный металл до дна сварочной формы) нагрев формы нужно прекратить и дать металлу остыть, добавляя по мере его усадки присадку.
3.1.20. После затвердевания металла следует выбить клинья из сварочной формы и снять ее с соединения.
3.1.21. Сваренное соединение необходимо очистить и осмотреть. При наличии одной - двух неприваренных проволок их подпаивают припоем А. При большем количестве неприваренных проволок следует вновь надеть форму и повторить сварку.
3.1.23. При подготовке к сварке кабеля АсВВ сечением 300 - 1500 мм2 между прядями жил кабелей вплотную к срезу изоляции пропускают асбестовый шнур диаметром 4 мм, как показано на рис. 3.4в.
У кабелей АСБ-1к и АСБ-2к отгибают контрольные жилы 2 (рис. 3.5). Радиус изгиба контрольной жилы должен быть не менее ее десятикратного диаметра, измеренного по изоляции. Зазоры между проволоками наружного повива жилы кабеля 1, оставшиеся после отгибания контрольных жил, заполняют асбестом или отрезками алюминиевой проволоки 3. Концы отрезков, обращенные к отогнутым контрольным жилам, спиливают напильником под углом 60°.
3.1.24. После сварки основных жил кабеля АСБ контрольные жилы кабеля следует соединить пайкой оловянно-свинцовым припоем.
Сварка торцевых соединений жил
Стержневое оконцевание жил
3.1.25. Для выполнения соединений и оконцеваний по данному способу следует применять сварочные цилиндрические неразъемные формы, приведенные в приложении 10, а также опорную стойку для установки соединения при сварке.
3.1.26. С концов жил необходимо удалить изоляцию на 5 мм больше, чем суммарная длина формы или наконечника и толщина охладителя.
3.1.27. Форма для оконцевания должна подбираться по сечению жилы провода. Форму для торцевого соединения следует брать по суммарному сечению свариваемых вместе жил для ближайшего большего сечению.
3.1.28. При сварке торцевого соединения свариваемые жилы собирают в пучок, вставляют их в стальную форму 1 (рис. 3.7) и уплотняют ее нижнюю часть подмоткой шнуровым асбестом 5. При стержневом оконцеваний стальную форму надевают на жилу и так же уплотняют.
На жилу ниже формы надевают охладитель 7, укладывают его на опорную стойку и накрывают асбестовым листом 6.
3.1.29. Газовым пламенем необходимо разогревать форму до расплавления заключенных в ней жил, ввести присадку, заполнить металлом форму доверху и тщательно перемешать.
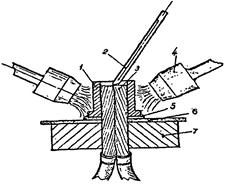
Рис. 3.7. Сварка торцевого соединения жил проводов
1 -
стальная сварочная форма; 2 - присадочный пруток; 3 - свариваемые жилы;
4 - сопло газовой горелки; 5 - уплотнительная подмотка асбестовым шнуром;
6 - теплозащитный асбестовый экран; 7 - охладитель.
3.1.30. По окончании сварки следует снять охладитель и форму и зачистить поверхность сварного соединения.
3.1.31. При стержневом оконцевании в качестве присадки для обеспечения необходимой твердости стержня должна применяться проволока из алюминиевых сплавов Амг5, АД35 или АК5.
Оконцевание жил пластинами из алюминиевого сплава АД31Т1
3.1.32. Для выполнения оконцеваний следует применять сварочные формы типа ФО1 - ФО7 (продольное оконцевание) или ФО8, ФО9 (флажковое оконцевание). Типоразмер формы должен выбираться в зависимости от сечения оконцовываемой жилы:
|
Тип формы |
ФО1 |
ФО2 |
ФО3 |
ФО4 |
ФО5 |
ФО6 |
ФО7 |
ФО8 |
ФО9 |
|
Сечение жилы, мм2 |
50 |
95 |
150 |
300 |
625 |
1000 |
1500 |
||
|
70 |
120 |
185 |
400 |
800 |
|||||
|
240 |
500 |
||||||||
Размеры пластин приведены в табл. 3.2.
Таблица 3.2
|
Сечение жил, мм |
|
|
6´25´50 |
50; 70; 95 |
|
8´40´75 |
120; 150; 185; 240 |
|
10´50´100 |
300; 400; 500 |
|
1-´80´150 |
625;800 |
|
10´100´170 |
1000 |
|
10´100´170 |
1500 |
|
12´100´170 |
1500 (для флажкового оконцевания) |
3.1.33. В зависимости от сечения с конца жилы следует снять изоляцию на длине:
|
Сечение жил, мм2 |
50 - 95 |
120 - 240 |
300 - 400 - 500 |
625 - 800 |
1000 |
1500 |
|
Длина снятой изоляции, мм |
65 |
70 |
160 |
170 |
145 |
200 |
3.1.34. При продольном оконцевании жилу и пластину необходимо вставить в форму таким образом, чтобы стык между ними находился в середине литникового отверстия (аналогично рис. 3.5).
3.1.35. При флажковом оконцевании жилу следует ввести в цилиндрическую часть формы, а в плоскую ее часть вставить пластину вплотную к жиле.
3.1.36. Технология сварки оконцевании такая же, как стыковых соединений жил, при выполнении флажкового оконцевания жила располагается вертикально (рис. 3.8).
Сварка тавровых соединений жил (приварка ответвлений к жилам)
3.1.37. Для выполнения сварки тавровых соединений жил следует применять сварочные формы, входящие в комплект набора НГО-1 (рис. 3.9), а также формы типа ФА1, ФА2 (ответвление от кабеля кабелем) и ФА3, ФА4 (ответвление от кабеля пластиной или прямоугольной шиной).
Сварочные формы должны выбираться в зависимости от сечения свариваемых жил и размера ответвительной пластины.
3.1.38. При сварке основной и ответвительной провода следует закрепить в специальной стойке с зажимным устройством, входящей в комплект набора НГО-1.
3.1.39. При сварке необходимо удалить изоляцию с основной жилы в месте приварки ответвления на длине 200 - 300 мм и с конца ответвительной жилы - на длине 100 - 150 мм.
3.1.40. Места сварки основной и ответвительной жил следует зачищать металлической щеткой.
3.1.41. На свариваемый узел необходимо надеть сварочную форму, плотно сжать ее и уплотнить все неплотности подмоткой асбестовым шнуром. Форму выбирают по табл. 3.3.
Таблица 3.3
|
Сварочные формы, применяемые при сечении основного кабеля, мм2 |
|||
|
800 |
1000 |
1500 |
|
|
Кабелем сечением, мм2 |
|||
|
800 |
ФА-1000 |
ФА1-1000 |
|
|
1000 |
- |
ФА1-1000 |
ФА2-1500 |
|
1500 |
- |
- |
ФА2-1500 |
|
Пластиной: |
|||
|
10´80´150 |
- |
ФА3-1000 |
- |
|
10´100´170 |
- |
- |
ФА4-1500 |
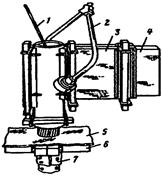
Рис. 3.8. Оконцевание жилы кабеля
1 -
присадка; 2 - пропано-кислородная горелка; 3 - сварочная форма; 4 - пластина;
5 - защитный асбестовый экран; 6 - охладитель; 7 - жила кабеля, защищенная
асбестом
3.1.42. Дальнейшие операции - как при сварке стыковых соединений согласно п.п. 3.1.15, 3.1.17, 3.1.22.
Технологическая последовательность операции при сварке ответвлений показана на рис. 3.10.
Сварка соединений однопроволочных жил в скрутке, без применения форм
3.1.43. Для сварки таких соединений следует применять набор НСПУ (портативный вариант, с меньшими баллонами).
3.1.44. С концов жил необходимо снять изоляцию на длине 40 мм; при необходимости - зачистить жилы стальной щеткой и скрутить их вместе.
3.1.45. Конец скрутки следует покрыть тонким слоем флюса ВАМИ, разведенного водой до пастообразного состояния, коробку и другие жилы от пламени - закрыть асбестовым экраном.
3.1.46. При сварке прямым нагревом пламя горелки направляют на конец скрутки и греют его до расплавления жил и образования капли жидкого металла в виде шарика, что свидетельствует о том, что провода сварились.
3.1.47. При сварке с косвенным нагревом и использовании горелки с подогреваемой насадкой конец скрутки следует вставить в углубление разогретой докрасна насадки и греть скрутку, поворачивая горелку в одну и другую стороны до расплавления жил на конце скрутки и образования сварного соединения, после чего горелку отвести от скрутки.
3.1.48. Соединение необходимо зачистить от остатков флюса и изолировать.
3.2. Термитная сварка
3.2.1. Термитная сварка рекомендуется для:
а) стыкового соединения алюминиевых жил сечением 16 - 240 мм2;
б) торцевого соединения жил проводов суммарным сечением до 240 мм2 сплавлением в общий монолит, а также стержневого оконцевания жил.
Для выполнения термитной сварки следует применять:
а) набор НСПУ; б) ручную ножовку с полотном по металлу; в) зубило слесарное; г) отвертку слесарно-монтажную с лезвием шириной 9 мм; д) напильник плоский с насечкой № 2; е) молоток массой 0,5 кг; ж) плоскогубцы универсальные; з) баночку для флюса и кисточку для его нанесения.
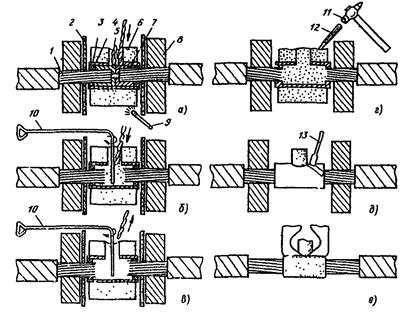
Рис. 3.9. Технологическая последовательность операций при сварке
а)
начало разогрева, поджигание термитного патрона; б) образование жидкой ванны;
в) перемешивание расплавленного металла; г) раскалывание остывшего термитного
патрона;
д) снятие стального кокиля
3.2.2. При термитной сварке необходимы такие же материалы, как и при пропано-кислородной сварке (см. табл. 3.10, за исключением пропана и кислорода. Кроме указанных в табл. 3.1, при термитной сварке следует применять флюс ВАМИ или АФ-4А.
Термитные патроны и спички, а также втулки секторные являются расходуемыми материалами и поставляются по отдельным техническим условиям.
3.2.3. Подготовка жил проводов и кабелей, а также присадки к термитной сварке производятся так же, как при пропано-кислородной сварке (пп. 3.1.5 - 3.1.8; 3.1.12 - 3.1.15). Непосредственно перед сваркой свариваемые жилы и присадочные прутки должны быть покрыты тонким слоем флюса, разведенного водой до пастообразного состояния. При сварке изолированных проводов и кабелей на оголенные участки жил следует установить охладители для защиты изоляции от теплового воздействия.
Сварка стыковых соединений жил
При отсутствии секторных втулок должны использоваться колпачки, входящие в комплект термитных патронов; при этом секторные жилы на участке насадки колпачка следует запиливать напильником так, чтобы они входили в колпачок. Свободное пространство между стенками колпачка и жилой должно быть заполнено отрезками алюминиевых проволочек от присадочных прутков.
3.2.5. Перед сваркой следует выполнить следующие подготовительные операции:
а) подобрать термитные патроны по сечению свариваемых жил;
б) протереть внутреннюю поверхность кокилей термитных патронов от загрязнений и обезжирить;
в) собрать термитные патроны, для чего вставить кокиль с двумя алюминиевыми колпачками в шашку таким образом, чтобы литниковые отверстия кокиля и шашки совпали.
3.2.7. Зазор между жилой и кокилем термитного патрона следует уплотнить подмоткой асбестовым шнуром.
3.2.9. Зажав плоскогубцами термитную спичку, поджигают шашку термитного патрона, приткнув спичку к ребру шашки (рис. 3.9а).
3.2.10. После окончания горения шашки и начала плавления алюминия подают в литник присадку до его заполнения, после чего перемешивают расплавленный металл сварочной ванны стальной проволочной мешалкой для удаления газов и шлака (рис. 3.9бв).
В процессе выполнения этой операции должен осуществляться контроль за расплавлением жил: при расплавлении жил по всему сечению мешалка свободно проходит до дна кокиля.
3.2.11. После застывания металла шашку раскалывают зубилом (рис. 3.9г) и удаляют кокиль путем отгибания в стороны его краев отверткой и плоскогубцами (рис. 3.9д), срезают литниковую прибыль, запиливают напильником острые края и неровности сварного соединения, зачищают сварное соединение металлической щеткой и протирают его ветошью для полного удаления шлаков и металлических опилок. Раковины при необходимости заплавляют припоем А с помощью газового пламени.
3.2.12. При сварке соединений жил кабелей высокого напряжения в комплект термитных патронов вместо алюминиевых колпачков входят специальные соединительные гильзы. При подготовке таких соединений к сварке необходимо обмотать асбестовым шнуром выступающие из патрона концы кокиля и гильзы (рис. 3.10).
