|
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И
СЕРТИФИКАЦИИ INTERSTATE
COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION |
|
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ
(ISO 13535:2000) |
Нефтяная и
газовая промышленность.
Оборудование буровое и эксплуатационное
ОБОРУДОВАНИЕ ПОДЪЕМНОЕ
Общие технические требования
(ISO 13535:2000, MOD)
|
|
Москва |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 15 ноября 2012 г. № 42)
За принятие стандарта проголосовали:
|
Краткое наименование страны по MK (ИСО 3166) 004-97 |
Код страны по MK (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргызстандарт |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 21 ноября 2012 г. № 997-ст межгосударственный стандарт ГОСТ 31844-2012 (ISO 13535:2000) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2014 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 13535:2000 Petroleum and natural gas industries - Drilling and production equipment - Hoisting equipment (Нефтяная и газовая промышленность. Буровое и эксплуатационное оборудование. Подъемное оборудование).
Дополнительные положения и требования, а также сноски, включенные в текст настоящего стандарта для учета потребностей национальных экономик указанных выше государств, выделены курсивом.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Степень соответствия - модифицированная (MOD).
Стандарт подготовлен на основе применения ГОСТ Р 53683-2009 (ИСО 13535:2000)
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в ежемесячном информационном указателе «Национальные стандарты». Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе «Национальные стандарты»
Введение
Настоящий межгосударственный стандарт разработан на основе международного стандарта ISO 13535:2000 Petroleum and natural gas industries. Drilling and production equipment. Hoisting equipment (Нефтяная и газовая промышленность. Буровое и эксплуатационное оборудование. Оборудование подъемное) и [1].
Настоящий стандарт не ограничивает изготовителя оборудования и потребителя в принятии иных инженерных решений применительно к конкретным условиям эксплуатации и не препятствует внедрению инновационных технологий. В тех случаях, когда изготовитель (разработчик) принимает альтернативное решение, он должен идентифицировать все отличия от настоящего стандарта и дать их подробное описание.
СОДЕРЖАНИЕ
ГОСТ 31844-2012
(ISO 13535:2000)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Нефтяная и газовая промышленность Оборудование буровое эксплуатационное ОБОРУДОВАНИЕ ПОДЪЕМНОЕ Общие технические требования Petroleum and natural gas industries. Drilling and production equipment. Hoisting equipment. General technical requirements |
Дата введения - 2014-01-01
1. Область применения
Настоящий стандарт устанавливает требования при проектировании, изготовлении и контроле качества оборудования для спускоподъемных операций, выполняемых при бурении и эксплуатации нефтяных и газовых скважин.
Распространяется на следующие механизмы, узлы и детали спускоподъемного оборудования:
- шкивы талевых механизмов;
- блоки талевые и крюкоблоки;
- узлы подвески крюка к талевому блоку;
- элементы соединительные и переходные штропов элеватора;
- крюки буровые;
- крюки для насосно-компрессорных труб и насосных штанг;
- штропы элеватора;
- элеваторы для обсадных, насосно-компрессорных, бурильных и утяжеленных бурильных труб;
- элеваторы для насосных штанг;
- элементы переходные штропа вертлюга;
- вертлюги;
- силовые вертлюги;
- вращатели;
- спайдеры-элеваторы;
- устройства крепления неподвижного конца талевого каната;
- компенсаторы вертикальных перемещений бурильной колонны;
- вращатели для навинчивания ведущей трубы, используемые как спускоподъемное оборудование;
- сосуды под давлением и трубопроводы, смонтированные на спускоподъемном оборудовании;
- предохранительные хомуты, используемые в качестве спускоподъемного оборудования;
- направляющие каретки (приложение В).
2. Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.0.004-90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 631-75 Трубы бурильные с высаженными концами и муфты к ним. Технические условия
ГОСТ 632-80 Трубы обсадные и муфты к ним. Технические условия
ГОСТ 633-80 Трубы насосно-компрессорные и муфты к ним. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1497-84 (ISO 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2387-80 Канаты стальные. Метод испытания на выносливость
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5286-75 Замки для бурильных труб
ГОСТ 6996-66 (ISO 4136-89, ISO 5173-81, ISO 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7360-82 Переводники для бурильных колонн. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ ISO 9001-2011 Системы менеджмента качества. Требования
ГОСТ 9012-59 (ISO 410-82, ISO 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ISO 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9651-84 (ISO 783-89) Металлы. Методы испытаний на растяжение при повышенных температурах
ГОСТ 10145-81 Металлы. Метод испытания на длительную прочность
ГОСТ 10446-80 (ISO 6892-84) Проволока. Метод испытания на растяжение
ГОСТ 11150-84 Металлы. Методы испытания на растяжение при пониженных температурах
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ISO 671-82, ISO 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ISO 439-82, ISO 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ISO 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ISO 4942:1988, ISO 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12353-78 Стали легированные и высоколегированные. Методы определения кобальта
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358-2002 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359-99 (ISO 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12503-75 Сталь. Методы ультразвукового контроля. Общие требования
ГОСТ 14019-2003 (ISO 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчета на прочность
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16853-88 Канаты стальные талевые для эксплуатационного и глубокого разведочного бурения. Технические условия
ГОСТ 18353-79 Контроль неразрушающий. Классификация видов и методов
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21357-87 Отливки из хладостойкой и износостойкой стали. Общие технические условия
ГОСТ 23979-80 Переводники для насосно-компрессорных труб. Технические условия
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод
ГОСТ 25468-82 Оборудование для спуско-подъемных операций и вертлюги. Присоединительные размеры
ГОСТ 27750-88 Контроль неразрушающий. Покрытия восстановительные. Методы контроля толщины покрытий
ГОСТ 27947-88 Контроль неразрушающий. Рентгенотелевизионный метод. Общие требования
ГОСТ 28870-90 Сталь. Методы испытания на растяжение толстолистового проката в направлении толщины.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандарт. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Термины, определения и сокращения
В настоящем стандарте применены следующие термины с соответствующими определениями и сокращения:
3.1. Термины и определения
3.1.1 допускаемая (расчетная) нагрузка: Суммарная величина статических и динамических нагрузок, соответствующая допускаемому напряжению в детали.
3.1.3 статическая нагрузка: Величина, направление и место приложения такой нагрузки неизменны или изменяются незначительно.
3.1.4 динамическая нагрузка: Нагрузка, характеризующаяся быстрым изменением величины, направления или точки приложения, вызывающим в элементах конструкции силы инерции.
3.1.5 основная нагрузка: Осевая нагрузка, воздействующая на оборудование в процессе эксплуатации.
3.1.6 контрольные испытания конструкции: Испытания, проводящиеся для подтверждения результатов применявшихся конструкторских расчетов фактическими данными.
3.1.8 грузоподъемность: Максимальная рабочая нагрузка с учетом статической и динамической составляющей силового воздействия, которая может быть приложена к оборудованию.
Примечание - Грузоподъемность численно равна расчетной (допускаемой) нагрузке.
3.1.9 допускаемое напряжение: Минимальный предел текучести материала, деленный на расчетный (допускаемый) коэффициент запаса прочности.
3.1.10 несущий элемент: Элемент оборудования, воспринимающий основную нагрузку.
3.1.11 испытание пробной нагрузкой: Производственное испытание предельной нагрузкой, проводимое для подтверждения грузоподъемности оборудования.
3.1.12 класс: Условное обозначение, с помощью которого идентифицируются размеры взаимозаменяемого оборудования, имеющего одинаковую грузоподъемность.
3.1.13 безопасная рабочая нагрузка: Расчетная нагрузка без динамической составляющей силового воздействия на конструкцию.
3.1.14 эквивалентный круг: Образец в форме цилиндра (прутка), вырезаемый из деталей различной формы, для определения механических свойств низколегированных и коррозионно-стойких мартенситных сталей при термообработке.
3.1.16 линейный индикаторный след: Индикаторный след, обнаруженный в процессе неразрушающего контроля (NDE), у которого длина больше ширины более чем в три раза.
3.1.17 нелинейный индикаторный след: Индикаторный след, обнаруженный в процессе неразрушающего контроля (NDE), имеющий круглую или эллиптическую форму длиной меньше чем три ширины.
3.1.18 ремонт: Устранение дефектов в отливках и сварных металлоконструкциях в процессе производства нового оборудования.
Примечание - Термин «ремонт», на который ссылается настоящий стандарт, распространяется только на ремонт дефектов в материале при изготовлении нового оборудования.
3.1.19 испытательная установка: Опытная установка, на которой проводится испытание для проверки конструкции.
3.2. Сокращения
ER - эквивалентный круг;
ЗТВ - зона термического влияния;
PSL - уровень технических требований к продукции;
NDE - неразрушающий контроль;
PLC - основное условие нагружения;
PWHT - термообработка после сварки.
4. Проектирование
4.1. Общие положения
Спускоподъемное оборудование должно быть спроектировано, изготовлено и испытано так, чтобы оно удовлетворяло предъявляемым техническим требованиям в соответствии с его назначением. Оборудование должно обеспечивать безопасное восприятие нагрузки, на которую оно рассчитано, быть простым и надежным в работе.
Направляющие каретки должны проектироваться в соответствии с приложением В.
4.2. Исходные условия проектирования
4.2.1. Оператор и персонал, работающий на оборудовании, несут ответственность за определение безопасной рабочей нагрузки при выполнении любой спускоподъемной операции.
4.2.2. Климатическое исполнение оборудования, категории размещения, хранения и транспортирования в части воздействия климатических факторов внешней среды должны соответствовать требованиям ГОСТ 15150.
4.2.3. Минимальная расчетная и рабочая температура должна быть минус 20 °С.
Если температура ниже минус 20 °С, при изготовлении оборудования должны быть использованы материалы с ударной вязкостью, отвечающей фактическому уровню температуры (ниже проектной температуры, принимаемой по умолчанию) в соответствии с приложением А.3.
4.3. Расчет на прочность
4.3.1. Общие положения
При расчете конструкции на прочность должна рассматриваться возможность появления остаточной деформации, усталостных трещин и потери устойчивости.
Расчет на прочность должен базироваться на теории упругости. При необходимости расчет на прочность может быть выполнен по предельной пластической деформации (пределу прочности). Наряду с аналитическими методами допускается применение метода конечных элементов.
При расчете следует учитывать сочетание всех одновременно действующих на конструкцию нагрузок. Для каждого рассматриваемого сечения следует выбирать наиболее неблагоприятные комбинации нагрузок, мест их приложения и направлений действия.
4.3.2. Принятые допущения
При проведении расчета на прочность допускается использовать упрощенное описание распределения напряжений, включая зону концентрации напряжений, при условии, что описание выполнено в соответствии с общепринятой практикой или основывается на накопленном опыте и результатах испытаний.
4.3.3. Эмпирические зависимости
Вместо аналитических зависимостей могут использоваться эмпирические зависимости при условии, что такие зависимости основываются на документально зафиксированных результатах испытаний с использованием тензорезисторов, которые подтверждают напряжения в анализируемом элементе. При расчете оборудования или его элементов, в которых из-за конструктивного исполнения невозможно разместить тензорезисторы, для подтверждения расчета могут быть использованы результаты испытаний в соответствии с 5.5.
4.3.4. Расчет на прочность по пределу текучести
Расчет на прочность по пределу текучести должен базироваться на теории упругости. Эквивалентное напряжение, определенное в соответствии с теорией Хубера - Мизеса и вызванное расчетной нагрузкой, не должно превышать допускаемого напряжения ASmax, определяемого по формуле (1):
![]() (1)
(1)
где YSmin - заданный минимальный предел текучести;
SFD - расчетный (допускаемый) коэффициент запаса прочности.
4.3.5. Расчет на прочность по предельной пластической деформации (пределу прочности)
Расчет по пределу прочности может быть выполнен в следующих случаях:
- для контактных поверхностей;
- для зон с высоким уровнем концентрации напряжений, обусловленных геометрией детали и других зон с высокими градиентами напряжений, где среднее напряжение в сечении меньше или равно максимально допускаемому напряжению, определенному в соответствии с 4.3.4.
В зонах, где величина напряжения ниже среднего значения, прочностной анализ должен базироваться на теории упругости.
При расчете по пределу прочности эквивалентное напряжение, определяемое в соответствии с 4.3.4, не должно превышать максимально допускаемого напряжения ASmax, рассчитываемого по формуле:
![]() (2)
(2)
где TSmin - заданный минимальный предел прочности;
SFD - расчетный (допускаемый) коэффициент запаса прочности.
4.3.6. Анализ устойчивости
Анализ устойчивости должен быть проведен согласно общепринятым теориям потери устойчивости.
4.3.7. Расчет на усталостную прочность
При расчете на усталостную прочность должен быть рассмотрен период времени работы оборудования не менее 20 лет, если техническими требованиями (техническим заданием) не оговорен другой срок или иной показатель наработки оборудования.
Расчет на усталостную прочность выполняется в соответствии с [2] или по пределу выносливости детали s-1Д [формула (3)] согласно общепринятым теориям:
где s-1 - предел выносливости стандартных лабораторных образцов из материала детали;
К - коэффициент снижения предела выносливости детали.
4.4. Типоразмер
Типоразмер должен отражать размерную взаимозаменяемость и грузоподъемность оборудования.
4.5. Радиус контактных поверхностей
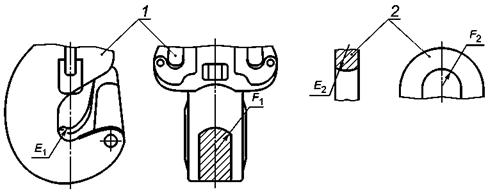
Рисунки 1, 2, 3 и таблица 1 представляют радиусы контактных поверхностей спускоподъемного оборудования. Эти контактные радиусы применимы к спускоподъемному инструменту, используемому при бурении (включая крюки для насосно-компрессорных труб). Однако для другого аналогичного инструмента, применяемого при капитальном ремонте или освоении (испытании) скважин, эти радиусы не применимы.
