|
ДИРЕКЦИЯ
СОВЕТА ПО ЖЕЛЕЗНОДОРОЖНОМУ ТРАНСПОРТУ |
|
|
СОГЛАСОВАНО |
УТВЕРЖДЕНО |
ИНСТРУКЦИЯ
ПО СВАРКЕ И НАПЛАВКЕ ПРИ РЕМОНТЕ
ГРУЗОВЫХ ВАГОНОВ
![]()
МОСКВА • ТРАНСИНФО • 2009
1. РАЗРАБОТАНО Государственным предприятием «Проектно-конструкторское и технологическое бюро подвижного состава Укрзализныци» с участием ИЭС им. Е.О. Патона и с привлечением специалистов ФГУП ВНИИЖТ
2. ВНЕСЕНО Главным управлением вагонного хозяйства Государственной администрации железнодорожного транспорта Украины
3. ПРИНЯТО Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций
4. ВЗАМЕН «Инструкции по сварке и наплавке при ремонте грузовых вагонов» ЦВ 201-98. «Инструкции по сварке и наплавке при ремонте грузовых вагонов и контейнеров» ЦВ-0019

ОТКРЫТОЕ
АКЦИОНЕРНОЕ ОБЩЕСТВО
«РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
(ОАО «РЖД»)
РАСПОРЯЖЕНИЕ
|
«09» июля 2009 г. |
Москва |
№ 1456р |
О
введении в действие новой Инструкции по сварке и
наплавке при ремонте грузовых вагонов
В целях совершенствования технологических процессов при ремонте грузовых вагонов и обеспечения качества выпускаемой продукции в ремонтных подразделениях вагонного хозяйства железных дорог и на вагоноремонтных заводах России:
1. Ввести в действие с 1 августа 2009 г. «Инструкцию по сварке и наплавке при ремонте грузовых вагонов», утвержденную Советом по железнодорожному транспорту государств-участников Содружества от 30.05.2008 (Обращение Дирекции Совета по железнодорожному транспорту государств-участников Содружества от 08.04.2009 № ДЖ-543).
2. Признать с 1 августа 2009 г. утратившей силу «Инструкцию по сварке и наплавке при ремонте грузовых вагонов» от 10.03.1998 № ЦВ-201-98.
3. Начальникам служб вагонного хозяйства железных дорог России, региональных подразделений Центральной дирекции по ремонту грузовых вагонов, директорам вагоноремонтных заводов внести до 1 августа 2009 г. изменений и дополнения в технологические процессы технического обслуживания и ремонта грузовых вагонов в соответствии с введением в действие нового нормативного документа на железнодорожном транспорте - «Инструкции по сварке и наплавке при ремонте грузовых вагонов» от 30.05.2008.
|
Вице-президент |
А.В. Воротилкин |
СОДЕРЖАНИЕ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящая «Инструкция по сварке и наплавке при ремонте грузовых вагонов» (далее - Инструкция) является ведомственным нормативным документом, который разработан как дополнение к действующим Правилам плановых видов ремонта вагонов и определяет требования по устранению сваркой и наплавкой дефектов деталей и узлов грузовых вагонов.
1.2. Действие инструкции распространяется на все предприятия вагонного хозяйства магистральных железных дорог, ремонтные заводы, а также на предприятия, имеющие лицензию на ремонт грузовых вагонов, предназначенных для эксплуатации в межгосударственном сообщении на железных дорогах государств-участников Содружества.
1.3. В Инструкции приведены общие правила и требования к ремонту сваркой и родственными процессами деталей и сборочных единиц грузовых вагонов. Более конкретные требования, касающиеся ремонта отдельных деталей и узлов, изложены в нормативной документации. На основании приведенных требований ремонтными предприятиями должна бать разработана технологическая документация применительно к конкретным условиям производства. При разработке технологических процессов следует руководствоваться требованиями действующей нормативной документации (ЕСТД), и материалами настоящей Инструкции.
1.4. Изменения в настоящую Инструкцию вносятся разработчиком после их утверждения Комиссией Совета.
2. НОРМАТИВНЫЕ ССЫЛКИ
В этой Инструкции имеются ссылки на такие нормативные документы:
|
ССБТ. Шум. Общие требования безопасности |
||||
|
ССБТ. Пожарная безопасность. Общие требования |
||||
|
ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны |
||||
|
ССБТ. Вредные вещества. Классификация и общие требования безопасности |
||||
|
ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты |
||||
|
ССБТ. Электробезопасность. Защитное заземление, зануление |
||||
|
ССБТ. Оборудование производственное. Общие требования безопасности |
||||
|
ССБТ. Изделия электротехнические. Общие требования безопасности |
||||
|
Процессы производственные. Общие требования безопасности |
||||
|
ССБТ. Работы электросварочные. Требования безопасности |
||||
|
ССБТ. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности |
||||
|
ССБТ. Очки защитные. Общие технические условия |
||||
|
ССБТ. Системы вентиляционные. Общие требования |
||||
|
ССБТ. Респираторы ШБ-1 «Лепесток». Технические условия |
||||
|
ССБТ. Средства индивидуальной защиты органов дыхания. Классификация и маркировка |
||||
|
ССБТ. Средства коллективной защиты от инфракрасных излучений. Общие технические требования |
|
|||
|
Сталь углеродистая обыкновенного качества. Марки |
|
|||
|
Отливки стальные. Общие технические условия |
|
|||
|
Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия |
|
|||
|
Чугун с пластинчатым графитом для отливок. Марки |
|
|||
|
Резервуары воздушные для автотормозов вагонов железных дорог. Технические условия |
|
|||
|
Сплавы алюминиевые литейные. Технические условия |
|
|||
|
Соединения сварные. Методы контроля качества |
|
|||
|
Прокат из легированной конструкционной стали. Технические условия |
|
|||
|
Заготовки осевые для подвижного состава железных дорог колеи 1520 мм. Технические условия |
|
|||
|
Алюминий и сплавы алюминиевые деформируемые. Марки |
|
|||
|
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
|||
|
Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия |
|
|||
|
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки |
|
|||
|
Зубила слесарные. Технические условия |
|
|||
|
Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная. Технические условия |
|
|||
|
Контроль неразрушающий. Соединения сварные. Радиографический метод |
|
|||
|
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
|||
|
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
|
|||
|
Проволока стальная наплавочная. Технические условия |
|
|||
|
Вагоны-цистерны магистральных железных дорог колеи 1520 мм. Общие технические условия |
|
|||
|
Колеса цельнокатаные. Технические условия |
|
|||
|
Алюминий первичный. Марки |
|
|||
|
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
|
|||
|
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
|
|||
|
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
|||
|
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры |
|
|||
|
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые |
|
|||
|
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
|||
|
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры |
|
|||
|
Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры |
|
|||
|
Контроль неразрушающий. Капиллярные методы. Общие требования |
|
|||
|
Прокат из стали повышенной прочности. Общие технические условия |
|
|||
|
Контроль неразрушающий. Феррозондовый метод |
|
|||
|
Контроль неразрушающий. Магнитопорошковый метод |
|
|||
|
Оборудование сварочное механическое. Общие технические условия |
|
|||
|
Машины, механизмы, паровые котлы, сосуды и аппараты судовые. Нормы и правила гидравлических и воздушных испытаний |
|
|||
|
Порошки из сплавов для наплавки. Технические условия |
|
|||
|
Аппараты поглощающие пружинно-фрикционные для подвижного состава железных дорог колеи 1520 мм. Технические условия |
|
|||
|
Детали литые автосцепного устройства подвижного состава железных дорог колеи 1520 мм. Общие технические условия |
|
|||
|
Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод |
|
|||
|
Проволока порошковая наплавочная. Технические условия |
|
|||
|
Контроль неразрушающий. Люминесцентный метод течеискания |
|
|||
|
ГОСТ 30242-97 (ДСТУ 3491-96) |
Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения |
|
||
|
Подготовка цистерн к наливу и ремонту. Требования безопасности |
|
|||
|
ПР 043-01124328-2002 |
Правила подготовки и аттестации сварщиков на федеральном железнодорожном транспорте |
|
||
|
Правила аттестации сварщиков и специалистов сварочного производства |
|
|||
|
ДСТУ 2944-94 |
Правила аттестации сварщиков на железнодорожном транспорте. Сварка и наплавка. Часть 1 |
|
||
|
НПАОП 0.00-1.16-96 |
Правила аттестации сварщиков |
|
||
3. ОСНОВНЫЕ УКАЗАНИЯ ПО ОРГАНИЗАЦИИ И ВЫПОЛНЕНИЮ СВАРОЧНО-НАПЛАВОЧНЫХ РАБОТ
3.1. Организация сварочно-наплавочных работ
3.1.1. Все сварочные и наплавочные работы при изготовлении и ремонте деталей и узлов грузовых вагонов должны проводиться с соблюдением требований настоящей Инструкции, государственных, отраслевых стандартов и нормативных документов, которые согласованы Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (далее - Комиссия Совета).
3.1.2. Ремонт сваркой деталей и сборочных единиц вагонов новых моделей, которые впервые поступают в ремонт и не рассмотрены в настоящей Инструкции, должен выполняться в строгом соответствии с требованиями к сварочным работам, изложенными в ремонтной документации, разработанной предприятиями-изготовителями.
3.1.3. Все работы, связанные со сваркой, наплавкой и термической резкой, должны выполняться на специализированных участках, постоянных или временных рабочих местах, оборудованных и оснащенных в соответствии с действующими санитарными и противопожарными нормами на железнодорожном транспорте и приведенными в настоящей Инструкции.
При организации сварочных работ на рабочих местах следует руководствоваться требованиями эргономики, при этом должен обеспечиваться свободный доступ к месту сварки.
3.2. Общие требования к проведению сварочно-наплавочных работ
3.2.1. Для проведения сварки и наплавки при ремонте грузовых вагонов допускаются работники не моложе 18 лет, прошедшие аттестацию согласно «Правилам подготовки и аттестации сварщиков на федеральном железнодорожном транспорте» ПР 043-01124328-2002, «Правилам аттестации сварщиков на железнодорожном транспорте. Сварка и наплавка. Часть 1. Стали» ДСТУ 2944-94, «Правилам аттестации сварщиков» НПАОП 0.00-1.16-96.
Сварщики, выполняющие работы по ремонту котлов цистерн, надзор за которыми осуществляет Госгортехнадзор, должны пройти аттестацию согласно «Правилам аттестации сварщиков и специалистов сварочного производства» ПБ 03-273-99.
3.2.2. При выполнении сварочных работ на вагонах обратный провод от источника питания должен присоединяться на расстоянии не более 10 м от места сварки так, чтобы сварочная цепь не замыкалась через буксы, автосцепку, редукторы и другие разъёмные соединения. Место присоединения обратного провода к детали во всех случаях должно быть предварительно зачищено до металлического блеска, а сам провод надежно и плотно присоединен при помощи зажима или другого специального приспособления.
Подвод сварочного тока должен осуществляться по двухпроводной сварочной цепи. Для обеспечения устойчивого режима сварки сечение сварочных проводов должно быть не меньше 50 мм2.
ЗАПРЕЩАЕТСЯ:
а) проводить сварочные работы на подвижном составе, находящемся на приемоотправочных и сортировочных путях станций, кроме путей, специально оборудованных для проведения сварочных работ;
б) использовать рельсы в качестве обратного провода;
в) проверять возбуждение дуги или установленный режим касанием электрода или электрододержателя к любой части вагона, особенно к колесным парам, буксам, редукторам или деталям, не подвергающимся ремонту сваркой.
г) выполнять сварочные работы на корпусах редукторов подвагонных генераторов или букс с роликовыми подшипниками без демонтажа ремонтируемых сборочных единиц;
д) допускать к выполнению сварочных работ сварщиков, не имеющих удостоверения установленного образца и предусмотренных к нему вкладышей, своевременно не аттестованных или не имеющих соответствующей квалификации.
3.2.3. Количество дефектов одного вида (например, количество трещин, изломов, суммарная длина трещин, величина износа и др.), подлежащих устранению на каждой конкретной сборочной единице или детали, не должно превышать установленной настоящей Инструкцией. В противном случае деталь или сборочная единица подлежат отбраковке.
В общее количество дефектов должны также включаться дефекты, ранее устраненные на данном узле или детали при текущем или плановом ремонте.
Износы, с которыми детали и узлы вагонов допускаются в эксплуатацию без ремонта, приведены в соответствующих руководствах по ремонту.
3.2.4. Разрешается восстанавливать наплавкой или другими родственными технологиями детали, имеющие износы не выше максимальных, обусловленных правилами ремонта и этой Инструкцией, а также другими руководящими материалами, утвержденными Комиссией Совета. Ремонтируемые детали должны восстанавливаться до чертёжных размеров независимо от вида ремонта вагонов.
3.2.5 Ответственность за качество выполнения сварочных работ возлагается на исполнителя работ - сварщика, а также должна быть возложена на конкретных должностных лиц приказом по ремонтному предприятию.
Систематический контроль за соблюдением требований настоящей Инструкции по сварочному производству на заводах возлагается на главных сварщиков и заместителей начальников отделов технического контроля (ОТК) по сварке, а там, где их нет - на главных технологов заводов, начальников и мастеров ОТК.
В вагонных депо такой контроль возлагается на приемщиков вагонов и заместителей начальников депо по ремонту.
3.2.6. Сварочные, наплавочные, газо- и электрорезательные работы должны выполняться с применением специализированных, серийно выпускаемых промышленностью оборудования, оснастки, инструмента и аппаратуры.
3.2.7. Состояние оборудования, оснастки, приспособлений, инструмента и других средств технологического оснащения сварочного производства, а также соблюдение технологии сварочных и наплавочных работ, должны периодически, но не реже одного раза в год, проверяться комиссией.
Состав комиссии утверждает руководитель предприятия.
3.3. Подготовка узлов и деталей вагонов к сварке и наплавке
3.3.1. Детали вагонов перед сваркой должны быть полностью очищены от остатков перевозимых грузов. В местах сварки должны быть удалены окалина, ржавчина, краска, грязь и масло.
3.3.2. Зачистка мест, подлежащих восстановлению сваркой или наплавкой, должна производиться, как правило, механизированным (абразивными кругами, стальными проволочными щетками), дробеструйным и другими способами, обеспечивающими очистку поверхности до чистого металла.
3.3.3. Удаление дефектных швов, разделку трещин и подготовку скосов на кромках элементов, изготовленных из углеродистых и низколегированных сталей, следует выполнять фрезерованием, строганием, рубкой, дуговой или кислородной строжкой или резкой. Допускается разделка трещин сверлением с последующим удалением перемычек пневмо - или ручным зубилом.
3.3.4. Для дуговой строжки и резки должны применяться специальные электроды (например, типов ОЗР и АНР).
3.3.5. Допускается использование воздушно-дуговой строжки и резки при условии обязательного удаления науглероженного слоя металла с поверхности реза на глубину не менее 0,3 мм.
3.3.6. Кромки узлов и деталей после кислородной резки должны быть зачищены от шлака, натёков и капель металла.
3.3.7. Удаление дефектных швов, разделку трещин, подготовку кромок на узлах и деталях, изготовленных из нержавеющих сталей и алюминиевых сплавов, рекомендуется выполнять механическими способами.
При разделке трещин и вырезке дефектных мест на деталях из нержавеющих сталей допускается применение электродуговой, плазменной и воздушно-дуговой резки. После воздушно-дуговой резки кромки реза подвергаются механической обработке для удаления науглероженного слоя.
3.3.8. Конструктивные элементы и размеры подготовленных кромок ремонтируемых и свариваемых новых деталей и элементов конструкций, размеры выполненных швов и допустимые отклонения по ним должны соответствовать:
- Стали: ГОСТ 5264, ГОСТ 11534, ГОСТ 23518-79, ГОСТ 14771, ГОСТ 14776;
- Алюминий и алюминиевые сплавы: ГОСТ 14806;
- Двухслойные коррозионностойкие стали: ГОСТ 14806, ГОСТ 16098.
3.3.9. В местах, подлежащих сварке, после разделки трещин и подготовки кромок обязательна зачистка основного металла на расстоянии не менее 20 мм по обе стороны от границ разделанных кромок.
Края подготавливаемых накладок, косынок, вставок и выводных планок также должны быть зачищены, как и основной металл ремонтируемого узла, элемента или детали конструкции.
3.3.10. Металлоконструкции вагонов в местах, подлежащих ремонту, а также металлический прокат для изготовления отдельных элементов металлоконструкций, имеющие деформации (прогибы, вмятины, искривления и др.) сверх допустимых стандартами и технической документацией, должны быть предварительно выправлены.
Правка должна выполняться на прессах, вальцах или устройствах, обеспечивающих плавное приложение нагрузок. Отдельные неровности и искривления на листах толщиной до 3 мм разрешается править вручную на ровных металлических плитах или столах из твердых пород дерева.
3.3.11. Горячая и холодная правка должны выполняться по технологии, исключающей появление трещин, надрывов и пережогов металла. Допускается правка металла при местном нагреве отдельных участков.
Температурный режим горячей правки должен быть оговорен в технических требованиях на ремонт конкретной детали или узла вагона или же указан в технологическом процессе ремонтного предприятия.
3.3.12. Не подлежащие сварке кромки накладок и вставок, выполненные газопламенной и дуговой резкой, на гильотинных ножницах и в штампах, не должны иметь неокругленных кромок, выступов и неровностей.
Кромки прокатных профилей допускается оставлять без дополнительной обработки.
3.3.13. Вырывы, надрывы и другие дефекты, появившиеся в результате обработки, должны быть устранены с соблюдением плавности перехода от обработанного места к необработанному.
3.3.14. При постановке вставок и усиливающих накладок их следует прижимать или закреплять фиксаторами, струбцинами, болтами или другими приспособлениями. Сборочно-сварочная оснастка должна обладать жесткостью, обеспечивать свободный доступ к местам сварки и удобство её выполнения.
3.3.15. При фиксировании взаимного расположения свариваемых деталей при помощи прихваток площадь их сечения не должна превышать 1/3 площади сечения шва. Прихватки рекомендуется выполнять тем же способом сварки, как основной шов.
3.3.16. Размеры и места постановки прихваток должны быть указаны в технологических процессах. Прихватки должны быть очищены от шлака и брызг, а некачественные прихватки (с трещинами, наплывами и другими дефектами) - должны быть удалены и наложены вновь. При выполнении сварочных работ все не заваренные прихватки и следы от них должны быть удалены с зачисткой заподлицо с основным металлом.
Все прихватки должны быть полностью переварены в процессе выполнения сварного соединения.
3.3.17. Выводные планки, если они предусмотрены технологическим процессом, должны быть установлены в одной плоскости со свариваемыми деталями и плотно прилегать к их кромкам. Допуски на точность установки выводных планок такие же, как и при сборке элементов под сварку.
3.3.18. Постоянный контроль качества подготовленных под сварку узлов и деталей должен осуществлять бригадир или мастер цеха, а периодический - службы ОТК завода или приемщик вагонов ЦВ в депо.
3.3.19. При транспортировке и кантовании подготовленных к ремонту сваркой деталей и сборочных единиц вагонов необходимо обеспечить сохранение их размеров, исключить атмосферное или случайное увлажнение поверхностей, подготовленных к сварке и наплавке.
3.4. Наплавка изношенных поверхностей
3.4.1. Наплавка имеет два основных назначения:
- восстановление изношенных поверхностей до первоначальных геометрических размеров;
- придание рабочему слою деталей повышенной износостойкости.
3.4.2. Электродуговая наплавка изношенных деталей грузовых вагонов производится следующими основными способами:
- под флюсом;
- в среде защитных газов;
- покрытым электродом;
3.4.3. Для восстановления деталей наплавкой следует использовать материалы, приведенные в таблице 1.
Материалы для
восстановления деталей грузовых вагонов
электродуговой наплавкой
|
Наименование деталей |
Требования к металлу наплавки |
Способ наплавки |
Наплавочные материалы |
|
1 |
2 |
3 |
4 |
|
Литые детали тележки и автосцепного устройства (кроме корпуса поглощающего аппарата), пятник рамы |
Твердость 240 - 300 НВ |
в углекислом газе |
ПП-АН180МН, ВЕЛТЕК-Н290, Св-10ХГ2СМФ |
|
под флюсом |
Св-10ХГ2СМФ, АН-348А, АН-60, ФКН-7 |
||
|
покрытыми электродами |
АНП-13 |
||
|
Гребни колес |
|
под флюсом |
Св-08ХГ2СМФ, Св-08ХМ, АН-348А, АНЦ-1, ФКН-7 |
|
Ось (резьбовая часть), триангель (резьбовая часть) |
|
под флюсом |
Св-08ГА, Св-10Г2, АН-348А, АН-60, ФКН-7 |
|
в углекислом газе |
Св-08Г2С |
3.4.4. Перед проведением наплавочных работ порошковая проволока, электроды и флюс должны быть прокалены при температуре, указанной в технических условиях на эти материалы. Сплошная проволока, особенно применяемая для сварки в защитных газах, должна быть очищена от грязи, масел и продуктов коррозии. Защитные газы должны отвечать требованиям стандартов.
3.5. Сварка
3.5.1. Ремонт деталей и узлов вагонов сваркой должен производиться, как правило, в закрытых помещениях при температуре не ниже +5 °С. В виде исключения допускается сварка на открытом воздухе при низких температурах при соблюдении условий, указанных в п. 3.5.2.
3.5.1.1. Для ремонта литых деталей, рам и кузовов сваркой должны применяться:
- электроды типа Э50А (марок УОНИ 13/55, ОЗС-5 и др.);
- проволока марки Св-08Г2С диаметром 1,2 - 1,6 мм и двуокись углерода;
- порошковые проволоки с защитой в углекислом газе, обеспечивающие механические свойства металла шва на уровне электродов типа Э50А.
Для ремонта сварных конструкций из сталей марок Ст3сп, Ст15, Ст20 могут использоваться, кроме вышеуказанных материалов, электроды типов Э42А, Э46.
3.5.1.2. Хранение электродов вблизи рабочих мест должно осуществляться только в специальных сушильных шкафах, а на рабочих местах - в утепленных пеналах.
3.5.1.3. Электроды, не использованные для сварки в течении 2 часов после извлечения из сушильного шкафа, следует прокалить повторно.
3.5.2. При выполнении сварочных работ при низких температурах необходимо придерживаться дополнительных условий.
3.5.2.1. Непосредственно перед сваркой детали должны быть очищены от льда и снега, а также защищены от попадания влаги.
3.5.2.2. Править узлы и летали вагонов можно только с предварительным подогревом участка правки до температуры 200 - 250 °С. Сварку необходимо выполнять непосредственно после устранения дефекта.
3.5.2.3. Сварка электродами с фтористо-кальциевым покрытием должна выполняться на постоянном токе обратной полярности предельно короткой дугой на максимальных паспортных режимах.
3.5.2.4. Прихватки должны выполняться двумя валиками, накладываемыми один на другой в виде двухслойного шва. Второй валик служит в качестве отжигающего и должен быть на 15 - 20 мм короче и на 3 - 6 мм уже первого и не выходить на основной металл.
3.5.2.5. Сварщик и место сварки по возможности должны быть защищены от ветра и осадков.
3.5.2.6. Непосредственно у рабочего места рекомендуется располагать устройства для обогрева рук.
3.5.2.7. Для работы при температуре ниже минус 30 °С сварщикам целесообразно под основной костюм спецодежды поддевать жилет с искусственным подогревом.
3.5.2.8. Периоды работы на открытом воздухе должны чередоваться с периодами отдыха сварщиков в отапливаемом помещении.
3.6. Контроль качества сварных соединений
3.6.1. К дефектам сварных соединений согласно ГОСТ 30242 относится каждое отдельное несоответствие их характеристик требованиям, установленным нормативной документацией.
3.6.2. Контроль качества сварных соединений и конструкций должен осуществляться систематически в течение всего производственного цикла, на всех этапах ремонта и изготовления. Порядок, способы контроля и средства измерения указываются в операционной карте контроля. Предъявляемые к контролю после ремонта сварные соединения и конструкции не должны быть окрашены.
3.6.3. Контролю в технологическом процессе сварки подлежат:
- основной металл;
- сварочные материалы;
- качество сборки;
- подготовка кромок;
- состояние поверхностей, подлежащих сварке и наплавке;
- режимы сварки и наплавки;
- качество сварных швов;
- качество наплавки.
3.6.3.1. Основной металл, сварочные материалы, заготовки должны проверяться на соответствие стандартам и техническим условиям на эти материалы, требованиям нормативных документов.
3.6.3.2. Состояние поверхностей, подлежащих сварке и наплавке, проверяют на отсутствие на них продуктов коррозии, грязи, масла, краски и т.п.
3.6.3.3. При контроле качества подготовки к сборке и сварке должны измеряться конструктивные элементы подготовленных кромок, а также точность расположения свариваемых элементов.
3.6.4. Средства технологического оснащения (приспособления, мерительный инструмент и др.) должны подвергаться метрологическому контролю и калибровке.
Сварочное оборудование должно проверяться на технологическую точность и соответствие паспортным данным согласно графику проверок, утвержденному на предприятии.
3.6.5. При операционном контроле в процессе выполнения сварочных работ должно проверяться строгое соблюдение последовательности работ и режимов сварки, предусмотренных в технологической документации.
3.6.6. Контроль качества сварных соединений должен быть определен в конструкторской или другой технической документации и осуществляться одним или несколькими способами:
- визуальным осмотром и измерением;
- испытанием непроницаемости и герметичности;
- определением механических свойств сварных соединений;
- радиационным методом;
- ультразвуковой дефектоскопией;
- магнитопорошковым методом;
- феррозондовым методом;
- металлографическим анализом;
- капиллярным методом;
- определением коррозионной стойкости сварного соединения;
- спектральным анализом, и т.п.
Выбор методов контроля должен определяться степенью ответственности сварной конструкции и наличием методики контроля, утвержденной в установленном порядке.
3.6.7. Методы контроля качества сварных соединений в зависимости от характеристики дефектов и области применения должны соответствовать ГОСТ 3242.
3.6.8. Осмотру с целью выявления внешних дефектов должны подвергаться все сварные швы независимо от применения других методов контроля.
Осмотр сварных швов должен производиться по всей их протяженности с двух сторон, за исключением мест, недоступных для осмотра. Невооруженным глазом или с применением лупы с не менее чем четырехкратным увеличением проверяют наличие трещин, подрезов, свищей, прожогов, натёков, непроваров корня и кромок.
3.6.8.1. Перед визуальным осмотром сварные швы должны быть очищены от шлака и загрязнений.
3.6.8.2. Контроль сварных швов, недоступных для осмотра после окончательной сварки конструкции, должен производиться до установки деталей, закрывающих эти швы.
3.6.8.3. При контроле швов измерением должно быть установлено соответствие размеров сварных швов требованиям чертежа или другой технической документации.
3.6.9. Не допускается сваривать заготовки и сборочные единицы до устранения имеющихся в зоне сварного соединения недопустимых вмятин, заусенцев, окалины, ржавчины и т.п.
3.6.10. Качество подготовки кромок под сварку определяется чистотой кромок, правильностью их разделки. Сборку заготовок контролируют по соответствию зазоров допускаемым значениям. Для этого применяют специальные шаблоны и измерительный инструмент.
3.6.11. В процессе сварки (наплавки) деталей и узлов вагонов следует контролировать режимы сварки, газовую защиту дуги, правильность и последовательность наложения валиков в многослойных швах и т.п.. Качество газовой защиты контролируют при сварке в инертных газах и в СО2 по соответствию показаний расходомера требованиям технологии, а также по внешнему виду шва, отсутствию следов окисления и других дефектов.
3.6.12. Отклонения от требований технической документации размеров сварного шва и размеры выявляемых дефектов должны определяться измерительным инструментом с погрешностью измерения не более ±0,1 мм или специальными шаблонами.
При контроле сварных швов должны проверяться их размеры на соответствие стандартам, указанным в п. 3.3.8. В угловых швах катет шва определяется как катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть шва.
3.6.13. Контроль качества наплавки и обработки наплавленной поверхности должен проводиться внешним осмотром и измерениями контролируемых размеров средствами измерительной техники и шаблонами согласно нормативным документам и технической документации на конкретный технологический процесс. При выявлении участков поверхности, которые не отвечают требованиям нормативных документов, выполняется их исправление. Выявление внутренних дефектов в наплавленном металле осуществляется теми же методами, как и в сварных швах.
3.6.14. Перед контролем сварной шов и прилегающие к нему поверхности должны быть очищены от шлака, брызг и других загрязнений, затрудняющих осмотр, на ширину не менее 20 мм по обе стороны шва.
3.6.15. Дефекты, выявленные внешним осмотром, должны быть устранены перед проведением контроля другими методами.
3.6.16. Метод испытания керосином может применяться в порядке исключения для контроля герметичности сварных соединений резервуаров, цистерн и других изделий. Осмотр сварного шва должен производиться сразу после смачивания керосином и повторяться периодически в течение всего испытания. О наличии пор, свищей, сквозных трещин и непроваров свидетельствуют желтые точки или полоски керосина на меловом слое, нанесенном на сварной шов с обратной стороны, смачиваемой керосином.
3.6.17. Гидравлическому испытанию подвергают замкнутые системы (сосуды, резервуары, трубопроводы, гидравлические системы и т.п.), работающие под давлением. Гидравлическое испытание швов сварных соединений производится согласно ГОСТ 22161.
3.6.18. Контролю наливом воды подвергают открытые изделия - баки, цистерны и т.п., контроль должен производиться при температуре воздуха не менее 0 °С и воды не менее 5 °С согласно ГОСТ 22161.
3.6.19. Объем контроля качества сварных соединений согласно ГОСТ 3242 устанавливается конструкторско-технологической документацией п составляет 10 - 100 % общей длины сварных швов в зависимости от ответственности изделий.
3.6.20. Контроль сварных соединений радиационными методами должен проводиться согласно ГОСТ 7512.
3.6.21. Контроль сварных соединений капиллярными методами должен проводиться согласно ГОСТ 18442 и ГОСТ 26182.
3.6.22. Контроль сварных соединений магнитными методами должен проводиться согласно ГОСТ 21104, ГОСТ 21105, ГОСТ 25225.
3.6.23. Контроль сварных соединений ультразвуковым методом должен проводиться согласно ГОСТ 14782 и инструкций, утвержденных ЦВ.
3.7. Виды дефектов и способы их устранения
3.7.1. Основные виды дефектов сварных соединений и сварных швов приведены в ГОСТ 30242 и разделяются на такие группы:
а) трещины;
б) поры;
в) твердые включения;
г) несплавления и непровары;
д) нарушение формы шва.
3.7.2. Причинами возникновения дефектов в сварных соединениях могут быть:
а) некачественная подготовка и сборка сварных соединений;
б) неправильная технология ведения сварочных работ;
в) несоблюдение установленного режима сварки;
г) несоответствие и низкое качество сварочных материалов;
3.7.3. При всех видах ремонта не допускаются:
а) трещины;
б) отклонения в размерах швов сверх допустимых стандартом в сторону увеличения более чем на 2 мм;
в) волнистость шва более 2 мм или наличие резких переходов от одного сечения шва к другому;
г) несплавления по кромкам, наплывы, прожоги и кратеры;
д) подрезы в сварных соединениях тележек, несущих элементов рам вагонов, в деталях автосцепного устройства и в местах приварки вертикальных стоек к рамам вагонов;
е) подрезы на других узлах более 10 % толщины металла или свыше 0,5 мм;
ж) непровары в стыковых, поперечных и косых, швах.
Непровар (а) допускается не больше 0,15 S (где S - толщина наиболее тонкого элемента), но не больше 2 мм в конструкциях стыковых соединений с продольно действующими усилиями или соединениях таврового и углового типа со скосом кромок при невозможности обратной подварки этих швов (рисунок 3.1.)
|
|
|
|
|
а ≤ 0,15 S |
а ≤ 2 |
а - непровар |
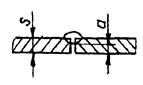
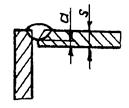
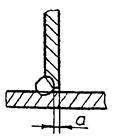
Рисунок 3.1. Допустимая величина непровара
и) поры единичные или шлаковые включения диаметром более 1,0 мм для металла толщиной до 20 мм и более 5 % толщины для металла толщиной более 20 мм, в количестве более двух дефектов на участке шва длиной 200 мм при расстоянии между дефектами менее 50 мм в стыковых и угловых швах, работающих на растяжение или на отрыв;
к) поры единичные или шлаковые включения диаметром свыше 2 мм в количестве более 6 на участке шва длиной 400 мм. Расстояние между дефектами не должно быть менее 10 мм в стыковых и угловых швах, работающих на сжатие;
л) поры поверхностные и шлаковые включения, сгруппированные на длине более 10 мм с расстоянием между дефектными участками менее 500 мм;
м) поры и шлаковые включения, суммарная площадь которых превышает 15 % наплавленной и механически обработанной поверхности изношенных мест деталей;
н) ожоги от замыкания электродов на ответственных деталях толщиной более 5 мм.
3.7.4. Вмятины на поверхности шва, которые остаются после удаления из него шлаковой корки механизированным инструментом или зубилом с радиусом ударной части не менее 2 мм, браковочным признаком не считаются.
3.7.5. Сварные швы или их участки с дефектами, указанными в
3.7.3. а) - 3.7.3. в), должны быть исправлены путем зачистки, частичного или полного удаления и дополнительно подварены или заварены до размеров, предусмотренных чертежами и нормативными документами.
3.7.6. Сварные швы или отдельные участки шва с дефектами, указанными в 3.7.3. г) - 3.7.3. к), должны быть удалены механическим способом, воздушно-дуговой строжкой или электродуговой резкой. Наличие на подготовленной поверхности натёков расплавленного металла не допускается.
3.7.7. Исправление дефектных мест в сварных швах должно производиться повторной заваркой дефектного участка. Заварка допускается лишь после удаления дефектного участка шва и подготовки мест под сварку. При заварке исправляемого участка необходимо руководствоваться теми же положениями, что и при сварке основного шва.
3.7.8. Исправление участков шва с единичными недопустимыми порами или шлаковыми включениями допускается выполнять рассверловкой или вырубкой дефектов. Если в каком-либо из вырубленных или рассверленных мест обнаружатся дефекты, то около этих мест нужно дополнительно рассверлить дефектный участок или сделать по две вырубки на каждое рассверленное или вырубленное место. При обнаружении в дополнительных вырубках или рассверленных отверстиях дефектов шов или дефектный участок шва должен быть полностью удален, а место, где он находится, повторно заварено и проверено. Все рассверленные или вырубленные углубления должны быть заварены.
3.7.9. Сварные швы с внутренними дефектами, выявленными неразрушающими методами контроля, должны быть удалены, а места, где они находились, вновь заварены и подвергнуты повторному контролю.
3.7.10. Подрезы должны быть устранены зачисткой, заваркой или аргонодуговой обработкой. Исправление только зачисткой разрешается, если глубина подреза не превышает 8 % толщины металла, но не более 1 мм для толщины от 6 мм до 20 мм и не более 1,5 мм для больших толщин. На металле толщиной менее 6 мм исправление подрезов допускается выполнять заваркой или оплавлением с последующей зачисткой.
3.7.11. Ожоги от замыкания электродов на деталях толщиной более 5 мм должны быть удалены механическим способом на глубину не менее 0,3 мм от поверхности.
3.7.12. Изломы, трещины, протертости и участки металлических элементов вагона, пораженные коррозией, затрагивающей более 30 % толщины основного металла, должны усиливаться накладками в случаях, оговоренных данной Инструкцией и Правилами по капитальному и деповскому ремонту грузовых вагонов.
3.7.13. В зависимости от требуемой степени усиления формы детали накладки должны ставиться с одной или обеих сторон шва.
3.7.14. Расстояние между трещинами, устраненными путем заварки с последующим усилением каждой из них накладкой, должно составлять не менее 400 мм.
При расстоянии между трещинами менее 400 мм усиление должно производиться путем постановки одной общей накладки, перекрывающей эти трещины.
3.7.15. Перед постановкой усиливающих накладок пораженные коррозией места необходимо зачистить механическим путем до основного металла с полным удалением продуктов коррозии.
3.7.16. Тип и размеры накладок в зависимости от величины и расположения дефекта должны отвечать требованиям нормативных документов.
3.8. Заварка трещин и усиление поврежденных мест
3.8.1. Перед разделкой необходимо тщательно осмотреть трещину, точно определить ее концы, затем засверлить их сверлом диаметром от 6 мм до 12 мм. Сверление производить так, чтобы центр отверстия совпадал с концами трещины или был на 3 - 5 мм дальше трещины. Границы трещины выявляются при нагреве ее газовой горелкой до температуры 100 - 150 °С. Отверстия на концах трещины для лучшего провара следует зенковать на 1/2 - 1/3 толщины стенки. Для разделки трещин применяют кислородную, электродуговую, плазменную резку или воздушно-дуговую строжку.
3.8.2. Подготовку кромок под сварку и наложение сварных швов при заварке трещин выполнять аналогично сварке встык. Подготовленные к заварке места должны быть проверены контролером ОТК или мастером.
3.8.3. При заварке трещины на одной из полок коробчатой конструкции рекомендуется предварительно удалить прилегающие к концам трещины участки угловых швов № 1 (рисунок 3.2.) длиной 100 - 150 мм, затем заварить стыковой шов № 2, после чего заварить удаленные участки углового шва.
Заварку трещин следует выполнять в нижнем или вертикальном положении.
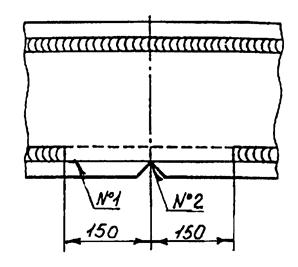
Рисунок 3.2. Схема подготовки к заварке трещин в элементах
типа
сварных балок коробчатого сечения
3.8.4. Первый слой шва и обратный валик при двусторонней заварке сквозной трещины рекомендуется выполнять электродами диаметром 3 мм, остальные валики - электродами диаметром 4 и 5 мм.
