Технический комитет по
стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое акционерное общество «Научно-производственная
фирма
«Центральное конструкторское бюро арматуростроения»

СТАНДАРТ ЦКБА
СТ ЦКБА 037-2006
Арматура трубопроводная
УЗЛЫ САЛЬНИКОВЫЕ
Конструкция, основные размеры и технические требования
НПФ «ЦКБА»
2006
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»).
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом от ___ ________ 2006 г. № ___
3 СОГЛАСОВАН:
Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК259);
4 ВЗАМЕН РД 302-07-22-93 «Узлы сальниковые. Конструкция и основные размеры. Технические требования»
СОДЕРЖАНИЕ
|
4 Конструкция и основные размеры.. 3 6 Требования к монтажу и обслуживанию сальниковых уплотнений. 18 |
СТ ЦКБА 037-2006
СТАНДАРТ ЦКБА
Арматура трубопроводная
УЗЛЫ САЛЬНИКОВЫЕ
КОНСТРУКЦИЯ, ОСНОВНЫЕ РАЗМЕРЫ.
Технические требования
Дата введения - 1.07.2007
1 Область применения
Настоящий стандарт распространяется на сальниковые узлы трубопроводной арматуры, работающей при давлении до 40 МПа и температуре от минус 80 до плюс 565 °С, и устанавливает конструкцию, основные размеры и технические требования.
Стандарт не распространяется на самоуплотняющиеся сальники, сальники с принудительной смазкой и сальники регулирующей арматуры, управляемой механизмами исполнительными пневматическими мембранно-пружинными по ГОСТ 13373-67.
Конструкция и размеры сальниковых узлов на основе терморасширенного графита - по СТ ЦКБА-СОЮЗ-СИЛУР-019-2012.
Конструкция и размеры жидкометаллических уплотнений штоков задвижек для паровых и водяных сред - по РД РТМ 26-07-252-82.
Рекомендации по применению жидкометаллических замораживающих уплотнений - по РД РТМ 26-07-234.
(Измененная редакция. Изм. № 1)
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и технические условия:
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1414-75 Прокат из конструкционной стали высокой обрабатываемости резанием. Технические условия
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 3033-79 Болты откидные. Конструкция и размеры
ГОСТ Р ИСО 4759-1-2009 Изделия крепёжные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности Л, В и С
ГОСТ 5152-84 Набивки сальниковые. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5915-70 Гайки шестигранные класса точности В. Конструкция и размеры
ГОСТ Р ИСО 6157-1-2009 Изделия крепёжные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения
ГОСТ 7802-81 Болты с увеличенной полукруглой головкой и квадратным подголовком класса точности С. Конструкция и размеры
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 11371-78 Шайбы. Технические условия
ГОСТ 13373-67 Механизмы исполнительные пневматические мембранно-пружинные ГСП. Основные параметры и размеры
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 16093-2004 Основные формы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 18175-78 Бронзы безоловянные, обрабатываемые давлением. Марки
ГОСТ 22032-76 Шпильки с ввинчиваемым концом длиной 1d. Класс точности В. Конструкция и размеры
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ Р 52627-2006 Болты, винты и шпильки. Механические свойства и методы испытаний
ОСТ В 6-05-5022-81 Детали и заготовки пластмассовые специальные. Технические требования
СТ ЦКБА-СОЮЗ-СИЛУР-019-2006 Арматура трубопроводная. Уплотнения на основе терморасширенного графита. Общие технические требования.
СТ ЦКБА 050-2008 Арматура трубопроводная. Отливки из чугуна. Технические требования
СТ ЦКБА 064-2008 Арматура трубопроводная. Прокладки уплотнительные из фторопласта-4 и композиционных материалов на его основе. Размеры и технические требования
РД РТМ 26-07-234-89 Арматура трубопроводная. Жидкометаллические замораживаемые уплотнения. Рекомендации по применению
РД РТМ 26-07-252-82 Жидкометаллические уплотнения штоков задвижек для паровых и водяных сред
ТУ 6-05-810-88 Заготовки из фторопласта-4 общего назначения
ТУ 6-05-1413-76 Заготовки из композиции Ф-4К20, Ф-4С15, Ф-4К15М5. Технические условия.
ТУ 6-05-1570-86 Материал фторопластовый уплотнительный. Технические условия
ТУ 6-13-05015236-10-92 Набивки сальниковые ПФС
ТУ 38-514372-90 Набивка сальниковая безасбестовая марки ТИИР 635.0622Л6
(Измененная редакция. Изм. № 1)
3 Типы и параметры
3.1 Настоящий стандарт устанавливает четыре типа сальниковых узлов:
- тип I - с накидной гайкой на давление до 40 МПа (400 кгс/см2) для шпинделя диаметром до 28 мм;
- тип II - с нажимным фланцем и шпильками на давление до 40 МПа (400 кгс/см2) или откидными болтами на давление до 6,3 МПа (63 кгс/см2) для шпинделя диаметром от 8 до 120 мм;
- тип III - с нажимным фланцем и анкерными болтами на давление до 1,6 МПа (16 кгс/см2) для шпинделя диаметром от 8 до 120 мм;
- тип IV - с прокладками из фторопласта на давление до 1,6 МПа (16 кгс/см2) для шпинделя диаметром от 10 до 100 мм;
- исполнение 1 (для типов I, II, III) - с поднабивочным кольцом;
- исполнение 2 (для типов I, II, III) - с поднабивочной втулкой для дополнительного направления штока;
- исполнение 3 (для типов II, III) - с поднабивочным кольцом и промежуточной втулкой для отбора протечки;
- исполнение 4 (для типов II, III) - с поднабивочной втулкой для дополнительного направления штока и промежуточной втулкой для отбора протечки.
3.2 Сальниковые узлы типов I, II, III предназначены для трубопроводной арматуры, работающей при температуре:
- от минус 80 °С до 200 °С с набивкой из фторопласта-4, фторопластового уплотнительного материала ФУМ-0;
- от минус 80 °С до 260 °С с набивкой из фторопласта Ф4-К20 и набивки ПФС;
- от минус 80 °С до 565 °С с набивкой АГИ.
3.3 Сальниковые узлы типа IV предназначены для шаровых кранов, работающих при температуре от минус 60 °С до 200 °С, с прокладками из фторопласта и композиционных материалов на его основе.
4 Конструкция и основные размеры
4.1 Конструкции сальниковых узлов типов I, II, III, IV должны соответствовать рисунку 1 и таблицам 1 и 2.
