ДИРЕКЦИЯ
СОВЕТА ПО ЖЕЛЕЗНОДОРОЖНОМУ ТРАНСПОРТУ
ГОСУДАРСТВ-УЧАСТНИКОВ СОДРУЖЕСТВА
|
Утверждено
|
ОБЩЕЕ
РУКОВОДСТВО ПО РЕМОНТУ
ТОРМОЗНОГО ОБОРУДОВАНИЯ ВАГОНОВ
|
Согласовано
|
|
|
|
Согласовано
|
2010
ДИРЕКЦИЯ
СОВЕТА ПО ЖЕЛЕЗНОДОРОЖНОМУ ТРАНСПОРТУ
ГОСУДАРСТВ-УЧАСТНИКОВ СОДРУЖЕСТВА
Проектно-конструкторское
бюро вагонного хозяйства -
филиал открытого акционерного общества
«Российские железные дороги»
(ПКБ ЦВ ОАО «РЖД»)
ОБЩЕЕ РУКОВОДСТВО ПО РЕМОНТУ
ТОРМОЗНОГО ОБОРУДОВАНИЯ ВАГОНОВ
732-ЦВ-ЦЛ
Настоящее Общее руководство (далее - Руководство) устанавливает основные требования на ремонт, приемку и испытание после ремонта тормозного оборудования и тормозов грузовых и пассажирских вагонов, курсирующих в межгосударственном сообщении государств-участников Содружества, Грузии, Латвийской республики, Литовской республики и Эстонской республики.
Требования настоящего Руководства являются обязательными для всех предприятий, производящих ремонт тормозного оборудования и тормозов, а также владельцев вышеназванного подвижного состава.
Конструкторская и технологическая документация, относящаяся к ремонту, приемке и испытанию после ремонта тормозного оборудования, а также к приемке и испытанию тормозов вышеназванного подвижного состава, должна соответствовать требованиям настоящего Руководства.
1 ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1 Ремонт тормозного оборудования вагонов (далее - тормозное оборудование) производится в контрольных пунктах автотормозов (далее - АКП) и (или) автоматных отделениях (далее - АО), аттестованных в установленном порядке, или в сервисных центрах изготовителей тормозного оборудования (далее - СЦ).
(Измененная редакция. Изм. 5-2014)
1.2 Проверку качества ремонта, приемку и испытание после ремонта тормозного оборудования, подготовку тормоза вагона к приемке производит руководитель подразделения, производившего ремонт тормозного оборудования, или иное должностное лицо, на которое в соответствии с должностной инструкцией возложены эти обязанности.
Приемку тормозного оборудования на отремонтированном вагоне, в том числе испытание тормоза вагона, осуществляет должностное лицо, на которое в соответствии с должностной инструкцией возложены эти обязанности и аттестованное на право приемки тормозного оборудования на вагоне.
1.3 После приемки тормоза отремонтированного вагона в учетной книге, установленной формы, производится соответствующая запись за подписью лица, производившего подготовку тормоза вагона к приемке и лица, выполнявшего приемку.
1.4 Гарантийные обязательства за исправное действие тормоза отремонтированного вагона распространяются на период, предусмотренный нормативными документами на плановые или текущие виды ремонта, в зависимости от вида выполненного ремонта.
(Новая редакция. Изм. 1-2012)
1.5 Специальные приспособления, стенды, устройства и установки для ремонта и испытания после ремонта тормозного оборудования, для испытания тормоза вагона должны отвечать требованиям настоящего Руководства.
Стенды, устройства и установки для испытания после ремонта тормозного оборудования и испытания тормоза вагона должны быть допущены к применению железнодорожной администрацией и аттестованы в соответствии с нормативной документацией, утвержденной железнодорожной администрацией.
1.6 Все испытательные стенды, устройства и установки перед началом смены должны быть проверены на функционирование руководителем соответствующего ремонтного подразделения или другим должностным лицом, на которое в соответствии с должностной инструкцией возложены эти обязанности, в соответствии с требованиями настоящего Руководства и эксплуатационной документации на конкретный стенд, устройство или установку с отметкой об их исправности в учетной книге установленной формы.
Ответственность за исправность стендов, устройств и установок несет должностное лицо, на которое в соответствии с должностной инструкцией возложена эта обязанность.
1.7 Периодическую проверку всех испытательных стендов, устройств и установок на функционирование и соответствие требованиям настоящего Руководства и эксплуатационной документации на конкретный стенд, устройство или установку, в том числе проверку на плотность стендов, устройств и установок для испытания тормоза вагона, для испытания воздухораспределителей пассажирских вагонов, главных и магистральных частей воздухораспределителей грузовых вагонов, авторежимов, камер воздухораспределителей, запасных резервуаров, тормозных цилиндров, концевых и разобщительных кранов, осуществляет руководитель соответствующего ремонтного подразделения или другое должностное лицо, на которое в соответствии с должностной инструкцией возложены эти обязанности, не реже одного раза в 3 месяца.
В случае неисправности стендов, устройств и установок их ремонт производится специалистами предприятия-изготовителя этих стендов, устройств и установок или специалистами иной организации, получившей право проведения ремонта от предприятия-изготовителя этих стендов, устройств и установок.
Результаты периодической проверки должны быть отражены в учетной книге, установленной формы, за подписью лица, производившего проверку, а на самом стенде, устройстве или установке должна быть прикреплена табличка с надписью даты проведенной периодической проверки.
1.8 Проверка соблюдения технологии ремонта тормозного оборудования и приемки тормоза вагона должна производиться ежемесячно руководителями предприятия, осуществляющего ремонт. Результаты проверки должны быть отражены соответствующей записью в учетной книге установленной формы.
1.9 Все стенды, устройства и установки для испытания тормозного оборудования и тормоза вагона, соблюдение технологии и качество ремонта должны проверяться не реже одного раза в 6 месяцев комиссией под председательством должностного лица предприятия структурного подразделения, уполномоченной железнодорожной администрацией.
В учетной книге, установленной формы, фиксируется дата проведенной проверки.
Результаты проверки оформляются актом, который передается руководителю предприятия, осуществляющего ремонт, для принятия соответствующих мер.
(Измененная редакция. Изм. 36-2016)
1.10 Средства измерений подлежат периодическому контролю (калибровке) в соответствии с национальным законодательством.
1.11 Все манометры, используемые при испытаниях тормозного оборудования и тормозов вагонов, подлежат калибровке не реже одного раза в год в метрологической службе организаций железнодорожного транспорта, аккредитованной в установленном железнодорожной администрацией порядке, или в другой метрологической службе в порядке, установленном национальным законодательством. В паспорте прибора производится отметка об очередной проведенной калибровке, а на корпусе манометра наносится клеймо.
2 ОБЪЕМ РЕМОНТА ТОРМОЗНОГО ОБОРУДОВАНИЯ ГРУЗОВЫХ ВАГОНОВ
2.1 Объем ремонта тормозного оборудования при текущем отцепочном ремонте грузовых вагонов
2.1.1 При текущем отцепочном ремонте вагона, вне зависимости от причин его отцепки, производится осмотр всего тормозного оборудования, деталей его крепления и предохранительных (поддерживающих) устройств, размещенных на раме вагона и тележках.
При этом необходимо:
- проверить наличие и исправность крепежных деталей и предохранительных (поддерживающих) устройств тормозного оборудования;
- проверить исправность и действие поводков выпускных клапанов;
- в тормозной рычажной передаче проверить наличие осей (далее - валики), шайб, шплинтов и правильность их постановки, шарнирные соединения смазать;
- детали стояночного и ручного тормоза в процессе осмотра очистить, смазать и расходить;
- на вагонах, оборудованных авторежимом, проверить исправность упора авторежима, опорной балки, контактной планки; проверить положение упора авторежима относительно контактной планки, правильность крепления опорной балки и контактной планки; проверить положение переключателя грузовых режимов торможения воздухораспределителя (далее - переключатель режимов воздухораспределителя), который в зависимости от типа тормозных колодок (композиционных или чугунных), типа и модели вагона должен находиться в положении среднего или груженого режима торможения;
- на вагонах, не оборудованных авторежимом, проверить соответствие положения переключателя режимов воздухораспределителя типу тормозных колодок (композиционные или чугунные), типу и модели вагона, а также загрузке вагона;
- проверить состояние тормозных колодок - тормозная колодка не должна выступать за кромку наружной грани обода колеса, толщина тормозной колодки должна быть более минимальной толщины, при которой в соответствии с Правилами технического обслуживания тормозного оборудования и управления тормозами железнодорожного подвижного состава, тормозная колодка подлежит замене, тормозные колодки на одном триангеле не должны различаться по толщине более чем на 10 мм, при этом на одном вагоне должны быть установлены колодки одного типа и конструкции;
- все выявленные при осмотре неисправности устранить, неисправное тормозное оборудование, предохранительные (поддерживающие) устройства и детали крепления заменить на исправные, отсутствующие - поставить.
(Измененная редакция. Изм. 5-2014, 6-2014)
2.1.2 Вне зависимости от причин отцепки тормоз вагона при текущем отцепочном ремонте должен быть принят и испытан в соответствии с разделами 18 и 19.
2.2 Объем ремонта тормозного оборудования при деповском ремонте грузовых вагонов
2.2.1 При деповском ремонте с вагона демонтируется следующее оборудование:
- главная и магистральная части воздухораспределителя, за исключением главных и магистральных частей, имеющих пломбы предприятия-изготовителя, на которые распространяется гарантийный срок службы и при условии, что он не заканчивается в следующий плановый межремонтный период вагона, а также главных и магистральных частей, имеющих пломбы и (или) бирки ремонтного предприятия (АКП, АО, СЦ), на которые распространяется гарантийный послеремонтный срок службы и при условии, что он не заканчивается в следующий плановый межремонтный период вагона;
- сетчато-войлочный фильтр (при демонтаже главной и магистральной частей) и сетки камеры модельного ряда 295;
- фильтр очистки сжатого воздуха из кронштейна-камеры модельного ряда КАВ30 (при демонтаже главной и магистральной частей);
- фильтр очистки сжатого воздуха (при демонтаже главной и магистральной частей) и пылеулавливающие сетки камеры модельного ряда 6540.01;
- авторежимы, за исключением авторежимов, на которые распространяется гарантийный срок службы и при условии, что он не заканчивается в следующий плановый межремонтный период вагона, а также авторежимов, имеющих пломбы и (или) бирки ремонтного предприятия (АКП, АО, СЦ), на которые распространяется гарантийный послеремонтный срок службы и при условии, что он не заканчивается в следующий плановый межремонтный период вагона;
- запасный резервуар, если до его очередного полного освидетельствования остается менее 1,5 лет, а также в случае отсутствия на запасном резервуаре надписи, удостоверяющей положительные результаты его испытания;
- поршневые узлы тормозных цилиндров вместе с пружинами и передними крышками;
- концевые краны;
- разобщительные краны;
- соединительные рукава;
- регуляторы тормозных рычажных передач и их приводы;
- вся тормозная рычажная передача, включая съемные детали стояночного и ручного тормоза;
- предохранительные скобы траверс (у рефрижераторных вагонов).
Допускается при деповском ремонте не демонтировать с вагона главную и магистральную части воздухораспределителя, а также авторежимы, имеющие пломбы предприятия-изготовителя или пломбы и (или) бирки ремонтного предприятия (АКП, АО, СЦ), у которых доремонтный срок службы (срок службы от даты изготовления до первого ремонта) или межремонтный срок службы, не заканчивается до проведения следующего планового ремонта.
(Измененная редакция. Изм. 5-2014, 36-2016)
2.2.2 У тормозного оборудования, предохранительных (поддерживающих) устройств и поводков выпускных клапанов, не демонтированных с вагона, проверяется надежность их крепления, в том числе наличие всех крепежных деталей и правильность их постановки, отсутствие дефектов и сверхнормативных износов.
У предохранительных и поддерживающих устройств допускается износ рабочих поверхностей, составляющий не более 15 % от их толщины.
Все выявленные при проверке неисправности устраняются, а при невозможности их устранения непосредственно на вагоне неисправное тормозное оборудование, предохранительные (поддерживающие) устройства, поводки выпускных клапанов с вагона демонтируются.
2.2.3 Запасный резервуар, если до времени проведения его полного освидетельствования остается более 1,5 лет, непосредственно на вагоне подвергается частичному техническому освидетельствованию в соответствии с нормативными документами по надзору за воздушными резервуарами железнодорожного подвижного состава.
При этом на запасном резервуаре Р7-78 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей площадью не более 0,24 м2 и глубиной до 0,3 мм, на запасном резервуаре Р7-135 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 60 мм, и коррозионные повреждения общей площадью не более 0,32 м2 и глубиной до 0,3 мм.
2.2.4 У камеры модельного ряда 295 и 6540.01 на вагоне, в случае демонтажа главной и магистральной частей, необходимо проверить расстояние от привалочной плоскости фланца для главной части воздухораспределителя до рабочей поверхности кривошипа режимного валика воздухораспределителя и размер посадочного места под сетчато-войлочный фильтр.
Расстояние от привалочной плоскости для фланца главной части воздухораспределителя до рабочей поверхности кривошипа режимного валика воздухораспределителя должно быть у камеры 295.001 для груженого режима (80 + 1) мм, для среднего - (87 + 1) мм, для порожнего - не менее 98 мм; у камер 6540.01, 295М.001 и 295М.002 для груженого режима (80+1) мм, для среднего (85 + 1) мм, для порожнего не менее 98 мм. В случае несоответствия размеров приведенным выше значениям режимный валик воздухораспределителя следует заменить.
Размер посадочного места под сетчато-войлочный фильтр камер модельного ряда 295 и под фильтр очистки сжатого воздуха камеры модельного ряда 6540.01 должен быть в пределах от 72 до 72,5 мм. Камеру воздухораспределителя, не выдержавшую контроль, следует заменить.
(Измененная редакция. Изм. 5-2014, 36-2016)
2.2.5 Корпус тормозного цилиндра не должен иметь трещин и отколов.
Внутреннюю поверхность тормозного цилиндра необходимо очистить и осмотреть - наличие ржавчины, рисок не допускается.
На внутреннюю поверхность тормозного цилиндра перед постановкой в него отремонтированного поршневого узла должна быть нанесена смазка ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
2.2.6 У труб магистрального воздухопровода вне резьбы и мест крепления допускается местный износ по внешнему диаметру (потертость) глубиной не более 0,6 мм.
Для очистки внутренней поверхности магистрального воздухопровода его необходимо обстучать деревянным молотком массой не более 1 кг и пропустить через него ерш.
Для контроля внутреннего прохода магистрального воздухопровода через него необходимо пропустить металлический шарик диаметром (28 - 1) мм.
У вагона с тормозным воздухопроводом (магистральный воздухопровод и подводящие трубы), выполненным из безрезьбовых труб, необходимо произвести разборку узлов их соединений в случае:
- если гарантийный срок службы соединительной арматуры закончился или заканчивается в следующий плановый межремонтный период;
- если производился демонтаж соответствующего тормозного оборудования или замена труб.
При разборке узлов соединений безрезьбовых труб необходимо произвести оценку технического состояния всех деталей соединения, неисправные детали в узлах соединений заменить исправными, а уплотнительные полиуретановые кольца и прокладки, вне зависимости от их состояния, заменить на новые.
Оценку технического состояния деталей узлов соединения безрезьбовых труб, а также их сборку необходимо производить в соответствии с руководством по эксплуатации соединительной арматуры для безрезьбовых труб пневматических систем железнодорожного подвижного состава.
2.2.7 Все снятое с вагона тормозное оборудование должно быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные подразделения или СЦ.
Снятые с вагона предохранительные (поддерживающие) устройства, поводки выпускных клапанов должны быть направлены для ремонта в соответствующие ремонтные подразделения.
(Измененная редакция. Изм. 5-2014)
2.2.8 На отремонтированном вагоне, взамен снятого с него тормозного оборудования, предохранительных (поддерживающих) устройств, поводков выпускных клапанов, должно быть установлено новое или отремонтированное тормозное оборудование, предохранительные (поддерживающие) устройства, поводки выпускных клапанов.
У кронштейна-камеры модельного ряда КАВ30 и камеры модельного ряда 6540 01, в случае демонтажа с него главной и магистральной частей, фильтр очистки сжатого воздуха следует устанавливать только новый.
(Измененная редакция. Изм. 5-2014, 36-2016)
2.2.9 Допускается при производстве деповского ремонта производить замену резьбовых труб тормозного воздухопровода на безрезьбовые с применением при этом соответствующих концевых кранов, магистральных тройников, трехходовых кранов и соединительной арматуры.
У вагонов, тормозной воздухопровод которых в соответствии с конструкторской (в том числе ремонтной) документацией на данные вагоны выполнен из безрезьбовых труб, запрещается производить замену безрезьбовых труб на резьбовые.
2.2.10 Тормоз вагона, прошедшего деповской ремонт, должен быть принят и испытан в соответствии с разделами 18 и 19.
2.3 Объем ремонта тормозного оборудования при капитальном ремонте грузовых вагонов
2.3.1 При капитальном ремонте с вагона демонтируется все тормозное оборудование, детали его крепления, предохранительные (поддерживающие) устройства, поводки выпускных клапанов.
Все снятое с вагона тормозное оборудование должно быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные подразделения или СЦ.
Снятые с вагона предохранительные (поддерживающие) устройства, поводки выпускных клапанов должны быть направлены для осмотра и ремонта в соответствующие ремонтные подразделения.
У предохранительных и поддерживающих устройств не допускается наличие изломов, трещин, деформации, износ рабочих поверхностей.
(Измененная редакция. Изм. 5-2014)
2.3.2 Взамен снятого на вагоне должно быть установлено новое или отремонтированное тормозное оборудование, новые детали его крепления, новые или отремонтированные предохранительные (поддерживающие) устройства и поводки выпускных клапанов.
Тормозной воздухопровод вагона должен быть выполнен из безрезьбовых труб с применением при этом соответствующих концевых кранов, магистральных тройников, трехходовых кранов и соединительной арматуры.
Допускается по требованию владельца вагона, тормозной воздухопровод которого выполнен в соответствии с конструкторской документацией на вагон из резьбовых труб, производить его ремонт без замены резьбовых труб на безрезьбовые.
2.3.3 После монтажа магистрального воздухопровода на вагоне его необходимо обстучать деревянным молотком массой не более 1 кг и пропустить через него ерш, для контроля внутреннего прохода магистрального воздухопровода через него необходимо пропустить металлический шарик диаметром (28 - 1) мм.
2.3.4 Грузовой вагон (за исключением рефрижераторных вагонов) с тормозным воздухопроводом, выполненным из безрезьбовых труб, поступивший в первый капитальный ремонт, разрешается ремонтировать без снятия с него:
- труб магистрального воздухопровода, если они выполнены из бесшовных стальных труб по ГОСТ 8734, не имеют неисправностей и при условии, что магистральный воздухопровод не претерпел конструктивных изменений при деповских ремонтах;
- подводящих труб к авторежиму, если они выполнены из бесшовных стальных труб по ГОСТ 8734, не имеют неисправностей и не претерпели конструктивных изменений при деповских ремонтах.
При этом у безрезьбовых труб необходимо произвести разборку узлов их соединений и оценку технического состояния всех деталей соединений в соответствии с руководством по их эксплуатации. Неисправные детали в узлах соединений необходимо заменить исправными, а все уплотнительные полиуретановые кольца и прокладки, вне зависимости от их состояния, заменить на новые. Сборку узлов соединений безрезьбовых труб необходимо производить в соответствии с руководством по эксплуатации соединительной арматуры для безрезьбовых труб пневматических систем железнодорожного подвижного состава.
После сборки должна быть произведена очистка и проверка магистрального воздухопровода в соответствии с пунктом 2.3.3.
2.3.5 Тормоз вагона, прошедшего капитальный ремонт, должен быть принят и испытан в соответствии с разделами 18 и 19.
3 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ТОРМОЗНОМУ ОБОРУДОВАНИЮ И МОНТАЖУ ЕГО НА ВАГОНАХ ПРИ ВСЕХ ВИДАХ РЕМОНТА ГРУЗОВЫХ ВАГОНОВ
3.1 На вагоны при всех видах ремонта следует устанавливать только допущенное в установленном порядке к эксплуатации тормозное оборудование, выполненное в климатическом исполнении УХЛ категории 1 согласно ГОСТ 15150.
3.2 Кронштейны для крепления тормозного оборудования на вагоне и его тележках должны быть исправными и соответствовать конструкторской (в том числе ремонтной) документации на конкретную модель вагона и тележки.
3.3 Шплинты в узлах крепления тормозного оборудования необходимо ставить только новые. При установке шплинта разводить необходимо обе его ветви на угол между ними не менее 90°.
3.4 Сетчато-войлочные фильтры и пылеулавливающие сетки при плановых видах ремонта должны ставиться в тормозную систему вагона только новые и предварительно продутые сжатым воздухом.
(Измененная редакция. Изм. 1-2012, 36-2016)
3.5 Все резиновые детали, входящие в тормозное оборудование при ремонте в АКП и (или) АО должны ставиться в зависимости от состояния и с учетом сроков годности.
Установленные сроки годности:
- рукава резинотекстильные 6 лет;
- кольца уплотнительные - 3 года;
- манжеты, уплотнения и прокладки тормозных цилиндров - 6 лет;
- манжеты, диафрагмы и уплотнения клапанов воздухораспределителей, авторежимов - 4 года;
- прокладки воздухораспределителей, авторежимов - 5 лет;
- втулки подвесок тормозных башмаков - 5 лет.
Срок годности для резинотекстильных рукавов исчисляется от даты изготовления, указанной на резиновом ярлыке рукава.
Срок годности остальных резиновых деталей исчисляется от года изготовления (рельефный оттиск на детали, каждая точка на клейме-оттиске обозначает один год, который добавляется к дате изготовления), не считая года изготовления. Дата изготовления новых резиновых деталей, на которые в соответствии с конструкторской документацией не наносится клеймо-оттиск с датой изготовления, определяется по ярлыку, прилагаемому к каждой упаковочной единице этих деталей.
Резиновые детали, срок годности которых истекает в гарантийный межремонтный период, при плановых ремонтах должны быть заменены новыми.
Замену прокладок, диафрагм и уплотнений, на которые в соответствии с конструкторской документацией не наносится клеймо-оттиск с датой изготовления, необходимо производить в зависимости от их состояния.
Наличие у прокладок, диафрагм, манжет и уплотнений подрезов, расслоений, признаков разбухания не допускается.
(Измененная редакция. Изм. 5-2014)
3.6 Полиуретановые втулки подвесок тормозных башмаков должны устанавливаться в зависимости от их состояния и с учетом срока годности.
У полиуретановых втулок подвесок тормозных башмаков не допускается наличие трещин и разрывов.
Срок годности полиуретановых втулок подвесок тормозных башмаков регламентируется техническими условиями на них.
3.7 Замена войлочных колец, входящих в тормозное оборудование, производится в зависимости от их состояния.
3.8 Муфты, тройники, концевые и разобщительные краны, стоп-краны должны быть навернуты на всю длину резьбы и закреплены контргайками. Муфты должны быть закреплены контргайками с обеих сторон.
Муфты, тройники, концевые, трехходовые и разобщительные краны на безрезьбовых трубах должны устанавливаться в соответствии с руководством по эксплуатации арматуры соединительной для безрезьбовых труб пневматических систем железнодорожного подвижного состава и контролироваться моментом затяжки с помощью ключа моментного (динамометрического) согласно приложения Ж настоящего Руководства и конструкторской документацией на конкретную модель вагона.
(Измененная редакция. Изм. 124-2016)
3.9 Уплотнение соединений резьбовых труб, сгонов, стоп-кранов, концевых и разобщительных кранов, соединительных рукавов необходимо выполнять с применением смазки ВНИИ НП-232 с подмоткой из трепаного льна или пеньки.
Уплотнение соединений безрезьбовых труб и применяемых при этом соответствующих концевых кранов, трехходовых кранов обеспечивается наличием в узлах их соединений уплотнительных полиуретановых колец и прокладок. Повторное использование уплотнительных полиуретановых колец и прокладок не допускается.
3.10 Конструкция и размеры тяг и затяжек тормозной рычажной передачи вагонов должны соответствовать конструкторской документации на конкретную модель вагона.
3.11 При сборке все шарнирные соединения и узлы трения тормозной рычажной передачи, включая детали стояночного и ручного тормоза, должны быть смазаны. Рекомендуемые для применения масла и смазки приведены в таблицах 2 и 3.
3.12 На валики тормозной рычажной передачи должны устанавливаться стандартные шайбы и шплинты. Шплинты необходимо ставить новые, разводить необходимо обе ветви шплинта на угол между ними не менее 90°, повторное использование шплинтов запрещено.
Расстояние между шайбой и шплинтом в шарнирных соединениях тормозной рычажной передачи не должно превышать 3 мм. Допускается регулировать этот размер постановкой не более одной дополнительной шайбы необходимой толщины, но не более 6 мм, с таким же диаметром отверстия, как и у основной шайбы.
Валики, расположенные вертикально, должны быть поставлены головками вверх, а установленные горизонтально - должны быть обращены шайбами наружу от продольной оси вагона. Горизонтальные валики, расположенные на продольной оси вагона, должны быть обращены головками в одну сторону.
3.13 Устанавливаемые на вагон главные и магистральные части воздухораспределителей, авторежимы, соединительные рукава, регуляторы тормозных рычажных передач, концевые краны, разобщительные и трехходовые краны, камеры воздухораспределителей, тормозные цилиндры при превышении установленных сроков их хранения после изготовления или ремонта должны быть испытаны. При этом бирки ремонтного предприятия устанавливаются:
- на новые (с сохранением пломбы предприятия-изготовителя) и отремонтированные главные и магистральные части воздухораспределителей, авторежимы;
- на отремонтированные соединительные рукава, концевые краны и регуляторы тормозных рычажных передач.
Бирки ремонтного предприятия не устанавливаются:
- на новые и отремонтированные разобщительные и трехходовые краны, камеры и кронштейны-камеры воздухораспределителей, тормозные цилиндры;
- на новые соединительные рукава, концевые краны и регуляторы тормозных рычажных передач.
Подлежащие постановке на вагон новые соединительные рукава должны иметь бирку предприятия-изготовителя.
Подлежащие постановке на вагон запасные резервуары должны иметь надпись, удостоверяющую положительные результаты их испытаний.
Подлежащие постановке на вагон элементы тормозной рычажной передачи (тяги, триангели, подвески тормозных башмаков, траверсы, подвески траверс) должны иметь клейма, удостоверяющие положительные результаты их испытаний и (или) неразрушающего контроля.
(Измененная редакция. Изм. 5-2014)
3.14 Предохранительные (поддерживающие) устройства тормозного оборудования должны быть установлены в соответствии с требованиями конструкторской (в том числе ремонтной) документации на конкретную модель вагона. Устанавливать предохранительные (поддерживающие) устройства с отступлениями от конструкторской документации запрещается.
3.15 Разобщительный кран от магистрального воздухопровода воздухораспределителю у вагонов с тормозным воздухопроводом, выполненным из резьбовых труб, необходимо установить: либо на ниппеле с резьбой 3/4" и внутренним диаметром не менее 14 и не более 15 мм, ввернутом в магистральный тройник, либо с использованием безрезьбового ниппеля со стороны тройника. Соединение разобщительного крана с тройником производить с применением соединительной арматуры для безрезьбовых труб с заменой резьбовой подводящей трубки на безрезьбовую.
У вагонов с тормозным воздухопроводом, выполненным из безрезьбовых труб, соединение разобщительного крана с магистральным тройником необходимо производить с применением соединительной арматуры для безрезьбовых труб пневматических систем железнодорожного подвижного состава.
Ручка разобщительного крана в открытом положении должна располагаться вдоль подводящей трубы по направлению к воздухораспределителю.
Разобщительный кран должен иметь атмосферное отверстие - постановка разобщительных кранов без атмосферного отверстия запрещается.
(Измененная редакция. Изм. 15-2015, 6-2016)
3.16 Концевой кран необходимо крепить к кронштейну скобой с закреплением ее гайками и фиксацией гаек стопорной планкой. При этом кран должен опираться на кронштейн гранью шестигранной поверхности своего корпуса таким образом, чтобы отросток крана для соединительного рукава располагался под углом 60° к вертикальной оси вагона.
Расстояние от продольной оси вагона до оси корпуса крана на рефрижераторных вагонах должно быть не более 350 мм, на остальных грузовых вагонах - от 280 до 320 мм.
Расстояние от лобового листа концевой балки до оси поворота ручки концевого крана следует выдерживать в следующих пределах:
от 156 до 167 мм - у 4-осных вагонов с длиной по осям сцепления автосцепок до 21 м и ударной розеткой, имеющей длину выступающей части 185 мм;
от 190 до 210 мм - у 4-осных вагонов с длиной по осям сцепления автосцепок до 21 м и ударной розеткой, имеющей длину выступающей части 130 мм;
от 246 до 257 мм - у вагонов с длиной по осям сцепления автосцепок более 21 м.
Допускается эксплуатация 4-осных вагонов длиной по осям сцепления автосцепок до 21 м с ударной розеткой, имеющей длину выступающей части 130 мм, с расстоянием от лобового листа концевой балки до оси поворота ручки концевого крана от 156 до 167 мм до поступления их в капитальный ремонт.
3.17 Тормозное оборудование следует крепить на вагоне без применения прокладок.
На рефрижераторных вагонах для крепления запасного резервуара допускается применять подкладки из древесины влажностью не более 25 %.
3.18 Магистральный тройник следует крепить к раме вагона двумя болтами M16 с постановкой пружинных шайб, прорезных или корончатых гаек и шплинтов, входящих в отверстие болта и прорезь гайки.
3.19 Магистральный воздухопровод следует крепить к раме вагона во всех местах, предусмотренных конструкцией вагона. При этом:
- магистральный воздухопровод должен быть закреплен (крепление концевых кранов в этот счет не входит) у 4-осных вагонов не менее чем в шести местах, у 6-осных и 8-осных вагонов - не менее чем в семи;
- крепление магистрального воздухопровода на расстоянии от 280 до 300 мм по обеим сторонам от контргаек (при резьбовых трубах) или накидных гаек (при безрезьбовых трубах) магистрального тройника и муфт промежуточных соединений (при их наличии) является обязательным.
Магистральный воздухопровод следует крепить скобами с закреплением их гайками и фиксацией гаек стопорными планками. Допускается применять вместо стопорных планок стопорные шайбы, а также допускается крепить скобы пружинными шайбами и прорезными или корончатыми гайками с фиксацией шплинтами, входящими в отверстие скобы и прорезь гайки.
На вагонах, оборудованных авторежимом, подводящие к нему трубы должны быть закреплены в соответствии с конструкторской документацией на конкретную модель вагона, но не менее чем в двух местах (каждая), а при наличии у трубы промежуточного муфтового соединения должно быть произведено дополнительное ее крепление на расстоянии от 280 до 300 мм по обеим сторонам от контргаек или накидных гаек муфты.
3.20 Камеру и кронштейн-камеру воздухораспределителей следует крепить четырьмя болтами М20 с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорезь гайки. При этом для крепления кронштейна-камеры на вагоне предпочтительно использовать оригинальные детали крепления, поставляемые изготовителем воздухораспределителей КАВ60.
(Измененная редакция. Изм. 5-2014)
3.21 Запасный резервуар следует крепить хомутами с закреплением их гайками и контргайками с фиксацией гаек стопорными планками и постановкой шплинтов Допускается применять вместо стопорных планок стопорные шайбы, а также допускается крепить хомуты прорезными или корончатыми гайками с постановкой пружинных шайб и фиксацией шплинтами, входящими в отверстие хомута и прорезь гайки.
3.22 Тормозной цилиндр следует крепить болтами М16 или М20 (в зависимости от модели тормозного цилиндра) с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорези гайки. Допускается производить крепление тормозного цилиндра болтами с постановкой стопорных шайб, гаек и контргаек. Количество болтов для тормозных цилиндров с диаметром до 14" (включительно) должно быть не менее четырех, тормозные цилиндры с диаметром 16" необходимо крепить шестью болтами.
3.23 Поводки выпускных клапанов должны быть выполнены в виде цепочек. При этом звенья цепочки должны изготавливаться из проволоки диаметром от 4 до 5 мм, соединительный размер звена (шаг цепочки) должен быть не более 310 мм. Концы звеньев должны быть сварены внахлестку. Соединение поводков с толкателем выпускного клапана воздухораспределителя необходимо производить с помощью кольца с внутренним диаметром от 30 до 40 мм, выполненного навивкой (без сварки) в 2 оборота из пружинной проволоки диаметром 3 мм.
Поводки необходимо выводить на обе стороны вагона.
При постановке поводков необходимо проверять их действие - перемещение поводка должно быть свободным, без заеданий.
3.24 Размеры плеч рычагов в тормозной рычажной передаче вагона должны соответствовать конструкторской (в том числе ремонтной) документации на него и типу (композиционные или чугунные) тормозных колодок.
Схемы тормозных рычажных передач основных типов грузовых вагонов приведены в приложении А.
3.25 Тележки грузового типа должны быть оборудованы устройствами по равномерному износу тормозных колодок в соответствии с разделом 4.
3.26 При плановых ремонтах тормозные колодки должны быть поставлены новые, при этом на одной тележке вагона должны быть установлены тормозные колодки одного типа и конструкции.
Для грузовых вагонов, межремонтный пробег которых составляет 160 тыс. км, допускается при деповском ремонте не производить замену колодок конструкции ФРИТЕКС Контакт при условии, что толщина колодки составляет не менее 38 мм, тормозные колодки на одном триангеле не должны различаться по толщине более чем на 5 мм и должны иметь равномерный износ. Замена тормозных колодок должна производиться на колодки одного типа и конструкции.
(Новая редакция. Изм. 5-2013)
3.27 Тормозные колодки должны быть закреплены чеками по ГОСТ 1203 и не должны выступать за наружные грани колес.
3.28 Выход штока тормозного цилиндра вагона при полном служебном торможении должен соответствовать значениям, приведенным в таблице 1.
Таблица 1 - Выход штока тормозного цилиндра грузовых вагонов при полном служебном торможении
|
Тип вагона и тормозных колодок |
Выход штока, мм |
|
Четырехосный грузовой вагон (в том числе рефрижераторный) с одним тормозным цилиндром (188Б, 002) диаметром 356 мм. |
от 50 до 100 |
|
Композиционные тормозные колодки |
|
|
Четырехосный грузовой вагон с двумя тормозными цилиндрами (710-03) диаметром 254 мм и ходом поршня 240 мм (с раздельным торможением), на тележках с буксовыми узлами, оборудованными адаптерами с упругими элементами. |
|
|
Композиционные тормозные колодки |
|
|
Шестиосный грузовой вагон с одним тормозным цилиндром (519А) диаметром 400 мм. |
|
|
Композиционные тормозные колодки |
|
|
Восьмиосный грузовой вагон с двумя тормозными цилиндрами (188Б, 002) диаметром 356 мм (с раздельным торможением). |
|
|
Композиционные тормозные колодки |
|
|
Восьмиосный грузовой вагон с одним тормозным цилиндром (519А) диаметром 400 мм. |
|
|
Композиционные тормозные колодки |
|
|
Четырехосный грузовой вагон (в том числе рефрижераторный) с одним тормозным цилиндром (188Б, 002) диаметром 356 мм. |
|
|
Чугунные тормозные колодки |
от 75 до 125 |
|
Четырехосный грузовой вагон с двумя тормозными цилиндрами (710, 008) диаметром 254 мм и ходом поршня 125 мм (с раздельным торможением) |
|
|
Композиционные тормозные колодки |
|
|
- на тележках всех типов; |
от 25 до 65 |
|
- на тележках с буксовыми узлами, оборудованными адаптерами. |
от 25 до 75 |
(Измененная редакция. Изм. 6-2014, 15-2015)
Таблица 2 - Перечень масел
|
Масло |
Марка |
Стандарт |
Назначение |
|
Осевое |
Л |
Для смазки шарнирных соединений тормозных рычажных передач |
|
|
З |
|||
|
С |
|||
|
Индустриальное |
И-12А |
Для смазки резьбы, не требующей уплотнения, для пропитки втулок из порошкового легированного материала |
|
|
И-20А |
|||
|
И-30А |
|||
|
И-40А |
|||
|
И-50А |
Таблица 3 - Перечень смазок
|
Смазка |
Стандарт, технические условия |
Назначение |
|
ЖТ-79Л |
ТУ 0254-002-01055954-01 |
Для смазки деталей воздухораспределителей, авторежимов, тормозных цилиндров, концевых кранов, шаровых разобщительных и трехходовых кранов и прочих тормозных приборов (для поверхностей трения «металл-металл» и «металл-резина», уплотнительных колец, резиновых манжет и канавок под них, войлочных смазочных колец, лабиринтных уплотнений, резьбовых соединений, не требующих уплотнения) |
|
ПЛАСМА-Т5 |
ТУ 0254-006.17432726-10 |
|
|
ВНИИ НП-232 |
Для уплотнения соединений резьбовых труб тормозного воздухопровода, резьбы заглушек и присоединительной арматуры тормозного оборудования, для смазки пробок в пробковых разобщительных кранах |
|
|
ЦИАТИМ-201 |
Для деталей регуляторов тормозных рычажных передач |
|
|
Графитная УСсА |
Для смазки деталей ручного и стояночного тормоза. |
(Измененная редакция. Изм. 5-2013)
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ГРУЗОВЫХ ВАГОНОВ
4.1 Поступившие в ремонт узлы и детали тормозной рычажной передачи вагонов должны быть очищены от грязи и старой смазки.
4.2 Рычаги, затяжки, тяги тормозной рычажной передачи, имеющие трещины, постановке на вагон и ремонту не подлежат.
Допускается выполнять ремонт сваркой и наплавкой:
- изношенных поверхностей затяжек горизонтальных рычагов;
- изношенных поверхностей горизонтальных и вертикальных рычагов;
- отбитых ребер для двойной шплинтовки валиков у вертикальных рычагов тележек грузового типа;
- трещин в сварных швах вертикальных рычагов тележек грузового типа;
- валиков шарнирных соединений тормозной рычажной передачи при износе не более 3 мм;
- валиков подвесок тормозных башмаков при износе не более 5 мм;
- скоб устройств по равномерному износу тормозных колодок, имеющих износ (потертости) глубиной до 3 мм;
- тормозных тяг;
- изношенных поверхностей деталей триангеля;
- трещин в сварных швах триангеля;
- деталей стояночного и ручного тормоза.
4.3 Допускается производить ремонт сваркой и наплавкой деталей предохранительных и поддерживающих устройств, имеющих износ (потертости), составляющий не более 30 % от их толщины.
4.4 Валики шарнирных соединений тормозной рычажной передачи и валики подвесок тормозных башмаков после восстановления наплавкой должны быть обработаны до чертежных размеров.
4.5 Тормозные тяги после ремонта сваркой должны быть испытаны на растяжение с последующим их дефектоскопированием и клеймением в соответствии с нормативными документами по испытанию на растяжение и неразрушающему контролю деталей вагонов.
Тормозные тяги при производстве капитального ремонта подлежат испытанию на растяжение с последующим дефектоскопированием вне зависимости от того, производился их ремонт сваркой или нет.
Испытанию на растяжение с последующим дефектоскопированием подлежат также вновь изготовленные тормозные тяги.
4.6 Втулки шарнирных соединений в рычагах, затяжках и тягах, имеющие выкрашивания и трещины, должны быть заменены.
Замене подлежат также втулки, выступающие за пределы толщины рычагов, затяжек и головок тяг более чем на 1 мм.
При капитальном ремонте вагонов втулки, изношенные по внутреннему диаметру более 1 мм от номинального размера шарнирного соединения, необходимо заменить.
При деповском ремонте вагонов втулки, изношенные по внутреннему диаметру более 1,5 мм от номинального размера шарнирного соединения, необходимо заменить.
При замене следует устанавливать новые втулки из композиционного прессовочного материала.
(Измененная редакция. Изм. 5-2013)
4.7 Валики в шарнирные соединения необходимо устанавливать при капитальном ремонте вагонов новые или отремонтированные, при деповском ремонте вагонов допускается постановка валиков, имеющих износ по диаметру не более 1 мм.
4.8 Триангель тормозной рычажной передачи тележек грузового типа необходимо ремонтировать с соблюдением следующих требований:
- каждый триангель до сборки его с башмаками должен быть испытан в соответствии с нормативным документом по испытанию на растяжение деталей вагонов, при этом на узкой стороне распорки выдержавшего испытание триангеля, ближе к струне, должно быть нанесено клеймо ремонтного предприятия, при постановке клейма ранее поставленное клеймо ремонтного предприятия необходимо зачеканить или зачистить шлифовальным инструментом, при этом маркировка и клеймо предприятия-изготовителя должны быть сохранены;
- при сборке триангеля тормозные башмаки должны быть установлены так, чтобы при не закрепленной гайке они не качались на цапфе;
- подвески тормозных башмаков, имеющие диаметр поперечного сечения в местах наибольшего износа менее 22 мм, а по усиленному сечению в углах гиба менее 26 мм, а также подвески, у которых при дефектоскопировании обнаружены трещины, ремонтировать и ставить на вагон не разрешается;
- тормозные башмаки, имеющие толщину перемычки отверстия под чеку 5,5 мм и менее, ставить на вагон не разрешается, допускается ремонтировать их путем приварки новых перемычек, при этом приварка новых перемычек в виде скоб, заходящих на боковые стороны башмака, не допускается;
- изношенную и поврежденную резьбу цапф триангеля допускается восстанавливать наплавкой с последующей ее нарезкой, восстановленную резьбу необходимо контролировать резьбовыми калибрами;
- все подвески тормозных башмаков подлежат дефектоскопированию в соответствии с нормативными документами по неразрушающему контролю деталей вагонов, на проушине изогнутой ветви прошедшей контроль подвески должно быть нанесено клеймо ремонтного предприятия, при постановке клейма ранее поставленное клеймо ремонтного предприятия необходимо зачистить, при этом маркировка и клеймо предприятия-изготовителя должны быть сохранены, дефектоскопирование подвесок, подлежащих ремонту, необходимо производить после их ремонта.
4.9 Проверка состояния втулок кронштейнов боковых рам тележек грузового типа для крепления подвесок тормозных башмаков и их замена производится в соответствии с нормативными документами по ремонту тележек грузового типа.
4.10 При сборке тормозной рычажной передачи тележек грузового типа необходимо:
- втулки в подвески тормозных башмаков при капитальном и деповском ремонте ставить новые, допускается при деповском ремонте вагонов повторное использование полиуретановых втулок, не имеющих трещин и разрывов при условии, что срок их годности не истекает в следующий межремонтный период;
- валики в подвески тормозных башмаков устанавливать с обязательным применением предохранительных устройств от их выпадения, при капитальном ремонте валики устанавливать новые или отремонтированные, при деповском ремонте вагонов допускается постановка валиков, имеющих износ не более 1 мм;
- шплинты ставить только новые и разводить обе ветви шплинта на угол между ними не менее 90°, повторное использование шплинтов запрещено;
- устанавливать только вертикальные рычаги, в конструкции которых предусмотрен предохранитель от завала шарнирного соединения вертикального рычага с серьгой мертвой точки;
- у тележек, не имеющих устройства торсионного типа для равномерного износа тормозных колодок, на распорке каждого триангеля установить устройство по равномерному износу тормозных колодок в соответствии с конструкторской документацией ПКБ ЦВ, при этом скоба устройства должна быть выполнена из прутка диаметром 16 мм и иметь внутренний охватывающий размер (226 + 2) мм, замок скобы приваривать к распорке триангеля не допускается. Скобы не должны иметь изломов, трещин, деформации и сверхнормативных износов. При деповском ремонте вагонов допускается установка скоб, имеющих износ (потертость) не более 1,5 мм, при капитальном - скобы должны устанавливаться только новые или отремонтированные. Устанавливать скобу конструкции Уралвагонзавода с приваренным крюком на триангеле запрещается;
- размеры «С» (размер от оси кронштейна до оси соединения серьги с вертикальным рычагом) и «Р» (размер по осям соединения затяжки с вертикальными рычагами) (рисунок 1) необходимо устанавливать в зависимости от толщины тормозных колодок и диаметра колес в соответствии с таблицами 4 - 6;
- правильность регулировки тормозной рычажной передачи тележки необходимо определять перед подкаткой ее под вагон при вручную прижатых тормозных колодках к колесам, контролируя размер «п» и наклон внутреннего вертикального рычага (рычага тележки, соединенного с тормозной тягой вагона). Размер «n» (расстояние от центра шкворневого отверстия подпятника до оси верхнего отверстия внутреннего вертикального рычага) должен находиться в пределах, приведенных в таблицах 4 - 6, а внутренний вертикальный рычаг должен быть наклонен своим верхним плечом в сторону надрессорной балки. При несоответствии размера «n» значениям, приведенным в таблицах 4 - 6, тормозную рычажную передачу тележки допускается регулировать за счет изменения размеров «С» и «Р».
4.11 Технические требования по ремонту траверс, предохранительных устройств и сборке тормозной рычажной передачи тележек рефрижераторных вагонов приведены в разделе 23.
4.12 Регулировка тормозной рычажной передачи вагона производится в соответствии с разделом 17.
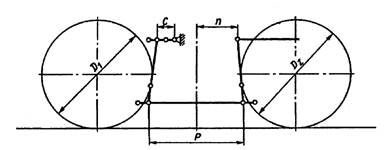
Рисунок 1 - Схема тормозной рычажной передачи
двухосной тележки грузового типа
Таблица 4 - Монтажные размеры тормозной рычажной передачи двухосной тележки грузового типа с тормозными колодками толщиной (50 + 5) мм
|
Обозначение размера |
Величина размера, мм, при среднем диаметре колес тележки Dср = (D1 + D2)/2, мм |
||||||
|
более 959 |
959 - 943 |
942 - 928 |
927 - 904 |
903 - 886 |
885 - 870 |
менее 870 |
|
|
С |
227 |
127 |
177 |
227 |
127 |
177 |
227 |
|
n |
350 - 450 |
350 - 400 |
350 - 450 |
350 - 400 |
350 - 450 |
||
|
Р |
950 |
1030 |
1110 |
||||
Таблица 5 - Монтажные размеры тормозной рычажной передачи двухосной тележки грузового типа с тормозными колодками толщиной (60 ± 4) мм
|
Обозначение размера |
Величина размера, мм, при среднем диаметре колес тележки Dср = (D1 + D2)/2, мм |
|||||
|
более 939 |
939 - 923 |
922 - 908 |
907 - 884 |
883 - 866 |
менее 866 |
|
|
С |
227 |
127 |
177 |
227 |
127 |
177 |
|
n |
350 - 450 |
350 - 400 |
350 - 450 |
350 - 400 |
||
|
Р |
950 |
1030 |
1110 |
|||
Таблица 6 - Монтажные размеры тормозной рычажной передачи двухосной тележки грузового типа с тормозными колодками толщиной (65+5) мм
|
Обозначение размера |
Величина размера, мм, при среднем диаметре колес тележки Dср = (D1 + D2)/2, мм |
||||||
|
более 954 |
954 - 930 |
929 - 913 |
912 - 898 |
897 - 874 |
873 - 856 |
менее 856 |
|
|
С |
177 |
227 |
127 |
177 |
227 |
127 |
177 |
|
n |
350 - 400 |
350 - 450 |
350 - 400 |
350 - 450 |
350 - 400 |
350 - 400 |
|
|
Р |
950 |
1030 |
1110 |
||||
5 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ТОРМОЗНОГО ВОЗДУХОПРОВОДА ГРУЗОВЫХ ВАГОНОВ
5.1 Магистральный воздухопровод вагонов должен быть выполнен из бесшовных стальных труб по ГОСТ 8734 с наружным диаметром 42 мм и толщиной стенки 4 мм.
5.2 Магистральный воздухопровод вагонов, в общем случае, должен быть выполнен из двух участков труб, соединенных между собой магистральным тройником. Каждый участок должен быть выполнен из цельной трубы - без промежуточных соединений.
При этом наличие у магистрального воздухопровода дополнительных промежуточных муфтовых (не сварных) соединений допускается только у вагонов, для которых это предусмотрено конструкторской документацией.
Допускается при деповском ремонте вагонов выполнять магистральный воздухопровод из труб, сваренных между собой в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов, при этом количество сварных соединений на весь магистральный воздухопровод не должно превышать пяти. А также допускается при деповском ремонте вагонов, для которых конструкторской документацией не предусмотрено наличие дополнительных промежуточных (не сварных) соединений, выполнять магистральный воздухопровод не более чем с одним промежуточным муфтовым (не сварным) соединением при расположении его не ближе 600 мм от магистрального тройника.
5.3 При капитальном ремонте вагонов для магистрального воздухопровода должны применяться только новые трубы. Применение труб, бывших в употреблении, запрещается.
Допускается у вагонов, поступивших в первый капитальный ремонт, не менять магистральный воздухопровод в соответствии с пунктом 2.3.4.
При деповском ремонте вагонов для магистрального воздухопровода допускается использование труб с местным износом по внешнему диаметру (с потертостью) глубиной не более 0,6 мм вне мест их крепления, вне резьбовой части (для резьбовых труб), вне мест их соединения (для безрезьбовых труб).
5.4 Подводящие трубы должны быть выполнены из стальных бесшовных труб по ГОСТ 8734 с наружным диаметром 27 мм и толщиной стенки 3,2 мм.
5.5 Подводящие трубы, в общем случае, должны быть выполнены из цельных труб - без промежуточных соединений.
При этом наличие у подводящих труб к авторежиму дополнительных промежуточных муфтовых (не сварных) соединений допускается только у вагонов, для которых это предусмотрено конструкторской документацией.
Допускается при деповском ремонте вагонов, для которых конструкторской документацией не предусмотрено наличие у подводящих труб к авторежиму дополнительных промежуточных (не сварных) соединений, выполнять эти трубы с одним промежуточным муфтовым (не сварным) соединением.
5.6 При капитальном ремонте вагонов подводящие трубы должны устанавливаться только новые.
Допускается у вагонов, поступивших в первый капитальный ремонт, не менять подводящие трубы к авторежиму в соответствии с пунктом 2.3.4.
5.7 Применение на полувагонах, крытых вагонах и вагонах-зерновозах для соединения магистрального воздухопровода с камерой воздухораспределителя соединительных рукавов Р36 допускается только при техническом обслуживании этих вагонов. При этом соединительные рукава должны монтироваться без излома в месте изгиба в соответствии с конструкторской документацией ПКБ ЦВ.
Установка соединительных рукавов Р36 при проведении плановых видов ремонта запрещается.
(Измененная редакция. Изм. 15-2015)
5.8 Радиус изгиба труб магистрального воздухопровода (по продольной оси трубы) должен быть не менее 500 мм, подводящих труб - не менее 100 мм.
5.9 При оборудовании вагонов тормозным воздухопроводом с применением резьбовых труб резьба на трубах должна быть выполнена методом накатки или нарезана плашками.
Запрещается нарезать резьбу на трубах резцом.
После изготовления резьба должна быть проверена резьбовыми калибрами.
6 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ ЗАПАСНЫХ РЕЗЕРВУАРОВ ГРУЗОВЫХ ВАГОНОВ
6.1 Поступивший в ремонт запасный резервуар необходимо снаружи очистить от пыли и загрязнений, продуть сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2], после чего подвергнуть полному техническому освидетельствованию, в том числе гидравлическому испытанию.
6.2 Полное техническое освидетельствование, в том числе гидравлическое испытание, производится в соответствии с нормативными документами по надзору за воздушными резервуарами железнодорожного подвижного состава. При этом:
- на запасном резервуаре Р7-78 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей площадью не более 0,24 м2 и глубиной до 0,3 мм;
- на запасном резервуаре Р7-135 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 60 мм, и коррозионные повреждения общей площадью не более 0,32 м2 и глубиной до 0,3 мм;
- давление гидравлического испытания запасного резервуара должно быть равным (1,05 + 0,05) МПа [(10,5 + 0,5) кгс/см2], время испытания - не менее 10 минут.
Результаты гидравлического испытания признаются удовлетворительными, если не обнаружено:
- течи, трещин в основном металле и сварных соединениях;
- падения давления в запасном резервуаре за время проведения испытания.
