|
УТВЕРЖДАЮ Генеральный
директор _________ Дыдычкин В.П. 04.05.2016 |
Изменение № 1
СТ
ЦКБА 050-2008 «Арматура трубопроводная. Отливки из чугуна.
Технические требования»
Утверждено и введено в действие Приказом от 04.05.2016 г. № 15
Дата введения - 05.05.2016 г.
Листы 5, 6, 7, 18 заменить листами 5, 6. 7, 18 с изм. 1.
Лист 8, первый абзац: «СТ ЦКБА 005.1 и СТ ЦКБА 005.2» заменить на «СТ ЦКБА 005.1, СТ ЦКБА 005.2 и ГОСТ 33260».
Лист 11, пункт 3.10.2 - заменить «ГОСТ 26645» на «ГОСТ Р 53464».
Лист 13, пункт 3.10.10 - заменить «ГОСТ 26645» на «ГОСТ Р 53464».
Лист 14, пункты 3.11 и 3.14 - заменить «ГОСТ 26645» на «ГОСТ Р 53464».
Лист 20, пункт 3.49, заменить «ГОСТ 26645» на «ГОСТ Р 53464».
Лист 21:
- заменить «ГОСТ 12.3.028» на «ГОСТ Р 52588»;
- заменить «ГОСТ 12.1.019» на «ГОСТ Р 12.0.019».
Приложение: лист 5 с изм. 1. лист 6 с изм. 1. лист 7 с изм. 1 и лист 18 с изм. 1.
Примечание - Раздел «Нормативные ссылки» и далее по тексту - актуализация нормативных документов. Откорректированы требования, предъявляемые к пастам при ремонте арматуры.
|
Заместитель генерального директора - главный конструктор |
В.А. Горелов |
|
Заместитель директора по научной работе |
С.Н. Дунаевский |
|
Начальник технического отдела |
Т.Н. Венедиктова |
|
Начальник лаборатории № 115 |
Е.С. Семенова |
|
Инженер 2 категории |
И.И. Лабунец |
|
СОГЛАСОВАНО: |
|
|
Председатель ТК 259 |
М.И. Власов |
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.0.004-90 ССБТ. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.010-75 ССБТ. Машины ручные пневматические. Общие требования безопасности
ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.003-86 ССБТ. Работы электросварочные. Требования безопасности
ГОСТ 12.3.004-75 ССБТ. Термическая обработка металлов. Общие требования безопасности
ГОСТ 12.3.005-75 ССБТ. Работы окрасочные. Общие требования безопасности
ГОСТ 12.3.008-75 ССБТ. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности
ГОСТ 12.3.009-76 ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.3.020-80 ССБТ. Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 12.3.025-80 ССБТ. Обработка металлов резанием. Требования безопасности
ГОСТ 12.3.027-2004 Работы литейные. Требования безопасности
ГОСТ 12.4.010-75 ССБТ. Средства индивидуальной защиты. Рукавицы специальные. Технические условия
ГОСТ 12.4.011-89 ССБТ. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.016-83 ССБТ. Одежда специальная защитная. Номенклатура показателей качества
ГОСТ 356-80 Арматура и детали трубопроводов. Давления условные, пробные и рабочие. Ряды
ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 1585-85 Чугун антифрикционный для отливок. Марки
ГОСТ 2604.1-77 Чугун легированный. Методы определения углерода
ГОСТ 2604.2-86 Чугун легированный. Методы определения серы
ГОСТ 2604.3-83 Чугун легированный. Методы определения кремния
ГОСТ 2604.4-87 Чугун легированный. Методы определения фосфора
ГОСТ 2604.5-84 Чугун легированный. Методы определения марганца
ГОСТ 2604.6-77 Чугун легированный. Методы определения содержания хрома
ГОСТ 2604.8-77 Чугун легированный. Методы определения никеля
ГОСТ 2604.9-83 Чугун легированный. Методы определения меди
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3212-92 Комплекты молельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 3443-87 Отливки из чугуна с различной формой графита. Методы определения структуры
ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки
ГОСТ 7565-81 (ИСО 377.2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7769-82 Чугун легированный для отливок со специальными свойствами. Марки
ГОСТ 9012-59 (СТ СЭВ 468-77, ИСО 6506-81, ИСО 410-82) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10948-64 (СТ СЭВ 2814-80) Радиусы закруглений и фаски. Размеры
ГОСТ 22536.0-87 (СТ СЭВ 487-77) Сталь углеродистая и чугун нелегированный. Методы анализа. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 (СТ СЭВ 5283-85) Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 (СТ СЭВ 485-75) Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (СТ СЭВ 486-88, ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 26358-84 Отливки из чугуна. Общие технические условия
ГОСТ 27208-87 Отливки из чугуна. Методы механических испытаний
ГОСТ 33260-2015 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Основные требования к выбору материалов
ГОСТ Р 12.1.019-2009 ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 52588-2011 Инструмент абразивный. Требования безопасности
ГОСТ Р 52760-2007 Арматура трубопроводная. Требования к маркировке и отличительной окраске
ГОСТ Р 53464-2009 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
СТ ЦКБА 005.1-2003 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Часть 1. Основные требования к выбору материалов
СТ ЦКБА 005.2-2004 Арматура трубопроводная. Металлы, применяемые в арматуроетроении. Часть II. Справочные данные о свойствах материалов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных документов по соответствующему указателю, составленному по состоянию на 1 января текущего года. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Марки и технические требования
3.1 В зависимости от назначения и предъявляемых требований отливки изготавливаются из чугуна, химический состав и механические свойства которого должны удовлетворять требованиям стандартов, указанных в таблице 1.
Марки чугунов, применяемые в арматуростроении, и параметры их применения приведены в СТ ЦКБА 005.1, СТ ЦКБА 005.2 и ГОСТ 33260.
(Измененная редакция. Изм. 1)
Таблица 1 - Перечень марок чугунов
|
Наименование материала |
Марка материала |
Обозначение стандарта |
|
Чугун легированный со специальными свойствами |
ЧН15Д3Ш, ЧН19ХЗШ, ЧН15Д7 |
|
|
ЧН17Д3Х2 (ЖЧ-1), ЧН5Г (ГН8-5) |
СТ ЦКБА 050 (таблицы 2, 3,4, 5) |
|
|
Ковкий чугун |
КЧ 30-6, КЧ 33-8 |
|
|
Чугун с пластинчатым графитом |
СЧ 15, СЧ 20 |
|
|
Чугун с шаровидным графитом |
ВЧ 35, ВЧ 40, ВЧ 45, ВЧ 50, ВЧ 60 |
3.2 По настоящему стандарту могут изготавливаться отливки деталей арматуры из других марок чугуна с химическим составом и механическими свойствами по соответствующим стандартам или техническим условиям, утвержденным в установленном порядке.
3.3 Химический состав чугуна марок ЧН17Д3Х2 (ЖЧ-1) и ЧН5Г8 (ГН8-5) должен соответствовать требованиям таблицы 2 настоящего стандарта. В чугуне марок ЧН17Д3Х2 (ЖЧ-1) и ЧН5Г8 (ГН8-5) допускаются отклонения по содержанию углерода, кремния, марганца, фосфора и серы, если они не являются легирующими элементами при условии обеспечения требуемых механических свойств и твердости согласно таблицы 3.