Несквозные трещины с U-образной разделкой можно заваривать во всех слоях электродами диаметром 4 и 5 мм.
3.8.5. Заварка трещин и изломов, подготовленных под сварку, а также усиление поврежденных мест, должна проводиться с соблюдением следующих требований:
а) заварка трещин в деталях с толщиной стенки более 8 мм должна выполняться в несколько слоев. Перед наложением очередного слоя, при сварке электродом, поверхность предыдущего должна быть очищена от шлака;
б) при ремонте трещин в литых деталях перед сваркой необходимо произвести подогрев до температуры 200 - 250 °С зоны разделки трещины и прилегающего к ней металла шириной не менее 50 мм с каждой стороны;
в) при длине трещины более 300 мм, ее следует заваривать обратноступенчатым способом с длиною ступени от 150 до 200 мм. После заварки дефекта производят подварку корня шва с обратной стороны, предварительно удалив наплыв и шлак. Для обеспечения полного провара сквозной трещины необходимо, когда возможно, производить двустороннюю сварку или сварку на остающейся подкладке;
г) поверхности сварных швов после заварки трещин и изломов должны зачищаться до уровня основного металла в случаях, когда требуется усиление этих мест накладками;
д) усиливающие накладки должны быть изготовлены из тех же марок стали, что и детали в конструкции вагонов. Для усиления элементов конструкций рамы и кузова используются низколегированные стали марок 09Г2С и 10Г2БД. Толщина односторонней накладки должна быть не менее 0,8 - 1,0 от толщины основного металла детали, двусторонней - не менее половины. Накладки не должны иметь острых углов.
Накладки должны перекрывать заваренный стык или трещину не менее, чем на 100 мм, при невозможности этого перекрытие может быть уменьшено до 50 мм. При приварке двусторонних накладок необходимо, чтобы противоположные швы были смещены относительно друг друга не менее чем на 30 мм.
3.8.6. Место с заваренной сквозной трещиной подлежит усилению путем постановки накладки, если этому не препятствует конструкция узла или детали.
3.8.7. В зависимости от сечения соединяемых элементов накладки могут быть плоскими, угловыми или коробчатыми. Примеры усиления после заварки сквозной трещины показаны на рисунке 3.3. При постановке накладки выпуклость валика заваренной трещины должна быть полностью удалена.
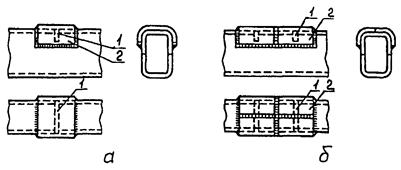
Рисунок 3.3. Схемы конструктивных усилений после заварки
трещин:
а - простое усиление;
б - сложное усиление, состоящее из нескольких деталей;
1 - заваренная трещина;
2 - накладка
Плоские накладки должны перекрывать заваренный стык или трещину не менее чем на 100 мм, при невозможности этого перекрытие может быть уменьшено до 50 мм. При приварке двусторонних плоских накладок необходимо, чтобы противоположные швы были смещены не менее чем на 30 мм (рисунок 3.4.).
Рисунок 3.4. Приварка двусторонних накладок со смещением
противоположных швов
3.8.8. Если накладка имеет размер по одной из осей более 300 мм, то для плотного прилегания ее вначале приваривают дуговой точечной сваркой с расположением швов на расстоянии от 150 до 200 мм друг от друга. Отверстия для швов при необходимости сверлят только в накладке до постановки на место. Накладку с обеих сторон в зоне отверстий и основной металл в местах приварки накладки предварительно следует зачистить до чистого металла на участке длиной от 15 до 20 мм от кромки отверстия.
3.8.9. Накладки рекомендуется приваривать по всему контуру. Угловые швы должны иметь вогнутую поверхность без резких переходов к основному металлу. Лобовые швы рекомендуется выполнять с отношением большего катета к меньшему от 1,5 до 2. Шов с большим катетом должен быть расположен вдоль линии действия усилия, воспринимаемого этими швами.
3.8.10. Перед приваркой накладку необходимо очистить, прилегание к усиливаемому элементу должно быть плотным, допускаются местные зазоры до 1,5 мм для угловых и коробчатых накладок и не больше 1 мм для плоских.
Рекомендуется в первую очередь сваривать в свободном состоянии стыковые швы, расположенные перпендикулярно силовому потоку, и в последнюю очередь угловые швы - вначале поперечные, затем продольные. Зажигать дугу на основном металле и выводить кратер на основной металл запрещается.
Подрезы, расположенные поперек направления действующей силы, не допускаются и должны быть зачищены или заварены с последующей зачисткой. Запрещается правка усиленных элементов ударами или наложением ложных валиков.
3.9. Приемка выполненных работ
3.9.1. Все вагонные детали, отремонтированные с применением сварки или наплавки, должны осматриваться контролером ОТК на ремонтных заводах, приемщиком вагонов и мастером цеха вагонного депо (ВЧД) и вагонных колесных мастерских (ВКМ).
3.9.2. На детали, отремонтированные сваркой и наплавкой и подлежащие испытанию на растяжение и неразрушающему контролю, следует наносить личные клейма сварщиков после приемки деталей в соответствии с инструкциями, утвержденными Комиссией Совета.
3.9.3. Для сварщиков всех видов сварки устанавливается нумерация клейм единого образца. Нумерация для каждого депо или завода порядковая по количеству сварщиков на предприятии, при этом номера, содержащие цифры 1 и 4, применять запрещается. Присвоенный сварщику номер указывается на клейме арабской цифрой высотой 5 мм, ниже этой цифры помещается сокращенное обозначение депо или завода буквами высотой 2,5 - 3 мм; клеймо размещается в квадрате размером 12×12 мм или 14×14 мм. Регистрация номеров клейм сварщиков осуществляется непосредственно ремонтным предприятием.
3.9.4. На всех усиливающих планках или накладках, приваренных к хребтовым, концевым, шкворневым, продольным, поперечным балкам рам и стойкам вагонов, должны ставиться клейма с указанием условного номера ремонтного предприятия, месяца и двух последних цифр года выполнения работ. Условный номер вагонного депо или завода должен быть помещен в рамке размерами 12×14 мм или 14×14 мм.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
4.1. Требования безопасности при сварочных и наплавочных работах
4.1.1. Ремонт вагонов сваркой должен производиться с соблюдением требований действующих Правил техники безопасности.
Безопасная эксплуатация оборудования должна обеспечиваться соблюдением требований ГОСТ 12.2.007.0, ГОСТ 12.2.003, ГОСТ 21694, требования безопасности производственных процессов выполняются в соответствии с ГОСТ 12.3.002.
4.1.2. Санитарно-гигиенические условия на участках дуговой сварки и термической резки в части требований к производственным помещениям, оборудованию, приспособлениям, отоплению, вентиляции и освещению должны удовлетворять «Санитарным правилам при сварке, наплавке и резке металлов» № 1009.
4.1.3. Выполнение сварочных и наплавочных работ сопровождается такими опасными и вредными производственными факторами:
- загрязнением воздуха сварочным аэрозолем;
- световым излучением в ультрафиолетовом, видимом и инфракрасном (тепловом) диапазонах;
- разбрызгиванием расплавленного металла;
- опасным уровнем напряжения электрической сети на рабочем месте, замыкание которой может произойти через тело человека.
4.1.3.1. Сварочный аэрозоль в зависимости от сварочных материалов, которые применяются, содержит марганец, оксид хрома, хроматы, диоксид кремния, оксид углерода, озон и т.п.
4.1.3.2. Рабочие места сварщиков должны быть аттестованы по соответствующим условиям работы.
4.1.3.3. Для защиты глаз и лица от излучения сварочной дуги сварщик должен пользоваться исправной шлем-маской или щитком по ГОСТ 12.4.035 со светофильтрами разной прозрачности в зависимости от величины сварочного тока. Для предохранения тела от ожогов каплями расплавленного металла или воздействия лучей сварочной дуги применяют спецодежду с огнестойкой пропиткой, руки сварщика должны быть защищены специальными рукавицами. Средства индивидуальной защиты сварщика должны отвечать ГОСТ 12.4.123.
4.1.3.4. Для предупреждения воздействия лучей дуги на других рабочих места выполнения сварки должны быть ограждены переносными светонепроницаемыми ширмами, щитками высотой не менее 1,8 м, которые окрашиваются в светлые цвета (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги.
4.1.4. Содержание вредных веществ в воздухе рабочей зоны, образующихся при дуговой сварке, наплавке и термической резке металлов, должно соответствовать требованиям ГОСТ 12.1.005. Если система вентиляции не обеспечивает нужного качества воздушной среды в рабочей зоне сварки, необходимо применять средства индивидуальной зашиты органов дыхания согласно требованиям ГОСТ 12.4.034.
4.1.5. Для снижения запыленности и загазованности помещений должна применяться общеообменная и местная вентиляции согласно ГОСТ 12.4.021, для удаления токсичных сварочных аэрозолей непосредственно у места их образования.
4.1.6. В качестве местной вентиляция могут использоваться переносные пылегазоприёмники или встроенные в сварочное оборудование вытяжные устройства.
4.1.7. Оценка состояния воздуха рабочей зоны в помещениях должна проводиться согласно ГОСТ 12.1.005, ГОСТ 12.1.007.
Санитарный контроль за содержанием вредных веществ в воздухе рабочей зоны проводится периодически согласно графику контроля воздушной среды в цехах предприятий, согласованным с органами санитарного надзора.
4.1.8. К работе на сварочном оборудовании допускаются лица, которые прошли медицинский осмотр, инструктажи по охране труда, предварительное специальное обучение и проверку знаний по охране труда.
4.1.9. На каждом рабочем месте должны быть Инструкции по охране труда и пожарной безопасности.
4.1.9.1. Инструкции по охране труда должны разрабатываться согласно действующей нормативной документации и содержать требования, знание и выполнение которых обязательны для сварщиков. Нарушение этих требований является нарушением трудовой дисциплины.
4.1.9.2. Инструкции для сварщиков пересматриваются не реже 1 раза за 3 года.
4.1.10. Проверка знаний по охране труда сварщиков должна проводиться ежегодно.
4.1.11. Требования безопасности для инженерно-технических работников излагаются в должностных инструкциях.
4.1.12. Все сварщики проходят предварительный и периодический медицинский осмотр согласно «Положению о медицинском осмотре работников определенных категорий».
4.1.13. Уровень шума на рабочих местах должен отвечать требованиям ГОСТ 12.1.003.
4.1.14. Микроклимат в производственных помещениях должен отвечать требованиям ГОСТ 12.1.005.
4.1.15. Освещенность рабочего места сварщика должна быть не ниже 150 лк при искусственном освещении и 100 лк при естественном.
4.1.16. Сварочные посты должны быть оборудованы удобными столами и сидениями для сварщиков, а также подъемными устройствами для перемещения деталей, вес которых превышает 20 кг.
4.1.17. Запрещается проводить сварку на сосудах, находящихся под давлением газа, пара, воздуха или жидкости.
4.1.18. Очистку сварного шва от шлака сварщик должен производить в защитных очках.
4.1.19. При сборке и просеивании флюса сварщик должен надеть респиратор и рукавицы. Просеивать флюс в открытых ситах запрещается.
4.1.20. Минимальное расстояние от свежеокрашенных вагонов, при проведении сварочных работ, должно быть не менее 5 м.
4.1.21. Проводить электросварочные работы вблизи взрыво- и огнеопасных материалов (бензин, ацетон, спирт, уайт-спирит и т.п.) запрещается.
4.2. Подготовка деталей к сварочным и наплавочным работам
4.2.1. При разделке трещин, удалении шлаковых включений, подготовке под сварку, а также при производстве поверхностного наклепа сварных швов и околошовной зоны необходимо соблюдать требования Правил техники безопасности и производственной санитарии при холодной обработке металлов.
4.2.2. Электрифицированный ручной инструмент (электродрели, шлифовальные машинки и т.п.) должен питаться напряжением не выше 36 В.
4.2.3. Пневматические молотки должны быть снабжены приспособлениями, не допускающими вылета бойка.
4.2.4. Зубило должно быть длиной не менее 150 мм, а оттянутая часть зубила - от 60 мм до 70 мм согласно ГОСТ 7211.
4.2.5. При работе зубилом, крейцмейселем и другим инструментом рабочий должен пользоваться защитными очками. Места, где проводятся работы, должны быть ограждены защитными ширмами высотой не менее 2 м.
4.2.6. В случае проведения работ с применением пневматических молотков и другого пневмоинструмента, необходимо руководствоваться ГОСТ 12.1.003.
4.2.7. Абразивный инструмент должен отвечать требованиям ГОСТ 12.3.028.
4.2.8. Для защиты глаз от стружки и частиц металла, которые отлетают, рабочие должны быть обеспечены защитными очками согласно ГОСТ 12.4.013 и респираторами согласно ГОСТ 12.4.028.
4.2.9. Ударный инструмент (зубила, крейцмейсели, бородки и т.п.) не должен иметь отколов, трещин, заусенцев и наклепа. Слесарные молотки и кувалды должны иметь слегка выпуклую, без трещин и наклепа поверхность бойка, и быть надежно укреплены на ручках путем расклинивания металлическими завершенными клиньями.
4.3. Требования электробезопасности
4.3.1. При всех видах сварки плавлением наиболее опасным видом травматизма является поражение электрическим током. Эксплуатация электросварочного оборудования должна отвечать требованиям Правил безопасности эксплуатации электроустановок электропотребителей, а также требованиям ГОСТ 12.1.019, ГОСТ 12.1.030, ГОСТ 12.3.003.
4.3.2. Корпуса и кожуха сварочных машин, а также шкафы и аппаратные ящики сварочного оборудования должны быть заземлены. Все электросварочные установки с источниками переменного и постоянного тока, предназначенные для работы в помещениях с повышенной опасностью, оснащены устройствами автоматического отключения напряжения холостого хода или его ограничения.
Запрещено пользоваться для заземления проводниками, не предназначенными для этого, а также присоединять заземление с помощью скручивания.
Заземление осуществляется через специальный болт, который должен быть на корпусе установки.
4.3.3. Сварочные провода должны иметь исправную изоляцию. Рукоятку электрододержателя нужно изготовлять из изолирующего огнестойкого материала.
4.3.4. Во всех случаях повреждения сварочного оборудования необходимо немедленно выключить ток и сообщить мастеру и электромонтеру о повреждении.
4.3.5. Оборудование сварочных установок должно иметь соответствующую степень защиты в зависимости от условий окружающей среды.
4.3.6. Конструкция и расположение сварочного оборудования, ограждений и блокировок должны обеспечивать невозможность его механического повреждения, а также случайного прикосновения к вращающимся частям, или находящимся под напряжением.
4.3.7. Размещение оборудования сварочных установок, его узлов и механизмов, а также органов управления должно обеспечивать свободный, удобный и безопасный доступ к ним и возможность быстрого выключения оборудования.
4.3.8. Для определения величины сварочного тока установка ручной дуговой сварки должна иметь средство измерительной техники, или шкалу измерения на регуляторе.
4.3.9. Сварочные посты для постоянного выполнения работ открытой дугой или в среде защитных газов изделий малых и средних размеров непосредственно в производственных цехах в пожароопасных зонах должны размещаться в специальных кабинах со стенами из несгораемых материалов с открытым верхом и свободной площадью 3 м2 на один сварочный пост.
4.3.10. Электросварщики должны иметь группу электробезопасности не ниже II.
4.3.11. Место проведения работ должно быть обеспечено средствами пожаротушения.
4.3.12. При проведении сварочных и наплавочных работ запрещено применять нестандартные предохранители.
4.3.13. Не разрешается размещать сварочные посты в пожаро- и взрывоопасных помещениях.
4.3.14. Осматривать и чистить сварочные установки и пусковую аппаратуру необходимо не реже 1 раза на месяц.
4.3.15. Сопротивление изоляции обмоток сварочных трансформаторов и преобразователей тока должно измеряться не реже 1 раза в год.
4.3.16. Соединение отдельных элементов, которые применяются как обратный провод, следует выполнять болтами, струбцинами и т.п., присоединение обратного провода выполняется согласно 3.2.2.
4.3.17. Передвижные источники сварочного тока на время их передвижения должны быть отключены от сети.
4.3.18. Ремонт сварочных установок следует выполнять только после отключения напряжения.
4.3.19. В случае любого отлучения от рабочего места сварщик должен выключать сварочный аппарат.
4.4. Требования безопасности при работе в резервуарах
4.4.1. При работе внутри котла цистерны, бака из-под нефтепродуктов или какого-нибудь другого металлического резервуара в целях обеспечения изоляции тела от соприкосновения со стенками, сварщик должен пользоваться сухой обувью и сухими брезентовыми рукавицами, а также иметь диэлектрический резиновый коврик.
4.4.2. Работа внутри котла цистерны, металлического резервуара, бака из-под нефтепродуктов разрешается после удаления из них газов и паров вредных веществ, остатков нефтепродуктов и горючих веществ с обязательным оформлением наряда-допуска.
Подготовка цистерн к ремонту проводится согласно ОСТ 32.13.
4.4.3. Для работы в котлах цистерн назначаются не менее трех работников, которые должны быть проинструктированы о порядке проведения работ и возможную опасность. Один работник выполняет электросварочные работы внутри котла, второй - подстраховывает первого с помощью спасательной веревки, третий - следит за работой первого рабочего и оказывает ему помощь при передаче необходимого инструмента и материалов. Работник, который находится внутри котла, должен быть обеспечен предохранительным поясом с канатом, конец которого должен находиться у наблюдающего. Предохранительный пояс должен иметь паспорт и бирку с отметкой о дате следующего испытания.
Наблюдатели не имеют права отходить от люка резервуара, пока там находится работник.
4.4.4. Запрещается одновременно выполнение электросварочных и газорезательных работ внутри резервуара или колодца.
4.5. Газосварочные, газорезательные работы
4.5.1. При выполнении газосварочных работ необходимо соблюдать все правила техники безопасности, предусмотренные действующими Правилами безопасности в газовом хозяйстве, Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла, а также Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
4.5.2. При эксплуатации кислородных баллонов необходимо соблюдать следующие требования:
1) транспортировку кислородных баллонов внутри цеха производить на специальных тележках или переноской на носилках; переноска баллонов на руках или плечах не допускается;
2) перевозка баллонов разрешается только с навинченными предохранительными колпаками;
3) при погрузке и выгрузке баллонов запрещается бросать их, ударять друг о друга и сгружать баллоны колпаками вниз;
4) укреплять баллон на сварочном посту необходимо при помощи хомутов или цепей, прикрепленных к стене или колонне; на сварочном посту не следует иметь более двух заполненных баллонов;
5) на постах баллоны должны быть расположены на расстоянии не менее 5 м от горелки, резака, печей, батарей центрального отопления и других источников тепла;
6) при производстве сварочных работ под открытым небом баллоны должны находиться в наклонном положении, чтобы вентиль был выше башмака;
7) в летнее время баллоны для предохранения от нагревания солнечными лучами должны быть накрыты брезентом;
8) каждый баллон, поставленный на место работы, должен быть осмотрен и закреплен, после чего разрешается снять колпак рукой или при помощи ключа, при этом ударять по нему категорически запрещается;
9) вентиль баллона после снятия колпака должен быть тщательно осмотрен. При обнаружении на вентиле следов масла, жира работу с такими баллонами необходимо прекратить. Баллон должен быть немедленно направлен для обезжиривания четыреххлористым углеродом, бензином или спиртом. Перед присоединением редуктора следует проверить исправность резьбы накидной гайки и штуцера вентиля на баллоне и, убедившись, что вентиль чист, продуть его, открывая небольшим поворотом маховика. При продувке сварщик не должен стоять перед штуцером вентиля;
10) после присоединения редуктора вентиль баллона необходимо открывать медленно. При пропуске газа вентилем надо подтянуть сальниковую гайку или открыть вентиль до отказа. Если при этом пропуск газа продолжается, баллон следует отправить в специальный цех для ремонта. Самостоятельная разборка вентилей категорически запрещается.
4.5.3. Барабаны с карбидом кальция разрешается открывать с применением специального ножа. Перед тем как открыть крышку барабана необходимо смазать ее по краям слоем солидола. Во избежание взрыва запрещается открывать барабаны зубилом или применять паяльные лампы, горелки, резаки и другие источники пламени.
4.5.4. При эксплуатации переносных ацетиленовых генераторов необходимо соблюдать установленные правила. В рабочих помещениях разрешается пользоваться переносными газогенераторами при обязательном соблюдении следующих условий:
1) максимальная зарядка карбида кальция не более 10 кг;
2) в рабочем помещении можно устанавливать только один переносный газогенератор. Увеличение числа переносных газогенераторов допускается только с разрешения технической инспекцией ЦК независимого профсоюза железнодорожников и транспортных строителей;
3) в зданиях котельных, в кузницах устанавливать газогенераторы запрещается.
4.5.5. Во время работы газогенератора запрещается курить, пользоваться горелкой, паяльной лампой или другим источником тепла. Во время работы генератора необходимо ставить наблюдающего. Запрещается чистить, разбирать и собирать переносный генератор непосредственно в производственных помещениях. При работе генератора необходимо следить за его герметичностью. В случае обнаружения неплотности генератор следует остановить и устранить утечку газа. Искать место утечки разрешается только при помощи мыльной воды. Запрещается определять место утечки с помощью огня.
Генератор должен находиться на расстоянии не менее 10 м от места работы сварщика. Выгружаемый из генератора карбид должен немедленно удаляться из помещения и сливаться в специальную яму. Запрещается загружать в генератор карбидную пыль. Перед пуском генератора необходимо проверить уровень воды в водяном затворе. Такую же проверку следует производить во время работы не реже двух-трех раз в смену и при каждом обратном ударе в горелке (резаке). Запрещается производить работу без водяного затвора или работать двум сварщикам от одного затвора.
После пуска воды в камеру необходимо удалить из нее воздушно-ацетиленовую смесь через продувочный или отборный кран до выхода чистого ацетилена. Перед зажиганием горелки (резака) следует пропустить ацетилен через шланг в горелку для вытеснения воздушно-ацетиленовой смеси.
Перед выгрузкой из реторты ила необходимо открыть продувочный кран, снизить давление в реторте и убедиться, что она полностью залита водой.
В генераторе во время работы вода не должна нагреваться до температуры выше 50 - 60 °С. В зимних условиях на открытом воздухе или в неотапливаемом помещении при перерыве в работе воду из генератора и водяного затвора сливают. Во избежание замерзания затвор наполняют насыщенным раствором поваренной соли. Если в генераторе или водяном затворе вода замерзла, отогревать ее следует только горячей водой или паром. Запрещается отогревать воду открытым пламенем и скалывать лед металлическим предметом.
Ремонт генератора, связанный с нагревом при резке, сварке, чистке, а также с работами, при которых возможно искрообразование, можно производить только после удаления из него ацетилена и карбида и двукратной промывки всех частей генератора водой. Промывку следует выполнять так, чтобы вода заполнила весь аппарат.
Очистку, разборку и ремонт генератора можно производить только на открытом воздухе.
4.5.6. При эксплуатации водяных затворов необходимо соблюдать следующие требования:
1) перед началом работы затвор следует осмотреть и наполнить чистой водой до уровня контрольного крана;
2) после пуска в затвор газа необходимо проверить плотность всех узлов. При обнаружении неплотности генератор следует остановить и устранить утечку газа. Утечку газа можно быстро обнаружить смачиванием мест соединений мыльной эмульсией. Эксплуатировать затвор, имеющий утечку газа, запрещается, так как при обратном ударе скопление ацетилена около затвора может привести к взрыву;
3) при обратном ударе, закрывая вентили горелки, следует также закрыть кран перед затвором на ацетиленовой магистрали. Необходимо проверить уровень воды в затворе и в случае ее недостатка долить в затвор. В затворах высокого давления после обратного удара следует сменить предохранительную мембрану;
4) один раз в 10 дней из затвора нужно спускать имеющуюся в нем воду и несколько раз промывать его свежей водой;
5) не реже одного раза в один-два месяца затвор нужно разбирать, осматривать, очищать от грязи, смазывать его движущиеся части и окрашивать внутри.
4.5.7. При эксплуатации кислородных и ацетиленовых редукторов нужно соблюдать следующие правила. Перед началом работы необходимо:
1) перед установкой редуктора на вентиль баллона внимательно осмотреть накидную гайку. Если на гайке имеются следы масла или жира, тщательно промыть ее в дихлорэтане или бензине. Выполнение этого требования особенно важно для кислородных редукторов, в которых при соприкосновении масла или жира со сжатым кислородом могут произойти воспламенение и взрыв;
2) проверить наличие и исправность фибровой (у кислородных редукторов) или кожаной (у ацетиленовых редукторов) прокладок, без которых нельзя соединять редуктор с вентилем;
3) продуть вентиль баллона для удаления грязи, стружки, окалины и других механических примесей, которые, попадая в редуктор, могут его повредить;
4) привернуть накидную гайку кислородного редуктора или хомут ацетиленового редуктора к штуцеру вентиля баллона и подтянуть ее ключом;
5) вращением регулирующего винта против часовой стрелки освободить нажимную пружину;
6) надеть на ниппель редуктора шланг и укрепить его;
7) открыть вентиль баллона на один-два оборота маховичка. Если в редукторе произойдет воспламенение или сильное нагревание вследствие попадания масла или удара газа о клапан, вентиль баллона следует быстро закрыть, после чего редуктор должен быть снят и отправлен в ремонт. Если редуктор работает нормально, следует проверить плотность присоединения гайки к штуцеру вентиля. При обнаружении неплотности необходимо устранить ее, подтянув накидную гайку или хомут ключом. Если неплотность устранить не удается, редуктор следует снять и сменить уплотняющую прокладку. Утечка в месте соединения редуктора с вентилем баллона особенно опасна при работе с горючими газами (водород, ацетилен и т.п.), образующими в соединении с воздухом взрывчатые смеси;
8) вращением регулирующего винта по часовой стрелке установить по манометру необходимое рабочее давление.
По окончании работы закрыть вентиль баллона, выпустить оставшийся газ и вращением регулирующего винта против часовой стрелки освободить нажимную пружину. Оставлять редуктор со сжатой пружиной не следует, так как она даст усадку.
4.5.8. Газосварщик или газорезчик должен работать в защитных очках, имея при себе набор необходимых ключей и ведро с водой.
4.5.9. Перед началом работы исправность горелки или резака проверяют путем присоединения к кислородному ниппелю шланга для пропуска кислорода через горелку или резак. При этом в ацетиленовом ниппеле горелки или резака должен создаться подсос (разрежение). При наличии подсоса в ацетиленовом ниппеле разрешается надеть на него ацетиленовый шланг и приступить к работе. Если подсоса нет, горелку или резак следует разобрать и устранить неисправности.
4.5.10. При зажигании горелки сначала нужно открыть кислородный, а затем ацетиленовый вентиль. Зажигание следует выполнять возможно быстрее во избежание скопления вокруг мундштука горючей смеси, которая при зажигании может взорваться. При прекращении работы горелку или резак гасят, закрывая сначала ацетиленовый, а затем кислородный вентиль.
4.5.11. При зажигании многопламенной горелки, работающей на ацетилено-кислородной смеси, следует сначала открыть кислородный вентиль, а затем ацетиленовый и зажечь горючую смесь. При гашении горелки сначала надо закрыть ацетиленовый вентиль, а затем кислородный.
4.5.12. При хлопках горелки или резака необходимо быстро закрыть ацетиленовый вентиль и охладить горелку или резак, опустив в ведро с чистой водой. Опускать горелку или резак в ведро при открытом ацетиленовом вентиле запрещается.
4.5.13. При попадании искры на место пропуска газовой смеси на горелке или резаке и воспламенении смеси в этом месте необходимо быстро закрыть оба вентиля (ацетиленовый и кислородный). Если место пропуска находится до вентиля, надо перекрыть доступ газов из водяного затвора и баллона.
4.5.14. При воспламенении шлангов, особенно кислородного, нельзя перегибать шланг, а следует закрыть доступ газа.
4.5.15. При работе с керосинорезом необходимо систематически следить за давлением в кислородном баллоне и в бачке с керосином.
4.5.16. Давление кислорода должно быть не ниже 4 кгс/см2, давление воздуха в бачке не должно падать ниже 2 - 2,5 кгс/см2 во избежание обратного удара. Эксплуатировать бачки без манометров запрещается.
4.5.17. В случае воспламенения ацетиленового генератора его необходимо гасить песком или двуокисью углерода при помощи пенных огнетушителей.
4.5.18. При использовании природного газа, смеси природных и искусственных газов, а также технического пропана при газопламенной обработке металла сварщик, резчик или паяльщик должен руководствоваться Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла, Правилами безопасности в газовом хозяйстве и Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
4.5.19. Все горючие газы образуют взрывчатые смеси с воздухом и кислородом. Образование в помещении опасной для здоровья человека концентрации газа может произойти по следующим причинам:
1) утечка газа через соединения и неплотности аппаратуры и трубопроводов;
2) неполное сгорание газа при неправильной вентиляции и тяге или неправильной регулировке процесса горения. В этом случае помещение заполняется продуктами сгорания, содержащими углекислый газ и окись углерода;
3) утечка газа в случае разрыва (трещины) какого-либо сварного стыка у газопровода;
4) утечка газа из крана, оставленного открытым из-за халатности обслуживающего персонала.
4.5.20. В помещении, где имеются газопроводы, прежде чем включать освещение, зажигать огонь, надо убедиться, что воздух чист и нет запаха газа. При обнаружении запаха газа помещение следует тщательно проветрить, после чего вызвать аварийную бригаду для нахождения и устранения утечки газа. До устранения утечки обычное электроосвещение включать и выключать запрещается. Запрещается также курить, вносить открытый огонь и т.д.
4.5.21. При применении некоторых нефтяных газов, а также технического пропана необходимо помнить, что эти газы тяжелее воздуха и при утечках могут скапливаться в ямах, канавах, сосудах и других местах, образуя с воздухом взрывчатые смеси.
4.5.22. Сжиженные и нефтяные газы обладают способностью разъедать резину. Поэтому для этих газов следует применять соответствующие шланги и мембраны. В случае отсутствия таковых необходимо тщательно следить за состоянием шлангов и мембран в редукторах.
4.5.23. При загорании газа в местах утечки его из вентиля баллона, шлангов или газопровода тушить пламя нужно песком, огнетушителем или другими средствами, преграждая доступ воздуха к огню (гасить водой запрещается). Струю огнетушителя следует направлять вдоль пламени, а не навстречу ему.
4.5.24. Для зажигания горелки, работающей на природном газе или техническом пропане, следует сначала открыть вентиль горючего газа и зажечь его, после чего открыть кислородный вентиль. Для гашения пламени необходимо сначала закрыть вентиль кислорода, затем вентиль горючего газа. При хлопке или обратном ударе пламени надо быстро закрыть вентиль, подающий горючий газ, а затем кислородный вентиль и несколько раз продуть газовые каналы кислородом.
4.6. Требования безопасности при работе на высоте
4.6.1. Электросварочные работы на высоте свыше 1,3 м необходимо проводить только на огражденных подмостках. Рабочее место должно быть обеспечено настилами, подмостками, изготовленными по типовым проектам.
4.6.2. Запрещается использовать для выполнения работ на высоте ненадежные случайные опоры.
4.6.3. При работе на высоте необходимо пользоваться специальной сумкой для электродов и металлическим огнеупорным ящиком для сбора огарков.
4.6.4. Не разрешается проводить сварочные работы на высоте во время дождя и снега, при силе ветра свыше 15 м/с.
4.7. Требования безопасности в аварийных ситуациях
4.7.1. Возможные аварийные ситуации и их причины
4.7.1.1. Аварийные ситуации, связанные с поломкой оборудования, инструмента, защитных устройств.
4.7.1.2. Взрыв кислородных баллонов в случае неисправной и небрежной их эксплуатации.
4.7.1.3. Пожар, который может возникнуть вследствие загорания неисправной электросети и электрооборудования, небрежного отношения работников к электросварочному оборудованию, легковоспламеняющимся материалам.
4.7.1.4. Действия в аварийных ситуациях необходимо выполнять согласно инструкциям по охране труда.
4.8. Оказание помощи пораженному током
4.8.1. Порядок действий и методы предоставления первой медпомощи определяются инструкцией по оказанию первой помощи пострадавшим в связи с несчастными случаями при обслуживании энергетического оборудования. Во всех случаях поражения током при оказании первой помощи необходимо изолировать пострадавшего от источника тока, прервав цепь тока. При невозможности отключения тока следует освободить пострадавшего от воздействия тока, пользуясь материалами, не проводящими ток, и вызвать врача. До прихода врача пострадавшему необходимо оказать первую медпомощь в виде искусственного дыхания и наружного массажа сердца, выполнению которых должны быть обучены все работники.
4.9. Требования к охране окружающей среды
4.9.1. При выполнении сварочных и наплавочных работ на ВРЗ, ВЧД, ВКМ должны выполняться требования относительно охраны окружающей среды, рационального использования и воспроизведения природных ресурсов и обеспечения экологической безопасности согласно действующему природоохранному и санитарному законодательству.
4.9.2. Материалы, применяющиеся при ремонте вагонов при сварочных и наплавочных роботах, подлежат утилизации или переработке после окончания срока службы грузовых вагонов.
4.9.3. При ремонте сваркой и наплавкой должны применяться устройства и системы оборотного водоснабжения, пыле газоочистное оборудование.
4.9.4. Обращение с промышленными отходами осуществляется согласно гигиеническим требованиям.
4.9.5. Необходимо обеспечить бесперебойную, эффективную работу и поддержание в исправном состоянии сооружений, оборудования и аппаратуры для очистки выбросов в атмосферу. Выполнение мероприятий по охране атмосферного воздуха не должно приводить к загрязнению грунта, водных ресурсов и других природных объектов.
4.9.6. Для определения безопасности для здоровья человека и экологической безопасности во время проектирования, размещения, строительства новых, реконструкции действующих предприятий проводится экологическая и санитарно-гигиеническая экспертиза в порядке, определенном законодательством.
4.9.7. Применение новой техники, импортного оборудования, новых технологий при сварочных и наплавочных роботах должно отвечать требованиям, установленным законодательством об охране атмосферного воздуха.
5. ТРЕБОВАНИЯ К РЕМОНТУ СВАРКОЙ ДЕТАЛЕЙ И УЗЛОВ
5.1. Тележка модели 18-100, 18-101
При ремонте тележки рекомендуется применять следующие сварочные материалы: электроды типа Э50А; сварочная проволока Св-08Г2С в углекислом газе. Для ремонта деталей наплавкой рекомендуется, в зависимости от требований к металлу наплавки, использовать материалы, приведенные в таблице 1.
5.1.1. Ось типа РУ1, РУ1Ш (рисунок 5.1)
Материал - сталь Ос В по ГОСТ 4728.
При всех видах ремонта разрешается:
а) наплавка резьбовой части оси РУ1, деф. 1, согласно инструкции № ЦВА 7/2007;
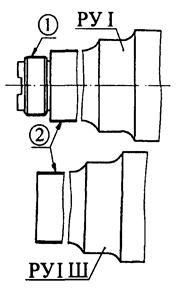
Рисунок 5.1. Ось
б) восстановление изношенных шеек оси, деф. 2, методом электроимпульсной (электроэрозионной) обработки.
5.1.2. Колесо цельнокатаное (рисунок 5.2)
Материал - сталь по ГОСТ 10791.
При ремонте на ВРЗ, ВЧД и ВКМ разрешается автоматическая наплавка изношенного гребня, деф. 1, по технологии, согласованной Комиссией Совета.
Указанный ремонт распространяется на колеса, изготовленные в странах СНГ, кроме колес с повышенной твердостью.
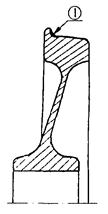
Рисунок 5.2. Колесо цельнокатаное
5.1.3. Гайка (рисунок 5.3.)
Материал - сталь Ст5 по ГОСТ 380.
При всех видах ремонта разрешается восстановление изношенной резьбы гайки М 110 роликовой пары по технологии, согласованной Комиссией Совета.
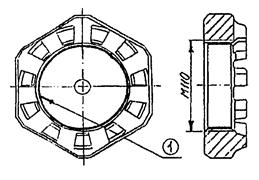
Рисунок 5.3. Гайка
5.1.4. Корпус буксы (рисунок 5.4.)
Материал - сталь 15Л, 25Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенной опорной поверхности, деф. 1, при размере от оси буксы до этой поверхности не менее 163 мм;
б) наплавка изношенных поверхностей направляющих челюстей, деф. 3, или приварка планок, если размер между челюстями, вдоль оси вагона, не менее 318 мм, а износ боковой стороны направляющего бурта, деф. 2, составляет более 2 мм.
Работы проводить по технологии, согласованной Комиссией Совета. Корпуса букс с трещинами и отколами к наплавке не допускаются. Твердость наплавленного слоя должна быть 240 - 300 НВ. Разрешается заварка разработанных отверстий для болтов крепительной крышки с восстановлением резьбы по чертежным размерам.
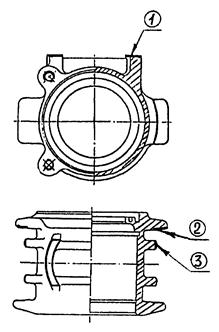
Рисунок 5.4. Корпус буксы
5.1.5. Балка надрессорная (рисунок 5.5.)
Материал - сталь 20ГЛ, 20Г1ФЛ, 20ФЛ по ГОСТ 977.
Работы проводить по технологии, согласованной Комиссией Совета.
При всех видах ремонта разрешается:
а) заварка трещин на опорной поверхности подпятникового места, деф. 5, не переходящих через наружный бурт и расположенных от центра не ближе 80 мм, при условии, что их суммарная длина не превышает 250 мм;
б) восстановление наплавкой отколовшихся частей наружного бурта, деф. 4.