После гидравлического испытания запасный резервуар должен быть просушен внутри.
6.3 При удовлетворительных результатах испытаний на цилиндрической части запасного резервуара наносится надпись, содержащая дату и пункт осмотра и испытания резервуара. Надпись должна быть нанесена белой краской шрифтом высотой 21 мм согласно Альбому знаков и надписей на вагонах грузового парка колеи 1520 мм. Кроме того, результаты испытания фиксируются в учетной книге установленной формы.
7 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ КАМЕР И КРОНШТЕЙНОВ-КАМЕР ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА
(Измененная редакция. Изм. 5-2014)
7.1 Поступившую в ремонт камеру воздухораспределителя необходимо снаружи очистить от пыли и загрязнений.
7.2 Ремонт камеры воздухораспределителя необходимо производить с соблюдением следующих требований:
- у камеры воздухораспределителя должны быть вывинчены пробка, заглушки и накидные гайки с наконечниками, извлечены пылеулавливающие сетки, режимный валик и сетчато-войлочный фильтр;
- очистку внутренних полостей камеры воздухораспределителя следует производить сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2], предварительно обстучав ее деревянным молотком массой не более 1 кг;
- у корпуса камеры воздухораспределителя и ее деталей не допускаются трещины и отколы, при наличии у корпуса камеры воздухораспределителя трещин и отколов в области ушек для ее крепления допускается ремонт сваркой и наплавкой в соответствии с требованиями Инструкции по сварке и наплавке при ремонте грузовых вагонов;
- расстояние от привалочной плоскости для главной части воздухораспределителя до рабочей поверхности кривошипа режимного валика воздухораспределителя должно быть у камеры 295.001 для груженого режима (80+1) мм, для среднего - (87+1) мм, для порожнего -не менее 98 мм, у камер 6540.01, 295М.001 и 295М.002 для груженого режима (80+1) мм, для среднего - (85+1) мм, для порожнего - не менее 98 мм;
- сетчато-войлочный фильтр и пылеулавливающие сетки при плановых видах ремонта должны быть заменены новыми, предварительно продутые сжатым воздухом;
- размер посадочного места под фильтр должен быть в пределах от 72 до 72,5 мм;
- при сборке камеры воздухораспределителя на трущиеся поверхности валика необходимо нанести тонкий слой смазки ЖТ-79Л или ПЛАСМА-Т5, резьба заглушек должна быть уплотнена.
(Измененная редакция. Изм. 1-2012, 5-2013, 36-2016)
7.3 После сборки камеру воздухораспределителя необходимо испытать на герметичность.
7.4 Испытание камеры воздухораспределителя на герметичность необходимо производить сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
При этом у камеры воздухораспределителя одновременно проверять можно следующие внутренние каналы и камеры:
- канал тормозного цилиндра с рабочей камерой;
- канал дополнительной разрядки с золотниковой камерой;
- магистральный канал с каналом запасного резервуара.
Допускается производить проверку каждого канала или камеры в отдельности.
В течение 1 минуты падение установившегося в проверяемом канале и (или) камере давления сжатого воздуха не допускается.
7.5 Ремонт и испытание кронштейнов-камер КАВ30 необходимо производить в СЦ.
(Введен дополнительно. Изм. 5-2014)
8 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ ТОРМОЗНЫХ ЦИЛИНДРОВ ГРУЗОВЫХ ВАГОНОВ
8.1 Поступивший в ремонт тормозной цилиндр необходимо снаружи очистить от пыли и загрязнений, после чего разобрать.
8.2 Ремонт тормозного цилиндра необходимо производить с соблюдением следующих требований:
- у корпуса тормозного цилиндра и его деталей не допускаются трещины, отколы, изломы и срыв резьбы;
- при наличии на фланцах корпуса и передней крышки не более двух трещин (на каждом фланце) и при условии, что трещины не выходят на рабочие поверхности и длина каждой трещины не превышает 30 мм - для тормозного цилиндра с диаметром 14" и более, и 20 мм - для тормозного цилиндра с диаметром менее 14", допускается производить заварку трещин в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов;
- при наличии на фланцах корпуса и передней крышки не более двух отколов (на каждом фланце) и при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов, допускается приваривать отбитые части в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов;
- на внутренней поверхности корпуса не допускается наличие коррозии и рисок;
- не допускается износ направляющего отверстия для штока поршня в передней крышке до диаметра более 78 мм;
- у пружины должны быть проконтролированы ее силовые параметры;
- у манжеты и резинового пылезащитного уплотнения должны быть проверены срок годности и их состояние - расслоения, надрывы, подрезы не допускаются;
- смазочное войлочное кольцо должно быть пропитано смазкой ЖТ-79Л или ПЛАСМА-Т5, а при наличии дефектов (выровов, уплотнений) заменено на новое, также пропитанное смазкой. Для пропитки кольцо смазывают смазкой и выдерживают при температуре +80 °С не менее 4 часов;
- сетчатые фильтры в передней крышке цилиндра следует очистить, промыть и продуть сжатым воздухом;
- прокладка, вне зависимости от её состояния, должна быть заменена на новую, новая прокладка должна быть ровной, без надрывов и признаков разбухания;
- в процессе сборки манжета и все поверхности трения металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
8.3 После сборки тормозной цилиндр необходимо испытать на герметичность.
8.4 Испытание тормозных цилиндров на герметичность необходимо производить сжатым воздухом под давлением (0,40 ± 0,01) МПа [(4,0 ± 0,1) кгс/см2] при выходе штока (100 ± 10) мм - для тормозного цилиндра с полным ходом поршня 240 мм, (65 ± 10) мм - для тормозного цилиндра с полным ходом поршня 125 мм. При этом падение установившегося в испытываемом тормозном цилиндре давления сжатого воздуха допускается не более чем на 0,01 МПа (0,1 кгс/см2) в течение 3 минут.
9 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ КОНЦЕВЫХ И РАЗОБЩИТЕЛЬНЫХ КРАНОВ
9.1 Концевые краны 190, 4304, 4304М
9.1.1 Поступивший в ремонт концевой кран необходимо разобрать, все детали промыть и продуть сжатым воздухом.
9.1.2 Ремонт концевого крана необходимо производить с соблюдением следующих требований:
- у корпуса концевого крана не допускаются трещины, отколы и повреждение резьбы;
- у штуцера концевого крана не допускаются трещины, отколы и повреждение резьбы;
- штуцер, имеющий присоединительную резьбу с проточкой (штуцер концевого крана 190 и 4304) должен быть проверен на герметичность до сборки его с корпусом концевого крана;
- суммарный износ деталей эксцентрикового механизма более 2 мм не допускается, изношенные поверхности шипа кривошипа и паза клапана допускается восстанавливать наплавкой с последующей их обработкой до чертежных размеров;
- резиновые уплотнительные кольца у клапана должны быть заменены на новые;
- на поверхностях седел корпуса и штуцера не допускаются забоины, вмятины и риски;
- в процессе сборки трущиеся поверхности деталей концевого крана необходимо смазать смазкой ЖТ-79Л или ПЛАСМА-Т5, резьба штуцера концевого крана 190 и 4304 должна быть уплотнена смазкой ВНИИ НП-232, у концевого крана 4304М уплотнение соединения штуцера и корпуса производится постановкой новой уплотнительной полиуретановой прокладки;
- при сборке штуцер концевого крана должен быть ввернут в его корпус до упора;
- ручка концевого крана должна быть закреплена на квадрате кривошипа;
- у концевого крана 190 не допускается наличие зазора между квадратом ручки и квадратом кривошипа, при этом допускается устранять его постановкой металлической пластины толщиной не более 1 мм с обязательной фиксацией ее шплинтом, крепящим ручку крана на квадрате кривошипа;
- у собранного концевого крана при переводе ручки в закрытое положение должен ощущаться переход эксцентрика через его крайнее положение - сначала нарастание усилия сопротивления, а затем резкое его снятие.
(Измененная редакция. Изм. 5-2013)
9.1.3 После сборки концевой кран необходимо испытать на герметичность.
9.1.4 Испытание концевых кранов на герметичность необходимо производить сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
При проведении испытания отросток концевого крана для соединительного рукава должен быть заглушен, сжатый воздух должен подаваться со стороны штуцера.
Испытание производится при двух положениях концевого крана - при открытом и при закрытом.
Проверка герметичности концевого крана производится одним из следующих способов:
- по наличию мыльных пузырей;
- по падению давления.
При проверке герметичности по образованию мыльных пузырей обмыливать необходимо все наружные поверхности концевого крана, включая его атмосферное отверстие, и соединение корпуса со штуцером. При этом появление пузырей не допускается.
Проверка герметичности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре в течение 5 минут не допускается.
9.1.5 На отремонтированном концевом кране должна быть установлена бирка с нанесенными на ней номером АКП и датой ремонта (число, месяц и две последние цифры года).
9.2 Концевые краны 4314 и 4314Б
9.2.1 Ремонт концевого крана необходимо производить с соблюдением следующих требований:
- поступивший в ремонт концевой кран необходимо разобрать, при этом клапан в сборе с уплотнением разбирать не допускается;
- все детали и клапан в сборе с уплотнением следует промыть и продуть сжатым воздухом;
- у корпуса концевого крана не допускаются трещины, отколы и повреждение резьбы;
- у штуцера концевого крана не допускаются трещины, отколы и повреждение резьбы;
- суммарный износ деталей эксцентрикового механизма более 3 мм не допускается, изношенные поверхности шипа кривошипа допускается восстанавливать наплавкой с последующей их обработкой до чертежных размеров,
- на поверхностях седел корпуса и штуцера не допускаются забоины, вмятины и риски;
- запрещается разбирать клапан концевого крана и производить у него замену уплотнения и манжеты - в случае неисправности или истекшего срока службы клапана он должен быть заменен исправным или новым, срок службы клапана в сборе с уплотнением и манжетой регламентируется техническими условиями на концевой кран;
- в процессе сборки трущиеся поверхности деталей и корпуса концевого крана необходимо смазать смазкой ЖТ-79Л или ПЛАСМА-Т5;
- при сборке концевого крана, штуцер должен быть ввернут в корпус до упора, уплотнительная полиуретановая прокладка должна быть заменена на новую;
- ручка концевого крана должна быть закреплена на квадрате кривошипа;
- у собранного концевого крана при переводе ручки в закрытое положение должен ощущаться переход эксцентрика через его крайнее положение - сначала нарастание усилия сопротивления, а затем резкое его снятие.
(Измененная редакция. Изм. 5-2013)
9.2.2 После сборки концевой кран необходимо испытать на герметичность в соответствии с пунктом 9.1.4.
9.2.3 Соединение концевого крана 4314Б с деталями для его крепления на магистральном воздухопроводе вагона (накидная гайка, кольцо, шайба, уплотнительное полиуретановое кольцо) необходимо производить после испытания концевого крана, при этом уплотнительное полиуретановое кольцо, вне зависимости от его состояния, необходимо устанавливать новое, накидную гайку на штуцере концевого крана следует только наживить затягивать накидную гайку до монтажа концевого крана на вагон не допускается.
9.2.4 На отремонтированном концевом кране должна быть установлена бирка с нанесенными на ней номером АКП и датой ремонта (число, месяц и две последние цифры года).
9.3 Шаровые разобщительные краны грузовых вагонов
9.3.1 Ремонт и испытание шаровых разобщительных кранов необходимо производить с соблюдением следующих требований:
- поступивший в ремонт шаровой разобщительный кран (далее - кран) должен быть снаружи очищен от пыли и загрязнений;
- у крана проверить наличие на торце квадрата шпинделя четких контрольных рисок и крепление ручки на шпинделе, атмосферные отверстия в корпусе и шаровой заслонке необходимо прочистить и продуть сжатым воздухом, проконтролировать состояние присоединительной резьбы крана, и испытать его на герметичность;
- разбирать кран необходимо только в случае наличия внешних дефектов, нарушающих его работу и при неудовлетворительных результатах испытания;
- если кран подлежал разборке, то при его сборке уплотнительные полиуретановые кольца, вне зависимости от их состояния, должны устанавливаться новые, шаровую заслонку, внутреннюю поверхность корпуса крана, а также поверхности резьбового соединения корпуса и штуцера крана необходимо смазать смазкой ЖТ-79Л или ПЛАСМА-Т5;
- при сборке крана необходимо проверить правильность установки в него шаровой заслонки, шпинделя и ручки. Ручка крана должна быть установлена так, чтобы упор ручки находился между двумя ограничителями её поворота, расположенными на корпусе крана, при открытом положении ручка должна быть направлена вдоль продольной оси крана, при закрытом поперек продольной оси крана. Шаровая заслонка и шпиндель должны быть установлены так, чтобы в закрытом положении атмосферное отверстие в шаровой заслонке и короткая риска на торце шпинделя располагались вдоль продольной оси корпуса крана и были направлены в сторону, в которую была направлена ручка крана при открытом его положении, ручка должна быть закреплена на квадрате шпинделя;
- после сборки кран необходимо испытать на герметичность.
(Измененная редакция. Изм. 5-2013)
9.3.2 Испытание крана на герметичность производится сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Проверка герметичности крана производится одним из следующих способов:
- по наличию мыльных пузырей;
- по падению давления.
Испытание производится при двух положениях крана при открытом и при закрытом.
Сжатый воздух при испытании в открытом положении должен подаваться к одной из присоединительных сторон крана, при этом противоположная сторона должна быть заглушена.
При испытании в закрытом положении сжатый воздух должен подаваться с присоединительной стороны крана, не соединенной с атмосферой, при этом другая сторона крана в случае определения герметичности по наличию мыльных пузырей должна быть заглушена, а в случае определения герметичности по падению давления может оставаться не заглушенной.
При проверке герметичности по наличию мыльных пузырей обмыливать необходимо все наружные поверхности крана, включая атмосферное отверстие в его корпусе. При этом в атмосферном отверстии допускается появление мыльного пузыря, удерживающегося не менее 20 секунд.
Проверка герметичности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления сжатого воздуха в контрольном резервуаре допускается не более чем на 0,01 МПа (0,1 кгс/см2) в течение 5 минут.
9.4 Разобщительный кран пробкового типа грузового вагона (кран 372)
9.4.1 Поступивший в ремонт разобщительный кран пробкового типа (далее - разобщительный кран) необходимо разобрать, все детали промыть и продуть сжатым воздухом, атмосферные отверстия в пробке прочистить.
9.4.2 Все детали разобщительного крана следует осмотреть. Детали должны быть заменены при наличии следующих дефектов:
- трещин и отколов в корпусе;
- изломов и деформации ручки;
- деформации и срыва резьбы;
- деформации квадрата пробки;
- изломов пружины.
Высота пружины в свободном состоянии должна быть в пределах от 29 до 34 мм.
9.4.3 При сборке разобщительного крана следует:
- проверить наличие на торце квадрата пробки четких контрольных рисок;
- проверить наличие на ручке ограничителя ее поворота;
- пробку притереть к корпусу, после чего протереть и смазать смазкой ВНИИ НП-232;
- заглушку поставить на смазку ВНИИ НП-232 и затянуть до упора в корпус;
- проверить правильность установки пробки и ручки. Ручка разобщительного крана должна быть установлена так, чтобы упор ручки находился между двумя ограничителями её поворота, расположенными на корпусе разобщительного крана, при открытом положении ручка должна быть направлена вдоль продольной оси разобщительного крана, при закрытом - поперек продольной оси разобщительного крана. Пробка должна быть установлена так, чтобы в закрытом положении короткая риска на торце её квадрата располагалась вдоль продольной оси корпуса разобщительного крана и была направлена в сторону, в которую была направлена ручка разобщительного крана при открытом его положении;
- ручку закрепить на квадрате пробки, при этом между квадратом пробки и квадратом ручки не должно быть зазора, допускается устранять зазор постановкой между квадратом пробки и квадратом ручки металлической пластины толщиной не более 1 мм с обязательной фиксацией ее штифтом, крепящим ручку крана на квадрате пробки;
9.4.4 После сборки разобщительный кран необходимо испытать на герметичность.
9.4.5 Испытание разобщительного крана на герметичность необходимо производить сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Испытание производится при двух положениях разобщительного крана - при открытом и при закрытом.
При испытании в открытом положении сжатый воздух должен подаваться к одной из присоединительных сторон разобщительного крана, при этом противоположная сторона должна быть заглушена.
При испытании в закрытом положении сжатый воздух должен подаваться с присоединительной стороны разобщительного крана, не соединенной с атмосферой, при этом противоположная сторона должна быть заглушена.
Проверка герметичности разобщительного крана производится одним из следующих способов:
- по наличию мыльных пузырей;
- по падению давления.
При проверке герметичности по наличию мыльных пузырей обмыливать необходимо все наружные поверхности крана, включая атмосферное отверстие в квадрате его пробки и место соединения с заглушкой. При этом в атмосферном отверстии допускается появление мыльного пузыря, удерживающегося не менее 10 секунд.
Проверка герметичности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления сжатого воздуха в контрольном резервуаре допускается не более чем на 0,01 МПа (0,1 кгс/см2) в течение 5 минут.
9.5 Шаровой трехходовой кран 4325Б
9.5.1 Ремонт и испытание шаровых трехходовых кранов необходимо производить с соблюдением следующих требований:
- поступивший в ремонт шаровой трехходовой кран (далее - кран) должен быть снаружи очищен от пыли и загрязнений;
- с крана необходимо демонтировать детали для его соединения с трубами тормозного воздухопровода вагона, проверить у крана наличие на торце квадрата шпинделя четких контрольных рисок и крепление ручки на шпинделе, проконтролировать состояние присоединительной резьбы крана, и испытать его на герметичность;
- разбирать кран необходимо только в случае наличия внешних дефектов, нарушающих его работу, и при неудовлетворительных результатах испытания;
- если кран подлежал разборке, то при его сборке уплотнительные полиуретановые кольца вне зависимости от их состояния должны устанавливаться новые, шаровую заслонку и внутреннюю поверхность корпуса крана необходимо смазать смазкой ЖТ-79Л или ПЛАСМА-Т5;
- при сборке крана необходимо проверить правильность установки в него шпинделя и ручки - при открытом положении крана (все три патрубка крана соединены между собой) короткая риска на торце квадрата шпинделя должна быть направлена в сторону поперечного патрубка крана, ручка при этом должна быть установлена перпендикулярно к продольной оси крана и направлена в сторону, противоположную поперечному патрубку;
- после сборки кран необходимо испытать на герметичность.
(Измененная редакция. Изм. 5-2013)
9.5.2 Испытание крана на герметичность производится сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Проверка герметичности крана производится одним из следующих способов:
- по наличию мыльных пузырей;
- по падению давления.
Испытание крана производится при четырех его положениях при открытом и при трех его положениях с поочерёдно перекрытыми патрубками.
При испытании в открытом положении сжатый воздух должен подаваться к одному из присоединительных патрубков крана при заглушенных двух других.
При испытании крана с поочерёдно перекрытыми патрубками сжатый воздух должен подаваться к перекрытому патрубку (при правильно установленных в соответствии с 9.5.1 шпинделе и ручке перекрытым является тот патрубок, вдоль которого располагается ручка крана). При этом два других патрубка крана в случае определения герметичности по падению давления должны оставаться не заглушенными, а в случае определения герметичности по наличию мыльных пузырей - закрыты специальными заглушками, имеющими атмосферное отверстие диаметром 4 мм.
При проверке герметичности по наличию мыльных пузырей обмыливать необходимо все наружные поверхности крана, включая места соединений его деталей и атмосферное отверстие в специальных заглушках. При этом появление мыльного пузыря не допускается.
Проверка герметичности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления сжатого воздуха в контрольном резервуаре не допускается.
9.5.3 Соединение крана с деталями для его крепления на трубах тормозного воздухопровода вагона необходимо производить после испытания крана, при этом уплотнительные полиуретановые кольца и прокладки, вне зависимости от их состояния, необходимо устанавливать новые, накидные гайки на патрубках крана следует только наживить - затягивать накидные гайки до монтажа крана на вагон не допускается.
10 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ, КОМПЛЕКТОВАНИЕ И ИСПЫТАНИЕ СОЕДИНИТЕЛЬНЫХ РУКАВОВ Р17Б И Р36
10.1 Ремонт соединительных рукавов
10.1.1 Поступивший в ремонт соединительный рукав должны быть очищен от пыли и загрязнений.
10.1.2 После наружной очистки у соединительного рукава Р17Б из соединительной головки удаляется уплотнительное кольцо, у соединительного рукава Р36 отвинчивается контргайка и вывинчивается из наконечника ниппель (при их наличии), а затем производится осмотр и контроль соединительного рукава.
10.1.3 Соединительный рукав должен быть раскомплектован при наличии хотя бы одного из следующих дефектов:
- сдвиг резинотекстильной трубки с хвостовой части наконечников (для соединительных рукавов Р36);
- сдвиг резинотекстильной трубки с хвостовой части соединительной головки или наконечника более чем на 2,5 мм (для соединительных рукавов Р17Б);
- у резинотекстильной трубки - истекшего срока годности, надрывов и глубоких трещин, доходящих до текстильного слоя, отслоений внешнего или внутреннего слоя;
- у наконечников - трещин и отколов, сорванной резьбы;
- у соединительной головки - трещин и отколов, деформации гребня и канавки под уплотнительное кольцо;
- у хомутиков - деформации, изломов, надрывов.
10.1.4 Состояние внутренней поверхности резинотекстильной трубки необходимо контролировать при просвечивании внутреннего прохода соединительного рукава световым лучом на специальном приспособлении.
10.1.5 Контроль деформации гребня соединительной головки необходимо производить шаблоном Р-17 (ПКБ ЦВ).
10.1.6 У соединительного рукава, не имеющего вышеперечисленных дефектов, необходимо проконтролировать:
- расстояние от торца резинотекстильной трубки до хомутика;
- расстояние между ушками хомутика.
Расстояние между ушками хомутика должно быть в пределах от 7 до 16 мм.
Расстояние от торца резинотекстильной трубки до хомутика для рукавов Р36 должно быть от 7 до 12 мм.
Расстояние от торца резинотекстильной трубки до хомутика для рукавов Р17Б должно быть не менее 7 мм, при этом расстояние от упорной поверхности головки (штуцера) до хомутика должно быть не более 14 мм.
При несоответствии требованиям настоящего пункта хомутики необходимо переставить или заменить.
10.1.7 Соединительный рукав, не имеющий перечисленных в п. 10.1.3 дефектов, отвечающий требованиям п. 10.1.6 и имеющий запас срока годности резинотекстильных трубок до следующего планового ремонта, должен быть испытан на прочность и герметичность в соответствии с подразделом 10.3, в ином случае соединительный рукав подлежит раскомплектовке и ремонту.
Перед испытанием в соединительный рукав Р17Б необходимо вставить новое уплотнительное кольцо.
10.1.8 Ремонт соединительного рукава необходимо производить с соблюдением требований пунктов 10.1.3, 10.1.6 и нижеследующих:
- у соединительной головки и наконечников следует проконтролировать внутренний проход и высоту буртика их хвостовой части на соответствие конструкторской документации;
- у резинотекстильной трубки следует проконтролировать наличие фасок по внутреннему диаметру;
- соединительную головку с изношенным гребнем допускается ремонтировать наплавкой с последующей обработкой гребня профильным резцом на специальном оборудовании.
10.2 Комплектование соединительных рукавов
10.2.1 Перед комплектованием у резинотекстильной трубки необходимо проконтролировать отсутствие дефектов и длину.
Состояние внутренней поверхности резинотекстильной трубки контролируется при просвечивании её внутреннего прохода световым лучом на специальном приспособлении.
Длина резинотекстильной трубки должна соответствовать длине, установленной конструкторской документацией на соответствующий тип соединительного рукава.
10.2.2 У новой резинотекстильной трубки с обоих торцов необходимо по внутреннему диаметру снять фаску размером 4 мм под углом 45° и удалить тальк с внутренней поверхности на длине 60 - 70 мм.
10.2.3 На специальном стенде необходимо запрессовать в резинотекстильную трубку соединительную головку и наконечник (для соединительного рукава Р17Б) или два наконечника (для соединительного рукава Р36) до упора в её торец, предварительно нанеся тонкий слой резинового клея по ГОСТ 2199 на внутреннюю поверхность резинотекстильной трубки и на хвостовик соединительной головки и наконечников.
10.2.4 После запрессовки необходимо вновь проконтролировать состояние внутренней поверхности резинотекстильной трубки при просвечивании внутреннего прохода соединительного рукава световым лучом на специальном приспособлении - наличие задиров и отслоений внутреннего слоя не допускается.
10.2.5 Хомутики должны быть закреплены болтами и гайками, ушки хомутиков должны быть расположены в одну сторону, на соединительных рукавах Р17Б ушки хомутиков должны располагаться с тыльной стороны головки, расстояние между ушками стянутого хомутика должно быть в пределах от 7 до 16 мм.
Хомутики, относительно торцов резинотекстильной трубки с запрессованными в неё до упора головкой и штуцерами, должны быть установлены на расстоянии от 7 до 12 мм для рукавов Р36, от 7 до 14 мм - для рукавов Р17Б.
Хомутики на соединительном рукаве следует обжимать на специальном зажиме с фигурными губками, охватывающими хомутик по наружному периметру и сохраняющими его форму. Сжимать хомутики в параллельных тисках запрещается.
10.2.6 В канавку соединительной головки необходимо установить новое уплотнительное кольцо.
10.2.7 После комплектования соединительные рукава должны быть проверены сначала на прочность, а затем на герметичность.
10.3 Испытание соединительных рукавов
10.3.1 Для проверки на прочность соединительные рукава подлежат гидравлическому испытанию под давлением воды в них (1,20 ± 0,02) МПа [(12,0 ± 0,2) кгс/см2] с выдержкой под давлением в течение от 1,5 до 2 мин.
Соединительный рукав считается выдержавшим испытание, если не было обнаружено:
- срыва деталей;
- просачивания воды во время испытания;
- надрывов резинотекстильной трубки;
- остаточного сдвига резинотекстильной трубки с наконечников - для соединительных рукавов Р36;
- остаточного сдвига резинотекстильной трубки с соединительной головки и (или) наконечника более чем на 2,5 мм для соединительных рукавов Р17Б.
10.3.2 Для проверки на герметичность соединительные рукава подлежат пневматическому испытанию с выдержкой под давлением воздуха в них (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2] при полном их погружении в ванну с водой.
Соединительный рукав считается выдержавшим испытание, если в течение 1 минуты не было обнаружено выделения пузырьков воздуха в любой части соединительного рукава. При обнаружении пузырьков воздуха на поверхности резинотекстильной трубки соединительный рукав должен быть выдержан под давлением в ванне с водой до 10 минут и, если выделение пузырьков на поверхности резинотекстильной трубки прекратится, считать его выдержавшим испытание, в ином случае соединительный рукав считается не выдержавшим испытание.
10.3.3 На отремонтированном и выдержавшем испытания соединительном рукаве должна стоять бирка.
Бирка ставится на соединительных рукавах Р36 под гайку одного из хомутиков, на соединительных рукавах Р17Б - под гайку хомутика, установленного на наконечнике. Бирка должна устанавливаться в процессе комплектования соединительного рукава. Допускается ставить бирку на соединительный рукав после его испытания, в этом случае бирку следует ставить под накрученную на болт вторую гайку.
На бирке должны быть нанесены клеймо АКП и дата ремонта или испытания (число, месяц и две последние цифры года).
10.3.4 На соединительном рукаве, выдержавшем испытания без предварительной его раскомплектовки-комплектовки в соответствии с п. 10.1.7, вместо имеющейся бирки ремонтного предприятия с датой предыдущего ремонта или предприятия-изготовителя необходимо установить новую бирку в соответствии с п. 10.3.3.
10.3.5 На новые соединительные рукава, выдержавшие испытания перед постановкой на вагон, бирка ремонтного предприятия не ставится, но при этом на соединительном рукаве должна стоять бирка предприятия-изготовителя, которая должна быть сохранена.
11 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ РЕГУЛЯТОРОВ ТОРМОЗНЫХ РЫЧАЖНЫХ ПЕРЕДАЧ
11.1 Поступивший в ремонт регулятор тормозной рычажной передачи (далее - регулятор) должен быть снаружи очищен от грязи и ржавчины.
11.2 После наружной очистки регулятор необходимо разобрать на специальном приспособлении, все детали и узлы протереть - очистить от старой смазки и грязи.
Допускается производить промывку деталей регулятора в керосине с последующей обязательной просушкой их сжатым воздухом.
11.3 Ремонт регуляторов необходимо производить с соблюдением следующих требований:
- у деталей регулятора не допускаются трещины, изломы, отколы, срыв и деформация резьбы;
- в случае наличия дефектов у защитной трубы и упорной втулки в виде отколов буртика допускается производить ремонт их наплавкой с последующей механической обработкой до чертежных размеров;
- у головки, стакана, тяговой и регулирующей гаек, тягового стержня, крышек стакана не допускается износ конусных поверхностей более 0,6 мм на сторону и наличие на конусных поверхностях выработок в виде канавки глубиной более 0,6 мм,
- у подшипников не допускается наличие трещин на наружных кольцах и сепараторах, а также ржавчины, заусенцев и выкрашивания металла на беговых дорожках внутренних и наружных колец;
- не допускается изгиб винта на длине с диаметром 30 мм (часть винта с трапецеидальной резьбой вместе с гладкой частью) у регуляторов 574Б, РТРП-675 и РТРП-675-М более 4 мм, у регуляторов РТРП-300 - более 2 мм;
- не допускается износ и деформация трапецеидальной резьбы у винта, регулирующей и тяговой гаек - регулирующая и тяговая гайки должны свободно вращаться на винте под действием собственного веса, люфт регулирующей или тяговой гайки вдоль оси винта более 2 мм не допускается;
- у всех пружин должны быть проконтролированы их силовые параметры;
- в процессе сборки резьбовые поверхности, подшипники и поверхности трения должны быть смазаны смазкой ЦИАТИМ-201.
11.4 Каждый отремонтированный регулятор должен быть испытан на испытательном стенде.
На отремонтированном и выдержавшем испытание регуляторе должна стоять бирка. Бирка должна устанавливаться под головку стопорного болта на корпусе регулятора. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
11.5 Стенд для испытания регуляторов должен имитировать работу регулятора на вагоне и обеспечивать:
- проверку регулятора на стабильность работы при имитации нормальных зазоров между колесами и тормозными колодками и полного служебного торможения;
- проверку регулятора на стягивание и роспуск его вручную при имитации отпущенного тормоза;
- проверку регулятора на автоматическое стягивание при имитации увеличенных зазоров между колесами и тормозными колодками и ступени торможения с последующим отпуском;
- проверку регулятора на прочность при растягивающем усилии (8 ± 0,1) тс.
11.5.1 При проверке на стабильность работы при имитации нормальных зазоров между колесами и тормозными колодками и полного служебного торможения регулятор должен работать как жесткая тяга.
11.5.2 При проверке на стягивание и роспуск вручную при имитации отпущенного тормоза регулятор в результате вращения его корпуса на один-два оборота против часовой стрелки (по часовой стрелке) должен увеличивать (уменьшать) размер «а» (расстояние от торца муфты защитной трубы до присоединительной резьбы на винте) соответственно на 30 - 60 мм (рисунки 11, 12, 13).
11.5.3 При проверке на автоматическое стягивание при имитации увеличенных зазоров между колесами и тормозными колодками и ступени торможения с последующим отпуском регулятор должен сокращать размер «а» (расстояние от торца муфты защитной трубы до присоединительной резьбы на винте) после каждой ступени торможения и последующего отпуска на следующие значения:
- от 5 до 11 мм - регулятор 574Б;
- от 7 до 20 мм - регуляторы РТРП-675 и РТРП-675-М;
- от 5 до 10 мм - регулятор РТРП-300.
11.5.4 Испытание регулятора на прочность при растягивающем усилии (8 ± 0,1) тс необходимо производить только на испытательном стенде, конструкцией которого предусмотрено это испытание.
Регулятор выдерживается под растягивающим усилием в течение от 1 до 2 минут, он должен выдержать нагрузку и работать как жесткая тяга.
11.5.5 При проведении испытаний по пунктам 11.5.1, 11.5.2, 11.5.4 и пункту 11.5.3 (в неавтоматическом режиме) винт регулятора 574Б, РТРП-675, РТРП-675-М должен быть вывернут до размера «а» от 300 до 350 мм, регулятора РТРП-300 - от 100 до 150 мм.
При проведении испытания по пункту 11.5.3 на испытательном стенде, предусматривающем проведение проверки в автоматическом режиме, винт регулятора 574Б должен быть вывернут до размера «а» не менее 500 мм, регуляторов РТРП-675, РТРП-675-М - не менее 600 мм, регулятора РТРП-300 - не менее 280 мм, серия ступеней торможения с последующим отпуском должна производиться до полного стягивания регулятора.
11.5.6 Результаты испытания регулятора должны быть отражены в учетной книге установленной формы.
При испытании регулятора на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, должны быть записаны дата испытания, тип и номер принятого регулятора с росписью исполнителя ремонта и руководителя АКП или его заместителя.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
12 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ АВТОРЕЖИМОВ ГРУЗОВЫХ ВАГОНОВ
12.1 Поступившие в ремонт авторежимы, у которых до окончания гарантийного срока службы остается не менее 2 лет, не имеющие наружных повреждений и сильных загрязнений, должны быть испытаны без предварительной их очистки и ремонта.
При положительных результатах испытания на авторежим устанавливается бирка с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года). В случае отрицательных результатов испытания предприятию-изготовителю в установленном порядке направляется акт-рекламация.
Снятые с вагона авторежимы АКВ1 должны быть направлены в СЦ.
(Измененная редакция. Изм. 36-2016)
12.2 Все остальные поступившие в ремонт авторежимы должны быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей водой (от 55 до 70 °С) под давлением в специальных моечных установках. Допускается при сильных загрязнениях производить наружную обмывку авторежимов 5 % раствором кальцинированной соды.
Не допускается применение для наружной очистки керосина, бензина и других агрессивных веществ.
12.3 После обмывки авторежим следует разобрать, все детали и узлы протереть - очистить от грязи и старой смазки, калиброванное отверстие в демпферном поршне продуть сжатым воздухом, все детали и узлы осмотреть и проконтролировать, неисправные детали заменить на новые или отремонтированные.
12.4 Ремонт авторежимов необходимо производить с соблюдением следующих требований:
- у рычага не допускаются выработки в местах контакта с сухарем и со штоками поршней глубиной более 0,5 мм;
- износ острия сухаря не допускается, при этом, если высота сухаря составляет не менее 31 мм - для авторежима 265А-1 и не менее 23,8 мм - для авторежима 265А-4, допускается его ремонтировать - наклонную поверхность запилить до получения острия сухаря в виде равномерной полосы шириной 0,5 мм;
- высота упора должна быть не менее 42 мм;
- вилка, имеющая погнутый наконечник должна быть заменена;
- износ буртика стакана не допускается, при износе буртика стакана по толщине до 2 мм допускается его восстанавливать наплавкой с последующей обработкой до чертежных размеров;
- штифты в хвостовиках верхнего и нижнего поршней пневмореле, имеющие износ более 1 мм, необходимо заменить;
- у манжет не допускаются расслоения, надрывы, потертости рабочей поверхности;
- прокладки и уплотнения должны быть ровными, без надрывов и признаков разбухания;
- у всех пружин должны быть проконтролированы их силовые параметры;
- в процессе сборки авторежима все манжеты и поверхности трения металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5;
- при сборке в авторежим должны устанавливаться детали и узлы, которые стояли в нем до разборки, за исключением замененных из-за истекшего срока службы, неисправностей или в результате проведения работ по модернизации авторежима;
- при сборке авторежима необходимо контролировать правильность установки сухаря - болт, крепящий сухарь, должен быть ввернут полностью и зафиксирован стопорной шайбой, резьбовой конец болта не должен выступать за пределы ползуна, сухарь должен быть установлен так, чтобы его острие находилось ниже оси болта;
- после сборки у авторежима следует контролировать следующие размеры: размер «в» (выход кольцевой проточки вилки из корпуса авторежима) должен быть не менее 2 мм, размер «б» (авторежим 265А-1) должен быть не более 70 мм, размер «у» (авторежим 265А-4) должен быть не менее 120 мм (рисунок 2);
- упор после сборки и испытания авторежима должен быть зафиксирован на вилке контргайкой и шплинтом, во избежание заклинивания вилки в корпусе авторежима шплинт должен быть установлен так, чтобы его головка и концы не выступали за пределы наружного диаметра (50 мм) вилки.
(Измененная редакция. Изм. 5-2013)
12.5 Каждый отремонтированный авторежим должен быть испытан на испытательном стенде.
На отремонтированном и выдержавшем испытание авторежиме должна стоять бирка. Бирка должна устанавливаться под гайку одного из болтов, соединяющих демпферную часть с пневмореле. На бирке должны быть нанесены:
- клеймо АКП и дата ремонта (число, месяц и две последние цифры года) - при ремонте в АКП;
- клеймо СЦ, маркировка в виде буквы «Р» и дата ремонта (число, месяц и две последние цифры года) - при ремонте в СЦ.
Кроме того, отремонтированные в СЦ авторежимы должны быть опломбированы.
(Измененная редакция. Изм. 36-2016)
12.6 Испытательный стенд должен имитировать работу авторежима на вагоне. При испытании должны быть проконтролированы:
- давление сжатого воздуха и его стабильность на выходе из авторежима в зависимости от величины поднятия вилки с упором и давления сжатого воздуха на входе в авторежим;
- время срабатывания авторежима при имитации его работы в режиме торможения;
- время срабатывания авторежима при имитации его работы в режиме отпуска;
- чувствительность авторежима на утечки сжатого воздуха из резервуара, имитирующего тормозной цилиндр;
- работа демпфера авторежима.
Схема испытательного стенда унифицированной конструкции приведена на рисунке 2. Испытание на стенде унифицированной конструкции следует производить в соответствии с разделом 13.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП в установленном порядке, а испытание на нем должно производиться в соответствии с руководством по эксплуатации этого стенда.
12.7 Результаты испытания авторежимов должны быть отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, необходимо записывать дату испытания, тип и номер принятого авторежима с росписью исполнителя ремонта и руководителя АКП или его заместителя.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
12.8 Отремонтированный авторежим, срок хранения которого превышает со времени ремонта 6 месяцев - для авторежимов модельного ряда 265А и 6532, 1 год - для авторежимов АКВ1, может быть установлен на вагон только после его испытания при условии положительных результатов. При этом на авторежим в дополнение к бирке, установленной при его ремонте, должна быть установлена бирка, на которой должны быть нанесены:
- клеймо АКП и дата испытания (число, месяц и две последние цифры года) - при испытании в АКП;
- клеймо СЦ, маркировка в виде буквы «И» и дата испытания (число, месяц и две последние цифры года) - при испытании в СЦ.
(Измененная редакция. Изм. 36-2016)
12.9 На новом авторежиме, выдержавшем испытание перед постановкой на вагон (при превышении срока его хранения после изготовления), должна быть установлена бирка с сохранением пломбы предприятия-изготовителя. При этом маркировка бирки - в соответствии с пунктом 12.8. Бирка должна устанавливаться под гайку одного из болтов, соединяющих демпферную часть с пневмореле.
(Измененная редакция. Изм. 36-2016)
13 ИСПЫТАНИЕ АВТОРЕЖИМОВ ГРУЗОВЫХ ВАГОНОВ НА СТЕНДЕ УНИФИЦИРОВАННОЙ КОНСТРУКЦИИ
13.1 Характеристика стенда
13.1.1 Принципиальная пневматическая схема стенда должна соответствовать схеме, приведенной на рисунке 2.
13.1.2 Стенд должен иметь:
- тормозной резервуар (далее - ТР) объемом 12 литров с учетом объема подводящих труб;
- приспособление для создания давления сжатого воздуха (0,30 ± 0,01) и (0,42 ± 0,01) МПа [(3,0 ± 0,1) и (4,2 ± 0,1) кгс/см2] (далее - задатчик давления);
- резервуар задатчика давления (далее - РЗД) объемом не менее 20 литров;
- дроссель с отверстием 3 мм (далее - ДР1) для создания темпа торможения и отпуска;
- дроссель с отверстием 1 мм (далее - ДР2) для создания искусственной утечки сжатого воздуха из ТР;
- контрольно-измерительные приборы для контроля времени (секундомер) и давления (манометры с пределом измерения 0,6 МПа (6 кгс/см2) класса точности не ниже 1,0 или с пределом измерения 1,0 МПа (10 кгс/см2) класса точности не ниже 0,6);
- водоспускные краны на ТР и РЗД;
- фильтр для очистки воздуха на входе в стенд;
- механизм поднятия упора авторежима;
- привалочный фланец и прижим для надежного крепления авторежима в вертикальном положении во время его испытания, обеспечивающие размер от оси верхних отверстий привалочного фланца авторежима до опоры механизма поднятия упора авторежима (размер «г») для авторежима 265А-1 - (295 ± 1) мм, для авторежима 265А-4, 265А-5, АКВ1 и модельного ряда 6532 - (305 ± 0,5) мм.
(Измененная редакция. Изм. 36-2016, 1-2017)
13.1.3 Проверка плотности стенда производится в следующем порядке:
- стенд подключить к воздушной напорной магистрали с давлением сжатого воздуха не ниже 0,5 МПа (5 кгс/см2);
- на привалочный фланец стенда для крепления авторежима установить специальный фланец, соединяющий между собой ТР и РЗД;
- включением крана 10 зарядить стенд до (0,42 ± 0,01) МПа [(4,2 ± 0,1) кгс/см2];
- после двухминутной выдержки закрытием крана 7 отключить стенд от напорной магистрали и проверить плотность - снижение давления сжатого воздуха в течение 5 минут в ТР и РЗД допускается не более чем на 0,01 МПа (0,1 кгс/см2).
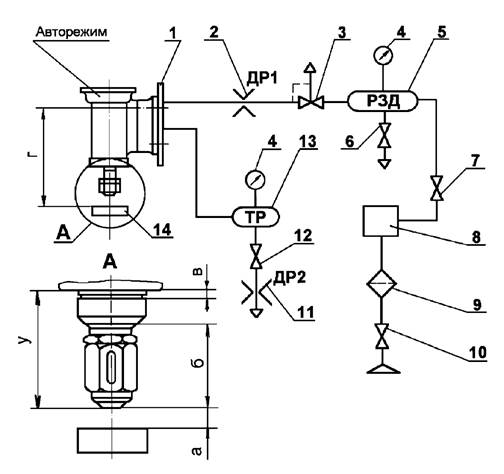
1 - привалочный фланец с прижимом для крепления
авторежима; 2 - дроссель Ø 3 мм;
3 - кран трехходовой или заменяющее его устройство; 4 -
контрольно-измерительный
прибор для измерения давления (манометр); 5 - резервуар задатчика давления;
6, 12 - водоспускной кран; 7, 10 - разобщительный кран или заменяющее его
устройство;
8 - задатчик давления; 9 - фильтр; 11 - дроссель Ø 1 мм; 13 - тормозной
резервуар;
14 - механизм-поднятия упора авторежима
Рисунок 2 - Принципиальная пневматическая схема стенда
унифицированной конструкции для испытания авторежимов
13.2 Методика испытания
13.2.1 Перед испытанием у авторежима следует проконтролировать:
- размер «в» (выход кольцевой проточки вилки из корпуса авторежима), который должен быть не менее 2 мм;
- размер «б» (у авторежима 265А-1), который должен быть не более 70 мм;
- размер «у» (у авторежима 265А-4, 265А-5, АКВ1 и модельного ряда 6532), который должен быть не менее 120 мм.
(Измененная редакция. Изм. 36-2016, 1-2017)
13.2.2 Зазор между упором авторежима и опорой механизма изменения режима загрузки (размер «а») должен быть равен (1,6 ± 1,0) мм.
13.2.3 Создать давление сжатого воздуха в РЗД (0,30 ± 0,01) МПа [(3,0 ± 0,1) кгс/см2], после чего открыть кран 3. При этом:
- давление сжатого воздуха в ТР должно установиться равным (0,135 ± 0,01) МПа [(1,35 ± 0,1) кгс/см2];
- время, за которое устанавливается давление сжатого воздуха в ТР, должно быть не более 7 секунд;
- установившееся давление сжатого воздуха в ТР не должно в течение 1 мин изменяться более чем на ±0,01 МПа (±0,1 кгс/см2).
13.2.4 Открыть кран 12 (создать искусственную утечку сжатого воздуха из ТР через ДР2). При этом давление сжатого воздуха в ТР в течение 1 минуты не должно понижаться более чем на 0,03 МПа (0,3 кгс/см2).
13.2.5 Закрыть кран 12. Затем закрыть кран 3, тем самым соединить авторежим через ДР1 с атмосферой. При этом время понижения давления сжатого воздуха в ТР до 0,04 МПа (0,4 кгс/см2) с момента закрытия крана 3 должно быть не более 17 секунд.
13.2.6 Создать давление сжатого воздуха в РЗД (0,42 ± 0,01) МПа [(4,2 ± 0,1) кгс/см2], после чего открыть кран 3. При этом давление сжатого воздуха в ТР должно установиться равным (0,18 + 0,01; -0,015) МПа [(1,8 + 0,1; -0,15) кгс/см2]. Установившееся давление сжатого воздуха в ТР не должно в течение 5 минут изменяться более чем на ±0,01 МПа (±0,1 кгс/см2).
13.2.7 Закрыть кран 3 и создать давление сжатого воздуха в РЗД (0,30 ± 0,01) МПа [(3,0 ± 0,1) кгс/см2], переместить вверх опору механизма поднятия упора авторежима на (14 - 1) мм - для авторежима 265А-1, на (16 ± 0,5) мм - для авторежима 265А-4. После поднятия вилки с упором авторежима дать выдержку времени не менее 30 секунд и открыть кран 3. При этом давление сжатого воздуха в ТР должно установиться равным: для авторежима 265А-1 - (0,21 ± 0,02) МПа [(2,1 ± 0,2) кгс/см2], для авторежима 265А-4 - (0,195 ± 0,02) МПа [(1,95 ± 0,2) кгс/см2].
(Измененная редакция. Изм. 5-2014)
13.2.8 Закрыть кран 3. Давление сжатого воздуха в РЗД должно быть (0,30 ± 0,01) МПа [(3,0 ± 0,1) кгс/см2]. Переместить вверх опору механизма поднятия упора авторежима на (27 + 1) мм - для авторежима 265А-1, на (40 ± 0,5) мм - для авторежима 265А-4, АКВ1 и модельного ряда 6532, на (55 ± 1,0) мм - для авторежима 265А-5. После поднятия вилки с упором авторежима дать выдержку времени не менее 60 секунд и открыть кран 3. При этом давление сжатого воздуха в ТР должно установиться равным давлению сжатого воздуха в РЗД.
(Измененная редакция. Изм. 36-2016, 1-2017)
13.2.9 Закрыть кран 3 и создать давление сжатого воздуха в РЗД (0,42 ± 0,01) МПа [(4,2 ± 0,1) кгс/см2], после чего открыть кран 3. При этом давление сжатого воздуха в ТР должно установиться равным давлению сжатого воздуха в РЗД.
13.2.10 Закрыть кран 3 и после падения давления сжатого воздуха в ТР до нуля освободить упор авторежима от действия механизма его поднятия. При этом вилка с упором должна занять свое нижнее положение (исходное положение в соответствии с пунктом 13.2.1) у авторежима 265А-1 за время от 18 до 45 секунд, у авторежима 265А-4, АКВ1 и модельного ряда 6532 - от 18 до 60 секунд, у авторежима 265А-5 - от 20 до 80 секунд.
(Измененная редакция. Изм. 36-2016, 1-2017)
14 УСТАНОВКА И РЕГУЛИРОВКА АВТОРЕЖИМА НА ГРУЗОВЫХ ВАГОНАХ
14.1 Перед установкой на вагон у авторежима необходимо проверить выход кольцевой проточки вилки из корпуса (размер «в»), который должен быть не менее 2 мм.
14.2 Авторежим должен крепиться на вагоне к специальному кронштейну через резиновую прокладку.
Крепить авторежим следует болтами М10 и гайками, затягивая их в диагональной последовательности.
14.3 Перед подкаткой тележки под вагон необходимо проверить крепление на ней и исправность опорной балки.
Опорная балка, регулировочные планки, контактная планка должны соответствовать требованиям конструкторской документации на тележку.
Опорная балка не должна иметь трещин и деформации.
Опорная балка должна крепиться на специальных полках боковых рам через резинометаллические элементы в зависимости от её конструкции:
- болтами М20, шайбами увеличенного диаметра, прорезными или корончатыми гайками и шплинтами, входящими в отверстие болта и прорезь гайки. Длина болта в зависимости от конструкции опорной балки должна быть 90 или 100 мм и обеспечивать крепление опорной балки таким образом, чтобы между полкой рамы и шайбой болта присутствовал зазор от 3 до 5 мм и опорная балка могла свободно перемещаться в пазах боковых рам;
- или специальными нестандартными болтами М20 (болты с увеличенной прямоугольной головкой), которые вкручиваются во втулку, приваренную к опорной балке, и фиксируются шплинтами, входящими в отверстие болта и прорезь втулки. Длинная ось прямоугольной головки болта должна располагаться перпендикулярно к длинной оси овального отверстия в полке боковой рамы тележки, при этом для того, чтобы опорная балка могла свободно перемещаться в пазах боковых рам, между полкой и головкой болта должен присутствовать зазор от 1 до 3 мм.
14.4 Контактная планка должна быть надежно закреплена на опорной балке с помощью двух болтов М12 длиной не более 60 мм, пружинных шайб и гаек с постановкой шплинтов в отверстия болтов. При этом шплинты в отверстия болтов должны устанавливаться после регулировки положения упора авторежима.
14.5 После подкатки тележки под вагон упор авторежима должен находиться над средней зоной контактной планки опорной балки тележки - расстояние от упора авторежима до края контактной планки не должно быть менее 50 мм.
14.6 Регулировочные планки должны ставиться под контактную планку и крепиться к опорной балке через имеющиеся в них отверстия болтами, заодно с контактной планкой. Допускается устанавливать не более пяти регулировочных планок толщиной от 1,5 до 5 мм. Запрещается приваривать регулировочные планки сверху контактной планки.
14.7 Установку авторежима на вагонах с тарой до 27 т (рисунок 3) необходимо производить с соблюдением следующих требований:
- между упором авторежима и контактной планкой тележки порожнего вагона должен присутствовать зазор (размер «а») от 1 до 3 мм, регулировать его необходимо снятием или постановкой металлических регулировочных планок под контактную планку в соответствии с п. 14.6;
- запрещается регулировать размер «а», изменяя размер «б» (у авторежима 265А-1) или размер «у» (у авторежима 265А-4, 265А-5, АКВ1 и авторежима модельного ряда 6532) с помощью упора авторежима, зафиксированного (шплинтом - у авторежимов модельного ряда 265А, шайбой - у авторежимов АКВ1) при изготовлении или ремонте авторежима;
- выход кольцевой проточки вилки из корпуса авторежима (размер «в») на порожнем вагоне должен быть не менее 2 мм;
- переключатель режимов воздухораспределителя должен быть установлен в зависимости от типа тормозных колодок (композиционных или чугунных), типа и модели вагона на среднем или груженом режиме торможения.