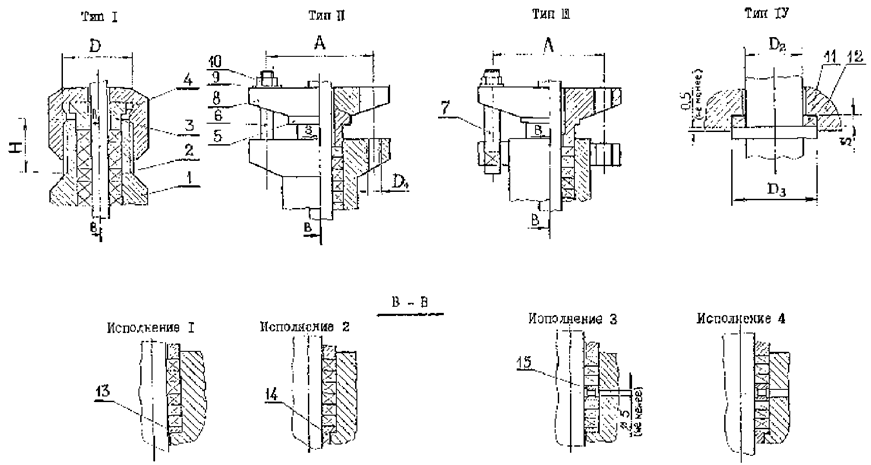
1 - камера сальниковая, 2 - кольцо сальниковое, 3 - втулка сальниковая, 4 - гайка накидная, 5 - втулка, 6 - крепеж (шпилька по ГОСТ 22032, болт откидной по ГОСТ 3033), 7 - болт анкерный по ГОСТ 7802, 8 - фланец нажимной, 9 - шайба по ГОСТ 11371, 10 - гайка по ГОСТ 5915, 11 - прокладка, 12 - корпус, 13 - кольцо поднабивочное, 14 - втулка поднабивочная, 15 - втулка промежуточная.
Примечание - Допускается применение круглых гаек (поз. 4) с отверстиями под вороток
Рисунок 1
Таблица 1
Размеры в миллиметрах
|
А |
D1 |
D |
Н |
|
||||||||
|
Номинальное давление PN, МПа (кгс/см2) |
Номинальное давление PN, МПа (кгс/см2) |
|
||||||||||
|
до 2,5 (25,0) включ. |
св. 2,5 (25,0) до 6,3 (63,0) включ. |
св. 6,3 (63,0) до 20 (200,0) включ. |
св. 20 (200,0) до 40 (400,0) включ. |
до 1,6 (16,0) включ. |
св. 1,6 (16,0) до 2,5 (25,0) включ. |
св. 2,5 (25,0) до 6,3 (63,0) включ. |
св. 6,3 (63,0) до 20 (200,0) включ. |
св. 20 (200,0) до 40 (400,0) включ. |
|
|||
|
8 |
42 |
М8 |
М22×1,5 |
М22×1,5 |
М24×2 |
М24×1,5 |
12 |
12 |
20 |
20 |
20 |
|
|
10 |
М27×2 |
М27×2 |
М27×2 |
М27×1,5 |
|
|||||||
|
12 |
52 |
М30×2 |
М30×2 |
М30×2 |
М33×2 |
16 |
16 |
26 |
|
|||
|
14 |
56 |
М10 |
М33×2 |
М33×2 |
М36×2 |
М36×2 |
26 |
|
||||
|
16 |
М36×2 |
М39×2 |
М39×2 |
М39×2 |
20 |
|
||||||
|
18 |
67 |
М12 |
М39×2 |
М42×2 |
М42×2 |
М42×2 |
26 |
|
||||
|
20 |
М42×2 |
М48×2 |
М48×2 |
М48×2 |
20 |
26 |
|
|||||
|
22 |
80 |
М48×2 |
М52×2 |
М52×2 |
М52×2 |
32 |
45 |
|
||||
|
24 |
М52×2 |
М56×3 |
М56×3 |
М56×3 |
28 |
32 |
40 |
|
||||
|
26 |
90 |
М52×2 |
М60×3 |
М60×3 |
М60×3 |
22 |
32 |
40 |
45 |
|
||
|
28 |
М56×3 |
М60×3 |
М60×3 |
М60×3 |
|
|||||||
|
30 |
100 |
М16 |
- |
|
||||||||
|
32 |
|
|||||||||||
|
36 |
105 |
|
||||||||||
|
40 |
120 |
|
||||||||||
|
44 |
130 |
М20 |
|
|||||||||
|
48 |
140 |
|
||||||||||
|
50 |
|
|||||||||||
|
55 |
150 |
|||||||||||
|
60 |
160 |
|
||||||||||
|
70 |
180 |
М24 |
|
|||||||||
|
80 |
|
|||||||||||
|
90 |
200 |
|
||||||||||
|
100 |
210 |
|
||||||||||
|
110 |
220 |
|
||||||||||
|
120 |
230 |
|
||||||||||
Таблица 2
Размеры в миллиметрах
|
D2 |
D3 |
S |
|||
|
Номинальный |
Предельные отклонения |
Номинальный |
Предельные отклонения |
||
|
10 |
10 |
|
15 |
|
1 ± 0,1 |
|
12 |
12 |
18 |
|||
|
15 |
15 |
20 |
|||
|
20 |
20 |
25 |
|||
|
25 |
25 |
30 |
|||
|
30 |
30 |
36 |
|
||
|
36 |
36 |
|
42 |
||
|
38 |
38 |
45 |
|||
|
42 |
42 |
50 |
|||
|
45 |
45 |
55 |
2 ± 0,15 |
||
|
50 |
50 |
60 |
|||
|
55 |
55 |
65 |
|||
|
60 |
60 |
70 |
|||
|
65 |
65 |
75 |
|||
|
70 |
70 |
80 |
|||
|
75 |
75 |
85 |
|
||
|
80 |
80 |
90 |
|||
|
85 |
85 |
|
95 |
||
|
90 |
90 |
100 |
|||
|
95 |
95 |
105 |
|||
|
100 |
100 |
110 |
|||
|
Примечание - Для сальниковых узлов типа IV следует применять прокладки типа «О» и «С» по СТ ЦКБА 064. (Измененная редакция. Изм. № 1) |
|||||
4.2 Размеры сальниковой камеры типов I, II и III должны соответствовать рисунку 2 и таблице 3.
