Федеральная
служба по экологическому,
технологическому и атомному надзору
__________________
Серия 03
Документы межотраслевого применения
по вопросам промышленной безопасности
и охраны недр
Выпуск 54
ДОКУМЕНТЫ
СИСТЕМЫ АТТЕСТАЦИИ СВАРОЧНОГО ПРОИЗВОДСТВА
НА ОБЪЕКТАХ, ПОДКОНТРОЛЬНЫХ
ФЕДЕРАЛЬНОЙ СЛУЖБЕ ПО ЭКОЛОГИЧЕСКОМУ,
ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
(САСв РОСТЕХНАДЗОРА)
Аттестация сварочного оборудования
Москва
НТЦ «Промышленная безопасность»
2008
Ответственные составители:
Н.П. Алёшин, А.И. Прилуцкий, А.Н. Жабин, В.Н. Бродягин
Настоящие документы разработаны с учетом результатов анализа и систематизации опыта работ по аттестации сварочного оборудования (СО) в соответствии с Порядком применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов (РД 03-614-03) и содержат рекомендации, которые унифицируют методологию выполнения и оформления работ и разъясняют некоторые положения указанного документа с учетом специфики его применения для различных условий, в том числе для строительных объектов и объектов стального мостостроения.
Данные документы разработаны для применения взамен Рекомендаций по применению РД 03-614-03 выпуска 2006 г.
СОДЕРЖАНИЕ
|
Согласованы письмом Федеральной службы от 08.04.08 № КП-25/369 |
РЕКОМЕНДАЦИИ
по применению РД
03-614-03 (Порядок применения сварочного оборудования
при изготовлении, монтаже, ремонте и реконструкции технических устройств
для опасных производственных объектов)1
____________
1 Материалы подготовлены Национальным Агентством Контроля и Сварки (НАКС) с участием специалистов: Н.П. Алёшин, B.C. Котельников, А.А. Феоктистов, Н.П. Четверик, В.Ф. Лукьянов, А.И. Прилуцкий, А.Н. Жабин, С.С. Казаченок, А.Н. Жмотов, Э.А. Гладков, В.В. Авилкин, В.П. Бродягин, Т.В. Бродягина, В.М. Бычков, А.П. Выборнов, Е.М. Вышемирский, К.А. Ганусов, С.В. Головин, В.Ф. Емцев, Б.Ф. Демидов, С.А. Курланов, А.П. Ладыжанский, С.П. Нешумова, А.С. Орлов, Р.А. Перковский, Ю.П. Покладов, Б.Р. Рябиченко, А.И. Семенов.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящий документ составлен по результатам анализа и систематизации опыта работ по аттестации сварочного оборудования (СО) в соответствии с Порядком применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов (РД 03-614-03) и содержит рекомендации, которые разъясняют некоторые положения указанного документа и унифицируют методологию выполнения и оформления работ.
1.2. Рекомендации разработаны применительно к Перечню групп технических устройств опасных производственных объектов, сварка (наплавка) которых осуществляется аттестованными сварщиками с применением аттестованных сварочных материалов, сварочного оборудования и технологий сварки (наплавки). Документ может применяться также для иных объектов по согласованию с заявителем.
1.3. Документ предназначен для применения:
Национальным Агентством Контроля и Сварки (далее по тексту - НАКС) - при разработке организационно-методических документов и проведении экспертизы документов, представленных аттестационными центрами;
аттестационными центрами (далее по тексту - АЦ), включая аттестационные пункты, - при подготовке и проведении аттестации сварочного оборудования;
организациями-заявителями: производителями, поставщиками и потребителями сварочного оборудования, при подготовке к аттестации.
1.4. В комиссии АЦ по аттестации сварочного оборудования должно быть не менее трех специалистов. Состав комиссии должен быть сформирован таким образом, чтобы каждой заявленной к аттестации группе технических устройств и каждому виду СО соответствовала область деятельности, установленная в условиях действия аттестата соответствия АЦ, не менее трех членов комиссии.
1.5. В соответствии с п. 4.10 РД 03-614-03 руководитель АЦ должен информировать о проведении аттестации территориальный орган Ростехнадзора по месту проведения испытаний СО, представитель которого может участвовать в работе комиссии, осуществляя контроль соблюдения процедур проведения аттестации.
1.6. Рекомендуется применение положений настоящего документа согласовывать с организацией-заявителем перед проведением работ по аттестации.
2. ВИДЫ И ШИФРЫ СВАРОЧНОГО ОБОРУДОВАНИЯ
2.1. При аттестации СО, не содержащихся в таблицах п. 1.7 приложения 1 к РД 03-614-03, рекомендуется применять классификацию СО, приведенную в табл. 1.
Таблица 1
Виды сварочного оборудования
|
Назначение |
|
|
Е |
Оборудование для высокочастотной и индукционной сварки (наплавки) |
|
F |
Оборудование для электрошлаковой сварки (наплавки) |
|
G |
Оборудование для плазменной сварки (наплавки) |
|
Н |
Оборудование для пайки |
|
К |
Оборудование для прессовой и термопрессовой сварки |
|
L |
Оборудование для сварки (наплавки) высококонцентрированными источниками нагрева |
2.2. При выполнении аттестационных испытаний СО, приведенных в табл. 1, учитывают шифры и типы оборудования, представленные в табл. 2 - 9.
Таблица 2
Сварочное оборудование для дуговой сварки (вид А)
|
Тип СО |
Назначение |
|
|
А16 |
АДШ |
Автомат для дуговой приварки шпилек |
|
А17 |
АДП |
Автомат для дуговой сварки с принудительным формированием шва и газовой защитой |
|
А18 |
РПД |
Робот промышленный для дуговой сварки |
|
А19 |
А2Д |
Автомат двухдуговой для механизированной сварки под флюсом и в защитных газах |
|
А20 |
АМД |
Автомат многодуговой для сварки под флюсом и в защитных газах |
|
А21 |
АДМ |
Автомат для аргонодуговой сварки дугой, приводимый в движение магнитным полем |
Примечания: 1. Испытания сварочного оборудования А16 - А21 проводят совместно с источниками питания А1 - A3, А14, А15, необходимыми для процесса сварки.
2. Возможно применение для иных типов СО, соответствующих по назначению шифру СО.
Таблица 3
Сварочное оборудование для контактной сварки (вид С)
|
Шифр СО |
Тип СО |
Назначение |
|
С5 |
МКШ |
Машина для контактной приварки шпилек |
|
С6 |
РК |
Робот для контактной сварки |
Примечание. Возможно применение для иных типов СО, соответствующих по назначению шифру СО.
Таблица 4
Сварочное оборудование для высокочастотной сварки (наплавки) (вид Е)
|
Шифр СО |
Тип СО |
Назначение |
|
Е1 |
УКВ |
Установка с контактным вводом энергии ТВЧ |
|
Е2 |
УИВ |
Установка с индукционным вводом энергии ТВЧ |
|
Е3 |
УКИВ |
Установка с контактно-индукционным вводом энергии ТВЧ |
Примечание. Возможно применение для иных типов СО, соответствующих по назначению шифру СО.
Таблица 5
Сварочное оборудование для электрошлаковой сварки (наплавки) (вид F)
|
Шифр СО |
Тип СО |
Назначение |
|
F1 |
УОПЭ |
Установка с одним проволочным электродом |
|
F2 |
УНПЭ |
Установка с несколькими проволочными электродами |
|
F3 |
УПлЭ |
Установка с пластинчатыми электродами |
Примечание. Возможно применение для иных типов СО, соответствующих по назначению шифру СО.
Таблица 6
Сварочное оборудование для плазменной сварки (наплавки) (вид G)
|
Шифр СО |
Тип СО |
Назначение |
|
G1 |
УПР |
Установка для ручной сварки |
|
G2 |
УПМ |
Установка для механизированной сварки |
|
G3 |
УПА |
Установка для автоматической сварки |
|
G4 |
РПС |
Робот для плазменной сварки |
Примечание. Возможно применение для иных типов СО, соответствующих по назначению шифру СО.
Таблица 7
Сварочное оборудование для пайки (вид Н)
|
Шифр СО |
Тип СО |
Назначение |
|
H1 |
УПП |
Установка для пайки в печах |
|
Н2 |
УПИ |
Установка для индукционной пайки |
|
Н3 |
УПС |
Установка для пайки электросопротивлением |
|
Н4 |
УПД |
Установка для диффузионной пайки |
|
Н5 |
УПГ |
Установка для пайки газовым пламенем |
|
Н6 |
УПЭ |
Установка для электронно-лучевой пайки |
|
Н7 |
УПЛ |
Установка для лучевой пайки |
Примечание. Возможно применение для иных типов СО, соответствующих по назначению шифру СО.
Таблица 8
Сварочное оборудование для прессовой и термопрессовой сварки (вид К)
|
Шифр СО |
Тип СО |
Назначение |
|
К1 |
УСТ |
Установка сварки трением |
|
К2 |
УСВ |
Установка для сварки взрывом |
|
К3 |
УУС |
Установка для ультразвуковой сварки |
|
К4 |
УГП |
Установка для газопрессовой сварки |
|
К5 |
УДС |
Установка для диффузионной сварки |
|
Кб |
УХС |
Установка для холодной сварки |
Примечание. Возможно применение для иных типов СО, соответствующих по назначению шифру СО.
Таблица 9
Сварочное оборудование для сварки (наплавки) высококонцентрированными источниками нагрева (вид L)
|
Тип СО |
Назначение |
|
|
L1 |
УЭЛВВ |
Установка электронно-лучевая высоковакуумная |
|
L2 |
УЭЛПВ |
Установка электронно-лучевая с промежуточным вакуумом |
|
L3 |
УЛЭА |
Установка электронно-лучевая для сварки в атмосфере и защитных газах |
|
L4 |
УЛС |
Установка для лазерной сварки |
|
L5 |
УСС |
Установка для сварки световым лучом |
Примечание. Возможно применение для иных типов СО, соответствующих по назначению шифру СО.
3. ПЕРИОДИЧЕСКАЯ И ДОПОЛНИТЕЛЬНАЯ АТТЕСТАЦИЯ
3.1. Периодической аттестации подлежит СО после окончания срока действия первичной аттестации. При аттестации учитывается срок эксплуатации СО: при сроке эксплуатации до истечения срока службы оборудование аттестуется на 3 года, после истечения срока службы - на 1,5 года.
Срок службы СО указывается в паспорте завода-изготовителя. При отсутствии данных по сроку службы в паспорте срок службы принимают равным 6 годам. Срок эксплуатации СО исчисляется с момента ввода сварочного оборудования в эксплуатацию. Информацию о дате ввода в эксплуатацию сварочного оборудования заявитель предоставляет аттестационному центру в заявке на аттестацию.
В случае проведения технического диагностирования, подтверждающего работоспособность СО, в том числе после консервации (переконсервации), срок службы его может быть продлен.
3.2. При проведении дополнительной аттестации СО в соответствии с требованиями п. 1.6 приложения 1 к РД 03-614-03 допускается проводить испытания по сокращенной программе, включающей проверку дополнительных параметров СО. При этом в случае дополнительной аттестации только на новую группу (группы) технических устройств допускается не проводить первый и третий этапы специальных испытаний, а в случае дополнительной аттестации только на новый вид сварки допускается не проводить второй этап специальных испытаний.
3.3. При дополнительной аттестации СО в соответствии с п. 3.10 РД 03-614-03 выдается новое свидетельство об аттестации, в котором указаны новые области применения СО, при этом ранее выданное свидетельство об аттестации не утрачивает своей силы до окончания срока его действия.
4. ПРЕДСТАВЛЕНИЕ ДОКУМЕНТОВ ДЛЯ АТТЕСТАЦИИ СО
4.1. При аттестации зарубежного СО в соответствии с п. 1.1 приложения 1 к РД 03-614-03 вся документация должна представляться на русском языке.
4.2. Под производителем СО следует понимать юридическое лицо, которое занимается изготовлением СО. При аттестации сварочного оборудования производителя (СОпр) в качестве заявителей могут выступать поставщики (продавцы) СО, уполномоченные производителем на действия, связанные с аттестацией СО в установленном порядке. В таком случае заявитель представляет все документы от имени производителя, протокол аттестации и свидетельство об аттестации СОпр оформляются на организацию-производитель СО.
В иных случаях на представляемое для аттестации поставщиком (продавцом) СО протокол аттестации и свидетельство об аттестации СО оформляются на организацию-заявителя (поставщика, продавца СО). При этом может быть аттестовано только СО, представленное заявителем на аттестационные испытания.
4.3. При отсутствии у потребителя паспорта (например, был утерян, не получен при покупке и т.д.) потребитель СО может составить дубликат паспорта. При его составлении используется образец паспорта на однотипное оборудование.
После получения положительных результатов аттестационных испытаний аттестационным центром на основании данных проведенных испытаний подтверждается достоверность технических характеристик СО, приведенных в паспорте.
5. СПЕЦИАЛЬНЫЕ ИСПЫТАНИЯ СО
5.1. При проверке соответствия СО требованиям безопасной эксплуатации, приведенной в паспорте СО, и проверке соответствия требованиям НД результаты проверки требованиям пп. 2.2.2, 2.2.3, 2.2.5 - 2.2.9, 2.2.12, 2.2.15 приложения 1 к РД 03-614-03 заносят в протокол аттестации отдельными строками.
Необходимость проверки соответствия СО требованиям пп. 2.2.2, 2.2.7, 2.2.12 определяется аттестационной комиссией, исходя из заявленных условий аттестации, а в протоколе записывают результаты проверок или отмечают, что проверка не требуется по условиям эксплуатации СО.
5.2. Третий этап специальных испытаний заключается в проверке электрических, механических и пневмогидравлических систем сварочного оборудования на соответствие данным, приведенным в паспорте или инструкции по эксплуатации.
5.3. При проведении испытаний необходимо использовать методики испытаний контролируемых параметров, указанных в РД 03-614-03. В соответствии с п. 3 методик испытаний контролируемых параметров, приведенных в п. 2.4 приложения 1 к РД 03-614-03, параметры сети переменного тока при подключении СО для испытаний должны соответствовать значениям, указанным в паспорте, но не должны превышать номинальные значения по напряжению на +5 %, -10 %, а по частоте - ±2 %, о чем должны быть сделаны соответствующие записи в протоколе аттестации.
5.4. Параметры, предусмотренные РД 03-614-03 и настоящими Рекомендациями, проверяются для соответствующих видов СО независимо от того, указаны они в паспорте СО или нет. При аттестации СОпр аттестационный центр в процессе подготовке к испытаниям должен направить рекомендации производителю о необходимости внесения соответствующих характеристик в паспорт СО.
6. ПРАКТИЧЕСКИЕ ИСПЫТАНИЯ СО
6.1. Практические испытания проводятся на контрольных сварных соединениях (КСС) для определенного вида сварки и заключаются в оценке показателей сварочных свойств СО при выполнении КСС и оценке качества швов.
6.2. Свариваемые и присадочные (или наплавочные) материалы должны иметь сертификат завода-изготовителя сварочных материалов. Перед проведением аттестации электроды должны быть просушены.
7. АТТЕСТАЦИЯ ПАРТИИ СО
7.1. При аттестации партии СО испытания выполняются на образцах СО, отобранных из партии однотипного СО.
7.2. Под партией однотипного СОпр следует понимать оборудование одного типа (марки), выпущенное конкретным производителем по одним техническим условиям (ТУ), с одинаковыми основными техническими данными, для одинаковых видов сварки. Возможно объединение в одну партию СО одного типа различной модификации при наличии единой технической документации на изготовление и эксплуатацию (паспорт, инструкция по эксплуатации). При этом в выборке должны присутствовать в равных долях все модификации аттестуемого СО.
7.3. При аттестации партии СОпр, когда заводские номера не могут быть заранее известны, каждой единице СО в партии присваиваются аттестационные номера при оформлении свидетельства об аттестации в НАКС. Аттестационный центр должен передать производителю заверенные копии свидетельства об аттестации и пломбы (наклейки) в количестве, равном количеству аттестованного оборудования, вписав в копии свидетельств и пломбы аттестационный номер для каждой единицы СОпр. Производитель после получения свидетельства об аттестации по мере выпуска (реализации) СОпр должен вписывать заводские номера в соответствующие копии свидетельств об аттестации и заверять запись печатью, а также должен вписать заводские номера в пломбы, установив их на СО, и передать оборудование и копию свидетельства потребителю.
При этом партия однотипного оборудования группируется с учетом года выпуска и срока службы, указанного в паспорте: до окончания срока службы - одна партия (которая должна проходить периодическую аттестацию каждые 3 года) и после окончания срока службы - другая партия (которая должна проходить периодическую аттестацию каждые 1,5 года). При отсутствии указаний в паспорте по сроку службы оборудования разделение по группам однотипности производится: до 6 лет с даты выпуска - одна партия и свыше 6 лет - другая партия.
8. ОФОРМЛЕНИЕ ДОКУМЕНТОВ ПРИ АТТЕСТАЦИИ СО
8.1. Протокол аттестации СОпр должен содержать сведения, необходимые для оформления свидетельств об аттестации СОпр:
номер протокола (установленной формы);
дату оформления протокола;
наименование организации-производителя (в соответствии с регистрационными документами);
юридический адрес организации-производителя (в соответствии с регистрационными документами);
фактический адрес производства СО;
место проведения специальных и практических испытаний;
шифр СОпр;
марку СОпр;
количество СОпр в партии;
количество испытанного СОпр;
заводские номера представленного для аттестации и испытанного СОпр;
виды (способы) сварки;
группы технических устройств;
срок действия аттестации;
данные о первичной аттестации (при дополнительной или внеочередной аттестации);
наименование организации-заявителя* (в соответствии с регистрационными документами).
_______________
* В случае аттестации по заявке организации, уполномоченной производителем на данные действия в установленном порядке.
8.2. Протокол аттестации СОпо должен содержать сведения, необходимые для оформления свидетельств об аттестации СОпо:
номер протокола (установленной формы);
дату оформления протокола;
полное наименование организации-потребителя (поставщика);
юридический адрес организации-потребителя (поставщика);
место проведения специальных и практических испытаний;
шифр СОпо;
марку СОпо;
количество СОпо в партии;
количество испытанного СОпо;
заводские (аттестационные) номера СОпо;
наименование организации-производителя (при наличии сведений в паспорте СО);
виды (способы) сварки;
группы технических устройств;
срок действия аттестации;
данные о первичной аттестации (при дополнительной, периодической или внеочередной аттестации).
8.3. Методические материалы, разъясняющие порядок формирования и унифицирующие содержание документации, оформляемой в процессе проведения аттестации сварочного оборудования, а также необходимая справочная информация приведены в приложении 1.
Приложение 1
Методические материалы и справочная информация по оформлению документов при аттестации сварочного оборудования
1. Общие положения
1.1. Методические материалы разработаны на основании анализа:
действующей нормативной документации (НД) по сварке (наплавке) при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов;
российских, европейских и мировых стандартов по сварочному производству;
опыта проведения аттестации сварочного оборудования, выполняемой аттестационными центрами.
2. Дополнительное сварочное оборудование
2.1. При аттестации СО различают:
основное СО;
дополнительное СО.
2.2. Основное СО с разбивкой по видам и типам определено РД 03-614-03 и рекомендациями по их применению.
2.3. К дополнительному СО относятся самостоятельные блоки (узлы), используемые при производстве сварочных работ, без которых невозможны проведение испытаний и, следовательно, аттестация СО, в том числе сварка контрольных сварных соединений при аттестации СО.
Под дополнительным оборудованием понимаются, например:
устройства для подготовки к сварке и подачи активных и защитных газов (подогреватели, осушители газов, смесители, редукторы-расходомеры и ротаметры);
регуляторы тока (балластные реостаты);
блоки ограничения напряжения холостого хода (отдельные блоки, подсоединяемые к источникам питания при необходимости выполнения работ в особо опасных условиях);
осцилляторы и стабилизаторы горения дуги в виде отдельных блоков;
системы охлаждения рабочего инструмента (помпы охлаждения горелок, плазмотронов и т.д.);
технологическая оснастка (сварочные стенды, сварочные приспособления, центраторы, гидропневмоприжимы, токоподводы и т.д.);
однокоординатные и многокоординатные манипуляторы свариваемого изделия или сварочного инструмента (вращатели, кантователи, роликовые стенды, колонны, велосипедные и глагольные тележки и т.д.);
модули колебаний и ориентации рабочего органа относительно стыка (сканаторы, системы наведения на стык и т.д.);
баллоны с газом, ацетиленовые генераторы, газовые редукторы, предохранительные устройства, рукава;
оборудование и устройства для термообработки и подогрева.
К дополнительному оборудованию не относятся контрольно-измерительные приборы, электростанции, средства индивидуальной защиты.