(Измененная редакция. Изм. 5-2014, 36-2016, 1-2017)
14.8 Установку и регулировку авторежима на вагонах с тарой от 27 т и более необходимо производить с соблюдением следующих требований:
- на вагоне следует применять только композиционные тормозные колодки, переключатель режимов воздухораспределителя должен быть установлен на среднем режиме торможения;
- между упором авторежима и контактной планкой тележки порожнего вагона не должно быть зазора, кольцевая проточка на вилке авторежима 265А-1 не должна быть видна, а для авторежима 265А-4 и авторежима модельного ряда 6532 допускается видимость кольцевой проточки на вилке авторежима при поджатии упора демпферной части регулировочными пластинами;
- проверка регулировки авторежима производится на порожнем вагоне, для чего на вагоне производится полное служебное торможение и контролируется давление сжатого воздуха в тормозном цилиндре. Давление сжатого воздуха в тормозном цилиндре при полном служебном торможении должно быть для вагонов с тарой от 27 до 32 т - (0,16 ± 0,01) МПа [(1,6 ± 0,1) кгс/см2], для вагонов с тарой свыше 32 до 36 т - (0,19 ± 0,01) МПа [(1,9 ± 0,1) кгс/см2], для вагонов с тарой свыше 36 до 45 т - (0,22±0,01) МПа [(2,2 ± 0,1) кгс/см2]. В случае несоответствия давления сжатого воздуха в тормозном цилиндре при полном служебном торможении порожнего вагона приведенным значениям производится регулировка положения упора авторежима путем снятия или постановки металлических регулировочных планок под контактную планку в соответствии с п. 14.6. Запрещается производить регулировку авторежима с помощью упора, зафиксированного (шплинтом - у авторежимов модельного ряда 265А и 6532, шайбой - у авторежимов АКВ1) после проведения ремонта авторежима;
- на раме вагонов рядом с надписью «АВТОРЕЖИМ» наносится расчетное нажатие (выраженное в тс) тормозных колодок на ось и интервал необходимого давления (выраженного в кгс/см2) сжатого воздуха в тормозном цилиндре при полном служебном торможении порожнего вагона в следующем виде:
«порожний - 4,5 тс/1,5 - 1,7» - на вагонах с тарой от 27 до 32 т;
«порожний - 5,0 тс/1,8 - 2,0» - на вагонах с тарой свыше 32 до 36 т;
«порожний - 6,5 тс/2,1 - 2,3» - на вагонах с тарой свыше 36 до 45 т.
Регулировку авторежима для вагонов с тарой от 27 до 45 т допускается производить при испытании тормоза порожнего вагона.
(Измененная редакция. Изм. 5-2014, 36-2016)
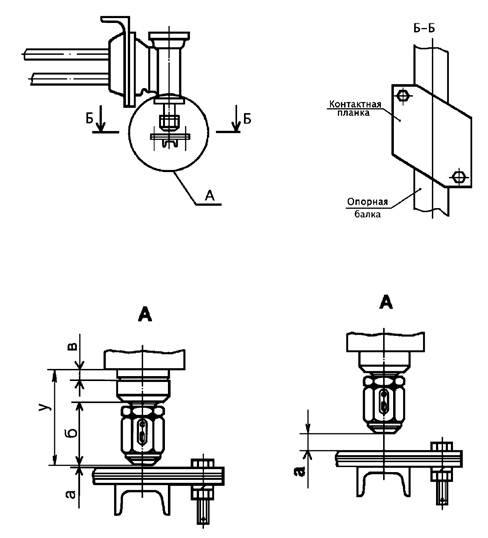
|
Авторежим
установлен правильно |
|
Авторежим
не исправен и |
Рисунок 3 - Установка авторежима на вагоне с тарой до 27 т
15 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ МАГИСТРАЛЬНЫХ И ГЛАВНЫХ ЧАСТЕЙ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА
15.1 Поступившие в ремонтное предприятие магистральные и главные части воздухораспределителей грузового типа (далее - магистральные и главные части) с пломбами предприятия-изготовителя, у которых до окончания гарантийного срока службы остается не менее 2 лет, не имеющие наружных повреждений и сильных загрязнений должны быть испытаны без предварительной их очистки и ремонта.
При положительных результатах испытания на магистральную и главную часть устанавливается бирка с клеймом АКП и датой испытания (число, месяц и две последние цифры года), при этом пломба предприятия-изготовителя сохраняется. В случае отрицательных результатов испытания предприятию-изготовителю в установленном порядке направляется акт-рекламация.
Снятые с вагона главные и магистральные части воздухораспределителей модельного ряда КАВ60 должны быть направлены в СЦ.
(Измененная редакция. Изм. 5-2014)
15.2 Все остальные поступившие в ремонт магистральные и главные части должны быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей водой (от 55 до 70 °С) под давлением в специальных моечных установках. Допускается при сильных загрязнениях производить наружную обмывку магистральных и главных частей 5 % раствором кальцинированной соды.
Не допускается применение керосина, бензина и других агрессивных веществ для наружной очистки магистральных и главных частей.
15.3 После обмывки магистральные и главные части следует разобрать, все детали и узлы протереть технической салфеткой без ворса, дроссельные отверстия, перечень которых приведен в таблице 7, продуть сжатым воздухом, все детали и узлы осмотреть и проконтролировать, неисправные детали заменить на новые или отремонтированные.
15.4 Ремонт магистральных и главных частей необходимо производить с соблюдением следующих требований:
- седла (сальники) клапанов необходимо вывертывать и ввертывать только торцовыми ключами;
- для разборки и сборки узла диафрагмы с алюминиевыми дисками необходимо применять специальную оправку с углублением;
- у металлических деталей не допускаются изломы, отколы, трещины, срыв резьбы, коррозия;
- у манжет не допускаются расслоения, надрывы, потертости рабочей поверхности;
- диафрагмы и прокладки должны быть ровными, без надрывов и признаков разбухания;
- на поверхностях, уплотняемых манжетами, а также на седлах клапанов не допускаются забоины, вмятины и глубокие риски;
- у прокладок и уплотнений клапанов не допускается наличие кольцевого следа от седла глубиной равной высоте седла и более;
- при замене резиновых уплотнений у клапанов их необходимо устанавливать большим диаметром во внутрь гнезда, обработку выступающей части резины необходимо производить методом обрезки на вращающемся клапане на специальном приспособлении, исключающем возможность укорачивания (стачивания) металлической части клапана. Обработка резиновых уплотнений клапанов шлифовкой запрещается, резиновое уплотнение должно быть обрезано заподлицо с металлической частью клапана, поверхность резинового уплотнения после обрезки должна быть ровной, без выступов и заусенцев, просадка уплотнения ниже уровня металла не допускается;
- клапана с вулканизированными резиновыми уплотнениями ремонту не подлежат;
- у всех пружин должны быть проконтролированы их силовые параметры;
- в процессе сборки все манжеты и поверхности трения металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5;
- при сборке после ремонта в магистральную и главную часть должны устанавливаться детали и узлы, которые стояли в них до разборки, за исключением замененных из-за истекшего срока службы, неисправностей или в результате проведения работ по модернизации.
(Измененная редакция. Изм. 5-2013)
15.5 При ремонте магистральных частей 483, 483М и 483А необходимо:
- отверстие в дросселе корпуса магистральной части 483 Ø (0,65 ± 0,03) мм рассверлить до Ø (0,9 ± 0,05) мм;
- проконтролировать диаметр отверстия в колпачке атмосферного клапана (узел трех клапанов), отверстие Ø 0,55 мм необходимо рассверлить до Ø (0,9 ± 0,05) мм.
15.6 При сборке магистральных частей 483, 483М и 483А особое внимание должно быть обращено на правильность сборки узла трех клапанов (рисунок 4), клапана мягкости (рисунки 5, 6, 7), на правильность установки плунжера в узле диафрагмы и манжеты в седле крышки, на конструктивные отличия магистральных частей 483, 483М и 483А:
- седло в узле трех клапанов 483М.012 отличается от седла 483.012 наличием отверстия Ø 0,3 мм;
- плунжер 483.120 отличается от плунжера 483М.120 расположением отверстий в хвостовой части (рисунки 8 и 9);
- седла 483.012 и 483М.012, плунжеры 483.120 и 483М.120 не взаимозаменяемы: в магистральную часть 483 устанавливается седло 483.012 и плунжер 483.120, в магистральные части 483М и 483А - седло 483М.012 и плунжер 483М.120;
- в узле трех клапанов магистральной части 483, 483М и 483А должна устанавливаться пружина 483.029 (полное число витков 5,5; высота в свободном состоянии не менее 16 мм).
15.7 При ремонте и сборке главных частей 270, 483.400:
- фиксатор регулирующей упорки (режимный узел) должен быть ввернут на всю резьбу;
- в процессе сборки необходимо проверить перемещение главного поршня в корпусе - главный поршень в сборе переместить внутрь корпуса на расстояние от 5 до 8 мм и отпустить его - поршень должен возвратиться в исходное положение под усилием пружины;
- войлочные кольца должны быть очищены и пропитаны смазкой ЖТ-79Л или ПЛАСМА-Т5 либо заменены на новые, также пропитанные смазкой. Для пропитки кольца смазывают смазкой и выдерживают при температуре +40 °С не менее 8 часов;
- в главной части 270 манжеты на шток главного поршня необходимо надевать с помощью конусных оправок или специального приспособления.
(Измененная редакция. Изм. 5-2013)
15.8 Каждая отремонтированная магистральная и главная части должны быть испытаны на испытательном стенде.
На каждой отремонтированной и выдержавшей испытание магистральной и главной части должна стоять бирка. На бирке должны быть нанесены:
- клеймо АКП и дата ремонта (число, месяц и две последние цифры года) - при ремонте в АКП;
- маркировка в виде буквы «Р» и дата ремонта (число, месяц и две последние цифры года) - при ремонте в СЦ.
Кроме того, отремонтированные в СЦ магистральные и главные части должны быть опломбированы.
(Измененная редакция. Изм. 5-2014)
15.9 Испытание главной и магистральной частей на стенде унифицированной конструкции, принципиальная схема которого приведена на рисунке 10, следует производить в соответствии с разделом 16.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП в установленном порядке, а испытание на нем должно производиться в соответствии с руководством по эксплуатации этого стенда.
15.10 Результаты испытания магистральных и главных частей должны быть отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, необходимо записывать дату испытания, тип и номер принятой магистральной или главной части с росписью исполнителя ремонта и руководителя АКП или его заместителя.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
15.11 Отремонтированные магистральные и главные части, срок хранения которых превышает со времени ремонта 6 месяцев для воздухораспределителей модельного ряда 483 и 1 год - для воздухораспределителей модельного ряда КАВ60 и 6540, могут быть установлены на вагон только после их испытания при положительных результатах. При этом на магистральную и главную части в дополнении к биркам, установленным при их ремонте, должны быть установлены бирки, на которых должны быть нанесены:
- клеймо АКП и даты испытания (число, месяц и две последние цифры года) - при испытании в АКП;
- маркировка в виде буквы «И» и дата испытания (число, месяц и две последние цифры года) - при испытании в СЦ.
(Измененная редакция. Изм. 5-2014, 36-2016)
15.12 На новые магистральные и главные части, выдержавшие испытание перед постановкой на вагон (при превышении сроков их хранения после изготовления - 1 год), должны быть установлены бирки с сохранением пломбы предприятия-изготовителя. При этом маркировка бирок - в соответствии с пунктом 15.11.
(Измененная редакция. Изм. 5-2014)
Таблица 7 - Размеры дроссельных отверстий магистральных и главных частей воздухораспределителей грузового типа
|
Местонахождение отверстия |
Диаметр отверстия, мм |
|
Магистральная часть 483 |
|
|
В дросселе плунжера |
2,0 ± 0,12 |
|
В хвостовике плунжера |
0,7 ± 0,03 (3 отверстия) |
|
В корпусе (дроссель к клапану мягкости) |
0,65 ± 0,03* |
|
В гайке атмосферного клапана (узел трех клапанов) |
0,9 ± 0,05 |
|
В хвостовике направляющего диска диафрагмы |
1,0 ± 0,25 (2 отверстия) |
|
В седле диафрагмы переключателя режимов |
0,6 ± 0,03 |
|
Магистральная часть 483М, 483А |
|
|
В дросселе плунжера |
2,0 ± 0,12 |
|
В хвостовике плунжера |
0,7 ± 0,03 (3 отверстия) |
|
В корпусе (дроссель к клапану мягкости) |
0,9 ± 0,05 |
|
В гайке атмосферного клапана (узел трех клапанов) |
0,9 ± 0,05 |
|
В хвостовике направляющего диска диафрагмы |
1,0 + 0,25 (2 отверстия) |
|
В седле диафрагмы переключателя режимов |
0,6 ± 0,03 |
|
В седле узла трех клапанов |
0,3 ± 0,03 |
|
Магистральная часть 4830 |
|
|
В дросселе плунжера |
2,0 + 0,25 |
|
В хвостовике плунжера |
0,7 ± 0,03 (3 отверстия) |
|
В седле клапана мягкости |
0,9 ± 0,05 |
|
В гайке атмосферного клапана (узел трех клапанов) |
0,9 ± 0,05 |
|
В хвостовике направляющего диска диафрагмы |
1,0 + 0,25 (2 отверстия) |
|
В седле диафрагмы переключателя режимов |
0,6 ± 0,03 |
|
В седле узла трех клапанов |
0,3 ± 0,03 |
|
Главная часть 270 |
|
|
В штоке главного поршня |
1,7 ± 0,05 |
|
В корпусе (цилиндр главного поршня) |
0,5 ± 0,05 |
|
В корпусе (ниппель обратного клапана) |
1,3 ± 0,05 |
|
В уравнительном поршне (атмосферное отверстие) |
2,8 +0,1; -0,05 |
|
В седле клапана дополнительной разрядки |
0,5 ± 0,03 |
|
Главная часть 4381 |
|
|
В штоке главного поршня |
1,8 ± 0,05 |
|
В корпусе (цилиндр главного поршня) |
0,55 ± 0,05 |
|
В корпусе (ниппель обратного клапана) |
1,3 ± 0,05 |
|
В уравнительном поршне (атмосферное отверстие) |
2,8 + 0,1 |
|
Главная часть 466 |
|
|
В штоке с манжетами |
1,8 ± 0,06 |
|
В дросселе зажимной шайбы (узел диафрагмы) |
0,6 ± 0,03 |
|
В корпусе (ниппель обратного клапана) |
1,3 ± 0,05 |
|
В седле уравнительного поршня (атмосферное отверстие) |
3,5 + 0,16 |
|
Главная часть 483.400 |
|
|
Во втулке корпуса |
1,7 + 0,25 |
|
В корпусе (дроссель цилиндра главного поршня) |
0,55 ± 0,03 |
|
В корпусе (дроссель обратного клапана) |
1,3 ± 0,05 |
|
В уравнительном поршне (атмосферное отверстие) |
2,8 +0,1; -0,05 |
|
В седле клапана дополнительной разрядки |
0,5 ± 0,03 |
|
__________ *Отверстие рассверливается до диаметра (0,9 ± 0,05) мм. |
|
(Измененная редакция. Изм. 36-2016)
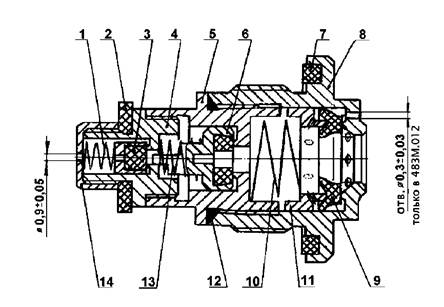
1 - пружина 305.108; 2 - прокладка 183.9; 3 - клапан
483.110;
4 - седло 483.026; 5 - седло 483.011; 6 - клапан дополнительной разрядки
483.090; 7 - прокладка 270.549; 8 - седло 483М.012 (для магистральной части
483М и 483А), седло 483.012 (для магистральной части 483); 9 - манжета 305.156;
10 - пружина 483.002; 11 - втулка 483.017; 12 - кольцо 021-025-25-2-3
ГОСТ
9833; 13 - пружина 483.029; 14 - гайка 483.028
Рисунок 4 - Узел трех клапанов
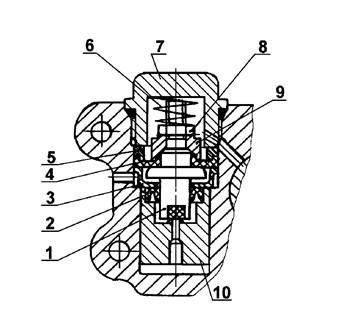
1 - клапан 483.080; 2 - манжета 305.156; 3 - упор
483.001; 4 - диафрагма 483.005;
5 - кольцо 483.016; 6 - пружина 483.025-2; 7 - заглушка 483.007; 8 - гайка
2М6-6Н.5.019
ГОСТ
5915; 9 - шайба 483.006; 10 - втулка 483.032
Рисунок 5 - Клапан мягкости магистральной части 483
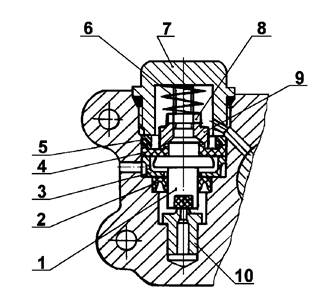
1 - клапан 483.080; 2 - манжета 305.156; 3 - упор
483.001; 4 - диафрагма 483.005;
5 - кольцо 483.016; 6 - пружина 483.025-2; 7 - заглушка 483.007; 8 - гайка
2М6-6Н.5.019
ГОСТ
5915; 9 - шайба 483.006; 10 - седло 483.037
Рисунок 6 - Клапан мягкости магистральной части 483М
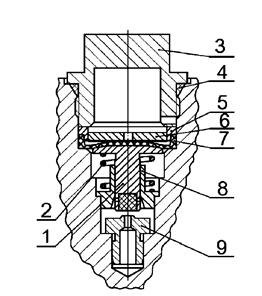
1 - клапан 483А.030-1; 2 - пружина 87.02.21; 3 -
заглушка 483.007;
4 - кольцо ГОСТ
9833; 5 - кольцо 483.016;6 - шайба 483А.001-1;
7 - диафрагма 483А.007; 8 - втулка 483А.002-1; 9 - седло 483.037
Рисунок 7 - Клапан мягкости магистральной части 483А
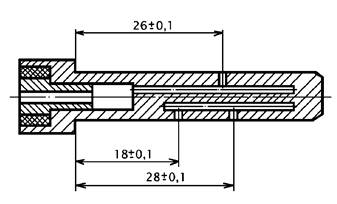
Рисунок 8 - Плунжер 483.120
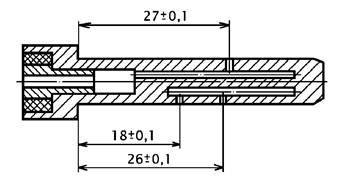
Рисунок 9 - Плунжер 483М.120
16 ИСПЫТАНИЕ МАГИСТРАЛЬНЫХ И ГЛАВНЫХ ЧАСТЕЙ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА НА СТЕНДЕ УНИФИЦИРОВАННОЙ КОНСТРУКЦИИ
16.1 Характеристика стенда
16.1.1 Принципиальная пневматическая схема стенда должна соответствовать схеме, приведенной на рисунке 10.
16.1.2 Стенд должен иметь:
- магистральный (далее - МР) и запасный (далее - ЗР) резервуары объемом соответственно 55 и 4 литра;
- рабочую (далее - РК) и золотниковую (далее - ЗК) камеры объемом с учетом объема подводящих труб соответственно 6,0 и 4,5 литра;
- тормозной резервуар (далее - ТР) объемом 12 литров с учетом объема подводящих труб;
- кран машиниста или заменяющий его блок управления;
- дроссель ДР1 (с отверстием диаметром 2 мм) для проверки крана машиниста или заменяющего его блока управления;
- дроссель ДР2 (с отверстием диаметром приблизительно 0,7 мм) для создания темпа проверки мягкости действия магистральной и главной частей;
- дроссель ДР3 (с отверстием диаметром приблизительно 0,65 мм) для создания темпа медленного отпуска;
- дроссели ДР4 (с отверстием диаметром 2 мм) и ДР5 (с отверстием диаметром 3 мм) для создания опережения зарядки ЗК при прямой зарядке ЗК и РК;
- редуктор РД, отрегулированный на давление (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2];
- контрольно-измерительные приборы для контроля времени (секундомер) и давления (манометры с пределом измерения 1 МПа (10 кгс/см2) класса точности не ниже 0,6);
- прижимы МЧ и ГЧ с привалочными фланцами для надежного и герметичного крепления соответственно магистральной и главной частей к стенду;
- переключатель режимов торможения (на рисунке не показан), который должен переключать главную часть воздухораспределителей модельного ряда 483, размещенную на стенде, на режимы торможения: «груженый», «средний» и «порожний», обеспечив расстояние от упора режимного переключателя главной части до привалочной поверхности её фланца для режима «груженый» - (80,5 ± 0,5) мм, для режима «средний» - (85,5 ± 0,5) мм;
- разобщительные краны или устройства, заменяющие их;
- водоспускные краны на ТР и МР;
- фильтр для очистки воздуха на входе в стенд.
(Измененная редакция. Изм. 5-2014)
16.1.3 Кран машиниста или заменяющий его блок управления должен обеспечивать:
- давление сжатого воздуха в МР: (0,60 + 0,01), (0,54 + 0,01), (0,45 + 0,01), (0,35 + 0,01) МПа [(6,0 + 0,1), (5,4 + 0,1), (4,5 + 0,1), (3,5 + 0,1) кгс/см2];
- автоматическое поддержание установившегося давления сжатого воздуха в МР;
- ступень торможения - понижение давления сжатого воздуха в МР с (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2] на 0,05 - 0,06 МПа (0,5 - 0,6 кгс/см2);
- темп служебного торможения - понижение давления сжатого воздуха в МР с 0,5 до 0,4 МПа (с 5,0 до 4,0 кгс/см2) за время от 4 до 6 с (при отключенных от стенда главной и магистральной частях);
- темп отпуска - повышение давления сжатого воздуха в МР с 0,4 до 0,5 МПа (с 4,0 до 5,0 кгс/см2) за время не более 5 с (при отключенных от стенда главной и магистральной частях).
16.1.4 Дроссель ДР2 должен обеспечивать темп проверки мягкости действия магистральной и главной частей - понижение давления сжатого воздуха в МР с 0,60 до 0,57 МПа (с 6,0 до 5,7 кгс/см2) за время от 50 до 60 с (при отключенных от стенда кране машиниста (блоке управления), главной и магистральной частях).
Дроссель ДР3 должен обеспечивать темп медленного отпуска -повышение давления сжатого воздуха в МР с 0,48 до 0,50 МПа (с 4,8 до 5,0 кгс/см2) за время от 36 до 43 с (при отключенных от стенда главной и магистральной частях).
Диаметры отверстий дросселей ДР2 и ДР3 на каждом конкретном стенде должны быть подобраны при регулировке заданных темпов.
16.1.5. Испытание магистральных частей воздухораспределителей модельного ряда 483 производится с закрепленной на стенде проверенной и исправной главной частью 270 или 483.400.
Испытание магистральных частей воздухораспределителей модельного ряда КАВ60 производится с закрепленной на стенде главной частью КАВ 10-01 или КАВ 10-02.
Испытание магистральных частей 4380 воздухораспределителей модельного ряда 6540 производится с закрепленной на стенде проверенной и исправной главной частью 4381.
Испытание главных частей воздухораспределителей модельного ряда 483 производится с закрепленной на стенде проверенной и исправной магистральной частью 483М или 483А.
Испытание главных частей воздухораспределителей модельного ряда КАВ60 производится с закрепленной на стенде магистральной частью КАВ20-01.
Испытание главных частей 4381 воздухораспределителей модельного ряда 6540 производится с закрепленной на стенде проверенной и исправной магистральной частью 4380.
Испытание на стенде одновременно непроверенных магистральной и главной частей воздухораспределителей модельного ряда 483 и модельного ряда 6540 запрещается.
(Измененная редакция. Изм. 5-2014, 36-2016)
16.1.6 Проверку плотности стенда и заданных темпов следует производить следующим образом:
- стенд подключить к воздушной напорной магистрали с давлением сжатого воздуха не ниже 0,65 МПа (6,5 кгс/см2);
- для проверки плотности на привалочные фланцы стенда для магистральной и главной частей установить специальные фланцы, соединяющие между собой МР и TP, ЗК с каналом дополнительной разрядки (далее - КДР), и заглушающие все остальные отверстия на привалочных фланцах стенда;
- включением прямых каналов (открыть краны 1, 13, 15, 26, 29, 32, 33) зарядить стенд (МР, TP, ЗР, РК, ЗК, КДР) сжатым воздухом до (0,60 + 0,01) МПа [(6,0 + 0,1) кгс/см2];
- после двухминутной выдержки отключить прямую зарядку резервуаров и камер (закрыть краны 1, 15, 29, 33) и проверить плотность: в течение 5 минут снижение давления сжатого воздуха в МР, ТР и ЗР допускается не более чем на 0,01 МПа (0,1 кгс/см2), а снижение давления сжатого воздуха в РК, ЗК и КДР не допускается;
- открыть кран 15, закрыть кран 26, краном машиниста (блоком управления) снизить давление сжатого воздуха в МР до (0,35 + 0,01) МПа [(3,5 + 0,1) кгс/см2], при этом проверить темп служебного торможения: время снижения давления сжатого воздуха в МР с 0,5 до 0,4 МПа (с 5,0 до 4,0 кгс/см2) должно быть от 4 до 6 с;
- кран машиниста (блок управления) перевести на зарядное давление (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2] и проверить темп отпуска: повышение давления сжатого воздуха в МР с 0,4 до 0,5 МПа (с 4,0 до 5,0 кгс/см2) должно произойти не более чем за 5 с;
- краном машиниста (блоком управления) установить давление сжатого воздуха в МР (0,45 + 0,01) МПа [(4,5 + 0,1) кгс/см2], закрыть кран 15 (кран 26 остается закрытым), после двухминутной выдержки отрыть кран 22, кран машиниста (блок управления) перевести на зарядное давление (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2] и проверить темп медленного отпуска: повышение давления сжатого воздуха в МР с 0,48 до 0,50 МПа (с 4,8 до 5,0 кгс/см2) должно произойти за время от 36 до 43 с;
- закрыть кран 22, открыть кран 15, зарядить МР сжатым воздухом до (0,60 + 0,01) МПа [(6,0 + 0,1) кгс/см2], после чего закрыть кран 15 (кран 26 остается закрытым), после двухминутной выдержки открыть кран 10 и проверить темп проверки мягкости действия магистральной и главной частей: снижение давления сжатого воздуха в МР с 0,60 до 0,57 МПа (с 6,0 до 5,7 кгс/см2) должно произойти за время от 50 до 60 с;
- для проверки крана машиниста (блока управления) на автоматическое поддержание давления необходимо закрыть кран 10, открыть кран 15 (кран 26 остается закрытым), краном машиниста (блоком управления) установить зарядное давление сжатого воздуха в МР, а затем создать утечку через отверстие диаметром 2 мм (открыть кран 8), при этом кран машиниста (блок управления) должен поддерживать установившееся давление сжатого воздуха в МР с отклонением не более 0,015 МПа (0,15 кгс/см2).
Допускается проверять плотность стенда с установленными на него исправными магистральной и главной частями, для этого включением прямых каналов (открыть краны 1, 13, 15, 26, 29, 32, 33) следует зарядить стенд (МР, ЗР, РК, ЗК) сжатым воздухом до (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2], после двухминутной выдержки отключить прямую зарядку РК и ЗК (закрыть краны 29, 33), краном машиниста (блоком управления) понизить давление сжатого воздуха в МР на 0,05 - 0,06 МПа (0,5 - 0,6 кгс/см2), после того, как давление установится, закрыть краны 1, 15 и проверить плотность: в течение 5 минут снижение давления сжатого воздуха в МР, ТР и ЗР допускается не более чем на 0,01 МПа (0,1 кгс/см2), а снижение давления сжатого воздуха в РК, ЗК и КДР не допускается.
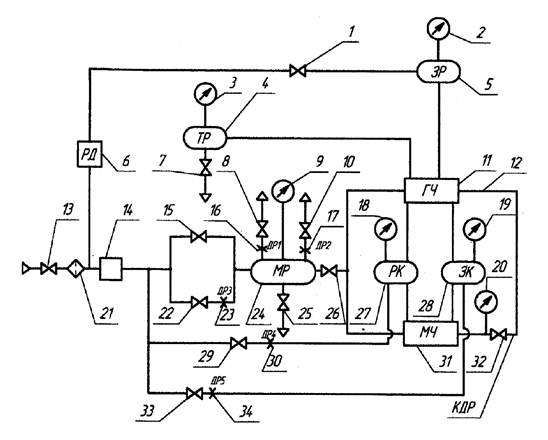
1, 8, 10, 13, 15, 22, 26, 29, 32, 33 - разобщительные
краны или устройства,
заменяющие их; 2, 3, 9, 18, 19, 20 - манометры; 4 - тормозной резервуар;
5 - запасный резервуар; 6 - редуктор; 7, 25 - водоспускные краны;
11 - привалочный фланец для главной части воздухораспределителя;
12 - канал дополнительной разрядки; 14 - кран машиниста (блок управления);
16, 17, 23, 30, 34 - дроссели; 21 - фильтр для очистки воздуха;
24 - магистральный резервуар; 27 - рабочая камера; 28 - золотниковая камера;
31 - привалочный фланец для магистральной части воздухораспределителя
Рисунок 10 - Принципиальная пневматическая схема стенда
унифицированной конструкции для испытания магистральных
и главных частей воздухораспределителей грузового типа
16.2 Испытание магистральной части
16.2.1 Проверка зарядки магистральной части производится на режиме «равнинный» при зарядном давлении (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен в положение «груженый», краны 13, 15 и 32 должны быть открыты, остальные закрыты.
После достижения в МР зарядного давления производится зарядка магистральной и главной частей (открыть кран 26), после чего следует проверить:
- время зарядки ЗК сжатым воздухом от 0 до 0,12 МПа (от 0 до 1,2 кгс/см2), которое должно быть для магистральных частей 483 и 483М от 20 до 35 с, для магистральных частей 483А и 4380 - от 4 до 8 с, для магистральной части КАВ20-01 - от 1 до 5 с;
- открытие клапана мягкости (проверяется для магистральных частей 483 и 483М), которое должно произойти в процессе зарядки ЗК при достижении в ней давления сжатого воздуха от 0,15 до 0,35 МПа (от 1,5 до 3,5 кгс/см2) и определяется по ускорению темпа зарядки ЗК: время зарядки ЗК сжатым воздухом с 0,35 до 0,40 МПа (с 3,5 до 4,0 кгс/см2) должно быть от 3 до 5 с;
- открытие второго пути зарядки РК (проверяется для магистральных частей воздухораспределителей модельного ряда 483 и модельного ряда 6540), которое должно произойти при достижении в ней давления сжатого воздуха от 0,20 до 0,35 МПа (от 2,0 до 3,5 кгс/см2), а также время зарядки РК сжатым воздухом (проверяется для магистральных частей всех воздухораспределителей) с 0,35 до 0,40 МПа (с 3,5 до 4,0 кгс/см2) должно быть от 6 до 10 с.
(Измененная редакция. Изм. 5-2014, 36-2016)
16.2.2 Проверка мягкости действия магистральной части производится на режиме «равнинный» при зарядном давлении (0,60 + 0,01) МПа [(6,0 + 0,1) /см2].
Переключатель режимов торможения должен быть установлен в положение «груженый», краны 13, 15, 26 и 32 открыты, остальные - закрыты.
После зарядки сжатым воздухом РК, ЗК, МР и ЗР до зарядного давления следует отсоединить МР от прямой зарядки (закрыть кран 15), закрыть краном 32 КДР и снизить давление сжатого воздуха в МР темпом мягкости (открыть кран 10 с дросселем 17). При снижении давления сжатого воздуха в МР до 0,54 МПа (5,4 кгс/см2) магистральная и главная части не должны приходить в действие, т.е. сжатый воздух не должен поступать в ТР, а давление сжатого воздуха в КДР не должно превышать 0,01 МПа (0,1 кгс/см2).
16.2.3 Проверка ступени торможения и отпуска магистральной части производится на режиме «равнинный» при зарядном давлении (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен в положение «груженый», краны 1, 13, 15, 26 и 32 открыты, остальные - закрыты.
После зарядки сжатым воздухом РК, ЗК и МР до зарядного давления следует снизить давление сжатого воздуха в МР на 0,05 - 0,06 МПа (0,5 - 0,6 кгс/см2) темпом служебного торможения.
В течение 120 с после установления давления сжатого воздуха в ТР:
- давление сжатого воздуха в ТР должно быть не менее 0,06 МПа (0,6 кгс/см2);
- давление сжатого воздуха в КДР должно быть не менее 0,3 МПа (3,0 кгс/см2);
- в РК установившееся давление сжатого воздуха не должно снижаться.
Затем следует повысить давление сжатого воздуха в МР темпом медленного отпуска (закрыть кран 15, перевести блок управления (кран машиниста) на зарядное давление и затем открыть кран 22 с дросселем 23). При этом сначала в РК, а затем в ТР должно произойти снижение давления сжатого воздуха.
Время от начала повышения давления сжатого воздуха в МР до достижения в ТР давления сжатого воздуха 0,04 МПа (0,4 кгс/см2) должно быть не более 70 с.
16.2.4 Проверка полного служебного торможения и отпуска магистральной части производится на режиме «равнинный» при зарядном давлении (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен в положение «груженый», краны 1, 13, 15, 26 и 32 открыты, остальные - закрыты.
После зарядки сжатым воздухом РК, ЗК и МР до зарядного давления следует снизить давление сжатого воздуха в МР до (0,35 + 0,01) МПа [(3,5 + 0,1) кгс/см2] темпом служебного торможения. При этом время от начала понижения давления сжатого воздуха в МР до достижения в ТР давления сжатого воздуха 0,35 МПа (3,5 кгс/см2) должно быть от 7 до 15 с.
Затем следует повысить давление сжатого воздуха в МР до (0,45 + 0,01) МПа [(4,5 + 0,1) кгс/см2]. При этом:
- в РК должно произойти снижение давления сжатого воздуха,
- время от начала повышения давления сжатого воздуха в МР до достижения в ТР давления сжатого воздуха 0,04 МПа (0,4 кгс/см2) должно быть не более 60 с.
16.2.5 Для проверки отпуска магистральной части на горном режиме следует ее режимный переключатель перевести в положение «горный», проверку производить при зарядном давлении (0,60 + 0,01) МПа [(6,0 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен в положение «груженый», краны 1, 13, 15, 26 и 32 открыты, остальные - закрыты.
После зарядки сжатым воздухом РК, ЗК, МР и ЗР до зарядного давления следует снизить давление сжатого воздуха в МР на 0,10 - 0,12 МПа (1,0 - 1,2 кгс/см2) темпом служебного торможения, дать выдержку 15 с и повысить давление сжатого воздуха в МР до (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
В течение 60 с, после повышения давления сжатого воздуха в МР, должно произойти снижение давления сжатого воздуха в ТР не ниже чем до 0,06 МПа (0,6 кгс/см2).
16.3 Испытание главной части
16.3.1 Проверка зарядки главной части производится на режиме «равнинный» магистральной части при зарядном давлении (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен для главных частей 4381, 270 и 483.400 в положение «порожний», для главных частей КАВ10-01 и КАВ10-02 в положении «средний», краны 13, 15 и 32 должны быть открыты, остальные - закрыты.
После достижения в МР зарядного давления производится зарядка сжатым воздухом главной и магистральной частей (открыть кран 26), при этом необходимо проверить:
- время зарядки сжатым воздухом ЗР от 0 до 0,52 МПа (от 0 до 5,2 кгс/см2), которое должно быть от 14 до 18 с;
- время зарядки сжатым воздухом РК от 0 до 0,05 МПа (от 0 до 0,5 кгс/см2), которое должно быть от 25 до 55 с в случае применения при испытании магистральной части 483М, от 15 до 40 с в случае применения при испытании магистральных частей 483А и 4380, от 3 до 8 с - в случае применения для испытания магистральной части КАВ20-01.
(Измененная редакция. Изм. 5-2014, 36-2016)
16.3.2 Проверка мягкости действия главной части производится на режиме «равнинный» магистральной части при зарядном давлении (0,60 + 0,01) МПа [(6,0 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен для главных частей 4381, 270 и 483.400 в положение «порожний», для главных частей КАВ10-01 и КАВ10-02 - в положении «средний», краны 13, 15, 26 и 32 должны быть открыты, остальные - закрыты.
После зарядки сжатым воздухом РК, ЗК, МР и ЗР до зарядного давления следует отсоединить МР от прямой зарядки (закрыть кран 15), перекрыть краном 32 КДР и снизить в МР давление сжатого воздуха темпом мягкости (открыть кран 10 с дросселем 17). При снижении давления сжатого воздуха в МР до 0,54 МПа (5,4 кгс/см2) главная и магистральная части не должны приходить в действие, т.е. сжатый воздух не должен поступать в ТР, а давление сжатого воздуха в КДР не должно превышать 0,01 МПа (0,1 кгс/см2), давление сжатого воздуха в ЗР не должно понижаться более чем на 0,02 МПа (0,2 кгс/см2).
(Измененная редакция. Изм. 5-2014, 36-2016)
16.3.3 Проверка ступени торможения и плотности главной части при ступени торможения производится на режиме «равнинный» магистральной части при зарядном давлении (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен для главных частей 4381, 270 и 483.400 в положение «порожний», для главных частей КАВ10-01 и КАВ10-02 - в положении «средний», краны 1, 13, 15, 26 и 32 должны быть открыты, остальные - закрыты.
Для проверки следует снизить давление сжатого воздуха в МР темпом служебного торможения на 0,05 - 0,06 МПа (0,5 - 0,6 кгс/см2). Через 60 с после снижения давления сжатого воздуха в МР следует отсоединить ЗР от прямой зарядки (закрыть кран 1). При этом:
- в течение 20 с после отключения ЗР допускается понижение давления сжатого воздуха в нем не более чем на 0,01 МПа (0,1 кгс/см2);
- в течение 120 с после снижения давления сжатого воздуха в МР:
1) в КДР давление сжатого воздуха должно быть не менее 0,3 МПа (3,0 кгс/см2);
2) в РК установившееся давление сжатого воздуха не должно снижаться;
3) давление сжатого воздуха в ТР должно быть не менее 0,06 МПа (0,6 кгс/см2).
(Измененная редакция. Изм. 5-2014, 36-2016)
16.3.4 Проверка давления сжатого воздуха в ТР в зависимости от режима торможения производится на режиме «равнинный» при зарядном давлении (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Краны стенда 1, 13, 15, 26 и 32 должны быть открыты, остальные - закрыты.
После зарядки сжатым воздухом РК, ЗК и МР до зарядного давления поочередно (в любой последовательности) на каждом режиме торможения главной части следует снизить давление сжатого воздуха в МР до (0,35 + 0,01) МПа [(3,5 + 0,1) кгс/см2] темпом служебного торможения с обязательным последующим полным отпуском после измерения давления в ТР на каждом режиме торможения.
Давление сжатого воздуха в ТР должно установиться:
- на режиме торможения «порожний» - от 0,14 до 0,18 МПа (от 1,4 до 1,8 кгс/см2);
- на режиме торможения «средний» - от 0,30 до 0,34 МПа (от 3,0 до 3,4 кгс/см2);
- на режиме торможения «груженый» - от 0,40 до 0,45 МПа (от 4,0 до 4,5 кгс/см2).
При проверке на режиме торможения «груженый» необходимо проконтролировать время от начала понижения давления сжатого воздуха в МР до достижения давления сжатого воздуха в ТР 0,35 МПа (3,5 кгс/см2), которое должно быть от 7 до 15 с, и время отпуска: время от начала повышения давления сжатого воздуха в МР до достижения давления сжатого воздуха в ТР 0,04 МПа (0,4 кгс/см2), которое должно быть не более 60 с.
(Измененная редакция. Изм. 5-2014)
16.3.5 Для проверки действия выпускного клапана главной части толкатель выпускного клапана, при зарядном давлении сжатого воздуха в РК (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2], следует отжать до отказа. Время понижения давления сжатого воздуха в РК с 0,50 до 0,05 МПа (с 5,0 до 0,5 кгс/см2) должно быть не более 5 с.
17 РЕГУЛИРОВКА ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ГРУЗОВЫХ ВАГОНОВ
17.1 Регулировка тормозной рычажной передачи грузовых вагонов при производстве деповского и капитального ремонта
17.1.1 Регулировку тормозной рычажной передачи грузовых вагонов необходимо производить после сборки механической части тормоза на раме вагона и соединения ее с тормозными рычажными передачами подкатанных под вагон тележек.
Регулировка тормозной рычажной передачи каждой тележки должна быть произведена до подкатки тележек под вагон.
Рычажная передача тележек грузового типа должна быть отрегулирована в соответствии с пунктом 4.10.
Рычажная передача тележек пассажирского типа (тележек рефрижераторных вагонов) должна быть отрегулирована в соответствии с пунктами 23.13 и 42.3.
17.1.2 Переключатель режимов воздухораспределителя на вагоне с композиционными тормозными колодками должен быть установлен на среднем режиме торможения, а с чугунными тормозными колодками - на груженом.
На дизельном вагоне 5-вагонной рефрижераторной секции переключатель режимов воздухораспределителя должен быть установлен, вне зависимости от типа тормозных колодок, на среднем режиме торможения.
Переключатель режимов воздухораспределителя на вагоне с композиционными тормозными колодками, эксплуатация которого в груженом состоянии производится по особому распоряжению владельца инфраструктуры на груженом режиме, должен быть установлен на груженый режим торможения.
На вагоне, оборудованном авторежимом, под упор авторежима необходимо подложить металлическую прокладку толщиной (32 - 1) мм - при авторежиме 265А-1, толщиной (45 - 1) мм при авторежиме 265А-4, 265А-5, АКВ1 и авторежиме модельного ряда 6532.
(Измененная редакция. Изм. 5-2014, 36-2016, 1-2017)
17.1.3 У вагона с рычажным приводом регулятора необходимо извлечь из рычажного привода валик, соединяющий регулировочный винт привода с его упорным рычагом, и отвести упорный рычаг привода от корпуса регулятора на максимально-возможное расстояние.
У вагона со стержневым приводом регулятора упор привода следует установить при чугунных тормозных колодках на расстоянии не менее 160 мм от корпуса регулятора, при композиционных тормозных колодках - не менее 200 мм.
У вагона с винтовым приводом регулятора упор привода следует установить на расстоянии не менее 40 мм от корпуса регулятора.
17.1.4 Вращением корпуса регулятора необходимо установить зазор между тормозными колодками и колесами от 5 до 8 мм.
Винт регулятора должен быть вывернут так, чтобы размер «а» (расстояние от торца муфты защитной трубы до присоединительной резьбы на винте) составлял не менее 500 мм - для регуляторов 574Б, РТРП-675, РТРП-675-М, не менее 250 мм - для регуляторов РТРП-300 (рисунки 11, 12, 13).
17.1.5 Произвести полное служебное торможение и проконтролировать выход штока тормозного цилиндра и наклон рычагов тормозной рычажной передачи.
Выход штока тормозного цилиндра при полном служебном торможении должен находиться в пределах, приведенных в таблице 1.
У вагона с симметричной тормозной рычажной передачей с одним тормозным цилиндром (рисунки А.1, А.4, А.5, А.8) и у вагона с двумя тормозными цилиндрами (с раздельным торможением, рисунок А.6) при полном служебном торможении ведущий горизонтальный рычаг (горизонтальный рычаг со стороны штока тормозного цилиндра) должен располагаться перпендикулярно к оси тормозного цилиндра или иметь наклон от своего перпендикулярного положения до 10° в сторону от тележки (рисунки 14, 15).
У вагона с одним тормозным цилиндром с несимметричной тормозной рычажной передачей (рисунки А.2, А.3) при полном служебном торможении тыловой промежуточный рычаг должен иметь наклон не менее 20° в сторону к тележке (рисунок 16).
У вагона-хоппера с двумя тормозными цилиндрами (с раздельным торможением, рисунок А.7) при полном служебном торможении промежуточные рычаги должны иметь наклон не менее 20° в сторону к тележке (рисунок 17).
Тормозная рычажная передача вагона при несоответствии вышеприведенным требованиям должна быть отрегулирована.
17.1.6 При регулировке тормозной рычажной передачи запрещается укорачивать тормозные тяги, ставить взамен них тяги другой длины.
Для проверки наклона рычагов тормозной рычажной передачи и выхода штока тормозного цилиндра вновь производится полное служебное торможение.
17.1.7 У вагона с отрегулированными наклоном рычагов и выходом штока тормозного цилиндра необходимо произвести полное служебное торможение, подвести упорный рычаг (упор) привода регулятора вплотную к корпусу регулятора и зафиксировать его положение.
У рычажного привода для фиксации упорного рычага следует вращением регулировочного винта совместить отверстие в его головке с отверстием в упорном рычаге привода и соединить их валиком, с постановкой шайбы и шплинта.
После установки привода регулятора следует произвести отпуск тормоза. При этом расстояние между корпусом регулятора и упорным рычагом (упором) устанавливается автоматически. Ориентировочные установочные размеры привода регулятора (размер «А») приведены в таблице 8.
17.1.8 У отрегулированной тормозной рычажной передачи необходимо проверить регулятор на стягивание тормозной рычажной передачи, для чего следует измерить размер «а» регулятора, вращением корпуса регулятора распустить тормозную рычажную передачу, повторно измерить размер «а», произвести полное служебное торможение, затем произвести отпуск тормоза, после чего проконтролировать размер «а» он должен сократиться на 5 - 11 мм у регуляторов 574Б, на 7 - 20 мм у регуляторов РТРП-675 и РТРП-675-М, на 5 - 10 мм у регуляторов РТРП-300.
После проверки обратным вращением корпуса регулятора необходимо стянуть тормозную рычажную передачу до первоначального размера «а».
17.1.9 После регулировки тормозной рычажной передачи и проверки регулятора на стягивание тормозной рычажной передачи необходимо:
- на вагонах, не оборудованных авторежимом, переключатель режимов воздухораспределителя переключить на порожний режим, переключатель режимов воздухораспределителя на дизельном вагоне 5-вагонной рефрижераторной секции оставить на среднем режиме торможения;
- у вагонов, оборудованных авторежимом, извлечь прокладку, поставленную для регулировки тормозной рычажной передачи под упор авторежима, переключатель режимов воздухораспределителя установить при композиционных колодках на средний режим торможения, при чугунных - на груженый.
(Измененная редакция. Изм. 5-2014)
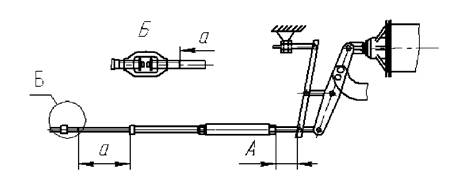
Рисунок 11 - Схема установки на вагоне регулятора тормозной
рычажной передачи с рычажным приводом.
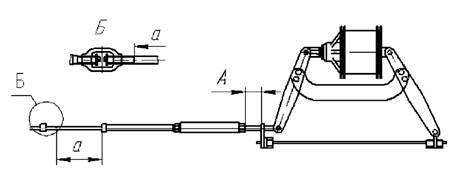
Рисунок 12 - Схема
установки на вагоне регулятора тормозной
рычажной передачи со стержневым приводом
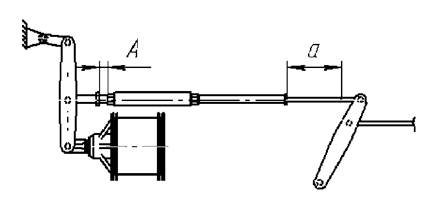
Рисунок 13 - Схема
установки на вагоне регулятора тормозной
рычажной передачи с винтовым упором рычаг
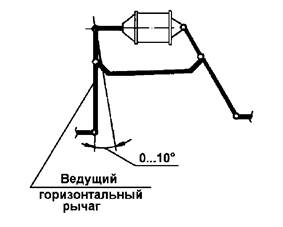
Рисунок 14 -
Положение ведущего горизонтального рычага
при полном служебном торможении
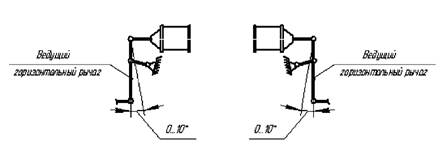
Рисунок 15 - Положение
ведущих горизонтальных рычагов при полном
служебном торможении на вагонах с раздельным торможением
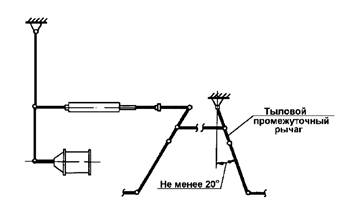
Рисунок 16 -
положение тылового промежуточного рычага при полном
служебном торможении
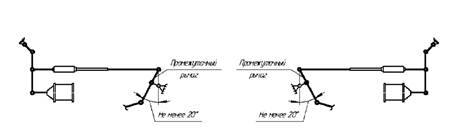
Рисунок 17 -
положение промежуточных рычагов при полном
служебном торможении на вагонах с раздельным торможением
Таблица 8 - Ориентировочные установочные размеры привода регулятора тормозной рычажной передачи вагонов
|
Тип вагона |
Тип тормозных колодок |
Размер «А», мм |
||
|
рычажный привод |
стержневой привод |
Винтовой упор |
||
|
Четырехосный грузовой вагон (в том числе рефрижераторный) с одним тормозным цилиндром (188Б, 002) диаметром 356 мм |
Композиционные |
35 - 50 |
140 - 200 |
15 - 30 |
|
Чугунные |
40 - 60 |
120 - 150 |
15 - 35 |
|
|
Четырехосный грузовой вагон с двумя тормозными цилиндрами (710, 008) диаметром 254 мм и ходом поршня 125 мм (с раздельным торможением) |
Композиционные |
10 - 25 |
- |
10 - 25 |
|
Четырехосный грузовой вагон с двумя тормозными цилиндрами (710-03) диаметром 254 мм и ходом поршня 240 мм (с раздельным торможением) |
Композиционные |
20 - 40 |
- |
20 - 40 |
|
Шестиосный грузовой вагон с одним тормозным цилиндром (519А) диаметром 400 мм |
Композиционные |
20 - 40 |
- |
- |
|
Восьмиосный грузовой вагон с двумя тормозными цилиндрами (188Б, 002) диаметром 356 мм (с раздельным торможением) |
Композиционные |
35 - 50 |
- |
- |
|
Восьмиосный грузовой вагон с одним тормозным цилиндром (519А) диаметром 400 мм |
Композиционные |
30 - 50 |
- |
- |
|
Вагон 5-вагонной рефрижераторной секции постройки БМЗ и ГДР, автономный рефрижераторный вагон (АРВ) |
Композиционные |
25 - 60 |
55 - 145 |
- |
|
Чугунные |
40 - 75 |
60 - 100 |
- |
|
|
Вагон-термос |
Композиционные |
- |
140 - 200 |
- |
|
Чугунные |
- |
130 - 150 |
- |
|
(Измененная редакция. Изм. 6-2014, 15-2015)
17.2 Регулировка тормозной рычажной передачи грузовых вагонов при производстве текущего отцепочного ремонта
17.2.1 При текущем отцепочном ремонте вагона для проверки правильности регулировки тормозной рычажной передачи необходимо:
- при отпущенном тормозе вагона проконтролировать зазор между тормозными колодками и колесами, размер «а» регулятора, положение упорного рычага привода (упора) регулятора;
- произвести на вагоне полное служебное торможение и проконтролировать выход штока тормозного цилиндра и наклоны рычагов.
Зазор между тормозными колодками и колесами при отпущенном тормозе вагона должен быть в пределах от 5 до 8 мм.
Размер «а» должен быть для регуляторов 574Б, РТРП-675, РТРП-675-М не менее 150 мм, для регуляторов РТРП-300 - не менее 50 мм.
Упорный рычаг привода (упор) регулятора при отпущенном тормозе вагона не должен касаться корпуса регулятора, ориентировочные установочные размеры привода регулятора (размер «А») приведены в таблице 8.
Выход штока тормозного цилиндра и наклоны рычагов тормозной рычажной передачи, расположенной на раме вагона, при полном служебном торможении должны соответствовать требованиям пункта 17.1.5.
При полном служебном торможении внутренний вертикальный рычаг тележки (рычаг, соединенный с тормозной тягой вагона) может быть наклонен своим верхним плечом в сторону от надрессорной балки, при этом угол наклона рычага относительно его вертикального положения не должен превышать 35°.
Тормозная рычажная передача вагона при несоответствии вышеприведенным требованиям должна быть отрегулирована.
17.2.2 Тормозная рычажная передача тележек грузового типа с новыми тормозными колодками должна быть отрегулирована в соответствии с требованиями пункта 4.10.