Таблица 1 - Радиусы контактных поверхностей инструмента для спускоподъемных операций
|
Радиусы скобы талевого блока и штропа крюка*, мм |
Радиусы основного рога крюка и штропа вертлюга**, мм |
|||||||
|
A1 max |
А2 min |
B1 min |
B2 max |
E1 min |
E2 max |
F1 max |
F2 min |
|
|
222 - 356 |
69,85 |
69,85 |
82,55 |
76,20 |
50,80 |
38,10 |
76,20 |
76,20 |
|
357 - 578 |
69,85 |
69,85 |
82,55 |
76,20 |
50,80 |
44,45 |
88,90 |
88,90 |
|
579 - 890 |
69,85 |
69,85 |
82,55 |
76,20 |
57,15 |
50,80 |
101,60 |
101,60 |
|
891 - 1334 |
69,85 |
69,85 |
82,55 |
76,20 |
63,50 |
57,15 |
114,30 |
114,30 |
|
1335 - 2224 |
101,60 |
101,60 |
82,55 |
76,20 |
69,85 |
63,50 |
114,30 |
114,30 |
|
2225 - 3113 |
101,60 |
101,60 |
82,55 |
76,20 |
76,20 |
69,85 |
114,30 |
114,30 |
|
3114 - 4450 |
101,60 |
101,60 |
88,90 |
82,55 |
88,90 |
82,55 |
114,30 |
114,30 |
|
4451 - 5782 |
101,60 |
101,60 |
88,90 |
82,55 |
88,90 |
82,55 |
114,30 |
114,30 |
|
5783 - 6672 |
152,40 |
152,40 |
88,90 |
82,55 |
107,95 |
101,60 |
114,30 |
114,30 |
|
6673 - 8896 |
152,40 |
152,40 |
158,75 |
152,40 |
133,35 |
127,00 |
127,00 |
127,00 |
|
Грузоподъемность, кН |
Радиусы верхней проушины штропа и бокового рога крюка***, мм |
Радиусы нижней проушины штропа и штропной проушины элеватора***, мм |
||||||
|
С1 max |
C2 min |
В1 min |
B2 max |
G1 max |
G2 min |
H1 min |
H2 max |
|
|
222 - 356 |
38,10 |
38,10 |
31,75 |
22,23 |
25,40 |
50,80 |
||
|
357 - 578 |
63,50 |
63,50 |
31,75 |
22,23 |
25,40 |
50,80 |
||
|
579 - 890 |
63,50 |
63,50 |
38,10 |
28,58 |
25,40 |
50,80 |
||
|
891 - 1334 |
63,50 |
63,50 |
38,10 |
28,58 |
23,82 |
38,10 |
50,80 |
50,80 |
|
1335 - 2224 |
101,60 |
101,60 |
44,45 |
34,93 |
30,94 |
47,63 |
69,85 |
69,85 |
|
2225 - 3113 |
101,60 |
101,60 |
44,45 |
34,93 |
37,31 |
47,63 |
69,85 |
69,85 |
|
3114 - 4450 |
101,60 |
120,65 |
57,15 |
47,63 |
47,63 |
50,80 |
82,55 |
82,55 |
|
4451 - 5782 |
101,60 |
120,65 |
57,15 |
47,63 |
57,15 |
60,32 |
127,00 |
127,00 |
|
5783 - 6672 |
101,60 |
127,00 |
63,50 |
63,50 |
57,15 |
60,32 |
127,00 |
127,00 |
|
6673 - 8896 |
114,30 |
127,00 |
76,20 |
69,85 |
69,85 |
73,03 |
158,75 |
158,75 |
|
* См. рисунок 1. ** См. рисунок 2. *** См. рисунок 3. |
||||||||
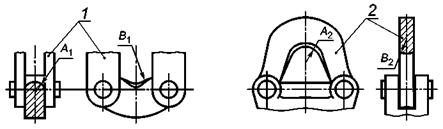
1 - скоба талевого блока; 2 - штроп крюка
Рисунок 1 - Талевый блок и штроп крюка
1 - основной рог крюка; 2 - штроп вертлюга
Рисунок 2 - Радиусы контактных поверхностей основного рога крюка и штропа вертлюга
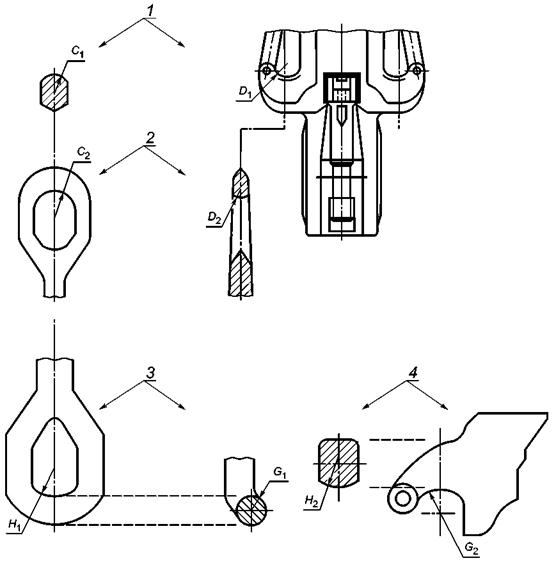
1 - боковой рог крюка; 2 -
верхняя проушина штропа; 3 - нижняя проушина штропа;
4 - штропная проушина элеватора
Рисунок 3 -
Радиусы контактных поверхностей проушин элеваторных штропов и
бокового рога крюка
4.6. Классификация
При классификации спускоподъемного оборудования, изготовляемого в соответствии с настоящим стандартом, следует рассматривать грузоподъемность (допускаемая нагрузка) всего оборудования и грузоподъемность (динамическая нагрузка) подшипников оборудования, воспринимающего основную нагрузку.
Установление грузоподъемности подшипников необходимо для достижения определенной согласованности величин грузоподъемности оборудования и подшипников, а также для обеспечения приемлемого срока службы подшипников при работе с нагрузками в пределах грузоподъемности оборудования.
Грузоподъемность следует определять с учетом расчетного (допускаемого) коэффициента запаса прочности (4.7), заданного минимального предела текучести материала несущих элементов и распределения напряжений, установленного в процессе проектных расчетов и/или по данным, полученным при контрольных нагрузочных испытаниях конструкции, как показано в 5.5.
Грузоподъемность должна входить в состав маркировки оборудования (см. раздел 10).
4.7. Расчетный (допускаемый) коэффициент запаса прочности
Расчетный (допускаемый) коэффициент запаса прочности устанавливают в соответствии с таблицей 2.
Таблица 2 - Расчетный коэффициент запаса прочности
|
Расчетный (допускаемый) коэффициент запаса прочности SFD |
|
|
1334 кН и меньше |
3,00 |
|
От 1334 до 4448 кН включительно |
3,00 - [0,75(R - 1334)/3114]* |
|
Свыше 4448 кН |
2,25 |
|
* В этой формуле значение R в килоньютонах. |
|
Расчетный коэффициент запаса прочности должен быть использован в качестве проектного критерия, запрещается его использование для определения допускаемых нагрузок, превышающих грузоподъемность.
4.8. Расчет на прочность при деформациях сдвига
При расчете на прочность по напряжениям сдвига отношение предела текучести при сдвиге к пределу текучести при растяжении принимают равным 0,58.
4.9. Специальное оборудование
Дополнительные требования при проектировании специального оборудования приведены в разделе 9.
4.10. Проектная документация
Проектная документация должна включать методы проектирования, принятые допущения, расчеты и другие требования, на которых должна базироваться конструкция. Требования к проектированию должны включать (но ими не ограничиваться) предельные величины для размеров, испытательных и рабочих давлений, требования к материалам и другие требования, на которых должна базироваться конструкция.
Перечисленные требования должны также распространяться на документацию по изменению конструкции.
5. Контроль проектных параметров
5.1. Общие положения
Для проверки соответствия спроектированного оборудования исходным требованиям должны быть проведены контрольные испытания.
Контроль соответствия исходным требованиям должен проводиться и/или сертифицироваться независимой организацией, в функции которой не входит проектирование и изготовление данного оборудования.
Оборудование с относительно простыми формами не подвергают контрольным испытаниям, если их прочностной анализ может быть выполнен в полном объеме расчетными методами.
5.2. Отбор образцов для испытаний
В целях контроля проектных параметров по группе оборудования с идентичным конструктивным исполнением, но с различными геометрическими размерами и грузоподъемностью применимы следующие варианты выборки испытываемых образцов:
- контрольным испытаниям должны быть подвергнуты не менее трех единиц оборудования. Образцы должны быть выбраны из нижней, средней и верхней частей типоразмерного ряда оборудования /грузоподъемности;
- количество испытуемых образцов может быть установлено также на основании того, что каждый испытываемый образец рассматривается в качестве представителя двух ближайших устройств типоразмерного ряда оборудования /грузоподъемности.
Примечание - Второй вариант применим для ограниченного диапазона размерного ряда оборудования /грузоподъемности.
5.3. Методика испытаний
5.3.1. Функциональные испытания
Приложить к испытываемому образцу расчетную нагрузку, равную величине грузоподъемности изделия. После снятия нагрузки изделие должно сохранить кинематическую взаимосвязь компонентов, обеспечивающую расчетные параметры движения и усилия при выполнении рабочих функций.
5.3.2. Контроль проектных параметров
Установить тензодатчики в тех местах испытываемого образца, где ожидаются высокие напряжения, при условии, что его конфигурация допускает их установку. Для подтверждения правильного выбора мест установки тензодатчиков рекомендуется использовать метод конечных элементов, моделирование, муаровое покрытие и т.д. В критических зонах рекомендуется использовать трехэлементные тензодатчики для того, чтобы можно было определить касательные напряжения и исключить необходимость точной ориентации тензодатчиков.
Испытательную нагрузку, прикладываемую к изделию, следует рассчитывать по формуле
испытательная нагрузка равна 0,8 · R · SFD, но не меньше, чем 2R, (3)
где R - грузоподъемность, кН;
SFD - расчетный коэффициент запаса прочности, определяемый в соответствии с 3.1.2 и 4.7.
Испытательная нагрузка должна прикладываться плавно при одновременном считывании показаний тензодатчиков и наблюдении за пластической деформацией. Нагружения следует производить до получения стабильных данных.
Величина напряжений, полученная по показаниям тензодатчиков, не должна превышать значений, полученных расчетными методами на этапе проектирования (для испытательной нагрузки), на величину больше, чем погрешность испытательной аппаратуры, указанной в 5.6. Нарушение этого требования или преждевременное разрушение испытываемого изделия должно стать основанием для полного изменения конструкции и последующего дополнительного испытания идентичного количества испытываемых изделий, как это было определено на начальном этапе испытаний, включая изделие, которое не выдержало контрольных испытаний.
После завершения контрольных испытаний изделие необходимо разобрать и проверить размеры каждой сборочной единицы на наличие возможных пластических деформаций.
Отдельные элементы изделия могут быть испытаны раздельно от полной сборки, если приспособления для испытаний воспроизводят условия нагружения этого элемента аналогично нагружению в собранном изделии.
5.4. Определение грузоподъемности
Грузоподъемность должна быть определена по результатам контрольных испытаний конструкции и/или проектных расчетов и расчетов распределения напряжений, как это регламентируется в разделе 4. Напряжения при достижении грузоподъемности не должны превышать допустимых значений согласно 4.3. Допускаются локальные пластические деформации в зонах контакта. В изделии, прошедшем контрольные испытания, остаточная деформация, определенная с помощью тензодатчиков или других средств контроля, не должна превышать 0,2 %, за исключением контактных зон. В тех случаях, когда напряжения превысили допускаемые значения, испытуемая конструкция подлежит доработке в целях получения рабочих напряжений, не превышающих допускаемых. Определение грузоподъемности на основе анализа распределения напряжений допускается только в том случае, если он обладает достаточной степенью точности, подтвержденной накопленными данными при проведении контрольных испытаний в соответствии с разделом 5.
5.5. Альтернативная методика контрольных испытаний и оценки грузоподъемности
Для оценки грузоподъемности может быть использован метод разрушающего испытания изделия при условии, что определены предел текучести и предел прочности материала, используемого в оборудовании. Для определения показателей прочности материала и отношения предела текучести к пределу прочности могут быть использованы результаты испытаний на растяжение стандартных образцов из материала, использованного для изготовления деталей испытуемого изделия. Полученное отношение используется для оценки грузоподъемности R оборудования по следующей формуле:
![]() (4)
(4)
где Lb - разрушающая нагрузка;
YSmin - минимальный предел текучести;
TSa - минимальный предел прочности;
SFD - расчетный коэффициент запаса прочности (см. 4.7).
Представленный метод оценки грузоподъемности основан на натурном испытании изделия, и его результаты распространяются только на конкретный испытуемый образец определенного конструктивного исполнения.
5.6. Устройства для проведения контрольных испытаний
Нагружающие устройства, используемые для воспроизведения рабочих нагрузок на испытываемые образцы, должны пройти градуировку в соответствии с [3] и по национальным стандартам государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*, с тем, чтобы обеспечить требуемую степень точности контроля величины испытательной нагрузки. Для нагрузок, превышающих 3558 кН, нагружающие устройства должны быть откалиброваны приборами, относящимися к классу калибровочных приборов с погрешностью, не превышающей 2,5 %.
_______
* На территории Российской Федерации действует ГОСТ Р 8.568-97.
Передача нагрузки на испытуемое изделие (или его части) должна быть воспроизведена таким же способом, что и в реальных условиях эксплуатации, и в тех же местах контакта на несущих поверхностях. Все оборудование, используемое для нагружения испытываемого изделия (или его части), должно быть проверено на его пригодность для проведения испытания.
5.7. Изменения конструкции
При внесении любых изменений в конструкцию или технологию производства, которые могут повлиять на величину грузоподъемности, должны быть проведены контрольные испытания конструкции в соответствии с разделом 5. Изготовитель должен рассматривать все изменения в конструкции или способах производства для оценки их влияния на грузоподъемность. Эти изменения должны быть документально зафиксированы.