2.4. Дополнительное оборудование, включенное в заявку на аттестацию, проходит визуальный контроль при специальных испытаниях по третьему этапу с указанием результатов испытаний в протоколе [аналогично п. 2.8 Технологического регламента проведения аттестации сварочного оборудования (приложение 1 к РД 03-614-03)].
По решению членов аттестационной комиссии в целях проверки технических характеристик дополнительного сварочного оборудования на соответствие паспортным данным могут быть назначены дополнительные испытания по первому и второму этапам специальных испытаний с указанием результатов испытаний в протоколе.
В том случае, когда дополнительное оборудование отражается в маркировке основного сварочного оборудования в виде буквенных или цифровых символов (после дроби, дефиса, пробела) или в модификациях СОпр, рекомендуется в протоколе аттестации отражать эти обозначения в ссылке к таблице выводов аттестационной комиссии.
3. Виды аттестационных испытаний
Дополнительную аттестацию проводят при расширении области использования на другие группы технических устройств опасных производственных объектов или другие способы сварки, при этом специальные и практические испытания выполняют только для соответствующих областей расширения.
Например, если свидетельство, оформленное при первичной аттестации сварочного оборудования KEMPOMIG-3200, выдано только на способ сварки МП, а через 2 года подана заявка на дополнительную аттестацию того же оборудования на способ РД, оформляется новое свидетельство об аттестации на 3 года (для оборудования сроком эксплуатации до 6 лет), по прошествии 1 года будет действительно только новое свидетельство на способ РД.
4. Документы, представляемые для аттестации СО
4.1. Производитель СО представляет в АЦ следующие документы:
заявку на проведение аттестации СОпр;
техническую документацию (ТУ и др.) в соответствии с требованиями ГОСТ 15.001-88 «Система разработки и постановки продукции на производство», ГОСТ 2.114-95 «ЕСКД. Технические условия»;
паспорта на сварочное оборудование или руководства (инструкции) по эксплуатации, содержащие сведения, соответствующие требованиям п. 1.1 приложения 1 к РД 03-614-03;
копии сертификатов (при наличии).
4.2. Потребитель сварочного оборудования представляет в АЦ следующие документы:
заявку на проведение аттестации СОпо;
паспорт на сварочное оборудование или руководство (инструкцию) по эксплуатации (для импортного оборудования);
журнал учета состояния сварочного оборудования, содержащий данные о проверке и ремонте СО, его перемещениях и поверке контрольно-измерительной аппаратуры.
Примеры оформления соответствующих документов приведены ниже.
Пример оформления заявки на аттестацию СОпр
Бланк предприятия
Исх. № 193 от 15.09.05 г.
ЗАЯВКА
на проведение аттестации партии сварочного оборудования производителя
|
Наименование организации с указанием юридического адреса, телефона, факса |
ОАО «Приборный завод «УНИВЕРСАЛ» 111243, г. Уфа, ул. Строителей, д. 7 Тел./факс (347) 464-86-12 |
|
|
Дата и номер регистрации заявки в АЦ |
№ АЦСО-2-00143 от 19.01.08 г. |
|
|
1. Общие сведения об оборудовании |
||
|
1.1 |
Наименование оборудования (марка, тип оборудования, заводской номер) |
ВД306У3, тип A3 - выпрямитель для ручной дуговой сварки, зав. № с 5520 по 5579 |
|
1.2 |
Год выпуска |
2008 г. |
|
1.3 |
Объем партии |
60 шт. |
|
1.4 |
Сертификат соответствия РФ |
№ РОСС.RU.ЧЦ07.В.00035, действителен до 03.05.09 г. |
|
1.5 |
Аттестат, выданный головной организацией отрасли |
Отсутствует |
|
2. Аттестационные требования |
||
|
2.1 |
Вид аттестации сварочного оборудования |
Первичная |
|
2.2 |
Вид (способ) сварки (наплавки) |
РД |
|
2.3 |
Нормативные документы на сварочное оборудование (ГОСТ, ОСТ, ТУ и др.) |
ГОСТ 13821-77, ТУ 12-221-9991 |
|
2.4 |
Группы технических устройств, для работы на которых аттестуется СО и для сварки каких материалов (группы материалов) |
Газовое оборудование (ГО) Группа материалов: М01, М11 |
|
Руководитель организации заявителя ___________________ Фамилия И.О. м. п. (подпись) |
Примечания: 1. Номер заявки присваивается аттестационным центром.
2. Объем партии определяется заявителем с учетом программы выпуска в год.
3. К заявке АЦ составляет сведения для проведения аттестационных испытаний партии СОпр.
Пример выбора единиц СОпр из партии
к заявке № АЦСО-2-00143 от 19.01.08 г.
Сведения для проведения аттестационных испытаний партии СОпр
|
СО № |
Наименование оборудования (марка оборудования) |
ТУ |
Паспорт № (заводской номер) |
Дата выпуска (год, месяц, число) |
|
1 |
Выпрямитель для дуговой сварки - ВД-306 У3 |
ТУ 12-221-9991 |
№ 5521 |
10.01.08 |
|
2 |
Выпрямитель для дуговой сварки - ВД-306 У3 |
ТУ 12-221-9991 |
№ 5526 |
11.01.08 |
|
3 |
Выпрямитель для дуговой сварки - ВД-306 У3 |
ТУ 12-221-9991 |
№ 5530 |
12.01.08 |
Примечание. При предоставлении на аттестацию партии СОпр выборка единиц оборудования для проведения аттестационных испытаний проведена случайным образом.
|
Руководитель организации заявителя ___________________ Фамилия И.О. м. п. (подпись) |
Пример оформления заявки на аттестацию СОпо
Бланк предприятия
Исх. № 193 от 14.02.08 г.
ЗАЯВКА
на проведение аттестации партии сварочного оборудования потребителя
|
Наименование организации с указанием юридического адреса, телефона, факса |
ООО «Луч», 100508, г. Москва, ул. Промышленная, д. 1 Тел./факс (495) 166-12-32 |
|
Дата и номер регистрации заявки в АЦ |
№ АЦСО-28-00097 от 15.02.08 г. |
|
1. Общие сведения об оборудовании |
Год выпуска, зав. № |
Дата ввода в эксплуатацию, инв. № |
|||
|
1.1 |
Наименование оборудования (марка, тип оборудования) |
СО № 1 |
Выпрямитель ВД306, тип A3 |
1999, № 20 |
1999, № 1 |
|
СО № 2 |
Выпрямитель ВД306, тип A3 |
1999, № 22 |
1999, № 2 |
||
|
CO № 3 |
Выпрямитель Мастер ТИГ 2500, тип A3 |
2002, № 240 |
2002, № 3 |
||
|
CO № 4 |
Полуавтомат ПДГ-303, тип А5 |
2002, № 370 |
2002, № 4 |
||
|
СО № 5 |
Полуавтомат ПДГ-303, тип А5 |
2002, № 392 |
2002, № 5 |
||
|
СО № 6 |
Полуавтомат ПДГ-303, тип А5 |
2002, № 652 |
2002, № 6 |
||
|
1.2 |
Сертификат соответствия РФ |
СО № 1 |
Отсутствует |
||
|
СО № 2 |
Отсутствует |
||||
|
СО № 3 |
№ РОСС.RU.ЧЦ07.В.00732, срок действия с 03.08.06 г. по 03.08.09 г. |
||||
|
CO № 4 |
Отсутствует |
||||
|
СО № 5 |
Отсутствует |
||||
|
СО № 6 |
Отсутствует |
||||
|
1.3 |
Аттестат, выданный головной организацией отрасли |
Отсутствует |
|||
|
2. Аттестационные требования |
|||||
|
2.1 |
Вид аттестации |
Первичная |
|||
|
2.2 |
Вид (способ) сварки (наплавки) |
СО № 1 |
РД |
||
|
CO № 2 |
РД |
||||
|
СО № 3 |
РД, РАД |
||||
|
СО № 4 |
МП |
||||
|
СО № 5 |
МП |
||||
|
СО № 6 |
МП |
||||
|
2.3 |
Нормативные документы на сварочное оборудование (ГОСТ, ОСТ, ТУ и др.) |
||||
|
2.4 |
Группы технических устройств, для работы на которых аттестуется СО и для сварки каких материалов (группы материалов) |
Газовое оборудование (ГО) Группа материалов: М01 |
|||
|
Руководитель организации заявителя ___________________ Фамилия И.О. м. п. (подпись) |
Примечания: 1. Заявка составляется в двух экземплярах.
2. Номер заявки присваивается аттестационным центром.
3. В содержание заявки включается все оборудование потребителя, используемое на опасных производственных объектах.
К заявке АЦ составляет сведения для проведения аттестационных испытаний партий СОпо.
Пример выбора единиц СОпо из партии и разбивка по году ввода в эксплуатацию до 6 лет и более
к заявке № АЦСО-28-00097 от 15.02.08г.
Сведения для проведения аттестационных испытаний партий СОпо
|
№ п/п |
Наименование оборудования (марка оборудования) |
Дата выпуска |
Паспорт № (заводской номер) |
Дата ввода в эксплуатацию |
Инвентарный номер |
Ф.И.О., должность ответственного лица |
|
Выборка из 1-й партии |
Сидоров И.И., инженер |
|||||
|
1 |
ВД 306 |
1999 |
№ 20 |
20.02.99 |
№ 1 |
|
|
2 |
ВД 306 |
1999 |
№ 22 |
21.01.99 |
№ 2 |
|
|
Выборка из 2-й партии |
||||||
|
3 |
Выпрямитель Мастер ТИГ 2500 |
2002 |
№ 240 |
20.03.02 |
№ 3 |
|
|
Выборка из 3-й партии |
||||||
|
4 |
Полуавтомат, ПДГ-303 |
2002 |
№ 370 |
20.02.02 |
№ 4 |
|
|
5 |
Полуавтомат, ПДГ-303 |
2002 |
№ 652 |
21.01.02 |
№ 6 |
|
Примечания: 1. Представленное к аттестации СО группируется по шифрам СО и по году выпуска (до 6 лет и более 6 лет).
2. На каждую группу составляется отдельный перечень единиц сварочного оборудования потребителя, заносимый в отдельный протокол аттестации.
4.3. При отсутствии у потребителя паспорта (например, был утерян, не получен при покупке и т.д.) потребитель СО может составить дубликат паспорта. При его составлении используется образец паспорта на однотипное оборудование.
После получения положительных результатов аттестационных испытаний аттестационным центром на основании данных проведенных испытаний подтверждается достоверность сведений паспорта.
5. Специальные испытания СО
5.1. В соответствии с Технологическим регламентом проведения аттестации сварочного оборудования (приложение 1 к РД 03-614-03) проводятся специальные и практические испытания.
5.2. Первый этап специальных испытаний заключается в проверке представленной заявителем документации на соответствие требованиям НД на изготовление и эксплуатацию данного вида сварочного оборудования по параметрам, контроль которых предусмотрен в РД 03-614-03. Проверяется также комплектность СО в соответствии с данными паспорта, с учетом дополнительного оборудования, необходимого при аттестации для заявленных способов сварки (наплавки).
Нормативно-техническая документация, используемая при проведении первого этапа специальных испытаний, подразделяется на общую нормативную документацию по шифрам СО и производственно-техническую документацию (табл. 1.1).
Таблица 1.1
Производственно-техническая документация (для первого этапа)
|
Производственно-техническая документация |
|
|
СОпр |
1. Технические условия (ТУ) (на русском языке). 2. Паспорт или руководство (инструкция) по эксплуатации (на русском языке) |
|
СОпо |
1. Паспорт или руководство (инструкция) по эксплуатации (на русском языке). 2. Журнал учета состояния сварочного оборудования |
5.3. Второй этап специальных испытаний заключается в проверке соответствия сварочного оборудования требованиям нормативной документации с учетом заявленных условий.
Например:
а) для ручной дуговой сварки стальных конструкций могут использоваться в зависимости от марки применяемых электродов источники питания как переменным (сварочные трансформаторы), так и постоянным (сварочные преобразователи и выпрямители) током. В то же время при ремонте сварных соединений трубных систем котлов и паропроводов в период эксплуатации в качестве питания сварочной дуги могут быть использованы только сварочные преобразователи постоянного тока или сварочные выпрямители;
б) в соответствии с требованиями ПБ 12-529-03, ПБ 12-609-03, ПБ 08-622-03, ПБ 12-368-00, ПБ 09-592-03 пост для газовой сварки должен включать обратный клапан;
в) в соответствии с положениями стандарта ГОСТ Р МЭК 60974-1-2004 допустимые значения номинального напряжения холостого хода сварочных источников питания для среды с повышенной опасностью поражения электрическим током должны быть не более:
113 В (пиковое значение постоянного тока);
68 В (пиковое значение переменного тока);
48 В (среднеквадратичное значение).
В случае если указанные значения не превышены, блок ограничения напряжения холостого хода БУ6 должен снижать напряжение холостого хода до 12 В эффективного значения в течение 1 с, если вышеуказанные значения превышены, то блок БУ6 должен срабатывать в течение не более чем за 0,3 с.
5.4. При проведении испытаний по третьему этапу для сварочного оборудования типов A-L измеряются следующие параметры в соответствии с табл. 1.2 - 1.11.
Таблица 1.2
Контролируемые параметры СО для дуговой сварки вида А
|
Наименование контролируемого параметра СО |
Тип СО |
|||||||||||||||||||||
|
А1 |
А2 |
A3 |
А4 |
А5 |
А6 |
А7 |
А8 |
А9 |
А10 |
А11 |
А12 |
А13 |
А14 |
А15 |
А16 |
А17 |
А18 |
А19 |
А20 |
А21 |
||
|
1 |
Номинальный сварочный ток, А |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
2 |
Пределы регулирования сварочного тока и параметров импульсов, А, с |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
3 |
Напряжение питающей сети, В |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
4 |
Напряжение холостого хода, В |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
5 |
Режим работы, ПН %, ПВ % |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
6 |
Вид внешней статической характеристики |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
7 |
Скорость подачи электродной (сварочной) проволоки, м/с |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
+ |
+ |
- |
|
8 |
Скорость сварки, м/с |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
|
9 |
Перемещение сварочной головки (электрода), м |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
|
10 |
Расход защитного газа, л/мин |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
|
11 |
Габаритные размеры, м |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
12 |
Масса, кг |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
13 |
Напряженность магнитного поля, Гс |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
|
14 |
Знакопеременность магнитного поля, +/-, постоянное |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
|
15 |
Частота магнитного поля, Гц |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
Таблица 1.3
Контролируемые параметры СО для газовой сварки вида В
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
|
|
В1 |
В2 |
||
|
1 |
Проверка герметичности (емкостей, шлангов, запорной арматуры) |
+ |
+ |
|
2 |
Проверка инжектирующей способности горелки |
+ |
+ |
|
3 |
Определение усилия на маховичках при уплотнении и регулировании, а также времени перекрытия газовых каналов |
+ |
+ |
|
4 |
Определение расхода горючего газа и рабочих давлений |
+ |
+ |
|
5 |
Проверка стабильности горения пламени |
+ |
+ |
|
6 |
Определение массы и габаритов горелки |
+ |
+ |
Таблица 1.4
Контролируемые параметры СО для контактной сварки вида С
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
|||||
|
С1 |
С2 |
С3 |
С4 |
С5 |
С6 |
||
|
1 |
Род тока, величина наибольшего вторичного тока, кА |
+ |
+ |
+ |
+ |
+ |
+ |
|
2 |
Номинальный длительный вторичный ток, кА |
- |
+ |
+ |
+ |
+ |
+ |
|
3 |
Усилие сжатия (ковочное для машин с переменным усилием), кН |
+ |
+ |
+ |
- |
+ |
+ |
|
4 |
Усилие осадки, кН |
- |
- |
- |
+ |
+ |
+ |
|
5 |
Длительность прохождения сварочного тока, с |
+ |
+ |
+ |
- |
+ |
+ |
|
6 |
Наибольшие вертикальное и взаимное смещение электродов, мм |
+ |
- |
+ |
- |
+ |
+ |
|
7 |
Допуск параллельности контактных поверхностей плит, мм |
- |
+ |
- |
- |
- |
- |
|
8 |
Диапазон линейных скоростей роликовых электродов, м/с |
- |
- |
+ |
- |
- |
- |
|
9 |
Давление охлаждающей воды, МПа |
+ |
+ |
+ |
+ |
+ |
+ |
Таблица 1.5
Контролируемые параметры СО для сварки полимерных материалов вида D
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
|||
|
D1 |
D2 |
D3 |
D4 |
||
|
1 |
Напряжение питания, В |
+ |
- |
+ |
+ |
|
2 |
Сварочное напряжение, В |
- |
- |
+ |
+ |
|
3 |
Степень автоматизации и режимы сварки |
+ |
+ |
+ |
+ |
|
4 |
Протоколирование процесса |
- |
- |
+ |
+ |
|
5 |
Потребляемая мощность, кВт |
+ |
- |
+ |
+ |
|
6 |
Точность установки соосности труб |
- |
- |
- |
+ |
|
7 |
Время сварки, с |
- |
- |
+ |
+ |
|
8 |
Усилие сопротивления, МПа |
- |
- |
- |
+ |
|
9 |
Усилие сжатия, МПа |
- |
- |
- |
+ |
|
10 |
Распределение усилия сжатия |
- |
- |
- |
+ |
|
11 |
Точность торцовки труб, мм |
- |
- |
- |
+ |
|
12 |
Температура в зоне сварки, °С |
+ |
+ |
+ |
+ |
Таблица 1.6
Контролируемые параметры СО для высокочастотной сварки типа Е
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
||
|
Е1 |
Е2 |
Е3 |
||
|
1 |
Мощность колебательная, кВт |
+ |
+ |
+ |
|
2 |
Частота рабочая, МГц |
+ |
+ |
+ |
|
3 |
Предел регулирования частоты, МГц |
+ |
+ |
+ |
|
4 |
Напряжение питающей сети, В |
+ |
+ |
+ |
|
5 |
Мощность, потребляемая от сети, кВт |
+ |
+ |
+ |
|
6 |
Напряжение анодное, кВ |
+ |
+ |
+ |
|
7 |
Ток анодный, А |
+ |
+ |
+ |
|
8 |
Ток сеточный, А |
+ |
+ |
+ |
|
9 |
Коэффициент полезного действия генератора, % |
+ |
+ |
+ |
|
10 |
Рабочее усилие, Н |
+ |
+ |
+ |
|
11 |
Габаритные размеры, м |
+ |
+ |
+ |
|
12 |
Масса, кг |
+ |
+ |
+ |
Таблица 1.7
Контролируемые параметры СО для электрошлаковой сварки типа F
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
||
|
F1 |
F2 |
F3 |
||
|
1 |
Номинальный сварочный ток, А |
+ |
+ |
+ |
|
2 |
Пределы регулирования сварочного тока, А |
+ |
+ |
+ |
|
3 |
Напряжение питающей сети, В |
+ |
+ |
+ |
|
4 |
Напряжение холостого хода, В |
+ |
+ |
+ |
|
5 |
Режим работы, ПВ %, ПН % |
+ |
+ |
+ |
|
6 |
Скорость подачи сварочной проволоки, м/с |
+ |
+ |
+ |
|
7 |
Скорость сварки, м/мин |
+ |
+ |
+ |
Таблица 1.8
Контролируемые параметры СО для плазменной сварки типа G
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
|||
|
G1 |
G2 |
G3 |
G4 |
||
|
1 |
Номинальный сварочный ток, А |
+ |
+ |
+ |
+ |
|
2 |
Пределы регулирования сварочного тока и параметров импульсов, А |
+ |
+ |
+ |
+ |
|
3 |
Напряжение питающей сети, В |
+ |
+ |
+ |
+ |
|
4 |
Напряжение холостого хода, В |
+ |
+ |
+ |
+ |
|
5 |
Режим работы, ПВ %, ПН % |
+ |
+ |
+ |
+ |
|
6 |
Скорость подачи присадочной проволоки, м/с |
- |
+ |
+ |
+ |
|
7 |
Скорость сварки, м/мин |
- |
- |
+ |
+ |
|
8 |
Расход защитного газа, л/мин |
+ |
+ |
+ |
+ |
|
9 |
Расход плазмообразующего газа, л/мин |
+ |
+ |
+ |
+ |
Таблица 1.9
Контролируемые параметры СО для пайки типа Н
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
|||
|
H1 |
Н2 |
Н3 |
Н4 |
||
|
Оборудование для пайки в печах, индукционной, электросопротивлением и диффузионной пайки (H1 - H4) |
|||||
|
1 |
Номинальная мощность установки, кВт |
+ |
+ |
+ |
+ |
|
2 |
Мощность холостого хода, кВт |
+ |
+ |
+ |
+ |
|
3 |
Режим работы, ПВ %, ПН % |
+ |
+ |
+ |
+ |
|
4 |
Напряжение, частота питающей сети, В, Гц |
+ |
+ |
+ |
+ |
|
5 |
Рабочее напряжение, В |
+ |
+ |
+ |
- |
|
6 |
Номинальный ток, А |
+ |
+ |
+ |
- |
|
7 |
Пределы регулирования тока, А |
+ |
+ |
+ |
- |
|
8 |
Рабочая частота, кГц |
- |
+ |
- |
- |
|
9 |
Пределы регулирования частоты, кГц |
- |
+ |
- |
- |
|
10 |
Температура, °С: |
||||
|
рабочая |
+ |
+ |
+ |
+ |
|
|
максимальная |
+ |
+ |
+ |
- |
|
|
11 |
Пределы регулирования температуры, °С |
+ |
+ |
+ |
- |
|
12 |
Точность поддержания температуры, % |
+ |
+ |
+ |
+ |
|
13 |
Время разогрева печи до рабочей температуры, ч |
+ |
- |
- |
+ |
|
14 |
кпд, % |
+ |
+ |
+ |
+ |
|
15 |
Рабочая атмосфера пайки: |
||||
|
контролируемая |
+ |
+ |
- |
+ |
|
|
вакуум |
+ |
+ |
- |
+ |
|
|
атмосфера |
- |
+ |
+ |
- |
|
|
16 |
Расход азота, м3/ч |
+1 |
+1 |
- |
+1 |
|
17 |
Вакуум, Па |
+1 |
+1 |
- |
+1 |
|
18 |
Усилие осадки, Н |
- |
- |
+ |
+ |
|
19 |
Габариты паяемых деталей (диапазон), мм |
+ |
+ |
+ |
+ |
|
20 |
Размеры рабочего пространства, мм |
+ |
+ |
+ |
+ |
|
Оборудование для газопламенной пайки (тип Н5) |
|||||
|
1 |
Проверка герметичности (емкостей, шлангов, запорной арматуры) |
||||
|
2 |
Проверка инжектирующей способности горелки |
||||
|
3 |
Определение усилия на маховичках при уплотнении и регулировании, а также времени перекрытия газовых каналов, Н |
||||
|
4 |
Определение расхода горючего газа и рабочих давлений, л/мин |
||||
|
5 |
Проверка стабильности горения пламени, % |
||||
|
6 |
Время пайки, с |
||||
___________
1 Для печей с контролируемой атмосферой или в вакууме.
