МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR
STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
ПРОВОЛОКА ЦИНКОВАЯ
Технические условия
|
|
Москва |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 «Цветметпрокат», Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов «Акционерное общество «Институт Цветметобработка» (АО «Институт Цветметобработка»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 июня 2018 г. № 53)
За принятие проголосовали:
|
Краткое наименование страны |
Код страны по |
Сокращенное наименование национального |
|
Россия |
RU |
Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 26 октября 2018 г. № 850-ст межгосударственный стандарт ГОСТ 13073-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 ВЗАМЕН ГОСТ 13073-77
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Содержание
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОВОЛОКА ЦИНКОВАЯ
Технические условия
Zinc wire. Technikal requirements. Specifications
Дата введения - 2019-03-01
1 Область применения
Настоящий стандарт распространяется на цинковую холоднодеформированную проволоку круглого сечения, предназначенную для нанесения цинковых покрытий распылением.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3640-94 Цинк. Технические условия
ГОСТ 4381-87 Микрометры рычажные. Общие технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 9569-2006 Бумага парафинированная. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля1)
___________
1) В Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 «Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества».
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 19251.0-79 Цинк. Общие требования к методам анализа
ГОСТ 19251.1-79 (ИСО 714-75, ИСО 1055-75) Цинк. Метод определения железа
ГОСТ 19251.2-79 (ИСО 713-75, ИСО 1054-75) Цинк. Метод определения свинца и кадмия
ГОСТ 19251.3-79 Цинк. Метод определения меди
ГОСТ 19251.4-79 Цинк. Метод определения мышьяка
ГОСТ 19251.5-79 Цинк. Методы определения олова
ГОСТ 19251.6-79 Цинк. Методы определения сурьмы
ГОСТ 20435-75 Контейнер универсальный металлический закрытый номинальной массой брутто 3,0 т. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22225-76 Контейнеры универсальные массой брутто 0,625 и 1,25 т. Технические условия
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26653-2015 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 32597-2013 Медь и медные сплавы. Виды дефектов заготовок и полуфабрикатов
ГОСТ 33757-2016 Поддоны плоские деревянные. Технические условия
СТ СЭВ 543-77 Числа. Правила записи и округления
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32597, а также следующие термины с соответствующими определениями:
3.1 проволока: Полуфабрикат с поперечным сечением постоянных размеров, свернутый в бухту или намотанный на катушку, изготовляемый прокаткой, прессованием или волочением.
3.2 бухта: Отрезок изделия, намотанный в серию непрерывных витков правильными неперепутанными рядами, без резких изгибов.
4 Сортамент
4.1 Номинальный диаметр круглой проволоки и предельные отклонения по нему должны соответствовать указанным в таблице 1.
4.2 Овальность проволоки не должна превышать предельного отклонения по диаметру.
4.3 Проволоку поставляют в бухтах и мотках.
Таблица 1 - Номинальный диаметр и предельные отклонения по диаметру
В миллиметрах
|
Номинальный диаметр проволоки |
Предельное отклонение по диаметру проволоки |
|
1,50 |
|
|
1,60 |
-0,06 |
|
2,00 |
|
|
2,30 |
|
|
2,50 |
|
|
3,00 |
-0,08 |
|
3,20 |
|
|
Примечание - По требованию потребителя проволоку диаметрами 2,50 и 3,00 мм изготовляют повышенной точности с предельными отклонениями 0,06 мм. |
|
4.4 Условные обозначения проволоки проставляют по следующей схеме:
|
|
||||||
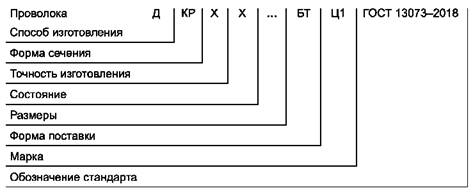
Примеры условных обозначений проволоки:
Проволока холоднодеформированная, круглого сечения, нормальной точности изготовления, диаметром 2,00 мм, в бухтах из цинка марки Ц1:
Проволока ДКРНХ 2,00 БТ Ц1 ГОСТ 13073
Проволока холоднодеформированная, круглого сечения, повышенной точности изготовления, диаметром 3,00 мм, в мотках из цинка марки Ц1:
Проволока ДКРПХ 3,00 МТ Ц1 ГОСТ 13073
5 Технические требования
5.1 Проволоку изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2 Проволоку изготовляют из цинка марки Ц1 с химическим составом по ГОСТ 3640.
5.3 Поверхность проволоки должна быть чистой, неокисленной, свободной от загрязнений, затрудняющих ее осмотр, ровной и гладкой, без плен, трещин, расслоений, раковин и других дефектов.