5.8. Протоколы
Все протоколы контрольных испытаний и сопутствующие им данные должны быть подвержены такой же процедуре контроля, что и проектная документация в 11.2.
6. Требования к материалам
6.1. Общие положения
Все материалы должны соответствовать предполагаемым условиям эксплуатации.
В разделе 6 описаны различные виды испытаний материалов, механических свойств и требований к обработке для несущих основную нагрузку элементов, а также элементов, работающих под давлением, если они не выделены в самостоятельную норму.
6.2. Письменные спецификации
Материалы должны быть изготовлены в соответствии с нормативной документацией, которая должна, как минимум, определять следующие параметры и ограничения:
- требования к механическим свойствам;
- проверочное испытание материала;
- требования к изготовлению, включая информацию о плавке, механической обработке и термообработке;
- химический состав и допуски;
- требования к ремонту сваркой.
Описание технологии механической обработки должно включать информацию об упаковке.
6.3. Механические свойства
Материалы должны соответствовать требованиям, указанным в технических условиях изготовителя на эти материалы.
Ударная вязкость должна быть определена по среднему значению результатов трех испытаний с использованием полноразмерных образцов, если размеры испытываемого элемента допускают это. При необходимости использования для испытаний на ударную вязкость образцов уменьшенного размера критерии приемки для значений ударной вязкости, представленные ниже, должны быть умножены на соответствующий поправочный коэффициент, указанный в таблице 3. Запрещается использование образцов уменьшенного размера, имеющих ширину менее 5 мм, для испытаний.
Таблица 3 - Поправочный коэффициент для образцов уменьшенного размера при испытаниях на ударную вязкость
|
Поправочный коэффициент |
|
|
10,0´7,5 |
0,833 |
|
10,0´5,0 |
0,667 |
Для материалов с заданным минимальным пределом текучести не менее 310 МПа среднее значение ударной вязкости должно быть не менее 42 Дж при минус 20 °С при условии отсутствия отдельных значений менее 32 Дж.
Для материалов с минимальным пределом текучести менее 310 МПа среднее значение ударной вязкости должно быть не менее 27 Дж при минус 20 °С при условии отсутствия отдельных значений менее 20 Дж.
Для проектных температур ниже минус 20 °С (например, эксплуатация в арктических условиях) должны быть использованы дополнительные требования к ударной вязкости (приложение А, SR 2).
Если при проектировании требуются характеристики материала по толщине, то материал должен быть испытан на поперечное сужение (уменьшение площади сечения) в направлении толщины в соответствии с [4] и ГОСТ 28870. Минимальное уменьшение должно быть не более 25 %.
Элементы с PSL 2 должны быть изготовлены из материалов, отвечающих требованиям пластичности, указанным в таблице 4.
Таблица 4 - Требования к относительному удлинению PSL 2
|
Относительное удлинение, минимальное, % |
||
|
Lo = 4d* |
Lo = 5d* |
|
|
Менее 310 |
23 |
20 |
|
От 310 до 517 |
20 |
18 |
|
Более 517 до 758 |
17 |
15 |
|
Более 758 |
14 |
12 |
|
* Lo - измерительная база, d - диаметр. |
||
6.4. Проверочное испытание материала
Механические свойства материалов должны быть определены на основе испытаний пробных образцов, представляющих партию отливок, и образцов после термообработки, которая использовалась для производства деталей. Испытания должны быть выполнены в соответствии с [5] и ГОСТ 1497, ГОСТ 14019, ГОСТ 9012, ГОСТ 9013, ГОСТ 9454, ГОСТ 9651, ГОСТ 10145, ГОСТ 11150, ГОСТ 12344, ГОСТ 12345, ГОСТ 12346, ГОСТ 12347, ГОСТ 12348, ГОСТ 12349, ГОСТ 12350, ГОСТ 12351, ГОСТ 12352, ГОСТ 12353, ГОСТ 12354, ГОСТ 12355, ГОСТ 12356, ГОСТ 12357, ГОСТ 12358, ГОСТ 12359 с использованием материала после его окончательной термообработки.
Размер вырезаемого образца из подконтрольной детали должен быть определен по методу эквивалентного круга (ER). Рисунки 4 и 5 иллюстрируют основные модели для определения эквивалентного круга для простых сплошных и полых деталей. Любая из указанных форм может быть использована для вырезки испытуемого образца. Рисунок 6 описывает шаги определения эквивалентного круга для более сложных сечений. Место расположения Е-круга определяют исходя из фактических размеров детали, прошедшей термообработку. Е-круг образца для испытания должен быть равным или больше размеров детали, которую он представляет, но он не должен быть более 125 мм. Рисунки 7 и 8 иллюстрируют процесс определения требуемых размеров образцов применительно к проведению испытаний кильблоков.
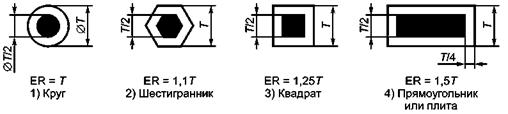
Примечание - Если L меньше Т, то рассматривать сечение как плиту толщиной L.
Рисунок 4 - Модели эквивалентного круга. Сплошные детали длиной L
|
Примечание - если L меньше D, то рассматривать сечение как плиту толщиной Т. Если L меньше Т, то рассматривать сечение как плиту толщиной L 1) Открытая с обоих концов |
ER = 2,5T, если D меньше и равен 63,5 мм (2,5"). ER = 3,5T, если D больше 63,5 мм (2,5"). Примечание - При расчетах использовать максимальную толщину Т. 2) Ограниченная или закрытая с одного или с обоих концов |
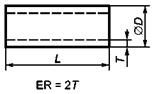
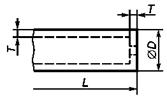
Рисунок 5 - Модели эквивалентного круга. Труба (любого сечения)
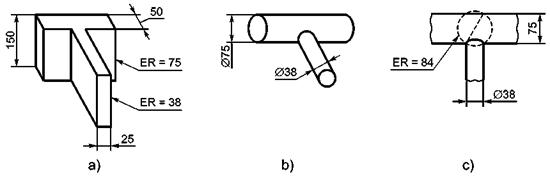
а) Уменьшить до простых сечений;
b) значения ER;
с) значения ER для пересечений.
Примечание - Рекомендуется выполнять следующие шаги для определения основного эквивалентного круга (ER) для сложных сечений:
- уменьшить компонент до простых сечений а);
- преобразовать каждое простое сечение в эквивалентный круг b);
- вычислить диагональ окружности, которая описывает пересечение значений ER с);
- использовать максимальное значение ER либо для одиночного сечения, либо для пересечения в качестве ER сложного сечения
Рисунок 6 - Модели эквивалентного круга. Сложные формы
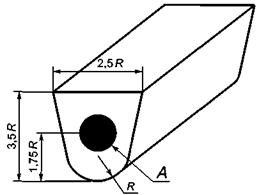
ER = 2,3R
Примечание - Затемненная зона A представляет оболочку 1/4 - T для получения образца для испытаний.
Рисунок 7 - Модели эквивалентного круга. Конфигурация кильблока
Размеры в миллиметрах
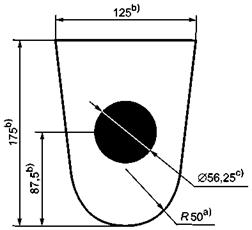
Для разработки кильблока для ER = 115 мм смотри нижеприведенные сноски:
a) Из рисунка имеем 3 ER = 2,3R, тогда R = ER/2,3 = 50 мм.
b) Спроектировать кильблок, как показано на рисунке 7, используя множитель R.
c) Диаметр D.
Рисунок 8 - Пример нахождения размеров кильблока
Образцы для контрольных испытаний могут быть взяты из группы некондиционных деталей. При этом эти детали должны иметь ту же плавку и пройти те же самые операции технологического цикла и термообработку, что и подконтрольная партия деталей.
Образцы для испытаний должны быть вырезаны из общей или специальной группы подконтрольных деталей так, чтобы их продольная ось была смещена относительно оси сечения детали на 1/4 толщины обечайки в сторону, противоположную наружной поверхности, или на 1/8" (3 мм) от середины сечения стенки в том месте, где она имеет наибольшую толщину в пустотелых деталях. Место расположения тензодатчика для испытаний на растяжение или надреза для испытания на удар должно быть удалено от концов вырезанного образца на расстояние не менее 1/4 толщины образца.
6.5. Производство
Технологический процесс изготовления должен обеспечивать стабильность в выполнении требований настоящего стандарта.
Технология обработки давлением (ковка, штамповка) должна обеспечивать равномерную структуру материала по всему объему заготовки.
В техпроцессе термообработки должно быть использовано оборудование, обеспечивающее выполнение требований настоящего стандарта.
Загрузка деталей в термическую печь должна быть осуществлена таким образом, чтобы исключалось взаимовлияние деталей этой партии на режим термообработки. Температура и продолжительность цикла термообработки должны быть указаны в технологической карте изготовителя. Фактическая величина температуры и продолжительность термообработки должны регистрироваться для каждой партии деталей.
Примечание - Рекомендации по применению оборудования для термообработки приведены в приложении С и могут быть использованы в качестве руководства по его аттестации.
Для PSL 2 изготовитель должен указать технологии плавки, очистки от примесей, литья и обработки для всех элементов. Указанные технологии должны быть оформлены в виде технических условий на материалы.
6.6. Химический состав
Для каждой плавки должен быть проведен анализ химического состава металла по всем элементам, указанным в технических условиях на изготовление металла.
Для PSL 2 максимальная массовая доля серы и фосфора должна быть для каждого из элементов не более 0,025 %.
7. Требования к сварке
7.1. Общие положения
В настоящем разделе представлены требования к сварке при изготовлении и устранении дефектов (ремонте) грузоподъемных элементов, сосудов, работающих под давлением, включая соединительные сварные швы.
7.2. Аттестация сварки
Все сварные работы при производстве грузоподъемного оборудования должны быть выполнены с использованием технологических процессов сварки, аттестованных на соответствие с:
- PSL 1: [6], [7], [8], [9] и/или [10], ГОСТ 550, ГОСТ 2601, ГОСТ 5264, ГОСТ 6996, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 19521, [11] и/или ГОСТ ISO 9001, ГОСТ 12.0.004, [11], [12], [13], [14] или эквивалентными стандартами;
- PSL 2: [7] и ГОСТ 2601 или эквивалентными стандартами.
Сварочные работы должны выполнять сварщики или операторы сварки, которые аттестованы на соответствие с вышеперечисленными стандартами.
Для материалов, которые не упоминаются в вышеперечисленных стандартах, технологию сварки разрабатывают самостоятельно для каждой отдельной марки материала или для группы материалов исходя из свариваемости, механических свойств и химического состава.
В тех случаях, когда пластичность основного металла не отвечает требованиям [7] и ГОСТ 2601 и не позволяет провести испытание на изгиб, необходимо действовать следующим образом: испытуемый образец подвергнуть термообработке до пластичности и предела прочности, которые соответствуют нормативной документации на материал, и затем провести испытание на изгиб до разрушения. При этом испытуемый образец должен иметь угол изгиба на 5° больше по сравнению с углом, который определен нормативными данными.
7.3. Техническая документация
Сварочные работы должны быть выполнены по технологической карте на сварочный процесс, подготовленной в виде документа и аттестованной на соответствие применяемому стандарту. Технологические карты на сварочный процесс должны описывать все существенные, несущественные и дополнительно-существенные (по необходимости) параметры сварки, которые указаны в применяемом стандарте.
Протокол по аттестации сварочного процесса должен содержать все существенные и дополнительно-существенные параметры, используемые при проведении аттестационных испытаний. К техническим условиям на процесс сварки и свидетельству по аттестации процесса применимы требования к документации, указанные в разделе 11.
7.4. Контроль расходных материалов
Расходные материалы для сварки должны соответствовать техническим условиям изготовителя, который должен иметь оформленную процедуру хранения и контроля сварочных расходных материалов.
Материалы с низким содержанием водорода следует хранить и использовать в соответствии с рекомендациями изготовителя сварочных расходных материалов.
7.5. Свойства сварного шва
Механические свойства сварного шва, определяемые на основе проверочных испытаний, должны соответствовать минимальным механическим свойствам, в соответствии с которыми определена несущая способность конструкции. При необходимости провести испытания на ударную вязкость основного металла. Это должно быть отражено в требованиях по аттестации сварочного процесса. Результаты испытаний сварного шва и ЗВТ в основном металле должны удовлетворять минимальным требованиям к механическим свойствам основного металла. Вспомогательные швы должны отвечать вышеперечисленным требованиям по ударной вязкости только в зоне термического влияния основного металла.
Испытания сварных швов должны быть выполнены после проведения термической обработки сварной конструкции.
Для свариваемых конструкций с толщиной сварного шва более 25,4 мм, которые не проходят термическую обработку после сварки, изготовителем должна быть рассмотрена возможность снижения температуры испытаний на ударную вязкость.
7.6. Термическая обработка после сварки
Термообработка сварного соединения должна быть проведена в соответствии с требованиями стандарта на сварку.
7.7. Конструкционные сварные швы
В дополнение к требованиям, указанным в 7.2 - 7.6, типоразмеры сварных соединений должны соответствовать проектным требованиям и должны быть задокументированы в технологической карте сварочного процесса изготовителя.
7.8. Сварка при ремонте
7.8.1. Доступ
Должен быть обеспечен свободный доступ к сварным швам для обнаружения несоответствий, установления причин возникновения дефектов и возможности их устранения.
7.8.2. Проплавление
Режим сварки и имеющийся доступ для возможного ремонта должны быть такими, чтобы обеспечить полное проплавление сварного шва с основным металлом.
7.8.3. Поковки и отливки
Все ремонтные работы с помощью сварки должны быть выполнены в соответствии с технологическими картами изготовителя на сварочные процессы. Технологические карты на сварочные процессы должны быть документально оформлены и предоставлены заказчику по его требованию.