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
|||
|
H1 |
Н2 |
Н3 |
Н4 |
||
|
Оборудование для электронно-лучевой пайки (тип Н6) |
|||||
|
1 |
Максимальная мощность электронного пучка, Вт |
||||
|
2 |
Ускоряющее напряжение, В |
||||
|
3 |
Напряжение, частота питающей сети, В, Гц |
||||
|
4 |
Режим работы, ПВ %, ПН % |
||||
|
5 |
Диапазон изменения тока электронного пучка, мА |
||||
|
6 |
Диапазон изменения тока фокусировки, мА |
||||
|
7 |
Диапазон изменения тока отклоняющих линз, мА |
||||
|
8 |
Точность позиционирования, мм |
||||
|
9 |
Скорость сканирования лучом, мм/с |
||||
|
10 |
Время пайки, с |
||||
|
11 |
Потребляемая мощность, кВт |
||||
|
Оборудование для пайки лазером (тип Н7) |
|||||
|
1 |
Длина волны излучения, мкм |
||||
|
2 |
Режим работы (непрерывный, импульсный) |
||||
|
3 |
Энергия импульса излучения, Дж |
||||
|
4 |
Длительность импульса излучения, мс |
||||
|
5 |
Частота следования импульсов излучения, Гц |
||||
|
6 |
Средняя мощность излучения, Вт |
||||
|
7 |
Пиковая мощность излучения, кВт |
||||
|
8 |
Время пайки, с |
||||
|
9 |
Режим работы, ПВ %, ПН % |
||||
|
10 |
Количество мод излучения |
||||
|
11 |
Размеры зоны обработки, мм |
||||
|
12 |
Точность позиционирования, мкм |
||||
|
13 |
Напряжение питания, В |
||||
|
14 |
Потребляемая мощность, кВт |
||||
|
15 |
КПД, % |
||||
Таблица 1.10
Контролируемые параметры СО для прессовых и термопрессовых видов сварки типа К
|
№ п/п |
Наименование контролируемого параметра СО |
||
|
Оборудование для сварки трением (К1) |
|||
|
1 |
Номинальная мощность, КВт |
||
|
2 |
Частота вращения шпинделя, об/мин |
||
|
3 |
Осевое усилие, Н: максимальное нагрева |
||
|
4 |
Машинное время сварки, с |
||
|
5 |
Производительность, шт./ч |
||
|
6 |
Напряжение питающей сети, В |
||
|
Оборудование для сварки взрывом (К2) |
|||
|
1 |
Площадь сварки, мм2 |
||
|
2 |
Энергия взрыва в тротиловом эквиваленте |
||
|
3 |
Быстродействие детонатора, мс |
||
|
Оборудование для ультразвуковой сварки (К3) |
|||
|
1 |
Потребляемая мощность, кВт |
||
|
2 |
Напряжение питания, В |
||
|
3 |
Режим работы, ПВ %, ПН % |
||
|
4 |
Рабочая частота, кГц |
||
|
5 |
Рабочее давление, МПа |
||
|
Оборудование для газопрессовой сварки (К4) |
|||
|
1 |
Проверка герметичности (емкостей, шлангов, запорной арматуры) |
||
|
2 |
Проверка инжектирующей способности горелки |
||
|
3 |
Определение усилия на маховичках при уплотнении и регулировании, а также времени перекрытия газовых каналов, Н |
||
|
4 |
Определение расхода горючего газа и рабочих давлений, л/мин |
||
|
5 |
Проверка стабильности горения пламени, % |
||
|
6 |
Рабочее усилие осадки, Н |
||
|
7 |
Время приложения усилия, с |
||
|
Оборудование для диффузионной и холодной сварки (К5, К6) |
|||
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
|
|
К5 |
К6 |
||
|
1 |
Номинальная мощность установки, кВт |
+ |
+ |
|
2 |
Напряжение, частота питающей сети, В, Гц |
+ |
+ |
|
3 |
Температура, °С: |
||
|
рабочая |
+ |
- |
|
|
максимальная |
+ |
- |
|
|
4 |
Точность поддержания температуры, % |
+ |
- |
|
5 |
Предельное остаточное давление в рабочей камере, Па (атм), не более |
+ |
- |
|
6 |
Подача воздуха, Па (атм) |
- |
+ |
|
7 |
Рабочее усилие сжатия, Н |
+ |
+ |
|
8 |
Максимальная толщина свариваемых деталей, мм |
+ |
+ |
|
9 |
Рабочий ход, мм |
- |
+ |
Таблица 1.11
Контролируемые параметры СО для сварки (наплавки) высококонцентрированными источниками нагрева типа L
|
Наименование контролируемого параметра СО |
Тип СО |
|||||
|
L1 |
L2 |
L3 |
||||
|
Оборудование для электронно-лучевой сварки (L1 - L3) |
||||||
|
1 |
Максимальная мощность электронного пучка, Вт |
+ |
+ |
+ |
||
|
2 |
Ускоряющее напряжение, В |
+ |
+ |
+ |
||
|
3 |
Напряжение, частота питающей сети, В, Гц |
+ |
+ |
+ |
||
|
4 |
Режим работы, ПВ %, ПН % |
+ |
+ |
+ |
||
|
5 |
Диапазон изменения тока электронного пучка, мА |
+ |
+ |
+ |
||
|
6 |
Диапазон изменения тока фокусировки, мА |
+ |
+ |
+ |
||
|
7 |
Скорость сварки, м/мин |
+ |
+ |
+ |
||
|
8 |
Точность позиционирования, % |
+ |
+ |
+ |
||
|
9 |
Максимальная потребляемая мощность, кВт |
+ |
+ |
+ |
||
|
10 |
Время достижения вакуума, мин |
+ |
- |
- |
||
|
11 |
Остаточное давление в камере, Па |
+ |
+ |
+ |
||
|
12 |
Время выхода диффузионного насоса на рабочий режим, мин |
+ |
+ |
- |
||
|
Оборудование для световой сварки (L4 - L5) |
||||||
|
№ п/п |
Наименование контролируемого параметра СО |
Тип СО |
||||
|
L4 |
L5 |
|||||
|
1 |
Длина волны излучения, мкм |
+ |
+ |
|||
|
2 |
Режим работы (непрерывный, импульсный) |
+ |
+ |
|||
|
3 |
Энергия импульса излучения, Дж |
+ |
- |
|||
|
4 |
Длительность импульса излучения, мс |
+ |
- |
|||
|
5 |
Частота следования импульсов излучения, Гц |
+ |
- |
|||
|
6 |
Средняя мощность излучения, Вт |
+ |
+ |
|||
|
7 |
Пиковая мощность излучения, кВт |
+ |
+ |
|||
|
8 |
Диаметр сфокусированного пучка, регулируемый, мм |
+ |
+ |
|||
|
9 |
Диапазон регулирования температуры, °С |
- |
+ |
|||
|
10 |
Режим работы, ПВ %, ПН % |
+ |
+ |
|||
|
11 |
Скорость сварки, м/мин |
+ |
+ |
|||
|
12 |
Стабильность энергии излучения, % |
+ |
+ |
|||
|
13 |
Точность позиционирования, мм |
+ |
+ |
|||
|
14 |
Напряжение питания, В |
+ |
+ |
|||
|
15 |
Потребляемая мощность, кВт |
+ |
+ |
|||
|
16 |
КПД, % |
+ |
+ |
|||
5.5. Третий этап специальных испытаний заключается в проверке электрических, механических и пневмогидравлических систем СО на соответствие данным, приведенным в паспорте или инструкции по эксплуатации.
5.6. Параметры, указанные в табл. 1.2 - 1.11, проверяются для соответствующих видов СО независимо от того, указаны они в паспорте СО или нет. При аттестации СОпр аттестационный центр в процессе подготовки к испытаниям должен направить рекомендации производителю о необходимости внесения соответствующих характеристик в паспорт СО.
5.7. Область применения различных видов СО при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов приведена в табл. 1.12.
Таблица 1.12
Виды сварочного
оборудования, применяемые при изготовлении, монтаже,
ремонте и реконструкции оборудования и сооружений технических устройств
|
Шифр СО |
Группы технических устройств |
||||||||||
|
пто |
ко |
го |
нгдо |
МО |
охнвп |
гдо |
отог |
ск |
кСм |
||
|
Оборудование для дуговой сварки (наплавки) |
А1 |
+ |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
- |
|
А2 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
|
A3 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А4 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А5 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А6 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А7 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А8 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А9 |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А10 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А11 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А12 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А13 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А14 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А15 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А16 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А17 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
А18 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
+ |
|
|
А19 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
|
|
А20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
|
|
А21 |
- |
- |
+ |
+ |
- |
+ |
- |
- |
- |
- |
|
|
Оборудование для газовой сварки |
В1 |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
|
В2 |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Оборудование для контактной сварки |
С1 |
- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
|
С2 |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
С3 |
+ |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
|
|
С4 |
+ |
+ |
+ |
+ |
- |
+ |
- |
- |
+ |
- |
|
|
С5 |
+ |
+ |
+ |
+ |
- |
+ |
- |
- |
+ |
- |
|
|
С6 |
+ |
+ |
+ |
+ |
- |
+ |
-1 |
-1 |
+ |
- |
|
|
Оборудование для сварки полимерных материалов |
D1 |
- |
- |
+ |
- |
- |
- |
- |
- |
+ |
- |
|
D2 |
- |
- |
+ |
- |
- |
- |
- |
- |
+ |
- |
|
|
D3 |
- |
- |
+ |
- |
- |
- |
- |
- |
+ |
- |
|
|
D4 |
- |
- |
+ |
- |
- |
- |
- |
- |
+ |
- |
|
|
Оборудование для высокочастотной сварки (наплавки) |
Е1 |
- |
+ |
+ |
+ |
- |
+ |
- |
+ |
- |
- |
|
Е2 |
- |
+ |
+ |
+ |
- |
+ |
- |
+ |
- |
- |
|
|
Е3 |
- |
+ |
+ |
+ |
- |
+ |
- |
+ |
- |
- |
|
|
Оборудование для электрошлаковой сварки (наплавки) |
F1 |
- |
- |
- |
- |
+ |
- |
+ |
+ |
+ |
- |
|
F2 |
- |
- |
- |
- |
+ |
- |
+ |
+ |
+ |
- |
|
|
F3 |
- |
- |
- |
- |
+ |
- |
+ |
+ |
+ |
- |
|
|
Оборудование для плазменной сварки (наплавки) |
G1 |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
G2 |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
|
G3 |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
|
G4 |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
|
Оборудование для пайки |
H1 |
- |
+ |
+ |
- |
- |
+ |
- |
- |
- |
- |
|
Н2 |
- |
+ |
+ |
- |
- |
+ |
- |
- |
- |
- |
|
|
Н3 |
- |
+ |
+ |
- |
- |
+ |
- |
- |
- |
- |
|
|
Н4 |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
|
|
Н5 |
- |
+ |
+ |
- |
- |
+ |
- |
- |
- |
- |
|
|
Н6 |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
|
|
Н7 |
- |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
|
|
Оборудование для прессовых и термопрессовых видов сварки |
К1 |
- |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
|
К2 |
- |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
|
|
К3 |
- |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
|
|
К4 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
- |
|
____________
1 Проведение аттестационных испытаний при отсутствии данного шифра СО в действующей нормативной документации возможно при включении соответствующего СО в стандарт предприятия, согласованный с НАКС.
|
Вид СО |
Шифр СО |
Группы технических устройств |
|||||||||
|
пто |
ко |
го |
нгдо |
МО |
охнвп |
гдо |
отог |
ск |
кСм |
||
|
К5 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
- |
|
|
К6 |
- |
+ |
+ |
- |
- |
- |
- |
- |
+ |
- |
|
|
К7 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
- |
|
|
К8 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
- |
|
|
Оборудование для сварки (наплавки) высококонцентрированными источниками энергии |
L1 |
-1 |
-1 |
-1 |
-1 |
-1 |
+ |
-1 |
-1 |
-1 |
- |
|
L2 |
-1 |
-1 |
-1 |
-1 |
-1 |
+ |
-1 |
-1 |
-1 |
- |
|
|
L3 |
-1 |
-1 |
-1 |
-1 |
-1 |
+ |
-1 |
-1 |
-1 |
- |
|
|
L4 |
-1 |
-1 |
-1 |
-1 |
-1 |
+ |
-1 |
-1 |
-1 |
- |
|
|
L5 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
-1 |
- |
|
___________
1 Проведение аттестационных испытаний при отсутствии данного шифра СО в действующей нормативной документации возможно при включения соответствующего СО в стандарт предприятия, согласованный с НАКС.
Примечания: 1. Сварку (наплавку) в смеси аргона с гелием (в любых пропорциях) следует рассматривать как аргонодуговую сварку (наплавку).
2. Сварку (наплавку) деталей из сталей перлитного класса в смеси аргона с углекислым газом (до 25 %) или с кислородом (до 5 %) допускается рассматривать как аргонодуговую сварку (наплавку).
3. Сварку (наплавку) в смеси углекислого газа с аргоном (до 25 %) допускается рассматривать как сварку (наплавку) в углекислом газе.
4. Допускается выполнение сварных соединений (наплавок) комбинированной сваркой (наплавкой) с последовательным применением двух или нескольких способов сварки (наплавки).
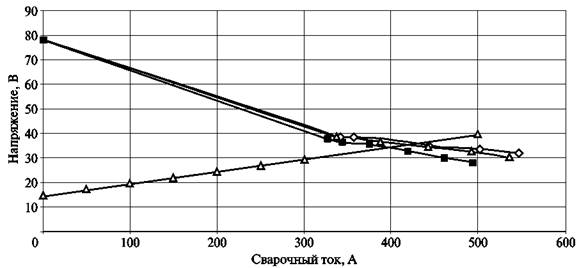
5.8. При проведении измерений внешней статической характеристики рекомендуется в протоколе аттестации привести таблицу зависимости напряжения сварочного источника от тока нагрузки с обязательным указанием тока короткого замыкания или график в координатах U-I, построенный по точкам или с использованием цифровых специализированных программируемых нагрузочных устройств.
Примеры оформления внешних статических характеристик источников питания в виде графиков приведены ниже.
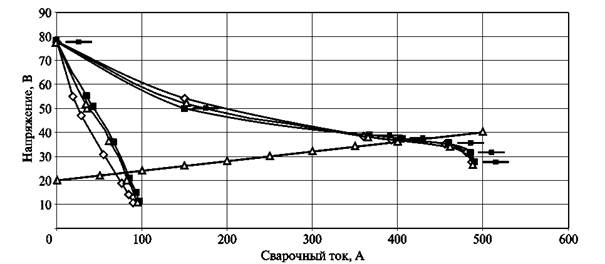
![]()
Внешние статические характеристики ВД-506ДК № 390 РД, «основной электрод»
ВАХ 2.2 (дуги) - U = (20 + 0,041) В
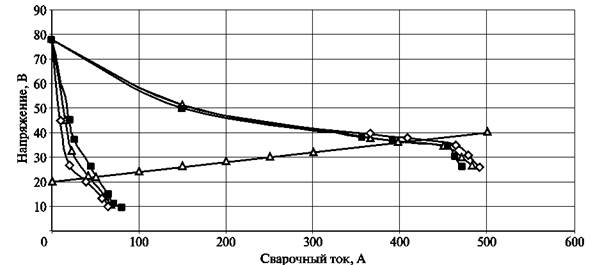
![]()
Внешние статические характеристики ВД-506ДК № 390 РД, «газозащитный электрод»
ВАХ 2.2 (дуги) - U = (20 + 0,041) В
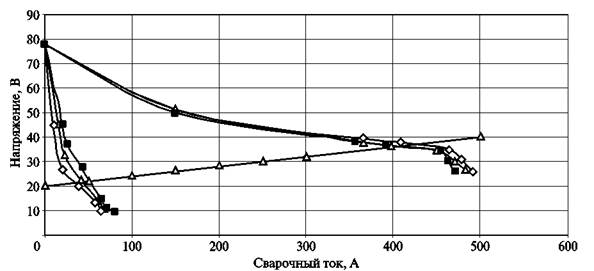
![]()
Внешние статические характеристики ВД-506ДК № 390 РД, «газозащитный электрод»
ВАХ 2.2 (дуги) - U = (20 + 0,041) В
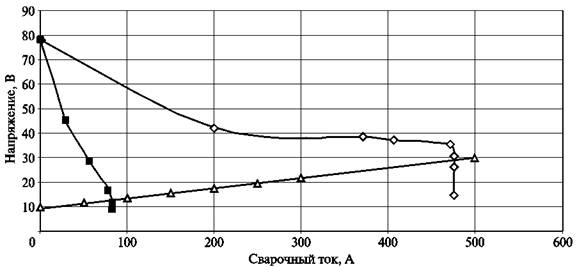
![]()
Внешние статические характеристики ВД-506ДК № 390 РАД
ВАХ 2.2 (дуги) - U = (10 + 0,041) В
Внешние статические характеристики ВД-506ДК № 390 МП и МАДП
ВАХ 2.2 (дуги) - U = (14 + 0,051) В
Примечание. Для дуговой сварки под флюсом ВАХ 2.2 (дуги) - U = (20 + 0,041) В (ГОСТ Р МЭК 60974-1-2004).
5.9. Для оборудования шифра В аттестационные испытания проводятся для всего газового поста, включая газовые баллоны (ацетиленовые генераторы), редукторы, защитные клапана, газовые рукава.
5.10. При аттестации основного СО в стесненных, монтажных условиях, без доступа сварщика-оператора к зоне сварки по решению членов комиссии проводят измерения дополнительных параметров СО при эксплуатации оборудования в специфических условиях. Результаты измерений дополнительных параметров основного СО заносятся в протокол аттестации.
Например, при аттестации подвижных роботов для дуговой сварки шифра А18 необходимо измерять точность выхода робота в зону сварки на максимальном удалении от пульта оператора.
По условиям эксплуатации необходимо испытывать в обязательном порядке те параметры дополнительного оборудования, которые влияют на качество сварного соединения, в частности параметры систем наведения на стык, систем автоматического регулирования глубины проплавления, сканаторов, центраторов и т.д. Результаты испытаний дополнительного оборудования заносятся в протокол аттестации.