Таблица 2 - Химический состав марок ЧН17Д3Х2 (ЖЧ-1) и ЧН5Г8 (ГН8-5)
|
Марка чугуна |
Химический состав, % |
|||||||
|
С |
Si |
Mn |
Cr |
Ni |
Cu |
Р |
S |
|
|
ЧН17Д3Х2 (ЖЧ-1) |
2,5 - 3,0 |
1,5 - 2,5 |
0,5 - 1,2 |
1,2 - 2,5 |
16,0 - 18,0 |
2,5 - 3,5 |
до 0,3 |
до 0,08 |
|
ЧН5Г8 (ГН8-5) |
3,0 - 3,5 |
2,5 - 3,0 |
8,0 - 9,0 |
до 1,0 |
3,0 - 6,0 |
до 1,5 |
до 0,2 |
до 0,08 |
Чертеж отливки согласовывается с заказчиком литья или службами, производящими механическую обработку отливки.
3.10.2 Предельные отклонения по размерам и массе и припуски на механическую обработку должны соответствовать требованиям ГОСТ Р 53464.
(Измененная редакция. Изм. 1)
3.10.3 Для получения в отливке плавного перехода от одной поверхности к другой используют литейные радиусы закруглений внутренних углов.
3.10.4 Рекомендуемые радиусы закруглений и переходы для внутренних углов распространяются на все методы литья и выбираются согласно в соответствии с приложением Б.
3.10.5 При соотношении толщин сопрягаемых стенок более двух для деталей, подвергающихся ударным нагрузкам, а также при соотношении толщин более четырех для деталей, не испытывающих ударных нагрузок, вместо радиусов закруглений внутренних углов должны быть плавные клинообразные постепенные переходы от одной толщины стенки к другой (рисунок 1).
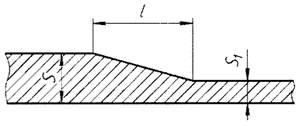
Рисунок 1
Минимальная длина переходной части определяется по формулам (1) и (2):
1) для деталей из серого и высокопрочного чугунов:
|
l = 4(S - Sl); |
(1) |
2) для деталей из ковкого чугуна:
|
l = 5(S - Sl) |
(2) |
3.10.6 Угловые сопряжения стенок выбираются для всех методов литья в зависимости от соотношения толщин стенок и материала деталей.
3.10.7 При соотношении толщин стенок угловых сопряжений более четырех рекомендуется применять плавные клинообразные переходы (рисунки 2 и 3).
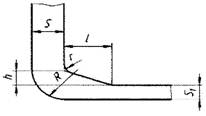
Рисунок 2
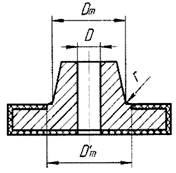
Рисунок 5
Необработанная поверхность тыльных сторон фланцев деталей должна иметь минимальный размер Dʹm, определяемый по формуле (3):
|
Dʹm = Dm + 2r |
(3) |
3.10.10 Минимальная толщина стенок определяется исходя из технологических условий изготовления отливок всеми способами литья и должна соответствовать приложению В. Допускаемые отклонения толщины стенки - ГОСТ Р 53464.
(Измененная редакция. Изм. 1)
3.10.11 При изготовлении отливок, предназначенных для сред повышенной проникаемости (фреон, гелий, аммиак), толщина стенки может быть увеличена на (15 - 20) % по сравнению с указанным в приложении В.
3.10.12 В случае применения более прочных материалов или изготовления отливок более прогрессивными методами формообразования толщина стенок может быть уменьшена по сравнению с указанной в приложении В.
3.10.13 Радиусы закруглений наружных углов выбираются в зависимости от толщины стенок (рисунок 6). Рекомендуемые радиусы закруглений наружных углов приведены в таблице 7.

Рисунок 6
Таблица 7 - Радиусы закруглений наружных углов
|
Минимальный радиус закругления наружных углов при толщине стенки, мм |
||||
|
От 3 до 5 включ. |
От 5 до 8 включ. |
От 8 до 12 включ. |
От 12 до 20 включ. |
Св. 20 |
|
2 |
4 |
6 |
8 |
10 |
3.10.14 Радиус закругления наружного угла при пересечении стенок (рисунок 7) рекомендуется определять по формуле (4).