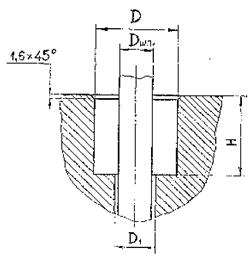
Рисунок 2
Таблица 3
Размеры в миллиметрах
|
D1, пред. откл. по Н9 |
D |
Н |
|||||||||
|
Номинальное давление PN, МПа (кгс/см2) |
|||||||||||
|
Исполнение |
до 2,5 (25) включ. |
св. 2,5 (25) до 6,3 (63) включ. |
св. 6,3 (63) до 20 (200) включ. |
св. 20 (200) до 40 (400) включ. |
|||||||
|
1,3 |
2,4 |
Исполнение |
Исполнение |
Исполнение |
Исполнение |
||||||
|
1,2 |
3,4 |
1,2 |
3,4 |
1,2 |
3,4 |
1,2 |
3,4 |
||||
|
8 |
8,5 |
12 |
16 |
20 |
32 |
25 |
38 |
25 |
38 |
25 |
38 |
|
10 |
10,5 |
14 |
18 |
||||||||
|
12 |
12,5 |
16 |
20 |
||||||||
|
14 |
14,5 |
20 |
24 |
25 |
40 |
40 |
30 |
45 |
34 |
56 |
|
|
16 |
16,5 |
22 |
26 |
45 |
45 |
50 |
|||||
|
18 |
18,5 |
26 |
30 |
30 |
50 |
34 |
56 |
42 |
63 |
48 |
67 |
|
20 |
20,5 |
28 |
32 |
||||||||
|
22 |
22,5 |
30 |
34 |
67 |
75 |
||||||
|
24 |
24,5 |
34 |
40 |
40 |
64 |
48 |
75 |
56 |
80 |
67 |
90 |
|
26 |
26,5 |
36 |
42 |
||||||||
|
28 |
28,5 |
38 |
44 |
70 |
85 |
95 |
|||||
|
30 |
30,5 |
40 |
46 |
70 |
100 |
80 |
110 |
90 |
125 |
||
|
32 |
32,5 |
46 |
52 |
50 |
80 |
||||||
|
36 |
36,5 |
50 |
56 |
50 |
90 |
70 |
110 |
80 |
120 |
90 |
140 |
|
40 |
40,5 |
54 |
60 |
||||||||
|
44 |
45,0 |
60 |
64 |
||||||||
|
48 |
49,0 |
64 |
68 |
100 |
120 |
130 |
145 |
||||
|
50 |
50,0 |
66 |
70 |
||||||||
|
55 |
56,0 |
75 |
80 |
60 |
110 |
80 |
130 |
130 |
180 |
150 |
210 |
|
60 |
61,0 |
80 |
85 |
||||||||
|
70 |
71,0 |
90 |
95 |
140 |
170 |
210 |
220 |
||||
|
80 |
81,0 |
100 |
105 |
75 |
155 |
90 |
|||||
|
90 |
91,0 |
110 |
115 |
||||||||
|
100 |
101,0 |
120 |
125 |
||||||||
|
110 |
111,0 |
130 |
135 |
||||||||
|
120 |
121,0 |
140 |
145 |
||||||||
|
Примечание - Допускаемые отклонения на размер D для сальниковых узлов с набивкой на основе асбеста - по H12, для узлов с набивкой из фторопласта, ФУМ, и ПФС - по H11. |
|||||||||||
4.3 Конструкция и размеры накидных гаек для сальниковых узлов типа I должны соответствовать рисунку 3 и таблице 4.
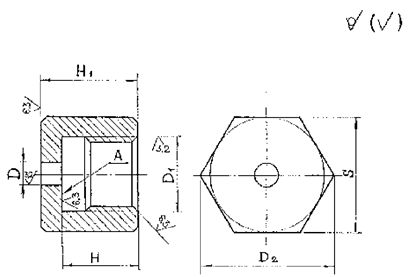
Примечания
1 Допускается изготовление гаек без проточки.
2 Допуск перпендикулярности поверхности А относительно оси диаметра резьбы - по 10 степени точности ГОСТ 24643.
Рисунок 3
Таблица 4
Размеры в миллиметрах
|
D |
D1 |
D2 |
S |
Н |
H1 |
||||||||||||
|
Номинальное давление PN, МПа (кгс/см2) |
Номинальное давление PN, МПа (кгс/см2) |
||||||||||||||||
|
до 2,5 (25) включ. |
св. 2,5 (25) до 6,3 (63) включ. |
св. 6,3 (63) до 20 (200) включ. |
св. 20 (200) до 40 (400) включ |
до 1,6 (16) включ. |
св. 1,6 (16) до 2,5 (25) включ. |
св. 2,5 (25) до 6,3 (63) включ. |
св. 6,3 (63) до 20 (200) включ. |
св. 20 (200) до 40 (400) включ. |
до 1,6 (16) включ. |
св. 1,6 (16) до 2,5 (25) включ. |
св. 2,5 (25) до 6,3 (63) включ. |
св. 6,3 (63) до 20 (200) включ. |
св. 20 (200) до 40 (400) включ. |
||||
|
8 |
9 |
М22×1,5 |
М22×1,5 |
М24×2 |
М24´1,5 |
40,3 |
32 |
12 |
12 |
20 |
20 |
20 |
16 |
16 |
24 |
26 |
30 |
|
10 |
11 |
М27×2 |
М27×2 |
М27×2 |
М27´1,5 |
41,6 |
36 |
34 |
|||||||||
|
12 |
13 |
М30×2 |
М30×2 |
М30×2 |
М33´2 |
47,3 |
41 |
16 |
16 |
26 |
22 |
18 |
28 |
45 |
|||
|
14 |
15 |
М33×2 |
М33×2 |
М36×2 |
53,1 |
46 |
26 |
22 |
45 |
||||||||
|
16 |
17 |
М36×2 |
М39×2 |
М39×2 |
57,7 |
50 |
20 |
26 |
32 |
||||||||
|
18 |
19 |
М39×2 |
М42×2 |
М42×2 |
63,5 |
55 |
26 |
||||||||||
|
20 |
21 |
М42×2 |
М48×2 |
М48×2 |
67,4 |
60 |
20 |
26 |
26 |
30 |
34 |
||||||
|
22 |
24 |
М48×2 |
М52×2 |
М52×2 |
75,0 |
65 |
32 |
45 |
56 |
56 |
|||||||
|
24 |
26 |
М52×2 |
М56×3 |
М56×3 |
78,6 |
70 |
28 |
32 |
40 |
34 |
42 |
67 |
75 |
||||
|
26 |
28 |
М52×2 |
М60×3 |
86,5 |
75 |
22 |
32 |
40 |
45 |
30 |
45 |
75 |
|||||
|
28 |
30 |
М56×3 |
38 |
||||||||||||||
4.4. Конструкция и размеры сальниковых втулок для сальниковых узлов типа I должны соответствовать рисунку 4 и таблице 5.
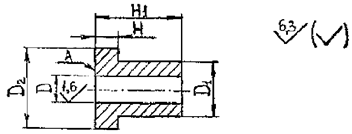
Примечание - Допуск перпендикулярности поверхности А относительно оси отверстия - по 10 степени точности ГОСТ 24643.