На проволоке допускаются отдельные поверхностные дефекты, не выводящие проволоку при контрольной зачистке за предельные отклонения по диаметру. На поверхности проволоки допускаются следы смазки.
По требованию потребителя проволоку покрывают консервирующей смазкой.
5.4 Допускается устанавливать требования к качеству поверхности по образцам, согласованным с потребителем.
5.5 Каждый моток должен состоять из одного отрезка проволоки без сростков, скруток и узлов.
5.6 Проволока должна быть свернута в мотки правильными неперепутанными рядами, без резких изгибов.
Витки проволоки в мотке не должны слипаться.
6 Правила приемки
6.1 Проволоку принимают партиями. Партия должна состоять из проволоки одного диаметра, одной точности изготовления и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и/или продавца;
- условное обозначение проволоки;
- номер партии;
- массу нетто партии;
- количество мест (бухт, мотков);
- результаты испытаний (по требованию потребителя)
Масса партии не должна превышать 1000 кг.
6.2 Проверке размеров и качества поверхности проволоки подвергают каждый моток.
6.3 Для контроля размеров и качества поверхности проволоки может быть применен одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242, с приемочным уровнем дефектности 2,5 %.
Количество отбираемых мотков определяют по таблице 2. Отбор проволоки в выборку осуществляют «вслепую» (методом наибольшей объективности) по ГОСТ 18321.
Таблица 2 - Количество контролируемых мотков
В штуках
|
Количество мотков в партии |
Количество контролируемых мотков |
Браковочное число |
Количество мотков в партии |
Количество контролируемых мотков |
Браковочное число |
|
2 - 8 |
2 |
1 |
91 - 150 |
20 |
2 |
|
9 - 15 |
3 |
1 |
151 - 280 |
32 |
3 |
|
16 - 25 |
5 |
1 |
281 - 500 |
50 |
4 |
|
26 - 50 |
8 |
2 |
501 - 1200 |
80 |
6 |
|
51 - 90 |
13 |
2 |
1201 - 3200 |
125 |
8 |
Партия считается годной, если количество мотков с результатами измерений, не соответствующими требованиям, менее браковочного числа, приведенного в таблице 2.
При получении неудовлетворительных результатов хотя бы по одному контролируемому мотку или катушке проводят сплошной контроль всей партии.
Изготовителю допускается контролировать качество поверхности и размеров проволоки в процессе производства.
6.4 Для проверки химического состава отбирают два мотка от каждой партии.
На предприятии-изготовителе допускается проводить проверку химического состава на пробах, взятых от расплавленного металла.
6.5 При получении неудовлетворительных результатов определения химического состава хотя бы по одной пробе, проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяют на всю партию.
7 Методы контроля и испытаний
7.1 Осмотр поверхности проволоки проводят без применения увеличительных приборов. Дефекты, обнаруженные на поверхности проволоки, зачищают до полного исчезновения.
7.2 Диаметр проволоки измеряют на каждом отобранном мотке, бухте микрометрами по ГОСТ 4381 и ГОСТ 6507. Определение диаметра и овальности проволоки производят в двух взаимно перпендикулярных направлениях одного и того же сечения проволоки в начале, конце и середине мотка или бухты. За диаметр принимают среднее значение одной или нескольких пар измерений, проведенных под прямым углом в одном поперечном сечении.
Допускается контролировать диаметр проволоки другим инструментом, обеспечивающим необходимую точность измерения.
При возникновении разногласий в определении диаметра измерения проводят микрометрами по ГОСТ 4381, ГОСТ 6507.
7.3 Для анализа химического состава от каждого отобранного мотка вырезают по одному образцу. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
Химический состав проволоки определяют по ГОСТ 19251.0 – 19251.6. Допускается проводить химический анализ другими методами, обеспечивающими необходимую точность определения.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 19251.0 - 19251.6.
7.4 Результаты измерений округляют по правилам округления, установленным СТ СЭВ 543.
8 Упаковка, маркировка, транспортирование и хранение
8.1 Проволоку свертывают в мотки. Каждый моток должен состоять из одного отрезка проволоки массой не менее 25 кг. Допускаются мотки из отрезка проволоки массой не менее 10 кг в количестве не более 10 % массы партии. По требованию потребителя максимальная масса мотка может быть ограничена.
8.2 Мотки проволоки одного диаметра, одной точности изготовления, связывают в бухты.
8.3 Каждая бухта или моток, если он не связан в бухту, должны быть прочно перевязаны равномерно по длине окружности не менее чем в трех местах термически обработанной проволокой диаметром не менее 1,0 мм по ГОСТ 3282 со скруткой концов проволоки не менее пяти витков.