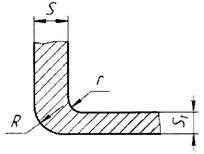
Рисунок 7
|
R = r + (S + Sl)/2 |
(4) |
3.10.15 Радиусы закруглений наружных углов при изготовлении отливок специальными методами литы допускается применять уменьшенными на величину до 50 % по сравнению с приведенными в приложении Б.
3.10.16 Предельные отклонения для размера «под ключ» муфтовых концов арматуры общего назначения должны соответствовать стандартам или указаниям технической документации, утвержденной в установленном порядке.
3.10.17 Для особо сложных и впервые осваиваемых отливок допуски могут быть установлены по согласованию с заказчиком.
3.11 Классы точности размеров и масс отливок и ряды припусков на механическую обработку устанавливает в чертеже отливки предприятие-изготовитель отливок по ГОСТ Р 53464.
(Измененная редакция. Изм. 1)
3.12 Предельные отклонения для размера «под ключ» муфтовых концов арматуры общего назначения должны соответствовать стандартам или указаниям технической документации, утвержденной в установленном порядке.
3.13 С целью предупреждения образования на поверхности отливок ужимин на развитых горизонтальных поверхностях (по положению при заливке) разрешается выполнение рифленой сетки высотой до 2 мм с расстоянием между элементами 25 - 40 мм. Допускается выполнение сетки в глубину тела при условии сохранения механических свойств и работоспособности отливки.
3.14 Формовочные уклоны - по ГОСТ 3212. При формовке по разъемным моделям смещение одной части отливки относительно другой допускается в пределах допуска на толщину стенки по ГОСТ Р 53464.
(Измененная редакция. Изм. 1)
3.33 Замазкой пастами на основе эпоксидных смол допускается исправлять следующие дефекты;
а) единичные раковины и другие дефекты, не влияющие на прочность, на наружным необрабатываемых поверхностях деталей. К дефектам, не влияющим на прочность, относятся газовые. земляные раковины, засоры (кроме трещин) размерами до 15 % по глубине от толщины стенки отливки в данном сечении;
б) единичные раковины по поверхности выточек под уплотнительные кольца диаметром до 2 мм для изделий DN до 50 мм. диаметром до 3 мм для изделий DN свыше 50 мм и диаметром до 5 мм для изделий DN свыше 500 мм.
Марка эпоксидной смолы, рецептура наполнителей, методы нанесения - по инструкции предприятия-изготовителя литья. Марка пасты подбирается в зависимости от температуры эксплуатации изделия.
3.34 Все исправленные участки подвергаются зачистке заподлицо с поверхностью отливки.
3.35 Отливки корпусов, крышек, дисков, клиньев, золотников и других деталей, обеспечивающих герметичность арматуры по отношению к внешней среде и по затвору, должны быть плотными при испытании давлением Рпр.
3.36 Необходимость проведения испытания отливок на плотность и давление Рпр на среды указывается в чертеже.
3.37 Исправленные отливки подвергаются повторным испытаниям на плотность давлением Рпр.
3.38 В зависимости от назначения и условий эксплуатации арматуры к отливкам могут быть предъявлены дополнительные или специальные требования согласно указаниям чертежа или технических условий на изделие.
3.39 Дефекты деталей, не соответствующие требованиям 3.21 - 3.30 и ухудшающие внешний вид продукции, подлежат исправлению заваркой иди другими методами, гарантирующими работоспособность исправленных отливок при эксплуатации и их товарный вид, по технологии предприятия-изготовителя.
Контроль после исправления осуществляется:
а) для дефектов, связанных с потерей герметичности, обязательна проверка на плотность и прочность водой давлением Рпр;
б) для дефектов, не влияющих на герметичность, осуществляется контроль по 3.21 - 3.30.