До проведения ремонтных работ изготовитель должен оформить технологию ремонта с указанием следующих позиций:
- тип дефекта;
- предельные размеры дефекта;
- определение больших/мелких исправлений.
Все выборки, необходимые для ремонта, и последующий ремонт сваркой должны соответствовать требованиям контроля качества, указанным в разделе 8.
По PSL 2 при выполнении большого объема ремонтных работ сваркой, как определено в 8.4.9.3, изготовитель должен также разработать чертеж ремонтируемой зоны и указать последовательность выполнения операций ремонта. Документацию по ремонтным работам следует хранить в соответствии с требованиями раздела 11.
7.8.4. Трубные изделия
Не допускается ремонт сваркой пластически деформированных трубных изделий.
7.8.5. Термообработка
Технологическая карта на сварочный процесс, используемая для аттестации ремонтных работ, должна содержать последовательность ремонта сваркой и термообработки, выполняемой на ремонтируемой детали.
8. Контроль качества
8.1. Общие положения
В настоящем разделе изложены требования к контролю качества оборудования и материалов. Всю работу по контролю качества следует вести по нормативным материалам изготовителя, которые должны содержать соответствующую методику, а также количественные и качественные критерии приемки.
Инструкции по неразрушающему контролю должны учитывать требования настоящего стандарта и применяемых стандартов, на которые даны ссылки [15]. Всю документацию должен утверждать эксперт III уровня или эксперт, квалификация которого соответствует требованиям [16].
Отметка о приемке всего оборудования, деталей и материалов должна быть нанесена непосредственно на изделия или записана в сопроводительной технической документации на изделия и материалы.
8.2. Аттестация персонала по контролю качества
Персонал, выполняющий контроль сварочных операций и контроль качества сварных соединений методами разрушающего и неразрушающего контроля, должен быть аттестован в соответствии с [12], [15].
Визуальный контроль качества сварочных работ должен осуществлять компетентный персонал, имеющий удостоверение контролера сварки в соответствии с [17], аттестованный изготовителем после прохождения специальной программы обучения.
Весь персонал, выполняющий прочие виды контроля качества материалов и изделий, может быть аттестован по специальной программе изготовителя.
8.3. Измерительное и испытательное оборудование
Оборудование и стенды, используемые для исследования материалов и оборудования, необходимо проверять, калибровать и регулировать с периодичностью, установленной инструкциями изготовителя, а также они должны соответствовать общепризнанному национальному или международному стандарту (например [18] или [19]), с тем, чтобы обеспечить требуемый уровень точности контроля.
8.4. Контроль качества специального оборудования и элементов
8.4.1. Общие положения
Все элементы грузоподъемного оборудования специального назначения, несущие основную нагрузку, а также элементы, работающие под давлением, должны быть подвергнуты контролю качества, если не оговорены дополнительные требования.
8.4.2. Химический анализ
Методы и критерии приемки должны соответствовать 6.6.
8.4.3. Испытание на растяжение
Методы и критерии приемки должны соответствовать 6.3 и 6.4.
8.4.4. Испытание на ударную вязкость
Методы и критерии приемки должны соответствовать 6.3 и 6.4.
8.4.5. Прослеживаемость
На деталях должна быть нанесена маркировка с номером плавки и номером партии при термообработке.
Маркировка должна быть сохранена на заготовках, на всех стадиях обработки деталей и, в конечном счете, на готовых деталях, идущих на сборку. Техническая документация изготовителя на маркировку должна содержать требования по сохранению и замене маркировки, а также порядок записи результатов контроля. Эти требования не распространяются на крепежные детали и фитинги, если они промаркированы по общепромышленному стандарту.
8.4.6. Визуальный контроль
Детали, поверхность которых не может быть подвергнута неразрушающему контролю, подлежат визуальному контролю. Визуальный контроль отливок должен быть проведен в соответствии с требованиями [20], ГОСТ 977, ГОСТ 21357 и национальными стандартами* государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта.
_______
* На территории Российской Федерации действует ГОСТ Р 53464-2009.
Контроль кованых изделий должен быть осуществлен по документации, разработанной изготовителем.
8.4.7. Неразрушающий контроль поверхности
8.4.7.1. Общие положения
После окончательной термообработки и механообработки все доступные поверхности каждой детали должны пройти контроль в соответствии с требованиями настоящего раздела.
Если оборудование должно проходить контрольные испытания (под нагрузкой), то неразрушающий контроль должен быть проведен после этих испытаний. В тех случаях, когда применяемые материалы склонны к замедленному трещинообразованию по информации изготовителя, неразрушающий контроль должен быть проведен, как минимум, через 24 часа после испытания под нагрузкой. Для проведения контроля оборудование должно быть полностью разобрано. Перед проверкой должно быть удалено покрытие с контролируемых поверхностей.
8.4.7.2. Методы контроля
Ферромагнитные материалы следует проверять магнитопорошковым методом в соответствии с [21] (1998, подраздел A, статья 7 и подраздел B, статья 25) или [22] и ГОСТ 18353, ГОСТ 20426. Механически обработанную поверхность следует контролировать методом люминесцентной жидкости, другие поверхности следует контролировать с использованием мокрого или сухого метода.
Неферромагнитные материалы необходимо проверять методом проникающей жидкости в соответствии с [21] (1998, подраздел A, статья 6 и подраздел B, статья 24) или [23] и ГОСТ 18353 или ГОСТ 18442.
В тех случаях, когда не удалось избежать применения электродов, все места прижога должны быть удалены шлифованием, зоны воздействия электрода должны быть перепроверены методом проникающей жидкости.
8.4.7.3. Индикаторные следы
Учету подлежат следы, связанные с поверхностным разрывом, у которых основные размеры больше 2 мм. Следы, не связанные с поверхностным разрывом (как, например, по причине изменения магнитной проницаемости, наличия игольчатых включений и т.д.), учету не подлежат. Если след намагниченных частиц относится к виду, не подлежащему учету, но его размер превышает 2 мм, то дальнейший контроль осуществляют капиллярным методом, или в целях повышения достоверности проверки сомнительную зону зачищают и проводят повторный контроль.
Учитываемые индикации должны быть оценены в соответствии с критериями приемки, указанными в 8.4.7.4.
8.4.7.4. Критерии приемки
8.4.7.4.1. Отливки
Оценку следов намагниченных частиц на отливках следует проводить по [24] и ГОСТ 25225 (по справочным фотографиям индикаций магнитных частиц на отливках из черных металлов). Критерии приемки должны соответствовать критериям, указанным в таблице 5 для PSL 1 и в таблице 6 для PSL 2.
Изготовитель должен разработать и хранить чертежи с указанием критических зон. Если критические зоны не указаны, критической считается вся поверхность. Критическими считаются все зоны, где напряжение равно или превышает значение
![]() (5)
(5)
где YSmin - заданный минимальный предел текучести;
SFD - расчетный коэффициент запаса прочности.
Таблица 5 - PSL 1 - максимально допустимые степени нарушения сплошности
|
Максимально допустимая степень |
|||
|
Описание нарушения сплошности |
Критические зоны |
Некритические зоны |
|
|
I |
Горячие надрывы, трещины |
Нет |
Степень 1 |
|
II |
Усадочная деформация |
Степень 2 |
Степень 2 |
|
III |
Включения |
Степень 2 |
Степень 2 |
|
IV |
Внутренний отбел |
Степень 1 |
Степень 1 |
|
V |
Пористость |
Степень 1 |
Степень 2 |
Таблица 6 - PSL 2 - максимально допустимые степени нарушения сплошности
|
Максимально допустимая степень |
|||
|
Описание нарушения сплошности |
Критические зоны |
Некритические зоны |
|
|
I |
Горячие надрывы, трещины |
Нет |
Нет |
|
II |
Усадочная деформация |
Нет |
Степень 1 |
|
III |
Включения |
Степень 1 |
Степень 2 |
|
IV |
Внутренний отбел |
Нет |
Степень 1 |
|
V |
Пористость |
Степень 1 |
Степень 2 |
Критерии приемки, указанные в таблицах 5 и 6, не распространяются на зоны, которые находятся под напряжением сжатия, и/или где уровень напряжений ниже значения, полученного из формулы (6):
![]() (6)
(6)
где YSmin - заданный минимальный предел текучести;
SFD - расчетный коэффициент запаса прочности.
8.4.7.4.2. Поковки
При контроле поверхности методами неразрушающего контроля следует соблюдать следующие критерии приемки:
- отсутствие учитываемых индикаторных следов с основным размером, равным или превышающим 5 мм;
- не более 10 учитываемых индикаторных следов на любом сплошном участке площадью 40 см2;
- не более 3 учитываемых индикаторных следов, расположенных в линию на расстоянии не более 2 мм;
- отсутствие учитываемых индикаторных следов в зонах расположения уплотнений и впадинах профиля резьбовых соединений.
8.4.8. Объемный неразрушающий контроль отливок
8.4.8.1. Методика
Радиационный контроль отливок следует проводить в соответствии с [21] и ГОСТ 18353 при условии, что при этом не используют усиливающие флуоресцентные экраны.
Ультразвуковой контроль следует проводить в соответствии с [21] (1998, подраздел A, статья 5 и подраздел B, статья 23) и ГОСТ 18353, ГОСТ 12503.
Деталь (детали) проверяют методом прямого луча в соответствии с [21] (SA-609 статья 23 и дополнительно методом углового луча по Т-510, Т-520, Т-541.4.1, Т-541.4.2 и Т-541.4.3 статья 5 в зонах, где при проверке прямым лучом не удается получить отображение, или там, где угол между двумя поверхностями детали более 15°).
8.4.8.2. Выборка образцов
Отливки, несущие основную нагрузку, должны быть подвергнуты неразрушающему контролю на образцах, отобранных по следующей методике:
- отливки базовой или подобной формы должны проходить ультразвуковой или радиационный контроль всех зон до тех пор, пока по результатам контроля не будет установлено, что технология изготовления достигла желаемого уровня стабильности;
- после этого одна отливка из каждой партии или одна из каждых 10 промышленных отливок для промышленных партий, состоящих менее чем из 10 отливок, должны контролироваться объемным методом во всех критических зонах, как указано на чертежах критических зон;
- если в одной из отливок будут обнаружены индикации, выходящие за пределы критериев приемки, определенные в 8.4.8.3, то еще две отливки из той же партии должны быть проконтролированы тем же методом. Если две дополнительные отливки соответствуют критериям приемки, то оставшаяся часть партии может быть принята, а бракованные отливки могут быть отремонтированы или отправлены в металлолом.
8.4.8.3. Критерии приемки
Зоны, которые находятся под напряжением сжатия и/или где уровень напряжений ниже значения напряжения, рассчитываемого по формуле (6) 8.4.7.4.1, должны быть исключены из контроля объемным методом.
a) Радиационный контроль
Критерий приемки для радиационного контроля базируется на эталонных рентгенограммах [25], [26] или [27] и ГОСТ 27947, ГОСТ 21105, ГОСТ 27750 в зависимости от толщины контролируемой стенки.
Во всех случаях трещины, горячие надрывы и посторонние включения не допускаются.
Индикаторные следы прочих типов, которые приведены в библиотеке рентгенограмм, должны соответствовать уровню качества 2 для всех критических зон и уровню качества 3 для некритических зон. Критические зоны должны быть определены по 8.4.7.4.
В тех случаях, когда на чертежах не указаны критические зоны, все зоны контролируемой детали следует считать критическими.
b) Ультразвуковой контроль
Критерии приемки для ультразвукового контроля отливок для обоих способов (прямым и угловым лучом) основываются на [21] (SA-609, 1998, подраздел В, статья 23) и ГОСТ 18353. Критерии приемки должны быть следующие:
1) PSL 1: уровень качества 3;
2) PSL 2:
- уровень качества 1 для отливок толщиной до 50 мм;
- уровень качества 2 для отливок толщиной от 50 до 100 мм;
- уровень качества 3 для отливок толщиной более 100 мм.
Независимо от толщины отливки уровень качества 1 следует применять для зоны, расположенной в пределах 50 мм от поверхности отливки.
Несплошности, отмеченные как изменяющиеся по глубине на 25 мм или наполовину по толщине, которая из них меньше, не допускаются.
8.4.9. Неразрушающий контроль сварных швов
8.4.9.1. Общие положения
Контролю подлежат все доступные сварные швы, включая окружающий основной металл сварных изделий на удалении не менее 14 мм, согласно методам и критериям приемки, изложенным в настоящем разделе.
Неразрушающий контроль, оговоренный в настоящем разделе, проводят после окончательной термообработки сварных изделий.
8.4.9.2. Конструкционные сварные швы
8.4.9.2.1. Визуальный контроль
Все конструкционные сварные швы следует контролировать визуально в соответствии с [21] (1998, подраздел A, статья 9) и ГОСТ 18353.
В опасных зонах подрезы не должны уменьшать толщину основного металла конструкции. Подрез должен быть зашлифован, с тем, чтобы обеспечить плавный переход к окружающему основному металлу.
Пористость поверхности и окалина на поверхностях, где расположены уплотнительные устройства и на расстоянии от них в пределах 3 мм, не допускаются.
8.4.9.2.2. Неразрушающий контроль наружных дефектов сварных швов
Все сварные швы, несущие основную нагрузку или работающие под давлением, а также соединительные швы к узлам, несущие основную нагрузку или работающие под давлением, подлежат контролю в соответствии с 8.4.7.2.
Должны быть применены следующие критерии приемки:
- отсутствие существенных линейных индикаций (см. 3.1.7);
- отсутствие нелинейных индикаторных следов (см. 3.1.15) размером более 4 мм для сварных швов глубиной 17 мм или менее;
- отсутствие округлых индикаторных следов с наибольшим размером более 5 мм для сварных швов глубиной более 17 мм;
- не более трех учитываемых индикаторных следов, расположенных в линию с интервалом не более 2 мм.