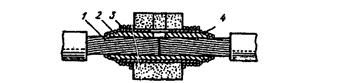
Рис. 3.10. Подготовка к
термитной сварке алюминиевых
жил кабелей на напряжение 10 кВ
1 - жила кабеля; 2 - гильза алюминиевая; 3 - кокиль; 4 - шнур асбестовый
Сварка торцевых соединений, стержневое оконцевание
3.2.13. Для сварки таких соединений должны применяться термитные патроны марки ПАТ. При выборе патронов следует иметь в виду, что маркировка их соответствует максимальному суммарному сечению свариваемых жил.
3.2.14. При подготовке жил к сварке следует:
а) снять с их концов изоляцию на длине:
|
Сечение жил, мм2 |
70 |
95 - 120 |
150 - 185 |
240 |
|
Длина снимаемой изоляции, мм |
80 |
90 |
95 |
100 |
б) зачистить и обезжирить жилы;
в) концы соединяемых жил собрать в общий пучок, плотно связать у среза изоляции бандажом из двух - трех витков проволоки и плоскогубцами придать пучку круглую форму, после чего жилы установить и закрепить в вертикальном положении;
г) присадочную проволоку подготовить как указано в п. 3.1.15 и нанести на нее слой флюса, разведенного водой.
3.2.15. На скрутку жил необходимо надеть алюминиевую втулку и затем термитный патрон; при этом кокиль патрона должен выступать вниз не менее, чем на 7 мм. Снизу кокиль следует уплотнить подмоткой асбестовым шнуром (рис. 3.11). Затем должен быть удален временный бандаж и вместо него установлен охладитель.
На торцы свариваемых жил необходимо нанести тонкий слой флюса ВАМИ. В кокиль термитного патрона до его верхних кромок засыпать присадку (кусочки) и поверх нее нанести небольшое количество флюса ВАМИ. Кокиль патрона следует прикрыть кусочком листового асбеста, который снимают перед перемешиванием расплавленного металла.
3.2.16. Дальнейшие операции по сварке (поджигание патрона и т.д.) должны выполняться как указано в пп. 3.2.8 - 3.2.11.
3.3. Дуговая сварка
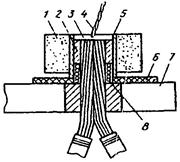
Рис. 3.11. Термитная сварка алюминиевых проводов по торцам
1 -
термитный муфель; 2 - алюминиевая втулка; 3 - провод; 4 - пруток присадочный;
5 - кокиль; 6 - подкладка асбестовая; 7 - охладитель (клещи); 8 - шнур асбестовый
Для выполнения этих работ рекомендуется:
а) полуавтоматическая сварка плавящимся электродом в среде аргона;
б) ручная сварка неплавящимся вольфрамовым электродом в среде аргона.
Допускается также ручная сварка угольным электродом с применением флюса.
Материалы, необходимые при сварке в среде аргона, приведены в табл. 3.4.
Для выполнения сварки необходимы лишь источник постоянного сварочного тока, например, сварочные выпрямители ВД-201, ВД-306, ВД-401, ВДУ-505, ВДУ-506 или сварочные агрегаты типа АСБ, а также держатель для угольного электрода.
Таблица 3.4
|
ГОСТ или ТУ |
Назначение |
|
|
Проволока сварочная алюминиевая марки СВАК* диаметром |
||
|
1,2 - 2 мм |
Плавящийся электрод при полуавтоматической сварке |
|
|
3 - 6 мм |
Присадка при ручной сварке |
|
|
Аргон чистый газообразный** |
Защита зоны сварки от воздуха |
|
|
Электроды вольфрамовые марки ЭВИ-1 |
Неплавящийся электрод при ручной сварке |
|
|
Наконечники меднографитовые марки КТП ДГр9 |
ТУ 16-538.39-89 |
Токосъемные элементы в сварочной горелке |
|
Бензин или ацетон |
Обезжиривание свариваемых кромок |
|
|
Ветошь обтирочная |
ОСТ 6346 |
Очистка и обезжиривание мест сварки |
_____________
* Проволока для полуавтоматической сварки должна быть обработана химически согласно приложению 14. Присадка для ручной сварки должна быть обезжирена и очищена.
** Аргон поставляется в стальных баллонах емкостью 40 л под давлением 150 атм.
3.3.7. При подготовке к сварке необходимо:
а) удалить изоляцию с концов жил на длине:
|
Сечение жилы, мм2 |
16 - 25 |
35 - 50 |
70 - 95 |
120 - 150 |
185 - 240 |
|
Длина снимаемой изоляции, мм |
25 |
30 |
35 |
40 |
45 |
|
Сечение жилы, мм2 |
300 - 400 |
500 - 800 |
1000 - 1500 |
||
б) зачистить и обезжирить жилу и наконечник;
в) установить на жиле охладитель у среза изоляции;
г) насадить на жилу наконечник;
д) закрепить на жиле зажим обратного сварочного провода и установить свариваемый узел в вертикальном положении;
е) при необходимости на гильзу наконечника надеть формующую втулку, графитовую или стальную.
3.3.8. Приварка наконечника к жиле должна производиться точечным швом. В зависимости от сечения жилы силу тока следует устанавливать в пределах от 80 до 250 А. Сварочную дугу необходимо возбуждать на торце жилы и затем перемещать ее по спирали от краев к центру, обеспечивая плавление гильзы наконечника и проволок жилы. Сварку следует завершать в центре сварочной точки. Примеры выполнения сварки показаны на рис. 3.12.
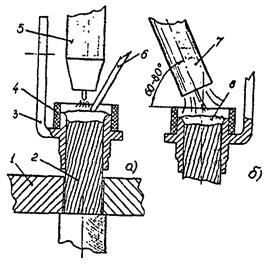
Рис. 3.12. Аргоно-дуговая сварка при оконцевании жил наконечниками типа Л
1 -
охладитель-токопровод; 2 - жила кабеля; 3 - наконечник; 4 - формующая втулка;
5 - ручная горелка с вольфрамовым электродом; 6 - присадочный пруток;
7 - горелка полуавтомата; 8 - сварной шов.
3.4. Электросварка контактным разогревом
3.4.1. Электросварку контактным разогревом применяют для соединения жил проводов в скрутке. Она также может применяться для оконцевания жил наконечниками типа Л (рис 3.12).
3.4.2. Для сварки скруток проводов следует применять аппарат ВКЗ-1, а также установку УС-1 из комплекта механизмов КМО-6 для обработки проводов освещения.
Для выполнения оконцеваний эти видом сварки необходимы понижающий трансформатор мощностью не менее 2 кВА с выходным напряжением 8 - 12 В, держатель угольного электрода и зажим-клемма обратного сварочного провода.
3.4.3. Сварку алюминиевых жил контактным разогревом необходимо выполнять с применением флюса ВАМИ, который перед использованием разводится водой до пастообразного состояния и наносится тонким слоем кисточкой на свариваемую поверхность.
3.4.4. При подготовке жил к сварке с их концов следует снять изоляцию на длине 35 - 40 мм, зачистить и скрутить в общий пучок.
3.4.5. при сварке аппаратом ВКЗ-1 (рис. 3.13) взводят пусковой механизм с угольным электродом, закрепляют скрутку жил в губках держателя так, чтобы торец жил упирался в лунку электрода и нажимают спусковой крючок аппарата. После срабатывания спускового механизма включается сварочный ток, под действием которого производится разогрев и расплавление торца скрутки в месте его контакта с угольным электродом; при этом угольный электрод под действием пружины подается вперед, выполняя осадку сварного соединения на определенную величину, по достижении которой происходит автоматическое отключение сварочного тока.
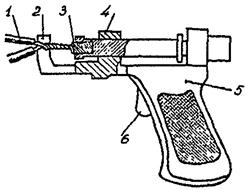
Рис. 3.13. Сварка алюминиевых жил аппаратом ВКЗ-1
1 -
свариваемые провода; 2 - губка подвижная; 3 - сварочный электрод;
4 - губка неподвижная; 5 - пистолет сварочный; 6 - спусковой рычаг.
3.4.6. Сварку скруток следует выполнять также с применением клещей с угольными электродами (рис. 3.14), подключенными к выводам трансформатора с напряжением 9 - 12 В.
3.4.7. При выполнении сварки сначала угольные электроды клещей замыкают под током и раскаляют докрасна. Затем электродами как клещами сжимают торец скрутки жил и держат в таком положении до расплавления жил и образования шарика расплавленного металла, после чего электроды разводят, прекращая нагрев. Остывшее сварное соединение должно быть очищено от остатков флюса и изолировано. При необходимости соединение для защиты от коррозии покрывают эмалью или лаком.
3.4.8. Подготовка к оконцеванию производится так же, как при дуговых методах (п. 3.3.7). При этом наконечник на жилу следует надевать так, чтобы конец ее выступал из наконечника на 2 - 3 мм.
3.4.9. Сварку производят бездуговым способом - разогрев и плавление металла происходит благодаря выделению тепла в месте контакта угольного электрода с алюминием. Сила тока при сварке составляет 150 - 250 А. В начале сварки электрод замыкают на жилу кабеля и держат так на одном месте до расплавления металла, после чего начинают перемещение электрода по спирали от краев жилы к центру со скоростью плавления алюминия. По мере необходимости вводят в сварочную ванну (в зону плавления) под электрод присадочную проволоку.
При сварке необходимо следить за тем, чтобы обеспечивалось плавление верхней части гильзы наконечника и всех проволок жилы. Сварку следует заканчивать в центре сварного соединения.
3.4.10. После затвердевания металла должны быть сняты формующая втулка и охладитель и сварное соединение зачищено от остатков флюса.
Схема сварки показана на рис. 3.14.
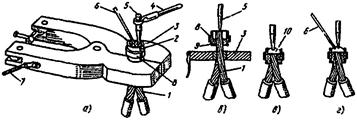
Рис. 3.14. Приварка
алюминиевого наконечника к алюминиевой
жиле контактным разогревом
а -
положение жилы, электрода и охладителей при сварке; б - оконцевание жилы
наконечником,
подготовленное к сварке; в - сплавление торца жилы; г - присадка алюминиевого
прутка и
расплавление венчика наконечника;
1 - алюминиевая жила; 2 - охладитель; 3 - наконечник; 4 - угольный электрод;
5 - присадочный пруток; 6 - электрододержатель
4. СОЕДИНЕНИЕ, ОКОНЦЕВАНИЕ И ОТВЕТВЛЕНИЕ ЖИЛ ПАЙКОЙ. СОЕДИНЕНИЕ ЖИЛ С ВЫВОДАМИ ПАЙКОЙ
4.1. Соединение, оконцевание и ответвление жил сечением до 10 мм2
4.1.1. Соединение и ответвление алюминиевых и медных жил следует выполнять пропаянной скруткой; оконцевание алюминиевых жил - оформлением в кольцо, а медных - наконечниками, отвечающими требованиям ГОСТ 10434, ГОСТ 17441 или оформлением в кольцо.
4.1.2. При выполнении соединений, оконцеваний и ответвлений должны применяться наборы НСПУ: НСП-1, НСП-1М или паяльник (электротигель), стальная щетка, плоскогубцы или круглогубцы.
Для пайки алюминиевых жил следует применять припои, приведенные в табл. 4.1.
Таблица 4.1
|
Температура плавления, °С |
Состав припоя, % |
||||
|
Цинк |
Олово |
Медь |
Алюминий |
||
|
Оловянно-медноцинковый А |
400 - 425 |
58 - 58,5 |
40 |
1,5 - 2 |
- |
|
Цинкооловянистый ЦО-12 |
500 - 550 |
88 |
12 |
- |
- |
|
Цинкоалюминиевый ЦА-15 |
550 - 600 |
85 |
- |
- |
15 |
|
Припой ПОС 30 |
270 |
30 |
|||
|
Припой ПОС 40 |
230 |
40 |
|||
Для пайки медных жил необходимо применять мягкие оловянно-свинцовые припои, приведенные в табл. 4.2, канифоль или флюс КСп.
Данные по расходу материалов даны в приложении.
4.1.3. При выполнении соединений и ответвлений скруткой с концов жил следует удалять изоляцию на длине, указанной в табл. 4.3; при оформлении жил в кольцо - на длине 30 - 35 мм.
Таблица 4.2
|
Температура плавления, °С |
Область преимущественного применения |
|
|
ПОССу 61-0,5 |
183 - 189 |
Лужение и пайка электроаппаратуры, пайка элементов печатных плат и обмоток электрических машин |
|
ПОССу 40-0,5 |
183 - 235 |
Лужение и пайка обмоток электрических машин, пайка монтажных элементов, поточных и кабельных изделий |
|
ПОССу 35-05 |
183 - 245 |
Лужение и пайка свинцовых кабельных оболочек электротехнических изделий |
|
ПОССу 40-2 |
185 - 229 |
Припой широкого назначения |
Таблица 4.3
|
Длина удаляемой изоляции, мм |
||
|
при пайке скрутки алюминиевых жил |
при пайке скрутки медных жил |
|
|
До 1 |
- |
20 |
|
1,5 |
- |
25 |
|
2,5 |
60 |
35 |
|
4 |
60 |
45 |
|
6 |
80 |
50 |
|
10 |
90 |
60 |
4.1.4. Жилы следует зачищать до металлического блеска.