6. Практические испытания СО
6.1. Практические испытания проводятся на контрольных сварных соединениях (КСС) для определенного вида сварки и заключаются в оценке показателей сварочных свойств СО при выполнении КСС и оценке качества швов.
6.2. Практические испытания проводят в соответствии с картами технологических процессов сварки КСС с учетом требований нормативной документации, регламентирующей процессы сварки при изготовлении, реконструкции, монтаже и ремонте технических устройств для опасных производственных объектов. Карты технологических процессов сварки КСС определяют требования к подготовке, сборке, сварке и визуально-измерительному контролю в соответствии с ГОСТами на данный вид сварки и нормативной документацией для заявленных групп технических устройств.
Например, при аттестации СО для объектов ГО (стальных газопроводов) подготовка и сборка КСС производятся в соответствии с требованиями ГОСТ 16037, а сварка и визуально-измерительный контроль - в соответствии с требованиями СП 42-102-2004.
Для оценки сварочных свойств используются показатели, приведенные в РД 03-614-03 и ГОСТ 25616-83.
6.3. Количество, размеры, тип сварных швов КСС и положение при сварке определяются членами аттестационной комиссии при составлении рабочей программы испытаний, исходя из требований нормативной документации и заявленных условий аттестации.
При аттестации СОпо одновременно с аттестацией сварочных технологий, сваренные при аттестации технологии сварки КСС, могут быть использованы при аттестации СОпо.
В качестве КСС при аттестации СО для групп технических устройств, связанных с монтажом и ремонтом труб (например, КО, ГО), обязательно используются трубы. Рекомендуется использовать трубы из углеродистой стали размерами 76´4, 108´4, 159´6.
В других случаях по решению аттестационной комиссии допускается использование других типоразмеров труб, листов и марок стали с учетом специфики групп технических устройств, указанных в заявке, и условий эксплуатации СО.
6.4. Свариваемые и присадочные (или наплавочные) материалы должны иметь сертификат завода-изготовителя сварочных материалов. Перед проведением аттестации электроды должны быть просушены.
6.5. Оценка качества КСС для всех видов СО осуществляется с помощью визуально-измерительного контроля (ВИК) с использованием лупы 4 - 7-кратного увеличения и других средств ВИК. Методика проведения и нормы оценки контроля должны быть указаны в рабочей программе аттестации со ссылкой на соответствующую нормативно-техническую документацию.
В тех случаях, когда качество КСС по результатам ВИК признается негодным, однако устанавливается, что это не связано с качеством работы СО, допускается по решению аттестационной комиссии выполнить сварку аналогичного КСС другим аттестованным сварщиком, имеющим квалификацию не ниже 5-го разряда. При этом КСС подвергается ВИК и дополнительно радиографическому или ультразвуковому контролю. Если результаты контроля второго КСС оказываются неудовлетворительными, СО считается неаттестованным.
6.6. При ручной дуговой сварке покрытыми электродами (РД) рекомендуется использовать электроды с основным покрытием (типа УОНИ 13/45 и др.) для аттестационных испытаний источников постоянного тока и электроды с рутиловым покрытием (типа МР-3, АНО-4, ОЗС-4 и др.) для испытаний источников переменного тока.
Сварочные свойства должны оцениваться двумя аттестованными сварщиками, имеющими квалификацию не ниже 5-го разряда, независимо друг от друга.
6.7. При дифференциальном методе оценки показателей сварочных свойств СО шифров А и В необходимо использовать данные, приведенные в табл. 1.13 и 1.14.
Таблица 1.13
Перечень показателей сварочных свойств сварочного оборудования вида А
|
Способ сварки |
Проверяемые показатели по табл. 12 РД 03-614-03 |
|
|
А1 |
РД, РДН, РДВ, РАД, РАДН |
1, 2, 3, 4, 5 |
|
А2 |
МФ, МФВ, АФ, АФЛН, АФПН |
4 |
|
A3 |
РД, РДН, РДВ |
1, 2, 3, 4, 5 |
|
МФ, МФВ, АФ, АФЛН, АФПН |
4 |
|
|
МАДП, МП, ААД, АПГ, ААДП, МПС, МПГ, МПСВ, МСОД, ААДН |
2, 3, 4 |
|
|
АФ, АФЛН, АФПН, АПГ, ААДП |
2, 3, 4 |
|
|
А4 |
РАД, ААД, РАДИ, ААДН |
2, 4 |
|
А5 + А3 (А14, А15) |
МП, МПГ, МПС, МСОД |
2, 3, 4 |
|
А6 + А2 (A3, А14, А15) |
МФ, МФВ |
4 |
|
А7 + А3 (А14, А15) |
МАДП |
2, 3, 4 |
|
А8 + А3 (А14, А15) |
МАДП, МП, МПГ, МПС, МСОД |
2, 3, 4 |
|
А9 + А3 (А14, А15) |
МПС, МСОД, МПСВ |
2, 3, 4 |
|
А10 + А2 (А3, А14, А15) |
АФ, АФЛН, АФПН, МП, МАДП, МПГ, МПС, МСОД |
4 |
|
А11 + А3 (А14, А15) |
ААД, ААДН |
2, 4 |
|
АПГ, ААДП, ААДН |
2, 3, 4 |
|
|
А12 + А2 (А3, А14, А15) |
АПГ, ААДП, ААДН |
2, 3, 4 |
|
АФ, АФЛН, АФПН |
4 |
|
|
А13 + А3 (А14, А15) |
АСОД, АПСВ |
2, 3, 4 |
|
А14 |
РД, РДН, РДВ |
1, 2, 3, 4, 5 |
|
РАД, ААД, РАДН, ААДН |
2, 4 |
|
|
МАДП, МП, ААДП, МПГ, МПС, МСОД |
2, 3, 4 |
|
|
АФ, МФ, МФВ, АФЛН, АФПН |
4 |
|
|
А15 |
РД, РДН, РДВ |
1, 2, 3, 4, 5 |
|
РАД, ААД, РАДН, ААДН |
2, 4 |
|
|
МАДП, МП, ААДП, МПГ, МПС, МСОД |
2, 3, 4 |
|
|
АФ, МФ, МФВ, АФЛН, АФПН |
4 |
|
|
А16 |
АФКДС |
4 |
|
А17 |
МП, МПН, МАДП, МПИН, МПГ, МПГН, МПИ, МПИН, МПС, МПСН, МПСВ, МЛСН, МСОД, АПИ, АПГ, ААДП, ААДН |
2, 3, 4 |
|
А18 |
АФ, АФЛН, АФПН, ААД, АПИ, АПИН, АППС, АППСН, АПГ, АППГ, АППГН, ААДП, ААДН, АЛСН |
2, 3, 4 |
|
А19 |
АФ, АФЛН, АФПН, ААД, АПИ, АПИН, АППС, АППСН, АПГ, АППГ, АППГН, ААДП, ААДН, АЛСН |
2, 3, 4 |
|
А20 |
АФ, АФЛН, АФПН, ААД, АПИ, АПИН, АППС, АППСН, АПГ, АППГ, АППГН, ААДП, ААДН, АЛСН |
2, 3, 4 |
|
А21 |
АДДМ |
4 |
Таблица 1.14
Перечень показателей сварочных свойств сварочного оборудования вида В
|
Способ сварки |
Проверяемые показатели по табл. 12 РД 03-614-03 |
|
|
В1 |
Г |
2, 4 |
|
В2 |
Г |
2, 4 |
6.8. Примеры записей результатов практических испытаний в протоколе аттестации СО вида А и D приведены ниже.
Пример оформления практических испытаний СО вида А в протоколе аттестации
(Сварочное оборудование: СО № 1, № 2 - ВД-306 У3. Вид сварки - РД. Практические испытания проводились в соответствии с картой технологического процесса РД-08-070)
|
№ п/п |
Практические испытания сварочного оборудования |
СО № |
Тип контрольного сварного соединения |
Данные испытаний |
Баллы |
Заключение |
|
1 |
Начальное зажигание дуги |
1 |
Труба Сталь 10 76´4 |
Хорошее |
4 |
Годен по РД 03-614-03 (п. 3.4.1) |
|
2 |
Труба Сталь 10 76´4 |
Легкое |
5 |
Годен по РД 03-614-03 (п. 3.4.1) |
||
|
2 |
Стабильность процесса сварки |
1 |
Труба Сталь 10 76´4 |
Хорошая |
4 |
Годен по РД 03-614-03 (п. 3.4.1) |
|
2 |
Труба Сталь 10 76´4 |
Высокая |
5 |
Годен по РД 03-614-03 (п. 3.4.1) |
||
|
3 |
Разбрызгивание металла |
1 |
Труба Сталь 10 76´4 |
Умеренное |
4 |
Годен по РД 03-614-03 (п. 3.4.1) |
|
2 |
Труба Сталь 10 76´4 |
Малое |
5 |
Годен по РД 03-614-03 (п. 3.4.1) |
||
|
4 |
Качество формирования шва |
1 |
Труба Сталь 10 76´4 |
Хорошее |
4 |
Годен по РД 03-614-03 (п. 3.4.1) |
|
2 |
Труба Сталь 10 76´4 |
Хорошее |
5 |
Годен по РД 03-614-03 (п. 3.4.1) |
||
|
5 |
Эластичность дуги |
1 |
Труба Сталь 10 76´4 |
Хорошая |
4 |
Годен по РД 03-614-03 (п. 3.4.1) |
|
2 |
Труба Сталь 10 76´4 |
Высокая |
5 |
Годен по РД 03-614-03 (п. 3.4.1) |
||
|
6 |
Проверка сварного соединения методом ВПК Протокол ВПК № РД-08-070 |
1 |
Труба Сталь 10 76´4 с V-образной разделкой С17 |
Дефектов не обнаружено |
Годен для ГО: (по СП 42-102-2004, п. 7.97) Годен для КО: (по РД 153-34.1-003-01) |
|
|
2 |
Труба Сталь 10 76´4 с V-образной разделкой С17 |
Дефектов не обнаружено |
||||
Пример оформления практических испытаний СО вида D в протоколе аттестации
(Сварочное оборудование: СО № 1 - ПРОТВА.
Практические
испытания проводились в соответствии
с картой технологического процесса ЗН-08-062)
|
№ п/п |
Практические испытания сварочного оборудования |
СО № |
Тип контрольного сварного соединения |
Данные испытаний |
Баллы |
Заключение |
|
1 |
Проверка сварного соединения методом ВИК Протокол ВИК № ЗН-08-070 |
1 |
Труба ПЭ 80 110´10 мм |
Дефектов не обнаружено |
- |
Годен для ГО: (по СП 42-103-20030 |
7. Разработка рабочих программ аттестации СО
7.1. При разработке рабочих программ используются типовые программы аттестации СО, утвержденные в установленном порядке. Рабочие программы, согласованные с заявителем, должны содержать все процедуры испытаний СО в соответствии с заявленными условиями, требованиями РД 03-614-03 и настоящего документа, а также в соответствии с требованиями нормативной документации, используемой при проведении сварочных работ на опасных производственных объектах.
7.2. При разработке программ СОпр практические испытания предусматривают в соответствии с заявкой для групп технических устройств и способов (видов) сварки в соответствии с требованиями ТУ и нормативной документации, используемой при проведении сварочных работ на опасных производственных объектах.
По решению аттестационной комиссии при условии отсутствия рекламаций и замечаний по качеству производственных сварных соединений, выполненных с применением аттестуемого СО, практические испытания при периодической аттестации СОпо допускается заменить документированным подтверждением о качестве производственных сварных соединений за 6 месяцев, предшествующих аттестации. В этом случае в протоколе аттестации СО в разделе «Практические испытания» указываются только данные о представленных результатах контроля, соответствующие заявляемой области аттестации.
Допускается не производить измерение массы и габаритных размеров СОпо, если оборудование не подвергалось модернизации.
7.3. Для крупных предприятий (потребителей), имеющих не менее 100 единиц аттестуемого СО и службу главного сварщика, которая собственными силами или совместно со специализированными организациями проводит регулярное техническое обслуживание и диагностирование сварочного оборудования, ведет журналы учета регламентных работ, по решению комиссии АЦ допускается проведение специальных испытаний по 3-му этапу при первичной и периодической аттестации по сокращенным программам для различных шифров СО в соответствии с табл. 1.15 - 1.18. Данные условия не распространяются на сварочное оборудование шифров: А16 - А21, Е1 - Е3, F1 - F3, G1 - G4, Н1 - Н7, К1 - К6, L1 - L4.
Руководитель сварочной службы должен быть аттестован на 4-й уровень (инженер-сварщик) на право руководства работ, номер его удостоверения указывается в заявке и протоколе аттестации в графе «Ответственный за СО». При этом в протоколе аттестации вводится дополнительная графа «Программа испытаний» после графы «Ответственный за СО», в которой указывается, что испытания проводятся по сокращенной программе.
Таблица 1.15
Контролируемые параметры сварочного оборудования вида А по сокращенной программе
|
Наименование параметра СО |
Тип СО |
|||||||||||||||
|
А1 |
А2 |
A3 |
А4 |
А5 |
А6 |
А7 |
А8 |
А9 |
А10 |
А11 |
А12 |
А13 |
А14 |
А15 |
||
|
1 |
Номинальный сварочный ток, А |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
2 |
Пределы регулирования сварочного тока и параметров импульсов1, А, с |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
3 |
Напряжение питающей сети, В |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
- |
О |
|
4 |
Напряжение холостого хода, В |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
5 |
Режим работы, ПН %, ПВ % |
О |
О |
О |
О |
О |
О |
О |
О |
О |
+ |
+ |
+ |
+ |
О |
О |
|
6 |
Вид внешней статической характеристики |
- |
+ |
+ |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
+ |
О |
|
7 |
Скорость подачи электродной (сварочной) проволоки, м/с |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
8 |
Скорость сварки, м/с |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
- |
- |
|
9 |
Перемещение сварочной головки (электрода), м |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
- |
- |
|
10 |
Расход защитного газа, л/мин |
- |
- |
- |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
|
11 |
Габаритные размеры, м |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
|
12 |
Масса, кг |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
О |
_____________
1 Пределы регулирования сварочного тока должны соответствовать параметрам режимов сварки (наплавки), используемым при производстве работ.
Примечание. Знак «О» здесь и далее обозначает испытания, отсутствующие в сокращенных программах.
Таблица 1.16
Контролируемые параметры сварочного оборудования вида В по сокращенной программе
|
№ п/п |
Наименование параметра СО |
Тип СО |
|
|
В1 |
В2 |
||
|
1 |
Проверка герметичности (емкостей, шлангов, запорной арматуры) |
+ |
+ |
|
2 |
Проверка инжектирующей способности горелки |
+ |
+ |
|
3 |
Определение усилия на маховичках при уплотнении и регулировании, а также времени перекрытия газовых каналов |
О |
О |
|
4 |
Определение расхода и давления горючего газа |
+ |
+ |
|
5 |
Проверка стабильности горения пламени |
+ |
+ |
|
6 |
Определение массы и габаритов горелки |
О |
О |
Таблица 1.17
Контролируемые параметры сварочного оборудования вида С по сокращенной программе
|
№ п/п |
Наименование параметра СО |
Тип СО |
|||
|
С1 |
С2 |
С3 |
С4 |
||
|
1 |
Род тока, величина наибольшего вторичного тока, кА |
+ |
+ |
+ |
+ |
|
2 |
Номинальный длительный вторичный ток, кА |
- |
+ |
+ |
+ |
|
3 |
Усилие сжатия (ковочное для машин с переменным усилием), кН |
+ |
+ |
+ |
- |
|
4 |
Усилие осадки, кН |
- |
- |
- |
+ |
|
5 |
Длительность прохождения сварочного тока, с |
+ |
+ |
+ |
- |
|
6 |
Наибольшие вертикальное и взаимное смещение электродов, мм |
+ |
- |
+ |
- |
|
7 |
Допуск параллельности контактных поверхностей плит, мм |
- |
+ |
- |
- |
|
8 |
Диапазон линейных скоростей роликовых электродов, м/с |
- |
- |
+ |
- |
|
9 |
Давление охлаждающей воды, МПа |
О |
О |
О |
О |
Таблица 1.18
Контролируемые параметры сварочного оборудования вида D по сокращенной программе
|
Наименование параметра СО |
Тип СО |
||||
|
D1 |
D2 |
D3 |
D4 |
||
|
1 |
Напряжение питания, В |
О |
- |
О |
О |
|
2 |
Сварочное напряжение, В |
- |
- |
+ |
+ |
|
3 |
Степень автоматизации и режимы сварки |
+ |
+ |
+ |
+ |
|
4 |
Протоколирование процесса |
- |
- |
+ |
+ |
|
5 |
Потребляемая мощность, кВт |
О |
- |
О |
О |
|
6 |
Точность установки соосности труб |
- |
- |
- |
+ |
|
7 |
Время сварки, с |
- |
- |
+ |
+ |
|
8 |
Усилие сопротивления, МПа |
- |
- |
- |
+ |
|
9 |
Усилие сжатия, МПа |
- |
- |
- |
+ |
|
10 |
Распределение усилия сжатия |
- |
- |
- |
+ |
|
11 |
Точность торцовки труб, мм |
- |
- |
- |
+ |
|
12 |
Температура в зоне сварки, °С |
О |
О |
О |
+ |
8. Порядок аттестации партии СО
8.1. При аттестации партии СО испытания выполняются на образцах СО, отобранных из партии однотипного СО.
Например:
при аттестации СОпр изготовленные по одному ТУ, одним производителем выпрямители ВДУЧ-200 У1 и ВДУЧ-315 У1 могут быть объединены в одну партию, при этом в выборке должны присутствовать в равных долях обе модификации СО;
при аттестации СОпо ВДУЧ-200 У1, 1990 г. выпуска, и ВДУЧ-200 У1, 2000 г. выпуска, выпущенные по одному ТУ, одним производителем, не являются однотипным сварочным оборудованием потребителя и не могут быть объединены в одну партию.
8.2. Необходимое количество единиц, выбираемое из партии для проведения специальных и практических испытаний, должно быть не менее 5 % общего количества единиц, но не менее 2, если партия сварочного оборудования не превышает 50 (пятидесяти) единиц. Допускается в соответствии с п. 7.4 настоящих Рекомендаций проведение испытаний на 1 (одной) единице из партии до 50 (пятидесяти) единиц, на 2 (двух) единицах из партии от 50 до 100 единиц или на 3 (трех) единицах из партии свыше 100 единиц [но не менее 1 (одной) единицы СО каждой марки] при условии наличия на предприятии заявителя службы главного сварщика, которая собственными силами или совместно с сервисными организациями проводит техническое обслуживание, диагностирование и ведет журналы учета регламентных работ.
8.3. Аттестация партии однотипного сварочного оборудования потребителя (СОпо) производится в соответствии со следующей процедурой: специальные и практические испытания в присутствии членов аттестационной комиссии проводятся на образцах, взятых случайным образом из аттестуемой партии; на остальные единицы сварочного оборудования, не проходившие специальных и практических испытаний, заявитель представляет в АЦ акты визуально-измерительного контроля качества КСС, выполненных на этом оборудовании, подписанные аттестованной лабораторией контроля, или справку главного сварщика о контроле качества производственных соединений, выполненных на этом оборудовании за последние 6 месяцев, предшествующих аттестации. Справка подписывается главным сварщиком, составляется в произвольной форме и содержит перечень единиц СО, на которых проводилась сварка производственных соединений, с указанием видов сварки, типоразмеров соединений и результатов контроля. При аттестации партии СОпр или СОпо на каждую партию оформляется отдельный протокол, в котором обязательно указываются общее количество СО в партии по маркам, заводские номера всех единиц СО, из числа которых производится выборка СО для испытаний, и заводские номера единиц СО, выбранных для испытаний.
8.4. В соответствии с РД 03-614-03 в заявке должны быть указаны заводские номера каждой единицы СО. Заводской номер - это номер, который присваивает изготовитель каждой единице выпускаемого оборудования, с указанием его на трафарете (шильдике), устанавливаемом на корпусе, а также с отметкой заводского номера в паспорте (формуляре, инструкции по эксплуатации), позволяющей производить учет СО в процессе аттестации и эксплуатации.
При отсутствии на одном или нескольких единицах СОпо шильдика с заводским номером или наличии шильдика с нечитаемым заводским номером в заявке на аттестацию заявитель указывает в графе «Заводской номер» - «Отсутствует», но указывает инвентарный номер и дату ввода в эксплуатацию.
Аттестация СОпо с отсутствующим или испорченным шильдиком с заводским номером производится только в том случае, если известна марка СО. В заявке на аттестацию, представляемой в АЦ, заявитель указывает в графе «Заводской номер» - «Отсутствует», но указывает инвентарный номер и дату ввода в эксплуатацию. Объединение такого СО для аттестации в партии не допускается, аттестация производится сроком на 1,5 (полтора) года и оформляется отдельным протоколом на каждую единицу СО.