У остальных тележек грузового типа регулировку наклона внутреннего вертикального рычага следует производить путем перестановки валиков в отверстиях серьги мертвой точки и в затяжке вертикальных рычагов, выставляя в зависимости от диаметра колес размеры «С» и «Р» (рисунок 1) в соответствии с таблицей 9.
Тормозная рычажная передача тележек пассажирского типа (тележек рефрижераторных вагонов) должна быть отрегулирована в соответствии с требованиями пунктов 23.13 и 42.3.
После регулировки тормозной рычажной передачи тележек и соединения её с тормозной рычажной передачей, расположенной на раме вагона, необходимо вращением корпуса регулятора установить зазор между тормозными колодками и колесами от 5 до 8 мм.
У вагонов с новыми тормозными колодками размер «а» регулятора должен быть не менее 500 мм - для регуляторов 574Б, РТРП-675, РТРП-675-М, не менее 250 мм - для регуляторов РТРП-300, у остальных вагонов размер «а» регулятора должен быть не менее 150 мм - для регуляторов 574Б, РТРП-675, РТРП-675-М, не менее 50 мм - для регуляторов РТРП-300.
Дальнейшую регулировку тормозной рычажной передачи порожнего вагона следует производить в соответствии с пунктами 17.1.2, 17.1.3, 17.1.5, 17.1.6, 17.1.7.
У груженого вагона переключатель режимов воздухораспределителя следует установить при композиционных тормозных колодках на средний режим торможения, при чугунных - на груженый. У вагона с композиционными тормозными колодками, эксплуатация которого в груженом состоянии производится по особому распоряжению владельца инфраструктуры на груженом режиме торможения, переключатель режимов воздухораспределителя должен быть установлен на груженый режим.
Дальнейшую регулировку тормозной рычажной передачи груженого вагона следует производить в соответствии с пунктами 17.1.3, 17.1.5, 17.1.6, 17.1.7.
При необходимости регулировки тормозная рычажная передача вагонов, оборудованных регулятором, должна быть отрегулирована на поддержание выхода штока тормозного цилиндра на нижнем пределе установленных норм выхода штока.
(Измененная редакция. Изм. 5-2014, 6-2014)
17.2.3 У отрегулированной тормозной рычажной передачи необходимо проверить регулятор на стягивание тормозной рычажной передачи в соответствии с п. 17.1.8.
17.2.4 У порожних вагонов после регулировки тормозной рычажной передачи и проверки регулятора на стягивание тормозной рычажной передачи необходимо:
- на вагонах, не оборудованных авторежимом, переключатель режимов воздухораспределителя установить на порожний режим торможения, переключатель режимов воздухораспределителя на дизельном вагоне 5-вагонной рефрижераторной секции оставить на среднем режиме торможения;
- у вагонов, оборудованных авторежимом, извлечь прокладку, поставленную для регулировки тормозной рычажной передачи под упор авторежима, переключатель режимов воздухораспределителя установить при композиционных колодках на средний режим торможения, при чугунных - на груженый режим.
(Измененная редакция. Изм. 5-2014)
17.2.5 У груженых вагонов после регулировки тормозной рычажной передачи и проверки регулятора на стягивание тормозной рычажной передачи переключатель режимов воздухораспределителя должен быть установлен, в зависимости от типа тормозных колодок (композиционных или чугунных), типа и модели вагона, а также от загрузки вагона (для вагонов без авторежима) на средний или груженый режим торможения.
(Измененная редакция. Изм. 5-2014)
17.3 Регулировку тормозной рычажной передачи грузовых вагонов с тележками, в которых применены подшипники кассетного типа с адаптерами в буксовом проеме, необходимо производить в соответствии с конструкторской (в том числе ремонтной) документацией на вагон.
17.4 Регулировку тормозной рычажной передачи и проверку действия её регулятора допускается производить при испытании тормоза вагона.
|
Обозначение размера |
Величина размера, мм, при среднем диаметре колес тележки Dср = (D1 + D2)/2, мм |
||||||
|
более 959 |
959 - 943 |
942 - 928 |
927 - 904 |
903 - 886 |
885 - 870 |
менее 870 |
|
|
С |
227 |
127 |
177 |
227 |
127 |
177 |
227 |
|
Р |
950 |
1030 |
1110 |
||||
18 ПРИЕМКА ТОРМОЗНОГО ОБОРУДОВАНИЯ НА ГРУЗОВЫХ ВАГОНАХ
18.1 У отремонтированного вагона, предъявленного для приемки тормозного оборудования, необходимо:
- проверить правильность монтажа и крепления всего тормозного оборудования;
- проконтролировать регулировку авторежима (при наличии). При выпуске из плановых видов ремонта с 01.07.2018 г. все грузовые вагоны, кроме шестиосных и восьмиосных, должны быть оборудованы авторежимом;
- проверить регулировку тормозной рычажной передачи и действие ее регулятора;
- проверить действие стояночного или ручного тормоза;
- испытать тормоз.
(Измененная редакция. Изм. 6-2016)
18.2 Крепление тормозного оборудования на вагоне должно соответствовать требованиям раздела 3.
18.3 Регулировка авторежима на вагоне должна соответствовать требованиям раздела 14.
18.4 Регулировка тормозной рычажной передачи и проверка действия регулятора должны соответствовать требованиям раздела 17.
18.5 Проверка действия стояночного тормоза производится после регулировки тормозной рычажной передачи.
Вращением штурвала следует привести в действие стояночный тормоз. При этом у вагона с одним тормозным цилиндром все тормозные колодки должны плотно прижаться к колесам, у вагона с двумя тормозными цилиндрами контролируется прижатие всех тормозных колодок на тележке, соединенной со стояночным тормозом. Затем следует выключить фиксирующий механизм стояночного тормоза и перевести штурвал из рабочего положения в нерабочее. Тормозные колодки при этом должны отойти от колес.
Перемещение вала со штурвалом стояночного тормоза должно происходить без заеданий.
Проверка действия ручного тормоза производится после регулировки тормозной рычажной передачи в соответствии с подразделом 43.6.
18.6 При испытании тормоза вагона должны быть проконтролированы:
- плотность тормозной системы вагона;
- действие тормоза при торможении и отпуске;
- действие выпускного клапана воздухораспределителя.
18.7 Испытание тормоза вагона необходимо производить на испытательной установке.
Схема типовой установки для испытания тормоза грузовых вагонов приведена на рисунке 18. Испытание тормоза вагона на типовой установке следует производить в соответствии с разделом 19.
Испытательная установка, схема которой отличается от схемы типовой установки, должна быть допущена к применению в установленном железнодорожной администрацией порядке, а испытание на ней должно производиться в соответствии с руководством по эксплуатации этой установки.
18.8 Результаты испытаний тормоза вагона должны быть отражены в учетной книге установленной формы.
При испытании на установке с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, необходимо записывать дату испытания и номер принятого вагона за подписью лиц, производивших подготовку тормоза вагона к приемке и выполнявших приемку.
Проведение испытаний на установке с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
19 ИСПЫТАНИЕ ТОРМОЗА ГРУЗОВЫХ ВАГОНОВ НА ТИПОВОЙ УСТАНОВКЕ
19.1 Общие положения
19.1.1 Действие тормоза вагона при торможении оценивается по давлению сжатого воздуха в тормозном цилиндре, по выходу штока тормозного цилиндра и плотному прижатию всех тормозных колодок к колесам.
19.1.2 Действие тормоза вагона при полном отпуске оценивается по отсутствию давления сжатого воздуха в тормозном цилиндре, по возвращению штока тормозного цилиндра в исходное положение и отходу всех тормозных колодок от колес.
19.1.3 Допускается при текущем отцеп очном ремонте испытывать одновременно тормоза у группы вагонов, состоящей не более чем из 6 вагонов, подключенных к одной испытательной установке, с обязательной постановкой манометров на всех тормозных цилиндрах каждого вагона.
19.2 Характеристика установки
19.2.1 Принципиальная пневматическая схема типовой установки для испытания тормоза вагона должна соответствовать схеме, приведенной на рисунке 18.
19.2.2 Установка должна иметь:
- кран машиниста или заменяющий его блок управления;
- магистральный резервуар объемом 55 л;
- контрольно-измерительные приборы для контроля времени (секундомер) и давления (для измерения давления сжатого воздуха в тормозном цилиндре - манометр с пределом измерения 0,6 МПа (6 кгс/см2) класса точности не ниже 1,0 или манометр с пределом измерения 1,0 МПа (10 кгс/см2) класса точности не ниже 0,6; для измерения давления сжатого воздуха в тормозной магистрали - манометр с пределом измерения 1,0 МПа (10 кгс/см2) класса точности не ниже 0,6);
- разобщительные краны или устройства, заменяющие их;
- соединительные рукава для подключения установки к источнику сжатого воздуха и к испытываемому вагону.
19.2.3 Магистральный резервуар должен иметь разобщительный кран с дроссельным отверстием диаметром 2 мм или заменяющее его устройство для проверки крана машиниста (блока управления) и водоспускной кран.
19.2.4 Кран машиниста или заменяющий его блок управления должен обеспечивать:
- давление сжатого воздуха в магистральном резервуаре: (0,54 ± 0,01), (0,45 ± 0,01), (0,35 ± 0,01) МПа [(5,4 ± 0,1), (4,5 ± 0,1) и (3,5 ± 0,1) кгс/см2];
- автоматическое поддержание установившегося давления сжатого воздуха в магистральном резервуаре;
- темп служебного торможения - понижение давления сжатого воздуха в магистральном резервуаре с 0,5 до 0,4 МПа (с 5,0 до 4,0 кгс/см2) за время от 4 до 6 с;
- темп отпуска - повышение давления сжатого воздуха в магистральном резервуаре с 0,4 до 0,5 МПа (с 4,0 до 5,0 кгс/см2) за время не более 5 с;
- ступень торможения - снижение давления сжатого воздуха в магистральном резервуаре с (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2] на 0,05 - 0,06 МПа (0,5 - 0,6 кгс/см2).
19.2.5 Проверка плотности установки и заданных темпов производится в следующей последовательности:
- установку через рукав 1 подключить к воздушной напорной магистрали с давлением сжатого воздуха не ниже 0,6 МПа (6,0 кгс/см2);
- кран машиниста (блок управления) установить на зарядное давление (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2];
- открыть кран 2 и закрыть кран 4;
- на рукав 7 установить заглушку с отверстием диаметром 5 мм;
- обмылить заглушку и проверить плотность крана 4, при этом в отверстии заглушки допускается появление мыльного пузыря, удерживающегося не менее 10 с;
- снять с рукава 7 заглушку с отверстием и установить на него заглушку с выпускным клапаном (краном);
- открыть кран 4;
- зарядить воздушную систему установки до давления (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2], после двухминутной выдержки закрыть кран 4, и проверить плотность установки - в течение 5 мин снижение давления сжатого воздуха, наблюдаемое по манометру 5, допускается не более чем на 0,01 МПа (0,1 кгс/см2);
- открыть кран 4;
- краном машиниста (блоком управления) снизить давление до (0,35 ± 0,01) МПа [(3,5 ± 0,1) кгс/см2] при этом проверить темп торможения время снижения давления сжатого воздуха, наблюдаемого по манометру 5, с 0,5 до 0,4 МПа (с 5,0 до 4,0 кгс/см2) должно быть от 4 до 6 с;
- кран машиниста (блок управления) перевести на зарядное давление (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2] и проверить темп отпуска - повышение давления сжатого воздуха, наблюдаемого по манометру 5, с 0,4 до 0,5 МПа (с 4,0 до 5,0 кгс/см2) должно произойти не более чем за 5 с;
- для проверки крана машиниста (блока управления) на автоматическое поддержание давления необходимо после того, как в магистральном резервуаре установится зарядное давление, создать утечку из магистрального резервуара через отверстие диаметром 2 мм (открыть кран 8), при этом кран машиниста (блок управления) должен поддерживать установившееся зарядное давление сжатого воздуха в магистральном резервуаре с отклонением не более 0,015 МПа (0,15 кгс/см2);
- закрыть кран 4, сбросить давление сжатого воздуха до нуля с помощью выпускного клапана (крана) в заглушке и затем снять ее с рукава 7.
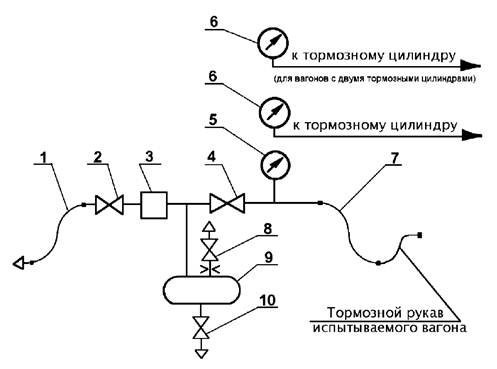
1, 7 - соединительные рукава; 2, 4 - разобщительные
краны или заменяющие их
устройства, 3 - кран машиниста (блок управления); 5, 6 - манометры;
8 - разобщительный кран с дроссельным отверстием Ø 2 мм или заменяющее
его устройство; 9 - магистральный резервуар; 10 - водоспускной кран
Рисунок 18 - Принципиальная пневматическая схема типовой
установки для испытания тормоза грузовых вагонов
19.3 Подготовка к испытанию тормоза вагона
19.3.1 Для проведения испытания на каждом тормозном цилиндре вагона должен быть установлен манометр.
19.3.2 Тормозную магистраль вагона через один из соединительных рукавов следует подсоединить к установке, на головку противоположного соединительного рукава вагона необходимо установить заглушку, оставляя при этом открытым концевой кран. Воздухораспределитель вагона должен быть включен. При проверке группы вагонов заглушку следует устанавливать на соединительном рукаве концевого вагона.
19.4 Проверка плотности пневматической тормозной системы вагона
19.4.1 Для проверки плотности тормозной системы вагона необходимо открыть кран 4 и зарядить тормозную систему вагона сжатым воздухом до давления (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2].
Контроль зарядки тормозной системы вагона производится по времени зарядки, которое должно быть не менее 6 минут.
После зарядки следует закрыть кран 4 и проверить плотность пневматической тормозной системы вагона - падение давления, контролируемого по манометру 5, не должно превышать 0,01 МПа (0,1 кгс/см2) в течение 5 минут.
19.5 Проверка действия тормоза вагона
19.5.1 Для проверки действия тормоза воздухораспределитель вагона следует включить на равнинный режим.
На вагонах, не оборудованных авторежимом, переключатель режимов воздухораспределителя необходимо установить на порожний режим торможения.
На вагонах, оборудованных авторежимом, переключатель режимов воздухораспределителя следует установить при композиционных тормозных колодках на среднем режиме торможения, при чугунных - на груженом.
Тормозную систему вагона зарядить сжатым воздухом до давления (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2], после чего снизить давление в тормозной магистрали вагона на 0,05 - 0,06 МПа (0,5 - 0,6 кгс/см2), при этом тормоз должен прийти в действие и не отпускать в течение 5 мин. Затем следует повысить давление сжатого воздуха в тормозной магистрали вагона до зарядного - тормоз должен полностью отпустить за время не более 70 с.
После зарядки тормозной системы вагона следует снизить давление сжатого воздуха в тормозной магистрали вагона до (0,35 ± 0,01) МПа [(3,5 ± 0,1) кгс/см2] (произвести полное служебное торможение). При этом:
- тормоз должен прийти в действие;
- установившееся давление сжатого воздуха в тормозном цилиндре должно соответствовать значениям, приведенным в таблице 10;
- падение установившегося в тормозном цилиндре давления сжатого воздуха после того, как тормоз пришел в действие, не должно превышать при деповском и капитальном ремонтах 0,01 МПа (0,1 кгс/см2) за 3 мин, а при текущем отцепочном ремонте - за 2 мин.
Затем необходимо повысить давление сжатого воздуха в тормозной магистрали вагона до (0,45 ± 0,01) МПа [(4,5 ± 0,1) кгс/см2], при этом должен произойти полный отпуск тормоза.
Таблица 10 - Давление в тормозном цилиндре порожнего вагона при полном служебном торможении
|
Наличие авторежима |
Положение переключателя режимов воздухораспределителя |
Давление в тормозном цилиндре, МПа (кгс/см2) |
|
Без авторежима |
Порожний |
0,14 - 0,18 (1,4 - 1,8) |
|
С авторежимом (для вагонов с тарой до 27 т) |
Средний |
0,12 - 0,16 (1,2 - 1,6) |
|
Груженый |
0,14 - 0,20 (1,4 - 2,0) |
|
|
С авторежимом (для вагонов с тарой от 27 т до 32 т) |
Средний |
0,15 - 0,17 (1,5 - 1,7) |
|
С авторежимом (для вагонов с тарой от 32 т до 36 т) |
0,18 - 0,20 (1,8 - 2,0) |
|
|
С авторежимом (для вагонов с тарой от 36 т до 45 т) |
0,21 - 0,23 (2,1 - 2,3) |
(Измененная редакция. Изм. 5-2014)
19.5.2 После зарядки тормозной системы вагона сжатым воздухом до давления (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2] воздухораспределитель следует переключить на горный режим.
На вагонах, не оборудованных авторежимом, переключатель режимов воздухораспределителя необходимо переключить при композиционных тормозных колодках на средний режим, при чугунных - на груженый режим. У дизельного вагона 5-вагонной рефрижераторной секции, вне зависимости от типа тормозных колодок, переключатель режимов воздухораспределителя необходимо переключить на средний режим.
На вагонах, оборудованных авторежимом, переключатель режимов воздухораспределителя следует оставить при композиционных тормозных колодках на среднем режиме торможения, при чугунных - на груженом.
На вагонах с композиционными тормозными колодками, эксплуатация которых в груженом состоянии производится по особому распоряжению владельца инфраструктуры на груженом режиме, переключатель режимов воздухораспределителя должен быть установлен на груженый режим торможения.
У вагонов, оборудованных авторежимом, под упор авторежима необходимо подложить металлическую прокладку толщиной (32 - 1) мм - для авторежимов 265А-1, толщиной (45 - 1) мм - для авторежимов 265А-4, 265А-5, АКВ1 и авторежимов модельного ряда 6532.
Снизить давление сжатого воздуха в тормозной магистрали вагона с (0,54 ± 0,01) до (0,35 ± 0,01) МПа [с (5,4 ± 0,1) до (3,5 ± 0,1) кгс/см2] (произвести полное служебное торможение).
При этом:
- тормоз должен прийти в действие;
- установившееся давление сжатого воздуха в тормозном цилиндре вагона должно соответствовать значениям, приведенным в таблице 11;
- выход штока тормозного цилиндра должен находиться в пределах, приведенных в таблице 1.
Затем следует повысить давление сжатого воздуха в тормозной магистрали вагона до (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2], при этом должен произойти полный отпуск тормоза.
По окончании испытания необходимо переключить воздухораспределитель на равнинный режим.
На вагонах, не оборудованных авторежимом, переключатель режимов воздухораспределителя необходимо переключить на порожний режим.
У дизельного вагона 5-вагонной рефрижераторной секции, вне зависимости от типа тормозных колодок, переключатель режимов воздухораспределителя необходимо оставить на среднем режиме.
У вагонов, оборудованных авторежимом, необходимо извлечь прокладку, поставленную под упор авторежима, переключатель режимов воздухораспределителя следует установить при композиционных тормозных колодках на средний режим торможения, при чугунных - на груженый.
Таблица 11 - Давление в тормозном цилиндре при полном служебном торможении при работе воздухораспределителя и авторежима в режиме, соответствующем полной загрузке вагона
|
Положение переключателя режимов воздухораспределителя |
Давление в тормозном цилиндре, МПа (кгс/см2) |
||
|
Воздухораспределители модельного ряда 483 при камере: |
Воздухораспределители модельного ряда КАВ60 |
||
|
295.001 |
295М.001, 295М.002 |
||
|
Средний |
0,28 - 0,33 (2,8 - 3,3) |
0,30 - 0,34 (3,0 - 3,4) |
0,30 - 0,34 (3,0 - 3,4) |
|
Груженый |
0,39 - 0,45 (3,9 - 4,5) |
0,40 - 0,45 (4,0 - 4,5) |
0,40 - 0,45 (4,0 - 4,5) |
(Измененная редакция. Изм. 5-2014, 36-2016, 1-2017)
19.5.3 Проверка действия тормоза порожнего вагона при текущем отцепочном ремонте производится в соответствии с пунктами 19.5.1 и 19.5.2.
Для проверки действия тормоза при текущем отцепочном ремонте груженого вагона необходимо:
- включить воздухораспределитель на равнинный режим;
- на вагонах, оборудованных авторежимом, проверить положение переключателя режимов воздухораспределителя, который в зависимости от типа тормозных колодок (композиционных или чугунных), типа и модели вагона должен находиться в положении среднего или груженого режима торможения;
- на вагонах, не оборудованных авторежимом, проверить соответствие положения переключателя режимов воздухораспределителя типу тормозных колодок (композиционные или чугунные), типу и модели вагона, а также загрузке вагона;
- зарядить тормозную систему вагона сжатым воздухом до давления (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2], после чего снизить давление сжатого воздуха в тормозной магистрали вагона на 0,05 - 0,06 МПа (0,5 - 0,6 кгс/см2), при этом тормоз должен прийти в действие и не отпускать в течение 5 мин;
- повысить давление сжатого воздуха в тормозной магистрали вагона до зарядного - тормоз должен полностью отпустить за время не более 70 с;
- после зарядки тормозной системы вагона снизить давление сжатого воздуха в тормозной магистрали вагона до (0,35 ± 0,01) МПа [(3,5 ± 0,1) кгс/см2] (произвести полное служебное торможение). При этом тормоз должен прийти в действие, выход штока тормозного цилиндра должен находиться в пределах, приведенных в таблице 1, падение установившегося в тормозном цилиндре давления сжатого воздуха после того, как тормоз пришел в действие, не должно превышать 0,01 МПа (0,1 кгс/см2) за 2 мин, у вагонов, не оборудованных авторежимом, установившееся давление сжатого воздуха в тормозном цилиндре в зависимости от положения переключателя режимов воздухораспределителя должно соответствовать значениям, приведенным в таблицах 10 или 11, у вагонов, оборудованных авторежимом, при полной их загрузке установившееся давление сжатого воздуха в тормозном цилиндре должно соответствовать значениям, приведенным в таблице 11. У вагонов, оборудованных авторежимом, при неполной их загрузке действие тормоза при торможении должно оцениваться по выходу штока тормозного цилиндра и плотному прижатию всех тормозных колодок к колесам;
- повысить давление сжатого воздуха в тормозной магистрали вагона до (0,45 ± 0,01) МПа [(4,5 ± 0,1) кгс/см2], при этом должен произойти полный отпуск тормоза.
(Измененная редакция. Изм. 5-2014)
19.6 Проверка действия выпускного клапана воздухораспределителя
19.6.1 Для проверки действия выпускного клапана воздухораспределителя следует отключить установку от испытываемого вагона - закрыть кран 4, закрыть концевой кран вагона (со стороны подсоединения к установке) и после сброса давления сжатого воздуха в рукаве 7 и соединительном рукаве вагона разъединить их, после чего вновь открыть концевой кран вагона.
19.6.2 После разрядки тормозной магистрали вагона до нуля и достижения в тормозном цилиндре установившегося давления сжатого воздуха следует потянуть до отказа поводок выпускного клапана воздухораспределителя, удерживая его до полного выхода воздуха из камеры или кронштейна-камеры воздухораспределителя, после чего поводок отпустить. При этом должен произойти полный отпуск тормоза вагона.
(Измененная редакция. Изм. 5-2014)
19.7 Завершение испытаний
19.7.1 По окончании испытания тормоза вагона необходимо:
- снять с соединительного рукава вагона заглушку, установленную на него перед началом испытания тормоза;
- снять манометры с тормозных цилиндров;
- на тормозные цилиндры установить золотниковые клапаны 4316 или пробки.
20 РЕМОНТ И ИСПЫТАНИЕ КРАНА МАШИНИСТА, ПРИМЕНЯЕМОГО В СТЕНДАХ ДЛЯ ИСПЫТАНИЯ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА И УСТАНОВКАХ ДЛЯ ИСПЫТАНИЯ ТОРМОЗА ГРУЗОВЫХ ВАГОНОВ
20.1 В стендах для испытания воздухораспределителей и в установках для испытания тормоза вагона допускается применять кран машиниста, отвечающий требованиям разделов 16 и 19.
20.2 Ремонт и испытание кранов машиниста производится в соответствии с ремонтными документами на конкретный кран.
20.3 Результаты ремонта и испытания крана машиниста в условиях локомотивного депо должны быть оформлены актом. В случае ремонта крана машиниста в условиях АКП, имеющего соответствующее разрешение на производство ремонта кранов машиниста, на кране должна быть установлена бирка с нанесенными на ней клеймом АКП и датой ремонта (число, месяц и две последние цифры года), а результаты испытания должны быть отражены в учетной книге установленной формы.
21 ОБЪЕМ РЕМОНТА ТОРМОЗНОГО ОБОРУДОВАНИЯ ПАССАЖИРСКИХ ВАГОНОВ
21.1 Объем ремонта тормозного оборудования при текущем отцепочном ремонте пассажирских вагонов
21.1.1 Все устройства тормоза очистить снаружи от грязи, льда, снега.
21.1.2 При текущем отцепочном ремонте вагона, вне зависимости от причин его отцепки, производится осмотр всего тормозного оборудования, деталей его крепления и предохранительных (поддерживающих) устройств, размещенных на раме вагона и тележках.
При этом необходимо:
- проверить состояние воздухораспределителя, электровоздухораспределителя, электрической цепи управления электропневматическим тормозом (линейные провода, клеммные коробки);
- на вагонах с дисковыми тормозами дополнительно проверить состояние реле давления, сбрасывающих клапанов и противоюзного устройства,
- осмотреть тормозную рычажную передачу вагонов с колодочными тормозами, обнаруженные неисправности устранить, проверить правильность ее регулировки;
- поврежденные и нестандартные валики, шайбы, чеки тормозных колодок заменить исправными стандартными; на место отсутствующих, а также взамен нестандартных шплинтов ставить новые стандартные;
- на вагонах с дисковыми тормозами осмотреть рычажную передачу ручного тормоза и рычажную передачу клещевого механизма, обнаруженные неисправности устранить;
- на вагонах с дисковыми тормозами проверить состояние поверхностей трения тормозных дисков, крепление дисков к ступицам и крепление тормозных накладок в башмаке;
- не допускаются трещины в сварных швах и в основном металле корпуса тормозного блока, трещины на поверхностях трения тормозных дисков, износ тормозных дисков более 5 мм на сторону по рабочей поверхности, замеренный в четырех диаметрально противоположных местах, перемещение тормозных накладок в пазах башмака и другие неисправности;
- на вагонах с дисковыми тормозами проверить крепление трубопроводов и шлангов на тележке (герметичность их соединений, отсутствие на слух утечек воздуха);
- опломбировать стоп-краны;
- проверить надежность крепления воздухораспределителя, электровоздухораспределителя, резервуаров, воздухопровода, тормозного цилиндра и предохранительных (поддерживающих) устройств тормозной рычажной передачи, на вагонах с дисковыми тормозами дополнительно проверяется надежность крепления реле давления, сбрасывающих клапанов и деталей рычажной передачи ручного тормоза и клещевого механизма;
- осмотреть, очистить и продуть сжатым воздухом пылеулавливающие сетки;
- проверить монтаж электрической части противоюзного устройства отклонения от конструкторской документации на вагон не допускаются;
- все выявленные при осмотре неисправности устранить, неисправное тормозное оборудование, предохранительные (поддерживающие) устройства и детали крепления заменить на исправные, отсутствующие поставить.
21.1.3 После текущего отцепочного ремонта вагона производится приемка его тормозного оборудования в соответствии с разделом 43. При исправном действии электропневматического тормоза (далее - ЭПТ) проверку электрических цепей, измерение сопротивления их изоляции и испытание на пробой не производят.
21.2 Ревизия тормозного оборудования пассажирских вагонов
21.2.1 Ревизия тормозного оборудования пассажирских вагонов производится при единой технической ревизии пассажирских вагонов (далее - ТО-3).
21.2.2 При ТО-3 с вагона демонтируется следующее оборудование: воздухораспределитель, гарантийный срок службы которого заканчивается в следующий плановый межремонтный период;
- электровоздухораспределитель, гарантийный срок службы которого заканчивается в следующий плановый межремонтный период;
- переключательный клапан рабочей камеры;
- соединительные рукава;
- манометры контроля давления в тормозных цилиндрах.
С вагонов, оборудованных дисковыми тормозами, дополнительно демонтируются:
- реле давления;
- трехпозиционные сбрасывающие клапаны, гарантийный срок которых заканчивается в следующий плановый межремонтный период;
- сигнализаторы давления.
(Измененная редакция. Изм. 1-2015)
21.2.3 Все снятое с вагона тормозное оборудование должно быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные подразделения.
21.2.4 Предохранительные (поддерживающие) устройства, предотвращающие падение деталей и элементов тормозной рычажной передачи на путь, должны быть исправны и укреплены в соответствии с конструкторской документации на конкретную модель вагона.
21.2.5 Проверяется надежность крепления воздухораспределителя, электровоздухораспределителя, резервуаров, тормозных цилиндров, а на вагонах с дисковыми тормозами дополнительно проверяется крепление сбрасывающих клапанов, реле давления и стояночного тормоза. Крепление должно соответствовать конструкторской документации на конкретную модель вагона.
21.2.6 Проверяется состояние электрической цепи управления ЭПТ (рабочий и контрольный провода, клеммные коробки), а также состояние и крепление на раме вагона изолированной подвески рукава. Концевые клеммные коробки следует вскрыть, очистить, при необходимости просушить, необходимо проверить крепления проводов. Наконечники с налетом окиси следует зачистить. Необходимо проверить монтаж электропневматического тормозного оборудования - монтаж должен быть выполнен в соответствии с конструкторской документацией на конкретную модель вагона.
Проверяется состояние электрических цепей противоюзного устройства (сбрасывающих трехпозиционных клапанов, датчиков скорости, сигнализаторов давления и датчиков давления).
21.2.7 Следует измерить сопротивление изоляции проводов.
21.2.8 Воздухопровод, резервуары необходимо обстучать легкими ударами деревянным молотком массой не более 1 кг и продуть сжатым воздухом давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2]. Пылеулавливающие сетки очистить, промыть и продуть сжатым воздухом.
Все соединения воздухопровода необходимо осмотреть и уплотнить.
Проверяется крепление воздухопровода - оно должно быть произведено в соответствии с конструкторской документацией на конкретную модель вагона.
21.2.9 На вагонах с дисковыми тормозами дополнительно проверяется крепление трубопроводов и рукавов на тележке (герметичность их соединений, отсутствие трещин и протертости металлической оплетки рукавов).
21.2.10 У концевых, разобщительных кранов и стоп-кранов проверяется правильность расположения ручек. Ручка разобщительного крана в закрытом положении должна располагаться поперек оси трубы, в открытом - вдоль оси трубы.
Ручка стоп-крана в закрытом положении должна располагаться вдоль оси трубы вверх, в открытом - поперек.
Ручка концевого крана в закрытом положении должна располагаться поперек оси воздухопровода, в открытом положении - вдоль оси соединительного рукава.
Выпускные отверстия в концевых кранах и стоп-кранах необходимо очистить.
Выпускной клапан должен иметь типовые выведенные по обе стороны поводки, иметь отвод от клапана внутрь вагона. Поводки должны быть выполнены в соответствии с конструкторской документацией на вагон и перемещаться свободно, без заеданий.
21.2.11 Тормозные цилиндры следует вскрыть и осмотреть, внутренние поверхности корпуса необходимо очистить, вытереть насухо и смазать тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5, не закладывая ее за бурт манжеты. Манжету с истекшим сроком годности необходимо заменить. Необходимо проверить состояние фильтра и сальника, очистить их от грязи. Войлочное кольцо поршня следует смазать смазкой ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
21.2.12 Проверить наличие элементов крепления (болтов, гаек, шплинтов) корпуса тормозного блока дискового тормоза к кронштейнам поперечных балок рамы тележки и состояние сварных швов корпуса. Трещины в сварочных швах и основном металле не допускаются.
Проверить наличие и износ элементов (валиков, втулок) клещевого механизма тормозного блока дискового тормоза. Износ валиков и втулок по диаметру допускается не более 0,25 мм. Произвести замену смазки в шарнирных соединениях клещевого механизма тормозных блоков.
21.2.13 Тормозную рычажную передачу вагонов с колодочными тормозами следует осмотреть, проверить ее состояние, проверить плечи рычагов, которые должны соответствовать таре вагона и конструкторской документации на него.
Шарнирные соединения и места трения следует смазать осевым маслом.
Тормозную рычажную передачу клещевых механизмов следует осмотреть и проверить ее состояние.
Винт, пятник, конические шестерни, гайки, секторы ручных тормозов, регулирующие муфты, резьбу тяг следует осмотреть, очистить, смазать в соответствии с таблицей 3 и расходить.
Ослабшие или поврежденные втулки в деталях тормозной рычажной передачи, нестандартные и неисправные валики, шайбы и шплинты следует заменить на стандартные исправные. Суммарный зазор в каждом шарнирном соединении тормозной рычажной передачи допускается не более 3 мм.
Боковые зазоры в кронштейнах подвески траверсы не допускаются.
Тормозную рычажную передачу на вагоне с колодочными тормозами следует регулировать так, чтобы выход штока при полном служебном торможении находился в пределах, указанных в таблице 12. При этом размер «а» (расстояние между торцом муфты защитной трубы и присоединительной резьбой винта регулятора, рисунок 12) должен быть не менее 250 мм.
Таблица 12 - Выход штока тормозного цилиндра на пассажирских вагонах
|
Тип вагона и тормозных колодок |
Выход штока при полном служебном торможении, мм |
|
Пассажирские с чугунными и композиционными тормозными колодками |
от 130* до 160* |
|
Пассажирские международного сообщения габарита 03-Т (РИЦ) с тормозом КЕs с чугунными тормозными колодками |
от 105 до 115 |
|
Пассажирские ВЛ РИЦ на тележках ТВЗ ЦНИИ «М» с композиционными тормозными колодками |
от 25 до 40 |
|
___________ * Выход штока тормозного цилиндра при композиционных тормозных колодках указан с учетом длины хомута (70 мм), установленного на штоке. |
|
21.2.14 На вагонах с дисковыми тормозами проверить состояние поверхностей трения тормозных дисков. Не допускается на стальных дисках: наличие трещин в любой части диска; износ тормозных дисков по рабочим поверхностям, замеренный в четырех диаметрально противоположных местах, более 5 мм на сторону, задиры, выщербины, риски глубиной более 1 мм.
Проверить наличие элементов крепления (втулок, колец, болтов, гаек, шплинтов, тарельчатых пружин) венцов тормозных дисков дискового тормоза. Отсутствующие элементы поставить. Перемещение крепления болтов в поперечном направлении не является браковочным признаком.
21.2.15 Чугунные тормозные колодки при толщине менее 30 мм и композиционные при толщине менее 20 мм необходимо заменить новыми.
Не допускается выступание тормозных колодок за наружные грани обода колес. При отпущенном тормозе каждая тормозная колодка должна отходить от поверхности колеса. Тормозная колодка должна быть прочно закреплена в тормозном башмаке стандартной чекой. На башмаки должны быть установлены шплинты, предохраняющие чеки от выпадения.
Толщина рабочего материала тормозной накладки дискового тормоза должна быть не менее 8 мм при измерении в средней части по ее наружному радиусу.
Тормозные накладки должны быть плотно закреплены в башмаках. Перемещение тормозных накладок в пазах башмаков не допускается.
21.2.16 Ручной тормоз необходимо проверять в заторможенном состоянии. При этом запас резьбы винта должен быть не менее 75 мм.
21.2.17 Результаты ревизии и испытания записываются в учетной книге, установленной формы, за подписью лиц, производивших подготовку тормоза вагона к приемке и выполнявших приемку. Приемку тормозного оборудования вагона после производства ТО-3 производит должностное лицо, на которое в соответствии с должностной инструкцией возложены эти обязанности и аттестованное на право приемки тормозного оборудования на вагоне.
21.2.18 Дополнительные требования к пассажирским вагонам, эксплуатирующихся со скоростями 140 - 160 км/ч, выполнение которых проверяется при ТО-3:
- в шарнирных соединениях тормозной рычажной передачи должны быть установлены втулки из композиционного прессовочного материала;
- диаметральный зазор в каждом шарнирном соединении тормозной рычажной передачи между валиком и втулкой допускается не более 1,3 мм;
- зазор между цапфой траверсы и башмаком, а также между цапфой и подвеской допускается не более 1,3 мм;
- зазор между шайбой и шплинтом в шарнирном соединении тормозной рычажной передачи допускается не более 1 мм, регулировку зазора допускается производить постановкой одной дополнительной шайбы толщиной не более 5 мм.
21.2.19 Ревизия тормозного оборудования системы КЕ производится по правилам и в сроки, установленные для ЦМВ. При этом:
- датчики скоростного регулятора тормозного нажатия и противоюзного устройства с вагона следует снимать и направлять в АКП;
- испытание и приемку тормозного оборудования необходимо производить в соответствии с руководством по ремонту тормозного оборудования вагонов международного сообщения.
21.2.20 На отремонтированном вагоне, взамен снятого с него тормозного оборудования, предохранительных (поддерживающих) устройств, поводков выпускных клапанов должно быть установлено новое или отремонтированное тормозное оборудование, предохранительные (поддерживающие) устройства, поводки выпускных клапанов.
21.2.21 После ТО-3 производится приемка тормозного оборудования на вагоне в соответствии с разделом 43, кроме проверки изоляции на электрическую прочность электрических цепей.
21.3 Единовременная осенне-весенняя ревизия тормозного оборудования пассажирских вагонов
21.3.1 Единовременная осенне-весенняя ревизия тормозного оборудования пассажирских вагонов производится при техническом обслуживании пассажирских вагонов перед началом летних и зимних перевозок (далее - ТО-2) в объеме ревизии тормозного оборудования пассажирских вагонов при ТО-3, за исключением требований пунктов 21.2.2; 21.2.7; 21.2.11.
(Измененная редакция. Изм. 1-2015)
21.3.2 При ТО-2 все неисправное тормозное оборудование с вагона необходимо снять, взамен установить новое или отремонтированное.
21.4 Объем ремонта тормозного оборудования при деповском ремонте пассажирских вагонов
21.4.1 При деповском ремонте с вагона демонтируется следующее оборудование:
- воздухораспределитель;
- электровоздухораспределитель;
- переключательный клапан рабочей камеры,
- рукава;
- концевые краны;
- выпускной клапан;
- разобщительный кран;
- запасный резервуар, если до срока полного технического освидетельствования (1 раз в 4 года) остаётся менее полутора лет;
- манометры контроля давления в тормозных цилиндрах.
На вагонах с дисковыми тормозами дополнительно демонтируются:
- тормозные цилиндры;
- реле давления;
- трехпозиционные сбрасывающие клапаны;
- сигнализаторы давления;
- противоюзные осевые датчики;
- трехходовой кран;
- вентиль электропневматический 120;
- клапан обратный 176.
С вагонов, оборудованных колодочными тормозами, дополнительно демонтируется следующее оборудование:
- регулятор тормозной рычажной передачи;
- тормозная рычажная передача.
(Измененная редакция. Изм. 1-2015)
21.4.2 Стальные тормозные диски дискового тормоза, имеющие волнистость или неравномерную выработку глубиной более 0,5 мм, следует проточить. Тормозные диски дискового тормоза должны быть подвергнуты неразрушающему контролю.
21.4.3 Воздухопроводы необходимо осмотреть. При этом трубы, имеющие вмятины, износы (потертости), коррозию следует заменить новыми трубами по ГОСТ 8734.
Для очистки внутренней поверхности магистрального и питательного воздухопровода одноэтажного вагона его необходимо обстучать деревянным молотком массой не более 1 кг и пропустить через него ерш, затем продуть сжатым воздухом.
(Измененная редакция. Изм. 1-2015)
21.4.4 Резервуары следует осмотреть и подвергнуть частичному техническому освидетельствованию в соответствии с нормативными документами по надзору за воздушными резервуарами железнодорожного подвижного состава применяемыми железнодорожными администрациями в соответствии с национальным законодательством. Резервуары при наличии вмятин и коррозионных повреждений меньше нормы, указанной в разделе 25, допускаются к дальнейшей эксплуатации. Резервуары следует продуть сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2] непосредственно на вагоне с одновременным обстукиванием деревянным молотком массой не более 1 кг.
Резервуар при наличии вмятин и коррозионных повреждений, превышающих нормы, указанные в разделе 25, необходимо заменить.
Демонтированные с вагона резервуары, до конца срока полного технического освидетельствования (1 раз в 4 года) которых остается менее полутора лет, необходимо подвергнуть полному техническому освидетельствованию в соответствии с разделом 25 настоящего руководства.
(Измененная редакция. Изм. 1-2015)
21.4.5 Стоп-краны следует проверять на месте под давлением (0,50 + 0,02) МПа [(5,0 + 0,2) кгс/см2] обмыливанием, пропуск воздуха не допускается. Неисправные стоп-краны необходимо заменить.
21.4.6 Выпускной клапан следует испытать в АКП на функционирование и герметичность, и при положительных результатах установить на вагон без разборки.
21.4.7 Снятый узел поршня тормозного цилиндра диаметром 14" следует разобрать и отремонтировать. При этом необходимо:
- проверить высоту пружины в свободном состоянии, при просадке более 30 мм заменить новой: высота пружины в свободном состоянии, выполненной из прутка диаметром 10 мм, должна быть не менее 705 мм, а из прутка диаметром 11 мм - не менее 625 мм;
- проверить состояние фильтра, сальника в передней крышке цилиндра, очистить, промыть и протереть их;
- войлочное кольцо поршня очистить и смазать смазкой ЖТ-79Л или ПЛАСМА-Т5, а при необходимости заменить новым, пропитанным смазкой;
- корпус цилиндра очистить, следы коррозии удалить мелкой шлифовальной шкуркой;
- резиновую манжету, имеющую разрывы, потертости или прослужившую более четырех лет, заменить;
- перед постановкой поршня на трущиеся поверхности цилиндра и манжеты нанести тонкий слой смазки ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
21.4.8 Предохранительные (поддерживающие) устройства, предотвращающие падение деталей и элементов тормозной рычажной передачи на путь, должны быть исправны и укреплены в соответствии с требованиями конструкторской документации на вагон.
21.4.9 Следует проверить прочность крепления тормозных цилиндров на раме вагона и при необходимости закрепить.
21.4.10 Съемные детали ручного тормоза с вагона следует снять независимо от состояния (за исключением винтов ручного тормоза, которые следует очищать, осматривать и проверять без снятия с вагона). Все детали необходимо очистить, осмотреть, негодные заменить исправными. Несъемные детали следует осматривать и ремонтировать непосредственно на вагоне.
Валики ручного тормоза, изношенные по диаметру более 1 мм, необходимо заменить.
Тормозной винт с гайкой очистить и проверить. Винт и гайку с износом резьбы вдоль винта более 2 мм необходимо заменить или отремонтировать. Винты, на которых новая гайка имеет свободное продольное перемещение более 1 мм, заменить новыми или отремонтированными. На новый или отремонтированный винт гайка должна навертываться свободно и без заеданий.
При сборке рычажной передачи ручного тормоза винты и шарнирные соединения необходимо смазывать осевым маслом, на валики устанавливать типовые шайбы и новые шплинты. Повторно использовать шплинты не разрешается.
21.4.11 Кронштейны для крепления и подвешивания тормозного оборудования должны быть исправными и прочно закрепленными на раме. Взамен неисправных необходимо устанавливать исправные.
21.4.12 Поводки осевых датчиков противоюзного устройства должны быть заменены новыми.
21.4.13 Электрические провода, клеммные коробки и рабочую камеру электровоздухораспределителя следует ремонтировать непосредственно на вагоне без разъединения трубопроводов (кондуитов). При этом необходимо проверить состояние и надежность крепления труб, клеммных коробок и наличие контргаек. Клеммные коробки и крышки, имеющие отколы, трещины и вмятины, следует заменить. При наличии окисления и подгаров контактные шпильки, гайки, шайбы необходимо отсоединить от панели, наконечники проводов зачистить, облудить. Следует закрепить линейные провода и отводы к электровоздухораспределителю в трехтрубной клеммной коробке. В клеммных коробках провода должны иметь запас длины для укладки их без касания контактных шпилек.
21.4.14 Рабочую камеру электровоздухораспределителя снаружи необходимо очистить, продуть сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2] с предварительным обстукиванием ее деревянным молотком массой не более 1 кг.
Неисправные и ослабшие шпильки следует заменить.
Необходимо проверить камеру на герметичность. Проверка производится сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2] специальным приспособлением. Падение давления в течение 1 минуты не допускается.
Контактная колодка должна быть надежно закреплена на рабочей камере и иметь чистую поверхность. При монтаже колодки на камере следует не допускать касания подводящих проводов корпуса неизолированными местами. Запасную часть провода следует укладывать в гнезда камеры на расстоянии не менее 5 мм от болта с пружинным контактом; на конце провода должен быть наконечник установленного типа.
Кольца и наконечники проводов не должны сдвигаться на контактных болтах. Под гайки крепления наконечников следует ставить пружинные шайбы.
21.4.15 При сборке оборудования ЭПТ все узлы и детали необходимо прочно закрепить на вагоне.
21.4.16 В концевых клеммных коробках электропневматического тормоза изоляционные панели должны иметь контактные шпильки с резьбой М8 под рабочий провод № 1 и с резьбой М6 под контрольный провод № 2. Трехтрубные клеммные коробки электропневматического тормоза должны иметь только одну шпильку с резьбой М8 для крепления рабочего провода; контрольный провод должен проходить через среднюю трехтрубную клеммную коробку без закрепления. К контактной шпильке в трехтрубной коробке следует подсоединить рабочие провода № 1 от двух торцов вагона, затем надеть на шпильку и подсоединить отвод к электровоздухораспределителю и закрепить гайкой с пружинной шайбой или контргайкой.
21.4.17 Соединительные рукава следует ставить 369А с электроконтактом. На концах кабеля рукава должны быть наконечники для провода № 1 под шпильку М8, для провода № 2 под шпильку М6. Подключение проводов в двухтрубных клеммных коробках к соответствующим шпилькам следует производить в следующем порядке: установить на соответствующие шпильки наконечники рабочего и контрольного проводов вагона, шайбы и плотно завернуть гайки, надеть наконечники рабочего и контрольного проводов рукава, шайбы, пружинные шайбы и плотно затянуть вторые гайки. Кабель рукава в месте ввода в клеммную коробку необходимо уплотнить резиновым кольцом и штуцером. Резинотекстильный рукав должен иметь индекс «Д».
21.4.18 Изолированную подвеску рукава следует очистить, проверить ее состояние, измерить сопротивление изоляции между изолированными частями мегаомметром, которое должно быть не менее 0,8 МОм. При необходимости подвеску следует заменить новой или отремонтированной.
Исправную подвеску следует покрасить эмалью ГФ-92ХК.
21.4.19 Электрический блок противоюзного устройства проверить на работоспособность на стенде, при необходимости заменить.
21.4.20 Тормозные накладки при толщине рабочего материала менее 10 мм заменить новыми.
21.4.21 Регулировка тормозной рычажной передачи вагона с колодочными тормозами производится в соответствии с разделом 46.
21.4.22 Все снятое с вагона тормозное оборудование должно быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные подразделения.
Резервуары, рабочую камеру, воздухопроводы допускается осматривать и при необходимости ремонтировать непосредственно на вагоне.
Концевые краны 4314 и 4314Б испытывать на герметичность без их разборки, если гарантийный межремонтный период до следующего планового вида ремонта не превышает 6 лет с даты изготовления, указанного на кране.
(Измененная редакция. Изм. 1-2015)
21.4.23 На отремонтированном вагоне, взамен снятого с него тормозного оборудования, предохранительных (поддерживающих) устройств, поводков выпускных клапанов должно быть установлено новое или отремонтированное тормозное оборудование, предохранительные (поддерживающие) устройства, поводки выпускных клапанов.
21.4.24 Тормоз вагона, прошедшего деповской ремонт, должен быть принят и испытан в соответствии с разделом 43.
21.5 Объем ремонта тормозного оборудования при капитальном ремонте первого объема пассажирских вагонов
21.5.1 Ремонт тормозного оборудования при капитальном ремонте
первого объема пассажирских вагонов (далее - КР1) производится в объеме деповского ремонта за исключением требований пунктов 21.4.1 - 21.4.6.
21.5.2 При КР1 с вагона демонтируется следующее оборудование:
- воздухораспределитель;
- электровоздухораспределитель;
- переключательный клапан рабочей камеры;
- рукава;
- концевые и разобщительные краны;
- выпускные клапаны;
- стоп-краны;
- резервуары;
- предохранительные (поддерживающие) устройства;
- манометры контроля давления в тормозных цилиндрах.
С вагонов, оборудованных колодочными тормозами, дополнительно демонтируется следующее оборудование:
- регулятор;
- тормозная рычажная передача вагона.
С вагонов, оборудованных дисковыми тормозами, дополнительно демонтируется следующее оборудование:
- тормозные цилиндры;
- реле давления;
- трехпозиционные сбрасывающие клапаны;
- сигнализаторы давления;
- рычажная передача клещевого механизма;
- противоюзные осевые датчики.
- трехходовой кран;
- вентиль электропневматический 120;
- клапан обратный 176.
Корпус тормозного цилиндра 14", рабочую камеру электровоздухораспределителя и воздухопроводы необходимо демонтировать с вагона только при их неисправности.
(Измененная редакция. Изм. 1-2015)
21.5.3 Прокладку между кронштейном тормозного цилиндра и рабочей камерой электровоздухораспределителя необходимо заменить на новую.
21.5.4 Воздухопроводы необходимо осмотреть. Трубы, имеющие вмятины, износы (потертости), коррозию, следует заменить новыми трубами по ГОСТ 8734.
Для очистки внутренней поверхности магистрального воздухопровода одноэтажного вагона его необходимо обстучать деревянным молотком массой не более 1 кг и пропустить через него ерш, затем продуть сжатым воздухом под давлением от 0,60 до 0,65 МПа (от 6,0 до 6,5 кгс/см2).
На вагонах пассажирских при каждом втором КР-1 следует производить замену труб от тормозной магистрали к стоп-кранам. После замены на подводящую трубу к стояку стоп-крана должна быть установлена бирка в виде полосы из листового оцинкованного железа размером 30×120×0,5 мм, обернутой вокруг трубы с маркировкой наружу. Маркировка должна содержать условный номер ремонтного предприятия и дату замены (число, месяц и две последние цифры года).
(Измененная редакция. Изм. 1-2015)
21.5.5 Резервуары необходимо подвергнуть полному техническому освидетельствованию в соответствии с разделом 25.
21.5.6 Выпускной клапан следует ремонтировать в соответствии с разделом 28 с заменой резинового уплотнения.
(Измененная редакция. Изм. 1-2015)
21.5.7 Все снятое с вагона тормозное оборудование должно быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные подразделения.
21.5.8 На отремонтированном вагоне, взамен снятого с него тормозного оборудования, предохранительных (поддерживающих) устройств, поводков выпускных клапанов должно быть установлено новое или отремонтированное тормозное оборудование, предохранительные (поддерживающие) устройства, поводки выпускных клапанов.
21.5.9 Тормоз вагона, прошедшего капитальный ремонт, должен быть принят и испытан в соответствии с разделом 43.
21.6 Объем ремонта тормозного оборудования при капитальном ремонте второго объема пассажирских вагонов
21.6.1 При капитальном ремонте второго объема пассажирских вагонов (далее - КР-2) демонтируется все тормозное оборудование, включая воздухопроводы, камеру электровоздухораспределителя и все монтажные провода тормоза и кондуитные трубы, а также предохранительные (поддерживающие) устройства.
Все снятое с вагона тормозное оборудование, должно быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные подразделения.
Снятые с вагона предохранительные (поддерживающие) устройства, поводки выпускных клапанов должны быть направлены для осмотра и ремонта в соответствующие ремонтные подразделения.
21.6.2 Выпускной клапан необходимо ремонтировать в соответствии с разделом 28.