Рисунок 4
Таблица 5
Размеры в миллиметрах
|
D для набивок |
D1, b12 |
D2 |
Н |
H1 |
||||||
|
Фторопласт-4, Ф-4К20, ФУМ, ПФС, Н9 |
на основе асбеста |
Номинальное давление PN, МПа (кгс/см2) |
Номинальное давление PN, МПа (кгс/см2) |
|||||||
|
до 1,6 (16) включ. |
св. 1,6 (16) до 6,3 (63) включ. |
св. 6,3 (63) до 40 (400) включ. |
до 1,6 (16) включ. |
св. 1,6 (16) до 6,3 (63) включ. |
св. 6,3 (63) до 40 (400) включ. |
|||||
|
8 |
8 |
8,5 |
16 |
20 |
1,5 |
3 |
5 |
6 |
13 |
28 |
|
10 |
10 |
10,5 |
18 |
22 |
4 |
7 |
14 |
|||
|
12 |
12 |
12,5 |
20 |
24 |
2,0 |
6 |
8 |
18 |
30 |
|
|
14 |
14 |
14,5 |
24 |
28 |
10 |
|||||
|
16 |
16 |
16,5 |
26 |
30 |
||||||
|
18 |
18 |
18,5 |
30 |
34 |
5 |
22 |
34 |
|||
|
20 |
20 |
20,5 |
32 |
36 |
||||||
|
22 |
22 |
22,5 |
34 |
42 |
3,0 |
13 |
26 |
|||
|
24 |
24 |
24,5 |
40 |
45 |
8 |
28 |
36 |
|||
|
26 |
26 |
26,5 |
42 |
48 |
||||||
|
28 |
28 |
28,5 |
44 |
|||||||
4.5 Фланцы нажимные должны изготавливаться трёх типов:
- типы I и II - фланцы для откидных болтов и шпилек;
- тип III - фланцы для анкерных болтов и шпилек.
4.6 Конструкция и размеры фланцев типов I, II и III должны соответствовать рисунку 5 и таблице 6.
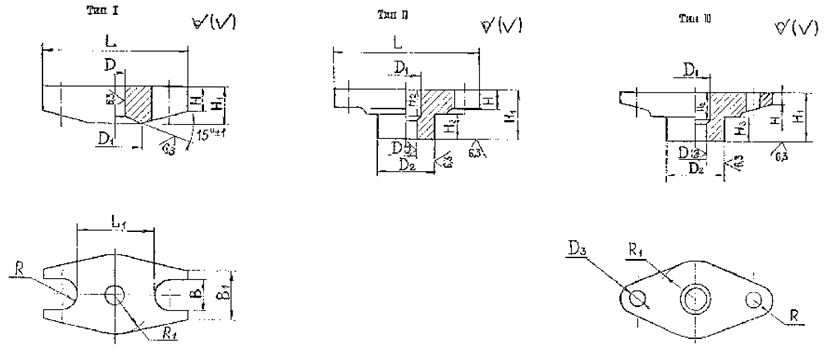
Примечания
1 Допускается выполнение прямоугольных пазов для типов I и II.
2 Допускается изготовление фланцев без скосов из листового и полосового проката по чертежам, утвержденным в установленном порядке, для типа I.
3 Допускается сверление отверстий под шпильки (для штампованных фланцев) в типах I и II.
Рисунок 5
Таблица 6
Размеры в миллиметрах
|
D* |
D1 |
D2, b12 |
D3 |
L |
L1 |
В |
B1 |
Н |
H1, |
H2 |
Н3 |
R |
R1 |
|||||
|
|
||||||||||||||||||
|
Тип I |
Тип II, III |
Тип I |
Тип II, III |
Тип I |
Тип II, III |
Тип I, II |
Тип III |
|||||||||||
|
8 |
10 |
8,5 |
22 |
10 |
16 |
11 |
67 |
26 |
12 |
25 |
9 |
10 |
22 |
16 |
9 |
4 |
12 |
16 |
|
10 |
12 |
10,5 |
24 |
12 |
18 |
75 |
34 |
|||||||||||
|
12 |
14 |
12,5 |
28 |
14 |
20 |
|||||||||||||
|
14 |
16 |
14,5 |
30 |
16 |
24 |
88 |
44 |
13 |
26 |
18 |
12 |
20 |
||||||
|
16 |
18 |
16,5 |
32 |
18 |
26 |
10 |
||||||||||||
|
18 |
20 |
18,5 |
36 |
20 |
30 |
13 |
104 |
54 |
14 |
30 |
14 |
30 |
20 |
16 |
6 |
16 |
25 |
|
|
20 |
22 |
20,5 |
38 |
22 |
32 |
12 |
||||||||||||
|
22 |
26 |
22,5 |
44 |
26 |
34 |
112 |
62 |
16 |
36 |
24 |
20 |
|||||||
|
24 |
28 |
24,5 |
46 |
28 |
40 |
14 |
38 |
26 |
32 |
|||||||||
|
26 |
30 |
26,5 |
48 |
30 |
42 |
134 |
72 |
18 |
35 |
18 |
40 |
28 |
||||||
|
28 |
32 |
28,5 |
50 |
32 |
44 |
16 |
20 |
|||||||||||
|
30 |
34 |
30,5 |
56 |
34 |
46 |
142 |
80 |
48 |
32 |
25 |
8 |
|||||||
|
32 |
36 |
32,5 |
60 |
36 |
52 |
17 |
20 |
|||||||||||
|
36 |
40 |
36,5 |
65 |
40 |
56 |
148 |
86 |
40 |
||||||||||
|
40 |
44 |
40,5 |
44 |
60 |
156 |
95 |
20 |
25 |
||||||||||
|
44 |
48 |
45,0 |
75 |
48 |
64 |
180 |
106 |
22 |
44 |
63 |
45 |
32 |
10 |
|||||
|
48 |
53 |
49,0 |
80 |
53 |
68 |
184 |
115 |
22 |
28 |
50 |
||||||||
|
50 |
55 |
51,0 |
55 |
70 |
65 |
47 |
40 |
|||||||||||
|
55 |
60 |
56,0 |
88 |
60 |
80 |
190 |
118 |
24 |
30 |
|||||||||
|
60 |
65 |
61,0 |
95 |
65 |
85 |
22 |
210 |
132 |
48 |
70 |
50 |
25 |
||||||
|
70 |
75 |
71,0 |
110 |
75 |
95 |
225 |
148 |
26 |
39 |
36 |
78 |
56 |
12 |
60 |
||||
|
80 |
85 |
81,0 |
120 |
85 |
105 |
235 |
158 |
|||||||||||
|
90 |
95 |
91,0 |
130 |
95 |
115 |
260 |
170 |
52 |
35 |
42 |
82 |
54 |
45 |
|||||
|
100 |
105 |
101,0 |
140 |
105 |
125 |
270 |
180 |
80 |
||||||||||
|
110 |
115 |
111,0 |
150 |
115 |
135 |
280 |
190 |
56 |
38 |
48 |
90 |
50 |
||||||
|
120 |
125 |
121,0 |
160 |
125 |
145 |
300 |
200 |
|||||||||||
|
* Размер D для сальниковых узлов с набивкой из фторопласта, ФУМ и ПФС должен выполняться по номинальному размеру шпинделя с предельными отклонениями по Н9 |
||||||||||||||||||
4.6 Конструкция и размеры втулок для сальниковых узлов типа II должны соответствовать рисунку 6 и таблице 7.