8.4.9.2.3. Контроль внутренних дефектов сварных соединений
Все сварные швы, несущие основную нагрузку или работающие под давлением, следует контролировать ультразвуковым или радиационным методом в соответствии с [21] (1998, подраздел A, статьи 5 и 2) и ГОСТ 18353.
Для PSL 1 такой контроль применяют только для сварных швов с полным проплавлением.
Для PSL 2 такой контроль применяют для всех сварных швов.
Критерии приемки должны соответствовать требованиям стандарта [28], Приложения 12 (НАКС) и национальных стандартов* государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта.
________
* На территории Российской Федерации действуют ГОСТ Р 52857.1 - ГОСТ Р 52857.12-2007.
8.4.9.3. Ремонтные сварные швы
8.4.9.3.1. Контроль разделки для сварных швов
Все разделки для ремонтных сварных швов следует контролировать магнитопорошковой дефектоскопией с использованием метода и критерия приемки в соответствии с 8.4.7.
8.4.9.3.2. Контроль выполнения ремонтных сварных швов в литых заготовках
Все ремонтные сварные швы в литых заготовках следует контролировать в соответствии с 8.4.7.2. Критерии приемки должны быть идентичны тем, которые определены для конструкционных швов (см. 8.4.9.2).
Для PSL 2, если дефект превышает 25 % первоначальной толщины стенки, но не больше 25,4 мм, ремонт следует классифицировать как крупный, наплавленный металл следует контролировать радиографическим или ультразвуковым методом. Методы и критерии приемки должны быть такими же, которые указаны в 8.4.9.2 для критических зон.
8.4.9.3.3. Ремонт сварных швов
Требования к контролю исправлений в сварных швах аналогичны требованиям к контролю конструкционных сварных швов (см. 8.4.9.3.2).
8.5. Контроль размеров
Контроль размеров должен быть выполнен на основе выборки образцов согласно технической документации изготовителя.
Все резьбовые соединения, несущие основную нагрузку и работающие под давлением, должны быть проверены на соответствие техническим условиям на резьбовые соединения.
Для условий PSL 2 при необходимости контроль размеров внешних сопряжений должен быть выполнен на каждом элементе и/или сборке.
8.6. Испытание под нагрузкой
8.6.1. Объем испытаний
Каждый перечисленный ниже образец продукции должен быть подвергнут нагрузочным испытаниям в соответствии с 8.6.2:
- элеваторы;
- штропы;
- спайдеры (если их можно использовать в качестве элеваторов);
- предохранительные хомуты (если их можно использовать в качестве подъемного оборудования).
Продукция, которая не указана в представленном выше списке, должна пройти нагрузочное испытание, если оно указано в заказе на поставку в дополнение к требованиям SR 1 (см. приложение А).
8.6.2. Процедура испытаний
Изделие должно быть испытано на стенде, обеспечивающем воспроизведение реальных условий нагружения, с той же площадкой контакта взаимосвязанных узлов, воспринимающих основную нагрузку. Опорные подшипники, которые могут быть повреждены при испытании, должны быть заменены устройствами, обеспечивающими передачу испытательной нагрузки.
Испытательная нагрузка должна быть в 1,5 раза больше расчетной (грузоподъемности), выдержка под нагрузкой должна составлять не менее 5 мин.
После прохождения нагрузочных испытаний изделие подлежит проверке на функциональность в соответствии с его назначением. Нагрузочное испытание не должно снизить функциональные возможности изделия.
После проверки функциональной пригодности оборудование следует разобрать, с тем, чтобы можно было осуществить полный неразрушающий контроль всех деталей (кроме подшипников), воспринимающих основную нагрузку.
Все критические зоны деталей, воспринимающих основную нагрузку, подлежат магнитно-порошковой дефектоскопии согласно 8.4.7.
8.7. Гидростатические испытания
8.7.1. Общие положения
Гидростатические испытания, на которые даны ссылки в разделе 9, должны быть проведены согласно требованиям настоящего раздела.
8.7.2. Процедура гидростатических испытаний
Гидростатические испытания должны быть проведены в 4 этапа:
- первичная опрессовка с выдержкой;
- снижение давления до нуля;
- тщательная осушка поверхности испытуемого изделия;
- вторичная опрессовка с выдержкой.
Отсчет выдержки следует начинать с момента, когда давление стабилизировалось, а испытываемое изделие с манометром отключены от источника давления. На каждом этапе испытаний следует следить за тем, чтобы наружные поверхности были высушены.
Специальные требования к проведению гидростатических испытаний изложены в разделе 9.
8.7.3. Датчики давления
Испытание следует проводить с использованием манометров и регистрирующей аппаратуры. Диаграммы, полученные на самописцах, подписывают, ставят дату и указывают изделие, которое подвергалось испытанию.
8.8. Функциональные испытания
Требования к функциональным испытаниям изложены в разделе 9.
9. Оборудование
9.1. Общие положения
Требования, изложенные в разделах 4 - 8, применимы ко всем элементам спускоподъемного оборудования, несущим основную нагрузку, за исключением специальных требований, указанных в настоящем разделе. Проектировщик оборудования несет полную ответственность за выбор режима нагружения и определение несущих элементов, воспринимающих основную нагрузку.
9.2. Шкивы талевых систем
9.2.1. Материал шкивов
Материалы шкивов не подвергают испытанию на ударную вязкость.
9.2.2. Неразрушающий контроль шкивов
Упрочненную поверхность желобов не подвергают контролю на соответствие требованиям, указанным в 8.4.7. Неразрушающий контроль поверхности желоба может быть выполнен до ее поверхностного упрочнения.
Диски шкивов, изготовленные из катаного стального листа толщиной менее 50 мм и имеющие предел текучести не менее 310 МПа, также не подвергают неразрушающему контролю поверхности.
9.2.3. Диаметр шкива
Диаметр шкива определяют по наибольшему наружному диаметру D, показанному на рисунке 9. Диаметры шкива следует выбирать в соответствии с ГОСТ 25468.
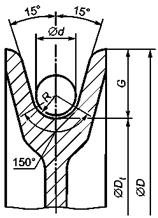
Dt - диаметр шкива по дну желоба; G - общая глубина желоба
Рисунок 9 - Желоб шкива
9.2.4. Шкивы для талевого каната
Желоба шкивов под талевый канат для работы с бурильными и обсадными трубами должны соответствовать выбранному диаметру каната. Дно желоба должно иметь радиус R в соответствии с ГОСТ 25468 по дуге 150°. Стороны желоба должны быть касательными к концам этой дуги. Угол развала желоба a = 30° - 50° по ГОСТ 25468. Общая глубина желоба должна быть минимум 1,33d и максимум 1,75d, где d - номинальный диаметр каната (см. рисунок 6).
9.2.5. Шкивы для каната грунтоноски
Желоба шкивов для каната грунтоноски должны соответствовать выбранному размеру каната. Дно желоба должно иметь радиус между Rmin и Rmax [см. формулы (7) и (8)] по дуге 150°. Стороны желоба должны быть касательными к концам этой дуги. Общая глубина желоба должна быть минимум 1,75d и максимум 3d, где d - номинальный диаметр каната (см. рисунок 9).
Rmin = Rrope · 1,06; (7)
Rmax = Rrope · 1,10, (8)
где Rmin - минимальный радиус нового желоба;
Rmax - максимальный радиус нового желоба;
Rrope - номинальный радиус каната.
Примечание - В [29] приведена подробная информация по методике контроля размеров желоба шкива и данные по предельному износу шкивов.
9.2.6. Маркировка
Шкивы должны иметь маркировку с указанием наименования изготовителя или его товарного знака, размера желоба шкива и наружного диаметра шкива. Эта маркировка должна быть нанесена методом литья или штамповки на боковой наружной стороне обода шкива.
Пример - Шкив 914 мм с желобом 28,6 мм, изготовленный ВЗБТ, маркируют следующим образом:
ВЗБТ 28,6 ГОСТ 31844-2012 (ИСО 13535) 914
9.3. Талевые блоки
9.3.1. Шкивы
Шкивы талевых блоков должны отвечать соответствующим требованиям, указанным в 9.2.
9.3.2. Грузоподъемность талевого блока
Грузоподъемность талевого блока (по критерию динамической грузоподъемности подшипников) следует определять по формуле
![]() (9)
(9)
где N - количество шкивов в блоке;
WR - динамическая грузоподъемность подшипника шкива при 100 об/мин для 3000 ч наработки и 90 % вероятности неразрушения, Н.
Дополнительные требования к применению подшипников качения изложены в 9.15.
9.3.3. Талевые блоки
Радиусы контактных поверхностей деталей талевых блоков должны соответствовать размерам, приведенным в ГОСТ 25468, таблице 1 и на рисунке 1.
9.3.4. Крюкоблоки
Радиусы контактных поверхностей деталей крюкоблоков должны соответствовать размерам, приведенным в ГОСТ 25468, таблице 1 и на рисунках 1, 2 и 3. Способ соединения талевого блока и крюка должен быть определен изготовителем.
9.3.5. Проушина талевого блока
Проушина талевого блока является вспомогательным узлом, расположенным в верхней части талевого блока, и используется для подъема и удержания талевого блока и расположенных ниже элементов при выполнении погрузочно-разгрузочных работ в процессе монтажа подъемной части буровой установки. Грузоподъемность проушины следует определять с учетом минимального коэффициента запаса прочности 2,25. Грузоподъемность проушины должна маркироваться непосредственно на элементах, предназначенных для подъема талевого блока.
Для обеспечения безопасной работы грузоподъемность проушины должна соответствовать суммарному весу талевого блока и дополнительных устройств, поднимаемых вместе с талевым блоком.
9.3.6. Маркировка талевого блока
Маркировка должна соответствовать разделу 10.
9.4. Подвеска крюка
Детали подвески крюка к талевому блоку должны иметь грузоподъемность, сопоставимую с грузоподъемностью крюка с учетом его собственного веса.
9.5. Соединительные поверхности проушин штропов и элеваторов бурильных труб
Штропные проушины элеватора должны иметь радиусы контактных поверхностей в соответствии с ГОСТ 25468, таблицей 1 и рисунком 3.
Радиусы контактных поверхностей проушин штропов должны соответствовать размерам, указанным в ГОСТ 25468, таблице 1 и на рисунке 3.
9.6. Буровые крюки
Радиусы контактных поверхностей буровых крюков должны соответствовать размерам, указанным в ГОСТ 25468, таблице 1 и на рисунках 1, 2 и 3.
9.7. Штропы элеватора
Штропы элеватора должны соответствовать размерам, указанным в ГОСТ 25468, таблице 1 и на рисунке 3.
Штропы элеватора следует проектировать и изготовлять парами. Штропы длиной 4,25 м и менее (при измерении между контактными поверхностями) должны быть подобраны по парам с допуском по длине в пределах 4 мм (1/8"). Штропы длиной более 4,25 м должны быть подобраны по парам с допуском по длине в пределах 7 мм.
9.8. Элеваторы
9.8.1. Размеры
Элеваторы для бурильных труб, предназначенные для работы с бурильными замками с коническими и прямоугольными опорными буртиками, должны иметь размеры отверстий, как указано в таблице 7.
Элеваторы для обсадных труб и элеваторы для насосно-компрессорных труб (НКТ) должны быть пригодными для работы с обсадными и насосно-компрессорными трубами, изготовленными в соответствии с [30] и ГОСТ 633, ГОСТ 23979, и должны иметь размеры отверстий, как указано в таблицах 8 и 9 соответственно (см. рисунок 10).
Примечание - Допуск на наружный диаметр элеватора для НКТ с высаженными концами может создать затруднения при использовании элеваторов плашечного типа.
9.8.2. Маркировка элеватора для бурильных труб
В дополнение к маркировке, указанной в 10.2, маркировка элеваторов для бурильных труб должна иметь обозначения типа и размера бурильных труб согласно таблице 7.
9.8.3. Элеваторы и спайдеры клинового типа
Проверочные испытания конструкции элеваторов и спайдеров клинового типа следует проводить с клиньями/плашками, установленными в элеваторе. Контрольные испытания можно проводить без установленных клиньев/плашек, с использованием конусообразной оправки для имитации фактических условий нагружения.
Для обеспечения гарантированного соответствия проектным требованиям контролю работоспособности механизма клинового захвата должен быть подвергнут каждый экземпляр произведенной продукции.
Плашки не подвергаются механическим испытаниям, и требования прослеживаемости на них не распространяются.
Клинья не подвергаются испытаниям на ударную вязкость.