Рисунок 5.5. Балка надрессорная
в) восстановление наплавкой отколовшихся частей внутреннего бурта, деф. 3, а также изношенного более 2 мм на сторону отверстия под шкворень, деф. 16, с последующей механической обработкой. Допускается восстанавливать бурт методом вварки втулки.
г) наплавка изношенных мест внутренней поверхности наружного бурта, деф. 14, и наружной поверхности внутреннего бурта, деф. 13, с твердостью направленного слоя 240 - 300 НВ;
д) наплавка верхней изношенной поверхности наружного бурта, деф. 15;
е) наплавка изношенной опорной поверхности подпятникового места, деф. 17, с твердостью направленного слоя 240 - 300 НВ;
ж) заварка трещин на верхнем поясе, идущих от технологического отверстия, деф. 6, суммарной длиной не более 250 мм и не переходящих через наружный бурт подпятникового места;
и) заварка трещин боковых опор скользуна, деф. 2, суммарной длиной не более 100 мм. При суммарной длине трещин более 100 мм, а также в случае полной или частичной деформации элементов опоры, ремонт должен производиться заменой дефектной части опоры, на новую;
к) наплавка изношенных наклонных плоскостей с твердостью наплавленного слоя 240 - 300 НВ, деф. 12, при условии, что оставшаяся толщина стенки составляет не менее 7 мм.
При толщине металла наклонной плоскости менее 7 мм, а также при наличии сквозных протертостей балку допускается ремонтировать вваркой вставки.
Опорные поверхности наклонных плоскостей после наплавки подлежат обязательной механической обработке и контролю их симметричности относительно вертикальной оси балки.
л) заварка продольных трещин стенки наклонной плоскости, деф. 10, не переходящих на направляющие бурты;
м) заварка трещин в углах между направляющими буртами и наклонной плоскостью, деф. 7, но не переходящих на верхний пояс балки.
На балках с овальными углублениями при наличии хотя бы одной трещины указанного характера, после ее устранения, наплавляются все четыре углубления;
н) наплавка отколов, деф. 9.
Наплавке после устранения откола подлежат все четыре углубления, если они имелись на балке;
п) наплавка изношенных направляющих, деф. 1;
р) заварка изношенных отверстий для державки мертвой точки, деф. 11;
с) наплавка изношенных упорных ребер, деф. 8, при износе до 8 мм;
Допускается производить замену непригодных (разрушенных, погнутых) упорных ребер приваркой новых по технологии, согласованной Комиссией Совета.
5.1.6. Балка соединительная (рисунок 5.6.)
Работы проводить по технологии, согласованной Комиссией Совета.
5.1.6.1. При всех видах ремонта соединительных балок сварной конструкции восьмиосных вагонов разрешается заварка:
а) первичных трещин 11, 12, 13, 14 (рис. 5.6) (только при наличии одной из перечисленных трещин) длиной не более 300 мм каждая. При одновременном наличии трещин 11 и 13 с одной стороны пятника суммарная длина завариваемых трещин должна быть не более 300 мм;
б) первичных трещин 1. 2, 3, 4, 5, 6 в соединительных балках выпуска до 1989 г. суммарной длиной с одной стороны пятниковой отливки (относительно продольной оси соединительной балки) не более 300 мм;
в) трещин 1, 2, 3, 4, 5, 6 в соединительных балках выпуска после 1989 г. суммарной длиной до 400 мм и глубиной разделки до 30 мм. При одновременном наличии трещин 1 и 4, или сроке эксплуатации балки более 10 лет, или при наличии на балке пятников, подвергавшихся наплавке либо требующих такой наплавки, суммарная длина трещин с одной стороны пятниковой отливки (относительно продольной оси соединительной балки) должна быть не более 250 мм;
г) трещин 16 и 17 при отсутствии их развития в тело подпятника;
д) трещины 15 при отсутствии ее развития в тело подпятника, т.е. глубиной до 24 мм независимо от длины. При необходимости восстановления изношенных поверхностей подпятника наплавкой длина трещины не должна превышать 350 мм;
е) несквозных трещин 18 на зеркале подпятника суммарной длиной до 250 мм или при развитии в тело подпятника на глубину до 16 мм. При необходимости восстановления изношенных поверхностей подпятника наплавкой или с помощью ремонтной вставки трещина не должна превышать 10 мм;

Рисунок 5.6. Схема расположения трещин на соединительной балке
а - вид снизу; б - вид сбоку; в - вид сверху
ж) трещин 20, 21 по сварным швам приварки внутренней центральной диафрагмы;
и) трещин 7 при их развитии только по сварному шву, соединяющему нижний лист соединительной балки с нижним листом подкрылка крайнего скользуна;
к) трещины сварного шва кронштейна торсиона или самого кронштейна;
л) трещины 9, находящейся в сварном шве, независимо от длины.
5.1.6.2. Разрешается восстановление до чертежных размеров наплавкой с последующей механической обработкой или приваркой накладок и вставок следующих рабочих поверхностей:
а) боковой поверхности подпятника при износе более 6 мм;
б) рабочей плоскости зеркала подпятника при износе более 3 мм;
в) отверстия под шкворень при износе свыше 2 мм на сторону;
г) боковой поверхности яблока пятника (по диаметру): вдоль продольной оси соединительной балки при износе свыше 6 мм и поперек оси - свыше 5 мм;
д) рабочей плоскости зеркала яблока пятника при износе свыше 3 мм;
е) овального отверстия кронштейна для торсиона при износе свыше 3 мм на сторону;
ж) центрального скользуна толщиной менее 15 мм.
5.1.6.3. При капитально-восстановительном ремонте на заводе, а также в депо, оснащенных специальным оборудованием, прошедших сертификацию и имеющих разрешение ЦВ на проведение ремонтных работ на соединительных балках сварной конструкции, разрешается заварка по технологии, согласованной Комиссией Совета:
а) трещин 15 длиной более 350 мм с одновременным восстановлением изношенных поверхностей подпятника наплавкой при сроке эксплуатации соединительной балки менее 13 лет;
б) трещин 15 суммарной длиной до 250 мм, расположенных с одной из сторон балки (относительно поперечной оси) и уходящих в тело подпятника на глубину не более 16 мм (суммарная глубина разделки до 40 мм);
в) трещин 1, 2, 3, 4, 5, 6 в соединительных балках выпуска до 1989 г. суммарной длиной с одной стороны пятниковой отливки (относительно продольной оси соединительной балки) более 250 мм;
г) трещин 1, 2, 3, 4, 5, 6 в соединительных балках, выпущенных после 1989 г., не подвергавшихся наплавке, суммарной длиной на один пятник более 400 мм и глубиной разделки более 30 мм;
д) трещин 1, 2, 3, 4, 5, 6 в соединительных балках, выпущенных после 1989 г., подвергавшихся наплавке, или в балках со сроком эксплуатации более 10 лет суммарной длиной более 250 мм;
е) первичных трещин 11, 12, 13, 14 суммарной длиной с одной стороны пятниковой отливки (относительно продольной оси балки) более 250 мм или вторичных трещин (по ремонтному сварному шву и далее в основной материал пятника) при суммарной длине ремонтных сварных швов более 300 мм.
5.1.6.4. При всех видах ремонта соединительных балок сварной конструкции восьмиосных вагонов запрещается заварка:
а) трещин 8, 19 независимо от их размера. Наличие данных трещин является браковочным признаком;
б) трещин 15 длиной более 350 мм на соединительных балках со сроком эксплуатации более 13 лет или при развитии трещины в тело подпятника, если ее суммарная длина с одной из сторон балки (относительно поперечной оси) свыше 250 мм, или при суммарной глубине разделки более 40 мм;
в) трещин 18 на зеркале подпятника суммарной длиной более 250 мм или при развитии в тело подпятника на глубину более 16 мм;
г) трещин 1, 2, 3, 4, 5, 6 на соединительных балках со сроком эксплуатации более 10 лет и не отвечающих требованиям п.п. 5.1.6.1 и 5.1.6.3;
д) трещин 7 при их развитии в сопрягаемые элементы конструкции.
Запрещается установка усиливающих дополнительных накладок при заварке трещин в любых зонах соединительной балки.
5.1.6.5. Литые соединительные балки выпуска до 1975 г. должны изыматься из эксплуатации и заменяться штампосварными.
5.1.6.6. При заварке трещин, наплавке изношенных поверхностей и приварке элементов соединительной балки следует производить местный предварительный подогрев до температуры 250 - 300 °С. При продолжительных перерывах в работе нагрев необходимо повторить. Допускается восстановление наплавкой отдельных элементов соединительной балки без предварительного подогрева по технологии, согласованной Комиссией Совета, гарантирующей бездефектность и высокую надежность отремонтированного узла.
Заварка трещин, подготовленных к сварке, должна производиться сварочными электродами типа Э50А (ГОСТ 9466, 9467).
5.1.6.7. На принятую из ремонта балку должно быть нанесено клеймо ремонтного предприятия.
Место постановки клейма - на верхнем поясе со стороны кронштейна торсиона между технологическим отверстием и пятником.
Клеймо должно наноситься на поверхность, зачищенную шлифовальной машинкой.
ЗАПРЕЩАЕТСЯ снимать клеймо заводского ремонта.
5.1.7. Рама боковая (рисунок 5.7.)
Материал - сталь 20ГЛ, 20Г1ФЛ по ГОСТ 977.
Работы проводить по технологии, согласованной Комиссией Совета.
При всех видах ремонта разрешается:
а) наплавка изношенной лицевой поверхности направляющих буксового проема при износе не более 8 мм, деф. 4, с обеспечением твердости 240 - 300 НВ;
б) наплавка изношенной боковой поверхности направляющих буксового проема, деф. 5, с обеспечением твердости 240 - 300 НВ;
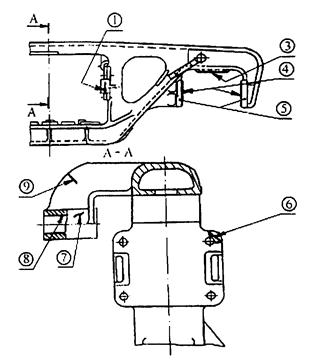
Рисунок 5.7. Рама боковая
в) заварка трещин, наплавка направляющего буртика для фрикционного клина, деф. 1, или приварка новых буртиков вместо отбитых;
г) приварка отколотых ушек, деф. 6, в месте крепления фрикционных планок при условии, что отколото не более двух ушек, расположенных по диагонали;
д) заварка продольных трещин, деф. 7, в стенках прилива для валика подвески;
е) устранение износа отверстия для валика подвески, деф. 8, расточкой до диаметра 50 мм и приваркой втулки, в случае, если диаметр этого отверстия более 45 мм;
ж) заварка трещины, деф. 9, в приливе, если ее длина не более 32 мм.
Запрещается восстановление наплавкой изношенной опорной поверхности буксового проема боковой рамы, деф. 3.
5.1.8. Планка фрикционная (рисунок 5.8)
Работы проводить по технологии, согласованной Комиссией Совета.
Материал - сталь 45 по ГОСТ 1050.
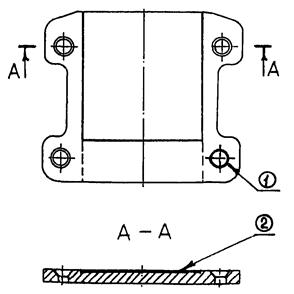
Рисунок 5.8. Планка фрикционная
При всех видах ремонта разрешается:
а) наплавка изношенных стенок или заварка отверстий под заклепки, деф. 1;
б) наплавка изношенной рабочей поверхности, деф. 2, при износе не более 8 мм.
Наплавку и заварку следует выполнять после предварительного подогрева планки до температуры 250 - 300 °С. Твердость восстановленных рабочих поверхностей планки должна соответствовать твердости новых планок. Допускается их коробление не более 1,5 мм.
5.1.9. Клин (рисунок 5.9.)
Материал - сталь 20Л по ГОСТ 977.
Работы проводить по технологии, согласованной Комиссией Совета.
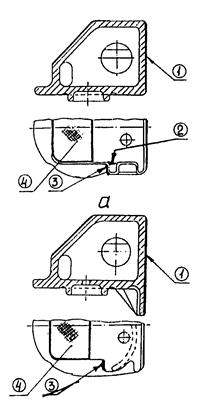
Рисунок 5.9. Клин
а - чертеж 100.30.001-0;
б - чертеж 100.30.001-1
При всех видах ремонта разрешается:
а) наплавка изношенной поверхности вертикальной стенки клина, с твердостью наплавленного слоя 240 - 300 НВ, деф. 1, при условии, если оставшаяся толщина стенки не менее 5 мм. Допускается износ вертикальных стенок устранять приваркой планок по технологии, согласованной Комиссией Совета;
б) наплавка изношенной поверхности упорного ребра, деф. 3;
в) заварка трещины, деф. 2, длиной не более 30 мм;
г) наплавка изношенной наклонной поверхности стенки с твердостью наплавленного слоя 240 - 300 НВ, деф. 4, с последующей механической обработкой, при условии, если оставшаяся толщина стенки не менее 5 мм;
д) заварка литейных дефектов с середины нерабочего ребра клина: флокены площадью не больше 1 см2 и глубиной не больше 3 мм, недоливы длиной до 15 мм.
5.1.10. Колпак скользуна (рисунок 5.10.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается наплавка изношенной поверхности, деф. 1, при износе не более 5 мм, с последующей механической обработкой. Допускается колпак скользуна тележки модели 18 - 100 ремонтировать по технологии, согласованной Комиссией Совета.
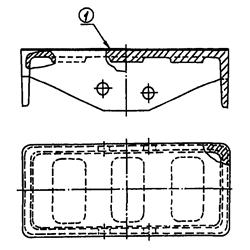
Рисунок 5.10. Колпак скользуна
5.1.11. Шкворень (рисунок 5.24.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается наплавка изношенной поверхности, деф. 1, при износе по диаметру от 3 до 5 мм.