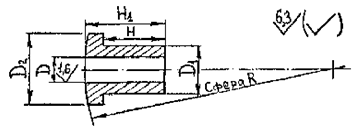
Рисунок 6
Таблица 7
Размеры в миллиметрах
|
D для набивок |
D1, b12 |
D2 |
Н |
H1, |
R |
||
|
Фторопласт-4, Ф-4К20, ФУМ, ПФС, Н9 |
на основе асбеста |
|
|||||
|
8 |
8 |
8,5 |
16 |
20 |
9 |
15 |
30 |
|
10 |
10 |
10,5 |
18 |
22 |
|||
|
12 |
12 |
12,5 |
20 |
24 |
40 |
||
|
14 |
14 |
14,5 |
24 |
28 |
12 |
20 |
|
|
16 |
16 |
16,5 |
26 |
30 |
50 |
||
|
18 |
18 |
18,5 |
30 |
34 |
16 |
25 |
|
|
20 |
20 |
20,5 |
32 |
36 |
60 |
||
|
22 |
22 |
22,5 |
34 |
38 |
20 |
30 |
|
|
24 |
24 |
24,5 |
40 |
44 |
|||
|
26 |
26 |
26,5 |
42 |
46 |
|||
|
28 |
28 |
28,5 |
44 |
48 |
|||
|
30 |
30 |
30,5 |
46 |
50 |
25 |
36 |
100 |
|
32 |
32 |
32,5 |
52 |
56 |
|||
|
36 |
36 |
36,5 |
56 |
60 |
|||
|
40 |
40 |
40,5 |
60 |
64 |
|||
|
44 |
44 |
45,0 |
64 |
70 |
32 |
45 |
100 |
|
48 |
48 |
49,0 |
68 |
74 |
160 |
||
|
50 |
50 |
51,0 |
70 |
75 |
40 |
||
|
55 |
55 |
56,0 |
80 |
85 |
53 |
||
|
60 |
60 |
61,0 |
85 |
90 |
|||
|
70 |
70 |
71,0 |
95 |
100 |
|||
|
80 |
80 |
81,0 |
105 |
110 |
45 |
60 |
|
|
90 |
90 |
91,0 |
115 |
120 |
200 |
||
|
100 |
100 |
101,0 |
125 |
130 |
|||
|
110 |
110 |
111,0 |
135 |
140 |
|||
|
120 |
120 |
121,0 |
145 |
150 |
|||
4.8 Конструкция и размеры поднабивочных колец должны соответствовать рисунку 7 и таблице 8.
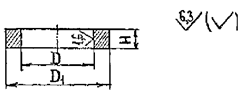
Рисунок 7
Таблица 8
Размеры в миллиметрах
|
D* |
D1, b12 |
Н |
|
|
8 |
8 |
16 |
2 |
|
10 |
10 |
18 |
|
|
12 |
12 |
20 |
|
|
14 |
14 |
24 |
3 |
|
16 |
16 |
26 |
|
|
18 |
18 |
30 |
|
|
20 |
20 |
32 |
4 |
|
22 |
22 |
34 |
|
|
24 |
24 |
40 |
|
|
26 |
26 |
42 |
|
|
28 |
28 |
44 |
5 |
|
30 |
30 |
46 |
|
|
32 |
32 |
52 |
6 |
|
36 |
36 |
56 |
|
|
40 |
40 |
60 |
|
|
44 |
44 |
64 |
7 |
|
48 |
48 |
68 |
|
|
50 |
50 |
70 |
|
|
55 |
55 |
80 |
|
|
60 |
60 |
85 |
|
|
70 |
70 |
95 |
9 |
|
80 |
80 |
105 |
|
|
90 |
90 |
115 |
|
|
100 |
100 |
125 |
|
|
110 |
110 |
135 |
10 |
|
120 |
120 |
145 |
|
|
* Допускаемые отклонения на размер D для сальниковых узлов с набивкой на основе асбеста - по H12, для сальниковых узлов с набивкой из фторопласта, ФУМ и ПФС - по Н9. |
|||
4.9 Конструкция и размеры поднабивочных втулок должны соответствовать рисунку 8 и таблице 9.
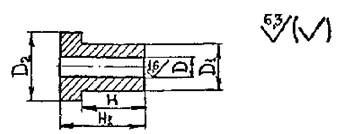
Рисунок 8
Таблица 9
Размеры в миллиметрах
|
D* |
D1, h9 |
D2, b12 |
H |
H1 |
|
|
8 |
8 |
12 |
16 |
2 |
5 |
|
10 |
10 |
14 |
18 |
6 |
|
|
12 |
12 |
16 |
20 |
||
|
14 |
14 |
20 |
24 |
3 |
8 |
|
16 |
16 |
22 |
26 |
10 |
|
|
18 |
18 |
26 |
30 |
14 |
|
|
20 |
20 |
28 |
32 |
4 |
16 |
|
22 |
22 |
30 |
34 |
||
|
24 |
24 |
34 |
40 |
19 |
|
|
26 |
26 |
36 |
42 |
21 |
|
|
28 |
28 |
38 |
44 |
5 |
|
|
30 |
30 |
40 |
46 |
||
|
32 |
32 |
46 |
52 |
6 |
26 |
|
36 |
36 |
50 |
56 |
28 |
|
|
40 |
40 |
54 |
60 |
32 |
|
|
44 |
44 |
60 |
64 |
7 |
35 |
|
48 |
48 |
64 |
68 |
38 |
|
|
50 |
50 |
66 |
70 |
40 |
|
|
55 |
55 |
75 |
80 |
44 |
|
|
60 |
60 |
80 |
85 |
48 |
|
|
70 |
70 |
90 |
95 |
9 |
56 |
|
80 |
80 |
100 |
105 |
64 |
|
|
90 |
90 |
110 |
115 |
72 |
|
|
100 |
100 |
120 |
125 |
80 |
|
|
110 |
110 |
130 |
135 |
10 |
90 |
|
120 |
120 |
140 |
145 |
100 |
|
|
* Допускаемые отклонения на размер D для сальниковых узлов с набивкой на основе асбеста - по H12, для сальниковых узлов с набивкой из фторопласта, ФУМ и ПФС - по Н9. |
|||||
4.10 Конструкция и размеры промежуточных втулок должны соответствовать рисунку 9 и таблице 10.
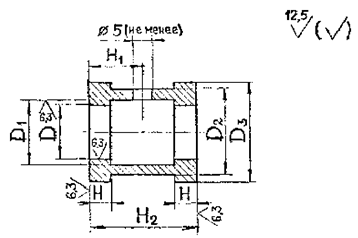
Примечание - Количество отверстий Ø 5 и их расположение выбирается конструктивно.