4.1.5. Алюминиевые жилы складывают внахлест, соединяют их двойной скруткой (рис. 4.1, а, б) или оформляют в кольцо круглогубцами.
4.1.6. При пайке алюминиевых жил скрутку следует нагревать пламенем газовой горелки, одновременно вводя в пламя пруток припоя.
После нагрева жил до температуры плавления припоя желобок и место скрутки необходимо натирать прутком припоя с одной стороны. В результате трения пленка окиси разрушается, желобок и скрутка облуживаются и заполняются припоем. Аналогично следует пропаивать другую сторону скрутки.
4.1.7. При пайке медных жил на скрутку (рис. 4.1, в) или на кольцо необходимо нанести мелко истолченную канифоль или флюс КСп, пропаять скрутку припоем с помощью паяльника или погрузить оформленную в кольцо жилу в расплавленный припой на 1 - 4 с.
4.1.8. Излишки припоя должны быть удалены с неостывшего соединения чистой ветошью, место пайки - изолировано.
4.2. Соединение и ответвление жил сечением 16 - 240 мм2
4.2.1. Соединение и ответвление алюминиевых и медных жил должно выполняться непосредственным сплавлением припоя в формах (медных гильзах) или поливом предварительно расплавленным припоем.
4.2.2. Для соединения и ответвления следует применять наборы НСПУ, НСП-1, НСП-1М (для пайки непосредственным сплавлением припоя) или тигель, паяльную ложку, разъемные формы или формы из кровельной стали для пайки поливом, защитный экран, стальную щетку, напильник длиной 200 мм с насечкой № 2, кисточку для нанесения флюса и стальной скребок, мешалку (проволочный щуп), ручную ножовочную рамку с ножовочным полотном для металла; для соединения или ответвления в гильзах - медные соединительные или ответвительные гильзы (приложение); термометр со шкалой 0 - 300 °С.
4.2.3. При пайке алюминиевых жил следует применять припои, указанные в табл. 4.1, медных - оловянно-свинцовые припои (табл. 4.2) и мелко истолченную канифоль или флюс КСп. Данные по расходу материалов приведены в приложении.
4.2.4. С концов алюминиевых жил необходимо удалять изоляцию на длине:
|
Сечение жилы, мм2 |
16 - 35 |
50 - 95 |
120 и выше |
|
Длина удаляемой изоляции, мм |
50 |
60 |
70 |
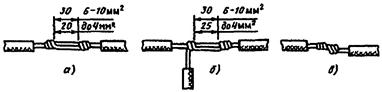
Рис. 4.1. Соединение и ответвление жил сечением до 10 мм пайкой
а, б - алюминиевые и медные (скрутка с желобком); в - медные (скрутка без желобка)
С концов медных жил следует удалять изоляцию на длине, равной половине длины гильзы плюс 10 мм.
4.2.5. У кабелей с бумажной изоляцией с оголенной части жилы необходимо удалять масло-канифольный состав чистой ветошью, смоченной в бензине или ацетоне.
4.2.6. Секторные жилы следует скруглять, используя механизмы и инструмент, перечисленные в разделе 2.
4.2.7. Жилы должны быть зачищены до металлического блеска.
4.2.8. С зачищенных концов жил необходимо снять повивы ступенями (рис. 4.2а, соответственно, для жил сечением 16 - 35, 50 - 95 и 120 - 240 мм2) или отрезать жилы 1 под углом 55° с помощью шаблона 2 (рис. 4.2б).
4.2.9. Края изоляции жил следует обмотать несколькими витками асбестового шнура.
4.2.10. Облуживать концы жил необходимо следующим образом:
- алюминиевые жилы при соединении и ответвлении непосредственным сплавлением припоя в формах прогреть до плавления припоя, ввести палочку припоя в пламя горелки и нанести припой на всю ступенчатую поверхность концов жил, включая их торцы, тщательно растереть припой стальной кисточкой до полного облуживания жилы;
- алюминиевые жилы при соединении сплавлением припоя в медных гильзах облуживать сначала припоем А, затем припоем ПОССу или ПОС. Припоем ПОССу или ПОС после предварительной очистки облуживать медные соединительные гильзы; медные жилы облуживать оловянно-свинцовым припоем.
4.2.11. Концы жил 1 (рис. 4.3а) следует ввести в формы (гильзы) 5 таким образом, чтобы стык жил находился в середине формы (для жил со срезанными под углом 55° концами зазор между торцами около 2 мм).
Разъемные формы необходимо скрепить бандажами из мягкой стальной проволоки, формы из кровельной стали - с помощью замка.
4.2.12. Место входа жил в форму следует уплотнить подмоткой из асбестового шнура 6. Формы необходимо установить горизонтально для обеспечения полной заливки припоем, надеть на жилы защитные экраны 2. При соединении жил сечением 120 мм2 и более рекомендуется дополнительно устанавливать охладители. В этом случае длина первой ступени разделываемого конца кабеля увеличивается с 40 до 55 мм (рис. 4.2а).
4.2.13. Пламенем горелки 3 следует нагреть форму (гильзу) с введенными в нее облуженными концами жил. Одновременно в пламя ввести палочку припоя 4, расплав которого должен заполнить форму до верха. Расплавленный припой 7 необходимо перемешивать мешалкой и удалять шлаки, затем прекратить нагрев и уплотнить припой легким постукиванием по форме.
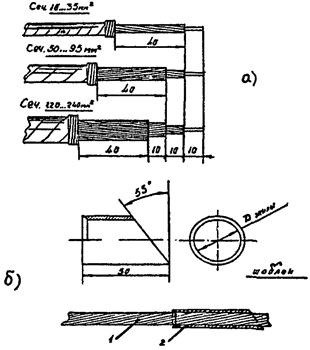
Рис. 4.2. Разделка концов жил сечением 16 ... 240 мм2 перед пайкой
а -
ступенчатая разделка жил; б - разделка жил под углом.
1 - жила; 2 - шаблон.
4.2.14. При пайке поливом предварительно расплавленным припоем, тигель 4 (рис. 4.3б) с расплавленным припоем должен быть установлен несколько в стороне от места пайки, чтобы выделяемое им тепло дополнительно не нагрело жилы и не воспламенило кабельный пропиточный состав. Для стекания излишков припоя между местом пайки и тиглем следует установить лоток 3, который крепят к оголенным жилам так, чтобы он не касался бумажной изоляции.
4.2.15. При пайке алюминиевых жил температура расплавленного припоя ЦО-12, ЦА-15 должна составлять 600 - 700 °С (определяется началом плавления погруженной в припой алюминиевой проволоки); медных жил оловянно-свинцовым припоем - 270 - 280 °С (определяется термометром со шкалой 0 - 300 °С). Масса припоя в тигле во избежание быстрого остывания должна быть 7 - 8 кг.
4.2.16. Припой следует заливать паяльной ложкой 1 через литниковое отверстие формы 2. При пайке алюминиевых жил заливку припоя продолжают до расплавления торцов соединяемых жил, что определяется прощупыванием стальным проволочным щупом.
С поверхности жил со скошенными концами под слоем припоя необходимо удалить пленку окиси скребком 5, изготовленным из ножовочного полотна.
4.2.17. Тигель с расплавленным припоем должен быть подогрет перед соединением жил кабеля каждой фазы.
4.2.18. Длительность пайки во всех случаях не должна превышать 1 - 1,5 мин.
Припой после остывания дает усадку, поэтому во избежание образования раковин следует долить припой в форму или гильзу до затвердевания его верхнего слоя, сохраняя неизменным положение жил, чтобы избежать образования трещин.
4.2.19. Излишки незастывшего припоя следует удалить, осторожно протерев форму (гильзу) чистой ветошью.
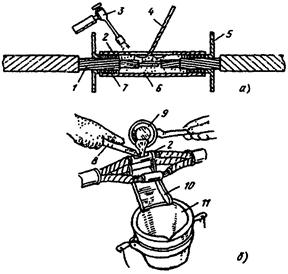
Рис. 4.3. Соединение жил сечением 16 ... 240 мм2 пайкой
а -
соединение сплавлением
1 - жила кабеля; 2 - экран; 3 - горелка; 4 - палочка припоя; 5 - форма;
6 - подмотка асбестовая; 7 - припой расплавленный
4.2.20. После остывания соединения следует снять охладители, экраны, форму и опилить шероховатости, соединение протереть чистой ветошью, смоченной в бензине или ацетоне, место пайки - изолировать.
4.2.21. Ответвления (рис. 4.4) должны выполняться аналогично соединениям с применением ответвительных гильз или Т-образных форм (приложение).
4.3. Соединение алюминиевых жил с медными и жил разных сечений
4.3.1. Алюминиевые жилы следует соединять с медными согласно требованиям подраздела 4.2 в медных гильзах (приложение). Концы алюминиевых жил необходимо облуживать сначала припоем А, затем ПОССу, а медные жилы и медные соединительные гильзы - припоем ПОССу.
4.3.2. Жилы разных сечений должны соединяться согласно требованиям подраздела 4.2 в формах, медных соединительных гильзах или медных гильзах, предназначенных для жил разных сечений. В месте входа жилы меньшего сечения в форму или гильзу следует выполнять центрирующую уплотняющую подмотку из асбестового шнура.
4.4. Оконцевание алюминиевых и медных жил наконечниками
4.4.1. Для оконцевания жил сечением 16 - 240 мм2 предназначены наконечники, отвечающие требованиям ГОСТ 10434, ГОСТ 17441. Оконцевание жил сечением 240 - 625 мм2 может выполняться с использованием медных наконечников специальных конструкций, обеспечивающих возможность выполнения надежного паяного соединения.
4.4.2. С конца жилы необходимо удалить изоляцию на длине, равной длине трубчатой части наконечника плюс 10 мм. При оконцевании жил сечением 120 мм2 и более рекомендуется дополнительно устанавливать охладители. В этом случае длина разделываемого конца жилы увеличивается на 15 - 20 мм.
4.4.3. Секторные жилы следует скруглять.
4.4.4. У кабелей с бумажной изоляцией с оголенной части жилы необходимо удалить масло-канифольный состав чистой ветошью, смоченной в бензине или ацетоне; алюминиевые жилы - отрезать под углом 55° в стальном шаблоне (рис. 4.2б); жилы - зачистить до металлического блеска.
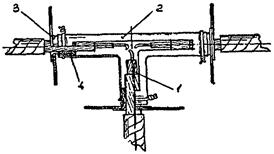
Рис. 4.4. подготовка жил сечением 16 ... 240 мм к ответвлению пайкой
1 - жила; 2 - форма (составная); 3 - экран защитный; 4 - подмотка асбестовая
4.4.5. Облуживать жилу и наконечник (внутреннюю поверхность гильзы) следует:
алюминиевые жилы - припоем А, затем оловянно-свинцовым припоем;
медные - оловянно-свинцовым припоем с применением канифоли или флюса КСп.
4.4.6. На жилу 2 (рис. 4.5) необходимо надеть наконечник 3 или 7 и уплотнить зазоры в его нижней части асбестовым шнуром 1, установить защитный экран 6 (для жил сечением 120 мм2 - дополнительно установить охладители).
4.4.7. Конец жилы и наконечник следует прогреть горелкой 5, наплавить в наконечник оловянно-свинцовый припой 4. При заполнении гильзы наконечника припоем необходимо следить за тем, чтобы он проник в зазоры между проволоками жилы и наконечником. (Уплотняют припой легким постукиванием по трубчатой части наконечника).
Образовавшиеся при пайке подтеки припоя должны быть разглажены ветошью по поверхности наконечника.
4.4.8. После полного застывания припоя следует снять подмотку из асбеста.
4.5. Соединение медных жил с плоскими и штыревыми выводами
Для соединения пайкой однопроволочных и многопроволочных медных жил сечением до 4 мм2 с плоскими выводами следует удалить изоляцию с концов жил на длине 35 мм, со штыревыми выводами - 50 мм; зачистить оголенные части до металлического блеска; нанести на жилу флюс КСп или мелко истолченную канифоль и облуживать жилу оловянно-свинцовым припоем с помощью паяльника; закрепить жилу или уложить на выводе и пропаять оловянно-свинцовым припоем.
4.5.1. Качество соединений, оконцеваний и ответвлений, выполненных пайкой, необходимо контролировать в соответствии с требованиями раздела 7.