Рисунок 5.24. Шкворень
5.2. Тележка рефрижераторного вагона типа КВЗ-И2
При ремонте тележки рекомендуется применять следующие сварочные материалы: электроды типа Э50А; сварочная проволока Св-08Г2С в углекислом газе. Для ремонта деталей наплавкой рекомендуется, в зависимости от требований к металлу наплавки, использовать материалы, приведенные в таблице 1.
Работы проводить по технологии, согласованной Комиссией Совета.
5.2.1. Ось типа РУ1; РУ1Ш (рисунок 5.1.)
Материал - сталь 0св по ГОСТ 4728.
При ремонте на ВРЗ, ВЧД и ВКМ разрешается выполнение работ, перечисленных в 5.1.1.
5.2.2. Колесо цельнокатаное (рисунок 5.2.)
Материал - сталь по ГОСТ 10791.
При ремонте разрешается выполнение работ, приведенных в 5.1.2.
5.2.3. Гайка (рисунок 5.3.)
Материал - сталь Ст5 по ГОСТ 380.
При ремонте разрешается выполнение работ, приведенных в 5.1.3.
5.2.4. Корпус буксы (рисунок 5.11.)
Материал - сталь 25Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) заварка разработанных отверстий, деф. 1, для болтов крепительной крышки с последующим нарезанием резьбы;
б) наплавка изношенных стенок отверстий для шпинтонов, деф. 2, при износе более 5 мм на сторону;
в) наплавка изношенной опорной и боковой поверхности под пружины, деф. 3, при износе более 6 мм на сторону.
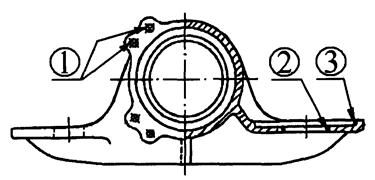
Рисунок 5.11. Корпус буксы
5.2.5. Крышка крепительная (рисунок 5.12.)
Материал - сталь 15Л по ГОСТ 977.
При всех видах ремонта разрешается заварка разработанных резьбовых отверстий, деф. 1, и отверстий под болты, деф. 2, по технологии согласованной, Комиссией Совета.
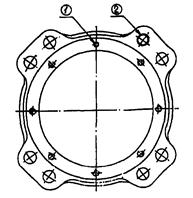
Рисунок 5.12. Корпус буксы
5.2.6. Рама тележки
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) заварка дефектов в сварных швах;
б) наплавка выработанных или пораженных коррозией мест, независимо от места их расположения на раме, при условии, что оставшаяся толщина стенки, не менее половины, согласно приведенной в конструкторской документации;
в) заварка одной трещины на продольной балке с постановкой усиливающей накладки.
5.2.7. Шпинтон (рисунок 5.13.)
Материал - сталь 25Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенных заплечиков, деф. 4, если расстояние от привалочной плоскости до заплечика менее 166 мм при альбомном размере (169 ± 1) мм менее 222 мм при альбомном размере (225 ± 1) мм и менее 162 мм при альбомном размере (166 ± 1) мм.
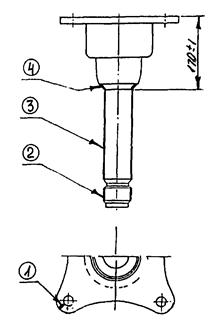
Рисунок 5.13. Шпинтон
б) устранение наплавкой износа цилиндрической поверхности, деф. 3, при условии, что он не превышает 10 мм по диаметру, или 5 мм на сторону. Твердость наплавленного металла должна быть 240 - 300 НВ. При больших значениях износа шпинтон подлежит отбраковке;
в) наплавка изношенной резьбовой части шпинтона, деф. 2, при условии удаления старой резьбы;
г) заварка трещины, деф. 1, идущей от отверстия, длиной не более 80 мм с предварительным местным подогревом до температуры 250 - 300 °С.
5.2.8. Гайка шпинтона (рисунок 5.14.)
Материал - сталь 45 по ГОСТ 1050.
При всех видах ремонта разрешается восстановление наплавкой резьбовой части гайки, деф. 1, при условии удаления старой резьбы.
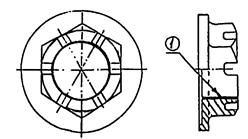
Рисунок 5.14. Гайка шпинтона
5.2.9. Кольцо опорное (рисунок 5.15.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается заварка трещин в сварном шве, деф. 1.
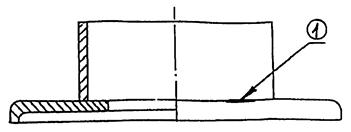
Рисунок 5.15. Кольцо опорное
5.2.10. Валик (рисунок 5.16.)
Материал - сталь Ст5 по ГОСТ 380.
При всех видах ремонта разрешается восстановление наплавкой местных износов на несущей поверхности валика, деф. 1, и на цилиндрической поверхности, деф. 2, при условии, что они не превышают 5 мм на сторону. Твердость наплавленного металла должна быть 240 - 300 НВ.
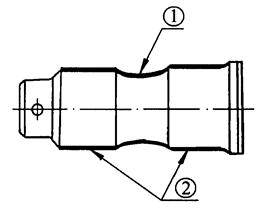
Рисунок 5.16. Валик
5.2.11. Брус надрессорный (рисунок 5.17.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) заварка трещин в сварных швах, деф. 1;
б) наплавка изношенных поверхностей бурта подпятника, деф. 2, и опорной поверхности подпятника, деф. 3, с твердостью наплавленного металла 240 - 300 НВ;
в) наплавка изношенного более 2 мм на сторону шкворневого отверстия подпятника, деф. 4;
г) приварка планок вертикальных скользунов с обваркой по периметру.
5.2.12. Брус подрессорный (рисунок 5.18.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) заварка трещин, деф. 1, длиной до 80 мм;
б) заварка трещин, идущих от отверстия к краю, деф. 2.
|
|
|
|
Рисунок 5.17. Брус надрессорный |
Рисунок 5.18. Брус подрессорный |
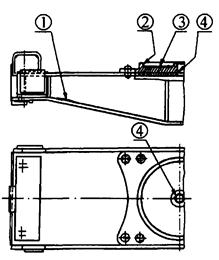
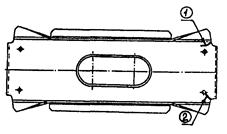
5.2.13. Коробка скользуна (рисунок 5.19.)
Материал - сталь 20Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) заварка не более двух трещин в вертикальных стенках и сварных швах, не переходящих на основание, деф. 1;
б) заварка дефектов в сварных швах, деф. 2.
5.2.14. Балка подлюлечная (рисунок 5.20.)
Материал - сталь 45 по ГОСТ 1050.
При всех видах ремонта разрешается:
а) наплавка изношенных буртиков, деф. 2;
б) наплавка изношенных опорных поверхностей цапф, деф. 1.
Перед наплавкой балка должна быть нагрета до температуры 250 - 300 °С.
|
|
|
|
Рисунок 5.19. Коробка скользуна |
Рисунок 5.20. Балка подлюлечная |
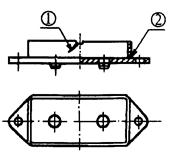
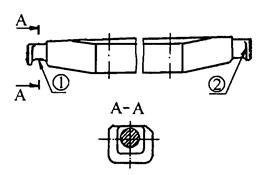
5.2.15. Подвеска (рисунок 5.21.)
Материал - сталь 45 по ГОСТ 1050.
При всех видах ремонта разрешается наплавка изношенных стенок отверстий, деф. 1, как в местах износа, так и по всей окружности, при износе не более 5 мм на сторону, с обеспечением твердости 240 - 300 НВ.
Перед наплавкой подвеска должна быть нагрета до температуры от 250 °С до 300 °С.
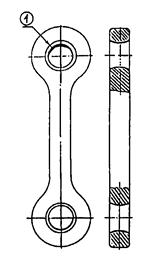
Рисунок 5.21. Подвеска
5.2.16. Хомут рессоры (рисунок 5.22.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) заварка трещин сварного шва, деф. 1;
б) заварка не более одной трещины, деф. 2, при условии, что глубина разделки под сварку составит не более половины толщины стенки;
в) наплавка изношенных поверхностей (вмятин), деф. 3, при условии, что оставшаяся толщина стенки не менее 75 % чертежного размера.
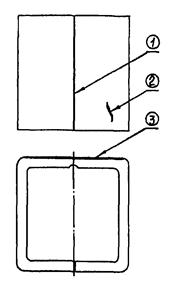
Рисунок 5.22. Хомут рессоры
5.2.17. Планка рессорная (рисунок 5.23.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) наплавка изношенных поверхностей полок, деф. 1, если толщина стенки не менее 5 мм;
б) наплавка изношенных стенок отверстий, деф. 2, или их заварка.
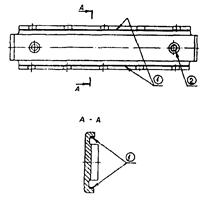
Рисунок 5.23. Планка рессорная
5.2.18. Шкворень (рисунок 5.24.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается наплавка изношенной поверхности, деф. 1.
5.3. Детали тормозов
При ремонте деталей тормозов рекомендуется применять следующие сварочные материалы: электроды типа Э50А; сварочная проволока Св-08Г2С, ПАНЧ-11.
Работы проводить по технологии, согласованной Комиссией Совета.
5.3.1. Резервуар воздушный (рисунок 5.25.)
Материал - сталь 15 по ГОСТ 1050, сталь Ст3 по ГОСТ 380, сталь 10ХНДП по ГОСТ 19281.
При всех видах ремонта разрешается:
а) заварка трещин, свищей и т.п. дефектов в сварных швах, деф. 1, 2;
б) устранение износа резьбового отверстия, деф. 3, заменой штуцера с соблюдением правил Госгортехнадзора;
в) замена дефектных днищ резервуаров.
После выполнения сварочных работ резервуары должны быть испытаны на прочность (ГОСТ 1561-75).
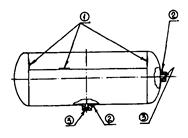
Рисунок 5.25. Резервуар воздушный
5.3.2. Корпус тормозного цилиндра (рисунок 5.26.)
Материал - чугун СЧ15 по ГОСТ 1412.
При всех видах ремонта разрешается:
а) заварка не более двух трещин во фланцах, деф. 2, не выходящих на рабочую поверхность корпуса;
б) приварка отбитых частей фланца, деф. 1, при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух.
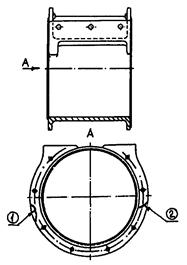
Рисунок 5.26. Корпус тормозного цилиндра
Заварка трещин и приварка отбитых частей корпуса и крышек тормозного цилиндра должны производиться по технологии, согласованной Комиссией Совета.
5.3.3. Крышка передняя и задняя тормозного цилиндра (рисунок 5.27.)
Материал - чугун СЧ15 по ГОСТ 1412.
При всех видах ремонта разрешается:
а) устранение износа отверстия горловины, деф. 1, приваркой втулки с толщиной стенки от 4 мм до 6,5 мм ;
б) приварка отбитых частей фланца, деф. 2, при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух;
в) заварка не более двух трещин, деф. 3, длиной не более 60 мм.
|
|
|
|
а - крышка передняя |
б - крышка задняя |

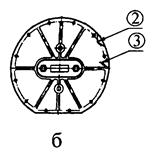
Рисунок 5.27. Крышка передняя и задняя тормозного цилиндра
5.3.4. Камера (двухкамерный резервуар) (рисунок 5.28.)
Материал - чугун СЧ20 по ГОСТ 1412.
При всех видах ремонта разрешается устранение не более четырех дефектов в виде трещин, деф. 1, и отколов ушек, деф. 2. При этом количество отколотых ушек не должно превышать трех, а все дефекты должны располагаться на противоположных диагоналях, но не более двух на одной плоскости.
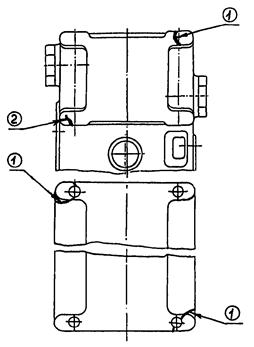
Рисунок 5.28. Камера (двухкамерный резервуар)
5.3.5. Воздухопровод магистральный
Материал - сталь низкоуглеродистая по ГОСТ 380 и ГОСТ 1050.
При всех видах ремонта разрешается производить сварку как новых труб, так и труб, бывших в эксплуатации, при этом между тройником и концевыми кранами разрешается не более трех стыков. Расстояние между стыками не менее 500 мм.
Сварку выполнять способом газопрессовой сварки согласно Инструкции № И-32ВНИИЖТ-0503/2 или прессовой сваркой с нагревом дугой, управляемой магнитным полем («бегущей дугой»), на установке МД-103 разработки ИЭС им. Е.О. Патона, по технологии, согласованной Комиссией Совета.
Запрещается производить стыковку труб на воздухопроводе в местах его перегибов. Количество сварных соединений на весь магистральный воздухопровод не должно превышать пяти.
5.3.6. Балка триангеля со струной и распоркой (рисунок 5.29.)
Материал - сталь 09Г2Д по ГОСТ 19281; сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) наплавка изношенной резьбы цапф триангеля, деф. 1, в том случае, если зазор по диаметру и вдоль резьбы, определяемый калибром, более 0,8 мм, а также при наличии более трех поврежденных или сорванных ниток резьбы с обязательным удалением перед наплавкой старой резьбы на всю ее глубину и с последующей механической обработкой после наплавки;
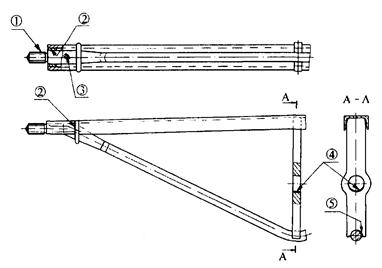
Рисунок 5.29. Балка триангеля со струной и распоркой
б) заварка трещин в сварных швах приварки струн и усиливающих планок к балке, деф. 2;
в) наплавка разработанного отверстия в распорке, деф. 4, при глубине износа более 3 мм на сторону, а также нажимной плоскости цапфы, деф. 3;
г) устранение износа распорки глубиной не более 5 мм, деф. 5, за счет постановки вкладыша и его приварки с торцов к распорке.
5.3.7. Наконечник триангеля (рисунок 5.30.)
Материал - сталь 15Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка поверхности стенки изношенного отверстия при износе не более 10 мм по диаметру деф. 1 с последующей рассверловкой до (35 ± 2) мм.
б) наплавка изношенной боковой поверхности, деф. 2;
в) наплавка опорных полок, деф. 3, если их длина меньше 80 мм, а толщина не менее 6 мм.
5.3.8. Башмак неповоротный (рисунок 5.31.)
Материал - сталь 15Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенных выступов в местах прилегания колодки, при износе до 10 мм, деф. 1;
б) наплавка изношенного паза для подвески тормозного башмака, если толщина стенки не менее 6 мм, деф. 2;
|
|
|
|
Рисунок
5.30 |
Рисунок
5.31 |
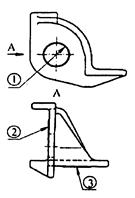
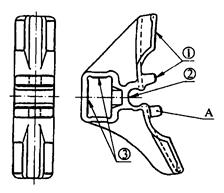
в) наплавка изношенных стенок отверстия под балку триангеля, деф. 3, при износе не более 5 мм на сторону;
г) башмаки, имеющие толщину отверстия под чеку 5,5 мм и менее, необходимо ремонтировать путем приварки новых перемычек толщиной не менее 8 мм, при этом приварка новых перемычек в виде скоб, выходящих на боковые поверхности башмака, не допускается.
5.3.9. Подвеска триангеля (рисунок 5.32.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) наплавка изношенной опорной поверхности, деф. 2, 3, если размер поперечного сечения в месте наибольшего износа не менее 22 мм, а в углах по усиленному сечению - не менее 26 мм, в противном случае подвеска подлежит отбраковке;
б) наплавка изношенных стенок отверстия под валик, деф. 1, при глубине износа не более 5 мм на сторону.
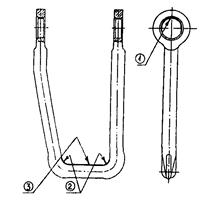
Рисунок 5.32. Подвеска триангеля
5.3.10. Валик подвески башмака
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается наплавка изношенной поверхности валика при глубине износа не более 5 мм по диаметру.
5.3.11. Траверса (рисунок 5.33.)
Материал - сталь 09Г2Д по ГОСТ 19281.
При всех видах ремонта разрешается:
а) наплавка изношенных цапф траверсы, деф. 1;
б) заварка трещин и других дефектов в сварных швах с предварительной разделкой, приварка ушка к балке, деф. 2;
в) наплавка или заварка изношенных отверстий в ушках, деф. 3, с последующей рассверловкой.
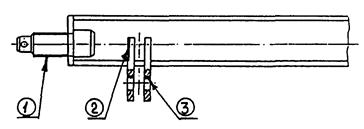
Рисунок 5.33. Траверса
5.3.12. Башмак (рисунок 5.34.)
Материал - сталь 15Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенных концевых выступов в местах прилегания колодки, деф. 1, при величине износа не более 10 мм;
б) наплавка изношенного паза для ушка колодки деф. 2.
|
|
|
|
Рисунок 5.34. Башмак |
Рисунок 5.35. Подвеска башмака |

5.3.13. Подвеска башмака (рисунок 5.35.)
При всех видах ремонта разрешается заварка изношенных отверстий в ушках с последующей механической обработкой, приварка нового ушка взамен изношенного или оборванного.
5.3.14. Рычаги тормозные и затяжки рычагов (рисунок 5.36.)
Материал - сталь Ст3 по ГОСТ 380, 09Г2, 09Г2С, 09Г2СД, 09Г2Д по ГОСТ 19281.
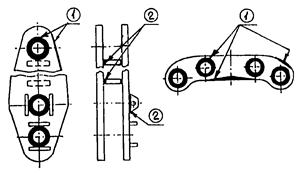
Рисунок 5.36 Рычаги тормозные и затяжки рычагов
При всех видах ремонта разрешается:
а) наплавка изношенных стенок отверстий и местных износов на рычагах и затяжках, деф. 1, а также заварка трещин в сварных швах, деф. 2;
б) приварка ребер для двойной шплинтовки валиков вместо отбитых в вертикальных рычагах;
в) вваривать в изношенные отверстия втулки;
г) приварка скоб с целью предотвращения западания серьги «мертвой точки».
При выходе из ремонта рычаги должны быть сварены попарно согласно конструкторской документации.
5.3.15. Тяги и валики
Материал - сталь Ст3 по ГОСТ 380, 09Г2 и 09Г2Д по ГОСТ 19281.
5.3.15.1. При всех видах ремонта разрешается:
а) наплавка изношенных поверхностей валиков при их износе до 3 мм на сторону.
б) контактно-стыковая сварка тормозных тяг, приварка головок встык, при условии, что на одной тяге не более двух стыков.
5.3.16. Детали ручного тормоза
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) приварка новых частей стержня к концу винта с последующей механической обработкой. Стыки должны располагаться на расстоянии не менее 30 мм от места перехода одного сечения в другое или от резьбы. Количество стыков допускается не более двух;
б) наплавка изношенных поверхностей винта;
в) наплавка изношенных поверхностей у рукоятки винта;
г) наплавка изношенных мест подпятника винта.
5.3.17. Трубка защитная регулятора № 536Г, 574Б, РТРП-675 (рисунок 5.37.)
Материал - сталь 10 по ГОСТ 1050.
При всех видах ремонта разрешается наплавка изношенной поверхности или отколотой части буртика, деф. 1.
5.3.18. Вилка регулятора № 265А и 265А1 (рисунок 5.38.)
Материал - сталь 20 по ГОСТ 1050.
При всех видах ремонта разрешается замена наконечника вилки.
|
|
|
|
Рисунок
5.37. Трубка защитная |
Рисунок
5.38. Вилка регулятора |
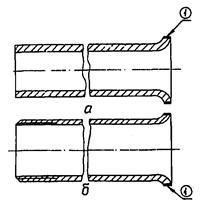
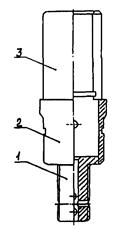
5.3.19. Стакан регулятора № 265А и 265А (рисунок 5.39.)
Материал - сталь 40 по ГОСТ 1050.
При всех видах ремонта разрешается наплавка изношенной поверхности буртика, деф. 1.
5.3.20. Втулка упорная регулятора № 574Б (рисунок 5.40.)
Материал сталь 20 по ГОСТ 1050.
При всех видах ремонта разрешается наплавка изношенной поверхности или отколотой части буртика, деф. 1.
|
|
|
|
Рисунок
5.39. Стакан регулятора |
Рисунок
5.40. Втулка |
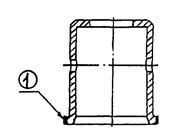
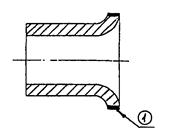
5.3.21. Головка соединительного рукава
Материал - отливка КЧ 30-6-Ф по ГОСТ 1215.
При всех видах ремонта разрешается наплавка изношенного гребня с последующей механической обработкой на специальном оборудовании.
5.3.22. Клапан концевого крана N° 190
Материал - сталь 15 по ГОСТ 1050.
При капитальном и деповском ремонтах разрешается наплавка изношенного паза под кривошип с последующей механической обработкой.
5.3.23. Кривошип концевого крана № 190
Материал - сталь 45 по ГОСТ 1050.
При капитальном и деповском ремонтах разрешается восстановление изношенного кулачка эксцентрика кольцевой наплавкой по всей образующей с последующей механической обработкой.
5.4. Детали автосцепного устройства
Работы проводить по технологии, согласованной Комиссией Совета.
Ремонт сваркой деталей автосцепного устройства следует выполнять электродами типа Э50А или проволокой марки Св-08Г2С в углекислом газе. Для ремонта деталей наплавкой рекомендуется использовать износостойкие наплавочные материалы, приведенные в таблице 1.
5.4.1. Корпус автосцепки (рисунок 5.41.)
Материал - сталь 15ГЛ, 20ГЛ, 20ФЛ, 20Л с термообработкой по ГОСТ 977 и 20ГТЛ, 20Г1ФЛ; 20ФТЛ; 20ГФТЛ по ГОСТ 22703.
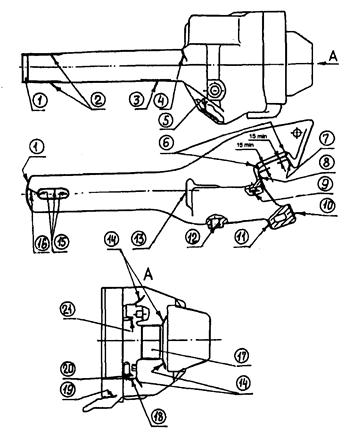
Рисунок 5.41. Корпус автосцепки
При всех видах ремонта разрешается:
а) заварка вертикальных трещин в зеве сверху и снизу в углах большого зуба, деф. 6, при условии, что после разделки они не переходят на горизонтальные плоскости наружных ребер;
б) заварка трещин в углах окна для замка и замкодержателя деф. 14, при условии, что после разделки они не выходят:
- в верхних углах окна для замка - на горизонтальную стенку поверхности головки;
- в верхнем углу окна для замкодержателя - за верхнее ребро со стороны большого зуба.
В нижних углах окна для замка и замкодержателя длина этих трещин не должна превышать 20 мм.
Заварку трещин производить с местным предварительным подогревом до температуры 250 - 300 °С;
в) заварка трещины перемычки между отверстием для сигнального отростка и отверстием направляющего зуба замка, если такая трещина не выходит на вертикальную стенку кармана;
г) заварка трещины в месте перехода от головной части к хвостовой, деф. 4, при условии, что после ее разделки поперечное сечение стенок не уменьшается более, чем на 25 %.
Трещины длиной свыше 25 %, но не более 40 % периметра поперечного сечения в данном месте, допускается устранять согласно технологии, согласованной Комиссией Совета, с обязательным ультразвуковым контролем после их заварки;
д) заварка трещин перемычки, деф. 16, для автосцепок типа СА-3, СА-3М по технологии, согласованной Комиссией Совета, с обязательным ультразвуковым контролем после сварки.
е) наплавка изношенной поверхности полочки для верхнего плеча предохранителя, деф. 21;
ж) приварка отломанной полочки для верхнего плеча предохранителя. Допускается приварка новой полочки, изготовленной из стали Ст3, в соответствии с размерами, указанными на чертежах корпуса автосцепки типа СА-3 или СА-3М.
Полочка перед приваркой должна устанавливаться в проектное положение при помощи специального кондуктора. Сварка должна производиться с полным проваром по всей толщине полочки;
и) заварка трещин, распространяющихся от отверстия для сигнального отростка, деф. 20, длиной не более 30 мм по технологии, согласованной Комиссией Совета;
к) наплавка изношенной торцевой поверхности хвостовика, деф. 1, если длина хвостовика менее 645 мм для автосцепки СА-3 и менее 654 мм - для автосцепки СА-3М. После наплавки длина хвостовика должна быть не менее 650 мм для автосцепки СА-3 и 657 мм - для СА-3М;
л) наплавка изношенных поверхностей хвостовика, деф. 2 и деф. 3, при глубине износа более 3 мм;
м) наплавка изношенной поверхности в окне для замка, деф. 18, и поверхности задней наклонной части кармана в месте опоры замка, деф. 5, при износе не свыше 6 мм;
н) наплавка изношенных тяговых поверхностей малого, деф. 11, и большого зуба, деф. 7, а также ударной поверхности малого зуба, деф. 10, и зева, деф. 8, при условии, что износостойкость нанесенного слоя металла или твердость наплавленного металла при устранении дефектов 7, 10, 11, должна быть не менее 250 НВ для грузовых и не менее 450 НВ - для рефрижераторных вагонов.
Наплавленный металл не должен доходить ближе 15 мм к месту закруглений (см. рисунок 5.41). При наплавке ударной поверхности малого зуба, деф. 10, кромку угла не скруглять;
п) наплавка изношенных стенок отверстий для валика подъемника, деф. 12;
р) наплавка изношенной цилиндрической поверхности и торца шипа для замкодержателя, деф. 9, или его приварка в случае излома;
с) наплавка изношенной поверхности места опоры шейки замкодержателя , деф. 17;
т) наплавка изношенных более 3 мм но не более 8 мм стенок овального отверстия под клин, деф. 15. Перед наплавкой задней стенки данного отверстия толщина перемычки хвостовика должна быть не менее 40 мм для автосцепок СА-3 и 44 мм - для СА-3М, измеренная в средней части.
Наплавку производить после удаления дефектов в ранее наплавленном металле механической обработкой и устранения деф. 1;
у) приварка шайбы в кармане корпуса со стороны меньшего отверстия для валика подъемника в случае уширения кармана;
ф) заварка трещины ограничителя вертикального перемещения, деф. 19, или его приварка взамен погнутого или отломанного;
х) наплавка деформированной поверхности затылочной ударной части, деф. 13;
ц) заварка мелких сетчатых трещин глубиной не более 8 мм на перемычке хвостовика при условии, что после их вырубки толщина перемычки автосцепки СА-3 будет не менее 40 мм, для СА-3М - не менее 44 мм;
ч) заварка мелких сетчатых трещин на боковых поверхностях отверстия под валик или клин тягового хомута глубиной не более 8 мм при условии, что после разделки толщина оставшейся стенки автосцепки СА-3 не менее 34 мм, СА-3М - не менее 28 мм.
5.4.2. Замок (рисунок 5.42.)
Материал - сталь 20ФЛ; 20ГЛ; 20Г1ФЛ по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенной замыкающей поверхности, деф. 1, при условии, что износостойкость или твердость наплавленного (нанесенного) слоя металла не менее 250 НВ для грузовых вагонов и не менее 400 НВ - для рефрижераторных вагонов;
б) наплавка изношенной задней стенки овального отверстия для валика подъемника, деф. 3, при износе не более 8 мм;
в) приварка сигнального отростка, деф. 4;
г) наплавка изношенных мест нижней торцевой части замка и направляющего зуба, деф. 5, 6;
д) наплавка изношенных поверхностей шипа, деф. 7, или приварка нового шипа взамен отломанного;
е) заварка отверстий в замке и вставке автосцепки типа СА-3 (рефрижераторная - для секций ЦБ-5) и СА-3М, если диаметр их в замке более 17 мм, а во вставке - более 17,5 мм;
ж) наплавка изношенной замыкающей части вставки (СА-3М) в случае несоответствия ее шаблону.
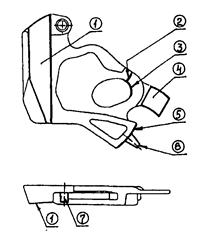
Рисунок 5.42. Замок
5.4.3. Замкодержатель (рисунок 5.43.)
Материал - сталь 15Л, 20Л, 20ГЛ, 20ФЛ по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенной упорной поверхности противовеса, деф. 1;
б) наплавка изношенных стенок овального отверстия, деф. 2;
в) заварка не более одной трещины, деф. 3;
г) наплавка изношенной опорной части и торцов лапы, деф. 4;
д) наплавка изношенных поверхностей расцепного угла, деф. 5.
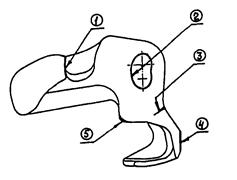
Рисунок 5.43. Замкодержатель
5.4.4. Предохранитель замка (рисунок 5.44.)
Материал - сталь Г13ФЛ по ТУ 106.01.006-2ТУ, сталь 20ФЛ по ГОСТ 977, сталь Ст5 по ГОСТ 380.
При всех видах ремонта разрешается:
а) наплавка изношенных поверхностей верхнего плеча, деф. 1;
б) наплавка изношенных стенок отверстия, деф. 2, или заварка этого отверстия с последующей рассверловкой.
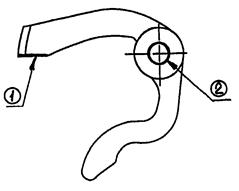
Рисунок 5.44. Предохранитель замка
5.4.5. Подъемник замка (рисунок 5.45.)
Материал - сталь 20Г1ФЛ, 20ГЛ, 20ФЛ по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенных поверхностей узкого пальца, деф. 1, и широкого пальца, деф. 2;
б) наплавка изношенных стенок квадратного отверстия, деф. 3;
в) наплавка изношенных боковых стенок подъёмника.
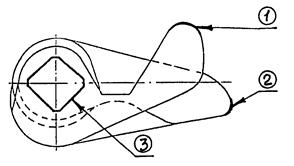
Рисунок 5.45. Подъемник замка
5.4.6. Валик подъемника (рисунок 5.46)
Материал - сталь 20Л, 20ГЛ, 20Г1ФЛ по ГОСТ 977.
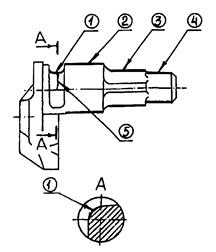
Рисунок 5.46. Валик подъемника
При всех видах ремонта разрешается:
а) наплавка изношенных цилиндрических поверхностей, деф. 2, деф. 4;
б) наплавка изношенной поверхности квадрата, деф. 3;
в) наплавка изношенных стенок паза для запорного болта, деф. 1;
г) заварка трещины в зоне сопряжения стержня и сектора, деф. 5, согласно технологии, согласованной Комиссией Совета, при условии, что глубина разделки не превышает 5 мм.
5.4.7. Розетка ударная (розетка ударная переднего упора) (рисунок 5.47.)
Материал - сталь 20Л, 20ГЛ, 20Г1ФЛ по ГОСТ 977.
При всех видах ремонта разрешается:
а) устранение трещины, деф. 1, и изломов, деф. 4, передней стенки в зоне расположения маятниковой подвески на ударной розетке переднего упора 8-осной цистерны и рефрижераторного вагона, по технологии, согласованной Комиссией Совета;
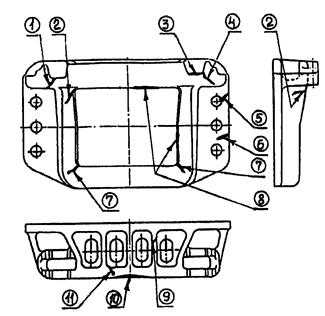
Рисунок 5.47. Розетка ударная
б) наплавка изношенных опорных мест для маятниковой подвески, деф. 3, и изношенных поверхностей проема, деф. 8;
в) заварка трещин, деф. 2, в верхних углах проема, не выходящих на привалочную поверхность, с постановкой в двух средних углублениях вставок и обваркой их по периметру;
г) заварка трещин во фланце, деф. 5, 6;
д) заварка трещин в нижних углах проема, деф. 7, не выходящих на привалочную поверхность;
е) заварка трещин на ребрах жесткости, деф. 9;
ж) наплавка деформированной поверхности ударной части, деф. 10;
и) заварка трещин грани ударной части, деф. 11, с постановкой в два средних углубления вставок из стали Ст3, толщиной не менее 8 мм. Приварку вставок произвести по всему периметру.
5.4.8. Балочка центрирующая (рисунок 5.48.)
Материал - сталь 20Л, 20ГЛ, 2Г1ФЛ по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенных поверхностей, деф. 2, 4, 5, при износе не более 10 мм;
б) заварка трещин, деф. 1, при условии, что после ее разделки рабочее сечение балочки уменьшается не более, чем на 25 %;
в) наплавка изношенных мест опорной поверхности, деф. 3.
Допускается, при износе свыше 5 и до 10 мм, после механической обработки установка с обваркой по контуру планки, повторяющей конфигурацию опорной поверхности, или двух прямоугольных планок, изготовленных из стали Ст3 по ГОСТ 380;
|
|
|
|
Рисунок 5.48. Балочка центрирующая |
Рисунок 5.49. Подвеска маятниковая |