Рисунок 9
Таблица 10
Размеры в миллиметрах
|
D* |
D1 |
D2 |
D3 |
Н |
H1 |
H2 |
|
|
8 |
8 |
9 |
14 |
16 |
2 |
6 |
12 |
|
10 |
10 |
11 |
16 |
18 |
|||
|
12 |
12 |
13 |
18 |
20 |
3 |
8 |
16 |
|
14 |
14 |
15 |
21 |
24 |
|||
|
16 |
16 |
17 |
23 |
26 |
4 |
10 |
20 |
|
18 |
18 |
20 |
26 |
30 |
|||
|
20 |
20 |
22 |
28 |
32 |
|||
|
22 |
22 |
24 |
30 |
34 |
5 |
12 |
24 |
|
24 |
24 |
26 |
34 |
40 |
|||
|
26 |
26 |
28 |
36 |
42 |
|||
|
30 |
30 |
32 |
40 |
44 |
6 |
15 |
30 |
|
32 |
32 |
34 |
46 |
52 |
|||
|
36 |
36 |
38 |
50 |
56 |
20 |
40 |
|
|
40 |
40 |
42 |
54 |
60 |
|||
|
44 |
44 |
46 |
58 |
64 |
|||
|
48 |
48 |
50 |
62 |
68 |
8 |
25 |
50 |
|
50 |
50 |
52 |
64 |
70 |
|||
|
55 |
55 |
57 |
75 |
80 |
|||
|
60 |
60 |
62 |
80 |
85 |
|||
|
70 |
70 |
72 |
90 |
95 |
10 |
40 |
80 |
|
80 |
80 |
82 |
100 |
105 |
|||
|
90 |
90 |
92 |
110 |
115 |
|||
|
100 |
100 |
102 |
120 |
125 |
|||
|
110 |
110 |
112 |
130 |
135 |
|||
|
120 |
120 |
122 |
140 |
145 |
|||
|
* Допускаемые отклонения на размер D для сальниковых узлов с набивкой на основе асбеста - по H12, для сальниковых узлов с набивкой из фторопласта, ФУМ и ПФС-по Н9. |
|||||||
4.11 Конструкция и размеры сальниковых колец из фторопласта должны соответствовать рисунку 10 и таблице 11.
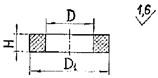
Рисунок 10
Таблица 11
Размеры в миллиметрах
|
D, H11 |
D1, h11 |
Н |
|
|
8 |
8 |
16 |
4 |
|
10 |
10 |
18 |
|
|
12 |
12 |
20 |
|
|
14 |
14 |
24 |
5 |
|
16 |
16 |
26 |
|
|
18 |
18 |
30 |
6 |
|
20 |
20 |
32 |
|
|
22 |
22 |
34 |
|
|
24 |
24 |
40 |
8 |
|
26 |
26 |
42 |
|
|
28 |
28 |
44 |
|
|
30 |
30 |
46 |
|
|
32 |
32 |
52 |
10 |
|
36 |
36 |
56 |
|
|
40 |
40 |
60 |
|
|
44 |
44 |
64 |
|
|
48 |
48 |
68 |
|
|
50 |
50 |
70 |
|
|
55 |
55 |
80 |
12 |
|
60 |
60 |
85 |
|
|
70 |
70 |
95 |
|
|
80 |
80 |
105 |
|
|
90 |
90 |
115 |
|
|
100 |
100 |
125 |
|
|
110 |
110 |
135 |
|
|
120 |
120 |
145 |
|
|
Примечание - При использовании колец как поднабивочных толщина Н принимается равной 2 мм. |
|||
4.12 Конструкция и размеры сальниковых колец из материалов на основе асбеста, ФУМ, и ПФС должны соответствовать рисунку 11 и таблице 12.
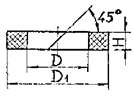
Рисунок 11
Таблица 12
Размеры в миллиметрах
|
D |
D1 |
Н |
|
|
8 |
8 |
16 |
4 |
|
10 |
10 |
18 |
|
|
12 |
12 |
20 |
|
|
14 |
14 |
24 |
5 |
|
16 |
16 |
26 |
|
|
18 |
18 |
30 |
6 |
|
20 |
20 |
32 |
|
|
22 |
22 |
34 |
|
|
24 |
24 |
40 |
8 |
|
26 |
26 |
42 |
|
|
28 |
28 |
44 |
|
|
30 |
30 |
46 |
|
|
32 |
32 |
52 |
10 |
|
36 |
36 |
56 |
|
|
40 |
40 |
60 |
|
|
44 |
44 |
64 |
|
|
48 |
48 |
68 |
|
|
50 |
50 |
70 |
|
|
55 |
55 |
80 |
12 |
|
60 |
60 |
85 |
|
|
70 |
70 |
95 |
|
|
80 |
80 |
105 |
|
|
90 |
90 |
115 |
|
|
100 |
100 |
125 |
|
|
110 |
110 |
135 |
|
|
120 |
120 |
145 |
5 Технические требования
5.1 Сальниковые узлы должны изготавливаться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
5.2 Материалы набивок сальниковых узлов указаны в таблице приложения А.
5.3 Материалы деталей сальниковых узлов должны соответствовать таблице 13.
Таблица 13
|
Марка материала |
Стандарт |
|
|
Кольцо поднабивочное |
Ст. 0 |
|
|
Сталь 10Х17Н13М2Т |
||
|
Сталь 12Х18Н9Т |
||
|
ЛМц58-2, ЛС59-1 |
||
|
БрАЖМц10-3-1,5 |
||
|
БрАЖН10-4-4 |
||
|
ЧН17Д3Х2 |
||
|
Втулка поднабивочная |
Сталь 10Х17Н13М2Т |
|
|
Сталь 12Х18Н9Т |
||
|
Сталь 14Х17Н2 |
||
|
ЛМц58-2, ЛС59-1 |
||
|
БрАЖМц10-3-1,5 |
||
|
ЧН5Г8 (ГН8-5) |
||
|
ЧН17Д3Х2 |
||
|
Фланец нажимной (тип I) |
Ст. 5 |
|
|
Сталь 20 |
||
|
Отливка 25Л-II |
||
|
Сталь 10Х18Н9Л |
||
|
Сталь 14Х18Н4Г4Л |
||
|
Сталь 12Х18Н12М3ТЛ |
||
|
Сталь 10Х17Н13М3Т |
||
|
Сталь 12Х18Н9Т |
||
|
СЧ 18 |
||
|
КЧ 30-6 |
||
|
Фланец нажимной (тип II) |
Ст. 5 |
|
|
Сталь 20 |
||
|
Отливка 25Л-П |
||
|
Сталь 10Х18Н9Л |
||
|
Сталь 14Х18Н4Г4Л |
||
|
Сталь 12Х18Н12М3ТЛ |
||
|
Сталь 10Х17Н13М3Т |
||
|
Сталь 12Х18Н9Т |
||
|
КЧ30-6 |
||
|
Фланец нажимной (тип III) |
СЧ18 |
|
|
КЧ30-6 |
||
|
Отливка 25Л-П |
||
|
Втулка |
Ст. 5 |
|
|
Сталь 20 |
||
|
Сталь 20X13 |
||
|
Сталь 12Х18Н9Т |
||
|
Гайка накидная |
Сталь 35 |
|
|
Сталь А12 |
||
|
Отливка 25Л-П |
||
|
Сталь 12Х18Н9Т |
||
|
Сталь 10Х17Н13М2Т |
||
|
ЛС59-1 |
||
|
СЧ18 |
||
|
КЧ30-6 |
||
|
Втулка сальниковая |
Ст. 3 |
|
|
Сталь А12 |
||
|
Сталь 10Х17Н13М2Т |
||
|
Сталь 12Х18Н9Т |
||
|
Сталь 14Х17Н2 |
||
|
ЛМц58-2, ЛС59-1 |
||
|
ЧН5Г8 (ГН8-5) |
||
|
ЧН17Д3Х2 |
(Измененная редакция. Изм. № 1)
5.4 Механические свойства и марки материалов откидных и анкерных болтов должны соответствовать классу прочности не ниже 4.6, группам 21, 22 по ГОСТ 1759.0, ГОСТ Р ИСО 4759-1, ГОСТ Р ИСО 6157-1; ГОСТ Р ИСО 52627.