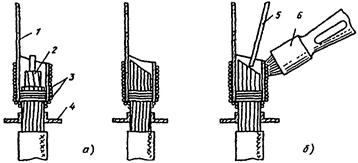
Рис. 4.5. (а,б) Оконцевание жил наконечниками пайкой
1 - уплотнение
из шнурового асбеста; 2 - жила; 3 - наконечник по ТУ 36-33-79 сечением
16 ... 240 мм2; 4 - припой; 5 - горелка; 6 - экран защитный; 7 -
наконечник для
оконцевания жил сечением 160 ... 625 мм2
5. СОЕДИНЕНИЕ ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ С КОНТАКТНЫМИ ВЫВОДАМИ ЭЛЕКТРООБОРУДОВАНИЯ
5.1. Конструкция контактных выводов
5.1.1. Контактные выводы бывают плоскими (рис. 5.1а), штыревыми (рис. 5.1б) и гнездовыми (рис. 5.1в). Плоские и штыревые выводы предназначены для сварного, паяного и болтового присоединений, гнездовые - для втычного (непосредственно или через наконечники).
5.1.2. В распределительных устройствах, силовых цепях до 1000 В, вторичных цепях, при соединении проводов с установочными изделиями и в осветительных сетях следует применять зажимы (наборные, ответвительные и др., рис. 5.2).
5.1.3. Контактные выводы и токопроводящие детали зажимов из меди, ее сплавов и стали должны иметь защитное металлическое покрытие.
5.1.4. Выводы должны быть укомплектованы крепежными изделиями, предусмотренными стандартами и техническими условиями на электротехнические устройства. По заказу потребителя при присоединении алюминиевых жил проводов и кабелей выводы должны быть укомплектованы средствами стабилизации электрического сопротивления.
5.2. Соединение алюминиевых жил с плоскими контактными выводами
5.2.2. Разборные контактные соединения многопроволочных жил следует выполнять после оконцевания наконечниками.
Рис. 5.1. Контактные выводы
а - плоские; б - штыревые; в - гнездовые
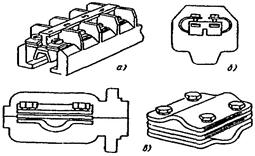
Рис. 5.2. Контактные зажимы
а -
блок зажимов с плоскими выводами; б - гнездовой наборный зажим;
в - ответвительный зажим
5.2.3. При оконцевании жил необходимо руководствоваться требованиями, изложенными в разделах 2 - 4 настоящей инструкции. Перед соединением жилы (наконечника) с выводом или зажимом поверхности, не имеющие защитных металлических покрытий, следует зачищать до металлического блеска стальной щеткой или шлифовальной шкуркой; контактные поверхности деталей из алюминия и его сплавов зачищать и смазывать нейтральной смазкой (вазелином КВЗ, ЦИАТИМ-221 или другими смазками с аналогичными свойствами; контактные поверхности, имеющие защитные металлические покрытия, очищать органическим растворителем (бензин, уайт-спирит и др.).
5.2.4. Однопроволочные жилы сечением до 16 мм2 должны быть соединены с плоскими выводами 1 (рис. 5.3) из меди, алюминия и его сплавов непосредственно после изгибания конца жилы 5 в кольцо (или без формирования кольца 7) стальными винтами 2 с полукруглыми или цилиндрическими головками либо стальными болтами с гайками 1. Для предотвращения их от самоотвинчивания следует применять пружинные шайбы 3. При оформлении конца жилы в кольцо (или без выполнения кольца) в соединении необходимо устанавливать фасонную «звездочку» 4, П-образную 6 и пружинную шайбы (рис. 5.3).
5.2.5. Жилы сечением 16 мм и более, оконцованные алюминиевыми наконечниками или оформленные с помощью специального инструмента, должны быть соединены с плоскими выводами из меди, алюминия и его сплавов с применением средств стабилизации электрического сопротивления: стальными болтами, гайками, шайбами и тарельчатыми пружинами (рис. 5.4 а) или крепежными изделиями из цветных металлов с коэффициентом линейного расширения от 18×10-6 до 21×10-6 1/°С (например, из латуни ЛС 59-1, ЛС 62 или алюминиевого сплава АК-4-1 (рис. 5.4 б, в).
5.2.6. Жилы, оконцованные медными, медно-алюминиевыми наконечниками из твердых алюминиевых сплавов или алюминиевыми наконечниками, имеющими защитные металлические покрытия рабочих поверхностей, следует соединять с плоскими выводами из меди, стали или твердого алюминиевого сплава стальными болтами, гайками и шайбами (рис. 5.4 б, в).
5.2.7. Выводами электротехнических устройств из меди, стали или твердого алюминиевого сплава, расположенных в наружных установках, в сырых помещениях1 и помещениях с агрессивной средой2, жилы следует соединять после их оконцевания медными, медно-алюминиевыми наконечниками, наконечниками из твердого алюминиевого сплава в соответствии с требованиями п. 5.2.6.
_____________
1 По ГОСТ 15150* Электротехнические устройства всех исполнений и категорий размещения, кроме размещения 4.1 и исполнений У, УХЛ, ТС категорий размещений 3 и 4.
2 По ГОСТ 15150*. Электротехнические устройства, работающие в среде, содержащей коррозионно-активные агенты, состав и концентрация которых превышает нормы атмосферы типа П.
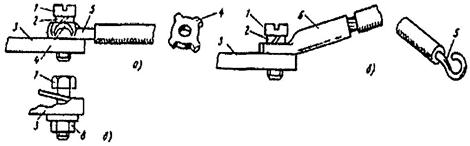
Рис. 5.3. Соединение жил сечением до 16 мм2 с плоскими выводами
а -
непосредственно, б - оформленные в кольцо
1 - винт; 2 - шайба пружинная; 3 - вывод; 4 - шайба фасонная (звездочка);
5 - жила (оформленная в кольцо); 6 - шайба фасонная (П-образная); 7 - жила
Жилы, оконцованные алюминиевыми наконечниками, имеющими защитные металлические покрытия рабочих поверхностей, должны соединяться в соответствии с требованиями п. 5.2.5.
5.2.8. Жилы, оконцованные медно-алюминиевыми наконечниками, наконечниками из твердого алюминиевого сплава или алюминиевыми наконечниками, имеющими защитные металлические покрытия, следует соединять с плоскими выводами из алюминия в соответствии с требованиями п. 5.2.5.
5.2.9. Две жилы, оконцованные наконечниками или оформленные с помощью специального инструмента, должны соединяться с плоским выводом с двух сторон вывода (рис. 5.4г).
5.2.10. Диаметр болта может быть меньше диаметра отверстия в выводе или наконечнике только на один типоразмер. Например, при диаметре отверстия вывода 13 мм, наконечника 11 мм может использоваться болт М10.
5.2.11. Не допускается рассверливать отверстия в выводе или лапке наконечника под болт большего размера, а также изменять форму и размеры зажимной части наконечника. При невозможности подключения наконечника к выводу, несоответствии диаметров отверстий в выводе и наконечнике, при необходимости присоединений более двух жил следует применять переходные детали (рис. 5.5а, б).
Форма переходной детали зависит от конструкции и расположения вывода и должна изготавливаться из того же материала, что и вывод или из материала с аналогичными свойствами.
В качестве переходных деталей следует применять пластины из меди, медно-алюминиевые и из алюминиевого сплава.
Поперечное сечение переходной детали не должно быть меньше соответствующего сечения контактного вывода.
Жилы, оконцованные наконечниками, должны соединяться с переходными деталями из меди или алюминиевого сплава в соответствии с пп. 5.2.5 или 5.2.6; алюминиевые жилы - с переходными деталями из алюминия, алюминиевого сплава и с алюминиевой частью медно-алюминиевой детали сваркой (рис. 5.5б, в).
5.2.12. Затяжку болтов с шестигранной головкой рекомендуется производить моментными индикаторными ключами, например, ДК-25, КД-150. Рекомендуемые крутящие моменты указаны в табл. 5.1.
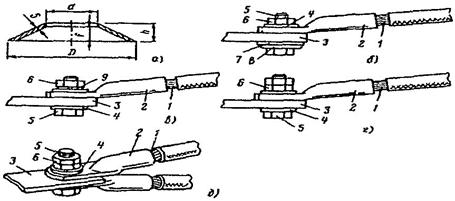
Рис. 5.4. (б, в, г, д) Соединение жил сечением 16 мм2 и более с плоским выводом
б - с
тарельчатой пружиной; в - с пружинной шайбой;
г - с контргайкой; д - соединение двух наконечников с выводом
1 - жила; 2 - наконечник; 3 - вывод плоский; 4 - болт; 5 - гайка;
6 - шайба пружинная; 7 - шайба; 8 - пружина тарельчатая
Таблица 5.1
|
Крутящий момент для болтового соединения с шестигранной головкой, Н×м |
|
|
М5 |
7,5 ± 1,0 |
|
М6 |
10,5 ± 1,0 |
|
М8 |
22,0 ± 1,5 |
|
М10 |
30,0 ± 1,5 |
|
М12 |
40,0 ± 2,0 |
|
М16 |
60,0 ± 3,0 |
|
М20 |
90,0 ± 4,0 |
|
М24 |
130,0 ± 5,0 |
|
М30 |
200,0 ± 7,0 |
|
М36 |
240,0 ± 10,0 |
5.3. Соединение медных жил с плоскими контактными выводами
5.3.1. Перед соединением жилы должны быть оконцованы наконечниками или оформлены в кольцо в соответствии с требованиями разд. 2 и 4. Подготовку контактных поверхностей следует производить согласно требованиям п. 5.2.3.
5.3.2. Однопроволочные жилы сечением до 16 мм2 необходимо соединять с плоскими выводами согласно требованиям п. 5.2.4. Разрешается присоединять к одному выводу две жилы.
5.3.3. Многопроволочные жилы сечением до 10 мм2 должны быть соединены с плоскими выводами из меди, алюминия и их сплавов после изгибания конца жилы в кольцо (или без формирования кольца с применением фасонной шайбы) и пропайки или оконцевания кольцевым наконечником (пистоном) стальными винтами с полукруглыми или цилиндрическими головками.
5.3.4. Жилы, оконцованные наконечниками по ТУ 36-33-83 и по ГОСТ 7386 следует соединять с плоскими выводами из меди или твердого алюминиевого сплава стальными болтами, гайками и шайбами (рис. 5.4б, в), а с выводами из алюминия - согласно требованиям п. 5.2.5.
5.3.5. Жилы, оконцованные наконечниками, необходимо соединять с алюминиевыми выводами электротехнических устройств, расположенных на открытом воздухе, в сырых помещениях и в помещениях с агрессивной средой, через переходную медно-алюминиевую пластину, алюминиевую часть которой приваривают к выводу или соединяют с ним болтами, а к медной части болтом - присоединить наконечник. При болтовом соединении алюминиевой части пластины с выводом должны быть выполнены требования п. 5.2.5. Допускается непосредственное соединение медной жилы, оконцованной наконечником, с плоским алюминиевым выводом, если контактные поверхности выводы и наконечника имеют однородное защитное металлическое покрытие.
5.4. Соединение алюминиевых жил со штыревыми выводами
5.4.1. Перед соединением жил следует выполнить требования пп. 5.2.1 - 5.2.3.
5.4.2. Однопроволочные жилы сечением до 16 мм2, оформленные в кольцо (рис 5.6а), должны быть соединены с выводами гайками, фасонными и пружинными шайбами.
5.4.3. Жилы сечением 16 мм2 и более, оконцованные алюминиевыми наконечниками или оформленные с помощью специального инструмента, на токи до 630 А следует соединять с выводами медными гайками (рис. 5.6в, г), на токи выше 630 А - через переходные детали (медно-алюминиевые или из твердого алюминиевого сплава) или после нанесения на контактные поверхности защитных металлических покрытий - медными или стальными гайками. Упорные гайки в штыревых выводах должны быть медные или латунные.
5.4.4. На открытом воздухе, в сырых помещениях и в помещениях с агрессивной средой алюминиевые проводники необходимо оконцовывать медно-алюминиевыми переходными деталями или переходными деталями из алюминиевого сплава с защитным металлическим рабочих поверхностей и соединить с выводами согласно требованиям п. 5.4.3.
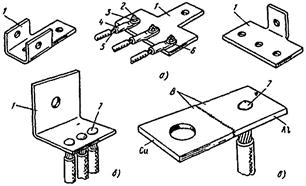
Рис. 5.5. Соединение жилы с переходными деталями
а -
болтовое; б, в - сварное
1 - переходная деталь; 2 - болт; 3 - гайка; 4 - наконечник; 5 - жила;
6 - шайба; 7 - медно-алюминиевая пластина; 8 - заклепочный шов
5.4.5. Со штыревыми выводами из алюминиевого сплава жилы следует соединять сваркой (рис. 5.6д) или при оконцевании жилы наконечником - согласно требованиям п. 5.4.3.
5.4.6. Жилы сечением 25 мм2 и более, оконцованные медными наконечниками или наконечниками из твердых алюминиевых сплавов, должны соединяться с выводами стальными гайками.
5.4.7. Две жилы, оконцованные наконечниками, при присоединении к штыревому выводу рекомендуется располагать, как показано на рис. 5.6г.
При невозможности подключения наконечников к выводу или при необходимости присоединения более двух жил следует применять переходные детали в соответствии с требованиями п. 5.2.11.
5.4.8. Диаметр штыревого вывода может быть меньше диаметра отверстия в наконечнике на один типоразмер. Не допускается рассверливать отверстие в лапке наконечника под штыревой вывод большего диаметра.