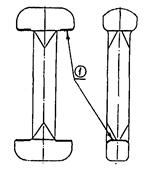
г) наплавка изношенных мест захвата, деф. 6, при условии, что глубина износа не свыше 10 мм;
д) приварка сухарей к концам крюкообразных опор.
5.4.9. Подвеска маятниковая (рисунок 5.49.)
Материал - сталь Ст3, Ст5 по ГОСТ 380, сталь 38ХС по ГОСТ 4543.
При всех видах ремонта разрешается наплавка изношенных опорных поверхностей, деф. 1, при условии, что высота головки в изношенном месте не менее 18 мм, а наплавка не должна доходить до стержня подвески не менее чем на 3 мм. Наплавку подвесок, изготовленных из стали 38ХС, следует производить с предварительным подогревом до температуры 250 - 300 °С.
5.4.10. Плита поддерживающая (рисунок 5.50.)
Материал - сталь 20Л по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка стенок проемов плиты, деф. 1, в местах контакта с центрирующей балочкой;
б) наплавка изношенной опорной поверхности, деф. 2.
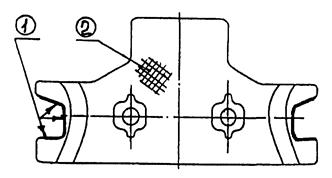
Рисунок 5.50. Плита поддерживающая
5.4.11. Болт стяжной поглощающего аппарата (рисунок 5.51.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) наплавка изношенной резьбовой части, деф. 1, при условии устранения старой резьбы;
б) наплавка изношенных мест стержня, деф. 2, при условии, что глубина износа не превышает 5 мм на сторону;
в) приварка стыковой контактной сваркой новой части болта взамен дефектной, при условии, что стык должен быть расположен не ближе 30 мм от головки или резьбы болта.
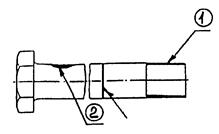
Рисунок 5.51. Болт стяжной
5.4.12. Корпус поглощающего аппарата всех типов (рисунок 5.52.)
Материал - сталь 30ГСЛ-Б, 32Х06Л-У по ГОСТ 22253, сталь 20ГЛ по ГОСТ 977.
При всех видах ремонта разрешается:
а) заварка трещин в продольном приливе, деф. 1, суммарной длиной не более 120 мм. После заварки трещин, распространяющихся от технологического окна, в такое окно должна быть вварена вставка;
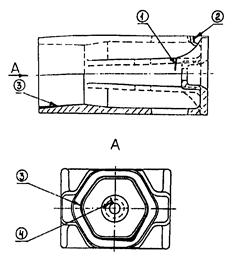
Рисунок 5.52. Корпус поглощающего аппарата
б) заварка трещины в ребре торцевой плиты, деф. 2;
в) наплавка изношенных стенок горловины, деф. 3; при условии, что толщина стенки в наиболее изношенном месте не менее 12 мм, а твердость наплавленного металла 240 -300 НВ;
г) заварка трещины, отколов в горловине, деф. 4.
5.4.13. Конус нажимной (рисунок 5.53.)
Материал - сталь 38ХС по ГОСТ 4543.
При всех видах ремонта разрешается наплавка изношенных стенок, деф. 1.
Наплавку следует производить с предварительным подогревом до температуры 250 - 300 °С. Твердость наплавленного металла не менее 340 НВ.
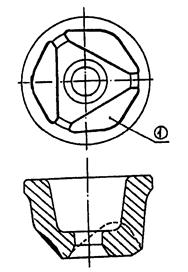
Рисунок 5.53. Конус нажимной
5.4.14. Клин фрикционный (рисунок 5.54.)
Материал - сталь 38ХС по ГОСТ 4543.
При всех видах ремонта разрешается наплавка изношенных рабочих поверхностей клина, деф. 1, 2, 3, 4. Наплавку следует производить с предварительным подогревом до температуры 250 - 300 °С, твердость наплавленного металла не менее 340 НВ.
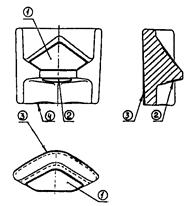
Рисунок 5.54. Клин фрикционный
5.4.15. Пластина неподвижная поглощающего аппарата типа ПМК-110А (рисунок 5.55.)
Материал - сталь 38ХС по ГОСТ 4543.
При всех видах ремонта разрешается замена металлокерамических пластин приваркой новых.
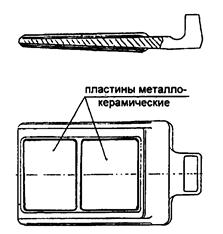
Рисунок 5.55. Пластина неподвижная
5.4.16. Шайба нажимная
Материал - сталь 20ГЛ по ГОСТ 977.
При всех видах ремонта разрешается наплавка изношенных поверхностей шайбы.
5.4.17. Плита упорная (рисунок 5.56.)
Материал - сталь 20Л по ГОСТ 977, сталь 38ХС по ГОСТ 4543, сталь 45 по ГОСТ 1050.
При всех видах ремонта разрешается наплавка изношенных рабочих поверхностей, деф. 1, 2, 3, при износе не более 8 мм.
Наплавку плит следует производить с предварительным подогревом до температуры 250 - 300 °С.
|
|
|
|
Рисунок 5.56. Плита упорная |
Рисунок
5.57. Хомут тяговый: |
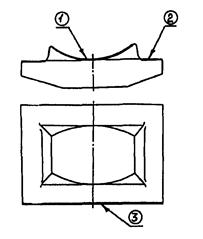
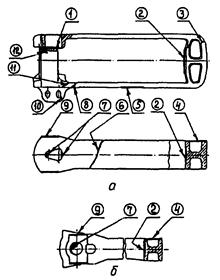
5.4.18. Хомут тяговый автосцепки СА-3 и СА-3М (рисунок 5.57.)
Материал - сталь 20ГЛ, 20ФЛ по ГОСТ 977, сталь 20ГТЛ, 20Г1ФЛ, по ГОСТ 22703.
5.4.18.1. При всех видах ремонта разрешается:
а) наплавка изношенной поверхности прилива, деф. 1;
б) наплавка изношенных мест на задней опорной поверхности, деф. 2;
в) заварка трещин в задней опорной части, деф. 3, но не выходящих на тяговую полосу;
г) наплавка изношенных мест боковых поверхностей хомута - деф. 4, 9, при износе не более 8 мм на сторону, наплавка опорной поверхности, деф. 5, при толщине тяговой полосы не менее 20 мм для СА-3 и не менее 22 мм для СА-3М;
д) наплавка изношенной стенки отверстия для клина, деф. 7, при условии, что толщина изношенной перемычки не менее 45 мм;
е) заварка трещин в зоне перехода ушка в тяговую полосу, деф. 8. Трещины глубиной до 2 мм разрешается устранять шлифованием ушка с уменьшением радиуса перехода;
ж) заварка трещин в ушках для болтов, деф. 10;
и) заварка трещин в углах соединительных планок, деф. 11, но не выходящих на тяговую полосу;
к) заварка трещин в соединительных планках, деф. 12.
5.4.18.2. При деповском и капитальном ремонтах разрешается заварка трещин на тяговых полосах, деф. 6.
5.4.19. Упор передний (рисунок 5.58.), упор задний (рисунок 5.59.)
Материал - сталь 15Л, 20ГЛ, 20Г1ФЛ по ГОСТ 977.
При всех видах ремонта разрешается:
а) наплавка изношенных упорных поверхностей, деф. 1. При износе свыше 3 мм допускается приварка планки толщиной, соответствующей величине износа, но не тоньше 5 мм.
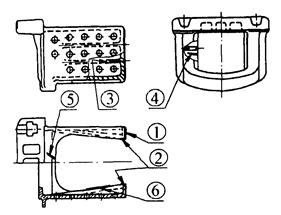
Рисунок 5.58. Упор передний
б) наплавка изношенных боковых поверхностей, деф. 2;
в) заварка трещин в ребрах, деф. 3;
г) наплавка изношенных мест нижних полок передних упоров, деф. 6;
д) заварка трещин в ребрах перемычки, деф. 5;
е) заварка трещин в средней или нижней упорной части, деф. 4, не выходящих на привалочную поверхность;
Замена части переднего и заднего упоров, а также замена ударной розетки переднего упора разрешается по технологии, согласованной Комиссией Совета.
Допускаемые к устранению дефекты ударной розетки приведены в п. 5.4.7.
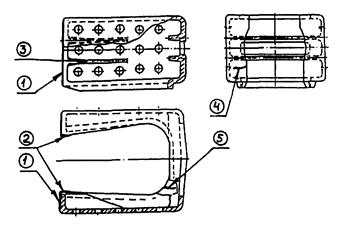
Рисунок 5.59. Упор задний
5.4.20. Планка поддерживающая (рисунок 5.60.)
Материал - сталь Ст3 по ГОСТ 380; сталь 09Г2; 09Г2Д; 09Г2СД по ГОСТ 19281; сталь 20Л; 20ГЛ; 20ФЛ по ГОСТ 977.
При всех видах ремонта разрешается наплавка изношенной поверхности, деф. 1, при глубине износа не более 9 мм.
|
|
|
|
Рисунок
5.60. Планка |
Рисунок 5.61. Рычаг расцепной |
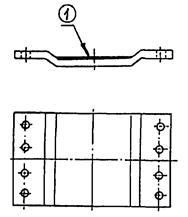
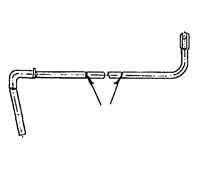
5.4.21. Державка и фиксирующий кронштейн
Материал - сталь 25Л по ГОСТ 977.
При всех видах ремонта разрешается наплавка изношенных стенок отверстий державки и кронштейна и выработки в кронштейне, а также заварка не более одной трещины, как в державке, так и в кронштейне.
5.4.22. Рычаг расцепной (рисунок 5.61.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается приварка новых частей рычага при условии, что количество стыков не более двух.
5.4.23. Цепь расцепного рычага
Материал - сталь Ст2 по ГОСТ 380.
При всех видах ремонта разрешается заварка удлиненного звена, заведенного на регулировочный болт, а также соединительного звена, заведенного в отверстие валика подъемника.
5.4.24. Клин тягового хомута
Материал - сталь 38ХС по ГОСТ 4543.
При всех видах ремонта разрешается восстановление клина при условии, что наименьшая ширина клина не менее 86 мм.
5.5. Вагонная рама и ее детали
При ремонте вагонной рамы рекомендуется применять сварочные материалы, указанные в п. 3.5.1.1.
5.5.1. Балка хребтовая (рисунок 5.62)
Материал - сталь 09Г2, 09Г2Д, 09Г2С, 10Г2БД по ГОСТ 19281, 12Г2ФД по ТУ 14-1-5391-99.
При всех видах ремонта разрешается:
а) по всей длине хребтовой балки:
1) заварка изломов, трещин, деф. 2, двутавра (тавра) с последующей постановкой усиливающих односторонних накладок (толщина накладок должна отвечать требованиям п. 3.8.5 д), при условии, что трещина со стенки не распространяется на нижнюю полку двутавра;
2) частичная замена двутавра (тавра) вставками длиной не менее 1000 мм;
3) правка или замена деформированной части верхнего накладного листа в рамах цистерн с хребтовыми балками из швеллеров, с последующей приваркой продольными угловыми швами к швеллерам и встык к оставшейся части верхнего листа;
4) заварка трещины горизонтальной полки, деф. 3, с последующей приваркой угловой накладки.
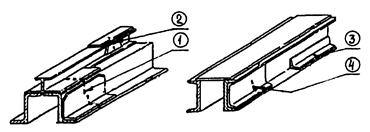
Рисунок 5.62. Балки хребтовые с трещинами и изломами,
отремонтированные с постановкой накладок
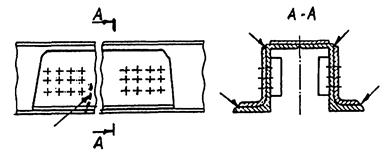
Рисунок 5.63. Балка из Z-образного профиля, усиленная
накладками
в месте расположения упорных угольников
б) в средней части балки между пятниковыми опорами:
1) заварка не более двух трещин, деф. 1, длиной менее 2/3 сечения основных горячекатаных элементов хребтовых балок (двутавр в полувагонах и накладные листы в хребтовых балках цистерн из швеллеров в расчетный периметр не включаются) с усилением накладками. Для постановки горизонтальной накладки в двутавре (тавре) должен быть сделан вырез с последующей обваркой;
2) заварка не более двух трещин, деф. 4, переходящих на вертикальную стенку не более чем на 10 % высоты хребтовой балки с постановкой угловой накладки;
3) заварка не более двух трещин, деф. 3, на одной горизонтальной полке, не переходящих на вертикальную стенку, с постановкой угловой накладки;
4) наплавка пораженных коррозией мест глубиной до 4 мм при капитальном ремонте, и до 6 мм при деповском ремонте и техническом обслуживании с отцеплением (текущем ремонте), или усиление их накладками толщиной от 8 мм до 10 мм;
в) в консольной части хребтовой балки (рисунок 5.63):
1) заварка трещин горизонтальной полки, переходящих на вертикальную стенку хребтовой балки, но не более чем на 50 % высоты хребтовой балки и не ближе 200 мм от шкворневой балки, с последующим усилением накладками. Накладка устанавливается под заклепки упорных угольников и приваривается по двум сторонам параллельно продольной оси хребтовой балки;
2) планки в местах постановки поглощающего аппарата, имеющие трещины и протертости глубиной более 8 мм, сваркой не ремонтируются и заменяются на новые;
3) двутавр (или часть двутавра) хребтовой балки полувагона, который имеет коррозийные повреждения вертикальной стенки более 30 % номинальной толщины, заменяют новым.
5.5.2. Балка концевая грузового вагона
Материал - сталь 09Г2, 09Г2Д, 09Г2С по ГОСТ 19281.
5.5.2.1. При всех видах ремонта разрешается:
а) наплавка пораженных коррозией мест при условии, что толщина стенки до наплавки не менее 0,5 номинального размера. Допускается вместо наплавки приварка накладок толщиной не менее 4 мм и площадью не более 0,4 м2;
б) частичная замена (не более половины длины) вертикального листа балки сварной конструкции с усилением накладками при условии, что верхний и нижний листы не имеют повреждений (рисунок 5.66);
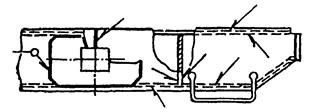
Рисунок 5.66. Вертикальный лист балки сварной конструкции,
отремонтированный путем замены половины листа и усиленный накладкой
в) заварка трещины длиной не более 50 мм на внутренних диафрагмах балки полувагона с постановкой накладок. Косынки и ребра жесткости ремонту не подлежат;
г) постановка на полувагоны усиливающей накладки над ударной розеткой. Накладка должна располагаться симметрично относительно оси вагона и привариваться по периметру (рисунок 5.64);
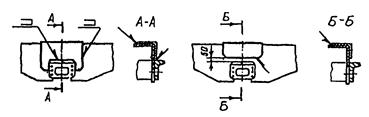
Рисунок 5.64. Постановка накладки на балке над ударной розеткой
д) заварка не более двух трещин и одного излома в любом месте концевой балки с усилением накладками;
е) полная или частичная замена верхнего или нижнего листа с последующим усилением накладкой при условии, что стыки верхнего и вертикального листов не должны совпадать;
ж) частичная замена (не более половины длины) штампованной балки с последующим усилением накладкой;
и) полная или частичная замена порога или заварка на нем не более трех трещин с усилением накладками;
к) на балке полувагона с металлической обшивкой заварка трех трещин при условии, что две из них распространяются с горизонтальной полки на вертикальную стенку не более чем на 100 мм, с последующим усилением накладками, (рисунок 5.67.).
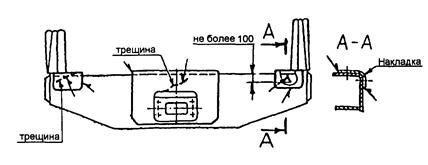
Рисунок 5.67. Балка полувагона с металлической обшивкой,
отремонтированная
сваркой
л) замена у цистерн поврежденной части балки за пределами розетки с последующей приваркой встык новой отштампованной части и усилением профильной накладкой с внутренней стороны. Постановка новой части допускается при условии выполнения не более двух стыков, при расстоянии между стыками и наружным контуром розетки не менее 200 мм (рисунок 5.65.);
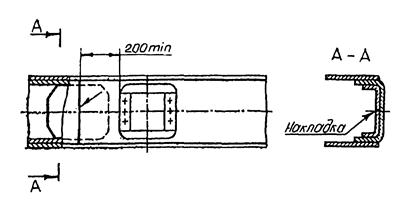
Рисунок 5.65. Балка цистерны, отремонтированная постановкой
новой части
и усиленная накладкой
м) штампованные балки, имеющие повреждения в местах постановки кронштейна и державки расцепного рычага, ремонтируют сваркой с постановкой усиливающих планок шириной не менее 150 мм и толщиной 8 мм, на всю высоту вертикальной части балки;
н) в штампованной балке, имеющей коррозионное повреждение более 30 % поперечного сечения, поврежденную часть заменяют вставкой с усилением места стыка накладками;
п) в случае полной или частичной замены верхнего листа или всей концевой балки на полувагонах угловую стойку, при необходимости, частично срезают на высоту 450 мм с последующей постановкой и приваркой новой части стойки и усилением стыка соответствующей профильной накладкой с обваркой по периметру.
5.5.2.2. При деповском ремонте и техническом обслуживании с отцеплением вагонов (текущем ремонте) разрешается:
а) заварка не более трех трещин и одного излома в любом месте балки;
б) заварка не более четырех трещин дверного порога с усилением их накладками.
5.5.3. Балки шкворневая и промежуточная грузового вагона
Материал - сталь 09Г2, 09Г2Д, 09Г2С, 10Г2БД по ГОСТ 19281.
5.5.3.1. При всех видах ремонта разрешается:
а) заварка трещин длиной до 30 мм без постановки усиливающих накладок;
б) заварка трещин или изломов верхнего листа шкворневой и промежуточных балок с усилением накладками при условии, что на листе, при капитальном ремонте, не более двух усиливающих накладок, а при деповском ремонте и техническом обслуживании с отцеплением - не более трех (рисунок 5.68.);
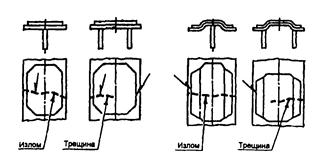
Рисунок 5.68. Верхние листы промежуточной и шкворневой балок,
отремонтированные сваркой
в) заварка трещин, деф. 1, изломов и коррозионных повреждений вертикальных листов шкворневой и промежуточной балок с постановкой усиливающих накладок (рисунок 5.69.);
г) заварка трещин или излома нижнего листа шкворневой балки с постановкой усиливающей накладки (рисунок 5.70). Допускаемое расстояние от начала трещины или излома до границы крайнего элемента хребтовой балки не менее 100 мм;
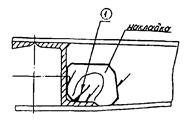
Рисунок 5.69. Отремонтированный вертикальный лист шкворневой
балки в месте соединения с хребтовой балкой
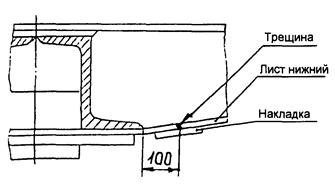
Рисунок 5.70. Нижний лист шкворневой балки, отремонтированный сваркой
д) усиление накладкой нижнего листа шкворневой балки в месте постановки пятника, при наличии трещины на расстоянии менее 100 мм от хребтовой балки или замене половины листа (рисунок 5.71) с постановкой уравнительных накладок на скользуны. Толщина уравнительных накладок должна соответствовать толщине усиливающей накладки;
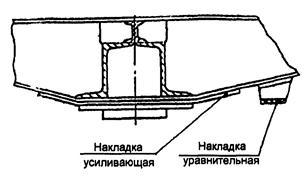
Рисунок 5.71. Усиление накладкой нижнего листа шкворневой балки полувагона
е) частичная (не более половины длины) или полная замена нижнего листа шкворневой балки. При частичной замене стык усиливают накладкой. При капитальном ремонте допускается не более трех, а при деповском ремонте и техническом обслуживании с отцеплением - не более четырех усилений;
ж) частичная или полная замена распорок концевой балки изотермического вагона при наличии в них трещин или изломов, расположенных на расстоянии не ближе 400 мм от концевой балки. При капитальном ремонте допускается не более двух, а при дедовском ремонте и техническом обслуживании с отцеплением - не более трех заваренных мест, усиленных односторонними накладками;
и) заварка трещин вертикального листа у упора крышки люка полувагона с усилением ее штампованной накладкой (рисунок 5.72). Накладка к упору крышки люка не приваривается.
5.5.3.2. Косынки, ребра жесткости, упоры крышки люка и другие детали балок, имеющие трещины, ремонту сваркой не подлежат и должны заменяться на новые.
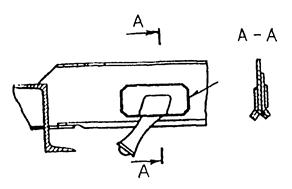
Рисунок 5.72. Вертикальный лист промежуточной балки
полувагона,
отремонтированный в месте размещения упора крышки люка
5.5.4. Пятник (рисунок 5.73.)
Работы проводить по технологии, согласованной Комиссией Совета.
Материал - сталь 09Г2, 09Г2С и 15ХСНД по ГОСТ 19281, сталь 30ХГСА, 38ХС и 40Х по ГОСТ 4543, осевая заготовка по ГОСТ 4728, сталь 45 по ГОСТ 1050, сталь 15Л, 20Л, 25Л, 20ФЛ, 20Г1ФЛ и 20ГЛ по ГОСТ 977.
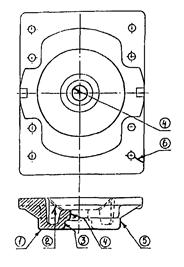
Рисунок 5.73. Пятник
5.5.4.1. При всех видах ремонта вагонов разрешается:
а) наплавка опорной поверхности, деф 1, твердость наплавленного металла 240 - 300 НВ;
б) наплавка наружной боковой поверхности, деф. 5, твердость наплавленного металла 240 - 300 НВ;
в) наплавка внутренней боковой поверхности, деф. 3;
г) наплавка изношенного более 2 мм на сторону отверстия под шкворень, деф. 4, или вварка втулки;
д) заварка трещин в фланцах, деф. 6, при суммарной длине не более 100 мм, и в ребрах, деф. 2.
Устранение указанных дефектов производить после снятия пятника с вагона. Наплавленные поверхности пятника должны быть восстановлены до чертежных размеров механической обработкой.
5.5.4.2. Пятники, изготовленные из сталей 30ХГСА, 38ХС, 40ХС, осевой заготовки и стали 45, должны ремонтироваться по технологии, согласованной Комиссией Совета.
5.5.5. Скользуны рамы вагона
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается наплавка изношенной рабочей поверхности при ее износе не более 20 % номинальной толщины, а также приварка планок соответствующей толщины с предварительной механической обработкой для устранения неравномерного износа.
5.5.6. Скоба предохранительная горизонтальных рычагов
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается наплавка изношенной, но не более чем на 6 мм, опорной поверхности скобы с последующей механической обработкой, а также заварка изношенных отверстий в ушках.
5.5.7. Надпятниковая коробка
Материал - сталь 20ГЛ, 20ФЛ по ГОСТ 977.
При всех видах ремонта разрешается заварка трещин в ребрах коробки с постановкой, при возможности, усиливающих накладок.
5.6. Кузова вагонов
При ремонте кузова вагона рекомендуется применять сварочные материалы, указанные в п. 3.5.1.1.
5.6.1. Каркас кузова грузовых вагонов
Материал - сталь 09Г2, 09Г2Д, 10Г2БД, 10ХНДП по ГОСТ 19281, сталь Ст3 по ГОСТ 380, 12Г2ФД по ТУ 14-1-5391-99.
5.6.1.1. При всех видах ремонта разрешается:
а) заварка трещин, изломов верхних и нижних обвязок с последующим усилением односторонними накладками (рисунок 5.74) при условии, что количество поперечных трещин, изломов не более четырех, а продольных трещин - не более трех, длиной не более 200 мм каждая.
При длине трещин более 200 мм верхнюю и нижнюю обвязки ремонтируют вваркой вставок. При этом на одной стороне вагона допускается не более пяти стыков, с расстоянием между ними не менее одного метра.
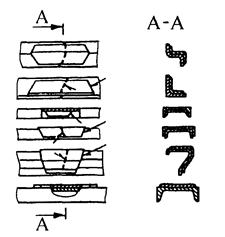
Рисунок 5.74. Верхняя и нижняя обвязка, усиленные
односторонними
профильными накладками в местах изломов
б) заварка трещин и изломов в любом месте на раскосах, шкворневых и промежуточных стойках с обязательным усилением сварного соединения накладкой (рисунок 5.75.), при условии, что на стойке, раскосе не более одной трещины, излома;
в) восстанавливать сварные швы при отрыве любых стоек от нижней обвязки, предварительно удалив ранее наплавленный металл. Узел заделки необходимо усилить точечными сварными швами - электрозаклепками;
г) замена накладок и устранение старых сварных швов, соединяющих нижний обвязочный угольник с верхним листом промежуточной балки, при повреждении коррозией более 15 % толщины при капитальном ремонте и 20 % при деповском ремонте и техническом обслуживании с отцепкой, или при толщине в отдельных местах менее половины номинального размера с дальнейшим восстановлением сварных швов;
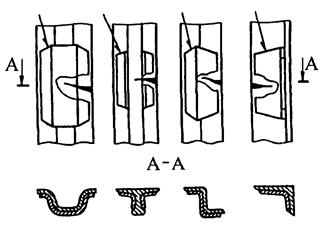
Рисунок 5.75. Стойки кузова вагона, усиленные профильными накладками
д) частичная, но не более половины длины, или полная замена стоек и раскосов, а также полная или частичная замена нижней и верхней обвязок аналогичным профилем.
При замене частей верхней и нижней обвязок стыки должны размещаться в межстоечных проемах, на расстоянии не менее 300 мм от ближайшей стойки. Расстояние между стыками не менее одного метра;
е) накладки с трещинами должны заменяться на новые, независимо от длины трещин;
ж) на угловых стойках - заварка не более одной трещины, длиной до 50 % сечения с постановкой усиливающей накладки. На полувагонах с металлической обшивкой допускается устранение не более двух трещин, при этом одна, длиной до 100 мм - без установки усиливающей накладки, вторая - длиной до 50 % сечения - с постановкой усиливающей накладки.
5.6.1.2. При всех видах ремонта вагонов разрешается заварка трещин угловых стоек длиной до 50 % поперечного сечения с усилением накладками. На одной стойке не должно быть более одной трещины. Угловые стойки, имеющие изломы, ремонту на вагоне не подлежат и меняются на новые.
5.6.1.3. Раскосы, шкворневые, промежуточные и угловые стойки, соединенные контактной стыковой или газопрессовой сваркой, накладками не усиливаются и устанавливаются на вагон без ограничения.
5.6.2. Каркас кузова рефрижераторного вагона
Материал - сталь 09Г2, 09Г2Д, 10ХНДП по ГОСТ 19281, сталь Ст3 по ГОСТ 380.
5.6.2.1. При всех видах ремонта разрешается:
а) заварка трещин, деф. 5, изломов, деф. 6, и устранение поврежденных коррозией мест шпангоутов, деф. 1, в соединениях с нижней и верхней обвязками, усиливая места сварки накладками (рисунок 5.76.);
б) заварка трещин, деф. 2, изломов деф. 3, и устранение поврежденных коррозией мест стрингеров, деф. 4, с усилением накладками (рисунок 5.76.);
в) заварка трещин, деф. 2 (рисунок 5.77.), изломов, деф. 3, и устранение поврежденных коррозией мест, деф. 1, стоек рефрижераторных вагонов с усилением отремонтированных мест накладками, а также замена части этих стоек в местах соединения с нижней обвязкой;
г) заварка изломов или трещин, а также устранение поврежденных коррозией мест нижней и верхней обвязок с усилением накладками.
|
|
|
|
Рисунок
5.76. Каркас кузова |
Рисунок
5.77. Боковые стойки |
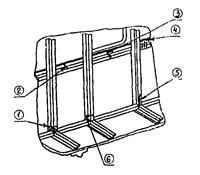
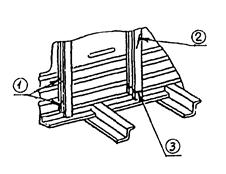
5.6.3. Металлическая обшивка стен вагонов
Материал - сталь 09Г2, 09Г2Д, 10ХНДП по ГОСТ 19281, сталь Ст3 по ГОСТ 380.
5.6.3.1. При всех видах ремонта для обшивки стен полувагонов и рефрижераторных вагонов разрешается:
а) заварка дефектов сварных швов листов наружной обшивки;
б) заварка пробоин и прорезов длиной менее 100 мм и шириной до 3 мм, без постановки накладок;
в) замена отдельной части панели (рисунок 5.78.) приваркой ее к стойкам, раскосам, верхней и нижней обвязкам. Допускается замена поврежденных гофрированных листов плоскими;
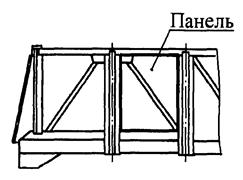
Рисунок 5.78. Обшивка вагона
г) ремонт пробоин, деф. 1 (рисунок 5.79), и прорезов, деф. 2, более 100 мм длиной и более 3 мм шириной, постановкой вставок или накладок с приваркой их по периметру при условии, что в проеме между стойками должно быть не более двух вставок или накладок;
д) замена ранее поставленных с наружной стороны кузова накладок, постановкой вставок или накладок соответствующего профиля изнутри кузова;
е) вырезка части обшивки, имеющей вмятины, площадью не более 1 м2, с последующей приваркой накладки или вставки двусторонним швом;
ж) постановка накладок с внутренней стороны площадью не более 0,3 м2 на трещины, пробоины, вырывы, поврежденные коррозией участки обшивки.
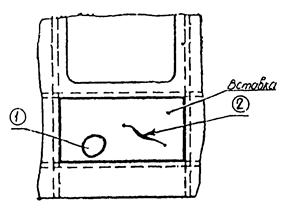
Рисунок 5.79. Металлическая обшивка стен
5.6.3.2. При капитальном ремонте разрешается:
а) заварка пробоин, поврежденных коррозией участков обшивки полувагонов и изотермических вагонов с постановкой вставок при условии, что на одном проеме их будет не более трех;
б) полная замена обшивки стен, поврежденной коррозией более, чем на 50 % толщины, возле нижней обвязки на изотермических вагонах.
5.6.3.3. Все сварные швы при вварке вставок должны быть зачищены до уровня основного металла.
5.6.3.4. В изотермических вагонах перед сваркой удалить термоизоляцию на расстояние не менее 300 мм от места сварки, а также применять меры против воспламенения оставшейся изоляции.
Допускается термоизоляцию не удалять, если технологией ремонта оговариваются способы защиты термоизоляции от воспламенения.
5.6.4. Крыша грузового и рефрижераторного вагонов
Материал - сталь 09Г2, 09Г2Д по ГОСТ 19281.
5.6.4.1. При капитальном ремонте разрешается:
а) заменять новыми или ремонтировать приваркой усиливающих накладок несущие элементы крыши, поврежденные коррозией более чем на 30 % толщины;
б) дуги, фрамуги и стрингеры, имеющие поперечные трещины не более 50 % сечения, ремонтировать сваркой с постановкой усиливающих накладок;
в) дуги, фрамуги и стрингеры, имеющие поперечные трещины более 50 % сечения, изломы и повреждения коррозией более 30 % толщины, заменять новыми;
г) крышу заменить на новую при повреждении ее листов коррозией более, чем на 30 % толщины, согласно чертежу;
д) трещины в крыше шириной до 2 мм и длиной до 100 мм заваривать без постановки накладок;
е) трещины в крыше шириной более 2 мм и длиной не более 500 мм заваривать по всей длине с последующей постановкой накладок и приваркой их по периметру.
Ширина и длина накладок должны обеспечивать перекрытие трещины не менее, чем на 30 мм с каждой стороны, толщина накладки не менее 1,5 мм;
ж) при трех и более лучевых трещинах или одной трещине длиной более 500 мм дефектные участки крыши надо заменить новыми;
и) трещины, пробоины ремонтируются одной накладкой при условии, что ее площадь не превышает 0,3 м2. На одной карте крыши допускается постановка не более двух накладок с расстоянием между ними не менее 1 м;
к) при смене карты крыши, поврежденную карту срезать по смежным дугам (фрамуге), обвязочным угольником. При замене гофрированных карт крыши допускается установка карт из плоского листа.
5.6.4.2. При деповском ремонте и техническом обслуживании с отцеплением грузовых вагонов разрешается:
а) приварка накладок (рисунок 5.80.) к листам цельнометаллической крыши при условии, что площадь каждой накладки не более 0,3 м2 и расстояние между ними не менее 1 м;
б) замена отдельных полос, карт между дугами цельносварной крыши при условии, что количество таких полос на одной крыше будет не более двух.
5.6.4.3. При деповском ремонте и техническом обслуживании с отцеплением изотермических вагонов разрешается замена отдельных полос, карт между дугами при условии, что количество замененных или отремонтированных полос не более четырех на крыше.
|
|
|
|
Рисунок 5.80. Крыша вагона |
Рисунок
5.81. Приварка накладки и |
5.6.5. Кузов крытого универсального цельнометаллического грузового вагона
Материал - сталь 09Г2, 09Г2Д, 10Г2БД, 10ХНДП по ГОСТ 19281, сталь Ст3 по ГОСТ 380.
5.6.5.1. При всех видах ремонта разрешается:
а) заварка на стойках боковой стены поперечных трещин длиной не более 50 % их сечения, без усиления их накладками, за исключением дверных и торцевых стоек, на которых постановка накладок обязательна;
б) заварка на стойках изломов и трещин длиной более 50 % их сечения с усилением накладками при условии, что вдоль боковой стены такие стойки чередуются со стойками, не имеющими повреждений;
в) замена торцевых стоек, имеющих изломы, новыми или их ремонт постановкой новой верхней или нижней части;
г) заварка трещин и разрывов обшивки шириной менее 2 мм и длиной до 100 мм без постановки накладок;
д) устранение на обшивке боковой и торцевой стен пробоин и разрывов шириной менее 2 мм без постановки накладок, а при ширине более 2 мм с постановкой накладок или вставок (рисунок 5.81.).
Количество накладок или вставок в одном межстоечном проеме не должно превышать двух;
е) замена в межстоечных проемах части или всей поврежденной обшивки, постановкой листов с наружной стороны вагона и обваркой их по периметру сплошным швом.
Допускается замена поврежденных гофрированных листов плоскими, частично, в нижней части кузова или на всю высоту межстоечного проема
Замену части обшивки, при потребности, вдоль всей боковой стены вагона производить только на равной высоте от нижней обвязки, во всех межстоечных проемах.
Рисунок 5.82. Двери вагона
5.6.6. Пол цельнометаллических грузовых и рефрижераторных вагонов
Материал - сталь 09Г2Д по ГОСТ 19281.
5.6.6.1. При всех видах ремонта разрешается:
а) заварка трещин в листах пола длиной не более 500 мм и устранение дефектов в сварных швах;
б) приварка накладок при условии, что площадь каждой накладки не более 0,3 м2, а расстояние между ними не менее 1 м;
в) вварка вставок в листы пола цельнометаллических вагонов всех типов, или их полная или частичная замена;
г) замена гофрированных листов консольных секций пола на гладкие, толщиной 3 мм;
д) коррозионное повреждение пола не более 50 % толщины металла. При большем повреждении, на площади не более 0,3 м2, пол ремонтируют постановкой накладки с обваркой по периметру. При коррозионных повреждениях на площади более 0,3 м2 - заменой секции пола, ограниченной поперечными балками, хребтовой балкой и нижней обвязкой боковой стены.
5.6.7. Двери всех типов вагонов
Материал - сталь 09Г2 по ГОСТ 19281, сталь Ст3 по ГОСТ 380.
5.6.7.1. При всех видах ремонта двери всех типов вагонов разрешается:
а) устранять повреждения или заменять любую из стоек и обвязок с полной или частичной заменой прилегающей к ним обшивки как гофрированным, так и плоским листом. Трещины нижней обвязки двери полувагона, не переходящие на вертикальные полки, заваривать с постановкой плоской накладки сверху на полку;
б) в стойках двери устранять сваркой с постановкой усиливающих накладок соответствующего профиля не более двух трещин или изломов по одному дефекту на одной стойке. Если дефектов более - стойка заменяется на новую;
в) устранять дефекты в сварных швах. При отрыве сварных точек приварки обшивы к обвязкам двери данное место ремонтировать наложением нахлесточных или угловых швов;
г) устранять на металлической обшивке двери не более четырех пробоин или четырех трещин длиной не более 300 мм каждая. Трещины длиной свыше 100 мм заваривать с постановкой усиливающей накладки площадью не более 0,5 м2.
Лучевые трещины возле петель на обшивке двери полувагона заваривать с постановкой усиливающей накладки согласно чертежу 532.15-079 (см. вагон модели 12-532);
д) заменять часть или всю обшивку.
При ремонте дверей крытого вагона с гофрированной обшивкой допускается устанавливать взамен гофрированного листа плоский лист толщиной от 1,5 мм до 2,0 мм и высотой не более 1450 мм от нижней обвязки с приваркой сплошными швами к стойкам, нижней обвязке и вершине гофра, или на всю высоту межстоечного проема;
е) устранять пробоины или коррозионные повреждения на торцевых дверях полувагона постановкой с внутренней стороны накладок толщиной не менее 4 мм и площадью не более 0,5 м2.
5.6.7.2. При деповском ремонте и техническом обслуживании с отцеплением вагонов разрешается:
а) заварка не более двух трещин, деф. 1, (рисунок 5.82), в угольниках обвязки двери с усилением мест сварки угловыми накладками;
б) заварка пробоин, деф. 2, и прорезов шириной более 3 мм с постановкой вставок, накладок, но не более четырех на листе обшивки двери;
в) приварка водоотливов взамен пораженных коррозией;
г) заварка прорезов на листе обшивки двери, деф. 3, если ширина их не более 3 мм;
д) заварка трещины в листе обшивки двери длиной до 100 мм и шириной до 3 мм без постановки усиливающей накладки, но не более четырех на листе обшивки двери.
5.6.7.3. При всех видах ремонта на дверях рефрижераторного вагона разрешается:
а) заварка трещин и наплавка изношенных мест в металлических частях дверей;
б) приварка запирающих кулачков к запорной штанге двери при условии, что место стыка располагается не ближе 50 мм от места перехода одного сечения в другое или от шеек;
в) вварка вставок или полная замена облицовок.
5.6.8. Крышка люка (рисунок 5.83.)
Материал - сталь 09Г2Д, 09Г2С, 10ХНДП по ГОСТ 19281, сталь Ст3 по ГОСТ 380.
5.6.8.1. При деповском ремонте и техническом обслуживании с отцеплением вагонов для крышек разгрузочных люков полувагонов без снятия их с вагона разрешается:
а) приварка усиливающей планки переднего угольника обвязки крышки люка;
б) приварка планок под угольники крышки;
в) заварка трещин в сварных швах, деф. 1;
г) заварка трещин в листе крышки, деф. 2, длиной не более 100 мм и в количестве не более двух;
д) приварка запорных угольников.
Рисунок 5.83. Крышка люка полувагона
5.6.8.2. При всех видах ремонта на снятых с вагона крышках люков разрешается:
а) выполнение работ, перечисленных в 5.6.8.1.;
б) заварка трещин в листе крышки люка в углах или местах расположения петель, деф. 4, при условии, что толщина полотна в местах наложения сварных швов не менее 4 мм, количество трещин не более четырех и длина каждой трещины не более 100 мм, с обязательным усилением накладками, которые должны перекрывать трещины не менее чем на 50 мм в каждую сторону;
в) заварка трещин в ребрах и боковой балочке, деф. 3, при условии, что толщина металла в местах наложения сварных швов не менее 4 мм, с усилением места сваривания угловыми и плоскими накладками толщиной 6 мм и длиной 100 мм;
г) усиление поврежденных коррозией отдельных мест листа, деф. 6, приваркой накладок при условии, что толщина листа в местах наложения швов не менее 4 мм, размер накладки не должен превышать 200 мм×400 мм, количество накладок не более трех с расстоянием между ними не менее 150 мм;
д) заварка трещин в передней отбуртовке, деф. 7, не выходящих на лист крышки, с последующим усилением накладкой длиной до 100 мм;
е) заварка лучевых трещин, деф. 5, у отверстия для заклепок.
5.6.9. Детали запорного механизма для крышек люков (Рисунок 5.84., 5.85.)
Материал - Сталь 25Л ГОСТ 977, сталь Ст3 по ГОСТ 380, сталь 09Г2Д по ГОСТ 19281.
При всех видах ремонта разрешается:
а) заварка изношенных отверстий закидки крышки люка, деф. 1 (рисунок 5.84.);
б) наплавка изношенных поверхностей корпуса и зуба закидки, деф. 2, 3;
в) наплавка изношенной поверхности сектора люка, деф. 1 (рисунок 5.85.), с последующей механической обработкой после наплавки;
г) заварка изношенного отверстия сектора, деф. 2.
Заваренные отверстия подлежат рассверловке.
|
|
|
|
Рисунок 5.84. Закидка крышки люка |
Рисунок 5.85. Сектор |
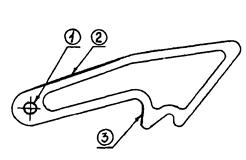
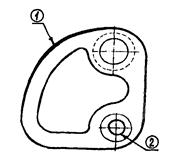
5.6.10. Детали запоров бортов платформы (Рисунок 5.86.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) восстанавливать наплавкой изношенные поверхности, деф. 1 (рисунок 5.86.), деталей крепления металлического борта при износе не более 5 мм;
б) наплавка изношенных поверхностей валиков, деф. 2;
в) наплавка изношенных мест, деф. 3, деф. 4, клина до номинальных размеров (рисунок 5.86.);
г) заварка продольных трещин, длиной не более 100 мм на листе борта без перекрытия накладками;
д) заварка на листе борта не более шести поперечных трещин при условии, что они не уменьшают сечение борта более, чем на 30 %, а толщина листа в месте наложения сварных швов не менее 3 мм, с перекрытием профильными накладками толщиной не менее 3 мм;
е) заварка трещин любой длины в сварных швах стоек двухъярусной платформы.
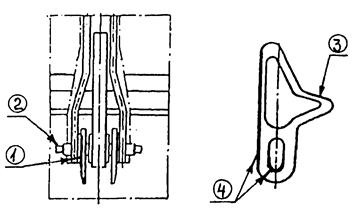
Рисунок 5.86. Детали запоров бортов платформы
5.6.11. Нижний запорный механизм торцевой двери пола вагона (рисунок 5.87.)
Материал - Сталь 25Л ГОСТ 977, сталь Ст3 по ГОСТ 380, сталь 09Г2Д по ГОСТ 19281.
При всех видах ремонта разрешается:
а) заварка дефектных сварных швов, деф. 1, крепления механизма к торцевой двери;
б) заварка дефектов сварных швов, деф. 2, крепления стенок коробки механизма;
в) заварка валика механизма, деф. 3, при дефектном сварном шве или при его отсутствии;
г) заварка трещин, деф. 4, на стенках коробки;
д) заварка трещин, деф. 5, на скобе механизма.
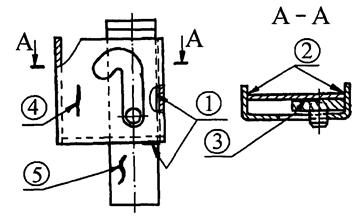
Рисунок 5.87. Нижний запорный механизм торцевой двери полувагона
5.6.12. Переездная площадка двухъярусной платформы
Материал - сталь 09Г2Д, 10ХНДП по ГОСТ 19281, сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) заварка трещин и изломов кронштейнов площадок;
б) заварка изломов переездных площадок с постановкой усиливающих накладок.
5.7. Внутреннее оборудование рефрижераторных вагонов секции ЦВ-5, БМЗ-5 и АРВ.
Работы проводить по технологии, согласованной Комиссией Совета.
При ремонте вагонной рамы рекомендуется применять сварочные материалы для сварки сталей, указанные в п. 3.5.1.1.;
электроды марки ОЗЧ-2, МНЧ-2 и др., проволока ПАНЧ-11-(сварка чугуна); электроды марки ОЗА-1, ОЗА-2, сварочная проволока Св-А5, Св-АМц, Св-АК5, Св-АМг5 (сварка алюминия и его сплавов). Разрешается газотермическое напыление валов.
5.7.1. Блок цилиндров (рисунок 5.88.)
Материал - чугун Сч 20 по ГОСТ 1412.
При ремонте разрешается:
а) заварка трещин у резьбовых гнезд для шпилек, деф 1, при длине трещин не более 15 мм и общим количеством не более двух, в том числе отремонтированных ранее;
б) наплавка бобышек в местах крепления к картеру, деф. 2, при наличии не более двух отколов, в том числе отремонтированных ранее.