Таблица 7 - Отверстия элеваторов бурильных труб и маркировки
|
Размер и тип бурильной трубы (все веса и марки) |
Бурильные замки |
Маркировка элеватора |
||||
|
Конический заплечик |
Прямоугольный заплечик |
|||||
|
Диаметр хвостовика DTE, max* |
Отверстие элеватора |
Диаметр хвостовика DSE, max** |
Отверстие элеватора |
|||
|
мм |
мм |
мм |
мм |
|||
|
NC26 (2-3/8 IF) |
2-3/8 EU |
65,09 |
67,47 |
*** |
*** |
2-3/8 EU |
|
NC31 (2-7/8 IF) |
2-7/8 EU |
80,96 |
83,34 |
80,96 |
87,73 |
2-7/8 EU |
|
NC38 (3-1/2 IF) |
3-1/2 EU |
98,43 |
100,81 |
98,43 |
103,19 |
3-1/2 EU |
|
NC40 (4 FH) |
3-1/2 EU |
98,43 |
100,81 |
98,43 |
103,19 |
|
|
NC40 (4 FH) |
4 IU |
106,36 |
101,86 |
104,78 |
109,54 |
4 IU |
|
NC46 (4 IF) |
4 EU |
114,30 |
121,44 |
114,30 |
122,24 |
4 EU, или |
|
NC46 (4 IF) |
4-1/2 IU |
119,06 |
121,44 |
117,48 |
122,24 |
4-1/2 IU, |
|
NC46 (4 IF) |
4-1/2 IEU |
119,06 |
121,44 |
117,48 |
122,24 |
или |
|
4-1/2 FH |
4-1/2 IU |
119,06 |
121,44 |
117,48 |
122,24 |
4-1/2 IEU |
|
4-1/2 FH |
4-1/2 IEU |
119,06 |
121,44 |
117,48 |
122,24 |
|
|
NC50 (4-1/2 IF) |
4-1/2 EU |
127,00 |
133,35 |
127,00 |
134,94 |
4-1/2 EU |
|
NC50 (4-1/2 IF) |
5 IEU |
130,18 |
133,35 |
130,18 |
134,94 |
или |
|
5-1/2 FH |
5 IEU |
130,18 |
133,35 |
130,18 |
134,94 |
5 IEU |
|
5-1/2 FH |
5-1/2 IEU |
144,46 |
147,64 |
144,46 |
149,23 |
5-1/2 IEU |
|
6-5/8 FH |
6-5/8 IEU |
176,21 |
178,66 |
*** |
*** |
6-5/8 IEU |
|
Допуски: Отверстие: * Размер DTE из API Spec 7. ** Размер DSE из API Spec 7. *** He производится. |
||||||
|
Примечание - Элеваторы с равными отверстиями являются взаимозаменяемыми элеваторами. |
||||||
Таблица 8 - Отверстия элеваторов для обсадных труб
|
Элеватор |
Отверстия |
|
|
Номинальный размер обсадной трубы |
Диаметр верхнего отверстия TB, мм |
Диаметр нижнего отверстия* BB, мм |
|
41/2 |
116,69 |
116,69 |
|
43/4 |
123,04 |
123,04 |
|
5 |
130,18 |
130,18 |
|
51/2 |
142,88 |
142,88 |
|
53/4 |
149,23 |
149,23 |
|
6 |
155,58 |
155,58 |
|
6 5/8 |
171,45 |
171,45 |
|
7 |
180,98 |
180,98 |
|
7 5/8 |
197,64 |
197,64 |
|
7 3/4 |
200,81 |
200,81 |
|
8 5/8 |
223,04 |
223,04 |
|
9 |
232,56 |
232,56 |
|
9 5/8 |
248,44 |
248,44 |
|
9 7/8 |
254,79 |
254,79 |
|
10 3/4 |
277,83 |
277,83 |
|
11 3/4 |
303,23 |
303,23 |
|
12 7/8 |
331,80 |
331,80 |
|
13 3/8 |
344,50 |
344,50 |
|
13 5/8 |
350,85 |
350,85 |
|
14 |
360,76 |
360,76 |
|
16 |
411,96 |
411,96 |
|
18 |
463,55 |
463,55 |
|
18 5/8 |
479,43 |
479,43 |
|
20 |
515,14 |
515,14 |
|
21 1/2 |
553,24 |
553,24 |
|
22 |
565,94 |
565,94 |
|
24 |
617,55 |
617,55 |
|
24 1/2 |
630,25 |
630,25 |
|
26 |
669,14 |
669,14 |
|
27 |
694,54 |
694,54 |
|
28 |
720,32 |
720,32 |
|
30 |
771,53 |
771,53 |
|
32 |
822,73 |
822,73 |
|
36 |
925,53 |
925,53 |
|
Допуски: |
||
|
TB £ 254 мм ± 0,40 мм |
|
|
|
|
|
|
|
|
|
|
|
* Нижнее отверстие BB необязательно; некоторые конструкции элеваторов не имеют нижнего отверстия. Примечание 1 - Связь между TB и BВ приведена на рисунке 10. Примечание 2 - Продольные, кольцевые и спиральные сварные швы должны быть зашлифованы в зоне контакта клиньев и элеватора. Примечание 3 - Размеры отверстий учитывают допуски на наружный диаметр обсадных труб +1 % / -0,5 %. Если диаметр обсадных труб, включая кольцевой сварной шов, находится в пределах стандартного допуска, то такие отверстия не создадут препятствий для их использования. Если возможен контакт отверстия с кольцевыми, продольными или спиральными сварными швами, то нужно предусмотреть зашлифовку зоны возможного контакта клиньев и элеватора. |
||
Таблица 9 - Отверстия элеваторов для насосно-компрессорных труб (НКТ)
|
НКТ без высадки |
НКТ с наружной высадкой |
||||||
|
Номинальный размер |
Диаметр хомута |
Верхнее отверстие TB |
Нижнее отверстие BB |
Диаметр хомута |
Диаметр высадки |
Верхнее отверстие TB |
Нижнееа) отверстие BB |
|
мм |
мм |
мм |
мм |
мм |
мм |
мм |
|
|
1,050 |
33,35 |
28,58 |
28,58 |
42,16 |
33,40 |
36,12 |
36,12 |
|
1,315 |
42,16 |
35,31 |
35,31 |
48,26 |
37,31 |
40,08 |
40,08 |
|
1,660 |
52,17 |
44,04 |
44,04 |
55,88 |
46,02 |
48,82 |
48,82 |
|
1,900 |
55,88 |
50,39 |
50,39 |
63,50 |
53,19 |
55,96 |
55,96 |
|
2 3/8 |
73,03 |
62,31 |
62,31 |
77,80 |
65,89 |
68,66 |
68,66 |
|
2 7/8 |
88,90 |
75,01 |
75,01 |
93,17 |
78,59 |
81,36 |
81,36 |
|
31/2 |
107,95 |
90,88 |
90,88 |
114,30 |
95,25 |
98,02 |
98,02 |
|
4 |
120,65 |
103,58 |
103,58 |
127,00 |
107,95 |
110,72 |
110,72 |
|
41/2 |
132,08 |
116,66 |
116,66 |
141,30 |
120,65 |
123,42 |
123,42 |
|
ПРЕДУПРЕЖДЕНИЕ - Не использовать элеваторы для НКТ с высаженными концами с НКТ без высаженных концов. Допуски: верхнее отверстие (TB): ± 0,40 мм; нижнее
отверстие (BB): а) Нижнее отверстие BB необязательно; некоторые конструкции элеваторов не имеют нижнего отверстия. Примечание - Связь между TB и BB приведена на рисунке 10. |
|||||||
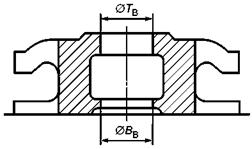
Рисунок 10 - Отверстия элеваторов для обсадных и насосно-компрессорных труб
9.9. Вертлюги
9.9.1. Грузоподъемность вертлюга
Грузоподъемность вертлюга, определяемая динамической грузоподъемностью его подшипников, следует определять по формуле
![]() (10)
(10)
где WS - расчетная грузоподъемность подшипника (вертлюга) при 100 об/мин, кН;
WR - динамическая грузоподъемность подшипника при 100 об/мин для 3000 ч минимального срока службы для 90 % подшипников, кН.
Расчеты антифрикционных подшипников и требования к ним приведены в 9.15.
9.9.2. Испытание опытного образца вертлюга под давлением
Вертлюг в сборе должен быть испытан на статическое давление.
Давление испытания должно быть в два раза больше рабочего давления при значениях рабочего давления 35 МПа и менее. Для рабочего давления выше 35 МПа испытательное давление должно быть не менее чем в 1,5 раза больше рабочего давления, но не менее 69 МПа. Испытательное давление должно прикладываться в два цикла по 3 мин каждый в соответствии с этапами приложения нагрузки, указанной в 9.9.3.
9.9.3. Контрольное испытание под давлением
Литой корпус вертлюга и компоненты сборки для подвода бурового раствора должны быть испытаны под давлением. Величина испытательного давления должна быть отражена в маркировке изделия (на литом корпусе вертлюга).
Контрольное испытание под давлением должно состоять из следующих этапов:
- первичная опрессовка;
- снижение давления до нуля;
- тщательная осушка внешней поверхности корпуса вертлюга и деталей;
- вторичная опрессовка с выдержкой.
Давление контрольного испытания должно быть равно испытательному давлению опытного образца, как указано в 9.9.2. Время выдержки под давлением должно быть не менее 3 мин. Отсчет выдержки следует начинать с момента, когда давление стабилизировалось, а испытываемое изделие с манометром отключены от источника давления. В течение всего цикла испытаний падение давления или утечка не допускаются.
9.9.4. Соединение отвода вертлюга
9.9.4.1. Размеры
Соединение отвода вертлюга с буровым шлангом должно быть в соответствии с ГОСТ 25468. Угол наклона оси отвода вертлюга от вертикальной оси должен быть не менее 15°. Размер и тип соединения должны быть согласованы между покупателем и изготовителем и указаны в заказе на поставку (см. рисунок 11).
9.9.4.2. Резьбы
Если отвод вертлюга имеет резьбовое соединение, то резьба должна соответствовать [31] и национальным стандартам* государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта.
________
* На территории Российской Федерации действует ГОСТ Р 51906-2002.
Номинальные размеры резьбовых соединений должны маркироваться с указанием размера и типа резьбы.
См. раздел 10 по другим требованиям к маркировке.
9.9.5. Соединение ниппельного переводника вертлюга
Соединение ниппельного переводника вертлюга с ведущей трубой резьбовое 3 - 152Л ГОСТ 25468, должно отвечать требованиям [32] и ГОСТ 5286, включая калибровку и маркировку.
9.9.6. Подсоединение предохранительной цепи для бурового шланга
Соединения отводов вертлюга должны быть снабжены соответствующей проушиной с отверстием диаметром 28,6 мм для подсоединения скобы цепи, имеющей прочность на разрыв не менее 71,1 кН. Место установки проушины определяет изготовитель. Проушина должна иметь прочность на разрыв не менее 71,1 кН.
9.9.7. Грязевые трубы вертлюга
На грязевые трубы вертлюга не распространяются требования на ударную вязкость раздела 6 и требования неразрушающего контроля раздела 8.
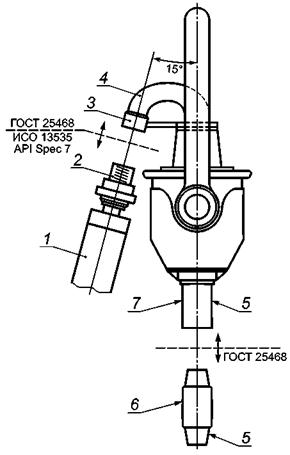
1 - буровой рукав; 2 -
наружная трубная резьба*; 3 - внутренняя трубная резьба*;
4 - отвод вертлюга;
5 - стандартное замковое резьбовое соединение по ГОСТ
25468; 6 - переводник вертлюга; 7 - ствол вертлюга
_______
* Могут использоваться другие соединения (см. 9.9.1.4).
Рисунок 11 - Соединения вертлюга
9.10. Силовые вертлюги
Силовым вертлюгом является устройство, которое перемещается с талевым блоком и предназначено для передачи вращения верхней части бурильной колонны при выполнении буровых работ. Он выполняет функции вертлюга, так как включает вращающийся ствол на опорном подшипнике, который воспринимает вес бурильной колонны.
Расчет грузоподъемности подшипника следует производить с использованием формулы (10) в 9.9.1.
Испытание под давлением должно быть в соответствии с 9.9.2 и 9.9.3.
Соединения отвода силового вертлюга и переводника, а также подсоединение предохранительной цепи бурового шланга должны быть в соответствии с 9.9.5 и 9.9.6.
9.11. Вращатели
9.11.1. Общие положения
Вращателем является устройство, которое перемещается с талевым блоком и предназначено для передачи вращения верхней части бурильной колонны. Он подсоединяется к нижней части вертлюга и используется только для выполнения операций сборки и разборки свечей бурильной колонны.
9.11.2. Удлинитель отвода вращателя
Удлинитель отвода вращателя должен отвечать требованиям к резьбовому соединению и маркировке, указанным в 9.9.4. Для подсоединения предохранительной цепи бурового шланга на вертлюге удлинитель отвода снабжается дополнительной соединительной проушиной, которая должна отвечать требованиям 9.9.6.
9.11.3. Соединения вращателя
Верхнее и нижнее соединения вращателя должны отвечать требованиям 9.9.5.
9.12. Устройства крепления неподвижного конца талевого каната
Устройства крепления неподвижного конца талевого каната должны быть классифицированы по грузоподъемности талевого каната, выраженной в килоньютонах (кН).
Грузоподъемность устройства крепления неподвижного конца талевого каната следует определять в соответствии с 4.6, за исключением коэффициента запаса прочности, который должен быть определен по таблице 10.
Таблица 10 - Грузоподъемность устройства крепления неподвижного конца талевого каната
|
Коэффициент запаса прочности SFD |
|
|
178 kH £ R |
3,00 |
|
178 кН < R £ 445 kH |
3,00 - 0,75(R - 178)/267* |
|
R > 445 кН |
2,25 |
|
* В этой формуле значение R должно быть в килоньютонах. |
|
9.13. Компенсаторы вертикальных колебаний бурильной колонны
Компенсаторы вертикальных колебаний бурильной колонны, подвижные или устанавливаемые на подкронблочной площадке, должны соответствовать разделу 9. Радиусы контактных поверхностей подвижных компенсаторов колебаний бурильной колонны должны соответствовать размерам, указанным в ГОСТ 25468, таблице 1 и на рисунке 1.
9.14. Сосуды под давлением и трубопроводы
Сосуды, работающие под давлением, и трубопроводы, входящие в состав оборудования, должны быть изготовлены в соответствии с общепринятыми нормами или стандартами.
9.15. Подшипники качения
Подшипники качения, используемые в качестве компонентов, воспринимающих основную нагрузку, следует проектировать и изготовлять в соответствии с общепринятыми промышленными нормами или стандартами. Требования разделов 4 - 8 на антифрикционные подшипники не распространяются.
9.16. Предохранительные хомуты, используемые в качестве спускоподъемного оборудования
9.16.1. Плашки
Плашки не подвергаются механическим испытаниям, и требования прослеживаемости на них не распространяются.
9.16.2. Крутящий момент затяжки хомута
Изготовители должны установить минимальный и максимальный крутящий момент затяжки хомута для обеспечения желаемой величины воспринимаемой нагрузки.
9.16.3. Подъемные проушины
Изготовители должны установить минимальное количество подъемных проушин для каждой максимальной грузоподъемности.