5.5. Соединение медных жил со штыревыми выводами
5 5.1. Перед соединением жил следует выполнить требования п. 5.2.1 - 5.2.3.
5.5.2. Однопроволочные жилы сечением до 16 мм2 должны быть соединены с выводами непосредственно после изгибания конца жилы в кольцо гайками, фасонными и пружинными шайбами.
5.5.3. Многопроволочные жилы сечением до 10 мм2 необходимо соединять со штыревыми выводами после изгибания конца жилы в кольцо и припайки или оконцевания кольцевым наконечником (пистоном) гайками, фасонными и пружинными шайбами. При оформлении жилы в кольцо следует установить фасонную и пружинные шайбы (рис. 5.6а), а при оконцевании кольцевым наконечником - только пружинную шайбу (рис. 5.6б).
5.5.4. Жилы, оконцованные медными наконечниками, должны быть соединены с выводами стальными гайками.
5.6. Соединение жил с гнездовыми выводами и зажимами
5.6.1. Разборные контактные соединения жил проводов и кабелей с гнездовыми выводами и зажимами могут быть выполнены непосредственно; после оконцования жил штифтовыми наконечниками из меди и ее сплавов, медно-алюминиевыми или из твердого алюминиевого сплава; после облуживания медных жил оловянно-свинцовыми припоями или сплавления алюминиевых жил в монолит с добавлением сплава.
5.6.2. Перед соединением контактную часть жил, гнездовых выводов и зажимов следует зачищать в соответствии с требованиями п. 5.2.3.
5.6.3. В наружных электроустановках, в сырых помещениях и в помещениях с агрессивной средой алюминиевые жилы необходимо оконцовывать штифтовыми наконечниками медно-алюминиевыми или из твердого алюминиевого сплава с защитным металлическим покрытием контактных поверхностей; медные - медными штифтовыми наконечниками или путем облуживания жил оловянно-свинцовыми припоями.
5.7. Инструмент и материалы
5.7.1. Для выполнения соединений должны применяться ключи (моментные, гаечные, торцевые, разводные), напильники, слесарные молотки, малярные кисти, стальные щетки, шлифовальные шкурки. Для растворителей, грунтовок и красок следует использовать металлическую посуду. При выполнении опрессованных, сварных или паяных соединений необходимо пользоваться инструментом, приспособлениями и материалами, указанными в соответствующих разделах настоящей инструкции.
5.7.2. Для болтовых соединений следует применять крепежные детали, перечисленные в табл. 5.2.
Таблица 5.2
|
Класс или группа прочности, не ниже |
Покрытие |
||
|
вид |
обозначение |
||
|
Болты, винты, шпильки из углеродистых или легированных сталей |
5, 8 |
Цинковое с хромированием |
0,1 |
|
Гайки из углеродистых или легированных сталей |
5 |
||
|
Болты, винты, шпильки и гайки из цветных металлов |
32 |
Без покрытия или оловянное |
00; 07 |
5.8. Защита соединений от коррозии и воздействия внешней среды
5.8.1. Вопросы защиты от коррозии контактных соединений в помещениях с химически активной средой должны быть решены в проекте.
5.8.2. В сырых помещениях разборные и неразборные контактные соединения следует защищать стойкими лакокрасочными покрытиями или смазками.
5.8.3. Лаки, краски и грунтовки должны наноситься на боковые поверхности плоских выводов и наконечников или на жилы в месте их соприкосновения. При соединении жил со штыревыми выводами необходимо закрашивать место прилегания наконечника или переходной детали к гайкам, при сварных или паяных соединениях - шов и прилегающие к нему плоскости на расстоянии 5 - 10 мм. Лаки, краски и грунтовки следует наносить кистью или пульверизатором.
5.8.4. Перед нанесением покрытия поверхность соединения должна быть очищена и обезжирена.
5.8.5. Для защитных покрытий следует применять лак ГФ-95-глифталево-масляный светло-коричневый пропиточный печной и воздушной сушки, эмаль ПФ-115, грунтовку ФЛ-ОЗЖ, смазку ЦИАТИМ-221; в качестве растворителей - авиационный бензин Б-70 или автомобильный неэтилированный бензин, технический ацетон, растворитель Р-Ч.
5.8.6. По внешнему виду лакокрасочные покрытия должны соответствовать IV классу (ГОСТ 9825). Поверхность должна быть однотонной или с характерным рисунком, допускаются неровности, связанные с состоянием поверхности до окраски, не влияющие на защитные свойства покрытий.
5.8.7. При температуре воздуха ниже 5 °С покрытия следует наносить после нагрева места, подлежащего окраске, до 40 - 60 °С пламенем пропано-воздушной горелки или паяльной лампы.
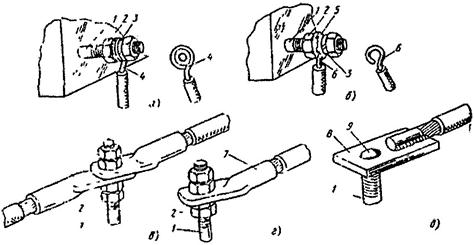
Рис. 5.6. Соединение жил со штыревыми выводами
1 -
вывод; 2 - гайка; 3 - шайба фасонная («звездочка»); 4 - жила, оформленная в
кольцо;
5 - жила, оконцованная кольцевым наконечником; 6 - шайба пружинная; 7 -
наконечник;
8 - пластина из алюминия или алюминиевого сплава; 9 - заклепочный шов;
10 - жила замоноличенная, алюминиевая
6. Соединение, оконцевание и ответвление алюминиевых жил. Метод механического соединения с применением винтовых гильз и наконечников с болтами со срывающимися головками при их затяжке.
Механическое соединение, оконцевание или ответвление алюминиевых однопроволочных и многопроволочных жил кабелей, имеющих секторную или круглую форму сечением 25 - 800 мм2 на напряжение до 10 кВ включительно, выполняемое с применением винтовых гильз, наконечников и ответвлений с болтами со срывающимися головками при их затяжке.
В основу механического соединения или оконцевания винтовыми гильзами (наконечниками) с болтами со срывающимися головками при их затяжке положен принцип деформирования материала контактной пары «жила-гильза» (наконечник)» с образованием зоны контактирования между ними.
Степень деформации достигается за счет усилия затяжки, которое обеспечивается автоматически при отрыве головок болтов и обеспечивается конструкцией винтовой гильзы и наконечника, а также количеством и размерами контактных болтов, у которой отрыв головок происходит при достижении требуемого момента закручивания, учитывающего материал, конструкцию и сечение жил.
Форма деформации при механическом соединении зависит от конструкции (конфигурации) болтов и конструкции жил.
6.1. Общие требования
6.1.1. Гильзы кабельные болтовые с круглой полостью и внутренней перегородкой серии ГВКП* (далее - гильзы ГВКП) изготавливаются из алюминиевого сплава и предназначены для соединения алюминиевых однопроволочных и многопроволочных жил кабелей и проводов, имеющих секторную и круглую форму сечением 25 - 800 мм2 на напряжение до 10 кВ включительно с применением болтов со срывающимися головками при достижении нормируемого момента при их затяжке.
_____________
*ГВКП - гильза (Г) с внутренней (В) круглой (К) полостью (П)
Конструкция гильз обеспечивает соединение жил с любой формой поперечного сечения (круглой, секторной, комбинированной).
6.1.2. Номенклатура гильз включает следующие маркоразмеры:
ГВКП - 25 - 50 мм2
ГВКП-1 - 70 - 95 - 120 мм2
ГВКП-2 - 150 - 185 - 240 мм2
ГВКП-3 - 300 мм2
ГВКП-4 - 400 мм2
ГВКП-5 - 500 мм2
ГВКП-6 - 650 мм2
ГВКП-7 - 800 мм2
6.1.3. Гильзы ГВКП-2 могут использоваться для соединения между собой жил сечением 120 и 150 мм2, а также круглых жил сечением 300 мм2.
6.1.4. Вид климатического использования и применения гильз УХЛ3 по ГОСТ 15150 (диапазон температур от -50 °С до +50 °С).
Общие виды гильз до и после выполнения соединения жил приведены в табл. 6.1 и на рис. 6.1.
6.1.5. Каждая соединяемая жила закрепляется в гильзе в зависимости от маркоразмера гильзы, для сечений 25 - 240 мм2 - двумя болтами со срывающимися головками; для сечений 300, 400, 500 мм2 - тремя болтами; для сечений 650, 800 мм2 - тремя болтами с одной стороны и одним - с противоположной при их затяжке с достижением момента до срыва головок, см. табл. 5.1.
6.1.6. Наконечники кабельные болтовые с прямой или наклонной плоской частью серии НКВ и НКВН* (далее - наконечники) изготавливаются из алюминиевого сплава, предназначены для оконцевания алюминиевых однопроволочных и многопроволочных жил кабелей, имеющих секторную или круглую форму сечением 25 - 800 мм2 на напряжение до 10 кВ включительно с применением болтов со срывающимися головками при достижении момента срыва при их затяжке.
_____________
*НКВ - Наконечник (Н) кабельный (К) винтовые (В) с прямой частью, с наклонной (Н) - частью НКВН
Таблица 6.1
|
Сечение соединяемых жил по ГОСТ 22483, мм2 |
Размеры, мм |
Момент затяжки до срыва головки болтов, кг/м |
Маркировка |
|||||||
|
гильз |
болтов |
|||||||||
|
L1 |
L2 |
D1 |
D2 |
D3 |
D4 |
S |
||||
|
ГВКП-1ф10, 4/21 |
25, 35, 50 |
76 |
36 |
10,4 |
21 |
10 |
7,2 |
14 |
3,0 - 3,5 |
25 - 35 - 50 |
|
ГВКП-1, Ф16, 5/28 |
70, 95, 120 |
103 |
47 |
16,5 |
28 |
16 |
83 |
17 |
3,8 - 4,2 |
70 - 95 - 120 |
|
ГВКП-2, Ф24/36 |
150, 185, 240 |
116 |
59 |
24 |
36 |
22 |
8,8 |
17 |
4,0 - 4,5 |
150 - 185 - 240 |
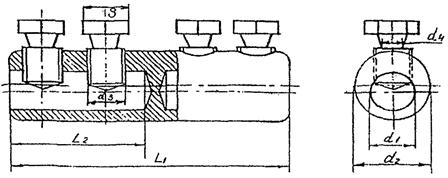
Рис. 6.1. Общий вид гильзы и винтов
6.1.7. В основу оконцевания алюминиевых жил кабелей и проводов, обеспечивающего надежное контактное соединение жил с наконечниками и высокую механическую прочность этих оконцеваний положены такие факторы как свойства алюминиевого сплава (из которого изготавливаются наконечники и болты), строго регламентированное осевое усилие, развиваемое болтами и обеспечиваемое за счет срыва головок болтов в ослабленном месте при заданном моменте затяжки, а также формы и размеры контактных болтов, их количество и расположение на трубчатой части наконечника.
6.1.8. Номенклатура наконечников включает следующие маркоразмеры:
НКВ - 25 - 50 мм2
НКВН
НКВ-1 - 70 - 95 - 120 мм2
НКВН-1
НКВ-2 - 150 - 185 - 240 мм2
НКВН-2
НКВ-3 - 300 мм2
нквн-3
НКВ-4 - 400 мм2
НКВН
НКВ-5 - 500 мм2
НКВН-5
НКВ-6 - 650 мм2
НКВН-6
НКВ-7 - 800 мм2
НКВН-7
6.1.9. Вид климатического исполнения наконечников УХЛ3 по ГОСТ 15150 (диапазон температур от -50 °С до +50 °С).
6.1.10. Общий вид наконечников и их размеры приведены в табл. 6.2 и на рис. 6.2.
6.1.11. Кабельные наконечники в зависимости от сечения жил и конструктивного исполнения закрепляются соответствующим количеством болтов, но не менее двух, со срывающимися головками в процессе монтажа при достижении регламентируемого момента при их застежке (см. табл. 6.2).
6.1.12. Для улучшения электрического контакта между жилой, гильзой или наконечником и повышения механической прочности контакта на поверхности внутренней полости гильзы или наконечника имеются выступы, образованные нарезкой резьбы.
6.2. Технологические требования к подготовке и выполнению соединений алюминиевых жил кабелей
6.2.1. Перед тем, как приступить к подготовке жил к их соединению, произвести разделку кабеля в соответствии с Инструкцией по монтажу соответствующей соединительной муфты до стадии, на которой начинается выполнение операций, приведенных ниже и связанных с соединением жил.
6.2.2. Развести жилы кабеля, изогнув их по шаблону.
6.2.3. Снять изоляцию с концов жил на длине «L» согласно табл. 6.1 (рис. 6.2), предварительно бумажную изоляцию закрепить временным бандажом.
Удалить бумажные ленты, разматывая и отрывая их у бандажа.
6.2.4. Подобрать по табл. 6.2 в зависимости от сечения жилы соответствующий тип гильзы.