21.6.3 Резервуары необходимо подвергнуть полному техническому освидетельствованию в соответствии с разделом 25.
21.6.4 Тормозную рычажную передачу вагона с колодочными тормозами, включая рычажную передачу ручного тормоза, следует полностью разобрать независимо от состояния.
21.6.5 Клещевой механизм дискового тормоза следует полностью разобрать независимо от состояния.
Рычажную передачу ручного тормоза вагона с дисковым тормозом, следует полностью разобрать независимо от состояния.
21.6.6 Ручной тормоз вагона полностью разобрать независимо от состояния.
Тормозные винты с гайками, секторы ручного тормоза следует очистить и проверить. Винты, у которых гайка имеет свободное продольное перемещение более 2 мм, необходимо заменить новыми или отремонтированными. На новый или отремонтированный винт гайка должна навертываться без заеданий.
21.6.7 Кронштейны для крепления и подвешивания тормозного оборудования должны быть исправными и прочно закрепленными на раме. Взамен неисправных следует устанавливать исправные согласно конструкторской документации на вагон.
21.6.8 Предохранительные и поддерживающие устройства, предотвращающие падение деталей и элементов тормозной рычажной передачи на путь, должны быть исправны и укреплены в соответствии с требованиями конструкторской документации на вагон.
Резиновые трубки на осях поддерживающих устройств следует заменить новыми.
21.6.9 Перед сборкой тормозной рычажной передачи вагона с колодочными тормозами необходимо проверить соответствие размеров плеч рычагов типу вагона (Приложение Б).
При сборке тормозной рычажной передачи тележки следует пользоваться таблицами 13 - 15.
21.6.10 Шарнирные соединения и трущиеся поверхности следует смазывать осевым маслом. На валиках следует устанавливать новые стандартные шайбы и шплинты.
21.6.11 Тормозную рычажную передачу вагона с колодочными тормозами необходимо регулировать в соответствии с разделом 42.
21.6.12 Клеммные коробки и крышки, имеющие отколы и трещины, необходимо заменить исправными.
21.6.13 Провода необходимо заменить новыми, наконечники следует облудить, закрепить в клеммных коробках. Провода должны иметь запас по длине, уложенные в коробках провода не должны касаться контактных шпилек.
21.6.14 Технические требования к рабочей камере, сборке ЭПТ, концевым клеммным коробкам, подвескам рукавов при КР-2 должны соответствовать требованиям пунктов 21.4.12 - 21.4.15.
21.6.15 Электрический блок противоюзного устройства проверить на работоспособность на стенде, при необходимости заменить.
21.6.16 Поводки осевых датчиков заменить новыми.
21.6.17 На отремонтированном вагоне, взамен снятого с него тормозного оборудования, предохранительных (поддерживающих) устройств, поводков выпускных клапанов должно быть установлено новое или отремонтированное тормозное оборудование, предохранительные (поддерживающие) устройства, поводки выпускных клапанов.
21.6.18 Тормоз вагона, прошедшего капитальный ремонт, должен быть принят и испытан в соответствии с разделом 43.
21.7 Объем ремонта тормозного оборудования при капитально-восстановительном ремонте пассажирских вагонов
21.7.1 При капитально-восстановительном ремонте пассажирских вагонов (далее - КВР) с вагона демонтируется все тормозное оборудование, включая воздухопроводы, детали крепления тормозного оборудования, предохранительные (поддерживающие) устройства, поводки выпускных клапанов.
Все снятое с вагона тормозное оборудование, должно быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные подразделения.
Снятые с вагона предохранительные (поддерживающие) устройства, поводки выпускных клапанов должны быть направлены для осмотра и ремонта в соответствующие ремонтные подразделения.
21.7.2 Взамен снятого на вагоне должно быть установлено новое или отремонтированное тормозное оборудование, новые детали его крепления, новые или отремонтированные предохранительные (поддерживающие) устройства и поводки выпускных клапанов.
При этом весь воздухопровод, тормозные цилиндры и резервуары необходимо устанавливать только новые.
21.7.3 Кронштейны для крепления пневматического тормозного оборудования, воздухопровода и элементов тормозной рычажной передачи должны быть восстановлены до чертежных размеров или заменены новыми.
21.7.4 Провода должны быть заменены новыми.
21.7.5 Тормоз вагона, прошедшего капитально-восстановительный ремонт, должен быть принят и испытан в соответствии с разделом 43.
22 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ТОРМОЗНОМУ ОБОРУДОВАНИЮ И МОНТАЖУ ЕГО НА ВАГОНАХ ПРИ ВСЕХ ВИДАХ ПЛАНОВОГО РЕМОНТА И ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ПАССАЖИРСКИХ ВАГОНОВ
22.1 На вагоны при всех видах их планового ремонта и технического обслуживания следует устанавливать только допущенное в установленном порядке к эксплуатации тормозное оборудование.
22.2 Кронштейны для крепления тормозного оборудования на вагоне и его тележках должны быть исправными и соответствовать конструкторской документации на вагон.
22.3 Шплинты в узлах крепления тормозного оборудования необходимо ставить только новые. При установке шплинта разводить необходимо обе его ветви на угол между ними не менее 90°.
22.4 Сетчато-войлочные фильтры и пылеулавливающие сетки при плановых видах ремонта должны ставиться в тормозную систему вагона только новые и предварительно продутые сжатым воздухом.
(Измененная редакция. Изм. 5-2013)
22.5 Все резиновые детали, входящие в тормозное оборудование вагона, должны ставиться в зависимости от состояния и с учетом сроков годности.
Установленные сроки годности:
- рукава резинотекстильные - 6 лет;
- рукава резинокордовые высокого давления - 5 лет;
- кольца уплотнительные - 3 года;
- манжеты и прокладки тормозных цилиндров - 6 лет;
- манжеты, диафрагмы и уплотнения клапанов тормозных приборов - 4 года;
- прокладки тормозных приборов - 5 лет;
- чехол резиновый тормозных цилиндров - 5 лет.
Срок годности для резинотекстильных рукавов исчисляется от даты изготовления, указанной на резиновом ярлыке рукава.
Срок годности остальных резиновых деталей исчисляется от года изготовления (рельефный оттиск на детали, каждая точка на клейме-оттиске обозначает один год, который добавляется к дате изготовления), не считая года изготовления.
Резиновые детали, срок годности которых истекает в гарантийный межремонтный период, при плановых ремонтах должны быть заменены новыми.
Прокладки и уплотнения, на которые в соответствии с конструкторской документацией не наносится клеймо-оттиск с датой изготовления, необходимо ставить в тормозные приборы в зависимости от их состояния.
Наличие у прокладок, диафрагм, манжет и уплотнений подрезов, расслоений, признаков разбухания не допускается
Резиновые детали, которые в соответствии с конструкторской документацией должны иметь клеймо-оттиск с датой изготовления, при отсутствии клейма-оттиска с датой изготовления ставить в тормозные приборы запрещается.
22.6 Замена войлочных колец, входящих в тормозное оборудование, производится в зависимости от их состояния.
22.7 Муфты, тройники, обратные клапаны, концевые и разобщительные краны, стоп-краны, ниппели должны быть навернуты на всю длину резьбы и закреплены контргайками. Муфты должны быть закреплены контргайками с обеих сторон.
22.8 Уплотнение резьбовых соединений труб, стонов, обратных клапанов, стоп-кранов, концевых и разобщительных кранов, соединительных рукавов, ниппелей необходимо выполнять с применением смазки ВНИИ НП-232 с подмоткой из трепаного льна или пеньки.
22.9 Конструкция и размеры тяг и затяжек тормозной рычажной передачи вагонов с колодочными тормозами должны соответствовать конструкторской документации на вагон.
22.10 При сборке все шарнирные соединения и узлы трения тормозной рычажной передачи, включая детали стояночного и ручного тормоза, должны быть смазаны. Рекомендуемые для применения масла и смазки приведены в таблицах 2 и 3.
22.11 На валики тормозной рычажной передачи должны устанавливаться стандартные шайбы и шплинты. Шплинты необходимо ставить новые, разводить необходимо обе ветви шплинта на угол между ними не менее 90°, повторное использование шплинтов запрещено.
Расстояние между шайбой и шплинтом в шарнирных соединениях тормозной рычажной передачи допускается не более 3 мм. Допускается регулировать этот размер постановкой не более одной дополнительной шайбы необходимой толщины с таким же диаметром отверстия, как и у основной шайбы.
Болты и валики, расположенные вертикально, должны быть поставлены головками вверх, а установленные горизонтально - должны быть обращены гайками и шплинтами наружу от продольной оси вагона, за исключением тех, у которых постановка гаек и шплинтов внутрь предусмотрена конструкцией.
22.12 Выход штока тормозного цилиндра вагона с колодочными тормозами при полном служебном торможении должен соответствовать значениям, приведенным в таблице 12.
22.13 Устанавливаемые на вагон воздухораспределители, электровоздухораспределители переключательные клапаны, реле давления, сбрасывающие трёхпозиционные клапаны, сигнализаторы давления, концевые краны, соединительные рукава, регуляторы тормозных рычажных передач должны быть предварительно испытаны.
При этом бирки ремонтного предприятия устанавливаются:
- на новые (с сохранением пломбы предприятия-изготовителя) и отремонтированные воздухораспределители и электровоздухораспределители;
- на отремонтированные переключательные клапаны, реле давления, трёхпозиционные сбрасывающие клапаны, сигнализаторы давления, соединительные рукава, концевые краны, тормозные цилиндры со встроенным регулятором и регуляторы тормозных рычажных передач.
Бирки ремонтного предприятия не устанавливаются:
- на новые и отремонтированные разобщительные краны и тормозные цилиндры;
- на новые переключательные клапаны, реле давления, трёхпозиционные сбрасывающие клапаны, сигнализаторы давления, соединительные рукава, концевые краны и регуляторы тормозных рычажных передач.
Подлежащие постановке на вагон новые соединительные рукава должны иметь бирку предприятия-изготовителя.
Подлежащие постановке на вагон запасные резервуары должны иметь надпись, удостоверяющую положительные результаты их испытаний.
Подлежащие постановке на вагон элементы тормозной рычажной передачи (тяги, траверсы, подвески траверс) должны иметь клейма, удостоверяющие положительные результаты их испытаний и (или) неразрушающего контроля.
22.14 Предохранительные (поддерживающие) устройства тормозного оборудования должны быть установлены в соответствии с требованиями конструкторской документации на вагон. Устанавливать предохранительные (поддерживающие) устройства с отступлениями от конструкторской документации запрещается.
22.15 Концевой кран необходимо устанавливать в соответствии с конструкторской документации на вагон.
Расстояние от продольной оси вагона до оси корпуса крана должно быть не более 350 мм.
22.16 Все пневматическое тормозное оборудование следует крепить жестко - без применения прокладок.
Для крепления запасного резервуара необходимо применять подкладки из древесины влажностью не более 25 %.
22.17 Крепление тройника 573П, магистрального воздухопровода, резервуаров, тормозных цилиндров необходимо производить в соответствии с конструкторской документации на вагон.
22.18 Поводки выпускных клапанов должны быть выполнены в соответствии с конструкторской документацией на вагон.
Поводки необходимо выводить на обе стороны и внутрь вагона.
При постановке поводков необходимо проверять их действие - перемещение поводка должно быть свободным, без заеданий, а при воздействии на поводок из вагона выпускной клапан должен приходить в действие.
22.19 Размеры плеч рычагов в тормозной рычажной передаче должны соответствовать конструкторской документации на вагон и типу тормозных колодок.
Схемы и характеристики тормозных рычажных передач основных типов вагонов приведены в приложении Б.
Характеристики тормозных рычажных передач пассажирских вагонов специального назначения и вагонов новой конструкции для скоростей движения до 160 км/ч должны соответствовать конструкторской документации на данные типы вагонов.
Характеристики тормозных рычажных передач почтовых и багажных вагонов должны соответствовать конструкторской документации (расчет тормоза) на данные типы вагонов.
(Измененная редакция. Изм. 1-2015)
22.20 Тормозные колодки должны быть установлены новые и закреплены чеками по ГОСТ 1203.
При единой технической ревизии вагонов допускается не менять чугунные тормозные колодки толщиной не менее 30 мм и композиционные тормозные колодки толщиной не менее 20 мм.
Тормозные колодки не должны выступать за наружные грани колес.
23 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ПАССАЖИРСКИХ ВАГОНОВ
23.1 Поступившие в ремонт узлы и детали тормозной рычажной передачи вагонов должны быть очищены от грязи и старой смазки.
23.2 Горизонтальные рычаги, затяжки, вертикальные рычаги, балансиры, серьги и тяги, имеющие трещины, ремонту и постановке на вагон не подлежат.
23.3 Валики при КР-2 необходимо устанавливать новые или отремонтированные, при КР-1 и деповском ремонте допускается постановка валиков, имеющих износ по диаметру не более 1 мм.
23.4 Втулки шарнирных соединений в рычагах, затяжках и тягах, имеющие выкрашивания и трещины, должны быть заменены.
При деповском ремонте вагонов втулки, изношенные по внутреннему диаметру более 2 мм от номинального размера шарнирного соединения, необходимо заменить.
При капитальном ремонте вагонов втулки, изношенные по внутреннему диаметру более 1,3 мм от номинального размера шарнирного соединения, необходимо заменить.
При замене необходимо устанавливать новые втулки из композиционного прессовочного материала. Допускается при эксплуатации вагонов в умеренном климате устанавливать новые втулки из порошкового легированного материала или втулки с износостойкими покрытиями.
23.5 Траверсы следует ремонтировать в соответствии с требованиями Инструкции по сварке и наплавке при ремонте вагонов и испытывать в соответствии с методикой испытаний на растяжение деталей пассажирских вагонов.
Траверсы, имеющие трещины по поперечному сечению балки, ремонту не подлежат и к постановке на вагон не должны допускаться. Расстояние между осевыми линиями проушин траверсы должно быть (1180 ± 1) мм.
Цапфы и отверстия в проушинах траверс необходимо восстанавливать в соответствии с технологическим процессом с последующей обработкой до чертежных размеров. Втулки в цапфах и в проушинах траверсы, изношенные по диаметру более 1 мм, необходимо заменить.
Зазор между цапфой и башмаком, а также между цапфой и подвеской допускается при деповском ремонте вагонов не более 3 мм, при капитальных ремонтах вагонов - не более 1,3 мм.
При КР-2 и КВР узел крепления подвески траверсы на раме тележки должен быть укомплектован новыми типовыми резиновыми и стальными шайбами. Осевой зазор в узле не допускается.
23.6 Тормозные башмаки (чертеж 80.40.120СБ), имеющие два отверстия для подвешивания, следует устанавливать при чугунных тормозных колодках на подвесках отверстиями, маркированными буквой «Ч», при композиционных тормозных колодках - буквой «К».
Тормозные башмаки следует восстанавливать до чертежных размеров. Паз для ушка тормозной колодки с размерами более 45 и 50 мм следует восстанавливать наплавкой до номинальных размеров соответственно 42 и 47 мм.
Башмаки, имеющие толщину перемычки для чеки менее 5,5 мм, к постановке на вагон не допускаются.
23.7 Комплекты фиксаторов тормозных башмаков (стержни, проушины, валики) должны быть заменены новыми или отремонтированными в соответствии с конструкторской документацией на них. Шплинты необходимо ставить только новые.
23.8 Тормозные колодки (чугунные или композиционные) следует ставить новые.
При ТО-3 допускается оставлять чугунные тормозные колодки толщиной не менее 30 мм и композиционные тормозные колодки толщиной не менее 20 мм.
Установленные на вагон тормозные колодки не должны выступать за кромки наружных граней колес. При отпущенном тормозе каждая тормозная колодка должна отходить от поверхности катания колес.
Зазор между тормозными колодками и колесами должен быть от 5 до 8 мм.
23.9 Тормозные колодки крепить в башмаках необходимо стандартными чеками.
Чеки следует предохранять от выпадения постановкой в отверстие верхней части тормозного башмака шплинта диаметром 8 мм и длиной 110 мм.
23.10 На вагонах с композиционными тормозными колодками на шток тормозного цилиндра следует устанавливать хомут длиной 70 мм (ЧУ 24.5.0066.030).
23.11 Тормозной винт с гайкой ручного тормоза необходимо очистить и проверить. Винт и гайку с износом резьбы вдоль винта более 2 мм следует заменить или отремонтировать. Винты, на которых новая гайка имеет свободное продольное перемещение более 1 мм, следует заменить новыми или отремонтированными. На новый или отремонтированный винт гайка должна навертываться свободно, без заеданий. Необходимо проверить соединение конических шестерен ручного тормоза, при наличии износа шестерни следует заменить новыми.
23.12 Ремонт тормозных тяг производится в соответствии с требованиями Инструкции по сварке и наплавке при ремонте вагонов.
Тормозные тяги после ремонта должны быть испытаны на растяжение с последующим их дефектоскопированием и клеймением в соответствии с методикой испытаний на растяжение деталей пассажирских вагонов и руководящими документами по неразрушающему контролю деталей вагонов.
Испытанию на растяжение с последующим их дефектоскопированием и клеймением подлежат также вновь изготовленные тормозные тяги и тормозные тяги (вне зависимости от того производился их ремонт сваркой или нет) при производстве капитального ремонта вагонов
Длины тяг необходимо проверить на соответствие чертежным размерам.
Тяга со стороны штока тормозного цилиндра на вагонах постройки ТВЗ длиной 2610 мм должна устанавливаться с регулятором 574Б, длиной 2350 мм и менее - только с регулятором РТРП-675 и РТРП-675-М, тяга длиной 2410 мм может устанавливаться с регуляторами обоих типов. На вагонах постройки заводов Германии следует ставить тягу длиной 4120 мм.
(Измененная редакция. Изм. 1-2015)
23.13 Установка тормозной рычажной передачи тележек с колодочными тормозами (рисунок 19) производится при новых тормозных колодках в зависимости от диаметра колес внутренней колесной пары (D2) в соответствии с таблицами 13 - 15.
При монтаже тормозной рычажной передачи тележки разность чисел неиспользованных отверстий внутренней (В) и наружной (Н) головок тяги должна быть минимальной. При этом больший запас должен быть во внутренней головке (В) тяги тележки.
23.14. Регулировка тормозной рычажной передачи вагона производится в соответствии с разделом 42.
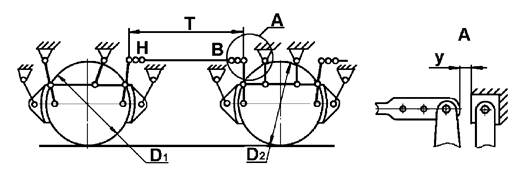
Рисунок 19 - Схема тормозной рычажной передачи
тележки пассажирского вагона.
Таблица 13 - Монтажные размеры тормозной рычажной передачи тележки пассажирского вагона с тормозными колодками толщиной (50 + 5) мм
|
Тип тележки |
Обозначение размера |
Величина размера, мм |
||||
|
КВЗ-И2 |
D2 |
964 - 950 |
949 - 925 |
924 - 900 |
899 - 875 |
менее 875 |
|
КВЗ-5 |
||||||
|
КВЗ-ЦНИИ |
Т |
1720 |
1660 |
1600 |
1540 |
1480 |
|
ТВЗ ЦНИИ-М |
||||||
|
ЦМВ |
D2 |
1064 - 1050 |
1049 - 1025 |
1024 - 1000 |
999 - 975 |
менее 975 |
|
Т |
1900 |
1840 |
1780 |
1720 |
1660 |
|
Таблица 14 - Монтажные размеры тормозной рычажной передачи тележки пассажирского вагона с тормозными колодками толщиной (60 ± 4) мм
|
Тип тележки |
Обозначение размера |
Величина размера, мм |
||||
|
КВЗ-И2 |
D2 |
964 - 940 |
939 - 915 |
914 - 890 |
889 - 865 |
менее 865 |
|
КВЗ-5 |
||||||
|
КВЗ-ЦНИИ |
Т |
1720 |
1660 |
1600 |
1540 |
1480 |
|
ТВЗ ЦНИИ-М |
||||||
|
ЦМВ |
D2 |
1064 - 1040 |
1039 - 1015 |
1014 - 990 |
989 - 965 |
менее 965 |
|
Т |
1900 |
1840 |
1780 |
1720 |
1660 |
|
Таблица 15 - Монтажные размеры тормозной рычажной передачи тележки пассажирского вагона с тормозными колодками толщиной (65 + 5) мм
|
Тип тележки |
Обозначение размера |
Величина размера, мм |
||||
|
КВЗ-И2 |
D2 |
964 - 935 |
934 - 915 |
914 - 895 |
894 - 875 |
менее 875 |
|
КВЗ-5 |
||||||
|
КВЗ-ЦНИИ |
Т |
1720 |
1660 |
1600 |
1540 |
1480 |
|
ТВЗ ЦНИИ-М |
||||||
|
ЦМВ |
D2 |
1064 - 1035 |
1034 - 1015 |
1014 - 995 |
994 - 975 |
менее 975 |
|
Т |
1900 |
1840 |
1780 |
1720 |
1660 |
|
24 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ВОЗДУХОПРОВОДА ПАССАЖИРСКИХ ВАГОНОВ
24.1 Магистральный воздухопровод вагонов должен быть выполнен из бесшовных стальных труб по ГОСТ 8734 с наружным диаметром 42 мм и толщиной стенки 4 мм.
24.2 Магистральный (тормозной и питательный) воздухопровод пассажирских вагонов должен быть выполнен в соответствии с конструкторской документацией на конкретную модель вагона.
24.3 Воздухопроводы на пассажирских вагонах с колодочными тормозами между тормозной магистралью, воздухораспределителем, запасным резервуаром и тормозным цилиндром должны быть выполнены из бесшовных стальных труб по ГОСТ 8734 с наружным диаметром 34 мм с толщиной стенки 4 мм.
Воздухопроводы на пассажирских вагонах с дисковыми тормозами между воздухораспределителем и тройником; от тройника до резервуара должны быть выполнены из новых бесшовных труб по ГОСТ 8734 с наружным диаметром 34 мм и с толщиной стенки 4 мм. Остальные воздухопроводы должны изготовляется из новых бесшовных труб по ГОСТ 8734 в соответствии с конструкторской документацией на конкретную модель вагона.
Подводящие трубы от тормозной магистрали к трубам-стоякам стоп-кранов и трубы-стояки стоп-кранов должны быть выполнены из бесшовных стальных труб по ГОСТ 8734 с наружным диаметром 27 мм с толщиной стенки 3,2 мм.
Трубы, имеющие вмятины, износы (потертости), коррозию, заменить новыми.
При деповском ремонте вагонов допускается использование магистральных труб с местным износом по внешнему диаметру (потертости) глубиной не более 0,6 мм вне мест их крепления и вне резьбовой части.
(Измененная редакция. Изм. 1-2015)
24.4 Радиус изгиба магистральных труб для пассажирских вагонов должен соответствовать конструкторской документации на вагон
24.5 Резьба на трубах должна быть выполнена методом накатки или нарезана плашками.
Запрещается нарезать резьбу на трубах резцом.
После изготовления резьба должна быть проверена резьбовыми калибрами.
25 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ РЕЗЕРВУАРОВ ПАССАЖИРСКИХ ВАГОНОВ
25.1 Ремонт резервуаров необходимо производить в соответствии с руководствами по их ремонту.
25.2 Поступивший в ремонт запасный резервуар необходимо снаружи очистить от пыли и загрязнений, продуть сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2], после чего подвергнуть полному техническому освидетельствованию, в том числе гидравлическому испытанию.
25.3 Полное техническое освидетельствование, в том числе гидравлическое испытание, производится в соответствии с нормативными документами по надзору за воздушными резервуарами железнодорожного подвижного состава. При этом:
- на запасном резервуаре Р7-12 и Р7-16 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 38 мм, и коррозионные повреждения общей площадью не более 0,05 м2 и глубиной до 0,25 мм;
- на запасном резервуаре Р7-55 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей площадью не более 0,16 м2 и глубиной 0,25 мм;
- на запасном резервуаре Р7-78 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей площадью не более 0,24 м2 и глубиной 0,3 мм;
- на запасном резервуаре Р7-100 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 54 мм, и коррозионные повреждения общей площадью не более 0,28 м2 и глубиной до 0,39 мм;
- на запасном резервуаре Р7-135 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 60 мм, и коррозионные повреждения общей площадью не более 0,32 м2 и глубиной до 0,3 мм;
- на запасном резервуаре Р10-170 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 63 мм, и коррозионные повреждения общей площадью не более 0,35 м2 и глубиной до 0,4 мм;
- давление гидравлического испытания запасных резервуаров Р7-12, Р7-16, Р7-55, Р7-78, Р7-100 и Р7-135 должно быть равным (1,05 + 0,05) МПа [(10,5 + 0,5) кгс/см2], время испытания - не менее 10 минут, а резервуара Р10-170 - (1,40 + 0,05) МПа [(14,0 + 0,5) кгс/см2] и время - не менее 15 минут.
Результаты гидравлического испытания признаются удовлетворительными, если не обнаружено:
- течи, трещин в основном металле и сварных соединениях;
- падения давления в запасном резервуаре за время проведения испытания.
После гидравлического испытания запасный резервуар должен быть просушен внутри.
25.4 При удовлетворительных результатах испытаний на цилиндрической части запасного резервуара наносится надпись, содержащая дату и пункт осмотра и испытания резервуара. Надпись должна быть нанесена белой краской шрифтом высотой 21 мм согласно Альбому знаков и надписей на вагонах железных дорог колеи 1520 мм. Кроме того, результаты испытаний фиксируются в учетной книге установленной формы.
26 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ТОРМОЗНЫХ ЦИЛИНДРОВ ПАССАЖИРСКИХ ВАГОНОВ
26.1. Тормозные цилиндры до 16" (включительно) ремонтировать и испытывать в соответствии с разделом 8.
26.2 Тормозной цилиндр со встроенным регулятором
26.2.1 Поступившие в ремонт тормозные цилиндры со встроенными регуляторами (далее - ТЦР) необходимо снаружи очистить от пыли и загрязнений, после чего разобрать.
После наружной очистки и обмывки ТЦР разборку регулирующего механизма производить с применением специальных приспособлений.
Детали ТЦР тщательно очистить, промыть, насухо вытереть и осмотреть.
26.2.2 Ремонт тормозного цилиндра необходимо производить с соблюдением следующих требований:
- у корпуса тормозного цилиндра и его деталей не допускаются трещины, отколы, изломы и срыв резьбы;
- муфты и корпус тормозного цилиндра, имеющие трещины, заменяются;
- задиры на рабочей поверхности корпуса зачищаются;
- изношенные корпусные поверхности ограничителя и гаек более 0,6 мм наплавляются и протачиваются с сохранением конусности, предусмотренной чертежами.
- резиновая манжета при потере эластичности, разбухании, расслоении, разрывах, трещинах или просроченном сроке службы заменяется новой.
- изгиб, износ резьбы и другие неисправности винта, нарушающие его функционирование, не допускаются;
- износ резьбы вспомогательной гайки допускается до 1 мм, при большем износе гайка заменяется;
- шариковый подшипник заменяется при наличии трещин на наружных кольцах и сепараторе, ржавчины, заусенцев или выкрашивания металла на беговых дорожках внутренних и наружных колец;
- пружины при наличии изломов или трещин в витках, просадки более допускаемой заменяются. Прогиб пружины тормозного цилиндра под нагрузкой (65 ± 6,5) кгс должен быть 49 мм, а прогиб пружины встроенного регулятора под нагрузкой (15 ± 1,5) кгс должен быть 14 мм.
26.2.3 При сборке ТЦР трущиеся поверхности «металл-металл» должны быть смазаны смазкой ЦИАТИМ-201, а «металл-резина» - смазкой ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
26.2.4 После сборки ТЦР необходимо испытать на герметичность. Испытание на стенде унифицированной конструкции необходимо производить в соответствии с разделом 27.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП в установленном порядке, а испытание на нем необходимо производить в соответствии с руководством по эксплуатации этого стенда.
26.2.5 Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
27 ИСПЫТАНИЕ ТОРМОЗНЫХ ЦИЛИНДРОВ ПАССАЖИРСКИХ ВАГОНОВ
27.1. Тормозные цилиндры до 16" (включительно) испытывать в соответствии с разделом 8.
27.2 Испытание тормозного цилиндра со встроенным регулятором
27.2.1 Принципиальная пневматическая схема стенда для испытания тормозного цилиндра со встроенным регулятором должна соответствовать схеме, приведенной на рисунке 20.
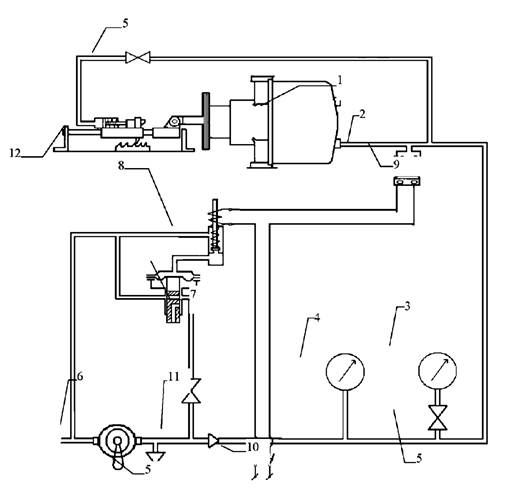
1 - испытуемый ТЦР со встроенным регулятором; 2 -
трубопровод; 3, 4 - манометр;
5 - кран разобщительный ; 6 - кран машиниста 326С, 7 - реле давления 404;
8 - электропневматический вентиль; 9 - датчик давления; 10 - выключатель
источника тока
напряжением 50 В; 11 - клапан выпускной одинарный; 12 - устройство для фиксации
упора.
Рисунок 20 - Принципиальная схема стенда для испытания
тормозного
цилиндра со встроенным регулятором.
Стенд должен иметь:
- трубопроводы ;
- манометр 3 с пределом измерения 0,1 МПа (1,0 кгс/см2) класса точности 1,5;
- манометр 4 с пределом измерения 1,0 МПа (10 кгс/см2) класса точности 0,6;
- краны разобщительные;
- кран машиниста 326С;
- реле давления 404;
- электрический вентиль;
- датчик давления;
- выключатель источника тока 50 В;
- блок электропитания 50 В;
- клапан выпускной одинарный и устройство для фиксации упора.
27.2.2 Методика испытания.
Проверить герметичность цилиндра ТЦР. Проверка герметичности цилиндра производится при полном выходе штока.
При наличии у тормозного цилиндра стояночного тормоза, приводимого в действие воздухом, испытания тормозного цилиндра со встроенным регулятором проводить при давлении в полости стояночного тормоза не менее (0,40 + 0,02) МПа [(4,0 + 0,2) кгс/см2].
Поднять давление воздуха в цилиндре с нуля до (0,40 + 0,02) МПа [(4,0 + 0,2) кгс/см2] и отключить источник питания. За 3 минуты давление не должно понижаться более чем на 0,01 МПа (0,1 кгс/см2), после чего снизить давление до нуля.
Проверку герметичности полости стояночного тормоза следует производить при давлении (0,40 + 0,02) МПа [(4,0 + 0,2) кгс/см2]. За 3 минуты давление не должно понижаться более чем на 0,01 МПа (0,1 кгс/см2).
Поднять давление воздуха в цилиндре с нуля до (0,10 + 0,01) МПа [(1,0 ± 0,1) кгс/см2], отключить источник питания. За 1 минуту давление не должно понижаться более чем на 0,01 МПа (0,1 кгс/см2).
Контроль за установившимся давлением в цилиндре производить через 60-80 с после достижения заданного давления.
Проверить величину давления сжатого воздуха в цилиндре при начале перемещения поршня при торможении, которая должна быть не более 0,03 МПа (0,3 кгс/см2). Проверку производить повышением давления воздуха в цилиндре и фиксировать величину давления в момент начала перемещения поршня.
Проверить работу регулирующего механизма во всем диапазоне его работы. При увеличении зазора между тормозными накладками и диском (имитированного на стенде) регулирующий механизм должен сократить зазор до первоначальной величины после торможения давлением воздуха (0,40 + 0,02) МПа [(4,0 + 0,2) кгс/см2] и отпуска.
При повторных торможениях давлением воздуха (0,40 + 0,02) МПа [(4,0 + 0,2) кгс/см2] ТЦР должен сохранить постоянную величину выхода штока.
27.3 Результаты испытания ТЦР должны быть отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, необходимо записывать дату испытания, тип и номер принятого ТЦР с росписью исполнителя ремонта и руководителя ремонтного подразделения или другого должностного лица, на которое в соответствии с должностной инструкцией возложены эти обязанности.
27.4 На отремонтированном и принятом ТЦР должна стоять бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
28 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ КРАНОВ И КЛАПАНОВ ПАССАЖИРСКИХ ВАГОНОВ
28.1 Концевые краны
28.1.1 Концевые краны ремонтировать и испытывать в соответствии с разделом 9.
28.2 Разобщительный кран пробкового типа (кран 377)
28.2.1 Поступившие в ремонт разобщительные краны пробкового типа необходимо разобрать, все детали промыть и продуть сжатым воздухом.
28.2.2 Все детали разобщительного крана следует осмотреть. Детали должны быть заменены при наличии следующих дефектов:
- трещин и отколов в корпусе;
- изломов и деформации ручки;
- деформации и срыва резьбы;
- деформации квадрата пробки.
Высота пружины в свободном состоянии должна быть в пределах от 36 до 40 мм.
28.2.3 Сборку разобщительного крана необходимо производить с соблюдением следующих требований:
- необходимо проверить наличие на торце квадрата пробки четких контрольных рисок;
- следует проверить наличие на ручке ограничителя ее поворота;
- пробку крана необходимо притереть к корпусу, после чего протереть и смазать смазкой в соответствии с таблицей 3;
- заглушка должна быть поставлена на смазку ВНИИ НП-232 и затянута до упора в корпус;
- ручка крана должна быть прочно закреплена на квадрате пробки, допускается устранять зазор между квадратом пробки и квадратом ручки постановкой металлической пластины толщиной не более 1 мм с обязательной фиксацией ее штифтом, крепящим ручку крана на квадрате пробки;
- в закрытом положении ручка крана должна располагаться перпендикулярно к продольной оси его корпуса.
28.2.4 После сборки разобщительный кран необходимо испытать на плотность сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Испытание производится при двух положениях ручки крана - при открытом и при закрытом.
При проведении испытания разобщительного крана сжатый воздух должен подаваться к одной из сторон крана, при этом противоположная сторона должна быть заглушена.
Проверка герметичности крана производится одним из следующих способов:
- по наличию мыльных пузырей;
- по падению давления.
При проверке герметичности по образованию мыльных пузырей обмыливать необходимо весь кран. При этом появление пузырей не допускается.
Проверка герметичности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре более 0,01 МПа (0,1 кгс/см2) в течение 5 минут не допускается.
28.3 Краны шаровые разобщительные
28.3.1 Ремонт и испытание шаровых разобщительных кранов необходимо производить с соблюдением следующих требований:
- поступивший в ремонт шаровой разобщительный кран должен быть снаружи очищен от пыли и загрязнений,
- необходимо проконтролировать состояние присоединительной резьбы, после испытать кран на герметичность;
- разбирать шаровой разобщительный кран необходимо только в случае наличия внешних дефектов, нарушающих его работу и при неудовлетворительных результатах испытания.
28.3.2 Испытание крана на герметичность производится сжатым воздухом давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2] при двух его положениях - при открытом и при закрытом.
При испытании в закрытом положении сжатый воздух должен подаваться к одной из сторон шарового разобщительного крана, при этом на противоположную сторону должна быть надета заглушка с атмосферным отверстием диаметром 4 мм. Шаровой разобщительный кран в закрытом положении должен быть испытан с двух сторон. При проверке герметичности по падению давления специальную заглушку с атмосферным отверстие можно не устанавливать.
Сжатый воздух при испытании в открытом положении должен подаваться к одной из присоединительных сторон шарового разобщительного крана при заглушенной другой.
Проверка герметичности шарового разобщительного крана производится одним из следующих способов:
- по наличию мыльных пузырей;
- по падению давления.
При проверке герметичности по наличию мыльных пузырей обмыливать необходимо весь шаровой разобщительный кран. При этом появление мыльного пузыря не допускается.
Проверка герметичности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления сжатого воздуха в контрольном резервуаре допускается не более чем на 0,01 МПа (0,1 кгс/см2) в течение 5 минут.
28.4 Стоп-кран
28.4.1 Поступивший в ремонт стоп-кран необходимо разобрать, детали стоп- крана протереть и осмотреть.
28.4.2 Ремонт и испытание стоп-крана необходимо производить с соблюдением следующих требований:
- наличие трещин в корпусе, забоин и повреждений на резьбе не допускается;
- резиновые уплотнения необходимо заменить новыми;
- седло клапана на штуцере не должно иметь забоин, выщербин и других дефектов;
- штуцер крана следует ставить на смазке ВНИИ НП-232 и затягивать на резьбе до упора в корпус.
28.4.3 Испытание стоп-крана производится только в закрытом положении при давлении (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Проверка герметичности стоп-крана производится одним из следующих способов:
- по наличию мыльных пузырей;
- по падению давления.
При проверке герметичности по наличию мыльных пузырей обмыливать необходимо весь стоп-кран. При этом появление пузырей не допускается.
Проверка герметичности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре в течение 5 минут не допускается.
28.5 Клапан выпускной 31Б
28.5.1 Поступивший в ремонт выпускной клапан необходимо разобрать и осмотреть
28.5.2 Ремонт и испытание выпускного клапана необходимо производить с соблюдением следующих требований:
- просадка пружины более 3 мм, забитая или сорванная резьба не допускаются;
- седло клапана не должно иметь раковин и забоин;
- резиновое уплотнение клапана следует заменить при толщине резинового уплотнения клапана менее 3 мм и (или) при наличии просадки клапана более чем на 0,5 мм;
- перед сборкой пружину, втулку клапана и все другие трущиеся поверхности деталей следует смазать смазкой ЖТ-79Л или ПЛАСМА-Т5. Штуцер следует ставить на смазке ВНИИ НП-232, ввинчивая до упора в заплечики корпуса клапана.
(Измененная редакция. Изм. 5-2013)
28.5.3 Испытание клапана на плотность производится давлением сжатого воздуха (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Проверка плотности клапана производится одним из следующих способов:
- по наличию мыльных пузырей;
- по падению давления.
При проверке плотности по наличию мыльных пузырей обмыливать необходимо весь клапан. При этом появление пузырей не допускается.
Проверка плотности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре в течение 5 минут не допускается.
28.6 Клапан выпускной 4315
28.6.1 Поступивший в ремонт выпускной клапан снаружи очистить от пыли, грязи и других загрязнений, разобрать и осмотреть все детали.
28.6.2 Ремонт и испытание выпускного клапана необходимо производить с соблюдением следующих требований:
- пружину с просадкой до высоты менее 27 мм следует заменить;
- забитая или сорванная резьба у деталей клапана не допускается;
- корпус с забоинами на поверхности седла клапана необходимо заменить;
- резиновое уплотнение клапана следует заменить на новое.
- перед сборкой внутренние обработанные поверхности корпуса и штуцера, пружину следует смазать тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5. Уплотнение соединения корпуса и штуцера производится установкой новой уплотнительной прокладки.
(Измененная редакция. Изм. 5-2013, 6-2014)
28.6.3 Испытание на плотность производится давлением сжатого воздуха (0,25 + 0,05) МПа [(2,5 + 0,5) кгс/см2] и (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Проверка плотности клапана производится одним из следующих способов:
по наличию мыльных пузырей;
по падению давления.
При проверке плотности по наличию мыльных пузырей обмыливать необходимо весь клапан. При этом появление пузырей не допускается.
Проверка плотности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре в течение 5 минут не допускается.
28.7 Клапан обратный 176
28.7.1 Поступивший в ремонт обратный клапан снаружи очистить от пыли и загрязнений.
28.7.2 После наружной очистки и обмывки обратный клапан разобрать, все детали осмотреть, неисправные отремонтировать или заменить.
28.7.3 Ремонт и испытание обратного клапана необходимо производить с соблюдением следующих требований:
- седла клапана и клапаны не должны иметь забоин или рисок,
- проверить высоту пружины в свободном состоянии. При этом номинальная высота пружины обратного клапана 176 составляет 22 мм, а под рабочей нагрузкой 0,74 ± 0,07 кгс - 13 мм. Просевшую пружину и пружину с обломанными витками заменить новой. Растягивание и заделка пружины не допускается;
- прокладку и кольцо, имеющие надрывы и трещины, а также с истекшим сроком службы, заменить новыми. Срок службы следует определять по маркировке на резиновой детали, исключая год ее изготовления по дате изготовления клапана, указанной на корпусе;
- забитую или сорванную резьбу восстановить или заменить детали;
- при сборке обратного клапана легким слоем смазать трущиеся поверхности смазкой ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
28.7.4 Испытания производить на стенде, установленном в закрытом помещении и подключенным к воздухопроводной магистрали с давлением сжатого воздуха не ниже 1,0 МПа (10,0 кгс/см2) через влагоотделитель любой конструкции.
Испытание клапана на плотность производить давлением сжатого воздуха (1,00 + 0,05) МПа [(10,0 + 0,5) кгс/см2].
Проверка плотности клапана производится одним из способов:
- по наличию мыльных пузырей;
- по падению давления.
При проверке плотности по наличию мыльных пузырей присоединить отросток корпуса к воздухопроводу так, чтобы воздух поступал в корпус против стрелки, указанной на нем (воздух подается в полость под затвором). На другой отросток навертывается гайка с отверстием диаметром 10 мм. При испытании на обмыленных поверхностях (отверстие 10 мм, места соединения и корпус) в течение 1 мин не должны образовываться мыльные пузыри.
При проверке плотности по падению давления проверку необходимо производить на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 8 литров. При этом падение установившегося давления в контрольном резервуаре в течение 5 мин не допускается.
29 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ, КОМПЛЕКТОВАНИЕ И ИСПЫТАНИЕ РЕЗИНОКОРДОВОГО РУКАВА ВЫСОКОГО ДАВЛЕНИЯ РВД 20
29.1 Ремонт рукавов
29.1.1 Поступивший в ремонт соединительный рукав должен быть очищен от пыли и загрязнений.
29.1.2 После наружной очистки производится осмотр и контроль соединительного рукава.
29.1.3 Рукав должен быть раскомплектован при наличии хотя бы одного из следующих дефектов:
- сдвиг трубки с хвостовой части наконечников;
- у трубки - истекшего срока службы, обрывов, петель и глубоких трещин, доходящих до резинового слоя;
- у наконечников трещин и отколов, сорванной резьбы;
29.1.4 Состояние внутренней поверхности резинокордовой трубки необходимо контролировать при просвечивании внутреннего прохода соединительного рукава световым лучом на специальном приспособлении.
29.1.5 (Исключен. Изм. 1-2015)
29.1.6 Соединительный рукав, не имеющий перечисленных в п. 29.1.3 дефектов, отвечающий требованиям п. 29.1.5 и имеющий запас срока годности резинокордовой трубки до следующего планового ремонта, должен быть испытан на прочность и герметичность в соответствии с подразделом 29.3, в ином случае рукав подлежит раскомплектовке и ремонту.
29.1.7 Ремонт соединительного рукава необходимо производить с соблюдением требований пунктов 29.1.3 и нижеследующих:
- у наконечников следует проконтролировать внутренний проход и высоту буртика их хвостовой части на соответствие конструкторской документации;
- у резинокордовой трубки следует проконтролировать наличие фасок по внутреннему диаметру.
(Измененная редакция. Изм. 1-2015)
29.2 Комплектование соединительных рукавов
29.2.1 Перед комплектованием у резинокордовой трубки необходимо проконтролировать отсутствие дефектов и длину.
Состояние внутренней поверхности резинокордовой трубки контролируется при просвечивании её внутреннего прохода световым лучом на специальном приспособлении.
Длина резинокордовой трубки должна соответствовать длине, установленной конструкторской документацией на соответствующий тип соединительного рукава.
29.2.2 На специальном стенде необходимо запрессовать в резинокордовую трубку два наконечника до упора в её торец.
29.2.3 После запрессовки необходимо вновь проконтролировать состояние внутренней поверхности резинокордовой трубки при просвечивании внутреннего прохода рукава световым лучом на специальном приспособлении - наличие задиров и отслоений внутреннего слоя не допускается.
29.2.4 Расстояние от торца резинокордовой трубки до места обжима должно быть в пределах от 7 до 14 мм.
29.2.5 В канавку наконечника необходимо установить новое уплотнительное кольцо.
29.2.6 После комплектования соединительные рукава должны быть проверены сначала на прочность, а затем на герметичность.
29.3 Испытание соединительных рукавов
29.3.1 Для проверки на прочность соединительные рукава подлежат гидравлическому испытанию под давлением воды в них (1,2 ± 0,02) МПа [(12,0 ± 0,2) кгс/см2] с выдержкой под давлением в течение от 1,5 до 2 мин.
Соединительный рукав считается выдержавшим испытание, если не было обнаружено:
- срыва деталей;
- просачивания воды во время испытания;
- надрывов резинокордовой трубки;
- остаточного сдвига резинокордовой трубки с наконечника более чем на 2,5 мм.
29.3.2 Для проверки на герметичность соединительные рукава подлежат пневматическому испытанию с выдержкой под давлением воздуха в них (0,6 + 0,05) МПа [(6,0 + 0,5) кгс/см2] при полном их погружении в ванну с водой.
Соединительный рукав считается выдержавшим испытание, если в течение 1 минуты не было обнаружено выделения пузырьков воздуха в любой части соединительного рукава. При обнаружении пузырьков воздуха на поверхности резинокордовой трубки соединительный рукав должен быть выдержан под давлением в ванне с водой до 10 минут и, если выделение пузырьков на поверхности резинокордовой трубки прекратится, считать его выдержавшим испытание, в ином случае соединительный рукав считается не выдержавшим испытание.
29.3.3 На отремонтированном и выдержавшем испытания рукаве должна стоять бирка.
На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
29.3.4 На новые рукава, выдержавшие испытания перед постановкой на вагон, бирка ремонтного предприятия не ставится, при этом бирка предприятия-изготовителя должна присутствовать и должна быть сохранена.
30 РЕМОНТ И ИСПЫТАНИЕ СОЕДИНИТЕЛЬНОГО РУКАВА С ЭЛЕКТРОКОНТАКТОМ 369А
30.1 Ремонт соединительных рукавов
30.1.1 Рукав необходимо ремонтировать в соответствии с разделом 10.
30.1.2 Дополнительно головку соединительного рукава следует проверить шаблонами 369.040 и 369.040-01 (ПКБ ЦЛ).
30.1.3 Поврежденные детали электрической части необходимо отремонтировать или заменить новыми.
30.1.4 Электрический кабель типа КГ-ХЛ 2×2,5 должен иметь изоляцию без механических повреждений, правильно выполненную разделку концов проводов с обжатием наконечников и высококачественной пайкой в головке. Длина кабеля должна соответствовать чертежному размеру. Поврежденный кабель необходимо заменить. Провод кабеля, имеющий наконечник с отверстием диаметром 8 мм, необходимо припаять к контактному пальцу, с отверстием диаметром 6 мм - к контактному кольцу. Пайку проводов следует производить без применения кислоты припоем ПОС-40.
30.1.5 Необходимо проконтролировать износ головки латунной заклёпки (заклёпки диаметром 3 мм на гребне головки соединительного рукава) по высоте - при высоте головки заклёпки 1 мм и менее заклёпку следует заменить новой с высотой головки 1,8 мм.
(Введен дополнительно. Изм. 1-2015)
30.2 Комплектование соединительных рукавов
30.2.1 Перед комплектованием резинотекстильную трубку с клеймом «Д» необходимо испытать на электрическое сопротивление. Для этого следует измерить сопротивление изоляции мегаомметром с рабочим напряжением 1000 В, которое должно быть не менее 10 МОм для новых и не менее 2 МОм для бывших в эксплуатации соединительных рукавов.
30.2.2 Комплектование соединительных рукавов производится в соответствии с разделом 10.
30.2.3 Для затяжки хомутиков следует применять болты М8 длиной 35 мм у соединительной головки рукава, М8 длиной 45 мм у наконечника рукава.
30.3 Испытание соединительных рукавов
30.3.1 Испытание соединительного рукава производится в соответствии с разделом 10.
30.3.2 После комплектования и испытания следует собрать электрическую часть и закрепить на соединительном рукаве кабель. На входе в соединительную головку кабель должен быть уплотнен резиновым кольцом с металлическим штуцером, не пропускающим внутрь влагу.
30.3.3 Усилие контактного пальца должно быть в пределах 5,6 - 7,0 кгс, в ином случае необходимо произвести замену пружины.
30.3.4 После сборки электрической части необходимо проверить правильность подключения проводов кабеля к контактному пальцу и кольцу, а также мегаомметром на 1000 В определить сопротивление изоляции между наконечником рабочего провода и корпусами головки (оно должно быть не менее 10 МОм), между наконечником рабочего провода и корпусом наконечника соединительного рукава (оно должно быть не менее 10 МОм), между наконечником контрольного провода и наконечником соединительного рукава (оно должно быть не менее 1,8 МОм).
30.3.5 После испытания соединительного рукава на бирке, установленной под головкой болта хомутика на наконечнике, следует выбить клеймо, присвоенное АКП, и дату ремонта (число, месяц и две последние цифры года). Оттиск клейма должен быть отчетливым.
31 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ РЕЛЕ ДАВЛЕНИЯ 404
31.1 Поступившие в ремонт реле давления должны быть очищены от пыли, грязи и других загрязнений.
31.2 После наружной очистки и обмывки реле давления необходимо разобрать, все детали, кроме резиновых, промыть моющими средствами или растворителем, каналы продуть сжатым воздухом, очищенные детали протереть насухо.
31.3 Ремонт реле давления необходимо производить с соблюдением следующих требований:
- диаметры цилиндрической части корпуса и направляющей нижнего зажима диафрагмы должны быть (70 + 0,2) мм и (70 - 0,1; -0,3) мм соответственно;
- суммарный зазор между цилиндрической частью корпуса и направляющей нижнего зажима диафрагмы должен быть не более 0,6 мм;
- внутренний диаметр седла в клапане должен быть (16,5 + 0,12) мм (допускается зазор не более 0,3 мм);
- диаметр направляющей части стержня клапана должен быть (25 - 0,28; -0,42) мм;
- между направляющей частью и стержнем клапана допускается суммарный зазор не более 0,5 мм;
- резиновую диафрагму заменить при наличии расслоений, трещин, выпучин, остаточного прогиба более 3 мм или при просроченном сроке службы;
- прогиб диафрагмы должен быть: вверх - (3 + 0,73; -0,44) мм; вниз - (3 + 0,34) мм;
- посадочные места в клапане и направляющей втулке при наличии забоин или рисок проверить и отшлифовать;
- пружина при наличии изломов, трещин в витках, а также в случае потери упругости (высота пружины под рабочей нагрузкой 8,08 кгс должна быть 14 мм) или просадке более 2 мм заменить;
- неперпендикулярность образующей к торцам пружины должна быть не более 0,5 мм.
31.4 Каждое реле давления после ремонта и проверки действия отдельных узлов на специальных приспособлениях должно быть испытано.
Испытание на стенде унифицированной конструкции необходимо производить в соответствии с разделом 32.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП в установленном прядке, а испытание на нем необходимо производить в соответствии с руководством по эксплуатации этого стенда.
31.5 Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
32 ИСПЫТАНИЕ РЕЛЕ ДАВЛЕНИЯ 404
32.1 Характеристика стенда
32.1.1 Принципиальная схема стенда должна соответствовать схеме, приведенной на рисунке 21.
32.1.2 Стенд должен иметь:
- резервуары (первичный тормозной цилиндр и вторичный тормозной цилиндр) объемами 20 и 55 л;
- краны разобщительные;
- манометры класса точности не хуже 0,6; дроссели диаметром 1 мм.