10. Маркировка
10.1. Маркировка продукции
Каждый узел спускоподъемного оборудования должен иметь маркировку ГОСТ с указанием наименования или товарного знака изготовителя и грузоподъемности согласно 10.4. Дополнительная маркировка должна быть нанесена в соответствии с разделом 9 и 10.4. Оборудование, на которое распространяются дополнительные требования, должно маркироваться также соответствующими номерами «SR».
10.2. Маркировка основных параметров
Каждое устройство спускоподъемного оборудования должно маркироваться грузоподъемностью/максимальным давлением с указанием фирмы-изготовителя.
Пример - Талевый блок грузоподъемностью 8000 кН, изготовленный компанией Уралмаш - Буровое оборудование, маркируется следующим образом:
УБО 8000 кН ГОСТ 31844-2012 (ИСО 13535:2000)
10.3. Маркировка комплексного оборудования
Для устройств, имеющих многоцелевое назначение, таких, как подъемные компоновки для насосно-компрессорных труб, крюкоблоки и т.д., каждая составляющая часть должна маркироваться отдельно в соответствии с ее грузоподъемностью.
10.4. Прослеживаемость компонентов
Компоненты, несущие основную нагрузку, а также работающие под давлением, должны маркироваться отдельным номером в соответствии с 8.4.5, если не указано иное.
10.5. Серийный номер
Каждая сборка оборудования должна маркироваться единым серийным номером, который обеспечит прослеживаемость изготовления этого изделия.
10.6. Метод маркировки
Маркировка, указанная в 10.1 - 10.3, 10.5, должна быть выполнена методом штамповки, обеспечивая при этом низкую концентрацию напряжений, или должна быть отлита вместе с компонентами. Маркировка должна быть ясно различимой, четкой и иметь высоту знаков не менее 9,5 мм там, где позволяют размеры изделия.
11. Документация
11.1. Общие положения
Весь комплект документации, указанный в разделе 11, изготовитель должен хранить в течение десяти лет после производства и продажи оборудования.
Документация должна быть четкой, разборчивой, воспроизводимой, доступной и защищенной от повреждения, порчи и утери.
Все записи по контролю качества должны быть подписаны и датированы. Записи на электронных носителях должны содержать персональный код исполнителя.
По требованию потребителя оборудования или его представителя изготовитель должен обеспечить доступ ко всем записям и документации для проверки их соответствия настоящему стандарту.
11.2. Документация, подлежащая хранению изготовителем
Изготовитель должен хранить следующую документацию:
a) конструкторская документация (см. 4.10);
b) документация по проверке конструкций (см. 5.8);
c) письменные спецификации (см. разделы 6 - 8);
d) квалификационные документы, такие, как:
1) протоколы аттестации сварочных процессов;
2) протоколы аттестации сварщиков;
3) протоколы аттестации персонала по неразрушающему контролю;
4) протоколы калибровки измерительного и испытательного оборудования;
5) протоколы контроля и испытаний, прослеживаемые по оборудованию и компонентам, включая:
- протоколы испытания материалов, включая по возможности следующие испытания:
- химический анализ,
- испытание на растяжение,
- испытание на ударную вязкость,
- измерение твердости;
6) протоколы неразрушающего контроля, включая требования к неразрушающему контролю поверхности и/или объемному неразрушающему контролю раздела 6;
7) протоколы испытаний эксплуатационных характеристик, включая:
- протоколы нагрузочных испытаний,
- протоколы гидростатических испытаний,
- протоколы функциональных испытаний;
8) протоколы специальных процессов.
Протоколы специальных процессов включают фактические графики время/температура термической обработки и протоколы ремонта сварных швов, как указано в разделе 5. Эти протоколы должны быть контролепригодными по соответствующим компонентам и храниться изготовителем или стороной, выполнившей специальный процесс по субконтракту.
11.3. Документация, поставляемая с оборудованием
Если в заказе на продукцию указано дополнительное требование SR 3 (см. приложение А), то с оборудованием поставляют полный комплект документации, в остальных случаях документацию поставляют в следующей комплектности:
a) паспорт (формуляр, этикетка);
b) протокол соответствия оборудования требованиям настоящего стандарта и другим требованиям, обусловленным заказом-нарядом. В протоколе должны быть отражены любые отклонения от установленных требований;
c) протокол нагрузочных испытаний;
d) руководства по эксплуатации/техническому обслуживанию, которые должны включать, но не ограничиваться перечисленными позициями:
1) сборочные чертежи и чертежи критических зон;
2) спецификация изделия;
3) номинальные (паспортные) параметры;
4) режимы работы;
5) сроки службы и предельные состояния;
6) периодичность осмотра, контроля и профилактических работ, методы и критерии приемки;
7) перечень запасных частей (не применимо к изделию, состоящему из одной детали) и рекомендуемые их складские запасы;
8) для PSL 2 изменение номинальных параметров в результате отработки ресурса (износа).
Приложение А
(обязательное)
Дополнительные требования
А.1. Общие положения
В контрактах на поставку могут быть указаны одно или несколько из приведенных ниже дополнительных требований.
А.2. SR 1. Нагрузочные испытания
Поставляемое оборудование должно быть подвергнуто испытаниям под нагрузкой и осмотрено в соответствии с 8.6.2.
При маркировке оборудования, прошедшего испытание, рядом с грузоподъемностью должна быть нанесена методом набивки «SR 1».
A.3. SR 2. Испытание при низкой температуре
Температура испытаний на ударную вязкость материала изделий, воспринимающих основную нагрузку при температуре ниже минус 20 °С, должна быть установлена заказчиком.
Испытание на ударную вязкость должно быть выполнено в соответствии с [5] и ГОСТ 9454, ГОСТ 11150. Минимальная средняя ударная вязкость по Шарпи трех полноразмерных образцов, испытанных при указанной (или более низкой) температуре, должна быть 27 Дж при условии отсутствия отдельных значений менее 20 Дж.
Для идентификации проведения низкотемпературного испытания каждая деталь, воспринимающая основную нагрузку, должна иметь маркировку «SR 2». Каждая деталь, воспринимающая основную нагрузку, должна также иметь маркировку с указанием фактической температуры и температуры испытаний в градусах Цельсия.
А.4. SR 3. Журнал данных
По требованию заказчика изготовитель должен собрать, обработать записи и протоколы, объединив их в информационный сборник. По каждому изделию журнал должен содержать следующий минимум информации:
- протокол соответствия;
- обозначение оборудования/серийный номер*;
________
* Оборудование перечисленное в разделе 1, за исключением сосудов под давлением и трубопроводов, смонтированных на спускоподъемном оборудовании.
- номинальные параметры, допуски на износ (предельные состояния);
- спецификации;
- коды и система пооперационного контроля (маркировка деталей/регистрация);
- марки сталей;
- протоколы термической обработки;
- протоколы испытаний материалов;
- протоколы NDE;
- протоколы контрольных испытаний, включая сертификаты функциональных, гидростатических и нагрузочных испытаний (в порядке применяемости);
- сведения о дополнительных требованиях, при необходимости;
- технологические карты на сварочные процессы и протоколы квалификационных испытаний.
A.5. SR 4. Дополнительный объемный контроль отливок
Требования SR 4 должны соответствовать требованиям 8.4.8, за исключением того, что все критические зоны отливок, воспринимающих основную нагрузку, должны подлежать контролю.
А.6. SR 5. Объемный контроль поковок
Кованые детали, воспринимающие основную нагрузку, должны проходить полномасштабный ультразвуковой контроль. В тех случаях, когда контроль затруднен из-за геометрических факторов, как, например, наличие радиусов в местах перехода поверхностей, контроль должен быть проведен в максимально возможном объеме.
Ультразвуковой контроль должен быть проведен в соответствии с [33], [34] и ГОСТ 24507 (может быть использован иммерсионный метод). Должна быть проведена калибровка прямым лучом с использованием кривой расстояние - амплитуда, построенной на основании цилиндра диаметром 3,2 мм или менее.
Поковки, исследованные ультразвуковым методом, должны отвечать следующим критериям приемки:
- при контроле прямым лучом и лучом под углом не допускается несплошность, сигнал от которой превышает калибровочный уровень. Любая индикация, интерпретируемая как трещина или термический разрыв, также не допускается;
- множественные индикаторные следы (то есть две индикации или более), каждый из которых превышает 50 % эталонной кривой расстояние - амплитуда, а также расположенные в пределах 13 мм друг от друга, не допускаются.
Приложение B
(обязательное)
Направляющие каретки
B.1. Общие положения
B.1.1. Направляющая каретка предназначена для удержания талевого блока и связанного с ним оборудования в заданном положении относительно буровой вышки во время выполнения операций по проходке скважины. Отводная каретка должна дополнительно обеспечивать перемещение талевого блока в горизонтальном направлении между положением для бурения и отведенным положением.
B.1.2. Согласно определению В.1.1 каретка не относится к устройствам, воспринимающим основную нагрузку. Но вследствие функций, описанных в В.1.1, каретка подвергается значительному силовому воздействию. Кроме горизонтальных сил, которые передаются через каретку между талевым блоком и буровой вышкой, действуют также и вертикальные нагрузки, величина которых определяется собственным весом каретки и действием инерционных сил.
B.1.3. Передача сил между кареткой и буровой вышкой/мачтой происходит через вертикальную направляющую, установленную на буровой вышке/мачте.
B.2. Режимы нагружения и соответствующие коэффициенты запаса прочности
B.2.1. Детали и узлы оборудования, включая гидроцилиндры и навесное оборудование, следует рассчитывать исходя из трех основных условий нагружения (PLC) с соответствующими коэффициентами запаса прочности, представленными в таблице В.1.
Таблица B.1 - Коэффициенты запаса прочности
|
Номер PLC |
Описание условий |
Коэффициент запаса прочности |
|
I |
Оборудование, работающее в условиях без внешнего силового воздействия |
1,5 |
|
II |
Оборудование, работающее в условиях внешнего силового воздействия |
1,33 |
|
III |
Исключительные (экстремальные) внешние нагрузки |
1,1 |
B.2.2. Нагрузки и комбинации нагрузок, которые должны рассматриваться для каждого PLC, определенного в В.2.1, должны быть такими, как указано в В.3.1 - B.3.3.
B.3. Нагрузки и комбинации нагрузок
B.3.1. В PLC I следует рассматривать следующие комбинации нагрузок (LC):
- LC I, 1: бурение.
Эта комбинация включает нагрузку от веса подвижных частей талевой системы и каретки, а также крутящий момент при бурении;
- LC I, 2: торможение.
Эта комбинация включает нагрузку от веса подвижных частей, включая каретку, умноженную на соответствующий коэффициент перегрузки, обычно не менее 2;
- LC I, 3: отвод/возврат.
Эта LC применяется только к отводным кареткам и должна, как минимум, учитывать ускорение/торможение в отведенном и в возвратном положении. Необходимо учитывать одновременное действие нагрузок от веса и возможных вертикальных ускорений;
- LC I, 4: горизонтальное натяжение.
Если нормальные условия работы могут включать горизонтальную нагрузку, действующую на талевое оборудование, то это должно быть рассмотрено вместе с нагрузкой от веса.
B.3.2. В PLC II четыре комбинации нагрузок, определенные в В.3.1, должны быть рассмотрены вместе с эксплуатационными условиями и окружающей средой. Для стационарной платформы это должно включать, как правило, нагрузки от ветра, действующего в самом неблагоприятном направлении. Для плавучих платформ (или бурового судна) необходимо также учитывать нагрузки от крена, балансировки и перемещения платформы.
B.3.3. В PLC III должны быть рассмотрены следующие комбинации нагрузок:
- LC III, 1: экстремальные вертикальные ускорения.
Это нанесение ударов ясом или обрыв бурильной колонны. Такая ситуация обычно оценивается весом талевого оборудования, включая каретку, умноженным на соответствующий коэффициент, обычно не менее 4;
- LC III, 2: исключительные условия окружающей среды.
Эта комбинация нагрузки должна в дополнение к весу включать нагрузки, создаваемые окружающей средой по результатам наблюдения за 100-летний период;
- LC III, 3: внезапный крен.
Эта ситуация применима только к плавающей платформе (или буровому судну). Необходимо принимать в расчет статический крен, составляющий не менее 35°;
- LC III, 4: опорные условия.
Данное условие нагружения возникает из-за веса талевого оборудования, удерживаемого направляющей кареткой. Эта ситуация обычно возникает при монтаже или техническом обслуживании талевого оборудования, когда весь вес талевого оборудования и каретки удерживается стопором направляющей верхнего привода.
B.4. Анализ сопротивления усталости
Отводные каретки следует рассчитывать на усталостную прочность из-за действия циклических напряжений, возникающих при перемещениях в положение отвода и возврата. Расчетная наработка до усталостного разрушения должна быть, как минимум, в три раза больше, чем ожидаемый срок ее эксплуатации.
Вибрация при бурении является возможной причиной усталости кареток силовых вертлюгов.
B.5. Особые меры предосторожности
Гидравлическая система отводящейся каретки должна быть оборудована необходимыми устройствами для контроля максимальных значений динамического и статического давления масла, а также ускорения талевого оборудования.
Изготовитель должен подготовить руководство по эксплуатации и техническому обслуживанию в соответствии с 11.3.
Приложение C
(справочное)
Руководство по аттестации оборудования для термической обработки
C.1. Допуск на температуру
Температура в любой точке рабочей зоны печи после ее разогрева не должна отличаться более чем на ±14 °C от заданной температуры. После разогрева рабочей зоны печей, предназначенных для отпуска, старения и/или RWHT, отклонения от заданной температуры не должны превышать ±14 °C.
C.2. Калибровка печи
C.2.1. Общие положения
Термообработка изделий должна быть проведена на термическом оборудовании, которое прошло калибровку и обследование.
C.2.2. Протоколы
Протоколы калибровки и обследования должны храниться не менее двух лет.