6.2.5. Протереть внутреннюю поверхность полости гильзы, а также оголенные участки жил ветошью, смоченной в бензине Б-70 или уайт-спирите, причем многопроволочные жилы, пропитанные кабельной массой, необходимо протереть несколько раз ветошью, обильно смоченной растворителем с тем, чтобы максимально возможно вывести из них пропиточную массу.
Убедиться, что внутри гильзы не осталось остатков обтирочного материала.
6.2.6. Зачистить поверхность оголенных участков жил, предварительно защитив фазную изоляцию от попадания металлических опилок при помощи чистой салфетки.
6.2.7. Ввести зачищенные концы жил в полости гильзы до упора в перегородку и зафиксировать их предварительно в положении «А» или «Б» (рис. 6.2).
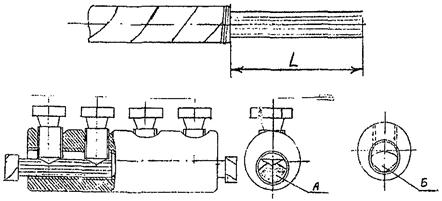
Рис. 6.2.
Эти положения в гильзе являются предпочтительными.
6.2.8. Если в соответствующий тип гильзы водятся секторные жилы максимального сечения (например, 240 мм2 в гильзу ГВКП-2), то многопроволочные жилы должны быть скруглены пассатижами или с помощью зажимного приспособления (рис. 6.3), однопроволочные - механическими, гидравлическими или пороховыми прессами с набором сменных матриц или пуансонов несколько сплюснуты в направлении наибольшего размера сектора (см. табл.) легким обстукиванием двумя молотками с противоположных сторон или иным способом.
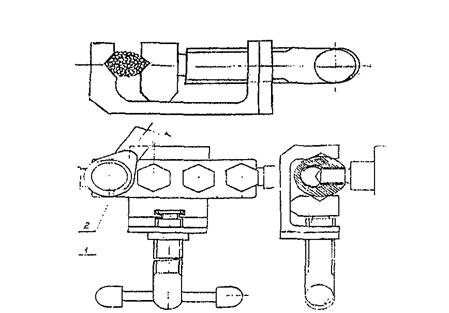
Рис. 6.3.
Соединение жил сечением 70 - 95 - 120 мм2 с жилами сечением 150 - 185 - 240 мм2 выполнять гильзой ГВКП-2, со стороны меньшего сечения подкладывать до заполнения пространства проволочки (предварительно обезжиренные) из того же материала, что и жила.
6.2.9. Предварительную фиксацию многопроволочных жил следует выполнять поочередным завертыванием болтов, т.е. сначала на полоборота затянуть крайние болты, затем также затягиваются средние болты и так до тех пор, пока жилы не будут жестко зафиксированы в гильзах.
После этого затягиваются крайние болты до срыва головок, затем также затягиваются средние два болта.
При соединении однопроволочных жил последовательность затяжки болтов до срыва головки не регламентируется.
Затяжку винтов следует выполнять плавно торцевым ключом, вороток которого следует держать в среднем положении двумя руками, при этом гильза должна удерживаться в неподвижном положении с помощью зажимного приспособления (см. рис. 6.3).
Размер ключа для затяжки болтов гильз ГВКП-«14», ГВКП-1-«17»; для болтов гильз ГВКП-2-«17», для болтов гильз ГВКП-4-, гильз ГВКП-5-, ГВКП-6-, ГВКП-7-, ГВКП-8-.
6.2.10. При соединении жил сечением 120 мм2, а также жил сечением 240 мм2 после срыва головок болтов могут быть выступы над поверхностью гильз до 1 мм, которые должны быть скруглены как указано на рис. 6.2.
Выполненное соединение жил с применением винтовой гильзы см. рис. 6.2.
6.2.11. После выполнения соединения жил протереть ветошью, смоченной в бензине или уайт-спирите, поверхности гильз и прилегающие к ним участки жил.
6.2.12. Дальнейшие технологические операции выполнять согласно соответствующих Инструкций по монтажу соединительных муфт.
Примечание. сорванные головки болтов из алюминиевого сплава необходимо собирать для последующей утилизации.
Размеры наконечников и болтов
Таблица 6.2
|
Сечение оконцовываемых жил по ГОСТ 22483-77, мм2 |
Размеры, мм |
Момент затяжки до срыва головки болтов, кг/м |
Маркировка |
|||||||||||||
|
наконечников |
болтов |
|||||||||||||||
|
L1 |
L2 |
L3 |
L4 |
L5 |
h |
H1 |
D1 |
D2 |
D3 |
D4 |
D5 |
S1 |
||||
|
НКВ Ф10, 4/21 |
25, 35, 50 |
78 |
34 |
33 |
10 |
40 |
8 |
8,5 |
21 |
10,4 |
105 |
10 |
7,2 |
14 |
3,0 - 3,5 |
25-35-50 |
|
нквн Ф10, 4/21 |
25, 35, 50 |
78 |
34 |
33 |
10 |
40 |
8 |
8,5 |
21 |
10,4 |
105 |
10 |
72 |
14 |
3,0 - 3,5 |
25-35-50 |
|
НКВ-1 Ф16, 5/28 |
70, 95, 120 |
95 |
45 |
42 |
15 |
45 |
11 |
115 |
28 |
165 |
13 |
16 |
83 |
17 |
3,8 - 4,2 |
70-95-120 |
|
НКВН-1 Ф16, 5/28 |
70, 95, 120 |
95 |
45 |
42 |
15 |
45 |
11 |
115 |
28 |
165 |
13 |
16 |
83 |
17 |
3,8 - 4,2 |
70-95-120 |
|
НКВ-2 Ф24, 5/36 |
150, 185, 240 |
110 |
56 |
43 |
15 |
55 |
13 |
15 |
36 |
24 |
13 |
22 |
8,8 |
17 |
4,0 - 4,5 |
150-185-240 |
|
НКВН-2 Ф24, 5/36 |
150, 185, 240 |
110 |
56 |
43 |
15 |
55 |
13 |
15 |
36 |
24 |
13 |
22 |
83 |
17 |
4,0 - 4,5 |
150-185-240 |
6.3. Технологические требования к подготовке и выполнению оконцеваний алюминиевых жил кабелей
6.3.1. Перед тем, как приступить к подготовке жил к их оконцеванию, произвести разделку кабеля в соответствии с Инструкцией по монтажу соответствующей концевой муфты до стадии, на которой начинается выполнение операций, приведенных ниже и связанных с оконцеванием жил.
6.3.2. Развести жилы кабеля, изогнув их по шаблону.
6.3.3. Снять изоляцию с концов жил на длину «L» согласно табл. 6.2 (рис. 6.2), предварительно бумажную изоляцию закрепить временным бандажом.
Удалить бумажные ленты, разматывая и отрывая их у бандажа.
6.3.4. Подобрать по табл. 6.2 в зависимости от сечения жилы соответствующий тип наконечника.
6.3.5. Протереть внутреннюю поверхность полости наконечника, а также оголенные участки жил ветошью, смоченной в бензине Б-70 или уайт-спирите, причем многопроволочные жилы, пропитанные кабельной массой, необходимо протереть несколько раз ветошью, обильно смоченной растворителем с тем, чтобы максимально возможно вывести из них пропиточную массу.
Убедиться, что внутри наконечника не осталось остатков обтирочного материала.
6.3.6. Зачистить поверхность оголенных участков, предварительно защитив фазную изоляцию от попадания металлических опилок при помощи чистой салфетки.
6.3.7. Ввести зачищенные концы жил в полость наконечника, указанного на рис. 6.4. Если в соответствующий наконечник вводится секторная жила максимального сечения (например, 240 мм2 в наконечник НКВ-2), то многопроволочная жила должна быть скруглена пассатижами, а однопроволочная - механическими, гидравлическими и пороховыми прессами с набором сменных матриц и пуансонов или с помощью зажимного приспособления несколько сплюснута (на 1 - 2 мм) в направлении наибольшего размера сектора легким обстукиванием двумя молотками с противоположных сторон или иным способом.
6.3.8. Предварительную фиксацию многопроволочных жил следует выполнять поочередным завертыванием болтов, т.е. сначала на полоборота затянуть один болт, затем также затягивается второй болт и так до тех пор, пока жилы не будут жестко зафиксированы в наконечниках. После этого затягивается крайний болт от торца круглой части наконечника до срыва головки, затем также затягивается второй болт.
При оконцевании однопроволочных жил последовательность затяжки болтов до срыва головки не регламентируется.
Затяжку болтов следует держать в среднем положении двумя руками, при этом наконечник должен удерживаться в неподвижном положении с помощью приспособления (см. рис. 6.4).
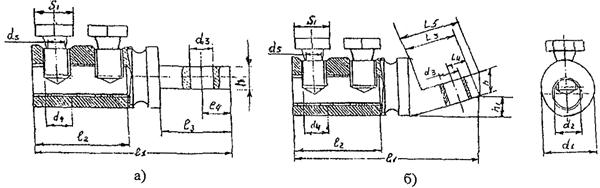
Рис. 6.4. Общий вид наконечников с прямой - а) и угловой - б) контактными частями
Примечание: сорванные головки болтов из алюминиевого сплава необходимо собирать для последующей утилизации.
Размер ключа для затяжки болтов наконечников НКВ-144 НКВ-1-17; для болтов НКВ-2-17; для болтов наконечников НКВ-3-4 НКВ-4-; НКВ-5-; НКВ-6-; НКВ-7-.
6.3.9. При оконцевании жил сечением 120 мм2, а также сечением 240 мм2 после срыва головок болтов могут быть выступы над поверхностью гильз до 1 мм, которые должны быть скруглены.
Наконечник, закрепленный на жиле после срыва головок болтов (рис. 6.4).
6.3.10. Развернуть закрепленные на жилах наконечники, сориентировав их плоскую часть на выводы электрического аппарата.
6.3.11. После выполнения оконцевания жил протереть ветошью, смоченной в бензине или уайт-спирите, поверхности наконечников и прилегающие к ним участки жил.
6.3.12. Дальнейшие технологические операции выполнять согласно Инструкции по монтажу концевых муфт.
7. КОНТРОЛЬ КАЧЕСТВА КОНТАКТНЫХ СОЕДИНЕНИЙ
7.1. Правила приемки
7.1.1. Проверку соединений следует производить при квалификационных, типовых, периодических и приемо-сдаточных испытаниях электротехнических устройств в соответствии с требованиями ГОСТ 17441.
7.1.2. Все виды проверок и объем выборки при квалификационных испытаниях приведены в табл. 7.1.
7.1.3. Соединения, не выдержавшие испытания по одному из п.п. 1 - 7 табл. 7.1, необходимо подвергать повторным испытаниям по этому пункту на удвоенном количестве образцов, при этом результаты повторных испытаний являются окончательными.
7.1.4. Виды проверок и объем выборки при типовых испытаниях должны быть достаточными для проверки тех характеристик соединений, которые могут измениться вследствие изменения конструкции, материала или технологии изготовления
7.1.5. При периодических испытаниях следует выполнять проверки по п.п. 1, 4, 5 табл. 7.1. Периодические испытания должны проводиться, как правило, один раз в два года.
7.1.6. При приемосдаточных испытаниях следует выполнять проверки по п.п. 1 и 4 табл. 7.1. Объем выборки должен быть установлен в стандартах или технических условиях на конкретные виды электротехнических устройств; при отсутствии таких указаний объем выборки должен составлять 0,5 % (но не менее 3 шт.) соединений одного типоразмера, предъявляемых одновременно по одному документу. Отбор соединений в выборку должен осуществляться по ГОСТ 18321.
Виды проверок и объем выборки при испытаниях
Таблица 7.1
|
Пункты |
Число образцов, не менее |
Примечание |
||
|
технических требований |
методов испытаний |
|||
|
настоящей инструкции |
||||
|
1. Проверка соответствия требованиям к конструкции |
8.2.1 ... 8.2.4 |
16 |
При проверках по п. 1 - 7 |
|
|
2. Испытание на воздействие климатических факторов внешней среды |
3.3.9 |
8.2.5 |
3 |
После проверки по п. 1 |
|
3. Испытание на воздействие статической осевой нагрузки |
8.2.6 |
3 |
После проверки по п. 1 |
|
|
4. Определение начального электрического сопротивления |
8.2.7 |
10 |
После проверки по п. 1 |
|
|
5. Испытание на нагревание номинальным (длительно допустимым) током |
8.2.8 |
10 |
После проверки по п. 4 |
|
|
6. Ускоренное испытание в режиме циклического нагревания |
8.2.9 |
7 |
После проверки по п. 5 |
|
|
7. Испытание на стойкость при сквозных токах |
8.2.10 |
3 |
После проверки по п. 5 |
|
7.2. Методы контроля и испытаний
7.2.1. При монтаже контактных соединений следует контролировать их соответствие требованиям ГОСТ 10434, ТУ на конкретные виды электротехнических устройств или требованиям настоящей инструкции.