1 - кран разобщительный; 2 - кран машиниста 326С; 3 -
часть электрическая 305.052 с
камерой 305.059 (или аналогичное по функциональности устройство); 4 - прижим;
5 - кран разобщительный; 6 - кран разобщительный с калиброванным отверстием 2
мм;
7 - кран разобщительный с калиброванным отверстием 1 мм; 8 - кран водоспускной;
9 - Резервуар Р10-20; 10 - резервуар Р10-55; 11 - манометр; 12 - трансформатор
В;
13 - вольтметр; 14 - мост выпрямительный, 15 - кнопка; 16 - лампа сигнальная;
17 - предохранитель, 18 - манометр; 19 - реле давления.
Рисунок 21 - Принципиальная схема стенда для испытаний реле давления
32.2 Методика испытания
32.2.1 Установить реле давления на испытательный стенд.
32.2.2 Проверить разницу установившихся давлений в первичном и во вторичном тормозных цилиндрах. Испытания производить при давлениях в первичном тормозном цилиндре (0,1 + 0,05) МПа [(1,0 ± 0,5) кгс/см2] и сопоставлением показаний манометров первичного и вторичного тормозных цилиндров определить разницу установившихся давлений, которая должна быть не более 0,01 МПа (0,1 кгс/см2).
32.2.3 Проверить разницу во времени наполнения первичного и вторичного цилиндров до 0,3 МПа (3,0 кгс/см2). При полном служебном торможении разница времени от момента подачи напряжения на электровоздухораспределитель до давления в тормозных цилиндрах 0,3 МПа (3,0 кгс/см2) должна быть не более 1 с.
32.2.4 Проверить автоматическое поддержание установившегося давления (чувствительность) во вторичном тормозном цилиндре. Испытания проводить при установившемся давлении во вторичном тормозном цилиндре после торможения 0,25 - 0,30 МПа (2,5 - 3,0 кгс/см2). При выпуске воздуха из тормозного цилиндра через отверстие диаметром 1,0 мм реле давления должно поддерживать в нем установившееся давление с колебаниями ±0,015 МПа (±0,15 кгс/см2).
32.2.5 Проверить герметичность атмосферного клапана на ступени установившегося давления во вторичном тормозном цилиндре 0,25 - 0,30 МПа (2,5 - 3,0 кгс/см2). Испытания производить обмыливанием отверстий цоколя реле по времени удержания мыльного пузыря. Допускается образование мыльного пузыря с удержанием его не менее 10 с.
32.2.6 Проверить разницу во времени выпуска воздуха из первичного и вторичного тормозных цилиндров. После полного служебного торможения электровоздухораспределителем величина давления в обоих цилиндрах должна быть 0,48 МПа (4,8 кгс/см2). При отпуске от момента снятия напряжения с электровоздухораспределителя до давления в обоих цилиндрах 0,04 МПа (0,4 кгс/см2) разница во времени выпуска воздуха из первичного и вторичного тормозных цилиндров должна быть не более 1 с. Замеры производить за один прием.
32.2.7 Проверить герметичность манжеты и питательного клапана. Проверку производить при отпущенном положении реле. Испытание производить обмыливанием цоколя реле по времени удержания мыльного пузыря. Допускается образование мыльного пузыря с удержанием его не менее 10 с.
32.2.8 Результаты испытания реле давления должны быть отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, необходимо записывать дату испытания, тип и номер принятого реле давления с росписью исполнителя ремонта и руководителя ремонтного подразделения или другого должностного лица, на которое в соответствии с должностной инструкцией возложены эти обязанности.
32.2.9 На отремонтированном и принятом реле давления должна стоять бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
33 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ СИГНАЛИЗАТОРОВ ДАВЛЕНИЯ 115, 115А
33.1 Поступившие в ремонт сигнализаторы давления должны быть очищены от пыли, грязи и других загрязнений.
33.2 После наружной очистки и обмывки сигнализатор давления необходимо разобрать, все детали осмотреть, неисправные отремонтировать или заменить.
33.3 Ремонт сигнализаторов давления необходимо производить с соблюдением следующих требований:
- проверку пружин производить в свободном состоянии;
- номинальная высота рабочей пружины сигнализатора 115 составляет 23 мм (предельная 22), а под рабочей нагрузкой (1,17 ± 0,12) кгс - 20 мм, у рабочей пружины сигнализатора 115А соответственно 25 мм (предельная 23 мм), а под рабочей нагрузкой (15,4 ± 1,5) кгс - 12 мм. Пружина толкателя сигнализаторов давления 115 и 115А имеют номинальную высоту 16 мм (предельная 15 мм) и под рабочей нагрузкой (1,4 ± 0,14) кгс - 11 мм. Просевшую пружину и пружину с обломанными витками заменить новой. Растягивание и заделка пружины не допускается;
- резиновую диафрагму, допускающую пропуск воздуха, имеющую надрывы или трещины, а также с истекшим сроком службы заменить новой. Началом срока эксплуатации считать дату изготовления сигнализатора, указанную на корпусе;
- проверить крепление (пайку) проводов кабеля;
- проверить вручную четкость срабатывания и возврата привода микровыключателя МП2101Л УХЛ 3041А, при необходимости заменить;
- при сборке сигнализатора смазать трущиеся поверхности смазкой ЖТ-79Л или ПЛАСМА-Т5;
- откорректировать величину давления сжатого воздуха, при котором происходит срабатывание микропереключателя сигнализатора. Регулирование производить путём вращения упорки. При достижении необходимой величины давления срабатывания микровыключателя (момент загорания сигнальной лампы) упорку закрепить контргайкой. Диапазон давлений сжатого воздуха в пределах которого обеспечивается регулирование замыкания и размыкания контактов должен быть в пределах для сигнализатора давления 115 - 0,02 - 0,03 МПа (0,2 - 0,3 кгс/см2), а для сигнализатора 115А - 0,2 - 0,25 МПа (2,0 - 2,5 кгс/см2). Закрыть крышку и закрепить ее. Наличие прокладок обязательно.
(Измененная редакция. Изм. 5-2013)
33.4 Каждый сигнализатор давления после ремонта и проверки действия должен быть испытан.
33.4.1 Испытание на стенде унифицированной конструкции необходимо производить в соответствии с разделом 34.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП в установленном порядке, а испытание на нем необходимо производить в соответствии с руководством по эксплуатации этого стенда.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
33.4.2 Результаты испытания сигнализатора давления должны быть отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, необходимо записывать дату испытания, тип и номер принятого сигнализатора давления с росписью исполнителя ремонта и руководителя ремонтного подразделения или другого должностного лица, на которое в соответствии с должностной инструкцией возложены эти обязанности.
33.5 На отремонтированном и принятом сигнализаторе давления должна стоять бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
34 ИСПЫТАНИЕ СИГНАЛИЗАТОРОВ ДАВЛЕНИЯ 115, 115А
34.1 Характеристика стенда
34.1.1 Принципиальная схема стенда должна соответствовать схеме, приведенной на рисунке 22.
34.1.2 Стенд должен иметь:
- резервуар объемом 1,5 л;
- манометр класса точности не хуже 0,6 с пределом измерения до 0,6 МПа (6,0 кгс/см2);
- кран разобщительный с присоединительной резьбой G½";
- кран водоспускной с присоединительной резьбой G½";
- трансформатор;
- тумблер,
- лампы электрические;
- зажимы;
- провода БПВЛ 1,0.
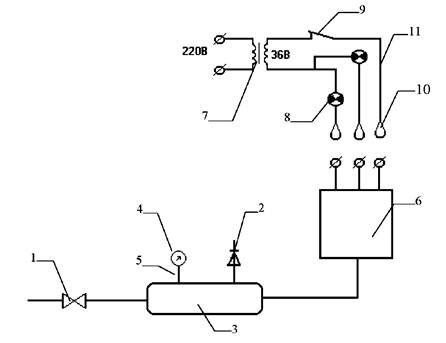
1 - кран разобщительный; 2; 3 - резервуар объемом 1,5
л; 4 - манометр;
5 - трубопровод; 6 - сигнализатор давления; 7 – трансформатор; 8 - лампа
сигнальная;
9 - тумблер, 10 - зажим; 11 - провод.
Рисунок 22 - Принципиальная схема стенда для испытаний
сигнализатора давления
34.2 Методика испытания
34.2.1 Проверить величину давления сжатого воздуха при котором происходит срабатывание микровыключателя. Диапазон давлений сжатого воздуха в пределах которого обеспечивается регулирование замыкания и размыкания контактов должен быть в пределах для сигнализатора давления 115 - 0,02 - 0,03 МПа (0,2 - 0,3 кгс/см2), а для сигнализатора 115А - 0,2 - 0,25 МПа (2,0 - 2,5 кгс/см2).
34.2.2 Сопротивление изоляции проводов катушки от корпуса проверить мегомметром, прикладывая напряжение поочередно между корпусом сигнализатора и наконечниками жил кабеля. Сопротивление изоляции должно быть не ниже 5 МОм.
34.2.3 Герметичность мест соединений проверить обмыливанием. Пропуск воздуха не допускается.
35 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ КЛАПАНА СБРАСЫВАЮЩЕГО ТРЕХПОЗИЦИОННОГО 182, 182-01, 182-04, 182-06, 182-08, 182-09
35.1 Поступивший в ремонт клапан сбрасывающий трехпозиционный должен быть снаружи очищен от загрязнений.
35.2 После наружной очистки и обмывки клапан разобрать, его детали, кроме резиновых, промыть моющими средствами или растворителем, каналы продуть сжатым воздухом, очищенные детали протереть насухо.
Проверить состояние деталей, неисправные отремонтировать или заменить.
35.3 Ремонт клапанов необходимо производить с соблюдением следующих требований:
- проверку пружин производить в свободном состоянии;
- номинальная высота пружины диафрагмы клапана составляет 20 мм, а под рабочей нагрузкой (0,225 ± 0,023) кгс - 11 мм;
- пружина клапана вентиля имеет номинальную высоту 22 мм и под рабочей нагрузкой (0,74 ± 0,07) кгс - 13 мм;
- пружины при наличии изломов, трещин, а также в случае потери упругости или при просадке по высоте заменить;
- растягивание и заделка пружины не допускается;
- диафрагма, допускающая пропуск воздуха, имеющая надрывы или трещины, а также с истекающим сроком эксплуатации, заменяется новой;
- прокладки и резиновые уплотнения, имеющие надрывы, трещины и расслоения, а также с истекающим сроком эксплуатации, заменить новыми. Началом срока эксплуатации клапана считать дату изготовления, указанную на корпусе;
- посадочные места в клапанах при наличии рисок прошлифовать;
- клапан вентиля с просевшим или поврежденным уплотнением заменить новым;
- катушки вентилей при наличии пробоя изоляции, обрыва витков или выводов, а также низкого сопротивления заменить новыми;
- проверить крепление (пайку) проводов кабеля;
- при сборке клапана сбрасывающего трехпозиционного на поверхности трения «металл-металл», «металл-резина» нанести смазку ЖТ-79Л или ПЛАСМА-Т5;
- отрегулировать напряжение включения вентилей В1 и В2, для чего постепенно увеличивая подаваемое на вентили В1 и В2 напряжение питания постоянного тока замерить напряжение включения вентилей В1 и В2. Напряжение включения вентилей должно быть не более 35 В - для клапанов 182, 182-04, 182-08, не более 77 В - для клапанов 182-01, 182-06, 182-09;
- отрегулировать напряжение отключения вентилей В1 и В2, для чего постепенно снижая подаваемое на вентили напряжение замерить напряжение отключения вентилей В1 и В2. Напряжение отключения вентилей В1 и В2 должно быть не менее 5 В - для клапанов 182, 182-04, 182-08, не менее 15 В - для клапанов 182-01, 182-06, 182-09.
(Измененная редакция. Изм. 5-2013)
35.4 Каждый сбрасывающий трехпозиционный клапан после ремонта и проверки действия должен быть испытан на испытательном стенде.
35.4.1 Испытание на стенде унифицированной конструкции необходимо производить в соответствии с разделом 36.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП в установленном порядке, а испытание на нем необходимо производить в соответствии с руководством по эксплуатации этого стенда.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
35.4.2 Результаты испытания клапана сбрасывающего трехпозиционного должны быть отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, необходимо записывать дату испытания, тип и номер принятого клапана сбрасывающего трехпозиционного с росписью исполнителя ремонта и руководителя ремонтного подразделения или другого должностного лица, на которое в соответствии с должностной инструкцией возложены эти обязанности.
35.5 На отремонтированном и принятом клапане сбрасывающий трехпозиционном должна стоять бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
36 ИСПЫТАНИЕ КЛАПАНА СБРАСЫВАЮЩЕГО ТРЕХПОЗИЦИОННОГО 182, 182-01, 182-04, 182-06, 182-08, 182-09
36.1 Характеристика стенда
36.1.1 Принципиальная электропневматическая схема стенда должна соответствовать схеме, приведенной на рисунке 23.
36.1.2 Стенд должен иметь:
- резервуар (тормозной цилиндр) объемом 2,5 л;
- редуктор,
- реле давления;
- краны;
- манометры класса точности не ниже 0,6 и ценой деления не более 0,01 МПа (0,1 кгс/см2);
- вольтметр;
- реостат;
- тумблеры;
- кнопки;
- тиристор;
- диоды.
36.2 Методика испытания
36.2.1 Установить клапан на испытательный стенд.
36.2.2 Проверить время снижения давления в тормозном цилиндре (или имитирующем его резервуаре) через клапан с 0,5 МПа (5,0 кгс/см2) до 0,05 МПа (0,5 кгс/см2), для чего подать одновременно напряжение питания постоянного тока на вентили В1 и В2. Время снижения давления должно быть не более 0,4 с.
36.2.3 Проверить время наполнения тормозного цилиндра (тормозного резервуара) через клапан с 0 до (0,35 ± 0,02) МПа [(3,5 ± 0,2) кгс/см2], для чего снять одновременно напряжение питания с вентилей В1 и В2. Время наполнения должно быть не более 0,4 с.
36.2.4 Проверить действие клапана на ступенчатое наполнение и ступенчатый выброс воздуха. Подать на вентиль В2 напряжение питания постоянного тока, а на вентиль В1 подавать напряжение кратковременными импульсами. Клапан должен обеспечить ступенчатый выброс воздуха из тормозного цилиндра или тормозного резервуара объемом 2,5 л. Количество ступеней на наполнение и сброс воздуха должно быть не менее 5 в каждом случае.
Полностью снять напряжение с вентиля В1, а с вентиля В2 напряжение снимать кратковременными импульсами, при этом клапан должен обеспечить ступенчатое наполнение тормозного цилиндра или резервуара объемом 2,5 л.
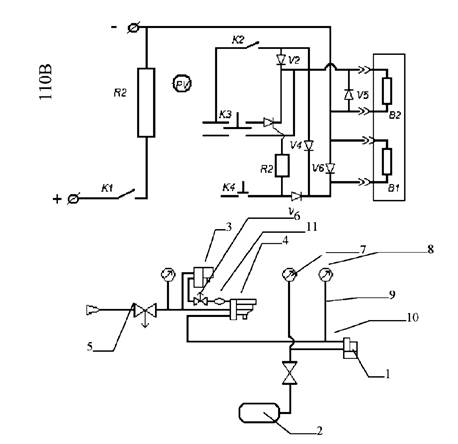
1 - клапан сбрасывающий трехпозиционный; 2 - резервуар
объемом 2,5 л;
3 - редуктор; 4 - реле давления; 5, 6 - кран разобщительный с атмосферным
отверстием; 7, 8 - манометр; 9 - трубопроводы; 11 - резервуар объемом 2 л
Рисунок 23 - Принципиальная схема стенда для испытания клапана
сбрасывающего трехпозиционного 182, 182-01, 182-04, 182-06, 182-08, 182-09
36.2.5 Проверить напряжение включения вентилей В1 и В2, для чего постепенно увеличивая подаваемое на вентили В1 и В2 напряжение питания постоянного тока замерить напряжение включения вентилей В1 и В2. Напряжение включения вентилей должно быть не более 35 В - для клапанов 182, 182-04, 182-08, не более 77 В - для клапанов 182-01, 182-06, 182-09.
36.2.6 Проверить напряжение отключения вентилей В1 и В2, для чего постепенно снижая подаваемое на вентили напряжение замерить напряжение отключения вентилей В1 и В2. Напряжение отключения вентилей В1 и В2 должно быть не менее 5 В - для клапанов 182, 182-04, 182-08, не менее 15 В - для клапанов 182-01, 182-06, 182-09.
Проверить работоспособность клапана на нижней границе величины питающего напряжения для чего повторить проверку при значении питающего напряжения 35 В постоянного тока для клапанов 182, 182-04, 182-08 и 77 В постоянного тока для клапанов 182-01, 182-06, 182-09.
(Измененная редакция. Изм. 1-2015)
36.2.7 Проверить герметичность мест соединений сборочных единиц и атмосферного клапана. Снять напряжение с вентилей. Установить величину давления сжатого воздуха подводимого к клапану 0,5 МПа (5,0 кгс/см2). Обмылить мыльным раствором места соединения сборочных единиц и атмосферные отверстия. Образование мыльных пузырей не допускается.
36.2.8 Сопротивление изоляции проверить мегометром, прикладывая испытательное напряжение 500 В, поочередно между корпусом клапана и наконечниками вентилей. Сопротивление изоляции токоведущих частей относительно корпуса должно быть не менее 20 МОм при температуре корпуса катушек отличающихся от температуры окружающего воздуха не более чем на 3 °С.
37 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ ПРОТИВОЮЗНОГО УСТРОЙСТВА «БАРС-4» («БАРС-4МОС», «БАРС-4МО») И ОСЕВЫХ ДАТЧИКОВ ОДМ-2М, ОДМ-3
37.1 Общие требования
37.1.1 Текущий ремонт противоюзного устройства КИПУ «БАРС-4» (БАРС-4МОс, БАРС-4МО) (далее - «БАРС-4») с осевыми датчиками ОДМ-2М или ОДМ-3 следует производить в помещениях радиотехнических подразделений, оборудованных источниками питания 220 В переменного тока и 110 В постоянного тока.
37.1.2 Радиотехническое подразделение, которое будет производить ремонт изделия, должно иметь рабочие места, оборудованные стандартным набором контрольных и радиоизмерительных приборов, специализированные рабочие места для контроля параметров электронного блока и осевых датчиков, а также технологическими приспособлениями и соответствующим инструментом для выполнения операций определения и замены негодных радиоэлементов и установки работоспособных.
37.1.3 Квалификация специалистов, допущенных к работам по текущему ремонту КИПУ «БАРС-4», не должна быть ниже 5-го разряда.
Специалисты должны иметь опыт обслуживания, контроля и ремонта цифровых радиотехнических устройств, владеть навыками поиска неисправностей и логического тестирования, знать устройство КИПУ «БАРС-4» и владеть технологией тестового контроля его функциональных узлов и модулей, а также устройства в целом.
37.1.4 Для проведения текущего ремонта КИПУ «БАРС-4» на рабочих местах должно быть наличие типовых исправных радиоэлементов и парк исправных узлов для выполнения работ по модульному ремонту.
37.2 Меры безопасности
37.2.1 К работе с КИПУ «БАРС-4» должны допускаться лица, прошедшие инструктаж по технике безопасности для работы с электроустановками до 1000 В.
37.2.2 Текущий ремонт КППУ «БАРС-4» должны производить лица, изучившие руководство по эксплуатации и прошедшие подготовку и практическое обучение на фирме-изготовителе.
37.3 Ремонт электронного блока
37.3.1 Ремонт электронного блока производить по технологии комбинированного ремонта по мере выявления отказа, но не реже чем один раз в четыре года при проведении КР-2.
37.3.2 Ремонт модуля коммутации и модуля индикации электронного блока производить в радиоцехе депо методом замены неисправных элементов (кнопок, тумблеров, предохранителей, светодиодов и диодов) на исправные, приобретаемые по необходимости в розничной торговой сети.
37.3.3 В случае обнаружения неисправностей в модуле управления (МУ) или вторичном источнике питания (ВИП) восстановление работоспособности электронного блока производить методом замены неисправного модуля на исправный из числа модулей, приобретаемых у предприятия-изготовителя КППУ «БАРС-4» для пополнения парка запасных частей на нужды модульного ремонта.
37.3.4 Ремонт неисправных ВИП и МУ, а также самого электронного блока в сложных случаях, когда работы выполненные по п.п. 37.1.1 и 37.1.2 не приводят к полному восстановлению работоспособности, или при отсутствии квалифицированных специалистов в радио цехе депо производить на фирме-изготовителе КППУ «БАРС-4» путём заключения соответствующего прямого договора или, при согласии сторон, по письму с гарантией оплаты.
37.3.5 После окончания ремонтных работ электронный блок должен быть подключен к «Рабочему месту контроля блока противоюза» и проверен на эксплуатационную пригодность по методике контроля работоспособности электронного блока на специализированном рабочем месте.
37.3.6 Электронный блок показавший работоспособность при проведении полноценного контроля на указанном рабочем месте считается пригодным для дальнейшего использования.
37.4 Ремонт осевых датчиков ОДМ-2М
37.4.1 Ремонт осевых датчиков ОДМ-2М производить через 500000 км пробега, но не реже чем один раз в четыре года при плановых видах ремонта.
37.4.2 Тщательно осмотреть датчик. На поверхности корпуса, крышки и крепежа, а также нарушений на поверхности присоединительного кабеля.
37.4.3 Трещины и пробоины на корпусе и крышке, нарушения целостности наружной изоляции и защиты присоединительного кабеля не допускаются.
Осевой датчик, имеющий такие дефекты, подлежит замене на исправный.
37.4.4 Разобрать осевой датчик для чего снять крышку, отсоединить присоединительный кабель, отсоединить электронный модуль и снять его с места крепления. Снять втулку и стробдиск, расштифтовать вал, для чего аккуратно выбить специальным инструментом конический штифт, и разобрать подшипниковый узел.
37.4.5 Произвести замену подшипников на новые того же номинала, удалить старую смазку и проверить состояние деталей подшипникового узла и присоединительной муфты. В них не должно быть задиров и износа, а плавающая муфта в сборе не должна иметь качаний и заеданий. Люфт муфты относительно вала не должен превышать 0,1 мм. Заполнить трущиеся поверхности деталей плавающей муфты осевого датчика свежей консистентной смазкой «MOBIL».
Установку новых подшипников начинать с подшипника, стоящего со стороны плавающей муфты. Перевернуть корпус и установить между подшипниками распорное кольцо, принадлежащее данному комплекту. Наполнить внутренний объём между двумя подшипниками консистентной смазкой «MOBIL», после чего установить второй подшипник.
Установить опорную втулку стробдиска и заштифтовать вал коническим штифтом, предварительно совместив отверстия в валу и опорной втулке стробдиска в правильной направленности.
Проверить плавность работы подшипникового узла. При перемещении плавающей муфты не должно быть люфтов, качаний и заеданий.
Установить на место стробдиск и втулку. Пружинные шайбы должны быть установлены новые. Повторное использование использованных пружинных шайб не допускается.
37.4.6 Проверить электронный модуль на отсутствие грязи и пыли. Поверхности оптоэлектронных датчиков в зоне прохождения стробдиска должны быть идеально чистыми без следов потёртости.
Установить электронный модуль в технологический осевой датчик и проверить его работоспособность на специализированном рабочем месте контроля датчиков скорости. Несправный модуль заменить.
Исправный электронный модуль установить в корпусе осевого датчика, подключить провода (разъём).
Установить годный присоединительный кабель на место, используя при этом новые паронитовые прокладки кабеля к разъёму электронного модуля осевого датчика. Установить осевой датчик на специализированное рабочее место контроля осевого датчика и проверить на эксплуатационную пригодность по методике контроля работоспособности осевого датчика на специализированном рабочем месте. В случае соответствия характеристик осевого датчика установленному допуску продолжить ремонта.
37.4.7 Снять с крышки старое уплотнительное кольцо и заменить его на новое. Перед установкой кольца в крышку смазать тонким слоем консистентной смазки «MOBIL» кольцо и место его установки. Смазать тонким слоем консистентной смазки «MOBIL» внутренний диаметр корпуса и установить крышку на место, не допуская перекосов и заеданий уплотнительного резинового кольца. Совместить отверстия крепления с соответствующими резьбовыми отверстиями в корпусе осевого датчика. Заменить пружинные шайбы на новые и установить пробку крышки на место. Затянуть болты крепления крышки до полного сжатия пружинных шайб.
37.4.8 Установить собранный осевой датчик на специализированное рабочее место контроля осевого датчика и проверить на эксплуатационную пригодность по методике контроля работоспособности осевого при проведении полноценного контроля на указанном рабочем месте считается пригодным для дальнейшего использования.
37.5 Ремонт осевых датчиков ОДМ-3
37.5.1 Ремонт осевых датчиков ОДМ-3 производить через 500000 км пробега, но не реже чем один раз в четыре года при плановых видах ремонта.
37.5.2 Тщательно осмотреть присоединительный кабель. Нарушения целостности наружной защиты присоединительного кабеля не допускаются.
Присоединительный кабель, имеющий такие дефекты, подлежит замене на исправный.
37.5.3 Разобрать осевой датчик для чего снять смотровую крышку буксы, отсоединить присоединительный кабель от кабельной коробки, отсоединить электронный модуль и снять его с места крепления.
37.5.4 Проверить электронный модуль на отсутствие грязи и пыли.
Поверхности оптоэлектронных датчиков в зоне прохождения стробдиска должны быть идеально чистыми без следов потёртости.
37.5.5 Установить электронный модуль в технологический осевой датчик и проверить его работоспособность на специализированном рабочем месте контроля датчиков скорости. Несправный модуль заменить.
37.5.6 Установить годный присоединительный кабель на место, используя при этом новые паронитовые прокладки и силиконовый герметик.
37.5.7 Установить исправный электронный модуль на штатное место в крепительную крышку.
Проверить зазор между полюсами оптического датчика и ближайшей поверхностью стробдиска. Минимальный односторонний зазор должен быть не менее 0,5 мм. В случае необходимости отрегулировать зазор для чего открутить винты крепления стробдиска и ограничительной шайбы, снять ограничительную шайбу и стробдиск после чего открутить винты крепления (фиксации) фланца. Вывинчивая или ввинчивая фланец (один полный оборот фланца изменяет положение стробдиска относительно поверхности излучающего оптического элемента датчика на 1,0 мм) отрегулировать зазор, после чего совместить отверстия для установки фиксирующих винтов во фланце с соответствующими резьбовыми отверстиями.
37.5.8 Заменить пружинные шайбы на новые и затянуть винты крепления фланца до полного сжатия пружинных шайб.
37.5.9 Одеть стробдиск на посадочное место и установить место ограничительную шайбу заменив при этом пружинные шайбы на новые и затянув винты крепления ограничительной шайбы до полного сжатия пружинных шайб.
37.5.10 Подключить разъём присоединительного кабеля к разъёму электронного модуля осевого датчика.
37.5.11 Выполнить операцию контроля работоспособности осевого датчика ОДМ-3 для чего подключить ответный разъём присоединительного кабеля к мобильному рабочему месту контроля осевых датчиков и прокручивая стробдиск (резко придавая стробдиску вращательное движение и давая ему плавно снижать обороты за счёт трения поверхности внутреннего диаметра стробдиска о поверхность наружного установочного диаметра фланца) снять характеристики осевого датчика по методике работы на мобильном рабочем месте контроля осевых датчиков.
37.5.12 В случае соответствия характеристик осевого датчика установленному допуску продолжить завершение ремонта для чего совместить отверстия крепления стробдиска с соответствующими резьбовыми отверстиями во фланце.
37.5.13 Завинтить специальные винты крепления стробдиска на место, заменив при этом пружинные шайбы на новые и затянув винты крепления стробдиска до полного сжатия пружинных шайб.
37.5.14 Законтрить проволокой винты крепления стробдиска. Закрыть смотровую крышку.
38 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЯ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ И ЭЛЕКТРОВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ПАССАЖИРСКОГО ТИПА
38.1 Общие требования
38.1.1 Поступившие в ремонт воздухораспределители пассажирского типа (далее - воздухораспределители) 292 и 292М с заводскими пломбами, прослужившие 6 месяцев, (для воздухораспределителей 242 - 3,5 года) со времени их изготовления, а также подлежащие постановке на вагон отремонтированные воздухораспределители 292 и 292М, срок хранения которых превышает 6 месяцев (для воздухораспределителей 242 - 1 год) со времени их ремонта, подлежат повторному ремонту и испытанию на стенде.
38.1.2 Новые воздухораспределители 292 и 292М с заводскими пломбами, срок эксплуатации или хранения которых не превышает 6 месяцев, а для воздухораспределителей 242 срок хранения не превышает 1 год со времени их изготовления, устанавливать на вагон необходимо только после испытания на стенде.
При удовлетворительных результатах испытания на воздухораспределители следует установить бирки с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года) с сохранением заводской пломбы. В учетной книге, установленной формы, следует сделать запись об испытании за подписью руководителя ремонтного подразделения или другого должностного лица, на которое в соответствии с должностной инструкцией возложены эти обязанности.
В случае отрицательных результатов испытания необходимо составить и направить в установленном порядке заводу-изготовителю акт-рекламацию.
38.1.3 Поступившие в ремонт электровоздухораспределители пассажирского типа (далее - электровоздухораспределители) с заводскими пломбами, прослужившие 6 месяцев со времени их изготовления, а также подлежащие постановке на вагон новые с заводской пломбой, срок хранения которых не превышает 6 месяцев со времени их изготовления, не имеющие наружных повреждений и сильных загрязнений, должны быть испытаны на стенде без предварительной их обмывки и ремонта.
При удовлетворительных результатах испытания на электровоздухораспределители следует установить бирки с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года) с сохранением заводской пломбы. В учетной книге, установленной формы, следует сделать запись об испытании за подписью руководителя ремонтного подразделения или другого должностного лица, на которое в соответствии с должностной инструкцией возложены эти обязанности.
В случае отрицательных результатов испытания необходимо составить и направить в установленном порядке заводу-изготовителю акт-рекламацию.
38.1.4 Отремонтированные электровоздухораспределители, срок хранения которых превышает 6 месяцев со времени их ремонта, устанавливать на вагон следует только после их испытания на стенде. При удовлетворительных результатах испытания на электровоздухораспределители следует установить бирки с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года) с сохранением бирок, поставленных при ремонте. В учетной книге, установленной формы, следует сделать запись об испытании за подписью руководителя ремонтного подразделения или другого должностного лица, на которое в соответствии с должностной инструкцией возложены эти обязанности.
38.1.5 Остальные поступившие в ремонт воздухораспределители и электровоздухораспределители должны быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей водой (от 55 до 70 °С) под давлением в специальных моечных установках.
Не допускается применение для наружной очистки керосина, бензина и других агрессивных веществ.
38.1.6 После обмывки воздухораспределитель или электровоздухораспределитель необходимо разобрать, все узлы и детали протереть технической салфеткой без ворса, дроссельные отверстия, перечень которых приведен в таблицах 16 и 17, прочистить и продуть сжатым воздухом.
38.1.7 Ремонт воздухораспределителей 242, 292 и 292М, электровоздухораспределителей 305 производится в соответствии с руководствами по их ремонту.
При ремонте запрещается установка в приборы обезличенных деталей и узлов - при сборке после ремонта в прибор должны устанавливаться детали и узлы, которые стояли в нем до разборки, за исключением замененных из-за истекшего срока службы, невозможности устранения неисправностей или в результате проведения работ по модернизации прибора.
38.2 Ремонт и проверка воздухораспределителя 292
38.2.1 Детали воздухораспределителя следует осмотреть, резиновые прокладки и уплотнения, проработавшие более установленного срока или поврежденные, заменить новыми.
Втулку магистрального поршня следует проверить индикатором-нутромером. При наличии овальности более 0,04 мм, конусности более 0,06 мм или задиров на поверхности втулки следует проверить разверткой с последующей доводкой притиром и приработкой по месту. Воздухораспределитель, имеющий втулку диаметром более 90,5 мм, необходимо заменить.
Обработка втулок разверткой в зависимости от износа по диаметру производится по следующим ремонтным градациям (мм):
- I градация - 89,25;
- II градация - 89,50;
- III градация - 89,75.
Допуск на все градации должен быть равен +0,07 мм. В соответствии с размерами втулок следует подобрать по диаметру кольца магистрального поршня.
38.2.2 Зазор в замке кольца, вставленного во втулку магистрального поршня, должен быть не более 1,5 мм, нового - не более 0,4 мм и не менее 0,01 мм. Кольцо необходимо плотно пригнать по втулке и канавке поршня, чтобы оно свободно перемещалось и полностью прилегало к рабочей поверхности втулки.
38.2.3 Магистральный поршень с биением хвостовика штока более 1 мм следует выправить. При разработке канавки под кольцо более 3,2 мм поршень следует заменить.
38.2.4 Риски и местные износы на золотниках и втулках следует вывести абразивными брусками с последующей доводкой и притиркой по месту. При отсутствии рисок и местных износов детали следует притереть по месту.
38.2.5 Переключательную пробку и золотники необходимо притереть к соответствующим втулкам. При сборке притертые поверхности втулок и золотников, а также посадочные поверхности клапанов следует смазать смазкой ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
38.2.6 Дроссельные отверстия и воздушные каналы в деталях (таблица 16) необходимо прочистить и продуть сжатым воздухом.
38.2.7 Проверка плотности кольца магистрального поршня в сборе с золотниками производится на специальном приспособлении. Кольцо следует не смазывать, а втулку необходимо смазать тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5. При проверке поршень следует устанавливать поочередно в крайнее отпускное положение, но с перекрытием питательного отверстия, в среднее положение и крайнее тормозное положение на расстоянии 3 мм от прокладки.
Если снижение давления в резервуаре объемом 8 л в каждом из трех положений не превышает 0,1 МПа (1 кгс/см2) (измеряется с 0,5 до 0,4 МПа (с 5 до 4 кгс/см2) в течение 70 с, то плотность поршня считается удовлетворительной.
Поршень с золотниками должен перемещаться во втулке под усилием не более 6 кгс.
(Измененная редакция. Изм. 5-2013)
38.2.8 Проверка плотности переключательной пробки воздухораспределителя производится при давлении не менее 0,6 МПа (6 кгс/см2) методом обмыливания в положениях «К», «Д» и «УВ». При этом между корпусом и втулкой пропуск воздуха не допускается, а между втулкой и пробкой допускается образование мыльного пузыря, удерживающегося не менее 10 с. Одновременно необходимо проверить открытие каналов переключательной пробки при всех ее положениях.
Таблица 16 - Размеры отверстий в деталях воздухораспределителей 292 и 292М
|
Местоположение отверстия |
Диаметр отверстия, мм |
Число отверстий |
|
Поршень 292.322 ускорительной части (воздухораспределители 292 и 292М) |
Ø 0,8 ± 0,04 с переходом на Ø 1,5 ± 1,1 |
1 |
|
Пробка переключательная 292.116 (воздухораспределитель 292) |
Ø 2,5 ± 0,1 |
2 |
|
Ø 3,0 - 0,2 |
2 |
|
|
Ø 5,5 ± 0,1 |
1 |
|
|
Ниппель атмосферный 292.151 (воздухораспределители 292 и 292М) |
Ø 6,5 + 0,36 |
2 |
|
Главный золотник 292.014 (воздухораспределители 292 и 292М) |
Ø 1,0 + 0,12 |
1 |
|
Ø 2,0 + 0,12 |
1 |
|
|
Ø 4,5 + 0,16 |
1 |
|
|
канал Ø 3,5 + 0,16 |
2 |
|
|
Магистральный поршень 292.015 (воздухораспределитель 292) и 292М.200 (воздухораспределитель 292М) |
Ø 2 + 0,12 |
1 |
|
Втулка поршневая в корпусе магистральной части 292.020 (воздухораспределитель 292) |
Ø 1,25 + 0,05 |
3 |
|
Втулка поршневая в корпусе магистральной части 292М.210 (воздухораспределитель 292М) |
Ø 0,5 ± 0,03 с переходом на Ø 1,25 + 0,05 |
1 |
|
Ø 1,25 + 0,05 |
4 |
38.3 Ремонт и проверка воздухораспределителя 292М
38.3.1 Все детали воздухораспределителя следует очистить, протереть ветошью без ворса, осмотреть. Неисправные детали необходимо заменить или отремонтировать.
38.3.2 Резиновые прокладки и уплотнения, проработавшие более установленного срока или поврежденные, необходимо заменить новыми.
При этом следует обратить внимание на состояние рабочих кромок манжеты магистрального поршня, а также манжет переключательной пробки.
Не допускаются забоины, вмятины и риски на рабочих поверхностях деталей, уплотненных манжетами, а также на седлах клапанов.
38.3.3 Риски и местные износы на золотниках и втулках следует вывести абразивными брусками с последующей доводкой и притиркой по месту. При отсутствии рисок и местных износов детали необходимо притереть по месту. При сборке притертые поверхности втулок и золотников, а также посадочные поверхности клапанов следует смазать смазкой ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
38.3.4 Дроссельные отверстия, воздушные каналы в деталях (таблица 16) следует прочистить и продуть сжатым воздухом. Размеры входных и выходных отверстий каналов, дроссельные отверстия деталей воздухораспределителя следует проверить калибрами.
38.3.5 Разжимное кольцо манжеты магистрального поршня следует проверить. Зазор между торцами кольца должен быть (10 + 2) мм. После троекратного обжатия кольца до соприкосновения торцов у него не должно быть остаточной деформации.
38.3.6 Проверить плотность манжет магистрального поршня и переключательной пробки в соответствии с пунктами 38.2.7 и 38.2.8.
38.3.7 Переключательную пробку необходимо вставлять в корпус, используя специальную оправку (рисунок 24).
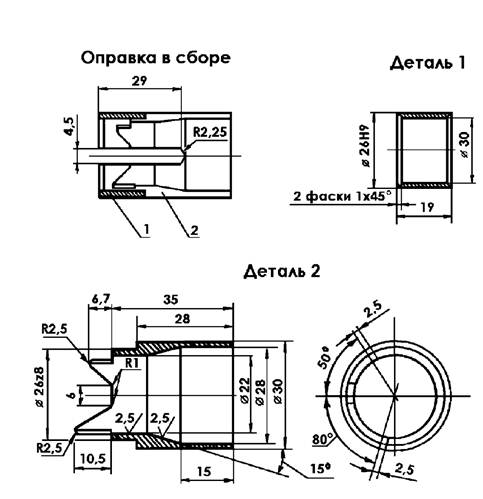
Рисунок 24 - Оправка для монтажа переключательной пробки в
корпусе воздухораспределителя 292М
38.4. Ремонт и проверка электровоздухораспределителя 305
38.4.1 После разборки корпуса электрической части все детали следует тщательно осмотреть, очистить и продуть сжатым воздухом. Просроченные и имеющие повреждения резиновые уплотнения следует заменить новыми. Дроссельные отверстия, диаметр которых должен быть в седле отпускного клапана (2 + 0,12) мм, в седле тормозного клапана (1,8 + 0,12) мм, следует прочистить, продуть сжатым воздухом и проверить калибрами.
38.4.2 Металлические мембраны не должны иметь прогиба от регулировочного винта вентиля. При ослаблении клапана отпускного вентиля седло необходимо развальцевать и припаять к мембране оловом.
38.4.3 Исправность обмоток катушек электромагнитных вентилей и выводных проводов следует определять по величине сопротивления. Сопротивление катушек должно быть (370 ± 50) Ом при температуре (20 ± 5) °С после выдержки при этой температуре не менее 1 часа. Сопротивление изоляции проводов катушек от корпуса необходимо проверить мегаомметром напряжением 1000 В, которое должно быть не менее 1 МОм.
При обнаружении отколов, отпайки выводных концов и других неисправностей, а также в случае провертывания катушки вокруг сердечника электромагнита вентиль следует разобрать и отремонтировать.
38.4.4 Сопротивление диода необходимо проверить тестером в прямом и обратном направлениях. Соотношение сопротивлений в прямом и обратном направлениях должно быть не менее 1:200.
38.4.5 После устранения всех неисправностей следует собрать электрическую часть. Перед сборкой все детали и каналы корпуса необходимо продуть сжатым воздухом. При сборке следует проверить размер (8,5 + 0,2) мм в якоре отпускного вентиля (рисунок 25). Этот размер допускается регулировать металлическими шайбами толщиной 0,1 мм с отверстием диаметром не более 5 мм, подкладываемыми под клапан. В соответствии с этим должен быть выдержан размер (9 - 0,1) мм между мембраной 1 (рисунок 26) и торцом седла 2 отпускного клапана.
38.4.6 Выводные концы диода и катушек необходимо присоединять к контактным зажимам планки электрической части по схеме, приведенной на рисунке 27, в соответствии с маркировкой на корпусе.
38.4.7 Собранную электрическую часть необходимо отрегулировать и проверить на приспособлении. При этом следует проверить:
- плотность отпускного и тормозного клапанов (пропуск воздуха не допускается);
- напряжение, при котором происходит притяжение и отпадание якорей электромагнитных вентилей.
В момент притяжения якорей напряжение на катушках должно быть не более 30 В, в момент отпадания - не менее 10 В. Для электровоздухораспределителей с раздельным возбуждением вентилей напряжение притяжения должно быть не более 35 В. При несоответствии напряжений этим величинам следует отрегулировать магнитную систему, регулировку необходимо производить регулировочными винтами с последующей их фиксацией. В первую очередь следует регулировать отпускной вентиль, а затем тормозной. Напряжение срабатывания тормозного клапана должно быть не более 30 В, момент срабатывания фиксируется появлением давления в рабочей камере. Напряжение отпадания отпускного клапана должно быть не ниже 10 В, что фиксируется по началу падения давления в рабочей камере. При регулировке отпускного клапана допускается установка паронитовой прокладки с последующей регулировкой отпускного и тормозного вентиля.
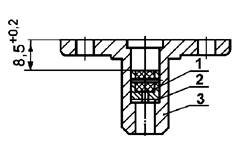
1 - клапан; 2 - регулировочная шайба; 3 - якорь
Рисунок 25 - Якорь отпускного вентиля
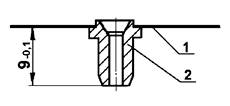
1 - мембрана; 2 - седло клапана
Рисунок 26 - Мембрана и седло отпускного вентиля
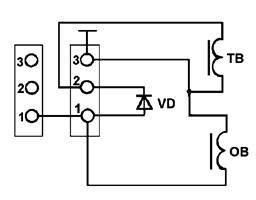
1 - 3 - контактные зажимы; VD - диод; ТВ - катушка
тормозного вентиля; ОВ - катушка отпускного вентиля
Рисунок 27 - Монтажная схема электрической части
электровоздухораспределителя
38.4.8 В отпускном вентиле зазор от верха якоря до поверхности соприкосновения корпуса с мембраной должен быть в пределах 1,1 - 1,4 мм. В тормозном вентиле ход клапана должен составлять 0,8 - 1,6 мм.
38.4.9 Необходимо зачистить рабочие поверхности пружинных контактов на изоляционной колодке, проверить высоту контактов, которая должна составлять (8 ± 1) мм. При обнаружении сдвига контактов их следует закрепить, у просевших контактов следует заменить или подогнуть пружины.
38.4.10 Корпус пневматического реле необходимо очистить внутри, каналы продуть сжатым воздухом и протереть. Нижнюю крышку, тормозной клапан и пружину необходимо очистить и протереть. Все детали следует тщательно осмотреть.
38.4.11 Резиновую диафрагму пневматического реле следует заменить при наличии остаточного прогиба более 3 мм, порезов и расслоений, а также по истечении установленного срока службы независимо от состояния.
38.4.12 При наличии порезов или вмятин глубиной более 0,3 мм резиновые уплотнения необходимо заменить. Резиновую манжету при неисправности или при истекшем сроке ее годности независимо от состояния следует заменить новой.
38.4.13 После устранения всех неисправностей пневматическое реле необходимо собрать и испытать на приспособлении. При этом следует проверить плотность манжеты и чувствительность реле при торможении. В собранном реле следует проверить ход диафрагмы и клапана вниз от исходного положения, который должен быть не менее 2,5 мм.
38.4.14 У переключательного клапана все детали следует тщательно осмотреть. Резиновые детали с порезами или вмятинами, нарушающими работоспособность клапана, необходимо заменить.
38.4.15 После устранения неисправности переключательный клапан необходимо собрать. При сборке все трущиеся поверхности деталей следует смазать.
38.4.16 Необходимо проверить действие переключательного клапана на специальном приспособлении или на стенде, контролируя:
- переключение клапана при переходе с электрического управления тормозом на пневматическое и обратно;
- плотность соединения крышек с корпусом при электрическом и пневматическом управлении. При обмыливании образование мыльных пузырей в соединении не допускается;
- плотность переключательного клапана в обоих положениях. При электрическом управлении и давлении в тормозном цилиндре 0,5 кгс/см2 [0,05 МПа] следует обмылить отверстие для сообщения с воздухораспределителем, а при пневматическом - с электровоздухораспределителем. Допускается образование мыльного пузыря удерживающегося не менее 5 с.
Разрешается проверять плотность крышек и клапана в обоих положениях по падению давления в корпусе после зарядки его до давления 0,35 МПа (3,5 кгс/см2). Снижение давления допускается не более чем на 0,02 МПа (0,2 кгс/см2) за 1 мин.
38.5 Ремонт и проверка воздухораспределителей 242
38.5.1 Все детали воздухораспределителя следует очистить, протереть ветошью без ворса, осмотреть. Неисправные детали необходимо заменить или отремонтировать.
38.5.2 Резиновые прокладки и уплотнения, проработавшие более установленного срока или поврежденные, необходимо заменить новыми. При этом следует обратить внимание на состояние рабочих кромок манжеты магистрального поршня. Не допускаются забоины, вмятины и риски на рабочих поверхностях деталей, уплотненных манжетами, а также на седлах клапанов.
38.5.3 Дроссельные отверстия, воздушные каналы в деталях (таблица 17) следует прочистить и продуть сжатым воздухом. Размеры входных и выходных отверстий каналов, дроссельные отверстия деталей воздухораспределителя следует проверить калибрами.
38.5.4 Разжимное кольцо манжеты магистрального поршня следует проверить. Зазор между торцами кольца должен быть (10 + 2) мм. После троекратного обжатия кольца до соприкосновения торцов у него не должно быть остаточной деформации.
38.5.5 Проверка плотности кольца магистрального поршня производится на специальном приспособлении. Кольцо следует не смазывать, а втулку необходимо смазать тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5. При проверке поршень следует устанавливать поочередно в крайнее отпускное положение, но с перекрытием питательного отверстия, в среднее положение и крайнее тормозное положение на расстоянии 3 мм от прокладки.
Если снижение давления в резервуаре объемом 8 л в каждом из трех положений не превышает 0,1 МПа (1 кгс/см2) (измеряется с 0,5 до 0,4 МПа (с 5 до 4 кгс/см2) в течение 70 с, то плотность поршня считается удовлетворительной.
(Измененная редакция. Изм. 5-2013, 1-2015)
Таблица 17 - Размеры отверстий в деталях воздухораспределителей 242.
|
Местоположение отверстия |
Диаметр отверстия, мм |
Число отверстий |
|
Дроссель 242.054 Заглушки 242.210 в корпусе переходника 242.130 (воздухораспределитель 242, 242-1, 242-1-01) |
Ø 0,4 ± 0,03 |
1 |
|
Поршень в ускорителе 242.250 (воздухораспределитель 242, 242-1, 242-1-01) |
Ø 1,5 + 0,25 |
4 |
|
Ø 0,7 ± 0,03 |
2 |
|
|
Клапан 242.240 в ускорителе (воздухораспределитель 242, 242-1, 242-1-01) |
Ø 1,2 + 0,25 |
4 |
|
Клапан 242.280 в переключателе (воздухораспределитель 242, 242-1, 242-1-01) |
Ø 2,7 ± 0,05 |
1 |
|
Седло 242.056 в переключателе (воздухораспределитель 242, 242-1, 242-1-01) |
Ø 0,5 ± 0,03 |
1 |
|
Питательный клапан и дополнительной разрядки 242.070 (воздухораспределитель 242, 242-1, 242-1-01) |
Ø 1,0 + 0,25 |
1 |
|
Втулка 242.021 органа дополнительной разрядки в корпусе 242.040 (воздухораспределитель 242, 242-1, 242-1-01) |
Ø 1,0 + 0,25 |
8 |
|
Поршень 242.080, 242.080-1 органа дополнительной разрядки (воздухораспределитель 242, 242-1, 242-1-01) |
Ø 1,5 ± 0,06 |
12 |
38.6 Порядок приемки отремонтированных воздухораспределителей и электровоздухораспределителей
38.6.1 Каждый воздухораспределитель и электровоздухораспределитель после ремонта и проверки действия отдельных узлов на специальных приспособлениях должен быть испытан.
Испытание воздухораспределителей и электровоздухораспределителей на стенде унифицированной конструкции производится в соответствии с разделом 39.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП в установленном порядке, а испытание на нем производится в соответствии с руководством по эксплуатации этого стенда.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
38.6.2 Результаты испытания воздухораспределителей и электровоздухораспределителей должны быть отражены в учетной книге, установленной формы, за подписью руководителя ремонтного подразделения или другого должностного лица, на которое в соответствии с должностной инструкцией возложены эти обязанности, с указанием даты приемки приборов.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, необходимо записывать дату испытания, тип и номер принятого воздухораспределителя и электровоздухораспределителя с росписью исполнителя ремонта и руководителя ремонтного подразделения или другого должностного лица, на которое в соответствии с должностной инструкцией возложены эти обязанности.
38.6.3 На каждом отремонтированном и принятом воздухораспределителе и электровоздухораспределителе должна стоять пломба и бирка, а на переключательном клапане бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года), на пломбе - клеймо АКП.
39 ИСПЫТАНИЕ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ И ЭЛЕКТРОВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ПАССАЖИРСКОГО ТИПА НА СТЕНДЕ УНИФИЦИРОВАННОЙ КОНСТРУКЦИИ
39.1 Характеристика стенда
39.1.1 Стенд должен быть установлен в закрытом сухом помещении, в котором поддерживается нормальная температура и освещенность для проведения испытаний.
39.1.2 Стенд необходимо подключить к напорной магистрали с давлением сжатого воздуха не ниже 0,6 МПа (6 кгс/см2) и электросети с напряжением 220 В и частотой тока 50 Гц. Если в имеющейся воздухопроводной магистрали нет стационарных влагоотделителей, то стенд следует подключить к магистрали через влагоотделитель любой конструкции.
39.1.3 Стенд должен иметь (рисунок 28):
- магистральный резервуар 11 объемом 55 л;
- запасный 1 резервуар объемом 78 л;
- рабочую камеру 15 объемом 1,5 л (объемы резервуаров и рабочей камеры даны с учетом объема подводящих труб);
- тормозной цилиндр 16 диаметром 356 мм (14") с выходом штока 150 мм, оборудованный выпускным краном (клапаном) с отверстием диаметром 1 мм (разрешается заменять тормозной цилиндр резервуаром объемом 20 л - тормозной резервуар);
- кран машиниста 5 с контроллером или заменяющее его устройство;
- блок электропитания 18, позволяющий изменять рабочее напряжение от 0 до 50 В постоянного тока;
- привалочные фланцы 13 и 14;
- разобщительные краны или клапаны, в том числе с дроссельными отверстиями 6, 7, 8, 9, 12 для обеспечения необходимого темпа изменения давления в магистральном резервуаре и 19 - для проверки крана машиниста или заменяющего его устройства;
- фильтр 4 (145-2) для очистки воздуха на входе стенда;
- контрольно-измерительные приборы 2 (манометры) класса точности не ниже 0,6 и пределом измерения до 1 МПа (10 кгс/см2)];
- водоспускные краны 10 на всех резервуарах; прижимы для испытываемых тормозных приборов;
- трубопровод.
39.1.4 Стенд должен обеспечивать в магистральном резервуаре:
- зарядное давление (0,5 + 0,02) МПа [(5,0 + 0,2) кгс/см2];
- все режимы изменения давления, задаваемые краном машиниста или заменяющим его устройством;
- снижение давления с 0,5 до 0,45 МПа [с 5,0 до 4,5 кгс/см2] в течение 75 - 80 с (темп проверки мягкости действия) через отверстие 9 диаметром 0,9 мм (с установленным воздухораспределителем);
- снижение давления с 0,5 до 0,4 МПа (с 5 до 4 кгс/см2) в течение 2,5 - 3 с (темп служебного торможения) через отверстие 7 диаметром 5 мм;
- снижение давления темпом 0,08 МПа [0,8 кгс/см2] за 1 с через отверстие 8 диаметром 8 мм;
- повышение давления с 0,45 до 0,46 МПа [с 4,5 до 4,6 кгс/см2]в течение 10 - 15 с через отверстие 6 диаметром 0,8 мм.