Для идентификации СОпо без заводских номеров аттестационный центр присваивает аттестационный номер, соответствующий порядковому номеру протокола аттестации.
Например:
СО-2-00104, где СО - сварочное оборудование; 2 - номер АЦ в соответствии с реестром АЦ НАКС; 00104 - порядковый номер протокола аттестации.
Для каждой аттестованной единицы СОпо в этом случае АЦ составляет аттестационный паспорт с присвоенным аттестационным номером.
8.5. Аттестация СОпр с заранее неизвестными номерами для всей партии СОпр на момент аттестации производится только в том случае, если заявитель представляет на испытания не менее 5 % количества единиц в партии. Заявитель также проставляет в заявке все имеющиеся на момент аттестации заводские номера СО в партии. На остальные заводские номера заявитель указывает в графе «Заводской номер» - «Не определен». Не допускается в одном протоколе объединять несколько марок СО.
При этом идентификация каждой единицы СО осуществляется в такой последовательности:
при выдаче свидетельства об аттестации НАКС присваивает каждой единице СО в партии (в том числе имеющей заводской номер) аттестационные номера по следующей форме: СО-17-00105/n, где СО - сварочное оборудование; 17 - номер АЦ в соответствии с реестром АЦ НАКС; 00105 - порядковый номер свидетельства об аттестации СО; п - порядковый номер СО в партии;
аттестационный центр передает производителю заверенные копии свидетельства об аттестации и пломбы (наклейки) в количестве, равном количеству аттестованного оборудования, вписав в копии свидетельств и пломбы аттестационный номер для каждой единицы СОпр;
производитель после получения свидетельства об аттестации по мере выпуска (реализации) СОпр вписывает заводские номера в соответствующие копии свидетельств об аттестации и заверяет запись печатью; вписывает заводские номера в пломбы, устанавливает их на СО и передает оборудование и копию свидетельства об аттестации потребителю.
8.6. Пломбы могут быть изготовлены любыми способами (самоклеящиеся металлографические этикетки на алюминиевой основе, таблички из оцинкованного железа, покрытые самоклеящейся пленкой со специальным покрытием, и т.д.). Надписи на пломбу могут быть нанесены специальным штампом или вручную.
Основными требованиями к пломбе являются:
долговременное использование установленной пломбы в условиях неотапливаемого помещения и на открытом воздухе в течение не менее 3 лет;
сопротивление влажности: при 100 °С и 95 % влажности - отсутствие эффекта повреждения (ГОСТ 9.308-85 и ОСТ 3-9.017-85);
отсутствие коррозии при воздействии солевого распылителя (5 %) при 95 °С за 700 часов (ГОСТ 9.308-85 и ОСТ 3-9.017-85);
сопротивляемость абразивам (ИСО 15695).
8.7. Пломбы устанавливаются в наиболее видном месте на СО (например, на передней панели):
пломба должна быть установлена в таком месте корпуса СО, чтобы не мешать эксплуатации СО и проведению ремонта (например, замена силовых разъемов и стыковочных элементов);
пломба не должна препятствовать замене расходных материалов и заменяемых элементов;
пломба не устанавливается на сменные элементы СО.
8.8. Рекомендуемая форма пломбы:
|
НАКС |
№ СО-2-10215/2 |
Действительно до |
|
Зав. № |
8.9. Пример записи данных в протокол аттестации для случая, когда заранее неизвестны номера для всей партии СОпр, приведен ниже.
Пример оформления протокола аттестации партии СОпр
ПРОТОКОЛ
аттестации сварочного оборудования производителя
№ АЦСО-2-00189 от 25 января 2006 г.
(выдержки)
|
1.1 |
Шифр аттестованного СОпр |
A3 |
|
|
1.2 |
Марка аттестованного СОпр |
ВДУЧ-350 |
|
|
1.3 |
Количество аттестованного СОпр в партии, шт. |
60 |
|
|
1.4 |
Заводские (аттестационные) номера СОпр |
№ СО |
Заводской номер |
|
1 |
№ 104 |
||
|
2 |
№ 105 |
||
|
3 |
№ 111 |
||
|
4 |
№ 113 |
||
|
5 |
№ 117 |
||
|
с № 6 по № 60 |
Не представлены |
||
|
1.5 |
Дата выпуска |
2008 г. |
|
|
1.6 |
Количество испытанного СОпр, шт. |
3 |
|
|
1.7 |
Заводские (аттестационные) номера испытанного СОпр |
СО № 1 |
№ 104 |
|
СО № 2 |
№ 111 |
||
|
СО№ 3 |
№ ИЗ |
||
|
1.8 |
Нормативные документы на сварочное оборудование (ГОСТ, ОСТ, ТУ и др.) |
ГОСТ 13821-77, ТУ 12-273-04 |
|
|
1.9 |
Номер паспорта (заводского, аттестационного) |
№ 238-100-0000 ПС |
|
|
1.10 |
Виды (способы) сварки |
РД |
|
|
1.11 |
Группы технических устройств |
пто, ко, го, нгдо, охнвп, ОТОГ, МО, ГДО |
|
|
1.12 |
Сертификат соответствия РФ |
РОСС.US.АЯ46.А12376 |
|
|
1.13 |
Аттестат, выданный головной организацией отрасли |
Отсутствует |
|
|
1.14 |
Программа аттестационных испытаний (полная, сокращенная) |
Полная |
|
Выводы аттестационной комиссии: партия сварочного оборудования производителя в количестве 60 (шестьдесят) шт. типа A3: сварочный выпрямитель ВДУЧ-350 (с СО № 1 по СО № 5 - зав. № 104, 105, 111, 113, 117, с СО № 6 по СО № 60 - зав. номера не представлены) - аттестована в соответствии с требованиями РД 03-614-03 для ручной дуговой сварки покрытыми электродами (РД) при изготовлении, реконструкции, монтаже и ремонте технических устройств для опасных производственных объектов ПТО, КО, ГО, НГДО, ОХНВП, ОТОГ, МО, ГДО сроком на 3 (три) года.
Основание: данные об аттестационных испытаниях 3 единиц сварочного оборудования типа A3: сварочные выпрямители ВДУЧ-350 (с Зав. № 104, 111, 113), выбранные из аттестованной партии сварочного оборудования.
|
Шифр СО |
Марка |
Заводской (аттестационный) номер |
Вид (способ) сварки |
Группы технических устройств |
Кол-во СО в партии |
Кол-во испытанного СО |
|
A3 |
ВДУЧ-350 |
104, 105, 111, 113, 117, с СО № 6 по СО № 60 - заводские номера не представлены |
РД |
ПТО, КО, ГО, нгдо, охнвп, ОТОГ, МО, ГДО |
60 |
3 |
9. Оформление протоколов аттестации СО
9.1. При аттестации СО шифра А4 под установкой понимают комплект заводского изготовления в виде моноблока в составе источника тока для сварки неплавящимся электродом, устройства поджига дуги, аппаратуры управления циклом сварки и подачи защитного газа.
9.2. При аттестации СО шифров А1, A3, А14 и А15 для аргонодуговой сварки шифр СО не изменяется, а устройства поджига дуги, аппаратура управления циклом сварки и подачи защитного газа вносятся в протокол аттестации как дополнительное оборудование.
9.3. При аттестации СО шифров А5 - А9 (сварочных полуавтоматов - механизмов подачи сварочной проволоки) или А10 - А13 (сварочных автоматов - сварочных тракторов или сварочных головок) необходимо испытывать их совместно с источниками сварочного тока. При этом возможны различные варианты как исполнения СО, так и условий аттестации.
9.3.1. В случае моноблочного изготовления или невозможности применения полуавтоматов или автоматов совместно с источниками питания, не входящими в комплект поставки, аттестованное СО является неделимым комплектом и обозначается составным шифром, например А3 + А5 или А3 + А11.
9.3.2. При аттестации СО шифров А5 - А9 и А10 - А13, применение которого возможно с различными источниками питания, необходимо наличие у него заводских номеров и паспортов, а также источника питания (СО шифров А1 - A3), с которым полуавтомат или автомат может работать в комплекте.
В данном варианте аттестуются обе единицы СО и каждая единица аттестованного СО заносится в протокол аттестации самостоятельно, при этом возможно использование каждого из этих СО в комплекте с любым другим аттестованным СО.
9.3.3. Для СО, предназначенного для нескольких видов (способов) сварки/наплавки, при наличии в заявке указания на аттестацию по нескольким видам аттестационные испытания проводятся по каждому виду (способу) сварки отдельно [технологические карты сварки КСС и протоколы ВИК составляются для каждого вида (способа) сварки/наплавки]. Результаты испытаний оформляются одним протоколом. Пример оформления протокола аттестации СОпо шифра A3, А5, А7 с дополнительным оборудованием приведен ниже.
Пример оформления протокола аттестации СОпо шифра A3, А5, А7 с дополнительным оборудованием
ПРОТОКОЛ
аттестации сварочного оборудования потребителя (выдержки)
|
1 |
Общие сведения об оборудовании |
Результаты испытаний |
|
1.1.1 |
Шифр СОпо |
A3 |
|
1.1.2 |
Шифр СОпо |
А5, А7 |
|
1.2.1 |
Наименование и марка СОпо |
Выпрямитель KEMPPI PS 3500 |
|
1.2.2 |
Наименование и марка СОпо |
Полуавтомат FU 20 |
|
1.3.1 |
Дополнительное оборудование |
Блок TU 20 |
|
1.3.2 |
Дополнительное оборудование |
Система водоохлаждения WU 20 |
|
1.4.1 |
Заводской номер PS 3500 |
6142363 |
|
1.4.2 |
Заводской номер FU 20 |
6231120 |
|
Заводской номер дополнительного оборудования |
||
|
1.4.3 |
TU 20 |
6271222 |
|
1.4.4 |
WU 20 |
б/н |
|
1.5 |
Дата выпуска |
1990 г. |
|
1.6 |
Дата ввода в эксплуатацию |
1992 г. |
|
1.7.1 |
Инвентарный номер PS 3500 |
54888 |
|
1.7.2 |
Инвентарный номер FU 20 |
54889 |
|
1.7.3 |
Инвентарный номер FU 20 |
54890 |
|
1.8 |
Номер паспорта |
2914180 |
|
1.9.1 |
Виды (способы) сварки PS 3500 |
РД, РАД, МП, МАДП |
|
1.9.2 |
Виды (способы) сварки FU 20 |
МП, МАДП |
|
1.10 |
Группы технических устройств |
ОХНВП |
|
1.11 |
Группы свариваемых материалов |
М01, М11 |
|
1.12 |
Сертификат соответствия РФ |
№ РОСС F1.CH01.B29252 |
|
1.13 |
Аттестат, выданный головной организацией отрасли |
Отсутствует |
|
1.14 |
Ф. И. О., должность ответственного лица |
Комиссаров В.В., главный сварщик Удостоверение МР-ГАЦ-IV-00854, действительно до 13.07.09 г. |
|
1.15 |
Программа аттестационных испытаний (полная, сокращенная) |
Полная |
|
3-й этап - РД: A3 (PS 3500) |
||||
|
1 |
Номинальный сварочный ток, А, род тока |
350 А, постоянный |
351 А, постоянный |
Годен |
|
2 |
Пределы регулирования сварочного тока |
10 - 350 А |
9,8 - 351 А |
Годен |
|
3 |
Напряжение питающей сети, В Частота сети, Гц |
380 В 50 Гц |
Ua-в = 378,3 В Ua-c = 379,8 В Uв-c = 375 В (менее 5 %) f = 49,99 Гц (менее 2 %) |
Годен по п. 2.4.3 РД 03-614-03 |
|
4 |
Номинальная первичная мощность, кВА |
17,5 кВА |
17,1 кВт при Iном = 351 А |
Годен |
|
5 |
Номинальный первичный ток, А |
32 А |
Iа = 30,2 А Iв = 31,5 А I = 31,7 А при Iсв = 351 А |
Годен |
|
6 |
Напряжение холостого хода, В |
80 В |
77,3 В (не более 100 В) |
Годен по п. 2.4.4 РД 03-614-03 |
|
7 |
Номинальное рабочее напряжение, В |
34В |
33,8 В при I = 351 А |
Годен |
|
8 |
Режим работы, ПН % (цикл - 10 мин) |
60 % - 350 А |
60 % - 351 А Температура радиаторов и обмоток после 2 циклов 65 °С |
Годен |
|
9 |
Вид внешней статической характеристики |
Падающая |
Падающая На режиме МАХ Iкз = 454 А КЗ I = 50 A U = 62,6 V I = 100 A U = 55,2 V I = 150 A U = 54,4 V I = 200 A U = 52,2 V I = 250 A U = 50,3 V I = 300 A U = 47,1 V I = 350 A U = 34,1 V I = 400 A U = 8,3 V |
Годен |
|
3-й этап - РАД (PS 3500 с дополнительным оборудованием TU 20 и WU 20) |
||||
|
1 |
Пределы регулирования сварочного тока, А |
Положения регулятора тока - 1 - 10 |
Положение 1 - 12 А Положение 2 - 53 А Положение 3 - 84 А Положение 4 - 123 А Положение 5 - 165 А Положение 6 - 202 А Положение 7 - 235 А Положение 8 - 279 А Положение 9 - 305 А Положение 10 - 350 А |
Годен |
|
2 |
Пределы регулирования нарастания тока, с |
0 - 5 с |
0 - 5,1с |
Годен |
|
3 |
Пределы регулирования спада тока, с |
0 - 10 с |
0 - 10,5 с |
Годен |
|
4 |
Пределы регулирования времени сварки точками, с |
0 - 2 с |
0 - 2,1с |
Годен |
|
5 |
Пределы регулирования времени продувки газа после сварки, с |
5 - 20 с |
5 - 21 с |
Годен |
|
6 |
Режим работы, ПН % (цикл - 10 мин) |
60 % - 350 А |
60 % - 355 А Температура элементов после 2 циклов 45 °С |
Годен |
|
7 |
Вид внешней статической характеристики |
Штыковая |
Штыковая На режиме МАХ Iкз = 355 А I = 50 A U = 61,9 V I = 100 A U = 55,3 V I = 150 A U = 54,2 V I = 200 A U = 52,0 V I = 250 A U = 50,1 V I = 300 A U = 48,6 V I = 350 A U = 25,1 V I = 353 A U = 4,3 V |
Годен |
|
8 |
Напряжение питания TU 20 50/60 Гц, В |
30 |
30,2 (менее +5 %) |
Годен по п. 2.4.3 РД 03-614-03 |
|
3-й этап - МП, МАДП: А7 (PS 3500 + FU 20) с дополнительным оборудованием WU 20 |
||||
|
1 |
Скорость подачи сварочной проволоки, м/мин (для диаметра 0,8 - 1,6 мм) |
0 - 18 (для диаметра 0,8 - 1,6 мм) |
0 - 18,2 (проверено для диаметра 0,8 - 1,6 мм) |
Годен |
|
2 |
Режим работы, ПН % (цикл - 10 мин) |
60 % - 350 А |
60 % - 355 А Температура радиаторов после 2 циклов 35 °С |
Годен |
|
3 |
Диапазон регулировки напряжения, В |
16 - 33 |
15,7 - 33,8 |
Годен |
|
4 |
Вид внешней статической характеристики |
Жесткая |
Жесткая На режиме МАХ I = 50 A U = 37,6 V I = 100 A U = 35,2 V I = 150 A U = 34,5 V I = 200 A U = 34,2 V I = 250 A U = 34,1 V I = 300 A U = 33,4 V I = 350 A U = 33,1 V |
Годен |
|
5 |
Напряжение питания, 50/60 Гц, В (FU 20) |
30 |
30,2 (менее +5 %) |
Годен по п. 2.4.3 РД 03-614-03 |
|
3-й этап - специальные испытания - визуально-измерительный контроль блоков сварочной установки |
||||
|
1 |
БС (PS 3500) |
Сварочные клеммы, контактор |
Контакты не окислены, клеммы затянуты |
Годен по п. 2.8.3 РД 03-614-03 |
|
2 |
CT (PS 3500) |
Сварочный трансформатор |
Контакты затянуты, изоляция не нарушена, следов перегрева нет |
Годен по п. 2.8.3 РД 03-614-03 |
|
3 |
ДР (PS 3500) |
Сварочный дроссель |
Во вторичной цепи следов перегрева нет |
Годен по п. 2.8.3 РД 03-614-03 |
|
4 |
БУ-1 (PS 3500, TU 20, FU 20) |
Блок управления током и напряжением |
Переключатели режимов и регуляторы не повреждены, надписи отчетливо видно |
Годен по п. 2.8.3 РД 03-614-03 |
|
5 |
БУ-2 (FU 20) |
Блок управления скоростью подачи |
Подающие ролики не изношены и соответствуют диаметру проволоки |
Годен по п. 2.8.3 РД 03-614-03 |
|
6 |
БУ-4 (TU 20) |
Блок поджига дуги |
Высоковольтный блок не содержит пыли, изоляция не повреждена |
Годен по п. 2.8.3 РД 03-614-03 |
|
7 |
БУ-8 (TU 20, FU 20) |
Блок подачи защитного газа |
Редукторы и газовые клапаны не повреждены, газовые рукава штатные |
Годен по п. 2.8.3 РД 03-614-03 |
|
8 |
БУ-9 (PS 3500) |
Блок аварийной защиты |
Предохранители штатные по номиналу |
Годен по п. 2.8.3 РД 03-614-03 |
|
9 |
Дополнительное оборудование WU 20 |
Блок охлаждения |
Недопустимых изгибов шлангов нет, быстросъемные водяные разъемы работоспособны |
Годен по п. 2.8.3 РД 03-614-03 |
Практические испытания для РД (A3): (PS 3500)
|
№ п/п |
Практические испытания сварочного оборудования |
Тип контрольного сварного соединения |
Данные испытаний |
Баллы |
Заключение |
|
1 |
Начальное зажигание дуги |
Труба Ст. 10 76´4 |
Легкое |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
2 |
Стабильность процесса сварки |
Труба Ст. 10 76´4 |
Высокая |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
3 |
Разбрызгивание металла |
Труба Ст. 10 76´4 |
Малое |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
4 |
Качество формирования шва |
Труба Ст. 10 76´4 |
Очень хорошее |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
5 |
Эластичность дуги |
Труба Ст. 10 76´4 |
Высокая |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
6 |
Проверка сварного соединения методом ВИК (протокол ВИК № РД-05-153) |
Труба Ст. 10 76´4 |
Дефектов не обнаружено |
Годен для ОХНВП (по ОСТ 26.260.3-2001, ПБ 03-585-03) |
Практические испытания для РАД (A3): (PS 3500 с TU 20 и WU 20)
|
№ п/п |
Практические испытания сварочного оборудования |
Тип контрольного сварного соединения |
Данные испытаний |
Баллы |
Заключение |
|
2 |
Стабильность процесса сварки |
Труба Ст.Х18Н10Т 76´4 |
Высокая |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
4 |
Качество формирования шва |
Труба Ст.Х18Н10Т 76´4 |
Очень хорошее |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
6 |
Проверка сварного соединения методом ВПК (протокол ВПК № РАД-05-153) |
Труба Ст.Х18Н10Т 76´4 |
Дефектов не обнаружено |
Годен для ОХНВП (по ОСТ 26.260.3-2001, ПБ 03-585-03) |
Практические испытания для МП (А5): (PS 3500 с FU 20 и WU 20)
|
№ п/п |
Практические испытания сварочного оборудования |
Тип контрольного сварного соединения |
Данные испытаний |
Баллы |
Заключение |
|
2 |
Стабильность процесса сварки |
Труба Ст. 10 76´4 |
Высокая |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
3 |
Разбрызгивание металла |
Труба Ст. 10 76´4 |
Малое |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
4 |
Качество формирования шва |
Труба Ст. 10 76´4 |
Очень хорошее |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
6 |
Проверка сварного соединения методом ВПК (протокол ВПК № МП-05-153) |
Труба Ст. 10 76´4 |
Дефектов не обнаружено |
Годен для ОХНВП (по ОСТ 26.260.3-2001, ПБ 03-585-03) |
Практические испытания для МАДП (А7): (PS 3500 с FU 20 и WU 20)
|
№ п/п |
Практические испытания сварочного оборудования |
Тип контрольного сварного соединения |
Данные испытаний |
Баллы |
Заключение |
|
2 |
Стабильность процесса сварки |
Труба Ст.Х18Н10Т 76´4 |
Высокая |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
3 |
Разбрызгивание металла |
Труба Ст.Х18Н10Т 76´4 |
Малое |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
4 |
Качество формирования шва |
Труба Ст.Х18Н10Т 76´4 |
Очень хорошее |
5 |
Годен по п. 3.4.1 РД 03-614-03 |
|
6 |
Проверка сварного соединения методом ВПК (протокол ВПК № МАДП-05-153) |
Труба Ст.Х18Н10Т 76´4 |
Дефектов не обнаружено |
Годен для ОХНВП (по ОСТ 26.260.3-2001, ПБ 03-585-03) |
Выводы аттестационной комиссии: сварочное оборудование потребителя:
1. Тип A3: сварочный выпрямитель PS 3500 (зав. № 6142363) аттестован в соответствии с требованиями РД 03-614-03 для РД, РАД (с TU 20 зав. № 6271222), МП, МАДП (с TU 20 зав. № 6231120) при изготовлении, реконструкции, монтаже и ремонте технических устройств для опасных производственных объектов ОХНВП сроком на 1,5 (полтора) года.