7.2.2. У плоских разборных соединений необходимо контролировать плотность прилегания контактных поверхностей. Соединения можно считать выдержавшими испытания, если щуп толщиной 0,03 мм не входит в паз сопряжения токоведущих деталей далее зоны, ограниченной периметром шайбы или гайки. При наличии шайб разного диаметра эту зону следует определять диаметром меньшей шайбы. Для сжимных соединений суммарная длина участков вхождения щупа толщиной 0,03 мм в стык между сопрягаемыми плоскостями проводников не должна превышать 25 % периметра нахлеста.
7.2.3. При осмотре неразборных соединений, выполненных опрессовкой, необходимо контролировать их соответствие требованиям, приведенным в п. 3.2.4, при этом визуально нужно проверить соосность лунок и отсутствие в них трещин. Размеры, подлежащие измерению, приведены на рис. 7.1.
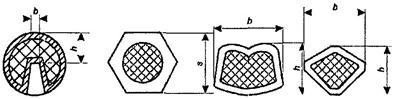
Рис. 7.1. Контролируемые элементы впрессованных соединений
Контроль производится у двух - трех соединений с помощью штангенциркуля или специальным измерительным инструментом (рис. 7.3). Остаточная толщина зависит от инструмента, которым проводилась опрессовка, и должна соответствовать значениям, указанным в табл. 7.2, 7.3.
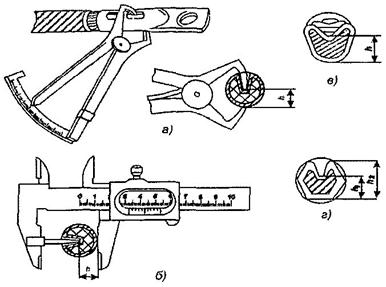
Рис. 7.2. Измерение остаточной толщины h
в месте опрессовки
способом местного вдавливания
а, б - ступенчатым инструментом, в - шестигранным обжатием, г - местным вдавливанием
Остаточная толщина в месте опрессовки медных жил
Таблица 7.2
|
Остаточная толщина h ± 2 мм при опрессовке инструментом |
||||||
|
пк-3 |
НИОМ с прессом |
пкм |
УНИ-1М |
|||
|
наконечника, ГОСТ 7386 |
гильзы, ГОСТ 23469.3 |
РМП-7М1 |
ПГР-20М1, ПГЭ-20 |
|||
|
- |
1,5 |
- |
- |
- |
2,5 |
- |
|
2,5-3; 2,5-4; |
2,5 |
- |
- |
- |
- |
|
|
2,5-5; 2,5-6 |
||||||
|
4-4; 4-5; 4-6 |
4 |
2,5 |
- |
- |
- |
- |
|
6-4; 6-5; 6-6 |
6 |
3 |
- |
- |
- |
- |
|
10-5; 10-6; 10-8 |
10 |
- |
4,3 |
4,3 |
- |
- |
|
16-6; 16-8 |
16 |
- |
4,3 |
4,3 |
- |
4,5 |
|
25-6; 25-8; 25- |
25 |
- |
5 |
5 |
- |
4,5 |
|
35-8; 35-10; 35- |
35 |
- |
5,5 |
5,5 |
- |
6,1 - 7 |
|
50-8; 50-10; 50- |
50 |
- |
6,5 |
6,5 |
- |
8,2 |
|
70-10; 70-12 |
70 |
- |
7,3 |
7,3 |
- |
10,2 |
|
95-10; 95-12 |
95 |
- |
- |
8,5 |
- |
10,2 |
|
120-12; 120-16 |
120 |
- |
- |
11 |
- |
12,5 |
|
150-12; 150-16 |
150 |
- |
- |
12 |
- |
13 |
|
185-12; 185-16 |
185 |
- |
- |
13 |
- |
14,4 |
|
240-16; 240-20 |
240 |
- |
- |
15 |
- |
14,4 |
Остаточная толщина в месте опрессовки алюминиевых жил
Таблица 7.3
|
Остаточная толщина h ± 0,3 мм при опрессовке инструментом |
|||||||
|
наконечника |
гильзы |
||||||
|
ТУ 36-1441 |
ПК-3 |
ПК-4 |
нисо |
УНИ-1А, УНИ-2А |
|||
|
- |
- |
- |
4-1; 4-2; |
3,5 |
- |
- |
- |
|
5-1; 5-2; |
4,5 |
4,5 |
- |
- |
|||
|
6-1; 6-2; |
4,5 |
5,5 |
- |
- |
|||
|
8-1; 8-2 |
- |
7 |
- |
- |
|||
|
16-6-5,4 16-8-5,4 |
16-5,3 |
5,4 |
- |
- |
5,5* |
5,5 |
4 |
|
25-8-7 |
25-7,1 |
7 |
- |
- |
5,5* |
5,5 |
6 |
|
35-10-8 |
35-8 |
8 |
- |
- |
Т |
7,5 |
7 |
|
50-10-8 |
50-9 |
9 |
- |
- |
- |
7,5 |
8 |
|
70-10-11 |
70-10 |
11 |
- |
- |
9,5 |
9 |
|
|
70-10-12 |
70-12 |
12 |
|||||
|
70-12-13 |
90-13 |
13 |
|||||
|
120-12-14 |
120-14 |
14 |
- |
- |
- |
11,5 |
11 |
|
120-16-14 |
|||||||
|
150-12-16 |
150-16 |
16 |
- |
- |
- |
11,5 |
12 |
|
150-16-16 |
|||||||
|
150-12-17 |
150-17 |
17 |
|||||
|
150-16-17 |
|||||||
|
185-16-18 |
185-18 |
18 |
- |
- |
- |
12,5 |
13 |
|
185-20-18 |
|||||||
|
185-16-19 |
185-19 |
19 |
|||||
|
185-20-19 |
|||||||
|
240-20-20 |
240-20 |
20 |
- |
- |
12,5 |
15 |
|
|
240-20-22 |
240-22 |
22 |
- |
- |
- |
14 |
16 |
_____________
* Остаточная толщина h ± 0,2 мм
7.2.4. У сварных соединений следует контролировать отсутствие трещин, подрезов, незаплавленных кратеров и соответствие сварных швов требованиям п. 3.2.3.
7.2.5. Испытание на воздействие климатических факторов внешней среды необходимо проводить на соответствие требованиям п.п. 3.2.10. Соединения можно считать выдержавшими испытание, если при визуальном осмотре на их контактных поверхностях не будет обнаружено очагов коррозии, препятствующих эксплуатации, и если рост электрического сопротивления после испытания не превышает значений, установленных в п.п. 3.2.7, 3.3.4.
7.2.6. Испытание на воздействие осевой нагрузки для сварных соединений следует проводить по ГОСТ 6996 на стандартных образцах или соединениях; испытания паяных, спрессованных и разборных соединений - по ГОСТ 1497.
Прочность соединения следует оценивать путем сравнения статических осевых нагрузок, разрушающих соединение и целую шину.
Соединения можно считать выдержавшими испытание, если они выдерживают статические осевые нагрузки, указанные в п.п. 3.2.5, 3.3.1.
7.2.7. Электрическое сопротивление соединения следует измерять на участке между точками, указанными на рис. 7.3.
Сопротивление проводника1 необходимо измерять на контрольном сопротивлении (целый участок проводника, равный условной длине L соединения).
_____________
1 Сопротивление проводника допускается определять расчетным путем. При присоединении к штыревому выводу сопротивление проводника можно не измерять; в этом случае сопротивление контактного соединения должно соответствовать значениям, установленным в ГОСТ 10434.
Для соединений, не указанных на рис. 7.3, точки измерения устанавливают на расстоянии 2 - 10 мм от контактного стыка по ходу тока.
Сопротивление соединений пакета шин измеряют отдельно для каждой пары элементов соединения (измерение можно производить на ребрах шин так, как это показано на рис. 7.3а и 7.3б).
На многопроволочных жилах в местах измерения сопротивления опрессовывают гильзы или накладывают бандаж из двух - трех витков медной луженой проволоки диаметром 0,4 - 1,5 мм.
Измерение следует вести с помощью щупов с острыми иглами, разрушающими окисную пленку. Сопротивление (падение напряжения) соединений должно измеряться методом вольтметра-амперметра на постоянном токе, микроомметром или двойным мостом с использованием электроизмерительных приборов класса точности не ниже 0,5.
Сопротивление соединений гибких шин следует измерять только методом вольтметра-амперметра.
При определении сопротивления методом вольтметра-амперметра измерительный ток рекомендуется принимать не более 0,3 номинального тока проводника. Соединения можно считать выдержавшими испытание, если среднее значение сопротивления выборки удовлетворяет требованиям п.п. 3.5.6, 3.3.2 и 3.3.3.
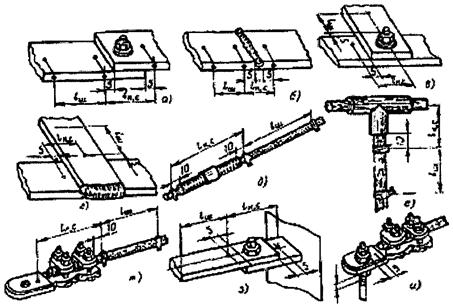
Рис. 7.3. Точки измерения сопротивлений
а -
болтовое соединение шин; б - сварное соединение шин; в - болтовое ответвление
от шин;
г - сварное ответвление от шин; д - соединение гибких шин; е - ответвление от
гибкой шины;
ж - оконцевание гибкой шины; з - соединение шины с плоским выводом;
и - соединение шины со штыревым выводом
7.2.8. Испытанию на нагревание номинальным током следует подвергать соединения, прошедшие проверку по п. 7.2.7. Нагревание производят постоянным или переменным током. При отсутствии в стандартах и технических условиях на конкретные виды электротехнических устройств значения номинального тока, следует проводить испытания на испытательном токе, значения которого приведены в ГОСТ 17441.
Методы испытаний - по ГОСТ 2933. Линейные контактные соединения собирают в последовательную цепь. Длина шин, соединяющих контактные соединения, должна быть не менее:
при площади сечения до 120 мм2 включительно - 2 м, при площади сечения свыше 120 мм2 - 3 м.
Соединения можно считать выдержавшими испытания, если их температура с учетом верхнего рабочего значения температуры окружающего воздуха по ГОСТ 15543 (измеренное превышение температуры над температурой воздуха при испытаниях плюс верхнее рабочее значение температуры окружающего воздуха) не выше значений, указанных в п.п. 3.5.8, 3.3.5.
7.2.9. Ускоренному испытанию в режиме циклического нагревания следует подвергать макеты контактных соединений, прошедшие проверку по п. 7.2.8. Длина отрезков шин макетов должна быть 250 - 300 мм. Ускоренное испытание состоит в попеременном (циклическом) нагревании соединений током до 120 ± 5 °С с последующим их охлаждением до температуры 25 ± 10 °С. Значение тока испытания необходимо устанавливать опытным путем из расчета времени нагревания соединений 3 - 10 мин. Для ускорения испытания допускается охлаждение соединений обдувом.
Количество циклов «нагревание-охлаждение» должно быть не менее 500.
В процессе испытания периодически через каждые 100 циклов следует измерять электрическое сопротивление соединений в соответствии с п. 7.2.7 и определять среднее значение сопротивления выборки.
Соединения можно считать выдержавшими испытание, если среднее значение сопротивления выборки после каждого опыта из 100 циклов в сравнении со средним значением сопротивления выборки, полученным до начала испытаний соответствует требованиям п.п. 3.5.5, 3.6.4.
7.2.10. Испытанию на стойкость при сквозных токах следует подвергать соединения, прошедшие испытания по п. 7.2.8. Методы испытаний соединений - по ГОСТ 2933 и ГОСТ Р 52565. Соединения можно считать выдержавшими испытание, если они соответствуют требованиям п.п. 3.5.7, 3.3.4, 3.5.9, и 3.3.6 по электрическому сопротивлению соединения и температуре нагрева при сквозном токе.
7.2.11. Эффективным методом диагностики состояния контактных соединений является контроль их нагрева с применением тепловизоров, а также визуальный контроль температуры, выполняемый с помощью различных индикаторов или термокрасок.
8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
8.1. Общие требования охраны труда
8.1.1. При выполнении контактных соединений следует выполнять требования СНиП 12-04-2002, Межотраслевых правил по охране труда (правил безопасности) при эксплуатации электроустановок (ПОТ Р М-016-2001). Контактные соединения в части требований безопасности должны соответствовать ГОСТ 12.2.007.0 и обеспечивать условия эксплуатации, установленные «Правилами технической эксплуатации установок потребителей», утвержденными Минэнерго России 13 января 2003 года.
8.1.2. Весь персонал, занимающийся монтажом электрооборудования, должен знать и выполнять «Правила техники безопасности при электромонтажных и наладочных работах». К работам допускаются только специально обученные лица, сдавшие экзамен по технике безопасности и проинструктированные перед началом работы.
8.2. Основные требования по охране труда
8.2.2. Работы по обезжириванию, окраске и консервации выполняются в спецодежде, рукавицах и защитных очках с соблюдением правил личной гигиены. Необходимо помнить, что большая часть эмалей, растворителей, грунтов и шпаклевок токсичны. При попадании их на незащищенный участок кожи ее следует промыть теплой водой с мылом. Запрещается применять этилированный бензин и растворители, содержащие бензол, для обезжиривания и мытья рук, а также проводить работы с грунтовками, эмалями и растворителями вблизи открытых источников огня.