Диаметры дроссельных отверстий на каждом конкретном стенде должны быть откорректированы для обеспечения заданных темпов.
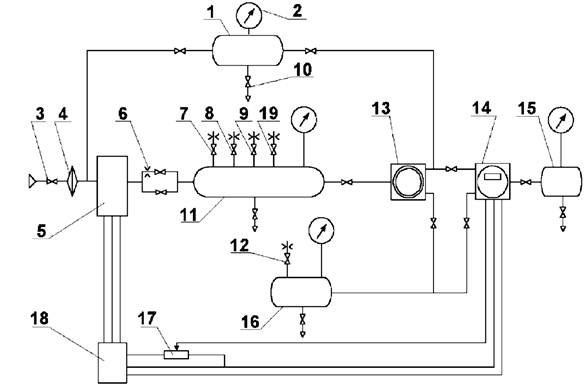
1 - запасный резервуар; 2 - манометр; 3 - разобщительный
кран; 4 - фильтр;
5 - блок крана машиниста или заменяющее устройство;
6, 7, 8, 9, 12, 19 - дроссельные отверстия диаметром соответственно 0,8; 5; 8;
0,9; 1 и 2 мм;
10 - водоспускной кран; 11 - магистральный резервуар; 13, 14 - привалочные
фланцы
соответственно для воздухораспределителя и электровоздухораспределителя;
15 - рабочая камера; 16 - тормозной резервуар; 17 - реостат; 18 - блок
электропитания.
Рисунок 28 Принципиальная схема стенда для испытания
воздухораспределителей
и электровоздухораспределителей пассажирских вагонов
39.1.5 Осмотр и ремонт стенда производятся через каждые 3 месяца. Результаты осмотра и ремонта следует записывать в учетной книге установленной формы.
Для проверки плотности составных частей стенда, работающих под давлением сжатого воздуха, стенд необходимо подключить к воздушной напорной магистрали с давлением не ниже 0,6 МПа [6 кгс/см2]. На привалочные фланцы 13 и 14 следует установить испытанные исправные тормозные приборы, стенд зарядить до давления (0,6+0,05) МПа [(6,0+0,5) кгс/см2] и после полного служебного торможения отключить все резервуары. В соответствии с нормами плотности допускается следующее падение давления:
- в тормозном цилиндре - 0,01 МПа (0,1 кгс/см2) за 3 мин; допустимое давление не выше 0,45 МПа (4,5 кгс/см2);
- в тормозном 16, запасном 1 и магистральном 11 резервуарах и соединениях - 0,01 МПа (0,1 кгс/см2) за 5 мин.
В рабочей камере 15 падение давления за время испытания не допускается.
39.1.6 При проверке стенда перед началом работы каждой смены необходимо:
- проверить темп изменения давления в магистральном резервуаре 11 в соответствии с требованиями пункта 39.1.4;
- проверить плотность рабочей камеры 15 в соответствии с пунктом 39.1.5;
- продуть все резервуары через водоспускные краны 10.
39.1.7 Все выпускные отверстия стенда для снижения шума должны быть соединены с общим трубопроводом, выведенным из помещения АКП наружу.
39.2 Методика испытания воздухораспределителей 242, 292 и 292М
39.2.1 Проверить время зарядки запасного резервуара. При зарядном давлении в магистральном резервуаре зарядить запасный резервуар с начального давления 0,38 МПа (3,8 кгс/см2). При этом повышение давления с 0,4 до 0,45 МПа (с 4,0 до 4,5 кгс/см2) должно произойти за время от 15 до 25 с.
39.2.2 Проверить плотность золотников у воздухораспределителей 292 и 292М и седла клапана экстренного торможения. При проверке плотности обмыливанием атмосферных отверстий отключить воздухораспределитель в зарядном положении от тормозного цилиндра. Допускается образование воздушного пузыря, удерживающегося не менее 5 с.
Разрешается проверять плотность по падению давления в золотниковой камере при наличии манометра на канале золотниковой камеры испытательного стенда. При этом отключить воздухораспределитель в зарядном положении от тормозного цилиндра, запасного и магистрального резервуаров. Падение давления за 60 с допускается не более чем на 0,02 МПа (0,2 кгс/см2).
39.2.3 Проверить действие воздухораспределителя при ступени торможения. Снизить давление в магистральном резервуаре на 0,03 МПа (0,3 кгс/см2). Образовавшееся в тормозном цилиндре давление, не менее 0,04 МПа (0,4 кгс/см2), не должно изменяться в течение 1 мин более чем на ±0,01 МПа (±0,1 кгс/см2).
После этого произвести дополнительное снижение давления в магистральном резервуаре на 0,03 МПа (0,3 кгс/см2). Затем медленным темпом через отверстие диаметром 0,8 мм зарядить магистральный резервуар. Полный отпуск со снижением давления в тормозном цилиндре ниже 0,04 МПа (0,4 кгс/см2), а в тормозном резервуаре ниже 0,05 МПа (0,5 кгс/см2) для короткосоставного режима должен произойти не более чем за 70 с.
39.2.4 Проверить действие воздухораспределителя при служебном и экстренном торможении.
Для воздухораспределителя 242 при снижении давления в магистральном резервуаре с зарядного давления до 0,4 МПа (4,0 кгс/см2) через отверстие диаметром 5 мм ускоритель экстренного торможения не должен срабатывать.
Для воздухораспределителя 292 при снижении давления магистральном резервуаре с зарядного давления до 0,35 МПа (3,5 кгс/см2) через отверстие диаметром 5 мм ускоритель экстренного торможения не должен срабатывать.
При снижении давления в магистральном резервуаре с зарядного давления до 0,35 МПа (3,5 кгс/см2) через отверстие диаметром 8 мм ускоритель должен срабатывать на экстренное торможение, при этом время наполнения тормозного цилиндра или тормозного резервуара от начала торможения до давления 0,35 МПа (3,5 кгс/см2) должно быть от 5 до 8 с для короткосоставного режима и от 10 до 16 с - для длинносоставного.
(Измененная редакция. Изм. 5-2013)
39.2.5 Проверить время отпуска тормоза после экстренного торможения. Время от начала выпуска воздуха из тормозного цилиндра до установления давления в нем 0,04 МПа (0,4 кгс/см2), а для тормозного резервуара - 0,05 МПа (0,5 кгс/см2) должно быть от 9 до 13 с для короткосоставного режима и от 19 до 27 с - для длинносоставного. Начало отпуска должно произойти при повышении давления в магистрали не более чем на 0,02 МПа (0,2 кгс/см2) по отношению к давлению в запасном резервуаре.
39.2.6 Проверить мягкость действия воздухораспределителя. После полной зарядки запасного резервуара снизить давление в магистральном резервуаре через отверстие диаметром 0,9 мм с зарядного до 0,45 МПа (4,5 кгс/см2). При этом воздухораспределитель не должен прийти в действие.
39.3 Методика испытания электровоздухораспределителя 305
39.3.1 Проверить плотность соединений и манжеты хвостовика питательного клапана. Проверка производится при зарядном давлении в магистральном резервуаре. При проверке плотности манжеты обмыливанием атмосферных отверстий корпуса пневматического реле допускается образование пузырей, удерживающихся не менее 5 с.
Допускается проверять плотность соединений манжеты и отпускного клапана пневматического реле по падению давления в рабочей камере. Для этого электровоздухораспределитель включить на торможение и через 5 - 7 с отключить от запасного резервуара. Снижение давления за 1 мин допускается не более чем на 0,02 МПа (0,2 кгс/см2).
39.3.2 Проверить чувствительность электровоздухораспределителя на торможение. Произвести малые ступени торможения. Первая ступень должна соответствовать давлению в тормозном цилиндре (тормозном резервуаре) не более 0,5 кгс/см , при последующих ступенях давление в тормозном цилиндре должно увеличиваться не более чем на 0,03 МПа (0,3 кгс/см2). Проверка производится при напряжении на электромагнитных вентилях 50 В.
39.3.3 Проверить чувствительность электровоздухораспределителя на питание тормозного цилиндра (резервуара) и плотность клапанов тормозного и отпускного вентилей. Произвести ступень торможения до давления в тормозном цилиндре (резервуаре) (0,25 + 0,05) МПа [(2,5 + 0,5) кгс/см2], при этом в течение 1 мин изменение давления в рабочей камере допускается не более ±0,02 МПа (±0,2 кгс/см2). Создать утечку из тормозного цилиндра (резервуара) через отверстие диаметром 1 мм, при этом электровоздухораспределитель должен поддерживать давление в тормозном цилиндре (резервуаре) с колебаниями не более ±0,02 МПа (±0,2 кгс/см2) в течение 1 мин. Проверка производится при напряжении на электромагнитных вентилях 50 В.
39.3.4 Проверить чувствительность электровоздухораспределителя на отпуск. При давлении в тормозном цилиндре (резервуаре) (0,25 + 0,05) МПа [(2,5 + 0,5) кгс/см2] производится отпуск тормоза малыми ступенями. Первая ступень должна соответствовать снижению давления в тормозном цилиндре (резервуаре) не более 0,5 МПа (0,5 кгс/см2), последующие ступени - не более 0,03 МПа (0,3 кгс/см2). Проверка производится при напряжении на электромагнитных вентилях 50 В.
39.3.5 При зарядном давлении в магистральном резервуаре проверить время наполнения тормозного цилиндра до давления 0,3 МПа (3 кгс/см2), которое должно быть (3 ± 0,5) с. Время отпуска при снижении давления с 0,3 до 0,04 МПа (с 3,0 до 0,4 кгс/см2) в тормозном цилиндре, с 0,3 до 0,05 МПа (с 3,0 до 0,5 кгс/см2) в тормозном резервуаре, должно быть (4,5 ± 1) с. Проверка производится при напряжении на электромагнитных вентилях 50 В.
39.3.6 Проверить срабатывание клапанов электромагнитных вентилей. При подаче на обмотки напряжения 30 В клапан тормозного вентиля должен открыться, клапан отпускного вентиля - закрыться, при этом давление в рабочей камере и тормозном цилиндре (резервуаре) должно повыситься.
После уменьшения напряжения до 10 В клапан тормозного вентиля должен закрыться, а клапан отпускного вентиля - открыться, при этом давление в рабочей камере и тормозном цилиндре должно снизиться до нуля.
39.3.7 Проверить действие переключательного клапана на специальном приспособлении или на стенде, контролируя:
- переключение клапана при переходе с электрического управления тормозом на пневматическое и обратно;
- плотность соединения крышек с корпусом при электрическом и пневматическом управлении, образование мыльных пузырей в соединении не допускается;
- плотность переключательного клапана в обоих его положениях, для чего при подаче сжатого воздуха в канал к воздухораспределителю обмылить выходное отверстие канала к электровоздухораспределителю и наоборот, при подаче сжатого воздуха в канал к электровоздухораспределителю обмылить выходное отверстие канала к воздухораспределителю. Допускается образование воздушного пузыря, удерживающегося не менее 5 с.
Разрешается проверять плотность крышек и клапана в обоих положениях по падению давления в корпусе после зарядки его до давления 0,35 МПа (3,5 кгс/см2), снижение давления допускается не более чем на 0,02 МПа (0,2 кгс/см2) за 1 мин.
40 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ДИСКОВОГО ТОРМОЗА
40.1 Тормозной блок, снятый с тележки, очистить от загрязнений и разобрать.
40.2 Тормозные цилиндры со встроенными регуляторами 670А и 670А-1 ремонтировать в соответствии с разделом 26.
40.3 Соединительные рукава РВД20 ремонтировать в соответствии с разделом 29.
40.4 Трещины в сварных швах и в основном металле корпуса тормозного блока не допускаются.
40.5 Тормозные диски должны быть подвергнуты неразрушаемому контролю.
40.6 Износ стальных тормозных дисков по рабочим поверхностям, замеренный в четырех диаметрально противоположных местах, более 5 мм на сторону не допускается.
40.7 Проворот упругих раздельных втулок в отверстиях венца и ступицы не допускается.
40.8 Излом, трещины и потеря упругости тарельчатых пружин, устанавливаемых под головки болтов и гаек, не допускается.
40.9 Приставные кольца, имеющие трещины или излом заменить.
40.10 При креплении тормозного диска на ступице затяжку гаек производить моментом 40 НМ. Поставить новые шплинты.
40.11 Клещевой механизм разобрать. Поступившие в ремонт узлы и детали клещевого механизма должны быть очищены от грязи и старой смазки. Рычаги, затяжки, башмаки подвески, имеющие трещины, ремонту не подлежат.
40.12 Валики, изношенные по диаметру более, чем на 0,25 мм, заменить.
Втулки клещевого механизма, имеющие выкрашивание, трещины и изношенные по диаметру более чем на 0,25 мм, заменить.
При капитальных ремонтах износ по диаметру валиков и втулок клещевого механизма не допускается.
40.13 При сборке клещевого механизма болты и шарнирные соединения смазывать осевым маслом, на валики устанавливать типовые шайбы и новые шплинты. Повторно использовать шплинты не разрешается.
40.14 Резьбу на концах болтов в клещевом механизме в диске перед установкой проверить калибрами. При наличии зазора по диаметру трех поврежденных или сорванных ниток резьбу не восстанавливать, болты заменить.
40.15 Воздухопровод дискового тормоза, расположенный на тележке, осмотреть, и продуть сжатым воздухом давлением 0,6 - 0,65 МПа (6,0 - 6,5 кгс/см2).
41 ИСПЫТАНИЕ ДИСКОВОГО ТОРМОЗА
41.1 Характеристика установки
41.1.1 Принципиальная схема установки должна соответствовать схеме, приведенной на рисунке 29.
41.1.2 Установка должна иметь:
- разобщительный кран 2 с атмосферным отверстием;
- манометр 3 с пределом измерения 0,6 МПа (6,0 кгс/см2) класса точности не ниже 0,6;
- шланг 4 для подключения к воздухопроводу 5 дискового тормоза.
41.1.3 Установка должна быть расположена в закрытом помещении и подключена к воздухопроводной магистрали с давлением сжатого воздуха (0,5 + 0,02) МПа [(5,0 + 0,2) кгс/см2] через влагоотделитель 1 любой конструкции.
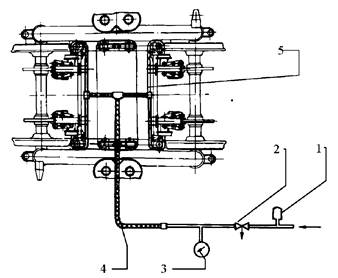
1 - влагоотделитель; 2 - разобщительный кран с
атмосферным
отверстием; 3 - манометр; 4 - шланг, 5 - воздухопровод на тележке
Рисунок 29 - Схема установки для испытаний дискового тормоза
41.2 Методика испытания
41.2.1 Проверить герметичность соединений воздухопровода. Подать в воздухопровод сжатый воздух давлением (0,5 + 0,02) МПа [(5,0 + 0,2) кгс/см2]. Закрыть разобщительный кран воздухопровода. Падение давления в воздухопроводе дискового тормоза в течение 5 мин должно быть не более 0,01 МПа [0,1 кгс/см2].
41.2.2 Проверить действие дискового тормоза. Подать сжатый воздух давлением (0,4 + 0,02) МПа [(4,0 ± 0,2) кгс/см2] в воздухопровод дискового тормоза. Накладки должны плотно прилегать к дискам. Выход тормозной накладки за рабочую поверхность тормозного диска не допускается. При выпуске воздуха накладки должны равномерно отходить от поверхности диска. Суммарный зазор между диском и накладками должен быть не более 6 мм.
42 РЕГУЛИРОВКА ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ПАССАЖИРСКИХ ВАГОНОВ
42.1 Регулировка тормозной рычажной передачи производится после сборки механической части тормоза, расположенной на раме вагона, и соединения ее с тормозными рычажными передачами тележек, подкатанных под вагон.
Перед установкой на вагон регулятора тормозной рычажной передачи его регулирующий винт должен быть вывернут так, чтобы размер «а» (расстояние от торца муфты защитной трубы до присоединительной резьбы на винте) был не менее 400 мм (рисунок 12).
42.2 Упор стержневого привода следует установить на расстоянии не менее 160 мм от корпуса регулятора при чугунных тормозных колодках и не менее 200 мм - при композиционных тормозных колодках.
42.3 Необходимо проверить правильность регулировки тормозной рычажной передачи тележки (рисунок 19): проконтролировать размер «У» (расстояние между головкой тяги и кронштейном подвески затяжки рычагов внутренней колесной пары) при новых тормозных колодках, прижатых к колесам при полном служебном торможении, который должен быть не менее 120 мм.
При регулировке тормозной рычажной передачи тележки разность чисел неиспользованных отверстий внутренней (В) и наружной (Н) головок тяги должна быть минимальной. При этом больший запас должен быть во внутренней головке (В) тяги тележки.
При меньшем значении размера «У» допускается перерегулировка тормозной рычажной передачи тележки за счет изменения размера «Т» (расстояния между валиками соединения тяги с вертикальными рычагами).
42.4 Тормозную рычажную передачу на вагоне следует регулировать так, чтобы в отпущенном состоянии тормоза ведущий горизонтальный рычаг (горизонтальный рычаг со стороны штока тормозного цилиндра) имел наклон в сторону тележки (рисунок 30). При этом расстояние от оси шарнира соединения этого рычага с регулятором до перпендикуляра, восстановленного от оси шарнирного соединения рычага со штоком тормозного цилиндра к продольной оси вагона, не должно превышать 60 мм.
Наклон рычага необходимо регулировать стяжной муфтой, установленной в тыловой тяге и перестановкой валиков на тягах с последующей регулировкой размера «а» и повторной проверкой выхода штока тормозного цилиндра при полном служебном торможении. Выход штока тормозного цилиндра при полном служебном торможении должен быть установлен в пределах, приведенных в таблице 12.
Укорачивать тормозные тяги запрещается.

Рисунок 30
42.5 Для поддержания выхода штока тормозного цилиндра в указанных пределах необходимо установить размер «А». Для этого производится полное служебное торможение, после чего упор привода следует подвести к корпусу регулятора вплотную и закрепить его на стержне. Затем следует отпустить тормоз, при этом размер «А», ориентировочные величины которого приведены в таблице 18, устанавливается автоматически.
42.6 Запас резьбы винта ручного тормоза в заторможенном состоянии должен быть не менее 75 мм.
42.7 У отрегулированной тормозной рычажной передачи необходимо проверить регулятор на стягивание тормозной рычажной передачи. Для этого следует измерить размер «а» регулятора, вращением корпуса регулятора распустить тормозную рычажную передачу, произвести полное служебное торможение, затем отпустить тормоз и проконтролировать размер «а» - он должен сократиться на 5 - 11 мм у регуляторов 574Б и РТРП-300 и на 7 - 20 мм у регуляторов РТРП-675 и РТРП-675-М.
После проверки обратным вращением корпуса регулятора необходимо стянуть тормозную рычажную передачу до первоначального размера «а».
Таблица 18 - Ориентировочные установочные размеры привода регулятора тормозной рычажной передачи на пассажирских вагонах
|
Тара вагона |
Тип тормозных колодок |
Размер «А», мм |
|
|
рычажный привод |
стержневой привод |
||
|
От 42 до 47 т |
Композиционные |
25 - 45 |
140 - 200 |
|
Чугунные |
50 - 70 |
130 - 150 |
|
|
От 48 до 52 т |
Композиционные |
25 - 45 |
120 - 160 |
|
Чугунные |
50 - 70 |
90 - 135 |
|
|
От 53 до 65 т |
Композиционные |
25 - 45 |
100 - 130 |
|
Чугунные |
50 - 70 |
90 - 110 |
|
43 ПРИЕМКА ТОРМОЗНОГО ОБОРУДОВАНИЯ НА ПАССАЖИРСКИХ ВАГОНАХ
43.1 У отремонтированного вагона, предъявленного для приемки тормозного оборудования, необходимо:
- проверить правильность монтажа и крепления всего тормозного оборудования;
- проверить регулировку тормозной рычажной передачи и действие ее регулятора;
- проверить правильность монтажа электрических цепей;
- проверить работоспособность электропневматического тормоза;
- проверить работоспособность противоюзного устройства (при наличии)
- проверить действие стояночного тормоза;
- испытать тормоз.
Крепление тормозного оборудования на вагоне должно соответствовать требованиям раздела 22.
Регулировка тормозной рычажной передачи и проверка действия регулятора должны соответствовать требованиям раздела 42.
43.2 Проверка электрических цепей ЭПТ
43.2.1 Проверить правильность монтажа электрических цепей, измерить их сопротивление и сопротивление изоляции проводов. Измерение сопротивления проводов производится омметром с приведенной погрешностью не более ±2,5 % в диапазоне от 0 до 2 Ом. Измерение сопротивления изоляции производится мегаомметром на напряжение 1000 В с приведенной погрешностью не более ±15 % от верхнего предела измерений. Проверка производится при снятом электровоздухораспределителе.
43.2.2 Установить на каждый соединительный рукав головку с контактом от рукава 369А или размыкатель. При этом разомкнутся контакты 1 и 2 (рисунок 31) головок рукавов Р1 и Р2.
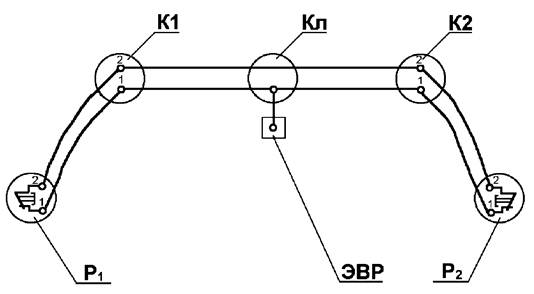
1, 2 - электрические контакты; P1, Р2 - головки
соединительных рукавов с
электроконтактом; К1, К2 - двухтрубные клеммные коробки 316.000-8;
Кл - трехтрубная клеммная коробка 317.000-8; ЭВР - электрический
контакт
на контактной колодке рабочей камеры (подключение электровоздухораспределителя)
Рисунок 31 - Электрическая схема ЭПТ пассажирского вагона
43.2.3 Измерить сопротивление рабочего провода между контактом 1 на камере ЭВР и контактами 1 на каждом соединительном рукаве Р1 и Р2, которое должно быть не более 1 Ом.
43.2.4 Измерить сопротивление изоляции между рабочим и контрольным проводами, подключая мегаомметр между контактом 1 на камере ЭВР и корпусами головок (контактами 2) на одном из рукавов Р1 или Р2, которое должно быть не менее 10 МОм.
43.2.5 Измерить сопротивление по цепям, которое должно быть не более 1 Ом. Для этого снимать поочередно с каждого соединительного рукава размыкатель, размыкатель на другом рукаве оставлять:
а) контакт 1 на камере ЭВР - рабочий провод - замкнутые контакты головки рукава Р2 - корпус головки (контакт 2) на рукаве Р1;
б) контакт 1 на камере ЭВР - рабочий провод - замкнутые контакты головки рукава Р1 - корпус головки (контакт 2) на рукаве Р2.
43.2.6 Измерить сопротивление изоляции между проводами ЭПТ и корпусом вагона. Для этого снять размыкатели и установить соединительные рукава на изолированные подвески. Сопротивление изоляции между корпусом вагона (рельсами) и любой точкой цепи должно быть не менее 0,8 МОм.
43.2.7 Проверка изоляции на электрическую прочность электрических цепей тормоза производится на специальной установке напряжением 1500 В переменного тока синусоидальной формы частотой 50 Гц мощностью 1 кВт и погрешностью в установке испытательного напряжения не более ±10 %,электрическая схема которой приведена на рисунке 32. Испытание изоляции на электрическую прочность необходимо выполнять при постановке соединительных рукавов на изолированные подвески. Испытания производятся в специальном помещении с соблюдением мер безопасности.
При проверке электрической прочности изоляции заземленный вывод испытательной установки необходимо подключить к раме вагона, а высоковольтный провод к испытуемой электрической цепи. Повышение и понижение испытательного напряжения производится плавно в течение 10 - 20 с. Проверка изоляции производится в течение 1 мин. Изоляция считается удовлетворительной, если не произошел ее пробой.
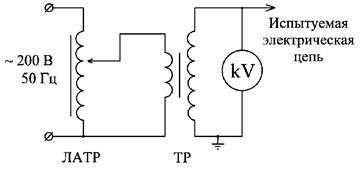
ЛАТР - лабораторный автотрансформатор; ТР - повышающий
трансформатор; kV - киловаттметр.
Рисунок 32 - Электрическая схема установки для проверки
изоляции
на электрическую прочность электрических цепей тормоза
43.2.8 На рабочую камеру следует установить электровоздухораспределитель и проверить тормоз сначала на пневматическом управлении, а затем на электрическом управлении.
43.3 Проверка электрических цепей противоюзного устройства
43.3.1 Выключить питание электронного блока противоюзного устройства.
43.3.2 Отключить шлейфы на электронном блоке противоюзного устройства.
43.3.3 Измерить сопротивление изоляции высоковольтных цепей электронного блока противоюзного устройства, имеющие непосредственный контакт с аккумуляторной батареей, и заземляющим контактом на электронном блоке противоюзного устройства.
Сопротивление высоковольтных цепей электронного блока противоюзного устройства заземляющим контактом на электронном блоке противоюзного устройства должно быть не менее 0,8 МОм.
43.3.4 Проверить низковольтные цепи электронного блока противоюзного устройства, не имеющих непосредственной связи с аккумуляторной батареей на предмет отсутствия короткого замыкания между контактами и заземляющим контактом на электронном блоке противоюзного устройства.
Проверка считается успешной при отсутствии коротких замыканий между проверяемыми цепями и заземляющим контактом на электронном блоке противоюзного устройства.
43.3.5 После проведения измерений восстановить электрическую схему и подключить шлейфы на соответствующие разъемы электронного блока противоюзного устройства.
43.4. Проверка электрических цепей магниторельсового тормоза
43.4.1 Измерить сопротивление каждого провода магниторельсового тормоза которое должно быть не более 1 Ом. Для этого отключить провода от магниторельсового тормоза и блоком управления магниторельсового тормоза.
43.4.2 Измерить сопротивление изоляции между проводами магниторельсового тормоза и корпусом вагона. Для этого Сопротивление изоляции между корпусом вагона (рельсами) и любой точкой цепи должно быть не менее 0,8 МОм.
43.5 Проверка плотности воздухопровода
43.5.1 Плотность магистрального воздухопровода необходимо проверять при заглушенной головке соединительного рукава и открытом концевом кране на противоположном подсоединенному к испытательной установке конце воздухопровода вагона или группы вагонов.
Для проверки плотности магистрального воздухопровода следует зарядить магистральный воздухопровод вагона сжатым воздухом до давления (0,50 + 0,02) МПа [(5,0 + 0,2) кгс/см2] при выключенном воздухораспределителе. Затем необходимо отключить воздухопровод от магистрального резервуара 3 (рисунок 33) разобщительным краном 7, при этом падение давления, наблюдаемое по манометру ТМ, не должно превышать 0,1 МПа (0,1 кгс/см2) в течение 5 мин при начальном давлении не менее 0,5 МПа (5,0 кгс/см2) при деповских и капитальных ремонтах, а при остальных видах ремонта - за 3 мин.
43.5.2 Плотность питательного воздухопровода проверить при заглушенной головке соединительного рукава и открытом концевом кране на противоположном подсоединенному к испытательной установке конце питательной магистрали вагона.
Для проверки плотности питательного воздухопровода вагона следует зарядить ее сжатым воздухом до давления (7,5 - 9,0) кгс/см2 при отключенных питательных резервуарах. Затем отключить питательную магистраль комбинированным краном 10 от установки (рисунок 33), по манометру ПМ наблюдать за падением давления, которое не должно превышать 0,1 кгс/см2 в течение 5 мин от зарядного.
43.6 Проверка плотности обратных клапанов
Проверку плотности обратных клапанов питательных резервуаров на вагоне производить на типовой установке для проверки действия тормоза на вагоне.
Проверку плотности обратных клапанов питательных резервуаров проверять при закрытом концевом кране и открытом на противоположном подсоединенному к испытательной установке питательной магистрали. Разобщительные краны резервуаров открыты.
Зарядить питательную магистраль сжатым воздухом до давления (7,5 - 9,0) кгс/см2 в течении не менее 5 мин. Комбинированным краном выпустить воздух из питательной магистрали и затем закрыть комбинированный кран 7 (рисунок 33). По манометру ПМ наблюдать за повышением давления, которое не должно превышать 2 кгс/см2 в течении 1 мин. При неудовлетворительном результате производить проверку плотности отдельного клапана каждого резервуара.
43.7 Проверка действия пневматического тормоза
43.7.1 Проверка действия пневматического тормоза вагона производится на типовой установке.
Принципиальная пневматическая схема типовой установки для испытания тормоза вагона должна соответствовать схеме, приведенной на рисунке 33).
Установка должна иметь:
- кран машиниста или заменяющий его блок управления,
- магистральный резервуар объемом 55 л;
- контрольно-измерительные приборы для контроля времени (секундомер) и величины давления (для измерения давления в тормозном цилиндре, тормозной магистрали) с пределом измерения 0,6 МПа (6 кгс/см2) класса точности не ниже 1,0 или с пределом измерения 1,0 МПа (10 кгс/см2) класса точности не ниже 0,6;
- для измерения давления в тормозной магистрали контрольно-измерительные прибор с пределом измерения 1,0 МПа (10 кгс/см2) класса точности 0,6;
- разобщительные краны или устройства, заменяющие их;
- соединительные рукава для подключения установки к источнику сжатого воздуха и к испытываемому вагону.
Дополнительно для испытания вагонов с питательной магистралью установка может иметь соединительный рукав для подключения установки к питательной магистрали испытуемого вагона и контрольно-измерительные приборы с пределом измерения до 1,6 МПа (16 кгс/см2) класса точности не ниже 1,0 для контроля величины давления в питательной магистрали.
Магистральный резервуар должен иметь кран с дроссельным отверстием диаметром 2 мм для проверки крана машиниста (блока управления) и водоспускной клапан.
Контроль давлений в тормозных цилиндрах вагонов с дисковыми тормозами производить по бортовым манометрам, которые должны иметь свидетельство о поверке.
43.7.2 Включить воздухораспределитель и зарядить тормозную систему вагона сжатым воздухом до давления (0,5 + 0,02) МПа [(5,0 + 0,2) кгс/см2] (время зарядки не менее 4 мин). Режимный переключатель воздухораспределителя включить на режим поезда нормальной длины (К).
43.7.3 После зарядки тормозной системы снизить давление в магистрали на 0,04 - 0,05 МПа (0,4 - 0,5 кгс/см2), при этом тормоз должен прийти в действие.
В течение 3 мин после торможения в положении перекрыши крана машиниста давление воздуха в цилиндре не должно быть менее 0,05 МПа (0,5 кгс/см2). Затем повысить давление в магистрали на 0,02 - 0,03 МПа (0,2 - 0,3 кгс/см2) - тормоз должен полностью отпустить.
43.7.4 После отпуска и зарядки тормоза в течение не менее 1 мин понизить давление в магистрали до нулевого комбинированным краном 8 установки (рисунок 33). При этом выход штока должен соответствовать данным таблицы 12, а давление в тормозном цилиндре должно быть не менее 0,39 МПа (3,9 кгс/см2). Падение установившегося давления воздуха в тормозном цилиндре не должно превышать 0,01 МПа (0,1 кгс/см2) после капитального и деповского ремонта за 5 мин, после ревизии - за 3 мин.
При повышении давления в магистрали до (0,44 + 0,01) МПа [(4,4 + 0,1) кгс/см2] должен произойти полный отпуск тормоза.
43.7.5 Проверить выпускной клапан. Для этого после ступени торможения снижением давления в магистрали на 0,05 - 0,06 МПа (0,5 - 0,6 кгс/см2) потянуть до отказа за поводок или ручку выпускного клапана. Тормоз должен полностью отпустить.
43.7.6 Проверить действие каждого стоп-крана. Исправные краны опломбировать. Пломбы должны иметь с одной стороны оттиск буквенного обозначения дороги, с другой стороны - оттиск условного номера вагонного депо или завода.
43.7.7 Проверить действие регулятора тормозной рычажной передачи в соответствии с разделом 42.
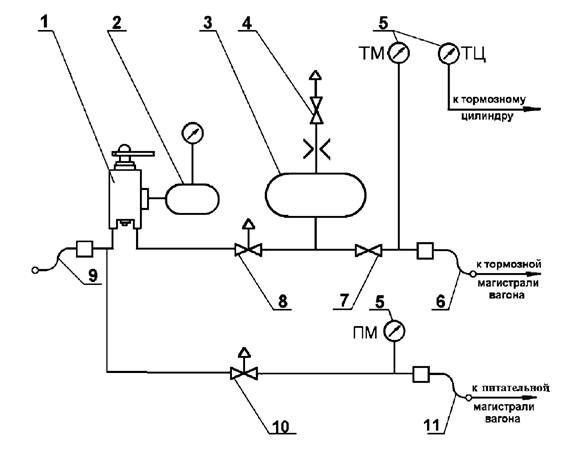
1 - кран машиниста 326 (394, 395, 334, 334Э) или
заменяющий его блок управления;
2 - уравнительный резервуар крана машиниста объемом 20 л (если предусмотрен
конструкцией крана машиниста); 3 - магистральный резервуар объемом 55 л; 4 -
кран с
дроссельным отверстием 2 мм; 5 - манометры тормозной магистрали, тормозного
цилиндра и питательной магистрали; 6 - соединительный рукав к тормозной
магистрали вагона (длина не более 3 м), 7 - разобщительный кран;
8 - комбинированный кран, сообщающий в закрытом положении резервуар
3 с атмосферой через отверстие диаметром не менее 10 мм; 9 - соединительный
рукав
для питания установки сжатым воздухом; 10 - комбинированный кран;
11 - соединительный рукав к питательной магистрали вагона (длина не более 3 м).
Рисунок 33 - Принципиальная схема установки для проверки
работы тормоза пассажирских вагонов
43.8 Проверка ЭПТ
43.8.1 Проверку исправности цепей ЭПТ и его действия на электрическом управлении необходимо выполнять с помощью переносного прибора типа П-ЭПТ или стационарного пульта подобного типа в соответствии с прилагаемой к нему инструкцией по эксплуатации. При этом следует:
- проверить правильность включения в электрическую цепь катушек электромагнитных вентилей электровоздухораспределителя при перекрыше (полярность «+» на рельсах и «-» в рабочем проводе № 1). Тормоз вагона должен оставаться в отпущенном состоянии и не приходить в действие;
- проверить действие тормоза при ступени торможения. На электровоздухораспределитель подать напряжение на 1,5 - 2,3 с (полярность «-» на рельс, «+» в рабочий провод № 1). Тормоз должен прийти в действие, при этом падение напряжения не должно превышать 0,3 В на вагон. При изменении полярности (положение «перекрыта») электровоздухораспределитель не должен отпускать;
- проверить действие тормоза при полном служебном торможении. На электровоздухораспределитель подать напряжение (полярность «-» на рельс, «+» в рабочий провод № 1) на время, за которое давление в тормозном цилиндре достигнет (0,30 + 0,01) МПа [(3,0 + 0,1) кгс/см2]. Это время должно быть от 2,5 до 3,5 с. При изменении полярности (положение «перекрыта») электровоздухораспределитель не должен отпускать;
- проверить действие тормоза при ступени отпуска. С электровоздухораспределителя снять напряжение на 0,5 - 1,0 с (положение «отпуск») и затем снова перевести в положение «перекрыта». Тормоз вагона должен произвести ступень отпуска. Полный отпуск тормоза на вагоне указывает на неисправность электровоздухораспределителя. Ступенчатый отпуск повторить несколько раз (3 - 4 ступени),
- проверить полный отпуск тормоза. Для этого после выполнения полного служебного торможения с электровоздухораспределителя снять напряжение (положение «отпуск»). По истечении 8 - 12 с тормоз вагона должен полностью отпустить.
43.9 Проверка действия противоюзного устройства
43.9.1 Произвести полное служебное торможение. Давление в тормозных цилиндрах должно быть не ниже 0,39 МПа (3,9 кгс/см2). Напряжение бортовой батареи должно находится в пределах 110 В ± 30 %, после чего подать питание на электронный блок противоюзного устройства (ЭБ ПУ). На лицевой панели ЭБ ПУ не должно быть мигающих светодиодов, характеризующих наличие неисправностей в узлах и линиях подключения.
43.9.2 Проверить работу противоюзного устройства, для чего последовательно в количестве двух раз нажимать кнопки 1 - 4 «Контроль кол. пар». Время между двумя повторными нажатиями одной и той же кнопки должно быть 1 с. После каждого нажатия кнопки должен произойти сброс сжатого воздуха из соответствующего тормозного цилиндра, что должно быть подтверждено характерным звуком сброса сжатого воздуха. Сброс воздуха должен быть кратковременным. Длительного сброса воздуха быть не должно. Также не должно быть изменения характера звука при повторном нажатии одной и той же кнопки.
43.10 Проверка действия магниторельсового тормоза
43.10.1 Проверку магниторельсового тормоза производить на вагоне при заряженных питательной и тормозной магистралях и соотвествующих резервуаров.
43.10.2 Понизить давление в тормозной магистрали до 0 кгс/см2, для чего ручку комбинированного крана 8 установки (рисунок 33) поставить в положение, при котором тормозная магистраль вагона сообщается с атмосферой.
43.10.3 Для проверки нажать и удерживать кнопку «Проверка МРТ» на пульте управления электрооборудования вагона. При ее нажатии должно произойти опускание башмаков на рельсы. Загорание светодиода «Проверка МРТ» свидетельствует об исправности цепи питания магниторельсового тормоза. Сила тока по штатному вагонному амперметру на пульте должна составлять от 40 до 50 А при питании электрооборудования от аккумуляторных батарей.
43.10.4 Выдержка кнопки «Проверка МРТ» в нажатом состоянии не должна превышать 5 сек., во избежание чрезмерного разряда аккумуляторных батарей.
43.10.5 При прекращении нажатия на кнопку башмаки магниторельсового тормоза должны вернуться в исходное положение.
43.10.6 Проверка магниторельсового тормоза без разрядки тормозной магистрали:
- зарядить тормозную и питательную магистрали до зарядного давления, тормоза должны отпустить;
- нажать кнопку на пульте проводника («проверка МРТ») - башмаки не должны опускаться.
43.10.7 Проверить высоту и параллельность элеткромагнитов магниторельсового тормоза над путевым рельсом. Размер между крайними полюсами элеткромагнита и рельсом при новых полюсах должен быть:
- при полномерных ободах колес (диаметр колес 957 мм) от 126 до 130 мм;
- при толщине обода колес не менее 55 мм от 108 до 112 мм;
- при толщине обода колес не менее 45 мм от 98 до 102 мм.
43.10.8 Проверить действие магниторельсового тормоза каждой тележки при попадании под башмак магниторельсового тормоза посторонних предметов. Для этого следует подложить под один башмак МРТ отрезок доски 100×700 мм (толщиной 5 - 10 мм). Для проверки нажать и удерживать кнопку «Проверка МРТ» на пульте управления электрооборудования вагона. При ее нажатии должно произойти опускание башмаков на рельсы. Через 1 - 2 сек. башмак под который была подложена доска должен подняться.
Через 4 - 6 сек. башмак магниторельсового тормоза под который была подложена доска должен опуститься снова. При этом остальные башмаки магниторельсового тормоза не должны подниматься.
44. Ремонт и испытание кранов машиниста, применяемых в стендах для испытания воздухораспределителей пассажирского типа и установках для испытания тормоза пассажирских вагонов
44.1. Общие требования
44.1.1 Для проверки кранов машиниста, применяемых в стендах для испытания воздухораспределителей и установках для испытания тормоза на пассажирском вагоне, магистральный резервуар объемом 55 л стенда или установки следует подключить к крану машиниста. Остальные устройства стенда или установки должны быть отключены от этого резервуара.
44.1.2 Проверка работы кранов машиниста производится при установленном в магистральном резервуаре зарядном давлении 0,5 - 0,52 МПа (5,0 - 5,2 кгс/см2).
44.1.3 В кранах машиниста 394, 395 отверстие диаметром 1,6 мм, соединяющее уравнительный резервуар с полостью над уравнительным поршнем в промежуточной части крана, должно быть рассверлено до диаметра 2,5 мм.
44.1.4 В соответствии с Инструкцией по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава ремонт и испытание кранов производится планово - не реже одного раза в год, и внепланово - по мере необходимости.
44.2. Проверка крана машиниста 326
44.2.1 Для проверки крана машиниста 326 необходимо проверить его на чувствительность - на поддержание установленного давления в магистральном резервуаре во всех положениях ручки крана (кроме положения I) при создании утечки из резервуара через отверстие диаметром 2 мм. При этом допускается изменение давления в резервуаре не более чем на 0,015 МПа (0,15 кгс/см2) по сравнению с установившимся без утечки.
44.3. Проверка кранов машиниста 394 и 395
44.3.1 Проверить чувствительность крана машиниста на поддержание установленного давления в магистральном резервуаре при II (поездном) положении ручки крана. При создании утечки из магистрального резервуара через отверстие диаметром 2 мм изменение давления в нем должно быть не более чем на 0,015 МПа (0,15 кгс/см2).
44.3.2 Прекратить утечку воздуха из магистрального резервуара и перевести ручку крана машиниста из поездного в IV положение (перекрыша с питанием магистрали). В течение 3 мин повышение давления в магистральном резервуаре не допускается, а снижение допускается не более чем на 0,01 МПа (0,1 кгс/см2).
44.3.3 Снизить давление в уравнительном резервуаре крана машиниста на 0,15 МПа (1,5 кгс/см2) V положением ручки крана и затем перевести ее в IV положение. Повышение давления в уравнительном резервуаре в этом положении допускается не более чем на 0,03 МПа (0,3 кгс/см2) за 40 с.
44.3.4. Проверить время снижения давления в магистральном резервуаре V положением ручки крана машиниста с 0,5 до 0,4 МПа (с 5 до 4 кгс/см2), которое должно быть от 4 до 6 с.
44.4. Проверка кранов машиниста 334 и 334Э
44.4.1 Проверка кранов машиниста 334 и 334Э производится в соответствии с пунктами 44.3.1, 44.3.2, 44.3.4 при использовании соответствующих положений ручки крана 334 и 334Э: по пункту 44.3.1 - II положение (поездное); по пункту 44.3.2 - III положение (перекрыша без питания); по пункту 44.3.4 - IV положение (служебное торможение).
44.5. Проверка устройств, заменяющих краны машиниста
44.5.1 Чувствительность на поддержание установленного давления в магистральном резервуаре при зарядном давлении в резервуаре, а также после снижения давления в нем на 0,05 - 0,07 МПа (0,5 - 0,7 кгс/см2) и на 0,15 - 0,2 МПа (1,5 - 2,0 кгс/см2) аналогично пункту 44.3.1.
44.5.2 Время снижения давления в магистральном резервуаре темпом служебного торможения с 0,5 до 0,4 МПа (с 5 до 4 кгс/см2), которое должно быть от 4 до 6 с.