В местах перевязки должна быть прокладка из бумаги по ГОСТ 8273 или ГОСТ 8828.
Допускается использовать для перевязки цинковую проволоку диаметром не менее 1,5 мм без прокладки из бумаги в местах перевязки.
8.4 Мотки или бухты проволоки, должны быть обернуты по длине окружности нетканым материалом или другими видами упаковочных материалов, обеспечивающих сохранность продукции, за исключением льняных и хлопчатобумажных тканей, по технической документации. Наружный диаметр мотка или бухты не должен превышать 1000 мм.
По требованию потребителя мотки или бухты проволоки упаковывают во влагонепроницаемую бумагу по ГОСТ 9569 или ГОСТ 8828, а затем в упаковочные материалы.
8.5 Наружный диаметр мотков не должен превышать 1000 мм.
8.6 Упаковка продукции, отправляемой в районы Крайнего Севера и приравненные к ним местности, - по ГОСТ 15846, для перевозки морским транспортом по ГОСТ 26653.
8.7 К каждой бухте или мотку, если он не связан в бухты, должен быть прикреплен ярлык с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- наименования страны-изготовителя;
- условного обозначения проволоки;
- номера партии;
- штампа технического контроля.
8.8 Масса грузового места не должна превышать 80 кг. При механизированной погрузке и разгрузке допускается масса грузового места более 80 кг.
8.9 Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 24597 и ГОСТ 26663. Пакетирование проводят на поддонах по ГОСТ 33757 или без поддонов с применением деревянных брусков размерами не менее 50×50 мм. Масса транспортного пакета не должна превышать 1250 кг, высота - 1350 мм.
Для обеспечения сохранности при транспортировании и погрузочно-разгрузочных работах транспортные пакеты скрепляют продольно и поперечно с обвязкой каждого ряда грузовых мест стальной проволокой диаметром не менее 3,0 мм по ГОСТ 3282 со скручиванием концов проволоки не менее пяти витков, или стальной лентой размерами не менее 0,3×30 мм по ГОСТ 3560 со скреплением концов в замок, или с использованием пакетируемых строп из проволоки диаметром не менее 5 мм по ГОСТ 3282 со скручиванием не менее трех витков.
Для обеспечения устойчивости пакетов при многоярусной загрузке должны быть использованы вспомогательные приспособления в соответствии с требованиями ГОСТ 26663.
Средства скрепления в транспортных пакетах - по ГОСТ 21650. Габаритные размеры пакетов - по ГОСТ 24597.
(Поправка).
8.10 Бухты, мотки проволоки допускается транспортировать в универсальных контейнерах по ГОСТ 20435 или ГОСТ 22225 или ящичных поддонах без упаковки в ящики.
При транспортировании в контейнерах каждый моток или бухта проволоки должны быть обернуты по длине окружности бумагой по ГОСТ 8828 или ГОСТ 9569, и перевязаны термически обработанной проволокой, диаметром не менее 0,5 мм по ГОСТ 3282 или синтетическим шпагатом по спирали. Мотки и бухты проволоки допускается транспортировать в крытых ящичных поддонах без обертывания в упаковочные материалы.
8.11 При транспортировании в контейнерах бухты или мотки проволоки должны быть уложены и закреплены таким образом, чтобы была исключена возможность их перемещения. Кроме того, бухты должны быть защищены от коррозии, загрязнений и механических повреждений.
8.12 Допускается применять другие виды упаковочных материалов, не уступающие по прочности перечисленным выше, а также другие виды и способы упаковки, обеспечивающие сохранность качества проволоки.
8.13 В каждый контейнер должен быть вложен упаковочный лист, содержащий:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- условное обозначение проволоки;
- номер партии;
- массу нетто;
- массу брутто;
- номер упаковщика.
8.14 Транспортная маркировка - по ГОСТ 14192, с нанесением манипуляционного знака «Беречь от влаги».
8.15 Проволоку перевозят всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. При транспортировании железнодорожным транспортом - мелкими и малотоннажными отправками.
8.16 Проволоку хранят в крытых помещениях или под навесом, защищающим ее от атмосферных осадков в ящиках или на полках, поддонах или стеллажах в условиях отсутствия контакта с влагой и активными химическими веществами. При хранении и транспортировании проволока должна быть защищена от механических повреждений.
При соблюдении указанных условий транспортирования и хранения потребительские свойства проволоки не изменяются.
Ключевые слова: проволока цинковая, холоднодеформированная, круглая, номинальный диаметр, химический состав, повышенная, нормальная точность изготовления, бухта, моток