3.49 Отливки должны соответствовать требованиям настоящего стандарта и чертежам отливок.
В технических требованиях чертежа литой детали должны быть указаны:
- марка чугуна;
- нормы точности отливки по ГОСТ Р 53464;
(Измененная редакция. Изм. 1)
- величина пробного давления при гидравлических испытаниях для отливок, работающих под давлением;
- дополнительные контролируемые показатели качества и соответствующие нормы,
3.50 Примеры условного обозначения отливки из чугуна в чертежах:
- для чугуна марки СЧ 20;
«СЧ 20 ГОСТ 1412» - в основной надписи чертежа;
«Отливка по СТ ЦКБА 050-2008» - в технических требованиях чертежа.
- для чугуна марки ЧН17Д3Х2:
«ЧН17Д3Х2 по СТ ЦКБА 050-2008, 120-170 НВ» - в основной надписи чертежа и в технических требованиях чертежа.
4 Требования безопасности и охраны окружающей среды
4.1 При производстве отливок, поставляемых в соответствии с настоящим стандартом должны выполняться;
а) обучение технике безопасности рабочих, инженерно-технических работников и служащих в соответствии с ГОСТ 12.0.004;
б) общие требования безопасности к разработке, организации и проведению процессов изготовления отливок в соответствии с ГОСТ 12.3.027;
в) общие требования к воздуху рабочей зоны производственных помещений, а также опытно-экспериментальных производств, общие санитарно-гигиенические требования (температура, влажность и содержание вредных веществ в воздухе рабочей зоны) в соответствии с ГОСТ 12.1.005;
г) общие требования безопасности к конструкции производственного оборудования, а также требования безопасности при его монтаже, демонтаже, эксплуатации, ремонте, транспортировании и хранении в соответствии с ГОСТ 12.2.003;
д) общие требования безопасности к производственным процессам, безопасность производственных процессов в течение всего времени их функционирования в соответствии с ГОСТ 12.3.002. ГОСТ 12.3.025;
е) общие требования безопасности при работе с ручными пневматическими машинами» общие требования к конструкции и эксплуатации машин» а также требования к методам контроля их шумовых характеристик и вибрационных параметров в соответствии с ГОСТ 12.2.010;
ж) общие требования к безопасному пользованию абразивным инструментом всех видов с рабочей окружной скоростью от 15 до 100 м/с по ГОСТ Р 52588;
и) общие требования безопасности к электроустановкам производственного и бытового назначения на стадиях проектирования, изготовления, монтажа, нападки, испытаний и эксплуатации, а также общие требования безопасности по предотвращению опасного и вредного воздействия на людей электрической дуги, электрического тока и электромагнитного поля в соответствии с ГОСТ Р 12.1.019:
(Измененная редакция. Изм. 1)
к) общие требования по обеспечению пожарной безопасности в соответствии с ГОСТ 12.1.004;
л) общие требования безопасности к электросварочным работам в соответствии с ГОСТ 12.3.003;
м) общие требования безопасности на все процессы термической и химико-термической обработки отливок в соответствии с ГОСТ 12.3.004;
н) общие требования безопасности при выполнении покрытий металлических и неметаллических в соответствии с ГОСТ 12.3.008;
п) общие требования безопасности к окрасочным работам в соответствии с ГОСТ 12.3.005;
р) общие требования безопасности при проведении погрузочно-разгрузочных работ в соответствии с ГОСТ 12.3.009;
с) общие требования безопасности при процессах перемещения грузов (погрузке, разгрузке, транспортировке, промежуточном складировании), устройстве и содержании транспортных путей, требования к напольному колесному, безрельсовому транспорту в соответствии с ГОСТ 12.3.020;
т) общие требования безопасности к средствам, применяемым для предотвращения или уменьшения воздействия на работающих опасных и вредных производственных факторов, а также средства защиты работающих в соответствии с ГОСТ 12.4.011;