Согласовано
Комиссией
Совета по железнодорожному транспорту
полномочных специалистов вагонного хозяйства
железнодорожных администраций
(протокол от 25 - 27 августа 2010 г. п. 27.2)
Согласовано
Комиссией
по пассажирскому хозяйству Совета
по железнодорожному транспорту
государств-участников Содружества
(протокол от 8 - 9 сентября 2010 г. п. 4.3)
Приложение А
(справочное)
Схемы тормозных рычажных передач основных типов грузовых вагонов
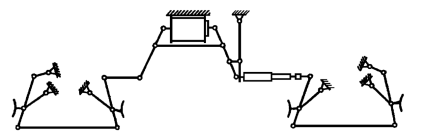
Рисунок А.1 - Схема тормозной рычажной передачи грузового четырехосного вагона
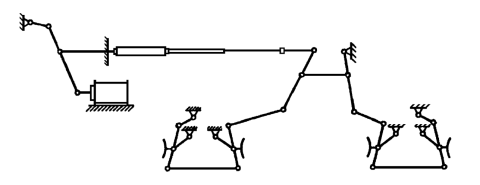
Рисунок А.2 - Схема тормозной рычажной
передачи вагона-хоппера
для перевозки зерна (цемента, минеральных удобрений)
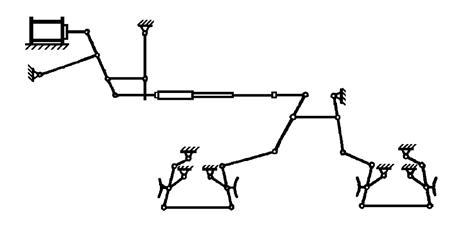
Рисунок А.3 - Схема тормозной рычажной передачи вагона-хоппера
для перевозки окатышей
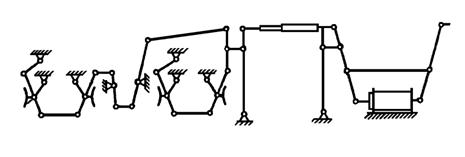
Рисунок А.4 - Схема тормозной рычажной передачи восьмиосного вагона-цистерны
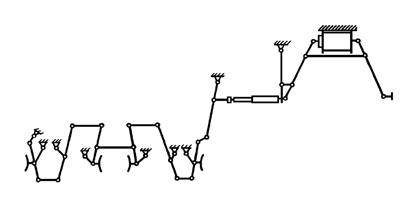
Рисунок А.5 - Схема тормозной рычажной передачи шестиосного вагона-самосвала
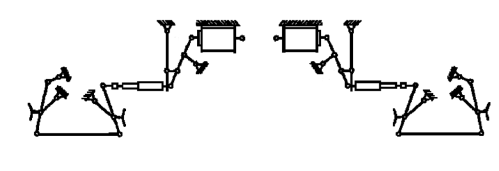
Рисунок А.6 - Схема тормозной рычажной передачи четырехосного
вагона с раздельным торможением
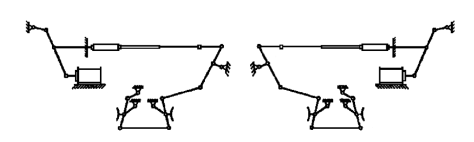
Рисунок А.7 - Схема тормозная рычажная вагона-хоппера с раздельным торможением
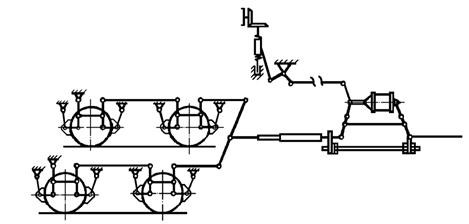
Рисунок А.8 - Схема тормозной рычажной передачи рефрижераторного вагона
Приложение Б
(справочное)
Схемы и характеристики тормозных рычажных передач основных типов пассажирских вагонов
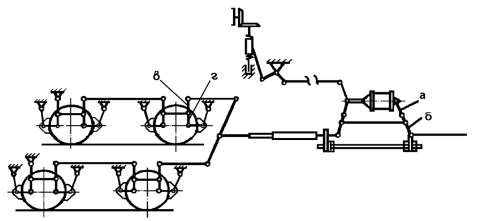
Рисунок Б.1 - Схема тормозной рычажной передачи пассажирского
четырехосного
цельнометаллического вагона

Рисунок Б.2 - Схема тормозной рычажной передачи пассажирского
вагона
международного сообщения габарита 03-Т (РИЦ) с тормозом KES
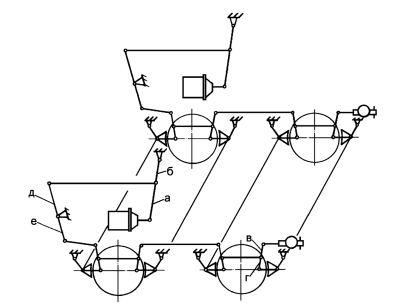
Рисунок Б.3 - Схема тормозной рычажной передачи тележки ТВЗ
ЦНИИ "М"
пассажирского вагона ВЛ РИЦ
Таблица Б.1 - Характеристики тормозных рычажных передач пассажирских вагонов
|
Рисунок |
Тип вагона |
Размеры плеч рычагов, мм |
Передаточное число |
|||||
|
а |
б |
в |
г |
д |
е |
|||
|
Б.1 |
Четырехосный цельнометаллический пассажирский с тарой: |
|
|
|
|
|
|
|
|
65 - 53 т |
390 260 |
260 390 |
210 |
210 |
- |
- |
12,0 5,3 |
|
|
52 - 48 т |
350 230 |
300 420 |
210 |
210 |
- |
- |
9,3 4,4 |
|
|
47 - 42 т |
330 200 |
320 450 |
210 |
210 |
- |
- |
8,3 3,6 |
|
|
|
Пассажирский международного сообщения габарита 03-Т (РИЦ) с тормозом KEs постройки с 1973 г. |
585 - |
215 - |
165 |
230 |
- |
- |
7,81 |
|
Б.2 |
Пассажирский ВЛ РИЦ на тележках ТВЗ ЦНИИ "М" |
240 |
110 |
210 |
210 |
- |
- |
- |
|
25 |
490 |
3,25 |
||||||
|
Б.3 |
Пассажирский ВЛ РИЦ на тележках ТВЗ ЦНИИ "М" |
240 |
110 |
210 |
210 |
- 125 |
- 490 |
- 3,25 |
Приложение В
Перечень ремонтной документации, рекомендуемой для руководства при ремонте тормозного оборудования вагонов
|
1. |
610-ЦВ-2008 РД |
Регулятор тормозной рычажной передачи модели 574Б. Руководство по ремонту |
|
2. |
Р 001 ПКБ ЦВ-2009 РК |
Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту |
|
3. |
Р 002 ПКБ ЦВ-2010 РК |
Регуляторы тормозной рычажной передачи моделей РТРП-675 и РТРП-675М. Руководство по ремонту |
|
4. |
Р 003 ПКБ ЦВ-2008 РК |
Краны концевые 190, 4304, 4304М. Руководство по ремонту |
|
5. |
Р 004 ПКБ ЦВ-2008 РК |
Рукава соединительные Р17Б и Р36. Руководство по ремонту |
|
6. |
Р 005 ПКБ ЦВ-2000 РК |
Авторежим грузовой модели 265А-1. Руководство по ремонту |
|
7. |
Р 006 ПКБ ЦВ-2000 РК |
Краны шаровые разобщительные Руководство по ремонту |
|
8. |
Р 007 ПКБ ЦВ-2009 РК |
Камеры 295.001, 295М.001, 295М.002. Руководство по ремонту |
|
9. |
Р 008 ПКБ ЦВ-2009 РК |
Воздухораспределители 483 и 483М. Руководство по ремонту |
|
10. |
Р 009 ПКБ ЦВ-2008 РК |
Тормозной цилиндр модели 188Б. Руководство по ремонту |
|
11. |
Р 010 ПКБ ЦВ-2009 РК |
Запасные резервуары Р7-78 и Р7-135. Руководство по ремонту |
|
12. |
Р 011 ПКБ ЦВ-2001 РК |
Воздухораспределитель 305. Руководство по ремонту |
|
13. |
Р 013 ПКБ ЦВ-2001 РК |
Воздухораспределители 292.000 и 292М.000. Руководство по ремонту |
|
14. |
Р 015 ПКБ ЦВ-2007 РК |
Руководство по ремонту магистральной части воздухораспределителя 483А |
|
15. |
Р 016 ПКБ ЦВ-2008 РК |
Краны концевые 4314, 4314Б. Руководство по ремонту |
|
16. |
Р 017 ПКБ ЦВ-2008 РК |
Авторежим грузовой 265А-4. Руководство по ремонту |
|
17. |
Р 018 ПКБ ЦВ-2008 РК |
Цилиндр тормозной 710. Руководство по ремонту |
|
18. |
Р 019 ПКБ ЦВ-2008 РК |
Регулятор тормозной рычажной передачи РТРП-300. Руководство по ремонту |
|
19. |
М 1180.000 (конструкторская документация ПКБ ЦВ) |
Устройство по равномерному износу тормозных колодок |
|
20. |
М 1675.000 (конструкторская документация ПКБ ЦВ) |
Установка соединительного рукава Р36 на вагоне |
Приложение Г
Перечень стандартов
|
Обозначение стандарта, на который дана ссылка |
Номер раздела, пункта, таблицы, рисунка в которых дана ссылка |
|
Введение |
|
|
Таблица 2 |
|
|
Таблица 3 |
|
|
Таблица 3 |
|
|
Пункты 2.3.4 (2 раза); 5.1; 5.4; 21.4.3; 21.5.4; 24.1; 24.3 (3 раза) |
|
|
Таблица 3 |
|
|
Пункт 3.1 |
|
|
Таблица 2 |
Приложение Д
ПЕРЕЧЕНЬ ТОРМОЗНОГО ОБОРУДОВАНИЯ, УСТАНАВЛИВАЕМОГО НА ВАГОНЫ ПРИ ИХ РЕМОНТЕ
|
1. |
Резервуар запасный Р7-78 |
Грузовые и пассажирские вагоны |
|
2. |
Резервуар запасный Р7-135 |
Грузовые и пассажирские вагоны |
|
3. |
Резервуары запасные Р7-12, Р7-16, Р7-55, Р7-100 |
Пассажирские вагоны |
|
4. |
Цилиндр тормозной 188Б |
Грузовые вагоны |
|
(исполнение -01, -02, -03, -04) |
||
|
ГОСТ 31402-2009 [ТУ 3184-555-05744521-2013] |
||
|
5. |
Цилиндр тормозной 002 |
Грузовые вагоны |
|
6. |
Цилиндр тормозной 519А |
Грузовые вагоны |
|
ГОСТ 31402-2009 [ТУ 3184-555-05744521-2013] |
||
|
7. |
Цилиндр тормозной 710 |
Грузовые вагоны |
|
(исполнение -01, -02, -03) |
||
|
ГОСТ 31402-2009 [ТУ 3184-555-05744521-2013] |
||
|
8. |
Цилиндр тормозной 501Б |
Пассажирские вагоны |
|
ГОСТ 31402-2009 [ТУ 3184-555-05744521-2013] |
||
|
9. |
Цилиндр тормозной 578 |
Пассажирские вагоны |
|
ГОСТ 31402-2009 [ТУ 3184-555-05744521-2013] |
||
|
10. |
Цилиндры тормозные со встроенным регулятором выхода штока 670А, 670А-1 |
Пассажирские вагоны |
|
ТУ 3184-503-05744521-95 |
||
|
11. |
Предохранитель валика подвески тормозного башмака 4384 |
Грузовые вагоны |
|
ТУ 3183-015-10785350-2005 |
||
|
12. |
Кран концевой 190 |
Грузовые и пассажирские вагоны |
|
ОСТ 24.029.01-76 |
||
|
13. |
Кран концевой 4304 |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.05.054-97 |
||
|
14. |
Кран концевой 4304М |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.05.054-97 |
||
|
15. |
Кран концевой 4313 |
Грузовые вагоны |
|
ТУ 3184-014-10785350-2007 |
||
|
16. |
Кран концевой 4314 |
Грузовые и пассажирские вагоны |
|
ТУ 3184-014-10785350-2007 |
||
|
17. |
Кран концевой 4314Б |
Грузовые вагоны |
|
ТУ 3184-014-10785350-2007 |
||
|
18. |
Кран концевой 271.000 |
Грузовые и пассажирские вагоны |
|
ТУ 3184-088-05756760-2010 |
||
|
19. |
Кран концевой 271БС.000 |
Грузовые и пассажирские вагоны |
|
ТУ 3184-088-05756760-2010 |
||
|
20. |
Кран разобщительный 372 |
Грузовые вагоны |
|
ОСТ 24.290.16-86 |
||
|
21. |
Кран разобщительный 377 |
Пассажирские вагоны |
|
ОСТ 24.290.16-86 |
||
|
22. |
Кран шаровой разобщительный 4300 |
Грузовые вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
23. |
Кран шаровой разобщительный 4300В |
Грузовые вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
24. |
Кран шаровой разобщительный 4301 |
Пассажирские вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
25. |
Кран шаровой разобщительный 4302 |
Пассажирские вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
26. |
Кран шаровой разобщительный 1-20-4 |
Грузовые вагоны |
|
ТУ 24.05.10.105-94 |
||
|
27. |
Кран трехходовой 4325 |
Пассажирские вагоны |
|
ТУ 3184-005-10785350-2003 |
||
|
28. |
Кран трехходовой 4325Б |
Грузовые вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
29. |
Кран двойной тяги 4308 |
Пассажирские вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
30. |
Кран шаровой разобщительный 4309 |
Пассажирские вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
31. |
Кран шаровой разобщительный 4309А |
Пассажирские вагоны |
|
ТУ 3184-005-10785350-2003 |
||
|
32. |
Кран шаровой разобщительный 1-32/25-1 |
Пассажирские вагоны |
|
ТУ 24.05.10.105-94 |
||
|
33. |
Кран шаровой разобщительный 1-25-1 |
Пассажирские вагоны |
|
ТУ 24.05.10.105-94 |
||
|
34. |
Стоп-кран 163 |
Пассажирские вагоны |
|
35. |
Клапан выпускной 4315 |
Пассажирские вагоны |
|
ТУ 3184-002-10785350-01 |
||
|
36. |
Клапан золотниковый 4316 |
Грузовые вагоны |
|
ТУ 3184-006-10785350-2007 |
||
|
37. |
Тройник 573 |
Грузовые вагоны |
|
ТУ 3184-513-05744521-2002 |
||
|
38. |
Тройник 573П |
Пассажирские вагоны |
|
ТУ 3184-513-05744521-2002 |
||
|
39. |
Штуцер 4338 |
Грузовые вагоны |
|
ТУ 3184-021-10785350-2012 |
||
|
40. |
Штуцер 4370 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
41. |
Ниппель 4371 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
42. |
Штуцер в сборе 4374 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
43. |
Тройник 4375 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
44. |
Тройник в сборе 4375-01 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
45. |
Тройник 4375Р |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
46. |
Тройник в сборе 4375Р-01 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
47. |
Ниппель 4378 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
48. |
Муфта 4379 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
49. |
Муфта 4379-01 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
50. |
Тройник 5312 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
51. |
Ниппель 26300-Н |
Грузовые вагоны |
|
ТУ 32 ЦВ 2569-2005 |
||
|
52. |
Рукав соединительный Р17 Б |
Грузовые вагоны |
|
53. |
Рукав соединительный Р36А, Р36Б, Р36В |
Грузовые вагоны |
|
54. |
Рукав соединительный с электроконтактом 369А |
Пассажирские вагоны |
|
55. |
Рукав соединительный РВД 20-15-850 |
Пассажирские вагоны |
|
ТУ 22-4756-80 |
||
|
56. |
Рукава соединительные РВД 20-15-450Хл, РВД 20-15-510Хл |
Пассажирские вагоны |
|
ТУ 4833-033-13331856-06 |
||
|
57. |
Регулятор тормозных рычажных передач 574Б |
Грузовые и пассажирские вагоны |
|
ТУ 24.5.264-77 |
||
|
58. |
Регулятор тормозных рычажных передач РТРП-675 |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.928-89 |
||
|
59. |
Регулятор тормозных рычажных передач РТРП-675М |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.928-89 |
||
|
60. |
Регулятор тормозных рычажных передач РТРП-300 |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.928-89 |
||
|
61. |
Авторежим грузовой 265А-1 |
Грузовые вагоны |
|
ТУ 3184-509-05744521-98 |
||
|
62. |
Авторежим грузовой 265А-4 |
Грузовые вагоны |
|
ТУ 3184-509-05744521-98 |
||
|
63. |
Камера 295.001 |
Грузовые вагоны |
|
ТУ 24.5.421-78 |
||
|
64. |
Камера 295М.001 |
Грузовые вагоны |
|
ТУ 24.5.421-78 |
||
|
65. |
Камера 295М.002 |
Грузовые вагоны |
|
ТУ 3184-001-05744538-99 |
||
|
66. |
Главная часть 270.023-1 |
Грузовые вагоны |
|
ТУ 3184-021-05756760-00 |
||
|
67. |
Главная часть 483.400 |
Грузовые вагоны |
|
ТУ 3184-021-05756760-00 |
||
|
68. |
Магистральная часть 483.010 |
Грузовые вагоны |
|
ТУ 24.5.356-77 |
||
|
69. |
Магистральная часть 483М.010-01 |
Грузовые вагоны |
|
ТУ 24.05.10.062-98 |
||
|
70. |
Магистральная часть 483А.010-01 |
Грузовые вагоны |
|
ТУ 3184-021-05756760-00 |
||
|
71. |
Магистральная часть 483Б.010 |
Грузовые вагоны |
|
ТУ 3184-021-05756760-00 |
||
|
72. |
Воздухораспределитель КАВ60-01 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
73. |
Воздухораспределитель КАВ60-05 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
74. |
Воздухораспределитель КАВ60-06 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
75. |
Главная часть КАВ10-01 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
76. |
Главная часть КАВ 10-02 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
77. |
Магистральная часть КАВ20-01 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
78. |
Кронштейн-камера КАВЗ 0-01 |
Грузовые вагоны |
|
КАВ30.77385ТУ |
||
|
79. |
Воздухораспределитель 292.001 |
Пассажирские вагоны |
|
ТУ 24.05.140-87 |
||
|
80. |
Воздухораспределитель 242-1 |
Пассажирские вагоны |
|
ТУ 3184-075-05756760-2006 |
||
|
81. |
Воздухораспределитель 292М |
Пассажирские вагоны |
|
ТУ 24.05.10.064-87 |
||
|
82. |
Электровоздухораспределитель 305 |
Пассажирские вагоны |
|
ТУ 3184-004-05756760-00 |
||
|
83. |
Колодка тормозная чугунная типа «С» |
Пассажирские и грузовые вагоны |
|
ОСТ 32.194-2002 |
||
|
84. |
Колодка тормозная композиционная М 659.000, ТИИР-303 |
Пассажирские вагоны |
|
ТУ 38.114292-94 |
||
|
85. |
Колодка тормозная композиционная М 659.000-01, ТИИР-303 |
Пассажирские вагоны |
|
ТУ 38.114292-94 |
||
|
86. |
Колодка тормозная композиционная 25130-01-И, У-21-149 |
Пассажирские вагоны |
|
ТУ 2571-007-00149386-2000 |
||
|
87. |
Колодка тормозная композиционная 25130-Н, ТИИР-300 |
Грузовые вагоны |
|
ТУ 2571-028-00149386-2000 |
||
|
88. |
Колодка тормозная композиционная 25610-Н, ТИИР-300 |
Грузовые вагоны |
|
ТУ 2571-028-00149386-2000 |
||
|
89. |
Колодка тормозная композиционная М 659.000, ТИИР-300 |
Грузовые вагоны |
|
ТУ 38.114292-94 |
||
|
90. |
Колодка тормозная композиционная М659.000-01, ТИИР-300 |
Грузовые вагоны |
|
ТУ 38.114292-94 |
||
|
91. |
Колодка тормозная композиционная (безасбестовая) 25130-03-Н, Фритекс-950 |
Грузовые вагоны |
|
ТУ 2571-062-05766936-2002 |
||
|
92. |
Колодки тормозные полуметаллические с чугунной вставкой 126-12-58, 126-12-58-01, Фритекс-970/2 |
Грузовые и пассажирские вагоны |
|
ТУ 2571-123-05766936-2007 |
||
|
93. |
Блоки клещевых механизмов |
Пассажирские вагоны |
|
4075.42.100, 4075.42.100-01, WZ, WZK |
||
|
94. |
Клапаны сбрасывающие трехпозиционные 182, 182-01, 182-04, 182-08, 182-09 |
Пассажирские вагоны |
|
ТУ 3184-007-05756760-99 |
||
|
95. |
Сигнализаторы давления 115, 115А |
Пассажирские вагоны |
|
ТУ 24.05.10.088-92 |
||
|
96. |
Тормозные накладки |
Пассажирские вагоны |
|
ТУ 1479-002-49123292-2005, BECORIT 984 |
||
|
97. |
Соединительная арматура типа 157 на трубах с тройником СТ 157-4 |
Грузовые вагоны |
|
ТУ 24.05.10.135-98 |
||
|
98. |
Кран разобщительный 122-03 |
Грузовые вагоны |
|
ТУ 24.05.10.105-94 |
||
|
99. |
Воздухораспределитель 483-03БС |
Грузовые вагоны |
|
ТУ 3184-021-05756760-00 |
||
|
100. |
Запасная главная часть ЗЧР270.03 |
Грузовые вагоны |
|
ТУ 3184-024-48588818-2007 |
||
|
101. |
Запасная магистральная часть ЗЧР483.010 |
Грузовые вагоны |
|
ТУ 3184-025-48588818-2007 |
||
|
102. |
Кран концевой Р190 |
Грузовые вагоны |
|
ТУ 3184-047-16632558-2006 |
||
|
103. |
Кран разобщительный Р100 |
Грузовые вагоны |
|
ТУ 3184-048-16632558-2006 |
||
|
104. |
Тройник Р573 |
Грузовые вагоны |
|
ТУ 3184-049-16632558-2006 |
||
|
105. |
Труба подводящая |
Грузовые вагоны |
|
ТУ 3184-050-16632558-2006 |
||
|
106. |
Колодка тормозная композиционная 2ТР-11 ЦМК |
Грузовые и пассажирские вагоны |
|
СТ 9061-1948-ТОО-24-001-2012 |
||
|
107. |
Тормозной цилиндр 710-03 |
Грузовые вагоны |
|
ТУ 3184-515-05744521-04 |
||
|
108. |
Авторежим АКВ1, П83776/1BK, АКВ1.83776 |
Грузовые вагоны |
|
(авторежим в сборе с кронштейном для крепления на вагоне) |
||
|
109. |
Авторежим АКВ1, П83776/1BK, АКВ1.83776 |
Грузовые вагоны |
|
(авторежим без кронштейна для крепления на вагоне) |
||
|
110. |
Воздухораспределитель 6540 |
Грузовые вагоны |
|
(исполнение -01, -02, -03) |
||
|
ТУ 3184-017-10785350-2013 |
||
|
111. |
Камера 6540.01 |
Грузовые вагоны |
|
ТУ 3184-022-10785350-2013 |
||
|
112. |
Главная часть 4381 |
Грузовые вагоны |
|
ТУ 3184-017-10785350-2013 |
||
|
113. |
Главная часть 4381-01 |
Грузовые вагоны |
|
ТУ 3184-017-10785350-2013 |
||
|
114. |
Магистральная часть 4380 |
Грузовые вагоны |
|
ТУ 3184-017-10785350-2013 |
||
|
115. |
Магистральная часть 4380-01 |
Грузовые вагоны |
|
ТУ 3184-017-10785350-2013 |
||
|
116. |
Тормозной цилиндр 6571А |
Грузовые вагоны |
|
ТУ 3184-027-10785350-2015 |
||
|
117. |
Рукав Р32Б |
Грузовые вагоны |
|
ТУ 3184-029-10785350-2015 |
||
|
118. |
Цилиндр тормозной 6571А |
Грузовые вагоны |
|
ТУ 3184-027-10785350-2015 |
||
|
119. |
Цилиндр тормозной 6571А-01 |
Грузовые вагоны |
|
ТУ 3184-027-10785350-20 |
||
|
120. |
Авторежим 6532 |
Грузовые вагоны |
|
ТУ 3184-020-10785350-2015 |
||
|
121. |
Авторежим 6532-01 |
Грузовые вагоны |
|
ТУ 3184-020-10785350-2015 |
||
|
122. |
Авторежим 265А-5 |
Грузовые вагоны |
|
ТУ 3184-548-05744521-2012 |
||
|
123. |
Авторежим 265А-5-01 |
Грузовые вагоны |
|
ТУ 3184-548-05744521-2012 |
(Измененная редакция. Изм. 5-2013, 5-2014, 6-2014, 15-2015, 36-2016, 1-2017)
Приложение Е
РЕЕСТР
УСЛОВНЫХ НОМЕРОВ АВТОКОНТРОЛЬНЫХ ПУНКТОВ АКП (А) И
АВТОМАТНЫХ ОТДЕЛЕНИЙ (АО), ПРИСВОЕННЫХ ЖЕЛЕЗНОДОРОЖНЫМ
И ПРОМЫШЛЕННЫМ ПРЕДПРИЯТИЯМ ГОСУДАРСТВ-УЧАСТНИКОВ
СОГЛАШЕНИЯ О
СОВМЕСТНОМ ИСПОЛЬЗОВАНИИ ГРУЗОВЫХ ВАГОНОВ
А-1 Пассажирское вагонное депо Москва-Октябрьская ОКТ
А-2 Вагонное депо Ховрино ОКТ
А-3 Вагонное ремонтное депо Бологое (ВЧДр Бологое АО«ВРК-3») ОКТ
А-4 Вагонное депо С-Петербург-Сорт.-Московский ОКТ
А-5 Вагонное депо Выборг - цех вагонного депо С-Петербург-Сорт.-Московский ОКТ
А-6 Пассажирское вагонное депо С-Петербург-Тов.-Моск ОКТ
А-7 Вагонное участок ст. С-Петербург-Витебский пасс. ЛВЧ-10 ОКТ
А-9 Вагонное депо Псков ОКТ
А-11 Вагонное ремонтное депо Волховстрой (ВЧДр Волховстрой АО «ВРК-2») ОКТ
А-12 Вагонное депо Петрозаводск ОКТ
А-13 Вагонное депо Кемь ОКТ
А-14 Вагонное депо Кандалакша ОКТ
А-15 Вагонное депо Мурманск ОКТ
А-16 Вагонное депо Новосокольники ОКТ
А-18 Вагонное депо Ржев ОКТ
А-19 Вагонное депо Тверь ОКТ
А-22 ООО «Л-Экспресис», г. Рига, ЛДЗ
А-23 ООО «ЛДЗ Сервис подвижного состава» Центр ремонта вагонов, ЛДЗ
А-24 АО «Объединенное депо» ЭВР
А-25 Вагонное депо Тапа ЭВР
А-26 АО Валгасское депо рефрижераторных вагонов ЭВР
А-27 Пассажирское вагонное депо Вильнюс ЛГ
А-28 Вагонное депо Радвилишкис ЛГ
А-29 Вагонное депо Черняховск КЛГ
А-30 Пассажирское вагонное депо Калининград КЛГ
А-32 Вагонное депо Минск БЧ
А-33 Вагонное депо Молодечно БЧ
А-34 Вагонное депо Орша БЧ
А-35 Вагонное депо Барановичи БЧ
А-36 Вагонное депо Брест БЧ
А-37 Вагонное депо Гомель БЧ
А-38 Вагонное депо Жлобин БЧ
А-39 Вагонное депо Могилев БЧ
А-40 Вагонное депо Витебск БЧ
А-41 Вагонное депо Полоцк БЧ
А-42 Пассажирский вагонный участок Москва-Каланчевская МСК
А-43 Вагонное депо Люблино МСК
А-44 Вагонное депо Перово МСК
А-45 Пассажирское вагонное депо Москва-3 МСК
А-46 Вагонное депо Лосиноостровская МСК
А-47 Бекасово участок рефрижераторного депо Подмосковная МСК
А-48 Пассажирское вагонное депо Москва-Смоленская МСК
А-49 Пассажирское вагонное депо Москва-Киевская МСК
А-50 Вагонное депо Тула МСК
А-51 Пассажирское вагонное депо Орел МСК
А-52 Вагонное депо Курск МСК
А-53 Вагонное депо Бирюлево-цех вагонного депо Люблино МСК
А-54 Вагонное депо Льгов МСК
А-55 Вагонное депо Павелец-цех вагонного депо Павелецкое МСК
А-56 Вагонное депо Узловая МСК
А-57 Вагонное депо Бобрик-Донской - цех вагонного депо Узловая МСК
А-58 Вагонное депо Павелецкое МСК
А-59 Вагонное депо Рыбное МСК
А-60 Вагонное ремонтное депо Сасово (ВЧДр Сасово АО «ВРК-3») МСК
А-61 Пассажирское вагонное депо Смоленск МСК
А-62 Вагонное депо Вязьма МСК
А-63 Вагонное депо Калуга МСК
А-64 Вагонное депо Брянск-Льговский (восточный МСК корпус). Вагонное депо Брянск-Льговский (западный корпус) МСК
Л-65 ВЧД Унеча - филиал ООО «Новая вагоноремонтная Компания» МСК
А-66 Пассажирское вагонное депо Орехово-Зуево МСК
А-67 Вагонное депо Ряжск (цех вагонного депо МСК Рыбное) МСК
А-68 Вагонное депо Владимир ГРК
А-69 Вагонное депо Горький-Сортировочный ГРК
А-70 Пассажирское вагонное депо Горький-Московский ГОР
А-71 Вагонное депо Шахунья ГРК
А-72 Вагонное депо Лянгасово ГРК
А-73 Пассажирское вагонное депо Киров ГОР
А-74 Вагонное депо Зуевка ГРК
А-75 Вагонное депо Муром ГРК
А-76 Вагонное ремонтное депо Арзамас (ВЧДр Арзамас АО «ВРК-3») ГРК
А-77 Вагонное депо Красный узел ГРК
А-78 Пассажирское вагонное депо Юдино ГОР
А-79 Вагонное депо Агрыз ГРК
А-80 Вагонное депо Красноуфимск ГРК
А-81 Вагонное депо Ярославль Главный СЕВ
А-82 Вагонное депо Иваново СЕВ
А-83 Вагонное депо Буй СЕВ
А-84 Пассажирское вагонное депо Шарья СЕВ
А-85 Вагонное депо Вологда СЕВ
А-86 Вагонное депо Череповец СЕВ
А-87 Пассажирское вагонное депо Саратов ПРВ
А-88 Вагонное депо Исакогорка СЕВ
А-89 Вагонное депо Кулой СЕВ
А-90 Пассажирское вагонное депо Котлас СЕВ
А-91 Вагонное депо Сольвычегорск СЕВ
А-92 Вагонное ремонтное депо Сосногорск (ВЧДр Сосногорск АО «ВРК-3») СЕВ
А-93 Вагонное депо Омск-Сортировочный ЗСБ
А-94 Эксплуатационное вагонное депо Воркута (ЦДИ ОАО «РЖД») СЕВ
А-96 Вагонное депо Инта СЕВ
А-97 Пассажирское вагонное депо Киев-Пасс. ЮЗ
А-98 Рефрижераторное вагонное депо Фастов-2 ЮЗ
А-99 Вагонное депо Казатин ЮЗ
А-100 Вагонное депо Жмеринка ЮЗ
А-101 Вагонное депо Дарница ЮЗ
А-102 Вагонное депо Шепетовка ЮЗ
А-103 Вагонное депо Коростень ЮЗ
О-104 Пассажирское вагонное депо Бахмач ЮЗ
А-105 Вагонно-колесные мастерские Ворожба ЮЗ
А-106 Вагонное депо Конотоп ЮЗ
А-107 Вагонное депо Клепаров ЛЬВ
А-108 Вагонное депо Стрый ЛЬВ
А-109 Пассажирское вагонное депо Ковель ЛЬВ
А-110 Вагонное депо Здолбунов ЛЬВ
А-111 Пассажирское вагонное депо Черновцы ЛЬВ
А-112 Пассажирское вагонное депо Львов ЛЬВ
А-113 Вагонное депо Ужгород ЛЬВ
О-114 Вагонное депо Коломыя ЛЬВ
А-115 Вагонное депо Одесса-Застава-1 ОДК
А-117 Вагонное депо Котовск ОДК
А-118 Пассажирское вагонное депо Одесса-Главная ОДК
А-119 Вагонное депо Помошная ОДК
А-120 Вагонное депо им. Шевченко ОДК
А-121 Локомотивное депо Христовка ОДК
А-122 Вагонное депо Знаменка ОДК
А-123 Дирекция по обслуживанию пассажиров Кишинев ЧФМ
А-124 Вагонное депо Бессарабская ЧФМ
А-125 Вагонное депо Бельцы ЧФМ
А-126 Вагонное депо Херсон ОДК
А-127 Пассажирское вагонное депо Николаев ОДК
А-128 Гайворонский уч-ок вагонного депо им. Т. Шевченко ОДК
А-129 Вагонное депо Белгород МСК
А-130 Вагонное депо Полтава ЮЖ
А-131 Вагонное депо Основа ЮЖ
А-132 Лозовской участок вагонного депо Харьков-Сортировочный ЮЖ
А-133 Вагонное депо Кременчуг ЮЖ
А-134 Вагонное депо Купянск ЮЖ
А-135 Вагонное депо Валуйки ЮВС
А-136 Вагонное депо Гребенка ЮЖ
А-137 Вагонное депо Харьков-Сортировочный ЮЖ
А-138 Вагонное депо Готня ЮВС
А-139 Вагонное депо Красный Лиман ДОН
А-140 Вагонное депо Константиновка ДОН
А-141 Вагонное депо Славянск ДОН
А-142 Вагонное депо Волноваха ДОН
А-143 Локомотивное депо Попасная ДОН
А-144 Пассажирское вагонное депо Луганск ДОН
А-145 Вагонное депо Коммунарск ДОН
А-146 Вагонное депо Дебальпево-Сортировочное ДОН
А-147 Вагонное депо Ясиноватая ДОН
А-148 Вагонное депо Иловайская ДОН
А-150 Вагонное депо Батуринская ПРИД
А-151 Вагонное депо Нижнеднепровск - Узел ПРИД
А-152 Вагонное депо Пологи ПРИД
А-153 Пассажирское вагонное депо Синельниково ПРИД
А-154 Вагонное депо Запорожье Левое ПРИД
А-155 Вагонное депо Джанкой ПРИД
А-156 Вагонное депо Пятихатки ПРИД
А-157 Вагонное депо Верховцево ПРИД
А-158 Днепропетровское пассажирское вагонное депо ПРИД
О-159 Вагонное депо Мудреная ПРИД
О-160 Вагонное депо Мелитополь ДОН
О-161 Крымская техническая дирекция по обслуживанию пассажиров (ДОП-4) ПРИД
О-162 Вагонное депо Днепродзержинск ПРИД
О-164 Вагонное депо Керчь ПРИД
А-166 Вагонное депо Каменоломни СКВ
А-167 Пассажирское вагонное депо Ростов СКВ
А-169 Вагонное ремонтное депо Батайск (ВЧДр Батайск АО «ВРК-1») СКВ
А-170 Рефрижераторное вагонное депо Тихорецкая СКВ
А-171 Вагонное депо Кавказская СКВ
А-172 Вагонное депо Армавир цех вагонного депо Кавказская (колесный цех) СКВ
А-173 Пассажирское вагонное депо Минеральные воды - ЛВЧД Минеральные воды АО «ФПК» СКВ
А-174 Вагонное депо Прохладная СКВ
А-177 Вагонное депо Махачкала СКВ
А-179 Вагонное депо Краснодар СКВ
А-180 Пассажирское вагонное депо Новороссийск (ЛВЧД Новороссийск АО «ФПК») СКВ
А-183 Вагонный участок Адлер (ЛВЧ Адлер АО «ФПК») СКВ
А-184 Вагонное депо Сальск СКВ
А-186 Пассажирское вагонное депо Баку АЗ
А-187 Вагонное депо Баладжары АЗ
А-188 Вагонное депо Гянджа АЗ
А-189 Вагонное депо Казимагомед АЗ
А-190 Вагонное депо Батуми ГР
А-191 Вагонное депо Хашури ГР
А-192 Пассажирское вагонное депо Уфа (ЛВЧ-14 АО «ФПК») КБШ
А-193 Вагонное депо Ереван АРМ
А-194 Вагонное депо Самтредиа ГР
А-195 Вагонное депо Тбилиси ГР
А-196 Вагонное депо Морозовская цех депо Лихая (колесный цех) СКВ
А-197 Вагонное депо Лихая - филиал ЗАО «Кав-Транс» СКВ
А-198 Вагонное депо Россошь ЮВС
А-199 Вагонное депо Лиски ЮВС
А-200 Вагонное депо Поворино ЮВС
А-201 Пассажирское вагонное депо Воронеж ЮВС
А-202 Вагонное депо Грязи ЮВС
А-203 Вагонное депо Елец ЮВС
А-204 Вагонное депо Старый Оскол ЮВС
А-205 Вагонное депо Кочетовка ЮВС
А-207 Вагонное депо Казинка ЮВС
А-208 Участок пассажирского депо Тамбов ЮВС
А-209 Вагонное ремонтное депо Пенза (ВЧДр Пенза АО «ВРК-1») КБШ
А-210 Локомотивное депо Моршанск - (вагонный участок) КБШ
А-211 Вагоннное депо Рузаевка КБШ
А-212 Вагонное депо Сызрань КБШ
А-213 Вагонное депо Октябрьск - участок вагонного депо Сызрань КБШ
А-214 Пассажирское вагонное депо Самара КБШ
А-215 Вагонное депо Кинель КБШ
А-216 Вагонное депо Абдулино КБШ
А-217 Вагонное депо Дема КБШ
А-218 Вагонное депо Бензин КБШ
А-219 Вагонное депо Ульяновск центр КБШ
О-220 Вагонное депо Круглое поле КБШ
А-221 Пассажирское вагонное депо Уфа КБШ
А-222 Вагонное депо Астрахань-2 ПРВ
А-223 Вагонное депо Баскунчак ПРВ
А-224 Пассажирское вагонное депо Волгоград ПРВ
А-225 Вагонное депо Сарепта ПРВ
А-226 Вагонное ремонтное депо Арчеда - филиал ООО «Новая вагоноремонтная компания» ПРВ
А-227 Вагонное депо Балашов ПРВ
А-228 Вагонное депо Ртищево ПРВ
А-229 Вагонное депо Аткарск ПРВ
А-230 Вагонное депо Саратов-II ПРВ
А-231 Вагонное ремонтное депо Нефтяная (ВЧДр Нефтяная АО «ВРК-3») ПРВ
А-232 Вагонное депо Ершов ПРВ
О-233 Локомотивное депо Петров вал Ю-УР
О-234 Вагонное депо Филоново - цех вагонного депо Арчеда ПРВ
А-235 Ремонтное вагонное депо К-Боровое «ТОО Бурабай» КЗХ
А-236 Акмолинский региональный филиал по пассажирскому вагонному хозяйству КЗХ
А-237 Ремонтное вагонное депо «Атбасар» производственный кооператив «Аждар» и К КЗХ
А-238 ф-л ТОО «Камкор-вагон» Карагандинское вагоноремонтное депо КЗХ
А-239 Кооператив ПК «Бердыс-Балхаш» КЗХ
А-240 ф-л ТОО «Камкор-вагон» Павлодарское вагоноремонтное депо КЗХ
А-241 ф-л ТОО «Камкор-вагон» вагоноремонтное депост. Экибазстуз-1 КЗХ
А-242 Вагонное депо Кушмурун, Кооператив ТОО «Жардем-2030» КЗХ
А-243 Ремонтное вагонное депо «Защита» КЗХ
А-244 Вагонное депо, Кооператив ПК «Ибраев+К» КЗХ
А-245 ф-л ТОО «Камкор-вагон» Аякозское вагоноремонтное депо КЗХ
А-247 ТОО «Жамбыл Рем Сервис» КЗХ
А-248 Вагонное депо станции Жамбыл КЗХ
А-249 Вагонное хозяйство ГП НК КТЖ станция Бишкек-1 АКП
А-250 АКП ТОО «Шымкент Рем Сервис» КЗХ
А-251 Вагонное депо Арысь, Кооператив ТОО «ВЧД-Арысь» КЗХ
А-252 ТОО «Рем ПВ» ст. Кызылорда КЗХ
А-253 ф-л ТОО «Камкор-вагон» Казалинское вагоноремонтное депо КЗХ
А-254 ф-л ТОО «Камкор-вагон» Шалкарское вагоноремонтное депо КЗХ
А-255 ПК «Пассажирремвагон» ст. Актюбинск КЗХ
А-257 Вагонное депо ст. Акжайык КЗХ
А-258 Ремонтное вагонное депо «Железорудная» КЗХ
А-259 Вагонное депо Ташкент-товарный УЗБ
А-260 Вагонное депо Хавает УЗБ
А-261 Вагонное депо Коканд УЗБ
А-262 Пассажирское вагонное депо Андижан УЗБ
А-263 Вагонное депо Самарканд УЗБ
А-264 Вагонное депо Бухара УЗБ
А-265 Пассажирское вагонное депо Душанбе ТДЖ
А-266 Вагонное депо Туркменабад ТРК
А-267 Пассажирское вагонное депо Ашгабад ТРК
А-269 Вагонное депо Мары ТРК
А-270 Вагонное депо Карши УЗБ
А-271 Вагонное депо Верещагино СВР
А-272 Пассажирское вагонное депо Пермь СВР
А-273 Вагонное депо Пермь-Сортировочный СВР
А-274 Вагонное ремонтное депо Свердловск - Сортировочный (ВЧДр Свердловск -Сортировочный АО «ВРК-1») СВР
А-275 Пассажирское вагонное депо Свердловск СВР
А-277 Вагонное депо Ишим СВР
А-278 Вагонное депо Березники СВР
А-279 Вагонное депо Кизел СВР
А-280 Вагонное депо Чусовская СВР
А-281 Вагоноремонтное производство - Смычка АО ФГК СВР
А-282 Вагонное депо Гороблагодатская СВР
А-283 Вагонное ремонтное депо Серов - Сортировочный (ВЧДр Серов - Сортировочный АО «ВРК-2») СВР
А-284 Вагонное депо Егоршино СВР
А-285 Вагонное депо Каменск-Уральский СВР
А-286 Пассажирское вагонное депо Тавда СВР
А-288 Бердяушский участок вагонного депо Златоуст Ю-УР
А-289 Вагонное депо Златоуст Ю-УР
А-290 Вагонное депо Челябинск - Сортировочный Ю-УР
А-291 Пассажирское вагонное депо Челябинск (ЛВЧД-1 АО «ФПК») Ю-УР
А-292 Верхний Уфалей (участок от вагонного депо Челябинск - Сорт. Ю-УР
А-293 Вагонное депо Курган Ю-УР
А-295 Вагонное депо Троицк Ю-УР
А-296 Вагонное ремонтное депо Карталы (ВЧДр Карталы АО «ВРК-3») Ю-УР
А-297 Вагонное депо Магнитогорск Ю-УР
А-298 Вагонное депо Орск Ю-УР
А-299 Пассажирское вагонное депо Оренбург (ЛВЧД-2 АО «ФПК») Ю-УР
А-300 Вагонное ремонтное депо Бузулук Ю-УР
А-301 Пассажирское вагонное депо Омск ЗСБ
Л-302 Вагонное депо Московка ЗСВ
А-303 Вагонное депо Татарская ЗСБ
А-304 Вагонное депо Барабинск ЗСБ
А-306 Пассажирское вагонное депо Новосибирск ЗСБ
А-307 Вагонное депо Инская ЗСБ
А-308 Вагонное депо Болотная ЗСБ
А-309 Вагонное ремонтное депо Тайга (ВЧДр Тайга АО «ВРК-1») ЗСБ
А-310 Вагонное ремонтное депо Топки (ВЧДр Топки АО «ВРК-3») ЗСБ
А-311 Вагонное депо Кемерово ЗСБ
А-312 Вагонное ремонтное депо Ленинск-Кузнецкий (ВЧДр Ленинск - Кузнецкий АО «ВРК-1») ЗСБ
А-313 Вагонное депо Белово ЗСБ
А-314 Вагонное депо Прокопьевск ЗСБ
А-315 Вагонное депо Новокузнецк-Сортировочный ЗСБ
А-316 Пассажирское вагонное депо Барнаул (ЛВЧ-13 АО «ФПК») ЗСБ
А-317 Вагонное депо Бийск участок вагонного депо Алтайская ЗСБ
А-318 Вагонное ремонтное депо Рубцовск (ВЧДр Рубцовск АО «ВРК-3») ЗСБ
А-320 ООО «Вагоноремонтная компания «Купино» ЗСБ
А-321 Пассажирское вагонное депо Томск (ЛВЧ-20 АО «ФПК») ЗСБ
А-322 Вагонное ремонтное депо Аскиз (ВЧДР Аскиз АО «ВРК-2») КРС
А-323 Пассажирское вагонное депо Абакан (ЛВЧ-5 АО «ФПК») КРС
А-324 Вагонное депо Боготол КРС
А-325 Вагонное депо Ужур КРС
А-326 Пассажирское вагонное депо Красноярск КРС
А-327 Вагонное депо Иланская КРС
А-328 Вагонное депо Тайшет КРС
А-329 Вагонное депо Нижнеудинск ВСБ
Л-330 Вагонное депо Зима ВСБ
Л-331 Вагонное депо Черемхово ВСБ
Л-332 Вагонное ремонтное депо Иркутск - Сортировочный (ВЧДр Иркутск - Сортировочный АО «ВРК-2») ВСБ
Л-333 Пассажирское вагонное депо Иркутск ВСБ
А-335 Вагонное депо Улан-Удэ ВСБ
Л-336 Вагонное депо Вихоревка ВСБ
Л-338 Участок по ремонту грузовых вагонов ст. Суховская-Южная вагонного ремонтного депо Иркутск Сортировочный (ВЧДр Иркутск Сортировочный АО «ВРК-2») ВСБ
А-340 Вагонное депо Хилок ЗБК
А-341 Вагонное депо Мураши ГРК
А-342 Вагонное депо Чита-1 ЗБК
Л-343 Вагонное депо Мызайкюла ЭВР
А-344 Вагонное депо Борзя ЗБК
А-345 Пассажирское вагонное депо Шилка ЗБК
А-346 Вагонное депо Чернышевск-Забайкальский ЗБК
А-347 Вагонное депо Зелецино ГРК
А-348 Вагонное депо Партизанск ДВС
А-350 Вагонное депо Кунград УЗБ
А-351 Вагонное депо Магдагачи ЗБК
А-352 Вагонное депо Белогорск ЗБК
О-353 Вагонное депо Бурея (участок вагонного депо Белогорск) ЗБК
А-355 Вагонное депо Облучье Хабаровск-2 ДВС
А-356 Вагонное депо Ружино ДВС
А-357 Вагонное депо Уссурийск ДВС
А-359 Вагонное депо Комсомольск ДВС
А-360 Депо подвижного состава Южно-Сахалинск САХ
А-361 Пассажирское вагонное депо Владивосток ДВС
О-364 Вагонное депо Воскресенск(цех вагонного депо Перово) МСК
О-365 Вагонное депо Ярославль СЕВ
А-368 Вагонное депо Уральск. Кооператив ТОО «Вагон» КЗХ
А-369 Вагонное депо Дрогобыч ЛЬВ
О-374 Вагонное депо Щетово ДОИ
О-375 Вагонное депо Соль ДОН
А-377 Вагонное депо ТОО Богатыр Транс - ст. Экибастуз КЗХ
А-378 Рефрижераторное депо Сырдарьинская УЗБ
О-379 Пассажирское вагонное депо Мариуполь ДОН
А-381 Пассажирское вагонное депо Тында ДВС
А-382 Локомотивное депо Перерва МСК
А-383 Пассажирское вагонное депо Каховка ОДК
А-384 Вагонное депо Гюмри АРМ
А-385 Вагонное депо Сургут СВР
А-386 Вагонное депо Войновка СВР
А-387 Вагонное депо Тольятти КБШ
А-388 Вагонное депо Тосно ОКТ
А-390 Вагонное депо Коноша СЕВ
О-391 Рефрижераторное вагонное депо Тернополь ЛЬВ
А-392 Вагонное депо Бекасово МСК
А-393 Вагонное депо Северобайкальск ЗБК
А-394 Вагонное депо Тында ДВС
А-395 Рефрижераторное вагонное депо Троицк Ю-УР
А-398 Вагонное депо Стойленская ЮВС
А-401 Тамбовский вагоноремонтный завод ЮВС
А-402 ОАО «Днепрвагонремстрой» ЮЗ
А-403 Дарницкий вагоноремонтный завод г. Киев ЮЗ
А-404 Воронежский вагоноремонтный завод ЮВС
А-405 Владикавказский вагоноремонтный завод СКВ
А-407 ЗАО «Промтрактор-Вагон» ГРК
О-408 Московский завод по модернизации и строительству вагонов им. Войтовича МСК
О-409 Стрыйский вагоноремонтный завод ЛЬВ
О-410 Понаснянский вагоноремонтный завод ДОН
О-413 ОАО «Октябрьский электровагоноремонтный завод» ОКТ
О-414 Предприятие «Экспресс» г. Жмеринка ЮЗ
О-415 ЗАО «Гомельский вагоностроительный завод» БЕЛ
О-416 Вологодский вагоноремонтный завод СЕВ
О-417 Ярославский вагоноремонтный завод СЕВ
А-418 Рославльский вагоноремонтный завод МСК
О-420 ОАО «Акмолинский вагоноремонтный завод» КЗХ
А-421 Новороссийский вагоноремонтный завод СКВ
О-422 Улан-Удэнский локомотиворемонтный завод ЗАБ
А-423 Барнаульский вагоноремонтный завод ЗСБ
О-424 ОАО Московский локомотиворемонтный завод МСК
О-425 Украинский государственный центр по эксплуатации специальных вагонов ЮЖ
О-426 Алма-атинский вагоноремонтный завод КЗХ
А-427 ОАО Свободненский вагоноремонтный завод ЗАБ
А-428 ООО «Саяногорский вагоноремонтный завод» КРС
А-429 ОАО «Завод по ремонту думпкаров» г. Железногорск МСК
О-430 ПП «Южэнергопром» г. Черкесск СКВ
А-440 «Рузхиммаш» завод химического машиностроения КБШ
А-441 ОАО «Желдорсервис» ПРВ
А-442 Андижанский механический завод УЗБ
А-443 Алтайский вагоноремонтный завод ЗСБ
А-444 ЗАО «Великолукский локомотивовагоноремонтный завод» ОКТ
А-445 ОАО «Красноярский электровагоноремонтный завод»
А-446 Пассажирское вагонное депо Новокузнецк (ЛВЧ-26 АО «ФПК») ЗСБ
А-447 Пассажирское вагонное депо Ташкент УЗБ
А-448 Саранский тепловозоремонтный завод КБШ
А-449 АО «ЗИКСТО» АО НК «Казахстанские железные дороги» КЗХ
А-450 СП депо Балахонцы ОАО «Уралкалий» СВР
А-451 Пассажирское вагонное депо Кемерово ЗСБ
О-452 Рефрижераторное депо Лиски ЮВС
А-453 ЗАО «Вагонно-ремонтный завод» г. Стерлитамак КБШ
А-454 ОАО Вологодский вагоноремонтный завод
А-455 ООО «ВагонДорМаш» СКВ
А-501 Инженерно-производственная фирма «Ресурс» г. Пятихатки ПРИД
А-502 Вагонное депо Анисовка-цех ВЧД Саратов-2 ПРВ
А-503 ООО «Вагону-Ремонтс» г. Рига ЛДЗ
А-504 ВЧД-Термез ОАО «Узвагонтаъмир» УЗБ
А-505 Моторвагонное депо С-Петербург Московское
А-506 Тольяттинская производственно-ремонтная база ОАО «Волжско-Уральской транспортной компании» ОАО «ВолгаУралТранс» КБШ
А-507 УП «Узжелдорреммаш» ГАЖК «Узбекские железные дороги» УЗБ
А-508 ЗАО «НЕЗТОР» с 12.05.2006 г. СВЕРД
А-509 СФАТ-Рязань MOCK
А-511 ООО «Боготольский вагоноремонтный завод» КРАС
А-512 Алмаатинский филиал по ремонту пассажирских вагонов (ЛВЧДР-26) КЗХ
А-513 ООО «Вагоностроительная компания» г. Рустави Грузия
А-514 ООО Вагоноремонтное предприятие «Новотранс» ВСБ
А-515 Кушмурунское вагоноремонтное депо КЗХ
А-516 ООО Кузбасское вагоноремонтное предприятие «Новотранс» ЗСБ
А-517 ТОО Казахстанская вагоностроительная компания КЗХ
А-518 Вагоноремонтное депо-филиал ООО «Мечел-Ремсервис» г. Железногорск-Илимский РФ ВСИБ
А-519 Красноярское депо ОАО «В-Сибпромтранс» г. Красноярск РФ КРАС
А-520 ООО «Брянское вагоноремонтное депо» г. Брянск РФ МСК
А-521 Рефрижераторного вагонного депо Уссурийск Новосибирского филиала ОАО «ВРК-1» РФ ДВЖД
А-522 АКП ЗАО «Тихвинский вагоностроительный завод» г. Тихвин РФ ОКТ
А-523 АКП ДП «Литейно-механический завод» г. Ташкент УЗБ
А-524 АКП ТОО «БЕРЕКЕ-2004» в г. Экибастуз КЗХ
А-525 АКП Филиал ООО «Техкомплекс» Самарская область РФ КБШ
А-526 АКП ТОО «Казпневматика» в г. Щукинск КЗХ
А-527 АКП ООО «Вагонно-колесная мастерская» в г. Старый Оскол РФ ЮВОСТ
А-528 АКП ООО ПО «НОВОТРАНС» г. Кашира РФ МСК
А-529 АКП ООО Сибирская Вагонная компания г. Новокузнецк РФ ЗСИБ
А-530 АКП ОАО «Нижнекамскнефтехим» РФ КБШ
А-531 АКП ООО «Депо-ЕвроХим» СКВ
О-532 АО ООО «Агрегатбуд» в г. Рубежное, Луганской области, Украина
А-533 АКП ЗАО «Уральская вагоноремонтная компания» в г. Магнитогорск ЮУР
А-534 Вагонное ремонтное депо Тында ОАО «ВРК-2» ДВСТ
А-535 Моторвагонное депо Анисовка ПРИВ (только ВР и ЭВР)
О-536 Вагоноремонтное депо Чита (ВРД) ЦДИ ОАО «РЖД» ЗБК
А-550 Моторвагонное депо Брянск-1 Московской ДМВ
А-551 Моторвагонное депо С-Петербург Балтийский ОКТ
А-552 ООО «Вагонное депо Желдорэкспедиция» МСК
А-553 Пассажирское
О-554 ТОО «Экибастузское моторвагонное депо» г. Экибастуз, Казахстан
О-555 ОАО «Минский вагоноремонтный завод» г. Минск, Республика Беларусь
А-556 ООО «Армавирское вагоноремонтное депо» СКВ
О-558 Моторвагонное депо Данилов СЕВ
О-559 Моторвагонное депо Крюково ОКТ
А-560 ООО «Орский вагонный завод» ЮУР
О-561 Калужский завод «Ремпутьмаш» ВСИБ
О-562 ОАО «Оренбургский ПРМЗ «Ремпутьмаш»
О-563 Эксплуатационное депо Алтайская (ВЧДЭ Алтайская) ОАО «РЖД» ЗСБ
О-564 ООО Вагоноремонтное предприятие Завязовское ОАО «РЖД» УР
А-565 Вагонное ремонтное депо Волгоград (ВРД Волгоград - филиал ООО «НВК») ПРИВ
(Измененная редакция. Изм. 5-2013, 5-2014, 6-2014, 15-2015, 36-2016, 1-2017, 124-2016)
Приложение Ж
Основные параметры и размеры арматуры соединительной для безрезьбовых труб, устанавливаемых на вагоны при их ремонте
|
Наименование соединения |
Номер соединения |
Присоединительные размеры |
Условный проход присоединяемых труб, мм |
Наружный диаметр присоединяемых труб, мм |
Момент затяжки накидных гаек соединений Н/м |
Применяемость |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Штуцер |
4370, |
G ¾-В |
20 |
27 ± 0,3 |
150 ± 15 |
Соединение труб с резервуаром № 295 воздухораспределителя грузового вагона |
|
4370И |
||||||
|
Ниппель |
4371, |
G ¾-В |
20 |
27 ± 0,3 |
150 ± 15 |
Соединение труб с разобщительным краном грузового вагона, запасным резервуаром, тормозным цилиндром, авторежимом |
|
4371И |
||||||
|
Штуцер в сборе |
4374, |
М52×1,5 |
32 |
42 ± 0,4 |
200 ± 20 |
Соединение трубопровода тормозной магистрали с краном концевым 4314 |
|
4374И |
||||||
|
Штуцер в сборе |
4374М, |
G1½-В |
32 |
42 ± 0,4 |
200 ± 20 |
Соединение трубопровода вагонов сочлененной конструкции |
|
4374МИ |
||||||
|
Тройник |
4375, |
Ø 42,5 |
32 |
42 ± 0,4 |
200 ± 20 |
Соединение трубопровода тормозной магистрали с одновременным креплением его на раме грузового вагона и соединением с отводом к воздухораспределителю |
|
4375И |
Ø 27,5 |
20 |
- |
150 ± 15 |
||
|
Тройник в сборе |
4375-01, |
Ø 42,5 |
32 |
42 ± 0,4 |
200 ± 20 |
Соединение трубопровода тормозной магистрали с одновременным креплением его на раме грузового вагона и соединением с разобщительным краном |
|
4375И-01 |
G ¾-В |
20 |
- |
150 ± 15 |
||
|
Тройник |
4375Р |
G ¼-В |
32 |
42 ± 0,4 |
200 ± 20 |
Соединение трубопровода тормозной магистрали с одновременным креплением его на раме грузового вагона и соединением с отводом к воздухораспределителю |
|
Ø 27,5 |
20 |
|
150 ± 15 |
|||
|
Тройник в сборе |
4375Р-01 |
G ¼-В |
32 |
42 ± 0,4 |
200 ± 20 |
Соединение трубопровода тормозной магистрали с одновременным креплением его на раме грузового вагона и соединением с разобщительным краном |
|
G ¾-В |
20 |
- |
150 ± 15 |
|||
|
Муфта |
4379, |
Ø 42,5 |
32 |
42 ± 0,4 |
200 ± 20 |
Соединение труб между собой |
|
4379И |
||||||
|
Муфта |
4379-01, |
Ø 27,5 |
20 |
27 ± 0,3 |
150 ± 15 |
Соединение труб между собой |
|
4379И-01 |
||||||
|
Тройник |
5312, |
Ø 27,5 |
20 |
27 ± 0,3 |
150 ± 15 |
Соединение авторежима с тормозными цилиндрами при раздельной системе торможения грузового вагона. Соединение труб между собой |
|
5312И |
||||||
|
Муфта |
СТ157-1-20 |
Ø 27,4 мм |
20 |
27 ± 0,3 |
160 ± 16 |
Соединение труб между собой |
|
(157.010-04) |
||||||
|
Муфта |
СТ157-1-32 |
Ø 42 мм |
32 |
42 ± 0,4 |
210 ± 21 |
Соединение труб между собой |
|
(157.010-06) |
||||||
|
Полумуфта |
СТ157-2-20 |
G ¾-В" |
20 |
42 ± 0,4 |
160 ± 16 |
Соединение труб между собой. Соединение труб с разобщительным краном грузового вагона, запасным резервуаром, тормозным цилиндром, авторежимом |
|
(157.020-04) |
||||||
|
Фильтр-полумуфта |
СТ157-3 |
G ¾-В" |
20 |
27 ± 0,3 |
160 ± 16 |
Соединение труб с резервуаром № 295 воздухораспределителя грузового вагона |
|
(157.030) |
||||||
|
Полумуфта |
СТ 157-5 |
G1½" |
32 |
42 ± 0,4 |
210 ± 21 |
Соединение трубопровода тормозной магистрали с краном концевым 271БС (как запасная часть) |
|
(157.050) |
||||||
|
Соединение с тройником |
СТ157-4 |
Ø 42,5 мм |
32 |
42 ± 0,4 |
210 ± 21 |
Соединение трубопровода тормозной магистрали с одновременным креплением его на раме грузового вагона и соединением с разобщительным краном |
|
(157.040) |
G ¾-В" |
20 |
- |
160 ± 16 |
(Приложение Ж введено дополнительно. Изм. 124-2016)
СОДЕРЖАНИЕ