(Измененная редакция. Изм. № 1)
5.5 Материал промежуточных втулок должен соответствовать указаниям конструкторской документации.
5.6 Фаски, сбеги, проточки и недорезы - по ГОСТ 10549.
5.7 Неуказанные на чертежах допуски формы и расположения поверхностей должны соответствовать ГОСТ 24643, при этом:
- допуски соосности и симметричности - по 10 степени точности;
- допуски цилиндричности шпинделя - по 6 степени точности;
- если положение поверхностей, их осей и плоскостей симметрии задано размерами, то отклонения расположения этих элементов ограничиваются полями допусков на размеры.
5.8 Резьба метрическая с полем допуска 8g - по ГОСТ 16093.
5.9 Шероховатость цилиндрической поверхности сальниковой камеры - не выше 6,30 мкм.
5.10 Шероховатость цилиндрической поверхности шпинделя, соприкасающейся с сальниковыми набивками, изготовленными на основе асбеста - не выше 0,80 мкм; с набивками, изготовленными из фторопласта, ФУМ, ПФС и набивкой марки АГИ - не выше 0,20 мкм.
5.11 Поле допуска диаметра шпинделя - d11.
5.12 Неуказанные в таблицах настоящего стандарта предельные отклонения размеров обработанных поверхностей должны соответствовать:
отверстий - по H14, валов - по h14,
остальных - ![]()
5.13 Антикоррозионные покрытия должны выполняться в соответствии с указаниями конструкторской документации.
5.14 Допускается в технически обоснованных случаях по согласованию с базовой организацией по стандартизации применение других марок материалов, конструкций и размеров сальниковых узлов по конструкторской документации, утвержденной в установленном порядке.
6 Требования к монтажу и обслуживанию сальниковых уплотнений
6.1 Для обеспечения равномерных распределений осевых и боковых давлений по высоте сальника и для предотвращения интенсивного механического износа в зоне наибольших боковых давлений в сальниковую камеру следует устанавливать предварительно опрессованные кольца набивки.
6.2 Допускается опрессовка колец непосредственно в сальниковой камере. В этом случае устанавливать и обжимать набивку следует за несколько этапов. На каждом этапе необходимо производить обжатие одного-двух колец при помощи специальной втулки, выполненной цельной или из двух половин.
Рекомендуемое удельное давление прессования набивок из материала АГИ - не менее 40 МПа (400 кгс/см2), марок АФ-1, АФТ, Фторопласта-4, Ф-4К20 и ПФС - не менее 25 МПа (250 кгс/см2).
6.3 Число колец следует рассчитывать, исходя из глубины сальниковой камеры (указанной в таблице 3 настоящего стандарта) с учетом промежуточной втулки, поднабивочного кольца, и высоты бурта поднабивочной втулки.
Число колец между втулкой промежуточной и втулкой сальниковой следует принимать от двух до трёх в целях наиболее рационального размещения отверстия диаметром 5 мм (рисунок 1).
6.4 Высота сальниковой набивки после окончательной затяжки сальника должна быть такой, чтобы нажимная втулка входила в сальниковую камеру не более, чем на 0,3 от своей высоты, но не менее 2 мм.
6.5 При укладке кольца набивки располагают таким образом, чтобы срезы отдельных колец были смещены друг относительно друга на 90°.
6.6 Под набивку из ФУМ и сверху набивки укладывается поднабивочное кольцо из фторопласта.
Допускается применение поднабивочных колец из материалов марок АФ-1 и АФТ по ГОСТ 5152.
6.7 Шпильки и болты сальника следует затягивать равномерно.
6.8 С целью уменьшения неравномерности распределения напряжения по высоте набивки, затяжку сальника следует производить с периодическим перемещением подвижной уплотняемой детали. Для этого после обычной затяжки сальника расчетным осевым давлением Рос необходимо произвести два-три цикла срабатывания шпинделя и дополнительно подтянуть сальник до первоначальной величины усилия на рукоятке ключа. Снова переместить уплотняемую деталь наработкой двух-трех циклов и произвести окончательную подтяжку сальника.
6.9 При сборке сальникового узла с набивками АГИ, АФ, АФТ рекомендуется обжать установленную в камере сальниковую набивку усилием, превышающим расчетное на (20 ÷ 25) %, выдержать её под нагрузкой 5 - 10 мин, затем снять нагрузку и затянуть сальник расчетным усилием.
6.10 Через 6 часов после сборки производится подтяжка сальникового узла с набивками из фторопласта, ФУМ и ПФС первоначальным осевым усилием.
6.11 Осевое давление Рос, МПа, необходимое для затяжки сальника с набивками из различных материалов (кроме фторопласта и ПФС) следует рассчитывать по формулам:
- для газообразных сред
![]()
- для жидких сред
![]()
где Р0 - коэффициент, учитывающий физико-механические свойства уплотнительных материалов, МПа;
V - заданный пропуск среды, мм3/мин;
Н - высота набивки, мм;
η - коэффициент динамической вязкости рабочей среды, Па·с;
Dcp - средний диаметр кольца набивки, мм;
S0 - коэффициент, мм3/(МПа2·мин) - для газа
мм3/(МПа×мин) - для жидкости;
Рр - рабочее давление, МПа.
![]()
где Dшп - диаметр шпинделя, мм;
Dk - диаметр камеры сальника, мм;
Значения коэффициентов S0, P0 следует выбирать из таблицы 14.
Таблица 14
|
S0×10-3 |
Ро |
|
|
АФ-1 |
5 |
18,0 |
|
АФТ |
20 |
13,2 |
|
АГИ |
40 |
8,1 |
|
ФУМ |
90 |
2,4 |
Осевое давление Рос (МПа), необходимое для затяжки сальника с набивками из фторопласта и ПФС, следует рассчитывать по формуле:
Рос = 1,1Pp + 10,0
(Измененная редакция. Изм. № 1)
6.12 Силу трения Т(н) следует определять по формуле:
Т = π·Dшп·H·Poc·Kб.д·μ,
где Kб.д - коэффициент бокового давления;
μ - коэффициент трения.
Значения коэффициента бокового давления Kб.д следует выбирать из таблицы 15.