Рисунок 5.88. Блок цилиндров
5.7.2. Картер коленчатого вала (рисунок 5.89.)
Материал - чугун Сч20 по ГОСТ 1412.
При ремонте разрешается:
а) заварка трещин в стенках и днище картера, деф. 1, при длине трещин не более 200 мм и их количестве на одной стенке не более двух, а всего не более четырех, в том числе отремонтированных ранее;
б) заварка отколов боковых стенок картера или поддона, деф. 2, при условии, что их не более четырех, в том числе отремонтированных ранее.
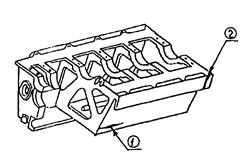
Рисунок 5.89. Картер коленчатого вала
5.7.3. Головка цилиндра (рисунок 5.90.)
Материал - чугун Сч25 по ГОСТ 1412.
При ремонте разрешается заварка сквозных и несквозных трещин в местах, не испытывающих больших механических нагрузок, деф. 1, при их длине не более 50 мм и количестве на одной стенке не более двух трещин, а всего не более четырех, в том числе отремонтированных ранее.
Запрещается заварка трещин, расположенных в камере сгорания и вихревой камере, деф. 2 и 3.
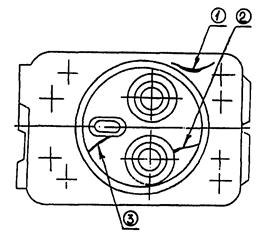
Рисунок 5.90. Головка цилиндра
5.7.4. Вал коленчатый (рисунок 5.91.)
Материал - сталь 40Х по ГОСТ 4543.
При ремонте разрешается:
а) наплавка дефектной резьбовой части и шпоночных канавок, деф. 1, с последующей механической обработкой;
б) наплавка изношенных поверхностей коренных, деф. 2, шатунных, деф. 3 и сальниковых шеек коленчатого вала;
в) заварка ранее просверленных балансировочных отверстий в теле коленчатого вала, не использованных при новой балансировке;
г) наплавка изношенных посадочных поверхностей под противовесы.
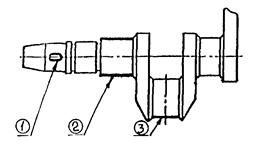
Рисунок 5.91. Вал коленчатый
5.7.5. Вал распределительный (рисунок 5.92.)
Материал - сталь 15 по ГОСТ 1050.
При ремонте разрешается:
а) наплавка изношенных кулачков, а также кулачков с отколами и глубокими задирами рабочей поверхности, деф. 1 и 2;
б) наплавка шпоночных канавок, деф. 3, и поверхности дефектной резьбы, деф. 4.
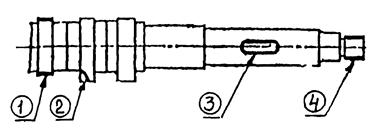
Рисунок 5.92. Вал распределительный
5.7.6. Коллектор выхлопной
Материал - сталь Ст3 по ГОСТ 380, чугун Сч25 по ГОСТ 1412.
При ремонте разрешается заварка трещин на трубе коллектора.
5.7.7. Коллектор всасывающий
Материал - сталь Ст3 по ГОСТ 380, алюминиевый сплав АК7ч (АЛ9) по ГОСТ 1583.
При ремонте разрешается:
а) заварка трещин в корпусе коллектора;
б) приварка новых патрубков вместо поврежденных.
5.7.8. Глушитель (рисунок 5.93.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка не более трех продольных трещин, деф. 1, длиной не более 100 мм каждая;
б) заварка не более одной кольцевой трещины, деф. 2, длиной не более 1/3 окружности корпуса;
в) постановка накладок на прогары гнездового характера, деф. 3, если прогаров не более пяти и диаметром не более 30 мм каждый;
г) заварка трещин в сварном шве, деф. 4;
д) приварка нового патрубка вместо поврежденного, деф. 5.
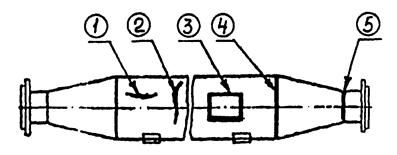
Рисунок 5.93 Глушитель
5.7.9. Корпус масляного фильтра, (рисунок 5.94.)
Материал - чугун Сч25, Сч20 по ГОСТ 1412.
При ремонте разрешается:
а) заварка трещин, деф. 1, не проходящих через отверстия и не охватывающих их;
б) заварка отверстий с поврежденной резьбой, деф. 2;
в) наплавка поверхности отверстия с поврежденной резьбой, деф. 3.
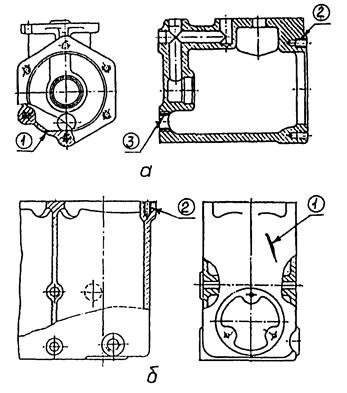
Рисунок 5.94. Корпус масляного фильтра:
а) дизель 4 НБД-12,5;
б) дизель 4 ВД-21/15
5.7.10. Ванна масляная (рисунок 5.95.)
Материал - алюминиевый сплав АМ5 (АЛ19) по ГОСТ 1583.
При ремонте разрешается:
а) наплавка стенок отверстия с поврежденной резьбой, деф. 1;
б) заварка трещин длиной не более 100 мм, не проходящих через отверстия и не охватывающих их, деф. 3;
в) заварка отверстий с поврежденной резьбой, деф. 2.
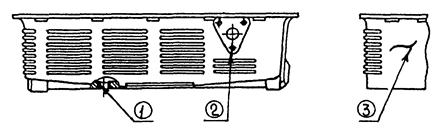
Рисунок 5.95. Ванна масляная
5.7.11. Устройство воздухонаправляющее (рисунок 5.96.)
Материал - алюминиевый сплав АМ5 (АЛ19) по ГОСТ 1583.
При ремонте разрешается:
а) заварка трещин длиной не более 75 мм, не проходящих через отверстия и не охватывающих их, деф. 1;
б) заварка трещин в лопатках, распространяющихся не более чем на 50 % их поперечного сечения, деф. 3;
в) заварка отверстий с поврежденной резьбой, деф. 2.
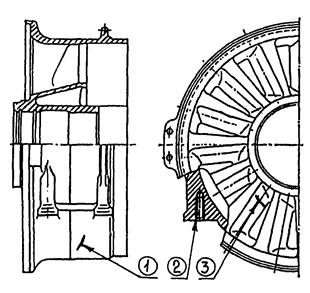
Рисунок 5.96. Устройство воздухонаправляющее
5.7.12. Вал воздухонагнетателя (рисунок 5.97.)
Материал - сталь Ст5 по ГОСТ 380.
При ремонте разрешается наплавка изношенной или поврежденной резьбовой части вала, деф. 1.

Рисунок 5.97. Вал воздухонагнетателя
5.7.13. Воздуховод (рисунок 5.98.)
Материал - сталь 08 по ГОСТ 1050.
При ремонте разрешается заварка трещин в стенке воздуховода, деф. 1
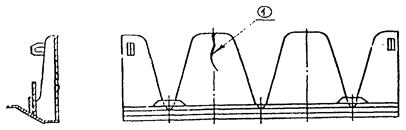
Рисунок 5.98. Воздуховод
5.7.14. Вал ротора
Материал - сталь 17ГС по ГОСТ 19281.
При ремонте разрешается заварка изношенных шпоночных канавок.
5.7.15. Корпус топливного насоса (рисунок 5.99.)
Материал - алюминиевый сплав АМ5 (АЛ19) по ГОСТ 1583.
При ремонте разрешается заварка трещин в стенке корпуса и трещин, деф. 1, в основании корпуса (рисунок 5.99.), и не проходящих через отверстия и не охватывающих их, деф. 1.
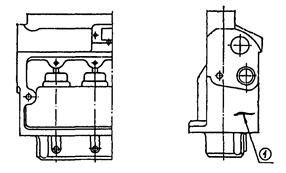
Рисунок 5.99. Корпус топливного насоса
5.7.16. Основание корпуса топливного насоса (рисунок 5.100.)
Материал - алюминиевый сплав АК5М (AЛ5) по ГОСТ 1583.
При ремонте разрешается заварка трещин в стенке основания, но не проходящих через отверстия и охватывающих их, деф. 1
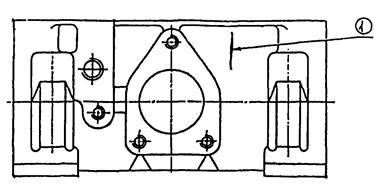
Рисунок 5.100. Основание корпуса топливного насоса
5.7.17. Вал кулачковый топливного насоса (рисунок 5.101.)
Материал - сталь 15 по ГОСТ 1050.
При ремонте разрешается:
а) наплавка поврежденной резьбовой части вала, деф. 1;
б) заварка изношенной шпоночной канавки, деф. 2.
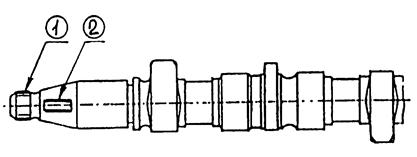
Рисунок 5.101. Вал кулачковый топливного насоса
5.7.18. Крышка топливного фильтра (рисунок 5.102.)
Материал - алюминиевый сплав АМ5 (АЛ19) по ГОСТ 1583.
При ремонте разрешается заварка трещин, не проходящих через отверстия и не охватывающих их, деф. 1.
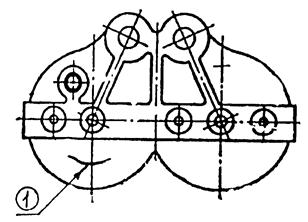
Рисунок 5.102. Крышка топливного фильтра
5.7.19. Стакан топливного фильтра (рисунок 5.103.)
Материал - сталь 08 по ГОСТ 1050.
При ремонте разрешается заварка трещин длиной не более 75 мм, деф. 1, без разделки.
|
|
|
|
Рисунок
5.103. Стакан топливного |
Рисунок
5.104. Картер шестерен |
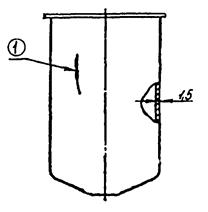
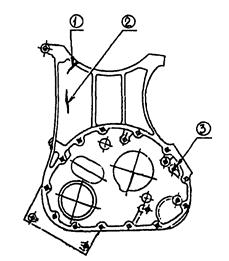
5.7.20. Картер шестерен газораспределения (рисунок 5.104.)
Материал - алюминиевый сплав АМ5 (АЛ19) по ГОСТ 1583.
При ремонте разрешается:
а) заварка трещин, деф. 1, выходящих на опорную поверхность, но не проходящих через отверстия и не охватывающих их;
б) заварка трещин в стенке прилива, деф. 2, но не проходящих через отверстия и не охватывающих их;
в) заварка отверстий с поврежденной резьбой, деф. 3.
5.7.21. Крышка картера механизма газораспределения (рисунок 5.105.)
Материал - алюминиевый сплав АМ5 (АЛ19) по ГОСТ 1583.
При ремонте разрешается:
а) заварка трещин в стенке прилива, деф. 1, но не проходящих через отверстия и не охватывающих их;
б) заварка трещин, выходящих на опорную поверхность, деф. 2, но не проходящих через отверстия и не охватывающих их.
|
|
|
|
Рисунок
5.105. Крышка картера механизма |
Рисунок
5.106. Корпус регулятора |