2. Тип А5/А7: полуавтомат FU 20 (зав. № 6231120) аттестован в соответствии с требованиями РД 03-614-03 для МП, МАДП при изготовлении, реконструкции, монтаже и ремонте технических устройств для опасных производственных объектов ОХНВП сроком на 1,5 (полтора) года.
Основание: данные об аттестационных испытаниях сварочного оборудования; типа A3 - сварочный выпрямитель для РД - PS 3500 (зав. № 6142363), для РАД - PS 3500 с TU 20 (зав. № 6271222) и типа А5/А7 - полуавтомат FU 20 (зав. № 6231120) со сроком эксплуатации свыше 6 лет.
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
A3 |
PS 3500 |
6142363 |
РД, РАД1, МП, МАДП |
ОХНВП |
|
А5/А7 |
FU 20 |
6231120 |
МП2, МАДП2 |
____________
1 С блоком TU 20 (заводской № 6271222) и системой охлаждения WU-10.
2 С системой охлаждения WU-10.
9.3.4. При представлении к аттестации СО шифров А5 - А9 или А10 - А13, А16 - А21 без источников питания необходимо наличие у него заводских номеров и паспортов, а также аттестованного источника питания, с которым полуавтомат, автомат или робот может работать в комплекте.
В таком случае может выполняться аттестация партии полуавтоматов, автоматов или роботов с использованием одного аттестованного источника питания. Данные об этом СО (источнике питания) указываются в соответствующих разделах испытаний протокола аттестации. В таком случае аттестуется только СО шифров А5 - А9 или А10 - А13, А16 - А21, при этом возможно использование этого СО в комплекте с любым другим аттестованным источником питания.
Допускается для СОпр совместное испытание неаттестованных партий (шифров А3 + А5 - А13, А16 - А21) с составлением 2 протоколов аттестации отдельно для A3 и А5 - А13, А16 - А21) со ссылкой друг на друга при условии проведения аттестации в одно время одними и теми же членами комиссии.
Под комплектом СО (источника питания и полуавтомата или автомата) понимается:
совместимость номинальных сварочных токов;
совместимость сигналов управления по напряжению и мощности;
совместимость соединительных кабелей и разъемов;
совпадение области аттестации СО по способам сварки и группам технических устройств.
9.4. Примеры записей при оформлении протоколов аттестации СО шифров А1 - А13 в зависимости от вариантов исполнения и условий аттестации приведены ниже.
Пример записи при оформлении протокола аттестации СО шифра А4 (установка с одним заводским номером)
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
А4 |
УДГ-301-1 |
31410 |
РАД |
ОХНВП |
Пример записи при оформлении протокола аттестации СО шифра А1 для аргонодуговой сварки
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
А1 |
ТДМ-503-4 |
976542 |
РАД1 |
охнвп |
__________
1 С блоком ВСД-01 У3 (заводской № 112435), балластным реостатом РБ-301 и аргонодуговой горелкой ЭЗР-3.
Примеры записи при оформлении протокола аттестации СО шифра A3 для аргонодуговой сварки
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
A3 |
PS 3500 |
6142363 |
РАД1 |
ОХНВП |
__________
1 С блоком TU 20 (заводской № 6271222) и системой охлаждения WU-10 (заводской № 2931223).
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
A3 |
ВД-306 |
321925 |
РАД1 |
ОХНВП |
__________
1 С балластным реостатом РБ-301 и аргонодуговой горелкой ЭЗР-3.
Пример записи при оформлении протокола аттестации СО в случае его моноблочного изготовления с одним заводским номером (А3 + А5)
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
А3 + А5 |
КЕМРОМАТ-3200 |
38769 |
МП |
пто |
Пример записи при оформлении протокола аттестации СО шифров A3 и А5, выполненных в виде двух отдельных блоков, имеющих заводские номера
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
A3 |
PS 3500 |
6142363 |
МП |
ПТО |
|
А5 |
FU 20 |
6231120 |
Пример записи при оформлении протокола аттестации СО шифра А5 с использованием для испытаний аттестованного источника питания, когда комплектные марки источников питания не указаны в паспорте
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
А5 |
ПДГ-502 |
976542 |
МП1 |
ПТО |
___________
1 С комплектным источником питания.
Пример записи при оформлении протокола аттестации СО шифра А8 с использованием для испытаний аттестованного источника питания, когда комплектные марки источников питания однозначно определены в паспорте
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
А8 |
WeldForce KWF300 |
В00132 |
МП1, МАДП1, МПГ1, МПС1 |
пто, ко, го, нгдо, ОХНВП, ОТОГ, МО, ГДО |
___________
1 С источниками питания WeldForce KPS3500, KPS4500, KPS5500.
Пример записи при оформлении протокола аттестации партии СО шифра А8 с использованием для испытаний аттестованного источника питания, когда комплектные марки источников питания не указаны в паспорте
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
А8 |
ПДГ-508М УЗ |
3421, 3423, 3424, 3426, 3428 |
МП1, МАДП1 |
ПТО, КО, ГО, ОХНВП, ОТОГ, МО, ГДО |
___________
1 С комплектным источником питания.
Пример записи при оформлении протокола аттестации СО, предназначенного для нескольких видов (способов) сварки/наплавки
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы технических устройств |
|
A3 |
PS 3500 |
6142363 |
РД, РАД1, МП2, МАДП2 |
ОХНВП |
|
А5/А7 |
FU 20 |
6231120 |
МП2, МАДП2 |
___________
1 С блоком TU 20 (заводской № 6271222) и системой охлаждения WU-10.
2 С системой охлаждения WU-10.
Пример записи при оформлении протокола аттестации СОпр, в случае когда партия состоит из нескольких марок, отличающихся только по сварочному току
|
Шифр СО |
Марка |
Аттестационный номер |
Вид (способ) сварки |
Группы технических устройств |
|
A3 |
KEMPOMIG 3200/4000 |
ССО-2-00157/1 по СО-2-00157/50 |
РД |
ОХНВП |
9.5. Многопостовые сварочные выпрямители испытываются на взаимное влияние одного поста на другой и на проверку коэффициента одновременности работы постов. Взаимное влияние одного поста на другой оценивается следующим образом:
на испытуемом посту устанавливают номинальный ток, в качестве нагрузки используют балластный реостат. Напряжение на нагрузке устанавливают в соответствии с ГОСТ 13821-77 по формуле U = 20 + 0,041св. На других постах устанавливают аналогичные номинальные режимы;
на контрольном посту замеряют отклонения тока и напряжения при поочередном включении и выключении остальных постов на номинальную нагрузку;
одновременно включаются и выключаются все посты и фиксируются отклонения тока и напряжения на контрольном посту.
Вышеперечисленные замеры проводятся поочередно для всех постов.
Для многопостовых выпрямителей (агрегатов питания) с балластным регулированием тока колебания режима, вызванные взаимным влиянием постов, не должны превышать 10 % номинальных значений тока и напряжения.
Для многопостовых систем на базе управляемых источников сварочного тока колебания режима, вызванные взаимным влиянием постов, не должны превышать 5 % номинальных значений тока и напряжения.
Коэффициент одновременности работы постов проверяется на номинальном токе каждого поста, при этом для выпрямителя ВДМ-1202 при использовании 8 постов с балластными реостатами РБ-306 он составляет 0,5.
Балластные реостаты, входящие в состав многопостовых выпрямителей, проверяются на технически исправное состояние визуально - на отсутствие внешних повреждений корпуса и контактов, а также функционально - при сварке КСС. В Протоколе аттестации указываются их марка и количество.
Пример записи данных при оформлении протокола аттестации многопостового выпрямителя с балластными реостатами приведен ниже.
Пример оформления протокола аттестации многопостового выпрямителя с дополнительным оборудованием
ПРОТОКОЛ
аттестации сварочного оборудования потребителя (выдержки)
|
Наименование оборудования |
Многопостовой сварочный выпрямитель ВДМ-1202 С У3.1 |
|
|
1 |
Общие сведения об оборудовании |
Результаты испытаний |
|
1.1 |
Шифр аттестованного СОпо |
A3 |
|
1.2 |
Марка аттестованного СОпо |
ВДМ-1202 С У3.1 |
|
1.3 |
Дополнительное оборудование |
Реостат балластный РБ-306 У2 - 8 шт. |
|
1.4.1 |
Заводской номер ВДМ-1202 С У3.1 |
258 |
|
1.4.2 |
Заводской номер дополнительного оборудования |
б/н |
|
1.5 |
Дата выпуска |
2002 г. |
|
1.6 |
Дата ввода в эксплуатацию |
2003 г. |
|
1.7 |
Инвентарный номер |
0012 |
|
1.8 |
Номер паспорта |
444-000-ПС |
|
1.9 |
Виды (способы) сварки |
РД |
|
1.10 |
Группы технических устройств |
го |
|
1.11 |
Группы свариваемых материалов |
М01, М11 |
|
1.12 |
Сертификат соответствия РФ |
№ РОСС A1.CH01.B20087 |
|
1.13 |
Аттестат, выданный головной организацией отрасли |
Отсутствует |
|
1.14 |
Ф. И. О., должность ответственного лица |
Петров В.В., главный сварщик Удостоверение МР-ГАЦ-IV-00876, действительно до 13.07.07 г. |
|
1.15 |
Программа аттестационных испытаний (полная, сокращенная) |
Полная |
|
3-й этап |
|||||
|
№ п/п |
Специальные испытания сварочного оборудования |
№ поста |
Данные паспорта |
Данные испытаний |
Заключение |
|
1 |
Номинальный сварочный ток выпрямителя, А, род тока |
1250 А, постоянный |
1240 А, постоянный |
Годен |
|
|
2 |
Номинальный сварочный ток на постах при ПН 60 %, А |
1 |
315 А |
310 А |
Годен |
|
2 |
315 А |
312 А |
|||
|
3 |
315 А |
314 А |
|||
|
4 |
315 А |
315 А |
|||
|
5 |
315 А |
316 А |
|||
|
6 |
315 А |
312 А |
|||
|
7 |
315 А |
315 А |
|||
|
8 |
315 А |
314 А |
|||
|
3 |
Коэффициент одновременности работы постов |
1 - 8 |
0,5 |
Годен |
|
|
4 |
Напряжение питающей сети, В Частота сети, Гц |
380 В 50 Гц |
Ua-в = 382 В, Ua-c = 386 В, Uв-c = 378 В (±5 %) f = 49,95 Гц (±2 %) |
Годен по п. 2.4.3 РД 03-614-03 |
|
|
5 |
Потребляемая мощность при номинальном токе, кВА |
99 |
99,3 |
Годен |
|
|
6 |
Напряжение холостого хода, В, не более |
1 - 8 |
80 |
78 (не более 100 В) |
Годен по п. 2.4.4 РД 03-614-03 |
|
7 |
Режим работы, ПН % (цикл - 5 мин) |
8 постов |
100 % - 1250 А |
100 % - 1240 А |
Годен |
|
8 |
Вид внешней статической характеристики на выходе многопостового выпрямителя |
1 - 8 |
Жесткая |
Жесткая На режиме МАХ I = 50 A U = 77,3 В I = 100 A U = 77,0 В I = 150 A U = 76,8 В I = 200 A U = 76,5 В I = 300 A U = 76,2 В I = 400 A U = 75,9 В I = 500 A U = 75,5 В I = 600 A U = 75,2 В I = 800 A U = 74,1 В I = 1000 A U = 72,5 В I = 1200 A U = 71,4 В |
Годен по п. 2.4.6 РД 03-614-03 |
|
9 |
Влияние изменения нагрузки постов, оказываемое на работу одного поста |
8 постов |
Колебания режима, вызванные взаимным влиянием постов, не должны превышать 10 % номинальных значений тока и напряжения |
Колебания режима, вызванные взаимным влиянием постов, составляют 8 % номинальных значений тока и напряжения |
Годен |
Выводы аттестационной комиссии: сварочное оборудование потребителя - сварочный выпрямитель ВДМ-1202 С У3.1 аттестован в соответствии с требованиями РД 03-614-03 для ручной дуговой сварки покрытыми электродами (РД) при изготовлении, реконструкции, монтаже и ремонте технических устройств для опасных производственных объектов газового (ГО) оборудования сроком на 3 (три) года.
Основание: данные об аттестационных испытаниях сварочного оборудования типа A3: сварочный выпрямитель ВДМ-1202 С У3.1 (зав. № 258) со сроком эксплуатации до 6 лет.
|
Шифр СО |
Марка |
Заводской номер |
Вид (способ) сварки |
Группы ТУ |
|
A3 |
ВДМ-1202 С У3.1 |
258 |
РД1 |
ГО |
___________
1 В комплекте с реостатом балластным РБ-306 У2 в количестве 8 штук.
9.6. Автономная электростанция, используемая для подключения к ней сварочных выпрямителей (инверторов), испытывается только по выходным параметрам, которые должны соответствовать требованиям к питающей электросети для СО, подключенного к ней. При этом изменение напряжения на выходе электростанции не должно превышать 10 % при одновременном подключении всех сварочных постов на номинальную нагрузку в соответствии с п. 2.4.3 приложения 1 к РД 03-614-03.
9.7. Для СО шифра В протокол аттестации оформляется на пост газовой сварки (ПГС), которому присваивается аттестационный номер.
Аттестационный паспорт ПГС составляется аттестационным центром для идентификации элементов поста газовой сварки в процессе эксплуатации. Пример оформления аттестационного паспорта ПГС приведен ниже.
Пример оформления аттестационного паспорта поста газовой сварки (ПГС)
ПОСТ ГАЗОВОЙ
СВАРКИ
(ПГС)
АТТЕСТАЦИОННЫЙ ПАСПОРТ
№ СО-2-00123/1
Москва, 2008 г.
Пост газовой сварки предназначен для выполнения газосварочных работ с использованием ацетилено-кислородного пламени.
1. Состав поста для газовой сварки
|
№ п/п |
Наименование |
Марка/Тип |
ГОСТ, ТУ |
Заводской №, год выпуска, дата освидетельствования |
|
1 |
Баллон ацетиленовый1 |
40-100У |
ТУ-6-21-40-94 |
6611813, 1985 г. 01.08.05 г. |
|
2 |
Баллон кислородный |
40-150У |
7630813, 1984 г. 05.06.04 г. |
|
|
3 |
Редуктор ацетиленовый2 |
БАО-5-4 |
2005 г. |
|
|
4 |
Редуктор кислородный2 |
БКО-50-4 |
2005 г. |
|
|
5 |
Рукав ацетиленовый, длина 30 м |
Рукав I-6,3-6,3ХЛ |
2004 г. |
|
|
6 |
Рукав кислородный, длина 30 м |
Рукав III-6,3-20ХЛ |
2004 г. |
|
|
7 |
Предохранительный затвор ацетиленовый |
ПЗР-А-1-1,5/1,5 |
2005 г.2 |
|
|
8 |
Предохранительный затвор кислородный |
ПЗР-К-1-3/7,5 |
2005 г.2 |
|
|
9 |
Пламегаситель ацетиленовый |
ОЗК-3/1,5А |
2005 г.2 |
|
|
10 |
Пламегаситель кислородный |
ОЗК-15/10К |
2005 г.2 |
|
|
11 |
Горелка сварочная ацетиленовая |
Г2-03 |
2004 г.2 |
___________
1 При использовании передвижного ацетиленового генератора по ГОСТ 30829-02 вместо баллона (п. 1 табл. 1) редуктор ацетиленовый и предохранительный затвор (пп. 3, 7 соответственно) в состав поста не входят.
2 Номер сертификата соответствия (при наличии).
2. Основные параметры поста
|
Наименование показателей |
Номер наконечника |
|||||
|
0 |
1 |
2 |
3 |
4 |
||
|
Толщина свариваемой низкоуглеродистой стали, мм |
0,2 - 0,5 |
0,5 - 1 |
1 - 2 |
2 - 4 |
4 - 7 |
|
|
Расход, л/ч: |
ацетилена |
40 - 50 |
65 - 90 |
130 - 180 |
270 - 380 |
450 - 650 |
|
кислорода |
45 - 55 |
70 - 100 |
140 - 200 |
250 - 350 |
420 - 600 |
|
|
Давление на входе в горелку, кгс/см2 (МПа) |
ацетилена |
0,01 (0,001) |
0,01 (0,001) |
|||
|
кислорода |
1,5 - 3 (0,15 - 0,3) |
2 - 3 (0,2 - 0,3) |
||||
|
Длина ядра пламени, мм |
5 - 6 |
6 - 7 |
8 - 9 |
10 - 11 |
13 - 15 |
|
|
Длина горелки, мм |
447 |
|||||
3. Устройство и принцип работы газового поста
Схема соединений и состав газового поста приведены на рис. 1.

Рис. 1. Устройство поста газовой сварки
Газовые редукторы 3 и 4 устанавливаются на баллоны 1 и 2, служат для понижения давления газа и автоматического поддержания заданного рабочего давления постоянным.
Предохранительные затворы 7 и 8 устанавливаются на редукторы и предназначены для защиты баллонов от проникновения пламени.
Пламегасители 9 и 10 присоединяются к штуцерам горелки или в разрыв рукавов на расстоянии не более 0,3 м от горелки и защищают рукава от воздействия обратного удара пламени.
Ацетилен из баллона 1 через редуктор 3 и предохранительный затвор 7 по рукаву 5 поступает на вход пламегасителя 9 и далее в горелку 11. В случае использования передвижного ацетиленового генератора 12 ацетилен через предохранительный затвор 13, входящий в состав генератора, по рукаву 5 поступает на вход пламегасителя 9 и далее в горелку 11. Кислород из баллона 2 через редуктор 4 и предохранительный затвор 8 по рукаву 6 поступает в пламегаситель 10 и горелку 11. Далее ацетилен и кислород через соответствующие вентили и дозирующие отверстия горелки подаются в смесительную камеру, где образуется горючая смесь. Образовавшаяся горючая смесь по трубке поступает в мундштук и при истечении образует факел пламени для проведения сварочных работ.
Сварочные работы осуществляются согласно рабочей инструкции на рабочем месте сварщика.
4. Эксплуатационная документация
1. Паспорт на редуктор БАО-5-4 - 1 экз.
2. Паспорт на редуктор БКО-50-4 - 1 экз.
3. Паспорт на предохранительный затвор ПЗР-А-1-1,5/1,5 - 1 экз.
4. Паспорт на предохранительный затвор ПЗР-К-1-3/7,5 - 1 экз.
5. Паспорт на пламегаситель ОЗК-3/1,5А - 1 экз.
6. Паспорт на пламегаситель ОЗК-15/10К - 1 экз.
7. Паспорт на горелку сварочную Г2-03 - 1 экз.
Общество с ограниченной ответственностью «БРИЗ-1»
Предприятие (организация) заявитель
Аттестационный № _______ СО-2-00123/1
Директор ООО «Бриз-1» Иванов И.И.
м.п.
Директор ООО «АЦГХ» Авилкин В.В.
м.п.
Дата аттестации «_14_»__февраля 2006 г.
Москва, 105187, Измайловское шоссе, д. 47а, тел. (факс): (495) 369-64-70
9.8. При приобретении аттестованного СОпр потребитель должен получить у производителя (поставщика) копию свидетельства об аттестации с указанием номера СО, заверенную его печатью, а при приобретении СОпо - оригинал свидетельства об аттестации. Потребитель может эксплуатировать СО до окончания срока действия свидетельства об аттестации. По окончании срока действия свидетельства об аттестации потребитель несет ответственность за проведение аттестации сварочного оборудования.
При выдаче копий свидетельств на партию аттестованного СО АЦ обязан указать в них организацию - поставщика (продавца) СО, имеющего полномочия от производителя. Пример оформления записей приведен в табл. 1.19 и 1.20.