Таблица 15
|
Фторопласт-4, ПФС |
ФУМ |
АГИ |
АФТ |
АФ-1 |
|
|
Kб.д |
0,41 |
0,52 |
0,29 |
0,31 |
0,41 |
Значения коэффициента трения m следует выбирать из таблицы 16.
Таблица 16
|
Коэффициент трения μ |
||||||||
|
При температуре, °С |
||||||||
|
от 15 до 25 |
св. 25 до 50 |
св. 50 до 75 |
св. 75 до 100 |
св. 100 до 150 |
св. 150 до 200 |
св. 200 до 250 |
св. 250 до 565 |
|
|
Фторопласт-4, ПФС |
0,10 |
0,09 |
0,07 |
0,06 |
0,05 |
0,04 |
0,04 |
- |
|
ФУМ |
0,20 |
0,15 |
0,10 |
0,08 |
0,06 |
0,05 |
0,04 |
- |
|
АГИ |
0,30 |
0,24 |
0,20 |
0,18 |
0,16 |
0,15 |
0,15 |
0,10 |
|
АФТ |
0,40 |
0,34 |
0,28 |
0,24 |
0,20 |
0,18 |
0,18 |
- |
|
АФ-1 |
0,15 |
0,14 |
0,13 |
0,12 |
0,11 |
0,09 |
0,07 |
- |
7 Требования к надежности
7.1 Надежность (долговечность, безотказность и сохраняемость) сальникового узла должна обеспечивать выполнение соответствующих требований к надежности арматуры, указанных в ТУ на арматуру, в которой устанавливается сальниковый узел.
7.2 Количественные значения показателей долговечности, сохраняемости и безотказности сальниковых узлов приведены в приложении А.
7.3 Показатели надежности сальникового узла должны дополнительно указываться в ТУ и эксплуатационной документации на арматуру (паспорте и руководстве по эксплуатации), если они менее показателей надежности, установленных для арматуры в целом.
7.4 К возможным отказам сальниковых узлов относятся:
- устранимая и неустранимая подтяжкой гаек потеря герметичности сальника;
- увеличение трения в сальнике приводящее к невыполнению арматурой функции «открытие - закрытие».
7.5 К критериями предельных состояний сальниковых узлов относятся:
- деформация свыше 30 % от исходной величины сальникового пакета при подтяжке;
- увеличение трения в сальнике приводящее к необходимости увеличения крутящего момента (Мкр) в приводе более, чем на 50 % от исходной величины;
- достижение среднего срока службы (ресурса) до замены или полного назначенного срока службы (ресурса).
7.6 Показатели надежности (долговечности, безотказности и сохраняемости) сальниковых узлов на этапе проектирования обеспечиваются:
- выбором типа сальникового узла и применяемых для него материалов, отвечающих условиям эксплуатации (давление, температура, вид рабочей среды) и установленному сроку службы и ресурсу;
- выполнением соответствующих прочностных расчетов сальникового узла и расчетов осевых усилий для затяжки сальника;
- проведением в необходимом объеме испытаний опытных образцов сальникового узла с целью подтверждения правильности принятых конструктивных решений, обеспечивающих его надежность.
7.7 Показатели безотказности обеспечиваются на этапе изготовления, применением соответствующего технологического процесса изготовления сальникового узла и системы контроля, исключающих возможность возникновения дефектов, которые могут привести к отказу сальникового узла. Возможность обеспечения требуемой безотказности применяемыми технологическим процессом и системой контроля должна подтверждаться их оценкой (экспертизой), проводимой в соответствии с нормативными документами, утвержденными в установленном порядке.
ПРИЛОЖЕНИЕ А
(обязательное)
Показатели надежности
|
Материал набивки |
Стандарт или технические условия |
Рабочее давление PP, МПа (кгс/см2) |
Температура рабочей среды, °С |
Показатели надежности узлов сальниковых с нерегламентированной продолжительностью эксплуатации |
Показатели надежности узлов сальниковых с регламентированной (назначенной) продолжительностью эксплуатации |
|||||
|
Средний срок службы до замены, в том числе хранения не менее, годы |
Средний ресурс до замены не менее, час (цикл) |
Полный назначенный срок службы, в том числе хранения, годы |
Полный назначенный ресурс, час (цикл) |
Вероятность безотказной работы P(t) |
||||||
|
общий |
в составе изделия |
общий |
в составе изделия |
|||||||
|
Фторо-пласт-4 |
ТУ 6-05-810 |
40 (400) |
от минус 80 до 200 |
20 |
15 |
120000 (11000) |
20 |
15 |
120000 (11000) |
0,99 при доверительной вероятности 0,95 в течение периода непрерывной работы изделия, в составе которого деталь (комплектующее) эксплуатируется |
|
Фторо-пласт-4 |
OCT B6-05-5022 |
40 (400) |
от минус 80 до 200 |
20 |
15 |
120000 (14000) |
20 |
15 |
120000 (14000) |
|
|
Ф-4К20 |
ТУ 6-05-1413 |
40 (400) |
от минус 60 до 250 (кратковременно до 300) |
20 |
15 |
120000 (11000) |
20 |
15 |
120000 (11000) |
|
|
ФУМ-В |
ТУ 6-05 1570 |
20 (200) |
от минус 60 до 150 |
20 |
15 |
120000 (10000) |
20 |
15 |
120000 (10000) |
|
|
ФУМ-0 |
20 (200) |
от минус 60 до 200 |
20 |
15 |
120000 (14000) |
20 |
15 |
120000 (14000) |
||
|
ПФС |
ТУ 38.514372 |
20 (200) |
до 260 |
5 |
3 |
24000 (11000) |
5 |
3 |
24000 (11000) |
|
|
АФ-1 |
20 (200) |
от минус 2 до 260 |
5 |
3 |
24000 (7000) |
5 |
3 |
24000 (7000) |
||
|
АФТ |
34 (340) |
до 250 |
5 |
3 |
24000 (6000) |
5 |
3 |
24000 (6000) |
||
|
АГИ |
ГОСТ ВД 5152 |
25 (250) |
до 565 |
20 |
15 |
120000 (12000) |
20 |
15 |
120000 (12000) |
|
|
Прокладки из фторо-пласта-4 |
10 (100) |
от минус 60 до 200 |
20 |
15 |
120000 (10000) |
20 |
15 |
120000 (10000) |
||
(Измененная редакция. Изм. № 1)
|
Генеральный директор ЗАО «НПФ «ЦКБА» |
Дыдычкин В.П. |
|
Первый заместитель генерального директора - директор по научной работе |
Тарасьев Ю.И. |
|
Заместитель генерального директора - главный конструктор |
Ширяев В.В. |
|
Зам. главного конструктора |
Дунаевский С.Н. |
|
Исполнители: |
|
|
Начальник отдела № 112 |
Матушак А.К. |
|
Зам. начальника отдела № 112 |
Федоров О.И. |
|
Инженер-конструктор 1 кат. отдела № 112 |
Гришанович С.М. |
|
Инженер технического отдела № 121 |
Семенова П.В. |
|
Согласовано: |
|
|
Председатель ТК 259 |
Власов М.И. |