C.2.3. Методы калибровки печей периодического действия
Методы включают следующее:
- исследование температуры в рабочей зоне печей должно быть проведено на каждой печи при максимальных и минимальных температурах, при которых может эксплуатироваться каждая печь;
- для печей, имеющих рабочую зону более чем 0,29 м3, термопары должны быть размещены в девяти или более местах. Для прямоугольных печей одна из девяти термопар должна быть размещена около каждого из восьми углов печи. Девятый термоэлемент должен быть размещен около центра печи. Для цилиндрических печей девять термопар должны быть размещены на трех уровнях по высоте и приблизительно под углом 120°, как показано на рисунке С.1;
- в каждой исследуемой рабочей зоне печи объемом 3,54 м3 должна быть размещена, как минимум, одна термопара и в общем объеме - максимум 60 термопар. Эти дополнительные термопары должны быть распределены по рабочей зоне печи;
- для печей, имеющих рабочую зону менее 0,29 м3, температурное исследование может быть проведено с использованием, как минимум, трех термопар, размещенных впереди, в центре и сзади, или сверху, в центре и внизу рабочей зоны печи;
- после подключения системы температурного контроля показания должны быть сняты по крайней мере один раз в 3 мин, с тем чтобы определить момент, когда температура в рабочей зоне достигнет нижнего предела заданного температурного диапазона;
- при разогреве рабочей зоны печи до заданной величины температура во всех контролируемых точках следует регистрировать, как максимум, через 2 мин в течение 10 мин. В дальнейшем показания следует снимать максимум через 5 мин в течение периода времени, достаточного для оценки устойчивости температурного режима, по крайней мере в течение 30 мин;
- до того как будет достигнута установленная температура печи, ни одна из регистрируемых температур не должна превышать установленную температуру более чем на 14 °С;
- после того как будет достигнута установленная температура печи, ни одна из регистрируемых температур не должна превышать установленных пределов. Каждая печь должна пройти исследование в течение одного года до термической обработки;
- если печь была отремонтирована или перестроена, то должно быть проведено новое исследование до термической обработки.
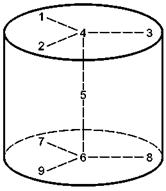
Рисунок C.1 - Размещение термопар в цилиндрических печах
C.2.4. Методы калибровки печей непрерывного действия
Печи непрерывного действия должны быть откалиброваны в соответствии с процедурами, указанными в [35], раздел 3.
C.3. Контрольно-измерительная аппаратура
C.3.1. Общие положения
Должна быть использована автоматическая контрольно-измерительная аппаратура. Термопары должны быть размещены в рабочей зоне (зонах) и защищены от повреждений.
C.3.2. Погрешность
Контролирующая и регистрирующая аппаратура, используемая в процессах термической обработки, должна иметь погрешность не более 1 % максимального значения шкалы.
C.3.3. Калибровка
Аппаратуру, контролирующую и регистрирующую температуру, необходимо калибровать, как минимум, каждые три месяца.
Аппаратура, использованная для калибровки производственного оборудования, должна иметь погрешность не более ±0,25 % максимального значения шкалы.
Библиография
|
API Spec 8C |
Drilling and Production Hoisting Equipment (PSL 1 and PSL 2) |
|
|
(Буровое и эксплуатационное спуско-подъемное оборудование (PSL 1 и PSL 2)) |
||
|
FEM |
Rules for the design of hoisting appliances |
|
|
(Правила по проектированию подъемных устройств) |
||
|
ASTM E4 |
Load Verification of Testing Machines (Калибровка испытательных машин) |
|
|
ASTM A770 |
Standard Specification for Through - Thickness Tension Testing of Steel Plates for Special Application |
|
|
(Стандартные технические условия для испытания на растяжение поперечных образцов стальных плит специального применения) |
||
|
ASTM A370 |
Standard Test Methods and Definitions for Mechanical Testing of Steel Products |
|
|
(Стандартные методы испытаний и определения для механических испытаний изделий из стали) |
||
|
ASME B31.3 |
Chemical Plant and Petroleum Refinery Piping |
|
|
(Трубопроводы химических и нефтехимических заводов) |
||
|
ASME IX |
Welding and Brazing specification |
|
|
(Технические условия для сварки и пайки) |
||
|
AWS D1.1 |
Structural welding code |
|
|
(Нормы на сварку строительных конструкций) |
||
|
EN 288 |
Specification and qualification of welding procedures for metallic materials |
|
|
(Технические условия и квалификация сварочных процессов для металлических материалов) |
||
|
ASTMA488 |
Standard Practice for Steel Casting, Welding, Qualifications of Procedures and Personnel |
|
|
(Общепринятая практика по квалификации процедур и персонала для работы со стальным литьем и сваркой) |
||
|
Правила аттестации сварщиков и специалистов сварочного производства |
||
|
Правила аттестации персонала в области неразрушающего контроля |
||
|
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением |
||
|
Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных |
||
|
ASNT TC-1A |
Recommended practice for personnel qualification and certification in non-destructive testing |
|
|
(Рекомендуемые требования по качеству подготовки персонала и паспортизация при проведении неразрушающих испытаний) |
||
|
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
||
|
AWS QC1 |
Standard for AWS Certification of Welding Inspectors |
|
|
(Стандарт по сертификации AWS инспекторов сварных изделий) |
||
|
MIL STD 120 |
Gage inspection |
|
|
(Контроль калибров) |
||
|
ISO 10012-1 |
Quality assurance requirements for measuring equipment - Part 1: Metrological conformation system for measuring equipment |
|
|
(Требования к гарантии качества для измерительного оборудования - Часть 1: Система метрологического подтверждения для измерительного оборудования) |
||
|
MSS SP-55 |
Quality standard for steel castings for valves, flanges and fittings and other piping components - Visual method for evaluation of surface irregularities |
|
|
(Система контроля качества стальных отливок клапанов, фланцев, фитингов и других элементов трубопроводов. Визуальный метод оценки поверхностных нарушений) |
||
|
ASME V |
Section 5, 1998, Non-destructive Examination |
|
|
(Раздел 5, 1998, Неразрушающий контроль) |
||
|
ASTM E 709 |
Standard guide for magnetic particle examination |
|
|
(Практика проверок и испытаний с использованием магнитных частиц. Метод магнитной дефектоскопии) |
||
|
ASTM E 165 |
Standard test method for liquid penetrant examination |
|
|
(Стандартные методы неразрушающего контроля проникающей жидкостью) |
||
|
ASTM E 125 |
Standard reference photographs for magnetic particle indications on ferrous castings |
|
|
(Стандартные образцовые фотографии индикаций при магнитопорошковой дефектоскопии стальных отливок) |
________
* Действуют на территории Российской Федерации
|
ASTM E 446 |
Standard reference radiographs for steel casting up to 2 in. (51 mm) in thickness |
|
|
(Стандартные образцовые радиографические изображения для толстостенных до 2 дюймов (51 мм) стальных отливок) |
||
|
ASTM E 186 |
Standard reference radiographs for heavy-walled (2 to 41/2-in. (51 to 114-mm) steel castings |
|
|
(Стандартные образцовые радиографические изображения для толстостенных (2 - 41/2 дюйма - 51 - 144 мм) стальных отливок) |
||
|
ASTM E 280 |
Standard reference radiographs for heavy-walled (41/2 to 12-in. (114 to 305-mm) steel castings |
|
|
(Стандартные образцовые радиографические изображения для толстостенных (41/2 - 12 дюймов - 114 - 305 мм) стальных отливок) |
||
|
ASME VIII, DIV1 |
Rules for construction of pressure vessels |
|
|
(Нормы для котлов и резервуаров под давлением) |
||
|
API RP 9B |
Application, care, and use of wire rope for oil field service |
|
|
(Применение, обслуживание и использование стальных канатов в нефтяной промышленности) |
||
|
ISO 11960 |
Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells |
|
|
(Нефтяная и газовая промышленность. Стальные трубы для использования в скважинах в качестве обсадных и насосно-компрессорных труб) |
||
|
ISO 10422 |
Petroleum and natural gas industries - Threading, gauging and thread inspection of casing, tubing and line pipe threads - Specifications |
|
|
(Нефтяная и газовая промышленность. Нарезание, калибровка и контроль резьбовых соединений обсадных, насосно-компрессорных труб и труб для трубопроводов. Технические условия) |
||
|
API Spec 7 |
Rotary drill stem elements |
|
|
(Элементы бурильной колонны для роторного бурения) |
||
|
ASTM A 388 |
Standard practice for ultrasonic examination of heavy steel forgings |
|
|
(Общепринятая практика ультразвукового неразрушающего контроля тяжелых стальных поковок) |
||
|
ASTM E 428 |
Standard practice for fabrication and control of steel reference blocks used in ultrasonic inspection |
|
|
(Общепринятая практика по изготовлению и контролю эталонных блоков для ультразвуковой дефектоскопии) |
||
|
MIL H-6875F |
Heat-treatment of steels, aircraft practice process |
|
|
(Термообработка сталей, технологические процессы для самолетостроения) |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1
|
Обозначение и наименование международного стандарта (международного документа) |
Степень соответствия |
Обозначение и наименование межгосударственного стандарта |
|
|
ISO 9001-2008 Системы менеджмента качества. Требования |
IDT |
ГОСТ ISO 9001-2011 Системы менеджмента качества. Требования |
|
|
ISO 6892-84 Металлы. Методы испытаний на растяжение |
MOD |
ГОСТ 1497-84 (ИСО 6892-84)* Металлы. Методы испытаний на растяжение |
|
|
ISO 4136-89 Соединения стыковые по стали, полученные сваркой плавлением. Испытание на растяжение образца с поперечным швом |
MOD |
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81)* Сварные соединения. Методы определения механических свойств |
|
|
ISO 5173-81 Соединения стыковые по стали, полученные сваркой плавлением. Испытание образца с поперечным швом на загиб корнем шва наружу и лицевой поверхностью шва наружу |
|||
|
ISO 5177-81 Соединения стыковые по стали, полученные сваркой плавлением. Испытание на боковой загиб образца с поперечным швом |
|||
|
ISO 410-82 Материалы металлические. Испытание на твердость. Таблицы значений твердости по Бринеллю для использования при испытаниях, проводимых на плоских поверхностях |
MOD |
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81)* Металлы. Метод измерения твердости по Бринеллю |
|
|
ISO 6506-81 Материалы металлические. Испытание на твердость. Определение твердости по Бринеллю |
|||
|
ISO 6508-86 Металлы. Метод измерения твердости по Роквеллу |
MOD |
ГОСТ 9013-59 (ИСО 6508-86)* Металлы. Метод измерения твердости по Роквеллу |
|
|
ISO 783-89 Металлы. Методы испытаний на растяжение при повышенных температурах |
MOD |
ГОСТ 9651-84 (ИСО 783-89)* Металлы. Методы испытаний на растяжение при повышенных температурах |
|
|
ISO 6892-84 Проволока. Метод испытания на растяжение |
MOD |
ГОСТ 10446-80 (ИСО 6892-84)* Проволока. Метод испытания на растяжение |
|
|
ISO 671-1982 Сталь и чугун. Определение содержания серы. Титриметрический метод со сжиганием образца |
MOD |
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89)* Стали легированные и высоколегированные. Методы определения серы. Метод поглощения инфракрасных лучей после сжигания в индукционной печи |
|
|
ISO 4935-1989 Сталь и чугун. Определение содержания серы. Метод поглощения инфракрасных лучей после сжигания в индукционной печи |
|||
|
ISO 439-82 Сталь и чугун. Определение содержания общего кремния. Гравиметрический метод |
MOD |
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86)* Стали легированные и высоколегированные. Методы определения кремния |
|
|
ISO 4829-1:1986 Сталь и чугун. Определение общего содержания кремния. Спектрофотометрический метод с применением восстановленного молибдосиликата. Часть 1. Содержание кремния от 0,05 % до 1,0 % |
MOD MOD |
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86)* Стали легированные и высоколегированные. Методы определения кремния |
|
|
ISO 629:1982 Сталь и чугун. Определение содержания марганца. Спектрофотометрический метод |
MOD |
ГОСТ 12348-78 (ИСО 629-82)* Стали легированные и высоколегированные. Методы определения марганца |
|
|
ISO 4942:1988 Сталь и чугун. Определение содержания ванадия. Спектрофотометрический метод с применением NBPHA |
MOD |
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989)* Стали легированные и высоколегированные. Методы определения ванадия |
|
|
ISO 9647:1998 Сталь и чугун. Определение содержания ванадия. Спектрометрический метод атомной абсорбции в пламени |
MOD |
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989)* Стали легированные и высоколегированные. Методы определения ванадия |
|
|
ISO 4945:1977 Сталь. Определение содержания азота. Спектрофотометрический метод |
MOD |
ГОСТ 12359-99 (ИСО 4945-77)* Стали углеродистые, легированные и высоколегированные. Методы определения азота |
|
|
ISO 7438:1985 Материалы металлические. Метод испытания на изгиб |
MOD |
ГОСТ 14019-2003 (ИСО 7438:1985)* Материалы металлические. Метод испытания на изгиб |
|
|
ISO 83-76 Сталь. Испытание на удар по Шарпи (u-образный надрез) |
- |
ГОСТ 9454-78* Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах |
|
|
ISO 148-83 Сталь. Ударное испытание по Шарпи (образцов с V-образным надрезом) |
|||
|
ISO 7778:1983 Листы стальные с гарантированными характеристиками относительного изменения толщины |
- |
ГОСТ 28870-90* Сталь. Методы испытания на растяжение толстолистового проката в направлении толщины |
|
|
ISO 9556:1989 Сталь и чугун. Определение массовой доли общего углерода. Метод инфракрасной абсорбционной спектроскопии после сжигания пробы в индукционной печи |
MOD |
ГОСТ 12344-2003* Стали легированные и высоколегированные. Методы определения углерода |
|
|
* Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. |
|||
|
Ключевые слова: буровое и эксплуатационное оборудование, спускоподъемное оборудование, проектирование, материалы, изготовление, контроль и испытания |