При аттестации партии СО поставщиком (продавцом), имеющим полномочия от производителя
Таблица 1.19
|
Аттестационный № |
|
|
Заводской № |
При аттестации партии СО производителем
Таблица 1.20
|
Заводской № |
9.9. Протокол аттестации, хранящийся у заявителя, является неотъемлемой частью комплекта документов по аттестации сварочного оборудования.
9.10. При аттестации СО для группы технических устройств - строительные конструкции (СК) применяются все перечисленные выше методики. Особенности проведения испытаний при аттестации СО для СК приведены в приложении 2.
9.11. При аттестации СО для группы технических устройств - конструкции стальных мостов (КСМ) применяются все перечисленные выше методики. Особенности проведения испытаний при аттестации СО для КСМ приведены в приложении 3.
Приложение 2
Особенности проведения испытаний при аттестации СО для СК
1. Металлические строительные конструкции (СК п. 1)
1.1. При изготовлении, монтаже и ремонте стальных строительных конструкций применяются следующие основные способы сварки.
|
РД |
Ручная дуговая сварка покрытыми электродами (111) |
|
МП |
Механизированная сварка плавящимся электродом в среде активных газов и смесях (135) |
|
АПГ |
Автоматическая сварка плавящимся электродом в среде активных газов и смесях |
|
ААДП |
Автоматическая аргонодуговая сварка плавящимся электродом |
|
АФ |
Автоматическая сварка под флюсом (12) |
|
МПС |
Механизированная сварка самозащитной порошковой проволокой (114) |
|
МПГ |
Механизированная сварка порошковой проволокой в среде активных газов (136) |
|
ЭШ |
Электрошлаковая сварка |
1.2. При аттестации сварочного оборудования необходимо руководствоваться требованиями, изложенными в РД 03-614-03 и Рекомендациях по применению РД 03-614-03, а также требованиями РД 34.15.132-96.
1.2.1. Оборудование для сварки, контрольно-измерительные приборы (амперметры, вольтметры и др.), поставляемые отдельно, сборочно-сварочная оснастка (далее по тексту - оборудование) должны иметь паспорт завода-изготовителя.
1.2.2. В качестве источника питания сварочной дуги постоянным током применяются однопостовые и многопостовые источники питания (преобразователи, выпрямители, инверторы). При сварке постоянным током от многопостового источника для регулирования величины тока в сварочную цепь должны включаться балластные реостаты типов РБ-201, РБ-300, РБГ-502 и др.
1.2.3. Сварка порошковой проволокой ведется с применением источников питания постоянного тока с жесткой характеристикой. Выбор мощности источника зависит от марки порошковой проволоки и допускаемого для данной марки максимального тока.
1.3. Обозначения шифров и типов сварочного оборудования в соответствии с РД 03-614-03 для сварки металлических стальных конструкций приведены в табл. 2.1.
Таблица 2.1
Шифры и типы сварочного оборудования для сварки металлических стальных конструкций
|
Способ сварки |
Нормативный документ |
Шифр СО |
Тип СО |
|
|
1 |
РД |
СНиП 3.03-1-87 (п. 8.20) РД 34.12.132-96 (п. 6.2) |
А1 A3 А14 А15 |
ТД ВД, ВДУЧ АД пд |
|
2 |
МП |
СНиП 3.03-1-87 (п. 8.22) РД 34.12.132-96 (п. 6.3) |
А3 + А5 (А8) А14 (А15) + А5 (А8) |
ВД, ВДУЧ + ПДГ (ПДУ) АД (ПД) + ПДГ (ПДУ) |
|
3 |
МПС |
А3 + А9 А15 + А9 |
ВД, ВДУЧ + ПДО пд + пдо |
|
|
4 |
мпг |
А3 + А5 (А8) А14 (А15) + А5 (А8) |
ВД, ВДУЧ + ПДГ (ПДУ) АД (ПД) + ПДГ (ПДУ) |
|
|
5 |
АФ |
А2 + А10 (А12) А3 + А10 (А12) А14 (А15) + А10 (А12) |
ТДФ + АДФ (АДФГ) ВД, ВДУЧ + АДФ (АДФГ) АД (ПД) + АДФ (АДФГ) |
|
|
6 |
ЭШ |
СНиП 3.03-1-87 (п. 8.23) |
F1 F2 F3 |
УОПЭ УНПЭ УПлЭ |
При аттестации сварочного оборудования на практических испытаниях качество контрольных сварных соединений (КСС) определяется визуальным и измерительным контролем (ВИК) в соответствии с требованиями РД 03-614-03 и Рекомендаций по применению РД 03-614-03, а также требованиями РД 34.15.132-96 (п. 4), приведенными в табл. 2.2.
Таблица 2.2
Нормы оценки качества контрольных сварных соединений по ВИК
|
Требования к качеству, допустимые размеры дефектов |
|
|
Поверхность шва |
Равномерно-чешуйчатая, без прожогов, наплывов, сужений и перерывов. Плавный переход к основному металлу |
|
Подрезы |
Глубина до 5 % толщины свариваемого проката, но не более 1 мм |
|
Дефекты удлиненные и сферические одиночные |
Глубина до 10 % толщины свариваемого проката, но не более 3 мм. Длина - до 20 % длины оценочного участка |
|
Дефекты удлиненные сферические в виде цепочки или скопления |
Глубина до 5 % толщины свариваемого проката, но не более 2 мм. Длина - до 20 % длины оценочного участка. Длина цепочки или скопления - не более удвоенной длины оценочного участка |
|
Дефекты (непровары, цепочки и скопления пор) соседние по длине шва |
Расстояние между близлежащими концами - не менее 200 мм |
|
Непровары, несплавления, цепочки и скопления наружных дефектов |
Не допускаются |
|
Подрезы: вдоль усиления местные, поперек усиления |
Глубина - не более 0,5 мм при толщине свариваемого проката до 20 мм и не более 1 мм - при большей толщине Длина - не более удвоенной длины оценочного участка |
1.4. При изготовлении алюминиевых конструкций необходимо применять следующие основные способы сварки.
|
РАД |
Ручная аргонодуговая сварка неплавящимся электродом (141) |
|
МАДП |
Механизированная аргонодуговая сварка плавящимся электродом (131) |
|
ААД |
Автоматическая аргонодуговая сварка неплавящимся электродом |
|
ААДП |
Автоматическая аргонодуговая сварка плавящимся электродом |
|
КТС |
Контактно-точечная сварка |
Обозначения шифров и типов сварочного оборудования в соответствии с РД 03-614-03 для сварки алюминиевых конструкций приведены в табл. 2.3.
Таблица 2.3
Шифры и типы сварочного оборудования для сварки алюминиевых конструкций
|
Способ сварки |
Нормативный документ |
Шифр СО |
Тип СО |
|
|
1 |
РАД МАДП ААД ААДП |
СНиП 2.03.06-85 (п. 10.17) |
А11 А42 А3 + А7 (А8) А4 + А11 А3 + А11 |
тд1 УДГ2 ВД, ВДУЧ + ПДИ (ПДУ) УДГ + АДГ ВД, ВДУЧ + АДГ |
|
2 |
КТС |
СНиП 2.03.06-85 (п. 10.17) |
С1 |
мт |
____________
1 Для аргонодуговой сварки трансформаторы могут применяться с комплектом дополнительного сварочного оборудования (системой подачи защитного газа, горелкой для аргонодуговой сварки, системой охлаждения горелки, блоком возбуждения дуги и т.д.).
2 Установки для сварки неплавящимся электродом алюминиевых конструкций.
2. Арматура, арматурные и закладные изделия железобетонных конструкций (СК п. 2)
2.1. При изготовлении арматуры, арматурных и закладных изделий железобетонных конструкций применяются следующие основные способы сварки.
|
РД |
Ручная дуговая сварка покрытыми электродами (111) |
|
МП |
Механизированная сварка плавящимся электродом в среде активных газов и смесях (135) |
|
МФ |
Механизированная сварка под флюсом |
|
МПС |
Механизированная сварка самозащитной порошковой проволокой (114) |
|
мпг |
Механизированная сварка порошковой проволокой в среде активных газов (136) |
|
мсод |
Механизированная сварка открытой дугой легированной проволокой |
|
КТС |
Контактно-точечная сварка |
|
ксо |
Контактная стыковая сварка оплавлением |
2.2. При аттестации сварочного оборудования необходимо руководствоваться требованиями, изложенными в РД 03-614-03 и Рекомендациях по применению РД 03-614-03, а также требованиями РТМ 393-94 (п. 2.7), предъявляемыми к потребителю, приведенными в табл. 2.4.
Таблица 2.4
Технические требования к оборудованию, применяемому для сварки арматуры, арматурных и закладных изделий железобетонных конструкций
|
Технические требования |
Допускаемые отклонения от требований |
|
|
I. Оборудование для контактной стыковой и точечной сварки (С1, С2, С4) |
||
|
1 . Напряжение первичного тока |
380 В |
-15 В +25 В |
|
2. Рабочее давление сжатого воздуха |
5,5 ати |
-1 ати |
|
3. Герметичность системы охлаждения |
Полная |
- |
|
4. Циркуляция воды в системе охлаждения |
Беспрепятственная, с расходом, указанным в паспорте машины |
- |
|
5. Длина рычага механизма осадки у стыковых сварочных машин с ручным приводом |
При сварке арматурной стали класса А-IV не менее 1200 мм |
- |
|
6. Длина рукоятки ручных зажимов стержней в электродах стыковых сварочных машин |
Не менее 500 мм |
- |
|
7. Установка электродов |
а) в машинах для стыковой сварки - соосное расположение свариваемых стержней |
- |
|
б) в машинах для точечной сварки с двусторонним подводом тока - соосное расположение верхнего и нижнего электродов |
- |
|
|
в) то же, с односторонним подводом тока - оси смежных электродов должны располагаться в одной вертикальной плоскости параллельно друг другу |
- |
|
|
8. Закрепление электродов и чистота поверхности |
Надежное, без люфтов, до металлического блеска |
- |
|
9. Наличие измерительных приборов |
Метрологически аттестованные |
По паспорту |
|
II. Оборудование для дуговой сварки |
||
|
1. Тип источника питания током |
В зависимости от способа сварки |
- |
|
2. Подключение источника питания током постов |
К самостоятельным электрическим сборкам, получающим ток от отдельных фидеров ближайшего трансформаторного поста |
- |
|
3. Напряжение тока, питающего первичную обмотку сварочного трансформатора |
380 В |
-15 В +25 В |
|
4. Напряжение холостого хода генератора при полуавтоматической ванной сварке |
На 2 - 5 В выше начального напряжения сварки |
|
|
5. Прикрепление гибких токоподводящих кабелей (к трансформаторам, друг к другу и т.п.) |
Плотное с помощью наконечников, скрепляемых болтами или другим способом, обеспечивающим хороший электрический контакт |
|
|
6. Площадь поперечного сечения гибких токоподводящих кабелей |
В зависимости от сварочного тока, А: |
|
|
до 200 - 25 мм2 |
2´10 мм2 |
|
|
200 - 300 - 50 мм2 |
2´10 мм2 |
|
|
300 - 400 - 70 мм2 |
2´25 мм2 |
|
|
400 - 600 - 95 мм2 |
2´35 мм2 |
|
|
7. Длина гибкого кабеля |
Не более 30 м |
- |
|
8. Гибкие кабели |
Без нарушения изоляции, скруток |
- |
|
9. Полярность дуги при сварке постоянным током |
В соответствии с требованиями настоящих технологических разделов РТМ |
- |
|
10. Наличие измерительных приборов |
Метрологически аттестованные |
По паспорту |
|
11. Скорость подачи сварочной проволоки |
В зависимости от диаметров проволоки и свариваемых стержней |
По паспорту |
|
12. Равномерность подачи сварочной проволоки |
Подача без рывков и задержек |
|
|
13. Диаметр отверстия в наконечнике держателя полуавтомата |
Наконечник выбирается в зависимости от диаметра свариваемой проволоки. Диаметр отверстия канала наконечника должен быть больше диаметра проволоки на 0,3 мм |
По паспорту |
|
14. Выработка канала в наконечнике держателя |
Местная выработка не более 1,5 мм |
Наконечник может быть повернут так, чтобы проволока прижималась к невыработанному участку канала |
|
III. Инструмент (электроды) для контактной стыковой или точечной сварки |
||
|
1. Геометрические размеры |
В зависимости от диаметра свариваемых стержней |
При точечной сварке увеличение диаметра или размеров овальной рабочей поверхности в плане вследствие деформации электродов не должно превышать 3 мм |
|
2. Форма электродов для точечной сварки |
В зависимости от вида свариваемых элементов |
|
|
3. Форма гнезд в электродах для сварки арматурной стали встык |
В зависимости от класса арматурной стали, соблюдение размеров |
|
|
4. Состояние рабочей поверхности электродов |
а) чистые до металлического блеска |
Вмятины глубиной не более 1,5 мм |
|
б) отсутствие вмятины - желобка в месте контакта со стержнями |
||
|
в) требуемая форма поверхности |
||
|
IV. Приспособления для дуговой сварки швами или ванной сварки |
||
|
1. Тип и размеры инвентарных форм |
В зависимости от положения и диаметра свариваемых стержней |
- |
|
2. Износ инвентарных форм |
Зазор между цилиндрическими поверхностями стержней и форм не более 2 мм, а толщина стенок уменьшена не более чем на 0,15dн |
- |
|
3. Состояние внутренней (рабочей) поверхности медных форм |
Свободна от шлака |
- |
|
4. Струбцины и зажимы |
Специальные |
Иной конструкции при условии обеспечения заданной технологии сварки |
2.3. Обозначения шифров и типов сварочного оборудования в соответствии с РД 03-614-03 для сварки металлических арматуры, арматурных и закладных изделий железобетонных конструкций приведены в табл. 2.5.
Таблица 2.5
Шифры и типы сварочного оборудования для сварки арматуры, арматурных и закладных изделий железобетонных конструкций
|
Способ сварки |
Обозначение и наименование технологических особенностей сварки (ГОСТ 14098-91) |
Шифр СО |
Тип СО |
|
|
1 |
РД |
Рм - дуговая ручная многослойными швами на стальной скобе-накладке; Рм - дуговая ручная многослойными швами без стальной скобы-накладки; Рн - дуговая ручная швами с накладками из стержней; Ру - дуговая ручная швами с удлиненными накладками из стержней; Рэ - дуговая ручная швами без дополнительных технологических элементов; Рш - дуговая ручная швами; Рв - дуговая ручная в выштампованное отверстие; Рз - дуговая ручная валиковыми швами в раззенкованное отверстие; Рр - дуговая ручная прихватками; Рв - ванная одноэлектродная в инвентарной форме; Рв - ванная одноэлектродная в инвентарной форме спаренных стержней; Рс - ванно-шовная на стальной скобе-накладке; Рс - ванная одноэлектродная в комбинированных несущих и формующих элементах; Рс - ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней; Ри - ванная одноэлектродная в инвентарной форме |
А1 A3 А14 А15 |
ТД ВД, ВДУЧ АД пд |
|
2 |
МП |
Мв - дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие; |
А3 + А5 (А8) |
ВД, ВДУЧ + ПДГ (ПДУ) |
|
Мс - дуговая механизированная в СО2 в отверстие; Мц - дуговая механизированная в СО2 в некованное отверстие |
А14 (А15) + А5 (А8) |
АД (ПД) + ПДГ (ПДУ) |
||
|
3 |
МФ |
Мф - ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней; |
А3 + А6 |
ВД, ВДУЧ + ПДФ |
|
Мф - ванная механизированная под флюсом в инвентарной форме; Мф - ванная механизированная под флюсом в инвентарной форме спаренных стержней; Мф - ванная механизированная под флюсом в комбинированных несущих и формующих элементах |
А14 (А15) + А6 |
АД (ПД) + ПДФ |
||
|
Мф - дуговая механизированная под флюсом без присадочного металла; |
А3 + А6 |
ВД, ВДУЧ + ПДФ |
||
|
Рф - дуговая ручная с малой механизацией под флюсом без присадочного металла; Мж - дуговая механизированная под флюсом без присадочного металла по рельефу |
А14 (А15) + А6 |
АД (ПД) + ПДФ |
||
|
4 |
МПС мпг |
Мп - дуговая механизированная порошковой проволокой в инвентарной форме; Мп - дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней; |
А3 + А5 (А8) |
ВД, ВДУЧ + ПДГ (ПДУ) |
|
Мп - дуговая механизированная порошковой проволокой на стальной скобе-накладке; Мп - дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах; Мп - дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней |
А14 (А15) + А5 (А8) |
АД (ПД) + ПДГ (ПДУ) |
||
|
5 |
мсод |
Мо - дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке |
А3 + А9 А14 (А15) + А9 |
ВД, ВДУЧ + пдо АД (ПД) + пдо |
|
6 |
ктс |
Кт - контактная точечная двух стержней; Кт - контактная точечная трех стержней |
С1 |
МТ |
|
7 |
ксо |
Ко - контактная стержней одинакового диаметра; Ко - контактная непрерывным оплавлением; Кн - контактная стержней разного диаметра; Км - контактная стержней одинакового диаметра с последующей механической обработкой; Кп - контактная стержней одинакового диаметра с предварительной механической обработкой; Кр - контактная по одному рельефу на пластине; |
С4 |
МС |
|
Кп - контактная по двум рельефам на пластине; Ка - контактная по двум рельефам на арматуре |
С2 |
МР |
||
|
8 |
ксс |
Кс - контактная рельефная сопротивлением |
С2 |
МР |
Примечание. При оформлении заявок на аттестацию сварочного оборудования необходимо указать обозначение и наименование технологических особенностей сварки по ГОСТ 14098-91.
2.4. При оценке качества контрольных сварных соединений (КСС) визуальным и измерительным контролем (ВИК) необходимо руководствоваться требованиями РД 03-614-03, а также требованиями РТМ 393-94, предъявляемыми к потребителю.
2.4.1. Контроль внешним осмотром и измерениями осуществляется для установления геометрических размеров швов, их длины, наличия грата, венчика наплавленного металла, шлака и наружных дефектов. Для осмотра и обмера должны быть выбраны худшие по внешнему виду соединения из числа выполненных. Выбранное соединение должно быть тщательно очищено от загрязнений, отслаивающейся окалины, шлака и брызг. Очистке подлежит как весь наплавленный, так и основной металл на участках не менее 20 мм от краев шва.
2.4.2. Правильность выбора режима контактной стыковой сварки характеризуется следующими внешними признаками сварного соединения:
а) переход от поверхности стержней к утолщению в месте стыка должен быть крутым;
б) сварное соединение по периферии должно быть окружено гратом с ярко выраженными рваными зубцами по краям;
в) наружный диаметр венчика грата должен составлять не менее 1,5 диаметра свариваемых стержней, но не более 1,5 диаметра плюс 10 мм.
2.4.3. При правильно выбранном режиме контактной точечной сварки арматурных стержней вкрест величина осадки стержней друг в друга не должна выходить за пределы величин осадки, указанных в технологических разделах РТМ 393-94, и сварное соединение должно быть по периферии окружено гратом, а стержней с плоскими элементами закладных изделий внахлестку - на последних должна остаться вмятина (след) от электрода глубиной до 1 мм. Подплавление и поджоги ребер периодического профиля не допускаются.
2.4.4. Тавровое соединение арматурных стержней с плоскими элементами проката, выполненное дуговой сваркой под флюсом при правильно выбранном режиме, должно иметь следующие внешние признаки:
отклонение от плоскостности наружных лицевых поверхностей плоских элементов закладных изделий не должно превышать 3 мм, угол между поверхностью плоского элемента и анкера должен быть в пределах, установленных ГОСТ 14098-91, а его кромки - очищены от грата и шлака после огневой резки;
расплавленный металл в виде венчика сравнительно равномерно расположен вокруг стержня и без разрывов;
высота венчика металла составляет от 0,4 до 0,6 диаметра привариваемого стержня, допускаются разность высоты венчика в любых точках по его окружности до 7 мм и несимметричное расположение венчика относительно анкерного стержня при условии, что расстояние от края венчика до ближайшей точки на поверхности стержня должно быть не менее 0,5 мм для анкеров диаметром до 14 мм включительно и не менее 2 мм для больших диаметров стержней;
на обратной (по отношению к расположению стержня) стороне плоского элемента (при d £ 15 мм и отсутствии окалины) должно быть пятно с цветами побежалости, прожоги плоских элементов не допускаются.