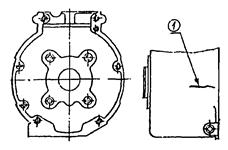
5.7.22. Корпус регулятора оборотов (рисунок 5.106.)
Материал - алюминиевый сплав АМ5 (АЛ19) по ГОСТ 1583.
При ремонте разрешается заварка трещин, деф. 1, не выходящих на плоскость разъема, не проходящих через отверстия и не охватывающих их.
5.7.23. Крышка торцовая регулятора оборотов (рисунок 5.107.)
Материал - алюминиевый сплав АМ5 (АЛ19) по ГОСТ 1583.
При ремонте разрешается заварка трещин, деф. 1, не выходящих на плоскость разъема, не проходящих через отверстия и не охватывающих их.
5.7.24. Крышка верхняя регулятора оборотов (рисунок 5.108.)
Материал - алюминиевый сплав АМ5 (АЛ19) по ГОСТ 1583.
При ремонте разрешается заварка трещин, деф. 1, не выходящих на плоскость разъема, не проходящих через отверстия и не охватывающих их.
|
|
|
|
Рисунок
5.107. Крышка торцевая |
Рисунок
5.108. Крышка верхняя |
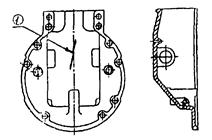
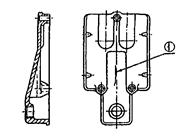
5.7.25. Рама дизель-генератора (рисунок 5.109.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка трещин в сварном шве, деф. 1;
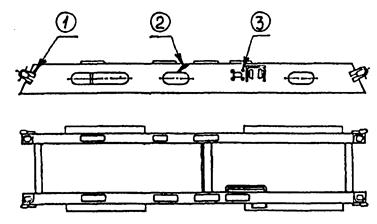
Рисунок 5.109. Рама дизель-генератора
б) заварка трещин в раме, деф. 2;
в) заварка отверстий с поврежденной резьбой, деф. 3;
г) приваривание такелажной петли вместо поврежденной.
5.7.26. Корпус подогревателя воздуха
Материал - сталь 12X18Н10Т(Х18Н10Т) по ГОСТ 5632.
При ремонте разрешается заварка трещин в корпусе без разделки.
5.7.27. Кожух наружный подогревателя воздуха
Материал - сталь 08 по ГОСТ 1050.
При ремонте разрешается заварка трещин в кожухе без разделки.
5.7.28. Ресивер (рисунок 5.110.)
Материал - алюминиевый сплав АМг3 по ГОСТ 4784.
При ремонте разрешается:
а) заварка трещин в корпусе, деф. 1;
б) заварка трещин в сварном шве в месте приварки донышка к корпусу, деф. 2.
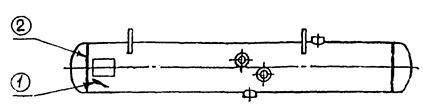
Рисунок 5.110. Ресивер
5.7.29. Рама холодильного агрегата (рисунок 5.111.)
Материал - алюминиевый сплав АМг5 по ГОСТ 4784.
При ремонте разрешается:
а) заварка трещин в сварном шве, деф. 1;
б) заварка трещин в районе усиливающей накладки с такелажной петлей, деф. 2.
Усиливающую накладку удалить и приварить новую, перекрывающую место повреждения.
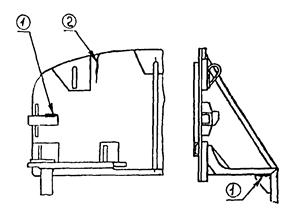
Рисунок 5.111. Рама холодильного агрегата
5.7.30. Подвод (рисунок 5.112.)
Материал - алюминий первичный А5 по ГОСТ 11069.
При ремонте разрешается:
а) заварка трещин в распределительной трубе, деф. 1;
б) заварка трещин в сварном шве, деф. 2.
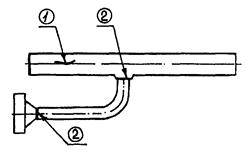
Рисунок 5.112. Подвод
5.7.31. Кронштейн коромысла (рисунок 5.113.)
Материал - алюминиевый сплав АК7ч (АЛ9) по ГОСТ 1583.
При ремонте разрешается заварка в кронштейне трещин, деф. 1, не проходящих через резьбовые отверстия и отверстия под ось коромысла.
5.7.32. Крышка кронштейна коромысла (рисунок 5.114.)
Материал - алюминиевый сплав АК7ч (АЛ9) по ГОСТ 1583.
При ремонте разрешается заварка трещин, деф. 1.
|
|
|
|
Рисунок 5.113. Кронштейн коромысла |
Рисунок
5.114. Крышка кронштейна |
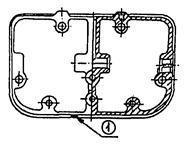
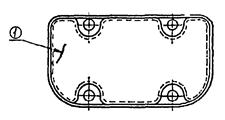
5.7.33. Поддон дизеля
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается заварка трещин в месте соединения фланца с корпусом поддона.
5.7.34. Крышка внутренняя масляной центрифуги (рисунок 5.115.)
Материал - алюминиевый сплав АК7ч (АЛ9) по ГОСТ 1583. При ремонте разрешается заварка трещин, не выходящих на уплотнительные поверхности, деф. 1.
5.7.35. Крышка наружная масляной центрифуги (рисунок 5.116.)
Материал - алюминиевый сплав АК7ч (АЛ9) по ГОСТ 1583.
При ремонте разрешается заварка трещин, не выходящих на уплотнительные поверхности, деф. 1.
|
|
|
|
Рисунок
5.115. Крышка внутренняя |
Рисунок
5.116. Крышка наружная |
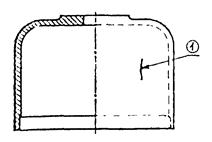
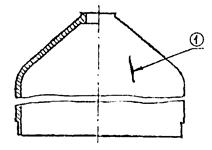
5.7.36. Крышка коробки шестерен (рисунок 5.117.)
Материал - алюминиевый сплав АК7ч (АЛ9) по ГОСТ 1583.
При ремонте разрешается заварка трещин, деф. 1, не проходящих через отверстия и не охватывающих их.
5.7.37. Корпус центробежного водяного насоса (рисунок 5.118.)
Материал - чугун Сч20 по ГОСТ 1412.
При ремонте разрешается заварка трещин в корпусе, деф. 1.
|
|
|
|
Рисунок 5.117. Крышка коробки шестерен |
Рисунок
5.118. - Корпус центробежного |
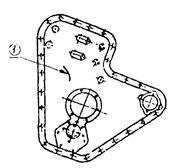
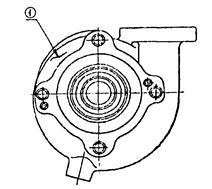
5.7.38. Ресиверы
Материал - сталь 10 по ГОСТ 1050.
При ремонте разрешается заварка трещин согласно 5.7.28.
5.7.39. Корпус фильтра-осушителя (рисунок 5.119.)
Материал - сталь 10 по ГОСТ 1050.
При ремонте разрешается:
а) заварка трещин на корпусе, деф. 1;
б) заварка трещин в сварном шве, деф. 2.
5.7.40. Корпус масляного фильтра (рисунок 5.120.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка трещин в сварном шве, деф. 1;
б) заварка трещин в корпусе, деф. 2.
|
|
|
|
Рисунок 5.119. Корпус фильтра осушителя |
Рисунок 5.120. Корпус масляного фильтра |
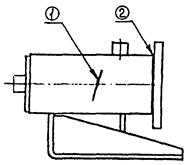
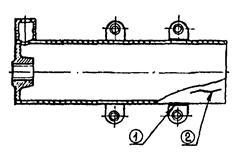
5.7.41. Корпус электроподогревателя (рисунок 5.121.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается заварка трещин, деф. 1, в корпусе без разделки.
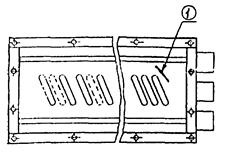
Рисунок 5.121. Корпус электроподогревателя
5.7.42. Кронштейн электропечи (рисунок 5.122.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка трещин, деф. 1;
б) приварка новой крепежной части вместо поврежденной, деф. 2.
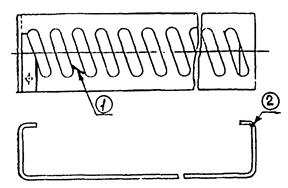
Рисунок 5.122. Кронштейн электропечи
5.7.43. Щит подшипниковый (рисунок 5.123.)
Материал - чугун Сч15 по ГОСТ 1412.
При ремонте разрешается:
а) заварка трещин, деф. 1, не выходящих на посадочные места;
б) наплавка изношенной или поврежденной посадочной поверхности, деф. 2.
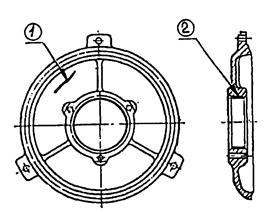
Рисунок 5.123. Щит подшипниковый
5.7.44. Вал асинхронного двигателя
Материал - сталь Ст5 по ГОСТ 380.
При ремонте разрешается заварка шпоночной канавки при износе паза по ширине, а также заварка отверстия при повреждении или износе резьбы.
5.7.45. Вентилятор асинхронного двигателя (рисунок 5.124.)
Материал - алюминиевый сплав АК12 (АЛ2) по ГОСТ 1583.
При ремонте разрешается заварка трещин, деф. 1, не выходящих на посадочную поверхность.
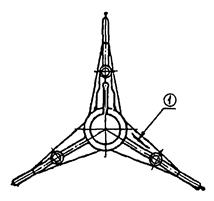
Рисунок 5.124. Вентилятор асинхронного двигателя
5.7.46. Лапа крепления асинхронного двигателя (рисунок 5.125.)
Материал - чугун Сч20 по ГОСТ 1412.
При ремонте разрешается заварка не более одной трещины, деф. 1.

Рисунок 5.125. Лапа крепления асинхронного двигателя
5.7.47. Дефлектор (рисунок 5.126.)
Материал - алюминиевый сплав AK12 (АЛ2) по ГОСТ 1583.
При ремонте разрешается заварка трещин, деф. 1, на крышке дефлектора.
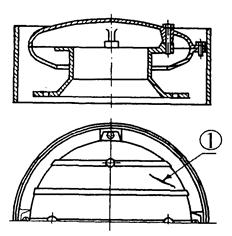
Рисунок 5.126. Дефлектор
5.7.48. Кожух вентилятора (рисунок 5.127.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка трещин в сварном шве, деф. 1;
б) заварка трещин в кожухе, деф. 2.

Рисунок 5.127. Кожух вентилятора
5.7.49. Решетка напольная (рисунок 5.128.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка трещин, деф. 1, в решетке без разделки кромок;
б) заварка трещин в сварном шве, деф. 2.
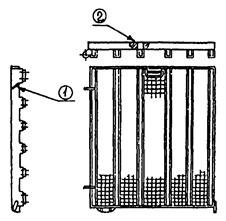
Рисунок 5.128. Решетка напольная
5.7.50. Бак топливный (рисунок 5.129.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка трещин в стенке бака, деф. 3, с постановкой усиливающей накладки;
б) заварка трещин в сварном шве, в месте приварки опорного кронштейна, деф. 1;
в) приварка нового патрубка вместо поврежденного, деф. 2.
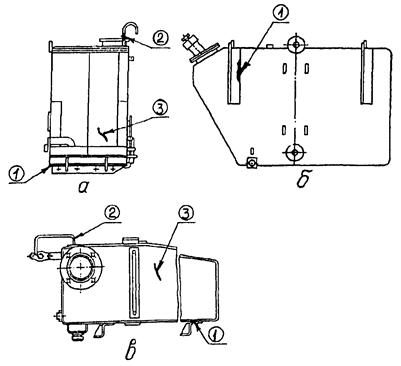
Рисунок 5.129. Бак топливный:
а - АРВ
б - ЦВ
в - БМЗ
5.7.51. Бак для воды
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается заварка трещин в сварных швах, а также приварка нового патрубка вместо поврежденного.
5.7.52. Трубы системы водоснабжения
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка одной трещины длиной не более 500 мм; при большей длине трещины следует ставить вставки с удлинением поврежденного участка;
б) постановка одной вставки на участок, пораженный коррозией.
5.7.53. Крышка ручного насоса
Материал - чугун Сч20 по ГОСТ 1412.
При ремонте разрешается заварка трещин возле отверстий.
5.7.54. Радиатор (рисунок 5.130.)
Материал - чугун Сч20 по ГОСТ 1412.
При ремонте разрешается заварка трещин, деф. 1, но не более одной в секции.
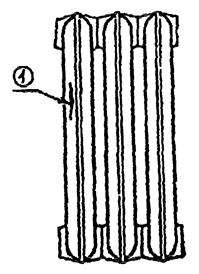
Рисунок 5.130. Радиатор
5.8. Цистерны
Работы проводить по технологии, согласованной Комиссией Совета.
При ремонте котлов цистерн рекомендуется применять следующие сварочные материалы: электроды типов Э42А, Э50А (для углеродистых сталей); типа Э50А (для низколегированных сталей); электроды марок ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-14, ОЗЛ-36, ЗИО-3, ЗИО-8, ЦЛ-11, ЦТ-15, ЭА-395/9, ЭА-400/10У (для высоколегированных сталей); электроды марок ОЗА-1, ОЗА-2 (для алюминия); сварочная проволока марок: Св-08Г2С (для углеродистых и низколегированных сталей); Св-05Х20Н9ФБС, Св-08Х20Н9СБТЮ, Св-06Х20Н11М3ТБ, Св-08Х20Н9Г7Т (для высоколегированных сталей); Св-А5 (для алюминия).
5.8.1. Котлы цистерн до поступления в ремонт пропаривают, промывают, дегазируют, очищают внутри, обмывают, очищают снаружи в соответствии с требованиями Правил по охране труда при текущем ремонте и подготовке к наливу цистерн для нефтепродуктов и вагонов бункерного типа для нефтебитума.
Перед началом сварочных работ на цистернах следует проверить газовоздушную среду котла цистерны на взрывоопасность, пожароопасность и на отсутствие токсичных выделений, опасных для сварщика и работающего с ним персонала.
5.8.2. Перед началом ремонта котлов цистерн сваркой следует установить по технической документации на изготовление цистерн материал котла, его узлов и элементов крепления, что определяет выбор материала вставок и сварочных материалов.
5.8.3. Заменяемые при ремонте сваркой основные элементы котлов, несущие элементы рамы, детали и сборочные единицы, а также накладки и вставки должны изготавливаться из сталей, сооответствующих требованиям ГОСТ 5520-79, ГОСТ 19281-89 и конструкторской документации (КД).
Конструктивное оформление восстанавливаемых с применением сварки элементов котлов должно соответствовать КД на вагоны по обеспечению полного слива или выгрузки продуктов.
5.8.4. При ремонте сваркой с заменой элементов котлов, деталей, арматуры, предохранительных, сливно-наливных или разгрузочных устройств специальных цистерн, используемых для перевозки продуктов, требующих особой чистоты, и продуктов, вызывающих активную коррозию внутренних поверхностей котлов, следует руководствоваться указаниями ГОСТ 10674-82. Выбранные сварочные и наплавочные материалы должны гарантировать сохранение качества перевозимых продуктов.
5.8.5. При ремонте сваркой и наплавкой котлов цистерн для перевозки грузов, давление которых при температуре до 50 °С превышает 68,6 кПа (0,7 кгс/см2), и цистерн для перевозки опасных грузов следует соблюдать требования Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором.
5.8.6. К производству сварочных работ на цистернах для перевозки опасных грузов, включая прихватку и приварку временных креплений, допускаются сварщики, аттестованные в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором, и имеющие удостоверение установленной формы.
Сварщики могут производить сварочные работы тех видов, которые указаны в их удостоверении.
5.8.7. Все сварочные работы при ремонте цистерн и их элементов должны производиться при положительных температурах в закрытых помещениях.
5.8.8. Дефекты, обнаруженные в сварных соединениях в процессе ремонта сваркой котлов цистерн, должны быть устранены с последующим контролем исправленных участков. Способы устранения дефектов должны обеспечивать необходимое качество, надежность и безопасность работы цистерны.
5.8.9. При всех видах ремонта котлов четырехосных цистерн разрешается:
а) заварка трещин, деф. 4, (рисунок 5.131.) в котле независимо от места их образования, но не более одной на площади в 1 м2;
б) заварка трещин в продольных и кольцевых сварных швах листов;
в) заварка трещин, деф. 3, в котле, уходящих под фасонную лапу, которая должна производиться при срезанной фасонной лапе. После заварки следует установить и приварить фасонную лапу;
г) заварка пробоин площадью не менее 4 см2. При пробоинах, деф. 2, имеющих максимальный линейный размер до 12 см, поврежденный участок надо вырезать, поставить круглую вставку диаметром 15 см. При больших размерах пробоин допускается постановка эллиптической или прямоугольной вставки, деф. 1, свальцованной по контуру котла. При этом углы вставок должны иметь радиус округления не менее 50 мм. Площадь вставки должна быть не более 1,5 м2, кроме вставок броневого листа, а количество не более двух на обечайке. Площадь вставок на каждом днище - до 0,5 м2, количество вставок - не более двух;
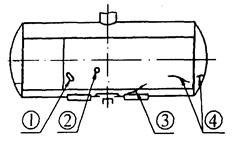
Рисунок 5.131. Котел цистерны
д) постановка одной вставки площадью до 0,5 м2 в броневом листе котла. На снятом с опор котле потолочные швы выполнять запрещается;
е) вварка части днища или продольного листа во всю его ширину или не на всю в местах, пораженных коррозией, в соответствии с НТД, согласованной Комиссией Совета. При небольшой площади утонения листов допускается постановка двух вставок на обечайках площадью до 1,5 м2 каждая, а также постановка вставок суммарной площадью до 1 м2 на каждом днище котла;
ж) заварка трещин, деф. 2, (рисунок 5.132.) броневого листа, не доходящих до места расположения сливного прибора на 600 мм и более;
и) заварка трещин, деф. 3, длиной до 300 мм, распространяющихся от корпуса сливного прибора или поддона;
к) заварка трещины, деф. 1, длиной до 300 мм, не переходящей на седло клапана.
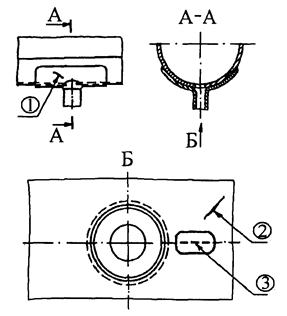
Рисунок 5.132. Броневой лист
5.8.10. Расстояние от сварного шва вставки при всех видах ремонта до фасонной лапы, опоры котла и сливного прибора, а также до сварных швов, соединяющих продольные и броневой листы котла, должно быть не менее 200 мм. Заготовка вставки предварительно вальцуется до радиуса, соответствующего радиусу котла данного типа цистерны. Углы вставки должны быть закруглены до радиуса не менее 50 мм.
5.8.11. При наличии сквозных и несквозных повреждений площадью до 4 см2 необходимо с помощью засверловки или вырубки произвести подготовку дефектного места под сварку. Сквозные повреждения заварить с двух сторон.
Дефекты типа трещин, пор, шлаковых включений и подрезов не допускаются.
5.8.12. Вварку вставок в днище котла площадью более 0,3 м2 следует выполнять по технологии, согласованной Комиссией Совета. Технология ремонта должна предусматривать:
а) полное удаление лучевых трещин с предварительным определением их концов дефектоскопированием или нагревом газовой горелкой до температуры 100 - 150 °С. При последующей вырезке дефектного участка линия реза должна располагаться от конца трещины не менее чем на 20 мм. Заварка лучевых трещин не допускается ;
б) полное удаление деформированной части металла стенки котла, расположенной рядом с пробоиной;
в) вырезку вставки выполнять таким образом, чтобы направление проката на ней было направлено вдоль оси котла. Толщина вставки должна соответствовать толщине металла на ремонтируемом участке по чертежу.
5.8.13. При ремонте сваркой котлов цистерн, изготовленных из нержавеющих сталей марок 12X18H10T, 08Х22Н6Т и двухслойных сталей марок 20К + 10Х17Н13М2Т, ВСт3сп + 12Х18Н10Т, ВСт3сп + 08Х22Н6Т, необходимо использовать основные положения «Руководства по капитальному ремонту сваркой котлов цистерн из нержавеющих и двухслойных сталей» РК-32-ВНИИЖТ-22.
5.8.14. Во время дефектации цистерны при обнаружении утонения котла из монолитной стали на 50 % и более от номинальной толщины, а в броневом листе в местах опор - более 30 %, следует установить границы вырезки - она должна проходить там, где толщина металла обечайки или днища котла отличается от первоначальной на 2 мм. Определение толщины металла производить ультразвуковыми толщиномерами типа ТУЗ-1, УТ-93П или аналогичными им.
5.8.15. Площадь ввариваемых вставок не должна превышать 1,5 м2, а их количество должно быть не более двух на каждом продольном листе и днище. В броневом листе допускается постановка одной вставки площадью до 0,5 м2. Установка накладок внахлестку при ремонте котлов кислотных цистерн не допускается во избежание щелевой коррозии. Ранее установленные накладки подлежат удалению.
5.8.16. При ремонте сваркой котлов цистерн для перевозки опасных грузов разрешается использовать только электроды, имеющие сертификат качества, выпускаемые предприятиями, аттестованными в соответствии с государственной системой сертификации, прошедшими регистрацию в соответствии с установленным порядком и имеющими сертификат и знак соответствия.
При поступлении электродов с предприятий, не имеющих сертификата соответствия, допускается их использование после проведения технологических испытаний каждой партии.
Электроды следует хранить в сухих отапливаемых помещениях.
5.8.17. Вырезка дефектных мест может осуществляться следующими способами:
а) механическим (абразивные круги, пневмозубило);
б) воздушно-дуговым;
в) специальными электродами типа ОЗР-2, АНР-3;
г) газовой резкой (только поручни и лестницы);
д) плазменной резкой.
5.8.18. При ремонте котлов восьмиосных цистерн разрешается:
а) восстанавливать участки с утонением листов обечайки и днищ более чем на 15 % их номинальной толщины путем вырезки дефектных участков и постановки вставок встык с наложением сварных швов с обеих сторон. На цилиндрической части котла (обечайки) допускается постановка не более четырех вставок площадью не более 1 м2 каждой. На броневом листе допускается постановка одной вставки площадью до 1 м2. Вставки на броневом листе следует устанавливать не ближе 500 мм от шкворневой балки, а в зоне сливных приборов - не ближе 1000 мм. На днище котла допускается постановка вставок суммарной площадью до 1 м2 или замена дефектного сектора;
б) заваривать трещины длиной до 500 мм на обечайках котла без постановки усиливающих накладок. Количество завариваемых трещин на цилиндрической части котла должно быть не более четырех. На каждом днище допускается заваривать не более двух трещин суммарной длиной до 500 мм при расстоянии между ними не менее 200 мм или заменять сектор днища с трещинами;
в) восстанавливать участки с пробоинами в днищах с дефектной площадью до 0,3 м2 путем постановки не более двух вставок площадью до 0,5 м2. Допускается вместо постановки вставок заменять сектор днища.
5.8.19. При наличии на обечайках и днищах котла дефектов с размерами более допускаемых неисправные элементы заменяют.
5.8.20. Деповской ремонт специализированного оборудования и котла восьмиосных цистерн для нефтепродуктов следует выполнять в соответствии с типовым технологическим процессом ТК-137 ПКБ ЦВ или другим, согласованным Комиссией Совета.
5.8.21. При всех видах ремонта деталей крепления котла восьмиосной цистерны к раме разрешается:
а) заварка трещин, деф. 1 (рисунок 5.133.), в шпангоутах из профиля прямоугольного сечения с последующей зачисткой швов и постановкой усиливающих накладок толщиной 8 - 10 мм соответствующего профиля. Накладка должна перекрывать трещину не менее чем на 100 мм. Не допускаются подрезы на поперечных к шпангоуту швах. Форма усиливающих накладок должна соответствовать требованиям Руководства по капитальному ремонту грузовых вагонов;
б) вварка вставок, деф. 2, в шпангоуты, не более одной на шпангоут;
в) заварка трещин, деф. 3, в сварных соединениях шпангоутов с котлом цистерны;
г) заварка трещины, деф. 4, в сварных соединениях опорного листа с котлом;
д) заварка трещин, деф. 5, в опорных листах;
е) заварка трещин, деф. 6, в опорном листе, переходящих на котел.
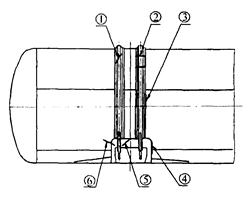
Рисунок 5.133. Котел восьмиосной цистерны
5.8.22. Усиление шпангоутов, имеющих рельсообразный профиль, или вварку вставок допускается производить по отдельному разрешению ЦВ.
5.8.23. Дефектные сварные швы крепления кронштейнов для тормозного оборудования следует срубить, места под сварку зачистить и заварить.
5.8.24. Поры и подрезы в сварных швах не допускаются. Вставки должны быть изготовлены из стали марки 09Г2С или 09Г2. Допускается использование сталей марок 10Г2Б, 10Г2БД и 12Г2БД.
5.8.25. При ремонте лестниц, помостов, люков, крышек и других деталей котла допускается при ручной дуговой сварке применять электроды типа Э46.
5.8.26. При приварке накладок и деталей к котлу цистерны угловыми швами следует обеспечить плавный переход металла сварного шва на основной металл. Соотношение катетов при этом должно быть 1:1,5 или 1:2.
5.8.27. К ремонту котлов восьмиосных цистерн сваркой допускаются сварщики не ниже четвертого разряда, аттестованные в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором.
5.8.28. При ремонте котлов цистерн для перевозки вязких нефтепродуктов моделей 15-897 и 15-1566 следует руководствоваться типовым технологическим процессом, согласованным Комиссией Совета.
5.8.29. При всех видах ремонта колпака (рисунок 5.134.) или обечайки люка-лаза (горловина) разрешается:
а) заварка трещин, деф. 4, в колпаке (или обечайке люка-лаза);
б) заварка трещин, деф. 5, в колпаке (или обечайке люка-лаза), переходящих на котел цистерны. Заварку выполнять по одной из двух технологий. Первая - разделать внутри и снаружи трещину в колпаке, на котле разделать снаружи сварной шов соединения колпака в месте пересечения его с трещиной на расстоянии 50 мм в обе стороны от трещины, заварить трещины в колпаке и котле, заварить сварной шов, соединяющий колпак с котлом; вторая - заварить трещину изнутри, разделать снаружи трещину до корня наложенного изнутри шва. Разделать снаружи сварной шов соединения колпака (горловины) с котлом на расстоянии 50 мм в обе стороны от трещины. Заварить трещину снаружи, а затем наложить сварной шов соединения колпака (горловины) с котлом;
в) вварка вставок в верхний лист котла под весь колпак, деф. 1, если глубина поражения коррозией составляет 50 % или более номинальной чертежной толщины;
г) заварка трещин, деф. 2, в сварном соединении обечайки люка-лаза или колпака с котлом;
д) вварка вставок в местах пробоин или коррозионных разрушений площадью более 4 см2, деф. 3. При этом площадь вставки должна составлять не более 0,1 м2, форма вставки должна быть круглой, эллиптической или прямоугольной со скругленными углами (радиус скругления не менее 50 мм). Пробоины, площадь которых менее 4 см2, следует устранять в соответствии с п. 5.8.11.
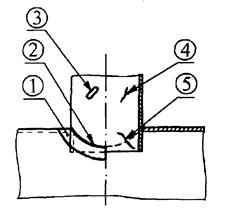
Рисунок 5.134. Колпак цистерн
5.8.30. При всех видах ремонта крышки горловины люка-лаза или колпака цистерн (рисунок 5.135.) разрешается:
а) заварка трещин, деф. 1, крышки;
б) заварка трещин, деф. 2, в местах крепления запоров и шарниров крышки;
в) вварка вставок в местах пробоин, деф. 3, и в местах, пораженных коррозией на глубину более половины толщины листа, указанной в чертеже.
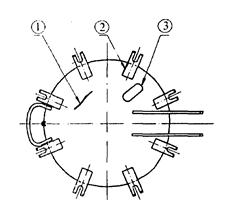
Рисунок 5.135. Крышка колпака
5.8.31. При ремонте крышек ригельного типа (рисунок 5.136.) разрешается:
а) заварка трещин, деф. 5, крышки и вварка вставок, деф. 4, в местах, пораженных коррозией на глубину более половины толщины листа, в местах пробоин по технологии, исключающей деформацию крышки, неплотность ее прилегания к уплотняющей кольцевой прокладке горловины;
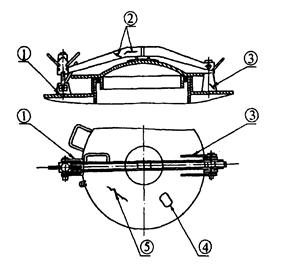
Рисунок 5.136. Крышка ригельного типа
б) заварка трещин, деф. 3, и других дефектов в кронштейне ригеля;
в) приварка упоров и скоб-ручек, деф. 1, а также других элементов крепления;
г) заварка трещин, деф. 2, в ригеле.
5.8.32. При всех видах ремонта вагонов восстановление сливных приборов следует выполнять в соответствии с положениями, изложенными в Инструкции по ремонту и испытанию универсального сливного прибора цистерн, согласованной Комиссией Совета.
5.8.33. При обрыве штанги сливного прибора на расстоянии 50 - 70 мм от винтовой части допускается приварка штанги к винтовой части с последующим усилением отремонтированной части бесшовной трубой с толщиной стенки не менее 5 - 6 мм и длиной 100 мм. Зазор между трубой и штангой должен быть не более 0,5 мм по диаметру, соотношение катетов швов вдоль оси трубы - 2:1.
5.8.34. При всех видах ремонта стяжного хомута (рис. 5.137.) разрешается:
а) вварка вставок в полосе пояса в местах, поврежденных коррозией или имеющих трещины, деф. 2. Число вставок в полосе должно быть не более двух при условии, что длина каждой не менее 200 мм;
|
|
|
|
Рисунок 5.137. Стяжной хомут |
Рисунок
5.138. Узел крепления котла |
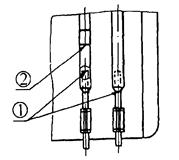
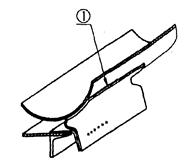
б) приварка болта, деф. 1, к поясу внахлестку на 80 - 100 мм. В месте приварки болт должен иметь прямоугольное сечение.
5.8.35. При всех видах ремонта узла крепления котла к хребтовой балке (рисунок 5.138.) разрешается:
а) заварка трещин, деф. 1, в сварном шве или в зоне термического влияния сварного соединения лапы с котлом;
б) срезка газокислородным способом дефектной фасонной лапы и приварка новой с перекрытием старых швов (как продольного, так и поперечных) новой лапой на 50 мм.
5.8.36. Запрещается заваривать трещины в фасонных лапах котла независимо от их длины и расположения.
5.8.37. Разрешается заварка трещин, деф. 1, (рисунок 5.139.) в сварных соединениях опорной планки с хребтовой балкой, а при капитальном ремонте со снятием котла - также вертикальных и наклонных трещин в опорной планке. Технология сварки должна исключать деформацию опорной планки. Допускается деформация плоскости не более 0,5 мм по длине планки. Сварные швы зачищаются заподлицо с основным металлом.
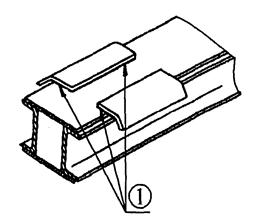
Рисунок 5.139. Опорная планка
5.8.38. При снятом с рамы вагона котле цистерны допускается заварка отверстий лап и планок крепления котла цистерны к хребтовой балке вагона с последующей их рассверловкой.
5.8.39. При всех видах ремонта внутренней лестницы (рисунок 5.140.) разрешается:
а) вварка вставок в тетиву в местах изломов, деф. 3;
б) заварка трещин, деф. 4, в сварном соединении лестницы с обечайкой люка-лаза или колпака;
в) заварка трещин, деф. 5, в сварном соединении лестницы с нижним листом котла;
г) заварка трещин, деф. 1, в кронштейнах, соединяющих тетиву лестницы с нижним листом котла;
д) приварка новых ступенек взамен пришедших в негодность из-за трещин и изломов. Приварку следует производить швом только вдоль тетивы:
е) заварка трещин, деф. 2, в тетиве.
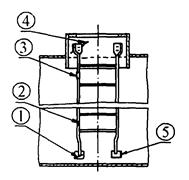
Рисунок 5.140. Внутренняя лестница
5.8.40. Материал лестницы необходимо определить по документам на изготовление цистерны.
5.8.41. При всех видах ремонта наружной лестницы с площадкой (рисунок. 5.141.) разрешается:
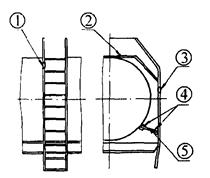
Рисунок 5.141. Наружная лестница
а) вварка вставок, деф. 1, в снятый с цистерны поручень;
б) приварка новых поручней;
в) заварка трещин, деф. 2, в площадках;
г) вварка вставок, деф. 3, в тетиву;
д) заварка трещин, деф. 1, в кронштейне и в распорке, деф. 5.
5.8.42. При всех видах ремонта кожуха теплоизоляции котла цистерны-термоса разрешается:
а) заварка трещин в листах кожуха;
б) заварка трещин в сварных соединениях листов кожуха между собой;
в) вварка вставок в местах пробоин;
г) вварка новых листов кожуха взамен пришедших в негодность.
5.8.43. При всех видах ремонта паровой рубашки котла (рисунок 5.142.) разрешается:
а) заварка трещин в сварных соединениях листов кожуха паровой рубашки, деф. 1;
б) заварка трещин в листах паровой рубашки деф. 2;
в) вварка вставок в местах пробоин, деф. 3. Таких вставок площадью не более 0,1 м2 должно быть не более четырех на кожухе;
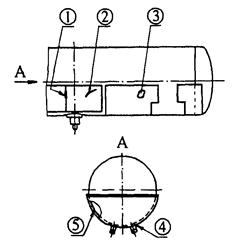
Рисунок 5.142. Паровая рубашка котла
г) вварка части кожуха со стороны днища или нижней части листа во всю его ширину в местах, пораженных коррозией на глубину более половины толщины листа или имеющих пробоины площадью более 0,1 м2;
д) заварка трещин в сварных соединениях кожуха котла с кожухом паровой рубашки сливного прибора;
е) заварка трещин, деф. 4, в патрубках или приварка новых патрубков для выпуска пара;
ж) заварка трещин, деф. 5, в сварных швах или в основном металле уголков арматуры паровой рубашки.
5.8.44. По окончании ремонта паровую рубашку котла следует подвергнуть гидравлическому испытанию.
5.8.45. При ремонте сваркой и наплавкой специализированного оборудования и котла четырехосных цистерн для порошковых грузов (цемента и кальцинированной соды) следует руководствоваться положениями, изложенными в документах ТК-71 и ТК-104 ПКБ ЦВ.
К выполнению сварочных и наплавочных работ при ремонте узлов и деталей воздушной системы допускаются сварщики 5-го разряда, аттестованные в соответствии с правилами Госгортехнадзора.
5.8.46. Трещины, деф. 1, на трубах системы воздушной коммуникации (рисунок 5.143.) не допускаются. Дефектную часть вырезают и приваривают встык новую часть трубы.
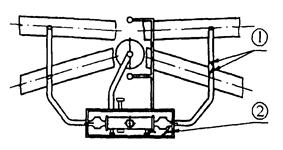
Рисунок 5.143. Воздушная коммуникация
5.8.47. При всех видах ремонта устройства аэропневмовыгрузки цистерн для сухих грузов разрешается:
а) заварка трещин, деф. 2, (см. рис. 5.143.) в арматурном ящике;
б) заварка трещин, деф. 2, (рис. 5.144.) в разгрузочном патрубке, в околошовной зоне и сварном шве, соединяющем патрубок с котлом, или приварка новых патрубков;
в) заварка трещин, деф. 1, в сообщающихся трубах;
г) заварка трещин, деф. 1, (рис. 5.145.) в сварных соединениях листов откоса между собой. Пробоины в местах откосов и рассекателей устраняют постановкой накладок, которые должны перекрывать кромки пробоин не менее чем на 50 мм;
д) заварка трещин, деф. 2, в листах откоса и рассекателя длиной более 100 мм с постановкой накладок;
е) заварка трещин, деф. 3, в сварных соединениях откосов с желобом под аэролоток;
ж) заварка трещин, деф. 4, в сварных соединениях рассекателя с желобом под аэролоток;
и) вварка вставок, деф. 5, в местах пробоин;
к) заварка трещин, надрывов, деф. 6, в крышке смотрового окна откоса и в горловине люка;
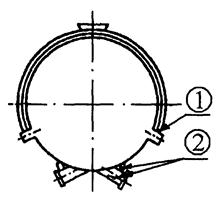
Рисунок 5.144. Разгрузочное устройство
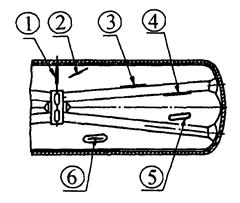
Рисунок 5.145. Устройство аэропневмовыгрузки
м) заварка трещин, деф. 1, (рисунок 5.146.) в основании аэролотка, решеток и аэроплитки;
н) заварка трещин, деф. 2, в сварных соединениях основания аэролотка.
Решетку аэролотка с трещинами, изломами следует ремонтировать сваркой с последующей зачисткой сварного шва заподлицо с основным металлом.
Все детали воздушной системы, отремонтированные сваркой, необходимо испытать под давлением.
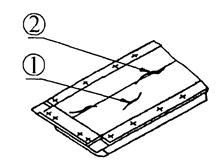
Рисунок 5.146. Аэролоток
5.8.48. При сварочных работах с использованием прихваток последние должны выполняться с применением присадочных материалов (электродов, сварочных проволок и др.), предусмотренных технической документацией на сварку данного типа цистерн. Прихватки при дальнейшем проведении сварочных работ удаляются или переплавляются основным швом.
Прихватки на котлах цистерн, подконтрольных органам Госгортехнадзора, должен выполнять сварщик, аттестованный в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором, и допущенный к сварке основного сварного соединения. Приварка временных креплений и удаление их после сварки основного изделия должны производиться по технологии, исключающей образование трещин и закалочных зон в металле цистерны и ее элементах.
5.8.49. При ремонте котлов цистерн следует применять предварительно прокаленные электроды.
5.8.50. При ремонте цистерн исполнения УХЛ, категории размещения 1 по ГОСТ 15150-69 в случае замены узлов и элементов цистерны, постановки вставок следует применять металлы тех же марок и категории, из которых выполнены восстанавливаемые элементы и конструкции данного типа цистерны. Отремонтированная с применением сварки цистерна должна отвечать требованиям, установленным для исполнения УХЛ. Применение иных марок и категории металла допускается только по согласованию с Комиссией Совета.
5.8.51. Ремонт сваркой котлов и деталей котлов новых вагонов, которые впервые поступают в ремонт и не рассмотрены в настоящей Инструкции, должен выполняться по технологии, разработанной заводом-изготовителем или специализированной организацией и согласованной Комиссией Совета.
5.8.52. Контроль качества сварки отремонтированных цистерн, подконтрольных органам Госгортехнадзора, должен выполнять специалист, прошедший аттестацию в соответствии с Правилами аттестации специалистов неразрушающего контроля;
5.8.53. Ремонт котлов цистерн должен выполняться предприятием, имеющим соответствующую лицензию Госгортехнадзора.
5.8.54. Котлы цистерн, а также винт штанги сливного прибора, стяжной хомут и крепление фасонной лапы к котлу после ремонта подлежат ультразвуковому контролю.
5.8.55. Котлы всех типов цистерн после ремонта сваркой подлежат гидравлическому испытанию.
5.9. Вагон для битума
При ремонте вагона рекомендуется применять сварочные материалы, указанные в таблице 1 и в п. 3.5.1.1.
5.9.1. Бункер (рисунок 5.147)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта вагонов разрешается;
а) заварка трещин стенок внутренней и наружной обшивки, деф. 1, независимо от длины трещин;
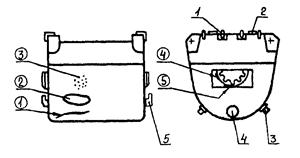
Рисунок
5.147. Бункер
1 - петля; 2 - ручка;
3 - штуцер; 4 - подушка; 5 - упор
б) заварка пробоин, а также мест, пораженных коррозией, деф. 2, деф. 3, на боковых, торцевых стенках наружной и внутренней обшивки, с постановкой накладок, перекрывающих пробоину или пораженное коррозией место на 50 мм с каждой стороны. Допускается приварка не более четырех накладок на одной из стен бункера, каждая площадью не более 0,1 м2;
в) приварка новой части стенки бункера вместо пришедшей в негодность;
г) приварка упоров для запорных крюков;
д) приварка подушки но периметру с усиливающей накладкой или без нее;
е) заварка трещин в торцевых стенках, деф. 5, распространяющихся вдоль сварных соединений опорных секторов и под опорными секторами или по торцевой стенке длиной более 50 мм, с постановкой усиливающих прямоугольных накладок под опорный сектор. При заварке опорные сектора срезают и фрезеруют на толщину поставленных накладок;
ж) заварка трещин в торцевых стенках вдоль сварных соединений опорных секторов длиной менее 50 мм, а также не доходящих до опорных секторов, деф. 4, с постановкой накладок без снятия опорных секторов;
и) приварка петель крышки бункера с усилением накладками под петли;
к) приварка ушек для запора;
л) приварка ручек для открывания крышки бункера;
м) приварка к стенке наружной обшивки усиливающей плиты под штуцер;
н) приварка нового штуцера к усиливающей плите и стенке бункера.
5.9.2. Опора (рисунок 5.148.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта вагонов разрешается:
а) заварка трещин в сварных соединениях верхнего, вертикального и нижнего листов, деф. 1;
б) заварка продольной трещины в сварном соединении рейки с верхним листом, деф. 2;
в) наплавка выработки опоры винта, деф. 3;
г) деформированные вертикальные листы опоры после выправления усиливать накладками с обваркой их по периметру. Деформированный вертикальный лист и средний вертикальный швеллер в местах постановки бобышек должны быть вырезаны и восстановлены:

Рисунок 5.148. Опора
1 - средний вертикальный швеллер;
2 - бобышка;
3 - ребро жесткости
1) швеллер - с постановкой вставки с последующим усилением места стыка;
2) вертикальный лист - с постановкой вставки;
д) удаление дефектной части и вварка вставки при изломе, деф. 4, нижней полосы или при наличии на ней трещины длиной более 50 % ее ширины;
е) заварка трещин, длиной до 50 % ширины нижней полосы, уходящих под вертикальный лист, с постановкой плоской накладки и ребер жесткости;
ж) приварка бобышек. При постановке накладок в места установки бобышек, последние необходимо фрезеровать на толщину накладки для обеспечения зазора между бобышками и подушками бункеров;
и) приварка ребер жесткости;
к) заварка трещин, длиной не более 50 мм ширины полосы, не доходящих до вертикального листа, с постановкой плоской накладки и ребер жесткости;
л) заварка трещин длиной не более 50 мм с постановкой угловой накладки:
1) в сварном соединении вертикального листа и нижней полосы;
2) в вертикальном листе у основания опоры.
5.10. Вагон (хоппер) для перевозки зерна, цемента, сырья минеральных удобрений
При ремонте вагона рекомендуется применять сварочные материалы, указанные в таблице 1 и в п. 3.5.1.1, для высоколегированных сталей - электроды марки ОЗЛ-7, ЦЛ-11, ЦТ-15.
5.10.1. Кузов (рисунок 5.149.)
Материал - сталь 09Г2 по ГОСТ 19281, сталь Ст3 по ГОСТ 380, сталь 08X21Н6М2Т по ГОСТ 7350.
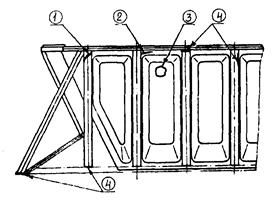
Рисунок 5.149. Кузов
При всех видах ремонта разрешается:
а) заварка трещин в стойках, распорках и подкосах, деф. 1, длиной до 50 % сечения с постановкой усиливающей накладки;
б) замена на стойках, распорках и подкосах, имеющих трещины длиной более 50 % сечения или коррозионные повреждения более 30 % номинальной толщины, их верхних и нижних частей длиной не менее 300 мм от соответствующей обвязки, с усилением места стыка профильной накладкой;
в) заварка трещин в обшивке шириной до 2 мм, деф. 2. При длине трещины свыше 100 мм ее следует заваривать с постановкой усиливающей накладки соответствующего профиля с перекрытием трещины на 300 мм, снаружи вагона;
г) ремонт обшивки постановкой накладок на пробоины и места, пораженные коррозией более чем на 30 % номинальной толщины, деф. 3, с обваркой по периметру. Общее количество накладок в одном межстоечном проеме не должно превышать по площади 1 м2. При больших повреждениях следует менять в межстоечном проеме всю или часть обшивы, при этом допускается замена гофрированных листов панелей на плоские;
д) заварка трещин в сварных швах, деф. 4.
5.10.2. Рама (рисунок 5.150.)
Материал - сталь Ст3 по ГОСТ 380, сталь 09Г2, 09Г2Д, 09Г2С по ГОСТ 19281.
При всех видах ремонта разрешается:
а) выполнение работ, перечисленных в 5.5;
б) заварка трещин в сварных швах, деф. 1;
в) заварка трещин на балках рамы, деф. 2.
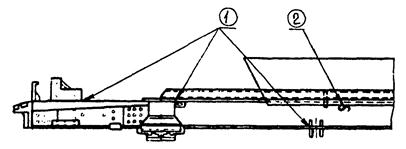
Рисунок 5.150. Рама
5.10.3. Крыша (рисунок 5.151.)
Материал - сталь 09Г2, 09Г2Д, 09Г2С по ГОСТ 19281, сталь Ст3 по ГОСТ 380, сталь 08Х21Н6М2Т по ГОСТ 7350.
При всех видах ремонта разрешается:
а) заварка трещин на дугах и обвязочных угольниках, деф. 1, длиной до 30 % поперечного сечения с постановкой усиливающих накладок. Дуги и обвязочные угольники, имеющие трещины длиной более 30 % сечения , а также изломы и коррозионные повреждения более 30 % номинальной толщины, заменяются на новые;
б) заварка трещин на крыше, деф. 2. Трещины, длиной более 100 мм заваривать с постановкой усиливающих накладок, профиль которых должен соответствовать профилю крыши в данном месте.
При капитальном ремонте на листе крыши допускается заварка не более двух трещин длиной до 500 мм каждая;
в) приварка с наружной стороны крыши не более четырех накладок, площадью не более 0,3 м2 каждая на места, поврежденные коррозией или имеющие пробоины, деф. 3. Расстояние между накладками должно быть не менее 1 м. Профиль накладок должен соответствовать профилю крыши в данном месте;
г) заварка трещин в сварных швах, деф. 4.
|
|
|
|
Рисунок 5.151. Крыша |
Рисунок 5.152. Крышка загрузочного люка |
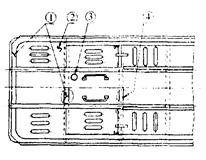
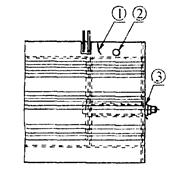
5.10.4. Крышка загрузочного люка (рисунок 5.152.)
Материал - сталь 09Г2, 09Г2Д, 09Г2С по ГОСТ 19281, сталь Ст3 по ГОСТ 380, сталь 08X21H6M2T по ГОСТ 7350.
5.10.4.1. При всех видах ремонта вагонов разрешается:
а) заварка трещин, деф. 1, длиной до 100 мм. Трещины длиной до 500 мм заваривать с постановкой накладок с наружной стороны крышки;
б) заварка трещин в сварных швах, деф. 3;
в) устранение пробоин, деф. 2, постановкой одной накладки площадью не более 0,3 м2.
5.10.4.2. При деповском ремонте вагонов к крышке разгрузочного люка разрешается приварка накладок в местах, поврежденных коррозией. Допускается оставлять без ремонта крышки люков с коррозийными повреждениями не более 30 % толщины листа. При повреждениях, затрагивающих от 30 % до 50 % толщины листа, следует приваривать накладку толщиной не менее 3 мм, а свыше 50 % - заменять лист.
5.10.5. Крышка разгрузочного люка (рисунок 5.153)
Материал - сталь 09Г2, 09Г2Д, 09Г2С по ГОСТ 19281, сталь Ст3 по ГОСТ 380, сталь 15 по ГОСТ 1050, сталь 08Х21Н6М2Т по ГОСТ 7350.
5.10.5.1. При всех видах ремонта вагонов разрешается:
а) заварка трещин, деф. 1, длиной до 100 мм. Трещины, длиной до 500 мм, заваривать с постановкой накладок с наружной стороны крышки;
б) заварка трещин в сварных швах, деф. 2;
в) устранение пробоин, деф. 3, постановкой одной накладки площадью не более 0,3 м2.
5.10.5.2. При деповском ремонте и техническом обслуживании с отцеплением вагонов разрешается приварка накладок на места, поврежденные коррозией или на пробоины, деф. 3.
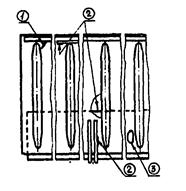
Рисунок 5.153. Крышка разгрузочного люка
5.10.6. Днище бункера (рисунок 5.154.)
Материал - сталь 09Г2, 09Г2Д по ГОСТ 19281, сталь Ст3 по ГОСТ 380, сталь 08Х21Н6М2Т по ГОСТ 7350.
При всех видах ремонта вагонов разрешается:
а) заварка трещин, деф. 1;
б) приварка накладок на места, поврежденные коррозией или на пробоины, деф. 2;
в) заварка трещин в сварных швах, деф. 3.
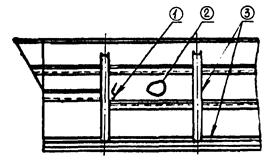
Рисунок 5.154. Днище бункера
5.10.7. Лестница (рисунок 5.155.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта вагонов разрешается заварка трещин в сварных швах, деф. 1.
5.10.8. Дуга (рисунок 5.156.)
Материал - сталь 09Г2, 09Г2Д по ГОСТ 19281, сталь Ст3 по ГОСТ 380, сталь 08X21Н6М2Т по ГОСТ 7350.
При всех видах ремонта вагонов разрешается:
а) заварка трещин, деф. 1, длиной до 25 мм с постановкой усиливающей накладки;
б) заварка трещин в сварных швах, деф. 2.
|
|
|
|
Рисунок 5.155. Лестница |
Рисунок 5.156. Дуга |
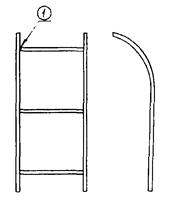
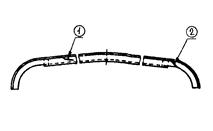
5.10.9. Тяга нижняя (рисунок 5.157.)
Материал - сталь 10ХСНД по ГОСТ 19281.
При всех видах ремонта разрешается:
а) заварка трещин, деф. 1, деф. 2;
б) наплавка изношенных поверхностей паза и отверстия, деф. 3.
5.10.10. Вал (рисунок 5.158.)
Материал - сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается:
а) наплавка изношенной поверхности вала, деф. 2, при диаметре менее 79 мм;
б) наплавка изношенных стенок отверстия, деф. 1, или его заварка при диаметре более 15 мм;
в) заварка изношенной шпоночной канавки, деф. 3, при ширине паза более 23 мм.
|
|
|
|
Рисунок 5.157. Тяга нижняя |
Рисунок 5.158. Вал |
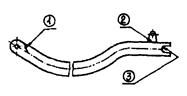
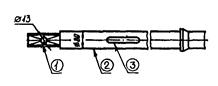
5.10.11. Серьга (рисунок 5.159.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается наплавка изношенных стенок отверстия, деф. 1, при диаметре более 23 мм.
|
|
|
|
Рисунок 5.159. Серьга |
Рисунок 5.160. Болт откидной |
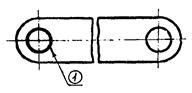
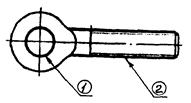
5.10.12. Болт откидной (рисунок 5.160.)
Материал - сталь Ст5 по ГОСТ 380.
При ремонте разрешается:
а) наплавка изношенной или поврежденной резьбы, деф. 2;
б) наплавка стенок изношенного отверстия, деф. 1, при его диаметре более 57 мм.
5.10.13. Муфта (рисунок 5.161.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается наплавка изношенной или поврежденной резьбы, деф. 1.
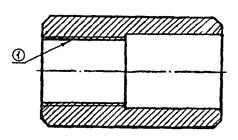
Рисунок 5.161. Муфта
5.10.14. Рычаг (рисунок 5.162.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка трещин, деф. 1;
б) вварка бонок в изношенные отверстия, деф. 2, при диаметре более 42 мм;
в) заварка трещин в сварных швах, деф. 3.
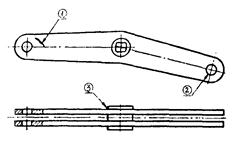
Рисунок 5.162. Рычаг
5.10.15. Рычаг (рисунок 5.163.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) наплавка изношенных стенок отверстий, деф. 1;
б) приварка шайб.
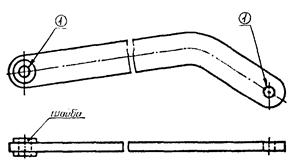
Рисунок 5.163. Рычаг
5.10.16. Рычаг двуплечный (рисунок 5.164.)
Материал - стальСт3 по ГОСТ 380.
При ремонте разрешается наплавка изношенных стенок отверстий, деф. 1.
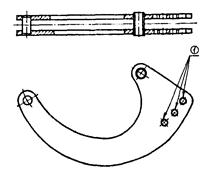
Рисунок 5.164. Рычаг двуплечный
5.10.17. Валик специальный (рисунок 5.165.)
Материал - сталь Ст5 по ГОСТ 380.
При ремонте разрешается наплавка изношенной поверхности, деф. 1.

Рисунок 5.165. Валик специальный
5.11. Хоппер-дозатор, вагон (хоппер) для горячих окатышей и агломерата
При ремонте вагона рекомендуется применять сварочные материалы, указанные в таблице 1 и в п. 3.5.1.1.
5.11.1. Кузов (рисунок 5.166.)
Материал - сталь 09Г2 по ГОСТ 19281, сталь Ст3 по ГОСТ 380.
При всех видах ремонта вагонов разрешается:
а) заварка трещин в стойках, деф. 1, и верхней обвязке с постановкой усиливающих накладок, а также замена поврежденной части верхней обвязки длиной не менее 0,5 м с постановкой на стыки усиливающих накладок;
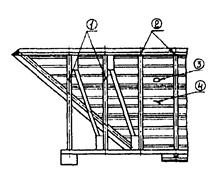
Рисунок 5.166. Кузов
б) приварка накладок на места обшивки с пробоинами или поврежденные коррозией, деф. 3, а также заварка трещин обшивы, деф. 4, длиной до 100 мм без постановки накладок.
Трещины длиной более 100 мм заваривают с постановкой накладок. На одном листе обшивки допускается не более двух накладок, площадью не более 0,3 м2 каждая. При коррозионном повреждении или выгорании металла по толщине более чем на 30 % обшивку заменяют на новую;
в) заварка излома стоек с постановкой усиливающей накладки;
г) восстанавливать оборванные сварные швы, приварка стоек к нижней и верхней обвязкам, деф. 2.
5.11.2. Рама
Материал - сталь 09Г2, 09Г2С, 09Г2Д по ГОСТ 19281.
При техническом обслуживании с отцеплением вагонов, деповском и капитальном ремонтах разрешается выполнение работ, приведенных в 5.5.
5.11.3. Коньки хребтовой балки (рисунок 5.167.)
Материал - сталь 09Г2 по ГОСТ 19281, сталь Ст3 по ГОСТ 380.
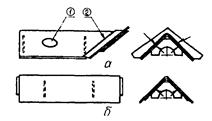
Рисунок 5.167. Коньки хребтовой балки:
а - крайний; б - средний
При всех видах ремонта вагонов разрешается:
а) заварка трещин или обрыва в сварных швах, деф. 2;
б) приварка накладок на места, поврежденные коррозией, деф. 1.
5.11.4. Крышка люка (рисунок 5.168.)
Материал - сталь 09Г2 по ГОСТ 19281, сталь Ст3 по ГОСТ 380.
При всех видах ремонта вагонов разрешается:
а) заварка трещин в обшивке, деф. 1;
б) приварка оборванных петель, деф. 2;
в) приварка не более двух накладок на места с пробоинами или поврежденные коррозией, деф. 3, с внутренней стороны крышки. Толщина накладок не менее 6 мм.
5.11.5. Тяга (рисунок 5.169.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) заварка трещин или других дефектов в сварных швах, деф. 1;
б) приварка к трубке нового стержня в случае износа или повреждения резьбы, деф. 2;
в) наплавка изношенных стенок отверстия, деф. 3, при диаметре более 17 мм или его заварка.
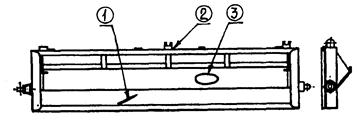
Рисунок 5.168. Крышка люка
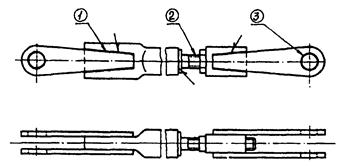
Рисунок 5.169. Тяга
5.11.6. Рычаг (рисунок 5.170.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается наплавка изношенных стенок отверстия при диаметре более 16,5 мм или постановка втулок с приваркой по торцам, деф. 1, или заварка отверстия.
5.11.7. Тяга (рисунок 5.171.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) наплавка изношенных стенок отверстия, деф. 1, или его заварка;
б) заварка трещин и других дефектов в сварных швах, деф. 2.
|
|
|
|
Рисунок 5.170. Рычаг |
Рисунок 5.171. Тяга |

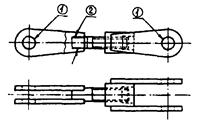
5.11.8. Рычаг (рисунок 5.172.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается наплавка изношенных стенок отверстия, деф. 1, при диаметре отверстия более 18,5 мм или его заварка.
5.11.9. Вилка (рисунок 5.173.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается наплавка изношенных стенок отверстия при диаметре более 17,5 мм, деф. 1, или его заварка.
|
|
|
|
Рисунок 5.172. Рычаг |
Рисунок 5.173. Вилка |
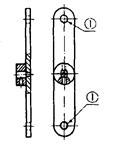
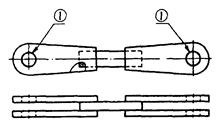
5.11.10. Подшипник (рисунок 5.174.)
Материал - сталь 15Л по ГОСТ 977.
При ремонте разрешается:
а) наплавка изношенной поверхности, деф. 1, или запрессовка втулки с наружным диаметром 95 мм и приварка ее по торцам;
б) заварка трещин в основании и ребрах, деф. 2.
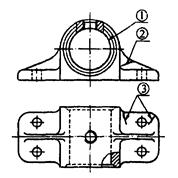
Рисунок 5.174. Подшипник
5.11.11. Рычаг поворотный (рисунок 5.175.)
Материал - сталь 20Л, 25Л, 35Л по ГОСТ 977.
При ремонте разрешается:
а) наплавка изношенных стенок пазов, деф. 1, при ширине паза более 25 мм;
б) наплавка изношенных поверхностей зуба, деф. 2, при износе более 5 мм;
в) заварка трещин, деф. 3.
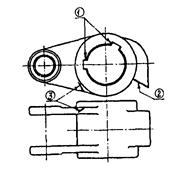
Рисунок 5.175. Рычаг поворотный
5.11.12. Вал (рисунок 5.176.)
Материал - сталь 45 по ГОСТ 1050.
При ремонте разрешается:
а) наплавка изношенной или поврежденной резьбы , деф. 1;
б) наплавка изношенных стенок пазов, деф. 2, при ширине шпоночного паза более 25 мм.
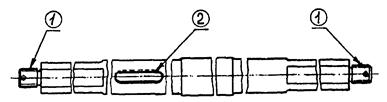
Рисунок 5.176. Вал
5.11.13. Рычаг (рисунок 5.177.)
Материал - сталь 09Г2 по ГОСТ 19281.
При ремонте разрешается:
а) наплавка изношенных стенок отверстия, деф. 1, при диаметре более 43 мм;
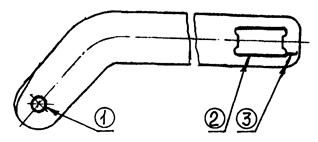
Рисунок 5.177. Рычаг
б) наплавка изношенных стенок отверстия, деф. 2, при его ширине более 72 мм;
в) заварка трещин, деф. 3.
5.11.14. Вилка поворота (рисунок 5.178.)
Материал - сталь 15Л, 20Л, 25Л по ГОСТ 977.
При ремонте разрешается:
а) наплавка стенок отверстия, деф. 1, при диаметре более 43 мм;
б) наплавка стенок квадратного отверстия, деф. 2;
в) заварка трещин, деф. 3.
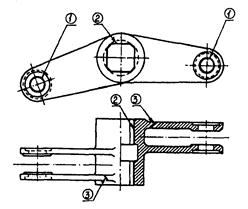
Рисунок 5.178. Вилка поворота
5.11.15. Рычаг (рисунок 5.179.)
Материал - сталь 15Л, 20Л, 25Л по ГОСТ 977.
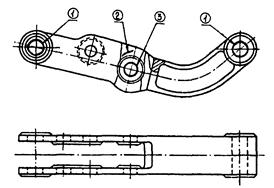
Рисунок 5.179. Рычаг
При ремонте разрешается:
а) заварка трещин, деф. 2;
б) наплавка изношенных стенок отверстий, деф. 1, 3, или постановка втулок в эти отверстия с приваркой их по торцам.
5.11.16. Кожух цилиндра (рисунок 5.180.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается приварка накладок на участки, пораженные коррозией, деф. 1, при оставшейся толщине менее 2 мм.
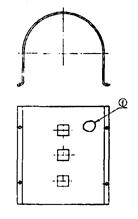
Рисунок 5.180. Кожух цилиндра
5.11.17. Шток (рисунок 5.181.)
Материал - сталь Ст5 по ГОСТ 380.
При ремонте разрешается наплавка изношенной или поврежденной резьбы, деф. 1.
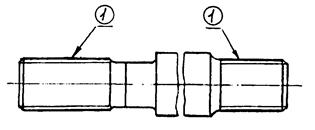
Рисунок 5.181. Шток
5.11.18. Головка штока (рисунок 5.182.)
Материал - сталь 25Л по ГОСТ 977.
При ремонте разрешается:
а) заварка трещин, деф. 1;
б) наплавка изношенных стенок отверстия, деф. 2;
в) наплавка изношенной или поврежденной резьбы, деф. 3.
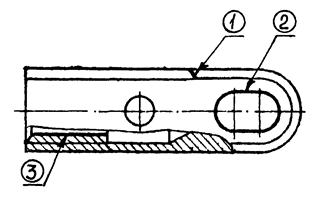
Рисунок 5.182. Головка штока
5.11.19. Защелка (рисунок 5.183.)
Материал - сталь 09Г2 по ГОСТ 19281.
При ремонте разрешается:
а) наплавка изношенных стенок отверстия, деф. 1;
б) наплавка изношенной поверхности, деф. 2, при ее износе более 5 мм.
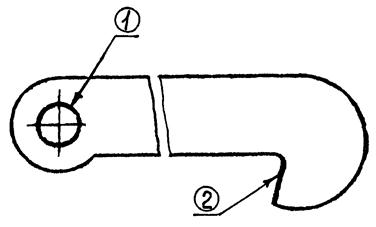
Рисунок 5.183. Защелка
5.11.20. Тяга (рисунок 5.184.)
Материал - сталь Ст3 по ГОСТ 380.
При ремонте разрешается:
а) наплавка изношенных стенок отверстий, деф. 1;
б) заварка трещин и других дефектов в сварных швах, деф. 2;
в) наплавка изношенной резьбы, деф. 3.
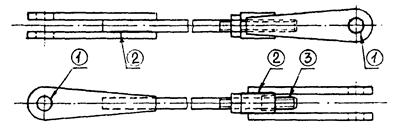
Рисунок 5.184. Тяга