Приложение 1
Перечень нормативных документов, используемых в инструкции
|
Механизмы, оборудование |
|
|
Аппарат ВКЗ-1 для сварки одножильных проводов |
ТУ 36-760-74 |
|
Выпрямители для дуговой сварки. Технические условия |
|
|
Полуавтомат ранцевый ПРМ-4 с приставкой ПВ-400 |
ТУ 36-1848-75 |
|
Пост сварочный передвижной ПСП |
ТУ 36-2589-84 |
|
Преобразователи постоянного тока для дуговой сварки. Технические условия |
|
|
Пресс гидравлический ручной с электроприводом, тип ПГЭ-20 |
ТУ 36-1814-74 |
|
Пресс пороховой ППО |
ТУ 36-244-82 |
|
Пресс ручной гидравлический ПТР-20М1 |
ТУ 36-1539-80 |
|
Пресс ручной механический РМГ1-7М1 |
ТУ 36-694-76 |
|
Пресс-клещи ПК-4 |
ТУ 36-2725-85 |
|
Пресс-клещи ПК-3 |
ТУ 36-872-78 |
|
Пресс-клещи ПК-1М с блокирующим устройством |
ТУ 36-930-74 |
|
Пресс-клещи ПК-2М с блокирующим устройством |
ТУ 36-872-78 |
|
Редукторы для газопламенной обработки |
ГОСТ 6268-78* |
|
Инструмент, приспособления, оснастка |
|
|
Баллоны стальные малого и среднего объема для газов на Рр 20 ≤ МП (200 кГс/см2). Технические условия |
|
|
Баллоны стальные сварные для сжиженных газов |
|
|
Зубила слесарные |
|
|
Зубило монтажное |
ТУ 36-1424-79 |
|
Кисти и щетки малярные |
|
|
Ключи гаечные разводные. Технические условия |
|
|
Молотки слесарные стальные. Технические условия |
|
|
Набор для пайки и сварки типа НСПУ |
|
|
Набор для пайки и сварки типа НСПУ |
ТУ 36-2680-85 |
|
Набор инструмента типа НИСО |
ТУ 36.18.34.00-05-86 |
|
Набор инструмента типа НИОМ |
ТУ 36.18.34.00-08-86 |
|
Набор инструмента электросварщика ЭНИ-300 |
ТУ 36-1162-81 |
|
Наборы НСП-1, НСП-1М и горелка |
ТУ 36-667-77 |
|
Набор приспособлений НГО |
ТУ 36-845-75 |
|
Насадки к газовоздушной горелке |
ТУ 36-829-84 |
|
Насадка к горелке ГПВМ-0,1 |
ТУ 36.18.34.01-01-86 |
|
Напильники |
|
|
Нож монтерский НМ-3 |
ТУ 36-1950-76 |
|
Ножницы секторные НС |
ТУ 36-1656-77 |
|
Отвертки |
|
|
Оснастка для соединения, оконцевания и ответвления алюминиевых жил проводов и кабелей пропано-кислородной сваркой |
ТУ 36-1699-77 |
|
Плоскогубцы комбинированные. Технические условия |
ГОСТ 5547-86*Е |
|
Плоскогубцы универсальные электромонтажные |
ТУ 36-758-77 |
|
Полотна ножовочные для металла |
|
|
Рамки ножовочные ручные |
|
|
Электрододержатели для ручной дуговой сварки. Технические условия |
|
|
Электропаяльники бытовые. Технические условия |
|
|
Материалы |
|
|
Алюминий и сплавы алюминиевые деформируемые. Марки |
|
|
Аргон газообразный и жидкий. Технические условия |
|
|
Ацетон, ацетон технический. Технические условия |
|
|
Бензины авиационные. Технические условия |
|
|
Бензины автомобильные. Технические условия |
|
|
Вазелин кремнийорганический марки КВ-3/10Э |
|
|
Газы. Условия для определения объема |
|
|
Газы углеводородные сжиженные топливные для коммунально-бытового потребления. Пропан. Технические условия |
ГОСТ 20448-80* |
|
Грунтовка ФЛ-ОЗЖ. Технические условия |
|
|
Дихлорэтан технический |
|
|
Канифоль сосновая. Технические условия |
|
|
Картон асбестовый. Технические условия |
ГОСТ 2850-80* |
|
Кислород газообразный технические и медицинский. Технические условия |
|
|
Лак электроизоляционный пропиточный ГФ-95. Технические условия |
|
|
Лента изоляционная прорезиненная. Технические условия |
|
|
Материалы лакокрасочные. Термины, определения и обозначения |
|
|
Мел для электродных покрытий. Технические условия |
|
|
Паста кварцевазелиновая |
ТУ 36-513-79 |
|
Патроны: |
|
|
Д |
ТУ 3-795-85 |
|
НПУ |
ТУ 3-1064-78 |
|
Патроны термитные: |
|
|
ПА |
ТУ 84-547-74 |
|
ПАТ |
ТУ 84-442-74 |
|
Припои А; ЦО-12; ЦА-15 |
ТУ 48-21-71-72 |
|
Припои оловянно-свинцовые в чушках ПОССу. Технические условия |
|
|
Проволока сварочная из алюминия и алюминиевых сплавов СвАК; СвАМг5 |
|
|
Растворитель Р-4 |
|
|
Смазка ЦИАТИМ-221. Технические условия |
|
|
Спирт этиловый ректификованный. Технические условия |
|
|
Спички термитные |
МРТУ 84-368 |
|
Угли сварочные |
ТУ 11-12-4 |
|
Флюс ВАМИ |
ТУ 48-4-347-75 |
|
Флюс раствор канифоли в спирте (КСп) |
|
|
Шкурка шлифовальная тканевая |
|
|
Шнуры асбестовые |
|
|
Эмали марок ГФ-92. Технические условия |
|
|
Эмали ПФ-115. Технические условия |
|
|
Метизы, кабельная продукция, электромонтажные изделия |
|
|
Болты, винты, шпильки и гайки. Технические условия |
|
|
Болты с шестигранной головкой (нормальной точности). Конструкция и размеры |
|
|
Винты с полукруглой головкой. Конструкция и размеры |
|
|
Винты с цилиндрической головкой. Конструкция и размеры |
|
|
Втулки секторные |
ТУ 36-1688-84 |
|
Гайки шестигранные (нормальной точности). Конструкция и размеры |
|
|
Гильзы кабельные алюминиевые закрытые |
ТУ 36-1441-82 |
|
Гильзы кабельные соединительные алюминиевые, закрепляемые опрессовкой. Конструкция и размеры |
|
|
Гильзы кабельные соединительные медные, закрепляемые опрессовкой |
|
|
Гильзы ответвительные медные для соединения пайкой кабелей до 1 кВ. Технические условия |
|
|
Гильзы соединительные медные для кабелей до 10 кВ. Конструкция и размеры |
|
|
Жилы токопроводящие медные и алюминиевые для кабелей, проводов и шнуров |
|
|
Колпачки К440, К441, К444 |
ТУ 36-1438-85 |
|
Наконечники кабельные алюминиевые и медно-алюминиевые, закрепляемые опрессовкой. Конструкция и размеры |
|
|
Наконечники кабельные из алюминиевого сплава для оконцевания алюминиевых жил проводов и кабелей сваркой. Технические условия |
|
|
Наконечники кабельные кольцевые, закрепляемые обжатием. Технические условия |
|
|
Наконечники кабельные медные, закрепляемые опрессовкой. Конструкция и размеры |
|
|
Наконечники кабельные медные |
ТУ 36-33-83 |
|
Наконечники штифтовые медно-алюминиевые |
|
|
Пластины переходные |
ТУ 36-931-82 |
|
Пластины переходные МА |
ТУ 36-495-82 |
|
Пружины тарельчатые. Технические условия |
ГОСТ 3057-79* |
|
Шайбы. Технические условия |
|
|
Шайбы пружинные |
|
|
Шайбы звездочки |
ТУ 36-96-82Е |
|
Общие вопросы |
|
|
Машины, приборы и другие технические изделия. Исполнение для различных климатических районов, категории; условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
|
|
Соединения контактные электрические. Классификация. Общие технические требования |
|
|
Соединения контактные электрические. Правила приемки и методы испытаний |
|
Перечень ГОСТов или ТУ, используемых в инструкции.
|
Наименование |
ГОСТ или ТУ |
|
1. Правила |
|
|
Правила пожарной безопасности в Российской Федерации |
|
|
2. ГОСТы |
|
|
Баллоны стальные малого и среднего объема для газов Рр 19,6 МПа (200 кГс/см2). Технические условия |
|
|
Ветошь обтирочная |
ОСТ 63.46-84 |
|
Покрытия металлические и неметаллические неорганические. Общие требования к выбору |
|
|
Покрытия металлические и неметаллические неорганические. Обозначения Слитки медные. Технические условия |
ГОСТ 21484 ГОСТ 193 (СТ СЭВ 732-77) |
|
Проволока прямоугольного сечения, ленты и шины медные для электротехнических целей. Технические условия |
|
|
Трубы медные |
|
|
Кислота азотная концентрированная. Технические условия |
|
|
Провода неизолированные для воздушных линий электропередачи. Технические условия |
|
|
Медь. Марки (Ст СЭВ 226-75) |
ГОСТ 859 (СТ СЭВ 226) |
|
Бензин авиационный |
|
|
Металлы, Методы испытания на растяжение |
|
|
Болты, винты и шпильки. Механические свойства и методы испытаний |
|
|
Гайки. Механические свойства и методы испытаний |
|
|
Аммоний хлористый технический. Технические условия |
|
|
Натр едкий технический. Технические условия |
|
|
Ацетон |
|
|
Пружины тарельчатые. Технические условия |
|
|
Полосы горячекатаные и кованные из инструментальной стали. Сортамент |
|
|
Алюминий и сплавы алюминиевые деформируемые. Марки |
|
|
Гайки шестигранные (нормальной точности). Конструкция и размеры |
|
|
Смазка ЦИАТИМ 201. Технические требования |
|
|
Кислота стеариновая техническая (стеарин). Технические условия |
|
|
Вода дистиллированная |
|
|
Шайбы увеличенные. Технические условия |
|
|
Цинк хлористый технический. Технические условия |
|
|
Проволока сварочная из алюминия и алюминиевых сплавов |
|
|
Силикагель-индикатор. Технические условия |
|
|
Смазка ЦИАТИМ-221. Технические требования |
|
|
Аргон газообразный и жидкий. Технические условия |
|
|
Сталь сортовая электротехническая нелегированная |
|
|
Алюминий первичный. Марки |
|
|
Шайбы. Технические условия |
|
|
Шины, профили и трубы прессованные электротехнического назначения из алюминия |
|
|
Вазелин кремнийорганический марки КВ-3/103 |
|
|
Проволока и прутки из меди и сплавов на медной основе, сварочные |
|
|
Канифоль сосновая. Технические условия |
|
|
Пластины переходные медно-алюминиевые. Общие технические требования |
|
|
Прутки прессованные из алюминия и алюминиевых сплавов. Технические условия |
|
|
Припои оловянно-свинцовые в изделиях. Технические условия |
|
|
Электроды вольфрамовые сварочные неплавящиеся. Технические условия |
|
|
Сварка металлов. Термины и определения основных понятий |
|
|
Аппараты электротехнические низковольтные. Методы испытаний |
|
|
Сварные соединения. Методы определения механических свойств |
|
|
Соединений контактные электрические. Классификация. Общие технические требования |
|
|
Контакты электрические. Термины и определения |
|
|
Аппараты электротехнические низковольтные. Методы испытаний |
|
|
Сварные соединения. Методы определения механических свойств |
|
|
Соединения контактные электрические. Классификация. Общие технические требования |
|
|
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Изделия электротехнические. Исполнения для различных климатических районов. Общие технические требования в части воздействия климатических факторов внешней среды |
ГОСТ 15150 (СТ СЭВ 458-77 и СТ СЭВ 460-77) |
|
Климатические зоны СССР. Районирование по воздействию климата на технические изделия и материалы. Статистические параметры климатических факторов |
|
|
Пайка и лужение. Основные термины и определения |
|
|
Изделия электротехнические для районов с холодным климатом. Общие технические условия |
|
|
Соединения контактные электрические, Правила приемки и методы испытаний |
|
|
Изделия электротехнические. Термины и определения основных понятий |
|
|
Статистический контроль качества. Методы случайного отбора выборок штучной продукции |
ГОСТ 18321 (СТ СЭВ 1934-79) |
|
Выводы контактные электротехнических устройств. Плоские и штыревые. Основные размеры |
|
|
Соединения контактные электрические сварные. Основные типы, конструктивные элементы и размеры |
|
|
ССБТ. Изделия электротехнические. Общие требования безопасности |
|
|
Работы электросварочные. Требования безопасности |
|
|
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
|
СОДЕРЖАНИЕ