2.4.5. Правильность выбора режима в соединениях, выполненных дуговой, ванной и ванно-шовной сваркой, характеризуется следующими внешними признаками:
геометрические размеры наплавленного металла должны соответствовать ГОСТ 14096;
наплавленный металл в соединениях и основной металл в околошовных зонах не должен иметь трещин, а переход между ними должен осуществляться без подрезов;
размеры и число наружных дефектов не должны превышать приведенных в табл. 2.6;
не допускаются перерывы наплавленного металла и шлаковое включение, поверхностные поджоги, свищи и непровары. Все кратеры должны быть заварены;
перелом осей в стыкуемых стержнях (в плоскости, параллельной стенкам инвентарной формы и скобы-накладки или перпендикулярной к плоскости, проходящей через продольные оси круглых накладок из стержней) не должен быть более 12 мм на базе 250 мм.
2.4.6. Внешний осмотр производится невооруженным глазом, в сомнительных местах - с помощью лупы 4-кратного увеличения по ГОСТ 25708. Отклонение от соосности измеряется металлической рейкой, имеющей вырез для обхода утолщения наплавленного металла, стальной скобы-накладки в месте сварки; перелом осей стержней арматуры в стыковых соединениях - линейкой; осадка стержней и их смятие электродами в крестообразных соединениях и уменьшение исходного диаметра стержня в месте разрыва при испытании образцов стыковых соединений из арматурной стали класса Ат-V - штангенциркулем.
Таблица 2.6
Размеры и число наружных дефектов в соединениях, выполненных дуговой, ванной и ванно-шовной сваркой
|
Допускаемые дефекты при диаметре свариваемых стержней, мм |
||
|
10 - 28 |
32 - 40 |
|
|
1 . Число отдельных пор диаметром до 2 мм в соединениях, выполненных: |
||
|
дуговой сваркой протяженными швами на длине шва 100 мм |
2 |
4 |
|
при сварке другими способами |
4 |
5 |
|
2. Цепочки пор диаметром до 2 мм и длиной до 50 мм в соединениях, выполненных: |
||
|
дуговой сваркой протяженными швами |
Не допускаются |
2 |
|
при сварке другими способами |
1 |
|
|
3. Глубина усадочных раковин наплавленного металла при выполнении стыковых соединений ванной, ванно-шовной и дуговой сваркой, мм |
2 |
3 |
3. Металлические трубопроводы (СК п. 3)
3.1. При изготовлении металлических трубопроводов применяются следующие основные способы сварки.
|
РД |
Ручная дуговая сварка покрытыми электродами (111) |
|
РАД |
Ручная аргонодуговая сварка неплавящимся электродом (141) |
|
МП |
Механизированная сварка плавящимся электродом в среде активных газов и смесях (135) |
|
АФ |
Автоматическая сварка под флюсом (12) |
|
Г |
Газовая сварка (311) |
|
КСО |
Контактная стыковая сварка оплавлением |
3.2. При аттестации сварочного оборудования необходимо руководствоваться требованиями, изложенными в РД 03-614-03 и Рекомендациях по применению РД 03-614-03, а также в зависимости от характера выполняемых работ требованиями СП 42-102-2004, СНиП 3.05.03-85, СНиП 2.04.01-85*, СНиП 2.04.02-84*, СНиП 2.04.03-85, СНиП III-42-80*, СНиП 3.05.05-84, СНиП 3.05.04-85*.
3.3. Обозначения шифров и типов сварочного оборудования в соответствии с РД 03-614-03 для сварки металлических трубопроводов приведены в табл. 2.7.
Таблица 2.7
Шифры и типы сварочного оборудования для сварки металлических трубопроводов
|
Способ сварки |
Нормативный документ |
Шифр СО |
Тип СО |
|
|
1 |
РД |
СНиП 42-102-2004 (п. 7.49) СНиП 3.05.03-85 (п. 5.5) СНиП 3.05.05-84 (п. 2.15) |
А1 A3 А14 А15 |
ТД ВД, ВДУЧ АД пд |
|
2 |
МП |
СНиП 3.05.04-85* (п. 3.18) |
А3 + А5 (А8) А14 (А15) + А5 (А8) А2 + А10 (А12) |
ВД, ВДУЧ + ПДГ (ПДУ) АД (ПД) + ПДГ (ПДУ) ТДФ + АДФ (АДФГ) |
|
3 |
АФ |
А3 + А10 (А12) А14 (А15) + А10 (А12) |
ВД, ВДУЧ + АДФ (АДФГ) АД (ПД) + АДФ (АДФГ) |
|
|
4 |
РАД |
A31 А4 |
ВД, ВДУЧ1, УДГ |
|
|
5 |
Г |
В1 В2 |
ГА ГЗ |
|
|
6 |
ксо |
С4 |
МС |
____________
1 Для аргонодуговой сварки выпрямители могут применяться с комплектом дополнительного сварочного оборудования (системой подачи защитного газа, горелкой для аргонодуговой сварки, системой охлаждения горелки, блоком возбуждения дуги и т.д.).
3.4. При оценке качества контрольных сварных соединений (КСС) визуальным и измерительным контролем (ВИК) необходимо руководствоваться требованиями РД 03-614-03 и Рекомендаций по применению РД 03-614-03, а также требованиями РТМ 393-94, предъявляемыми к потребителю.
3.5. При оценке качества контрольных сварных соединений (КСС) визуальным и измерительным контролем (ВИК) необходимо руководствоваться требованиями РД 03-614-03 и Рекомендаций по применению РД 03-614-03, а также требованиями СП 42-102-2004, СНиП 3.05.03-85, СНиП 2.04.01-85*, СНиП 2.04.02-84*, СНиП 2.04.03-85, СНиП III-42-80*, СНиП 3.05.05-84, СНиП 3.05.04-85*.
Например, в соответствии со СНиП 3.05.03-85 стыки трубопроводов, сваренные без подкладного кольца с подваркой корня шва, подвергаются внешнему осмотру и измерению размеров шва снаружи и внутри трубы, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на ширину не менее 20 мм (по обе стороны шва).
3.6. Результаты внешнего осмотра и измерения размеров сварных соединений считаются удовлетворительными, если:
отсутствуют трещины любых размеров и направлений в шве и прилегающей зоне, а также подрезы, наплывы, прожоги, незаваренные кратеры и свищи;
размеры и количество объемных включений и западаний между валиками не превышают значений, приведенных в табл. 2.8;
размеры непровара, вогнутости и превышение проплава в корне шва стыковых соединений, выполненных без остающегося подкладного кольца (при возможности осмотра стыка изнутри трубы), не превышают значений, приведенных в табл. 2.9;
стыки, не удовлетворяющие перечисленным выше требованиям, подлежат исправлению или удалению.
Таблица 2.8
Размеры и количество объемных включений и западаний между валиками
|
Максимально допустимый линейный размер дефекта, мм |
Максимально допустимое число дефектов на любые 100 мм длины шва |
|
|
Объемное включение округлой или удлиненной формы при номинальной толщине стенки свариваемых труб в стыковых соединениях или меньшем катете шва в угловых соединениях, мм: |
||
|
до 5,0 |
0,8 |
2 |
|
св. 5,0 до 7,5 |
0,8 |
3 |
|
» 7,5 » 10,0 |
1,0 |
4 |
|
» 10,0 |
1,2 |
4 |
|
Западание (углубление) между валиками и чешуйчатое строение поверхности шва при номинальной толщине стенки свариваемых труб в стыковых соединениях или при меньшем катете шва в угловых соединениях, мм: |
||
|
до 15,0 |
1,5 |
Не ограничивается |
|
св. 15,0 |
2,0 |
» |
Таблица 2.9
Размеры непровара, вогнутости и превышение проплава в корне шва
|
Дефект |
Максимально допустимая высота (глубина), % номинальной толщины стенки |
Максимально допустимая суммарная длина по периметру стыка |
|
|
Распространяются |
Вогнутость и непровар в корне шва |
10, но не более 2 мм |
20 % периметра |
|
Превышение проплава |
20, но не более 2 мм |
» |
|
|
Не распространяются |
Вогнутость, превышение проплава и непровар в корне шва |
10 |
1/3 периметра |
4. Конструкции и трубопроводы из полимерных материалов (СК п. 4)
4.1. При изготовлении трубопроводов из полимерных материалов применяются следующие основные способы сварки.
|
э |
Экструзионная сварка |
|
нг |
Сварка нагретым газом |
|
ни |
Сварка нагретым инструментом1 |
|
зн |
Сварка с закладными нагревателями |
____________
1 Включая раструбно-стыковую сварку.
4.2. При аттестации сварочного оборудования необходимо руководствоваться требованиями, изложенными в РД 03-614-03 и Рекомендациях по применению РД 03-614-03, а также в зависимости от характера выполняемых работ требованиями СП 40-107-2003, СП 40-102-2000, СП 41-109-2005, СНиП 3.05.04-85*, СП 42-103-2003, СП 40-101-96.
4.3. Обозначения шифров и типов сварочного оборудования в соответствии с РД 03-614-03 для сварки металлических трубопроводов приведены в табл. 2.10.
4.4. При оценке качества контрольных сварных соединений (КСС) визуальным и измерительным контролем (ВИК) необходимо руководствоваться требованиями РД 03-614-03 и Рекомендаций по применению РД 03-614-03, а также требованиями СП 40-107-2003, СП 40-102-2000, СП 41-109-2005, СНиП 3.05.04-85*, СП 42-103-2003, СП 40-101-96.
Таблица 2.10
Шифры и типы сварочного оборудования для сварки трубопроводов из полимерных материалов
|
Способ сварки |
Нормативный документ |
Шифр СО |
Тип СО |
|
|
1 |
Э |
D1 |
УЭ |
|
|
2 |
нг |
D2 |
УНГ |
|
|
3 |
зн |
D3 |
УЗН |
|
|
4 |
ни |
D4 |
УНИ |
4.5. При аттестации оборудования для контактной раструбно-стыковой сварки геометрические размеры нагревательных насадок и состояние их поверхности необходимо контролировать и результаты измерений заносить в протокол испытаний.
4.6. При оценке качества контрольных сварных соединений (КСС) необходимо руководствоваться следующими требованиями по визуальному и измерительному контролю (ВИК):
валик сварного шва, полученный в результате контактной сварки встык, должен быть симметричным и равномерно распределенным по ширине и всему периметру стыка;
высота валика в зависимости от толщины стенки должна быть в пределах:
2 ± 1 мм при толщине стенки до 7 мм;
3 ± 1 мм при толщине стенки от 7 до 18 мм;
4 ± 1 мм при толщине стенки труб от 18 до 26 мм;
6 ± 2 мм, 8 ± 2 мм и 10 ± 3 мм при толщине стенки от 26 до 32 мм, от 32 до 40 мм и от 40 до 50 мм соответственно;
ширина валика должна быть в пределах 1,8 - 2,3 его высоты;
валики шва не должны иметь резкой разграничительной линии, их поверхность должна быть гладкой;
в шве не должно быть трещин, газовых пузырей и инородных включений;
при сварке враструб валик должен быть равномерно распределен по торцу раструба;
при газовой прутковой сварке поливинилхлоридных труб не должно быть пустот между прутками, пережога материала изделий и сварочных прутков, неравномерного усиления шва по его ширине и высоте;
поверхность шва должна быть выпуклой и иметь плавное примыкание к основному материалу;
при склеивании зазор должен быть заполнен клеевой пленкой, равномерно выступающей по периметру стыка.
Справочные сведения
Перечень нормативно-технической документации
СК п. 1 - Металлические стальные конструкции
1. СНиП II-23-81*. Стальные конструкции. М., 2006.
2. СП 53-101-98. Изготовление и контроль качества стальных строительных конструкций (в развитие ГОСТ 23118-99).
3. СНиП 3.03.01-87. Несущие и ограждающие конструкции.
4. СНиП 2.03.06-85. Алюминиевые конструкции.
5. ОСТ 36-58-81. Конструкции строительные. Сварка. Основные требования.
6. ОСТ 36-60-81. Сварка при монтаже стальных строительных конструкций. Основные положения.
7. СТО 02494680-0046-2005. Соединения сварные стальных металлических конструкций. Общие требования при проектировании, изготовлении и монтаже.
8. МДС 53-1.2001. Рекомендации по монтажу стальных строительных конструкций (к СНиП 3.03.01-87).
9. РД 34.15.132-96. Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов.
СК п. 2 - Арматура, арматурные и закладные изделия железобетонных конструкций
1. СНиП 3.09.01-85. Производство сборных железобетонных конструкций и изделий.
2. ГОСТ 14098-91. Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры.
3. РТМ 393-94. Руководящие технические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций.
СК п. 3 - Металлические трубопроводы
1. СП 42-102-2004. Проектирование и строительство газопроводов из металлических труб.
2. СНиП 41-02-2003. Тепловые сети.
3. СНиП 3.05.03-85. Тепловые сети.
4. СНиП 2.04.01-85*. Внутренний водопровод и канализация зданий.
5. СНиП 2.04.02-84*. Водоснабжение. Наружные сети и сооружения.
6. СНиП 2.04.03-85. Канализация. Наружные сети и сооружения.
7. СНиП 3.05.04-85*. Наружные сети и сооружения водоснабжения и канализации.
8. СНиП III-42-80*. Магистральные трубопроводы.
9. СНиП 3.05.05-84. Технологическое оборудование и технологические трубопроводы.
СК п. 4 - Конструкции и трубопроводы из полимерных материалов
1. СП 40-107-2003. Проектирование, монтаж и эксплуатация систем внутренней канализации из полипропиленовых труб.
2. СП 40-102-2000. Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов. Общие требования.
3. СП 41-107-2004. Проектирование и монтаж внутренних подземных трубопроводов горячего водоснабжения из труб ПЭ-С с тепловой изоляцией из пенополиуретана в полиэтиленовой оболочке.
4. СП 41-109-2005. Проектирование и монтаж внутренних систем водоснабжения и отопления зданий с использованием труб из «сшитого» полиэтилена.
5. СНиП 2.04.01-85. Внутренний водопровод и канализация зданий.
6. СНиП 2.04.02-84. Водоснабжение. Наружные сети и сооружения.
7. СНиП 2.04.03-85. Канализация. Наружные сети и сооружения.
8. СНиП 3.05.01-85. Внутренние санитарно-технические системы.
9. СП 40-101-96. Проектирование и монтаж трубопроводов из полипропилена.
10. СП 42-101-2003. Общие положения по проектированию и строительству газораспределительных систем из металлических и полиэтиленовых труб.
11. СП 42-103-2003. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов.
12. СНиП 42-01-2002. Газораспределительные системы.
13. ВСН 440-83. Инструкция по монтажу технологических трубопроводов из пластмассовых труб.
14. СН 550-82. Инструкция по проектированию технологических трубопроводов из пластмассовых труб.
Приложение 3
Особенности проведения испытаний при аттестации СО для КСМ
|
РД |
Ручная дуговая сварка покрытыми электродами (111) |
|
МП |
Механизированная сварка плавящимся электродом в среде активных газов и смесях (135) |
|
МФ |
Механизированная сварка под флюсом |
|
АПГ |
Автоматическая сварка плавящимся электродом в среде активных газов и смесях |
|
ААДП |
Автоматическая аргонодуговая сварка плавящимся электродом |
|
АФ |
Автоматическая сварка под флюсом (12) и ее разновидности: Автоматическая сварка под флюсом двухдуговым двухшовным сварочным аппаратом. Автоматическая односторонняя сварка под флюсом на флюсовой подушке. Автоматическая двусторонняя сварка под флюсом на флюсовой подушке с металлохимической присадкой. Автоматическая односторонняя сварка под флюсом на съемной подкладке с металлохимической присадкой. Автоматическая вертикальная сварка под флюсом с принудительным формированием шва |
|
МПС |
Механизированная сварка самозащитной порошковой проволокой (114) |
|
МПГ |
Механизированная сварка порошковой проволокой в среде активных газов (136) |
|
АППС |
Автоматическая вертикальная сварка самозащитными порошковыми проволоками с принудительным формированием шва |
2. При аттестации сварочного оборудования необходимо руководствоваться требованиями, изложенными в РД 03-614-03 и Рекомендациях по применению РД 03-614-03, а также требованиями СТО-ГК «Трансстрой» 012-2007 и СТО-ГК «Трансстрой» 05-2007.
3. Оборудование для сварки, контрольно-измерительные приборы (амперметры, вольтметры и др.), поставляемые отдельно, сборочно-сварочная оснастка (далее по тексту - оборудование) должны иметь паспорт завода-изготовителя.
4. Для всех способов сварки, указанных в п. 1, следует применять только постоянный ток.
5. В качестве источника питания сварочной дуги постоянным током применяются однопостовые и многопостовые источники питания (выпрямители, преобразователи, инверторы). При автоматической сварке постоянным током от многопостового источника для регулирования величины напряжения на дуге в сварочную цепь должны включаться балластные реостаты типов РБ-306, имеющие медную контактную группу в обязательном порядке.
6. Обозначение шифров и типов сварочного оборудования в соответствии с РД 03-614-03 для сварки конструкций стальных мостов приведены в табл. 3.1.
7. При аттестации сварочного оборудования на практических испытаниях качество контрольных сварных соединений (КСС) определяется визуальным и измерительным контролем (ВИК) в соответствии с требованиями РД 03-614-03 и Рекомендаций по применению РД 03-614-03, а также требованиями СТО-ГК «Трансстрой» 012-2007 (табл. 29, п. 11.23) и СТО-ГК «Трансстрой» 05-2007 (табл. 17, п. 10.20), приведенными в табл. 3.2.
Таблица 3.1
Шифры и типы сварочного оборудования для сварки металлических конструкций стальных мостов
|
Способ сварки |
Нормативный документ |
Шифр СО |
Тип СО |
|
|
1 |
АФ |
СТО-012-2007 (разделы 9, 10) СТО-005-2007 (разделы 6, 8) |
А3 + А20 А3 + А10 (А12) А3 + А19 |
ВД, ВДУЧ + ПМД ВДУЧ + АДФ (АДФГ) ВД, ВДУЧ + АД2ФГ |
|
2 |
МП |
А3 + А5 (А8) А15 + А5 (А8) |
ВД, ВДУЧ + ПДГ (ПДУ) ПД + ПДГ (ПДУ) |
|
|
3 |
МФ |
А3 + А6 А15 + А6 |
ВД, ВДУЧ + ПДФ ПД + ПДФ |
|
|
4 |
РД |
A3 А14 А15 |
ВД, ВДУЧ АД пд |
|
|
5 |
МПС |
А3 + А9 |
ВД, ВДУЧ + ПДО |
|
|
6 |
мпг |
А3 + А5 (А8) |
ВД, ВДУЧ + ПДГ (ПДУ) |
|
|
7 |
АФ |
A3 + А171 |
ВД, ВДУЧ + АДП1 |
|
|
8 |
АППС |
А3 + А17 |
ВД, ВДУЧ + АДП |
____________
1 Специальный двухпроволочный аппарат вертикальной автоматической сварки под слоем расплавленного флюса (сварка «расщепленной дугой»).
Таблица 3.2
Нормы оценки качества контрольных сварных соединений по ВИК
|
Требования к качеству, допустимые размеры дефектов |
|
|
Поверхность шва |
Гладкая или равномерно-чешуйчатая поверхность с плавными переходами к основному металлу, без наплывов, сужений и перерывов и недопустимых подрезов |
|
Непровары (в корне шва и неполное проплавление), несплавления поверхностные по стыкуемым кромкам, прожоги |
Не допускаются |
|
Поверхностные поры в стыковых и угловых швах при расстоянии между дефектами £ 20 толщин свариваемого проката и менее 400 мм |
Не допускаются |
|
Поверхностные одиночные поры в стыковых и угловых швах (максимальный размер (диаметр) одиночного дефекта) |
В швах I категории - 1 мм В швах II категории - 1,5 мм В швах III категории - 2,0 мм |
|
Подрезы вдоль и поперек усилия |
В швах I категории - без исправления не допускаются В швах II и III категорий - допускаются глубиной до 1,0 мм при плавном очертании подреза |
|
Наплывы по валикам (выпуклостям) стыкового или углового шва |
Не допускаются |
|
Сопряжение поверхности усиления шва с основным металлом |
а) для стыковых швов a ³ 150° б) для угловых швов a ³ 120° |
8. Перечень нормативно-технической документации по группе технических устройств - конструкции стальных мостов (КСМ) приведен ниже.
1. СНиП 2.05.03-84*. Мосты и трубы. Нормы проектирования.
2. СНиП 3.06.04-91. Мосты и трубы. Правила производства и приемки работ.
3. СТО-ГК «Трансстрой» 05-2007. Стальные конструкции мостов. Технология монтажной сварки.
4. СТО-ГК «Трансстрой» 012-2007. Стальные конструкции мостов. Заводское изготовление.
5. СТП 015-2001. Технология устройства упоров в виде круглых стержней с головкой из импортных материалов в конструкциях мостов.
6. СТП 016-2002. Технология устройства упоров в виде круглых стержней с головкой из отечественных материалов в конструкциях мостов.